Global_Commercial_Aircrafts_Gas_Turbine_Engine_Market_2012-2016.pdf
142
UNIVERSITY OF CINCINNATI Date:___________________ I, _________________________________________________________, hereby submit this work as part of the requirements for the degree of: in: It is entitled: This work and its defense approved by: Chair: _______________________________ _______________________________ _______________________________ _______________________________ _______________________________
Transcript of Global_Commercial_Aircrafts_Gas_Turbine_Engine_Market_2012-2016.pdf

UNIVERSITY OF CINCINNATI Date:___________________
I, _________________________________________________________, hereby submit this work as part of the requirements for the degree of:
in:
It is entitled:
This work and its defense approved by:
Chair: _______________________________ _______________________________ _______________________________ _______________________________ _______________________________
Processing & Permeability of Polyimide-Clay Nanocomposite
Membranes
A thesis submitted to the Division of Research and Advanced Studies
University of Cincinnati
In partial fulfillment of the requirements for the degree of
Master of Science
In Department of Chemical and Materials Engineering
At the College of Engineering
University of Cincinnati
Advisor: Dr. Jude O. Iroh
2009
By Wenchao Zhang
B.E.: Materials Science and Engineering,
Shanghai Jiao Tong University, Shanghai, China, 2006
Abstract
Different concentration of Organoclay and PANi-Clay reinforced Polyimide
nanocomposite membranes were studied for the processing and permeation behavior of
water and ethanol. Membranes were prepared by solution casting with 1‐Methyl‐2‐
Pyrrolidone (NMP) as the solvent. The Organoclay used is Cloisite 20 A montmorillonite
containing an alkylated quaternary ammonium ion 2H2T. PANi‐Clay was prepared by
former group member Dr. Yanrong Zhu at year 2002.
The concentration of Organoclay is from 0.01% to 5.00% and 0.01% to 0.50% for PANi‐
Clay. The free standing films were of a thin thickness from 70 to 100 µm. The
imidization temperature varied from 65 ˚C to 250˚C, and related diffusion behaviors were
studied. The permeation set up consisted of a U shaped diffusion cell with two vertical
capillary cylindrical tubes anchored on each cylindrical chamber as a reservoir. One
chamber was filled by pure water and the other was filled by ethanol/water mixture (5:95,
V: V). Chambers were separated by Polyimide nanocomposite membranes.
The effect of concentration of Organoclay and PANi-Clay on permeation was studied in
this study. The diffusion of water from water chamber took place in most membranes and
continued for at least one week. Diffusion did not happen for fully imidized membranesat
high temperature as 250 oC. Small amount of Organoclay will influence the stability and
permeation property. The flux through Organoclay reinforced membranes increased with
increased Organoclay weight percent up to 0.25% loading beyond which a drastic

decrease in the flux occurred for any further increase in the weight percent of
Organoclay. Accordingly, the diffusion coefficient of the Orgnoclay reinforced
membranes increased with increased weight percent of Organoclay from 1.73 x 10-10 cm2
s-1 for the neat PI membrane to 9.57 x 10-10 cm2 s-1 for 0.25 % Organoclay. The
permeability shows the mass transferring in the composite membranes is highly
dependent on the Organoclay loading level but exhibits a nonlinear dependency.
The incorporation of PANi-Clay showed similar behaviors of Organoclay with lower
permeability. However, the dependency of PANi-Clay is more linear comparing to
Organoclay, the diffusion coefficient increases as PANi-Clay load level increases. PANi-
Clay reinforced membranes show longer life than Organoclay modified membranes. Both
permeation results inspire us to separate ethanol from water with optimized polyimide
nanocomposites with proper fillers. The mechanisms of permeation were attempted to be
studied by FTIR and SEM. The different effects of Organoclay and PANi-Clay on
rheological properties were also discussed.
KEYWORDS: Nanotechnology, Separation, Ethanol/Water, Polyimide, Organoclay,
PANi-Clay


I
Acknowledgements
I would like to take this opportunity to express my gratitude to the people who have
helped me for my study over the past two years at University of Cincinnati.
First I would thank my advisor Dr. Jude O. Iroh. I cannot finish my research so quick and
efficient without his kind and wise guide. I learned a lot from him for his patient and
long‐term help. I would like to say “Thank you” sincere to him for not only leading me
into the fascinating area of polyimide nanocomposite research, but also kindly providing
me moral support and academic guidance, which will immensely be of benefit to both
my personal and career development.
Second I would thank my graduate committee: Dr. Steve J. Clarson, Dr. Joo‐Youp Lee,
Dr. Raj. Manglik and Dr. Gregory Beaucage for taking their precious time to be my
committee out of their busy schedules reviewing my thesis and giving suggestions for
my future work.
Special thanks to Dr. Steve J. Clarson. Thank you for your permission using facilities in
your lab and offer me to finish my research for this interesting area. Thank you.
Thank Mary and Jia Wang to continue my work in the future. Also I would thank Dr.
Doug, Dr. Vane Leland, Serhan Oztemiz and Poojari, thank you all for your help with my
research.

II
Table of Contents Processing & Permeability of Polyimide-Clay Nanocomposite Membranes ..................... 1
Abstract ............................................................................................................................... 2
Acknowledgements .............................................................................................................. I
Chapter 1 Introduction ....................................................................................................... 1
1.1 Fermentation Products ............................................................................................. 1
1.2 Membranes ............................................................................................................... 2
1.3 Polyimide................................................................................................................... 3
1.4 Clay ............................................................................................................................ 8
1.5 Polyimide‐Clay nanocomposite ................................................................................ 9
Chapter 2: Experimental ................................................................................................... 11
2.1 Materials ................................................................................................................. 11
2.2 Membranes Preparation ......................................................................................... 12
2.3 Diffusion Test .......................................................................................................... 14
2.4 Characterization Technologies ................................................................................ 15
2.4.1 Brookfield Viscometry .................................................................................................. 15
2.4.2 Fourier Transform Infrared Spectroscopy (FTIR) .......................................................... 16
2.4.3 Scanning Electron Microscopy (SEM) ........................................................................... 16
2.4.4 Concentration Measurement ....................................................................................... 16
Chapter 3 Results and Discussion ..................................................................................... 17
3.0 Temperature of Membranes Synthesis .................................................................. 17

III
3.1 Shear Viscosity ........................................................................................................ 17
3.1.1 Effect of Temperature on Shear Viscosity .................................................................... 18
3.1.2 Effect of Clay on Shear Viscosity .................................................................................. 19
3.1.3 Effect of Shear Rates on Shear Viscosity ...................................................................... 21
3.1.4 Effect of Shear Stress on Shear Viscosity ..................................................................... 22
3.1.5 Effect of Reinforcements .............................................................................................. 22
3.2 Diffusion Model ...................................................................................................... 23
3.2.1 Fick’s Second Law ......................................................................................................... 23
3.2.2 Square‐root relationship[88‐92] ....................................................................................... 24
3.3 Effect of Organoclay and PANi‐Clay on Diffusion ................................................... 26
3.3.1 Stages of Diffusion ........................................................................................................ 26
3.3.2 Diffusion Coefficients ................................................................................................... 35
3.4 Composition and Surface Morphology ................................................................... 41
3.4.1 Fourier Transform Infrared Spectroscopy (FTIR) .......................................................... 41
3.4.2 Scanning Electron Microscopy (SEM) ........................................................................... 45
Chapter 4 Conclusions and Further Work Suggestions. ................................................... 50
Reference .......................................................................................................................... 52
Figure 3.1.1 ln viscosity VS 1/T of Polyimide .................................................................... 66
Figure 3.1.2 ln viscosity VS 1/T of 0.01% Organoclay ....................................................... 66
Figure 3.1.3 ln viscosity VS 1/T of 0.05% Organoclay ....................................................... 67
Figure 3.1.4 ln viscosity VS 1/T of 0.10% Organoclay ....................................................... 67
Figure 3.1.5 ln viscosity VS 1/T of 0.25% Organoclay ....................................................... 68
Figure 3.1.6 ln viscosity VS 1/T of 0.50% Organoclay ....................................................... 68

IV
Figure 3.1.7 ln viscosity VS 1/T of 1.00% Organoclay ....................................................... 69
Figure 3.1.8 ln viscosity VS 1/T of 1.50% Organoclay ....................................................... 69
Figure 3.1.9 ln viscosity VS 1/T of 2.00% Organoclay ....................................................... 70
Figure 3.1.10 ln viscosity VS 1/T of 0.01% PANi‐Clay ....................................................... 71
Figure 3.1.11 ln viscosity VS 1/T of 0.05% PANi‐Clay ....................................................... 71
Figure 3.1.12 ln viscosity VS 1/T of 0.25% PANi‐Clay ....................................................... 72
Figure 3.1.13 ln viscosity VS 1/T of 0. 50% PANi‐Clay ....................................................... 72
Figure 3.1.14 ln viscosity VS ln shear rate of Polyimide ................................................... 73
Figure 3.1.15 ln viscosity VS ln shear rate of 0.01% OC .................................................... 73
Figure 3.1.16 ln viscosity VS ln shear rate of 0.05% OC .................................................... 74
Figure 3.1.17 ln viscosity VS ln shear rate of 0.10% OC .................................................... 74
Figure 3.1.18 ln viscosity VS ln shear rate of 0.25% OC .................................................... 75
Figure 3.1.19 ln viscosity VS ln shear rate of 0.50% OC .................................................... 75
Figure 3.1.20 ln viscosity VS ln shear rate of 1.00% OC .................................................... 76
Figure 3.1.21 ln viscosity VS ln shear rate of 1.50% OC .................................................... 76
Figure 3.1.22 ln viscosity VS ln shear rate of 2.00% OC .................................................... 77
Figure 3.1.23 ln viscosity VS ln shear rate of 0.01% PC .................................................... 77
Figure 3.1.24 ln viscosity VS ln shear rate of 0.05% PC .................................................... 78
Figure 3.1.25 ln viscosity VS ln shear rate of 0.25% PC .................................................... 78

V
Figure 3.1.26 ln viscosity VS ln shear rate of 0. 50% PC ................................................... 79
Figure 3.1.27 Comparison of PC and OC at 0.01% ‐1 ........................................................ 80
Figure 3.1.28 Comparison of PC and OC at 0.01% ‐2 ........................................................ 80
Figure 3.1.29 Comparison of PC and OC at 0.01% ‐3 ........................................................ 81
Figure 3.1.30 Comparison of PC and OC at 0.01% ‐4 ........................................................ 81
Figure 3.1.31 Comparison of PC and OC at 0.05% ‐1 ........................................................ 82
Figure 3.1.32 Comparison of PC and OC at 0.05% ‐2 ........................................................ 82
Figure 3.1.33 Comparison of PC and OC at 0.05% ‐3 ........................................................ 83
Figure 3.1.34 Comparison of PC and OC at 0.05% ‐4 ........................................................ 83
Figure 3.1.35 Comparison of PC and OC at 0.25% ‐1 ........................................................ 84
Figure 3.1.36 Comparison of PC and OC at 0.25% ‐2 ........................................................ 84
Figure 3.1.37 Comparison of PC and OC at 0.25% ‐3 ........................................................ 85
Figure 3.1.38 Comparison of PC and OC at 0.25% ‐4 ........................................................ 85
Figure 3.1.39 Comparison of PC and OC at 0.50% ‐1 ........................................................ 86
Figure 3.1.40 Comparison of PC and OC at 0.50% ‐2 ........................................................ 86
Figure 3.1.41 Comparison of PC and OC at 0.50% ‐3 ........................................................ 87
Figure 3.1.42 Comparison of PC and OC at 0.50% ‐4 ........................................................ 87
Figure 3.1.43 ln viscosity VS ln shear stress of PI ............................................................. 88
Figure 3.1.44 ln viscosity VS ln shear stress of 0.01% OC ................................................. 88
VI
Figure 3.1.45 ln viscosity VS ln shear stress of 0.05% OC ................................................. 89
Figure 3.1.46 ln viscosity VS ln shear stress of 0.10% OC ................................................. 89
Figure 3.1.47 ln viscosity VS ln shear stress of 0.25% OC ................................................. 90
Figure 3.1.48 ln viscosity VS ln shear stress of 0.50% OC ................................................. 90
Figure 3.1.49 ln viscosity VS ln shear stress of 1.00% OC ................................................. 91
Figure 3.1.50 ln viscosity VS ln shear stress of 1.50% OC ................................................. 91
Figure 3.1.51 ln viscosity VS ln shear stress of 2.00% OC ................................................. 92
Figure 3.1.52 ln viscosity VS ln shear stress of 0.01% PC ................................................. 92
Figure 3.1.53 ln viscosity VS ln shear stress of 0.05% PC ................................................. 93
Figure 3.1.54 ln viscosity VS ln shear stress of 0.25% PC ................................................. 93
Figure 3.1.55 ln viscosity VS ln shear stress of 0.50% OC ................................................. 94
Figure 3.3.1 Flux of water with time for PI ....................................................................... 95
Figure 3.3.1‐2 Flux of water with time for PI (Repeated) ................................................. 96
Figure 3.3.1‐3 Comparison of PI vs repeated one ............................................................ 97
Figure 3.3.2 Flux of water with time for 0.05% OC‐PI ...................................................... 98
Figure 3.3.3 Flux of water with time for 0.10% OC‐PI ...................................................... 99
Figure 3.3.4 Flux of water with time for 0.25% OC‐PI .................................................... 100
Figure 3.3.4‐2 Flux of water with time for 0.25% OC‐PI (RP) ......................................... 101
Figure 3.3.4‐3 Comparison of 0.25% OC‐PI VS repeated one ......................................... 102

VII
Figure 3.3.5 Flux of water with time for 0.50% OC‐PI .................................................... 103
Figure 3.3.6 Flux of water with time for 1.00% OC‐PI .................................................... 104
Figure 3.3.7 Flux of water with time for 1.50% OC‐PI .................................................... 105
Figure 3.3.8 Flux of water with time for 2.00% OC‐PI .................................................... 106
Figure 3.3.9 Flux of water with time for 5.00% OC‐PI .................................................... 107
Figure 3.3.10 Flux of water with time for 0.01% PANiclay‐PI ......................................... 108
Figure 3.3.11 Flux of water with time for 0.05% PANiclay‐PI ......................................... 109
Figure 3.3.12 Flux of water with time for 0.25% PANiclay‐PI ......................................... 110
Figure 3.3.13 Flux of water with time for 0.50% PANiclay‐PI ......................................... 111
Figure 3.4.1.3 FTIR Spectrum of 0.05% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 114
Figure 3.4.1.4 FTIR Spectrum of 0.10% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 115
Figure 3.4.1.5 FTIR Spectrum of 0.25% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 116
Figure 3.4.1.6 FTIR Spectrum of 0.50% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 117
Figure 3.4.1.8 FTIR Spectrum of 1.50% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 119

VIII
Figure 3.4.1.9 FTIR Spectrum of 2.00% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 120
Figure 3.4.1.10 FTIR Spectrum of 5.00% Organoclay‐PI membrane before and after
diffusion .......................................................................................................................... 121
Figure 3.4.1.12 FTIR Spectrum of 0.05% PANiclay‐PI membrane before and after
diffusion .......................................................................................................................... 123
Figure 3.4.1.13 FTIR Spectrum of 0.25% PANiclay‐PI membrane before and after
diffusion .......................................................................................................................... 124
Figure 3.4.1.14 FTIR Spectrum of 0.50% PANiclay‐PI membrane before and after
diffusion .......................................................................................................................... 125
Figure 3.4.2.1 SEM of PI 10K vs Figure 3.4.2.2 SEM of 0.05% OC‐PI 10K ....................... 126
Figure 3.4.2.3 SEM of 0.10% OC‐PI 10K vs Figure 3.4.2.4 SEM of 0.25% OC‐PI 10K ....... 126
Figure 3.4.2.5 SEM of Polyimide 50K vs Figure 3.4.2.6 SEM of 0.05% OC‐PI 50K .......... 127
Figure 3.4.2.7 SEM of 0.10% OC‐PI 50K vs Figure 3.4.2.8 SEM of 0.25% OC‐PI 50K ..... 127
Figure 3.4.2.9 SEM of PI after diffusion 10K vs Figure 3.4.2.10 SEM of PI after diffusion
50K .................................................................................................................................. 128
1
Chapter 1 Introduction
1.1 Fermentation Products
Fermentation could produce water and bio‐fuel mixtures from organic compounds like
corns. Ethanol is one product of fermentation. Ethanol has been used long in food and
beverage products. It is also used as a disinfectant in the pharmaceutical industry [1].
Also, with the less and less petroleum left as fuel, ethanol’s high heat of combustion
(1365.5 KJ/mol) and its productivity become fascinating [2].
Petroleum reserves are known to be limit resources. The global peak in oil production is
between 1996 and 2035 through different studies. Bio‐fuel technologies catch
researcher’s attention by using waste materials or plant which contains carbohydrate to
produce energy instead of traditional fossil fuel sources [3]. In some developed countries
like USA or Europe, the trend of using bio‐fuel is growing to introduce competitive
various bio‐fuels to replace fossil fuels [4, 5].
Ethanol is one of good substitutes for the gasoline oil which is non‐renewable. It has
been shown that cars on the road today in the U.S. run blends of about 10% ethanol. 1.3
billion gallons of Ethanol was produced in 1997 to 6.5 billion gallons in 2007 in USA [6].
30% or more of the U.S. gasoline could be replaced by biofuels by the year 2030[6].
Ethanol is easily produced from fermentation of cellulose and carbohydrate [7‐9], like
corn. After the fermentation, purification of ethanol needs effort to separate it from

2
residues, especially from its azeotrope‐water. Polymer membranes have shown great
promise as candidate materials for separation of water and ethanol [10, 11].
1.2 Membranes
The technology of membrane becomes one of important industrial applications
nowadays. Separation based on different membranes has been studied and developed
in recent 20 years. More and more countries have put efforts to research and
development of new membranes [12]. For its diversity of operation, usually membranes
are used to separate components as desalinating water, concentrate food or medicine,
or purify chemicals [13].
Membranes are divided by their own specialty: thick or thin, homogeneous or
heterogeneous, natural or synthetic [14, 15]. Based on different principles membranes can
be described as hydrophilic or hydrophobic, neutral or charged, active transport or
passive transport, symmetric or asymmetric[16]. Generally speaking, the structure of the
membranes plays an important role on separation and selection.
The separation processes can be divided into different categories by the principle or
matters as well. Different matters need special separation methods based on the
matters’ size, vapor pressure, electrical affinity, density and chemical properties. Like
microfiltration, untrafiltration, reverse osmosis, dialysis, electrodialysis, liquid
membrane, pervaporation, gas permeation and so on [12,17, 18].

3
1.3 Polyimide
Polyimide refers to heterochain polymers containing an imide group on the backbone
showing below [19]:
Aromatic polyimide became popular since early 1960. Their good mechanical, thermal,
chemical stability and facinating electrical properties [20, 21] are so attractive, a wide
range of applications in advanced materials technology [22‐25].
The literature on the formation reactions and properties of polyimide is really a lot [26‐28].
The first polyimide paper was published by Bogert and Renshw, they used 4‐
aminophthalic anhydride to polycondensate into polyimide in 1908. However, it is
Edwards and Robinson who used pyromellitic acid and aliphatic diamide to synthesis
polyimide and applied patent. By then, polyimide attracted interest from researchers
[29]. Dupont then successfully synthesis aromatic polyimide membranes, polyimide went
to industry. Though other polyheterocycles have better thermal resistance like
polybenzimidazoles, polyquinolines, polyimide has best blend of price‐properties‐
processability so it is still one of star polymers [30].
Different polyimides will behave differently according to the different diamines and
dianhydrides reactions. There are two kinds of way to synthesis polyimide. If the final
4
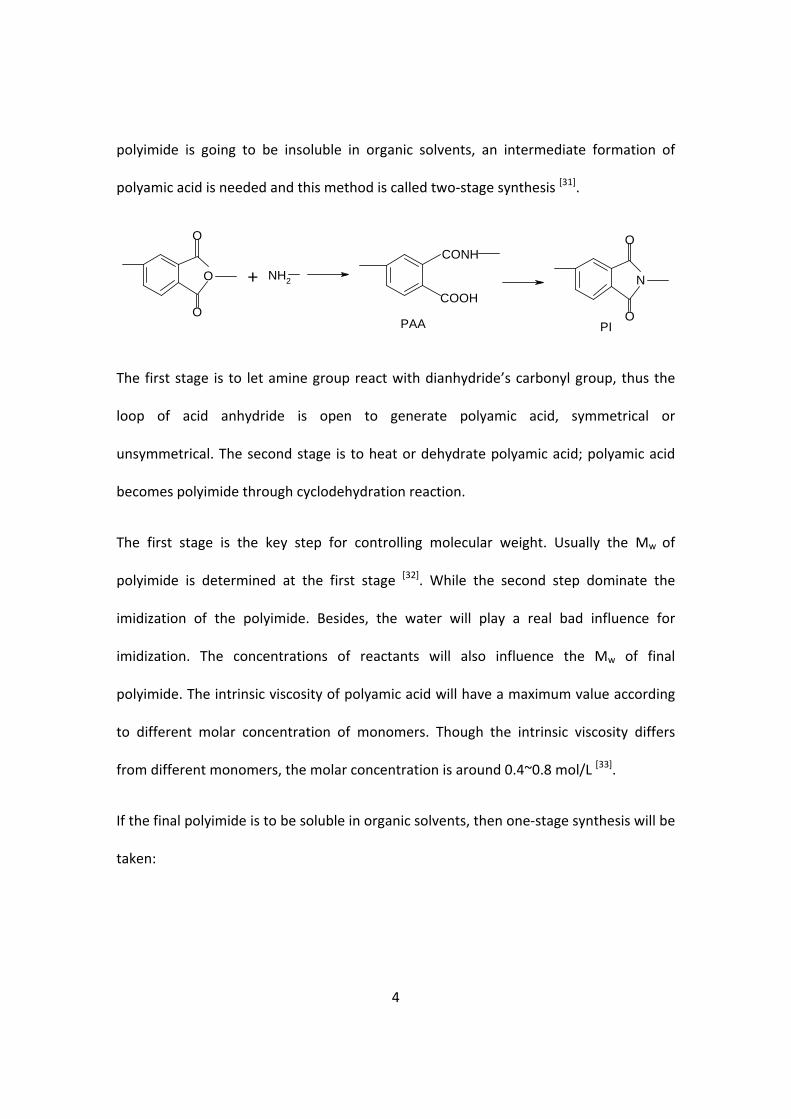
polyimide is going to be insoluble in organic solvents, an intermediate formation of
polyamic acid is needed and this method is called two‐stage synthesis [31].
The first stage is to let amine group react with dianhydride’s carbonyl group, thus the
loop of acid anhydride is open to generate polyamic acid, symmetrical or
unsymmetrical. The second stage is to heat or dehydrate polyamic acid; polyamic acid
becomes polyimide through cyclodehydration reaction.
The first stage is the key step for controlling molecular weight. Usually the Mw of
polyimide is determined at the first stage [32]. While the second step dominate the
imidization of the polyimide. Besides, the water will play a real bad influence for
imidization. The concentrations of reactants will also influence the Mw of final
polyimide. The intrinsic viscosity of polyamic acid will have a maximum value according
to different molar concentration of monomers. Though the intrinsic viscosity differs
from different monomers, the molar concentration is around 0.4~0.8 mol/L [33].
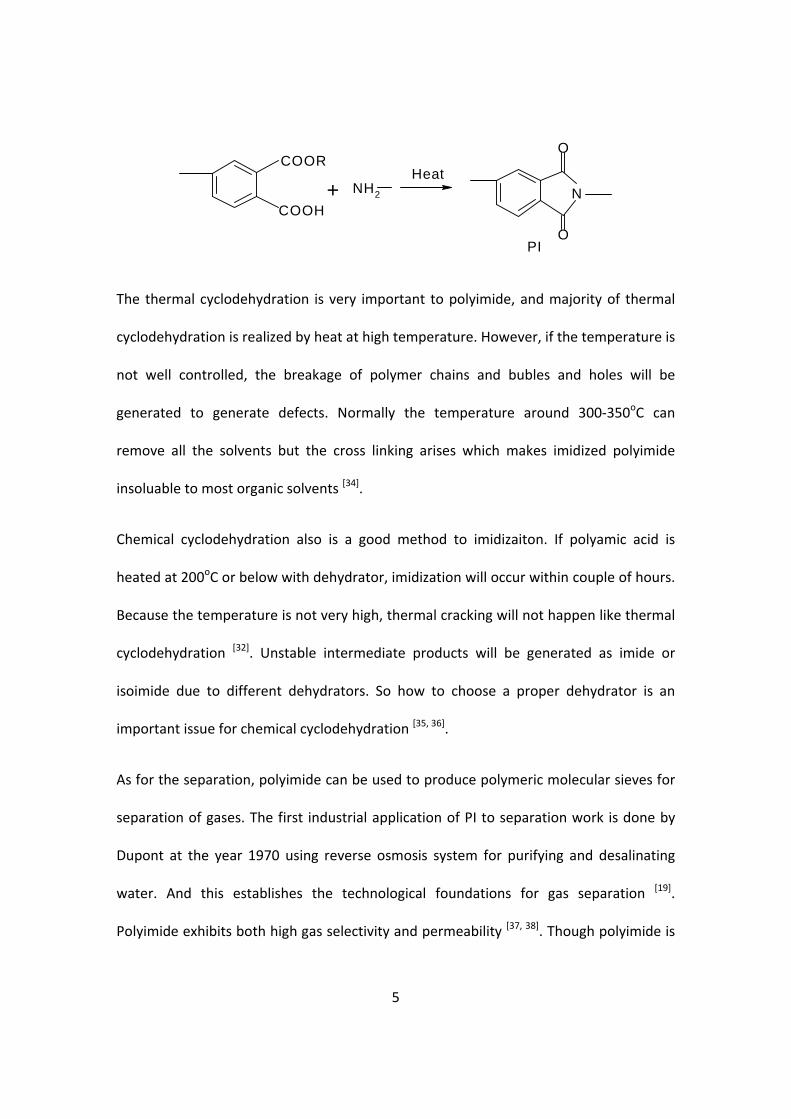
If the final polyimide is to be soluble in organic solvents, then one‐stage synthesis will be
taken:
O
O
O
NH2
CONH
COOHN
O
OPAA PI
+
5
The thermal cyclodehydration is very important to polyimide, and majority of thermal
cyclodehydration is realized by heat at high temperature. However, if the temperature is
not well controlled, the breakage of polymer chains and bubles and holes will be
generated to generate defects. Normally the temperature around 300‐350oC can
remove all the solvents but the cross linking arises which makes imidized polyimide
insoluable to most organic solvents [34].
Chemical cyclodehydration also is a good method to imidizaiton. If polyamic acid is
heated at 200oC or below with dehydrator, imidization will occur within couple of hours.
Because the temperature is not very high, thermal cracking will not happen like thermal
cyclodehydration [32]. Unstable intermediate products will be generated as imide or
isoimide due to different dehydrators. So how to choose a proper dehydrator is an
important issue for chemical cyclodehydration [35, 36].
As for the separation, polyimide can be used to produce polymeric molecular sieves for
separation of gases. The first industrial application of PI to separation work is done by
Dupont at the year 1970 using reverse osmosis system for purifying and desalinating
water. And this establishes the technological foundations for gas separation [19].
Polyimide exhibits both high gas selectivity and permeability [37, 38]. Though polyimide is
NH2 N
O
OPI
COOR
COOH
Heat+

6
a good membrane material and is resistant to high temperature, radiation and chemical,
its mechanical properties is dependent on the extent of imidization. Partially cured PI
membranes have a short lifetime and are easily degraded.
Polyimide membranes can be used to separate organic mixture as well as alcohol and
water. For polyimide has high Tg, so usually the separation process will select water
with high selectivity but low permeability [39]. Polyimide membranes are used to
separate organic solvents by many researchers already.
ODPA‐BISP/PDMS block copolymer was successfully synthesized by improving the
mechanical properties of PDMS with excellent polyimide group [40]. Also, polyimide is
also successfully incorporated with polyurethane by step‐condensation [41, 42].
Polyurethane has segments built by soft and rigid groups which are helpful for
separation.
Incorporation of functional group into polyimide affects the separation process. Many
papers have discussed the relationship between the rigidity, stack density and selectivity
with gas separation [43‐46]. For the flux improvement, CF3 is studied to increase the flux
by restraining marco‐molecules’ stacking and perturbing[45].CH3 group can be found to
increase the flux 10 times while the selectivity remains the same [46]. Selectivity can be
also effected by functional groups: sulfolane group makes the polyimide more
compatible with aromatic solvents thus increases the selectivity [47, 48].
The endurance of polyimide membranes can be improved by introducing phosphonate
ester group [49]. The mechanism is believed that this functional group can increase the

7
appetency with benzene and reduce the wet ability. Improvement is found similarly by
copolymerize with polyethylene oxide [50].
Different ways of synthesis will also affect the separation process [51, 52]. Membranes
through overheating or UV have better separation. For through these methods, the
interaction inside copolyimide groups is strong which reduce the wet ability. Also, the
soft ester group has better toughness which will reduce the brittlity.
Different concentration of polymers, additives, volatilization times and temperatures
were studied to increase the permeability by controlling the thickness of asymmetrical
polyimide membranes [53, 54]. Yanagisita also synthesized thin polyimide membranes to
carry out pervaporation by vapor deposition polymerization [55]. When the thickness is
0.2 μm the selectivity is the same of compact film while the permeability is 14 times
higher[56]. Also spin coating can be used to get super thin film. There might be a slight
decrease of the selectivity but the permeability increase drastically [57]. The factors that
influence the separation are mainly the Mw of polyimide, structure and thickness.
Besides, the imidization and thermal cracking will matter as well [58].
Polymer Ethanol concentration, wt%
Temp., oC
Permeation rate, kg/m2h
Polyetherimide (dry-wet method) 87a 25 2b
Polyamide 6-PEI/PAAc 70a 50 0.5 Polyamide 6-PEI/Alg 88a 50 0.3
BTDA-ODA asymmetry 95 25 0.037 BTDA-ODA symmetry 95 25 0.002
PMDA-p-ODA asymmetry 95 30 0.2 PMDA-p-ODA symmetry 95 30 0.004
HXDA-BMTC 90 40 1.7 BTDA-ODA 8 27 0.18
8
Table 1.3 Pervaporation performance of aliphatic and aromatic polyimide on Ethanol‐
water solution (a: IPA/water. IPA concentration; b. mol/m2‐hr; c. phenol/water. Phenol
concentration.) [39]
1.4 Clay
Layered silicate clays, especially smectite clays, are an interesting class of filler
materials. Among the di‐octahedral smectites, montmorillonite (MMT) is the most
commonly used. [59], mainly layered SiO2 and Al2O3. 1 μm diameter, every unit consists
of hundreds to thousands layers, average number of layers is around 850. It is the
hamburger layer structure as two layers of SiO2 tetrahedral cover one octahedral Al2O3
[60]
Al or Si can be replaced by other metallic ions to form cation exchange clay, anion
exchange clay and neutral exchange clay [61, 62]. The interlayer Van Der Walls gap is
called gallery of just interlayer. The cation and crystal water existing in the galleries can
absorb water in water surrounding to swollen then diffuse water. This can make the
organizing of clay become feasible by the presence of cation and crystal water: to use
proper ions replace cations inside the clay. The ability of ions exchanging for clay is
represented by Cationic Exchange Capacity (CEC). Most montmonrillonite has a CEC
between 70‐150 meq/100 gm [60].
Clay molecules stay together by 50% covalent bond and 50% electrovalent bond plus
few hydrogen bonding. Three clays can be found based on the ratio of tetrahedral over
9
octahedral as 1:1, 2:1 and 2:2. The 2:1 is the most common one, every layer of this clay
built up by a sandwich structure, two tetrahedral clamp one octahedral. Two octahedral
clamp a cation with crystal water [60].
Organizing of clay is pre‐requisite for polyimide‐clay nanocomposite due to its
hydrophilic nature. This can be realized by the cationic exchange capacity; also, more
and more studies are carried out by using the polyimide monomers to modify clay, like
diamine[63,64]. Surface active agents can be also used to improve the compatibility of clay
and polymer like a bridge between them, one side is hydrophilic and the other is
hydrophobic like most polymers. The efficiency of high d‐spacing orgnoclay dependents
on cationic exchange capacity of clay [65].
1.5 PolyimideClay nanocomposite
Nanocomposite has been studied world while both in industry and in academic for
decades. With little addition of reinforcement, the properties of matrix will be changed
drastically [66, 67].
Polyimide‐clay nanocomposites based on PMDA‐ODA polyimide with montmorillonite
has a good thermal and mechanical properties [68]. Also MMT is good reinforcement and
compatible with many polymer matrixes and with the introduction of MMT, the
permeability of PI will be changed [69].
The advantage of using clay to reinforce polyimide is obvious: the improvement of
mechanical properties, like Young’s modulus; the increase of thermal stability, like Tg;
improvement of size stability, it is due to the thermal expansion coefficient is decreased;
10
enhanced anti‐fire behavior due to higher aspect ratio increases the tortuous pathway
so gas will travel longer inside membranes; decrease of dielectric constant and so on [70‐
74].
Dispersion is an important factor that affect improvements. Conventional composite is
believed that the reinforcement is not fully carried out due to the simple stacks of
components. Intercalated nanocomposites will have a better improvement for the
polymer molecules interlude the clay, part of them form a strong bonding, and distance
between silicate layers is around 20‐30A. Exfoliated or delaminated nanocmposite is
believed the best and most uniform nanocomposite. The layer structure disappears and
dispersion reaches its maximum. Properties are greatly improved [75].
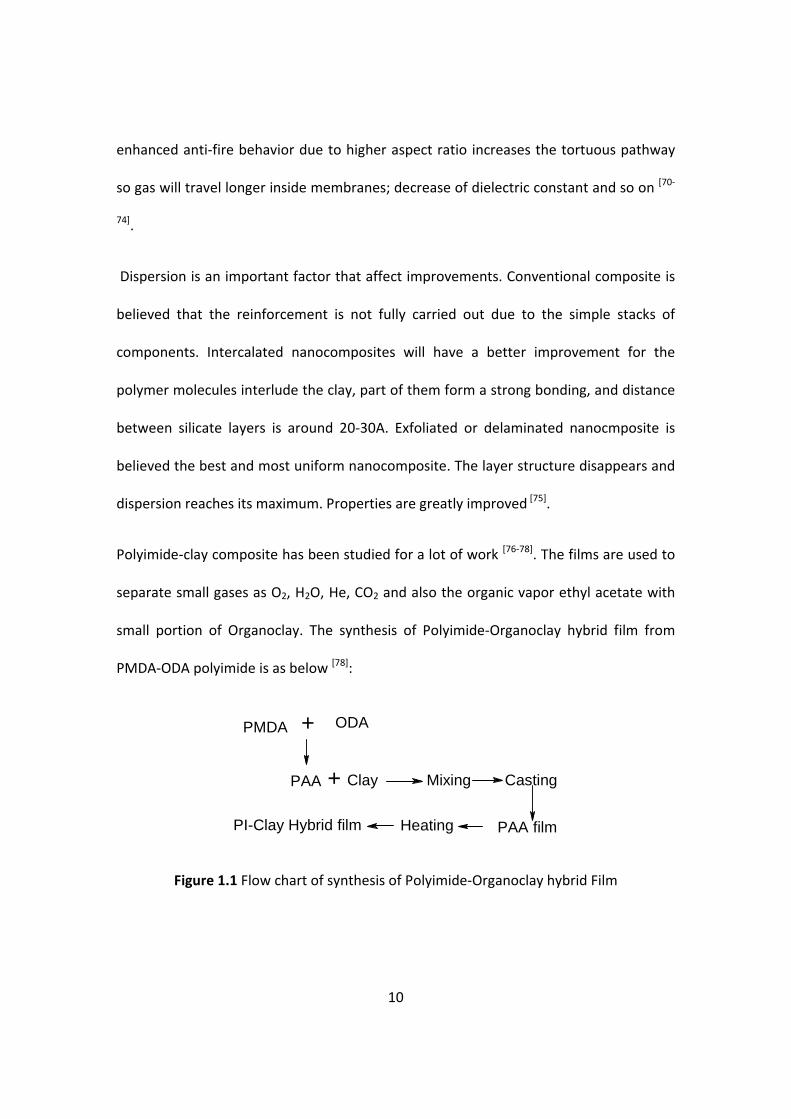
Polyimide‐clay composite has been studied for a lot of work [76‐78]. The films are used to
separate small gases as O2, H2O, He, CO2 and also the organic vapor ethyl acetate with
small portion of Organoclay. The synthesis of Polyimide‐Organoclay hybrid film from
PMDA‐ODA polyimide is as below [78]:
Figure 1.1 Flow chart of synthesis of Polyimide‐Organoclay hybrid Film
PMDA ODA
PAA Clay Mixing Casting
PAA filmHeatingPI-Clay Hybrid film
+
+

2.1
Poly
DuP
Cloi
(PAC
(NM
grea
sho
Cloi
Tex
Tr
1 Material
yamic acid
Pont (PI 254
site® 20A m
CN) are use
MP) purchas
ase purchas
wn in Figur
site ® Na+
as). The typ
reatment/P
Cloisite®
ls
of pyromel
45) is the p
modified w
ed as the fil
sed from A
sed from D
e 2.1
Figure
Clay, 20A
pical proper
roperties:
® 20A
Table 2.1.1
Chapter
litic dianhy
olyimide re
ith a quate
ler separate
Aldrich Che
ow Corning
e 2.1.1 Che
was purch
rties of Na+
OrganicModifier (
2M2HT
1 Typical Pro
11
r 2: Exp
ydride/4, 4‐
esin used in
ernary amm
ely to form
mical Comp
g is used fo
emical Struc
hased from
Clay, 20A C
1)Mo
Conce
95 meq
operties of N
erimen
Oxydianline
this study.
monium salt
nanocompo
pany was u
r sealing. T
ctures of PM
Southern
Clay (Organo
odifier entration
q/100g clay
Na+ 20A Cla
tal
e (PMDA‐O
. Natural m
t ( Organoc
osites. 1‐M
used as the
The structur
MDA‐ODA
Clay Produ
oclay) are sh
% Moisture
< 2%
ay (Organoc
DA) polyme
ontmorillon
lay) and PA
ethy‐2‐Pyrr
e solvent. V
re of PMDA
cts Inc. (Go
hown in Tab
% WeiLoss on Ig
38%
clay)
er, from
nite Na+
ANi‐Clay
rolidone
Vacuum
A‐ODA is
onzales,
ble 2.1.
ght gnition
%

12
Where HT is Hydrogenated Tallow (~65% C18; ~30% C16; ~5% C14) Anion: Chloride
(1) 2M2HT: dimethyl, dihydrogenatedtallow, quaternary ammonium
10% less than: 50% less than: 90% less than:
2µ 6µ 13µ
Table 2.1.2 Typical Dry Particle Sizes of Na+ 20A Clay (Organoclay): (microns, by volume)
PANi –Clay (PACN) was prepared by Yangrong Zhu using in‐situ polymerization
technique at year 2002.
2.2 Membranes Preparation
All the membranes were derived from solution‐casting on a free‐standing glass, at the
Vacuum Oven at 70oC for 8hrs. Solution prepared with 1‐Methyl‐2‐Pyrrolidone (NMP)
as the solvent. For uniform distribution of the filler, all the solutions were vibrated in
Ultra‐Sonic for 5 minutes and then stirred for 2 hours with Magnetic Stir Bar. Before
applying on glass, another 1 minute Ultra‐Sonic vibration was used to get rid of bubbles.
In order to determine the effect of 20A Clay (Organoclay), different concentration of
Organoclay were used in solution casting. The concentration of the components in the
films is shown in Table 2.2.1. Different concentrations of the clay were incorporated into

13
the nanocomposites in order to study the effect of the percentage of clay on the
properties of permeation and separation Ethanol and Water.
Sample ID Polyimide 2545, g Organoclay, g NMP, ml
#0 PI 5 0 5 #1 OC‐1 5 0.0025 5 #2 OC‐2 5 0.005 5 #3 OC‐3 5 0.0125 5 #4 OC‐4 5 0.0251 5 #5 OC‐5 5 0.0505 5 #6 OC‐6 5 0.0761 5 #7 OC‐7 5 0.102 5 #8 OC‐8 5 0.2632 5
Table 2.2.1 Solution Casting Conditions of Polyimide and Organoclay nanocomposites
PANi‐Clay was introduced into our system to study the effect of PANi modification,
continuing Yangrong Zhu’s work in year 2002. Different concentrations of the PANi‐Clay
were incorporated in to the nanocomposites.
Sample ID Polyimide 2545, g PANi –Clay, g NMP, ml
#9 MC‐1 5 0.0005 5 #10 MC‐2 5 0.0025 5 #11 MC‐3 5 0.0125 5 #12 MC‐4 5 0.0251 5
Table 2.2.2 Solution Casting Conditions of Polyimide and PANi –Clay
The thicknesses of the membranes were around 70 µm to 100 µm. Color changed with
the amount of Organoclay and PANi‐Clay. For the both groups, the more clay

inco
than
2.3
Diff
belo
cylin
pos
prev
ioni
of 7
The
and
orporated, t
n Organocla
Diffusion
fusion tests
ow (See Fi
nders cham
ition, the p
venting lea
zed water a
7.9 ml initial
e time of dif
stability.
the deeper
ay’s.
n Test
were carrie
igure 2.3.1
mbers each
eripheral p
king. A pos
and 5.0% (V
lly.
Figure
ffusion test
As the diff
color woul
ed out in U‐
). Two mi
. Size is sh
art of them
sition was h
V:V) Ethano
e 2.3.1 Diag
ts varied fro
usion went
14
ld be. And
‐shaped cel
rrored U s
hown in Fig
m were appl
held with st
ol/Water so
ram of U‐sh
om 60 hrs
t on, there
PANi‐Clay
lls purchase
shaped diff
gure 2.3.2.
lied with Do
trong clips.
lution filled
haped Diffu
to 400 hrs
would be a
membranes
ed from Ken
fusion cells
Membrane
ow Corning
Same volu
d each side
sion Cells.
depends o
a volume d
s had deep
ntucky Glas
s consist o
es were fix
Vacuum gr
ume (95 ml
at the same
n the perm
difference b
er color
s Inc. as
of three
ed in A
rease to
) of de‐
e height
meability
between
15
water side and ethanol/water side due to the difference of diffusion coefficient for
water and ethanol.
2.4 Characterization Technologies
Different technologies were taken to analyze the effect of amount of Organoclay and
PANi‐Clay to composition and morphology of membranes: Brookfield Viscometer (Shear
Viscometer), Fourier Transform Infrared Spectroscopy, Scanning Electron Microscopy
and Refractive Index.
2.4.1 Brookfield Viscometry
Data of materials’ viscosity behavior is of a great importance. Rheological characteristics
are valuable during the processing. Temperature is one of the most obvious factors that
can influence the rheological behavior. And with the introduction of Organoclay and
PANi‐Clay, the amount is another important effect to the shear viscosity. The
relationship between rheological properties and characteristics of the solution will help
us to predict characteristics of sample. For example, with the comparison of viscosity of
different system, we will have a concept of how thick the membrane might be.
Brookfield DV+I viscometer with spindle model‐31 (Brookfield Engineering, Laboratories,
INC.MA) was used to measure the shear viscosity of polyimide and polyimide based
membrane systems. Different temperatures were applied to solutions to study the
influence of temperature. Further comparisons in shear rate and shear stress were
studied.

16
The relationship between viscosity and temperature is given by Arrhenius Equation
below [79]
2.4.2 Fourier Transform Infrared Spectroscopy (FTIR)
Infrared (IR) spectroscopy deals with the recording of the absorption of radiations in the
infrared region of the electromagnetic spectrum. IR spectrum can show important
information of chemical compositions and chemical structures. All the membranes were
analyzed by Fourier Transform Infrared Spectroscopy (FTIR) using Bio‐Rad Excalibur
Series (Bio‐Rad, Richmond, CA). FTIR was used to determine the chemical structure of
Polyimide and the composition of the nanocomposite. With FTIR, the change of the
membranes before diffusion test and after diffusion test was shown. FTIR spectra were
collected at a resolution of 4 cm‐1 and average of 32 scans through 400 to 4000 cm‐1. All
the spectra were analyzed by Bio‐Rad KnowItAll software.
2.4.3 Scanning Electron Microscopy (SEM)
The morphology of the nanoccomposites was observed by using a Hitachi S‐4000 Field
Emission SEM and a Hitachi S‐900 SEM. Membranes were sputtered with a mixture of
Platinum and Gold to improve conductivity.
2.4.4 Concentration Measurement
All the samples concentration is measured by HR100.008 Refractometer (APT
Instrument, IL).
17
Chapter 3 Results and Discussion
3.0 Temperature of Membranes Synthesis
65oC to 250oC has been tried for synthesis of membranes. It took over 15 hours when
the temperature was 65oC before the membrane formed. The higher temperature
applied, the quicker the membrane formed. However, membranes formed and cured
above 100oC showed little water flux during the permeation. 70o, 80 o and 90o formed
and cured membranes showed a relative higher flux. 70 o is selected for the synthesis
temperature for the highest flux.
3.1 Shear Viscosity
Rheological properties of the nanocomposite solution were studied in order to evaluate
the influence of Organoclay and PANi‐Clay concentration on solution viscosity. The data
obtained can be used to predict process ability of the membranes. If the viscosity is too
high, it is difficult to spread solution uniformly on glass, and thick film will it become.
While if the viscosity is too low, solution will spread easily and cannot stay on glass.
Thus, solution will be wasted and much thinner film will it become.
The experimental task had three main objectives. The first objective was to determine
the relationship between viscosity and temperature, and viscosity and shear rate. The
second objective was to evaluate the effect of addition of Organoclay and PANi‐Clay to
the polyimide solution. The information obtained can be used to study the
reinforcement mechanism of clay. The third objective was to evaluate the differences of
effect for Organoclay and PANi‐Clay.
18
The viscosity of shear thinning fluids decreases with the increasing shear rate and
increasing temperature. The dependency of shear viscosity on temperature could be
understood by applying the free volume theory [15]. An increase in temperature would
facilitate thermal motion of molecules by increasing the free volume in the polymer.
Increasing test temperature causes a decrease in the resistance to intermolecular
motion (viscosity).
3.1.1 Effect of Temperature on Shear Viscosity
It is very clear to see from Figures 3.1.1 to 3.1.13, that increasing temperature will lead
decreasing of the viscosity. This can be partially explained by Arrhenius Equation [80] (Eq.
(2.1)). When the temperature increases, 1/T decreases, then exp (E/RT) decreases for R
is the universal gas constant and E is a constant for a specific system. The dependence of
shear viscosity on the temperature could also be explained by the Free Volume Theory
[57]. That is the increase in the temperature might assist the thermal motion of
molecules and more free volume in the polymer. The increase in free volume will allow
molecules have more space to move, it will decrease intermolecular or intramolecular
resistances. So the viscosity will decrease subsequently [81, 82]. And we can get activation
energy by linear fit the plot of ln viscosity with 1/T. And the results are bellowing for
Organoclay in Table 3.1.1 (a) and (b):
Sample Oraganoclay, %(w/w) Activation Energy, KJ 1 0.00 26.88 2 0.05 32.68 3 0.10 27.32 4 0.25 38.62 5 0.50 29.23

19
6 1.00 14.27 7 1.50 19.52 8 2.00 18.85
Table 3.1.1 (a) Effect of Organoclay concentration on Activation Energy at RPM=30 r/m
Sample PANi-Clay, %(w/w) Activation Energy, KJ
1 0.00 26.88 9 0.01 27.45 10 0.05 28.36 11 0.25 52.62 12 0.50 49.31
Table 3.1.1 (b) Effect of PANi‐Clay concentration on Activation Energy at RPM=30 r/m
We will see that in both cases, the activation energy reaches a maximum at
concentration of 0.25% filler. The reason caused this phenomena will be discussed in
chapter 3.1.2.
3.1.2 Effect of Clay on Shear Viscosity
By the comparison of activation energy, we will see, with the small amount introduction
of of Organoclay, the activation energy will increase. This indicates that the threshold
energy is increasing from 0.00% to 0.25% Clay, both Organoclay and PANi‐Clay, w/w. So
the viscosity is lower when the concentration is higher. It is believed that good
dispersion of Clay in Dupont PI 2545 can smooth the entanglement of molecular chains
of PI 2545 which results from the exfoliation of Clay. Another possible explanation for
this behavior may involve planar alignment of the clay particles towards the flow
direction under shear [83]. Thus it leads to lower viscosity and higher process ability.
There is a steep rise of the activation energy when the concentration is beyond 0.25%.
The viscosity becomes higher than for the threshold energy increases. It is believed

20
more introduction of Clay will increase the crystalline of solution [84]. And more and
more Clay will become obstacles for themselves for exfoliation. So the shear stress
become noticeable higher thus viscosity increases.
Another theory to explain this behavior is tried by Sinha et al; it is due to planar
alignment of the clay particles towards the flow direction. For low concentration, Clay
particles are easy to attain complete planar alignment along the flow direction with
matrix, so the rheological behavior is not strong. While at high concentration, it takes a
long and hard time for them to align completely. Thus strong rheological behavior
becomes strong. [85]
Sample ID Organoclay%, w/w 20 30 50 60 1001 0.00 27.79 26.88 22.45 21.49 20.552 0.05 32.65 32.68 32.11 26.83 22.493 0.10 26.67 27.32 20.76 15.37 11.074 0.25 43.21 38.62 30.43 26.18 23.645 0.50 33.65 29.23 22.34 20.74 18.586 1.00 16.91 14.27 14.12 12.05 13.847 1.50 21.15 19.52 18.17 16.81 16.358 2.00 21.32 18.85 17.04 15.70 13.33Table 3.1.2 (a) Effect of Organoclay on Activation Energy at Different RPMs
Sample ID PANi-Clay%, w/w 20 30 50 60 1001 0 27.79 26.88 22.45 21.49 20.559 0.05 35.12 27.45 25.18 22.28 20.17
10 0.10 52.98 28.36 26.40 23.77 19.05 11 0.25 - 52.62 31.51 26.84 21.21 12 0.50 83.97 49.31 28.96 26.73 19.45 Table 3.1.2 (b) Effect of PANi‐Clay on Activation Energy at Different RPMs
Same change shows at angular velocity at 30r/m, 50r/m, 60r/m and 100r/m in Table
3.1.2 (a) and (b). Here, we can see the maximum of the activation energy takes place at

21
concentration of 0.25%, we can notice this concentration for other behavior in our later
discussion.
3.1.3 Effect of Shear Rates on Shear Viscosity
For all the samples, there was a trend that viscosity increased as the increase of shear
rate (See Figure 3.1.14 to 3.1.26). But the behaviors at low shear rate and high shear
rate are different. At high shear rate, the shear viscosity seems to reach a plateau
viscosity but it increase as the increase of shear rate at low shear rate. The lower shear
rate goes with Newtonian fluids. This is believed to be caused by the randomly coiled
macromolecule in solution expands during laminar flow [86], saying the expansion of
coiled macromolecule will decrease the average hydrodynamic interaction between
random two segments. So the expansion of coiled macromolecule will lead an addition
influence to the viscosity. Thus, if the shear rate increases, the related shear viscosity
will increase consequently. While at high shear rate, the coiled macromolecules already
finish the expansion, so the increase of shear rate will have little influence on viscosity.
From Figures 3.1.14 to 3.1.26, we could find out the influence of incorporation of both
Organoclay and PANi‐Clay is not so significant to shear viscosity. But the effect of shear
rate on viscosity is lower for the introduction of Clay. It is possible that Clay disrupted
the expansion of randomly coiled macromolecule in solution, so, the viscosity will not
change that much as it should be.

22
3.1.4 Effect of Shear Stress on Shear Viscosity
For all the samples, there was a trend that viscosity increased as the increase of shear
stress. The shear viscosity decreased with the increase of external temperature.
Incorporation of clay would not influence shear viscosity of the mixture significantly.
They were similar to the relationships between viscosity and shear rate. The explanation
is similar to the effect of shear rate. See Figure 3.1.43 to 3.1.55.
3.1.5 Effect of Reinforcements
From the comparison of Organoclay and PANi‐Clay (Figure 3.1.27 to 3.1.42, and Table
3.1.1 to 3.1.2), we will see that the different behaviors from Organoclay and PANi‐Clay.
From 0.01% to 0.50% (Figure 3.1.30, 3.1.34, 3.1.38, 3.1.42), the viscosity of Organoclay
reinforced PI 2545 and PANi‐Clay reinforced PI 2545 shows a transition. At 0.01%,
viscosity of PANi‐Clay solution is greater than Organoclay solution, but they are close at
0.05%. When the concentration of clay increases to and above 0.25%, the viscosity of
Organoclay becomes greater than PANi‐clay.

23
3.2 Diffusion Model
3.2.1 Fick’s Second Law
Separation will be achieved if the diffusivities of Water and Ethanol for membranes are
different. In this system, water was absorbed and then diffused while ethanol was
insulated.
All the diffusion equations can be described by Fick’s first and second laws. Diffusion
coefficient is an important parameter to us because only with this can we know the
diffusivity of water in different membranes. As the concentration in our Ethanol/Water
side changes with time, so Fick’s second law [87] will apply our systems.
wMt
∂∂ =
2
2wMD
x∂∂ (1)
Where Mw is the concentration of water in dimensions of [(amount of substance) length‐
3], [mol m‐3], t is time [s], D is the diffusion coefficient in dimensions of [length2 time‐1],
[m2 s‐1] and x is the position [length], [m]
If we consider the boundary conditions as bellowing: t=0, x=0, Mw = pure water; t>0,
x=0, Mw = pure water. So the boundary value problem of our system will be Figure 1.
(See Below)
WT MB EW
x
X=0 X=L

24
Figure 1: Boundary value problems for diffusion systems.
Applied these boundary conditions to Fick’s Second Law, we will see that it is non‐
homogeneous for T1 and T2 are not zero at the same time. We can get solutions of non‐
homogeneous from homogeneous problem by setting T1=T2=0, and then go back to non‐
homogeneous problem as it is.
3.2.2 Squareroot relationship[8892]
It is too complicated to use this solution calculating diffusion coefficient. In fact, there is
Square‐root relationship for simplification. As in a Semi‐infinite medium having zero
initial concentration and the surface of which is maintained constant, involves only the
single dimensionless parameter2
xDt
.
When applied this into diffusion in a plane sheet. The total amount of diffusing
substance Mt entering or leaving the sheet up to time t, is expressed as a fraction of Minf.
That is:
inf
( , ) 2M x t DtM L π
= (10)
Mt
∂∂
= 2
2
MDx
∂∂
M (0, t) =T1 M (L, t) = T2
x
t

25

26
3.3 Effect of Organoclay and PANiClay on Diffusion
From the Diffusion Model above, we can make the t1/2 as the X axis, and Mw (x, t)/M inf
as the Y axis. We will get variations of the flux of water with time for membranes.
3.3.1 Stages of Diffusion
Our preliminary results indicate three to four distinct stages for permeation of water
through the membranes composed of: (i) initial instantaneous increase in flux followed
by (ii) an induction period marked by a gradual but constant flux, (iii) a steady‐state
permeation stage marked by a rapid but constant flux and a (iv) final plateau state
where diffusion process takes place very slowly. The diffusion coefficient for each
membrane was calculated from the slope of the third stage of permeation. It should be
noted that the membranes were not swollen prior to the permeation study.
0 5 10 15 20 25
0.0
0.2
0.4
0.6
0.8
1.0
1.50% Organoclay 2.00% Organoclay 5.00% OrganoclayM
w/M
inf)
t1/2, hr1/2
Figure 3.3.1.1 Typical Three Diffusion Stages: 1.50%, 2.00% and 5.00% (w/w) Organoclay

27
The variation of the flux of water with time for membranes plots of 1.50%, 2.00% and
5.00% Organoclay are the most typical of this behavior. (Figure 3.3.1.1) The first stage
occurs in the initial five hours from the beginning of permeation and is marked by a
rapid transport of water through the membrane. The second stage is the induction or
saturation period characterized by a very slow rate of permeation of water. The third
stage is marked by a sharp but constant steady‐state flux. Finally, the fourth stage is
characterized by a gradual and very slow flux and occurs after about 480 h of
permeation in most membranes.
From the Figure 3.3.1.2 and Figure 3.3.1.3, we can see the correlation between diffusion
coefficients and time of stage I and II (The diffusion coefficients will be discussed next
section). Generally speaking, the trend of dependence of concentration on the time is
the same with diffusion coefficient relevantly. All three show a sine wave trend line.
0 2 4 6 8 10 12 140
5
10
15
20
25
30
0.500.25
0.25
0.10
0.10
0.05
0.05
PI
Concentation of Clay, %, w/w
Diff
usio
n C
oeffi
cien
t, 10
-10
cm2 /
s
D, 10-10 cm2/s
PI0
2
4
6
8
10
5.00
5.00
1.50
1.50
1.001.00
0.50
Time, hrs
t, hrs

28
Figure 3.3.1.2 Time of Stage I and relevant Diffusion Coefficient for Organoclay
0 2 4 6 8 10 12 140
5
10
15
20
25
30
PI
0.50
0.25
0.25
0.10
0.10
0.05
0.05
PI
Concentation of Clay, %, w/w
Diff
usio
n C
oeffi
cien
t, 10
-10
cm2 /
s D, 10-10 cm2/s
PI0510152025
30354045505.00
5.00
1.50
1.50
1.00
1.00
0.50
Time, hrs
t2, hrs
Figure 3.3.1.3 Time of Stage II and relevant Diffusion Coefficient for Organoclay
If we put them all together, it is clear that time of stage I is consistent with time of stage
II, and tend to behave similarly as change of diffusion coefficients. But time of stage II
are more stable than stage I which indicates that the induction period of every
membrane are tend to be stable. This properly is depended on a little change will occur
after first stage which is believed to be swollen process. See Figure 3.3.1.4 (a) to (c).

29
0 1 2 3 4 5
0
2
4
6
8
10
Tim
e of
Sta
ge I,
hrs
Organoclay, wt%
Time of Stage I, hrs
(a)
0 1 2 3 4 50
10
20
30
40
50
Tim
e of
Sta
ge II
, hrs
Organoclay, wt%
Time of Stage II, hrs
(b)

30
0 1 2 3 4 5
0
10
20
30
40
50D
, T1,
T2
Organoclay, wt%
Diffusion Coefficient, 10-10 cm2/s Time of Stage I, hrs Time of Stage II, hrs
(c)
Figure 3.3.1.4 Correlation of time of stage I, time of stage II with diffusion coefficients at
different Organoclay concentration
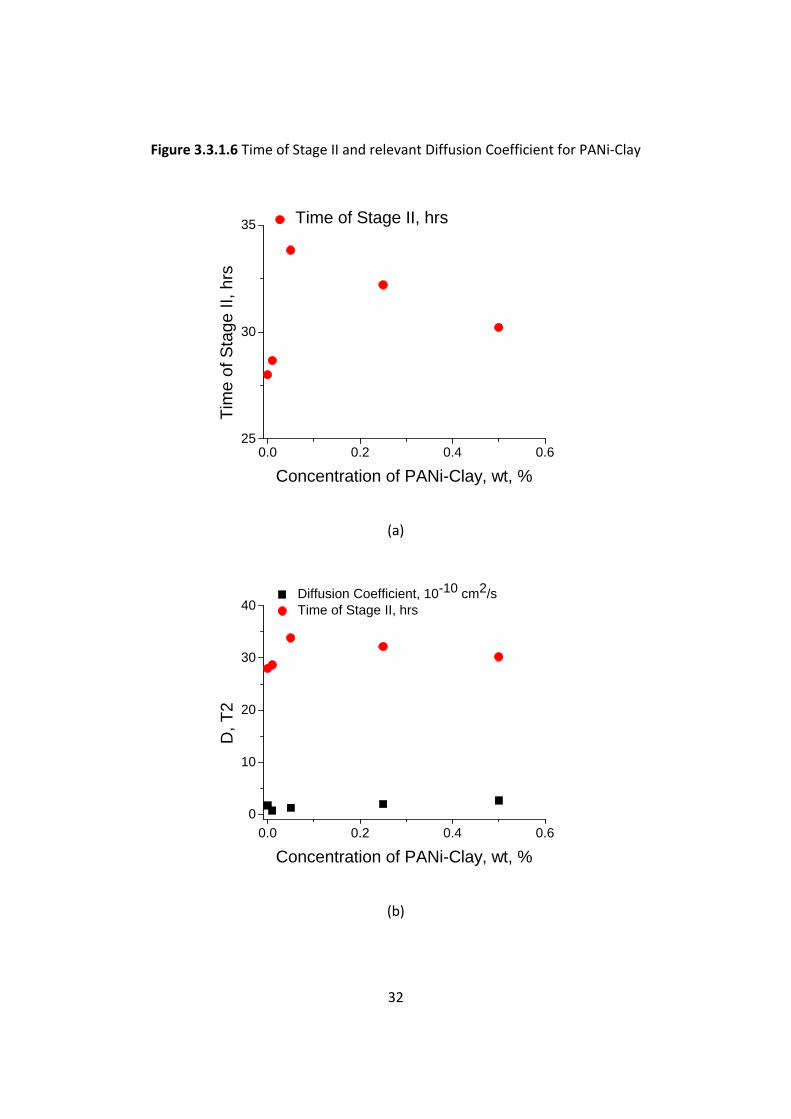
From the Figure 3.3.1.5, we will see the related flux at equilibrium tends to be stable at
low concentration up to 1.00% and it increases when concentration of Organoclay
increases. With a comparison of PANi‐Clay Figure 3.3.1.8, we will notice that PANi‐Clay
reinforced membranes have a lower related flux at quilibrium.
If we compare the low concentration of Organoclay and PANi‐Clay from Figure 3.3.1.1,
3.3.1.9 and 3.3.1.10, we will notice that PANi‐Clay system will blur the border of first
stage and second stage. It is hard to distinguish stage I and stage II except at 0.50%
PANi‐Clay. This is believed that PANi modified clays have the effect of stabilizing
polyimide membrane which minimize the stage I but elongate stage II. This can be

31
noticed from Figure xx to xx, the stage I cannot be noticed in PANi‐ modified clay
system. And the relevant diffusion coefficients are much lower than Organoclay, but
the time of stage II tends to be stable.
0 1 2 3 4 50.0
0.1
0.2
0.3
Rel
ated
Flu
x at
Equ
ilibr
ium
Organoclay, wt%
Related Flux at Equilibrium
Figure 3.3.1.5 Related Flux at equilibrium and concentration for Organoclay
2 4 6 8 100.00
0.05
0.10
0.15
Concentation of PANi-Clay, %, w/w
Diff
usio
n C
oeffi
cien
t, 10
-10
cm2 /
s
D, 10-10 cm2/s
0
5
10
15
20
25
30
35
Time, hrs
0.500.25
0.50
0.25
0.05
0.05
0.01
0.01
PI
PI
T2, hrs
32
Figure 3.3.1.6 Time of Stage II and relevant Diffusion Coefficient for PANi‐Clay
0.0 0.2 0.4 0.625
30
35 Time of Stage II, hrsTi
me
of S
tage
II, h
rs
Concentration of PANi-Clay, wt, %
(a)
0.0 0.2 0.4 0.60
10
20
30
40 Diffusion Coefficient, 10-10 cm2/s Time of Stage II, hrs
D, T
2
Concentration of PANi-Clay, wt, %
(b)
33
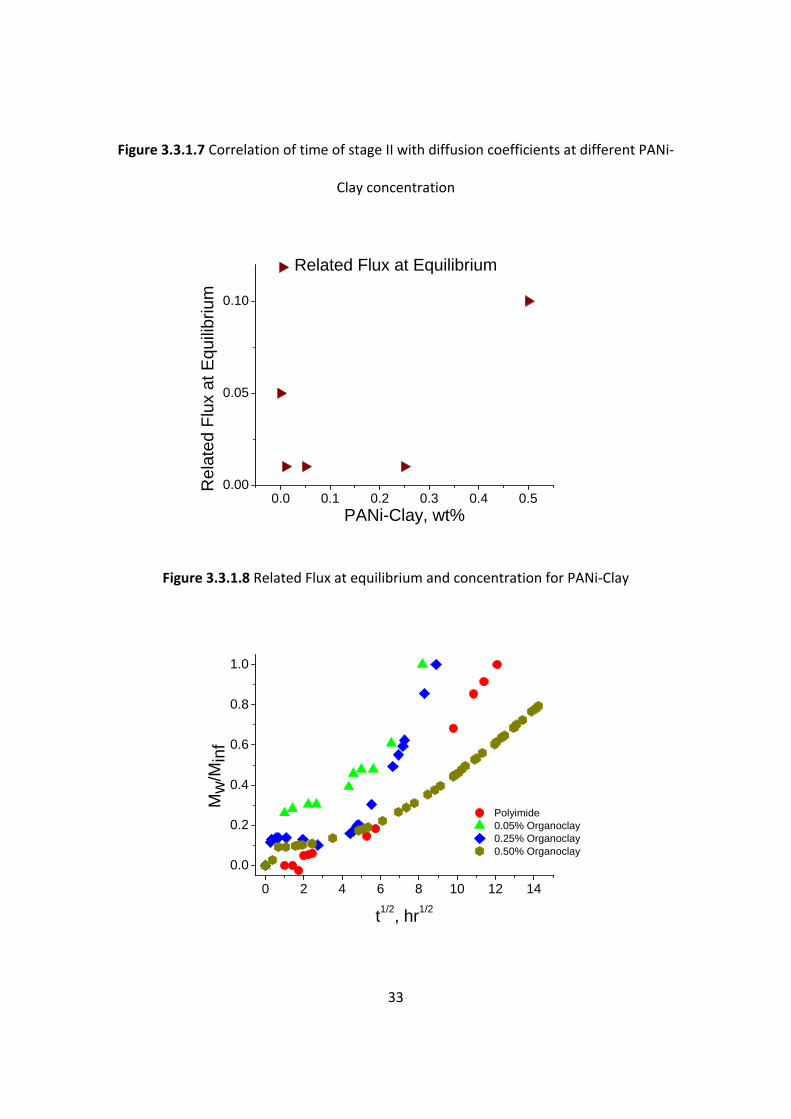
Figure 3.3.1.7 Correlation of time of stage II with diffusion coefficients at different PANi‐
Clay concentration
0.0 0.1 0.2 0.3 0.4 0.50.00
0.05
0.10
Rel
ated
Flu
x at
Equ
ilibr
ium
PANi-Clay, wt%
Related Flux at Equilibrium
Figure 3.3.1.8 Related Flux at equilibrium and concentration for PANi‐Clay
0 2 4 6 8 10 12 14
0.0
0.2
0.4
0.6
0.8
1.0
Polyimide 0.05% Organoclay 0.25% Organoclay 0.50% Organoclay
Mw
/Min
f
t1/2, hr1/2

34
Figure 3.3.1.9 Variation of the flux of water with time for membranes Polyimide, 0.05%
,0.25% and 0.50%(w/w) Organoclay
0 2 4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0
0.01% PANi-Clay 0.05% PANi-Clay 0.25% PANi-Clay
Mw
/Min
f
t1/2, hr1/2
Figure 3.3.1.10 Variation of the flux of water with time for membranes 0.01%, 0.05%
and 0.25% (w/w) PANi‐Clay
The concentration is lower for the beginning of second stage and third stage for PANi‐
Clay. The fourth stage is more obvious for PANi‐Clay system. The low concentration of
PANi‐Clay behaves more like high concentration of Organoclay system.

35
3.3.2 Diffusion Coefficients
We can calculate the diffusion coefficient from variation of the flux of water with time
for membranes plots. If we make a linear fit at the third stage, we will have different
slope, and the slope is 2 DL π
, so the Diffusion Coefficient will be obtained then.
The diffusion coefficients obtained were compared with that for the neat polyimide
membrane. Nanocomposite membranes containing varying amounts of clay were
studied.
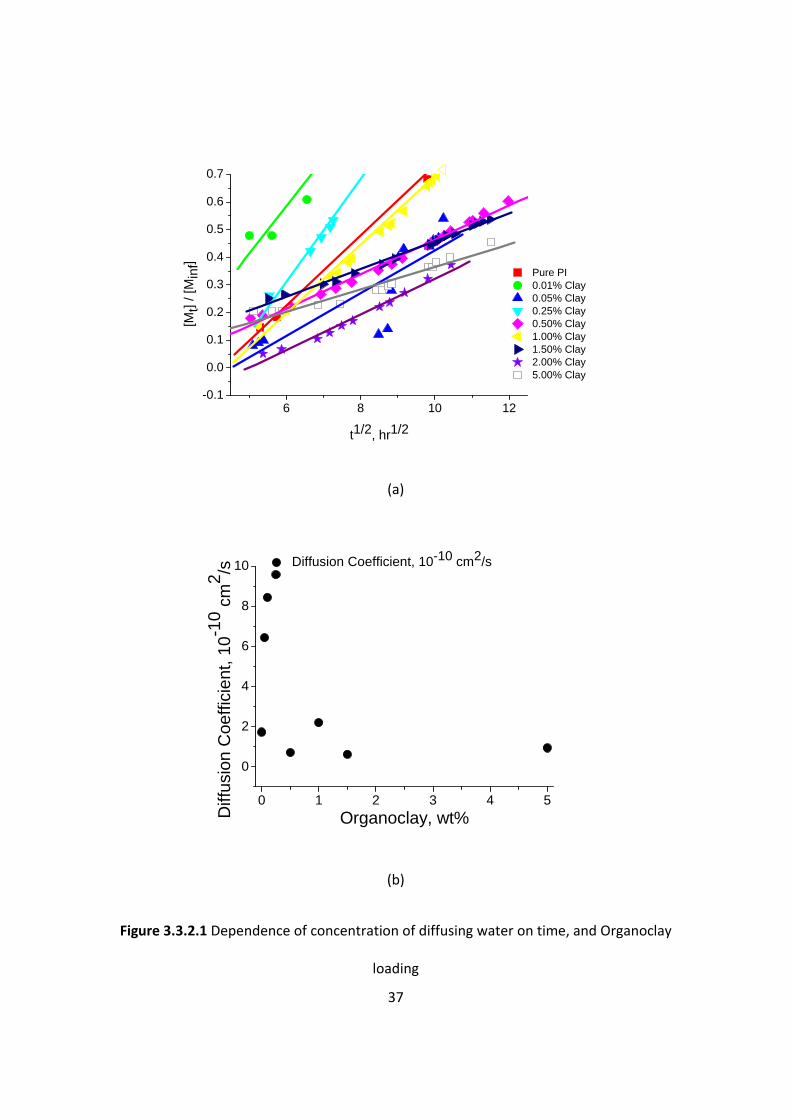
As shown in Figure 3.3.2.1, the relative concentration of diffusing water increases with
permeation time and increases with weight percent of clay up to 0.25% w/w clay. The
relative concentration of diffusing water decreased with any additional increase in clay
concentration Table 3.3.2.1 shows the diffusivity of the membranes as a function of clay
concentration. Accordingly, the diffusion coefficient for the membranes increased with
increasing weight percent of clay up to a clay concentration of 0.25%, beyond which a
sharp decrease in the diffusion coefficient occurred with any further increase in the
concentration of clay.
It is clear that the introduction of Organoclay helped Polyimide membrane increase the
water permeation properties at lower concentration and it did not help a lot that much
at high concentration even showed a reverse effect for permeation. It is believed that
the introduction of Organoclay will help to create or enlarge the pore size of Polyimide
membranes. Organoclay’s layer can exfoliate and “cut” the membrane thus more and

36
more pores shows up, and the size of pores will become larger. However, when more
Organoclay is introduced, it will become an obstacle itself, which means the pores
created by Organoclay will be covered or extrude by strong Organoclay layer. The
mechanism caused this will be studied by FTIR and SEM on composition and surface
morphology later.
Sample ID Organoclay, wt% Diffusion Coefficient, 10‐10cm2/s
0 0.00 1.73 1 0.05 6.43 2 0.10 8.44 3 0.25 9.57 4 0.50 0.71 5 1.00 2.2 6 1.50 0.62 7 2.00 1.77 8 5.00 0.94
Table 3.3.2.1 Dependence of Diffusion Coefficient on Concentration of Organoclay
Neat polyimide membrane and 0.25% Organoclay reinforced polyimide membrane were
repeated by Dr. Iroh’s group. The results were close, see Table 3.3.2.1‐2.
Diffusion Coefficient, 10‐10cm2/s Orginal Repeated Average Standard Deviation
Neat PI 1.75 2.33 2.04 0.41 0.25% OC‐PI 9.57 9.73 9.65 0.11
Table 3.3.2.1‐2Comaprison of Orginal and repeated neat PI and 0.25% OC‐PI, numbers
are Diffusion Coefficients, unit as 10‐10cm2/s
37
6 8 10 12-0.1
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Pure PI 0.01% Clay 0.05% Clay 0.25% Clay 0.50% Clay 1.00% Clay 1.50% Clay 2.00% Clay 5.00% Clay
[Mt]
/ [M
inf]
t1/2, hr1/2
(a)
0 1 2 3 4 5
0
2
4
6
8
10
Diff
usio
n C
oeffi
cien
t, 10
-10 c
m2 /s
Organoclay, wt%
Diffusion Coefficient, 10-10 cm2/s
(b)
Figure 3.3.2.1 Dependence of concentration of diffusing water on time, and Organoclay
loading

38
With the incorporation of PANi‐Clay, the effect is reversing (See Figure 3.3.2.2. and
Table 3.3.2.2). It decreased the Diffusion Coefficient a lot, which meant the interaction
between Polyimide‐PANi‐Organoclay was strong. Membrane becomes more condense
than before. This is believed that the PANi modified Organoclay changed the
arrangement of Organoclay in the Polyimide. Intercalation became dominant than
exfoliation.
However, the Diffusion Coefficient increased as the concentration of PANi‐Clay leads
difficulty to explain this behavior with intercalation‐exfoliation theory for the D‐spacing
of PANi‐Clay is even bigger than Organoclay. But due to PANi is hydrophobic; it will keep
away water, so the balance of these two forces will lead the final permeation of water
through membrane. It is highly believed that due to the pore creativity from Organoclay,
the effect of PANi‐Clay to permeation will be the results of balance of interactions of
Polyimide‐PANi, Polyimide‐Organoclay, PANi‐Clay and Polyimide‐PANi‐Organoclay. It
becomes more difficult to have a clear concept of the mechanism then.

39
6 8 10 120.0
0.2
0.4
0.6
0.8
1.0
Polyimide 0.01% PANi-Clay 0.05% PANi-Clay 0.25% PANi-Clay 0.50% PANi-Clay
Mw
/Min
f
t1/2, hr1/2
(a)
0.0 0.2 0.4 0.60.0
0.5
1.0
1.5
2.0
2.5
3.0 Diffusion Coefficient, 10-10 cm2/s
Diff
usio
n C
oeffi
cien
t, 10
-10
cm2 /
s
Concentration of PANi-Clay, wt, %
(b)
Figure 3.3.2.2 Dependence of concentration of diffusing water on time, and PANi‐Clay
loading

40
Sample ID PANi‐Clay, wt% Diffusion Coefficient, 10‐10 cm2/s
0 0.00 1.73 9 0.01 0.73 10 0.05 1.3 11 0.25 1.99 12 0.50 2.69
Table 3.3.2.2 Dependence of Diffusion Coefficient on Concentration of PANi‐Clay

41
3.4 Composition and Surface Morphology
In order to study the effect of different concentrations of Organoclay and PANi‐Clay on
composition and surface morphology, Fourier Transform Infrared Spectroscopy (FTIR)
and Scanning Electron Microscopy (SEM) are introduced.
3.4.1 Fourier Transform Infrared Spectroscopy (FTIR)
Fourier Transform Infrared Spectroscopy (FTIR) is a convenient technique for polymer
analysis. It can be used to analysis of liquids, solutions, pastes, powders also our films. In
this work, the effect of different concentrations of Organoclay and PANi‐Clay on
composition was studied by FTIR.
Polyimide FTIR Absorption Peaks
Peak Position, cm‐1 Peak Assignment
1780 asymmetric stretch of C=O
1720 symmetric stretch of C=O, a very strong band 1380 stretch of C‐N , strong
1310‐‐1210 Combined C—N stretching and N—H bending 725 C=O bending
Table 3.4.1.1 Summary of FTIR absorption peaks of Polyimide [93, 94]
The strongest band that occurs at 1720 cm‐1 (C=O symmetrical stretching) also overlaps
with strong carboxylic acid band (1700 cm‐1, C=O) of the poly (amic acid). Some overlap
of the 1780 and 725 cm‐1 is also possible with absorption of anhydrides occurring at
1780 cm‐1 and 720 cm‐1. The carboxylic acid band of 1700 cm‐1 (C=O) abd 2800‐3200 cm‐
1 (OH) and amide bands at 1660 (C=O), 1550 cm‐1 (C‐NH) and 3200‐3300 cm‐1 (N‐H)

42
which often appear as broad peaks also useful for qualitative assessment during
imidization process[95].
The formation of the Polyimide structure was confirmed by FTIR. From the FTIR
spectrum of Neat Polyimide membrane (Figure 3.4.1.1),, we will notice typical imide
bands at 1778 cm‐1 as asymmetric stretch of C=O group, a very strong band at 1719 cm‐1
as symmetric stretch of C=O in the imide group, strong peak at 1381 cm‐1 for C‐N
stretching in the imide group is also shown, and the 721 cm‐1 for C=O bending is also
noticeable (Table 3.4.1.2),. So we succeed to cast Polyimide membrane by our film
casting conditions. The 1300 and 1215 cm‐1 peaks cannot be used to specifying as imide
group, for they are also characteristic peaks for Polyamide.
Polyimide 0 FTIR Absorption Peaks
Peak Position, cm‐1 Peak Assignment
1778 asymmetric stretch of C=O
1719 symmetric stretch of C=O, a very strong band 1381 stretch of C‐N , strong
1300, 1215 Combined C—N stretching and N—H bending 721 C=O bending
Table 3.4.1.2 Summary of FTIR absorption peaks of Polyimide #0 Membrane
However, since our curing temperature is low, 70oC is definitely lower than common
imidizing temperature [96‐98], so some of Polyamide peaks are shown at the FTIR
spectrum of Polyimide #0 membrane (Figure 3.4.1.1).

43
Polyamide (Secondary) FTIR Absorption Peaks
Peak Position, cm‐1 Peak Assignment
3300 N–H stretching
1644 C=O stretching, very strong intensity
1550 N–H bending, C–N stretching, strong intensity 1310‐1200 Mixed C‐N stretching and N‐H bending
Table 3.4.1.3 Summary of FTIR absorption peaks of amide [94, 99, 100]
Polyimide 0 FTIR Absorption Peaks
Peak Position, cm‐1 Peak Assignment
‐ N–H stretching
1645 C=O stretching, very strong intensity
1543 N–H bending, C–N stretching, strong intensity 1300, 1217 Mixed C‐N stretching and N‐H bending
Table 3.4.1.4 Summary of FTIR absorption peaks of Polyimide #0 Membrane
We notice that there is an overlap of 1310 to around 1200 peaks for Polyimide and
Polyamide, so the peak in this area will not be considered as the distinction of Polyimide
or Polyamide. By the comparison of Table 3.4.1.3 and Table 3.4.1.4, we notice that
amine bonds can been seen as the carbonyl vibration of polyamic acid around 1645 cm‐1
and strong amide bands from N‐H bending and C‐N stretching of C‐N‐H group at around
1543 cm‐1 . But the strong amide group at 3300 cm‐1 disappeared which means though
that some of Polyamide groups still exist but majority of them have become Polyimide
group.
If we have a look at the FTIR spectrum after diffusion, we will see Polyimide peaks were
decreased. Though all the peaks were shown at spectrum, their intensities were not as

44
strong as before diffusion. This phenomenon indicates that neat Polyimide membrane is
not so chemical resistant to water and ethanol/water surroundings. Because we dried
the membrane at 70oC which is lower than common imidizing temperature, some of the
solution NMP is possible to stay. And NMP is compatible with water, with the transport
of water through the membrane; some NMP will be taken with water, so some of
Polyimide molecule is possible to be carried away. And this is why further reinforcement
is needed for Polyimide Membrane.
With the introduction of Organoclay, we can see that though the low concentration of
Organoclay from 0.01% to 0.25% will increase the permeation of water for the
membrane, it did limited contribution to stabilize Polyimide (See Figure 3.4.1.2 to
3.4.1.5). At high concentration from 0.50% to 5.00%, the Organoclay is helpful to
stabilize Polyimide (See Figure 3.4.1.6 to 3.4.1.10).
The effect of PANi‐Clay is similar to and better than high concentration of Organoclay.
They have low diffusion coefficients, but the Polyimide is stabilized by even at low
concentration of PANi‐Clay (See Figure 3.4.1.11 to 3.4.1.14).
For the imidization can be realized by two means, one is heating, and the other is
chemical way [19, 34‐36]. Through our results, we believe that both Organoclay and PANi‐
Clay are helpful to cyclodehydration. The mechanism of how it is imidized is not well
known by now.
Here, we can see the dilemma of how to choose the best combination of curing
membrane technique and getting favorable permeation properties. For Polyimide

45
function groups are hydrophobic, the fully imidized polyimide is a good barrier to water
and other little molecule [101, 102].
3.4.2 Scanning Electron Microscopy (SEM)
SEM was used to study the surface morphology of Organoclay reinforced Polyimide
membranes.
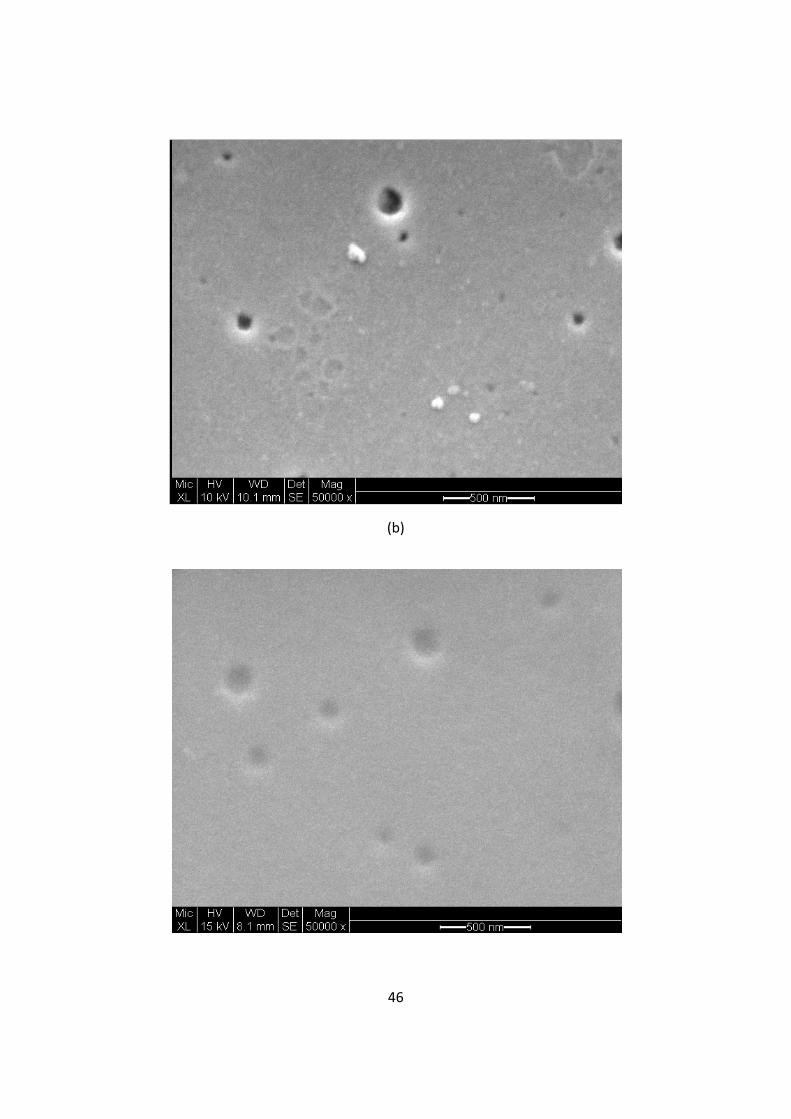
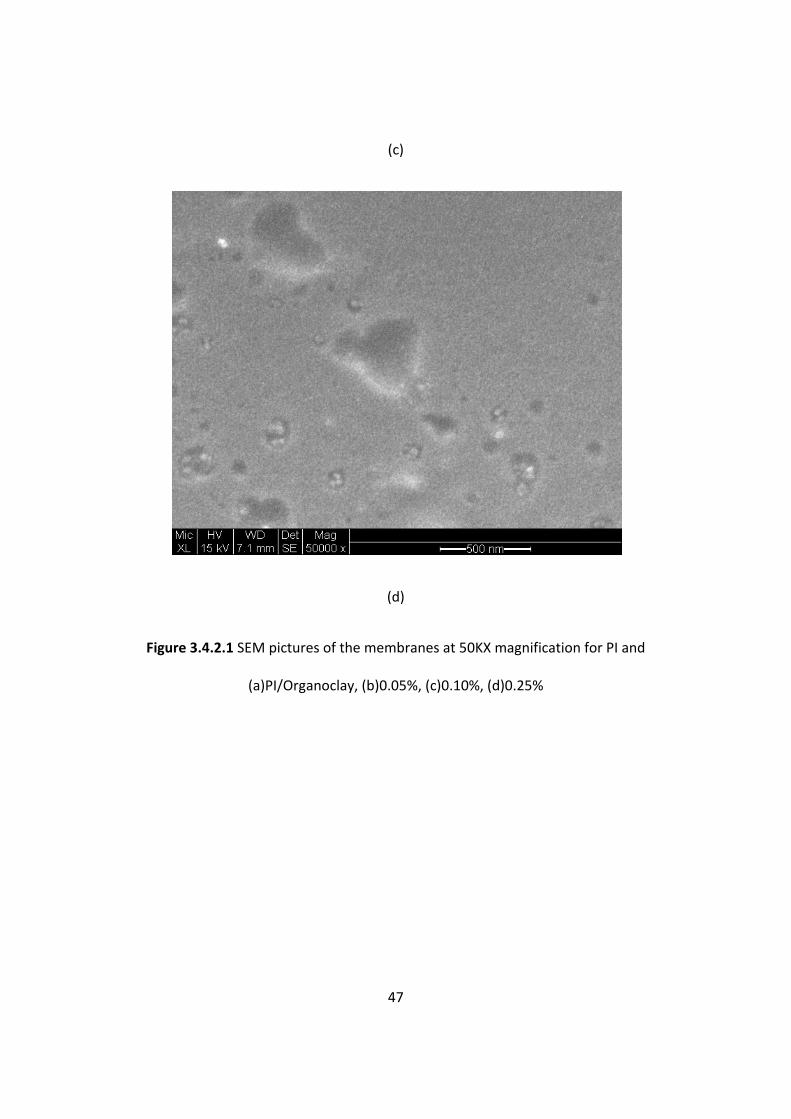
Figure 3.4.2.1 shows the SEM of PI membranes containing varying amount of clay. As
shown in the Figure 3.4.2.1, both the neat PI membrane and the nanocomposite
membranes are highly porous. A close inspection of the SEM pictures, show that the
porosity of the membranes increases with increasing amount of up to 0.25% clay.
(a)
46
(b)
47
(c)
(d)
Figure 3.4.2.1 SEM pictures of the membranes at 50KX magnification for PI and
(a)PI/Organoclay, (b)0.05%, (c)0.10%, (d)0.25%

48
0.00 0.05 0.10 0.15 0.20 0.2540
60
80
100
120
140
160
180
200
0
2
4
6
8
10 Pore Size
Por
e S
ize,
nm
Concentration of Organoclay, wt, %
Diffusion C
oefficient, 10 -10 cm2/s
Diffusion Coefficient
Figure 3.4.2.2 Comparison of pore size and diffusion coefficient for Organoclay
If we have look at the pore size of each sample at low concentration from PI, 0.05%,
0.10%, 0.25%, we will find that the pore size is of a linear relationship with the
concentration. Also, if we look at both pore size and diffusion coefficient, we can see
clearly show that diffusion coefficient increases with increasing pore size. This is
partially proved that the introduction of Organoclay will be helpful to pores and then
benefit for permeation.

49
0.0 0.2 0.4 0.60.5
1.0
1.5
2.0
2.5
3.0
Concentration of PANi-Clay, wt, %
Diffusion Coefficient
Diff
usio
n C
oeffi
cien
t, 10
-10
cm2 /
s
Figure 3.4.2.3 Comparison of concentration and diffusion coefficient for PANi‐Clay
Figure 3.4.2.3 shows the introduction of PANi‐Clay will make a sudden drop of diffusion
coefficient. However, with more PANi‐Clay, it goes back to increase in a similar way for
organoclay. And the diffusion coefficient does not decrease means more PANi‐Clay
might be added into polyimide membranes, this needs further work to understand.

50
Chapter 4 Conclusions and Further Work Suggestions.
The polyimide membranes reinforced with Organoclay have better chemical strengths.
They have a longer life in Ethanol/Water solutions for at least two times longer than
resin membrane. And the higher the concentration is, the more chemical resistant will
be. The effect of PANi‐Clay on chemical resistance is better than Organoclay. Low
concentration of PANi‐Clay will show similar chemical resistance at Ethanol/Water
environment for high concentration of Organoclay.
Polyimide highly cured is not good for permeation. Only partly imidized Polyimide
membranes show good results of permeation. This means fully imidized Polyimide
membranes have a good barrier property and is not appropriate for separation water
and ethanol.
The introduction of Organoclay helped Polyimide membrane increase the water flux at
lower concentration and it did not help that much at high concentration even showed a
reverse effect for permeation. It is believed that the introduction of Organoclay will help
to create or enlarge the pore size of Polyimide membranes. Organoclay’s layer can
exfoliate and “cut” the membrane thus more and more pores shows up, and the size of
pores will become larger. However, when more Organoclay is introduced, it will become
an obstacle itself, which means the pores created by Organoclay will be covered or
extruded by strong Organoclay layer. And the maximum water permeation occurs at the
concentration of 0.25% Organoclay.

51
With the introduction of PANi‐Clay, the effect is reversing. It decreased the diffusion
coefficient a lot, which meant the interaction between Polyimide‐PANi‐Organoclay was
strong. Membrane becomes more condensed than before. This is believed that the PANi
modified Organoclay changed the arrangement of Organoclay in the Polyimide.
Intercalation became dominant than exfoliation. Due to PANi is hydrophobic; it will keep
away water, so the balance of these two forces will lead the final permeation of water
through membrane. It is highly believed that due to the pore creativity from Organoclay,
the effect of PANi‐Clay to permeation will be the results of balance of interactions of
Polyimide‐PANi, Polyimide‐Organoclay, PANi‐Clay and Polyimide‐PANi‐Organoclay. It
becomes more difficult to have a clear concept of the mechanism then.
The Infrared results suggest that polyimide has a weight loss during the diffusion for
neat Polyimide membrane. And this is improved by incorporation of Oragnoclay and
PANi‐Clay. Also, high concentration of Organoclay has a better effect than low
concentration. And PANi‐Clay is also helpful to prevent the loss of polyimide.
However, it is a compromise to choose the right membrane: if the polyimide is kept, the
permeation will be reduced. For future work, how to make the combination of best
chemical resistance and best permeation of water leading to separation is need. Also,
the mechanism of how Organoclay and PANi‐Clay work need a further detailed study.

52
Reference
1. S. A. Parke, G. G. Birch: Solution properties of ethanol in water, Food Chemistry 67
(1999) 241‐246
2. NIST Chemistry WebBook, http://webbook.nist.gov/chemistry/
3. J. Sheehan, V. Cambreco, J. Duffield, M. Garboski, H.Shapouri: An overview of
biodiesel and petroleum diesel life cycles. A report by US Department of Agriculture and
Energy, 1998. p. 1–35
4. S. Puhan, N. Vedaraman, B. V. Rambrahaman, G. Nagarajan. Mahua (Madhuca indica)
seed oil: a source of renewable energy in India, J Sci Ind Res 2005;64:890–6
5. A. Demirbas: Biofuels sources, biofuel policy, biofuel economy and global biofuel
projections, Energy Conversion and Management 49 (2008) 2106–2116
6. RFA, http://www.ethanolrfa.org/resource/facts/
7. K.G. de Carvalho Lima, C.M. Takshashi and F. Alterhum: Ethanol production from corn
cobhydrolysates by Eschierichia coli KO11, Journal of Industrial Microbiology &
Biotechnology (2002) 29, 124‐128
8. B.S. Dien, L.B. Iten and R.J Bothast: Conversion of corn fiber to ethanol by
recombinant E. coli strain FBR3, Journal of Industrial Microbiology & Biotechnology
(1999) 22, 575‐581

53
9. M. Lewandowska, W. Kujawski: Ethanol production from lactose in a
fermentation/pervaporation system, Journal of Food Engineering 79 (2007) 430‐437
10. T. Mohammadi, A. Aroujalian, A. Bakhshi: Pervapoation of dilute alcoholic mixtures
using PDMS membrane, Chemical Engineering Science 60 (2005) 1875‐1880
11. C. Bang‐Xiao: Polymer Membranes for Separating Organic Mixtures, Journal of
Applied Polymer Science, Vol. 101, 1160‐1164 (2006)
12. M. Mulder: Basic principles of membrane technology, Kluwer Academic Publishers,
the Netherlands, 1996
13. S.T. Hwang and K. Kammermeryer: Membrane in separation, John Wiley Sons, New
York, 1975
14. R.Y.M. Huang, R. Pal, G.Y. Moon: Pervaporation dehydration of aqueous ethanol and
isopropanol mixtures through alginate/chitosan two ply composite membranes
supported by poly (vinylidene fluoride) porous membrane, Journal of Membrane
Science, 167 (2000) 275‐289
15. M. Y. Teng, K. R. Lee, D. J. Liaw, J. Y. Lai: Preparation and pervaporation performance
of poly (3‐alkylthiophene) membrane, Polymer 41 (2000) 2047‐2052
16. R.W. Baker: Euromembrane 97, Twente, The Netherlands, 1997
17. P. M. Bungy, H. K. Lonsdale and M.N. de Pinho: Synthetic membranes: science,
engineering and applications, D. Reidel, Dordrecht/Boston/Lancaster/Tokyo, 1986

54
18. R.W. Baker: Membrane technology and application, McGraw‐Hill companies, 2000
19. H. Ohya, V. V. Kudryavtsev, S.I Semenova: Polyimide Membranes Applications,
Fabrications,and Properties, 1996
20. M. I.Bessonov, M. M.Koton, V. V.Kudryavtsev, L. A. Laius: Polyimides: Thermally
Stable Polymers, Consultants Bureau: New York, 1987.
21. D. Wilson, H. D. Stenzenberger, P. M. Hergenrother: Polyimide, Blackie, New York,
1990.
22. K. L. Mittal: Polyimides, Synthesis, Characterization and Applications, Plenum: New
York, 1985.
23. S. H. Goodman: Handbook of Thermoset Plastics, 2nd ed., Noyes Publications: Park
Ridge, NJ, 1998
24. M. Han, H. Bie, D. E. Nikles, G. W. Warren: Amine–Quinone Polyimide: A New High‐
Temperature Polymer and Its Use to Protect Iron Against Corrosion, Published online
25. M. J. M. Abadie, B. Sillion: Polyimides and Other High‐Temperature Polymers,
Elsevier, Amsterdam, 1991.
26. T. Takekoshi: Polyimides, (Wilson D., Hergenrother, P and Stengenberger, H. ed),
Blackie, Chapman and Hall, NY, 1990
27. C.E Sroog: Prog. Polymer Science. 16, 561‐694,1991

55
28. F. W. Harris: Polyimides, (Wilson D., Hergenrother, P and Stengenberger, H. ed),
Blackie, Chapman and Hall, NY, 1990
29. L. Liang, E. Ruckenstein: Polyvinyl alcohol‐Polyacrylamide interpenetrating polymer
network membranes and their pervaporation characteristics for ethanol‐water mixtures,
J. Membrane Sci. 106 (1995) 167‐182
30. H.R. Kricheldorf, Handbook of polymer synthesis, Marcel Dekker, 1991
31. M.T. Bessonov, M.M koton, V.V Kudryavtsev and L.A laius: Polyimide. Thermally
stable polymers, consultants Bureau, NY, 1987
32. C. P. Yang, S.H Hsiao: Effects of various factors on the formation of high molecular
polyamic acid, J. Applied Polymer Sci. 30 (1985) 2883‐2905
33. J. Preston: High‐strength/high‐modulus organic fibres, Polymer Engineering Science,
15 (1975) 199‐206
34. D. Wilson, K. L. Stenzenberger, P. M. Hergenrother: Polyimides, NY, Glasgow, 1‐
37(1990)
35. R.A. Dine‐Hart, W.W. Wright: Preparation and fabrication of aromatic polyimides, J.
Appl. Polym. Sci, 11(1967)609‐627
36. M. J. Brekner, C. Feger: Curing studies of a polyimide precursor. II polyamic acid, J
Polym. Sci. Polym. Chem. Ed. 25 (1987) 2479‐2491

56
37. Yu. N. Sazanov: Applied Significance of Polyimides, Russian Journal of Applied
Chemistry, Vol. 74, No. 8, 2001, 1253‐1259
38. Y. Xu, C. Chen, P. Zhang, B. Sun and J. Li: Pervaporation Properties of Polyimide
Membranes for Separation of Ethanol + Water Mixtures, J. Chem. Eng. Data 2006, 51,
1841‐1845
39. S. Q. Fan: A study of polyamide and polyimide membranes for pervaporation and
vapor permeation, Dissertation of Zhongyuan Univ., 2004
40. J. Schauer, P. Sysel, V. Marousek, Z. Pientka, J. Pokorny and M. Bleha: Pervaporation
and gas separation membranes made from polyimide/polydimethylsiloxande block
copolymer, Journal of Applied Polymer Science, 61 (1996) 1333‐1337
41. A. Jonquiere, C. Dole, R. Clement, P. Lochon: Synthesis and characterization of new
highly permeable polyamideimdes from dianhydride monomers containing amide
functions: an application to the purification of a fuel octane enhancer (ETBE) by
pervaporation, Journal of Polymer Science PT. A‐Polym. Chem. 38 (2000) 614‐630
42. A. Jonquiere, D. Roizard, P. Lochon: Polymer design for pervaporation membrane:
influence of the soft segment size of block copolymers (polyurethaneimides or
polyureaimides) on their pervaporation features, Journal of Membrane Science, 118
(1996) 73‐84

57
43. T.H. Kim, W. J. Koros, G. R. Husk, K.C. O’ Brien: Relationship between gas separation
properties and chemical structures in a series of aromatic polyimides, Journal of
Membrane Science 37 (1988) 45‐62
44. S.A. Stern, Y. Mi, H. Yamamoto, A. K. St. Clair: Structure Permeability relationships of
polyimide membranes: applications to the separation of gas mixtures, Journal of
Polymer Science Pt. B‐Polym. Phys. 27 (1989) 1887‐1909
45. J. Ren, C. S. Bickel, R. N. Lichtenthaler: Separation of aromatics/aliphatics with
crosslinked 6FDA‐based copolyimides, Separation Purification Technology 22‐23 (2001)
31‐43
46. N. Tanihara, K. Tanaka, H. Kita, K. Okamoto: Pervaporation of organic liquid mixtures
through membrane of polyimides containing methyl‐substituted phenylenediamine
moieties, Journal of Membrane Science 95 (1994) 161‐169
47. H. Wang, T. Ugomori, K. Tanaka, H. Kita, K. Okamoto, Y Suma: Sorption and
pervaporation properties of sulfonyl‐containing polyimide membranes to
aromatic/aliphatic hydrocarbon mixtures, Jounal of polymer Science 132 (1997) 97‐108
48. J. Hao, K. Tanaka, H. Kita, K. Okamoto: The pervaporation properties of sulfony‐
containing polyimide membranes to aromatic/aliphatic hydrocarbon mixtures, Journal
of Membrane Science 132 (1997) 97‐108
49. K. Okamoto, h, Wang, T. Ljyuin, S. Fujiwara, K. Tanaka, H. Kita: Pervaporation of
aromatic/non‐aromatic hydrocarbon mixtures through crosslinked membranes of
58
polyimide with pendant phosphonate ester group, Journal of Membranes Science 157
(1999) 97‐105
50. H. Wang, T. Ugomori, Y. Wang, K. Tanaka, H. Kita, K. Okamoto, Y. Suma: Sorption and
pervaporation properties of crosslinked membranes of poly (ethylene oxide imide)
segmented copolymer to aromatic/nonaromatic hydrocarbon mixtures, Journal of
Polymer Science Pt. B‐Polym. Phys. 38 (2000) 1800‐1811
51. J. Fang, K. Tanaka, H. Kita, K. Okamoto: Synthesis of thianthrene‐5,5,10,10‐
tetraoxide‐containing polyimides via Yamazaki‐Higashi phosphorylation method and
their perpaporation properties to aromatic/nonaromatic hydrocarbon mixtures, Journal
of Polymer Science Pt. A‐ Polym. Chem. 38 (2000) 895‐896
52. J. Fang, K. Tanaka, H. Kita, K. Okamoto: Pervaporation properties of ethynyl‐
containing copolyimide membranes to aromatic/nonaromatic hydrocarbon mixtures,
Polymer 40 (1999) 3051‐3059
53. X. Feng, R. Y. M. Huang: Preparation and performance of asymmetric polyetherimide
membranes for isopropanol dehydration by pervaporation, J. Membr. Sci. 109(1996)
165‐172
54.R. Y. M. Huang, X. Feng: Resistance model approach to asymmetric polyetherimide
membranes for pervaporation of isopropanol/water mixtures, Journal of Membrane
Science, 84 (1993) 15‐27

59
55. H. Yanagisita, D. Kitamoto, K. Haraya, T. nakane, T. Tsuchiya, N. Koura: Preparation
and pervaporation performance of polyimide composite membrane by vapor deposition
and polymerization (VDP) , Journal of membrane Science, 136 (1997) 121‐126
56. H. Yanagisita, D. Kitamoto, K. Haraya, T. Nakane, T. Okada, H. Matsuda, Y. Idemoto,
N. Koura: Separation performance of polyimide composite membrane prepared by dip
coating process, Journal of Membrane Science, 188 (2001) 165‐172
57. A. Morioka, H. Yamaguchi, M. Kakimoto, Y. Imai: Formation of interconnected
globulr structure of silica phase in polyimide‐silica hybrid films prepared by the sol‐gel
process, Chem. Mater. , 6 (1994) 913‐917
58. J. H. Kim, K. H. Lee, S. Y. Kim: Pervaporation separation of water from ethanol
through polyimide composite membranes, Journal of Membrane Science, 169 (200) 81‐
93
59. M. Ben‐Hur, M. Malik, J. Letey and U. Mingelgrin, Soil Science, 153: 349‐356, 1992
60. P.D. Kaviratna, T.J. Pinnavaia and P.A. Schroeder, J. Phys.Chem. Solids, 57: 1897‐
1906,1996
61. A. Akelah, A. Moet: Synthesis of organophilic polymer‐clay nanocomposites, Journal
of Applied Polymer Science, Appl.Polym. Symp. 55 (1994) 153‐172
62. C. Depege, F. E. Elmetoui, C. Forano, A. D. Roy: Polymerization of silicates in layered
double hydroxides, Chem. Mater. 8 (1996) 952‐960
60
63. J. J. Lin, I‐J. Cheng, R. Wang, R. J. Lee: Tailoring basal spacing of montmorillonite by
poly (oxyalkylene) diamine intercalation, Macromolecules 24 (2001) 8832‐8834
64. H. L. Tyan, Y. C. Liu, K. H. Wei: Thermally and mechanically enhanced clay/polyimide
nanocomposite via reactive organoclay, Chem. Mater. 11 (1999) 1942‐1947
65. M. Alexandre, P. Dubois: Polymer‐layered silicate nanocomposites: preparation,
properties and sues of a new class of materials, Materials Science and Engineering, R‐
Rep. 28 (2000) 1‐63
66. S. Zhang, D. Sun, Y.Fu, H. Du: Recent advances of superhard nanocomposite
coatings: a review, Surface and Coatings Technology 167 (2003) 113–119
67. L. J. Lee, C. Zeng, X. Cao, X. Han, J. Shen, G. Xu: Polymer nanocomposite foams,
Composites Science and Technology 65 (2005) 2344–2363
68. T. Agag, T. Koga, T. Takeichi: Studies on thermal and mechanical properties of
polyimide‐clay nanocomposites, Polymer 42 (2001) 3399‐3408
69. P. C. LeBaron, Z. Wang, T. J. Pinnavaia: Polymer‐layered silicate nanocomposites: an
overview. Applied Clay Science 15 (1999) 11‐29
70. R. Magaraphan, W. Lilayuthalert, A. Sirivat, J. W. Schwank: Preparation, structure,
properties and thermal behavior of rigid‐rod polyimide/montmorillonite
nanocomposites, Composites Science and Technology 61 (2001) 1253‐1264

61
71. T. Agag, T. Koga, T. Takeichi: Studies on thermal and mechanical properties of
polyimide‐clay nanocomposites, Polymer 42 (2001) 3399‐3408
72. A. gu, S. W. Kuo, F. C. Chang: Syntheses and properties of PI/Clay hybrid, Journal of
Applied Polymer Science 79 (2001) 1902‐1910
73. P. C. Lebaron, Z. Wang, T. J. Pinnavaia: Polymer‐Layered silicate nanocomposites, an
overview, Applied clay science, 15 (1999) 11‐29
74. K. Yano, A. Usuki, A. Okada, T. Kurauchi, O. Kamigaito: Synthesis and properties of
polyimide‐clay hybrid, J. Polym. Sci. Pt. A‐Polym. Chem. 31 (1993) 2493‐2498
75. H.R Dennis, D. L. Hunter, D. Chang, S. Kim. J.L. White, J. W. Cho, D. R. Paul: Effect of
melt processing conditions on the extent of exfoliation in organoclay‐ based
nanocomposties, Polymer 42 (2001) 9513‐9522
76. L. Tie; K. Padmananda D.; P,Thomas J: Mechanism of clay tactoid exfoliation in
epoxy‐clay nanocomposites, Chemistry of Materials, Vol. 7, Issue: 11, 1995. pp. 2144‐
2150
77. P. C. Lebaron, Zhen wang, T. J. Pinnavaia: Polymer‐layered silicate nanocomposites:
an overview, Applied Clay Science 15 (1999) 11‐29
78. Y. Kazuhisa, U. Arimitsu, O. Akane: Synthesis and properties of polyimide‐clay hybrid
films. Journal of Polymer Science Part A: Polymer Chemistry, Vol. 35, Issue: 11, (August
1997) 2289 – 2294

62
79. A. E. Nasrabad, R. Laghaei, and B. C. Eu: Modified Free Volume Theory of Self‐
Diffusion and Molecular Theory of Shear Viscosity of Liquid Carbon Dioxide, J. Phys.
Chem. B 2005, 109, 8171‐8179
80. M.I. Ojovan and W.E. Lee: Viscosity of network liquids within Doremus approach, J.
Appl. Phys. 95 (7): 3803‐3810
81. M.L. Willianms, R.F. Landel, J.D.Ferry, The temperature dependence of relaxation
mechanisms in amorphous polymers and other glass‐forming liquids, J. American Chem.
Society, 77 (1950), 3701
82. Y. S. Song: Rheological characterization of carbon nanotubes/poly9ethylene oxide)
composites, Pheol Acta, 46 (2006), 231
83. S.S. Ray, M. Okamoto: Polymer/layered silicate nanocomposites: a review from
preparation to processing, Prog. Polym. Sci. 28 (2003) 1539–1641
84. K. Wang, S. Y. Yang, L. Fan, M. Sh. Zhan, J. G. Liu: Preparation and Properties of
Molecular‐Weight‐Controlled Polyimides Derived from 1,4‐Bis (4’‐amino‐2’‐
trifluoromethylphenoxy) benzene and 4,4’ Oxydiphthalic Anhydride, Journal of Polymer
Science: Part A: Polymer Chemistry, Vol. 44, 1997–2006 (2006)
85. S. Sinha Ray, K. Okamoto, M. Okamoto: Structure–property relationship in
biodegradable poly(butylene succinate)/ layered silicate nanocomposites.
Macromolecules 2003; 36: 2355–67

63
86. S. Burow, A. Peterlin, D.T. Turner: Increasing viscosity of polymer solutions with
increasing shear stress, Journal of Polymer Science, Part B: Polymer letters, 2, 67, 1964
87. S. Ding, W. T. Petuskey: Solutions to Fick’s second law of diffusion with a sinusoidal
excitation, Solid State Ionics 109 (1998) 101–110
88. W. E. Boyce, R. C. DiPrima: Elementary Differential Equations and Boundary Value
Problems, 8th Edition, Rensselaer Polytechnic Institute, 2005, 612‐615
89. Crank J: The Mathematics of Diffusion, 2nd Edition, 1975, Oxford University Press,
London
90. D. D. Deppe and J. M. Torkelson: Small Molecule Probe Diffusion in Thin Polymer
Films Near the Glass Transition: A Novel Approach using Fluorescence Nonradiative
Energy Tranfer, Polymeric Materials Science and Engineering, Vol. 73, (1995), 388‐389
91. K. E. Miller, R. H. Krueger, J. M. Torkelson: Smart Polymeric Films: Sensing of Cure
and Water Sorption and Diffusion in Multi‐Layered Polymeric Coating by Fluorescence
Spectroscopy, Polymeric Materials Science and Engineering, Vol. 73, (1995), 555‐556
92. G. Giuliana, T. Mariarosaria, V. Vittoria, P. Eric, L. Bénédicte, A. Michael, D. Philippe:
Vapor barrier properties of polycaprolactone montmorillonite nanocomposites: effect of
clay dispersion, Polymer 44 (2003) 2271–2279
93. P. S. Tin, T. S. Chung, Y. Liu, R. Wang: Chemical Cross‐linking Modification on
Polyimide Membrane for Gas Separation, Journal of Membrane Science 189 (2001) 231–
239
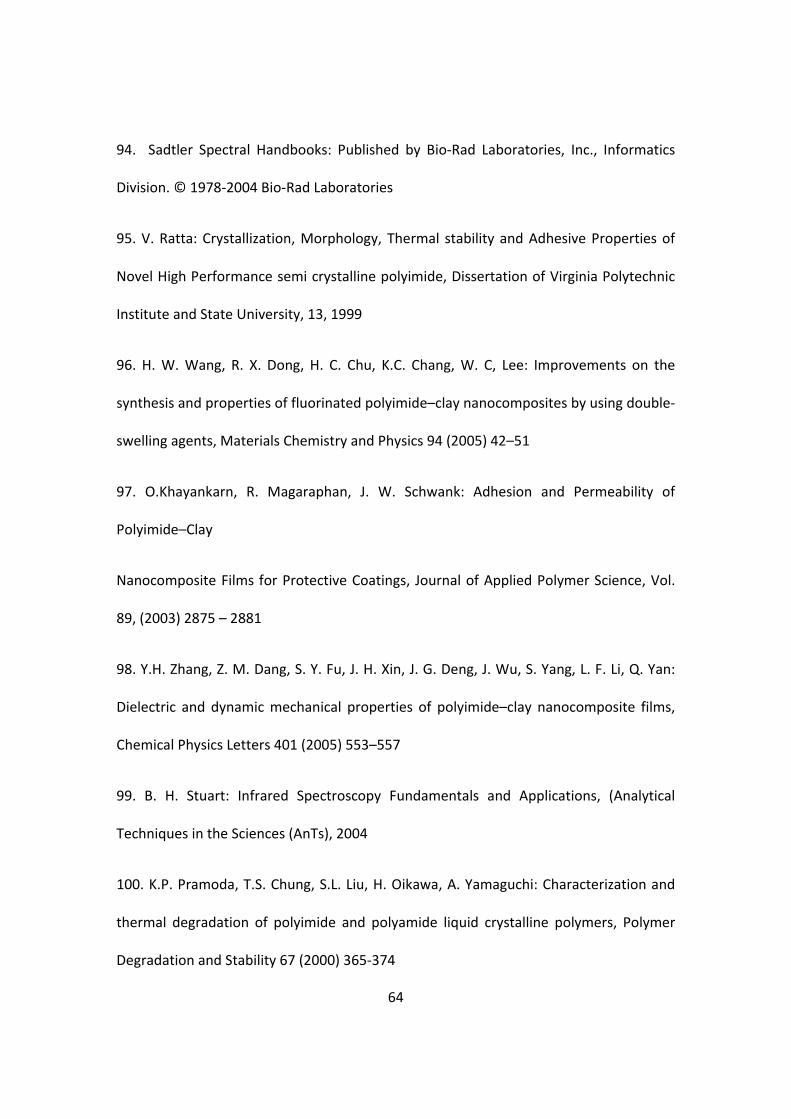
64
94. Sadtler Spectral Handbooks: Published by Bio‐Rad Laboratories, Inc., Informatics
Division. © 1978‐2004 Bio‐Rad Laboratories
95. V. Ratta: Crystallization, Morphology, Thermal stability and Adhesive Properties of
Novel High Performance semi crystalline polyimide, Dissertation of Virginia Polytechnic
Institute and State University, 13, 1999
96. H. W. Wang, R. X. Dong, H. C. Chu, K.C. Chang, W. C, Lee: Improvements on the
synthesis and properties of fluorinated polyimide–clay nanocomposites by using double‐
swelling agents, Materials Chemistry and Physics 94 (2005) 42–51
97. O.Khayankarn, R. Magaraphan, J. W. Schwank: Adhesion and Permeability of
Polyimide–Clay
Nanocomposite Films for Protective Coatings, Journal of Applied Polymer Science, Vol.
89, (2003) 2875 – 2881
98. Y.H. Zhang, Z. M. Dang, S. Y. Fu, J. H. Xin, J. G. Deng, J. Wu, S. Yang, L. F. Li, Q. Yan:
Dielectric and dynamic mechanical properties of polyimide–clay nanocomposite films,
Chemical Physics Letters 401 (2005) 553–557
99. B. H. Stuart: Infrared Spectroscopy Fundamentals and Applications, (Analytical
Techniques in the Sciences (AnTs), 2004
100. K.P. Pramoda, T.S. Chung, S.L. Liu, H. Oikawa, A. Yamaguchi: Characterization and
thermal degradation of polyimide and polyamide liquid crystalline polymers, Polymer
Degradation and Stability 67 (2000) 365‐374

65
101. F. Y. Hshieh, D. Hirsch, H. Beeson: Evaluation of Polyimide Foam as a Fire Barrier for
Spacecraft Cushion Materials, Journal of Fire Sciences, Vol. 21, ( 2003) 485‐501
102. V.E. Yudin, J.U. Otaigbe, S. Gladchenko, B.G. Olson, S. Nazarenko, E.N. Korytkova,
V.V. Gusarov: New polyimide nanocomposites based on silicate type nanotubes:
Dispersion, processing and properties, Polymer 48 (2007) 1306‐1315
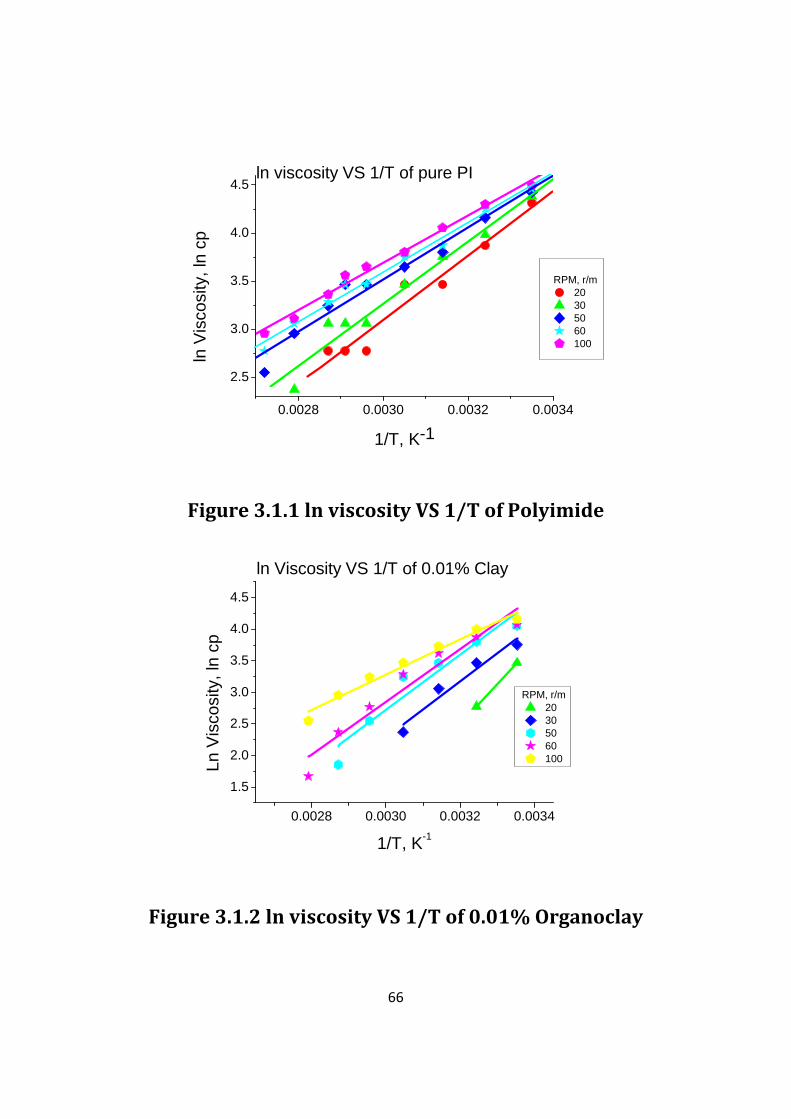
66
0.0028 0.0030 0.0032 0.0034
2.5
3.0
3.5
4.0
4.5
RPM, r/m 20 30 50 60 100
ln V
isco
sity
, ln
cp
1/T, K-1
ln viscosity VS 1/T of pure PI
Figure 3.1.1 ln viscosity VS 1/T of Polyimide
0.0028 0.0030 0.0032 0.0034
1.5
2.0
2.5
3.0
3.5
4.0
4.5
RPM, r/m 20 30 50 60 100Ln
Vis
cosi
ty, l
n cp
1/T, K-1
ln Viscosity VS 1/T of 0.01% Clay
Figure 3.1.2 ln viscosity VS 1/T of 0.01% Organoclay

67
0.0028 0.0030 0.0032 0.0034
2.0
2.5
3.0
3.5
4.0
ln viscosity VS 1/T of 0.05% Clay
RPM, r/m 20 30 50 60 100
ln V
isco
sity
, ln
cp
1/T, K-1
Figure 3.1.3 ln viscosity VS 1/T of 0.05% Organoclay
0.0028 0.0030 0.0032 0.0034
2.5
3.0
3.5
4.0
RPM, r/m 20 30 50 60 100ln
Vis
cosi
ty, l
n cp
1/T, K-1
ln viscosity VS 1/T of 0.10% Clay
Figure 3.1.4 ln viscosity VS 1/T of 0.10% Organoclay
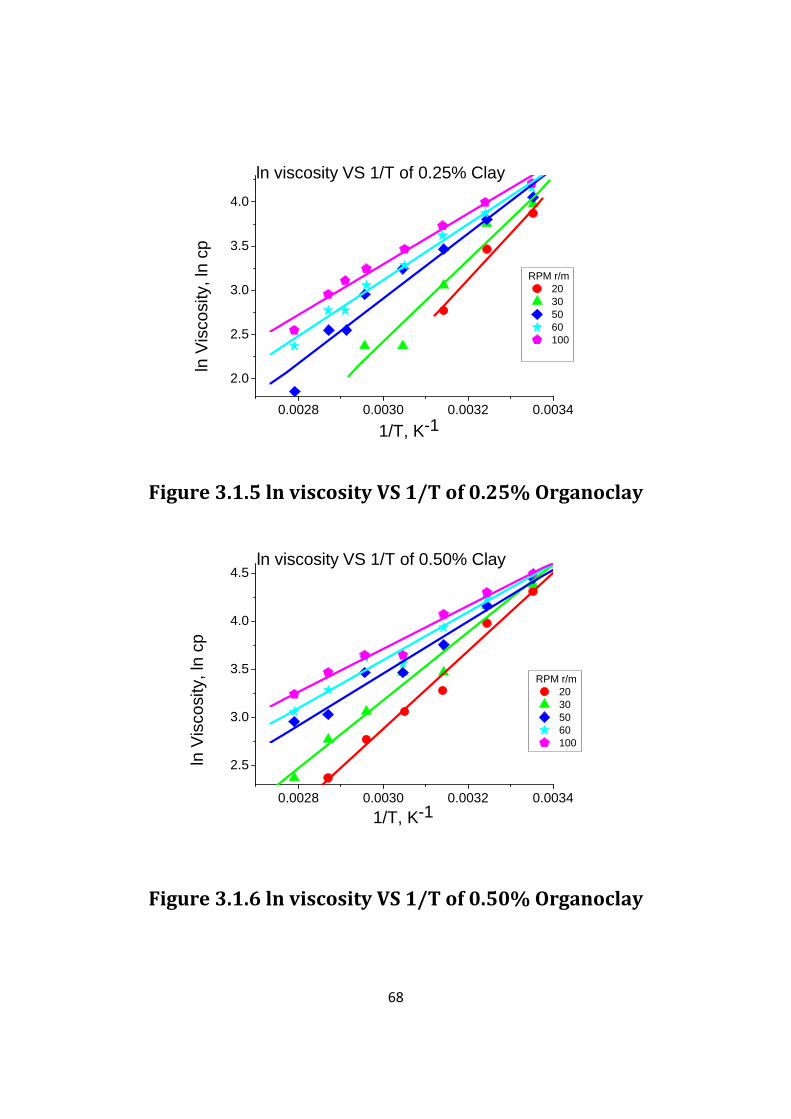
68
0.0028 0.0030 0.0032 0.0034
2.0
2.5
3.0
3.5
4.0
1/T, K-1
ln V
isco
sity
, ln
cp
RPM r/m 20 30 50 60 100
ln viscosity VS 1/T of 0.25% Clay
Figure 3.1.5 ln viscosity VS 1/T of 0.25% Organoclay
0.0028 0.0030 0.0032 0.0034
2.5
3.0
3.5
4.0
4.5
RPM r/m 20 30 50 60 100
1/T, K-1
ln V
isco
sity
, ln
cp
ln viscosity VS 1/T of 0.50% Clay
Figure 3.1.6 ln viscosity VS 1/T of 0.50% Organoclay

69
0.0028 0.0030 0.0032 0.0034
2.5
3.0
3.5
4.0
RPM r/m 20 30 50 60 100
1/T, K-1
ln V
isco
sity
, ln
cp
ln viscosity VS 1/T of 1.00% Clay
Figure 3.1.7 ln viscosity VS 1/T of 1.00% Organoclay
0.0028 0.0030 0.0032 0.0034
3.5
4.0
4.5
5.0
RPM r/m 20 30 50 60 100
ln viscosity VS 1/T of 1.50% Clay
ln V
isco
sity
, ln
cp
1/T, K-1
Figure 3.1.8 ln viscosity VS 1/T of 1.50% Organoclay
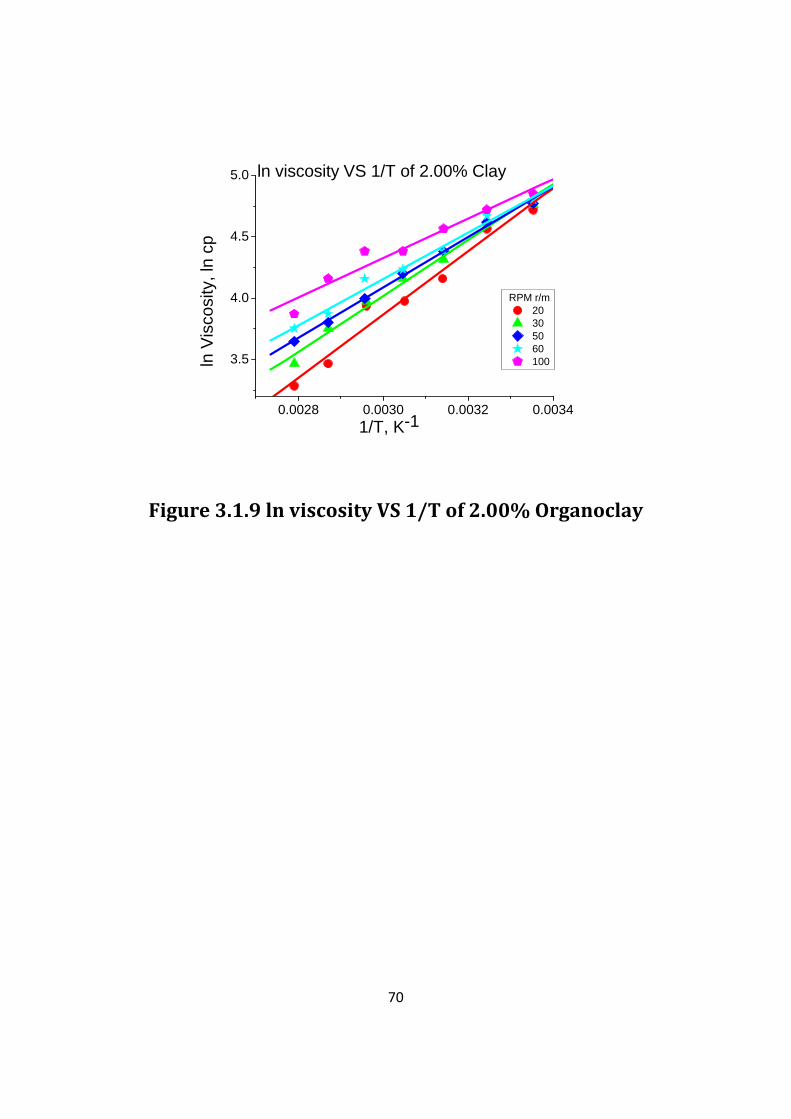
70
0.0028 0.0030 0.0032 0.0034
3.5
4.0
4.5
5.0 ln viscosity VS 1/T of 2.00% Clay
ln V
isco
sity
, ln
cp
RPM r/m 20 30 50 60 100
1/T, K-1
Figure 3.1.9 ln viscosity VS 1/T of 2.00% Organoclay

71
0.0028 0.0030 0.0032 0.0034
1.5
2.0
2.5
3.0
3.5
4.0
4.5
RPM, r/m 10 20 30 50 60 100Ln
Vis
cosi
ty, l
n cp
1/T, K-1
ln Viscosity VS 1/T of 0.01% PANi-Clay
Figure 3.1.10 ln viscosity VS 1/T of 0.01% PANiClay
0.0029 0.0030 0.0031 0.0032 0.0033 0.00342.5
3.0
3.5
4.0
4.5
RPM, r/m 20 30 50 60 100Ln
Vis
cosi
ty, l
n cp
1/T, K-1
ln viscosity VS 1/T of 0.05% PANi-Clay
Figure 3.1.11 ln viscosity VS 1/T of 0.05% PANiClay

72
0.0030 0.0031 0.0032 0.0033 0.0034
2.5
3.0
3.5
4.0
RPM, r/m 30 50 60 100
Ln V
isco
sity
, ln
cp
1/T, K-1
ln viscosity VS 1/T of 0.25% PANi-Clay
Figure 3.1.12 ln viscosity VS 1/T of 0.25% PANiClay
0.0030 0.0031 0.0032 0.0033 0.0034
2.0
2.5
3.0
3.5
4.0
4.5
RPM, r/m 20 30 50 60 100
1/T, K-1
Ln V
isco
sity
, ln
cp
ln viscosity VS 1/T of 0.50% PANi-Clay
Figure 3.1.13 ln viscosity VS 1/T of 0. 50% PANiClay

73
3.5 4.0 4.5 5.0 5.5 6.0
2.5
3.0
3.5
4.0
4.5
T, oC 25 35 45 55 65 75 85 95
ln v
isco
sity
, ln
cp
ln shear rate, ln rpm
Pure PI
Figure 3.1.14 ln viscosity VS ln shear rate of Polyimide
4.0 4.5 5.0 5.5 6.01.5
2.0
2.5
3.0
3.5
4.0
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85ln
vis
cosi
ty
0.01% Clay
Figure 3.1.15 ln viscosity VS ln shear rate of 0.01% OC

74
3.6 4.0 4.4 4.8 5.2 5.6
2.0
2.5
3.0
3.5
4.0
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85
ln v
isco
sity
, ln
cp
0.05% clay
Figure 3.1.16 ln viscosity VS ln shear rate of 0.05% OC
4.0 4.5 5.0 5.5 6.0
2.5
3.0
3.5
4.0
4.5
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85
ln v
isco
sity
, ln
cp
0.10% Clay
Figure 3.1.17 ln viscosity VS ln shear rate of 0.10% OC

75
4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 5.8
2.0
2.5
3.0
3.5
4.0
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85ln
vis
cosi
ty
0.25% Clay
Figure 3.1.18 ln viscosity VS ln shear rate of 0.25% OC
4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 5.8
2.5
3.0
3.5
4.0
4.5
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85
ln v
isco
sity
, ln
cp
0.50% Clay
Figure 3.1.19 ln viscosity VS ln shear rate of 0.50% OC

76
4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 5.8
2.5
3.0
3.5
4.0
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85
ln v
isco
sity
, ln
cp
1.00% Clay
Figure 3.1.20 ln viscosity VS ln shear rate of 1.00% OC
4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 5.83.0
3.5
4.0
4.5
5.0
ln shear rate, ln rpm
25 35 45 55 65 75 85
ln v
isco
sity
, ln
cp
1.50% Clay
Figure 3.1.21 ln viscosity VS ln shear rate of 1.50% OC

77
4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 5.8
3.5
4.0
4.5
5.0
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85
ln v
isco
sity
, ln
cp
2.00% Clay
Figure 3.1.22 ln viscosity VS ln shear rate of 2.00% OC
3.2 3.6 4.0 4.4 4.8 5.2 5.6 6.01.5
2.0
2.5
3.0
3.5
4.0
4.5
ln shear rate, ln rpm
T, oC 25 35 45 55 65 75 85 95
ln v
isco
sity
, ln
rpm
0.01% PANi-Clay
Figure 3.1.23 ln viscosity VS ln shear rate of 0.01% PC

78
3.2 3.6 4.0 4.4 4.8 5.2 5.6 6.02.5
3.0
3.5
4.0
ln shear rate, ln rpm
T, oC 25 35 45 55 65ln
vis
cosi
ty, l
n cp
0.05% PANi-Clay
Figure 3.1.24 ln viscosity VS ln shear rate of 0.05% PC
4.4 4.8 5.2 5.6 6.0
2.5
3.0
3.5
4.0
ln shear rate, ln rpm
T, oC 25 35 45 55
ln v
isco
sity
, ln
cp
0.25% PANi-Clay
Figure 3.1.25 ln viscosity VS ln shear rate of 0.25% PC

79
4.0 4.4 4.8 5.2 5.6 6.02.0
2.5
3.0
3.5
4.0
T, oC 25 35 45 55
ln v
isco
sity
, ln
cp
ln shear rate, ln rpm
0.50% PANi-Clay
Figure 3.1.26 ln viscosity VS ln shear rate of 0. 50% PC

80
0 10 20 30 40 50 60 70 80 90 100 1100.0
0.4
0.8
1.2
1.6
2.0
2.4
PANi-Clay Organoclay
Torq
ue %
RPM, r/m
0.01% Clay, T=25oC
Figure 3.1.27 Comparison of PC and OC at 0.01% 1
4.0 4.2 4.4 4.6 4.8 5.0 5.2 5.4 5.6 5.8 6.03.4
3.6
3.8
4.0
4.2
4.4
PANi-Clay Organoclay
ln v
isco
sity
, ln
cp
ln shear rate, ln rpm
0.01% Clay, T=25oC
Figure 3.1.28 Comparison of PC and OC at 0.01% 2

81
12.8 13.6 14.4 15.2 16.03.2
3.6
4.0
4.4
PANi-Clay Organoclay
ln V
isco
sity
, ln
cp
ln shear stress
0.01% Clay, T=25oC
Figure 3.1.29 Comparison of PC and OC at 0.01% 3
0.0028 0.0030 0.0032 0.00342.0
2.5
3.0
3.5
4.0
4.5
PANi-Clay Organoclay
Ln V
isco
sity
, ln
cp
1/T, K-1
0.01% Clay, RPM=100 r/m
Figure 3.1.30 Comparison of PC and OC at 0.01% 4

82
10 20 30 40 50 60 70 80 90 100 110
0.0
0.4
0.8
1.2
1.6
2.0
PANi-Clay Organoclay
Torq
ue %
RPM, r/m
0.05% Clay, T=25oC
Figure 3.1.31 Comparison of PC and OC at 0.05% 1
4.0 4.4 4.8 5.2 5.6 6.0
3.6
4.0
4.4
PANi-Clay Organoclay
ln v
isco
sity
, ln
cp
ln shear rate, ln rpm
0.05% Clay, T=25oC
Figure 3.1.32 Comparison of PC and OC at 0.05% 2
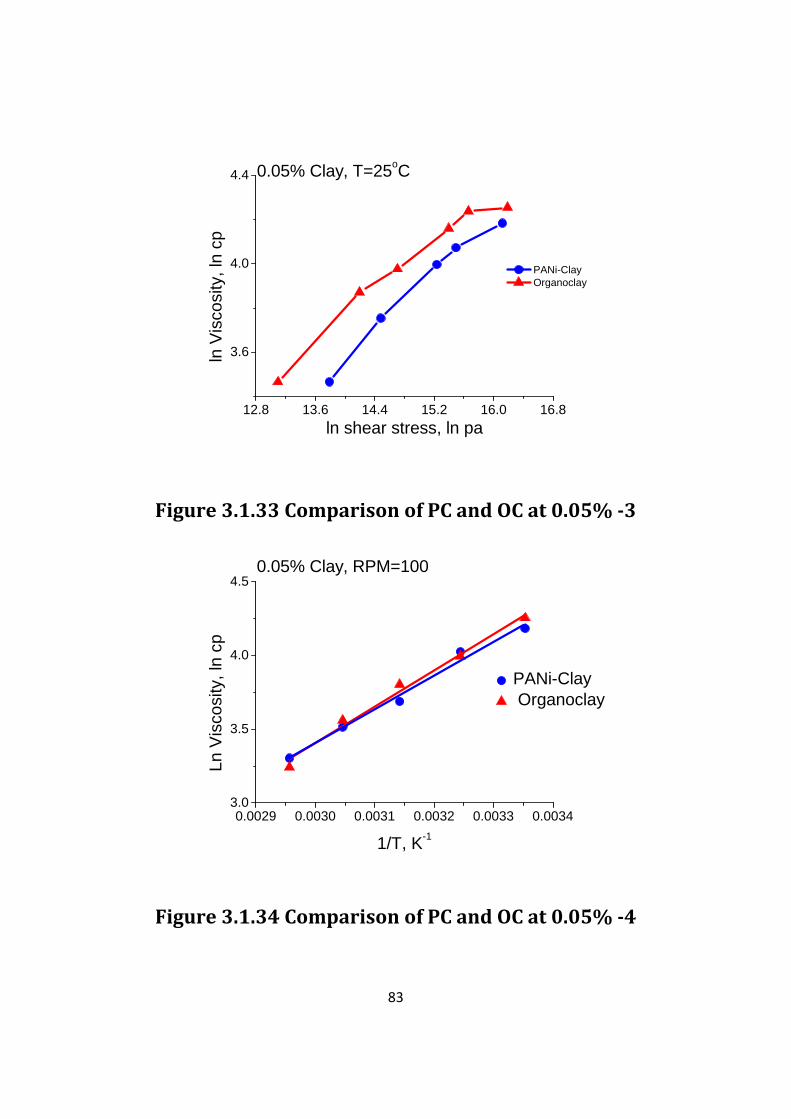
83
12.8 13.6 14.4 15.2 16.0 16.8
3.6
4.0
4.4
PANi-Clay Organoclay
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.05% Clay, T=25oC
Figure 3.1.33 Comparison of PC and OC at 0.05% 3
0.0029 0.0030 0.0031 0.0032 0.0033 0.00343.0
3.5
4.0
4.5
PANi-Clay Organoclay
Ln V
isco
sity
, ln
cp
1/T, K-1
0.05% Clay, RPM=100
Figure 3.1.34 Comparison of PC and OC at 0.05% 4

84
20 30 40 50 60 70 80 90 100 1100.0
0.4
0.8
1.2
1.6
2.0
PANi-Clay Organoclay
Torq
ue %
RPM, r/m
0.25% Clay, T=25oC
Figure 3.1.35 Comparison of PC and OC at 0.25% 1
4.0 4.4 4.8 5.2 5.6 6.0
3.0
3.5
4.0
PANi-Clay Organoclay
ln v
isco
sity
, ln
cp
ln shear rate, ln rpm
0.25% Clay, T=25oC
Figure 3.1.36 Comparison of PC and OC at 0.25% 2

85
12.8 13.6 14.4 15.2 16.0
2.4
2.8
3.2
3.6
4.0
4.4
PANi-Clay Organoclay
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.25% Clay, T=25oC
Figure 3.1.37 Comparison of PC and OC at 0.25% 3
0.0029 0.0030 0.0031 0.0032 0.0033 0.00343.0
3.5
4.0
4.5
PANi-Clay Organoclay
Ln V
isco
sity
, ln
cp
1/T, K-1
0.25% Clay, RPM=100 r/m
Figure 3.1.38 Comparison of PC and OC at 0.25% 4

86
20 30 40 50 60 70 80 90 100 1100.0
0.4
0.8
1.2
1.6
2.0
PANi-Clay OrganoclayTo
rque
%
RPM, r/m
0.50% Clay, T=25oC
Figure 3.1.39 Comparison of PC and OC at 0.50% 1
4.0 4.4 4.8 5.2 5.6 6.03.0
3.5
4.0
4.5
PANi-Clay Organoclay
ln v
isco
sity
, ln
cp
ln shear rate, ln rpm
0.50% Clay, T=25oC
Figure 3.1.40 Comparison of PC and OC at 0.50% 2
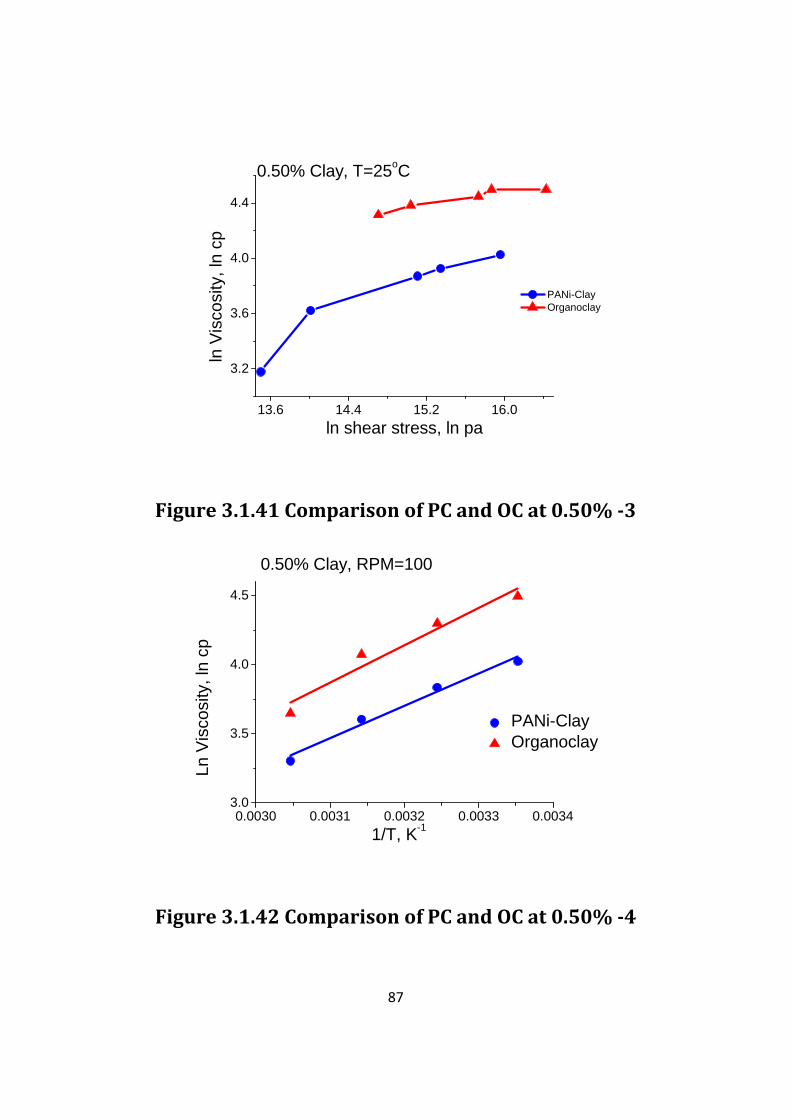
87
13.6 14.4 15.2 16.0
3.2
3.6
4.0
4.4
PANi-Clay Organoclay
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.50% Clay, T=25oC
Figure 3.1.41 Comparison of PC and OC at 0.50% 3
0.0030 0.0031 0.0032 0.0033 0.00343.0
3.5
4.0
4.5
Ln V
isco
sity
, ln
cp
PANi-Clay Organoclay
1/T, K-1
0.50% Clay, RPM=100
Figure 3.1.42 Comparison of PC and OC at 0.50% 4
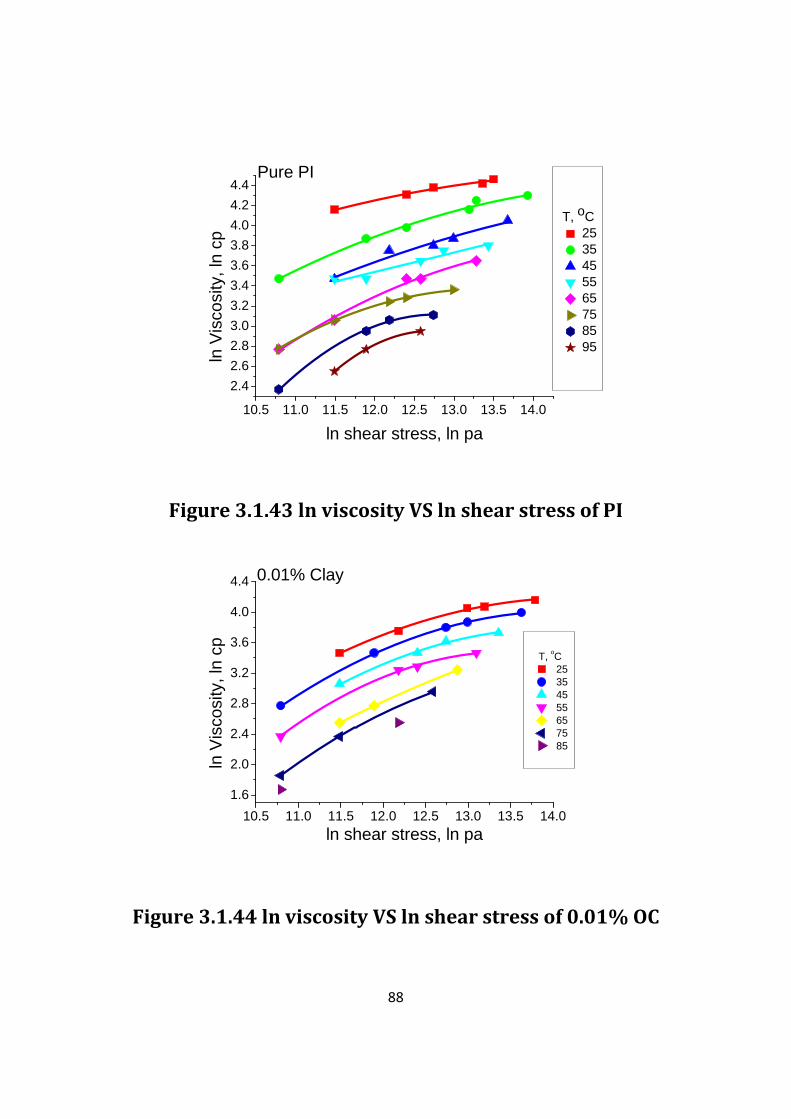
88
10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.0
2.42.62.83.03.23.43.63.84.04.24.4
T, oC2535455565758595ln
Vis
cosi
ty, l
n cp
ln shear stress, ln pa
Pure PI
Figure 3.1.43 ln viscosity VS ln shear stress of PI
10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.01.6
2.0
2.4
2.8
3.2
3.6
4.0
4.4
T, oC 25 35 45 55 65 75 85
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.01% Clay
Figure 3.1.44 ln viscosity VS ln shear stress of 0.01% OC

89
10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.0
2.0
2.5
3.0
3.5
4.0
4.5
T, oC25354555657585
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.05% clay
Figure 3.1.45 ln viscosity VS ln shear stress of 0.05% OC
10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.0
2.5
3.0
3.5
4.0
4.5
T, oC25354555657585
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.10% Clay
Figure 3.1.46 ln viscosity VS ln shear stress of 0.10% OC

90
10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.0
2.0
2.5
3.0
3.5
4.0
T, oC25354555657585
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.25% Clay
Figure 3.1.47 ln viscosity VS ln shear stress of 0.25% OC
11.0 11.5 12.0 12.5 13.0 13.5 14.0
2.5
3.0
3.5
4.0
4.5
ln shear stress, ln pa
T, oC25354555657585
ln V
isco
sity
, ln
cp
0.50% Clay
Figure 3.1.48 ln viscosity VS ln shear stress of 0.50% OC

91
11.0 11.5 12.0 12.5 13.0 13.5
2.5
3.0
3.5
4.0
T, oC25354555657585
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
1.00% Clay
Figure 3.1.49 ln viscosity VS ln shear stress of 1.00% OC
11.5 12.0 12.5 13.0 13.5 14.0 14.53.0
3.5
4.0
4.5
5.0
T, oC25354555657585
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
1.50% Clay
Figure 3.1.50 ln viscosity VS ln shear stress of 1.50% OC
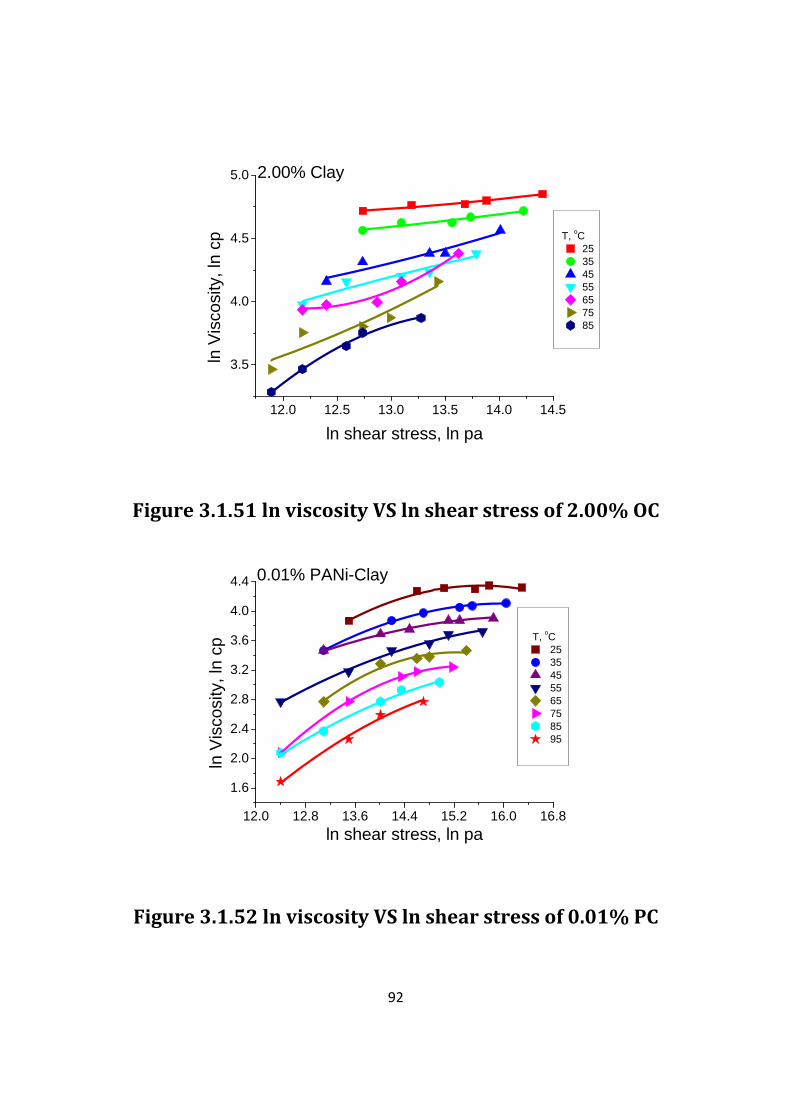
92
12.0 12.5 13.0 13.5 14.0 14.5
3.5
4.0
4.5
5.0
T, oC25354555657585
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
2.00% Clay
Figure 3.1.51 ln viscosity VS ln shear stress of 2.00% OC
12.0 12.8 13.6 14.4 15.2 16.0 16.8
1.6
2.0
2.4
2.8
3.2
3.6
4.0
4.4
T, oC 25 35 45 55 65 75 85 95
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.01% PANi-Clay
Figure 3.1.52 ln viscosity VS ln shear stress of 0.01% PC

93
12.8 13.6 14.4 15.2 16.0
2.8
3.2
3.6
4.0
4.4
T, oC 25 35 45 55 65
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.05% PANi-Clay
Figure 3.1.53 ln viscosity VS ln shear stress of 0.05% PC
12.8 13.6 14.4 15.2 16.0
2.4
2.8
3.2
3.6
4.0
T, oC 25 35 45 55
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.25% PANi-Clay
Figure 3.1.54 ln viscosity VS ln shear stress of 0.25% PC

94
12.8 13.6 14.4 15.2 16.02.0
2.4
2.8
3.2
3.6
4.0
T, oC 25 35 45 55
ln V
isco
sity
, ln
cp
ln shear stress, ln pa
0.50% PANi-Clay
Figure 3.1.55 ln viscosity VS ln shear stress of 0.50% OC

95
0 2 4 6 8 10 12 14
0.0
0.2
0.4
0.6
0.8
1.0[M
w]/[
Min
f]
t1/2, hr1/2
PI
Linear fit for t1/2> 5
4 6 8 10 12
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
PI Linear Fit
Figure 3.3.1 Flux of water with time for PI

96
0 2 4 6 8 10 12 14
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mw
]/[M
inf]
PI, repeated
Linear fit for t1/2> 5
4 6 8 10 12 14
0.0
0.2
0.4
0.6
0.8
1.0
PI, repeated Linear Fit
[Mw
]/[M
inf]
t1/2, hr1/2
Figure 3.3.12 Flux of water with time for PI (Repeated)

97
0 2 4 6 8 10 12 14
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mw
]/[M
inf]
PI, Repeated PI
Linear fit for t1/2> 5
4 6 8 10 12 14
0.0
0.2
0.4
0.6
0.8
1.0
PI, repeated Linear Fit PI Linear Fit
[Mw
]/[M
inf]
t1/2, hr1/2
Figure 3.3.13 Comparison of PI vs repeated one

98
0 2 4 6 8
0.0
0.2
0.4
0.6
0.8
1.0[M
w]/[
Min
f]
t1/2, hr1/2
0.05%
Linear fit for t1/2> 5
4 6 8
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
0.05% Clay Linear Fit
Figure 3.3.2 Flux of water with time for 0.05% OCPI

99
-2 0 2 4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0[M
w]/[
Min
f]
t1/2, hr1/2
0.1%
Linear Fit for t1/2>5
8 10
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
0.1% Clay Linear Fit
Figure 3.3.3 Flux of water with time for 0.10% OCPI

100
0 2 4 6 8 10
0.0
0.2
0.4
0.6
0.8
1.0[M
w]/[
Min
f]
t1/2, hr1/2
0.25% Clay
Linear Fit for t1/2>5
6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
0.25 Clay Linear Fit
Figure 3.3.4 Flux of water with time for 0.25% OCPI

101
0 2 4 6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mw
]/[M
inf]
0.25% Clay, repetead
Linear Fit for t1/2>5
6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
0.25 Clay, repeated Linear Fit

102
Figure 3.3.42 Flux of water with time for 0.25% OCPI
(RP)
0 2 4 6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mw
]/[M
inf]
0.25% Clay, repetead 0.25% Clay
Linear Fit for t1/2>5

103
6 8 10
0.0
0.2
0.4
0.6
0.8
1.0
1.2[M
w]/[
Min
f]
t1/2, hr1/2
0.25 Clay, repeated Linear Fit 0.25 Clay Linear Fit
Figure 3.3.43 Comparison of 0.25% OCPI VS repeated one
-2 0 2 4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
0.5% Clay
t1/2, hr1/2
Linear Fit for t1/2>5
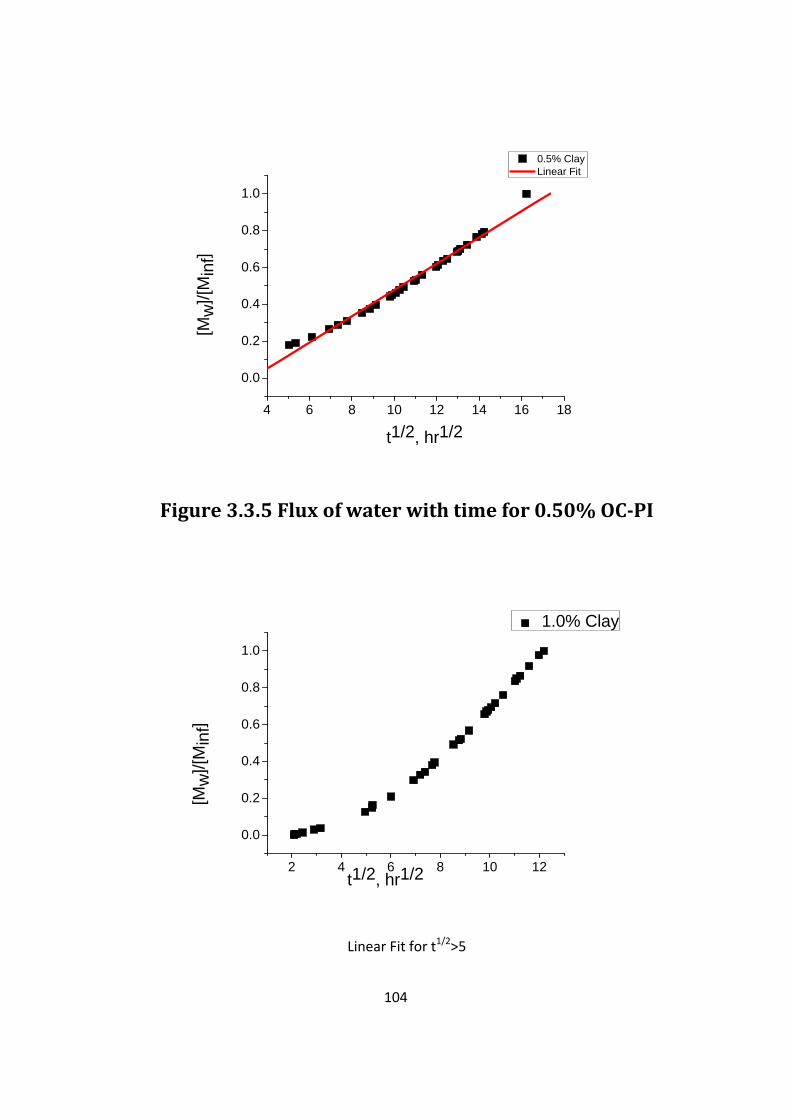
104
4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0[M
w]/[
Min
f]
t1/2, hr1/2
0.5% Clay Linear Fit
Figure 3.3.5 Flux of water with time for 0.50% OCPI
2 4 6 8 10 12
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mw
]/[M
inf]
1.0% Clay
Linear Fit for t1/2>5

105
4 6 8 10 12
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mt]/
[Min
f]
1.0% Clay Linear FIt
Figure 3.3.6 Flux of water with time for 1.00% OCPI
0 2 4 6 8 10 12 14 16 18 20 22
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
1.5% Clay
Linear Fit t1/2>5

106
4 6 8 10 12 14 16 18 20 22
0.0
0.2
0.4
0.6
0.8
1.0[M
w]/[
Min
f]
t1/2, hr1/2
1.5% Clay Linear Fit
Figure 3.3.7 Flux of water with time for 1.50% OCPI
0 2 4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0
[Mw
]/[M
inf]
t1/2, hr1/2
2.0% Clay
Linear Fit t1/2>5
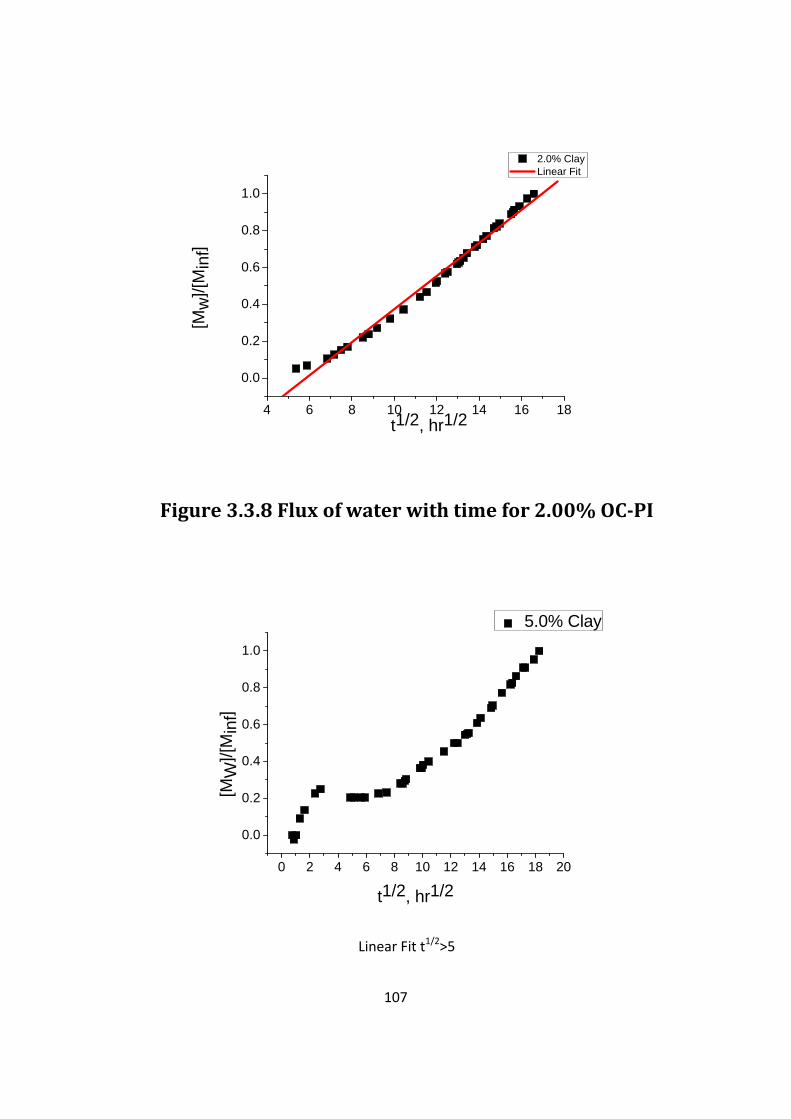
107
4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[Mw
]/[M
inf]
2.0% Clay Linear Fit
Figure 3.3.8 Flux of water with time for 2.00% OCPI
0 2 4 6 8 10 12 14 16 18 20
0.0
0.2
0.4
0.6
0.8
1.0
[MW
]/[M
inf]
t1/2, hr1/2
5.0% Clay
Linear Fit t1/2>5

108
4 6 8 10 12 14 16 18 20
0.0
0.2
0.4
0.6
0.8
1.0
t1/2, hr1/2
[MW
]/[M
inf]
5.0% Clay Linear Fit
Figure 3.3.9 Flux of water with time for 5.00% OCPI
0 2 4 6 8 10 12 14 16 18 20
0.0
0.2
0.4
0.6
0.8
1.0
0.01% PANi-clay
Mw
/Min
f
t1/2, hr1/2
Linear Fit t1/2 > 5 hr1/2

109
8 12 16 200.0
0.4
0.8
1.2 0.01% PANi-Clay Linear Fit
t1/2, hr1/2
Mw
/Min
f
Figure 3.3.10 Flux of water with time for 0.01% PANiclayPI
-2 0 2 4 6 8 10 12 14 16 18
0.0
0.2
0.4
0.6
0.8
1.0 0.05% PANi-Clay
Mw
/Min
f
t1/2, hr1/2
Linear Fit t1/2 > 5 hr1/2

110
6 7 8 9 10 11 12 13 14 15 160.0
0.2
0.4
0.6
0.8
1.0
0.05% PANi-Clay Linear Fit
t1/2, hr1/2
Mw
/Min
f
Figure 3.3.11 Flux of water with time for 0.05% PANiclayPI
0 5 10 15 20
0.0
0.2
0.4
0.6
0.8
1.0 0.25% PANi-Clay
Mw
/Min
f
t1/2, hr1/2
Linear Fit t1/2 > 5 hr1/2

111
6 8 10 12 14 16 18 20
0.0
0.2
0.4
0.6
0.8
1.0
0.25% PANi-Clay Linear Fit
t1/2, hr1/2
Mw
/Min
f
Figure 3.3.12 Flux of water with time for 0.25% PANiclayPI
0 2 4 6 8 10 12 14 16
0.0
0.2
0.4
0.6
0.8
1.0 0.50% PANi-Clay
Mw
/Min
f
t1/2, hr1/2
Linear Fit t1/2 > 5 hr1/2

112
6 8 10 12 14 16
0.0
0.2
0.4
0.6
0.8
1.0
0.50% PANi-Clay Linear Fit
t1/2, hr1/2
Mw
/Min
f
Figure 3.3.13 Flux of water with time for 0.50% PANiclayPI

Figgure 3.44.1.1 FTI
b
IR Spect
before a
113
trum of
and afte
f neat po
er diffus
olyimide
ion
e membbrane

Figure 3.4.1.2
memb
FTIR Sp
brane be
114
pectrum
efore an
m of 0.01
nd after
1% Orga
diffusio
anoclay
on
PI
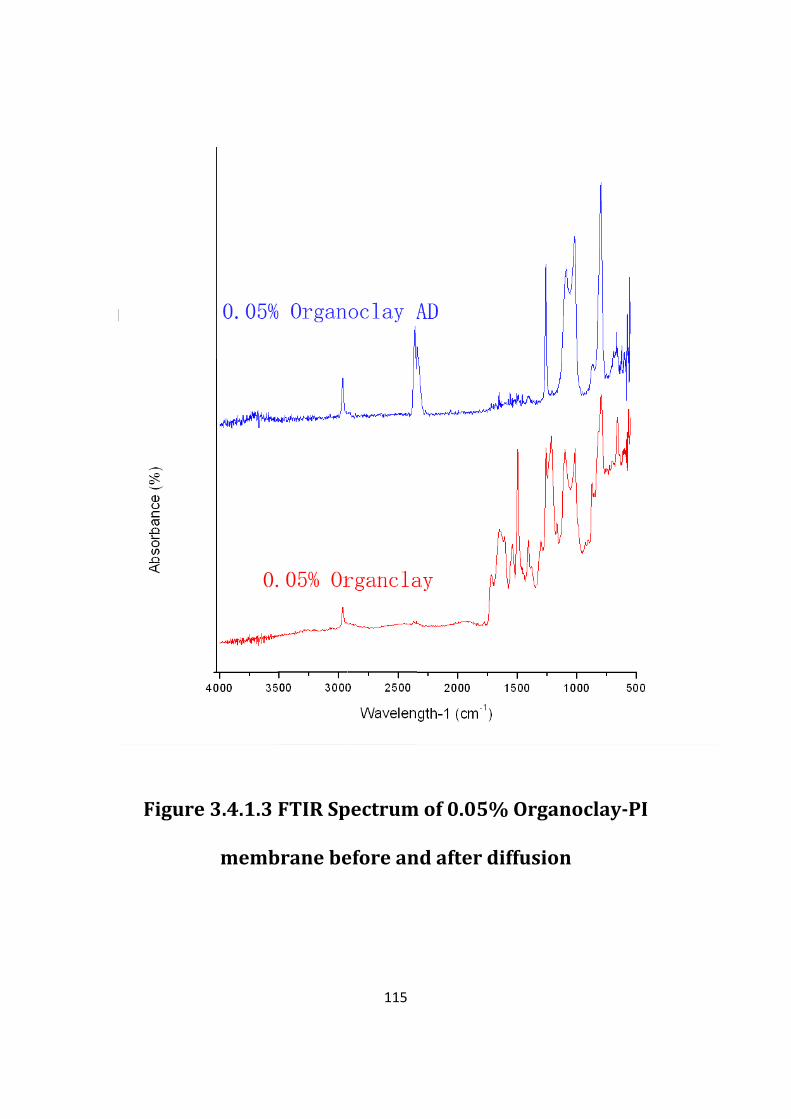
Figure 3.4.1.3
memb
FTIR Sp
brane be
115
pectrum
efore an
m of 0.05
nd after
5% Orga
diffusio
anoclay
on
PI

Figure 3.4.1.4
memb
FTIR Sp
brane be
116
pectrum
efore an
m of 0.10
nd after
0% Orga
diffusio
anoclay
on
PI

Figure 3.4.1.5
memb
FTIR Sp
brane be
117
pectrum
efore an
m of 0.25
nd after
5% Orga
diffusio
anoclay
on
PI

Figure 3.4.1.6
memb
FTIR Sp
brane be
118
pectrum
efore an
m of 0.50
nd after
0% Orga
diffusio
anoclay
on
PI
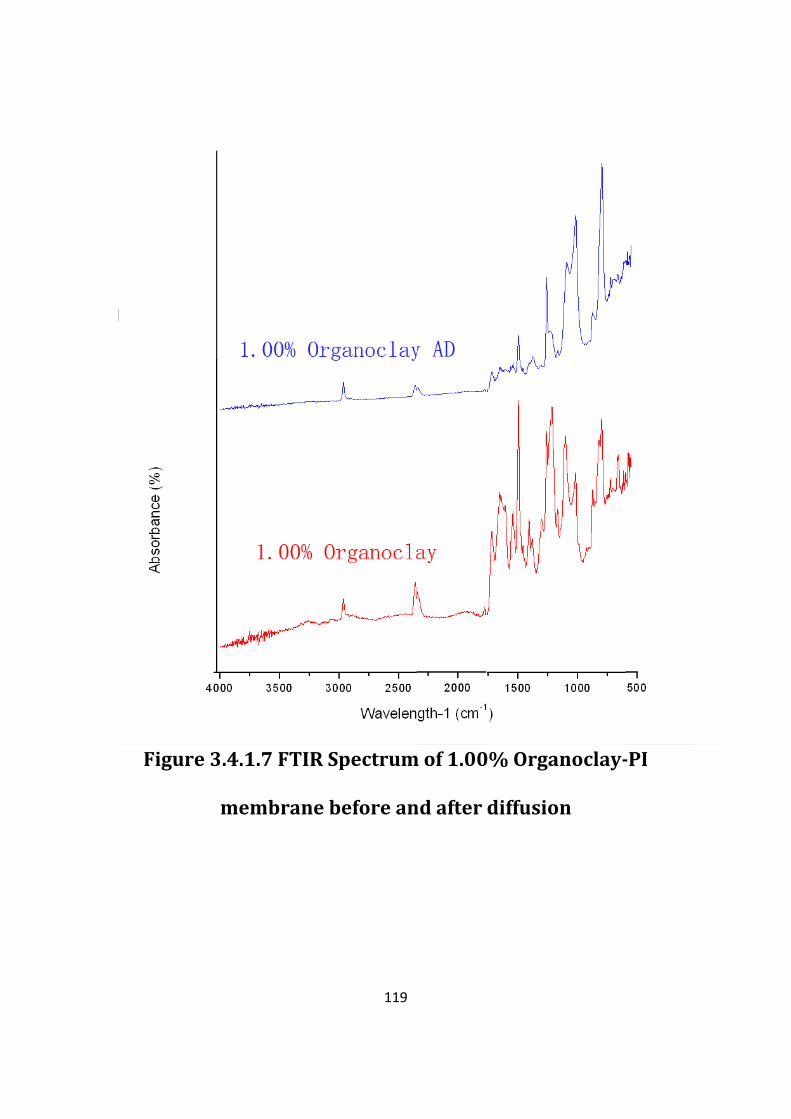
Figure 3.4.1.7
memb
FTIR Sp
brane be
119
pectrum
efore an
m of 1.00
nd after
0% Orga
diffusio
anoclay
on
PI
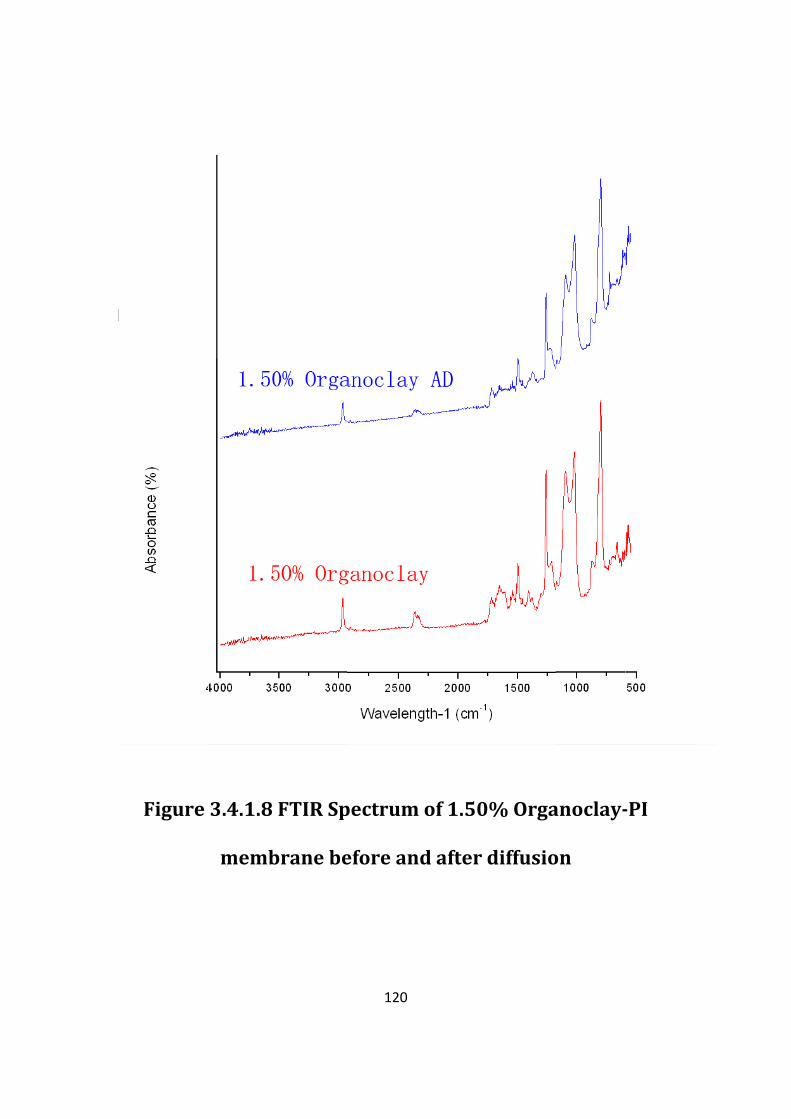
Figure 3.4.1.8
memb
FTIR Sp
brane be
120
pectrum
efore an
m of 1.50
nd after
0% Orga
diffusio
anoclay
on
PI

Figure 3.4.1.9
memb
FTIR Sp
brane be
121
pectrum
efore an
m of 2.00
nd after
0% Orga
diffusio
anoclay
on
PI
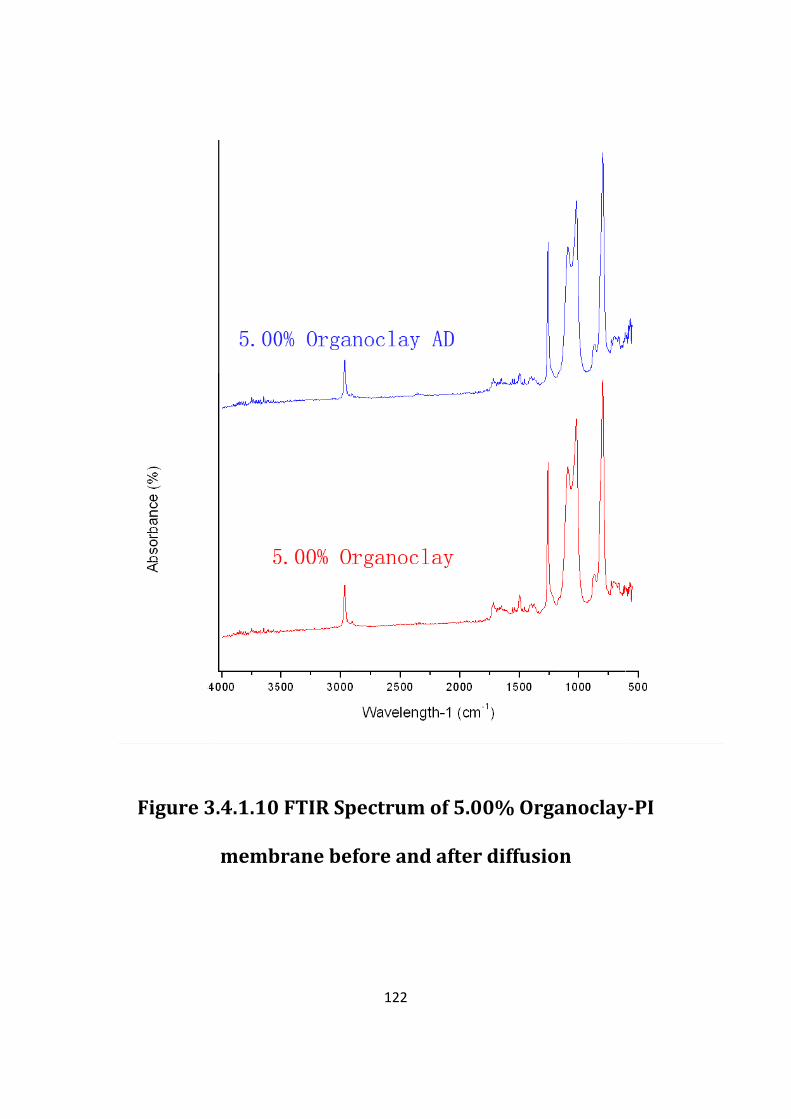
FFigure 3 3.4.1.10
memb
FTIR Sp
brane be
122
pectrum
efore an
m of 5.00
nd after
0% Orga
diffusio
anoclay
on
yPI

Figuree 3.4.1.1
memb
1 FTIR S
brane be
123
Spectru
efore an
um of 0.0
nd after
01% PA
diffusio
ANiclayP
on
PI

Figuree 3.4.1.1
memb
2 FTIR S
brane be
124
Spectru
efore an
um of 0.0
nd after
05% PA
diffusio
ANiclayP
on
PI

Figuree 3.4.1.1
memb
3 FTIR S
brane be
125
Spectru
efore an
um of 0.2
nd after
25% PA
diffusio
ANiclayP
on
PI

Figuree 3.4.1.1
memb
4 FTIR S
brane be
126
Spectru
efore an
um of 0.5
nd after
50% PA
diffusio
ANiclayP
on
PI
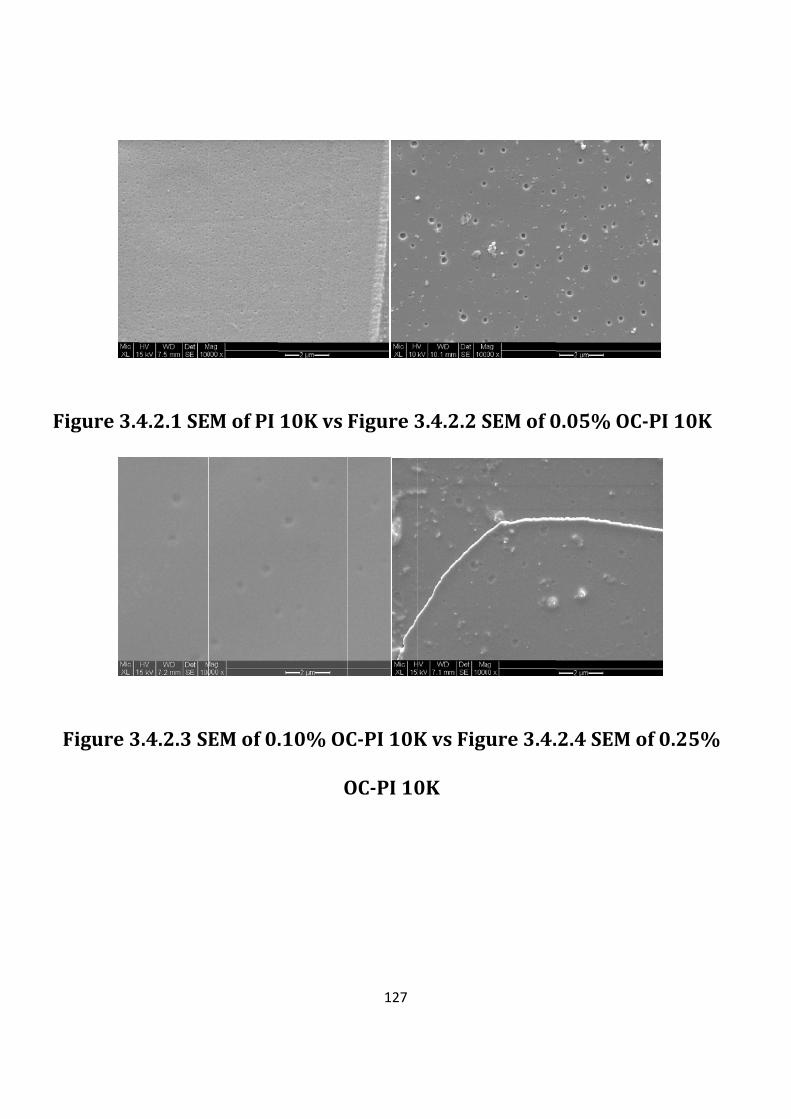
Fi
F
igure 3.4
Figure 3
4.2.1 SE
3.4.2.3 SE
EM of PI
EM of 0.
10K vs
.10% OC
O
127
Figure 3
CPI 10K
OCPI 10
3.4.2.2 S
K vs Figu
0K
SEM of 0
ure 3.4.
0.05% O
2.4 SEM
OCPI 10
M of 0.25
0K
5%
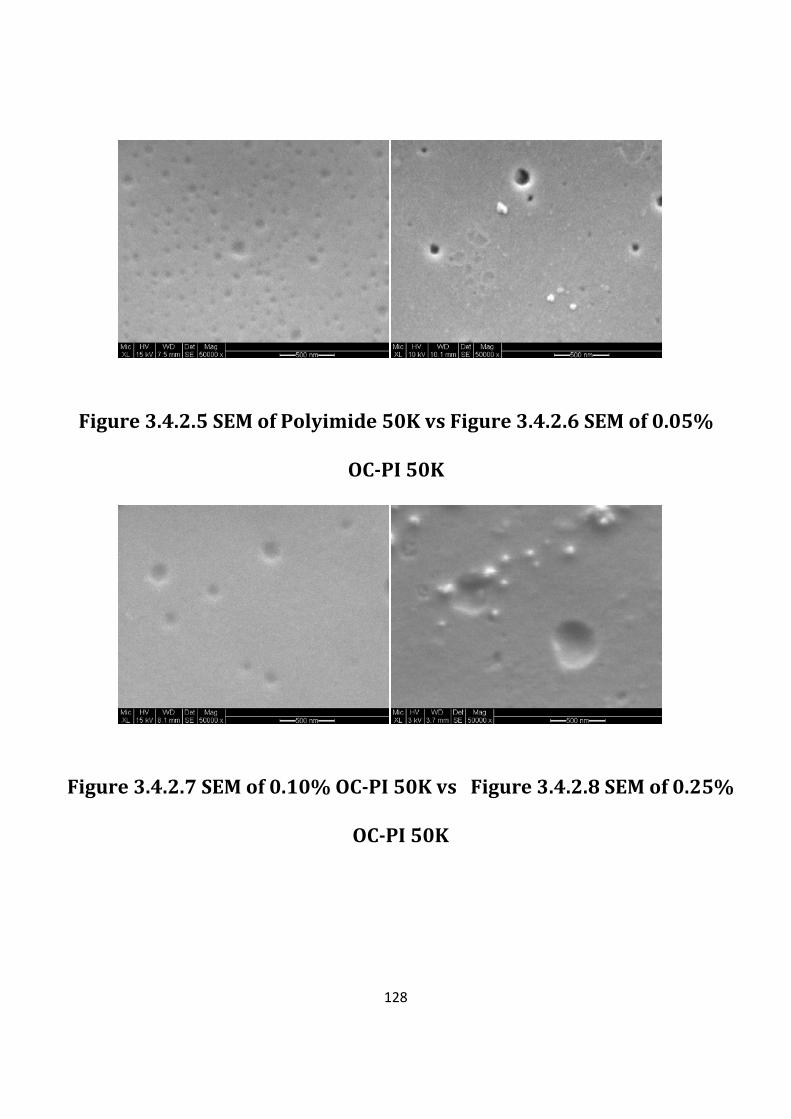
128
Figure 3.4.2.5 SEM of Polyimide 50K vs Figure 3.4.2.6 SEM of 0.05%
OCPI 50K
Figure 3.4.2.7 SEM of 0.10% OCPI 50K vs Figure 3.4.2.8 SEM of 0.25%
OCPI 50K
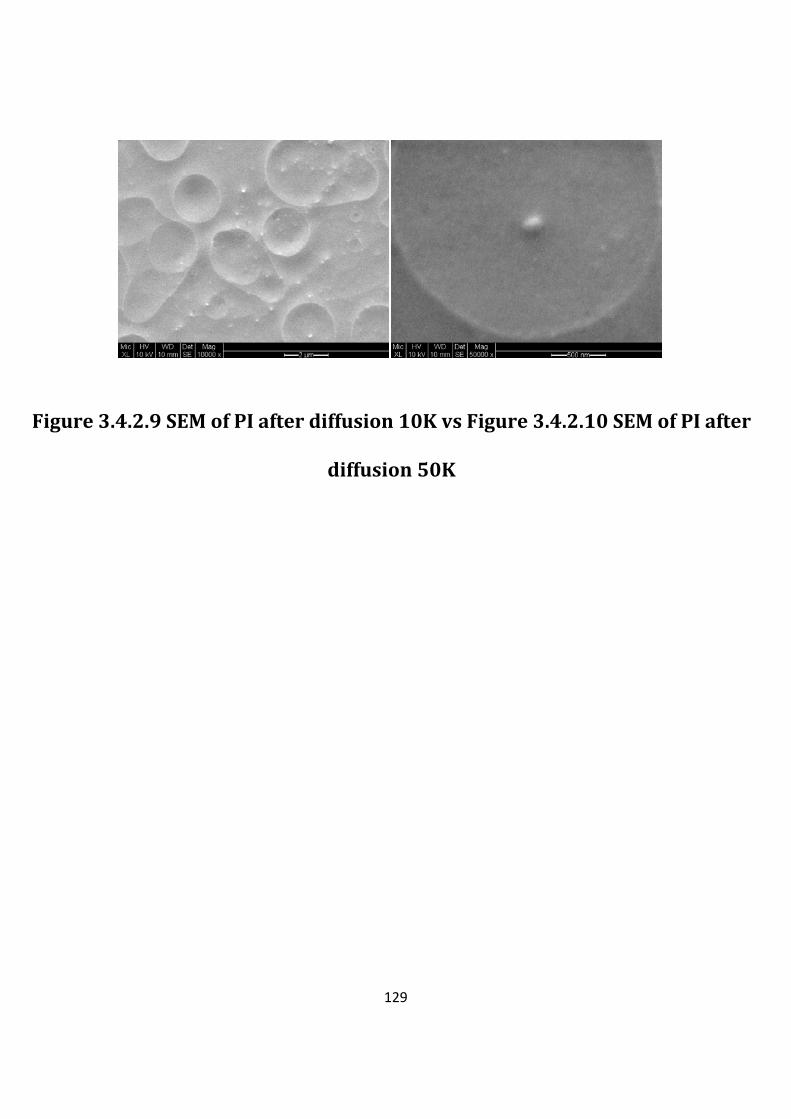
129
Figure 3.4.2.9 SEM of PI after diffusion 10K vs Figure 3.4.2.10 SEM of PI after
diffusion 50K