
Fungal bio-treatment of spruce wood with Trametes versicolor for pitch control: Influence on...
10
Bioresource Technology 98 (2007) 302–311 0960-8524/$ - see front matter © 2006 Elsevier Ltd. All rights reserved. doi:10.1016/j.biortech.2006.01.008 Fungal bio-treatment of spruce wood with Trametes versicolor for pitch control: InXuence on extractive contents, pulping process parameters, paper quality and eZuent toxicity Teris A. van Beek a,¤ , Bram Kuster a , Frank W. Claassen a , Taisto Tienvieri b , Frédérique Bertaud c , Gilles Lenon c , Michel Petit-Conil c , Reyes Sierra-Alvarez d a Laboratory of Organic Chemistry, Natural Products Chemistry Group, Wageningen University, Dreijenplein 8, 6703 HB Wageningen, The Netherlands b UPM Kymmene Corporation, Teollissuustie 1, P.O. Box 51, FIN-37601 Valkeakoski, Finland c Centre Technique du Papier, Domaine Universitaire, BP. 251, 38044 Grenoble Cedex 9, France d Department of Chemical and Environmental Engineering, University of Arizona, P.O. Box 210011, Tucson, AZ 85721-0011, United States Received 1 June 2004; received in revised form 17 November 2005; accepted 16 January 2006 Available online 6 March 2006 Abstract Lipophilic low molar-mass constituents in wood chips for the paper industry result in low quality pulp, pitch deposition, and eZuent toxicity. New biotechnological solutions such as fungal pre-treatment of wood chips can reduce pitch problems. This laboratory-scale study focuses on the potential and limitations of a fungal bio-treatment of Norway spruce chips with the white-rot fungus Trametes versi- color. DiVerent fungal treatment conditions were compared. A 4-week fungal treatment reduced the concentration of resin acids and triglycerides by 40% and 100%, respectively, but neither lowered the energy requirements of the TMP process nor signiWcantly aVected the morphological Wber characteristics and the physical pulp properties. The pre-treatment led to slightly poorer optical properties. The Trametes versicolor fungal treatment contributed to a less toxic eZuent and improved the biodegradability. A treatment of 2–3 weeks appears optimal. © 2006 Elsevier Ltd. All rights reserved. Keywords: Lipophilic wood extractives; Biodegradation; Norway spruce; White-rot fungus; EZuent toxicity; Pitch 1. Introduction Lipophilic wood constituents such as resin acids, free fatty acids, sterols, triglycerides and sterol esters occur in low concentrations in wood (Fengel and Wegener, 1989). In spite of being present at a concentration of only 1–3%, their presence leads to serious technical and environmental prob- lems in pulp and paper mills (Allen, 1980; Hillis and Sumimoto, 1989). The deposition of extractives (pitch) is responsible for technical problems with paper machines and a lower paper quality (Beatson et al., 1999; del Rio et al., 1999). Certain constituents such as resin acids cause increased aquatic toxicity of paper industry eZuents. This is especially true for the thermomechanical pulping (TMP) process (Munkittrick and Sandstrom, 2003; Walden and Howard, 1977). Pitch problems in pulping processes can be diminished by eYcient debarking and seasoning logs and wood chips and by adding pitch control agents (Allen et al., 1991). In the past decade as an alternative method, wood chips have been treated with diVerent wood-inhabiting fungi with the aim of degrading lipophilic wood constituents (Farrell et al., 1993; Gutierrez et al., 2001; Messner et al., 2003). Biopulping is a biotechnological process involving the treatment of wood chips with white-rot fungi prior to pulping. * Corresponding author. Tel.: +31 317 482376; fax: +31 317 484914. E-mail address: [email protected] (T.A. van Beek).
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Fungal bio-treatment of spruce wood with Trametes versicolor for pitch control: Influence on...

Bioresource Technology 98 (2007) 302–311
Fungal bio-treatment of spruce wood with Trametes versicolor for pitchcontrol: InXuence on extractive contents, pulping process parameters,
paper quality and eZuent toxicity
Teris A. van Beek a,¤, Bram Kuster a, Frank W. Claassen a, Taisto Tienvieri b,Frédérique Bertaud c, Gilles Lenon c, Michel Petit-Conil c,
Reyes Sierra-Alvarez d
a Laboratory of Organic Chemistry, Natural Products Chemistry Group, Wageningen University, Dreijenplein 8, 6703 HB Wageningen, The Netherlandsb UPM Kymmene Corporation, Teollissuustie 1, P.O. Box 51, FIN-37601 Valkeakoski, Finland
c Centre Technique du Papier, Domaine Universitaire, BP. 251, 38044 Grenoble Cedex 9, Franced Department of Chemical and Environmental Engineering, University of Arizona, P.O. Box 210011, Tucson, AZ 85721-0011, United States
Received 1 June 2004; received in revised form 17 November 2005; accepted 16 January 2006Available online 6 March 2006
Abstract
Lipophilic low molar-mass constituents in wood chips for the paper industry result in low quality pulp, pitch deposition, and eZuenttoxicity. New biotechnological solutions such as fungal pre-treatment of wood chips can reduce pitch problems. This laboratory-scalestudy focuses on the potential and limitations of a fungal bio-treatment of Norway spruce chips with the white-rot fungus Trametes versi-color. DiVerent fungal treatment conditions were compared. A 4-week fungal treatment reduced the concentration of resin acids andtriglycerides by 40% and 100%, respectively, but neither lowered the energy requirements of the TMP process nor signiWcantly aVected themorphological Wber characteristics and the physical pulp properties. The pre-treatment led to slightly poorer optical properties. TheTrametes versicolor fungal treatment contributed to a less toxic eZuent and improved the biodegradability. A treatment of 2–3 weeksappears optimal.© 2006 Elsevier Ltd. All rights reserved.
Keywords: Lipophilic wood extractives; Biodegradation; Norway spruce; White-rot fungus; EZuent toxicity; Pitch
1. Introduction
Lipophilic wood constituents such as resin acids, freefatty acids, sterols, triglycerides and sterol esters occur inlow concentrations in wood (Fengel and Wegener, 1989). Inspite of being present at a concentration of only 1–3%, theirpresence leads to serious technical and environmental prob-lems in pulp and paper mills (Allen, 1980; Hillis andSumimoto, 1989). The deposition of extractives (pitch) isresponsible for technical problems with paper machinesand a lower paper quality (Beatson et al., 1999; del Rio
* Corresponding author. Tel.: +31 317 482376; fax: +31 317 484914.E-mail address: [email protected] (T.A. van Beek).
0960-8524/$ - see front matter © 2006 Elsevier Ltd. All rights reserved.doi:10.1016/j.biortech.2006.01.008
et al., 1999). Certain constituents such as resin acids causeincreased aquatic toxicity of paper industry eZuents. Thisis especially true for the thermomechanical pulping (TMP)process (Munkittrick and Sandstrom, 2003; Walden andHoward, 1977).
Pitch problems in pulping processes can be diminishedby eYcient debarking and seasoning logs and wood chipsand by adding pitch control agents (Allen et al., 1991). Inthe past decade as an alternative method, wood chips havebeen treated with diVerent wood-inhabiting fungi with theaim of degrading lipophilic wood constituents (Farrellet al., 1993; Gutierrez et al., 2001; Messner et al., 2003).Biopulping is a biotechnological process involving thetreatment of wood chips with white-rot fungi prior to pulping.

T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311 303
This process can lead to energy savings during the reWningof wood pulp, improvement of paper quality, and wastereduction (Akhtar et al., 2000; MansWeld and Esteghlalian,2003; Messner, 1998). Earlier it was shown that the white-rot fungi Bjerkandera sp. strain BOS55 and Trametes ver-sicolor (strain LaVec 94–6) were able to eliminate 95% ofthe triglycerides and 58–87% of other lipophilic extractiveclasses relative to an abiotic control from Scots pine sap-wood by a 2 week solid-state fermentation (Martínez-Iñigo et al., 1999; Dorado et al., 2000). This eliminationwas accompanied by a 7- to 17-fold reduction in toxicityin the Microtox bioassay. This appears promising, how-ever, eVects on the pulping process, eZuent compositionand toxicity, and paper quality are largely unknown. Thisresearch evaluates the eVects of a fungal pre-treatment ofindustrially used spruce chips on a laboratory scale onpulp and paper quality, TMP process parameters, chemi-cal degradation of non-polar constituents, and eZuenttoxicity to pinpoint advantages and potential problemsbefore a pilot-scale trial.
2. Methods
2.1. Microorganisms and culture conditions
Bjerkandera sp. strain BOS55 and T. versicolor strainLaVec94–6 (CBS 114372) were kindly supplied by Dr. J.A.Field, formerly Division of Industrial Microbiology,Department of Food Science of Wageningen University.Cultures were maintained at 4 °C on glucose and peptoneyeast extract slants (per litre: 20 g of glucose, 5 g of peptone,2 g of yeast extract and 15 g of agar). They were prepared asneeded and refrigerated until used. For inoculation, strainswere cultured at 27 °C for 5 days on malt extract plates (perlitre: 20 g of malt extract and 15 g agar). Six millimeter agarplugs from the leading edge were used as inoculum in theexperiments using wood meal.
Fungal mycelium was utilized to inoculate experi-ments with industrial wood chips. The mycelium wascultured in 1000 mL Erlenmeyer Xasks supplied with175 mL of a basal culture medium containing 2.2 mM Nas diammonium tartrate, 56 mM glucose and BIII min-eral medium (Tien and Kirk, 1988), and 20 mM 2,2-dim-ethylsuccinate (pH 4.5) buVer. Following sterilization,each Xask was supplemented with Wlter-sterilized thia-mine (2 mg L¡1) and 15 colonised agar plugs, and thenincubated at 27 °C for 10–12 days. Subsequently, the cul-ture medium was decanted. The mycelial mat was washedand re-suspended in sterile distilled water and then dis-
persed into slurry by gentle blending (Waring Commer-cial Blender©). The dry weight of the mycelium wasdetermined by separating the mycelial mat from the cul-ture Xuid by Wltration through dried and tared glassWlters, rinsing with distilled water, overnight drying at105 °C, and weighing.
2.2. Wood
After felling Norway spruce trees in Southwest Finland,the trees were left in the forest for 2 weeks and then storedfor 2 weeks in the mill yard. The chip collection was a sam-pling over a period of 2 h, which is the time correspondingto the chipping of four truckloads. The chips were of indus-trial size (average chip length: 20.2 mm; average chip thick-ness: 4.3 mm). After the logs were debarked, they wereimmediately chipped. Thereafter the chips were frozen,stored at ¡20 °C and shipped frozen to Wageningen with-out delay. Before use, the frozen chips were thawed andautoclaved immediately.
2.3. Fungal treatment of industrial wood chips
Polypropylene bags (26£ 51£ 10 cm3) (SAC-O2©) thatpermitted passive aeration and a relatively constanthumidity were used. The bags were Wlled with 3 kg (moistweight, m.w.) of chips, and autoclaved (121 °C, 30 min).The bags were allowed to cool down and then they wereinoculated under aseptic conditions using mycelium slurry(0.4–1.0 g o.d. (oven dried) fungus per kg of wood) asdescribed above. Uninfected sterile controls were also runin parallel (abiotic controls). The bags with wood chipswere sealed with adhesive tape and incubated under an airatmosphere at 27 °C and 70% relative humidity for 2, 4and 8 weeks. Experiments were conducted in triplicate.Some bags were supplied with a variable glucose addition(0%, 0.5% and 2% on a dry wood weight basis) (Table 1).Removal of total extractives, elimination of speciWc woodextractive constituents and total wood mass losses in fun-gal treatments and control samples were determined. Con-trol and treated wood chips were subjected to mechanicalpulping.
Total extractive yield was determined gravimetrically byweighing an acetone extract after evaporation of thesolvent. The weight loss of the wood was determined gravi-metrically. Dry weight was calculated indirectly by deter-mining the moisture content in a sub-sample of the woodchips in order to avoid thermal modiWcation of the woodconstituents.
Table 1Conditions of bio-treatment experiments
Samples C0W A2W T2w 0G T2w 0.5G T2w 2G T4w 0.5G T8w 0.5G
Treatment Control Abiotic treatment T. versicolor T. versicolor T. versicolor T. versicolor T. versicolorDuration (week) 0 2 2 2 2 4 8Glucose dose (g/100 g) 0 0 0 0.5 2 0.5 0.5

304 T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311
2.4. Preparation of thermomechanical pulpsand determination of the pulp bleachabilityand of pulp properties
Wood chips were steamed for 5 min at atmospheric pres-sure. They were processed with a 12� single-disc reWner intwo steps to simulate the TMP process: one step for liberat-ing the Wbers from the wood matrix (deWbration) and thesecond for removing Wber bundles and developing externalWbrillation and paper strengths (reWning). For studying thepulping behaviour, diVerent freeness levels (approx. 50–180 mL CSF) were reached for the reWned pulps. In order totest the variability of the fungal treatment and of the pulpprocessing, the control samples at time zero and abioticsamples after 2 weeks were studied in triplicate. The TMPprocess was only applied in one trial from each series ofbio-treated wood chips. To evaluate the pulp properties,handsheets were prepared according to ISO 5269-2 stan-dard. Physical and optical properties were measured onthese handsheets: tensile index (NF EN ISO 1924-2, 1995),tear index (NF EN 21974, 1994), brightness (ISO 2470,1999), opacity (ISO 2471, 1998) and scattering coeYcient(ISO 9416, 1998). To determine the pulp bleachability withalkaline hydrogen peroxide, the pulps were bleached with3% H2O2, 1.9% NaOH and 2.1% commercial Na2SiO3 for2 h at 70 °C and 25% pulp consistency. The Wnal brightnesswas measured on a handsheet prepared with ISO 5269-1standard and residual peroxide was measured by titrationof the peroxide in the bleaching eZuent.
2.5. Preparation of simulated TMP waters
Simulated eZuents were artiWcially prepared by millingand reXuxing a separate batch of 40 g chips in 960 mL ofwater for 3 h. After cooling down, the suspension wasWltered through a glass Wber membrane (Whatman GF/A:,100% borosilicate glass: binder-free glass microWberapproximately 1.6 �m pore size) to remove any coarse woodparticles. The Wltrate was the simulated eZuent. A basicchemical characterisation was undertaken on simulatedTMP waters (pH, chemical oxygen demand (COD) and drymatter). The simulated TMP waters were submitted tochemical analysis (wood extractives) and toxicological testsaccording to Microtox tests (acute toxicity) and algal tests(chronic toxicity). Finally, biodegradation assays in a batchreactor allowed a wastewater treatment plant simulation, inorder to evaluate the biodegradability of the “simulated”TMP waters.
2.6. Wood extractives in wood chips, TMP pulps,and TMP waters
Analysis of wood and TMP pulp samples: after over-night drying of wood chips and pulp samples at 60 °C, thewood samples were mixed with solid carbon dioxide(¡80 °C) to prevent any thermal degradation of the woodextractives during the milling. A Retsch mill was used.
Milled wood chip samples were sieved in order to get ahomogeneous sawdust with particle sizes ranging from 18to 40 mesh (0.425–1 mm). Afterwards, Soxhlet extractionwas carried out with distilled acetone for 6 h. The acetonewas removed in vacuo with a rotary evaporator.
After drying, the pulp samples were coarsely cut intosmaller particles. No further milling occurred. They wereextracted in a Soxhlet apparatus with distilled acetone for 6h.The acetone was removed in vacuo with a rotary evaporator.
The acetone extractives, namely resin acids (e.g. dehy-droabietic acid: DeAb, abietic acid and related non-aromatic resin acid: Ab), long chain fatty acids (linolenicacid: LnnA, pinolenic acid: PnA, linoleic acid: LnA; oleicacid: OA), sterols (campesterol: Camp; �-sitosterol: B-Sit),triglycerides (LLLD trilinolein, LLOD1,2-dilinoleoyl-3-oleoyl-rac-glycerol, LLPD 1,2-dilinoleoyl-3-palmitoyl-rac-glycerol) and a steryl ester (B-sit-LnA) were analysed byhigh-pressure liquid chromatography with evaporativelight scattering detection (HPLC-ELSD). Acetone extractswere dissolved in MeCN–MeOH–CH2Cl2 (60:8:40). Methylheptadecanoate was used as internal standard at an accu-rately known concentration (t1.5 mg mL¡1). Subsequently,samples were injected and separated by an Alltima C-185 �m end-capped reversed phase HPLC column. The elu-ents A and B were MeCN–H2O–acetic acid (90:10:0.1) andMeCN–MeOH–CH2Cl2 (60:8:40), respectively. The chro-matographic conditions were as follows: 100% A for 8 min,then a linear increase to 100% B from 8 to 45 min, isocraticelution with 100% B for 20 min and a linear decrease to100% A in 5 min. The column was equilibrated with 100%A for 5 min prior to the following injection. The Xow ratewas 1.0 mL min¡1 and the temperature of the column 30 °C(Claassen et al., 2000).
Analysis of TMP waters. Lipophilic wood extractives inthe simulated TMP waters were extracted by means of solidphase extraction (SPE). A 500 mg C-18 SPE cartridge wasused. The sample was prepared for analysis by sampling50.0 mL while continuously stirring the TMP water to get ahomogeneous mixture. Acetic acid was added to this sampleto lower the pH to pHt3 and 15 �l of a 200 mg mL¡1 solu-tion of methyl heptadecanoate (internal standard) in THFwas added. This resulted in a Wnal concentration of 1.5 mginternal standard mL¡1 in the sample prior to HPLC analy-sis. Once the sample was fully prepared, it was transferred tothe SPE column. The run-through fraction was discarded.After all of the sample had passed through the SPE column,the column was allowed to dry for 15 min. The non-polarcompounds were washed from the SPE column using 15 mLof eluent B. This solution was evaporated, re-dissolved in2 mL of eluent and Wltered. Analysis of the simulated TMPwater samples was done with HPLC-ELSD similar to thewood chips and pulp samples.
2.7. Toxicity of TMP waters
The Microtox assay was carried out according to standardmethods (NF EN ISO 11348-3, 1999). The toxicity is

T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311 305
expressed as eZuent concentration (%, v/v) leading to adecrease of 50% of the microbial activity compared to anuninhibited control: i.e. EC50. The test was carried out dur-ing 5, 15, and 30min. Samples were Wrst tested at the original(acidic) pH and again after neutralisation with 1 M NaOH, inorder to observe a possible toxic eVect due to acidic pH. Alow pH could inhibit the microorganisms.
The quality of the eZuent was also evaluated by thechronic algae toxicity test (as described by Blaise (1986)and according to the French standard AFNOR NF T90-375, 1998), after neutralisation of the sample acidity. Thistest was carried out during 72 h. The toxicity response wasevaluated as EC50 (%), as done previously.
2.8. Aerobic biodegradation of TMP waters
The biodegradability of simulated TMP waters wasdetermined according to the method ISO 9888 (1999).Reactors (5 L) were Wlled with a nutritive solution (OCDE,1984) and inoculated with activated sludge (0.5 mg sus-pended solids/L). The activated sludge was obtained froman industrial pulp and paper wastewater treatment plant,receiving TMP process eZuents. A collection of sevenXasks was prepared, corresponding to (1) blank (lackingwastewater), (2) aniline reference (at 610 mg L¡1 equivalentCOD), (3) DeAb solution (8 mg L¡1) and (4)–(7) simulatedTMP water samples tested at concentrations lower than500 mg COD L¡1. The biodegradation assays were under-taken for 21 days under a continuous oxygen supply.Oxygen consumption was measured continuously duringthe test. Water samples were collected regularly for CODmeasurements and DeAb analysis by GC/FID (Örså andHolmbom, 1994).
3. Results and discussion
3.1. EVect of fungal treatment on lipophilic extractives
Batches of 3 kg of fresh Norway spruce chips weretreated for 2, 4 and 8 weeks with two diVerent white-rotfungi (Bjerkandera sp. strain BOS55 and T. versicolor strainLaVec94–6). Various regimes of nutrient supplementationin the form of a glucose spray (0, 0.5 and 2%) were applied.There was no measurable inXuence of the fungal pre-treat-ment on the overall weight loss of the wood chips. Thisindicates that there was most likely no breakdown of cellu-lose. Also there was no signiWcant eVect on the totalamount of acetone extractables. As the concentration ofindividual lipophilic compounds did decrease signiWcantly(vide infra), this suggests that the polar fraction of theacetone extractives, which eluted at early retention times,must have increased accordingly. In degradation studieswith eucalyptus wood, Gutierrez et al. (1999) observed thatsome basidiomycetes released signiWcant amounts of polarextractives, which were identiWed by thermochemolysis asproducts of lignin depolymerisation. In Fig. 1 the relativedegradation of individual lipophilic constituents is
depicted. The absolute concentration of each constituent inthe chips at time zero is given in Table 2. The lipophiliccompounds associated with pitch deposition, i.e. triglycer-ides and the steryl ester, as well as the long chain fatty acids,were extensively degraded by T. versicolor. Wood pre-treat-ment with Bjerkandera sp. was also eVective in removing alarger proportion of the triglyceride fraction in industrialchips from Norway spruce, but it only achieved partialremoval of the steryl ester and the long chain fatty acidsafter 8 weeks. The two white-rot strains provided onlymoderate removal of sterols and the toxic resin acids (lessthan 50% after 8 weeks). The extractive degradationincreased with increasing incubation time but little addi-tional degradation occurred from 4 to 8 weeks. Sprayingthe chips with a glucose solution prior to inoculation hadno signiWcant inXuence on the breakdown rate of the lipo-philic wood compounds as monitored by HPLC (data notshown). Thus the addition of glucose to spruce chips doesnot appear to be very useful to enhance pitch degradation.However, glucose supplements could be beneWcial in indus-trial trials to favour colonisation of non-sterile wood chipsby the selected fungal strain and to minimize cellulose deg-radation (Akhtar et al., 1997a,b).
Because T. versicolor showed a better capacity for elimi-nating non-polar constituents from spruce chips, the chipstreated with Trametes were selected for the TMP process.Spruce wood chips, untreated and treated with T. versi-color, were used to prepare biopulps and simulated TMPwaters at laboratory scale (Table 1). In pulp samplesderived from the Trametes treated spruce chips with 0.5%glucose addition, a complete removal of the triglyceridefraction and a considerable decrease of the steryl ester andlong chain fatty acids could be observed relative to the non-inoculated control after only 2 weeks of fungal treatment(Fig. 2). Biological removal of steryl esters and long chainfatty acids increased with longer incubation times. In con-trast the sterols and resin acids were poorly removed, evenafter 8 weeks of incubation (Fig. 2). Non-polar extractives(steroids, triglycerides, and steryl ester) could not be detectedin simulated TMP waters (Table 3), which is probably due totheir low aqueous solubility. Free fatty acids and resin acidswere detected in the eZuent samples showing that theywere partially extracted during the TMP process (Table 3).One can observe a considerable reduction in the concentra-tions of the resin acids and the free fatty acids in the TMPwaters relative to the abiotic control as a result of fungaltreatment.
3.2. EVect of fungal treatment on pulp process parameters
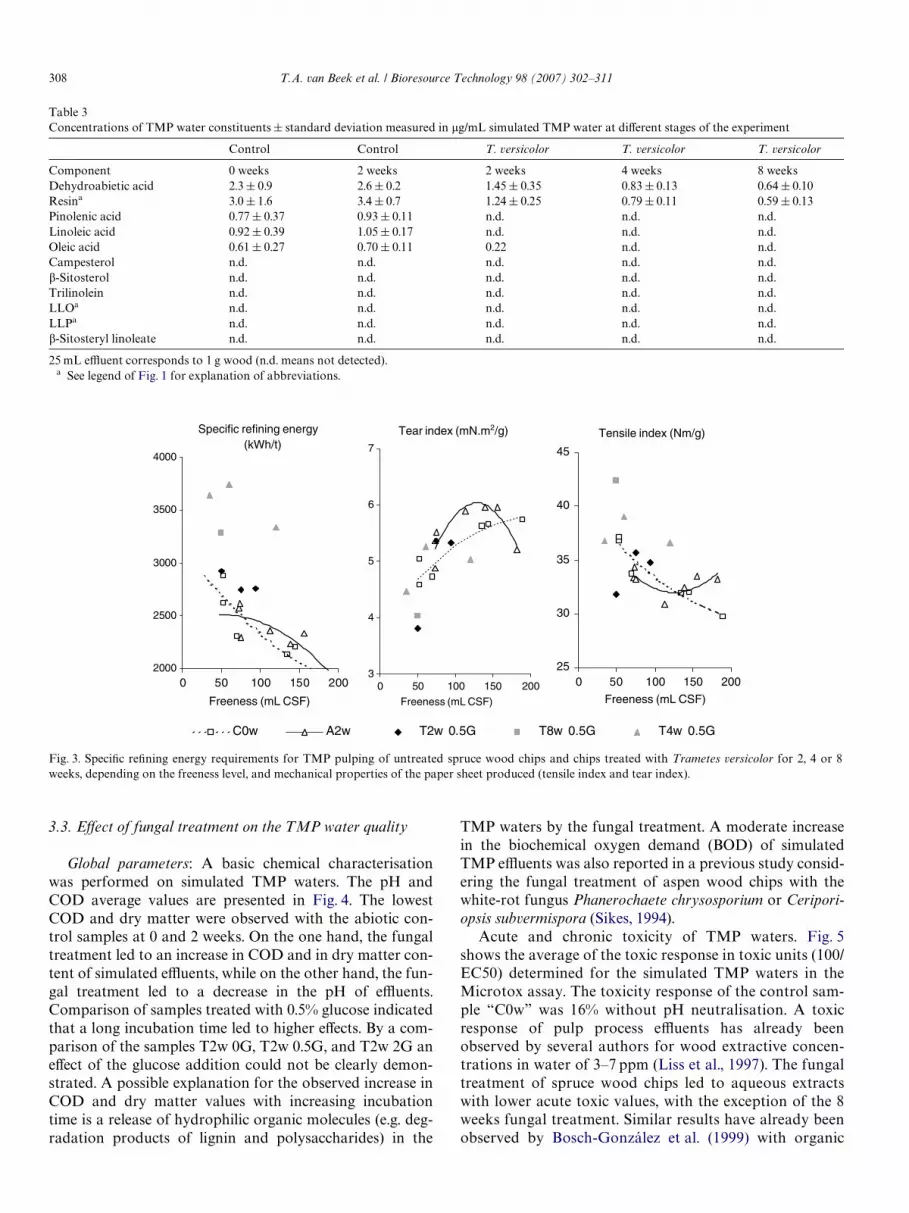
Energy requirements: The primary reWning energyrequired for the deWbration was higher after the fungaltreatment. The energy consumption increased with theduration of the bio-treatment (Fig. 3). A high glucose doseadded during the bio-treatment slightly increased deWber-ing energy. The variability of the results was very low(RSD < 5%). DiVerent freeness levels were reached and

306 T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311
reWning energy consumptions were also measured (the free-ness level is the proportion of dilution water recoveredfrom a sample of paper stock by drainage measured by astandard method). Overall, the speciWc energy (primaryreWning energy plus secondary reWning energy) was higherfor bio-treated chips for diVerent freeness levels (Fig. 3). Ahigh glucose dose used during the bio-treatment adverselyaVected the process due to foam formation during reWningand a higher speciWc energy need. Therefore, it appears thatthe fungal treatment modiWed the energy distributionbetween the primary and the secondary reWners. In contrastwith these Wndings, fungal pre-treatment of wood chips has
been reported to decrease reWning energy requirementsin several biomechanical pulping studies (Akhtar et al.,2000; MansWeld and Esteghlalian, 2003). Fiber cell wall sep-aration during the TMP process generally takes placebetween the primary and the secondary cell walls and moreparticularly between S1 and S2 (Salmèn et al., 1999). Thefungal treatment could introduce phenolic and non-phenoliclignin modiWcation through microbial activity and theresulting transformation in the structure of the cell wall lay-ers and their corresponding linkages (Geng and Li, 2002).After fungal treatment of the wood chips, the deWberingaction was facilitated but much more energy was needed
Fig. 1. Degradation of diVerent wood constituents in spruce wood by Trametes versicolor and Bjerkandera sp. as a function of time with the addition of0.5% glucose. DeAb D dehydroabietic acid, RESIN D all resin acids (e.g. abietic acid) except DeAb, LnnA D linolenic acid, PnA D pinolenic acid,LnA D linoleic acid, OA D oleic acid, Camp D campesterol, B-sitD �-sitosterol, LLL D trilinolein, LLO D 1,2-dilinoleoyl-3-oleoyl-rac-glycerol, LLP D 1,2-dilinoleoyl-3-palmitoyl-rac-glycerol, B-sit-LnA D �-sitosteryl linoleate. When there is no standard deviation (SD) depicted, the SD D 0.
0
10
20
30
40
50
60
70
80
90
100
110
DeAb RESIN LnnA PnA LnA OA Cam p B-sit LLL LLO LLP B-sit-LnA
degr
adat
ion
(%)
Bjerkandera 2 Weeks Bjerkandera 4 Weeks Bjerkandera 8 Weeks
0
10
20
30
40
50
60
70
80
90
100
110
DeAb RESIN LnnA PnA LnA OA Camp B-sit LLL LLO LLP B-sit-LnA
degr
adat
ion
(%)
Trametes 2 weeks Trametes 4 weeks Trametes 8 weeks

T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311 307
for peeling oV the composite lamella and the S1 layer, inorder to get access to the S2 cellulose microWbrils, essentialfor paper making. The total energy consequently increasedand the energy balances changed.
Mechanical properties of the pulps: The mechanical prop-erties of the TMP pulps were measured on handsheets.According to the tear and tensile indices, the fungal treatmentdid not aVect the mechanical properties (Fig. 3). A pro-longed incubation or a high glucose dose slightly decreasedthe physical characteristics of the Wbers (Fig. 3). As theseproperties depend mainly on the cellulose characteristics, itcan be assumed that the fungal treatment did not aVect thecellulose polymer. Additionally, some Wber measurements
Table 2Concentrations of spruce constituents in chips at time zero in mg/g wood
a See legend of Fig. 1 for explanation of abbreviations.
Compound Concentration in mg/g
Dehydroabietic acid 0.58Resin acids excl. DhAb 1.04Linolenic acid 0.03Pinolenic acid 0.33Linoleic acid 0.21Oleic acid 0.14Campesterol 0.05�-Sitosterol 0.11LLLa 0.06LLOa 0.10LLPa 0.02�-Sitosterol linoleate 0.23
were carried out with a MorW apparatus (i.e. dimensions,Wbrillation, relative bonded area). The bio-treatment onlymarginally aVected the Wbers and shives characteristics(detailed results not shown). Overall it may be concludedthat T. versicolor pre-treatment of spruce chips had no sig-niWcant negative or positive eVect on the TMP pulp qualityand Wber characteristics.
Optical properties of TMP and pulp bleachability. Inaddition to the physical properties, the optical characteris-tics of the pulp Wbers were evaluated. Pulps obtained frombio-treated wood possessed a 45% ISO brightness while theabiotic control showed a brightness of 53%. These negativeeVects increased with the incubation time of the bio-treat-ment and the glucose dose (39% and 38% for T2w 2G andT8w 0.5G respectively). Possibly the fungal treatmentinduced the formation of chromophores through the modi-Wcation of lignin (Geng and Li, 2002).
In this study, an alkaline peroxide bleaching was carriedout on the pulps from bio-treated wood chips. In the case ofa short incubation time (<4 weeks), and with a 0.5% glucosedose, the peroxide consumption was similar to that of thecontrol samples. When the brightness was very low (T2w2G and T8w 0.5G), 10% more peroxide was needed. Inmost cases, the bleaching stage allowed signiWcant bright-ness gains, and after bleaching the measured brightness wasvery similar for all samples (65–70% ISO), except for T8w0.5G and T2w 2G. These results showed that the bio-treat-ment generates lignin chromophores that cause the low ini-tial brightness but respond well to oxidation.
Fig. 2. Concentrations of diVerent wood constituents in pulp samples derived from spruce treated with Trametes versicolor with the addition of 0.5% glu-cose as a function of time. DeAb D dehydroabietic acid, RESIN D all resin acids (e.g. abietic acid) except DeAb, LnnAD linolenic acid, PnA D pinolenicacid, LnA D linoleic acid, OA D oleic acid, Camp D campesterol, LLL D trilinolein, LLOD 1,2-dilinoleoyl-3-oleoyl-rac-glycerol, LLPD 1,2-dilinoleoyl-3-palmitoyl-rac-glycerol, B-sit-LnAD �-sitosteryl linoleate. When no bar is presented, this means that the concentration was zero.
0
50
100
150
200
250
DeAb RESIN LnnA PnA OA Camp B-sit LLL LLO LLP B-sit-LnA
conc
.(µg
/g)
Control 0 weeks
Control 2 weeks
Trametes 2 weeks
Trametes 4 weeks
Trametes 8 weeks
308 T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311
3.3. EVect of fungal treatment on the TMP water quality
Global parameters: A basic chemical characterisationwas performed on simulated TMP waters. The pH andCOD average values are presented in Fig. 4. The lowestCOD and dry matter were observed with the abiotic con-trol samples at 0 and 2 weeks. On the one hand, the fungaltreatment led to an increase in COD and in dry matter con-tent of simulated eZuents, while on the other hand, the fun-gal treatment led to a decrease in the pH of eZuents.Comparison of samples treated with 0.5% glucose indicatedthat a long incubation time led to higher eVects. By a com-parison of the samples T2w 0G, T2w 0.5G, and T2w 2G aneVect of the glucose addition could not be clearly demon-strated. A possible explanation for the observed increase inCOD and dry matter values with increasing incubationtime is a release of hydrophilic organic molecules (e.g. deg-radation products of lignin and polysaccharides) in the
TMP waters by the fungal treatment. A moderate increasein the biochemical oxygen demand (BOD) of simulatedTMP eZuents was also reported in a previous study consid-ering the fungal treatment of aspen wood chips with thewhite-rot fungus Phanerochaete chrysosporium or Ceripori-opsis subvermispora (Sikes, 1994).
Acute and chronic toxicity of TMP waters. Fig. 5shows the average of the toxic response in toxic units (100/EC50) determined for the simulated TMP waters in theMicrotox assay. The toxicity response of the control sam-ple “C0w” was 16% without pH neutralisation. A toxicresponse of pulp process eZuents has already beenobserved by several authors for wood extractive concen-trations in water of 3–7 ppm (Liss et al., 1997). The fungaltreatment of spruce wood chips led to aqueous extractswith lower acute toxic values, with the exception of the 8weeks fungal treatment. Similar results have already beenobserved by Bosch-González et al. (1999) with organic
Table 3Concentrations of TMP water constituents § standard deviation measured in �g/mL simulated TMP water at diVerent stages of the experiment
25 mL eZuent corresponds to 1 g wood (n.d. means not detected).a See legend of Fig. 1 for explanation of abbreviations.
Control Control T. versicolor T. versicolor T. versicolor
Component 0 weeks 2 weeks 2 weeks 4 weeks 8 weeksDehydroabietic acid 2.3 § 0.9 2.6 § 0.2 1.45 § 0.35 0.83 § 0.13 0.64 § 0.10Resina 3.0 § 1.6 3.4 § 0.7 1.24 § 0.25 0.79 § 0.11 0.59 § 0.13Pinolenic acid 0.77 § 0.37 0.93 § 0.11 n.d. n.d. n.d.Linoleic acid 0.92 § 0.39 1.05 § 0.17 n.d. n.d. n.d.Oleic acid 0.61 § 0.27 0.70 § 0.11 0.22 n.d. n.d.Campesterol n.d. n.d. n.d. n.d. n.d.�-Sitosterol n.d. n.d. n.d. n.d. n.d.Trilinolein n.d. n.d. n.d. n.d. n.d.LLOa n.d. n.d. n.d. n.d. n.d.LLPa n.d. n.d. n.d. n.d. n.d.�-Sitosteryl linoleate n.d. n.d. n.d. n.d. n.d.
Fig. 3. SpeciWc reWning energy requirements for TMP pulping of untreated spruce wood chips and chips treated with Trametes versicolor for 2, 4 or 8weeks, depending on the freeness level, and mechanical properties of the paper sheet produced (tensile index and tear index).
Specific refining energy(kWh/t)
2000
2500
3000
3500
4000
0 50 100 150 200
Freeness (mL CSF)
Tear index (mN.m2/g)
3
4
5
6
7
0 50 100 150 200
Freeness (mL CSF)
Tensile index (Nm/g)
25
30
35
40
45
0 50 100 150 200
Freeness (mL CSF)
C0w A2w T2w 0.5G T8w 0.5G T4w 0.5G

T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311 309
extracts of pine samples after a fungal treatment with aBjerkandera species. In this study, a more pronouncedeVect was observed for an aqueous extract from woodchips treated for 2 weeks in the presence of 0.5% glucose.Nevertheless, the abiotic control after 2 weeks (A2w)showed a lower acute toxicity at the initial pH than thecontrol meaning that an incubation time without fungialso produced a slight reduction of the toxicity. Degrada-tion of some wood extractives can occur during the incu-bation time, as has been observed during wood seasoningin a wood yard. The inverse eVect obtained with a longincubation time could be partly due to the high acidity ofthis sample.
After neutralisation, the aqueous extracts from bio-treated wood with a 0.5% glucose addition were 40% lesstoxic than the control and abiotic samples. This eVect wasalready reached after 2 weeks. No further reduction in theacute toxicity occurred in the subsequent 6 weeks of fungaltreatment. This detoxiWcation correlates with a reduction of
lipophilic wood extractives in TMP eZuents, especiallyresin and fatty acids.
In terms of chronic toxicity and taking into account theabiotic response (A2w:4.2%) as a reference, most of theaqueous extracts showed a slightly lower toxicity with T2w0.5G showing the largest eVect (Fig. 5). Therefore, the woodchip pre-treatment with Trametes led to an eVectivedecrease in the toxic eVect of TMP waters, with the excep-tion of a very long treatment time (T0.5G 8w). Theincreased chronic toxicity observed in the T0.5G 8w samplecould be related to enhancement of the extractability ofunidentiWed toxic constituents from the TMP pulp as aresult of physico-chemical changes in the wood induced bymicrobial attack. Aside of toxic non-polar constituents,spruce wood contains phenolic compounds (Fengel andWegener, 1989), which are known to display antimicrobialactivity (Field and Lettinga, 1991; Scalbert, 1991).
Biodegradability of TMP waters. Four simulated TMPwaters were selected for biodegradation studies: “C0w”,
Fig. 4. Physico-chemical characterisation of simulated TMP waters.
0.0
1.0
2.0
3.0
C0w A2w T2w 0G T2w 0.5G T2w 2G T4w 0.5G T8w 0.5G
CO
D &
d.m
(g
/L)
3.0
3.5
4.0
4.5
5.0
pH
COD dry matter pH
Fig. 5. Toxicity responses of simulated TMP waters of untreated spruce wood chips and chips treated with Trametes: Acute and chronic toxicity bioassayswith neutralized TMP waters (pH D 7) and non-neutralized TMP waters (pHi D TMP tested at its initial pH value).
Chronic toxicity - Algae tes t
0
2
4
6
8
10
C0
w
C2
w
T2
w 0
G
T 2w
0.5
G
T 2w
2G
T4w
0.5
G
T 8w
0.5
GToxic Units - 72h (%) Toxic Units - 15 min (%)
0
5
10
15
20
25
C0w
A2
w
T0G
2w
T 0.
5G2w
T2
G 2
w
T 0.
5G4w
T 0.
5G8w
Microtox pHi
Microtox pH 7
Acute toxicity - Microtox Bioassays
Fig. 5. Toxicity responses of simulated TMP waters of untreated spruce wood chips and chips treated with Trametes: Acute and chronic toxicity bioassayswith neutralized TMP waters (pH D 7) and non-neutralized TMP waters (pHi D TMP tested at its initial pH value).

310 T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311
“A2w”, “T2w 0.5%G” and “T8w 0.5%G”, in addition to ablank, reference (aniline) and DeAb solution. COD valuesand oxygen consumption were measured for each biodegra-dation assay. During the Wrst days, the biodegradation wasvery slow and the COD removal did not exceed 5%.Between 4 and 10 days, the biodegradation was very eVec-tive for all samples tested. After the 15th day, the activitywas reduced and the COD values stabilised. The Wnal CODvalues were about 100 mg/L (84.2% COD removal) for theC0w and A2w samples and about 50 mg/L (91.5% CODremoval) for bio-treated samples “T2w 0.5%G” and “T8w0.5%G”. The DeAb sample showed that the DeAb concen-tration was much reduced in the Wnal eZuent. The presenceof other extractives in the simulated TMP waters did notseem to disturb the biodegradation so much. Overall thefungal treatment slightly improved the biodegradation ofTMP waters. The better eZuent biodegradability wouldenhance the detoxiWcation eVect of the fungal treatment.
4. Conclusions
As part of a biotechnological approach for reducingpitch formation and wastewater toxicity during papermak-ing, commercial spruce wood chips were subjected at a lab-oratory-scale to a TMP process after being bio-treated forvarious periods with the white-rot fungi T. versicolor andBjerkandera strain BOS55 with or without adding glucoseat time zero. Comparison of the two fungal strains indi-cated a higher ability of Trametes to remove pitch com-pounds in industrial chips from Norway spruce,particularly triglycerides and steryl esters. The eVect of theTrametes bio-treatment was evaluated by comparing chem-ical, physical, and toxicological characteristics of producedpulps and TMP waters from treated chips with those fromabiotic controls. The most notable eVect was that theTrametes treatment led to a strong reduction of lipophilicconstituents, varying from 40% reduction of the dehydroa-bietic acid content to 100% reduction of triglycerides after 2weeks. This signiWcant eVect could reduce pitch depositionduring paper production. The total reWning energy neces-sary for the TMP process increased by approximately 15%when compared with an abiotic control. The incubationhad only a minor impact on the mechanical properties ofthe paper. The brightness of the pulps was negativelyaVected by the bio-treatment. However, bleaching led to asimilar Wnal brightness of pulps from treated wood andnon-treated spruce wood chips. The quality of the TMPprocess eZuent was also investigated. Generally the fungaltreatment decreased the acute and chronic toxicity of theeZuents. The reduction in toxicity was consistent with adecrease in resin acid concentration in TMP waters, whichled also to a better biodegradability of the process eZuentsby an activated sludge.
Optimal results were obtained with an incubation time of2 weeks with a glucose addition of 0.5%. From an economi-cal and logistical point of view, a 2-week bio-treatment isalso preferable. Overall the results of this laboratory-scale
trial are positive especially in terms of pitch reduction. A fol-low-up project at pilot scale appears worthwhile and shouldcompare the usefulness of a Trametes treatment with that oftreatment with the commercial sapstain fungus, Ophiostomapiliferum. Furthermore, attention should be given to theinoculation procedure, problems with competing microor-ganisms and the analysis of real eZuents.
Acknowledgements
This work was carried out within the framework of theEuropean Union Research Program QLK5-1999-01357(Pitch). The authors want to thank the partners of the EUresearch project “PITCH”.
References
Akhtar, M., Blanchette, R.A., Kirk, T.K., 1997a. Fungal deligniWcationand biomechanical pulping of wood. In: Scheper, T. (Ed.), Advances inBiochemical Engineering and Biotechnology, vol. 57. Springer-Verlag,Berlin, pp. 159–195.
Akhtar, M., Lentz, M.J., Blanchette, R.A., Kirk, T.K., 1997b. Corn steepliquor lowers the amount of inoculum for biopulping. Tappi J. 80, 161–164.
Akhtar, M., Scott, G.M., Swaney, R.E., Shipley, D.F., 2000. Biomechani-cal pulping: a mill-scale evaluation. Resour. Conserv. Recycl. 28,241–252.
Allen, L.H., 1980. Mechanisms and control of pitch deposition in news-print mills. Tappi J. 63, 81–87.
Allen, J., Sitholé, B.B., MacLeod, J.M., Lapointe, C., McPhee, F.J., 1991.The importance of seasoning and debarking in the Kraft pulping ofaspen. J. Pulp Paper Sci. 17, 185–191.
Beatson, R.P., Zhang, X., Stebbing, D., Saddler, J.N., 1999. The dis-solved and colloidal fractions of white water: impact on paper qual-ity and degradation by enzymes, ISWPC, 7–10 June 1999,Yokohama, Japan.
Blaise, C., 1986. Micromethod for acute aquatic toxicity assessment usingthe green alga Selenastrum capricornutum. Tox. Assess. 1, 377–385.
Bosch-González, S., Dorado, J., Claasen, F.W., Lenon, G., Sierra-Alvarez,R., 1999. EVect of biomechanical pulping on eZuent treatability,IAWQ, 14–18 November 1999, Merida, Yucatan, Mexico.
Claassen, F.W., van de Haar, C., van Beek, T.A., Sierra-Alvarez, R., Marti-nez-Iñigo, M.-J., Dorado, J., 2000. Rapid analysis of apolar low molec-ular weight constituents in wood using high pressure liquidchromatography with evaporative light scattering detection. Phyto-chem. Anal. 11, 251–256.
del Rio, J.C., Gutiérrez, A., González-Vila, F.J., Martin, F., 1999. Applica-tion of pyrolysis–gas chromatography–mass spectrometry to the anal-ysis of pitch deposits and synthetic polymers in pulp and pulp mills.J. Anal. Appl. Pyrol. 49, 165–177.
Dorado, J., Claassen, F.W., van Beek, T.A., Lenon, G., Wijnberg, J.B.P.A.,Sierra-Alvarez, R., 2000. Elimination and detoxiWcation of softwoodextractives by white-rot fungi. J. Biotechnol. 80, 231–240.
Farrell, R.L., Blanchette, R.A., Brush, T.S., Hadar, Y., Iverson, S., Krisa,K., Wendler, P.A., Zimmerman, W., 1993. Cartapip™. A biopulpingproduct for control of pitch and resin acid problems in pulp mills.J. Biotechnol. 30, 115–122.
Fengel, D., Wegener, G., 1989. Extractives. In: Wood Chemistry, Ultra-structure, Reactions. Walter de Gruyter, Berlin, pp. 182–226.
Field, J.A., Lettinga, G., 1991. Treatment and detoxiWcation ofaqueous bark extracts by Aspergillus niger. Water Sci. Technol. 24,127–137.
Geng, X., Li, X., 2002. Degradation of non-phenolic lignin by the white-rot fungus Pycnoporus cinnabarinus. Appl. Microbiol. Biotechnol. 60,342–346.

T.A. van Beek et al. / Bioresource Technology 98 (2007) 302–311 311
Gutierrez, A., del Rio, J.C., Martinez, M.J., Martinez, A.T., 1999. Fungaldegradation of lipophilic extractives in Eucalyptus globulus wood.Appl. Environ. Microbiol. 65, 1367–1371.
Gutierrez, A., del Rio, J.C., Martinez, M.J., Martinez, A.T., 2001. The bio-technological control of pitch in paper pulp manufacturing. TrendsBiotechnol. 19, 340–348.
Hillis, W.E., Sumimoto, M., 1989. EVect of extractives on pulping. In:Rowe, J.W. (Ed.), Natural Products of Woody Plants: ChemicalsExtraneous to the Lignocellulosic Cell Wall, vol. 2. Springer-Verlag,Berlin, pp. 880–920.
ISO 5269-1. Pulps—Preparation of laboratory sheets for physical test-ing—Part 1: conventional sheet-former method.
ISO 5269-2. Pulps—Preparation of laboratory sheets for physical test-ing—Part 2: Rapid-Köthen method.
ISO 2471: 1998, February 1998. Paper and board. Determination of opac-ity (paper backing). DiVuse reXectance method.
ISO 9416: 1998, February 1998. Paper. Determination of light scatteringand absorption coeYcients (using Kubelka–Munk theory).
ISO 2470: 1999, October 1999. Paper, board and pulps—Measurement ofdiVuse blue reXectance factor (ISO brightness).
ISO 9888: 1999. European Normalisation September 1999, T90-316, Qual-ity of water, Evaluation of the Wnal aerobic biodegradation in aqueousmedium, of organic compounds (Zahn–Wellens method).
Liss, S.N., Bicho, P.A., Saddler, J.N., 1997. Microbiology and biodegrada-tion of resin acids in pulp mill eZuents: a minireview. Can. J. Micro-biol. 75, 599–611.
MansWeld, S.D., Esteghlalian, A.R., 2003. Applications of biotechnology inthe forest products industry. In: ACS Symposium Series: Applicationsof Enzymes to Lignocellulosics 855, pp. 2–29.
Martínez-Iñigo, M.J., Immerzeel, P., Gutierrez, A., del Rio, J.C., Sierra-Alvarez, R., 1999. Biodegradability of extractives in sapwood andheartwood from Scots pine by sapstain and white-rot fungi. Holzfors-chung 53, 247–252.
Messner, K., 1998. Biopulping. In: Bruce, A., Palfreyman, J.W.(Eds.), Forest Products Biotechnology. Taylor & Francis, London,pp. 63–82.
Messner, K., Fackler, K., Lamaipis, P., Gindl, W., Srebotnik, E., Watanabe,T., 2003. Overview of white-rot research: where we are today? WoodDeter. Preserv. 845, 73–96.
Munkittrick, K.R., Sandstrom, O., 2003. Ecological assessment of pulpmill impacts: issues, concerns, myths, and research needs. In: Stuth-ridge, T.R., van den Heuvel, M.R., Marvin, N.A., Slade, A.H., GiVord,J. (Eds.), Environmental Impacts of Pulp and Paper Waste Streams.SETAC Press, Pensacola, FL, pp. 352–362.
NF EN 21974, November 1994 Paper. Determination of tearing resistance(Elmendorf method).
NF EN ISO 1924-2, Juillet 1995. Papier et carton—Détermination despropriétés de traction—Partie 2: méthode à gradient d’allongementconstant.
NF T90-375, Décembre 1998. Qualité de l’eau—Détermination de la toxi-cité chronique des eaux par inhibition de la croissance de l’algue doucePseudokirchneriella subcapitata (Selenastrum capricornutum).
NF EN ISO 11348-3, February 1999. Water quality—Determination of theinhibitory eVect of water samples on the light emission of Vibrio Wscheri(Luminescent bacteria test)—Part 3: method using freeze-dried bacteria.
OCDE, 1984. Activated sludge, test of inhibition of breathing, guidelinefor the tests of chemicals, Method 209.
Örså, F., Holmbom, B., 1994. A convenient method for the determinationof wood extractives in papermaking process waters and eZuents.J. Pulp Paper Sci. 20, J361–J365.
Salmèn, L., Lucander, M., Härkönen, E., Sundholm, J., 1999. Fundamen-tals of mechanical pulping. In: Sundholm, J. (Ed.), Mechanical Pulping,Book 5. Paper Making Science and Technology, TAPPI and FinishPaper Engineers’ Association, Atlanta, pp. 34–65.
Scalbert, A., 1991. Antimicrobial properties of tannins. Phytochemistry 30,3875–3883.
Sikes, M., 1994. Environmental compatibility of eZuents of aspen biome-chanical pulps. Tappi J. 77, 160–166.
Tien, M., Kirk, T.K., 1988. Lignin peroxidase of Phanerochaete chrysospo-rium. Methods Enzymol. 161, 238–249.
Walden, C.C., Howard, T.E., 1977. Toxicity of pulp and paper mill eZu-ents. Tappi J. 60, 122–125.


















