
Flow stress dependence on the grain size in alumina dispersion-strengthened copper with a bimodal...
6
Materials Science and Engineering A 518 (2009) 41–46 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Flow stress dependence on the grain size in alumina dispersion-strengthened copper with a bimodal grain size distribution Amir Afshar a , A. Simchi a,b,∗ a Department of Materials Science and Engineering, Sharif University of Technology, P.O. Box 11365-9466, Azadi Avenue, 14588 Tehran, Iran b Institute for Nanoscience and Nanotechnology, Sharif University of Technology, P.O. Box 11365-9466, Azadi Avenue, 14588 Tehran, Iran article info Article history: Received 1 February 2009 Received in revised form 3 April 2009 Accepted 13 April 2009 Keywords: Flow stress Nanocomposite Hall–Petch relation Copper Alumina abstract The grain size dependence of flow stress in Cu–2.7 vol.%Al 2 O 3 (15 nm) composite with a bimodal structure was studied. It is shown that the yield strength obeys the Hall–Petch equation when an appropriate value of average grain size based on the “rule of mixture” is employed. The Hall–Petch constants ( 0ε and k ε ) are proportional to strain as ε 0.5 . An equation for flow stress as a function of true strain and average grain size is proposed. The effect of alumina nanoparticles on the yield strength is shown to be related to large amounts of dislocations density. © 2009 Elsevier B.V. All rights reserved. 1. Introduction Alumina dispersion strengthened copper (ADSC) possesses high electrical and thermal conductivity along with high thermal sta- bility [1]. The alumina nanoparticles, which are stable up to the melting point of copper, inhibit copper grain growth, while degra- dation of the conductivities is marginal due to the low volume fraction [2,3]. Due to this combination of properties, the compos- ite is commonly used as welding electrodes and connectors [1]. The authors have recently shown the abnormal grain growth of alumina dispersion strengthened copper produced by an internal oxidation process [4]. The origin of the abnormal grain growth was found to be an inhomogeneous size distribution of the alumina particles. After Wang et al. [5], attention is devoted to mechanical properties of metals and alloys with a bimodal grain size distri- bution. It has been shown that large grains ameliorate ductility of the alloys and fine grains contribute to the enhancement of strength; hence, the strength and ductility of material are concur- rently improved [5]. Recently, the effect of bimodal grain structure on the mechanical strength of ultrafine-grained (UFG) Al–Mg alloy [6,7] and ferrite/cementite steel [8] has been studied. It has been shown that the Hall–Petch relation is valid for bimodal structures as far as average grain size of fine- and coarse-grained regions are used (see Eq. (2)). ∗ Corresponding author. Tel.: +98 21 6616 5262; fax: +98 21 6616 5261. E-mail address: [email protected] (A. Simchi). So far, the grain size dependence of flow stress of copper and its alloys with normal grain size distribution have been studied fre- quently [9–13]. For instance, Nagarjuna and Evans [11] have recently shown that the flow stress of Cu–1%Cd alloy obeys the Hall–Petch equation ((ε)= 0ε + k ε ·d −0.5 ) in which 0ε and k ε are proportional to ε and ε 0.5 , respectively. In spite of unreinforced alloys, the effect of bimodal grain structure on the flow stress of metal matrix com- posites has been notified scarcely. Very recently, the authors have shown that such grain structure significantly influence the tensile and fatigue behavior of Cu–Al 2 O 3 nanocomposites [14]. The aim of this work is to propose a relationship between the flow stress and grain size for Cu–Al 2 O 3 nanocomposites. It is shown that the yield strength-grain size relation of the ADSC can be illustrated by Hall–Petch relation when the average grain size is determined by area fraction of the direct (not the inverse) average grain size in fine- and coarse-grained region. An equation is also proposed to estimate the flow stress as a function of true strain and grain size. 2. Experimental procedure Cu–2.7 vol.%Al 2 O 3 composite powder was produced by an inter- nal oxidation method. The process includes: (i) water atomization of Cu–0.6 wt%Al alloy melted in an electrical furnace; (ii) drying and sieving to collect powder with an average size of 100 m; (iii) oxidation in air flow for 60 min at 900 ◦ C; (iv) reduction in flowing hydrogen for 60 min at 800 ◦ C. The reduced powder was poured in a copper can and pre-compacted at 500 MPa. The can was then pre- heated in an argon atmosphere for 60 min at 900 ◦ C and extruded to 0921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2009.04.022
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Flow stress dependence on the grain size in alumina dispersion-strengthened copper with a bimodal...

Fc
Aa
b
a
ARRA
KFNHCA
1
ebmdfiTaofppbosro[sau
0d
Materials Science and Engineering A 518 (2009) 41–46
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
low stress dependence on the grain size in alumina dispersion-strengthenedopper with a bimodal grain size distribution
mir Afshara, A. Simchia,b,∗
Department of Materials Science and Engineering, Sharif University of Technology, P.O. Box 11365-9466, Azadi Avenue, 14588 Tehran, IranInstitute for Nanoscience and Nanotechnology, Sharif University of Technology, P.O. Box 11365-9466, Azadi Avenue, 14588 Tehran, Iran
r t i c l e i n f o
rticle history:eceived 1 February 2009eceived in revised form 3 April 2009
a b s t r a c t
The grain size dependence of flow stress in Cu–2.7 vol.%Al2O3 (15 nm) composite with a bimodal structurewas studied. It is shown that the yield strength obeys the Hall–Petch equation when an appropriate valueof average grain size based on the “rule of mixture” is employed. The Hall–Petch constants (�0ε and kε)
ccepted 13 April 2009
eywords:low stressanocompositeall–Petch relationopper
are proportional to strain as ε0.5. An equation for flow stress as a function of true strain and average grainsize is proposed. The effect of alumina nanoparticles on the yield strength is shown to be related to largeamounts of dislocations density.
© 2009 Elsevier B.V. All rights reserved.
lumina
. Introduction
Alumina dispersion strengthened copper (ADSC) possesses highlectrical and thermal conductivity along with high thermal sta-ility [1]. The alumina nanoparticles, which are stable up to theelting point of copper, inhibit copper grain growth, while degra-
ation of the conductivities is marginal due to the low volumeraction [2,3]. Due to this combination of properties, the compos-te is commonly used as welding electrodes and connectors [1].he authors have recently shown the abnormal grain growth oflumina dispersion strengthened copper produced by an internalxidation process [4]. The origin of the abnormal grain growth wasound to be an inhomogeneous size distribution of the aluminaarticles. After Wang et al. [5], attention is devoted to mechanicalroperties of metals and alloys with a bimodal grain size distri-ution. It has been shown that large grains ameliorate ductilityf the alloys and fine grains contribute to the enhancement oftrength; hence, the strength and ductility of material are concur-ently improved [5]. Recently, the effect of bimodal grain structuren the mechanical strength of ultrafine-grained (UFG) Al–Mg alloy
6,7] and ferrite/cementite steel [8] has been studied. It has beenhown that the Hall–Petch relation is valid for bimodal structuress far as average grain size of fine- and coarse-grained regions aresed (see Eq. (2)).∗ Corresponding author. Tel.: +98 21 6616 5262; fax: +98 21 6616 5261.E-mail address: [email protected] (A. Simchi).
921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2009.04.022
So far, the grain size dependence of flow stress of copper andits alloys with normal grain size distribution have been studied fre-quently [9–13]. For instance, Nagarjuna and Evans [11] have recentlyshown that the flow stress of Cu–1%Cd alloy obeys the Hall–Petchequation (�(ε) = �0ε + kε·d−0.5) in which �0ε and kε are proportionalto ε and ε0.5, respectively. In spite of unreinforced alloys, the effectof bimodal grain structure on the flow stress of metal matrix com-posites has been notified scarcely. Very recently, the authors haveshown that such grain structure significantly influence the tensileand fatigue behavior of Cu–Al2O3 nanocomposites [14]. The aimof this work is to propose a relationship between the flow stressand grain size for Cu–Al2O3 nanocomposites. It is shown that theyield strength-grain size relation of the ADSC can be illustrated byHall–Petch relation when the average grain size is determined byarea fraction of the direct (not the inverse) average grain size infine- and coarse-grained region. An equation is also proposed toestimate the flow stress as a function of true strain and grain size.
2. Experimental procedure
Cu–2.7 vol.%Al2O3 composite powder was produced by an inter-nal oxidation method. The process includes: (i) water atomizationof Cu–0.6 wt%Al alloy melted in an electrical furnace; (ii) drying
and sieving to collect powder with an average size of 100 �m; (iii)oxidation in air flow for 60 min at 900 ◦C; (iv) reduction in flowinghydrogen for 60 min at 800 ◦C. The reduced powder was poured ina copper can and pre-compacted at 500 MPa. The can was then pre-heated in an argon atmosphere for 60 min at 900 ◦C and extruded to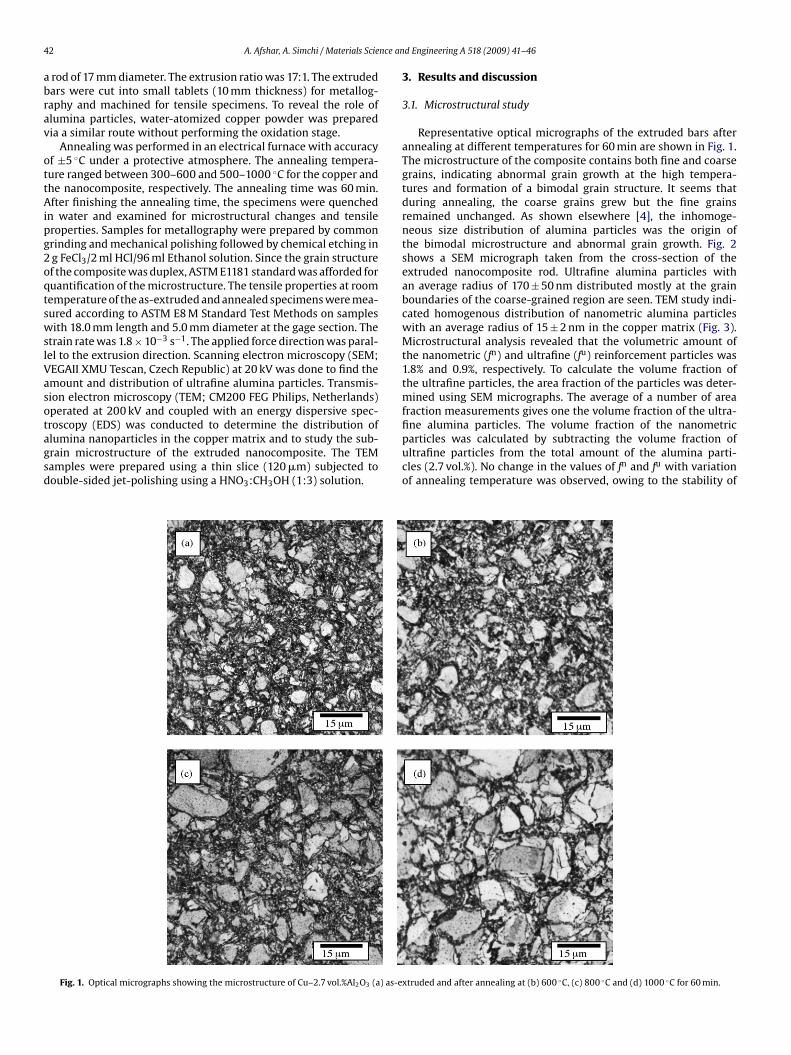
4 nce an
abrav
ottAipg2oqtswslVasotagsd
2 A. Afshar, A. Simchi / Materials Scie
rod of 17 mm diameter. The extrusion ratio was 17:1. The extrudedars were cut into small tablets (10 mm thickness) for metallog-aphy and machined for tensile specimens. To reveal the role oflumina particles, water-atomized copper powder was preparedia a similar route without performing the oxidation stage.
Annealing was performed in an electrical furnace with accuracyf ±5 ◦C under a protective atmosphere. The annealing tempera-ure ranged between 300–600 and 500–1000 ◦C for the copper andhe nanocomposite, respectively. The annealing time was 60 min.fter finishing the annealing time, the specimens were quenched
n water and examined for microstructural changes and tensileroperties. Samples for metallography were prepared by commonrinding and mechanical polishing followed by chemical etching ing FeCl3/2 ml HCl/96 ml Ethanol solution. Since the grain structuref the composite was duplex, ASTM E1181 standard was afforded foruantification of the microstructure. The tensile properties at roomemperature of the as-extruded and annealed specimens were mea-ured according to ASTM E8 M Standard Test Methods on samplesith 18.0 mm length and 5.0 mm diameter at the gage section. The
train rate was 1.8 × 10−3 s−1. The applied force direction was paral-el to the extrusion direction. Scanning electron microscopy (SEM;EGAII XMU Tescan, Czech Republic) at 20 kV was done to find themount and distribution of ultrafine alumina particles. Transmis-ion electron microscopy (TEM; CM200 FEG Philips, Netherlands)perated at 200 kV and coupled with an energy dispersive spec-roscopy (EDS) was conducted to determine the distribution of
lumina nanoparticles in the copper matrix and to study the sub-rain microstructure of the extruded nanocomposite. The TEMamples were prepared using a thin slice (120 �m) subjected toouble-sided jet-polishing using a HNO3:CH3OH (1:3) solution.Fig. 1. Optical micrographs showing the microstructure of Cu–2.7 vol.%Al2O3 (a) as-e
d Engineering A 518 (2009) 41–46
3. Results and discussion
3.1. Microstructural study
Representative optical micrographs of the extruded bars afterannealing at different temperatures for 60 min are shown in Fig. 1.The microstructure of the composite contains both fine and coarsegrains, indicating abnormal grain growth at the high tempera-tures and formation of a bimodal grain structure. It seems thatduring annealing, the coarse grains grew but the fine grainsremained unchanged. As shown elsewhere [4], the inhomoge-neous size distribution of alumina particles was the origin ofthe bimodal microstructure and abnormal grain growth. Fig. 2shows a SEM micrograph taken from the cross-section of theextruded nanocomposite rod. Ultrafine alumina particles withan average radius of 170 ± 50 nm distributed mostly at the grainboundaries of the coarse-grained region are seen. TEM study indi-cated homogenous distribution of nanometric alumina particleswith an average radius of 15 ± 2 nm in the copper matrix (Fig. 3).Microstructural analysis revealed that the volumetric amount ofthe nanometric (fn) and ultrafine (fu) reinforcement particles was1.8% and 0.9%, respectively. To calculate the volume fraction ofthe ultrafine particles, the area fraction of the particles was deter-mined using SEM micrographs. The average of a number of areafraction measurements gives one the volume fraction of the ultra-fine alumina particles. The volume fraction of the nanometric
particles was calculated by subtracting the volume fraction ofultrafine particles from the total amount of the alumina parti-cles (2.7 vol.%). No change in the values of fn and fu with variationof annealing temperature was observed, owing to the stability ofxtruded and after annealing at (b) 600 ◦C, (c) 800 ◦C and (d) 1000 ◦C for 60 min.

A. Afshar, A. Simchi / Materials Science and Engineering A 518 (2009) 41–46 43
Fig. 2. (a and b) SEM pictures showing alumina particles at the boundaries of abnor
Fig. 3. (a) TEM micrograph showing the distribution of alumina particles in copperalong with (b) the selected area diffraction pattern and (c) the EDS spectrum.
mal grains in extruded copper and (c) the EDS pattern of the boundary zone.
the alumina particles in the copper matrix at high temperatures[15].
3.2. Validity of the Hall–Petch equation
Quantitative microstructural study was performed to determinethe microstructural parameter of the Hall–Petch equation (averagegrain size). Results which include the average grain size of the fine-grained region (df), average grain size of the coarse grained region(dc) and the area fraction of the coarse-grain region (fc) are sum-marized in Table 1. The average grain size of the entire compositewas calculated according to the following equations:
d1 = fc × dc + (1 − fc) × df (1)
d−12 = fc × d−1
c + (1 − fc) × d−1f
(2)
Eq. (1) denotes “the rule of mixture” for the average grain sizeof the composite while Eq. (2) is an inverse function used by Zhaoet al. [8] to be implemented in the Hall–Petch equation. To evaluatethe validity of the equations, the yield strength of the compositevs. inverse square root of the average grain sizes (df, dc, d1 and d2)is shown in Fig. 4. While there is no meaningful correlation factorwith the average size of fine grains (d−0.5
f), the correlation factor for
d−0.52 , d−0.5
c and d−0.51 is 0.76, 0.83 and 0.94, respectively. Hence, the
Hall–Petch relation can be used for Cu–2.7 vol.%Al2O3 nanocompos-ite with a bimodal microstructure where the appropriate value forthe average grain size is, d1, derived from the “rule of mixtures” (Eq.
(1)). The variation of flow stress with average grain size (d−0.51 ) forthe various strains ranging from 0.5 to 7.5% is shown in Fig. 5. Thelinear dependence of flow stress on d−0.5
1 at different strain levelsdemonstrates the validity of Hall–Petch relation for the nanocom-posite having bimodal grain size distribution. As mentioned above,

44 A. Afshar, A. Simchi / Materials Science and Engineering A 518 (2009) 41–46
Table 1Microstructural characteristics of alumina dispersion-strengthened copper annealed at different temperatures.
Annealing temperature (◦C) df (�m) dc (�m) fc d1 (�m) d2 (�m)
As-extruded 1.1 ± 0.1 5.6 ± 0.4 0.41 ± 0.02 2.9 ± 0.2 1.6 ± 0.1500 1.1 ± 0.1 7.5 ± 0.4 0.41 ± 0.02 3.7 ± 0.2 1.7 ± 0.1600 1.1 ± 0.1 7.7 ± 0.4 0.44 ± 0.02 4.0 ± 0.2 1.8 ± 0.2700 1.0 ± 0.1 8.6 ± 0.4 0.49 ± 0.01 4.7 ± 0.2 1.8 ± 0.2800 1.0 ± 0.1 8.8 ± 0.4 0.49 ± 0.01 5.0 ± 0.2 1.8 ± 0.29 .41 .4
tstwSar
sTkceibft
Fae
F
(((
(
00 1.4 ± 0.2 9.8 ± 0000 1.1 ± 0.1 11.6 ± 0
he inverse function (Eq. (2)) has been found appropriate for UFGtructures [8]. This can be attributed to this fact that, in UFG struc-ures the average size of fine grains is relatively small (∼0.5 �m),hich contribute to the yield strength enhancement remarkably.
ince the inverse function (Eq. (2)) estimates lower values for theverage grain size of the material, it fits better to the experimentalesults in UFG structures.
Based on the experimental results (Fig. 4), the Hall–Petch con-tants were determined to be �0Y = 367 MPa and kY = 0.19 MN m−1.5.hese values for extruded copper were calculated �0Y = 20 MPa andY = 0.31 MN m−1.5. The lower value of kY for the nanocompositeompared with copper shows the less contribution of the grain-sizeffect on the strengthening mechanism while the higher �0Y valuendicate the magnificent role of the dislocations density induced
y the thermal expansion mismatch between the matrix and rein-orcement particles. This effect will be discussed in more details inhe next section.ig. 4. Normalized yield strength of the composite versus inverse square root of theverage grain sizes including fine-grained region (df), coarse-grained region (dc), andntire microstructure (d1 and d2) calculated using Eqs. (1) and (2).
ig. 5. Normalized flow stress as a function of average grain size (d1) and true strain.
(
0.52 ± 0.01 5.7 ± 0.2 2.5 ± 0.30.60 ± 0.02 7.4 ± 0.3 2.4 ± 0.2
3.3. Strengthening mechanisms
The strengthening mechanism in a particulate-reinforce metalmatrix nanocomposites (MMNCs), is the result of contribution ofthe following mechanisms [16–18]:
a) Solid solution strengthening, �ss;b) Load-bearing effect of reinforcement, �l;c) Orowan strengthening, �Oro = (0.13Gb/�)ln (r/b) [18] where
� = (2�/3Vp)0.5r [19], Vp is the volume fraction of particles withthe average radius of r and G and b are shear modulus and burg-ers vector of matrix, respectively;
d) Strengthening effect of enhanced dislocation density dueto the residual plastic strain caused by thermal expansionmismatch between the matrix and reinforcement particles(�˛) and between processing and testing temperatures (�T),�TMD = 1.25Gb�0.5 where � = 12(�˛�TVp/br(1 − Vp)) [18];
e) Work hardening effect of reinforced particles,�WH = 5G(2Vpb/d)0.5ε0.5 [16];
(f) Grain boundary strengthening or Hall–Petch mechanism,�HP = kYd−0.5.
Two different approaches can be used to relate the strengthen-ing effects to yield strength of a composite including (i) the rulesof addition [20] and (ii) Ramakrishnan’s approach [21] which con-sider the synergistic effects of the mechanisms. In agreement withHansen and Ralph [22], the analysis of the data indicated that theformer approach fits better to the experimental results. The effectof solid solution mechanism can be disregarded by assuming com-plete oxidation of aluminum during the internal oxidation stage.
Due to the low volume fraction of the alumina particles, the load-bearing effect can also be ignored. Hence, the yield strength can beexpressed as:�Y = �0 + �Oro + �WH + �TMD + �HP (3)
Table 2Tensile properties of examined materials after annealing at different temperatures;each data is the average of at least three tests with the confidence of ±5 MPa.
Material T, ◦C �Y, MPa �UTS, MPa n �Y/�UTS
Cu
Extruded 118 230 0.15 1.94300 92 218 0.22 2.40400 81 220 0.28 2.72500 61 218 0.34 3.58600 60 214 0.36 3.58
Cu–Al2O3
Extruded 471 512 0.03 1.13500 467 509 0.03 1.11700 451 508 0.03 1.13800 449 502 0.03 1.12900 442 495 0.03 1.121000 433 484 0.03 1.12
T: annealing temperature, ◦C.�Y: yield stress, MPa.�UTS: ultimate tensile stress, MPa.n: strain-hardening coefficient,

A. Afshar, A. Simchi / Materials Science and Engineering A 518 (2009) 41–46 45
Table 3Values of the constants to relate the flow stress to grain size and strain for Cu–2.7 vol.%Al2O3 composite and some copper alloys.
Material �0Y (MPa) A (MPa) B (MN m−1.5) kY (MN m−1.5) Reference
CCC
wataw
�
waaboBohaa
mitmdbpscoTctatdtsa[depalr
3
ti
�
h
�
cidated by the work-hardening. On the other hand, the decrease inkε with strain was explained by formation of sub-grain structures[12] and strong dislocation locking [11] which reduces the grainboundaries effect. So, at ε = 0.57, the effect of grain size on the flowstress is diminishes. It also seems that as similar to Cu–1%Cd alloy
u–2.7 vol.%Al2O3 367 412u–26Ni–17Zn 140 1354u–1%Cd 26 903
here �0 is the inherent friction stress of the material in thebsence of any other strengthening mechanism [17]. To considerhe effects of the bimodal microstructure and inhomogeneity of thelumina particle size on the �Oro, �WH and �TMD the rule of mixtureas used as follows:
i = f n
f n + f u× �n
i + f u
f n + f u× �u
i (4)
here n and u denote the alumina nanoparticles and ultrafinelumina particles, respectively and i can be replaced by Oro, WHnd TMD subscripts. Giving the values of G = 45 × 103 MPa [9],= 0.256 nm [9], �˛ = 7.8 × 10−6 K−1 [15] and �T = 900 K, the valuesf �Oro, �WH and �TMD were determined to be 26, 41 and 213 MPa.y adding these values (280 MPa), it is close to the difference of �0Yf the extruded copper and the composite (about 350 MPa). Theigher value of the experimental to the theoretical value may bettributed to the inherent assumptions taken in the models as wells the complexity in the microstructure of the examined materials.
The results presented so far indicate that the main role of alu-ina nanoparticles in increasing yield strength is attributed to the
ncrease of dislocation density caused by the difference between thehermal expansion coefficient of the particles and matrix. In agree-
ent with Tian et al. [19], this suggests the predominant effect ofislocation density in the strengthening of the composite causedy thermal expansion mismatch during processing. The tensileroperties of the examined materials at different temperatures areummarized in Table 2. The smaller values of the stain-hardeningoefficient and the ratio of ultimate tensile stress to the yield stressf the composite compare to those of the copper are noticeable.his observation, which is approved in the TEM study (Fig. 6), indi-ates that significant amount of dislocations are accumulated inhe matrix of composite [23]. The bunch of dislocations eventuallyffects the flow behavior of the material. It is worthy to note thathe strain-hardening exponent (n) of the composite was indepen-ent to the annealing temperature in opposite to what observed forhe extruded copper (Table 2). The strain-hardening exponent mea-ures the ability of a material to strengthen by plastic deformationnd it generally increases with decreasing the strength of a material23]. The grain growth in the extruded copper is accompanied by arastic decrease in the yield strength; hence, the strain-hardeningxponent increased for copper with coarser grain structure. In theresence of alumina particles, however, grain growth is restrictednd the effect of annealing temperature on the strength becomesess pronounced; thereby, strain-hardening of the copper matrixemained unchanged after annealing at different temperatures.
.4. Flow stress–grain size dependence
Meakin and Petch [24] have proposed the following equation forhe dependence of flow stress (�(ε)) on grain size (d) and strain (ε)n ˛-brass:
(ε) = �0Y + Aε + Bε0.5d−0.5 + kYd−0.5 (5)
To account the effect of reinforcement particles on the work-ardening of the matrix, Eq. (5) was modified as:
(ε) = �0Y + Aε0.5 + Bε0.5d−0.5 + kYd−0.5 (6)
−0.25 0.19 Present work1 0.31 [12]
−0.3 0.25 [11]
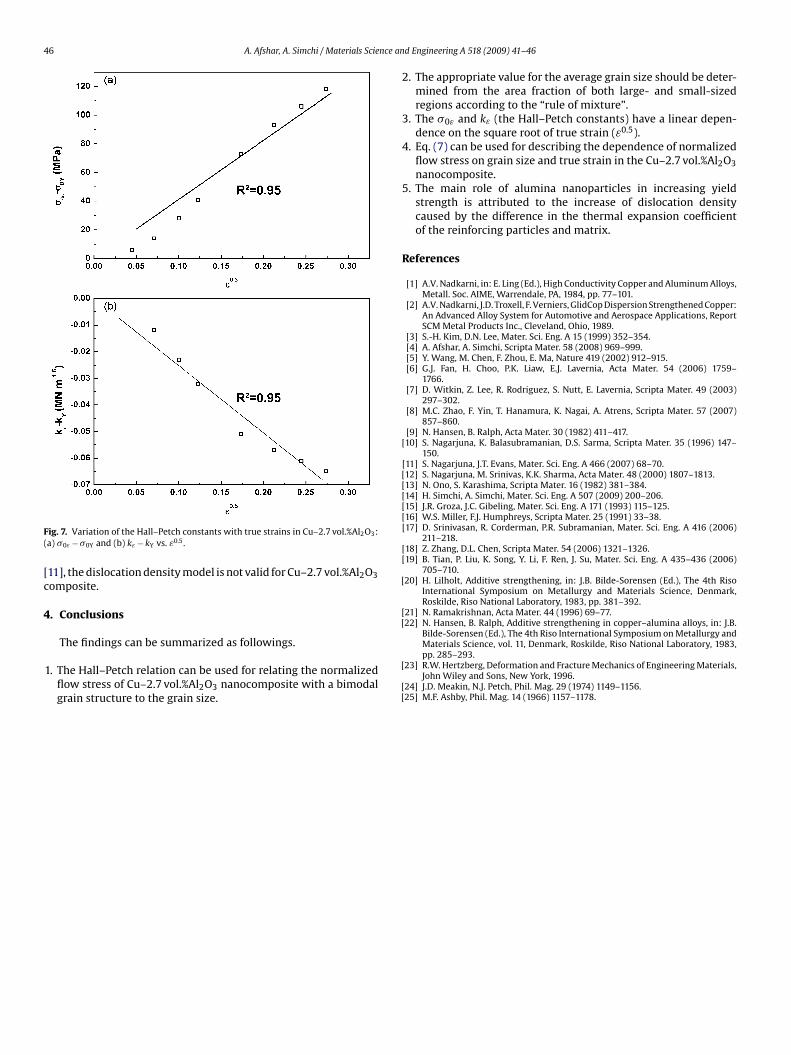
The power of 0.5 for the second term in the right hand of Eq.(6) is in agreement with equation proposed by Ashby [25] to takeinto account the effect of particles on the work hardening of a metalmatrix composite. The variation of Hall–Petch constants for the nor-malized flow stress (�0ε − �0Y and kε − kY) with strain is shown inFig. 7. It seems that this equation can be used for Cu–2.7 vol.%Al2O3composite with the constants given in Table 3. The constants werecalculated from Fig. 7 and Table 2. For comparison, the data of someother copper alloys are also reported. The flow stress of the com-posite (in MPa) as a function of grain size (in m) and strain can beexpressed as:
�(ε) = 367 + 412ε0.5 + (−0.25)ε0.5d−0.5 + 0.19d−0.5 (7)
An interesting effect arises at ε = 0.57 where kε becomes zeroand the grain size has no effect on the flow stress. This observationhas recently been reported for Cu–1%Cd as well. From this equation,one can notice that by increasing strain the role of grain boundarieson the flow stress decreases. The increase in kε with strain is elu-
Fig. 6. TEM micrographs showing the large amounts of dislocation density in thecopper matrix.
46 A. Afshar, A. Simchi / Materials Science an
F(
[c
4
[
[
[[
ig. 7. Variation of the Hall–Petch constants with true strains in Cu–2.7 vol.%Al2O3:a) �0ε − �0Y and (b) kε − kY vs. ε0.5.
11], the dislocation density model is not valid for Cu–2.7 vol.%Al2O3omposite.
. Conclusions
The findings can be summarized as followings.
1. The Hall–Petch relation can be used for relating the normalizedflow stress of Cu–2.7 vol.%Al2O3 nanocomposite with a bimodalgrain structure to the grain size.
[
[[
d Engineering A 518 (2009) 41–46
2. The appropriate value for the average grain size should be deter-mined from the area fraction of both large- and small-sizedregions according to the “rule of mixture”.
3. The �0ε and kε (the Hall–Petch constants) have a linear depen-dence on the square root of true strain (ε0.5).
4. Eq. (7) can be used for describing the dependence of normalizedflow stress on grain size and true strain in the Cu–2.7 vol.%Al2O3nanocomposite.
5. The main role of alumina nanoparticles in increasing yieldstrength is attributed to the increase of dislocation densitycaused by the difference in the thermal expansion coefficientof the reinforcing particles and matrix.
References
[1] A.V. Nadkarni, in: E. Ling (Ed.), High Conductivity Copper and Aluminum Alloys,Metall. Soc. AIME, Warrendale, PA, 1984, pp. 77–101.
[2] A.V. Nadkarni, J.D. Troxell, F. Verniers, GlidCop Dispersion Strengthened Copper:An Advanced Alloy System for Automotive and Aerospace Applications, ReportSCM Metal Products Inc., Cleveland, Ohio, 1989.
[3] S.-H. Kim, D.N. Lee, Mater. Sci. Eng. A 15 (1999) 352–354.[4] A. Afshar, A. Simchi, Scripta Mater. 58 (2008) 969–999.[5] Y. Wang, M. Chen, F. Zhou, E. Ma, Nature 419 (2002) 912–915.[6] G.J. Fan, H. Choo, P.K. Liaw, E.J. Lavernia, Acta Mater. 54 (2006) 1759–
1766.[7] D. Witkin, Z. Lee, R. Rodriguez, S. Nutt, E. Lavernia, Scripta Mater. 49 (2003)
297–302.[8] M.C. Zhao, F. Yin, T. Hanamura, K. Nagai, A. Atrens, Scripta Mater. 57 (2007)
857–860.[9] N. Hansen, B. Ralph, Acta Mater. 30 (1982) 411–417.
[10] S. Nagarjuna, K. Balasubramanian, D.S. Sarma, Scripta Mater. 35 (1996) 147–150.
[11] S. Nagarjuna, J.T. Evans, Mater. Sci. Eng. A 466 (2007) 68–70.12] S. Nagarjuna, M. Srinivas, K.K. Sharma, Acta Mater. 48 (2000) 1807–1813.
[13] N. Ono, S. Karashima, Scripta Mater. 16 (1982) 381–384.[14] H. Simchi, A. Simchi, Mater. Sci. Eng. A 507 (2009) 200–206.[15] J.R. Groza, J.C. Gibeling, Mater. Sci. Eng. A 171 (1993) 115–125.[16] W.S. Miller, F.J. Humphreys, Scripta Mater. 25 (1991) 33–38.[17] D. Srinivasan, R. Corderman, P.R. Subramanian, Mater. Sci. Eng. A 416 (2006)
211–218.[18] Z. Zhang, D.L. Chen, Scripta Mater. 54 (2006) 1321–1326.[19] B. Tian, P. Liu, K. Song, Y. Li, F. Ren, J. Su, Mater. Sci. Eng. A 435–436 (2006)
705–710.20] H. Lilholt, Additive strengthening, in: J.B. Bilde-Sorensen (Ed.), The 4th Riso
International Symposium on Metallurgy and Materials Science, Denmark,Roskilde, Riso National Laboratory, 1983, pp. 381–392.
21] N. Ramakrishnan, Acta Mater. 44 (1996) 69–77.22] N. Hansen, B. Ralph, Additive strengthening in copper–alumina alloys, in: J.B.
Bilde-Sorensen (Ed.), The 4th Riso International Symposium on Metallurgy and
Materials Science, vol. 11, Denmark, Roskilde, Riso National Laboratory, 1983,pp. 285–293.23] R.W. Hertzberg, Deformation and Fracture Mechanics of Engineering Materials,John Wiley and Sons, New York, 1996.
24] J.D. Meakin, N.J. Petch, Phil. Mag. 29 (1974) 1149–1156.25] M.F. Ashby, Phil. Mag. 14 (1966) 1157–1178.




















