Refined stellar, orbital and planetary parameters of the eccentric HAT-P-2 planetary system
Upload
khangminh22Category
view
3download
0
UPTEC E 20026
Examensarbete 30 hpNovember 2020
Fault detection of planetary gearboxes in BLDC-motors using vibration and acoustic noise analysis
Henrik Ahnesjö

Teknisk- naturvetenskaplig fakultet UTH-enheten Besöksadress: Ångströmlaboratoriet Lägerhyddsvägen 1 Hus 4, Plan 0 Postadress: Box 536 751 21 Uppsala Telefon: 018 – 471 30 03 Telefax: 018 – 471 30 00 Hemsida: http://www.teknat.uu.se/student
Abstract
Fault detection of planetary gearboxes inBLDC-motors using vibration and acoustic noiseanalysisHenrik Ahnesjö
This thesis aims to use vibration and acoustic noise analysis to help a production line of a certain motor type to ensure good quality. Noise from the gearbox is sometimes present and the way it is detected is with a human listening to it. This type of error detection is subjective, and it is possible for human error to be present. Therefore, an automatic test that pass or fail the produced Brush Less Direct Current (BLDC)-motors is wanted.
Two measurement setups were used. One was based on an accelerometer which was used for vibration measurements, and the other based on a microphone for acoustic sound measurements. The acquisition and analysis of the measurements were implemented using the data acquisition device, compactDAQ NI 9171, and the graphical programming software, NI LabVIEW.
Two methods, i.e., power spectrum analysis and machine learning, were used for the analyzing of vibration and acoustic signals, and identifying faults in the gearbox. The first method based on the Fast Fourier transform (FFT) was used to the recorded sound from the BLDC-motor with the integrated planetary gearbox to identify the peaks of the sound signals. The source of the acoustic sound is from a faulty planet gear, in which a flank of a tooth had an indentation. Which could be measured and analyzed. It sounded like noise, which can be used as the indications of faults in gears. The second method was based on the BLDC-motors vibration characteristics and uses supervised machine learning to separate healthy motors from the faulty ones. Support Vector Machine (SVM) is the suggested machine learning algorithm and 23 different features are used. The best performing model was a Coarse Gaussian SVM, with an overall accuracy of 92.25 % on the validation data.
Tryckt av: UPPSALAISSN: 1654-7616, UPTEC E 20026Examinator: Mikael BergkvistÄmnesgranskare: Ping WuHandledare: Mats Freding

Popularvetenskaplig sammanfattning
Manga ljudanalyser sker i dagslaget via en operator som lyssnar efter missljud. Vid produktionav servomotorer kan det uppsta defekter som kan detekteras via ljud/vibrations analyser. Pagrund av subjektiv bedomning fran operator kan det leda till att felaktiga enheter gar uttill kunder och aven godkanda enheter skrotas i onodan. Detta leder till onodiga kostnader.Servomotorernas defekter kan orsakas av material- eller monteringsfel, skadorna kan leda tillforkortad livslangd/prestanda. Dessa defekter ger ofta upphov till missljud eller vibrationer.
Arbetet utfordes pa Allied Motions kontor i Bromma. Arbetet bestar till en borjan av en litter-aturstudie kring vilka metoder det finns kring ljud/vibrations analyser. Senare undersoktes detvilka alternativ av automatisk test som finns for att identifiera servomotorer som har defekter.Stort fokus lag pa metodutveckling for att hitta produktions defekter och missljud med hjalp avljud/vibration analys. Datan som samlades in skedde med hjalp av mikrofon och accelerometer.Det var aven av intresse att ta reda pa vad grundorsaken till defekter i servomotorerna ar.
Fyra foreslagna metoder testades, dar tva av dem visades sig framgangsrika. En metod baseradesig pa att spela in det missljud som kom fran servomotorerna och sedan multiplicera singal medsig sjalv, darefter gora en Fast Fourier transform (FFT) och pa sa satt indentifiera frekvensenpa missljudet. Denna frekvens hade en mattematisk koppling till planethjulet i vaxelladan ochkunde pa sa satt identifera vad grundorsaken till var defekten ligger i servomotorn. Den andrametoded baserade sig pa vagledd maskininlarning som tog sitt data fran vibrationerna fran ser-vomotorerna. Maskininlarning anvandes for att kunna gora avikelse detekering, vilket betyderatt man kan gruppera in de servomotorer som saknar missljud och jamnfora med servomotoroersom har missljud. Grund algoritmen for maskininlarningen var Support Vector Machine (SVM)och den kunde bygga upp en dator modell med hjalp av tjugitre olika ”features”. Den slut-giltiga modellen blev en Coarse Guassian SVM som hade en overgriplig precission pa 92.25%for att kunna skilja defekta mot icke-defekta servomotorer.
ii

Acknowledgments
I would like to thank my supervisors Erik Olsen and Mats Freding at AlliedMotion for givingme the opportunity to do my master thesis. A special thanks to Ali Algoz for the daily car-ridesand the positive energy from Arash Zeinali.
I would also like to thank my project subject reader Ping Wu for the helpful comments on thereport. Lastly a huge thanks to my family and friends who have supported me along the way.Tack sa mycket.
iii

Contents
Abstract i
Popularvetenskaplig sammanfattning ii
Acknowledgments iii
Glossary vi
Acronyms vii
1 Introduction 11.1 Background . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Purpose and goals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.3 Tasks and scope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.4 Outline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2 Technical Background 32.1 Vibration/noise principles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.2 Noise, Vibration and Harshness (NVH) . . . . . . . . . . . . . . . . . . . . . . . 32.3 Condition monitoring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.4 BLDC motor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.4.1 Rotor and stator . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.4.2 PWM drive . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.4.3 Planetary gearbox . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3 Theory 83.1 Signal analysis and anomaly detection . . . . . . . . . . . . . . . . . . . . . . . 8
3.1.1 Fourier Transform and FFT . . . . . . . . . . . . . . . . . . . . . . . . . 83.1.2 Anomaly detection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2 Theoretical frequencies of interest . . . . . . . . . . . . . . . . . . . . . . . . . . 113.2.1 Planetary gearbox . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.2.2 Local fault frequency of the sun gear . . . . . . . . . . . . . . . . . . . . 123.2.3 Local fault frequency of the ring gear . . . . . . . . . . . . . . . . . . . . 123.2.4 Local fault frequency of the planet gear . . . . . . . . . . . . . . . . . . . 123.2.5 Switching frequency and harmonics of the PWM Drive . . . . . . . . . . 133.2.6 Interference frequency in the BLDC electric motor . . . . . . . . . . . . . 13
3.3 Machine Learning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.3.2 Supervised machine learning . . . . . . . . . . . . . . . . . . . . . . . . . 143.3.3 Support Vector Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . 153.3.4 Suggested Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
iv
4 Methodology for detecting noise/vibration 194.1 Time waveform analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194.2 Power-spectrum analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194.3 Peak detection using FFT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194.4 Supervised Machine Learning . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
5 Measurement setup 225.1 Transducers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5.1.1 Accelerometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 225.1.2 Microphone . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
5.2 Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 255.2.1 cDAQ and Voltage input module . . . . . . . . . . . . . . . . . . . . . . 255.2.2 Accelerometer power unit . . . . . . . . . . . . . . . . . . . . . . . . . . 255.2.3 Soundproof box . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265.2.4 Equipment summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265.2.5 BLDC-motors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
5.3 Software . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 275.3.1 LabVIEW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 275.3.2 MATLAB . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
5.4 Measurement setup summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6 Results and Discussion 306.1 General analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2 Confirmation of measurement data . . . . . . . . . . . . . . . . . . . . . . . . . 316.3 Time waveform analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346.4 FFT Power spectrum analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . 376.5 Peak detection with LabView . . . . . . . . . . . . . . . . . . . . . . . . . . . . 406.6 Supervised machine learning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
7 Conclusion and future work 497.1 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 497.2 Future work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
v

Glossary
Spectral analysis is a term used for analyzing the spectrum of frequencies.
Inverter converts direct current to alternating current.
H-bridge is part of the inverter, four transistors placed looking like an H.
Anomaly is something that deviates from what is normal.
Harmonics is used to describe the distortion of a sinusoidal waveform.
Pinion is a round gear.
Gearbox is a mechanical system that transfer mechanical power from a rotating machine. Itcan be used to increase the torque output but lowering the output speed or viceversa depending on the transmission ratio.
vi

Acronyms
AC Alternating Current
AE Acoustic Emission
BLDC Brush Less Direct Current
CCW Counter-clock Wise
CM Condition Monitoring
CW Clock Wise
DC Direct Current
FFT Fast Fourier Transform
FT Fourier Transform
GMF Gearmesh Frequency
ISO International Organization for Standardization
NVH Noise Vibration Harshness
PM Permanent Magnet
PWM Pulse-width modulation
RPM Revolutions Per Minute
SVM Support Vector Machine
W Watt
vii

1 Introduction
Rotating machines generate sounds. The sounds from a machine operating in the conditionwithout any defects differ from the one with defects, for example a cracked tooth in a gear.Therefore, the sounds that can be identified coming from defects can be exploited as the indica-tions of the defects. Monitoring the conditions in machinery such as sound, vibration, temper-ature is called condition monitoring (CM). CM can be implemented using different techniques.This master thesis focuses mainly on the CM technique, vibration and acoustic noise analysis.Sufficient knowledge about sounds and acoustic noise from rotating machinery is necessary forunderstanding the technique.
1.1 Background
When looking for noise present in smaller electrical motors it is common that there is a humanear behind the analysis. The human ear is amazing in many ways, however this analysis methodleaves room for inconsistencies, since it is subjective. Therefore, a sound/vibration analysis withmore consistent methods is preferred. With a more consistent analysis method, it could alsoincrease the knowledge behind what is creating the noise. Noise and vibration analysis arecommon in larger factories, where they are used as fault analysis in order to prevent machineryfailure. Are these sound/vibration analysis methods that are developed for larger machinery,applicable to smaller scale machinery?
1.2 Purpose and goals
The thesis aims to help a production line of a certain motor type to ensure good quality andhelp other designs of BLDC-motors to reduce their overall noise level. Moreover, unwantednoise from the gearbox is sometimes present and the way it is detected is by listening to it witha human ear. This type of error detection is subjective, and it is possible for human error tobe present. Therefore, an automatic test that pass or fail the produced BLDC-motors with thehelp of a computer is wanted.
The goals of the thesis can be summarized as:
• Identify what causes the defect noise to be present in some of the newly produced BLDC-motors with integrated gearbox and drive.
• Investigate different techniques for an automatic test that can indicate if an motor ishealthy or faulty according to its vibration/sound characteristics.
• Can this automatic vibration/sound test be implemented for quality assurance in a pro-duction line?
• With the knowledge gained from the investigation part of the thesis, is it possible to pin-point specific parts of an electric motor that can be changed in order to reduce overallnoise?
1

1.3 Tasks and scope
The main scope of the thesis is to do a fault detection of gearboxes in BLDC-motors usingvibration and acoustic noise analysis. The system that will do the fault analysis is based onvibration and sound data. Tasks that needs to be done to record reliable data are:
• Create a measurement setup for the vibration and the sound data. The setup includesthe usage of a accelerometer and a microphone.
• Get familiar with LabVIEW and configure the tools needed to record data.
• Choose appropriate sampling frequency and number of samples.
• Evaluate the need of filters.
The next step is to analyse the data using appropriate software (MATLAB and LabVIEW).The steps includes:
• Preform signal analysis in LabVIEW.
• Create plots of the recorded data using MATLAB.
• Use MATLAB to apply machine learning algorithms on the recorded data.
1.4 Outline
Chapter 1 presents the introduction of the thesis, which contains background, the purpose,the tasks and scope. Chapter 2 contains a technical background, which provides relevantbackground information about vibration principles and electrical motors. Chapter 3 presentthe relevant theory used, which covers the two main methods, signal analysis and machinelearning. Chapter 4 present the four methods used for noise/vibration detection. Chapter5 provides background information about different transducers and the measurement setup.Chapter 6 presents the results and the discussion of the vibration and acoustic noise analysis.Finally, a conclusion from the results and future work recommendation is presented in chapter7.
2

2 Technical Background
2.1 Vibration/noise principles
Vibration analysis is one common method for fault analysis. Therefore it is important to knowthe theory behind vibrations. In short vibrations can be defined as back and forth motion ofa system around it is equilibrium position. This chapter is to introduce the concepts aboutvibrations and how it can be measured. Two of the main relevant concepts are Noise, Vibration,Harshness (NVH) and Condition Monitoring (CM). [1] [2]
2.2 Noise, Vibration and Harshness (NVH)
The field of NVH theory is applied in the automobile engineering industry to give an analysisof where the source of noise and vibrations is and in terms of feeling and hearing. These termsare not subjective which means that some analysis made can be rather tricky since there mightnot be an absolute truth. Some noise is perceived more unpleasant than other to the humanear but there are no clear definitions for it. Even though NVH is a complex subject the sourcescan be divided into three parts:
1. Aerodynamic (Not a focus in this thesis)
2. Mechanical
3. Electrical
For an electrical motor with an integrated gearbox the two sources of NVH are mechanical andelectrical. Aerodynamics is more important for analysing NVH in a car affected by e.g. the airresistance at higher speeds. The terminology related to the subject of NVH is listed below:
• Noise is unexpected or unwanted sound created by vibration in a machine.
• Vibration is a repetitive back-and-forth/up-and-down motion of a body.
• Harshness can generally be described as the level of discomfort the noise from themachine is creating.
NVH related problems are usually of the repetitive nature, so a terminology for frequency isalso included:
• Frequency is the number of completed cycles in each time frame.
• Order is defined as the number of events per revolution. A machine with rotating partsemits a response for each rotating part. Order is the way of identifying each rotating partto a certain frequency.
• Resonance is a way of describing the increase in amplitude that can be observed whena system is equal to its natural frequency.
3

2.3 Condition monitoring
The concept of detecting anomalies from the machine’s normal condition is called conditionmonitoring (CM). The main objective for CM is to asses the overall health of the machine.Fault diagnosis provides information of what caused the deviation from normal condition, mayit be a component failure or a process that caused the anomaly. With the market’s demand ofgreater reliability and digital controller system becoming cheaper, this allows for a vast increasein CM applications.
There are several signal analysis techniques developed for CM, spectral analysis among other.Due to the repetitive nature of machines, mostly rotating machinery, spectral analysis is oftenapplicable. Because defects are often detectable as changes in the spectrum of a measuredsignal. Usually the signals spectral characteristics can be associated with a physical featuresuch as the rotating speed of a shaft.
Every machine has its own unique baseline signature values, in terms of varying parameters,such as acoustic emission (AE), analysis of in-service lubrication and vibration spectral features.The challenge is then to detect deviant behaviour with help of all these different parameters.With modern technology it is possible to combine all this data from the machine, in orderto asses its state. It is important to recognise early stage faults so that the damage can beminimized. In large complex system a faulty subsystem can shut down the whole system, if notrepaired in time. However, it is not common practice to apply CM on small systems becauseit is often cheaper and easier to go with the run until failure approach. The recommendedlevel of allowed vibration based on ISO 10816-1 only cowers the range 15-75 kW, which makesmachines smaller than 15 kW to have less guidelines on how they should operate.
2.4 BLDC motor
The motor that is analysed in this thesis is a brush less direct current motor (BLDC) withconnected planetary gearbox and inverter from AlliedMotion. A BLDC motor is a typical 3-phase synchronous electrical motor that requires an inverter/PWM drive to function, due tothe inverter converting DC to AC so that the motor can rotate. The main parts in a electricalmotor from AlliedMotion are the rotor, stator, PWM drive and a two stage planetary gearbox.Each one of these components is a source of vibration/acoustic sound. In theory, if each sourcegives out a unique frequency of vibration it should be possible to detect these vibrations andwith this knowledge to detect any anomalies if a vibration frequency is higher than expected.
2.4.1 Rotor and stator
The rotor is the rotating part of the motor, which usually consists of several permanent magnets(PMs). The minimum requirement is 2 poles, one north and one south, but the rotor can havemore than one pole pair. The stator is the stationary part of the motor and it usually consists oflaminated iron plates which the coils can be winded through. If the coils are winded correctly,achieving symmetry, a three-phase system can be established, as shown in Figure 2.1.
4

Figure 2.1: A typical BLDC motor in which the rotor in the middle is surrounded by thestator.[3]
The most common sources of mechanical noise from an electric motor are [4]:
• Angular or parallel misalignment of the rotor
• Unbalanced rotor
• Looseness between the laminated plate stack
• Bearing related issues
These sources should have a frequency related to their rotation speed and other factors, moreabout this is presented in 3.2. With the known frequency of interest, it should be possible toknow or see an indication of which part causes the noise. There could also be built in noisefrom the design of the motor which is not necessarily a fault but a cause of noise. Figure 2.2gives some examples of common sources for design faults.
5
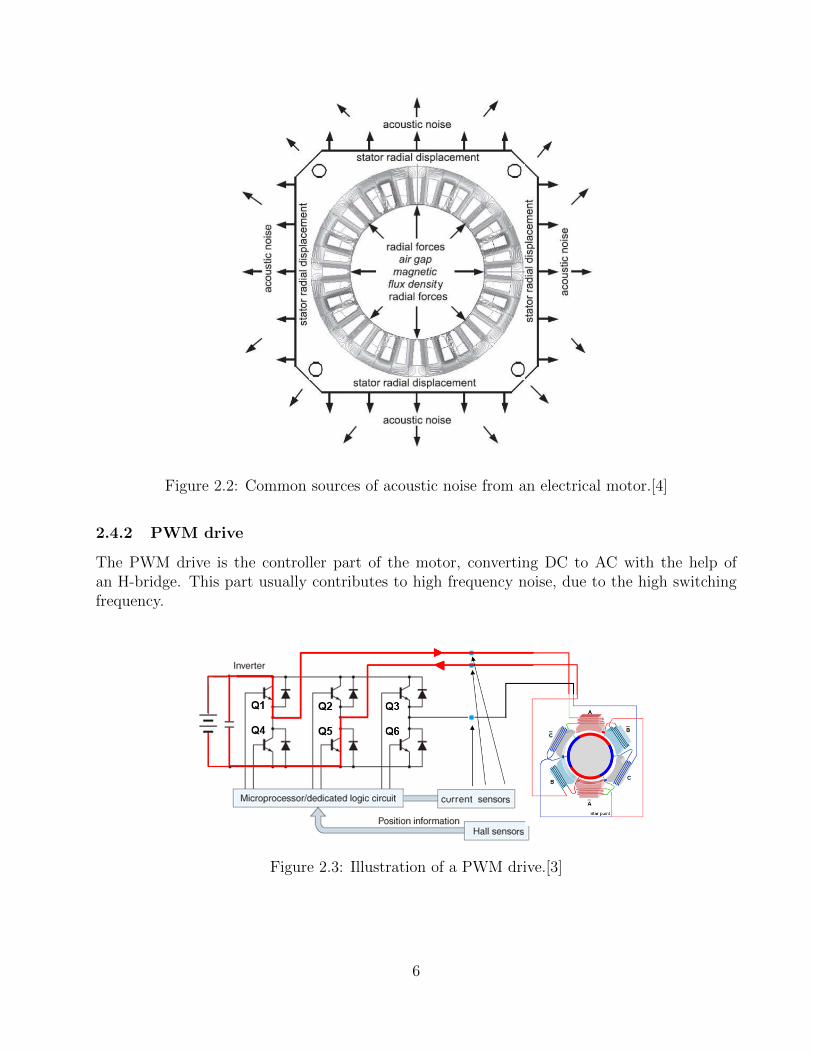
Figure 2.2: Common sources of acoustic noise from an electrical motor.[4]
2.4.2 PWM drive
The PWM drive is the controller part of the motor, converting DC to AC with the help ofan H-bridge. This part usually contributes to high frequency noise, due to the high switchingfrequency.
Figure 2.3: Illustration of a PWM drive.[3]
6

2.4.3 Planetary gearbox
The gearbox mounted on an electrical motor is used to increase the output torque but intrade-off gets a lower output rotation per minute (RPM). The gearbox type in this thesis is aplanetary/epicyclic gearbox with two stages, see Figure 2.4. The planetary gearbox consists ofone ring gear with a fixed position, two or more planet gears, one planet carrier and one sungear for each stage. Figure 2.5 is illustrating a single stage of a planetary gearbox, two stagesmeans that there is another stage connected to the planet carrier, increasing the gear ratio inthe gearbox. A planet gearbox can consist of several stages, where each gear has specific set ofteeth and is often referred to as z and the rotational speed of a gear as n.
Figure 2.4: A two stage planetary gearbox.
Figure 2.5: Typical overview for a single stage planetary gear with three planet gears.
7

3 Theory
3.1 Signal analysis and anomaly detection
This chapter provides a general introduction to two different methods that are needed for thisthesis.
3.1.1 Fourier Transform and FFT
The Fourier transform (FT) is a way of transforming a signal in time domain to frequencydomain. This transform is one of the most important mathematical tools available for extractingbasic information from a signal. The FT for a signal x(t) is given by:
XT (ω) =
∫ ∞−∞
x(t)e−jωtdt (3.1)
The power spectrum density (or simply power spectrum) of is given by:
P (f) = limT→∞
1
T|XT (ω)|2 (3.2)
where XT (ω) is the Fourier transform of x(t) over a period of T.
An efficient algorithm of the FT is the fast Fourier transform (FFT) that is specifically used inthis thesis to transform the vibration/sound time domain data into frequency domain. A morein-depth explanation on how it works can be found here [5].
3.1.2 Anomaly detection
Analysing vibration/sound data is required in this thesis. Some of these data observationshave a larger difference than the majority data. These data observations are called anomaliesor outliers. The broad field of anomaly detection is generally to detect anomalies/outliers indatasets. Anomaly detection is often part of machine- and/or statistical learning. There areseveral applications for anomaly detection since abnormal data is often a sign of something.Abnormal vibrations from a gearbox may indicate that the gearbox is defect. There are somegeneral problems that need to be addressed when applying anomaly detection, such as:
• What should the difference between normal and abnormal data be? A line between thesetwo needs to be decided. Drawing the line so that more data gets classified normal willresult in a high false negative rate, which means missing anomalies. On the contrary,drawing the line so that more data gets classified abnormal results in high false alarmrate.
• Does the definition of abnormal and normal data change over time?
• It is almost impossible to have data that is not affected by noise, sometimes it can behard to distinguish anomalies from noise, since it might have similar characteristics.
8

When applying anomaly detection, it is important to know what kind of data you are dealingwith, so that the right method can be chosen and used. There are three main kinds of anomalies.[6]
• Point anomalies, individual point that differs from the rest of the data, does not considerwhat the context could be, as shown in 3.6.
• Contextual anomalies, usually not a point anomaly in itself, but when taking contextinto account, it becomes an anomaly. For example, the weather in Sweden is 20 degrees,which could be normal or abnormal depending on the context. Were context is what timeof the year the data was collected, as shown in 3.7.
• Collective anomalies, the individual data points might not be an anomaly but whenforming a group with other data points it can be considered as an anomaly, as shown in3.8.
Figure 3.6: Example of point anomalies. Variables X1 plotted against X2, forming a cluster.The anomalies are marked as red.
9

Figure 3.7: Example of context anomalies. The anomaly marked as red.
Figure 3.8: Example of collective anomalies. The group anomaly marked as a red ring.
10

3.2 Theoretical frequencies of interest
With help of the FFT, a spectrum of frequencies will be available for analysis. Some frequenciesare useful and of special interest for the gear’s conditions. Fault indications frequencies thatare higher than normal or with increasing harmonics it can be seen as an indication of a faultetc.
Name Equationfm Gear mesh freq. (GMF) 3.3fs Local fault freq. Sun gear 3.4fr Local fault freq. Ring gear 3.5fp Local fault freq. Planet gear 3.6
f cogging Frequency of cogging interference 3.7ns rotational speed of the sun gear/rotor -
Table 3.1: List of the frequencies of interest with reference to each equation.
The fault frequencies for the rolling element bearing is not included in this thesis. This is doneto simplify the problem, with less frequencies of interest the easier the analysis of the FFTspectrum will be. However, this will also leave the possibility of unknown faults in the systemto be present.
3.2.1 Planetary gearbox
When analyzing the state of the gearbox, gear mesh frequency (GMF) is a central part ofthe analysis. GMF should appear on the frequency spectrum regardless of condition, it tellsthe characteristics of each gear assembly. The variation of amplitude in the GMF and it’sharmonics could then be an indication of what the condition of the gearbox is. In short, theGMF analysis can be summarized as observing how a healthy gearbox looks in the frequencyspectrum and then compare it to a faulty one with focus on the GMF and its harmonics.
If Figure 2.5 is one stage of a planetary-gear, one relative revolution in the planet gear will havethe same number of meshing teeth with the sun and ring gear. This means that the meshingfrequency of planet to sun gear is the same as planet to ring gear. With a known rotation speedof the sun gear the gear mesh frequency for a single stage is then according to [7]:
fm =zrzszr + zs
ns (3.3)
Where z r is the number of teeth on the ring gear, z s is the number of teeth on the sun gear andns is the rotational frequency of the sun gear. It is not only the specific GMF frequency thatis interesting, the side-bands of the GMF are also of interest. Side-bands are the The rotatingfrequency of the pinion and the gear correspond to these side-bands. Which can be used asan indication to see if the gear or the pinion are in poor condition depending on the differencebetween the amplitude of a healthy and a faulty gear.
11

To find the local fault frequency in one of the gears, one can simply divide the gear meshfrequency by the number of teeth that the gears of interest have. See Figure 3.9.
Figure 3.9: A local fault in one gear tooth.
3.2.2 Local fault frequency of the sun gear
Applying this for a sun gear with a local fault such as Figure 3.9 and when considering thatthe sun gear meshes with the planet gears with a multiple of K gives according to eq. (3.3):
fs = K ∗ fmzs
(3.4)
Where f m is the gear mesh frequency, z s is the number of teeth on the sun gear and K is thenumber of planet gears. However, there is not certain that the amplitude will be the same foreach mesh between the faulty sun tooth and the planet tooth. Since each gear gets slightlyunique characteristics in the manufacturing process, this is important to keep in mind whenlooking at the local fault frequency for a sun gear. [7]
3.2.3 Local fault frequency of the ring gear
Similarly, as the case with the sun gear the expression for the local fault frequency of a ringgear can be derived as:
fr = K ∗ fmzr
(3.5)
Where f m is the gear mesh frequency, z r is the number of teeth on the ring gear and K is thenumber of planet gears.
3.2.4 Local fault frequency of the planet gear
The local fault frequency for a planet gear can be derived without considering how many planetgears that are present in the gearbox, since the planet gear only meshes with the sun and ringgear. Therefore, the local fault frequency can be derived as:
fp =fmzp
(3.6)
Where f m is the gear mesh frequency and z p is the number of teeth on the planet gear.
12

3.2.5 Switching frequency and harmonics of the PWM Drive
The most dominant source of vibration/acoustic noise from the PWM drive that is expected tobe see is the switching frequency the power transistors operate at. The switching frequency ishow often a transistor is turned ON and OFF during one period. However, several harmonicsfrom the switching frequency will also be present and oscillation from the stray inductance,capacitance and the gate resistance will also contribute to the noise spectrum. The generalexperience from these kinds of circuit will give an expected frequency spectrum around 10-40kHz.
3.2.6 Interference frequency in the BLDC electric motor
One of the possible main sources of vibration is from the rotor, since it is the rotating part.The frequency of the rotational speed of the rotor/sun gear, ns, is to be expected. However,the cogging torque is also a factor that needs to be considered, since it can be a source ofvibration. The interference frequency due to cogging torque can be derived by calculating howmany ”coggs” there are per revolution and then multiply it with the rotational speed of thesun gear:
f cogging =1
1P− 1
Z
∗ ns (3.7)
Where P is the number of poles in the rotor, Z is the number of slots in the stator and ns isthe rotational speed of the rotor.
3.3 Machine Learning
3.3.1 Introduction
There are three main types of anomaly detection methods, supervised, unsupervised and semi-supervised learning. These are general methods that are applicable for machine learning. Ma-chine learning is when a computer algorithm builds a mathematical model based on sampledata, which is called training. This trained mathematical model can then make a predictionon new data. The different machine learning algorithms can be categorized as follows:
• Supervised machine learning means that the algorithms take previous known infor-mation, in the form of labelled/classified data, and apply it to new data to predict futureevents.
• Unsupervised machine learning is the opposite of supervised, which means the sam-pled data cannot be classified or labelled. The prediction from an unsupervised algorithmcan be used to describe hidden structures from unlabelled data.
• Semi-supervised machine learning is the combination of supervised and unsupervisedmachine learning, so there will be some labelled- and unlabelled data available for training.This sort of learning is often used when the acquiring extra unlabelled data do not requireextra resources. A rule of thumb in machine learning is that the model often will perform
13

better with a larger sample size. Since more data often include a wider possibility rangewhich correlates to a more robust model.
To get a sense of what the difference between labelled and unlabelled data means, a simpleexample can be used. Imagine having a task to get a computer see the difference between photosof cats and dogs, representing two categories in this case. If there is prior information about thephotos, meaning that a photo can either be labelled a cat or a dog. Then supervised machinelearning can be applied and when shown a new photo the algorithm can make a prediction ifthat photo shows a cat or a dog. If there is no prior information known about the photos,unsupervised learning is applied. The algorithm will then go through all photos and sort themout into two categories, based on their properties. In this thesis there will be prior informationabout the collected data, therefore, supervised machine learning is the suggested method. Nofurther explanation on the other methods is described in this thesis.
3.3.2 Supervised machine learning
As mentioned earlier, the dataset is labelled in supervised learning. This allows supervisedlearning to utilize labelled training data, so that it can learn to categorize data. If the trainingdata is expressed as every element in the input data, vector x, then it requires an associatedresponse measurement y, which is the label. The training data also needs to consist of bothnormal and anomaly categorized data. The input data, vector x, consists of features whichare an individual measurable characteristics of an observation. The response, y, can eitherbe of quantitative or qualitative nature. This is called regression or classification problems,respectively. Where the quantitative variable has a numerical value and the qualitative variabledescribe something, e.g. dog or cat. Quantitative outputs are defined as regression problemsand qualitative outputs defined as classification problems. Anomaly detection is a typicalclassification problem, since it has a ’normal’ and a ’anomaly’ class. After the algorithm istrained based on the training data it can be used to categorize new data.
Supervised machine learning requires labelled data from both regions of the classes in orderto be effective. A common problem in anomaly detection is that the ratio between normaland abnormal data is not evenly distributed. Which algorithm to choose for training is alsonot a ”strict” theory, since there is no way of knowing in advance which the best performingalgorithm is. One example of a machine learning algorithm is Support Vector Machine (SVM)and these articles suggest that it can be used for fault detection in gearboxes [8][9][10][11].Therefore, no other algorithm is described in this thesis.
14

3.3.3 Support Vector Machine
Support vector machine is a supervised machine learning algorithm which base idea is to findan optimal hyperplane that divides the labelled dataset into two classes, see Figure [12]. Ahyperplane can be seen as a line that linearly separates the data. The equation for a p-dimensional hyperplane, H is given by:
H = β0 + β1X1 + β2X2 + · · ·+ βpXp = 0 (3.8)
Where β is the defining parameter of the hyperplane and X is the data.
Figure 3.10: Example of a hyperplane that divides two classes from each other.
The datapoints closest to the hyperplane is called support vectors and are the critical elements increating a dividing hyperplane. The distance between the hyperplane and the closest datapointgives the margins. The preferred hyperplane is the one with the largest possible margin betweenany point of the training set. This gives a greater chance of new data being classified correctly.However, datapoints are often not as easily separated with a hyperplane as in this example. Fornon-linear datasets, meaning there is no clear visually separately hyperplane between the twodatasets, a trick kerneling is used. Kerneling is basically a way of mapping data into a higherdimension, which then could make it possible to create a hyperplane segregating the classes.This is only a brief introduction, a more detailed explanation about how the SVM algorithmworks and how it uses the kernel trick to classify non-linear data can be seen here [12].
15

3.3.4 Suggested Features
The input data for the machine to interpret, consists of features which are an individual mea-surable characteristics of an observation. It can be hard to know beforehand which features aresuitable for machine learning, so it is often preferred to include several features when buildinga model. The features that is suggested for the SVM model to use for training are:
Root mean square (RMS)Standard deviation (SD)
Mean absolute deviation (MAD)SkewnessKurtosis
Signal entropySpectral entropy
Maximum frequencyMax ratio
25-Quantile75-Quantile
Interquartile range (iqr)Mel-frequency cepstral coefficients:
MFCCs 1 to 10
Table 3.2: List of the different features
The set of data can be described as (x1, x2, · · · , xn), where n is the number of data points.
Root mean square is derived as:
xrms =
√1
n(x21 + x22 + · · ·+ x2n) (3.9)
Mean absolute deviation is the average of the absolute deviations from the mean of the data,MAD is derived as:
xmad =1
n(
n∑i=1
xi −m(X)) (3.10)
Where m(X) is the mean value of the data set.
Skewness is derived as:
xskew =(∑n
i=1((xi −m(X))3)/n)
s(X)3(3.11)
Where s(X) is the standard deviation and m(X) is the mean value of the data set.
Kurtosis is derived as:
xkurt =(∑n
i=1((xi −m(X))4)/n)
s(X)4(3.12)
Where s(X) is the standard deviation and m(X) is the mean value of the data set.
Signal entropy is the estimate of the entropy of a stationary signal. It is a two-step process andthe steps are:
16

• A histogram of the signal is estimated
• From which the entropy can be calculated
A more in-depth explanation on the calculation of the signal entropy can be found here [13].
Spectral entropy is a measure of the signal’s spectral power distribution and is defined as:
P (m) =|F (X)|2∑i |F (X)|2
(3.13)
Where P (m) is the probability distribution and F (X) is the discrete Fourier transform of thedata set. The normalized spectral entropy Hn is then:
Hn =
∑Nm=1 P (m)log2(P (m))
log2(N)(3.14)
The definition of the maximum frequency is where the max of the power spectrum of the signaloccurs in Hz, with respect to the cut-off frequency. The max ratio is defined as the ratio of theenergy from the maximum frequency and the total energy from the spectrum, with respect tothe cut-off frequency.
The quantile function can be defined as:
Q(p) = inf {x ∈ R : p ≤ F (x)} (3.15)
Where the probability has an interval of 0 < p < 1. 25-Quantile means that p = 0.25 and75-Quantile means that p = 0.75.
Interquartile range (iqr) is the difference between the 25- and 75-Quantile, which can be definedas:
xiqr = Q(0.75)−Q(0.25) (3.16)
The Mel-frequency cepstral coefficient is a way of representing the power spectrum of sound/vibrations, the general steps of generating the coefficients are:
• Applying first order FIR filter on the vibration signal.
• Then a short-time Fourier transform analysis is performed.
• After that a magnitude spectrum is performed.
• Followed by a filter-bank design with a chosen number of triangular filters uniformlyspaced on the mel scale between the chosen lower and upper frequency limits.
• This creates filterbank energies (FBEs)
17

• FBEs are then log-compressed and a discrete cosine transform (DCT) is applied
• This produces cepstral coefficients which a final sinusoidal filter can be applied to whichcreates the MFCCs.
A more in-depth explanation on how the MFFCs features are produced can be found here [14].
18

4 Methodology for detecting noise/vibration
Four different methods are suggested for detecting the units with a defect noise. Each methodhas some advantages and some drawbacks. Not every method can pinpoint what part ofthe BLDC-motor that is causing the defect noise. However, some methods will be better inclassifying good sound characteristics from bad sound characteristics. This will go into moredetailed explained later in these sections. Every method was tested to see its potential, if themethod shows potential of working as intended more work was put in. A general analyse doneby listening with the human ear and replace certain parts was also done, in order to get a feelof what common problems can be causing the defect noise.
4.1 Time waveform analysis
This idea is based on the ”simplistic” approach; observe what you see and do not make thingsmore complicated than what it is. Time waveform tells ”the truth”, it gives an exact represen-tation of what happened as each tooth is meshed and what happens for every rotating part inthe machine, assuming that an appropriate sampling frequency is used. The tricky part is tounderstand what the data is telling. A defect in one gear tooth, which can cause high peaksin the time domain, is easily detected when observing the waveform. But other faults such asbearing related faults and misalignment in different shafts is not easily observable. However, itcan still be hard to implement parameters for the computer system to give a pass/fail scenario.It is important to remember that the goal here is to create a very simple analysis system thatanyone can use with minimum training.
4.2 Power-spectrum analysis
Analyzing the power spectrum of a signal is a very common method for fault detection asmentioned earlier. The core idea is to look at the frequencies of interest to see what could havecaused the noise. Advantages of this method is that it has the potential to pin-point the exactlocation of the defect part in the BLDC-motor. Drawbacks are; it can be very complicatedsince there are a lot of frequencies of interest that could cause defect noise. It is also hard tosetup parameters for a pass/fail scenario.
4.3 Peak detection using FFT
This method is based on the time waveform analysis but is focused on getting parameters soa computer program can have clear pass/fail scenarios. The goal is to detect the frequency ofspikes in a signal. Repetitive large spikes in a vibration signal can be an indication of a fault.The suggested method of detecting these spikes is to multiply the signal with itself and thenuse an FFT on the squared signal. Thereafter, the frequency spectrum can be observed andthe fundamental frequency in the spectrum is the frequency of the spike.
An example illustration of the method can be seen in Figure 4.11. Where a simulated vibrationsignal from a gear mesh with the frequency of 20 Hz has an induced local fault in one of its
19

pinions, with the local fault frequency of 10 Hz. Then the signal is multiplied with itself andlastly the spectrum is showed with the fundamental frequency of 10 Hz. The higher amplitudeof 40 Hz is due to the frequency of the gear mesh is doubled when the signal is squared. Thismethod of calculating the peaks is different from an ordinary power spectrum calculation inequation 3.2, since the signal is multiplied with itself before the power spectrum density iscalculated.
(a) Simulated gear mesh of 20 Hz (b) Added a local fault frequency of 10 Hz
(c) Signal from b) multiplied with itself. (d) Power spectrum of the squared signal
Figure 4.11: Step by step illustration of how the frequencies of the peaks can be identified
20

4.4 Supervised Machine Learning
The suggested anomaly detection system is supervised machine learning, meaning telling the”computer” what is healthy and faulty vibration data. With these guidelines the computershould be able to create a classification algorithm, meaning a model that can distinguish thedifference between healthy and faulty vibration data. The steps for developing this applicationare inspired from MATLABs machine learning tutorial [15], suggested steps are:
1. Collect and understand the vibration data.
2. Pre-process the data and extract features.
3. Train models and compare to validation data
4. Optimize the model
5. Evaluate if it is worth deploying the analytics to a production system
The collecting method is presented in 5. Measurement setup, see Figure 5.18. It is common todo some sort of pre-processing on the dataset before extracting the features, such as removingoutliers and normalizing the data. Extracting features from the raw vibration data is one of themost important steps, since it turns the information to a suitable form for machine learning.Which feature to choose is not an easy task and there is not a universal standard to follow,since this is still an ongoing research subject. Too many features can lead to overfitting, so thechallenge is to keep the features to a minimum but still capture the essential patterns in thedata. The features that will be used are inspired by the research article [16] and MATLAB’sguide [15]. There are no documented cases of the features used in this paper that has beentried before for fault diagnoses in BLDC-motors with integrated gearboxes.
Training the models requires the collected data to be divided into training and validation sets.Validation sets is a good way to measure accuracy of the model, since the accuracy of thetrained model can be misrepresented compared to the reality. Cross-validation is recommendedfor this training since it maximizes how much data is used for model training, since the numberof available vibration data is limited. There is no perfect machine learning algorithm sincethere is no way of knowing the outcome in advance. These claims suggest that Support VectorMachines (SVMs) is a reasonable algorithm for fault detection in gearboxes [8][9][10][11]. Hence,different types of SVMs will be trained and optimized by tuning some of the default parameters.If the results are promising from these first steps, a recommendation to implement machinelearning for larger scale systems can be made.
21

5 Measurement setup
5.1 Transducers
Mechanical vibration can be measured with the help of a transducer, it is the element thattransforms vibration into an analog electrical signal. To get accurate readings is highly impor-tant, since errors in the data might lead to wrong conclusions. Vibration transducers must beaccurate on two things [17]:
• Amplitude readings, vibration levels, offering repeatability.
• Frequency information, probably the most important factor since many defects in rotatingmachinery is associated with it. Accurate frequency reading provides precise informationabout what could cause the mechanical fault.
There are three different types of transducers:
• Proximity probe, which are mostly used to measure displacement. The measurement’svalues are suitable for low frequency vibrations.
• Seismic velocity transducer or velometer, which readings gives indication of the level ofvibration severity, meaning the level of fatigue on the overall mechanical system.
• Piezoelectric transducer or accelerometer, which measures the internal force of a sourceof vibration the most accurately.
An accelerometer is the most suited type of transducer for this thesis. A more in-depth expla-nation on how its works is described in the next part.
5.1.1 Accelerometer
The piezoelectric transducer builds up voltage proportional to the acceleration it is exposed to,the voltage is generated from a piezoelectric crystal that is under pressure. The crystal and themass creating the pressure can be seen in a cross-section of an accelerometer in Figure 5.12.
22

Figure 5.12: Cross-section of a typical piezoelectric transducer and its components [18].
Accurate readings in the frequency range is commonly between 1 to 15000 Hz [18]. The mount-ing of an accelerometer is important, since the frequency range is affected by it. There areseveral different mounting methods, the most common ones are handheld, magnet, adhesiveand screw mounting. Each method has an upper cut-off frequency value since the contactbetween machine and sensor act as a mechanical low pass filter. Handheld obviously has themost impact since the human body induce a damping effect on the sensor. Screw mounting isthe preferred option since it has the lowest impact between machine and sensor. However, it isnot always easy to find a suitable surface on the machine for the screw mounting. Therefore,adhesive mounting is often preferred because of its simplistic mounting approach.
The sensor used to measure vibration is a piezoelectric ICP accelerometer, PCB model 352A24,seen in Figure 5.13. It was a reasonable priced single axis ICP accelerometer designed for testpurpose, with key attributes such as lightweight and adhesive mounting. Adhesive (Petro Wax)is the choice of mounting method since there are several positions for the accelerometer to bemounted on.
(a) PCB model 352A24.(b) Specification for 352A24
Figure 5.13: Accelerometer with corresponding specifications
23

5.1.2 Microphone
Since this thesis is about vibration/sound analysis it is important to have knowledge about thedifferent kinds of microphones available. The basic function for a microphone is to capture au-dio, converting sound waves to an electrical signal, and in this case with minimum interference,meaning capture the audio with a flat frequency response. It is preferred to have minimumloss of information from the recorded sound, since this could complicate the analysis. Thethree most common types of microphones are dynamic, condenser and ribbon. For this thesis acondenser microphone is recommended since it has a rather flat frequency response comparedto the other types. However, as they require an external power source to function, solutionssuch as an internal battery or external pre-amp can be used.
The microphone used for recording sound data is a directional stereo microphone, azden SMX-10, seen in Figure 5.14. It was a reasonably priced targeted stereo microphone with a broadfrequency spectrum. It was easily implemented in the measurement system since it had a3.5mm contact and a simple AAA internal battery.
(a) azden SMX-10.(b) Specification for SMX-10
Figure 5.14: Microphone with the corresponding specification
24

5.2 Equipment
5.2.1 cDAQ and Voltage input module
The voltage input module (NI 9221) and the cDAQ (NI 9171) is described in Figure 5.15 and5.16, respectively.
Figure 5.15: The voltage input module NI 9221 with its specifications
Figure 5.16: The compactDAQ NI 9171 with its specifications
5.2.2 Accelerometer power unit
The power unit for the accelerometer is described in Figure 5.17(a) and the specification inFigure 5.17(b).
25

(a) Model 480D06 power unit.(b) Specification for 480D06
Figure 5.17: Power unit for the accelerometer with the corresponding specification.
5.2.3 Soundproof box
A soundproof box was designed so that noise from external sources had less impact on therecordings. The box was made of steel and had the dimension 90x90x30 cm and the walls hadsound absorbing foam attached. The box ceiling was designed with hinges so that it could beopened and closed, a small hole on the bottom side of the box was also implemented so thatwires for power and the microphone could fit through it.
5.2.4 Equipment summary
The lists of equipment and programs used for this thesis are given in Table 5.3 and Table 5.4,respectively.
Equipment type Model nameAccelerometer PCB 352A24
Power unit for accelerometer PCB 480D06Power unit for motor (1-60V) HCS-3404
Analog input Module NI9221CompactDAQ NI9171Microphone SMX-10
Soundproof box -PC Dell Latitude 5480
Table 5.3: The equipment used for the project.
Program ApplicationMatlab R2019b Feature extraction and plotting tool
Matlab Classification learner Supervised machine learningLabVIEW 2016 Vibration/Sound recording and analysis calculations
Table 5.4: List of software that was used and its applications
26

5.2.5 BLDC-motors
The total number of available units that could be used for research is 13 BLDC-motors withintegrated gearboxes, in which five were classified as healthy, six were classified as faulty andtwo were classified as 50 % healthy, defined as some defect noise is present but not so clear tobe identified as a faulty unit.
The known parameters for the BLDC-motor and planetary gearbox used for the present thesisproject are given in Table 5.5 and Table 5.6, respectively.
Poles Stator Slots4 16
Table 5.5: The number of poles and slotsin the BLDC-motor
Gear 1st Stage 2st Stage1 x Sun 8 11
3 x Planet 26 171 x Ring 61 46
Table 5.6: The number of gear tooth inrespective stage
5.3 Software
5.3.1 LabVIEW
Laboratory Virtual Instrument Engineering Workbench (LabVIEW) is a visual programminglanguage. It is developed by National Instruments and is commonly used as a workbenchfor test instruments. The programming language behind LabVIEW is G, so it is essentiallya user interface for G. The graphic interface in LabVIEW makes it user friendly and fast tolearn. It has several pre-programmed functions that can be implemented in the code with justa few commands. For example, there are already pre-built functions for importing data froma cDAQ, then use an FFT-function on that data and plotting that data in a graph so thefrequency spectrum can be analysed. For more information about what LabVIEW is and howit can be implemented, see [19].
5.3.2 MATLAB
Matrix laboratory (MATLAB) is a programming language designed for technical computing.It is great for data analysis, visualization, computation, etc. The data element system is anarray that does not require dimensioning, which allows solutions for many technical computingproblems. One feature in MATLAB is its family of application-specific solutions called tool-boxes. Toolboxes consist of several MATLAB functions; these functions can be applied to solvespecific classes of problems. Classification Learner is one example of MATLABS toolboxes.The Classification Learner can train models to classify data with the help of machine learning.For more information about MATLAB and its toolboxes, see [20].
27

5.4 Measurement setup summary
A flow chart of the complete setup can be seen in Figure 5.18.
Figure 5.18: Flow chart of the measurement setup
The accelerometer was connected to a power unit, model 480D06, which had a gain of 10x, thepower unit was connected to a cDAQ which was connected to a laptop where the data couldbe sampled. Figure 5.19 shows the complete setup, the accelerometer mounted with adhesiveon the BLDC-motor, the connection steps from motor to the laptop.
28

Figure 5.19: The complete setup for vibration measurements: 1. Power Unit (1-60V), 2.BLDC-motor, 3. Accelerometer, 4. PCB power unit, 5. cDAQ, 6. PC with LabVIEW.
The microphone used for recording sound data is a directional stereo microphone, azden SMX-10. It was placed in a soundproof box and connected to a laptop. See Figure 5.20.
Figure 5.20: The measurement setup for acoustic sound recording: 1. Soundproof box, 2.Microphone, 3. BLDC-motor.
29
6 Results and Discussion
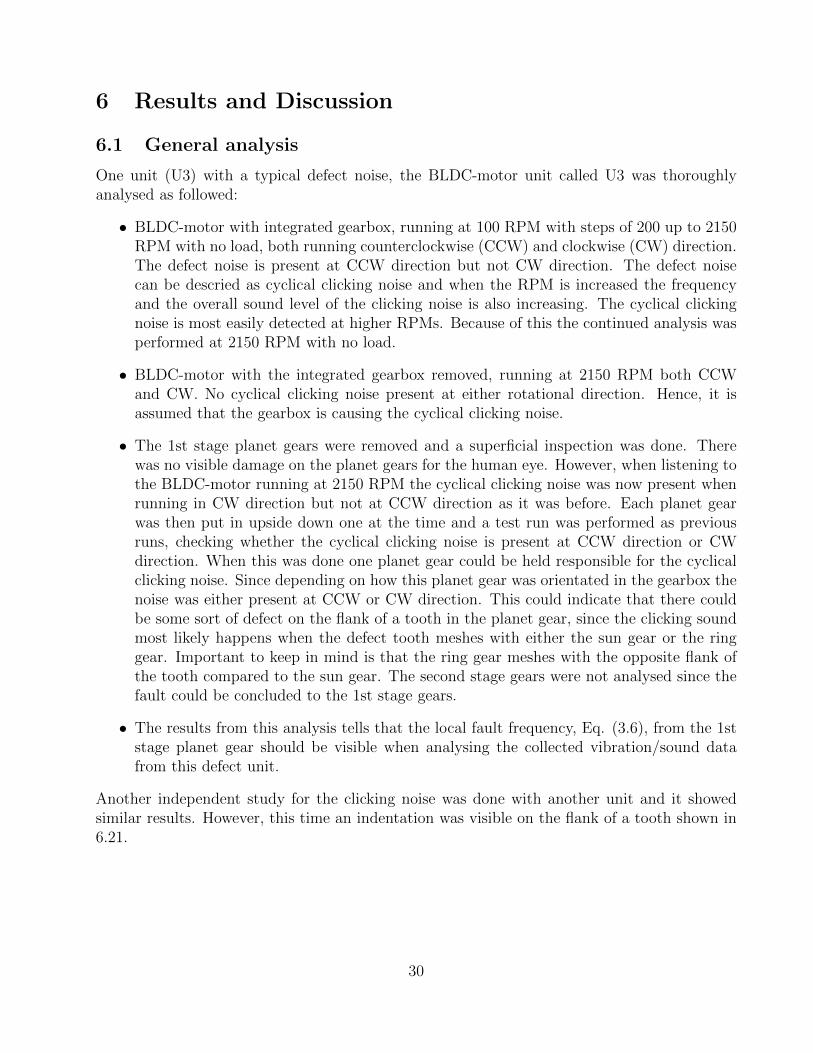
6.1 General analysis
One unit (U3) with a typical defect noise, the BLDC-motor unit called U3 was thoroughlyanalysed as followed:
• BLDC-motor with integrated gearbox, running at 100 RPM with steps of 200 up to 2150RPM with no load, both running counterclockwise (CCW) and clockwise (CW) direction.The defect noise is present at CCW direction but not CW direction. The defect noisecan be descried as cyclical clicking noise and when the RPM is increased the frequencyand the overall sound level of the clicking noise is also increasing. The cyclical clickingnoise is most easily detected at higher RPMs. Because of this the continued analysis wasperformed at 2150 RPM with no load.
• BLDC-motor with the integrated gearbox removed, running at 2150 RPM both CCWand CW. No cyclical clicking noise present at either rotational direction. Hence, it isassumed that the gearbox is causing the cyclical clicking noise.
• The 1st stage planet gears were removed and a superficial inspection was done. Therewas no visible damage on the planet gears for the human eye. However, when listening tothe BLDC-motor running at 2150 RPM the cyclical clicking noise was now present whenrunning in CW direction but not at CCW direction as it was before. Each planet gearwas then put in upside down one at the time and a test run was performed as previousruns, checking whether the cyclical clicking noise is present at CCW direction or CWdirection. When this was done one planet gear could be held responsible for the cyclicalclicking noise. Since depending on how this planet gear was orientated in the gearbox thenoise was either present at CCW or CW direction. This could indicate that there couldbe some sort of defect on the flank of a tooth in the planet gear, since the clicking soundmost likely happens when the defect tooth meshes with either the sun gear or the ringgear. Important to keep in mind is that the ring gear meshes with the opposite flank ofthe tooth compared to the sun gear. The second stage gears were not analysed since thefault could be concluded to the 1st stage gears.
• The results from this analysis tells that the local fault frequency, Eq. (3.6), from the 1ststage planet gear should be visible when analysing the collected vibration/sound datafrom this defect unit.
Another independent study for the clicking noise was done with another unit and it showedsimilar results. However, this time an indentation was visible on the flank of a tooth shown in6.21.
30

Figure 6.21: Visibly indentation on the flank of a tooth from one of the 1st stage planet gears.
Every available unit is then operated at 2150 RPM and listened to. The summary of this givesan overview of what each unit can be classified as, which is presented in table 6.7.
Name Class DirectionG1 Healthy -G2 Healthy -G3 Healthy -G4 Healthy -G5 Healthy -U1 Faulty CCWU2 Faulty CCWU3 Faulty CCWU4 Faulty CCWU5 Faulty CWU6 Faulty CWM1 Healthy 50% CCWM2 Healthy 50% CCW
Table 6.7: Classification table for each unit, direction stands for if the defect noise is presentin CW or CCW rotation.
6.2 Confirmation of measurement data
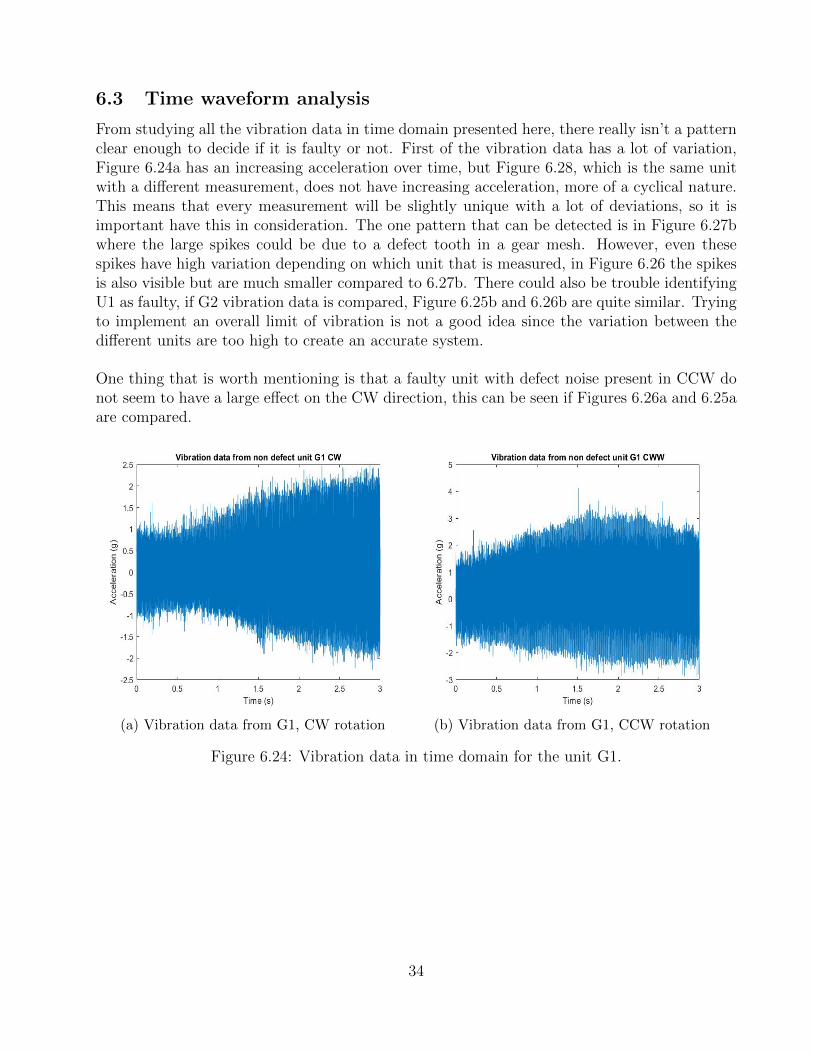
The functionality of the accelerometer could be confirmed when mounted with adhesive ona loudspeaker, the speaker did a logarithmic frequency sweep from 20 Hz to 20kHz with theduration time of 25 seconds. The sample rate was 40k Hz and the number of samples to read was80k. However, it is important to keep in mind that the frequency response of the loudspeaker
31

has a large dampening effect on the lower frequencies, 20 to 200 Hz. This method of verificationalready has its flaws, but since it is the closest of an accurate vibration frequency generatorthat was available the measurements were collected. The frequency sweep is presented in figure6.22. Every two seconds, a little skip of frequency is visible; this is probably due to after 2seconds of sampled vibration data, LabView performed a save to file and then the measurementstarted again. This action takes some time, so it is possible that some vibration data is notrecorded during the save to file action. Figure 6.22 and 6.23 shows that vibrations with thefrequency of 200 Hz to 17 kHz can be recorded accurately. If the rotational speed of the rotor isassumed to be 2150 RPM and according to table 3.1, the list of different frequencies of interestcan be calculated using the values from table 5.6 and the result are:
Name Frequency [Hz]fm 253.43fs 95.04fr 4.15fp 9.75
f cogging 191.3ns 35.83
Table 6.8: List of the calculated frequencies of interest
As seen, there are frequencies of interest below 200 Hz, which can be a problem since there isno guaranties that these frequencies are measured accurately. But it is probably due to thespeaker not being able to produce sound at a high volume at those low frequencies due to itsoriginal design.
The verification of the microphone was simply done by listening to the recordings and comparingit to the actual source of the sound. It was decided that the measurement instrument wassufficient for its purpose.
32
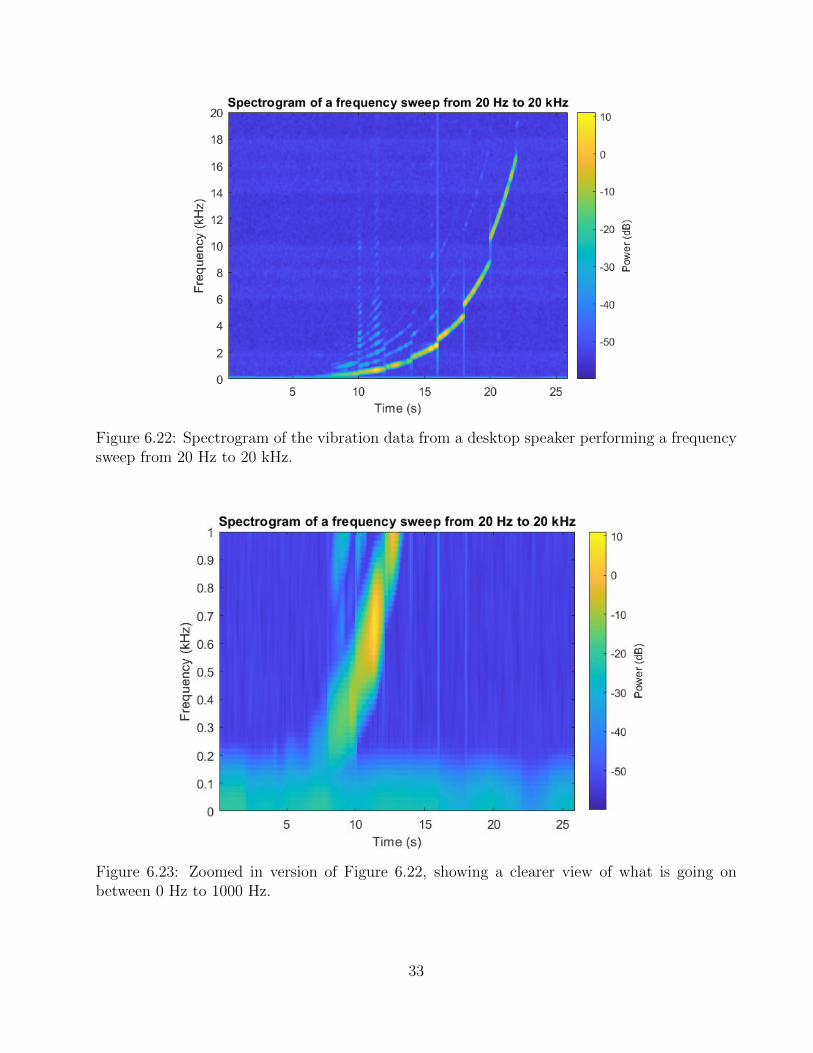
Figure 6.22: Spectrogram of the vibration data from a desktop speaker performing a frequencysweep from 20 Hz to 20 kHz.
Figure 6.23: Zoomed in version of Figure 6.22, showing a clearer view of what is going onbetween 0 Hz to 1000 Hz.
33
6.3 Time waveform analysis
From studying all the vibration data in time domain presented here, there really isn’t a patternclear enough to decide if it is faulty or not. First of the vibration data has a lot of variation,Figure 6.24a has an increasing acceleration over time, but Figure 6.28, which is the same unitwith a different measurement, does not have increasing acceleration, more of a cyclical nature.This means that every measurement will be slightly unique with a lot of deviations, so it isimportant have this in consideration. The one pattern that can be detected is in Figure 6.27bwhere the large spikes could be due to a defect tooth in a gear mesh. However, even thesespikes have high variation depending on which unit that is measured, in Figure 6.26 the spikesis also visible but are much smaller compared to 6.27b. There could also be trouble identifyingU1 as faulty, if G2 vibration data is compared, Figure 6.25b and 6.26b are quite similar. Tryingto implement an overall limit of vibration is not a good idea since the variation between thedifferent units are too high to create an accurate system.
One thing that is worth mentioning is that a faulty unit with defect noise present in CCW donot seem to have a large effect on the CW direction, this can be seen if Figures 6.26a and 6.25aare compared.
(a) Vibration data from G1, CW rotation (b) Vibration data from G1, CCW rotation
Figure 6.24: Vibration data in time domain for the unit G1.
34

(a) Vibration data from G2, CW rotation (b) Vibration data from G2, CCW rotation
Figure 6.25: Vibration data in time domain for the unit G2.
(a) Vibration data from U1, CW rotation (b) Vibration data from U1, CCW rotation
Figure 6.26: Vibration data in time domain for the unit U1.
35
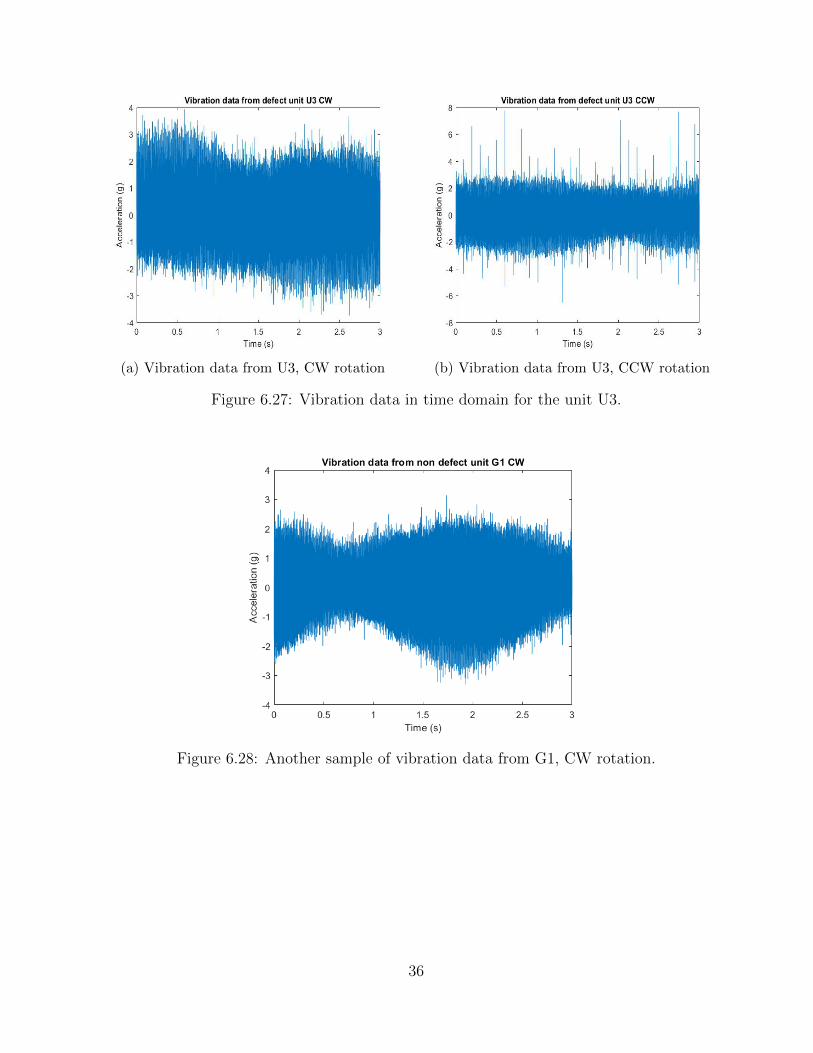
(a) Vibration data from U3, CW rotation (b) Vibration data from U3, CCW rotation
Figure 6.27: Vibration data in time domain for the unit U3.
Figure 6.28: Another sample of vibration data from G1, CW rotation.
36

6.4 FFT Power spectrum analysis
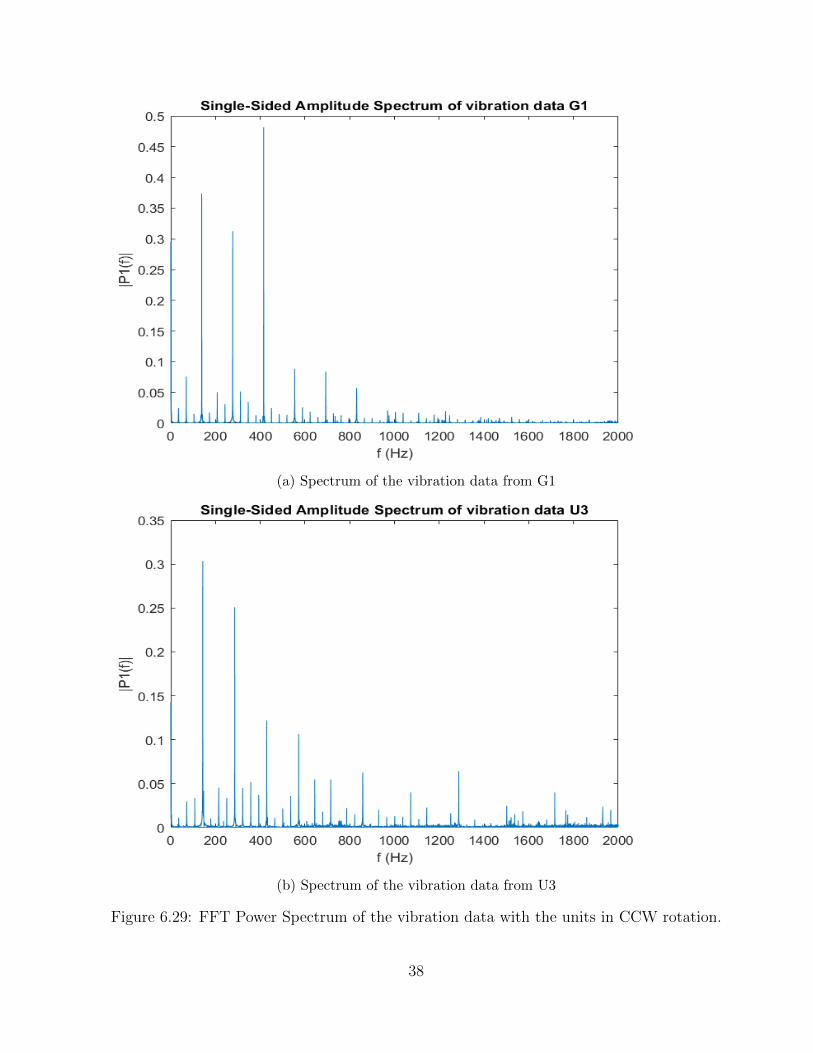
For this part the units G1 and U3 was chosen for comparison, since U3 has the clearest defectsound characteristics. When analysing the FFT spectrum it is expected to see the gear meshfrequency for the planetary gearbox and all the other frequencies listed in table 6.8. Accordingto standard CM methods. However, almost none of the largest peaks between 0-2000 Hzcorrelate with the expected frequencies, the only peak that correlates is the 35.67 Hz peakseen in Figure 6.30. It can be assumed that it is the vibrations from the first stage sun gearsrotational speed, which is 35.83 Hz. Another unexpected observation is that the power spectrumin Figure 6.29a has higher peaks than the defect unit U3, seen in Figure 6.29b. There is noclear explanation for that observation. There might be irregularities in the mounting in theaccelerometer since it was adhesive mounting, this could affect the measured vibration data.The position of the accelerometer where it is mounted on the gearbox could also affect whichvibration it measures. Several vibration measurements were done, both in CCW and CWdirection, and they had similar results as those seen in the presented figures, 6.29a and 6.29b.The most dominant peaks that could be observed between 0-2000 Hz from all the measurements,including non-defect and defect units, are presented in table 6.9.
Dominant frequencies @ 2150 RPM145 Hz290 Hz440 Hz580 Hz730 Hz880 Hz
Table 6.9: Dominant frequencies for non-defect and defect units
Since Table 6.8 and 6.9 do not correlate that well it is decided that this method is not enoughto create a pass/fail system. However, there should still be valuable vibration data that couldbe analysed.
37
(a) Spectrum of the vibration data from G1
(b) Spectrum of the vibration data from U3
Figure 6.29: FFT Power Spectrum of the vibration data with the units in CCW rotation.
38
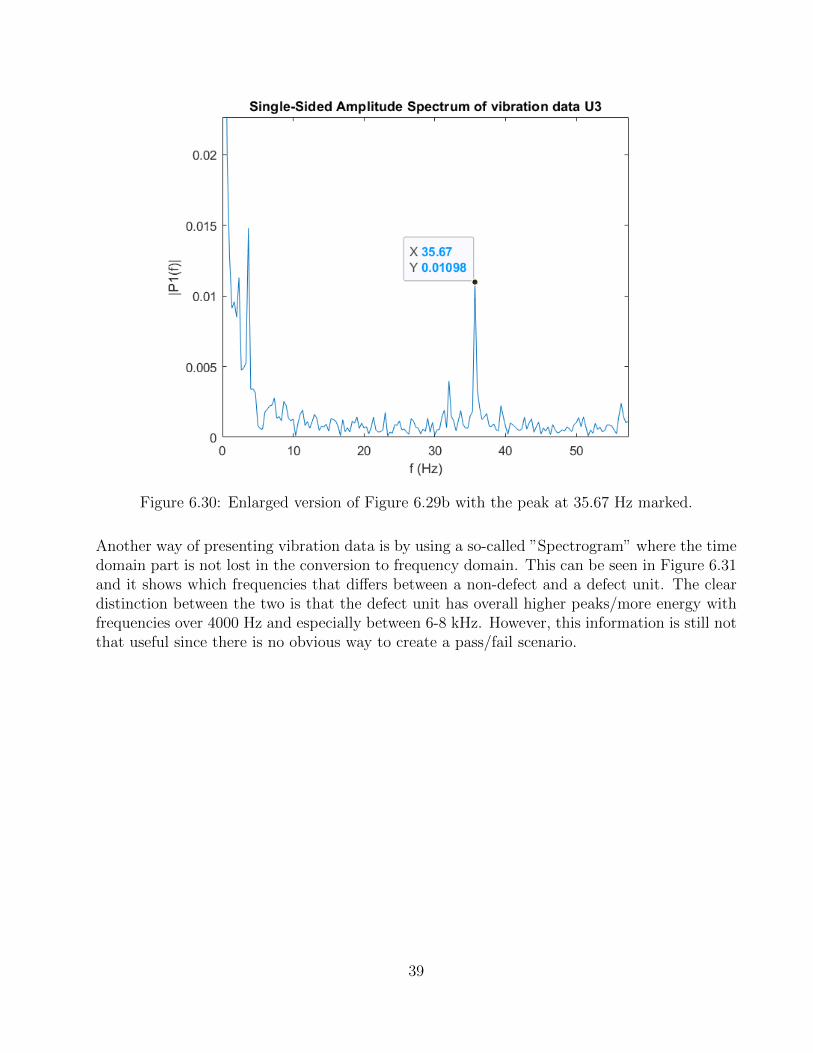
Figure 6.30: Enlarged version of Figure 6.29b with the peak at 35.67 Hz marked.
Another way of presenting vibration data is by using a so-called ”Spectrogram” where the timedomain part is not lost in the conversion to frequency domain. This can be seen in Figure 6.31and it shows which frequencies that differs between a non-defect and a defect unit. The cleardistinction between the two is that the defect unit has overall higher peaks/more energy withfrequencies over 4000 Hz and especially between 6-8 kHz. However, this information is still notthat useful since there is no obvious way to create a pass/fail scenario.
39
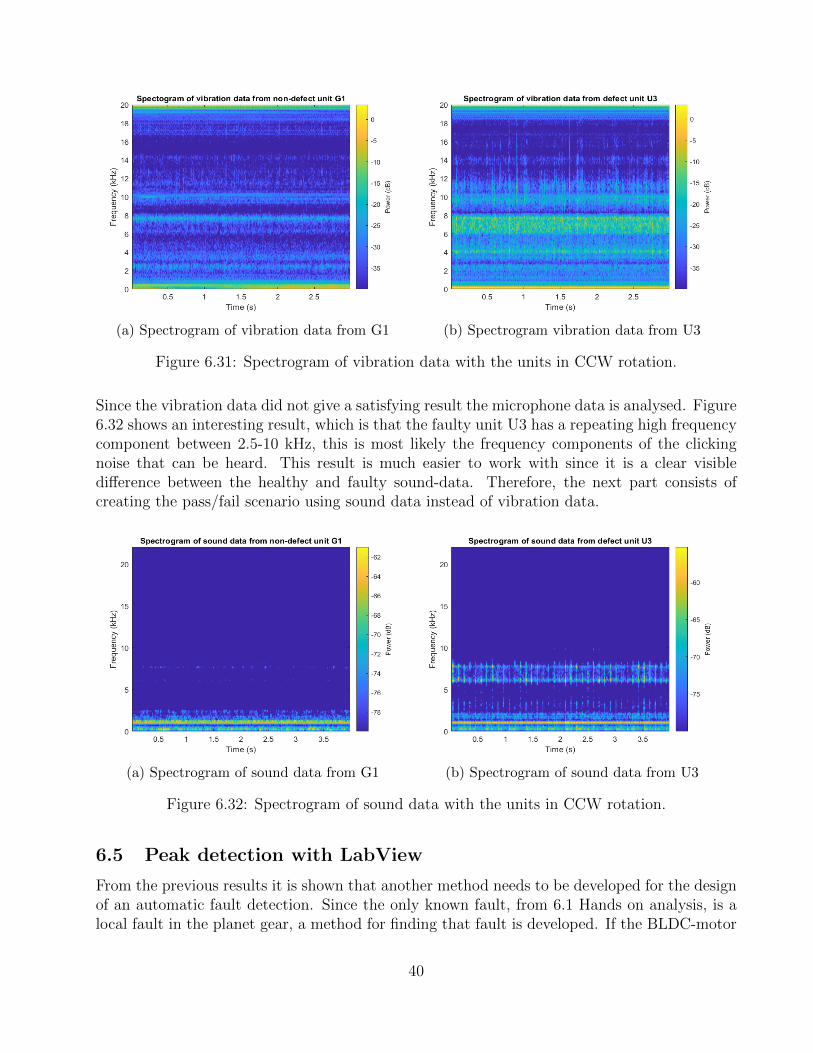
(a) Spectrogram of vibration data from G1 (b) Spectrogram vibration data from U3
Figure 6.31: Spectrogram of vibration data with the units in CCW rotation.
Since the vibration data did not give a satisfying result the microphone data is analysed. Figure6.32 shows an interesting result, which is that the faulty unit U3 has a repeating high frequencycomponent between 2.5-10 kHz, this is most likely the frequency components of the clickingnoise that can be heard. This result is much easier to work with since it is a clear visibledifference between the healthy and faulty sound-data. Therefore, the next part consists ofcreating the pass/fail scenario using sound data instead of vibration data.
(a) Spectrogram of sound data from G1 (b) Spectrogram of sound data from U3
Figure 6.32: Spectrogram of sound data with the units in CCW rotation.
6.5 Peak detection with LabView
From the previous results it is shown that another method needs to be developed for the designof an automatic fault detection. Since the only known fault, from 6.1 Hands on analysis, is alocal fault in the planet gear, a method for finding that fault is developed. If the BLDC-motor
40

is operating at 2150 RPM the fault frequency for a local fault in the planet gear is 9.75 Hz.When the faulty gear meshes with another gear, a spike should be expected, so detecting thesespikes is of great interest. This can be done by multiplying a signal with itself, where the spikeswill be larger compared to the other parts of the signal. After that a FFT performed on themultiplied signal and the desired frequency can be seen in the spectrum. The spikes soundcontent is identified as high-frequency sound according to Figure 6.32. Therefore, a high-passfilter constructed in order to help with identifying the peaks. The filter chosen is a high-passButterworth with the cut-off frequency of 2.5 kHz. A step by step illustration of how it shouldwork is shown in Figure 6.33. Figure 6.34 also shows that no peaks can be identified with soundfrom a non-faulty unit.
(a) Step 1. 4 seconds of recorded motor sound (b) Step 2. Filtered signal from step 1.
(c) Step 3. Squared signal from step 2. (d) Step 4. FFT of the signal from step 3.
Figure 6.33: Step by step illustration of how the frequencies of the peaks can be identified, withthe sound data from unit U1.
41

(a) Step 1. 4 seconds of recorded motor sound (b) Step 2. Filtered signal from step 1.
(c) Step 3. Squared signal from step 2. (d) Step 4. FFT of the signal from step 3.
Figure 6.34: Step by step illustration of how the frequencies of the peaks can be identified, withthe sound data from unit G1.
As shown in previous data, see Figure 6.33,6.34, the method seems to work as intended and theparameters for a pass/fail system can be developed. Since the only faults that can be detectedthis way is the local fault frequency for the sun, ring and planet gears, parameters for thosefaults are developed. The expected local faults are:
Local fault type 1st StageSun gear 95.04 HzRing gear 4.15 Hz
Planet gear 9.75 Hz
Table 6.10: The expected local fault frequencies in the 1st stage in the gearbox
With these known frequencies the program can check the amplitude for each fault frequency.However, in order for these values to be ”easier” to read for the average worker, a percent ratiobetween the fault frequency amplitude and the DC signal is calculated. Example calculationfor the parameter for the planet gear fault:
42

• The amplitude for the 9.75 Hz peak in Figure 6.33 is 2.5*10−7.
• The DC component of the signal in Figure 6.33 is 6.8*10−7
• Parameter value for planet gear fault is then, 2.5/6.8=0.367, which is 36.7 %
• The amplitude for the 9.75 Hz peak in Figure 6.33 is 0.15*10−8.
• The DC component of the signal in Figure 6.33 is 3.2*10−8.
• Parameter value for planet gear fault is then, 0.15/3.2=0.047, which is 4.7 %
With these readings it is possible to set a limit for how high the fault value can be, since thefaulty unit has a value of 36.7 compared to the healthy unit with a value of 4.7. The borderlineunits with some defect noise, M1 and M2, are used for setting the threshold value, which is setto 10. After the threshold value of 10 is used all units can be tested with LabView, programmedwith the method described above and the result is:
Unit Pass/fail Identified faultG1 Pass -G2 Pass -G3 Pass -G4 Pass -G5 Pass -U1 Fail Defect planet gearU2 Fail Defect planet gearU3 Fail Defect planet gearU4 Fail Defect planet gearU5 Fail Defect planet gearU6 Fail Defect planet gearM1 Pass -M2 Pass -
Table 6.11: The expected local fault frequencies in the 1st stage in the gearbox
It can be seen in Table 6.11 that all faulty units are identified as having a defect in the planetgear and the other units have no identified faults and can then be classified as healthy. Thismethod seems to work as intended but to ensure that it works for other faults more testing isrequired. One test that could be done, is by inducing a local fault in the ring gear or sun gear.However, it is not easy to replicate the fault seen in Figure 6.21 due to the hardness in thematerial. Therefore it was never done, since proper equipment was not available.
43

6.6 Supervised machine learning
It is a good idea to develop another method for fault detection. The peak detection method onlydetects local faults in the gears, it is not possible to detect other faults, such as misalignment,imbalance and bearing faults. The concept of supervised machine learning is that the user tellsthe machine what is healthy vibration data and what is faulty vibration data, after that isdone the machine can create a classifying system. How accurate the classifying system will be,depends on how much data is available for training and which model is used. Only vibrationdata from the accelerometer was used and around 5 hours of vibration data was collected. Thedata collected for machine learning was as followed:
• Each data had a sample rate of 40 kHz and the number of samples was 120k, meaning 3seconds of vibration data in every data.
• Unit G1,G2 and G3 was used for the healthy class, both CCW and CW.
• The data set for the healthy CCW class has 1602 number of data measurements, splitevenly between each unit.
• The data set for the healthy CW class has 2274 number of data measurements, splitevenly between each unit.
• Unit U1,U2 and U3 was used for the faulty CCW class.
• The data set for the faulty CCW class has 1548 number of data measurements, splitevenly between each unit.
• Another 600 samples of random noise data are added to the faulty class, both CCWand CW, this is due to the machine not classifying random noise as healthy by mistake.Random noise meaning what the accelerometer is measuring when the BLDC-motor is ina stationary mode (0 RPM).
• Unit U5 was used for the faulty CW class.
• The data set for the faulty CW class has 300 number of data measurements.
• Unit M1 was used for the healthy 50% CWW class.
• The data set for the healthy 50% CWW class has 950 number of data measurements.
The data collected for verifying the trained model, same method as previously, which means:
• Unit G4 and G5 was used for verifying the healthy class, both CCW and CW.
• The data set for verifying the healthy CCW class has 200 number of data measurements,split evenly between each unit.
• The data set for verifying the healthy CW class has 100 number of data measurements,split evenly between each unit.
44
• Unit U4 was used for verifying the faulty CCW class.
• The data set for verifying the faulty CCW class has 200 number of data measurements.
• Unit U6 was used for verifying the faulty CW class.
• The data set for verifying the faulty CW class has 200 number of data measurements.
• Unit M2 was used for verifying the healthy 50% CWW class.
• The data set for the healthy 50% CWW class has 200 number of data measurements.
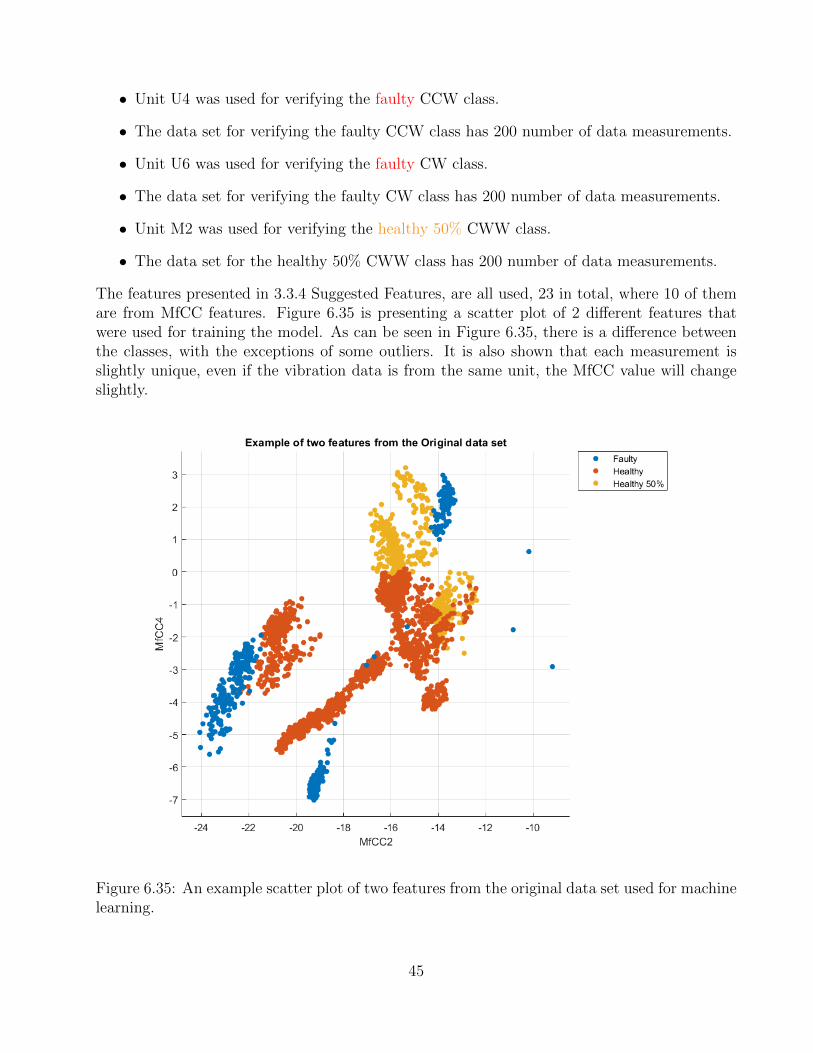
The features presented in 3.3.4 Suggested Features, are all used, 23 in total, where 10 of themare from MfCC features. Figure 6.35 is presenting a scatter plot of 2 different features thatwere used for training the model. As can be seen in Figure 6.35, there is a difference betweenthe classes, with the exceptions of some outliers. It is also shown that each measurement isslightly unique, even if the vibration data is from the same unit, the MfCC value will changeslightly.
Figure 6.35: An example scatter plot of two features from the original data set used for machinelearning.
45

The result of training the datasets, using cross-validation with 50 folds, for the different classmodels are:
3 class CCW AccuracyCoarse Gaussian SVM 99.97%
2 class CCW AccuracyCoarse Gaussian SVM 99.80%
2 class CW AccuracyCoarse Gaussian SVM 97.40%
The 2 class means that there were no healthy 50% class used, which might be of interest sincehealthy 50% is a quite diffuse label to have in a classifying system. The accuracy describeshow good the model performs on the training data, important to note is that the verificationdata has not been compared yet. The verification data is used below and how it performed ispresented in Figure 6.36, 6.37 and 6.38.
Figure 6.36: The performance of the 3 class CCW Coarse Gaussian SVM model.
46

Figure 6.37: The performance of the 2 class CCW Coarse Gaussian SVM model.
Figure 6.38: The performance of the 2 class CW Coarse Gaussian SVM model.
47

In Figure 6.36, The accuracy of the classification for healthy and faulty shows promising num-bers, 94.5% for the faulty and 82.5% for the healthy units. However, the healthy 50% class didnot have any accuracy at all, the accuracy was 0%. Therefore, the assumption that a 3-classsystem is not viable and a 2-class classification system of healthy and faulty is recommended.Comparing the SVM model in Figure 6.37 and 6.36, there is an increase in accuracy for classi-fying healthy units but a slight decrease in classifying faulty units. There are no clear reasonsto why this is happening, most likely due to the nature of vibration data and its inconsistencybetween each measurement. The SVM model for CW direction, seen in Figure 6.38, had perfectaccuracy for classifying the healthy units but not so great accuracy for the faulty units. Thiscould be due to the smaller sample size of two faulty CW units available compared to the fourfaulty CCW units and lesser samples overall.
The overall results suggest that it is possible to use a supervised machine learning to classifyhealthy and faulty units with the suggested features used. However, increasing the overallnumber of available units for data collection is a recommendation by the author. Since thatwould give more information if this method is viable to apply on a production line.
48

7 Conclusion and future work
7.1 Conclusion
Several methods have been evaluated and the thesis provide valuable information about NVHrelated problems. Anomaly detection has also been implemented by using machine learning,which showed promising results.
• Identify what causes the defect noise to be present in some of the newly produced BLDC-motors with integrated gearbox and drive.
– All the available faulty units had a defect planetary gear in the first stage, accordingto the results presented in Table 6.11. The cause of the noise is most likely due toan indentation on the flank of a tooth in the planet gear. This flank on the toothcreates a clicking noise when it mesh with either the sun or ring gear.
• Research if it is possible to create an automatic test that indicates if an electric motor ishealthy or faulty according to its vibration/sound characteristics.
– Two different viable options were researched. One based on the sound characteristics,seen in Result 6.5. The other method was based on vibration characteristics and ispresented in Result 6.6.
• Can this automatic vibration/sound test be implemented for quality assurance in a pro-duction line?
– The most suited test for detecting faulty units is the peak detection test, showed inResult 6.5. This is due to the fact that it correctly identifies the faulty units andis already implemented in a live graphical interface solution using LabView. Whichmakes it possible for a production line technician to use. However, it is probablynot the most time efficient solution compared to a human worker, so further workand testing is recommended. The anomaly detection system based on vibrationdata in Result 6.6 is not ready to be implemented in a production line. Since it isstill in early stage research and more work is required to implement a live graphicalinterface.
• With the knowledge gained from the prior parts of the thesis, is it possible to pin-pointspecific parts of an electric motor that can be changed in order to reduce overall noise?
– The work that was done fully focused on the detection of faulty units, which makesit hard to implement on overall noise reduction related problems. This is left forfuture work.
49

7.2 Future work
The detection system with most potential is the system based with machine learning since itshould be more resilient. Meaning, that it has the possibility to detect new faults that are notknown previously to the system. Since it operates with knowing what healthy vibration datais, the vibration data that does not fit that criteria will then be classified as faulty. However,anomaly detection system in 6.6 could use more work, in order to make the system more valid.The list of recommendation is:
1. Increase the number of units used for collection of vibration data and the overall samplesize. This will help increasing the overall model and make it more robust. And alsovalidate that this is a good method for fault detection. More data could also give thepossibility to see if a 3-class system (healthy, 50% healthy and faulty) is viable.
2. Feature selection. This is still an ongoing research subject on which features are suitablefor applying fault analysis on gearboxes. The author’s personal recommendation is to trymore features to see which are beneficial and read more literature related to the topic.
3. Try other types of machine learning. In this thesis the models created were using the helpof SVM. There is a possibility that other methods could perform better than the SVMalgorithm.
50
References
[1] M. French and M. Jay, “An introduction to automotive nvh testing,” Experimental Tech-niques, vol. 22, pp. 32–33, 1998.
[2] D. Goyal and B. Pabla, “The vibration monitoring methods and signal processing tech-niques for structural health monitoring: a review,” Archives of Computational Methods inEngineering, vol. 23, no. 4, pp. 585–594, 2016.
[3] J. Abrahamsson, “Lecture 10 ppt, electric propulsion systems, 5.0 c 1te692,” 2018.
[4] “Sources and remedies,” Available at https://mqitechnology.com/wp-content/uploads/2017/09/noise-and-vibration-in-pm-motors-sources-and-remedies.pdf [Accessed May. 20,2020].
[5] S. W. Smith, “The scientist and engineer’s guide to digital signal processing,” Availableat http://www.dspguide.com/ch12/2.htm [Accessed May. 20, 2020].
[6] N. R. Prasad, S. Almanza-Garcia, and T. T. Lu, “Anomaly detection,” CMC-COMPUTERS MATERIALS & CONTINUA, vol. 14, no. 1, pp. 1–22, 2009.
[7] Q. Miao and Q. Zhou, “Planetary gearbox vibration signal characteristics analysis andfault diagnosis,” Shock and Vibration, vol. 2015, 2015.
[8] J. Kang, X. Zhang, J. Zhao, and D. Cao, “Gearbox fault prognosis based on chmm andsvm,” in 2012 International Conference on Quality, Reliability, Risk, Maintenance, andSafety Engineering. IEEE, 2012, pp. 703–708.
[9] L. Jedlinski and J. Jonak, “Early fault detection in gearboxes based on support vectormachines and multilayer perceptron with a continuous wavelet transform,” Applied SoftComputing, vol. 30, pp. 636–641, 2015.
[10] F. Chen, B. Tang, and R. Chen, “A novel fault diagnosis model for gearbox based onwavelet support vector machine with immune genetic algorithm,” Measurement, vol. 46,no. 1, pp. 220–232, 2013.
[11] C. Zhang, Z. Peng, S. Chen, Z. Li, and J. Wang, “A gearbox fault diagnosis method basedon frequency-modulated empirical mode decomposition and support vector machine,” Pro-ceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engi-neering Science, vol. 232, no. 2, pp. 369–380, 2018.
[12] T. Fletcher, “Support vector machines explained,” Tutorial paper., Mar, p. 28, 2009.
[13] R. Moddemeijer, “Entropy of a stationary signal,” Available at http://www.cs.rug.nl/∼rudy/matlab/doc/entropy.html [Accessed May. 20, 2020].
[14] K. Wojcicki, “Htk mfcc matlab,” Available at https://www.mathworks.com/matlabcentral/fileexchange/32849-htk-mfcc-matlab [Accessed May. 20, 2020], 2020.
51

[15] Mathworks, “Mastering machine learning with matlab,” Available https://se.mathworks.com/content/dam/mathworks/ebook/gated/machine-learning-workflow-ebook.pdf [Ac-cessed May. 20, 2020].
[16] A. Soleimani, M. J. Mahjoob, and M. Shariatpanahi, “Fault classification in gears usingsupport vector machines (svms) and signal processing,” in 2009 Fifth International Con-ference on Soft Computing, Computing with Words and Perceptions in System Analysis,Decision and Control. IEEE, 2009, pp. 1–4.
[17] A. Fernandez, “Vibration analysis learning,” Available at https://www.power-mi.com/content/vibration-analysis-learning [Accessed May. 20, 2020], 2016.
[18] ——, “Vibration sensors and measurement devices,” Available at https://www.power-mi.com/content/vibration-sensors-and-measurement-devices [Accessed May. 20, 2020], 2016.
[19] “What is labview,” Available at https://www.ni.com/sv-se/shop/labview.html [AccessedMay. 20, 2020].
[20] “What is matlab,” Available at https://se.mathworks.com/discovery/what-is-matlab.html[Accessed May. 20, 2020].
52
Copyright © 2022 FDOKUMEN