•FABTECH International & AWS Welding Show Preview
252
PUBLISHED BY THE AMERICAN WELDING SOCIETY TO ADVANCE THE SCIENCE, TECHNOLOGY, AND APPLICATION OF WELDING AND ALLIED JOINING AND CUTTING PROCESSES, INCLUDING BRAZING, SOLDERING, AND THERMAL SPRAYING September 2008 •FABTECH International & AWS Welding Show Preview • • N N e e w w M M e e t t h h o o d d o o f f C C l l e e a a n n i i n n g g W W e e l l d d i i n n g g W W i i r r e e • • A A L L o o o o k k a a t t D D 1 1 . . 1 1 C C h h a a n n g g e e s s • • S S o o l l i i d d - - S S t t a a t t e e W W e e l l d d i i n n g g • • L L a a s s e e r r C C l l a a d d d d i i n n g g i i n n a a M M a a r r i i n n e e A A p p p p l l i i c c a a t t i i o o n n
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of •FABTECH International & AWS Welding Show Preview

PUBLISHED BY THE AMERICAN WELDING SOCIETY TO ADVANCE THE SCIENCE, TECHNOLOGY, AND APPLICATION OF WELDINGAND ALLIED JOINING AND CUTTING PROCESSES, INCLUDING BRAZING, SOLDERING, AND THERMAL SPRAYING
WE
LD
ING
JOU
RN
AL
• VO
LU
ME
87 NU
MB
ER
9 • SE
PT
EM
BE
R 2008
September 2008
•FABTECH International & AWS Welding Show Preview
•• NN ee ww MM ee tt hh oo dd oo ff CC ll ee aa nn ii nn gg WW ee ll dd ii nn gg WW ii rr ee
•• AA LL oo oo kk aa tt DD 11 .. 11 CC hh aa nn gg ee ss•• SS oo ll ii dd -- SS tt aa tt ee WW ee ll dd ii nn gg•• LL aa ss ee rr CC ll aa dd dd ii nn gg ii nn aa MM aa rr ii nn ee
AA pp pp ll ii cc aa tt ii oo nn

For Info go to www.aws.org/ad-index
SELECT ARC 1:FP_TEMP 8/6/08 9:37 AM Page C2
creo

For Info go to www.aws.org/ad-index
SEE US AT THE FABTECH/AWS SHOW BOOTH #13005
NATIONAL STANDARD:FP_TEMP 8/6/08 9:35 AM Page 1

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #15138
CM INDUSTRIES 1:FP_TEMP 8/6/08 9:23 AM Page 2

For welding and cutting solutions, ESAB is king.
Visit Booth #15001 and try your luck on our slot machine and prize wheel. And you can catch a show while you’re there – welding and cutting demonstrations will be given all day long.
+ Arcaloy®
+ AristoRod®
+ Atom Arc®
+ Avenger®
+ Coreshield®
+ Coreweld®
+ Dual Shield X-Series®
+ HandyPlasma®
+ MigMaster®
+ MultiMaster®
+ OK® Flux
+ OXWELD®
+ PowerCut®
+ PREST-O-LITE®
+ PUROX®
+ Shield-Bright®
+ Spoolarc®
+ SureWeld®
www.esabna.com For Info go to www.aws.org/ad-index
ESAB 1:FP_TEMP 8/8/08 1:08 PM Page 3
creo

For Info go to www.aws.org/ad-index
HUYS:FP_TEMP 8/6/08 9:30 AM Page 4
creo

5WELDING JOURNAL
CONTENTS26 A Novel Method for Preparing Welding Wire Surfaces
A unique welding wire surface preparation methodutilizes a moving cord wrapped around the wireG. Boockmann et al.
32 A Preview of the 2008 Changes: D1.1, Structural Welding Code — SteelReasoning behind D1.1 Code changes for 2008 are explainedJ. L. Gayler
36 Cladding in Marine Applications Using Direct-Diode LasersA laser process proves productive in cladding with aluminum bronzeV. Malin and F. Sciammarella
47 Nuclear Fuel Plate Fabrication Employing Friction WeldingA modified friction stir process is used to seal monolithicfuel alloys between cladding platesD. E. Burkes et al.
56 Benefits of the Magnetic Pulse Process for WeldingDissimilar MetalsThis solid-state process allows the welding of dissimilarmetals to help designers use lighter and stronger combinations of metalsV. Shribman and M. Blakely
Welding Journal (ISSN 0043-2296) is publishedmonthly by the American Welding Society for$120.00 per year in the United States and posses-sions, $160 per year in foreign countries: $7.50per single issue for domestic AWS members and$10.00 per single issue for nonmembers and$14.00 single issue for international. AmericanWelding Society is located at 550 NW LeJeune Rd.,Miami, FL 33126-5671; telephone (305) 443-9353.Periodicals postage paid in Miami, Fla., and addi-tional mailing offices. POSTMASTER: Send addresschanges to Welding Journal, 550 NW LeJeune Rd.,Miami, FL 33126-5671. Canada Post: PublicationsMail Agreement #40612608 Canada Returns to besent to Bleuchip International, P.O. Box 25542,London, ON N6C 6B2
Readers of Welding Journal may make copies ofarticles for personal, archival, educational or re-search purposes, and which are not for sale or re-sale. Permission is granted to quote from articles,provided customary acknowledgment of authorsand sources is made. Starred (*) items excludedfrom copyright.
DepartmentsPress Time News ................6
Editorial ............................8
News of the Industry ............10
International Update ............14
Stainless Q&A ....................16
New Products ....................20
AWS Show Information..........62
Show Events at a Glance........65
AWS Professional Program ....68
AWS Exhibit Highlights..........85
Coming Events ..................170
Welding Workbook
Society News....................177
Tech Topics ......................178
Errata D1.3 ..................178
Guide to AWS Services ........189
New Literature ..................192
Personnel........................194
Red Hots ........................199
Classifieds ......................209
Advertiser Index ................212
Logos ............................215
219-s Automatic Weld Planning by Finite Element Simulation andIterative LearningA system was developed that automatically generates optimumweld control variablesP. V. Jeberg et al.
229-s Analysis of Metal Transfer and Correlated Influences inDual-Bypass GMAW of AluminumA modified gas metal arc process uses two tungsten electrodesto change forces affecting droplet transferY. Shi et al.
237-s Defining a Critical Weld Dilution to Avoid Solidification
Cracking in AluminumThe relationship between filler metal dilution and local strain rates on cracking was investigatedN. Coniglio et al.
Features
Welding Research Supplement
26
32
56
September 2008 • Volume 87 • Number 9 AWS Web site www.aws.org
Cover: The site of this year’s FABTECH International & AWS Weld-ing Show, the 3.2 million-sq-ft Las Vegas Convention Center is locateda short distance from the Las Vegas Strip. It is operated by the LasVegas Convention and Visitors Authority. (Photo credit: Las VegasNews Bureau).
September 08 Layout:Layout 1 8/6/08 5:00 PM Page 5
creo

PRESS TIMENEWS
President Bush Discusses U.S. Economy, Energy duringTrip to Lincoln Electric Co.
President George W.Bush visited LincolnElectric Co., Euclid,Ohio, on July 29. GeorgeBlankenship, president ofCleveland Lincoln Elec-tric, escorted Bush to thepodium where he pro-ceeded to discuss Ameri-can competitiveness, theeconomy, and energy.“I’m proud to be herewith ‘the welding ex-perts,’” Bush said.
He spoke of the eco-nomic uncertainty U.S.citizens are facing, in-cluding paying highprices at the gas pumpand the housing crisis,but said we should playto our strengths along
with implementing good common-sense policy.Also, he referred to Lincoln seeking new business in Columbia. “I don’t know if you
know this or not, but most of the goods produced in Colombia come to our country dutyfree. The United States Congress, as a result of what is called the Andean Trade Prefer-ence Act has passed law that said they can sell into our markets, which frankly is goodfor our consumers. The more product you get to choose from, the better off you are.On the other hand, products going into Colombia from the United States face a duty, atariff, a tax,” Bush said.
He went on to remark, “I think it makes sense for the United States Congress to levelthe playing field, to say, ‘We treat you one way, you treat us another way.’ So we’ve ne-gotiated a treaty that said with Colombia, all we want to do is be treated fairly in theUnited States of America...we want our products, like those manufactured right here inEuclid, Ohio, going into that Colombian market without a special tax on it. And Con-gress needs to pass that trade bill.”
Moving on to the energy situation, Bush noted there is no such thing as a quick fix,but conservation can make a difference as well as the government helping to work onhigher fuel efficiency standards for automobiles.
“The reason why your gasoline prices are high is because the demand for oil is greaterthan the supply of oil,” Bush said. One reason for this is new emerging economies. Hesuggested learning how to find more oil in the United States, and noted that with tech-nology advances, oil and gas can be found in environmentally friendly ways. He calledon Congress to support offshore drilling and exploration. “The more active we are herein the United States to find our own oil reserves, the more business companies like yourswill get,” Bush said.
A new era is ahead. “The United States of America needs to understand that if wetruly are concerned about the environment and want to make sure we continue to growour economy, we’ve got to expand nuclear power...so when you hear me talking aboutmaking sure that we have electricity at reasonable price, just keep in mind that thereare technologies available that make it easy for me to say I am confident nuclear poweris safe, because I understand that the products that go into a nuclear power plant aremade by some of the finest welders in the United States of America,” Bush said. Solarand wind power need to be part of the mix, too.
“It’s a huge honor to be here with you today,” he concluded.Among the attendees at this event from the American Welding Society (AWS) were
Executive Director Ray Shook, CFO/Deputy Executive Director Frank Tarafa, DeputyExecutive Director Cassie Burrell, and Associate Executive Director Jeff Weber. Alsopresent were City of Euclid Mayor Bill Cervenik and two members of the United StatesCongress, Steve LaTourette and Pat Teeberry, from the state of Ohio.
SEPTEMBER 20086
MEMBER
Publisher Andrew Cullison
Publisher Emeritus Jeff Weber
EditorialEditorial Director Andrew Cullison
Editor Mary Ruth JohnsenAssociate Editor Howard M. Woodward
Associate Editor Kristin CampbellPeer Review Coordinator Erin Adams
Graphics and Production Production Manager Zaida Chavez
Senior Production Coordinator Brenda Flores
AdvertisingNational Sales Director Rob Saltzstein
Advertising Sales Representative Lea Garrigan BadwyAdvertising Production Manager Frank Wilson
SubscriptionsSubscriptions Representative Edalia Suarez
American Welding Society550 NW LeJeune Rd., Miami, FL 33126
(305) 443-9353 or (800) 443-9353
Publications, Expositions, Marketing CommitteeD. L. Doench, ChairHobart Brothers Co.
T. A. Barry, Vice ChairMiller Electric Mfg. Co.J. D. Weber, Secretary
American Welding SocietyR. L. Arn, WELDtech International
S. Bartholomew, ESAB Welding & Cutting Prod.D. Brown, Weiler BrushJ. Deckrow, Hypertherm
D. DeCorte, RoMan Mfg.J. Dillhoff, OKI Bering
J. R. Franklin, Sellstrom Mfg. Co.J. Horvath, Thermadyne Industries
D. Levin, AirgasJ. Mueller, Thermadyne Industries
R. G. Pali, J. P. Nissen Co.J. F. Saenger Jr., ConsultantS. Smith, Weld-Aid ProductsD. Wilson, Wilson Industries
J. C. Bruskotter, Ex Off., Bruskotter Consulting ServicesH. Castner, Ex Off., Edison Welding Institute
L. G. Kvidahl, Ex Off., Northrup Grumman Ship SystemsG. E. Lawson, Ex Off., ESAB Welding & Cutting Prod.
E. C. Lipphardt, Ex Off., ConsultantS. Liu, Ex Off., Colorado School of Mines
E. Norman, Ex Off., Southwest Area Career CenterR. W. Shook, Ex Off., American Welding Society
Copyright © 2008 by American Welding Society in both printed and elec-tronic formats. The Society is not responsible for any statement made oropinion expressed herein. Data and information developed by the authorsof specific articles are for informational purposes only and are not in-tended for use without independent, substantiating investigation on thepart of potential users.
During President Bush’s visit at Lincoln Electric, he discussedthe economy and the importance of developing domestic en-ergy sources. He also toured the company’s plant. (Photo byJeff Weber.)
PTN 2008 layout:Layout 1 8/8/08 1:30 PM Page 6

For Info go to www.aws.org/ad-index
WELD MOLD:FP_TEMP 8/6/08 9:43 AM Page 7

EDITORIAL
We are once again approaching the annual FABTECH International & AWS WeldingShow. Each year, AWS attempts to bring its members and customers a better show. Ilook forward to having a record-breaking show and program. The Society is constantlygrowing. Yes, it is quite apparent that the American Welding Society is growing. We areseeing our membership increase to more than 53,000, and the number of services we pro-vide is increasing. The entire infrastructure of the Society is expanding, with a lot moreto come as we face the welder shortage challenge.
The AWS has partnered with companies such as ITW, OKI Bering, and LincolnElectric, and individuals such as AWS Foundation Chair Ron Pierce — with more sign-ing on all the time — to bring about the Work Force Development program. This is not“a let’s talk about it” activity, but an actual hands on doing something about it effort. TheAWS Foundation has implemented the SOS (Solutions Opportunity Squad). They arespecial AWS Foundation employees located throughout the country, who will work tobring about the joining of corporate America, education and training, and state and fed-eral government entities to create a team effort on the skilled labor shortage problem.The future is in our hands and we have the ability to be not only a part of the growth butbe able to cultivate the level and direction for the future of our great profession. Afterall, we all know that “Welding Holds the World Together!” I am proud to say I am awelder. While I don’t weld every day as part of my job, I do depend on the knowledgeand experience I have in welding to perform my duties as a global customer service spe-cialist. I must be able to understand my customers’ issues in order to provide solutions.
While conducting the meeting in Graz, Austria, for Commission 14 of theInternational Institute of Welding (IIW), it was interesting to discover that all the coun-tries in attendance are experiencing the same issue of skilled labor shortages. Manycountries have been trying to solve the problems by getting their governments to lead theway. They have been only marginally successful. They all are looking at the model thatAWS is doing with a great interest. It made me proud to be a member of the AWS.
The American Welding Society is really on the move, and we will see new programsand member benefits evolve in 2009. We’ll see increased conference and seminar pro-gramming, new certification programs, and new and updated standards and specifica-tions. We have about 70 standards in the works at present and I want to tell all our mem-bers that the volunteers who serve on committees and the AWS staff who work with thevolunteers are really doing an excellent job. Thank you. We truly have a great team.
In closing, I would pose a challenge for all who read this. Bring a new person into theprofession. Mentor, guide, advise a neighbor, relative, or friend regarding the greatopportunity that awaits him or her in the welding profession. The job offerings are var-ied in range and scope.
When you come into Lincoln Electric, there is an inscription over the front hall thatstates, “The Actual Is Limited, but the Possible Is Immense.” Think about it — it is pos-sible to make a difference.
I look forward to seeing you at the Show. Bring a new prospect for the professionalong with you.
SEPTEMBER 20088
Founded in 1919 to Advance the Science,Technology and Application of Welding
Today’s Word…Growth
Victor Y. MatthewsAWS Vice President
OfficersPresident Gene E. Lawson
ESAB Welding & Cutting Products
Vice President Victor Y. MatthewsThe Lincoln Electric Co.
Vice President John C. BruskotterBruskotter Consulting Services, LLC
Vice President John L. MendozaCPS Energy
Treasurer Earl C. LipphardtConsultant
Executive Director Ray W. ShookAmerican Welding Society
DirectorsB. P. Albrecht (At Large), Miller Electric Mfg. Co.
O. Al-Erhayem (At Large), JOM
A. J. Badeaux Sr. (Dist. 3), North Point High School for
Science, Technology & Industry
J. R. Bray (Dist. 18), Affiliated Machinery, Inc.
H. R. Castner (At Large), Edison Welding Institute
N. A. Chapman (Dist. 6), Entergy Nuclear Northeast
J. D. Compton (Dist. 21), College of the Canyons
G. Fairbanks (Dist. 9), Fairbanks Inspection & Testing Services
D. A. Flood (Dist. 22), Tri Tool, Inc.
M. V. Harris (Dist. 15), Valley National Gases
R. A. Harris (Dist. 10), Consultant
D. C. Howard (Dist. 7), Concurrent Technologies Corp.
J. Jones (Dist. 17), Thermadyne
W. A. Komlos (Dist. 20), ArcTech LLC
D. J. Kotecki (Past President), The Lincoln Electric Co.
D. Landon (Dist. 16), Vermeer Mfg. Co.
R. C. Lanier (Dist. 4), Pitt C.C.
J. Livesay (Dist. 8), Tennessee Technology Center
D. L. McQuaid (At Large), DL McQuaid & Associates
S. Mattson (Dist. 5), Mattson Repair Service
S. P. Moran (Dist. 12), Miller Electric Mfg. Co.
R. L. Norris (Dist. 1), Merriam Graves Corp.
T. C. Parker (Dist. 14), Miller Electric Mfg. Co.
W. R. Polanin (Dist. 13), Illinois Central College
W. A. Rice (At Large), OKI Bering, Inc.
N. S. Shannon (Dist. 19), Carlson Testing of Portland
E. Siradakis (Dist. 11), Airgas Great Lakes
K. R. Stockton (Dist. 2), PSE&G, Maplewood Testing Serv.
G. D. Uttrachi (Past President), WA Technology, LLC
D. R. Wilson (At Large), Wilson Industries
Editorial for September 2008:Layout 1 8/7/08 8:08 AM Page 8
creo

For Info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #13025
THERMADYNE:FP_TEMP 8/6/08 9:40 AM Page 9

SEPTEMBER 200810
NEWS OF THEINDUSTRY
Province Invests $15.4 Million in SkilledTrades Training at Niagara College
Ontario Premier Dalton McGuinty recently announced $15.4million in provincial funding to expand Niagara College’s capac-ity for skilled trades training. This will support a 70,000-sq-ft ex-pansion of skills training spaces at the college and will create 730new spaces for apprenticeships and skills training. Among the
trades to be supported are welding and metal fabrication.The funding is part of the Provincial Government’s Skills to
Jobs Action Plan, which supports new skills for new careers, ex-panded postsecondary student aid and programs, and the con-struction of new places to learn.
Currently, almost all Niagara College skilled trades programshave a waiting list and, on average, there are more than four ap-plicants for every spot available. Due to this high demand, the
Jay Leno Endorses the American Welding Society’s MissionAmerican Welding Society (AWS) Executive Director Ray Shook
met Jay Leno at his Big Dog Garage in Los Angeles, Calif., on July1 with the help of Lincoln Electric Co., Cleveland, Ohio.
Leno made a video strongly endorsing welding as a career andrecommending that his fans contact AWS. On YouTube, it can beviewed at www.youtube.com/watch?v=PASEG5xLlRo. The videostarts with Leno at his garage showing an EcoJet car that uses anLT-101 jet engine and runs on biodiesel. “I’m into this car for prob-ably well over a million bucks. If you’re wondering where all thatmoney went — welders,” he said jokingly.
He went on to mention, “It’s interesting this country was built bywelders, and somewhere along the line, we kind of lost ourfocus...you could actually do something that actually helps the coun-try fix our infrastructure, build bridges.”
Leno further stated welders now have mostly all gray hair. “Whatwe need are young people that want to do this job. And you canmake a lot of money doing this job. I know how much welders chargeme,” he said.
He pointed out the welding that has been done on a chassis forthe EcoJet. “It’s a skill as much as anything else in this country, butfor some reason, I don’t know where working with our hands sud-denly became a detriment. We didn’t win World War II only becausewe had the best soldiers, we won also because we could turn out aplane, a Liberator, a B-17, every 55 minutes. We could actually makeairplanes quicker than they could shoot them down. And that’s oneof the reasons — cause we had skilled people, young people, 18, 19,20 years old that were making airplanes. Now those same guys arestill making airplanes, except they’re 80 to 90 years old. But we needto have them pass it on down to you guys. This is a skill — it’s a skillthat will become even more and more needed as we go along.”
Leno ended by stating he tells people to check out the AmericanWelding Society and go to its Web site (www.aws.org). “You canmake a good living and you can become a rich person and you canbleed people like me dry because I need you,” he said.
Additionally, Leno conducted an interview with Shook and postedit on his “Jay Leno’s Garage” Web site at www.jaylenosgarage.com/video/video_player.shtml?vid=276886. In this video, filmed in thegarage’s welding section, Leno brought up some of the same pointshe made in the YouTube clip.
After being introduced, Shook spoke about AWS. “AWS is theprofessional society for welding. We’re the premier society in theworld, and our objective is to promote welding as a career,” he said.
Shook also talked about the current high demand for welders.“We estimate that the average age of a welder is 54 years old. There’sa shortage now, and by the year 2010, it’s projected they’ll be a short-age of 200,000 welders,” he said.
“I like the fact that you can actually make and fix something thatwill last literally a lifetime,” Leno said of welding.
Leno cited the importance of obtaining a certificate/degree statingyou are a welder, too. Shook encouraged people wanting to get involved in welding careers to contact AWS. “We’d be glad to have youvisit our Web site to see what the opportunities are,” Shook said.
On YouTube, there is a video with Jay Leno speaking aboutthe importance of welders. “They’re skilled technicians. Theycan do the work that most people cannot do,” he said. On theleft is an EcoJet car being worked on, and there is a weldedchassis on the table to the right.
Here’s a shot of the Web site featuring a video with Jay Lenopromoting welding. AWS Executive Director Ray Shook madean appearance in this one to talk about the Society, the pres-ent need for welders, and benefits of a career in welding.
NI September 2008:Layout 1 8/6/08 1:38 PM Page 10

11WELDING JOURNAL
college is constructing a new addition to the Technology SkillsCentre to accommodate a new welding lab and new classroomspace for skilled trades programs.
The expansion project consists of constructing the first phase,which will start this summer, including the welding and construc-tion trades facilities at the Welland Campus; these facilities willbe ready for occupancy by January 2009. Construction on the bal-ance of the program will commence this fall with completion bythe fall of 2010. Also, this project will be funded through a com-bination of provincial government capital funding ($15.4 million)and internal reserves (college funding of $2.9 million) for a totalof $18.3 million designated to support it.
In July, Ontario Premier Dalton McGuinty (standing behind thepodium) declared provincial funding for skilled trades at NiagaraCollege. This announcement took place in the Technology SkillsCentre at the college’s Welland Campus.
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1318
1
NI September 2008:Layout 1 8/6/08 1:38 PM Page 11
creo

SEPTEMBER 200812
Hypertherm Enjoys 40 Years of PlasmaCutting, Introduces Mobile Centers
Hypertherm, a provider of plasma arc metal cutting technol-ogy, recently celebrated 40 years of plasma cutting innovationwith many worldwide events during the month of June. Its founder
and president, Dick Couch, along with vice president of humanresources, Barbara Couch, visited associates and customers inMexico City; São Paulo, Brazil; and other South American cities.Also, at the company’s headquarters in Hanover, N.H., morethan 800 associates gathered with guests under a giant tent onJune 18. This event featured several presentations, in additionto a formal commendation from the State of New Hampshire,and a sit down lunch.
In other news, the company is taking its plasma technologyon the road with two new mobile cutting centers that are travel-ing throughout North America showing the benefits of plasmaarc cutting. For the latest schedule, visit www.hypertherm.com.
KUKA Robotics Corp. Celebrates ‘35 Yearsof Working Ideas’
KUKA Robotics Corp., Clinton Township, Mich., held a “35Years of Working Ideas” technology open house at its headquar-ters on June 5. At this event, more than 15 operating roboticdemonstration cells were shown for various applications.
Highlights included the company’s KR 1000 Titan on display.This robot, featuring heavyweight capabilities that earned anentry in the Guinness Book of Records, can lift a payload of 1000kg with a reach of 4000 mm; handle a Chrysler Jeep body frame;and is suited to handle heavy, large, or bulky workpieces. Alsoexhibited was the Ingress Protection (IP) 67 rating for its foundryrobots. Attendees were able to spray water within this roboticcell, and the robot continued to run because its seals would notallow water to penetrate the joints.
Participants toured KUKA’s Accuracy & Sound CalibrationRoom, an Absolute Accuracy Testing Lab, and Sound Level Val-idation Testing Lab as well.
Dick Couch, Hypertherm’s founder and president, talks about thecompany’s early years to the hundreds of associates gathered forthe company’s 40th anniversary celebration.
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #11204
NI September 2008:Layout 1 8/6/08 1:38 PM Page 12

SME and EMCI Establish Unifying IndustryStandard for Engineering Management
The Society of Manufacturing Engineers (SME), Dearborn,Mich., has signed an agreement to establish a partnership withEngineering Management Certification International (EMCI), acertification program that facilitates and maintains competencein engineering management among qualified engineers, scien-tists, and technologists.
SME will close its Certified Engineering Manager (CEM) cer-tification effective July 15 and merge it with the EMCI program.All previously CEMs will become certified through the Engi-neering Management Certification Fundamentals or Engineer-ing Management Certification Professional designation.◆
13WELDING JOURNAL
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1318
1
The company recentlyhosted an open house inhonor of its many years in therobotics industry. Shownabove is the new KR 1000Titan. This product can lifta payload of 1000 kg, has areach of 4000 mm, and is ca-pable of moving whole carbodies, heavy metal castings,and more. (Photo courtesyof KUKA Robotics.)
NI September 2008:Layout 1 8/6/08 1:39 PM Page 13
creo

INTERNATIONALUPDATE
German Shipbuilder to Use Disk Laser forHybrid Welding of Thick Sheet Steel
Meyer Werft, the shipbuilder based in Papenburg, Germany,recently added two TRUMPF TruDisk 10003 and one TruFlow12000 laser systems to its lineup of laser beam welding equipment.The shipyard has been using CO2 lasers from the company to weldmetal plates for many years.
The two disk lasers will be used to weld I joints and, for the firsttime, for laser hybrid welding of thick sheet metal. An importantfactor in selecting the 10-kW disk laser was absolute control overoutput power. “Reproducible process results that do not dependon ambient conditions are crucial to us for subsequent production,”said Herman Lembeck, director of steel production at Meyer Werft.Another benefit of the system is beam guidance via a laser lightcable because the disk laser’s setup does not depend on location ofthe processing site, an aid to production versatility.
Linde Begins Construction on AustralianHelium Plant
The Linde Group, through its Australian subsidiary, BOC, re-cently began construction on the first helium plant in Australia.The plant, located in Darwin, Northern Territory, will be the firsthelium plant in the southern hemisphere and will supply all ofAustralia’s domestic helium needs as well as provide capacity forexport to New Zealand and Asia. The plant, which is expectedto begin operation in July 2009, will produce approximately 150million cubic feet of helium per year.
“Helium is produced at a small number of sources around theworld and is shipped globally,” said Steve Penn, head of globalhelium, Linde. “Helium demand has increased most in Asia, withsteady demand growth forecasted for at least the next five years.With global supply expected to remain tight for the foreseeablefuture, having a new Asia-Pacific helium source is good news notonly for this region but for the entire world.”
Helium gas is used in welding, leak detection, manufacture ofsemiconductors, liquid crystal displays, and fiber-optic cable, aswell as for lighter-than-air applications such as blimps and bal-loons. A nonrenewable resource, helium is extracted from natu-ral gas. Linde has a long-term contract with the Darwin lique-fied natural gas plant to extract, purify, and liquefy the heliumfor shipment to customers.
Applied Manufacturing TechnologiesOpens Office in India
Applied Manufacturing Technologies (AMT), Orion, Mich.,a supplier of factory automation design, engineering, and processconsulting services, recently opened an office in Bangalore, India.The office will support the growing Asia-Pacific market as wellas AMT’s key U.S. customers.
The new office includes all areas of automation engineering,training, field support, and development functions. For more in-formation, visit the company’s Web site at www.appliedmfg.com.
Training Center for Plastics Welding Opensin Middle East
SKZ Wuerzburg, the German plastics institute, in partnershipwith BMC Gulf LLC, a provider of plastics welding technology,recently opened a training center in Dubai, UAE. The center isbelieved to be the first in the Middle East to offer certified train-
ing programs for HDPE plastic pipe welding.The center is a fully equipped facility and will offer courses
covering various topics related to plastics. It includes a state-of-the-art welding workshop that will provide students with hands-on training in welding and testing techniques for pipes and plas-tic products.
The training program is designed for engineers and consult-ants involved in the design, specification, and supervision of plas-tic pipeline projects; site supervisors responsible for monitoringon-site welding activities; and welding technicians performingon-site welding and installation of pipe networks. SKZ certifiesmore than 3000 plastic welding professionals yearly.
“As we witness a rapid growth in the construction of piping net-works to cope with the ever-increasing demand for gas and waterin the region, we realized that the major failures to pipelines aremainly the result of bad installation practice or insufficient know-how in welding and installation techniques,” said Reda Ashkar,general manager, BMC Gulf. “Quality control and monitoring arecrucial to assure the longevity and service life of water and gaspipelines in the region, and our training center will help contributeto achieve this goal.”
Adept Technology Expands into Indian Market, Signs Distributor
Adept Technology, Inc., Livermore, Calif., a provider of intel-ligent vision-guided robotics and global robotics services, recentlyannounced its expansion in India for its products and the signingof Menzel Vision and Robotics Pvt. Ltd. of India as an exclusivedistributor in western and northern India. India is one of thefastest growing robot markets in Asia.
Menzel Vision and Robotics will be the exclusive distributorin 14 states in western and northern India for Adept’s completeline of robotics, controls, vision, and software products. MenzelVision and Robotics, headquartered in Mumbai, India, has morethan ten years’ experience in imaging solutions.
Linde Canada Acquires Ontario-BasedDistributor
Linde Canada, a member of The Linde Group, recently acquiredP&B Industrial Sales, Inc., a Sudbury, Ontario-based distributor ofwelding gases and equipment. P&B is a privately owned companyin business since 1992, serving customers in Sudbury and the sur-rounding areas.
P&B’s employees will become part of Linde Canada’s teamin that region.
SEPTEMBER 200814
Reda Ashkar (left), general manager of BMC Gulf LLC, and Har-ald Huberth, managing director, SKZ Wuerzburg, cut the ribbon toopen the plastics welding training center in Dubai.
International Update Sept 2008:Layout 1 8/8/08 8:17 AM Page 14

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #12001
KOIKE:FP_TEMP 8/6/08 9:32 AM Page 15
creo

STAINLESSQ&A BY DAMIAN J. KOTECKI
Q: Is it acceptable to use air carbon arcgouging to produce a weld joint prepara-tion or to remove defects found in 308L or316L stainless steel weld metal — eitherjoints or cladding? Concerns have beenexpressed about carbon pickup from thecarbon electrode causing damage to cor-rosion resistance of the stainless steelweld metal.
A: This question has been around formore than 50 years, and recent discussionscan still be found on the AWS Web siteforum. It was considered by Hard (Ref. 1)already in 1954, although he did not lookat low-carbon stainless steel. The concernusually expressed is that carbon contami-nation in the metal surface will lead tochromium carbide precipitation with re-sulting sensitization of the weld metaland/or heat-affected zone.
Actually, there is a second concern thatno one seems to mention. This concern isthe dross and molten metal that is notblown away by the air stream will also ex-perience nitrogen pickup from the air. Ifwelding is done on the dross and thin filmof metal melted by the air carbon arc butnot blown away, this nitrogen will enter
the weld metal. Since nitrogen is anaustenite-promoting element, ferrite con-tent will be reduced and could potentiallybe reduced to a level low enough that so-lidification cracking could occur in weldmetals like 308L and 316L, which are de-signed to contain some ferrite.
The manufacturers of air carbon arcgouging equipment provide lots of infor-
mation on how to correctly apply themethod to carbon steels, low-alloy steels,stainless steels, aluminum, etc. AWSC5.3:2000, Recommended Practices for AirCarbon Arc Gouging and Cutting, is an ex-cellent resource for noncommercial infor-mation. The correct technique generallyinvolves a pushing inclination to the car-bon electrode, with the air stream directed
Fig. 1 — Proper air carbon arc gouging technique.
SEPTEMBER 200816
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #11177
x StainlessQ+A Sept:Layout 1 8/6/08 2:42 PM Page 16

17WELDING JOURNAL
behind the advancing electrode. Thenthere are very specific recommendationsconcerning the correct current range for agiven carbon electrode, the correct elec-trode extension, and the correct air pres-sure. Figure 1, reproduced from AWSC5.3:2000, shows the correct technique.
Along with correct gouging technique,correct cleanup after gouging is essential.For stainless steels, this means grindingaway all traces of dross and oxidized sur-faces from the gouge area. Only a brightmetallic surface should remain beforewelding is initiated. If this is done, withproper technique in the application of aircarbon arc gouging, all traces of nitrogenpickup and carbon pickup will be removedand the ground surface will be quite suit-able for subsequent welding.
Low air pressure in air carbon arcgouging is a particular concern because itcan permit greater depth of carburizedand nitrided metal than normal grindingwould remove. Christensen (Ref. 2) delib-erately used low air pressure for air carbonarc gouging 304L stainless cladding ascompared to a gouge done with proper airpressure and to a machined groove. Chipswere removed by a superficial cut fromeach of the three surfaces then analyzedfor carbon content. The surface preparedentirely by machining was found to con-tain 0.03% C. The surface gouged withproper air pressure was found to contain
0.04% C, and that gouged with low airpressure was found to contain 0.10% C.Next, each prepared groove was weldedwith low-carbon stainless steel (grade notspecified), and the weld deposit was ana-lyzed for carbon content. The depositedweld metal in all three cases was found tocontain 0.03% C. Christensen furthernoted that nitric acid corrosion tests ac-cording to ASTM A262, on backgougedand welded root pass surfaces, showed noadverse corrosion results.
Christensen does not state whether ornot the gouged surfaces were subse-quently ground to bright metal before thechips were taken for chemical analysis orbefore welding. From the overall tone ofthe paper, I believe that no grinding wasdone. Christensen also did not considernitrogen pickup or ferrite loss. Even ifChristensen’s results are based upon notgrinding, I would not advocate weldingover the as-gouged surface without grind-ing to bright metal. It is not good practice,from the viewpoint of producing sound,defect-free welds, to weld over heavily ox-idized surfaces. And nitrogen contamina-tion of the oxidized surface can result inlower than expected ferrite content and apossibility for cracking. A competent in-spector can easily determine visuallywhether grinding to bright metal has beenproperly done before welding begins.
As long as grinding to bright metal fol-
lows air carbon arc gouging, I see no rea-son that air carbon arc gouging cannot bean acceptable method for joint prepara-tion of stainless steel or removal of defectsfrom stainless steel welds before repairwelding.♦
References
1. Hard, A. R. 1954. Exploratory tests of theair-carbon arc cutting process. Welding Journal33(6): 261-s to 264-s.
2. Christensen, L. J. 1973. Air carbon-arcgouging. Welding Journal 52(12): 782–791.
DAMIAN J. KOTECKI is president,Damian Kotecki Welding Consultants, Inc.He is a past president of the American Weld-ing Society, currently treasurer and a pastvice president of the International Instituteof Welding, and a member of the AWS A5DSubcommittee on Stainless Steel Filler Met-als, and the AWS D1K Subcommittee onStainless Steel Structural Welding. He is amember and past chair of the Welding Re-search Council Subcommittee on WeldingStainless Steels and Nickel-Base Alloys.Send your questions to Dr. Kotecki atdamian@damian kotecki.com, or toDamian Kotecki, c/o Welding Journal, 550NW LeJeune Rd., Miami, FL 33126.
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #11143
x StainlessQ+A Sept:Layout 1 8/6/08 2:42 PM Page 17
creo

MAGSWITCH:FP_TEMP 8/8/08 11:15 AM Page 18
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #15167
MAGSWITCH:FP_TEMP 8/8/08 11:16 AM Page 19
creo

NEWPRODUCTS
Layout Pencil Marks Visibleduring Welding
The Silver Welder’s Pencil is designedfor fine line layout work on all metals. Itsmarks will illuminate during cutting orwelding. In addition, the marks will notburn or rub off. The product can be sharp-ened in an ordinary pencil sharpener.
J.P. Nissen Co.www.nissenmarkers.com(215) 886-2025
Respiration/Cutting SystemDesigned for Smoky Jobs
The Breachers’ A.R.C. — AdvancedRespiration and Cutting system providesBroco’s exothermic torch combined withrespiratory protection for serious breach-
ing operations. It features a backpackMolle platform with cylinder support en-closures, battery bag, rod extender andcutting rod holders, pouches for mask,hoses, cable, and keeper clips. Plus, userscan customize the configuration of the sys-tem to their requirements, including adap-tation to a full-size torch with a self-contained breathing apparatus (SCBA)or mini-torch and SCBA among othersolutions.
Broco, Inc.www.brocoinc.com(909) 483-3222
Hammer Features 900Strokes per Minute
The Dake Power Hammer can stretch,shrink, dome, jog, bead, and shape sheetmetal using standard dies. Capacity is upto 16-gauge steel and 11-gauge aluminum
(annealed 3003H14). Its speed is 900strokes/min. The throat is 18 in., and themaximum vertical opening is 7 in. Also,this hammer is single phase and mountedon a base with wheels.
Dake Corp.www.dakecorp.com(800) 937-3253
Quenchants Offer SlowCooling Rates
Aqua-Quench 4000 quenchants are
SEPTEMBER 200820
Weld Imaging System for Field and Lab UseVisiWeld, an imaging system, looks deep into the heart
of a welding process to allow engineers to ‘see’ through thefireball. The photo shows this system set up on an applicationsite; the long white “shoe box” on the left is the laser, and thecamera is just behind the laser. It can also record close-up im-ages of the weld process with a field of view as small as 10 ×10 mm; capture transient effects or events that may last as lit-tle as 1 ms; and allow users to work in safety by watching amonitor screen. It is so compact that the air-cooled systemcan be used in the field and laboratory. First, the fireball is il-luminated using a laser, and the camera is fitted with a filterthat allows only laser light to pass. Second, the lasers can beconfigured to deliver short pulses of light, while the fireballemits light continuously. Combining these two techniques canreduce the effective brightness of the fireball by a factor ofmore than 10,000 so that welding processes can be imagedwith clarity and without motion blur. Additionally, the sys-tems are available for general-purpose weld viewing with goodquality images at standard frame rates, or for time-resolvedstudies and research, a high-performance system is available.
Oxford Lasers, Inc.www.oxfordlasers.com(800) 222-3632
NP September 2008:Layout 1 8/7/08 10:15 AM Page 20

21WELDING JOURNAL
useful for low- and high-hardenabilitysteel products. They provide slow coolingrates in the convection phase and flexiblequenching speeds. The quenchants do notcause smoke fumes and fire hazards, andbecause they use diluted solutions, theyproduce less sludge and varnish buildup.They are available in nitrite or nitrite-freecorrosion-inhibition packages that helpprotect pipe work, quench tanks, fixtures,fittings, and cooling systems. The prod-ucts are compatible with most otherwater-based quenchant technologies.
Houghton International, Inc.www.houghtonintl.com(610) 666-4000
Eyewear IncorporatesAntiscratch Lenses
The 4x4™ Sport safety eyewear, whichblocks 99.9% of UVA and UVB rays, is aframe/lens option in a line that also in-cludes the 4X4™ Standard and 4X4™Style. The strong, four-sided, wraparoundframe weighs 1 oz. The polycarbonatelenses have an antiscratch coating. Addi-tionally, a soft inset nosepiece helps en-sure comfort with a snug, secure fit, andflexible temple tips relieve pressure be-hind the ear. The Sport model features asilver frame and brightly colored mirroredlenses in sunset red, horizon blue, irides-cent green, or sterling silver.
Gateway Safety, Inc.www.gatewaysafety.com(800) 822-5347
Drum Carts Provide SafeDelivery of Welding Wire toRobotic Cells
The LoBoy™ drum cart offers 2.3 in.of ground clearance and a low center ofgravity for towing drums or boxes of weld-
ing wire used in robotic or hard tooledwelding applications. The slim, 33-in.-wide cart is designed to fit adjacent to orin the welding cell and can handle up to1000-lb containers. Wheel systems pro-vide low push/pull forces for manual mov-ing within ergonomic limits. The no bendtowing system features a spring-loaded,self-stowing tow bar, frame-recessed auto-hitch, and auto-release floor lock.
Kinetic Technologies, Inc.www.ktecinc.com(440) 943-4111
Welding Cloth IncludesImproved Coating
The Bulldog Red™ welding blanketand welding curtain damage-control cloth
features a coating that stops hazardousfluids from being absorbed into the cloth.This abrasion- and spark-resistant clothhas a service temperature of up to 1000°F,does not conduct electricity, and is resist-ant to chemicals and weld spatter. It isavailable in rolls 38 and 60 in. wide by 50yards long.
Thermostatic Industries, Inc.www.thermostatic.com(800) 345-4217
3D HVAC Software MakesSheet Metal Cutting Simple
LogiTRACE Unfolding Softwaremakes it easy to cut sheet metal for HVACpiping and ductwork. Users are providedimmediate and automatic 3D views, show-
For info go to www.aws.org/ad-index
NP September 2008:Layout 1 8/7/08 10:15 AM Page 21

SEPTEMBER 200822
ing how entered data translate into un-folded parts and final products. What’smore, unfolded parts are dimensioned im-mediately and automatically for fast userviewing. If parts are too big for the sheetsize, it lets users change the number ofwelds. The software compensates forsheet thickness and 3D perspectives helpeliminate mistakes. There are 128 mod-ule templates to draw from and to workwith. Features labeled Combi-Contourand Combi-Figure enable users to createtheir own custom shapes and parts. Addi-tionally, users are able to enter informa-
tion for order processing. Each part, joint,and fold can be automatically saved in 3Dfiles and 2D DXF formats.
ProMotion Controls, Inc.www.promotioncontrols.com(330) 721-1464
High-Nickel Bare WiresCapable of DissimilarWelding
Arcos 651 (ERNi-CI) is a commer-cially pure nickel wire designed for mak- ing easily machined welds by automatic
or semiautomatic methods. This electrodeis intended for welding ductile, malleable,and gray cast iron using GMA, GTA, andsubmerged arc welding processes. It han-dles dissimilar welding applications thatinclude the welding of cast irons to low-alloy and carbon steels. Arcos 861 pro-vides good corrosion resistance, particu-larly in alkalis, and is utilized for weldingwrought and cast forms of commerciallypure nickel ASTM B160, B161, B162, andB163. This wire is suited for joining ofNickel 200 and 201 to stainless steel andjoining carbon steels to copper-nickel alloys.
Arcos Industries, LLCwww.arcos.us(800) 233-8460
Two Hole Pins Presented inExtra Large Size
Extra Large Two Hole Pins (part num-ber 42050-TXL) with hardened doublelead fast threads handle big jobs. Made of
— continued on page 24
Fo
r in
fo g
o t
o w
ww
.aw
s.o
rg/a
d-i
nd
ex
SEE US AT THE FABTECH/AWS SHOW BOOTH #13302
NP September 2008:Layout 1 8/7/08 10:16 AM Page 22
creo

For Info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #15001
ESAB 2:FP_TEMP 8/6/08 9:27 AM Page 23
creo

steel, they are designed to be light inweight for easier handling. The threadedextensions are as follows: Double LeadStud 41⁄2 in. long (part number 0503) andExtension Coupling (part number 0503-EX) comes with each set of pins to ac-commodate thicker flanges. Also, they willwork with flange holes from 5⁄8 to 3.0 in. indiameter. The product comes in apolypropylene lockable case (part num-ber 8902).
Flange Wizard® Toolswww.flangewizard.com(800) 222-3789
Finisher Quickly Mounts toa Standard Machine ShopLathe
The Superfinisher, when used with ashop lathe, ensures a uniform contactforce between the workpiece and roller.Useful for wet or dry operation, the toolis ideal for work on tungsten carbide,chilled iron, stainless steel, chrome plat-ing, brass, copper, and a host of other ma-terials. Utilizing abrasive rolls 1–4 in.wide, it constantly advances new abrasive
rolls at a speed from 1⁄16 to 11⁄2 in./min. Theoscillation drive features a counterbalancefor smooth operation. The product alsooffers controls that mount on the back,front, or side. Left- or right-hand modelsare available for mounting in the front orback of the lathe.
Dynabrade, Inc.www.dynabrade.com(716) 631-0100
Welding Helmets OfferThree Autodarkening FilterOptions
The Python™ welding helmets featurethree autodarkening filter options for
grinding, sensitivity to 5-A GTA, manydelay modes, and three viewing areas —normal, large, and Xtreme™. Comfa-Gear™ headgear is available with variousdecals and painted finishes, includinggreen, silver, red, and blue fusion stylesalong with fighting tiger, silver gray, up-town, and spirit versions.
ArcOne®www.arc1weldsafe.com/ArcOne%20Home%20Page.html(800) 223-4685
SEPTEMBER 200824
— continued from page 22
For info go to www.aws.org/ad-index
NP September 2008:Layout 1 8/7/08 10:16 AM Page 24
creo

For Info go to www.aws.org/ad-index
SEE US AT THE FABTECH/AWS SHOW BOOTH #15024
BOHLER:FP_TEMP 8/8/08 11:10 AM Page 25

SEPTEMBER 200826
Welding, among other wire applica-tions, is developing more stringent re-quirements for surface preparation. Wiresurface properties, such as feedability,slippage on the drive rolls, and electricalconductivity require that contaminantssuch as flakes, oxides, and liquid or drydrawing lubricants be removed. The tech-nology described can accomplish suchstringent cleaning.
Liquid or solid postlubrication, alongwith the application of enhancement ma-terials, anticorrosive agents, or arc stabiliz-ers, can also be affected with the technology.
Even in this limited field of applica-tion, a large variety of surface treatmentmethods is known. Among these, espe-cially with those using stationary textilesor felts, a lack of process security has beendemonstrated. Many methods employingliquids have shown high investment or op-erating costs, are inefficient, and/or areharmful to the environment.
This article describes a unique methodof wire surface preparation by means ofwrapping or looping, under high tension,constantly renewed and moving cords thatare in 360-deg contact with the wire.
The application principle is the devel-opment of a friction force between a rela-tively fast running wire and a slow movingtextile cord. The friction force is a func-tion of cord pretension, the number ofloops around the wire, the angle betweenthe wire and the cord, the length of thecontact zone, the properties of the cord,and the roughness of the wire surface.
Technology Evolution
Prior to this, for about five decades, at-tempts to implement similar technologiesfailed because one could not prevent
blocking, and then breaking, of the cord.As examples, we refer to attempts to wipeoff excess materials during the coating ofwires with liquid zinc (Ref. 1), tin (Ref.2), or oil (Ref. 3), and/or the application
A Novel Method forPreparing Welding
Wire Surfaces
G. BOOCKMANN is a chemical engineer at the Engineering School of Hamburg/Germany. He also founded and is the owner/manager ofBoockmann GmbH, Niederlauer, Germany. K. BOOCKMANN ([email protected]) is technical and general manager andR. FICHTNER is in charge of product development at Boockmann GmbH. R. SLOVER is founder of The Slover Group, Houston, Tex.
A process is described for cleaning welding wire that can alsobe used to accurately apply lubricants and other coatings
BY G. BOOCKMANN, K. BOOCKMANN, R. FICHTNER, AND R. SLOVER
Fig. 1 — The Helicord NB55 unit.
Boockmann et al Feature September 2008:Layout 1 8/5/08 1:45 PM Page 26

27WELDING JOURNAL
of indicating inks (Ref. 4), as well as clean-ing (Ref. 5).
However, during the 1990s, it wasshown with a simpler machine that mag-net wire could be covered, accurately andreliably, with lubricants by using wax-impregnated yarns (Refs. 6–8). This tech-nology, called Helilub, overcame theblocking/breaking problem by mechani-cally controlling the pre-tension and reg-ulating the speed of the yarn. Because itwas used for lubrication of relatively finemagnet wires, this type of equipment wassmall in scale.
Helicord technology evolved fromHelilub through the addition of a motorblock for the regulation of the pre-tensionof the cord and the development of morepowerful, robust equipment and muchstronger braided, round and flat, textilecords — Figs. 1, 2. These cords are com-posed of different materials (e.g.,polyamide, cellulose, or aramid) depend-ing on the surface preparation required.
Introduction to Helicord
This technology has the following op-erating parameters:
• Adjustable cord speed of 4–120cm/min• Controlled cord tension with 2–30 N• Range of friction force from 6 to100 N.In both cleaning and coating, the high-
est friction occurs where the wire entersthe contact zone.
Cleaning
The operating conditions for wirecleaning are as follows:
• Wire and wrapped cord run in oppo-site directions• Pre-tension regulated cord releasefrom the supply spool• Collection of the cord under con-trolled speed.Thus, where the cleaned wire leaves
the application zone, it only comes in con-tact with fresh, unused cord.
Cleaning is performed by wiping withdry absorptive cord (Fig. 2), or by abrad-ing with grinding or polishing powders ab-sorbed in, or bonded to, appropriatecords.
If required, either can be supported bya pump, which can meter liquid media,with as low as possible surface tensioncompared to the wire material accordingto Ref. 9, onto the cord — Fig. 3.
Application of Coatings
For the application of coatings, the op-erating conditions are as follows:
• Wire and wrapped cord run in thesame direction
Fig. 2 — Braided round cord (upper) and flat, shoelace-like cord (lower) wrapped arounda 1.2-mm-diameter wire.
Fig. 3 — Liquid metering pump NB40B886. It is designed to meter between 0.1 and 20mL/min of neutral aqueous or specified organic liquids with a viscosity of up to 5000 mPa.s.Liquids can be oily lubricants and sliding agents, metalworking fluids, liquid coatings, clean-ing liquids, or nonshear stress-sensitive dispersions.
Boockmann et al Feature September 2008:Layout 1 8/5/08 1:45 PM Page 27
creo

SEPTEMBER 200828
• Speed-regulated cord release fromthe supply spool• Collection of the cord under con-trolled tension.The result is a high extraction of the
coating material at the first cord-wire con-tact and its even distribution where thewire leaves the contact zone.
Wax-like coatings are metered and dis-tributed uniformly on the wire surface by
using impregnated cords, supported, ifnecessary, by a heating device. Liquids or particle-containing dispersions (e.g.,graphite or MoS2 dispersions) are me-tered by the pump — Fig. 3. Additions ofanticorrosives, arc stabilizers, etc., intothe wax-like components or liquids to beapplied are possible.
The pump is designed to meter be-tween 0.1 and 20 mL/min of neutral aque-
ous or specified organic liquids with a vis-cosity of up to 5000 mPa·s. Liquids can beoily lubricants and sliding agents, metal-working fluids, liquid coatings, cleaningliquids, or nonshear stress-sensitive dispersions.
Results and Discussion
Cleaning
In-Line Cleaning of Al Welding Wirefrom Drawing Oil
Figure 4 shows the setup using one He-licord NB55 unit with a liquid meteringpump dispensing a high-boiling solvent.The wire diameter is 1.6 mm and runspeed is 180 m/min.
As a result, the oil content on the wirewas reduced from 20 to 50 mg/m2 downto less than 1.3 mg/m2.
Removing Drawing Lubricants from SolidSteel Welding Wire
The setup for this application is shownin Fig. 5. Two Helicord NB55 units areused, in succession, each with a liquid me-tering pump. The solid steel welding wireis 1.2 mm in diameter and run speed is 10 m/s.
As a result, calcium-stearates on thewire surface were removed and reducedfrom about 100 mg/m2 down to less than30 mg/m2 — Fig. 6.
Coating
Paraffin Coating of a Flux Cored Mild Steel Welding Wire
The setup shown in Fig. 7 is one NB56unit with a heated pulley. Wire diameteris 1.2 mm, speed is 10 m/s, and its temper-ature below the melting range of theparaffin.
About 80 mg/m2 of paraffin was ap-plied, resulting in good feedability and in-creased corrosion resistance.
Due to the latest experiences, the useof the more robust NB55, especially incases where a reverse movement of thewire cannot be excluded, is preferred.Also, a circulating air heating instead ofthe heated pulley has proven to be by farmore effective for the application ofparaffin or wax on cold wires.
Compared to other methods of waxand oil application, e.g., by felts, vapor, orfrom solutions, the Helicord applicationhas the following advantages:
• Consistency and reliability• Calculated dosage• Precision of application and unifor-mity of distribution• Possibility for addition of anticorro-sive agents, primers, antiadhesives, andflux aids
Fig. 4 — The unit with a liquid metering pump dispensing solvent; braided polyamide-polyethylene cord.
Fig. 5 — Two-step cleaning, with dual units, each with metering pumps dispensing water-based cleaning liquid; abrasive cleaning using braided cord with resin-bonded Al2O3 parti-cles of grid mesh 150 μm (left); final cleaning using cotton-aramid cord.
Fig. 6 — Abrasive preparation of a wire surface showing dust clouds of solid drawing lubri-cants being removed.
Boockmann et al Feature September 2008:Layout 1 8/5/08 1:46 PM Page 28
creo

29WELDING JOURNAL
• Wide range of applicable wire speeds(up to 40 m/s).The application can be integrated ei-
ther into the production line or placed di-rectly before the winder for deliveryspools — Fig. 8.
Verification of WireSurfaces
For the repeatable and accurate veri-fication of the results of each wire surfacetreatment, it is necessary to
• Know the initial state of the wire andto define the desired properties aftertreatment• Know which components should bepresent and in which amounts• Determine, after treatment, theamount of residues or applied compo-nents by suitable analytical methodsand/or the surface properties with ap-propriate testing methods• Verify the success by operational tests.Of the different possible verification
methods, no standard methods have yetbeen defined. Candidates include visualmethods (e.g., the judgment of color orgloss of a surface, light or electron beammicroscopy, judgment of a wiping trace),mechanical methods (e.g., coefficient offriction), gravimetric methods, chromato-graphic methods (e.g., gas chromatogra-phy), or spectroscopic methods (e.g., in-frared spectroscopy, mass spectroscopy,or energy-dispersive spectroscopy).
Some methods (e.g., the very com-monly used visual judgment of a wipingtrace) can lead to false results.
Other methods (as determination ofthe coefficient of friction or gravimetricmethods) turned out to be applicable onlyunder well-defined conditions. Often theyare limited to one or just a few classes ofmaterials on the wire surface.
Infrared spectroscopy, for example,was only a short time ago limited on thequalitative and quantitative analysis ofonly those organic compounds used inwire production, which were soluble inCCl4. Meanwhile, Ca-stearates with theirpoor solubility can also be analyzed aftertransforming the stearates into their related acids by additional chemical pretreatment.
Pyrolytic methods, on the other hand,provide a fast quantitative determinationof organic surface contaminants, even ofthose components that are not soluble.Therefore, these methods are used bysome welding wire suppliers in develop-ment and production quality control.However, due to potential variations insample heating, it is obvious to comparethe results with a reference sample ofknown contamination in order to achievereliable results.
Two methods have been found that arerelatively simple and fast: The first is themeasurement of the coefficient of friction,which gives an indication on the successof lubricant applications. The second isinfrared spectroscopy, as mentioned be-fore and described in more detail below.
Measurement of the Coefficientof Friction
In order to have a first indication ofthe influence of materials on the feedabil-ity of welding wire, the comparative meas-urement of the coefficient of friction, be-
Fig. 7 — An NB56 unit with heating pulley; cord impregnated with low-melting paraffin withsulfonate-based corrosion inhibitor.
Fig. 8 — Coating with lubricants by means of a swiveling unit before the spooler.
Boockmann et al Feature September 2008:Layout 1 8/5/08 1:46 PM Page 29

fore and after treatment, has been foundto be informative. A simple but effectivemeasurement device has been built up. Adescription can be found in Ref. 10.
Infrared Spectroscopy
Infrared spectroscopy is a suitablemeans to analyze qualitatively and quan-titatively many organic compounds usedin wire production either as coatings orresidues. Measuring by reflection directlyfrom the wire surface, one can qualita-tively identify materials very quickly.
For quantitative analysis, it is neces-sary to dissolve the materials from the wirein an appropriate solvent and to comparespecific peaks of measured spectra with acalibration curve (Refs. 11, 12).
Conclusions and Prospects
Helicord technology has proven to bea suitable and cost-effective means forboth cleaning and coating of all types ofwelding wires.
The technology is under constant devel-opment, especially with respect to enhance-
ment materials. For example, using He-licord it is possible to apply and polish poly-tetrafluoroethylene (PTFE) onto wire,avoiding the usual breakup of dispersionsunder shear. On aluminum wire, this hasresulted in a reduction of the coefficient offriction from 0.30 to 0.11, and similar re-sults have been noted for other substrates.As an additional benefit on aluminum weld-ing wire, the fluoro-containing compoundsact as an arc stabilizer.◆
References
1. Rice, W. 1882. Manufacture of Zinc-Coated Wire. Worcester, Mass., U.S.Patent No. 253,227.
2. Stobierski, M. J. 1963. RotatingWiper for Wire Tinning. Shelton, Conn.,U.S. Patent No. 3,085,547.
3. Smith, C. C. 1943. Methods of Treat-ing Strand Materials. New York, N.Y.,U.S. Patent No. 2,386,148.
4. Papp, A. V. 1962. Machine for Ap-plying Helical Stripe to Wire. Toronto,Ont., Canada, U.S. Patent No. 3,039,430.
5. Vogel, R. A. 1989. In-Process WireCleaning. Three Rivers, Mich., U.S.Patent No. 4,817,645.
6. Boockmann, G., and Fichtner, R.1993. Non-polluting solid lubrication ofenamelled wires. Proceedings of Electricaland Electronic Insulation Conference andElectrical Manufacturing & Coil WindingConference, 165–171. Chicago: IEEE Pub-lication 93CH3219-3.
7. Boockmann, G., Boockmann, K.,and Fichtner, R. 1997. Innovation formagnet wire lubrication. Proceedings ofElectrical Insulation Conference and Elec-trical Manufacturing & Coil Winding Con-ference, 195–201. Chicago: IEEE Publica-tion 97CH36075.
8. Boockmann, G., Boockmann, K.,and Fichtner, R. 1998. Magnet wire lubri-cation technology. Proceedings of Electri-cal Manufacturing & Coil Winding Confer-ence ‘98, Cincinnati, Ohio.
9. Engelhardt, W. v. Schleiffestigkeitund Grenzflachenenergie fester Stoffe(Grinding Strength and Surface Tensionof Solid Materials). Die Naturwis-senschaften, Bd. 23, Nr. 7, 15.10.1946,Seite 195–203.
10. Boockmann GmbH. June 6, 2007.BE-Standardized Method 153 — Deter-mination of the Sliding Properties ofWires. Unterebersbach, Germany.
11. Boockmann GmbH. January 10,2007. BE-Standardized Method 151 —IR-Spectroscopic Determination of theQuantity of Soluble Hydrocarbons on aWire Surface. Unterebersbach, Germany.
12. Boockmann GmbH. January 9, 2007.BE-Standardized Method 156 — IR-Spec-troscopic Determination of the Total Quan-tity of Non Soluble Soaps on a Wire Sur-face. Unterebersbach, Germany.
SEPTEMBER 200830
Weld Quality Starts in the Arc
The Most Advanced Portable The Most Advanced Portable Welding System on the MarketWelding System on the Market
USA | tel: 1-704-892-8872USA | tel: 1-704-892-8872www.liburdidimetrics.comwww.liburdidimetrics.com
PTW160 ™
This compact power supply allows for This compact power supply allows for
easy transportation into areas where easy transportation into areas where
conventional welding systems could conventional welding systems could
not reach. Everything you need to not reach. Everything you need to
perform clean room and high purity perform clean room and high purity
welds.welds.
See us at AWS Fabtech, booth# 11178For info go to www.aws.org/ad-index
Boockmann et al Feature September 2008:Layout 1 8/6/08 4:58 PM Page 30
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #10094 & IMTS BOOTH #7226
PFERD:FP_TEMP 8/6/08 9:36 AM Page 31

Another two years have gone by and itstime to readjust your D1.1 acumen. A newedition of D1.1 will be published soon. Ifyou are a true “code pro” then you alreadyknow the first place to look when you get anew D1.1 edition is the foreword. The fore-word gives a brief list of the changes fromthe previous edition. The list does not, how-ever, give any explanations nor expound onthe reasons for the changes. This articlelists the changes found in the 2008 D1.1 andalso provides reasons for some of thesechanges. It is hoped the article will assistcode users in coming up to speed on the2008 code more quickly; however, it pro-vides no code text and it does not specifi-cally state the exact changes made for eachrevision. Use this article as a check-off listin tandem with the new code in order to getthe full picture.
The 2008 publication is the 21st editionof the D1.1, Structural Welding Code —Steel, but let us start with a quick historylesson. The earliest AWS standard on thisgeneral subject dates all the way back to a1928 publication titled, Code for FusionWelding and Gas Cutting in Building Con-struction. The first comprehensive codefor welding steel structures was publishedin 1941 as the D1.0, Code for Welding inBuilding Construction. D1.1 was first pub-lished in 1972 and was revised severaltimes in the 1970s. Between 1979 and 1986the code was published annually. The
D1.1 code has been published every otheryear since 1986.
Why the history lesson? It is to estab-lish that the D1.1 code has been aroundthe block a few times. By now we can callthe D1.1 code a mature standard. D1.1 hasreached a level of stability in its contentand form. Therefore, there are no changesto the base concepts in the code but thereare some improvements permitting econ-omy, improving clarity, and enhancing re-liability. The code committee reacts tofeedback from users on its current codeprovisions and adjusts the code provisionsaccordingly.
2008 Revisions of Particular Interest
Design
In the transition of butt joints of unequalthickness, the 2006 code required a cham-fering of the butting members to a 2.5 to 1slope for some static tension load situations.There were instances reported in whichusers were trying to enforce this clausewhere, from an engineering perspective, itwas an overly conservative approach. In the2008 edition, this requirement has been re-moved — see 2.7.1. It was agreed that thejoint geometry by itself would not requirechamfering of thickness transitions in stati-
cally loaded structures; however, in high-stress or severe service locations, a contour-ing fillet weld should be considered in orderto reduce notch effects. The code still es-tablishes transition requirements for cyclicor fatigue applications; this did not changefrom the 2006 code.
There was some concern that the equa-tion permitting an increase in the basic al-lowable stress on a fillet weld has been ap-plied to weld groups without accountingfor deformation compatibility. Calculationof the capacity of a weld group by summingthe capacities of weld elements based onthe increased allowable stress would not bea conservative approach. The code com-mittee addressed this concern by adding aprovision, 2.5.4.4, on determining the al-lowable shear stress on concentricallyloaded weld groups, and also by clarifyingthat the equation in 2.5.4.2 is only meantfor a single linear fillet weld or fillet weldgroups consisting of parallel linear filletwelds all loaded at the same angle andloaded in plane through the centroid of theweld group. The instantaneous centermethod accounts for deformation compat-ibility and is still the method of choice fornoncolinear weld groups. The weld groupload-carrying capacity can still also be con-servatively estimated by summing the ca-pacity of the weld elements using the basicallowable stress.
The code contains a provision for cal-
A Preview of the 2008 Changes:D1.1, Structural WeldingCode — Steel
JOHN L. GAYLER ([email protected]), is director, national standards activities, for the American Welding Society, Miami, Fla.
SEPTEMBER 200832
Tips are presented on what’s new in the2008 D1 code, plus a look behind
the scenes at why some of the changes were made
BY JOHN L. GAYLER
Gayler feature:Layout 1 8/5/08 3:31 PM Page 32

culating the resistance provided by con-nections sharing the resistance betweenwelds, bolts, and rivets in 2.6.7. Researchconducted by the University of Alberta in-dicated that some combinations of weldsand bolts may not have been designed con-servatively using the former provisions.The new provision requires designers toconsider the strain compatibility betweenthe fasteners and the welds in the sameconnection. New commentary cites re-search that gives some methods for con-sidering that compatibility and better ex-plains the rationale for this change.
Prequalification and Qualification
In previous editions of the code, shield-ing gases were not mentioned in the pre-qualified section of D1.1. This led to manyquestions and some confusion as towhether or not there were any controls orlimitations on shielding gases in prequali-fied procedures. The code committee at-tempts to address these questions byadding a new prequalified provision onshielding gases, 3.7.4. The first require-ment is that all shielding gases used forGMAW and FCAW-G comply with AWSA5.32/A5.32M, Specification for WeldingShielding Gases. The second requirementis that gases must meet one of the two fol-lowing requirements:
1) The shielding gas used must matchthat used for the electrode classificationtest as listed in the applicable AWS A5filler metal specification, or
2) The shielding gas used must be rec-ommended by the filler metal manufac-turer for that specific product.
If a contractor chooses to follow No. 2,then there is a requirement to providedocumented evidence showing that thefiller metal and gas combination can pro-duce sound results.
The current provision, 3.10.1, indicatesthat the depth of fill for a plug or slot weldmay need to be more than the thickness ofthe thinner member being joined. Thiswas not the intent of the code. This provi-sion has been moved to Section 2, Design,where it is clearly stated that the minimumdepth of filling need not be greater thanthe thinner part being joined.
In order to reduce confusion amongcode users, essential variable No. 10 inTable 4.6, which concerns changing thenumber of electrodes in CVN testing ap-plications, was deleted. This variable is al-ready covered in Table 4.5, PQR EssentialVariables, and is redundant in Table 4.6.GTAW has been added as an applicablewelding process for this essential variable.
Fabrication
In D1.1:2006, Clause 5.18 addressestemporary and tack welds. The code com-
mittee determined that the existing lan-guage could be restated to better conveyits true intent. The most obvious change isthe elimination of the term “temporaryweld” and the inclusion of a new term“construction aid weld.” The division ofthis subclause’s requirements into “tackwelds” and “construction aid welds” ap-pears to better relay original intent. Thereare some additional subtle changes tothese requirements so code users shouldread through this entire revised sectioncarefully in order to correctly apply the requirements.
Inspection
D1.1 has changed the required visualacuity test from the Snellen English test toa Jaeger J-2 test at a distance of 12–17 in.This change syncs D1.1’s requirementwith that of AWS QC-1, Standard for AWSCertification of Welding Inspectors.
The code committee determined that,with the increased reliability of ultrasonictesting (UT) equipment, in particular dig-ital flaw detectors, the current UT cali-bration frequencies were unnecessarilyconservative. The required minimum fre-quency for horizontal linearity waschanged to two-month intervals from thecurrent 40 hours of instrument use in eachof the distance ranges that the instrumentwill be used — see 6.24.1. In addition tothis change, the recalibration frequencyrequirement in 6.25.3 was changed fromevery 30 minutes to every 2 hours.
The setting of the zero reference levelin 6.25.5.2 did not state the required or rec-ommended maximized horizontal tracedeflection screen height. After a samplingof industry experts, the code committeeagreed that anything between 40 and 60%would be an adequate target range for themaximized horizontal trace deflectionscreen height. The zero reference levelsensitivity used for discontinuity evalua-tion (“b” on the ultrasonic test report)shall be attained by adjusting the cali-brated gain control of the discontinuity de-tector so that a maximized horizontal tracedeflection results on the display. A fixedreference level makes for more consistenttesting methodology across the industry.
Stud Welding
The requirement for a quality controltest of studs not more than six monthsprior to delivery of the studs to a customerwas deleted from the code — see 7.3.3(2).It is not uncommon for studs to sit in aninventory longer than six months in addi-tion to being shipped to construction sitesmonths before the products are installed.The shelf life of structural bolts is unlim-ited as long as the structural bolt is sealedin its original container marked with a
heat number. There is no significantchange in mechanical properties due toany aging phenomena associated with low-carbon steel.
Clarifications on CurrentProvisions
Clarifications to the code are revisionsthat do not change the current require-ments of the code. Clarifications only re-state the current requirements in a man-ner intended to be better understood bythe code user. I provide only a list belowbecause the reason or rationale for eachchange is the same — to clarify the currentcode’s intention.
• Clause C-1.2 in the commentary wassubstituted for the code requirement inClause 1.2.
• Prequalified joint detail B-U7-S nowhas as-detailed and as-fitup tolerances forgroove angle and root opening.
• When performing a fillet weld quali-fication using Fig. 4.19, Subclause 4.11.2now clarifies that testing may be for eithera single-pass fillet weld, or multipass filletweld, or both.
• Subclause 4.32.1 on ESW/EGW wasreformatted.
• References to shielding gases weredeleted in 5.3 and its subclauses since it isalready covered in Section 4 (Qualifica-tion) and is covered in the 2008 code inSection 3 (Prequalification).
• Small but significant clarification toSubclause 5.22.1 changing “fillet weld leg”to “fillet weld legs.”
• Subclause 7.8.5 regarding correctiveactions on nonconforming stud materialwas reworded.
• It was clarified in Annex G that studbases shall comply not only with ASTM A108 but also with the mechanical proper-ties in Table 7.1.
• Commentary was added to clarify themeaning of Table 3.7 maximum fill passand root pass thickness limitations — seeC-Table 3.7.
• Extensive commentary was added re-garding the code’s definition of low hy-drogen; anyone confused by the termshould make a point to read the new com-mentary — see C-5.3.2.1.
• Commentary was added to explainwhy tubular and static radiographic testing(RT) criteria are the same — see C-6.11.1.
There was an extensive effort to reor-ganize the portion of Section 6 that dealtwith RT flaw sizes and Annex C. The illus-trations, including Annex C, were all relo-cated to the Commentary with the text ta-bles defining the flaw sizes remaining inthe body of the code. During the editorialprocess it became evident that there was alot of redundancy in the stated require-ments, which resulted in the merger of sev-eral paragraphs. There were no technical
33WELDING JOURNAL
Gayler feature:Layout 1 8/5/08 3:32 PM Page 33

changes made to the acceptance criteria,but several new sketches were added tofurther illustrate those acceptance criteria.
Rationale, Commentary, andInterpretations
Most of the rationale and reasoningstated above are based on the written ma-terial submitted with each proposed revi-sion, or it comes from minutes of themeetings where these revisions were ap-proved. I also received some input andcomments from select committee mem-bers. Although the Structural Welding
Committee is not required to publish ra-tionale supporting each and every codeprovision, it has provided a significantcommentary section that quite often doesprovide either clarification of intent orsome degree of rationale for many of itscode provisions. When clarification ofcode intent is needed or rationale sought,the commentary, published in the back ofthe code, should be the first source con-sulted. The second source to consult ispast official interpretations by the codecommittee. These are posted on the AWSWeb site at www.aws.org/technical/interps.There will also be a new D1.1-BI, Book of
Interpretations, published in 2008.If an issue of code interpretation is not
resolved through a review of the code text,the code commentary, or past official in-terpretations, it is generally agreed thatthe most efficient manner of resolving theissue is for the interested parties to cometo a mutual agreement. If this is not a pos-sibility, then a request for official inter-pretation from the code committee can besought — see Annex O in the code. How-ever, each official interpretation must gothrough a formal approval process thatoften takes several months or longer. Thisdelay in receiving an answer is often nothelpful in resolving issues with time pres-sures. In these situations, an experienced,knowledgeable, and impartial arbitratormay be the best option.
In most situations, the code’s require-ments are clearly stated in the code text.However, the code does not address everyconceivable issue that may arise. Whenthe code does not address a particular sit-uation, it is appropriate to say that thecode is silent on this issue. If the code useris left to make a decision when the codedoes not provide parameters or guidance,the code user should use good profes-sional or engineering judgment or best in-dustry practice. It is recommended thatcode users do not read more into the codethan what is clearly stated or addressed.
Wrap up
Several of these 2008 revisions wereoriginally proposed as long ago as 2002;most were submitted in 2004 and 2005.The path that a proposed revision must gothrough before being included in the D1.1code is a virtual gauntlet of proceduralbarriers and obstacles. At each of theseobstacles the revisions are intellectuallypoked and prodded by a broad spectrumof experts whose collective experiencespans various industry fields and profes-sions. In total, approximately 100 individ-uals are involved in the approval of newD1.1 code provisions.
The individuals involved in the revi-sion, review, and approval of D1.1 andother AWS standards are all volunteers.Their time, travel, and effort are either fi-nancially supported by their employers orfrom their own pockets. There is no com-pensation from AWS for their participa-tion. The volunteers are the life blood ofthe AWS technical standards program.Without their involvement there is no pro-gram, no AWS standards, and no D1.1code. If you would like to become involvedwith the code-writing process and join thecompany of volunteers working on AWSstandards, you can find more informationonline at www.aws.org/1HPH. If you wouldlike more information on the D1 Commit-tee specifically, you can find informationat www.aws.org/technical/d1/.◆
SEPTEMBER 200834
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1215
2
Gayler feature:Layout 1 8/5/08 3:32 PM Page 34
creo
For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #13077
MILLER ELECTRIC:FP_TEMP 8/6/08 9:34 AM Page 55
creo

SEPTEMBER 200836
Shipboard pumps in naval vessels havebearing plates supporting two shafts thatengage rotating gears. To reduce wear ofthe bearing plate, the surface mating withthe gear is made of a copper antifrictionalloy. To create a bronze layer on the mat-ing surface, a blank bearing plate (Fig. 1A)is manufactured and machined after braz-ing. Two shallow (0.280-in.-deep) inter-secting 3.75-in.-diameter recesses (pock-ets) are machined on the surface of theblank forming a figure-eight configuration.
The current brazing process is carriedout in a simple heating fixture. The oper-ator heats the blank with rosebud torchesuntil the part becomes red hot. Smallchunks of copper alloy are laid into thepockets of the heated blank and coveredwith special flux. The copper alloy meltsand fills the pocket. Then, the part is al-lowed to cool slowly to room temperature,which may take from 30 to 50 min. It cantake from 1 to 11⁄4 h to complete the entirebrazing procedure. Finally, the blank ismachined into a bearing plate.
Problems with Brazing
The original brazing process created anumber of problems that were of seriousconcern to the manufacturer, includingthe following:
1) Extensive porosity in the weld de-posit. To cope with porosity, the pocketsin the blank are made 0.280 in. deep, muchdeeper than the required 0.093-in. thick-ness of the bronze deposit after final ma-chining.
2) Unpredictable quality of the welddeposit. Poor control over the heat sourceand, thus, part temperature, along withthe welder’s subjectivity in determiningwhen to end brazing is the main cause forvariability in quality.
3) Safety issues. High temperature,noise, and emission of harmful gases jeop-ardize safety of the welder and pollute theenvironment.
4) Low productivity (parts/h) and highcost because process is labor intensive.
Cladding in MarineApplications UsingDirect-Diode Lasers
Cladding in MarineApplications UsingDirect-Diode Lasers
VALDEMAR MALIN ([email protected]) is director, Research Manufacturing Tech-nology Center, Alion Science and Technology Corp., McLean, Va. FEDERICO SCI-AMMARELLA ([email protected]) is assistant professor, Mechanical Engineering De-partment at Northern Illinois University, DeKalb, Ill.Alion Science and Technology’s Manufacturing Technology Center received two R&D 100awards in 2004 and 2005 for developing the cladding system.
Fig. 1 — Design of steel blank bearingplates. A — Original; B — modified.
Case study describes the development of a procedure for robotic high-power direct-diode laser cladding of
aluminum bronze onto steel-bearing plates
BY VALDEMAR MALIN AND FEDERICO SCIAMMARELLA
A
B
Malin 9 08:Layout 1 8/5/08 2:23 PM Page 36
creo

37WELDING JOURNAL
Solution
Proposed Approach
To solve the problems associated withthe conventional brazing process, AlionScience & Technology’s ManufacturingTechnology Center (MTC) proposed afeasible alternative to the manufacturer:namely, replace manual brazing with au-tomatic laser cladding. The proposed ap-proach was formulated as follows:
1) Modify the design of the bearingplate blank to make it suitable for au-tomation.
2) Develop a special water-cooled fix-ture that allows continuous cladding to becarried out without interruption at a highdeposition rate and without overheatingof the blank and the weld deposit.
3) Replace the existing filler metal(cast slugs made of tin bronze Alloy C905)with filler metal that provides similar orbetter performance characteristics and al-lows better control over the compositionof the deposit.
4) Build a production setup based onthe automated laser cell (ALC) developedat MTC.
5) Develop an efficient and productiveone-layer HPDD laser cladding proce-dure that allows repeatable high-qualityweld deposits to be produced with drasti-cally reduced thickness of the deposit (notexceeding 0.125 in.).
6) Confirm high weld quality by con-ducting a metallurgical study of the de-posited metal.
The proposed approach and the resultsof its implementation are describedbelow.
Modification of Bearing Plate Blank
One of the important rules of automa-tion has always been to modify the objectof automation (the part to be welded) tomake it suitable for automatic welding(Ref. 1). The original blank of the bear-ing plate was designed for manual out-of-furnace brazing and was not suitable forautomatic laser cladding using the ALCdue to several reasons.
• The pocket configuration was notsuitable for uninterrupted HPDD lasercladding using the ALC.
• Excessive allowances for machining
were made to make up for imperfectionsin the brazing process.
• The blank did not have any designdetails that would allow it to be accuratelypositioned and located in a fixture.
Therefore, the blank design was mod-ified to address those problems, but theoriginal design of the bearing plate wasleft intact. The new blank design is shownin Fig. 1B. The main changes in the origi-nal design were the following:
• The shape of the pockets waschanged. As shown in Fig. 1A, the origi-nal pockets were shaped as two intersect-ing circular recesses. The total length ofboth pockets was 7.06 in. The shape of thepockets follows that of two engaged gearsin contact with the bronze deposit. In con-trast to manual deposition, such configu-ration does not lend itself easily to unin-terrupted one-layer automatic cladding.Therefore, the two circular pockets werereplaced with a rectangular pocket thatallows cladding to be run continuously.Also, the start and the end of the claddingcycle (where dilution and iron pickupfrom the base metal is the highest) are lo-cated now in the corners of the rectangle(away from the circular gear-contact area)to be machined after cladding.
• The size of the pocket was increased.The original two 4.06-in.-diameter inter-secting pockets in the blank created apocket 7.06 in. long. The rectangularpocket size was 4.06 × 7.06 in. In compar-ison with the original pocket square area(25.9 in.2), the new pocket was larger by7.5% (28.0 vs. 25.9 in.2). After final ma-chining, the new pocket was 1⁄4-in. largerthan the 3.75-in.-diameter gear contactarea.
• The thickness of the pocket was sig-nificantly reduced. In the current design,the pockets were specified 0.280 in. deep,leaving a relatively large 0.186-in. al-lowance for final machining that includesnot only the bronze deposit, but the steelbody of the blank as well. The extra al-lowance was required to ensure that aporous top layer of the deposit could beremoved, while preserving the specifiedfinal thickness of the deposit. The pro-posed new pocket thickness was 0.125 in.,leaving only a 0.031-in. allowance. Suchclose tolerance was realistic due to spe-cific characteristics of the HPDD laserand strict automatic control over the lasercladding process that allows for low dilu-tion, and porosity-free welds of a speci-
fied thickness to be deposited in the firstlayer. As a result, consumption of the ex-pensive bronze was cut in half (2.16 vs.1.05 lb).
• Two blind holes specified in the orig-inal design of the bearing plate on the sideopposite to the pockets were opportunis-tically transferred into the blank with asmall allowance for final machining.These holes were used to allow the blankto be seated on a special cooling fixtureand used as water-cooled chambers.
Cooling Fixture
One of the most important require-ments for automatic cladding was the in-troduction of a continuous, uninterruptedone-layer cladding procedure. However,there was concern regarding overheatingof the blank and the deposited copperalloy due to their limited size and pro-longed heating by the laser beam. To dis-sipate the energy accumulated duringcladding, a special cooling fixture was de-signed. This multipurpose fixture is ca-pable of the following:
• allows the blank to be accurately po-sitioned relative to the laser head,
• provides direct water cooling of theblank through two 2-in.-diameter blindholes (chambers) at the bottom in themiddle of the blank to prevent overheat-ing of the blank and the deposit,
• enables use of max laser power andwire feed speed to increase depositionrate,
• eliminates lengthy postweld coolingprocedure,
• reduces dilution of the weld withsteel substrate,
Table 1 — Chemical Composition of Cast Alloy C905
Alloy Cu Zn Sn Mn Fe Si Ni P Al Pb Total othersC90 Bal. 2.0–3.0 10.0–11.0 — 0.2 — 1.0 0.05 — 0.3 —
NOTE: For continuous casting, phosphorus is added up to 1.5%.
Fig. 2 — Automated laser cell (ALC) forcladding and hardfacing.
Malin 9 08:Layout 1 8/5/08 2:24 PM Page 37

SEPTEMBER 200838
• improves microstructure and prop-erties of the deposit, and
•reduces distortion of the blank.
Selection of Filler Metal for Cladding
Alloys C954 and C905 are the fillermetals used for brazing by the manufac-turer. The filler material most often usedfor brazing of bearing plates is Alloy C905,formerly known as tin bronze or gun metal88-10-0-2. The alloy is typically used for
casting in many applications such as bear-ings and bushings, pump impellers, valvecomponents, gears, and others. It is notdesigned as a filler metal for brazing orwelding. The analysis of chemical compo-sition of Alloy C905 that is given in Table1 shows that it contains a number of ele-ments and in the amounts that may im-pair weldability. Due to a very high con-tent of tin (Sn), the weld metal has a verywide interval of solidification (liquidus-solidus temperature range) resulting inhigh susceptibility to solidification crack-ing. Zinc (Zn) is a volatile element in theweld and may cause porosity. Lead (Pb)is not soluble in copper and remains liq-uid after weld solidification has been com-pleted, which may cause solidificationcracks as well.
Requirements for and Selectionof Filler Metal for Laser Cladding
Cladding/welding process may pro-duce detrimental metallurgical reactionsin the weld pool. It requires filler metalsof special formulation to offset these met-allurgical reactions detrimental to weldintegrity and properties. Taking into con-sideration the drawbacks of Alloy C905composition and the fact that welding wireof proper composition is not readily avail-able, it was evident that a new filler ma-terial was needed that is more suitable forcladding, in general, and laser cladding,in particular, and as suitable for the bear-ing plate application as the original alloyC905. In other words, the material shouldbe corrosion resistant in saltwater vaporas encountered in a marine environment,have good antifriction properties in pairwith steel; shows no significant loss of me-chanical properties on exposure to hightemperatures (as those encountered inwelding); and is available in a welding wireform. After evaluation of several candi-date filler metals and consultations withthe manufacturer, aluminum bronze fillermetal ER CuAl-A2 per American Weld-ing Society A5.7 specification was se-lected. The composition requirements forER CuAl-A2 filler metal are given in Table2 (Ref. 2).
ER CuAl-A2 filler metal is an interme-diate-strength aluminum bronze, an alloyused for welding aluminum bronze,cladding on cast iron and carbon steel inapplications that include worn surface re-building, casting repair, and general main-
tenance. It contains up to 11% aluminumand up to 1.5% iron and is readily avail-able in welding wire and powder forms.Compared with other copper alloys, thehigher strength of the aluminum bronzesis combined with excellent corrosion re-sistance and antifriction properties undera wide range of service conditions. Alu-minum bronzes are the most tarnish-resistant copper alloys and show no seri-ous deterioration in appearance and nosignificant loss of mechanical propertieson exposure to most atmospheric condi-tions, including acids and salt-laden watervapor. It also shows low rates of oxidationat room and high temperatures. The ex-cellent antifriction properties of this alloyare well documented in literature and incladding practice. These properties makethis alloy desirable in marine applicationsand suitable for welding.
The composition of the selected alu-minum bronze filler material ER CuAl-A2 is formulated so that possible metal-lurgical reactions in a weld pool are sup-pressed or offset and weld properties areenhanced. For example, aluminum (Al)content (8.5–11%) is sufficient to offsetpossible losses during welding due to di-lution and evaporation. It also allows levelof Al above 7% to be maintained to pre-serve two-phase microstructure. A smallamount of silicon (Si) is added to deoxi-dize the weld metal. Iron (Fe) is presentin the amount of 1.5% max to facilitatefine and even grain macrostructure. Leadand zinc are in negligible amounts.
Since aluminum bronze was depositedon mild steel, the main requirements forweld deposit in this study were to preventexcessive iron pickup from the base metaland to avoid excessive loss of aluminum.Excessive iron in the deposit manifests it-self in elevated hardness on the surface ofthe deposit and may wear out a steel coun-terpart prematurely.
Production Setup
Recently, Alion developed an auto-mated laser cell (ALC) for cladding andhardfacing (Fig. 2). The system is basedon the latest advances in robotic, HPDDlaser, and sensory technologies. The robotarm carries the laser head surrounded bynumerous sensory devices of the laser sup-port system, communication cables, andhoses. The system includes CCD camerasto provide the images of the weld poolzone on a monitor, the wire positioning
Table 2 — Composition Requirements of ER CuAl-A2 Filler Metal
Source Cu Zn Sn Mn Fe Si Ni P Al Pb Total OthersAWS 5.7 Bal. 0.02 — — 1.5 0.1 — — 8.5–11.0 0.02 0.5Specification
Fig. 3 — A split screen of the monitor dis-playing the images of the wire and weld poolfrom two perpendicular views. Thick arrowpoints in direction of cladding.
Fig. 4 — Block of the bearing plate afterlaser cladding with ER CuAl-A2 filler metal.Note: left side is machined off.
Malin 9 08:Layout 1 8/5/08 2:24 PM Page 38

39WELDING JOURNAL
system for remote manipulation of thewire relative to the weld pool, an infra-redtemperature sensor measuring the tem-perature of the blank, and other systems.A special robotic program was developedthat controlled sequence of operations,laser motion, and welding parameters. Themain features of the ALC are described inthe literature (Ref. 3). In addition to theALC, the production setup also includesa water-cooling station and a specially de-veloped fixture described below.
Development of CladdingProcedures
Cladding in Main Area
The main area covers the bottom sur-face of the pocket (excluding the cham-fers and the area above the two 2-in.-diameter cooling chambers in the middleof the blank). The blank is assembled andclamped in the fixture, and the water sta-tion is turned on. The robotic program iscalled in and the cladding cycle starts au-tomatically. The laser head is lowered intowelding position and cladding starts. Eachweld bead is deposited from one edge ofthe pocket to another along the shorterside of the pocket. Then it makes a U-turnand runs in the opposite direction over-lapping the adjacent bead. Uninterruptedcladding continues until the deposit cov-ers the entire pocket area. The operatoris monitoring the cladding process fromthe safety of the control room adjustingthe wire position using a pendant, if nec-essary. The weld zone is clearly visible ona split screen of a monitor as shown in Fig. 3. The cladding process can be
watched through a special protective win-dow also.
Optimal parameters were determinedfor the laser cladding process by runninga number of experiments. Optimal pa-rameters are defined as those that pro-duce weld beads meeting the followingweld quality criteria:
• precise thickness (0.125 in. + 0.020/–0.015) and even width (5⁄8 ± 1⁄32 in.),
• favorable shape (a smooth transitioninto the base metal),
• no surface defects (cracks, pores, un-derfilled spots, excessive ripples, oxidation),
• flat deposit over the pocket (no spots0.015 in. below the blank surface).
The optimal parameters were deter-mined using the ALC. A 0.035-in.-diame-ter ER CuAl-A2 wire was used as a fillermetal. Argon was used as shielding gas.Two cladding areas of interest were themain and transient areas. The optimalwelding parameters that meet the qualitycriteria specified earlier were determinedas follows: laser power, 4 kW; travel speed,10 cm/min (3.94 in./min); wire feed rate,550 cm/min (216.5 in./min); argon flowrate, 19 L/min (40 ft3/h). To produce a flatweld surface within the specified thick-ness, the adjacent beads were placed with55% overlap. It takes 22 adjacent beadsto cover the pocket. The uninterruptedcladding cycle takes about 20 min to com-plete. After that, the cooling water con-tinues to run for about 1–2 min to cool theblank to room temperature. The full pro-duction cycle, including assembling anddisassembling, takes about 25 min. Thus,the original processing time was cut inhalf, while the amount of energy accumu-lated in the steel blanks and, thus, distor-tion level was considerably reduced.
Cladding in Transient Area
A number of experiments were con-ducted to determine optimal parametersin transient areas of the pocket. The tran-sient areas of the base metal are the areaswhere specific geometrical details or amethod of cooling or thermal conditionsare different from those of the main area.The transient areas on the bearing plateblank include weld start/end points; thepoints where welding direction is re-versed; curve at the pocket corner; slope,top, and bottom of the chamfer; and areaabove the water-cooled chambers. The re-sults of the experiments showed that thebeads of favorable shape and good sur-face quality can be obtained in those spe-cial areas as well, provided correspondingadjustments in sequence of operation andweld parameters were made.
Here are examples of such adjust-ments. At the weld start, the iron pickupin the weld is always the highest due to athermal shock and due to delays in traveland wire feed intended to preheat coldmetal. As the weld progresses and morefiller metal is added, iron content is grad-ually reduced. Although the start area ofthe base and weld metals is removed atfinal machining, it is located close to thegear contact area. If iron content there isexcessively high, it may not be reduced toan acceptable level over the gear contactarea. So, iron content in the start area isreduced by raising the laser power in stepsto avoid thermal shock. At the end of theweld cycle, the crater feeling sequence wasimplemented to avoid cracks. At thepoints where welding direction is re-versed, the travel speed was acceleratedto avoid bumps. In the areas above the
Fig. 5 — Weld blank schematic with two 2-in.-diameter chambers(circles) where water is in direct contact with the steel.
Fig. 6 — Schematic of welding process that shows regions where ma-terial was taken for analysis.
Malin 9 08:Layout 1 8/5/08 2:25 PM Page 39

SEPTEMBER 200840
water-cooled chambers where cooling wasthe most intensive, the welds solidifiedfaster and became narrower. To avoid in-complete fusion between passes, weldoverlap was increased from 50 to 55%. Allthese adjustments were programmed inthe robot memory to allow one uninter-rupted weld cycle to be implemented.
Weld Surface Appearance and Quality
Other blanks were visually inspectedat the Alion facilities and later were cutinto specimens for metallurgical exami-nation. Visual inspection of the as-weldeddeposit showed that all the welds per-
formed at optimal parameters have metthe weld quality criteria described above.No surface cracks, incomplete fusion be-tween passes, porosity, or other defectswere found. The surface of the depositwas fairly even with very small ripples be-tween passes not exceeding 0.015 in. It hada bright golden color with no black marksof oxidation, an indication of adequateshielding of the weld pool. To inspect thequality of the metal surface to be engagedwith the gears and to check whether theallowance of 0.031 in. (0.8 mm) was ade-quate for final machining, the surfaces ofthe steel blanks (along with the bronze de-posits) were machined down by 0.031 in.(0.8 mm). No low areas or weld defects
were detected on the surface of the de-posit after machining. Figure 4 shows ablank after cladding, the left portion of itbeing machined off. Some welded blankswere returned to the manufacturer for in-dependent testing. After machining, nocracks, porosity, low spots or other defectswere found. The bearing plates success-fully passed testing on a testing stand.
Metallurgical Study
A metallurgical study was conductedto determine the suitability of the selectedaluminum bronze deposit for the requiredservice conditions. The most importantservice requirement for the aluminumbronze deposit mating with a steel gear ofa pump is its wear resistance, which islargely determined by hardness of thebronze mating surface. In its turn, amongthe factors that affect hardness, the mostimportant are the contents of iron and alu-minum in the deposit. Other factors aremicrostructure and presence of disconti-nuities. The scope of this task was to con-duct a study to determine hardness of thebronze deposit and steel, to determine thecontents of iron and aluminum in the de-posit, and to analyze macro and microstructures of the bronze deposit and steel.
Hardness of BronzeDeposit
The objectives of this task were to an-swer three questions regarding hardnessof the deposit made by the HPDD laserusing ER CuAl-A2 filler metal. Is hard-ness within values recommended by prac-tice in similar applications? Is hardness
Table 3 — Hardness of the Steel Blank and the Aluminum Bronze Deposited Using HPDD Laser Cladding
Average Scale1 87.9 84.7 88.7 87.1 HRB Steel2 97.9 99 99.2 98.7 HRB Steel3 88.3 87.5 89 88.3 HRB Aluminum Bronze4 89.7 91.9 92 91.2 HRB Aluminum Bronze5 87.6 87.8 88.2 87.9 HRB Aluminum Bronze6 94.6 96.7 95.4 95.6 HRB Steel7 91 83.2 85.3 86.5 HRB Steel8 90.7 86.4 88 88.4 HRB Steel9 99.7 94.2 98.6 97.5 HRB Steel
10 88.9 89.8 86.7 88.5 HRB Aluminum Bronze11 91.1 90.1 90.5 90.6 HRB Aluminum Bronze12 88.2 86.2 88.8 87.7 HRB Aluminum Bronze13 97.8 92.9 98 96.2 HRB Steel14 92.2 90.1 93.5 91.9 HRB Steel15 87.9 87.6 88.7 88.1 HRB Aluminum Bronze16 89.4 88.7 88.8 89.0 HRB Aluminum Bronze17 89.2 89.9 90 89.7 HRB Aluminum Bronze18 88.2 89 89.9 89.0 HRB Aluminum Bronze19 89.4 89.8 89.1 89.4 HRB Aluminum Bronze
Fig. 7 — A — Schematic of top portion of bearing plate wherecladding process begins and shows the directional passes and the cor-responding iron (Fe) content along the points; B — results of ironreadings superimposed on Fig. 7A.
Fig. 8 — Schematic of Section B that has locations of where meas-urements were taken and represented in Table 7.
Malin 9 08:Layout 1 8/5/08 2:25 PM Page 40

41WELDING JOURNAL
within values recommended by the man-ufacturer? Does nonuniform direct cool-ing of the blank with running water cre-ate hard local areas in the deposit?
Figure 5 shows the welded blank withtwo 2-in.-diameter chambers (circles)where water is in direct contact with thesteel. The left side (noncolored) is ma-chined to leave about 2-mm- (0.080-in.-)thick bronze deposit in the pocket form-ing a gear-contact surface. The curved linerepresents an interface between the steeland the aluminum bronze. The layout ofpoints of measurement is shown also.Rockwell B hardness was measured atthese points identified by sequential num-bers from 1 to 19. Three readings weremade at every point and averaged. Thedata are given in Table 3.
Hardness: HPDD Laser Claddingvs. Brazing
The data received from the manufac-turer showed that hardness obtained inbrazing using a C95400 copper alloy is thehighest. The maximum hardness allowedon a machined gear-contact surface by themanufacturer was 84 HRB average. Ac-cording to Table 3, in HPDD lasercladding in the main area (outside of thedirectly cooled areas where cooling wasapplied indirectly through conduction),hardness values (points 3, 10, 5, and 12)are within 87.6–88.9 HRB (88.25 HRB av-erage). Thus, the deposit made by theHPDD laser is only slightly harder (byabout 5% despite of indirect cooling) incomparison with that deposited by braz-ing. The result was acceptable for themanufacturer.
Hardness: HPDD Laser Claddingvs. Arc Welding
According to Ref. 4, in arc welding,
Brinell hardness (3000-kg load) of the welddeposited using the ER CuAl-A2 elec-trode ranges within 140–160 BHN (150BHN average). As was discussed above,the hardness readings on the surface of thedeposit made by the laser in the main arearange within 87.6–88.9 HRB (88.25 HRBaverage). The equivalent Brinell hardnessnumbers, according to conversion tablesin Ref. 5 are 172–179 BHN (175.5 HRBaverage). Comparison of the average hard-ness data shows that hardness producedby the HPDD laser procedure is by 17%higher than that produced by arc weldingdue to higher cooling rate produced inHPDD laser accelerated by indirect watercooling of the blank.
Effect of Direct Water Cooling on Hardness
The blank was cooled by a direct con-tact with running water through two 2-in.-diameter blind openings machined in thecenter of the blank on its opposite side.There was a concern that direct watercooling may produce an excessive hard-ness of the deposit or create local hardspots. According to Table 3, the hardnesson the surface of the deposit inside andon the periphery of the cooled circles(points 4, 11, 15, 16, 18, and 19) rangewithin 87.9–91.1 HRB (89.5 HRB aver-age), being the maximum hardness meas-ured in the deposit as expected. What wassurprising is that this hardness is higherthan that in the main area (88.25 HRB)just by 1.5%. Such small difference indi-cates that the developed laser claddingand cooling procedures produce fairlyuniform hardness on the surface of the de-posit without local hard spots, the maxi-mum hardness being only 6% higher incomparison with brazing (84 HRB). Thereason is that water cooling does not in-crease cooling rates much over those al-
ready produced by HPDD laser, while ef-fectively removing excessive heat buildup.The maximum temperature of the blankdid not exceed 250°F during cladding.
Hardness of Base Metal
The range of hardness fluctuations forthe steel blank (outside of the deposit) ismuch higher than in the bronze deposit(86.5–98.7 HRB or about 12%). Lowervalues 86.5–91.9 HRB were observed inthe heat-affected zone (HAZ) (points 2,9, 6, and 13) next to the deposit. Higherhardness values (95.6–98.7) were obtainedin the base metal (points 1, 7, 8, and 14)not significantly affected by heat of weld-ing. This can be explained by the effect ofthe welding thermal cycle and higher thannormal cooling rates produced by watercooling. However, due to low-carbon con-tent in the steel, no detrimental mi-
Table 4 — Results of Chemical Analysis ofER CuAl-A2 Filler Metal
MetallurgicalLaboratory Composition (wt-%)
Cu Fe Al#1 Bal. 1.42 8.38#2 Bal. 1.06 8.9Average Bal. 1.24 8.64
Table 5 — Content of Iron and Aluminum inthe Deposit of Main Area
Series 1 Series 2Location Method Fe (wt-%) Fe (wt-%)start XRF 1.3 1.36mid XRF 1.29 1.48end XRF 1.31 1.45Average 1.3 1.43
Al (wt-%)EDS 8.08
Fig. 9 — Iron distribution along interface. A — Group 1; B — Group 2.
Malin 9 08:Layout 1 8/5/08 2:25 PM Page 41
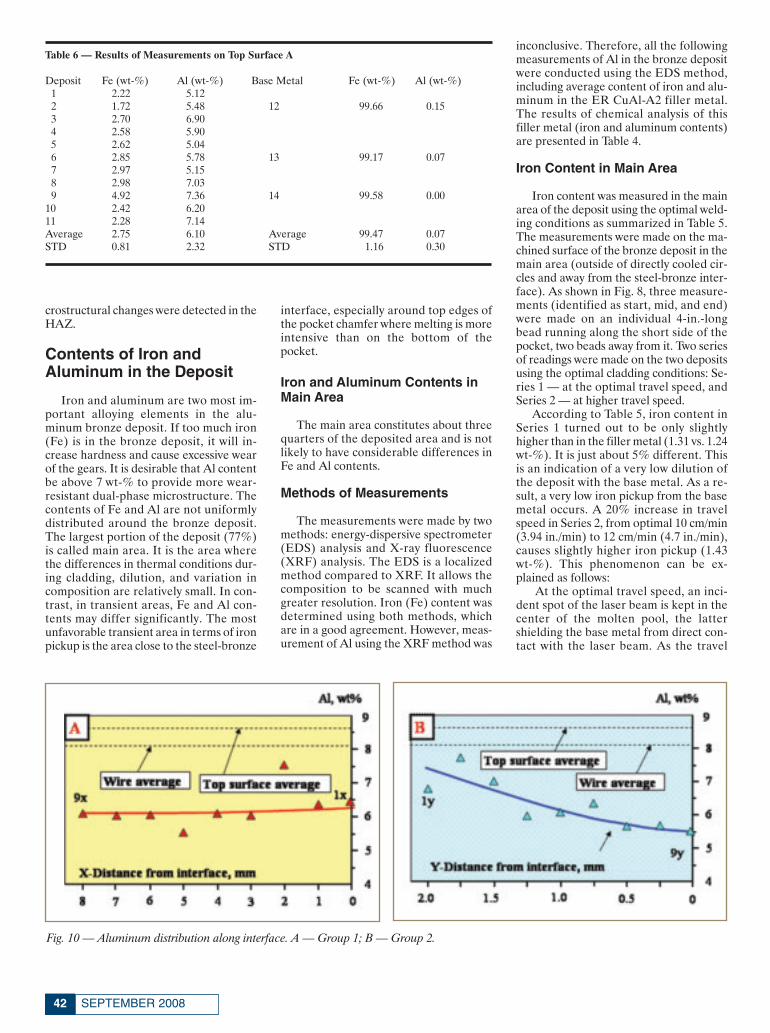
SEPTEMBER 200842
crostructural changes were detected in theHAZ.
Contents of Iron andAluminum in the Deposit
Iron and aluminum are two most im-portant alloying elements in the alu-minum bronze deposit. If too much iron(Fe) is in the bronze deposit, it will in-crease hardness and cause excessive wearof the gears. It is desirable that Al contentbe above 7 wt-% to provide more wear-resistant dual-phase microstructure. Thecontents of Fe and Al are not uniformlydistributed around the bronze deposit.The largest portion of the deposit (77%)is called main area. It is the area wherethe differences in thermal conditions dur-ing cladding, dilution, and variation incomposition are relatively small. In con-trast, in transient areas, Fe and Al con-tents may differ significantly. The mostunfavorable transient area in terms of ironpickup is the area close to the steel-bronze
interface, especially around top edges ofthe pocket chamfer where melting is moreintensive than on the bottom of thepocket.
Iron and Aluminum Contents inMain Area
The main area constitutes about threequarters of the deposited area and is notlikely to have considerable differences inFe and Al contents.
Methods of Measurements
The measurements were made by twomethods: energy-dispersive spectrometer(EDS) analysis and X-ray fluorescence(XRF) analysis. The EDS is a localizedmethod compared to XRF. It allows thecomposition to be scanned with muchgreater resolution. Iron (Fe) content wasdetermined using both methods, whichare in a good agreement. However, meas-urement of Al using the XRF method was
inconclusive. Therefore, all the followingmeasurements of Al in the bronze depositwere conducted using the EDS method,including average content of iron and alu-minum in the ER CuAl-A2 filler metal.The results of chemical analysis of thisfiller metal (iron and aluminum contents)are presented in Table 4.
Iron Content in Main Area
Iron content was measured in the mainarea of the deposit using the optimal weld-ing conditions as summarized in Table 5.The measurements were made on the ma-chined surface of the bronze deposit in themain area (outside of directly cooled cir-cles and away from the steel-bronze inter-face). As shown in Fig. 8, three measure-ments (identified as start, mid, and end)were made on an individual 4-in.-longbead running along the short side of thepocket, two beads away from it. Two seriesof readings were made on the two depositsusing the optimal cladding conditions: Se-ries 1 — at the optimal travel speed, andSeries 2 — at higher travel speed.
According to Table 5, iron content inSeries 1 turned out to be only slightlyhigher than in the filler metal (1.31 vs. 1.24wt-%). It is just about 5% different. Thisis an indication of a very low dilution ofthe deposit with the base metal. As a re-sult, a very low iron pickup from the basemetal occurs. A 20% increase in travelspeed in Series 2, from optimal 10 cm/min(3.94 in./min) to 12 cm/min (4.7 in./min),causes slightly higher iron pickup (1.43wt-%). This phenomenon can be ex-plained as follows:
At the optimal travel speed, an inci-dent spot of the laser beam is kept in thecenter of the molten pool, the lattershielding the base metal from direct con-tact with the laser beam. As the travel
Table 6 — Results of Measurements on Top Surface A
Deposit Fe (wt-%) Al (wt-%) Base Metal Fe (wt-%) Al (wt-%)1 2.22 5.122 1.72 5.48 12 99.66 0.153 2.70 6.904 2.58 5.905 2.62 5.046 2.85 5.78 13 99.17 0.077 2.97 5.158 2.98 7.039 4.92 7.36 14 99.58 0.00
10 2.42 6.2011 2.28 7.14Average 2.75 6.10 Average 99.47 0.07STD 0.81 2.32 STD 1.16 0.30
Fig. 10 — Aluminum distribution along interface. A — Group 1; B — Group 2.
Malin 9 08:Layout 1 8/5/08 2:26 PM Page 42
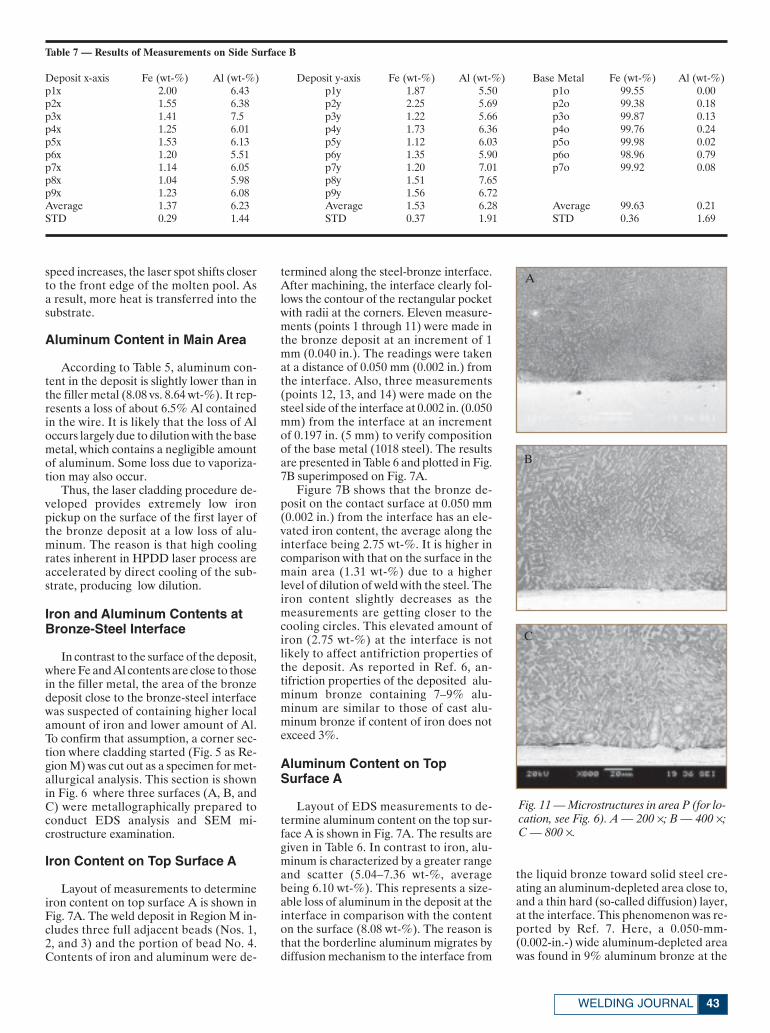
43WELDING JOURNAL
speed increases, the laser spot shifts closerto the front edge of the molten pool. Asa result, more heat is transferred into thesubstrate.
Aluminum Content in Main Area
According to Table 5, aluminum con-tent in the deposit is slightly lower than inthe filler metal (8.08 vs. 8.64 wt-%). It rep-resents a loss of about 6.5% Al containedin the wire. It is likely that the loss of Aloccurs largely due to dilution with the basemetal, which contains a negligible amountof aluminum. Some loss due to vaporiza-tion may also occur.
Thus, the laser cladding procedure de-veloped provides extremely low ironpickup on the surface of the first layer ofthe bronze deposit at a low loss of alu-minum. The reason is that high coolingrates inherent in HPDD laser process areaccelerated by direct cooling of the sub-strate, producing low dilution.
Iron and Aluminum Contents atBronze-Steel Interface
In contrast to the surface of the deposit,where Fe and Al contents are close to thosein the filler metal, the area of the bronzedeposit close to the bronze-steel interfacewas suspected of containing higher localamount of iron and lower amount of Al.To confirm that assumption, a corner sec-tion where cladding started (Fig. 5 as Re-gion M) was cut out as a specimen for met-allurgical analysis. This section is shownin Fig. 6 where three surfaces (A, B, andC) were metallographically prepared toconduct EDS analysis and SEM mi-crostructure examination.
Iron Content on Top Surface A
Layout of measurements to determineiron content on top surface A is shown inFig. 7A. The weld deposit in Region M in-cludes three full adjacent beads (Nos. 1,2, and 3) and the portion of bead No. 4.Contents of iron and aluminum were de-
termined along the steel-bronze interface.After machining, the interface clearly fol-lows the contour of the rectangular pocketwith radii at the corners. Eleven measure-ments (points 1 through 11) were made inthe bronze deposit at an increment of 1mm (0.040 in.). The readings were takenat a distance of 0.050 mm (0.002 in.) fromthe interface. Also, three measurements(points 12, 13, and 14) were made on thesteel side of the interface at 0.002 in. (0.050mm) from the interface at an incrementof 0.197 in. (5 mm) to verify compositionof the base metal (1018 steel). The resultsare presented in Table 6 and plotted in Fig.7B superimposed on Fig. 7A.
Figure 7B shows that the bronze de-posit on the contact surface at 0.050 mm(0.002 in.) from the interface has an ele-vated iron content, the average along theinterface being 2.75 wt-%. It is higher incomparison with that on the surface in themain area (1.31 wt-%) due to a higherlevel of dilution of weld with the steel. Theiron content slightly decreases as themeasurements are getting closer to thecooling circles. This elevated amount ofiron (2.75 wt-%) at the interface is notlikely to affect antifriction properties ofthe deposit. As reported in Ref. 6, an-tifriction properties of the deposited alu-minum bronze containing 7–9% alu-minum are similar to those of cast alu-minum bronze if content of iron does notexceed 3%.
Aluminum Content on TopSurface A
Layout of EDS measurements to de-termine aluminum content on the top sur-face A is shown in Fig. 7A. The results aregiven in Table 6. In contrast to iron, alu-minum is characterized by a greater rangeand scatter (5.04–7.36 wt-%, averagebeing 6.10 wt-%). This represents a size-able loss of aluminum in the deposit at theinterface in comparison with the contenton the surface (8.08 wt-%). The reason isthat the borderline aluminum migrates bydiffusion mechanism to the interface from
the liquid bronze toward solid steel cre-ating an aluminum-depleted area close to,and a thin hard (so-called diffusion) layer,at the interface. This phenomenon was re-ported by Ref. 7. Here, a 0.050-mm-(0.002-in.-) wide aluminum-depleted areawas found in 9% aluminum bronze at the
Table 7 — Results of Measurements on Side Surface B
Deposit x-axis Fe (wt-%) Al (wt-%) Deposit y-axis Fe (wt-%) Al (wt-%) Base Metal Fe (wt-%) Al (wt-%)p1x 2.00 6.43 p1y 1.87 5.50 p1o 99.55 0.00p2x 1.55 6.38 p2y 2.25 5.69 p2o 99.38 0.18p3x 1.41 7.5 p3y 1.22 5.66 p3o 99.87 0.13p4x 1.25 6.01 p4y 1.73 6.36 p4o 99.76 0.24p5x 1.53 6.13 p5y 1.12 6.03 p5o 99.98 0.02p6x 1.20 5.51 p6y 1.35 5.90 p6o 98.96 0.79p7x 1.14 6.05 p7y 1.20 7.01 p7o 99.92 0.08p8x 1.04 5.98 p8y 1.51 7.65p9x 1.23 6.08 p9y 1.56 6.72Average 1.37 6.23 Average 1.53 6.28 Average 99.63 0.21STD 0.29 1.44 STD 0.37 1.91 STD 0.36 1.69
Fig. 11 — Microstructures in area P (for lo-cation, see Fig. 6). A — 200 ×; B — 400 ×;C — 800 ×.
A
B
C
Malin 9 08:Layout 1 8/5/08 2:26 PM Page 43
creo

SEPTEMBER 200844
bronze-steel interface, the lowest alu-minum content being less than 5 wt-% andthe diffusion layer being about 0.012 mm(0.0005 in,). According to Ref. 8, a diffu-sion layer in 9% aluminum bronze at thebronze-steel interface may contain about6% Al, 3% Cu, and Fe-balance. A thickerlayer may cause greater depletion of thesurrounding areas in aluminum.
Iron Distributions on SideSurface B
Layout of EDS measurements to de-termine iron content on side surface B isshown in Fig. 8. The results are summa-rized in Table 7 and plotted in Figs. 9Aand 9B. Surface B is cut through bead #4.Group 1 of measurements consists of ninepoints (1x through 9x) that were taken inmid thickness of the deposit in X-direc-tion. Point 1x is located 0.100 mm (0.004in.) from the interface and the followingpoints (2x through 9x) are away from theinterface at an increment of 1 mm (0.039in.). Group 2 of measurements was takenin a through-thickness (Y) direction, thefirst one (9y) being taken at the surfaceof the machined deposit and the follow-ing ones — at an increment of 0.25 mm(0.010 in.), except point 1y located at 0.080mm (0.003 in.) from the interface. A num-ber of measurements was also taken onsteel side at 0.10 mm (0.004 in.) from theinterface.
Iron distribution for Group 1 is plot-ted in Fig. 9A. It shows an elevated iron
content (around 2 wt-%) close to the in-terface, but decreases rapidly away fromit, yielding 1.37 wt-% average (comparewith 1.31 wt-% average on the surface inother experiments). The data for Group2 ( Fig. 9B) show a similar trend: elevatediron content (around 2 wt-%) close to theinterface and rapid reduction toward thesurface of the machined deposit (1.53 wt-% average, 2 mm (0.080 in.) away fromthe interface). Such distribution may becontributed to the low-dilution rate andpossibly the insufficient speed of themolten pool flow inherent in HPDD laser.
Thus, iron in the aluminum bronze de-posited on steel substrate by HPDD lasercladding is characterized by an ideal dis-tribution: elevated iron content at the in-terface that strengthen a metallurgicalbond and low iron pickup at the surfacethat allow the high antifriction serviceproperties of the deposit to be maintained.
Aluminum Distributions on SideSurface B
Layout of EDS measurements to de-termine aluminum content on side sur-face B is shown in Fig. 8. The results aresummarized in Table 7 and plotted in Fig.10A and B. Aluminum distributions forGroups 1 (X-axis) and 2 (Y-axis) are plot-ted in Fig. 10A and B, respectively. Asshown in Fig. 10A, Al distribution in mid-section of the deposit is fairly even, butthe average content of Al (6.23 wt-%) isbelow that on the surface (8.08 wt-%) andthe wire (8.64 wt-%). Aluminum distribu-tion for Group 2 (Y-axis) is plotted in Fig.10B. It shows that Al content increasesaway from the interface toward the sur-face of the deposit.
Thus, the aluminum content at the in-terface of the aluminum bronze depositedon the steel substrate by HPDD lasercladding is lower than that on the surfaceof the deposit. It increases rapidly towardthe surface.
Dilution of Bronze Deposit
A metal deposited on a substrate islargely a mixture of a filler and a substratemetal (aluminum bronze ER CuAl-A2filler metal and 1018 steel in this case). Asa result of mixing, the weld deposit willpick up some iron from steel and losesome aluminum contained in the fillermetal. This metallurgical phenomenon iscalled dilution and the compositionchanges can be quantitatively measuredby a criterion called dilution rate. A highdegree of dilution may introduce an ex-cessive amount of iron and reduce theamount of aluminum in the deposit, thus,affecting the wear-resistant properties ofthe deposit. By definition, dilution per-centage is determined as follows:
D = [1 – (mb/mw)] × 100 (%) (1)
where mw = mb + mf , D = dilution, mw= mass of the weld, mb = mass of the basemetal (steel), and mf = mass of the fillermetal (aluminum bronze wire)
If contents (%) of a given element inthe weld, base, and filler metals are knownand identified as kw, kb, and kf, respec-tively, and kb >> kf then the dilution ratecan be calculated by the following formula(Ref. 9):
D = [(kf – kw)/(kf – kb)] × 100 (%) (2)
Dilution at the Surface of Deposit
According to average data in Table 5,ER CuAl-2A aluminum bronze wire con-tains 1.24% iron (kf = 1. 24). Accordingto Table 6, 1018 steel contains about99.47% iron (kb = 99.47), while the de-posit contains 1.31% iron (kw = 1.31) perTable 6 and 1.53% iron (kw = 1.53) perTable 7. Dilution for both cases is deter-mined as follows:
D = [(1.24–1.31)/(1.24–99.47)] × 100%= (–0.07/–98.23) × 100% = 0.07%.D = [(1.24-1.53)/(1.24–99.47)] × 100%= (–0.29/ –98.23) × 100% = 0.3%.
Dilution at the Interface
According to average data in Table 5,ER CuAl-2A aluminum bronze wire con-tains 1.24% iron (kf = 1. 24). Accordingto Table 6, 1018 steel contains about99.47% iron (kb = 99.47) and the depositcontains 2.75% iron (kw = 2.75). Dilutionis determined as follows:
D = [(1.24–2.75)/(1.24–99.47)] × 100%= (–1.51/–98.23) × 100% = 1.5%. Thus,the HPDD laser cladding provides a verylow dilution and iron pickup at the gear-contact surface of the aluminum bronzedeposit.
Microstructure Analysis
Under conditions of slow cooling typi-cal for casting, aluminum bronze with analuminum content below 7% has mono-phase microstructure that consists largelyof α-phase (solid solution of aluminum incopper). Aluminum bronze weld metalwith aluminum content within 7–10% athigher cooling rates typical for weldingdoes not have sufficient time to achieveequilibrium and displays dual-phase (α +β) microstructure where β is a high-temperature phase based on Cu3Al com-bination (Ref. 10). The selected ER CuAl-2A wire made of an alloy that belongs tothe latter category.
According to Ref. 11, high coolingrates associated with welding may facili-tate the development of even more com-
12 — Microstructures in area R (for loca-tion, see Fig. 6). A — 150 ×; B — 400 ×.
Malin 9 08:Layout 1 8/5/08 2:27 PM Page 44
creo

45WELDING JOURNAL
plex multiphase microstructures in the de-posited 7–10% aluminum bronze when ametastable (martensitic) β′-phase mayprecipitate from β-phase. The β′ -phasetypically is not found in as-welded condi-tions in the bronze deposit, but the β→ β′transformation may occur at ambient tem-perature without diffusion under loadcausing plastic deformation in micro vol-umes of the deposit during machining ofthe bronze or during service.
However, according to Ref. 12, highcooling rates above 15°C/s from900°–1000°C may produce martensitic β′phase and needle-like α-phase even at alu-minum content lower than 10%. Presenceof needle-like phases increase strength andhardness of the deposit and improve itswear resistance, at the expense of ductility.
The described HPDD laser claddingprocedure is characterized by high cool-ing rates that may well be above 15°C/s.Therefore, the constituents describedabove were expected in the bronze mi-crostuctures to be analyzed especially atthe bronze-steel interface where temper-ature gradient and cooling rates are thehighest. The areas where SEM micro-graphs were taken for microstructure ex-amination are shown in Figs. 11 and 12.The images in Fig. 11 were photographedat 200×, 400×, and 800× magnificationand include the interface area and alu-minum bronze deposit. The analysis of theimages shows no cracks, porosity, or otherdiscontinuities. Some very small isolatednonmetallic inclusions are present.
Micrographs taken in Area P (Fig. 6)are located at top surface A and are a fewmm from surface B. As expected, the im-ages show dendritic dual-phase (α + β)microstructures with a significant amountof β-phase (Fig. 11A). At higher magnifi-cation, the presence of needle-like α andβ phases is evident in areas slightly awayfrom the interface — Fig. 11B.
Micrographs taken in Area R (Fig. 6)are located on the front surface C andclose to surface B. Since Area R is locatedcloser to the cooling circles than surfaceP, higher cooling rates are expected in thisarea. The dual-phase (α +β) microstruc-ture displays even greater amount of β-phase — Fig. 12A. The presence of nee-dle-like α and β phases is even more pro-nounced — Fig. 12B.
Diffusion layer is relatively thin0.012–0.018 mm (0.0005–0.0007 in.) as seenin Fig. 11C. According to Ref. 8, the diffu-sion layer is much harder than low-carbonsteel and aluminum bronze and may reach0.100 mm (0.004 in.) at very low coolingrates. If the layer is thicker than 0.015 mm(0.0006 in.), it may reduce strength of ad-hesion between these metals.
Copper penetration between grainboundaries of the steel substrate was notfound. Copper penetration phenomenon
occurs during contact of liquid copperalloy and solid steel substrate (Ref. 13).The developed optimal HPDD laser pro-cedure provides no copper penetrationdue to high cooling rate, and, thus, a shortliquid-solid metals contact time.
Conclusions
Alion’s high-power direct-diode(HPDD) laser cladding technology wassuccessful in depositing 8.5–11% alu-minum bronze on steel-bearing platesproduced by a shipboard pump manufac-turer. The laser cladding providedweld quality, cut in half production timeand consumption of the copper alloy, re-duced machining time, and eliminatedsafety and pollution concerns.
The 3.2-mm- (1⁄8-in.-) thick bronze layercan be deposited with extreme accuracyso that an allowance for machining as lowas 0.8 mm (0.031 in.) can be specified.
Hardness of the aluminum bronze de-posit is higher in comparison with that cur-rently produced by brazing and arc weld-ing (by 6% and 17%, respectively). It isfairly uniform on the machined surface ofthe deposit and has no local hard spots.
Iron content on the surface of a 2-mm-(0.078-in.-) thick machined bronze de-posit is slightly higher (by 0.07–0.3% max)over that (1.24 %) contained in the fillermetal.
Iron distribution in the bronze depositis favorable for antifriction/wear-resistantservice as was confirmed by wear testingat the manufacturer’s facility. It containsan elevated amount of iron (2.75%) at thebronze-steel interface, which makes themetallurgical bond stronger, while it doesnot increase iron on the surface in contactwith steel much over that contained in thefiller metal.
Aluminum loss on the surface of a 2-mm- (0.078-in.-) thick machined bronzedeposit is low (0.56% max) relative to that(8.08%) contained in the filler metal.However, it gradually decreases inthrough-thickness direction down toabout 6–7% at the interface.
Dilution of the bronze deposit withsteel is extremely low. Based on calcula-tions using iron contents in the weld, steel,and filler metal, it is 0.3% on the surfaceand 1.5% at the interface.
Microstructure developed in the de-posit is typical for a corresponding alu-minum bronze metal. However, it con-tains hard phases due to higher coolingrates.
Acknowledgments
This work was conducted by Alion Sci-ence and Technology Corporation as partof the U.S. Navy Low-Volume Productiv-ity Program under Office of Naval Re-
search Contract No. N00014-C-0235. Theauthors wish to thank Robert Wojtas andDoug Howard of Alion Science and Tech-nology Corporation for participation inthe experimental program.
References
1. Malin, V. 1985. Designer’s guide to effec-tive welding automation — Part I: analysis ofwelding operations as objects for automation.Welding Journal 64(11): 12–26.
2. AWS A5.7, Specification for Copper andCopper Alloy Bare Welding Rods and Electrodes,American Welding Society, Miami, Fla.
3. Malin, V., Sciammarella, F., et al. 2003.Cladding using direct diode lasers. Proceedingsof the 22nd International Congress on Applica-tions of Lasers and Electro-Optics, Jacksonville,Fla., paper No. 201.
4. Welding Handbook, 8th edition, vol. 3,American Welding Society, Miami, Fla., p. 192,
5. Tool and Manufacturing Engineers Hand-book, 3rd Edition, Society of ManufacturingEngineers (SME), McGraw-Hill Book Com-pany, page 36–20.
6. Ilyushenko, V. M., et al. 1968. Antifric-tion properties of deposited aluminum bronze.Avtomaticheskaya Svarka (Automatic Welding),Paton Electrowelding Institute, Kiev, Ukraine,No. 10, pp. 77, 78.
7. Dzhewaga, I. I., et al. 1970. Investigationof fusion zone of welded joints between carbonsteel and aluminum bronze. AvtomaticheskayaSvarka (Automatic Welding), Paton Electro-welding Institute, Kiev, Ukraine, No. 8, pp.11–14.
8. Vainerman, A. E., and Siutiev, A. N.1977. Effect of diffusion layers on mechanicalproperties of bi-metal. AvtomaticheskayaSvarka (Automatic Welding), Paton Electro-welding Institute, Kiev, Ukraine, No. 8, pp.56–59.
9. CIGWELD, Technical and Trade Infor-mation, www.burnback. com.au/ help-pdf/st_steel.pdf pp. 287.
10. Milichenko, S. L., and Bikovsky, O. G.1968. Cladding of aluminum bronze with highcontent of aluminum. Avtomaticheskaya Svarka(Automatic Welding), Paton ElectroweldingInstitute, Kiev, Ukraine, No. 7 (184), pp.59–61.
11. Milichenko, S. L., and Bikovsky, O. G.1970 Microstructure and properties of de-posited aluminum bronze. SvarochnoyeProisvodstvo (Welding Production), Moscow,Russia, No. 9, pp. 28–30.
12. Vainerman, A. E., et al. 1984. Mi-crostructural transformations in heat-affectedzone in welding of aluminum bronze. Av-tomaticheskaya Svarka (Automatic Welding),Paton Electrowelding Institute, Kiev, Ukraine,No. 7, pp. 24–26).
13. Malin, V. 1992. Development of moldsolidification welding for depositing nonfer-rous alloys on steel. Welding Journal 71(5):35–46.
Malin 9 08:Layout 1 8/5/08 2:27 PM Page 45

For Info go to www.aws.org/ad-index
COMPUTER WELD TECHNOLOGY:FP_TEMP 8/6/08 9:24 AM Page 46

Friction stir welding (FSW) hasbeen in existence since theearly 1990s and has routinelybeen developed for joining ap-plications in the aerospace and
automotive industries. These develop-ments have been encouraged becauseFSW is a nonmelting joining technologythat typically produces higher strengthand ductility, increased fatigue life andtoughness, lower distortion, less residualstress, less sensitivity to corrosion, and es-sentially discontinuity-free joints whencompared to more conventional arc weld-ing techniques (Ref. 1). A sufficient re-view of the FSW process can be found inRef. 2.
Friction bonding (FB) — a modifiedFSW process — allows bonding betweentwo similar AA6061-T6 thin plates. In thisregard, the process is not unlike other fric-tion welding techniques, such as explosionwelding, ultrasonic welding, roll bonding,or forge welding. In addition, the FBprocess is similar to friction stir processing(Refs. 3, 4), in that the workpiece mi-crostructure is locally modified. Frictionbonding allows the fabrication of nuclearfuel plates for research and test reactorscontaining thin, monolithic fuel alloys. TheFB fabrication concept is of great impor-tance for the U.S. National Nuclear Secu-rity Administration-sponsored GlobalThreat Reduction Initiative. This initiativeseeks to enable research and test reactorsthroughout the world that currently oper-ate with highly enriched uranium (HEU,
20% 235U) fuel to operate with low-en-
riched uranium (LEU, <20% 235U) fuel,which is desirable for nuclear nonprolifer-ation reasons (Ref. 5). The new fuels mustbehave in a manner without significantpenalties in reactor or experiment perform-ance, economics, and safety.
Research and TestReactors
Highly enriched uranium (HEU) fu-eled research and test reactors have givenrise to advanced and novel fuel conceptsbecause the reduction of enrichment in thefuel requires an increase in the overall ura-nium density. This has currently been ac-complished through use of a uranium-molybdenum alloy in a monolithic form(Ref. 6). Monolithic fuel contains a singlefoil to replace multiple fuel particles com-prising a dispersion fuel plate, provides thehighest possible uranium loading, and pro-vides a smaller contact surface area withthe aluminum cladding to minimize reac-tion. Cross-sectional metallographs of atypical dispersion fuel and a typical mono-lithic fuel are provided in Fig. 1.
Monolithic fuel alloys are basically cre-ated by casting a uranium-molybdenumcoupon comprised of the desired fuel sto-ichiometry, hot and/or cold rolling thecoupon to a desired thickness (typically250 to 500 μm), and sandwiching themonolith between two cladding plates, ofwhich AA6061-T6 is the most commonlyaccepted type. An appropriate joiningprocess is applied to seal the monolith in
the cladding, in this case FB, although hotisostatic pressing is also under considera-tion. The FB process is repeated over theentire surface of the sandwich assembly,both on the top and bottom.
Process Details
Friction stir welding and friction stirprocessing (FSP) tools generally have ex-tended pins, typically threaded, that aidin extrusion and stirring of material acrossthe joint interface. The tool pin is not al-lowed to penetrate across the joint inter-face, so that the fuel foil is not disturbedsince FB is being utilized to fabricate fuelplates containing nuclear fuel foils. Thus,bonding between the AA6061-T6 claddingplates and between the uranium-molyb-denum monolith and AA6061-T6 claddingis accomplished primarily by mechanicaladherence and some intermolecularbonding at the interface, both drivenmainly by process load and temperature.There is minimal material movement be-tween the pin face and the foil surface,meaning that the stir action used in theconventional sense is not present, nor isit desired.
The FB process produces a surface fin-ish that closely meets most reactor speci-fications and, therefore, requires minimalpostprocessing surface treatment. Mostfuel plates are rectangular and are nothicker than 1.4 mm (0.055 in.). Photo-graphs of an assembly using a stainlesssteel alloy as the mock fuel are providedin Fig. 2.
Nuclear Fuel PlateFabrication Employing
Friction Welding
DOUGLAS E. BURKES, NEIL P. HALLINAN, and CURTIS R. CLARK are with Idaho National Laboratory, Nuclear Fuels and Materials Division, Idaho Falls, Idaho.
The friction stir welding process has been modified to enable the fabrication ofplate-type nuclear fuels for the conversion of research and test reactors currently
operating using highly enriched uranium to low-enriched uranium
47WELDING JOURNAL
BY DOUGLAS E. BURKES, NEIL P. HALLINAN, AND CURTIS R. CLARK
Burkes Feature Sept 2008:Layout 1 8/5/08 2:02 PM Page 47

SEPTEMBER 200848
The aluminum alloy cladding plate sur-faces are typically prepped by subjectingthem to a rotating stainless steel wirebrush in an attempt to remove as muchoxide as possible. Even though FSW isoften referred to as a “self-cleaning”process, this is not the case for FB due tothe lack of material movement across thejoint interface and, therefore, minimalmixing action for oxide fragmentation anddispersal. Because the major advantageof FSW is joining materials in the absenceof melting, process temperature must beclosely controlled while allowing sufficientloads to be applied for mechanical adher-ence and atomic diffusion, typically70–90% of the solidus temperature.
This article examines the FB processand its application toward research andtest reactor fuel fabrication. It also dis-cusses potential pitfalls of the applicationand how these were overcome. Thoughpertinent features of the process are pre-
sented and discussed in the context of nu-clear fuel plate fabrication, those seekingadditional applications for joining lami-nar structures, particularly for compositestructures, will find the current documen-tation useful.
Development of the FrictionBond Weld Tool
Tool Design
The weld tool is designed so that pen-etration is limited to the top side of thematerial to be welded at a discrete dis-tance above both the fuel foil and the in-terface. If this distance is not maintained,the tool can damage the fuel foil and de-stroy the resulting plate — Fig. 3. Toolgeometry is typically optimized for mate-rial flow and governs the tool traverse rateat which the weld can be conducted. Thus,
the tool geometry for the current applica-tion is optimized such that sufficient forg-ing between the top and bottom AA6061sheets is accomplished with minimaltool/fuel foil interaction.
Figure 4 provides an example of theweld tool design being employed. The fig-ure shows a short pin extending downfrom the shoulder with a recessed regionbetween the shoulder and pin. The re-cessed region was selected in lieu of a con-cave shoulder to accommodate extrudedmaterial from the weld surface and mini-mize penetration of the shoulder edgesinto the surface, increasing the stability ofthe process. The pin is 14.3-mm (0.563-in.) in diameter and extends 0.38-mm(0.015-in.) from the shoulder surface,which is 38.1-mm (1.5-in.) in diameteroverall. The relative size of the tool pinand shoulder is the largest contributor tofrictional heating. The tool has bevelededges along the outer radius of the shoul-der to aide in warp reduction as multiplepasses are made across the weld assem-bly. The tool face is welded to a tool shankcontaining an annular plenum that allowsheat removal from the weld face via anappropriate coolant, e.g., ethylene glycol.A larger tool shoulder diameter will in-crease the welding torque, but the shorterpin will decrease the longitudinal forceexerted on the workpiece (Ref. 8). Pho-tographs of two variations in tool designare shown in Fig. 5.
Backing Anvil Design
A backing anvil is required for this ap-plication due to the thin material beingjoined and because a fixed pin tool designis used. Cooling of the anvil, upon whichthe assembly rests, during fabrication wasalso found to be necessary, based on thegeometry of the fuel plate assembly beingbound. This facilitated rapid heat trans-fer from the work surface to the bottomof the plate. Without adequate cooling,the heat would residually remain in theworkpiece, requiring lower down forcesor a change in parameters that would ul-timately affect bonding, i.e., a preheatingeffect. Thus, an appropriate material ca-pable of large applied loads, thermal cy-cling, effective heat transfer, and highdurability is required for the anvil. Ini-tially, heat-treated VEGA steel was usedas the anvil material, but this alloy beganto crack after only a few plates had beenfabricated. In addition, the anvil had a ten-dency to warp under the temperatures andloads, such that the bottom working sur-face was no longer uniformly flat. A 4140alloy steel was selected as a replacementthat effectively increased the useful life-time of the anvil (no cracking was ob-served) and provided adequate thermalproperties that transferred heat from the
Fig. 1 — Cross-sectional metallographs comparing a dispersion fuel plate (top) with a pro-posed monolithic fuel plate (bottom). The dispersion fuel plate is fabricated by compactingground or atomized powders in an aluminum-silicon matrix, and co-rolling the compact withAA6061 cladding. The monolithic fuel plate is fabricated by sandwiching a rolled uranium-molybdenum fuel foil between two pieces of AA6061 cladding that is then bonded by the novelFB process.
Fig. 2 — Photographs of a mock-fuel assembly for FB. Photographs show the base metal andmilled pocket (A), the monolithic foil in the pocket (B), the cover plate completing the fuelassembly (C), and an as-friction-bonded fuel assembly with four passes clearly visible (D).
Burkes Feature Sept 2008:Layout 1 8/5/08 2:03 PM Page 48

49WELDING JOURNAL
bottom workpiece surface into the cooledanvil base, in addition to being readilyavailable as an off-the-shelf item. Im-provements to this design have incorpo-rated cooling channels directly into theanvil, rather than relying on heat conduc-tion through the anvil into the anvil base.
Challenges of the FB Process
Figure 6 provides examples of somepotential pitfalls of the FB process ifprocess parameters and responses are notproperly controlled. Figure 6A shows theimpact of high surface temperature overan aluminum-aluminum region. The ther-mal field is established by the shoulder ofthe tool, and must be maintained in a man-ner to prevent overheating and surfacemelting. Attempts were made to increasethe downforce of the tool during process-ing to increase plasticization of the mate-rial and, thus, bonding. However, this ul-timately had an adverse effect becausemetallurgical coupling of the tool was rel-atively poor, which caused surface melt-ing at the tool-workpiece interface and ex-cessive flash — Fig. 6A. This is represen-tative of a hot weld condition where hotspots occur at contact points between theshoulder and workpiece, giving rise tomelting. Because coupling of the tool andsubstrate was not accomplished, the fric-tional heat generated was not distributedeffectively into the top portion of theworkpiece. The flash represented in Fig.6A was caused by increased downforce,although, the same effect could be accom-plished by applying a significant increasein the tool rotational rate.
Presence of weld flash is undesirablefor five reasons. First, it takes a significantamount of postprocess work to removethe surface irregularity, increasing thetime and costs associated with the fabri-cation process. Second, if the tool inser-tion depth was increased too much overthe fuel region, the tool pin would contactthe fuel foil, resulting in undesired dam-age and significant displacement of mate-rial, as shown in Fig. 3. Third, higherprocess temperatures (of which flash is aprocess result) were found to significantlyincrease the amount of buckling in thethin-plated assembly. Fourth, the higherprocess temperatures also allowed thetool shoulder to sink into the surfacedeeper than desired. This can have a detri-mental impact on bonding, where thebond established by the advancing side ofthe tool is actually destroyed by the re-treating edge (Ref. 9). Fifth, higherprocess temperatures reduce the frictiongenerating heat, requiring changes inprocess control, and, ultimately, exacer-bate the problem.
The more the material is worked withthe tool, the more difficult it is to create
a workpiece with an adequate bond andacceptable surface finish. In addition, thepotential for creating a running groovealong the surface of the bond at the re-treating side of the tool pin increases sig-nificantly after the temper has been drawnout of the material, i.e., after one bondpass. An example of such a running grooveon the surface is provided in Fig. 6B,where the groove tends to appear at therecessed region between the pin and toolshoulder. The aluminum substrate be-comes stickier with increasing amounts ofwork from the tool. As the material coolsfrom the advancing side to the retreatingside it has a tendency to stick to the toolrather than the substrate, resulting in thelarge groove observed in the figure.
Furthermore, the material that sticksto the tool can leave large burrs, i.e., ma-terial that sticks up from the surface, inthe wake of the bond pass — Fig. 6C.Here, the material sticks to the tool underthe retreating edge shoulder and beginsto build up at the beveled edge of the toolas it reenters the advancing edge and re-heats. As the tool advances to the retreat-ing side, the material at the beveled edgeof the tool cools and sticks to the base ma-
terial on the surface, leaving the burr ob-served in Fig. 6C.
Tool Collar Design
The FB process, or the more conven-tionally employed FSW process, requires
Fig. 3 — An example of the tool pin impacting the monolithic fuel alloy sandwiched betweenthe two pieces of AA6061 cladding as revealed by ultrasonic testing. Material has clearly beenremoved from the fuel and distributed by the counterclockwise advance of the tool. A flawresulting from inadequate bonding between the fuel and cladding is also shown in the pho-tograph.
Fig. 4 — An example of a tool design. Note the relatively shallow pin when compared to theoverall tool diameter, which is different from designs used in conventional FSW applications(Ref. 7).
Fig. 5 — Two variations in tool design. Thetool on the left had a shoulder diameter of2.5 cm (1 in.) and a pin diameter of 0.64 cm(0.25 in.), while the tool on the right had ashoulder diameter of 4.7 cm (1.85 in.) anda pin diameter of 2.0 cm (0.79 in.) to effec-tively increase the weld coverage rate. Thetool on the right was further modified to in-corporate the design changes discussed inFig. 4.
Burkes Feature Sept 2008:Layout 1 8/5/08 2:03 PM Page 49

SEPTEMBER 200850
rigid clamping to hold the workpiece inplace during processing, especially for thecurrent application since two sheets arejoined together one on top of the other,where sliding of the sheets must be pre-vented. Such clamping exerts a high re-straint on the assembly during processingand ultimately results in the developmentof residual stress because the contractionof the weld nugget under the tool pin andthe heat-affected zone under the toolshoulder are prohibited during cooling(Ref. 2). Because heat transfer is rapid,i.e., rapid cooling, in the thin assemblygeometry for this application, residualstresses in both the longitudinal and tra-verse directions are significant and areexacerbated by the differences in thermalconductivity of the two materials (alu-minum and uranium). Combination ofthese high stresses results in the bucklingof the assembly both before and duringthe bond pass. If left uncontrolled, thebuckle will present an obstacle for the tool
to traverse, and be-cause load control isemployed for bondingpurposes, rather thandepth control, the toolhas a tendency topunch through or tearthe upper workpiece.Initially, the tool loadwas allowed to drop ifthe buckling presentedtoo large an obstaclefor the tool, but this ul-timately resulted inpoor and undesirablebonding characteris-tics. A tool collar wasthen developed toallow for constant loadwithout increasingbuckling (Ref. 10).
Figure 7 presents aphotograph and aschematic of an earlytool collar design. Theidea behind this designis to allow the collar to
freely rotate with the tool. When the alu-minum begins to buckle, the collar willcome into contact with the buckled work-piece, and will no longer rotate. At thispoint, the applied downforce will alsobegin to act over the area of the collar,preventing the buckle from worsening tothe point where the tool will punchthrough, so the collar behaves as a skid infront of the advancing tool. If the mate-rial does not buckle further, the collar willthen begin to rotate with the tool onceagain.
Apparatus and Setup
Equipment Selection
A conventional 30-hP Kearney &Trecker milling machine configured in avertical position is used for process feasi-bility and demonstration purposes to ro-tate the tool and provide applied down
force. This milling machine moves theanvil in the transverse direction, ratherthan the tool itself. A photograph of thedemonstration equipment setup is pro-vided in Fig. 8. Within the spindle hous-ing sits a HiTec Corp. donut-type load cellcapable of reading loads up to 66.7 kN. Aspecially designed washer prevents theload cell from moving axially or spinningwithin the housing so that as a load is ap-plied downward into the workpiece anequal and opposite force compresses theload cell within the washer.
A second, prototype FB unit has beenprocured by the Idaho National Labora-tory from Transformation Technologies,Inc. (TTI). This model allows all of thecommon luxuries of modern processingequipment, e.g., almost unlimited data ac-quisition and types, real-time data display,and process feedback control. Use of theTTI unit is anticipated to further enhancethe FB fabrication process for nuclear re-actor fuel plates. This being said, knowl-edge and experience gained from usingthe modified Kearney & Trecker mill willprove invaluable for TTI startup, provid-ing specific starting points and a clear cutoperational envelope for this particularapplication. A photograph of the TTI unitis provided in Fig. 8 below the Kearney &Trecker mill.
Data Acquisition
The temperature inside the tool wasrecorded, along with the coolant inlet andoutlet temperatures to the tool interior,by Omega Engineering Type K thermo-couples. All data were acquired throughan Agilent 34970A data acquisition unitat a frequency of 10 Hz, and logged to adesktop computer. An example of datacollected from an FB run is provided inFig. 9 for applied down force and coolanttemperature above the tool face, and Fig.10 shows data for the coolant inlet andcoolant outlet temperatures. The profilesin both figures were obtained using a tar-get applied down force of 44.5 kN, a tool
Fig. 6 — Challenges associated with maintaining an adequate bal-ance between tool heat generation and tool heat removal charac-teristics. A — Excessive flash created by increased downforce; B— a running groove along the surface; C — a large burr such asthis is caused by material that sticks up from the surface, in thewake of the bond pass.
Burkes Feature Sept 2008:Layout 1 8/5/08 2:04 PM Page 50

51WELDING JOURNAL
rotational rate of 406 rev/min, and a tooltraverse rate of 1.57 cm•s–1 (0.62 in.•s–1).
Observation of Fig. 9 reveals that thetool temperature remains relatively sta-ble over the course of a bond pass and overmultiple passes. Conversely, the appliedload varies significantly over the courseof a bond pass, even though the averagepeak loads over multiple passes are rela-tively consistent with one another, i.e.,close to the target load. The erratic na-ture of the applied load is the result ofmanual operator feedback, meaning thatload control is manually applied after vi-sual observation by the operator ratherthan by a process feedback computer con-trol system.
Another observation from the typicalprocess outputs is the increase in coolantinlet temperature over multiple bondpasses — Fig. 10. The increase suggeststhat the cooling system is inadequate toremove the amount of heat input into thecoolant by the process. Even with theseinitial equipment limitations, the processperforms well with its intended applica-tion with a relatively low capital equip-ment and operational cost, to the pointthat fuel plate fabrication is consideredready for commercial demonstration andprocess scale-up.
Development of ProcessParameters
Temperature Distribution
Typically, the two most frequently con-trolled process parameters for FSW aretool rotation rate and tool traverse speed.These parameters were found to be lessinfluential on friction bonding than theapplied load used to bond the claddingand fuel. The tool rotation rate is typicallymaintained at 406 rev/min, while the tooltraverse speed is maintained at 1.57cm•s–1 (0.62 in.•s–1 ). These values aredifferent from conventionally used andpublished FSW values, which can rangefrom hundreds to thousands of rev/minand tool traverse speeds on the order ofmm•s–1 rather than cm•s–1 . Increasedtool traverse rates can significantly in-crease the weld coverage rate, resultingin less fabrication time and overall oper-ational costs. However, process parame-ters to accomplish adequate bonding andacceptable surface finish will need to beoptimized for a given process coveragerate, because the parameters affect mate-rial flow, temperature, and forging action.A similar increase in weld coverage ratewas obtained by increasing the surfacearea of the tool, specifically, over theshoulder area because this portion of thetool does a majority of the work while thetool is in motion. For example, given a
constant tool traverse rate and bond passlength, a larger tool diameter will providemore coverage area than a smaller tooldiameter but will also increase the torquerequired to turn the tool. In addition,there is a trade-off between optimizationof weld coverage rate and heat generationand temperature distribution across thetool surface.
This effect has been modeled thermo-
dynamically, a graphical representationof which is provided in Fig. 11, and con-firmed experimentally (Ref. 11). The ef-fect can be improved by increasing applieddownforce or tool rotational rate. How-ever, applied down force is determinedfor the application by the monolithic fuelplaced in the center. Minimally applieddown force can result in insufficient bond-ing and disturbance to the foil by the ad-
Fig. 7 — Photograph and schematic of an early tool collar design to prevent buckling of alu-minum in advance of the FB tool. The modification was found to be extremely effective inminimizing buckling.
Fig. 8 — Photographs of the modified Kearney & Trecker mill showing the internally cooledtool holder and anvil base along with the load cell housing (top) and the TTI unit for next-generation commercial demonstration and scale-up (bottom).
Burkes Feature Sept 2008:Layout 1 8/5/08 2:04 PM Page 51
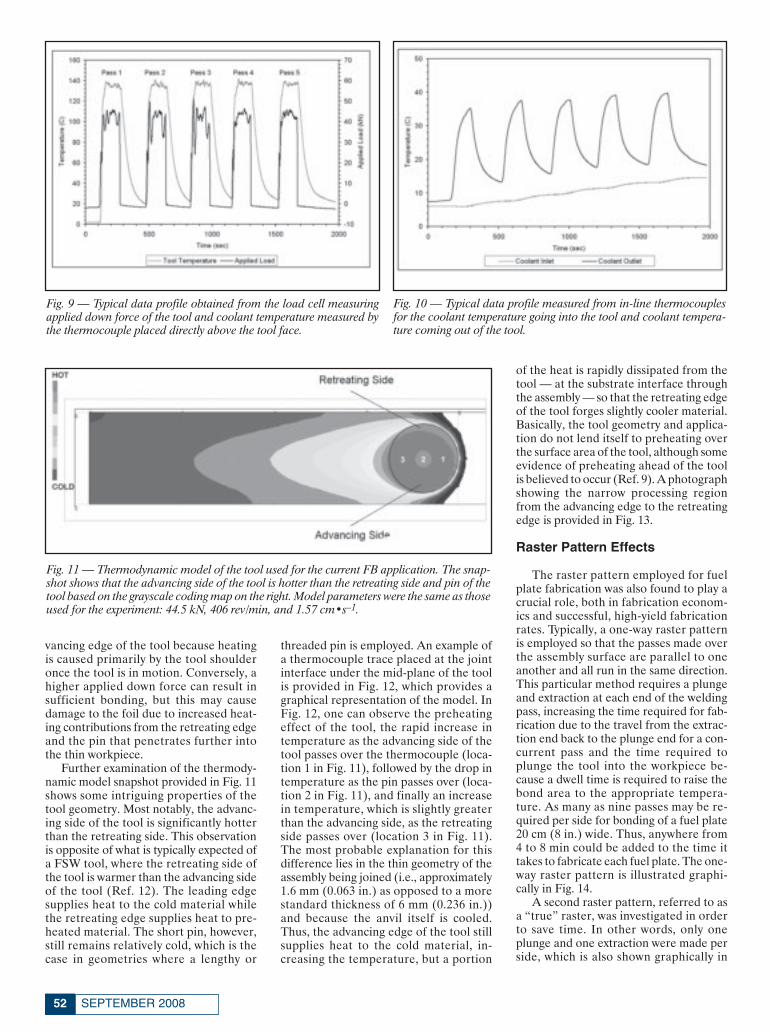
SEPTEMBER 200852
vancing edge of the tool because heatingis caused primarily by the tool shoulderonce the tool is in motion. Conversely, ahigher applied down force can result insufficient bonding, but this may causedamage to the foil due to increased heat-ing contributions from the retreating edgeand the pin that penetrates further intothe thin workpiece.
Further examination of the thermody-namic model snapshot provided in Fig. 11shows some intriguing properties of thetool geometry. Most notably, the advanc-ing side of the tool is significantly hotterthan the retreating side. This observationis opposite of what is typically expected ofa FSW tool, where the retreating side ofthe tool is warmer than the advancing sideof the tool (Ref. 12). The leading edgesupplies heat to the cold material whilethe retreating edge supplies heat to pre-heated material. The short pin, however,still remains relatively cold, which is thecase in geometries where a lengthy or
threaded pin is employed. An example ofa thermocouple trace placed at the jointinterface under the mid-plane of the toolis provided in Fig. 12, which provides agraphical representation of the model. InFig. 12, one can observe the preheatingeffect of the tool, the rapid increase intemperature as the advancing side of thetool passes over the thermocouple (loca-tion 1 in Fig. 11), followed by the drop intemperature as the pin passes over (loca-tion 2 in Fig. 11), and finally an increasein temperature, which is slightly greaterthan the advancing side, as the retreatingside passes over (location 3 in Fig. 11).The most probable explanation for thisdifference lies in the thin geometry of theassembly being joined (i.e., approximately1.6 mm (0.063 in.) as opposed to a morestandard thickness of 6 mm (0.236 in.))and because the anvil itself is cooled.Thus, the advancing edge of the tool stillsupplies heat to the cold material, in-creasing the temperature, but a portion
of the heat is rapidly dissipated from thetool — at the substrate interface throughthe assembly — so that the retreating edgeof the tool forges slightly cooler material.Basically, the tool geometry and applica-tion do not lend itself to preheating overthe surface area of the tool, although someevidence of preheating ahead of the toolis believed to occur (Ref. 9). A photographshowing the narrow processing regionfrom the advancing edge to the retreatingedge is provided in Fig. 13.
Raster Pattern Effects
The raster pattern employed for fuelplate fabrication was also found to play acrucial role, both in fabrication econom-ics and successful, high-yield fabricationrates. Typically, a one-way raster patternis employed so that the passes made overthe assembly surface are parallel to oneanother and all run in the same direction.This particular method requires a plungeand extraction at each end of the weldingpass, increasing the time required for fab-rication due to the travel from the extrac-tion end back to the plunge end for a con-current pass and the time required toplunge the tool into the workpiece be-cause a dwell time is required to raise thebond area to the appropriate tempera-ture. As many as nine passes may be re-quired per side for bonding of a fuel plate20 cm (8 in.) wide. Thus, anywhere from4 to 8 min could be added to the time ittakes to fabricate each fuel plate. The one-way raster pattern is illustrated graphi-cally in Fig. 14.
A second raster pattern, referred to asa “true” raster, was investigated in orderto save time. In other words, only oneplunge and one extraction were made perside, which is also shown graphically in
Fig. 9 — Typical data profile obtained from the load cell measuringapplied down force of the tool and coolant temperature measured bythe thermocouple placed directly above the tool face.
Fig. 10 — Typical data profile measured from in-line thermocouplesfor the coolant temperature going into the tool and coolant tempera-ture coming out of the tool.
Fig. 11 — Thermodynamic model of the tool used for the current FB application. The snap-shot shows that the advancing side of the tool is hotter than the retreating side and pin of thetool based on the grayscale coding map on the right. Model parameters were the same as thoseused for the experiment: 44.5 kN, 406 rev/min, and 1.57 cm•s–1.
Burkes Feature Sept 2008:Layout 1 8/5/08 2:05 PM Page 52

Fig. 14. The true raster pattern would notbe possible for bonding of a 20-cm- (8-in.-)wide fuel plate without the cooled tool de-sign because the tool would overheat andrequire extended pauses for heat to dissi-pate. Conditions between the workpiecesurface and the tool could be adverselyimpacted if the tool were allowed to be-come too hot, similar to the example pro-vided in Fig. 6A, including decreased fric-tion coefficients, generation of hot spotsand surface melting, and uncontrolled,detrimental tool penetration into the softsurface resulting in foil impact. One topicthat has not been studied up to this pointis the effect of raster pattern on the resid-ual stress of the assembly. There are cleardifferences in the amount of buckling andtwisting of the bound assemblies as a func-tion of raster pattern, resulting from thematerial surrounding the bound area thatis not subjected to the fabrication process,i.e., material left under the clamps. Inmost cases, the buckling and twisting is al-leviated after the unbound material issheared from the desired fuel assembly.However, future fabrication campaignswill require fabrication of curved fuel as-semblies and as such, postfabricationbuckling and twisting cannot be tolerated.Raster pattern and the influences this hason residual stress, bond integrity, and as-sembly buckling has been identified ascrucial for fuel fabrication, and will be in-vestigated in greater detail, although spe-cific results are not available at this time.
Tool Tile Angle or Lack Thereof
Conventional FSW involves a slight tilt
of the spindle to-ward the trailingedge of the tool.Tilting the spindletoward the work-piece ensures thatthe shoulder of thetool holds thestirred material bythe threaded pinand, thus, effi-ciently moves mate-rial (Ref. 2). Thespindle cannot betilted for the cur-rent application be-cause the tool de-sign does not pos-sess a sufficientlylong pin and ashoulder diameter that amplifies the heightdifferences between the front and back endof the tool for a given tilt angle, meaningit would only take a small angle before theshoulder depth would exceed the pindepth. Operation in this small angle win-dow results in a material pileup at the out-side of the tool, resulting in a wavy shapeon the welded surface of the workpiece.The same wavy shape also occurs on theopposite side of the workpiece after weld-ing, and, ultimately, material pileup onboth sides of the workpiece results in awavy monolithic foil. An example of a fuelplate fabricated using a tool with one de-gree of tool tilt, which illustrates this fea-ture, is provided in Fig. 15. Also providedin Fig. 15 is an example of a fuel plate withthe tool surface aligned perfectly parallelto the work surface, resulting in a uniform,
straight monolithic foil encapsulatedwithin the cladding. Furthermore, a major-ity of the longitudinal force is exerted bythe tool shoulder and, thus, a zero-tilt anglerequires less longitudinal force to accom-plish the bond (Ref. 8).
Conclusions
This article shows how a simple modi-fication of the FSW process is now wellpositioned for commercial fabrication ofnew research and test reactor nuclear fuel.Successful fabrication and qualificationof this new plate-type nuclear fuel will en-able the conversion of reactors currentlyoperating on HEU to LEU, thereby de-creasing nuclear proliferation concernsand risks. Solutions to challenges associ-ated with this process, in addition to thenovel process itself, offer information for
53WELDING JOURNAL
Fig. 12 — Single thermocouple trace at the joint interface under themidplane of the tool. A preheating effect can be observed prior to thearrival of the tool. The advancing edge (location 1), pin (location 2),and retreating edge (location 3) correspond to the locations of num-bers 1, 2, and 3 in Fig. 11, and appear to correlate well with predictedtemperature and behavior. The tool had a rotational rate of 406rev/min, a traverse rate of 1.57 cm•s–1, and an applied load of 44.5kN.
Fig. 13 — Photographs showing the nonuniformity in heat generationby the tool as observed on the bottom sheet being joined. Observationof the photograph on the left (the processed side or plate front) showsa uniform process region between the advancing side and retreatingside. However, the photograph on the right (the nonprocessed side orplate back) shows a clear offset and lack of heat transfer from the re-treating side of the tool.
Fig. 14 — Schematic of two types of raster patterns investigated for theFB process. The two schematics on the left were found to produce as-semblies with less warping since material movement is always in thesame direction, producing less residual stress, but increases fabrica-tion time because multiple insertions (X) and extractions (O) are re-quired, in addition to increased tool travel time. The schematics onthe right (true raster) were found to reduce fabrication time becauseonly a single insertion (X) and extraction (O) is required, but this pat-tern tended to produce an assembly with greater warping and moreresidual stress because material movement changes direction as thetool traverse travel changes.
PLATE FRONT PLATE BACK
RETREATINGSIDE
ADVANCINGSIDE
Burkes Feature Sept 2008:Layout 1 8/7/08 10:21 AM Page 53

users of the FSW process and a potentialalternative fabrication technique for lam-inar composite structures.◆
Acknowledgments
This work was supported by the U.S.Department of Energy, Office of the Na-tional Nuclear Security Administration,under U.S. Department of Energy IdahoOperations Office Contract DE AC0705ID14517. The FB process has beenunder continual development since 2004,and much of the progress could not havebeen made without continual supportfrom the RERTR program and manage-ment. Furthermore, the authors wouldlike to acknowledge Gaven Knighton forhis role in the setup of initial scoping ex-
periments, Michael Chapple who has con-tinuously supported experiments, andJared Wight who has been influential inthe design of hardware for commercialdemonstration of the process.
References
1. Arbegast, W. J. 2007. Friction stirwelding: After a decade of development.Friction Stir Welding and Processing IV.TMS eds. R. S. Mishra, M. W. Mahoney,T. J. Lienert, and K. V. Jata, pp. 3–18.
2. Mishra, R. S., and Ma, Z. Y. 2005.Friction stir welding and processing. Ma-terials Science and Engineering: Reports 50(1-2), 1–78.
3. Mishra, R. S., Mahoney, M. W., Mc-Fadden, S. X., Mara, N. A., and Mukher-
jee, A. K. 1999. High strain rate super-plasticity in a friction stir processed 7075Al alloy. Scripta Materialia 42(2): 163–168.
4. Mishra, R. S., and Mahoney, M. W.2001. Friction stir processing: A new grainrefinement technique to achieve high strainrate superplasticity in commercial alloys.Materials Science Forum 357–359, 507–514.
5. National Nuclear Security Adminis-tration (NNSA) Web site,www.nnsa.doe.gov/nuclearnp.htm#1, ac-cessed on April 17, 2008.
6. Snelgrove, J. L., Hofman, G. L., Try-bus, C. L., and Wiencek, T. C. 1996. De-velopment of very-high-density fuels bythe RERTR program. 19th InternationalMeeting on Reduced Enrichment for Re-search and Test Reactors. Seoul, Korea.Oct. 7–10.
7. Clark, C. R., Hallinan, N. P., Jue, J. F.,Keiser, D. D., and Wight, J. M. 2006. Mono-lithic fuel fabrication process development.10th International Topical Meeting on Re-search Reactor and Fuel Management(RRFM). Sofia, Bulgaria. Apr. 30–May 3.
8. Sorensen, C. D., and Stahl, A. L.2007. Experimental measurements of loaddistributions on friction stir weld pin tools.Metallurgical and Materials Transactions B38B(3): 451–459.
9. Burkes, D. E., Hallinan, N. P., Shrop-shire, K. L., and Wells, P. B. 2008. Effectsof applied load on 6061-T6 aluminumjoined employing a novel friction bond-ing process. Submitted to Metallurgicaland Materials Transactions A.
10. Hallinan, N. P., and Burkes, D. E.2007. Friction stir weld tools, methods ofmanufacturing such tools, and methodsof thin sheet bonding using such tools.U.S. patent application.
11. Dixon, J. P., Burkes, D. E., andMedvedev, P. G. 2007. Thermal modelingof a friction bonding process. Proceedingsof the COMSOL Conference 2007, Boston,Mass., pp. 349–354.
12. Gould, J. E., and Feng, Z. 1998.Heat flow model for friction stir weldingof aluminum alloys. Journal of MaterialsProcessing and Manufacturing Science7(2): 185–194.
SEPTEMBER 200854
Fig. 15 — Example of a fuel plate fabricated with the weld tool oriented at approximately 1deg to the normal of the weld surface resulting in a wavy foil (A) and of a fuel plate fabri-cated with the weld tool oriented at 90 deg to the weld surface, resulting in a significantlystraighter foil (B).
Change of Address?Moving?
Make sure delivery of your WeldingJournal is not interrupted. Contact theMembership Department with yournew address information — (800) 443-9353, ext. 217; [email protected].
For info go to www.aws.org/ad-index
Burkes Feature Sept 2008:Layout 1 8/5/08 2:05 PM Page 54
creo

For Info go to www.aws.org/ad-index
MERCER:FP_TEMP 8/6/08 9:34 AM Page 55
creo

SEPTEMBER 200856
The magnetic pulse welding (MPW)process, a cold solid-state welding process,is fast advancing toward industrial matu-rity with series production currently oper-ating for a number of automotive projects.
During WW II, it was discovered thata hollow, conical metal-lined explosivecharge could be used to create a high-energy, high-velocity jet to perforatearmor plate (Refs. 1, 2). At the same time,ballistics research led to the discovery ofwelds produced by their oblique impacton metal targets (Ref. 3). These discover-ies led to explosive welding (Refs. 4, 5)and, subsequently, when coil shatteringwas observed in nuclear research (Ref. 6),to its analogous process of MPW.
Magnetic pulse welding is accom-plished by the magnetically driven, high-velocity, low-angle impact of two metalsurfaces. At impact, the surfaces (whichalways have some level of oxidation) arestripped off and ejected by the closingangle of impact. The surfaces, which arenow metallurgically pure, are pressed intointimate contact by the magnetic pressure,allowing valence electron sharing and
atomic-level bonding. This process hasbeen demonstrated in the joining of tubu-lar configurations of a variety of metalsand alloys.
Product designers are frequently con-strained by the restrictions of traditionaljoining technologies, which place limita-tions on the type of joint, the materials
that can be joined, and the quality of thejoint. Solid-state welding allows manufac-turers to significantly improve their prod-uct designs and production results by en-abling both dissimilar and similar materi-als to be welded together, thus providingthe opportunity to use lighter and strongermaterial combinations.
Benefits of the MagneticPulse Process for Welding
Dissimilar Metals
VICTOR SHRIBMAN is with Pulsar Ltd., Yavne, Israel, and MICHAEL BLAKELY ([email protected]) is with Hi-rotec America Inc., Auburn Hills, Mich.
Since dissimilarmetals can bejoined with this
method, complex joints may bereplaced by
simpler designsFig. 1 — Basic concept of the magnetic pulse welding process.
BY VICTOR SHRIBMAN AND MICHAEL BLAKELY
Fig. 2 — Solid-state cold weld.
Shribman Feature Sept 2008:Layout 1 8/5/08 2:17 PM Page 56

57WELDING JOURNAL
Basic Concepts of theProcess
Figure 1 shows the essentials of themagnetic pulse system. A suitably highcurrent is discharged through a cylindri-cal coil and as a result induces an eddycurrent on the outside surface of a con-ductive workpiece (outer part).
The two magnetic fields generated —one through the coil and the other on theconductive external part — strongly repelone another with a force proportional tothe square of the discharge current. As aresult, the external part is accelerated in-ward, away from the coil, with increasinghigh speed, pushing the metal well beyondits yield strength and into its plastic re-gion. If the conditions are correct, i.e.,tube velocity, collision point angle, andcollision point velocity, jetting of the sur-face layers at the collision point occurs,resulting in a weld — Fig. 2.
As in explosive welding, a jet is createdbetween the two bonded surfaces by theimpact force acting upon them. This jet-ting action removes all traces of oxidesand surface contaminants, allowing themagnetic-pressure-caused impact to plas-tically deform the metals for a short in-stant and to drive the mating surfaces to-gether. This allows the impact of two vir-gin surfaces, stripped of their oxide lay-ers, to be pressed together under very high
pressure, bringing the atoms of each metalinto close enough contact with each other,to allow the atomic forces of attraction tocome into play. There are a number of ex-planations for the precise mechanism atthe point of collision, but all agree thatthe metals momentarily behave like liq-uids, even though they remain solid. Dueto the rapidity of the process, tempera-tures at the interface do not rise signifi-cantly. For this reason, it is possible to per-manently bond widely dissimilar metals.The quality of the bond at the interface isa product of many parameters, amongthem the magnetic force, the collisionangle, the collision point velocity, and the initial standoff distance between the mat-ing surfaces. Typically, the pressures at thecollision point between the mating sur-faces are of the order of 100,000 MPa(~15 million lb/in.2), as measured by ex-plosive welding researchers.
Geometry of the Joint
Figure 3 shows the typical part geome-tries before and after the welding process,for both hermetically sealed capsules (Fig.3A) and for tubes (Fig. 3B). In all cases theweld is a lap weld, in which there is an ini-
tial mandatory root opening between thesurfaces to be welded. Note that the weldis always accompanied by deformation inthe welded area, as shown in Fig. 3.
System Layout
A typical magnetic pulse system isshown in Fig. 4. The system consists offour units: pulse generator, control cabi-net, operator unit, and workstation. In thesystem shown in Fig. 4, the workstationhas the coil mounted on it with a horizon-tal axis. The coil may also be mounted withits axis in the vertical direction, depend-ing on what the manual, semiautomatic,or automatic feeding system requires.
Magnetic pulse machines are designedand built to meet the safety requirementsof EN 60204, Safety of Machinery — Elec-trical Equipment of Machines, ANSIC57.12.58-1999, and IEEE StandardC95.1, 1999 edition for EMF exposurecompliance. The meeting of these specifi-cation requirements ensures the safety as-pects of the machines and their operation.
The System Schematic
The basic pulse generator schematic is
Fig. 3 — A — Capsule weld geometry; B —tube weld geometry.
Fig. 4 — Typical system layout.
Fig. 5 — System schematic.
A
B
Shribman Feature Sept 2008:Layout 1 8/5/08 2:18 PM Page 57

SEPTEMBER 200858
shown in Fig. 5, in which the system iscomprised of four parts: control cabinet,pulse generator, workstation, and opera-tor panel. Each operation requires acharge/discharge cycle. With the high cur-rent switch open, an AC power supply(with a 16-A fuse or less) is applied to thecharger, converted to DC, to charge upthe bank of capacitors to the charge volt-age, preset to precisely achieve the energy required for the weld operation. Thisprocess may take from tens of secondsdown to a small number of seconds, de-pending on the power supply. When thesystem is charged to the precise energylevel required, and the part to be treatedis positioned correctly in the coil, creat-ing the magnetic fields involved in theprocess, as described earlier, the switch isclosed, current flows from the capacitorthrough the coil, causing magnetic flux toexpand rapidly from the coil winding andoutward. The pulse duration is measuredin tens of microseconds. The operatorpanel controls this operation.
Typical Weld Applications
Magnetic pulse welding is particularlysuitable for large series production andfor automated feeding systems. For exam-ple, the application shown in Fig. 6, an au-tomotive air-conditioner receiver dryer
made from Al 6061 material, is producedin production lots of 2000 to 3000 unitsper shift.
Figure 7 shows an automotive fuel fil-ter manufactured from Al 1060 material.This product must survive 150,000 cyclesat 7 bars pressure cycling to meet the spec-ification requirements.
Figure 8 shows a high-pressure capsulemanufactured from 7075-T6 material.This is a material that cannot be weldedby conventional arc processes due to itszinc content. Figure 9 compares automo-tive air-conditioner accumulator MPWand gas metal arc (GMA) welds, both pro-duced in 6061-T6. Apart from the higherstrength of the joint, the higher qualityseal produced, and the lower productiondefect level achieved, the MPW wins onaesthetics. In addition, no postweld fin-ishing is required for MPW-producedparts. The process is also capable of pro-ducing rectangular and elliptical tubularAl weld cross sections, in addition torounds.
Figure 10 shows the versatility of theprocess, through the creation of goodwelded joints between Al 6060-T7 andSS304, or Al 3003-H14 to SS304, for anautomotive earth connector. This part issubsequently friction welded to the alu-minum car chassis.
Weld Quality
Figures 11 and 12 show the high weldquality achieved by this solid-state coldwelding process. Figure 11 shows the re-sult of a torsion test made on an Al 6061-T6 OD 102 × 2.2-mm wall driveshaft. Thispart failed above 6000 Nm and also per-formed satisfactorily in torsional fatiguetesting.
Figure 12 illustrates a good burst testresult for a weld of an Al 6082-T6 CO2 ac-cumulator application. It is required tosurvive 264 bars pressure and normallyfails at pressures in the region of 400 bars,remote from the weld.
Metallography
Figure 13A–D shows examples of met-allographic sections of interfaces of vari-ous welds made by MPW. These show thehigh quality of this type of joint, withoutany sign of a heat-affected zone.
Weld Benefits
Magnetic pulse welding provides thefollowing benefits:
• Simpler designs and also designs thatwere previously impossible by conven-tional means, e.g., Al to steel and stain-less steel, or Al to Cu welds. It providesthe advantage of higher strength-to-weight ratio.
• MPW provides a cold weld. A met-allurgical bond is produced without anyheat-affected zone. Therefore, the origi-nal heat treatment properties are main-tained by this cold weld and thus, betterjoint properties are achieved.
• Dissimilar material combinations areavailable with this method and thus com-plex joints may be replaced by simplerjoints.
• Apart from higher process weldspeed, there is a significant quality im-provement with this system, e.g., there isno corrosion problem in the welded area,a fact proven by salt spray testing.
Fig. 6 — Automotive Al A/C receiver dryer.
Fig. 11 — Torsion test failure occurs in shaftremote from the weld.
Fig. 7 — Automotive Al fuel filter.
Fig. 12 — Burst test failure occurs in capsule remote from the weld.
Fig. 8 — An Al 7075-T6 high-pressure capsule.
Fig. 9 — An automotive Al A/C accumula-tor built with MPW (left) and GMAW.
Fig. 10 — Automotive earth connector —Al/stainless steel.
Shribman Feature Sept 2008:Layout 1 8/5/08 2:18 PM Page 58

• Parameters are stable and reliablewith less parameters to control than with
conventional processes, minimal reworkis required and minimal scrap is produced.
Finally, in this “green” process, partsproduced are more aesthetic than thoseof competing conventional processes anddo not require any postweld cleaning orfinishing. ◆
Works Consulted
1. Birkhoff, G., McDougall, D. P.,Pugh, E. M., and Taylor, G. I. 1948. Ex-plosives with lined cavities. J. App. Phys.19, 563.
2. Walsh, J. M., Shreffler, R. G., andWillig, F. J. 1953. Limitating conditionsfor jet formation in high-velocity colli-sions. J. App. Phys. 24, 349.
3. Allen, W. A., Mapes, J. M., and Wil-son, W. G. 1954. An effect produced byoblique impact of a cylinder on a thin tar-get. J. App. Phys. 25, 675.
4. Shribman, V., Williams, J. D., andCrossland, B. 1968. Some problems of ex-plosively welding tubes to tubeplates. Pre-sented to the Select Conference on Ex-plosive Welding, Hove, Sussex, UK, Sept.
5. Shribman, V., Bahrani, A. S., andCrossland, B. 1969. The techniques andthe mechanism of explosive welding. TheProduction Engineer, Feb.
6. Furth, H. P., and Waniek, R.W. 1956.Production and use of high transient mag-netic fields. Rec. Sci. Inst. 27, 195.
59WELDING JOURNAL
Fig. 13 — Metallographic sections of weld interfaces of various MP welds. A — Al 6082-T6(etched); B — Al/steel (etched); C — low-carbon steel (etched); D — copper/brass (un-etched).
For info go to www.aws.org/ad-index
A B
C D
SEE US AT THE FABTECH/AWS SHOW BOOTH #15167
Shribman Feature Sept 2008:Layout 1 8/5/08 2:18 PM Page 59

© American Welding Society 2008
The aircraft andaerospace industry ismaking great strides in costreduction. One aspect of this isutilizing composites in place ofaluminum. Another innovation is tobuild critical parts from the ground up,rather than ordering expensive forgings andcastings that have to be machined down tosize.
Welding is in the very thick of it on both fronts.Improved processes are being developed to weldcarbon fiber composite structures. In the world of “born toshape parts,” innovative welding processes like electronbeam, laser, and others are getting the job done efficiently andeconomically.
September 16-17, 2008Wichita, KansasSeptember 16-17, 2008Wichita, Kansas
Welding in Aircraft andAerospace ConferenceWelding in Aircraft andAerospace Conference
Page 60 and 61:FP_TEMP 8/8/08 7:31 AM Page 60
creo
At this AWS conference in Wichita, emphasis will be given to friction stir welding,fiber laser welding, and the gas-shielded welding processes. The role of titanium isgrowing, and the emergence of a number of new aluminum-lithium alloys posesnew welding challenges. Ultrasonic welding, a front-runner for the welding ofthermoplastic composites, will be on the agenda, as well.
Plans for vehicles to carry humans to the moon by 2010 (and later, to Mars) willalso be discussed.
To register or to receive a descriptive brochure,call (800) 443-9353 ext. 455, (outside NorthAmerica, call 305-443-9353), or visitwww.aws.org/conferences
Founded in 1919 to advance the science, technologyand application of welding and allied processes includingjoining, brazing, soldering, cutting and thermal spraying.
Titanium Friction Stir Weldingand Laser WeldingDevelopment for CommercialAircraftDaniel G. Sanders, Senior TechnicalFellow, Director of M&P Science,Materials & Process Technology, TheBoeing Co., Seattle, WA
Potential Uses for Fiber Lasersin Aerospace ApplicationsPaul Denney, Laser Researcher,Connecticut Center for AdvancedTechnology, Inc., East Hartford, CT
Friction Stir Weld Assembly ofthe Eclipse 500 Very Light JetBrent Christner, Manager, Materials andProcess Engineering, Eclipse Aviation,Albuquerque, NM
Electron Beam SystemTechnology for Welding andAdditive ManufacturingRobert C. Salo, Sales Manager, WesternRegion, Sciaky, Inc., Chicago, IL
High Powered Ultrasonics andThermal Stir WeldingJeff Ding, Aerospace Welding Engineer,NASA Marshall Space Flight Center,Huntsville, AL
Advanced Manufacturing andRepair of Nickel and TitaniumAlloysNick Kapustka, Applications Engineer,Arc Welding, Lasers & Automation,Edison Welding Institute, Columbus, OH
Development of ThirdGeneration of AluminumLithium AlloysMichael Niedzinski, Director ofTechnology and Standardization USA,Alcan Aerospace, Chicago, IL
Returning to the Moon:Welding and Fabrication of theAres I Upper Stage Hardware atMarshall Space Flight CenterJeff Ding, Aerospace Welding Engineer,NASA Marshall Space Flight Center,Huntsville, AL
Path Independence of FrictionStir WeldingDr. Dwight Burford, Senior ResearchScientist, Director, Advanced Joining &Processing, National Institute forAviation Research, Wichita StateUniversity, Wichita, KS
Aerospace Gas TungstenWeldingWyatt Swaim, Chief Executive Officer,WJS Consulting Inc., Geuda Springs, KS
Developments in Usage ofFiber Lasers for AerospaceWelding ApplicationsEric Stiles, Applications Manager, IPGMidwest Operations, IPG Photonics,Wixom, MI
Laser Weldbonding of ThinAluminum StructuresGeorge Ritter, Technology Leader,Plastics and Adhesives, Edison WeldingInstitute, Columbus, OH
Metal Part Fabrication andComponent Repair with LaserEngineered Net ShapingRich Plourde, Director, Aerospace andDefense Business Development,Optomec, Inc., Albuquerque, NM
Eddy Current Array andUltrasonic Phased-ArrayTechnologies as Reliable Toolsfor Inspection of Friction StirWeldsMichael Turner, Advanced TechnicalSales, Olympus NDT, Kansas City, MO
AWS Welding in Aircraft and Aerospace ConferenceBroadview Hotel • Wichita, KansasSeptember 16-17, 2008
®
Page 60 and 61:FP_TEMP 8/8/08 7:31 AM Page 61
creo

LocationLas Vegas Convention Center South Halls3150 Paradise RoadLas Vegas, NV 89109
Show HoursMonday, October 6, 9:00 a.m.–5:00 p.m. Tuesday, October 7, 9:00 a.m.–5:00 p.m. Wednesday, October 8, 9:00 a.m.–3:00 p.m.
Show Visitor Age RequirementsThe FABTECH International & AWS Welding Show is a tradeevent and open only to industry professionals. No one under 16will be admitted.
AWS BoothAWS and the AWS Foundation are located at Booth 10273. AWSpublications can be purchased nearby at Booth 10274.
TransportationFree Shuttle BusesThe FABTECH International & AWS Welding Show offerscomplimentary shuttle bus service on show days. Service will beprovided between the Convention Center and official eventhotels (with the exception of Courtyard by Marriott, MarriottSuites, Renaissance Las Vegas, and the Residence Inn, which arewithin walking distance). Buses run Monday, October 6, andTuesday, October 7, from 7:00 a.m. to 6:00 p.m, and Wednesday,October 8, from 7:00 a.m. to 4:00 p.m.
Airport TransportationIf you’re flying into Vegas, the most economical way to get toyour hotel is probably on an airport shuttle. The shuttles gatherjust outside the terminal on the west side of baggage claim in thesame area as the taxi side. Shuttle service to the Strip ordowntown costs less than $10, and buses run 24 hours a day,seven days a week. Check with your hotel to arrange the returntrip to McCarran Airport.
TaxisFares start with $3.30 on the meter, and $2.20 is then added forevery additional mile. Taxi fares cost approximately $10–$12 pertrip from McCarran International Airport or the LVCC to LasVegas Boulevard hotels (“The Strip”). Taxi fare from the LVCCto McCarran International Airport costs about $15 per trip.
Las Vegas MonorailRunning from 7 a.m to 3 a.m. Friday through Sunday (7 a.m. to 2 a.m. Monday through Thursday), the Las Vegas Monorailconnects the Las Vegas Convention Center to a variety of hotelsand attractions. Traveling at a top speed of 50 mph, the monorailis often the quickest travel option to and from the FABTECHInternational & AWS Welding Show. Visit one of the show Websites for more information and to purchase discount tickets.
McCarran International AirportThe Las Vegas Airport is ranked among the 12 busiest airports inthe world based on the amount of passenger activity, served bymore than 40 air carriers. With over 1100 flights arriving anddeparting daily, McCarran International Airport offers directflights to more than 125 U.S. cities.
Leaving Las VegasBags to Go is an off-site baggage program that allows attendeestraveling on Southwest, United, Ted, Delta, and U.S. Airways
flights to check bags at the Las Vegas Convention Center. Thebaggage desk is located in the Grand Concourse across fromCentral Hall 3. The cost for the service is $20 per person, andyou may check up to three (3) bags on Southwest, two (2) bagson United, Ted, Delta and U.S. Airways. Bags may be checkedup to 12 hours before your departure time, but no later than 3hours prior to your departure. The hours of operation are 7 a.m.to 3 p.m. on show days.
More Info About Las VegasTo plan your visit, go to www.visitlasvegas.com.
AWS Special EventsMonday, October 68:45 – 9:00 a.m. • Show Entrance
FABTECH International & AWS WeldingShow Opening CeremonyDon’t miss this festive celebration that will open the 2008FABTECH International & AWS Welding Show, the largesttrade show and educational conference for the metal forming,fabricating, and welding industries. The pre-show event willinclude lively music and a traditional ribbon-cutting ceremonyfeaturing the leaders of the co-sponsors of the show: AWS, SME,and FMA.
9:30 – 11:00 a.m. Room S222AWS Opening Session & Annual BusinessMeetingDuring the AWS Opening Session and 89th Annual BusinessMeeting, 2008 AWS President Gene E. Lawson will give thePresidential Report and Victor Y. Matthews will be inducted asAWS President for 2009. Following the induction, the 2008 Classof AWS Counselors and Fellows will also be introduced. Thismeeting is open to all AWS Members and Show registrants.
11:00 a.m. – Noon Room S222Comfort A. Adams Lecture — Welding inthe Deep Oceans: Conquest of the OtherFrontier!Stephen Liu, PhD, CEng, FAWS, FASME, FASM, is this year’sAdams Lecturer. Dr. Liu is a Professor of Metallurgical andMaterials Engineering and Director, Center for Welding, Joiningand Coatings Research at the Colorado School of Mines. Heholds degrees in Industrial Chemistry and MetallurgicalEngineering from the Escola Técnica Federal de Minas Geraisand the Escola de Engenharia da Universidade Federal de MinasGerais in Brazil. He received his Ph.D. degree in MetallurgicalEngineering from the Colorado School of Mines. The ComfortA. Adams Lecture is named after the founder and first presidentof AWS. This annual lecture is made by an outstanding scientistor engineer, honored by the AWS Board of Directors.
11:30 a.m. – 1:30 p.m. Room S223
Image of Welding Awards CeremonyJoin the AWS Image of Welding Committee (a subcommittee ofthe Welding Equipment Manufacturers Committee) and specialguests as they salute this year’s heroes of welding. Individualsand organizations will be honored at this special ceremony for
FABTECH International & AWS Welding ShowGeneral Attendance Information
62 SEPTEMBER 2008
Professional Program 08:Layout 1 8/6/08 2:26 PM Page 62

their outstanding public initiatives and programs that promotethe image of welding throughout their communities. To reserveyour seat, RSVP by September 5 to AWS Image of WeldingAwards at 800-443-9353, or e-mail [email protected].
6:30 – 8:00 p.m. Las Vegas Hilton Ballroom A AWS Officers/Presidents/CounterpartsReceptionThis reception is held annually during the Show and is open to allregistrants. Take advantage of this opportunity to meet the AWSofficers, and network with members and prospects. Acomplimentary hors d’oeuvres buffet is included, along with acash bar. Evening business attire, please.
Tuesday, October 7Noon – 1:30 p.m. • Price: $30 Room S223AWS Awards/AWS Foundation RecognitionCeremony & LuncheonThe first AWS award, the Samuel Wyllie Miller MemorialMedal, was presented to Comfort A. Adams in 1927. As theSociety and the industry it serves have grown, so has the need torecognize outstanding scientists, engineers, educators, andresearchers. Join an assembly of distinguished award presenters,recipients, and guests for a well-paced ceremony and a deliciouslunch. The cost for attending the ceremony and luncheon is $30,and is open to all registrants. For advance reservations, registeron line at www.aws.org/show and click on the “Register” button.You must register for this event separately from the full Showprogram. Tickets will also be available at the door.
2:00 – 3:00 p.m. Room S215/S216AWS National Nominating Committee –Open MeetingAWS Members are requested to submit their recommendationsfor National Officers to serve during 2010. Nominations must beaccompanied by 16 copies of biographical material on eachcandidate, including a written statement by the candidate as tohis/her willingness and ability to serve if nominated and elected.
Wednesday, October 810:00 a.m. (American Council of IIW meeting immediatelyfollowing lecture at 10:30 a.m.) Room S231R. D. Thomas, Jr., International Lecture –Global Relevance of InternationalStandardsCarl-Gustaf Lindewald, Chair of IAB/WGA3a, Welder’sGuidelines, and Finnish delegate for ISO/TC 44 and ISO/TC 44/SC 5 (testing of welds), SC 7 (terminology), SC 10 (welding procedures), and SC 11 (welding personnel), isthis year’s lecturer. The R. D. Thomas, Jr., International Lectureaward was created to honor R. D. Thomas, Jr., for hisparticipation in IIW/ISO activities and is presented by AWS toan individual who is also involved in IIW/ISO internationalactivities. The recipient is invited to deliver a lecture illustratingthe incorporation of global studies in the standardization ofwelding technology during the AWS Welding Show and at theAnnual Assembly of the IIW.
Other Special EventsSunday, October 58:30 a.m. Shotgun Start
Golf Outing — Las Vegas Paiute GolfResortAttendees and exhibitors are invited to play a round of golf at the
pristine Las Vegas Paiute Golf Resort, located just 30 minutesnorthwest of downtown Las Vegas at the base of the picturesqueSpring Mountains. This is a perfect opportunity to arrive a dayearly in Las Vegas to mix, mingle, and network with otherindustry professionals in an intimate setting before the showbegins!
The fee is $175 per golfer, which includes greens fees, cart,range balls, continental breakfast, lunch, prizes, andtransportation. The golf outing is open to everyone, but space islimited. Reservations will be taken on a first-come, first-servedbasis. For more information or to download a reservation form,visit one of the event Web sites today!
Monday, October 68:00 – 9:00 a.m.Registration Code: K1 • FREE Room S233Monday Keynote Address: Embracing theChallenges of Manufacturing in a GlobalEconomyJim Waters, VP of Production Systems, CaterpillarThe world is getting smaller, causing many to question the futureof manufacturing in the industrialized world. The expansion ofglobal manufacturing poses many challenges, but also opensdoors to numerous possibilities. As the world’s largest maker ofconstruction and mining equipment, Caterpillar has embracedglobalism to become a stronger company that successfullymanufactures on several continents. During this forward-lookingpresentation, hear Jim Waters offer reasons why we can, how wecan, and why we must rise up and take advantage of thiscompetitive challenge.
9:00 a.m. – Noon (morning session)Registration Code: W95 • FREE Room S231or 1:30 – 4:30 p.m. (afternoon session)Registration Code: W96 • FREE Room S231
Learn About Thermal Spray SeminarPresented by The International Thermal Spray Association (ITSA).Instructor: James WeberThis basic introduction to thermal spray benefits will cover fourmajor areas: processes, equipment, applications, and industryusage.• Processes covered will include molten metal flame spraying,powder flame spraying, wire flame spraying, ceramic rod flamespraying, detonation flame spraying, high-velocity oxy/fuelspraying (HVOF), cold spraying, plasma spraying, electric arcspraying, and RF plasma spraying• Equipment will be on display. Several spray guns will beavailable for attendees to handle and discuss throughout theclass. Other larger items such as complex systems and spraybooths will be illustrated and discussed.• Application examples will be presented for a variety ofrequirements from several different industries.• Industry usage charts will be reviewed listing several processesand coating applications used by various industries.
Tuesday, October 78:00 – 9:00 a.m.Registration Code: K2 • FREE Room S233Tuesday Keynote Address: InspiringFuture Generations to Lead the World inInnovationDean Kamen, Founder of FIRST, President of DEKA Research &Development Corporation, InventorAs an inventor and entrepreneur, Dean Kamen believes in thepower of innovation. Innovation is the key to keeping U.S.manufacturing competitive in a global economy, but it dependson a well-educated and skilled workforce. During this high-impact presentation, Dean Kamen will discuss the importance of
63WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:26 PM Page 63

getting our nation’s youth excited about careers in science,technology and engineering and cultivating an environment thatencourages creativity and risk-taking. Drawing on his ownextraordinary experiences and successes, he’ll provide insights onwhat business leaders and society can do today to increase ourcapacity to innovate and ensure a strong manufacturing futurefor years to come.
Wednesday, October 88:00 – 9:30 a.m.Registration Code: F1 Room S212Breakfast provided. Advance registration is required. $99 registration fee.Executive Forum Breakfast“Competing – and Winning – In the Changing Global Value Chain”Bill Canis, Vice President, Manufacturing InstituteManufacturing remains a pillar of the U.S. economy and is amajor contributor to its growth. However, the pressure of aglobalizing economy has many manufacturers seeking ways to bemore competitive. During this important session, designedexclusively for company leaders and decision-makers, Bill Canisfrom the National Association of Manufacturers will highlightthe costs that undercut U.S. manufacturers and discuss fourmajor new growth opportunities in the changing supply chainthat are crucial for all manufacturers who want to position theircompanies for success in today’s global marketplace.
1:00 – 3:00 p.m.FREE Room S231Best Practices to Save Structural SteelFabricators MoneyDo you truly have control over your shop floor, or does profitleak from your operation after every unnecessary delay or error.After visiting over 1200 fabricators worldwide in the past fiveyears, Mike Mauris and Terry Logan will guide you through ideasthat will help today’s fabricator. This session is for the fabricationand quality professional seeking better solutions. During thissession, you will be introduced to some of the best methodsobserved in over 1000 structural steel shops worldwide. Samplesome of the best opportunities to increase productivity and costavoidance events from• Smarter material handling practices• Faster throughput from adjusting process flow • Welding process selection and improvement • Reduced cleanup • Spotting trends with visual tools• Paint process monitoring for cost savings
Learn sensible methods to target and beat persistent problemson the shop floor.
Free BusinessImprovement SeminarsMonday, October 612:30 – 1:30 p.m.Registration Code: B1 • FREE Room S233
Taming the Product Liability Beast: TenThings You Can Do to Protect YourselfGary M. Glass, Thompson HineCompanies involved in metal forming, fabricating, and weldingface enormous risks every day of potentially catastrophic productliability lawsuits. In this informative session, Thompson Hineproduct liability litigator Gary Glass will present you with the topten things that your company can do — and should do — toprotect itself. Drawing from real-life case studies, Glass willshare some entertaining (and sometimes frightening) examplesof what works and what doesn’t.
Tuesday, October 712:30 – 1:30 p.m.Registration Code: B2 • FREE Room S233
Helping Fabricators Make Sense of theEconomyChris Kuehl, Global EconomistEconomists and their statistics help us comprehend our world,but most people are overwhelmed by the contradictions and at aloss as to what to do with all the data. The challenge is to stripout all the fluff and generalities and get down to what impactsyou and your industry. It doesn’t matter what the national GDPis, or what the trade deficit might be — what matters is theproduction data in a specific sector and what trade opportunitiesdo and do not exist. Kuehl will examine what’s been driving thetalk of recession, the weak dollar, and rising oil and commodityprices — and what it all means for sourcing decisions.
Wednesday, October 812:30 – 1:30 p.m.Registration Code: B3 • FREE Room S233Workforce Development — Today’s IssuesMost fabricators have felt the sting of how tough it is to find,hire, and retain qualified welders and sheet metal fabricationworkers. This panel will discuss the strategies to building acompetitive manufacturing workforce. Hear representatives fromthe local government and academic community, as well as themanufacturing sector share what is working and what needs to bedone to increase our skilled workforce. Learn how you can bepart of the solution!Panel Discussion: James R. Warren, Director of Education, FMAGranville L. Brown, Director, Technical & Industrial EducationPrograms, Division of Workforce & Economic Development,College of Southern NevadaJoe Chiaramonte, Plant Manager, Midwest Metal ProductsTerry Culp, Business Manager, Management Assistance
AWS Skills Competition Weld-OffMonday & Tuesday, October 6–7 9:00 a.m. – 5:00 p.m.
Wednesday, October 89:00 a.m. – 3:00 p.m.South Hall – 2nd Floor Booth 14000The AWS Skills Competition Committee will showcase sixfinalists selected from 24 student welders who competed in theSkillsUSA Championships in 2007 and 2008. They will test theirskills in this qualifying event for the WorldSkills Competition inCalgary, Alberta, Canada in 2009, and only three will advance tothe next round.
Don’t miss the chance to see competitors demonstrate their skillsby completing standard test weldments (plate and pipe), sheetmetal projects in aluminum and stainless steel, and a pressurevessel. Welds will be judged for soundness and appearance.Written skills and welding code interpretation will also bejudged.
Ultimately, the 2009 TeamUSA Welder who will represent theU.S. at WorldSkills will be selected at the US Open Weld Trialsin summer 2009. This winner will receive a four-year scholarshipworth $40,000 from the AWS Foundation and sponsored by The Miller Electric Manufacturing Co., a four-year AWSmembership, an AWS Certification, and up to $1,000 in AWSpublications.
SEPTEMBER 200864
Professional Program 08:Layout 1 8/6/08 2:27 PM Page 64

65WELDING JOURNAL
Monday, October 6
SH
OW
EV
EN
TSA
T A
GLA
NC
E
Professional Program 08:Layout 1 8/6/08 2:27 PM Page 65

SH
OW
EV
EN
TSA
T A
GLA
NC
ETuesday, October 7
SEPTEMBER 200866
Professional Program 08:Layout 1 8/6/08 2:28 PM Page 66

SH
OW
EV
EN
TSA
T A
GLA
NC
EWednesday, October 8
67WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:28 PM Page 67

Pick and choose between concurrent sessions for the lat-est in welding research and commercial developments.Pay by the day or attend the entire three-day program,with special discounts for students and members of AWS,SME, FMA, or NAM. On-site registration will be available atthe event meeting room.
3-day Complete Professional Program for Member of AWS, FMA,SME, NAM, or PMA: $225; Nonmember: $360 (Code W93)3-day Student Professional Program for Member of AWS, FMA,SME, NAM, or PMA: $75; Nonmember: $90 (Code W94)1-day Professional Program (Monday [W90], Tuesday [W91], orWednesday [W92] only) for Member of AWS, FMA, SME, NAM,or PMA: $150; Nonmember: $285
Monday, October 68:00 a.m. – noon Room S228Panel Chair: Dr. Y. Flom, NASA Goddard Space Flight CenterPanel Discussion: Evaluation of Strength Margins andAllowables in Brazed Joints (Professional Programregistration not required for attendance at this session.)
Monday, October 61:30 p.m. – 5:00 p.m.
Session 1: Room S225INDUSTRIAL APPLICATIONS OF WELDING/JOININGTECHNOLOGIESChair: Todd E. Holverson, Miller Electric Mfg. Co. Appleton, Wis.
A. 1:30 p.m. “Thermal Spray Technology, Serving as Modern Surfacing and Repair Method in Modern Industry”by Fred van Rodijnen, Sulzer Metco OSU GmbH, Duisburg, NRW, Germany
B. 2:00 p.m. “Applying Lean to Wire Dispensing for GMAW”by Viwek Vaidya, Air Liquide Canada, Inc.,Montreal, Canada, and Ed Cooper, Elco Enterprises, Inc., Jackson, Mich.
C. 2:30 p.m. “Cold-Metal Transfer (CMT) — Applications in the Automotive Industry”by Gerald Obritzberger, Fronius USA, Brighton, Mich.
D. 3:00 p.m. “Shielding Gas Blends for Welding in Face of Helium Shortage”by Viwek Vaidya, Air Liquide Canada, Inc., Montreal, Canada, Bryan George, Air Liquide,Palm Coast, Fla., and Charles Caristan, Air Liquide Industries US LP, Houston, Tex.
E. 3:30 p.m. “Magnetic Pulse Welding: Principles and Applications”by Jianhui Shang, Hirotec America, Inc., Auburn Hills, Mich., and Victor Shribman, Pulsar, Ltd., Yavne, Israel
F. 4:00 p.m. “Integrated Internet Tracking of Manufactured Components Using UniqueMachine Readable Identification”by Kevin McGushion, Exel Orbital Systems, Inc.,Simi Valley, Calif.
Session 2: Room S226WELDING PROCESS SENSING AND CONTROLChair: Yu-Ming Zhang, University of Kentucky, Lexington, Ky.
A. 1:30 p.m. “Spatter Reduction of Stainless Steel Sheets GMAW Using CBT Process”by Matthew Brooks, OTC DAIHEN Inc., Tipp City, Ohio, Tetsuo Era and Tomoyuki Ueyama, OTC DAIHEN Corp., Kobe, Japan, and Yoshinori Hirata, Osaka University, Osaka,Japan
B. 2:00 p.m. “Measurement of Weld Pool Surface in P-GMAW: A Preliminary Study”by Xiaoji Ma and Yu-Ming Zhang, Center for Manufacturing, Dept. of ECE, Lexington, Ky.
C. 2:30 p.m. “GMAW Sensor Fusion: Development of Sensor Correlations and Quality Differentiating Algorithms”by Paul Boulware, EWI, Columbus, Ohio
D. 3:00 p.m. “Automated Monitoring of Metal Transfer for Real-Time Control”by Zhenzhou Wang, Yan Shao, and Yu-Ming Zhang, Center for Manufacturing, Dept. of ECE, Lexington, Ky.
E. 3:30 p.m. “Automated Welding and Data Acquistion Initiative: A Key Enabler for Next GenerationNuclear Reactors”by James Dowalo and Larry Zirker, Idaho National Laboratory, Idaho Falls, Idaho
Session 3: Room S227WELDABILITY OF MATERIALSChair: Thomas J. Lienert, Los Alamos National Laboratory, Los Alamos, N.Mex.
A. 1:30 p.m. “Effect of Molybdenum and Niobium Additions on the Ductility-Dip Cracking Susceptibility of High-Cr, Ni-Base Filler Metals: Strain-to-fracture testing and advanced characterization techniques have been used to determine the beneficial effects of Mo and Nb” by John C. Lippold, The Ohio State University, Columbus, Ohio, Samuel D. Kiser, Special Metals Welding Products Co., Newton, N.C., and Antonio J. Ramirez, Synchrotron Light National Laboratory, Campinas, Brazil
Welding Show 2008Professional Program
SEPTEMBER 200868
The 2008 FABTECH International & AWS Welding Show is packed with technical sessions, conferences, and seminars. Ifyou are interested in the latest happenings in the research world, friction stir welding, thermal cutting, NDE technology,resistance welding, the D1.1 Structural Welding Code — Steel, visual inspection, welding stainless steel, welding proce-dure specifications, brazing and soldering, and education and training, to name a few, you are in the right place. Take alook at all the offerings below, and sign up today to improve your knowledge and productivity. It is a rare opportunity tohave so much variety available in one place. Take advantage of it now.
Professional Program 08:Layout 1 8/6/08 2:28 PM Page 68

B. 2:00 p.m. “An Investigation on X80 Pipeline Steel HAZ”by Joel Pepin, University of Alberta, Edmonton, Canada, Hani Henein, Douglas Ivey, and J.B. Wiskel, University of Alberta, Edmonton, Canada, and Christopher Penniston, IPSCO Inc.,Regina, Canada
C. 2:30 p.m. “Elevated Temperature Ductility of Alloy C22: Solid-State Cracking Investigation”by Morgan Gallagher, The Ohio State University, Houston, Tex., and John C. Lippold, The Ohio State University, Columbus, Ohio
D. 3:00 p.m. “Investigation of HAZ Cracking in Haynes230”by Thomas J. Lienert, William L. Stellwag, Jr., Carl T. Necker, and Paul Burgardt, Los Alamos National Laboratory, Los Alamos, N.Mex.
E. 3:30 p.m. “Direct Observation of Ductility-Dip Cracking Phenomena of Ni-Base Filler Metals: In-situ High Temperature Deformation Observation in Electron Microscope of DDC Phenomenon on Ni-Base Filler Metals FM-52 and FM-82”by Antonio J. Ramirez, Edwar A. Torres, and Fellipe G. Peternella, Brazilian Synchrotron Light Laboratory, Campinas, Brazil, and Rubens Caram Jr., State University of Campinas,Campinas, Brazil
F. 4:00 p.m. “Pipe Welded Joint Mechanical Property and Corrosion Resistance”by Estela Silvia Surian, UNLZ and Regional Faculty San Nicolas-UTN, Buenos Aires, Argentina, Monica Zalazar, UNCo, Cipolietti, Argentina, and Mabel Ramini de Rissone, UTN, San Nicolas, Argentina
G. 4:30 p.m. “Microstructural Control for the ImprovedResistance to Weld Metal Cold Cracking”by Hee Jin Kim, Hoi Soo Ryoo, and Jun Seok Seo, Korea Institute of Industrial Technology, ChonAnSi, Korea
Tuesday, October 78:00 AM – 5:00 PM
Session 4: Room S225SHIPBUILDING RESEARCH AND DEVELOPMENTChair: Johnnie J. DeLoach Jr., Naval Surface Center, WestBethesda, Md.
A. 8:00 a.m. “Materials Properties Evaluation of Aluminum-Magnesium-Scandium Welds”by Kim N. Tran, NSWCCD, West Bethesda, Md.
B. 8:30 a.m. “Evaluation and Comparison of Laser and Arc Cladding Technologies for the Claddingof Seawater Exposed Components in Submarine Manufacture”by Todd A. Palmer, Applied Research Laboratory,State College, Pa., Kenneth Meinert, Pennsylvania State University, State College, Pa.,and Bruce Horn, Michael Myers, and Brian Fowler, Concurrent Technologies Corporation,Johnstown, Pa.
C. 9:00 a.m. “Hybrid Laser Arc Welding of DH-36 and EH-36 Steel: Characterization of the Macrostructure, Mircostructure, andWelding Parameters”
by Caleb T. Roepke and Stephen Liu, Colorado School of Mines, Golden, Colo.
D. 9:30 a.m. “Mitigating Distortion of Shipyard SAWApplications”by Kevin J. Roossinck, Lee Kvidahl, and Tim Warren, Northrup Grumman Shipbuilding, Pascagoula, Miss.
Session 5: Room S226ENHANCING CORROSION RESISTANCE OFWELDMENTSChair: John N. DuPont, Lehigh University, Bethlehem, Pa.
A. 8:00 a.m. “Optimizing Corrosion Performance of Welds: 6 wt-% Mo Superaustenitic StainlessSteels”by Andrew W. Stockdale and John DuPont,Lehigh University, Bethlehem, Pa.
B. 8:30 a.m. “Effect of Welding Parameters on Duplex Stainless Steel Performance: Development of Quantitative Standards for Weldment Microstructures”by Matthew Yarmuch, Alberta Research Council,Edmonton, AB, Canada, Kimberley Sandy, Master Flo Valve Inc., Edmonton, AB, Canada,and Galen Wright, G. Wright’s Welding Ltd.,Edmonton, AB, Canada
C. 9:00 a.m. “Higher Interpass Temperatures for Austenitic Stainless Steel Weldments: Increase Temperature, Increase Productivity, and Maintain Quality”by Iulian Radu, PCL Industrial Contructors Inc.,Nisku, Canada, Kenneth Armstrong, PCL Industrial Constructors Inc., Nisku, Canada,and Matthew Yarmuch, Alberta Research Council, Edmonton, AB, Canada
D. 9:30 a.m. “Sulfide Stress Cracking in Welded Joint of Carbon Steel”by Denyse Elaine Quinto Herrera, Bucaramanga,Santander, Colombia, and Gabriel Orlando Porras Arevalo, Giron, Colombia
Session 6: Room S227WELDING/JOINING IN AUTOMOTIVE APPLICATIONS Chair: Yoni Adonyi, LeTourneau University, Longview, Tex.
A. 8:00 a.m. “Post-Weld Baking Effects on Resistance Spot Weld Properties in Two Automotive High Strength Steels”by Murali Tumuluru, United States Steel Corporation, Munhall, Pa., and Ming Jian Hua,University of Pittsburgh, Pittsburg, Pa.
B. 8:30 a.m. “Performance of DP780 Single-Side Resistance Welds: Effects of Process Parameters”by Ramakrishna (Rama) Koganti, Sergio Angotti,and Arnon Wexler, Ford Motor Company, Dearborn, Mich., and Yan (Jack) Sang and Chonghua (Cindy) Jiang, AET Intergration, Inc.,Wixom, Mich.
C. 9:00 a.m. “Double-Sided Arc Welding of 5182 Aluminum Tailor Welded Blanks”by Jeffrey A. Moulton and David C. Weckman,University of Waterloo, Waterloo, ON, Canada
69WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:29 PM Page 69

D. 9:30 a.m. “Advances in Drawn-Arc Nut, Bracket & Stud Welding”by Chris Hsu, Doug Phillips, and Torsten Ehrentreich, Nelson Stud Welding, Inc., Elyria, Ohio
Session 7: Room S225FRICTION STIR WELDING AND SOLID-STATEWELDINGChair: Wangen Lin, Pratt & Whitney, E. Hartford, Conn.
A. 1:30 p.m. “Liquation of Mg Alloys in Friction-Stir Spot Welding”by Sindo Kou, Department of Materials Science and Engineering, Madison, WI, Y.K. Yang,H. Cao and Y.A. Chang, University of Wisconsin,Madison, Wis., and H. Dong, Dalian University of Technology, Dalian, China
B. 2:00 p.m. “Coupled Model of Heat Transfer and Plastic Deformation in Friction Stir Welding:Scaling results predict trends in friction stirwelding”by Karem E. Tello, Colorado School of Mines,Golden, Colo., Thomas J. Lienert, Los Alamos National Laboratory, Los Alamos, NM, and Patricio F. Mendez, Colorado School of Mines, Golden, Colo.
C. 2:30 p.m. “Friction Stir Welding of Dissimilar TitaniumAlloy Sheet Materials”by Matthew Gonser and William Baeslack, The Ohio State Univeristy, Columbus, Ohio
D. 3:00 p.m. “Simulation of Friction Stir Weld Microstucture in Steels Using Hot Torsion: Hot torsion experiments in the Gleeble havebeen successful in simulating the stir zoneand TMAZ in HSLA-65 and Type 304 stainless steel”by John C. Lippold, The Ohio State University, Columbus, Ohio, Matthew Sinfield and David Forrest, Navy Surface Warfare Center, West Bethesda, Md., and David Failla, The Ohio State University, Columbus, Ohio
E. 3:30 p.m. “Microstructural Corrosion Evaluation of Friction Stir Processed and Gas Metal Arc Welded Nickel Aluminum Bronze”by Jennifer Wolk and Richard Park, Naval Surface Warfare Center, Bethesda, Md., andMatthew Krupa, Naval Research Laboratory, Key West, Fla.
F. 4:00 p.m. “Ultrasonic Metal Welding of Advanced Alloys: The Weldability of Stainless Steel, Titanium, and Nickel-Based Superalloys”by Matthew Bloss, The Ohio State University, Columbus, Ohio, and Karl F. Graff, Edison Welding Institute, Columbus, Ohio
Session 8: Room S226WELDING METALLURGYChair: Ernesto E. Indacochea, University of Illinois at Chicago,Chicago, Ill.
A. 1:30 p.m. “Determination of the Critical Temperatures in Creep Strength Enhanced Ferritic Power Plant Steels”by Jonathan Kilpatrick Tatman, Boian Alexandrov, John Lippold, and Vincent Arnet, The Ohio State University, Columbus, Ohio
B. 2:00 p.m. “Microstructural Development of Single Cystral Welds”by Timothy Anderson and John N. DuPont, Lehigh University, Bethlehem, Pa., and Tarasankar DebRoy, Pennsylvania State University, University Park, Pa.
C. 2:30 p.m. “In-situ Thermite Welding of Boiler Tubing: A New Application for a Proven Process”by John Nickell and Stephen Liu, Colorado School of Mines, Golden, Colo.
D. 3:00 p.m. “HAZ Toughness Improvement for High Strength Linepipe Steels”by Christopher Penniston, Laurie Collins, and Fathi Hamad, IPSCO R&D, Regina, Canada
E. 3:30 p.m. “Thermal Analysis of Phase Transformations during Welding: Quantifying the Amount of Transformationsin Welding”by John W. Gibbs and Patricio F. Mendez, Colorado School of Mines, Golden, Colo.
F. 4:00 p.m. “Properties of Super Martensitic StainlessSteel Welds: Properties of Welds with Matching SMAW Electrode”by Takahashi Atsushi, Material Engineering Group, EN Technology Center, Yokohama, Japan, Sasaguchi Hiroaki and Hosoya Keizo, EN Technology Center, Yokohama, Japan, andSango Tetsuya and Saito Teiichiro, NIPPON Welding Rod Co., Hamamatsu, Japan
G. 4:30 p.m. “Effective Grain Size of Acicular Ferrite in Ferritic Weld Metal”by Hee Jin Kim, Ka-Hee Kim, Hoi Soo Ryoo, and Jun Seok Seo, Korea Institute of Industrial Technology, ChonAnSi, Korea
Session 9: Room S227ARC WELDING APPLICATIONSChair: Howard W. Ludwig, Caterpillar, Inc., Peoria, Ill.
A. 1:30 p.m. “The Relationship between Heat Transfer and Metal Transfer in GMAW”by Erik Soderstrom and Patricio Mendez, Colorado School of Mines, Golden, Colo.
B. 2:00 p.m. “Study of Hybrid Double-Sided Arc Welding”by Jinsong Chen, Yu-Ming Zhang, and Kun Qian,Center for Manufacturing, Dept. of ECE, Lexington, Ky.
C. 2:30 p.m. “Heat Transfer Regions and Non-Linear Effects in Electrode Extension in GMAW: The effect of variable materials properties is quantified and generalized”by Greg Lehnhoff and Patricio F. Mendez, Colorado School of Mines, Golden, Colo.
D. 3:00 p.m. “Study and Analysis of Metal Transfer Phenomena in Double-Electrode GMAW”by Kehai Li, ESAB Welding and Cutting, Florence, S.C.
E. 3:30 p.m. “A Process Control System in Pulse GMA Welding Al-Mg Alloys of Aircraft on the Basis of Process Stability and Process-Integrated Quality Assurance”by S. Rajasekaran, Vinayaka Missions University,Tamilnadu, India
SEPTEMBER 200870
Professional Program 08:Layout 1 8/6/08 2:29 PM Page 70

Wednesday, October 88:00 a.m. – 5:00 p.m.
PLENARY PRESENTATION: ADVANCES IN SOUTHAMERICA Room S225
8:00 a.m. – “Advances in Welding in South 9:00 a.m. America: Trends in Research and
Development”Antonio Ramerez, Ph.D., Electron Microscopy Laboratory, Brazilian Synchrotron Light Laboratory
Session 10: Room S225WELDING RESEARCH NEEDS IN THE ENERGYINDUSTRY Chair: Fredrick Noecker, ExxonMobil Development Company,Houston, Tex.
A. 9:00 a.m. “Research Needs in Materials and Weldingin the Coal and Nuclear Power Generation Industry”by John DuPont, Lehigh University, Bethlehem, Pa.
B. 9:30 a.m. “Welding Research at ExxonMobil”by Doug Fairchild, A. Kumar, and W. Cheng, ExxonMobil Upstream Research Company, Houston, Tex.
C. 10:00 a.m. “Welding Guidelines for Oil, Refinery, Chemical, and Gas Industries”by Dong S. Kim, Materials, Corrosion and Integrity, Shell Global Solutions, Houston, Tex.
D. 10:30 a.m. “Pipeline Welding Challenges in the Oil and Gas Industry”by Jonathan Regina, Dan Lillig, Geoff Dunn,Brian Newbury, and Mark Crawford, ExxonMobil Development Company Materials and Corrosion,Houston, Tex.
E. 11:00 a.m. Panel Discussion
Session 11: Room S226FILLER METAL RESEARCH AND DEVELOPMENTChair: Stephen Liu, Colorado School of Mines, Golden, Colo.
A. 8:00 a.m. “Development of a Ni-Cu Consumable for Reduction of Hexavalent-Cr Emissions during Stainless Steel Welding”by Jeffrey W. Sowards, Boian T. Alexandrov,Dong Liang, Gerald S. Frankel, and John C. Lippold, The Ohio State University, Columbus, Ohio
B. 8:30 a.m. “Electro-Slag Cladding with Hardfacing Wire Electrodes Using Twin Wire Gun”by Rghvendra Mohan Srivastava and R.V. Kumar, University of Cambridge, Cambridge, United Kingdom, and Dorival Tecco, Welding Alloys Ltd., Fowlmre, United Kingdom
C. 9:00 a.m. “Mircostructural Evolution and Mechanical Properties of a New High Strength Steel for Defense Applications”by Jeffrey Farren and John N. DuPont, Lehigh University, Bethlehem, Pa.
D. 9:30 a.m. “Influence of TiC Additions on the Microstructure, Corrosion Resistance, and Hydrogen Cracking Susceptibility of Fe-Al-Cr Weld Overlay Coatings”by Kenneth D. Adams and John N. DuPont, Lehigh University, Bethlehem, Pa.
E. 10:00 a.m. “Automated Stellite Overlay with Advanced TIG Process: How to improve quality without compromising the process efficiency?”by Laurent Rimano, Air Liquide Canada, Inc., Montreal, Canada
F. 10:30 a.m. “Effects of Ga-Al, Ga-Ag on Wettability of Sn-9Zn-X-Y Lead-Free Solders”by Xue Songbai, Wang Hui, Han Zongjie, and Wang Jianxin, Nanjing University of Aeronautics and Astronautics, Nanjing, China
Session 12: Room S227ELECTRON BEAM WELDINGChair: Patrick W. Hochanadel, Los Alamos NationalLaboratory, Los Alamos, N.Mex.
A. 8:00 a.m. “Pulsed Electron Beam Welding of Stainless Steel: Initial Studies”by Patrick W. Hochanadel, Douglas D. Kautz, Jesse N. Martinez, Nathaniel G. Dozhier, and Paul Burgardt, Los Alamos National Laboratory, Los Alamos, N.Mex.
B. 8:30 a.m. “Melting Efficiency in Ni Base Alloys”by John DuPont and Tim Anderson, Lehigh University, Bethlehem, Pa.
C. 9:00 a.m. “EB Welding in the European and Asian Automotive Industry”by Guenther Schubert, PTR-Precision Technologies, Inc., Enfield, Conn., and Klaus-Rainer Schultze, PTR Prazisiontecknik GmbH, Maintal-Doernigheim, Germany
D. 9:30 a.m. “EB Welding Trends for Gas Turbine Components: New Parts Manufacturing & Component Repair Applications”by John Rugh, PTR-Precision Technologies, Inc.,Enfield, Conn.
E. 10:00 a.m. “Manufacturing Advantages for Airframe Structures Using Electron Beam Welding/Free Form Fabrication”by Kenn Lachenberg and S.D. Stecker, Sciaky, Inc., Chicago, Ill.
Session 13: Room S225WELDING PROCESS AND PROPERTIES MODELINGChair: Patricio Mendez, Colorado School of Mines, Golden, Colo
A. 1:30 p.m. “Modeling and Optimization of Induction Brazing Process: Induction Brazing WC/SS420 Joint Using BAG-22”by Di-Shyang Chou, National Taiwan University of Science and Technology, Taipei, Taiwan, Chon L. Tsai, The Ohio State University, Columbus, Ohio, and John Tsai, National Taiwan University of Science and Technology, Taipei, Taiwan
71WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:30 PM Page 71

B. 2:00 p.m. “Capturing Numerical Models and Experiments with Closed From Expressions: Data mining techniques help discover scaling laws in complex problems”by Patricio F. Mendez, Colorado School of Mines, Golden, Colo.
C. 2:30 p.m. “Optimization of GMAW Welding Parameters in Duplex Stainless Steel Welds: Modeling and Measurements”by Carolina Payares-Asprino, Universidad SimonBolivar, Caracas, Venezuela, and John P.H.Steele, Colorodo School of Mines, Golden, Colo.
D. 3:00 p.m. “Modeling of Weld Penetration at High Productivity GTAW”by Ustün Duman and Patricio F. Mendez, Colorado School of Mines, Golden, Colo.
E. 3:30 p.m. “Model Predictive Control of Plasma Pipe Welding Process”by Kun Qian, Yu-Ming Zhang, and Jinsong Chen, Center for Manufacturing, Dept. of ECE, Lexington, Ky.
F. 4:00 p.m. “Mathematical Modeling of Weld Bead Profile Shapes: Modeling and Measurements”by John P.H. Steele, Colorado School of Mines, Golden, Colo., and Carolina Payares-Asprino, Universidad Simon Bolivar, Caracas, Venezuela
Session 14: Room S226LASER BEAM WELDINGChair: Todd Palmer, Applied Research Laboratory,Pennsylvania State University, State College, Pa.
A. 1:30 p.m. “Behavior of Dissimilar Alloy & Strength Stainless Welds”by Gerald A. Knorovsky, Sandia National Laboratories, Albuquerque, N.Mex., and Rick Cottrell, Honeywell Federal Manufacturing & Technologies, Kansas City, Mo.
B. 2:00 p.m. “Suppression of the Spiking Defect in Single-Mode Fiber Laser Welds: Sinusoidal laser power modulation can prevent weld penetration variation”by Dave F. Farson, Matt Reiter, Katherine Mantkowski and Chuck Violand, The Ohio State University, Columbus, Ohio
C. 2:30 p.m. “Energy Absorption in Pulsed Laser Welding”by Charles V. Robino and Jerome T. Norris, Sandia National Laboratories Albuquerque, N.Mex.
D. 3:00 p.m. “Laser Triggered Nanoscale Electrical Discharges for Materials Processing: Controlled electrical arcs at scanning nanoprobe tips are used for sub-microscalesurface melting”by Dave F. Farson, Stan Rokhlin, Jian Chen, and Ningyu Wang, The Ohio State University, Columbus, Ohio
E. 3:30 p.m. “Prediction of Surface-Active Elements for Exotic Metal Systems under Welding Conditions”by Erik M. Lord, David L. Olson, and Stephen Liu, Colorado School of Mines,Golden, Colo.
F. 4:00 p.m. “Effect of Base Metal Residual Stress on Distortion Control in Laser Beam Welding: Study and utilize the reciprocal effect of twocompetitive stresses, i.e., base metal cold-working stress and welding residual stress, to control the distortion in precision laser beam welding process”by Li-Jen Liu, Kuang-Hua Hou, and Chi-Te Li, Chang Gung University, Tao-Yuan County, Taiwan
Session 15: Room S227WELD JOINT PROPERTIES AND DESIGN Chair: Mike L. Santella, Oak Ridge National Laboratory, OakRidge, Tenn.
A. 1:30 p.m. “Effect of Weld Joint in Boiler Tube Failure During the Explosive Cleaning Practice: Weld joint and base material characterization and the effect of carbides during boiler tube cleaning”by Juan Carlos Madeni, Stephen Liu, Vilem Petr,Collin Trickel, and David Olson, Colorado School of Mines, Golden, Colo.
B. 2:00 p.m. “Evaluating the Strength of Welded T-Joints: Comparing Experimental and Analytical Approaches”by David J. Eby, Exponent, Farrington Hills, Mich.
C. 2:30 p.m. “Incorporating Residual Stress in the FFSFracture Assessment Procedure: Fitness-for-Service Assessment of Welded Pressure Vessels”by Ben N. Lee, Det Norske Veritas (USA) Inc., Houston, Tex., Dong S. Kim, Shell Global Solutions (US) Inc., Houston, Tex., and Chon L. Tsai, The Ohio State University, Columbus, Ohio
D. 3:00 p.m. “Application of Master S-N Curve Approach for Weld Fatigue: Generating data for weld fatigue life prediction”by Dean Flynn and W. John Evans, Swansea University, Swansea, United Kingdom, Yi Gao, Corus Automotive, Corus Group Limited, Coventry, United Kingdom, and David Panni, J. C. Bamford Excavators, Rocester, United Kingdom
CONFERENCES
NEW TECHNOLOGIES IN THERMALCUTTING CONFERENCE
This roundup of advancements in the world of cutting willinclude such processes as oxyfuel cutting, plasma arc cutting,laser beam cutting, and waterjet cutting. A great deal ishappening in computer control. Cuts are far more precise,more repeatable, more accurate, and much faster than everbefore. Accompanying the improvements in machines andcontrols are improvements in torches, consumables, andcutting heads. A presentation will weigh the relative merits ofthe many fuel gases that can be put to work on oxyfuel cuttinglines. This conference demonstrates that we have entered anew era in thermal cutting.
SEPTEMBER 200872
Professional Program 08:Layout 1 8/6/08 2:30 PM Page 72

Monday, October 68:50 a.m. – 4:05 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmembers: $480Registration Code: W81 Room S221
8:50 a.m. – 9:00 a.m.Welcome and IntroductionChairman: Robert R. Irving; Co-Chairman: John Dawson
9:00 a.m. – 9:35 a.m.Quality Flame Cutting after 107 YearsJohn Dawson, Consultant, ESAB Cutting Systems
9:35 a.m. – 10:10 a.m.State-of-the-Art of Mechanized Plasma CuttingTechnologyJames Colt, Strategic Accounts Manager, Hypertherm Inc. Mechanized plasma arc cutting has been commercially usedsince the early 1960s for a variety of applications. Plasma hasalways had a reputation as the “Productivity Process” due to itsability to cut a wide range of materials and thicknesses at highspeeds. Advancements in the last ten years have furtherdeveloped plasma into a more refined process that providesdramatically higher cut part accuracy, high cutting speeds, fullautomation capability…all at a lower cost per foot of cut.
10:10 a.m. – 10:45 a.m.How Nesting Solutions Develop a Positive Impact onThermal Cutting ProcessesMarius Pienaar, Director, SigmaTEK ServicesThis particular CAD/CAM software is designed to achieve thefollowing: integration for scheduling, estimating, engineering, andcosting; improved part quality; improved utilization of materials;and improved cutting flow.
10:45 a.m. – 11:00 a.m. Refreshment Break
11:00 a.m. – 11:35 a.m.Introduction to Industrial LasersLou Derango, Icon Machine ToolAn introduction to basic laser workings and considerations withfollow up in a few typical metal applications. This presentation ismeant to be a primer for those interested in pursuing lasertechnologies. The follow-up of the presentation will include a fewsamples of laser processing quality with question-and-answerperiod.
11:35 a.m. – 12:10 p.m.Computerized Pipe and Tube CuttingJim Blackburn, General Manager, Vernon Tool Co., a businessof Lincoln Electric Co.Using a Powerpoint® presentation, the speaker will brieflydiscuss current pipe cutting methods with attendant efficiencies.Specific industries dictate different machine configurations,computer controls, and cutting methods. Recommendations fordesigning an efficient “burn rack” will be disclosed. The speakerwill address improvements in mechanized cutting machines,material handling alternatives and CAD/CAM data flow frompopular isometric and structural modeling software. Machineoperations and features are a guide to effective, efficient shopproduction and labor saving opportunities. Thirty-five years ofmanagement provide historical perspective of machine evolution,from simple gear-driven machines to 6-axis CAD/CAM drivenwork cells.
12:10 p.m. – 1:30 p.m. Lunch
1:30 p.m. – 2:05 p.m.Waterjet Systems Can Cut a Wide Variety of MaterialsWiktor Stepien, Vice President-Sales, and Bob Pedrazas,Marketing Manager, KMT Waterjet SystemsWaterjet cutting systems are able to cut virtually any material.Waterjet machining offers many advantages compared to othertechnologies, including colder cutting, increased precision, and agreater variety of applications. This presentation will be centeredon the use of waterjet cutting applications for flat stock metals(aluminum, stainless steel), ceramics, stone, plastics, andcomposites for the aerospace, automotive, job shop, electronic,stone, glass, and metal industries. Video examples will beincluded within the presentation to demonstrate how waterjettechnology can help improve the quality, speed, and efficiency ofthese manufactured products.
2:05 p.m. – 2:40 p.m.Innovative CNC Control on State-of-the-Art Plasma ShapeCutting TechnologyMark Osowski, Product Manager, Burny/AMC Business Unit,ITT Cleveland Motion ControlsInnovative features developed in Burny CNC controls are tightlycoupled to Kaliburn plasma systems in order to create a fullyautomatic shape cutting motion control process. This talk willdetail how ITT Cleveland Motion Controls is striving for newtechnology that takes the waste, both in time and material, outof the shape cutting process. Learn how you can save on laborand operating expenses in your plasma application.
2:40 p.m. – 2:55 p.m. Refreshment Break
2:55 p.m. – 3:30 p.m.Fuel Gases, Piping, and a Little OSHAJohn Dawson, President, Thermal Cutting Consulting Inc.The decision as to which fuel gas to use in a specific cuttingoperation is not always an easy one. The choice is extensive. Itincludes acetylene, propane, natural gas, propylene, MAPP,LPG, etc. However, the appropriate choice can be made basedon the best performance/cost ratio. In addition, users of fuelgases who have them piped into their plants are facing problemswith certain OSHA regulations. This situation will be explained.
3:30 p.m. – 4:05 p.m.The Use of CAD/CAM Software to Program Robots to CutStructural Steel and PipeChris Anderson, Technology Leader-Welding, MotomanTypically, robots are programmed manually with teach pendantscreating point-to-point programs. Offline programming is done ina similar fashion, just in a virtual environment. Cutting machinesuse CAD/CAM software to generate shapes and often automateprogramming tasks such as nesting multiple shapes in anoptimized pattern on a sheet. Utilizing a conversion routine,these shape patterns can be converted to robot programswithout the use of traditional programming methods. This allowspaths from CAD software such as AutoCad to be converted intocut paths. Cut paths can also be created from G-codegenerated out of CAM software. Robotics brings the advantageof six degrees of freedom for positioning so beveling andcontours can be cut on 3D parts such as structural shapes and pipe.
4:05 p.m. – Adjournment
NEW NONDESTRUCTIVE TESTING TECHNOLOGIES Among the technologies to be discussed are new versions ofultrasonic testing, including time-of-flight diffraction, alternatingcurrent field measurement, phased array inspection, and
73WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 3:17 PM Page 73

guided wave examination. Attendees will also hear about anew UT system that is being used to inspect austenitic welds inLNG storage tanks. Other presentations will include the use ofacoustic emission to inspect the welds in bridge construction,and a talk on digital radiography, including a system forshipbuilding that uses computed radiography techniques.
Tuesday, October 78:50 a.m. – 4:00 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmembers: $480Registration Code: W82 Room S221
8:50 a.m. – 9:00 a.m.Welcome and IntroductionChairman: Robert R. Irving; Co-Chairman: Ron Kruzic
9:00 a.m. - 9:40 a.m.Ultrasonic Technique for the Examination of 9% NickelInner Shells of Large-Diameter Liquid Natural Gas (LNG)Storage TanksRonald W. Kruzic, Senior Welding Engineer/Corporate NDTLevel III, CB&IA semiautomatic, first-of-its-kind ultrasonic examinationtechnique that is currently being utilized for the examination ofthe high-nickel alloy welds of 9% Ni LNG tanks will be described.It is currently being utilized to examine the world’s largest LNGtanks,190,000 m3, and will shortly be applied to a 200,000-m3
storage tank. This technique takes the volumetric examination ofthe shell welds off the critical path and places the weldingoperation in its place.
9:40 a.m. – 10:20 a.m.Computed Radiography – Innovations for Film QualityResults in Industrial ApplicationsTerry Plasek, Western Regional Manager, Fujifilm NDTSystemsThis paper addresses the evolution of computed radiographydedicated to Industrial use and applications. Discussion on theimprovements in systems resulting in the ability to achieve resultsequal to or in some cases better than conventional wet filmradiography. System specifications and example imaging arealso included.
10:20 a.m. – 10:35 a.m. Refreshment Break
10:35 a.m. – 11:15 a.m.Eddy Current Array and Ultrasonic Phased-ArrayTechnologies as Reliable Tools for FSW InspectionMichael Moles, Senior Technology Manager, and AndréLamarre, Business Development Director, Aerospace andDefense, Olympus NDTUltrasonic phased-array technology has demonstrated over theyears its capabilities to reliably inspect aluminum friction stirwelds (FSW) as many aerospace manufacturers have used itduring their manufacturing process. Recent developments ineddy current array technology added new perspectives to theFSW evaluation. It is now possible to characterize the toolpenetration and minimize the presence of an oxide layer, the so-called kissing bond. This presentation will summarize resultsof both technologies for the evaluation of FSW.
11:15 a.m. – 11:55 a.m.Use of Acoustic Emission for Field Inspection of Welds forIn-Service BridgesRichard Gostautas, Infrastructure Group Leader, PhysicalAcoustics Corp.This presentation includes a few case studies that describe andillustrate how acoustic emission (AE) monitoring was used as aNDE tool for condition assessment of defects and discontinuities(e.g., cracks) in welds on different types of in-service bridges.
11:55 a.m. – 1:00 p.m. Lunch
1:00 p.m. – 1:40 p.m.Advancements in NDE at Edison Welding InstituteKevin M. Clear, Project Engineer–NDE Technology, EdisonWelding InstituteThis presentation will discuss the advancements innondestructive evaluation at Edison Welding Institute. It willprovide a brief overview of linear and matrix phased array, digitalcomputed radiography, phased array eddy current, andmicrowave inspection techniques.
1:40 p.m. – 2:20 p.m.Practical Applications of the Time-of-Flight Diffraction(TOFD) Ultrasonic TechniqueDavid Dechene, NDE Level III for U.S. Operations, SonomaticOriginally developed in the late 1970s for the nuclear industry asa very accurate flaw sizing tool, the time-of-flight diffraction(TOFD) ultrasonic technique has also gained popularity over theyears for its other unique abilities, such as one-scan weldinspections, corrosion mapping, hydrogen damage detection,and rapid screening of vessel shells, to name a few. Thispresentation is designed to explain what TOFD is, how it differsfrom pulse echo UT, its advantages/disadvantages and itsapplications for industry today.
2:20 p.m. – 2:35 p.m. Refreshment Break
2:35 p.m. – 3:15 p.m.An Introduction to Alternating Current Field MeasurementRobert E. Cameron, Manager, Quality Assurance and Training,TWI North America, LCCACFM is an electromagnetic test technique used for thedetection and sizing of surface-breaking cracks. It was initiallyconceived for use underwater to detect flaws in offshorestructures and proved to be very effective. Now ACFM is used toinspect structures both in and out of the water. ACFM has theadvantage, over some other NDT methods, that the surfacerequires minimal cleaning. Also, ACFM can be applied tosurfaces that are painted, or have other coatings up to about 5mm in thickness. ACFM is used not only to detect and sizesurface-breaking cracks, but also to monitor crack growth.
3:15 p.m. – 3:55 p.m.Emerging Ultrasonic Guided Wave Applications in NDT,Structural Health Monitoring (SHM), and Weld InspectionJoseph L. Rose, Paul Morrow Professor, Engineering Science& Mechanics Department, Pennsylvania State University. Dr.Rose is also Senior Scientist, FBS Inc.. Dr. Rose’s paper willbe presented by Michael Moles, Senior Technology Manager,Olympus NDT CanadaUltrasonic guided waves have always been of interest fordecades but little used in NDT and SHM. Today, however, withsignificant advancements in theoretical understanding andcomputational efficiency the road ahead for guided waves isclear. Phased array utilization has advanced guided waveapplications even further. Sample problems in pipeline, aircraft,and rail will be covered along with special emphasis on newlydeveloped phased array scanning of an entire plate from a singlesensor position and weld inspection with simple single line scanat any arbitrary distance from the weld.
4:00 p.m. – Adjournment
FRICTION STIR WELDING CONFERENCEIf you and your company are just starting out with friction stirwelding (FSW), or if you are interested in learning more aboutFSW, this is the seminar for you. This seminar will not be agathering of academics talking about theory. The aim of this
SEPTEMBER 200874
Professional Program 08:Layout 1 8/6/08 2:31 PM Page 74

seminar is to provide those interested in considering use ofFSW with pertinent information on the process so they canevaluate its feasibility for their applications.
Wednesday, October 88:25 a.m. – 2:30 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmembers: $480Registration Code: W83 Room S232
8:25 a.m. – 8:30 a.m.Welcome and IntroductionChairman: Thomas J. Lienert, Ph.D
8:30 a.m. – 9:00 a.m.Friction Stir Welding History and LicensingIain Smith, TWI Ltd.This presentation will contain a brief review of the history of theearly development of FSW and its rapid take-up by industry.It will also discuss the approach TWI uses for the control andexploitation of the intellectual property. Finally, it will briefly reviewthe very large number of patents filed by FSW users.
9:00 a.m. – 9:30 a.m.Friction Stir Welding Tool DesignsIain Smith, TWI Ltd.This presentation will describe the evolution of FSW tool designsfrom the simple forms used to establish the process through tothe most popular types used today, and some indications of thefuture challenges for tools.
9:30 a.m. – 10:15 a.m.Friction Stir Welding and ProcessingMurray Mahoney, ConsultantGeneral discussion of FSW including metal flow and defectavoidance, temperature gradient issues, lap vs. butt joints, sometool material and tool design considerations, currentapplications, FSW limitations, benefits such as properties andthe solid-state benefits of welding unweldable alloys and zeroemissions, all as they apply to Al, Cu, and Fe based alloys. Adescription of friction stir processing (FSP) and its benefits willalso be discussed.
10:15 a.m. – 10:30 a.m. Refreshment Break
10:30 a.m. – 11:00 a.m.Advances in Friction Stir Welding Tool TechnologyScott Packer, Advanced Metal ProductsLimitations of FSW have included the feasibility of joining high-melting-temperature materials such as steels, stainless steels,and nickel-base alloys. Tool materials able to withstand the hightemperatures along with adequate wear resistance during thejoining process are required. Generally, there have been twodistinct material systems used including polycrystalline cubicboron nitride (PCBN) and tungsten-based materials such astungsten rhenium alloys. This paper will present thedevelopment of PCBN materials for FSW, and the developmentof composite tungsten rhenium alloys with PCBN and diamondreinforcement.
11:00 a.m. – 11:30 a.m.Friction Stir Welding Machines and ConfigurationsTim Haynie, Transformation Technologies, Inc.Friction stir welding is performed on a variety of equipment typesranging from simple milling machine to highly sophisticated,purpose-built FSW systems with specialized features andadvanced control algorithms. In this presentation, therequirements of the FSW process and the implications on the
equipment selection are discussed. The basics of force controland position control modes are presented and the advantagesof each control mode are discussed. Commercially availablemachine configurations from several manufacturers arepresented. These include simple two-axis seam welders throughmulti-axis complex contouring machines with advanced pin-control features.
11:30 a.m. – 12:00 p.m.Eddy Current Array and Ultrasonic Phased-ArrayTechnologies for FSW InspectionMichael Moles, Olympus NDTUltrasonic phased-array technology has demonstrated over theyears its capabilities to reliably inspect aluminum friction stirwelds (FSW) as many aerospace manufacturers have used itduring their manufacturing process. Recent developments ineddy current array technology added new perspectives to theFSW evaluation. It is now possible to characterize the toolpenetration and minimize the presence of an oxide layer, the so-called kissing bond.
12:00 p.m. – 12:30 p.m. Lunch & Q&A/Panel Discussion
12:30 p.m. – 1:00 p.m.Cost/Benefit Analysis for Friction Stir WeldingJeff DeFalco, ESABA cost/benefit comparison is made between conventionalfusion-type welding processes to FSW by evaluating their relativeproduction output, production costs, and weldability attributes invarious heavy industry applications. Applications will includejoining both low and high melting point alloys while assigningnumbers to each evaluation.
1:00 p.m. – 1:30 p.m.Robotic Friction Stir Welding, Friction Stir Processing,and Supporting OperationsJohn Hinrichs & Christopher Smith, Friction Stir LinkFSW and FSP are relatively new processes. Principles of thefriction stir welding process and FSW and FSP with robots willbe discussed. Several FSW robotic applications and an FSProbotic application will be discussed. In addition, robotics usedto support manufacturing of FSW products will be described.
1:30 p.m. – 2:00 p.m.Friction Stir Welding Standards and Specifications Usedin Today’s U.S. Manufacturing and FabricationR. Jeffrey Ding, NASA Marshall Space Flight CenterDiscussions will include the AWS FSW Specification forAerospace Applications. The presentation will also coverstandards used in private industry.
2:00 p.m. – 2:30 p.m.Q&A / Panel Discussion
SEMINARS
Five unique seminars will give you opportunities to gain practi-cal knowledge on welding and inspection in a lively forum withexpert instructors. Seminars are discounted for members ofAWS, SME, FMA, NAM, or PMA.
Monday, October 68:30 a.m. – 4:30 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmember: $480Registration Code: W84 Room S219
75WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:31 PM Page 75
ROADMAP THROUGH THE D1.1/D1.1M:2008 STRUCTURAL WELDING CODE — STEELThis one-day program provides a comprehensive overview of thenew AWS D1.1:2008, Structural Welding Code — Steel. Each code section, including General Requirements, Design ofWelded Connections, Pre-qualification, Qualification, Fabrication,Inspection, Stud Welding, and Strengthening and Repair ofExisting Structures, will be summarized with emphasis on theirinterrelationships and usage. In addition, the role of mandatoryand nonmandatory annexes will be reviewed, along with tips onusing the code Commentary. This program will benefitmanagers, engineers, supervisors, inspectors, and otherdecision-makers who need comprehensive understanding ofwhat is, and what is not, covered by AWS D1.1:2008 to improvetheir job effectiveness. Attendees must bring their own copy of D1.1:2008, StructuralWelding Code — Steel. Order it online athttp://www.awspubs.com/ or contact The AWS Store at (888)935-3464.
Monday, October 68:30 a.m. – 4:30 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmember: $480Registration Code: W85 Room S232
VISUAL INSPECTION WORKSHOPThis workshop provides eight hours of expert instruction thatincludes approximately three hours of instruction in the use ofinspection tools, followed by “hands-on” learning for the balanceof the workshop. This hands-on training incorporates plasticreplicas of welds and also includes a sample practicalexamination to prepare test candidates for the CWI practicalexam.
By attending, you can learn:• How to use weld measuring instruments• Compliance to a specific code• Dos and don’ts of documentation • When a discontinuity is OK• When a defect is rejectable • Why visual inspection can be the most effective NDE technique
Tuesday, October 78:30 a.m. – 4:30 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmember: $480Registration Code: W86 Room S231
THE WHY AND HOW OF WELDING PROCEDURE SPECIFICATIONSIf you are responsible for planning a welding operation, which ofthe following items are most critical: base metal, weldingprocess, filler metal, current and range, voltage and travel speed,joint design tolerances, joint and surface preparation, tackwelding, welding position, preheat and interpass temperature, orshielding gas? This course provides the answers.
This program will benefit owners, managers, engineers, andsupervisors who must qualify, write, or revise their own weldingprocedure specifications to satisfy codes and contractdocuments.
Topics covered: • Proper preparation and qualification of welding procedurespecifications • Selecting and documenting welding variables • Documenting standard procedure qualification testing forcommonly used processes for joining ferrous plate and pipematerials.
You can learn: • Specifying essential and nonessential variables commonlyused in sample AWS, ASME, and API code formats • Using standards when preparing procedures • Documenting welding variables and qualification tests • Avoiding the pitfalls in revising previously qualified procedures.
Tuesday, October 78:30 a.m. – 4:30 p.m.Member of AWS, FMA, SME, NAM, or PMA: $345Nonmember: $480Registration Code: W87 Room S232
METALLURGY APPLIED TO EVERYDAY WELDINGMetallurgy of welds in carbon and low-alloy steels doesn't needto be complicated. This short course will help you understandhow welding affects the properties of base materials, and howweld defects occur. Owners, inspectors, engineers, and supervisors who specifywelding and need to understand the interaction of base, filler,and welding processes should attend.
Tuesday & Wednesday, October 7-88:30 a.m. – 4:30 p.m.Member of AWS, FMA, SME, NAM, or PMA: $550Nonmember: $685Registration Code: W88 • Room S219
WELDING OF STAINLESS STEELS (BASICS AND AVOIDING WELD DEFECTS) The two-day program focuses on the basic weldability of alltypes of stainless steels. If you need a comprehensive look at theweldability of stainless steels, particularly the 300 series, thiscourse is for you.
Topics covered: • Why alloys are “stainless” • Stainless-steel differences • Selecting a stainless for use • Mechanical properties • Properties after welding • Heat treatment factors • Selecting filler metals • Gas vs. flux shielding • Code requirements
You’ll learn: • Five stainless-steel types • The effects of welding on all types of stainless steels • Why some stainless steels require preheat and others prohibit it • Answers to your questions about selecting and weldingstainless steels.
EDUCATION SESSIONS
Mostly free sessions that highlight the latest developments inwelding education and training programs.
Monday, October 69:00 a.m. – 4:00 p.m.Conference fee: $149Registration Code: W80 Room S214
WELDING EDUCATION CONFERENCEPresented in conjunction with the National Center for Welding
SEPTEMBER 200876
Professional Program 08:Layout 1 8/6/08 2:32 PM Page 76

Education and Training (Weld-Ed), this conference is designed tobring together educators for professional development andnetworking opportunities. Weld-Ed’s focus is on the preparationof welders, welding technicians, and welding engineers to meetthe needs of industry. This paid conference will include presentations on topics such asworkforce needs of the welding industry, recruitment tools foreducators, welding education program highlights, curriculumoverviews, virtual welding equipment and applications, distancelearning and its place in the welding field, new technologyapplications, and interactive demonstrations.
Tuesday, October 710:00 a.m. – 11:00 a.m.Registration Code: W97 FREE Room S213
PLUMMER MEMORIAL EDUCATION LECTURE – WHY ISWELDING IMPORTANT?The Plummer Memorial Education Lecture Award has beenestablished by the American Welding Society to recognize anoutstanding individual who has made significant contributions towelding education and training, and to recognize Fred L.Plummer’s service to the Society as President from 1952 to1954 and Executive Director from 1957 to1969. The recipient ofthis award will deliver a lecture and receive this educationaldistinction. This year’s presenter is Professor Thomas W. Eagar,Massachusetts Institute of Technology (MIT). He has been as aprofessor at MIT since 1976 and served as the chair of theMaterials Science and Engineering Department from 1995 to2000. Although most of Eagar’s research involves welding andjoining, an increasing amount of work involves other aspects ofmaterials manufacturing and engineering systems. Examples ofrecent research include fundamentals of transient liquid phasediffusion bonding, control of melting during GMAW, effects ofwelding fume on health of workers and stresses generatedduring joining of dissimilar materials. Eagar is a Fellow of AWS, ASM International, and the AmericanAssociation for the Advancement of Science, and is a Member ofthe National Academy of Engineering. He has been recognized formany AWS honors and awards including the Comfort A. AdamsLecturer (1992), the Adams Memorial Membership Award(1979–1983), the Charles H. Jennings Memorial Medal (1984,1992, 2004), the William Spraragen Award (1991, 1994), theWarren F. Savage Award (1991, 1996), the William Irrgang Award(1993), and the Silver Quill Award (2002).
Tuesday, October 711:15 a.m.– 11:45 a.m.Registration Code: W97 FREE Room S213
HIGHER EDUCATION WELDING UPDATEExperience the new technology and delivery methods that highereducation is using to advance our students to new heights.Professor W. Warke of LeTourneau University will explain howLeTourneau is preparing tomorrow’s workforce, today.
Tuesday, October 71:00 p.m. – 4:00 p.m.Registration Code: W97 FREE Room S213
UPDATES ON AWS EDUCATION ACTIVITIESPresenters will give overviews of federal programs related totraining and education of welding personnel.
1:00 p.m. - 1:50 p.m. Session 1: National View of Perkins 4 ProgramDr. John Foster, CEO of NOCTI and Board Member of ASTS
2:00 p.m. – 2:50 p.m. Session 2: Discussion on Perkins 4 ProgramDusty Heritage, Associate Dean, Eastern New MexicoUniversity-Roswell
3:00 p.m. – 3:50 p.m. Session 3: Status on NSF Grant for National Center ofExcellence in Welding Training & EducationKen Smith, Loraine Community College
Wednesday, October 89:00 a.m. – 11:00 a.m.Registration Code: W97 FREE Room S213
TRAINING AND EDUCATION OF WELDING PROFESSION-ALS FOR THE ENERGY INDUSTRYProminent speakers from various sectors of the energyindustry will provide overviews of their successful training andeducation programs for welders and welding professionals.
9:00 a.m. – 9:10 a.m. Introductions and Opening Remarks
9:10 a.m. – 9:50 a.m. Session 1John Mendoza, CPS Energy and AWS Vice President
9:50 a.m. – 10:20 a.m. Session 2Larry Zirker, INL
10:20 a.m.– 11:00 a.m. Session 3Neal Chapman, Entergy and AWS District 6 Director
RESISTANCE WELDING SCHOOL
This two-day resistance welding school is sponsored by theAmerican Welding Society and the Resistance WeldingManufacturing Alliance, and conducted by industry specialists.The basics of resistance welding and real-life application of theprocess are covered. Participants learn at their own pace anddiscuss specific welding concerns with the instructors. You areinvited to bring your own samples for discussion. Please plan to be present for both days of the school. Theprogram is limited to 100 students. The registration fee includesa copy of the Resistance Welding Manual, Revised FourthEdition (a $125 value), and a course binder containing allinstructor presentations. Participants will also receive acertificate of completion. In addition, there will be a tabletopreception at lunchtime both days, demonstrating the latestresistance welding products offered by RWMA membercompanies.
Tuesday, October 77:45 a.m. – 5:30 p.m.
Wednesday, October 88:00 a.m. – 4:00 p.m.
Member AWS, FMA, SME, NAM, or PMA: $425Nonmembers: $660 Registration Code: W89 Room S222
Chair: Bruce Kelly, President, Kelly Welding Solutions, GrandLedge, Mich.
Tuesday, October 77:45 a.m. – 8:00 a.m.
77WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:35 PM Page 77

Welcome and Introduction to Resistance Welding Bill Brafford, Technical Liaison Manager, Tuffaloy Products, Inc.,Greer, S.C.
8:00 a.m. – “Basics of Resistance Welding Video – 8:30 a.m. Part I”
8:30 a.m. – “Electrodes and Tooling”11:00 a.m Tuffaloy Products, Inc., Greer, S.C.
Focus on the classification, selection, and maintenance ofelectrodes and fixtures as they pertain to numerous applications. By revealing some problem-solving techniques and suggestions,Bill Brafford will familiarize you with some powerful problem/evaluation/solution techniques that will keep your productionprocess running longer — and operation more efficient.
11:10 a.m. – “Welding Controls”12:15 p.m. Don Sorenson, Director of Engineering,
ENTRON Controls, LLC, Greer, S.C.
This discussion focuses on the selection, descriptions, andapplications of welding timers, contactors, and accessories.Packed with a punch, Don Sorenson drives home H = I2 RT in away you’ll never forget. He shows you how this invaluableformula is used in every resistance welding application —everyday — every cycle — all the time!
12:15 p.m. – 1:45 p.m. Lunch and Tabletop Exhibits
1:50 p.m. – “Welding Controls” (continued…)2:50 p.m.
3:00 p.m. – “Electrical Power Systems”5:30 p.m. Mark Siehling, Vice President, Engineering,
RoMan Engineering Services, Grand Rapids, Mich.
This session reviews the descriptions and maintenance ofelectrical power components and conductors from the weldcontrol to the electrode. This lively presentation has somethingfor everybody. Utilizing several small demonstrations, MarkSiehling helps you understand this very important part of theresistance welding process that will keep you on the edge ofyour seat!
Wednesday, October 87:00 a.m. – 8:00 a.m.Sign-in
8:00 a.m. – “Welding Processes and Machines” 10:00 a.m. Tim Foley, Sr. Applications Engineer,
Automation International, Inc., Danville, IL
This session will reinforce the very essence of how the resistancewelding process works and how the process relates to each ofthe four resistance welding processes. This session will be full ofapplication examples from each process and how machineryutilizes the individual components and elements illustrated in theother sessions.
10:15 a.m. – “Basics of Resistance Welding Video – 10:45 a.m. Part II”
11:00 a.m. – “Troubleshooting and Maintenance”12:15 p.m. Bruce Kelly, President, Kelly Welding
Solutions, Grand Ledge, Mich.
With over 30 years’ experience in the auto industry, specifying,installing, and troubleshooting resistance welding systems,
Bruce Kelly will give you tips on how to find the reasons whywelds don't turn out the way you would like. This presentation isfilled with real-life examples of problems that baffledmaintenance persons.
12:15 p.m. – 1:45 p.m. Lunch and Tabletop Exhibits
1:45 p.m. – “Initial Machine Setup”3:45 p.m. Robert Matteson, Director - Product
Development, Taylor–Winfield, Inc.,Brookfield, Ohio
Robert Matteson takes you through the selection andmaintenance procedures of proper weld schedules andpreventive maintenance programs designed to make yourresistance welding operations profitable. Hands-ondemonstrations peak this presentation.
3:45 p.m. – 4:00 p.m.Question and Answer Session
POSTER SESSION
The AWS Poster Session is an integral part of theProfessional Program. Graphic displays of technicalachievements are presented for close, first-hand examinationin the Poster Session. Posters present welding results andrelated material, which are best communicated visually, aswell as research results that call for close study ofphotomicrographs, tables, systems architecture, or otherillustrative materials. Posters are presented in five categories:Students in a High School Welding Program, Students in aTwo-Year College or Certificate Program, UndergraduateStudents, Graduate Students, and Professionals. Be sure tostop by and observe this year’s entries.
Monday – Wednesday, October 6-8FREEDuring show hours • Outside Professional ProgramSession Area and on Show Floor near the AWS SkillsCompetition.
UNDERGRADUATE-STUDENT LEVEL
Cryogenic Cooling on Microstructure and Strength ofBrazed Joints: Cryogenic Thermal Cycling Effectby Chris Faith, Eli Gould, and Anthony McNeal, The Ohio StateUniversity
Effect of Heat Input with Spray Transfer, Pulsed-GMAW,and Pulsed-Cold Metal Transfer on Distortion of T-Jointsby Howah Lui, Brian Ricks, and Joe Walko, The Ohio StateUniversity
Experiments with Linear Vibration Welding of PMMA toABS and PMMA to PC
by Andrew Green, David Harmon, and David Schick, The OhioState University
A Study in Brazing Titanium Heat Exchangers: ApplyingLow Melting Filler Metal by Thermal Spray
by Marc Purslow, Geoff Murray, and Melissa Rubal, The OhioState University
Microscale Fiber Laser Weld in Austenitic Stainless SteelSpiking and Porosity Suppression Techniquesby Matt Reiter, Chuck Violand, and Kate Mantkowski, The OhioState University
SEPTEMBER 200878
Professional Program 08:Layout 1 8/6/08 2:35 PM Page 78

Optimized Back Bead Geometry: Robotic V-GrooveWelding Without a Backing Stripby Trent Moyer, Stephen Forrest, and Stephen Truska, The OhioState University
Low Distortion in Thick Plate GMAW Fabrication:Decoupling Heat Input from Nugget Areaby Todd Renz, Mathew White, and Chris Wright, The Ohio StateUniversity
Cause of Porosity in LENS-Processed Materialby Nick Balzer, Vince Arnett, Jon Reid, and Benjamin Spengard,The Ohio State University
Heat Affected Zone Control in 9% Ni Steelby Pat Varga, Ian Gilmore, and Mike Wise, The Ohio StateUniversity
Electrode Weldability Across Different Power Supplies:Investigation of Transformer-Rectifiers and Invertersby Michael Skrjanc and Steven Leopold, The Ohio StateUniversity
Joining Aluminum to Carbon Fiberby Joshua G. Bollin, John Brunnett, and Ryan Bucurel, The OhioState University
Design Optimization of Nuclear Fuel Rods with End PlugWeldsby Travis Grohoske and Lennon Meyer, The Ohio State University
Examination of Phase Transformations during PWHT ofSteel P91by John Siefert and Bridget King, The Ohio State University
GRADUATE DEGREE STUDENT LEVEL
Friction Stir Processing of Ti-5111by Melissa J. Rubal, John C. Lippold, and Mary C. Juhas, TheOhio State University
Wide Gap Braze Repair of High Temperature Steelsby Christopher Wilkins and Stephen Liu, Colorado School ofMines
Stability of Explosively Bonded Titanium-Steel Clads:Effects of High Pressure and High Oxidizing ServiceEnvironment by Brian Hansford, Colorado School of Mines
Physical Simulation of Ferrous Friction Stir Welds:Focusing on Grain Size Evolution in HSLA-65 by David Failla, The Ohio State University
Effect of Purity of Al2O3 to Joining-Ability to Copper by Michikatsu Akagami, Yuki Sano, Tomohiro Ishii, HiroakiZaima, Yasuyuki Miyazawa and Tadasi Ariga, TOKAI University
Brazing of A1N Ceramics to Copper under Ar-GasAtmosphere by Kazuhiro Uehira, Takayuki Otuka, Keisuke Seto, YousukeAoki, Yasuyuki Miyazawa and Tadashi Ariga, TOKAI University
Brazing-Ability of Cd-Free Cu-Based Brazing Filler Metal to Copper by Kazuhiko Kaneko, Noriko Akahoshi, Tetsu Yanai, LamphanhSsamouth, Yasuyuki Miyazawa and Tadashi Ariga, TOKAIUniversity
Interfacial Reaction between Steel and Heat Resistant Cu-Fe Alloy with Brazing by Kohei Ozawa, Tomoyuki Kurokawa, Fauzun, YasuoMiyamoto, Yasuyuki Miyazawa, and Tadashi Ariga, TOKAIUnversity
Brazing of Ferritic Stainless Steel with Using Ni-BasedBrazing Filler Metalby Syuuji Ujiie, Naoaki Umeyama, Seiji Kato, Yasuyuki Miyazawa,and Tadashi Ariga, Tokai University
Effect of Ag Content to Soldering-Ability of Pb-Free Sn-Ag-Cu Solderby Yoji Kanaya, Tomohiro Kimura, I Gusti Bagus Budi Dharma,Tadashi Sawamura, Yasuyuki Miyazawa, and Tadashi Ariga,TOKAI Unviversity
PROFESSIONAL/COMMERCIAL LEVEL
Development of Novel Fe-Cr Based Brazing Filler Metal by Kotaro Matsu, Yasuyuki Miyazawa, and Tadashi Ariga, TokyoBraze Co., Ltd.
DeltaSpot – A Perfect Solution to Weld Aluminum:Resistance Spot Welding with Process Tape by Stefan Mayr, Fronius USA
ISO-Intensity Contour vs. ISO Laser Beam Representationby Danny O. MacCallum and Gerald Knorovsky, Sandia NationalLaboratories
AWS VOLUNTEER COMMITTEESOpen-to-the-public meetings of the volunteer committees andboard of the American Welding Society.
Sunday, October 5
AWS Foundation (H)8:00 a.m. • Hilton Ballroom G
Education Committee (H)8:00 a.m. • Conference Rooms 2 & 3
Districts Council (H)1:30 p.m. • Hilton Ballroom D & E
C7B Subcommittee on High Energy Beam Welding andCutting (H)2:00 p.m. – 4:00 p.m. • Conference Room 9
C7 Committee on Electron Beam Welding and Cutting (H)5:00 p.m. – 6:00 p.m. • Conference Room 9
Monday, October 6
D15C Subcommittee on Track Welding (H) 8:00 a.m. – 5:00 p.m. • Conference Room 8
Panel Discussion: Evaluation of Strength Margins andAllowables in Brazed Joints (C)8:00 a.m. – 12:00 noon • Room S228
Welding Handbook Committee (C)1:00 p.m. – 4:00 p.m. • Room S216
D10 Committee on Piping and Tubing (C) 9:00 a.m. – 12:00 noon. • Room S216
AWS Opening Session & Annual Business Meeting (C) 9:30 a.m. – 11:00 a.m. • Room S222
A5K Subcommittee on Titanium and Zirconium FillerMetals (H)1:00 p.m. – 5:00 p.m. • Conference Room 7
C5 Committee on Arc Welding and Cutting (H)1:00 p.m. – 5:00 p.m. • Conference Room 6
D14I Subcommittee on Hydraulic Cylinders (C) 8:00 a.m. – 5:00 p.m. • Room S215
79WELDING JOURNAL
Professional Program 08:Layout 1 8/6/08 2:36 PM Page 79

D18 Committee on Welding in Sanitary Applications (H)1:00 p.m. – 5:00 p.m. • Conference Room 10
G2D Subcommittee on Reactive Alloys (H)1:00 p.m. – 5:00 p.m. • Conference Room 7
Tuesday, October 7
D16 Committee on Robotic and Automatic Welding (C)7:30 a.m. – 9:00 a.m. • Room S228
B1 Subcommittees on Inspection (H)8:00 a.m. – 12:00 p.m. • Conference Room 6
D14G Subcommittee on Welding of Rotating Equipment (H)8:00 a.m. – 5:00 p.m. • Conference Room 1
C3 Committee on Brazing and Soldering (H) 8:00 a.m. – 5:00 p.m. • Conference Rooms 2 & 3
C3 Brazing Subcommittees (H) 8:00 a.m. – 5:00 p.m. • Conference Rooms 2 & 3
D9 Committee on the Welding, Brazing, and Soldering ofSheet Metal (H)9:00 a.m. – 5:00 p.m. • Conference Room 9
Global Exchange Forum (formerly PACWI/POCWA) (C)10:00 a.m. – 5:00 p.m. • Room S228
C6 Committee on Friction Welding (H)11:00 a.m. – 1:00 p.m. • Conference Room 7
B1 Committee on Methods of Inspection (H)1:00 p.m. – 5:00 p.m. • Conference Room 6
D14B Subcommittee on General Design and Practices (H)9:00 a.m. – 1:00 p.m. • Conference Room 8
D14C Subcommittee on Earthmoving and ConstructionEquipment (H)2:00 p.m. – 6:00 p.m. • Conference Room 8
C2 Committee on Thermal Spraying (H) 2:00 p.m. – 5:00 p.m. • Conference Room 7
National Nominating Committee [open session] (C)2:00 p.m. – 3:00 p.m. • Rooms S215 & S216
Technical Papers Committee (C)5:30 p.m. – 6:30 p.m. • Room S223
Wednesday, October 8
Brazing & Soldering Manufacturers’ Committee (C) 7:30 a.m. – 8:00 a.m. • Room S228
D14 Committee on Machinery and Equipment (C) 8:00 a.m. – 12:00 noon • Room S215
PFQC Committee on Personnel & Facilities Qualifications (C)8:00 a.m. – 12:00 noon • Room S216
C3 Committee on Brazing and Soldering (H)8:00 a.m. – 5:00 p.m. • Conference Rooms 2 & 3
C3 Brazing Subcommittees (H) 8:00 a.m. – 5:00 p.m. • Conference Rooms 2 & 3
D15A Subcommittee on Freight Cars and Materials (H)8:00 a.m. – 5:00 p.m. • Conference Rooms 7 & 8
D17 Committee on Welding in the Aircraft and AerospaceIndustries (H) 8:00 a.m. – 5:00 p.m. • Conference Rooms 9 & 10
A9 Committee on Computational Weld Mechanics (C)12:00 noon – 2:00 p.m. • Room S216
American Council of the IIW (C) Preceded by Thomas Lecture at 10:00 a.m.10:30 a.m. • Room S231
Standards Council (H)
Professional Development Council (H)
Communications Council (H)
Role and Missions Committee (H)(rolling meeting format, followed by Board of Directors meeting)2:00 p.m. – 4:00 p.m. • Hilton Ballroom F & G
Board of Directors – Day 1 (H)4:00 p.m. • Hilton Ballroom D & E
Thursday, October 9
Board of Directors – Day 2 (H)8:00 a.m. • Hilton Ballroom D & E
D15 Committee on Railroad Welding (H) 8:00 a.m. – 5:00 p.m. • Conference Room 7 & 8
D15A Subcommittee on Freight Cars and Their Materials (H) 8:00 a.m. – 5:00 p.m. • Conference Room 7 & 8
D17 Committee on Welding in the Aircraft and AerospaceIndustries (H) 8:00 a.m. – 5:00 p.m. • Conference Room 9 & 10
Key:(H) = Las Vegas Hilton(C) = Las Vegas Convention Center
SEPTEMBER 200880
Professional Program 08:Layout 1 8/6/08 2:36 PM Page 80

1. Bally’s Casino Resort $1712. Caesars Palace $209
3. Courtyard by Marriott $1544. Embassy Suites Convention Center $179
5. Flamingo $1596. Harrah’s Hotel Las Vegas $165
7. Hilton Grand Vacation $1598. Las Vegas Hilton $188 (official AWS headquarters hotel)
9. Marriott Suites $16910. Mirage $19911. Paris $185
12. Planet Hollywood $17513. Renaissance Las Vegas $209
14. Residence Inn by Marriott $159 (5 night stay required)15. Riviera Hotel $99
16. Treasure Island $169 ($219 for Fri. & Sat. night)17. Westin Casuarina Las Vegas $179
Quoted rates are for single/double rooms only and do not include tax, which is currently 9% (subject to change). Please keep in mindthere is a limited number of rooms available in each hotel. Reservation requests and changes are subject to availability. For complete hoteldescriptions and to reserve your hotel room, or a block of rooms, visit www.aws.org/show
81WELDING JOURNAL
HO
TEL
LOC
ATI
ON
S
Professional Program 08:Layout 1 8/6/08 2:36 PM Page 81

SHOW REGISTRATIONFORM
• Register by September 12,2008 to receive your badge bymail. Register after this date andpick up your badge onsite.• Online registrants will receivean immediate e-mail confirma-tion. Fax/Mail-in registrants willreceive a confirmation within 3business days.• Register onsite and pay the$50 registration fee.• Students: DO NOT use thisform to register. Please call (800) 733-4763 for assistance.• No one under 16 years of ageadmitted.
ONLINE: www.aws.org/showFAX: (708) 344-4444MAIL TO:FABTECH/AWS Welding Show 2008CompusystemsP.O. Box 541Brookfield, IL 60513-0541 USAIf you register online or via fax, DO NOT mail this form.Photocopy this form for additional registrants.
Please call (800) 733-4763 if you require special assistance.
3 EASY WAYS TOREGISTER:
3. Check your ONE primary job function:
2. Check if you are a member of:A ❏ AWS B❏ FMA C ❏ SME D ❏ NAM E ❏ None of the above
1. Are you a first-time visitor to the show?A ❏ Yes B ❏ No
5. Check the number of employees at your facility:0 ❏ Less than 201 ❏ 20–492 ❏ 50–99
3 ❏ 100–2494 ❏ 250–4995 ❏ 500–999
6 ❏ 1,000–2,4997 ❏ 2,500 and Over
4. Indicate the products or services you plan to evaluate at the show:
A ❏ Arc WeldingB ❏ AssemblyC ❏ Bending & FormingD ❏ Brazing & SolderingE ❏ Business ServicesF ❏ Coil ProcessingG ❏ CuttingH ❏ Fastening & JoiningI ❏ FinishingJ ❏ Gases & Gas Equipment K ❏ HydroformingL ❏ Inspection & Testing
M ❏ Job Shop/Contract Mfg.N ❏ LasersO ❏ LubricationP ❏ Maintenance & RepairQ ❏ Material HandlingR ❏ Metal SuppliersS ❏ Plate & Structural FabricatingT ❏ Press BrakesU ❏ PunchingV ❏ Resistance Welding
W ❏ RoboticsX ❏ Safety & Environmental
Y ❏ SawsZ ❏ Software, Machine Controls
AA ❏ StampingBB ❏ Thermal SprayingCC ❏ ToolingDD ❏ Tube & Pipe Fabricating or WeldingEE ❏ Tube & Pipe ProducingFF ❏ Welding Consumables
GG ❏ Welding Machines
6. Indicate your company’s total budget for these products or servicesduring the next 12 months:
A ❏ Up to $20,000B ❏ $20,001–$50,000C ❏ $50,001–$200,000D ❏ $200,001–$500,000
E ❏ $500,001–$1,000,000F ❏ $1,000,001–$5,000,000G ❏ Over $5,000,000
October 6 – 8, 2008Las Vegas Convention Center,
Las Vegas, Nevada USA1 ❏ Job Shop Owner2 ❏ Corporate Executive3 ❏ Manufacturing Production4 ❏ Manufacturing Engineering5 ❏ Inspector/Tester
6 ❏ Product Design & Development7 ❏ Welding Engineer8 ❏ Welder, Welding Operator9 ❏ Welding Management
10 ❏ Welding Distributor
11 ❏ Purchasing12 ❏ Sales/Marketing13 ❏ Educator/Student14 ❏ Other
CODE: W01
A ❏ FREE EXPO REGISTRATION❏ Mr. ❏ Ms. ❏ Mrs. ❏ Dr.
PLEASE PRINT - One Form per PersonName ________________________________________________________________________
Title ________________________________________________________________
BUSINESS ADDRESS REQUIRED:Company ____________________________________________________________
Address ______________________________________________________________
Address ______________________________________________________________
City/State/Zip __________________________________________________________
Postal Code/Country ____________________________________________________
Phone_________________________________________________ Ext. ____________________________
Fax __________________________________________________________________
E-mail ________________________________________________________________________❏ Please do not use my e-mail communications outside of the show.
❏ FREE Keynote (K1) Mon., Oct. 6 ❏ FREE Keynote (K2) Tues., Oct. 7
FREE Business Seminars❏ Taming the Product Liability Beast (B1) Mon., Oct. 6❏ Helping Fabricators Make Sense of the Economy (B2) Tues., Oct. 7❏ Workforce Development – Today’s Issues (B3) Wed., Oct. 8❏ Executive Forum Breakfast (F1) Wed., Oct. 8 $99
(use other side to pay)
Special Events
Professional Program 08:Layout 1 8/6/08 2:37 PM Page 82

PAID PROGRAMS REGISTRATION FORMEntry into the exposition is included in paid-event fee. If faxing this form to register, please fax both sides.
October 6–8, 2008 • Las Vegas Convention Center
Please indicate your name and member number to receive full pricing benefits.Name________________________________________________________Company_____________________________________________________I am a member of: ❏ AWS ❏ FMA ❏ SME ❏ PMA ❏ NAM ❏ Nonmember Member Number ___________________________________________________________________
Nonmember price for AWS Sessions only includes a two-year AWSIndividual Membership. Member benefits include a subscription to theWelding Journal, a 25% discount on AWS publications, membership in a local section and more.Nonmember Student Professional Program price includes a one-year AWS Student Membership.
Cancellation PolicyCancellations must be made in writing and faxed to Attn: FABTECHIntl & AWS Welding Show Conference Cancellation at 313-425-3404no later than Sept. 19, 2008 to receive a full refund minus a $50administration fee. Cancellations received after this date are non-refundable.
Payment
- -- -
Forms received without payment will not be processed. Payment due in U.S. Funds.❏ Check enclosed (checks payable to SME) Total amount due $__________❏ Authorize charge to my credit account (Complete credit card information below)
CHECK ONE: ❏ VISA ❏ American Express ❏ MasterCard ❏ Discover
Name (Please print)
Signature
Credit Card Number Expiration Date
Welding Education ConferenceConference fee $149❏ (W80) Mon., Oct. 6
Other AWS ConferencesAWS/FMA/SME/NAM/PMA Member: $345Nonmember: $480 includes 2-year AWS membershipNew Technologies in Thermal Cutting Conference❏ (W81) Mon., Oct. 6New Nondestructive Testing Technologies❏ (W82) Tues., Oct. 7Friction Stir Welding Conference❏ (W83) Wed., Oct. 8
One-Day SeminarsAWS/FMA/SME/NAM/PMA Member: $345Nonmember: $480 includes 2-year AWS membershipRoad Map through the D1.1❏ (W84) Mon., Oct. 6Visual Inspection Workshop❏ (W85) Mon., Oct. 6Why & How of Welding Procedure Specifications❏ (W86) Tues., Oct. 7Metallurgy Applied to Everyday Welding❏ (W87) Tues., Oct. 7
RWMA Resistance Welding SchoolAWS/FMA/SME/NAM/PMA Member: $425
Nonmember: $660 includes 2-year AWS membership❏ (W89) Tues. & Wed., Oct. 7-8
Two-Day Stainless Steel SeminarAWS/FMA/SME/NAM/PMA Member: $550Nonmember: $685 includes 2-year AWS membershipWelding of Stainless Steels❏ (W88) Tues. & Wed., Oct. 7-8
Three-Day Professional ProgramAWS/FMA/SME/NAM/PMA Member: $225Nonmember: $360 includes 2-year AWS membership❏ (W93) Mon.-Wed., Oct. 6-8
Three-Day Student Professional ProgramAWS/FMA/SME/NAM/PMA Member: $75Nonmember: $90 includes 1-year AWS student membership❏ (W94) Mon.-Wed., Oct. 6-8
One-Day Professional ProgramAWS/FMA/SME/NAM/PMA Member: $150Nonmember: $285 includes 2-year AWS membership❏ (W90) Mon., Oct. 6 ❏ (W91) Tues., Oct. 7❏ (W92) Wed., Oct. 8
Free AWS ProgramsLearn About Thermal Spray❏ (W95) Mon., Oct. 6 at 9 a.m. or ❏ (W96) 1:30 p.m. Free Education Program❏ (W97) Tues. & Wed., Oct. 7-8
CODE: W01
❏ EXHIBITS ONLYFree if pre-registered. • $50 on-site.Complete the form on other page.
AWS PROGRAMS SUBTOTAL: $______________FABTECH SESSIONS SUBTOTAL: $______________TOTAL FEES $______________Full payment must accompany your registration.
Select the FABTECH Technical Sessions below you would like to attend. See page 53 for codes. The price for a multiplesession purchase is noted at left, and is not combinable with AWS programs above. Do not register for more than one sessionin each time slot each day as sessions run concurrently. After Sept. 19 and on-site, add $25 to the purchase price of FABTECHTechnical Sessions only.
❏ 1 Session FMA/AWS/SME/NAM/PMA Member $165; Nonmember $200❏ 2 Sessions FMA/AWS/SME/NAM/PMA Member $295; Nonmember $350❏ 3 Sessions FMA/AWS/SME/NAM/PMA Member $395; Nonmember $470❏ 4 Sessions FMA/AWS/SME/NAM/PMA Member $475; Nonmember $570❏ 5-7 Sessions FMA/AWS/SME/NAM/PMA Member $695; Nonmember $795
FABTECH EDUCATIONAL SESSIONS
AWS PROGRAMS
Mon., Oct. 6AM Sessions: 10:30 AM-12:30 PM❏(F10) ❏(F11) ❏(F12) ❏(F13) ❏(F14)
PM Sessions: 1:30-3:30 PM❏(F20) ❏(F21) ❏(F22) ❏(F23)❏(F24) ❏(F25) ❏(F26)
Tues., Oct. 7AM Sessions: 8:00-10:00 AM
❏(F30) ❏(F31) ❏(F32) ❏(F33)❏(F34) ❏(F35) ❏(F36) ❏(F37)
AM Sessions: 10:30 AM-12:30 PM❏(F40) ❏(F41) ❏(F42) ❏(F43)❏(F44) ❏(F45) ❏(F46) ❏(F47)
PM Sessions: 1:30-3:30 PM❏(F50) ❏(F51) ❏(F52) ❏(F53) ❏(F54) ❏(F55) ❏(F56)
Wed., Oct. 8AM Sessions: 8:00-10:00 AM❏(F60) ❏(F61) ❏(F62) ❏(F63)❏(F64) ❏(F65) ❏(F66)
PM Sessions: 10:30 AM-12:30 PM❏(F70) ❏(F71) ❏(F72) ❏(F73)
Professional Program 08:Layout 1 8/6/08 2:37 PM Page 83

Find out how to overcome the welder shortage
SmartTCP robotic welding solution is a unique gantry system that
integrates software and hardware components to automate both the
robot programming and the weld production, making it possible for
job-shops and manufacturers to quickly and easily optimize the
fabrication of parts in low volume production.
Automatic WeldingSmart TCP
The robotic welding solutionfor small batch production
Call: 1.248.994.1041 for a custom demo.
See us at FABTECH, booth #12025
October 6-8, 2008, Las Vegas, NV
www.smarttcp.com
The future of welding technology is here.
For Info go to www.aws.org/ad-index
SMART TCP:FP_TEMP 8/8/08 3:20 PM Page 84

AAF International 12177(American Air Filter)PO Box 35690, Louisville, KY 40232-5690(800) 477-1214; FAX (800) 254-3019www.aafintl.com
AAF International will exhibit its high-qualitysolutions for dust control needs. The companyprovides cartridge collectors, baghouses, Ro-toClone® wet collectors, shaker-bag collec-tors, mist collectors, and more. It further pro-vides replacement parts and filters for allmakes.
A & A Manufacturing Co., Inc. 101432300 S. Calhoun Rd., New Berlin, WI 53151-2708(262) 786-1500; FAX (262) 786-3280www.gortite.com
A & A Manufacturing will offer GOR-SPOT, thespot welding holder from Gortite. This is acost-effective replacement for balancers andmanipulators in welding applications that re-quire speed and flexibility. It features four axisadjustability for pivot, 360-deg rotation, 360-deg swivel and height. Also, the product re-places gantry rails, balancers, and long ca-bling, while working off of conventional power.
ABB Robotics 100481250 Brown Rd., Auburn Hills, MI 48326-1507(248) 391-7327; FAX (248) 391-7390www.abb.com/robotics
ABB is a supplier of industrial robots, modularmanufacturing systems, and service. At itsbooth, visitors can learn 10 compelling rea-sons to invest in robotics. The company hasmore than 160,000 robots installed worldwidein a variety of applications including welding,painting, material handling, machine tending,picking, packing, palletizing, and more. Otherservices include remote monitoring, recondi-tioned robots, and leasing programs.
ABICOR Binzel Corp. 15077650 Medimmune Ct., Ste. 110Frederick, MD 21703-2602(301) 846-4196; FAX (301) 846-4497www.abicorusa.com
Visit ABICOR Binzel’s booth to review its com-plete line of air/water-cooled automatic andsemiautomatic GMA guns, robotic torches,and accessories. The new iCAT and iSTMtorch mount, good for the latest generation ofwelding robots, will be displayed. Visitors canask about its IGNITE Program and ABI-Fit,long-lasting consumable parts that can makecost savings for popular torches.
Ace Industrial Products 140635043 Farlin Ave., St. Louis, MO 63115-1204(314) 385-5178; FAX (314) 385-3254www.aceindustrialproducts.com
Ace will highlight its line of fume extractionequipment for the welding industry. The com-pany’s portable fume extractors, mobilesource capture units, powerful downdraft ta-bles, and overhead ambient air cleaners have
all been designed to help meet or exceedtoday’s OSHA and EPA requirements forclean air.
AIM, Inc. 8165502 S. Vista Ave., Addison, IL 60101-4423(630) 458-0008; FAX (630) 458-0730www.aimmachines.com
AIM will showcase the AFM series 3D wirebender. The AFM 3D8-T Ultra will demon-strate high-quality performance in CNC wirebending. Visitors to the company’s booth willalso get to see its newest product unveiled forthe first time in North America, the low-costAFC-8.
Airflow Systems, Inc. 1416211221 Pagemill Rd., Dallas, TX 75243-8314(214) 503-8008; FAX (214) 503-9596www.airflowsystems.com
The company will offer solutions to industrialmist, smoke, dust, and odor problems frommanufacturing processes such as machining,welding, and fabrication. Airflow Systems canprovide compact portable units, machinemountable mist/dust collectors, to large cen-tral systems including low pressure sourcepick-up hoods to high pressure vacuum sys-tems.
Air Liquide 101062700 Post Oak Blvd., Ste. 1800Houston, TX 77056-5797(800) 820-2522; FAX (713) 896-2390www.us.airliquide.com
As a large industrial gas supplier, Air Liquidewill feature its ability to deliver high purity cut-ting and welding gases, alternative furnace at-mospheres, and turn-key advanced lasertechnologies to improve quality, productivity,and efficiency. The company has a team ofcutting, welding, and heat treatment applica-tions specialists who routinely performprocess optimizations and plant audits.
Air Products and 13192Chemicals, Inc.7201 Hamilton Blvd., Allentown, PA 18195-1501(800) 654-4567; FAX (800) 272-4449www.airproducts.com/microbulk
Exhibited will be CryoEase® microbulk solu-tions from Air Products. This offers a cost-ef-fective, reliable alternative to cylinders forargon, nitrogen, oxygen, or carbon dioxideneeds. It features specially designed deliverytankers for smaller volume drops in tight ac-cess areas and innovative on-site storagesystems with turn-key gas delivery installa-tions from point of supply to point of use.
Air Quality Engineering, Inc. 111357140 Northland Dr. N., Brooklyn Park, MN 55428-1520(800) 328-0787; FAX (763) 531-9900www.air-quality-eng.com
Air Quality Engineering will introduce theGrindMaster 1250 portable down draft table.
This product is a self-cleaning 3 x 3 ft nominaltable that has a 250 ft/min face velocity aver-age on the table allowing greater capture ofparticulate generated from grinding, debur-ring, or other processes. Five inch lockingcasters allow it to be moved from workstationto workstation.
Ajax TOCCO 5249Magnethermic Corp.1745 Overland Ave., Warren, OH 44483-2860(330) 372-8511; FAX (330) 372-8608www.ajaxtocco.com
Ajax TOCCO Magnethermic will exhibit its in-duction melting and heating equipment. Itsadvanced technologies are used for the melt-ing of ferrous and nonferrous metals, heatingfor forging, mill processes, pipe and tube,coating, and the heat treatment of steel.
AKS Cutting Systems 51004905 Rocky River Dr., Cleveland, OH 44135-3245(216) 267-1818; FAX (216) 267-1850www.akscutting.com
AKS Cutting Systems will provide live plasmacutting demonstrations. The accu-kut preci-sion plasma systems offer near-laser cut qual-ity and accuracy at a fraction of the cost. Thedura-kut gantry type cutting systems offerhigh quality plasma and oxyfuel cutting overlarger cutting areas. All systems are designedand manufactured to heavy duty exacting ma-chine tool standards.
Alaark Robotics 1220416344 W. Glendale Dr., New Berlin, WI 53151(262) 797-8085; FAX (920) 452-8140www.alaarkrobotics.com
Alaark Robotics specializes in ABB industrialrobot systems. The company’s team of expe-rienced technicians will be available to answeryour questions. It services and sells refur-bished robots and components for all ABBrobot systems as well.
AlcoTec Wire Co. 140032750 Aero Park Dr., Traverse City, MI 49686-9263(231) 922-1214; FAX (231) 941-1040www.alcotec.com
AlcoTec Wire will feature aluminum weldingwire. As a fully integrated aluminum weldingand brazing wire producer, the company hasthe capabilities to shave, draw, spool, cut,test, and distribute its products.
Alfra USA LLC 80182112 Stonington Ave., Hoffman Estates, IL 60169-2017(847) 252-7886; FAX (847) 252-7892www.alfra.us
The company will exhibit its high-quality man-ufactured metal cutting saws, magnetic basedrills, annular cutting devices, saw blades,hole saws, bevellers, hydraulic punches, hy-draulic pumps, and deburring devices.
Welding Show 2008Exhibit HighlightsThis alphabetical listing of exhibitors in the 2008 AWS Welding Show offers a preview of what they will display ineach booth. AWS Sustaining Member Companies are highlighted in color.
85WELDING JOURNAL
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:13 PM Page 85

SEPTEMBER 200886
ALM Corp. 14195200 Benchmark Industrial Dr., Streator, IL 61364-9400(815) 673-5546; FAX (815) 673-2292www.almcorp.com
ALM will showcase its manufactured materialhandling lifts and positioners for the manufac-turing, welding, and assembly processes.This includes single and multicolumn posi-tioners as well as lifting positioners. The prod-uct line also includes assembly line loadingand unloading lifts. The company specializesin custom design mobile lifting systems forunique applications, too.
Almco, Inc. 4295507 W. Front St., Albert Lea, MN 56007-2700(507) 377-2102; FAX (507) 377-0451www.almcoinc.com
The company’s SBB-12 round bowl vibratoryfinishing machine with a helical bottom tub de-sign will be displayed. Also shown will be theAlmco/Kleentec PW-125HSS-U agita-tion/ultra-sonics parts cleaners.
Americ Corp. 11167785 Bonnie Ln., Elk Grove Vlg., IL 60007-2222(847) 364-4642; FAX (847) 364-4695www.americ.com
Americ will highlight its ventilators designedfor fume/smoke removal, man cooling, andbringing in fresh air. The company’s ventila-tors are portable, lightweight, and designedfor extreme environments. They are availablein 8, 12, and 20 in. models, 848 to 8000ft3/min. Drum and pedestal fans are alsoavailable.
America Fortune Co. 100056600 Sands Point Dr., Ste. 121, Houston, TX 77074-3712(713) 779-8882; FAX (713) 774-1763www.americafortune.com
America Fortune, an agent for Chinese highpressure gas cylinder and acetylene cylindermanufacturers, will display its DOT gas cylin-ders, acetylene cylinders, and related prod-ucts. Engineers and sales staff will be on handto answer questions. The company is also anexperienced supplier of Chinese made alu-minum cylinders, CGA valves, regulators, andother welding supplies.
American Technical 11137Publishers1155 W. 175th St., Homewood, IL 60430-4600(708) 957-1100; FAX (708) 957-1101www.go2atp.com
American Technical Publishers will feature itsaward-winning training materials in welding,print reading, and electrical skills.
American Torch Tip Co. 132056212 29th St. E., Bradenton, FL 34203-5304(941) 753-7557; FAX (941) 753-6917www.americantorchtip.com
American Torch Tip is a domestic manufac-turer of six major cutting and welding tech-nologies, including plasma, GMA, GTA, laser,oxy fuel, and thermal spray. It now offers a fullline of replacement GMA guns, includingTweco, Bernard, Tregaskiss, and a planetarydrive push pull gun.
American Welding Society 11251550 NW LeJeune Rd., Miami, FL 33126-5649(305) 443-9353; FAX (305) 446-4424www.aws.org
The American Welding Society (AWS) wasfounded in 1919 as a multifaceted, nonprofit or-ganization with a goal to advance the science,technology, and application of welding, brazing,soldering, cutting, thermal spraying, and alliedprocesses. From factory floor to high-rise con-struction, from military weaponry to home prod-ucts, AWS continues to lead the way in support-ing welding education and technologydevelopment to ensure a strong, competitive,and exciting way of life for all Americans.AWS Certification. AWS develops and ad-ministers a variety of certification programs forwelding professionals to help industry identifyqualified personnel and provide individualswith meaningful career objectives. The mostsuccessful of these programs is the AWS Cer-tified Welding Inspector program. With morethan 23,000 inspectors currently certified andmore than 53,000 certified since 1976, theAWS CWI program has become the gold stan-dard for weld inspection credentials and hasenhanced the careers of many thousands ofwelding professionals. In 1989, the AWS Cer-tified Welder program was launched to certifythe qualifications of welders nationwide. Thetesting facilities used to conduct the qualifica-tion procedures are AWS accredited. AWSmaintains these certifications and a list of Ac-credited Test Facilities (ATF) in a NationalRegistry. AWS also develops customizedwelder certification programs for other organi-
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:13 PM Page 86
creo

For I
nfo
go to
www
.aws.o
rg/ad
-inde
x
DONALDSON TORIT:FP_TEMP 8/6/08 9:25 AM Page 87
creo

For Info go to www.aws.org/ad-index
ELECTRALLOY:FP_TEMP 8/6/08 9:26 AM Page 88
creo

zations including private companies. Weldinginstructors can earn an important credentialthrough the AWS Certified Welding Educatorprogram implemented in 1991. Other AWScertification programs are the Senior CertifiedWelding Inspector, Certified Welding Supervi-sor, Certified Radiographic Interpreter, Certi-fied Welding Fabricator, and Certified RoboticArc Welding programs. All of these programsare offered domestically and many are offeredinternationally. Stop by the Certification boothto find out why AWS certification is the right an-swer for you and your company. Booth 11251.AWS Foundation. In 2006, the AmericanWelding Society Foundation inaugurated theWelding for the Strength of America CapitalCampaign to add financial support to assistwith the critical shortage of welders in theUnited States workforce. The effort has dualgoals: establish additional scholarships tosupport entry-level students and those al-ready involved in the welding profession; andbuild funding to support the AWS WelderWorkforce Development Program. The pre-dicted 200,000 welder shortage by 2010 mustbe addressed and AWS has assumed this crit-ical role, but to do so we must have financialsupport from our industry partners. Since thestart of the AWS Foundation scholarship pro-gram in 1991, we have awarded more than$3.7 million for welding training to more than2500 individuals. The diversity of the awardsis varied, but the major emphasis is welderworkforce development. For the 2008-2009school term, awards were made to more than300 students for more than $360,000. Weneed your help to respond at more significantlevels of support. To date, we have raisedmore than $3 million, but that is just an initialneed if we are significantly going to impact thewelder workforce shortage. We appeal to you,your company, and others you know that areadversely impacted by the welder shortage, tojoin us. Call Sam Gentry at (800) 443-9353,ext. 331, or visit us in the AWS FoundationBooth #11251. Join the “Welding for theStrength of America” Capital Campaign. Letus tell you more about our efforts and per-sonally enlist your financial support. We needyou!Education. Includes conferences, seminars,in-plant customized programs, and courses ontopics ranging from welding basics to the lead-ing edge of technology. AWS offers the award-winning Schools Excelling through NationalSkills Education (SENSE) curriculum guide toall qualified U.S. welding schools. Receive up-to-date information on AWS educational offer-ings and learn how continuing education inwelding technology can aid career advance-ment.Membership. AWS services more than53,000 individual members and nearly 1800corporate members worldwide. Members con-sist of engineers, scientists, educators, re-searchers, welders, inspectors, welding fore-men, company executives, and salesassociates. Member interests include auto-matic, semiautomatic, and manual welding, aswell as brazing, soldering, ceramics, lamina-tions, robotics, and safety and health. Drop bythe AWS Membership Booth on the Showfloor, sign up for an Individual Membership,and get a popular welding publication (up to a$192 value) at a 90% discount. Browsethrough the AWS Bookstore and save 25% onmore than 300 AWS publications. Save $135and get a two-year AWS Membership when
you sign up for the Professional Program at theShow. Stay informed on the latest products,trends, and technology through 12 issues ofthe Welding Journal. Looking for a job? As anAWS Member, post your résumé on AWSJobFind at www.awsjobfind.com absolutelyfree. Establish valuable partnerships with oth-ers in your field by attending local AWS Sec-tion meetings and dozens of educationalevents. Gain a voice in determining the futureof your industry by getting involved in one ofAWS’s 180 technical committees. For depth,detail, and technical insight — AWS has theanswers.Welding Journal/Inspection Trends. Weld-ing Journal is the official publication of theAmerican Welding Society. This monthly jour-
nal contains feature articles on practical and applied welding technology, peer-reviewed welding research, information onAWS activities and programs, and a variety ofmonthly columns. Industry experts also an-swer readers’ questions regarding stainlesssteel, aluminum, and brazing. Winner of manyeditorial and design awards. InspectionTrends will also be featured. This publicationserves the nondestructive examination indus-try including more than 22,000 AWS CertifiedWelding Inspectors. It contains timely featureson all phases of nondestructive examination,profiles of inspection personnel, and columnsthat bring the latest industry news and practi-cal answers to inspection questions.
89WELDING JOURNAL
Fo
r in
fo g
o t
o w
ww
.aw
s.o
rg/a
d-i
nd
ex
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:13 PM Page 89
creo

SEPTEMBER 200890
AMET, Inc. 1404935 N. 1st E., Rexburg, ID 83440-1501(208) 356-7274; FAX (208) 356-8932www.ametinc.com
AMET will display its complete line of auto-mated welding systems and standalone prod-ucts. The company uses Digital Signal Pro-cessing to provide precision process/motioncontrol and process verification. The XM con-troller seamlessly integrates with Lincoln’s Ar-cLink for complete digital power supply con-trol. AMET produces “turn-key” standard andcustom welding systems including seamers,lathes, and manipulator/positioner systemsas well as standalone AVC, wire feeders, os-cillators, and seam trackers.
AMNS Production Co. 1517041745 Elm St., Ste. 202, Murrieta, CA 92562(877) 574-6341; FAX (866) 610-3260www.amnstools.com
AMNS Production will highlight its small di-ameter, slim cut-off wheels featuring goodquality and price.
A&N Welding Positioners 11194PO Box 40, Grimsby, ON, Canada L3M 4G1(905) 643-4212; FAX (905) 643-4217www.reddarc.com
The company will offer its welding positioners,manipulators, and rotating turning rolls.
Applied Cybernetics 151065302 Clark Cir., Westminster, CA 92683-1758(714) 895-0954; FAX (714) 895-1254www.appliedcybernetics.com
The Orbital Welding Products Division of Ap-plied Cybernetics will exhibit weld heads,coolers, dual weld head switchers, moldedconnector housings, extension cables,adapters, and embedded microprocessorcontrol systems. Some will be in the booth forwelding demonstrations. The weld headsrange from 1⁄8-in. tube through 6-in. pipe fea-turing high though-put, ruggedness, and er-gonomics. Other accessories include weldhead collets, multibrand collet adapters, andcustom fixturing.
Aquasol Corp. 1510080 Thompson St., N. Tonawanda, NY 14120-5307(716) 564-8888; FAX (716) 564-8889www.aquasolcorporation.com
Aquasol will offer products for weld purgingfrom water soluble paper and tape to pre-formed and self-adhesive water soluble purgedams sized from 2 to 72 in., purge gas retain-ing tape, cleaning wipes to reduce weld con-tamination, fiberglass backing tape, clamps,oxygen monitors, and water soluble socketweld spacer rings.
Arc Machines Inc. 1418410500 Orbital Way, Pacoima, CA 91331-7129(818) 896-9556; FAX (818) 890-3724www.arcmachines.com
ArcOne 1109485 Independence Dr., Taunton, MA 02780-1076(508) 884-9600; FAX (508) 884-9666www.arc1weldsafe.com
ArcOne will exhibit a variety of variable andsingle shade autodarkening welding helmets
and accessories, inverter power sources, andNIOSH approved powered air and supplied airrespiratory and safety products.
ARCON Welding 11093Equipment LLC2203 Northwood Dr., Bldg. 10Salisbury, MD 21801-8829(410) 572-6000; FAX (410) 572-6027www.arconweld.com
ARCON Welding Equipment will feature itsWorkhorse line of portable, inverter arc andstud welding machines designed for harsh en-vironments such as shipyards, mines, powerplants, oil rigs, and paper mills, as well as fab-rication and maintenance operations. Thecompany will also offer complete weldingpackages for SMA, GTA, GMA, and studwelding machines. Along with a 3-year limitedwarranty, every ARCON power supply hasbuilt-in corrosion protection with a 5-yearguarantee against corrosion-related failuresin natural environments.
Arc Products 100531245 30th St., San Diego, CA 92154-3477(800) 770-0063; FAX (619) 628-1028www.ap-automation.com
Arc Products will display its manufacturedcomponents as well as entire systems to en-able easy conversion from manual GMA, subarc, GTA, or plasma processes to a ruggedand affordable automated process. The com-pany will showcase seam tacking systems, or-bital GTA, magnetic arc control, AVC, GTAwire feed, and weld process controllers.
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #10063
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:14 PM Page 90

ARC Specialties, Inc. 121111730 Stebbins Dr., Houston, TX 77043-2807(713) 631-7575; FAX (713) 356-0844www.arcspecialties.com
ARC Specialties has been a supplier for engi-neering services, process and procedure de-velopment, systems integration, service,parts, and training. Robot, CNC, and PLC sys-tems will be on display, as well as partswelded with GTAW, PTAW, SAW, and RSWprocesses.
Ardleigh Minerals, Inc. 102213645 Warrensville Center Rd., Ste. 223Shaker Heights, OH 44122(216) 921-6500; FAX (216) 921-3840www.ardleigh.net
Ardleigh Minerals will highlight its abilities asa specialty recycler that provides one-stop re-cycling services for aerospace manufacturersand their suppliers. Recyclable materials in-clude thermal and plasma spray, HVOF pow-ders, and dust collector fines that include ma-terials and mixtures containing cobalt, copper,indium, molybdenum, nickel, and tungsten,among others. Recyclable materials also in-clude blast media (alox, glass, plastic, shot,silicon carbide), filters, grinding wheels, andmetal chips/grindings/turnings/swarf. Thecompany provides certified destruction ofcomponent parts as well.
Arro-Mark Co. LLC 5268158 W. Forest Ave., Englewood, NJ 07631-4526(201) 567-4112; FAX (201) 567-1373www.arromark.com
Arro-Mark will introduce a wide variety of en-
vironmentally-friendly products based on itsinnovative Water Base marking pen technol-ogy similar to traditional xylene-based mark-ers, but with low VOCs and no odor. Visit itsbooth for the new FLOMASTER® industrialgrade water-base metal marker and BLEED-THRU markers for use with water-base primers.
Asiamet, Inc. 101719 Evelyn Ct., Syosset, NY 11791-6816(516) 942-3884; FAX (516) 942-4058
Astro Arc Polysoude, Inc. 1318124856 Ave. Rockefeller, Valencia, CA 91355-3467(661) 702-0141; FAX (661) 702-0632www.astroarc.com
Astro Arc Polysoude provides orbital andmechanized welding solutions. The companywill feature the new P4 power source with itslatest tube, pipe, and tube sheet weld heads.
Atema, Inc. 10063742 N. LaSalle Dr., Ste. 400, Chicago, IL 60654(312) 642-8362; FAX (216) 373-7297www.atema.com
Atema offers distinctive training and manage-ment assistance to companies interested inimproving their quality management systemand meeting various certification require-ments. It also helps build and launch qualityinitiative programs designed to suit needs.Visitors can ask about its Continuing Educa-tion for Welding Inspectors and CWI Re-fresher Course. The company representsseveral international fabricators looking forproject partners in the U.S. as well.
ATI Garryson 151921 Teledyne Pl., La Vergne, TN 37086-3529(615) 641-4206; FAX (615) 641-4441www.garryson.com
ATI Industrial Automation 150671031 Goodworth Dr., Apex, NC 27539-3869(919) 772-0115; FAX (919) 772-8259www.ati-ia.com
ATI Industrial Automation will exhibit its auto-matic tool changers, multi-axis force/torquesensing systems, robotic collision sensors, ro-botic deburring tools, and compliance devices.
Auburn Manufacturing, Inc. 15004PO Box 220, Mechanic Falls, ME 04256-0220(800) 264-6689; FAX (207) 345-3380www.auburnmfg.com
Auburn Manufacturing will feature its manu-factured heat resistant textiles for use in a va-riety of hot work/welding applications, alongwith hot work protective fire blankets.
AutoCrib, Inc. 121863011 S. Croddy Way, Santa Ana, CA 92704-6304(800) 671-6501; FAX (714) 274-0400www.autocrib.com
AutoCrib will display its industrial vending ma-chines and tool crib/stores software that as-sists manufacturers in controlling tooling,safety, and other MRO supplies.
AVS Industries LLC 1117421 Bellecor Dr., Ste. C, New Castle, DE 19720-1743(302) 221-1720; FAX (302) 221-1721
Visitors to AVS Industries booth can reviewthe company’s diverse portfolio of high-tem-
91WELDING JOURNAL
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:14 PM Page 91

SEPTEMBER 200892
perature textiles for industrial welding and cut-ting protection. Specialty engineered fabricswill also be available for continuous high tem-perature applications to 2000°F (1100°C). Itshigh-temperature applications specialistslook forward to addressing needs with cost ef-fective high temperature solutions.
Axis Automation, Inc. 1522196 Corporate Park, Henderson, NV 89074(702) 362-2228; FAX (702) 384-8785www.axisautomationinc.com
Axis Automation is a manufacturer of goodquality plasma cutting and waterjet equip-ment. The company will be demonstrating itsPC-30510 at the show.
Baileigh Industrial, Inc. 5164PO Box 531, Manitowoc, WI 54221-0531(920) 684-4990; FAX (920) 684-3944www.bii1.com
BASF Catalysts LLC Surface 10173Technologies199 Ridgeview Center Dr., Duncan, SC 29334-9342(864) 486-9311; FAX (864) 486-9307www.basf.com
Behringer Saws, Inc. 3151721 Hemlock Rd., Morgantown, PA 19543-9768(610) 286-9777; FAX (610) 286-9699www.behringersaws.com
The company will be demonstrating the latestin bandsawing and coldsawing technologywith its automatic, semiautomatic, and mitercutting horizontal bandsaws and BehringerEisele circular cold saws to meet challenging
applications. It is also suppliers of VernetBehringer equipment for plate, beam, andangle processing for the structural steel market.
Beijing Advanced Metal 10081Materials Co., Ltd.B2-507 No. 18 Suzhoujie, Beijing, China 10008086-10-8260-9309; FAX 86-10-8260-9308www.bam.com.cn
Beijing Advanced Metal Materials will show-case the following: spherical fused tungstencarbide powders, crushed fused tungsten car-bide powders, macrocrystalline tungsten car-bide powders, and open arc cored wires forhardfacing; tungsten carbide, chrome carbidebased powders, and molybdenum wires forthermal spraying; hafnium wires for plasmacutting; tungsten electrodes WTh, WLa, WZr,WCe, WX, oxyfuel cutting tips, and ceramicbackings; shiny titanium welding wires, CuSi,CuAl, CuSn, CuZn, and ER5356, ER5183,ER4043, etc.
Beijing Aurora Safety & 11256Protection Technology Ltd.11/F ZhongKe A Bldg. No. 22ZhongGuanCun Ave Hai Dian DisBeijing, China 10019086-10-62524522; FAX 86-10-62572030-890www.aurosfty.com
Beijing Aurora Safety & Protection Tech. is aprofessional autodarkening welding filtersmanufacturer that will offer digital displayedproducts corresponding to the EN379 standard.
Beijing Jinying Welding 10095Alloys Co. Ltd.No. 7th Fusheng Rd., Shahe Changping Dist.Beijing, China 10220686-10-80718648; FAX 86-10-80722991www.alloywelding.com.cn
Beijing QLP Techno 10107Development Co., Ltd.Rm. 205 Block A Youyan Bldg.Xinjiekouwai St., Xicheng DistrictBeijing, China 10008886-10-820-22202; FAX 86-10-820-22202www.bj.qlp.com
Beijing QLP holds technologies for productionof Hf and Zr materials. The Hf and Zr wires forair plasma cutting, the main products of thecompany, will be highlighted. The targets andoxides for vacuum coating will also be pro-vided.
Bernard Welding Equipment 13083449 W. Corning Rd., PO Box 667Beecher, IL 60401-3127(800) 946-2281; FAX (708) 946-6726www.bernardwelds.com
Bernard Welding Equipment will showcase itsnew HD Q™ and S™ Series GMA guns andheavy-duty Centerfire™ consumables. TheHD Q-guns and S-guns feature a durable andmaneuverable rubber grip for high-depositionwelding. A locking, armor protected triggerand optional dual-schedule switch providedurability and reduce operator fatigue.Heavy-duty Centerfire consumables featureremovable nozzle cones, heat-resistant insu-lating material, and increased nozzle wallthickness.
Beyond 6 Sigma 1322241B Bisbee Ct., Santa Fe, NM 87508(505) 660-3052; FAX (505) 424-3174www.beyond6-sigma.com
Beyond6 Sigma will offer QualitySentinel™, apowerful hardware, sensing, and softwareplatform that enables new levels of perform-ance in quality for manufacturing. This prod-uct combines machine data and process datato create a total picture of process dynamicsand part quality using data analysis tech-niques. It has been used on variousprocesses, including linear friction welding,rotary friction welding, gas tungsten arc weld-ing, gas metal arc welding, and laser welding.
Blackjack Machine and 15154Fab, Inc.PO Box 93, Oakhurst, TX 77359-0093(936) 377-4839; FAX (936) 377-2065
Blastec, Inc. 52904965 Atlanta Hwy., Alpharetta, GA 30004-2922(770) 475-2700; FAX (770) 475-2336www.blastec.com
Blastec will feature its high-quality, heavy-duty shot blasting systems for descaling andsurface preparation. As innovators of an effi-cient shot blast wheel, it provides cleaning ca-pabilities for industries requiring and process-ing plate, bridge, and structural steel.
Bluco Corp. 101423500 Thayer Crt, Aurora, IL 60504(800) 535-0135; FAX (630) 637-1847www.bluco.com
Bluco will exhibit the Demmeler modular fix-turing system that features accurate five-sided tables made of high tensile strength
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1014
2
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:15 PM Page 92
creo

93WELDING JOURNAL
steel. Angles, spacer blocks, clamps, posi-tioning and clamping bolts, and universalstops can be assembled into a ready to usewelding fixture in a matter of hours. Useful forprototypes, spares, and other short run jobs.
BMM Welding Material Co. 10101No. 5 Fangzhuang Lu, Beijing, China 1000788610-676-49947; FAX 8610-676-44579www.bjmmt.com
BMM Welding Material will display its ferrousand nonferrous alloy welding wires, rods, andstrips.
Bohler Welding 15024Group USA, Inc.10401 Greenbough Dr., Stafford, TX 77477-5014(281) 499-1212; FAX (281) 499-4347www.bohlerweldinggroupusa.com
At the Bohler Welding Group booth, visitorscan discuss the applications, specifications,and approvals needed by today’s interna-tional welding community for petrochemical,power generation, and fabrications as well asmaintenance and repair. Also, visitors canlearn more about the company’s electrodes,wires, strip, and flux cored wires. The fourbrands — Bohler, T-PUT, Soudokay, and UTP— are sold and stocked in the U.S.A. and aresupported through a technical sales organi-zation that has application answers.
Bolduc Leroux 152043365 Boul Des EntreprisesTerrebonne, QC, Canada J6X 4J9(450) 477-3413; FAX (450) 477-3380www.bolducleroux.ca
Bolduc Leroux will offer a solid line of indus-trial downdraft tables. The company is a man-ufacturer in the steel industry. Its 50,000-sq-ftmanufacturing plant combined with 3000-sq-ft assembly plant offers the capabilities tobuild special orders with ease.
Bonal Technologies, Inc. 112251300 N. Campbell Rd., Royal Oak, MI 48067-1573(248) 582-0900; FAX (248) 582-0901www.bonal.com
Bonal is showcasing its Pulse Puddle ArcWelding® equipment and the Meta-Lax®2700-CC computerized stress relief equip-ment. Benefits of these include less weld dis-tortion and weld cracking, greater ductility, nosize or weight limits, and portability for fielduse.
Bortech Corp. 1000166 Victoria St., Keene, NH 03431-4212(603) 358-4030; FAX (603) 358-4007www.bortech.com
Bortech will exhibit BoreWelders that repairworn bores, pins, shafts, faces, and conicalseats with I.D.’s ranging from 0.5 in. to 12 ft‚by applying GMA weld cladding. The com-pany’s BoreClads, to be highlighted as well,provide ID cladding of round parts such asnozzles and tubes using stainless steel ornickel alloys. BoreClads are also used in cir-cular joining applications. Other machinescan provide weld cladding in pipe of up to tenfoot lengths. Local demonstrations and train-ing are available.
Bosch Power Tool Corp. 150661800 W. Central Rd., Mt. Prospect, IL 60056-2230(224) 232-2000; FAX (224) 232-2571www.boschtools.com
Bosch will feature a complete line of powertools and accessories to survive any job siteconditions. Tool categories includegrinders/metalworking, saws, cordless, ham-mers/hammer drills, and drills/fastening.
Bosch Rexroth Corp. 80425150 Prairie Stone Pkwy.Hoffman Estates, IL 60192-3707(847) 645-3612; FAX (847) 645-3612www.boschrexroth-us.com
Bosch Rexroth is a supplier of products andservices for machining, forming, and fabricat-ing markets. The company will offer its manu-factured hydraulic, components, systems,and associated electronics, as well as closedloop pressure control and weld equalizationcontrols for welding applications, integratedweld control packages to ISO standards,weld-resistant tubing and fittings, and vacuumtechnology.
Bowlin Engineering 15056600 Burlington Rd., Saginaw, TX 76179-1310(817) 232-2020; FAX (817) 232-4081www.bowlinengineering.com
The company will display its smoke/dust col-lectors that recycle plant air, save energy andcreate a healthier plant environment. ItsBowlin Water tables for plasma cutting alsowill be displayed. The Zoned Down Draft Cut-ting Tables are useful to get a job done. Heavy,
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1111
8
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:15 PM Page 93

SEPTEMBER 200894
durable construction using a minimum of 1⁄4-in.plate combined with a full length fixture givesits tables an absolutely straight and level tableover its entire length.
Bradford Derustit Corp. 1406121660 Waterford Dr., Yorba Linda, CA 92887-2650(503) 691-9721; FAX (503) 692-1634www.derustit.com
Bradford Derustit will exhibit its manufacturedmetal cleaners and pickling products.
Bren, Inc. 41968401 Covington Rd., College Groove, TN 37046-9198(615) 794-6825; FAX (615) 794-7478www.breninc.com
The company will feature electronic stencil,sign, and decal machines and materials; au-tomated coding and marking systems; andsynthetic stencil, lettering, and masking materials.
Broco, Inc. 1305810868 Bell Ct., Rancho Cucamonga, CA 91730-4835(909) 483-3222; FAX (909) 483-3233www.brocoinc.com
Broco and Rankin Industries make a widerange of maintenance and repair welding, cut-ting, and wear-resistant products. Broco pro-vides exothermic cutting and underwaterwelding systems. Rankin Industries is a de-signer and manufacturer of quality hardfacingand wear solutions products. It now manufac-tures a line of automatic and semiautomatictungsten carbide Vibratory Feeder Systemsfor GMA application. Its family of products in-clude oxygen cutting systems, portable weld-
ing machines, gouging electrodes, joiningwires, hardfacing alloys, and delivery systems.
Bruker AXS Handheld 13302415 N. Quay St., Ste. 1, Kennewick, WA 99336(509) 783-9850; FAX (509) 735-9696www.brukerhandheld.com
The S1 Tracer manufactured by Bruker AXSHandheld will be featured. This is a handheldXRF analyzer that provides rapid identifica-tion and analysis of alloys. The point andshoot analysis covers all elements importantto alloy chemistry from Mg through U. This al-lows the identification and analysis of verysimilar alloys such as CP Ti and Grade 7 orB1900 and B1900Hf.
Bug-O Systems/ 15049Cypress Welding Equipment280 Technology Dr., Canonsburg, PA 15317(412) 331-1776; FAX (412) 331-0383www.bugo.com
The company will display its systems of drives,carriages, rails, and attachments designed toautomate welding guns, cutting torches, andother hand held tools. The systems provide pre-cise path and rate control in any position. Somesystems are fully programmable.
Burny and Kaliburn 130197550 Hub Pkwy., Cleveland, OH 44125-5705(216) 524-8800; FAX (216) 642-2199www.burny.com
Burny and Kaliburn will showcase its com-plete line of shape cutting control solutionsand plasma arc cutting systems for plasmaand waterjet cutting machines. In addition to
fully integrated plasma cutting systems, itservices users with a one-stop shop approachfor seamless solutions.
CAR-BER Testing Services 12131911 Michigan Ave., Point Edward, ON, Canada N7V 1H2(519) 336-4498; FAX (519) 336-2649www.carbertesting.com
CAR-BER Testing Services will highlight thecompany’s specialty isolation and hydrotest-ing services to the pressure piping industry.
Carpenter Powder Products 10229600 Mayer St., Bridgeville, PA 15017-2705(412) 257-5102; FAX (412) 257-5154www.cartech.com
Carpenter Powder Products will offer a varietyof alloys covering nearly every application.The company has the ability to control thealloy’s chemistry and particle size to meetstringent requirements. Good consistency isprovided within and between production lots.
CENIT North America, Inc. 13220691 N. Squirrel Rd., Ste. 275Auburn Hills, MI 48326-2846(248) 276-8540; FAX (248) 377-1652
The company will feature CATIA CAD/CAMsolutions, DELMIA digital manufacturing solu-tions, offline programming for multiaxis laser,trimming, robotic spot welding, and arc weld-ing, digital product engineering, and datamanagement.
Cepro International 11232Parallelweg 38 PO Box 183Rijen NL-5120 AD, Netherlands31161-226-472; FAX 31161-224-973www.cepro.biz
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1112
4
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:15 PM Page 94

For Info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #15101
3M:FP_TEMP 8/6/08 9:18 AM Page 95
creo

For Info go to www.aws.org/ad-index
SEE US AT THE FABTECH/AWS SHOW BOOTH #12049
KOBELCO:FP_TEMP 8/6/08 9:32 AM Page 96
creo

97WELDING JOURNAL
Cerbaco Ltd. 11124809 Harrison St., Frenchtown, NJ 08825-1122(908) 996-1333; FAX (908) 996-0023www.cerbaco.com
Cerbaco will provide samples from its line of500+ configurations of nonmetallic weld back-ings that permit finished-quality, full-penetra-tion welds from one side. Where one-sidedwelding is not desirable, the backings elimi-nate the need for arc gouging or heavy grind-ing prior to second-side welding. The com-pany specializes in furnishing customconfigurations and formulations. Technical as-sistance and free custom design services willbe offered.
CGW-Camel Grinding 11140Wheels USA7525 N. Oak Park Ave., Niles, IL 60714-3819(800) 447-4248; FAX (800) 447-3731www.cgwheels.com
The company will exhibit abrasive products formanufacturing, welding, fabricating, and con-struction. This will include flap discs along withflap wheels, resin fibre discs, 2 to 20 in. cut offs,all types of depressed center grinding wheels,bench grinding wheels, and more.
Changzheng Projector 10079 Carbon Electrodes Co.Huzhou City - Zhejiang Prov., Huzhou 31300986 572-307-0288; FAX 86 572-301-1768www.czcarbon.com
Changzheng Projector Carbon is a large man-ufacturer of gouging rods in China. Its mainproducts to be featured are jointed, pointed,and flat gouging electrodes.
Changzhou Asia Science 10115& Technology Co. Ltd.8-608 NanYong SauoneChangzhou Jiangsu, China 21316186-519-6301676; 86-519-6305876www.cn-goldenglobe.com
Changzhou Asia Science & Technology is aforeign trade company that will showcasewelding tools and accessories.
Changzhou Haijing 11113Mechanical & Electrical Products1102 Unit C, Bldg. 11, Hejing GardenChangzhou Jiangsu, China 21300086519-86620382; FAX 86519-86620762www.hjwelding.com
The company will highlight its manufacturedwelding and cutting products.
Changzhou Huarui Welding & 10113Cutting Equip. Co. Ltd.Nanzai Panjia Town, Changzhou Jiangsu, China 21317886519-620-1365; FAX 86519-620-3167www.huarui-ca.com
Changzhou Huaya 10087Aluminium Co. Ltd.Yuzhuang Village Yaoguan TownChangzhou Zhejiang, China86-519 8870 9358; FAX 86-519 8870 9323www.huaya-cz.com
Changzhou Zhongjiang 12175Welding Wire Co. Ltd.Chuangye Rd. Baizhang Town NewNorth, Changzhou Jiangsu, China 21303486-519-85860999; FAX 86-519-85861034www.zjwelding.com
Chart Industries, Inc. 13141407 Seventh St. NW, New Prague, MN 56071-1010(952) 758-4484; FAX (952) 758-8275www.chart-ind.com
Chart will highlight its manufactured broad lineof cryogenic products for the liquefaction,storage, transportation, and use of gasessuch as helium, nitrogen, argon, oxygen, car-bon dioxide, natural gas, and hydrogen for amultitude of industrial, commercial, and sci-entific end users. The company’s productsserve many diverse markets including chem-icals, materials, semi-conductors, biomedical,food, entertainment, aerospace, and alterna-tive fuels.
Chinese Mechanical 10129Engineering Society, The2-5-1607 Lianhuaxiaoqu, Haidian DistrictBeijing, China 1000368610-639-72404; FAX 8610-639-80554www.essen.cmes.org
The Chinese Mechanical Engineering Societyis one of the largest engineering societies inChina. Its major tasks are holding technicalconferences and exhibitions, as well as con-ducting academic exchanges.
C. H. Symington & Co. Inc. 130106063 Frantz Rd., Ste. 103, Dublin, OH 43017-3369(614) 766-2602; FAX (614) 766-2715www.chsymington.com
C. H. Symington & Co. will be displaying its fullrange of air-carbon-arc equipment and re-lated welding accessories; automatic, semi-automatic, and manual gouging torches, in-
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:16 PM Page 97

SEPTEMBER 200898
cluding consumables; exothermic cuttingequipment, both torches and rods; and theSymex heavy duty ground clamp, cable con-nector, and GMA torch.
Chung I Silver Solder Co. Ltd. 1522023 Hsin Ai Rd. An-Ping Ind Pk.Tainan Taiwan ROC 702886629-107-06; FAX 886626-371-67www.chung-i.com
Chung I Silver Solder is a professional pro-ducer of silver brazing alloy and phos copperalloy. Not only silver brazing but CuPSn sol-der together with other multilayer contact alloywill be offered.
Cincinnati Thermal Spray, Inc. 101815901 Creek Rd., Cincinnati, OH 45242-4011(513) 699-3863; FAX (513) 793-4254www.cincinnatithermalspray.com
CK Worldwide, Inc. 141013501 C St. NE, Auburn, WA 98002-1702(800) 426-0877; FAX (253) 939-1746www.ckworldwide.com
The company will exhibit a large line of GTAtorches and accessories, featuring gas saverconsumables for standard GTA torches, fin-gertip amperage controls, wedge collet, coldwire feed systems, large diameter clear noz-zles for titanium welding, flexible purge cham-ber, tungsten electrodes, tungsten grinder,
super flex cables, Flex-Loc torches, turbinetorch, long neck extended reach torches, andpatented Dinse connectors.
Clean Air Consultants/Filter 1 121102525 National Dr., Garland, TX 75041-2351(972) 278-2664; FAX (972) 278-1810www.filter-1.com
Filter 1 will feature its air pollution solutionsthat have solved problems in a wide range ofindustries including aircraft manufacturing,maintenance, repair, and overhaul opera-tions, precision sheet metal manufactures,fabrication/machine shops, foundries, foodprocessing, paper handling, fiberglass manu-facturing, wood shops, and many others.
Cleveland Steel Tool Co. 4018474 E. 105th St., Cleveland, OH 44108-1378(216) 681-7400; FAX (216) 681-7009www.clevelandsteeltool.com
The company will display its manufacturedpunches, dies, and related tooling for the metalfabrication industry; a complete line of Iron-workers from 25 to 120 tons; and portable fab-ricating equipment including portable punches,mag drills, and annular cutting devices.
CM Industries, Inc. 15138505 Oakwood Rd., Lake Zurich, IL 60047-1534(847) 550-0033; FAX (847) 550-0444www.cmindustries.com
CM Industries will exhibit complete lines of GMAand GTA air and water cooled torches, semiau-tomatic and robotic, along with smoke extractorguns, water coolers, pneumatic nozzle cleaningstations for robotic and semiautomatic welding,and push-pull GMA welding guns.
CML USA Inc. Ercolina 41793100 Research Pkwy., Davenport, IA 52806(563) 391-7700; (563) 391-7710www.ercolina-usa.com
CML USA will feature its high-quality Ercolinatube, pipe, and profile bending equipment;mandrel and nonmandrel rotary draw ben-ders; and manual and hydraulic operatedangle rolls. Pipe and tube notchers, portablemagnetic drills, and centerfree annular cuttingdevices will also be available.
CMW, Inc. 1317670 S. Gray St., Indianapolis, IN 46201-4200(317) 634-8884; FAX (317) 715-2120www.cmwinc.com
CMW manufactures a broad line of resistancewelding consumables (holders, shanks/adapters, electrodes/caps, etc.). To be dis-played are the company’s GCAP®, an eco-nomical electrode cap available for high pro-duction welding of galvanized steel withoutthe necessity of dressing; its manufacturedElkonite® copper-tungsten material, which italso incorporates into its electrodes to extendthe life many times over; and Elkaloy® 20 Dis-persion Strengthened Copper that has provento provide longer life, reduced power con-sumption, and stable start up.
COB Industries, Inc. 7149PO Box 36-1175, Melbourne, FL 32936-1175(800) 431-1311; FAX (321) 984-8455www.cob-industries.com
COB Industries, a manufacturer and distribu-tor of specialty piping and welding products,will showcase weld purging equipment such
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1306
2
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:16 PM Page 98

99WELDING JOURNAL
as water soluble purge dams, Argweld purgemonitors and purge bladders, purge plugs,flexible welding enclosures, backing tapes,trailing shields, and more. Also included willbe the Multi Strike nonthoriated tungsten elec-trodes and the lifetime warranted TEGIII tung-sten electrode grinders, and weld forcegauges for robotic and manual applications.Other specialty piping products will includepressure test plugs for pipe. Pipe freezingsystems will be available in liquid CO2 andliquid nitrogen kits.
Cold Jet 13195455 Wards Corner Rd., Loveland, OH 45140-9033(513) 831-3211; FAX (513) 831-1209www.coldjet.com
Cold Jet will highlight its produced dry iceblasting and dry ice pellet production equip-ment as well as its offered dry ice delivery, ma-chine rental, and contract cleaning services toa large variety of industries (automotive, aero-space, foundries, food, packaging, rubber,plastics, tires, etc.).
Comau, Inc. 1421021000 Telegraph Rd., Southfield, MI 48033-4280(248) 368-6933; FAX (248) 368-2511www.comau.com
As a member of the Comau Group, the com-pany is part of a large full-service automationsupplier. It will offer a range of products andservices in joining and assembly technolo-gies, powertrain machining and assembly,metalcutting, aerospace, robotics, and main-tenance services.
COMEQ, Inc. 4123PO Box 207, White Marsh, MD 21162-0207(410) 933-8500; FAX (410) 933-1600www.comeq.com
COMEQ will offer metal fabricating machineryincluding the following: GEKA Ironworkers andCNC controlled punch positioning systems,ROUNDO angle and plate bending rolls, ADIRApress brakes and shears, PRIMELINE pressbrakes and shears, AMERICOR bending rollsand notchers, and more.
Computer Engineering, Inc. 11089509 NW 5th St., Blue Springs, MO 64014-2705(816) 228-2976; FAX (816) 228-0680www.computereng.com
Computer Engineering is a long standingprovider of welding documentation software.It will offer the highest level of code checkingcurrently available and can also quickly gen-erate accurate WPSs, PQRs, and WPQs inaccordance with AWS D1.1 and ASME Sec-tion IX. Other features include its welder man-agement, continuity tracking, report system,and technical support.
Computers Unlimited 121292407 Montana Ave., Billings, MT 59101-2336(406) 255-9500; FAX (406) 255-9595www.cu.net
Computers Unlimited provides integratedsoftware solutions for the industrial gas andwelding supply industry throughout the U.S.,Canada, and Mexico. Displayed will be TIMSfor Windows® that runs on the industry stan-dard Windows Server 2008 and Microsoft®
SQL 2005 database. A single solution inte-grates order entry, inventory and warehousemanagement, cylinder control and advancedcylinder management, electronic price up-dates, mobile delivery, e-docs, credit and col-lections, credit card processing, document im-aging, integrated financials, and powerfulbusiness intelligence tools.
CONCOA, Inc. 141411501 Harpers Rd., Virginia Beach, VA 23454-5303(757) 422-8330; FAX (757) 422-3125www.concoa.com
The company will introduce its next genera-tion of gas management systems, the fully-au-tomatic IntelliSwitch assist gas switchoverthat reduces liquid cylinder waste. Other fea-tured products will include the 632 industrialgas automatic switchover system, the new629 vent kit, 630 cryogenic manifold, and nex-Gen Laser Wizard software.
Controlled Automation, Inc. 1311PO Box 888, Bryant, AR 72089-0888(501) 557-5109; FAX (501) 557-5618www.controlledautomation.com
Controlled Automation will showcase its man-ufactured steel fabricating machinery andcontrols.
Coral S P A 11212Corso Europa 597, 10088 Volpiano (Torino), Italy39-011982-2000; FAX 39-011982-2033-044www.coral.biz
The company will provide pollution controlsystems for all types of mist, dust, and fume
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1500
0
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1116
2
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:17 PM Page 99

SEPTEMBER 2008100
applications for a healthier environment. All ofits systems meet OSHA’s requirement for theremoval of hexavalent chromium.
Cor-Met, Inc. 1120412500 Grand River Rd., Brighton, MI 48116-8326(810) 227-3251; FAX (810) 227-9266www.cor-met.com
Cor-Met will feature high alloy flux cored wireand electrodes. The product line includesnickel and cobalt base alloys. Stainless steel,tool steel, maintenance and repair alloys,hardfacing products, and forge die repair al-loys will be offered. The company will alsoshowcase the following new products: COR-ALLOY AISI 4140 and AISI 4340 electrodes.
Coxreels Inc. 122196720 S. Clementine Ct., Tempe, AZ 85283-4323(800) 269-7335; FAX (800) 229-7335www.coxreels.com
Coxreels manufactures heavy duty industrialgrade hose reels, cord reels, and cable reelsof high quality. Its selection of reels will includespring retractable hose reels and electric ex-tension cord reels, hand crank hose reels andcable reels, motor driven hose reels, and itspatented EZ-Coil Safety Series retractablehose reels with controlled rewind. The com-pany serves and supplies reels to OEM, weld-ing, industrial, automotive, agricultural, petro-leum markets, and more.
Crosby Group, Inc., The 40282801 Dawson Rd., Tulsa, OK 74110-5040(918) 834-4611; FAX (918) 832-0940www.thecrosbygroup.com
The Crosby Group will highlight blocks and fit-tings to be used with wire rope, chain, andsynthetic slings. Products include the follow-ing: hooks, shackles, wire rope clips, turn-buckles, hoist rings and eye bolts, blocks andsheaves, and now the Crosby/IP lifting clampsfor use in moving and handling plate steel.
Cryostar USA 111075897 Colony Dr., Bethlehem, PA 18017-9349(484) 281-3401; FAX (484) 281-3402www.cryostar.com
Cryostar will provide products and servicescovering cryogenic pumping, expansion tur-bines, and filling stations (LNG, LH2, indus-trial gas). The company also provides LNGapplications such as shipboard compressorsor hydrocarbon turbines, and develops appli-cations dedicated to clean energy (geother-mal, pressure letdown).
C-spec 13056PO Box 5188, Concord, CA 94524(877) 977-7999; FAX (925) 930-8223www.weldoffice.com
C-spec will demonstrate WeldOffice andWeldOffice.NET for fast and consistent cre-ation of welding procedures, welder qualifica-tions, and NDE reports. They are equippedwith extensive materials databases and auto-mated verification of ASME, AWS, and ISOcode requirements, along with being continu-ously developed, verified, and maintained bywelding engineers and code committee mem-bers providing good performance, support,and training. The company provides completesolutions for QA/QC management of plants,fabrication shops, and construction projects.
CS SI 122305 Rue Brindejonc des Moulinais, BP 15872 ToulouseCedex 5, France 3150633561-176-496; FAX 33561-176578http://wave.c-s.fr
CS SI will demonstrate CS WAVE, the virtualwelding environment dedicated to train thewelding motion to beginners.
CS Unitec, Inc. 1517322 Harbor Ave., Norwalk, CT 06850-4210(203) 853-9522; FAX (203) 853-9921www.csunitec.com
CS Unitec will offer its new line of power toolsand abrasives that achieve good surface qual-ity in less time. Innovations in machine designand abrasive materials offer new grinding andpolishing methods for finishing steel, stainlesssteel, and metals. PLANTEX/TRIMTEX flapdiscs have patented hemp compound backingplates. The high-tech hemp is self trimming.Hemp is a sustainable raw material that coun-teracts greenhouse emissions.
Cyl-Tec, Inc. 11210950 Industrial Dr., Aurora, IL 60506-1150(630) 844-8800; FAX (630) 844-5100www.cyl-tec.com
Cyl-Tec will offer a one-stop source for com-pressed gas cylinders, cylinder services, andcylinder accessories. Cylinder sales includeDOT/TC high-pressure cylinders, acetylenecylinders, aluminum cylinders, portable cryo-genic, and beverage carbonation cylinders.Cylinder services include DOT approved hy-drostatic and ultrasonic testing, portable cryo-genic cylinder repair, acetylene cylinder re-
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:17 PM Page 100

For Info go to www.aws.org/ad-index
ARCOS 1:FP_TEMP 8/6/08 9:21 AM Page 101
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #12048
SELLSTROM:FP_TEMP 8/6/08 1:39 PM Page 102

103WELDING JOURNAL
qualification, and aluminum cylinder refinish-ing. Cylinder accessories include valves,caps, siphon tubes, cryogenic repair parts,Acrylex fast-dry cylinder paints, and other re-lated cylinder products.
Daido Steel America, Inc. 150821111 N. Plaza Dr., Ste. 740, Schaumburg, IL 60173-6000(847) 517-7950; FAX (847) 517-7951www.daido.co.jp/english
Daido Steel will display its “G-coat,” a spe-cially developed titanium wire for GMA weld-ing offering higher efficiency than GTA weld-ing. Also displayed will be a new ferriticstainless steel welding wire, WSR42KF, fea-turing fine grain weld metal microstructurecombined with low spatter.
Dantherm Filtration, Inc. 11228102 Transit Ave., Thomasville, NC 27360-8927(800) 533-5286; FAX (336) 821-0890www.danthermfiltration.us
Dantherm Filtration specializes in completeturn-key system air filtration design, including:collectors, ducting, fans, spark detectionequipment, and more. They have more than30,000 installations worldwide and sell a com-plete line of expandable collectors rangingfrom 500 to over 100,000 ft3/min.
DataWeld, Inc. 150521909 Citizens Bank Dr., Bossier City, LA 71111-3429(318) 746-6111; FAX (318) 746-0323www.dataweld.com
DataWeld will feature its software, service,and support to meet the specific needs ofwelding supply distributors. Its services in-clude accounting, cylinder tracking, and mo-bile order processing as either an integratedpackage or in its individual components. So-lutions will be offered for both large and smallbusinesses.
Davi North America/Promau 32815291 Zenith Pkwy., Loves Park, IL 61111-2727(815) 282-8550; FAX (815) 282-8675www.davi.com
The Davi booth will detail its CNC sheet andplate rolls machines suitable for both job shopand high-production specialized applications.Also featured will be its double beam foldingmachines.
Deloro Stellite, Inc. 110951201 Eisenhower Dr. N., Goshen, IN 46526-5311(574) 534-2585; FAX (574) 534-3417www.stellite.com
Deloro Stellite will display its lines of high-quality wear- and corrosion-resistant STEL-LITE® and DELORO® alloys supplied ascastings, rods, powders, and wires. Also fea-tured will be its equipment for hardsurfacingapplications and its specialty services.
Delta Computer Systems, Inc. 1129911719 NE 95th St., Ste. D, Vancouver, WA 98682-2444(360) 254-8688; FAX (360) 254-5435www.deltamotion.com
The company will showcase its RMC150 mul-tiaxis motion controllers — the latest additionto its line of motion controllers.
Dengensha America Corp. 132117647 First Pl. Dr., Bedford, OH 44146-6701(440) 439-8081; FAX (440) 439-8217www.dengensha.com
Dengensha America will be showcasing itsnew MFDC Servo weld guns along with itsnew standard NDX pedestal welding ma-chines, vibratory nut feeders, weld controls,weld monitoring equipment, and products inits welding consumables line.
DE-STA-CO 101101025 Doris Rd., Auburn Hills, MI 48326-2614(248) 836-6700; FAX (248) 836-6740www.destaco.com
DE-STA-CO will display its new 2000 Serieshold-down clamps, new electric clamps andpivot units, plus many other products.
Dezhou Tejing Tungsten & 10091Molybdenum Co., Ltd.North of Jinghua Rd., Dezhou Economic Dev. ZoneDezhou 253000, China86-534-2729167; FAX 86-534-2729097
The company’s booth will display its extensivelines of tungsten electrodes featuring highquality and competitive pricing.
D & H Machinery, Inc. 5256723 Phillips Ave., Bldg. D2, Toledo, OH 43612-1362(419) 841-3586; FAX (419) 841-2986www.dnhmach.com
The D & H Machinery booth will feature itsservices specializing in new and used coil pro-cessing equipment.
Diagraph MSP 12269An ITW Company5307 Meadowland Pkwy., Marion, IL 62959-5893(618) 997-1754; FAX (618) 997-1766www.diagraphmsp.com
Dinse/Nu-Age Plant Services 100435750 Marathon Dr., Ste. B, Jackson, MI 49201(517) 990-0665; FAX (517) 990-0663www.nu-age.com
The company’s booth will display its qualitytorch product line distributed by Nu-Age PlantServices, including welding guns for a widevariety of robotic and manual welding appli-cations. Also presented will be details on Nu-Age’s complete robotic cell maintenanceservices, dry ice blasting, weld cell products,and innovative data-acquisition solutions.
Direct Wire & Cable 13104PO Box 57, 22 Industrial Way, Denver, PA 17517-0057(717) 336-2842; FAX (717) 336-0505 www.directwire.biz
Direct Wire & Cable will display two types ofClass K welding cables plus cords, jumper ca-bles, Ultra-Flexible Whip lines, and extensioncords.
Dissolvo 1226312830 S. Dixie Hwy., Bowling Green, OH 43402-9697(419) 373-4888; FAX (419) 354-0514www.dissolvo.com
Dissolvo will display its economical purge-dam material for gas tungsten arc welding ofsteel, steel alloys, and aluminum pipes. Per-sonnel will describe the simple technique forapplying the product and its removal aftermaking the weldment.
Diversi-Tech, Inc. 110842025 52e Av., Lachine, QC H8T 3C3, Canada(800) 361-3733; FAX (514) 631-9480www.diversitech.ca
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1505
9
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:18 PM Page 103
creo

SEPTEMBER 2008104
Diversi-Tech will display its complete lines ofair-filtration and air-handling products, includ-ing downdraft tables, dust collectors, portablesmoke and fume collectors, clean air work-stations, dust booths, filter cleaning equip-ment, as well as a complete line of fans.
Donaldson Torit/ 7020Donaldson Co. Inc.PO Box 1299, 1400 W. 94th St., Minneapolis, MN 55440(800) 365-1331; FAX (952) 887-3054www.donaldsontorit.com
Donaldson Torit will display its self-cleaningfume control systems using portable or sta-tionary fume collectors. Also to be shown areits Ultra-Web filters with nanofiber technologyfor controlling hexavalent chrome fume.
Doringer Cold Saws 400813400 Estrella Ave., Gardena, CA 90248-1513(310) 366-7766; FAX (310) 366-7490www.doringer.com
Featured at the Doringer booth will be its Mod-els D300 (12 in.) and D350 (14 in.) circular coldsawing machines for cutting steel, stainlesssteel, and aluminum. Displayed will be manual,semiautomatic, and fully automatic machines.
Drossbach LLC 151761500 Commerce Dr., Stow, OH 44224-1712(330) 688-8460; FAX (330) 688-8465www.reikuna.com
The Drossbach booth will present products inthe Reiku® North America cable-protectionsystems, flexible electrical conduit, cablejackets, and cable management systems, of-fering protection against dirt, chemical, andmechanical damage. The products are speci-fied for the robotics and automation indus-tries, aviation, vehicle construction, shipbuild-ing, and industrial applications.
DualDraw LLC 152285900 E. 58th Ave., Unit A, Commerce City, CO 80022(303) 853-4083; FAX (303) 853-4086www.dualdraw.com
DualDraw will showcase its indoor air-qualityequipment featuring downdraft tables andbooths using symmetrical airflow design tomaximize the capture of harmful particulatessuch as welding smoke, grinding dust, andfumes.
Durum USA 1021911133 I-45 S., Bldg. I, Conroe, TX 77302(936) 539-2630; FAX (936) 539-2470www.durumusa.com
Durum will display its tungsten carbide-basedDurmat® lines of hardfacing products, includ-ing welding powders, rods, wires, and elec-trodes used in deep drilling, steel, foundries,mining, dredging, agriculture, chemical, alu-minum, excavation, pump manufacture andrepair, and many other industries.
Dynabrade, Inc. 32388989 Sheridan Dr., Clarence, NY 14031-1490(716) 631-0100; FAX (716) 631-1167www.dynabrade.com
Dynabrade will show its line of high-qualitypneumatic abrasive power tools for grinding,sanding, deburring, filing, and polishing for theneeds of numerous markets.
Dynaflux Inc. 15080241 Brown Farm Rd. SW, Cartersville, GA 30120-6327(770) 382-8843; (770) 382-9034www.dynaflux.comFor info go to www.aws.org/ad-indexS
EE
US
AT
TH
E F
AB
TE
CH
/AW
S S
HO
W B
OO
TH
#82
13
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:18 PM Page 104
creo

105WELDING JOURNAL
Dynatorch, Inc. 101303530 Starnes Dr., Paducah, KY 42003-3505(270) 442-0560; FAX (270) 442-1722www.dynatorch.com
The Dynatorch booth will highlight its indus-trial grade plasma and flame cutting CNC ma-chines and related systems and software.Shown will be how the machines can benefitjob shops, metal artists, as well as high-pro-duction manufacturing facilities.
Easom Automation Systems, Inc. 1023232471 Industrial Dr., Madison Heights, MI 48071-1528(248) 307-0650; FAX (248) 307-0701www.easomeng.com
The Easom Automation booth will feature itsengineering and design services and prod-ucts that assist in automation and productionprocesses. Products to be featured includeweld positioners, precision fixtures, weldingcells, cymonic drives, Digi-Dog programma-ble limit switches, transfer systems, tool shut-tles, conveyors, lifters, robot slides, indexingdevices, and programmable turntables.
ECKA Granules of America LP 11266130 N. Evergreen Rd., Ste. 100, Louisville, KY 40243(502) 253-4550; FAX (502) 253-4563www.ecka-granules.com
The ECKA booth will display its complete lineof dispersion hardened copper alloys andnonferrous metal powders, including thermalspray powders.
Econco/CPI 41021318 Commerce Ave., Woodland, CA 95776-5908(800) 532-6626; FAX (530) 666-7760www.cpii.com
The company’s booth will detail its cost-effec-tive technology for rebuilding the large vac-uum oscillator tubes used with the Thermatoolradio-frequency welding machines used intube and pipe manufacturing, and the smalleroscillator tubes used in Trumpf CO2 lasers.
Edison Welding Institute (EWI)100671250 Arthur E. Adams Dr., Columbus, OH 43221-3585(614) 688-5000; FAX (614) 688-5001www.ewi.org
EWI will display at its booth a sampling of thematerials-joining innovations and solutions ithas developed for its customers and federalagencies. Staff will be on hand to discuss yourtechnical concerns for increasing productquality, productivity, and profitability.
Edwards Manufacturing Co. 1167PO Box 166, Albert Lea, MN 56007-0166(507) 373-8206; FAX (507) 373-9433www.edwardsironworkers.com
Edwards Manufacturing will be demonstratingits full line of ironworking machinery. Featuredwill be its Jaws ironworkers with Whisper Quiethydraulic systems and electric foot pedals.
EFD Induction, Inc. 822531511 Dequindre Rd., Madison Heights, MI 48071-1537(248) 658-0700; FAX (248) 658-0701www.efd-induction.com
New this year, EFD will offer demonstrations
of the Minac 18/25-kW mobile inductionheater for brazing and other heating opera-tions. Also to be displayed will be its solid-state Weldac high-frequency welding ma-chines for tube and pipe manufacturing.
E. H. Wachs Co. 11128600 Knightsbridge Pkwy., Lincolnshire, IL 60069-3617(847) 537-8800; FAX (847) 520-1147www.wachsco.com
The company will feature its portable pipeconstruction and maintenance tools includinga diverse line of products for cutting, squaring,beveling, facing pipe, tube, and vessels of allsizes and schedules under all conditions andenvironments.
Elco Enterprises 140255750 Marathon Dr., Ste. B, Jackson, MI 49201-7711(517) 782-8040; FAX (517) 787-6458www.wire-wizard.com
Elco will display its weld wire dispensing andweld cell support equipment. To be shown arethe Wire Wizard® wire-dispensing equipmentand conduit, Torch Wizard™ nozzle cleaningstations, the Wire Pilot™ wire-feed assist,Wizard Shield™ antispatters, and WizardView™ data acquisition systems.
Electric Heating Systems, Inc./AFTEK 142112960 E. State St., Ext., Trenton, NJ 08619-4504(609) 259-4116; FAX (609) 259-4119www.hotfoilehs.com
Electric Heating Systems will showcase its heat
For info go to www.aws.org/ad-indexFor info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
3238
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:18 PM Page 105
creo

SEPTEMBER 2008106
treating equipment for welding applications. An-nouncing its recent acquisition of AFTEKWelders, the demonstrations will include aunique heat treating unit that allows the opera-tor to weld and PWHT at the same time.
Electron Beam Engineering, Inc. 121321425 S. Allec St., Anaheim, CA 92805-6306(800) 329-3537; FAX (714) 758-0690www.ebeinc.com
The Electron Beam Engineering booth will in-troduce its new Beamer 512, a 60-kV, 5-kW12-in. cubed chamber EBW machine. Its spe-cial features include highly repeatable weld-ing, weld schedule storage with touch screenand knob controls, fast pump down, and lowmaintenance for use in the aerospace andmedical industries.
Electron Beam Technologies, Inc. 111181275 Harvard Dr., Kankakee, IL 60901-9471(815) 935-2211; FAX (815) 935-8605www.electronbeam.com
The company’s booth will display samples ofPOLY-XL jacketed gas metal arc welding andplasma arc cutting composite/coaxial cables.Also on display will be its complete line ofFAST ‘N EASY bulk electrode handling equip-ment. Application engineers will be at thebooth to discuss your needs.
Enco 13291PO Box 357, Farmingdale, NY 11735-0357(800) 873-3626; FAX (800) 965-5857www.use-enco.com
The Enco booth will feature some of the60,000 items displayed in its master catalogof machines, tools, and shop supplies.
Encur, Inc. 5193200 Division St., Keyport, NJ 07735-1604(732) 264-2098; FAX (732) 264-0126www.encur.com
Encur will exhibit at its booth a new and inno-vative bright annealing system for the stain-less steel tube and pipe producing industry.
Environmental Air Solutions 140552220 Jessica Ln., Coralville, IA 52241-2890(319) 358-7794; FAX (319) 248-0345www.keeptheheat.com
The company’s booth will feature its Keep TheHeat™ air-to-air heat exchanger that providesshop ventilation without losing heat.
ERW Inc. 10198PO Box 431, 91 Highland Dr., Putnam, CT 06260-0431(860) 928-1199; FAX (860) 928-9499www.erwinc.com
The ERW booth will feature its metal maskingproducts for all thermal spray processes aswell as some blasting applications.
ESAB Welding & Cutting 15001Products411 S. Ebenezer Rd., Florence, SC 29501-7916(843) 669-4411; FAX (843) 664-4459www.esabna.com
ESAB will exhibit its new PowerCut™ light-weight 1300 and 1600 manual cutting pack-
ages featuring simplified operation and re-duced setup time. Also to be shown will be itsDual Shield X Series of filler metals, automa-tion equipment, subarc welding machines,and its latest technology in mechanizedplasma arc cutting.
ESCO Tool Co. 719850 Park St., Medfield, MA 02052-2518(800) 343-6926; FAX (508) 359-4145www.escotool.com
The ESCO Tool booth will feature productdemonstrations. Some of its tools includeboiler tube rolling motors and expanders, Mill-hog end-prep tools, and Panel Hog saws forcutting tube, panels, and pipe made from alltypes of alloys including superduplex.
ESTA Corp. 141912321-A Distribution St., Charlotte, NC 28203-5370(704) 971-6960; FAX (704) 971-6966www.esta.com
The ESTA booth will provide a staff of trainedtechnicians to discuss visitors’ options forsolving fume and dust extraction concerns.
EST Group 42182701 Township Line Rd., Hatfield, PA 19440-1770(800) 355-7044; FAX (215) 721-1101www.estgroup.com
The company will display its line of tools thatpermit fast, safe, high-pressure testing oftubes. A new item to be introduced at the showwill be the double block and bleed line Isola-tion plug.
SE
E U
S A
T A
WS
SH
OW
BO
OT
H 1
0143
SE
E U
S A
T A
WS
SH
OW
BO
OT
H 1
0219
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:19 PM Page 106
creo

107WELDING JOURNAL
Exel Orbital Systems, Inc. 131721052 Clear Sky Pl., Simi Valley, CA 93065(310) 449-0054; FAX (310) 449-1154www.exelorbital.com
Exel Orbital will demonstrate its integratedsoftware solution known as IM, which usesthe Internet to track and leverage all qualityassociated with any manufacturing operationto bring about mass customization of processto reduce manufacturing costs while increas-ing quality and productivity.
Factory Cat 5243PO Box 368, Racine, WI 53401-0368(262) 681-3583-104; FAX (262) 681-3753www.factorycat.com
The company will display its line of industrialwalk-behind and rider sweepers, scrubbers,and burnishers at the show.
FANUC Robotics America, Inc.100123900 W. Hamlin Rd., Rochester Hills, MI 48309-3253(800) 477-6268; FAX (866) 743-2511www.fanucrobotics.com
FANUC Robotics America will introduce itsnew six-axis, ARC Mate 120iC intelligentwelding robot featuring compact design, highefficiency, speed, and load capacity to provideenhanced performance for welding parts of allshapes and sizes.
Farley Laserlab USA Inc. 41014635 Colt Rd., Rockford, IL 61109-2609(815) 874-1400; FAX (815) 874-1700www.farleylaserlab.com
The company’s booth will feature its new Fab-ricator XRP, a combination drilling and cuttingmachine; and a Profile Plus laser for the plateprocessing industry. The machines are de-signed for use by steel service centers,OEMs, bridge builders, structural steel fabri-cators, and job shops.
FastCut CNC, Inc. 10572841 Bowers Pl., Kamloops, BC V1S 1W5, Canada(250) 314-0580; FAX (250) 314-0590www.fastcutcnc.com
The booth will showcase the company’s low-cost, entry-level industrial CNC plasma arccutting machine.
Fein Power Tools, Inc. 151191030 Alcon St., Pittsburgh, PA 15220-3436(800) 441-9878; FAX (412) 922-8767www.feinus.com
The Fein Power Tools booth will display its nib-blers up to 6 gauge, shears up to 9 gauge, mag-netic annular cutting machines, grinders, hack-saws, and polishing systems for stainless steel.
Flame Technologies Inc. 14119703 Cypress Creek Rd., Cedar Park, TX 78613-4414(512) 219-8481; FAX (512) 219-8477www.flametechnologies.com
The Flame Tech booth will feature its newpoint-of-purchase packaging, including weld-ing/cutting/brazing outfits packaged in heavy-duty canvas tool bags. To be displayed is anew exothermic product line of burning bars,
lance pipes, and holders, as well as a carbonarc gouging torch, hollow-core gouging rods,lightweight Scorpion series heavy-duty tip-mix hand-held cutting torches, direct replace-ment cutting tips, heating/brazing apparatus,regulators, flash arrestors, flowmeters, bal-loon fillers, and other products.
Flex-North American, Inc. 1119313057 W. Center Rd., Ste. 6., Omaha, NE 68144-3723(402) 933-7759; FAX (402) 933-7729www.flexna.com
The company will display its line of metal sur-face treatment products including its LRP1503 VR ''BOA'' and LBR 1506 VR pipesanders, LBS 1105 VE finger belt sander, andthe LP 1503 VR finishing machine, and anarray of metal grinders.
Flexovit USA, Inc. 111801305 Eden Evans Center Rd., Angola, NY 14006-9734(800) 689-3539; FAX (888) 321-8800www.flexovitabrasives.com
The company’s booth will showcase its linesof high-quality abrasive products includinggrinding wheels, coated abrasives, wirebrushes, and diamond products.
Flowdrill, Inc. 52762820A Breckenridge Ind. Ct., St. Louis, MO 63144-2811(314) 968-1134; FAX (314) 968-1510www.flowdrill.com
The booth will display the company’s Flowdrillprocess for mounting a bushing in aluminum,brass, copper, steel, stainless steel, and tita-
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:19 PM Page 107

SEPTEMBER 2008108
nium that can be tapped. The process usesfriction to generate heat that displaces thebase metal to form a hole that can accept abushing that is about three times the basemetal thickness. This bushing can be tappedand used instead of welded, pressed, or in-serted nut or clip.
Freedom Special 12214 Technologies, Inc.2709 E. Ash St., Ste. B, Springfield, IL 62703(217) 525-0815; FAX (217) 525-0446www.weldfst.com
Freedom Special Technologies will introduceat its booth the Freedom Pedal, a wireless gastungsten arc welding pedal engineered tofunction with any GTA welding machine. It fea-tures a plug-and-play, 100-ft-multidirectionalrange capability, elevation positioning system,steer tab technology, ergonomic shaping, on-board diagnostics, and multichannel adjusta-bility for greater efficiency.
Frommelt Safety Products 112114343 Chavenelle Dr., Milwaukee, WI 53223-2451(800) 553-5560; FAX (563) 589-2776www.frommeltsafety.com
Frommelt will display its line of weldingscreens, curtains, retractable guards, andarea wall partitions. Its machine-guardingproducts include high-speed barrier doorsand Robo Guard perimeter fencing. Also tobe featured are fume-extraction equipment.
Fusion, Inc. 120144658 E. 355th St., Willoughby, OH 44094-4630(440) 946-3300; FAX (440) 942-9083www.fusion-inc.com
The Fusion booth will display the company’slines of brazing and soldering alloys, dis-pensers, and automatic machines, includingfixed-station and rotary indexing machines.
FV Hayek & Co. 112371102 N. Springbrook Rd., Ste. 127, Newberg, OR 97132(503) 330-6867; FAX (503) 554-9468
F. W. Gartner 1018725 Southbelt Industrial Dr., Houston, TX 77047-7011(713) 225-0010; FAX (713) 229-9841www.fwgts.com
The F. W. Gartner booth will highlight its serv-ices in thermal spraying, machining, grinding,CNC, laser cladding, heat treating, and fabri-cation operations.
GBC-America Inc. 142332519 E. Southmore Ave., Pasadena, TX 77502-1451(713) 472-8122; FAX (713) 472-6804www.gbcamerica.com
The GBC-America booth will feature itsportable tube end prep machines, and the MiniAuto machine for the manufacture and repair ofheat exchangers and condensers, designedfor facing heat exchanger tubes and removingtube-to-tube sheet seal welds.
Gedik Welding, Inc. 14129Ankara Cad No. 306 Seyhli, Seyhli-PendikIstanbul 34913, Turkey90-21-63785000; FAX 90-21-63787936www.gedik.com.tr
Genie Products, Inc. 10191PO Box 1028, Rosman, NC 28772-1028(828) 862-4772; FAX (828) 877-3480www.genieproducts.com
Genie Products will display its full line of con-sumable precision replacement parts for allOEM plasma and HVOF thermal spraytorches. Also on display will be the GTV lineof innovative thermal spray systems.
Genstar Technologies 14163Co., Inc. (GENTEC)4525 Edison Ave., Chino, CA 91710-5706(909) 606-2726; FAX (909) 606-6485www.genstartech.com
Genstar will display its line of cutting andwelding machines, pressure regulators, fit-tings, valves, welding apparatus, and variousgas control and handling devices.
GE Sensing & Inspection 13214Technologies50 Industrial Park Rd., Lewistown, PA 17044-9312(717) 242-0327; FAX (717) 242-2606www.GEInspectionTechnologies.com
GE Inspection Technologies will showcase itsnondestructive testing inspection productsusing radiographic, ultrasonic, remote visualinspection, and eddy current technologies forapplications in the aerospace, power genera-tion, oil and gas, and automotive industries.
Goff’s Enterprises 150101228 Hickory St., Pewaukee, WI 53218(800) 234-0337; FAX (262) 691-3255www.industrialcurtains.com
The company’s booth will feature its portablewelding screens that block 100% of UV rays,featuring frames that hinge together to makea stable one-piece barrier to protect passers-
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:20 PM Page 108

For Info go to www.aws.org/ad-index
SELECT ARC 2:FP_TEMP 8/6/08 9:38 AM Page 109

For Info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #12087
TEMPIL:FP_TEMP 8/6/08 9:40 AM Page 110

111WELDING JOURNAL
by from arc welding, grinding sparks, andflame cutting operations.
Goodtime Industry Ltd. 1009710/F Unit 1012 L Trade Center, No. 78 Tonghu St.Tongzhou Dist., Beijing 101101, China86-10-89525972; FAX 86-10-89525970www.goodtime.com
Goss, Inc. 121191511 Rte. 8, Glenshaw, PA 15116-2301(412) 486-6100; FAX (412) 486-6844www.gossonline.com
Goss will display its complete line of cutting,welding, brazing, soldering, and heating toolsdesigned for use in a variety of applications.
Gudel, Inc. 151624881 Runway Blvd., Ann Arbor, MI 48108-9558(734) 214-0000; FAX (734) 214-9000www.gudel.com
The Gudel booth will feature its line of linearmotion gantry robot modules in single andmultiaxis configurations, and its bearings,racks, pinion, gears, and gearboxes usedworldwide for factory and process automa-tion, and OEM machinery.
Gullco International 1224121568 Alexander Rd., Cleveland, OH 44146-5586(440) 439-8333; FAX (440) 439-3634www.gullco.com
Gullco International will feature its automatedwelding and cutting equipment for heavy in-dustrial use. Featured will be its new Pipe Kat
orbital pipe welding system, with all-position,variable-speed travel carriages ideal for verti-cal and horizontal multipass welding. Also tobe displayed will be Moggy single and dualtorches, magnetic trackless fillet weld car-riages; the KBM-18 and KBM-28 high-speed,portable, plate edge-beveling machines;seam tracking systems, positioners, turningrolls, semiautomatic gouging systems, andKatbak ceramic weld backing.
Häberle/Ken Bergman 5195& Assoc.10533 Lorel Ave., Oak Lawn, IL 60453-5154(800) 956-1313; FAX (708) 422-3604www.haberleusa.com
The company will display the German-madeHäberle line of ferrous and nonferrous cut-offmachines, HSS and CBT cold saw blades,and tube deburring machines.
Haco-Atlantic, Inc. 801511629 N. Houston Rosslyn Rd., Houston, TX 77086-3601(281) 445-3985; FAX (281) 445-3989www.hacoatlantic.com
Haco-Atlantic will provide continuous demon-strations of its Synchromaster Model SRM150-10-8, CNC press brake with FastBendgraphics 2-D controller, European style tool-ing, high-speed back gauge, R-axis, and au-tomatic antideflection table. Also to be demon-strated will be the company’s new off-lineHacobend 2-D software.
HAI Advanced Material 10175Specialists1688 Sierra Madre Cir., Placentia, CA 92870(714) 414-0575; FAX (714) 414-0574www.haiams.com
The company’s booth will showcase its linesof thermal spray and welding wires, powders,and equipment for twin-wire arc, HVOF, com-bustion, and plasma spraying.
Harbert’s Products Inc./ 15034 Allied Flux Reclaiming Ltd.PO Box 418, 501 S. Cedar Ln., Greencastle, PA 17225(800) 377-3103; FAX (717) 597-1748www.recycleflux.com
The Harbert’s Products and Allied Flux boothwill present details on their cost-effectiveclosed-loop submerged arc welding flux andslag crushing/reprocessing program that of-fers third-party testing to meet all weldingcode applications.
Harris Products Group 140432345 Murphy Blvd., Gainesville, GA 30504-6001(800) 733-4043; FAX (513) 754-8778www.harriscal.com
Haynes Wire Co. 10133PO Box 677, 158 N. Egerton Rd.Mountain Home, NC 28758-0677(828) 692-5791; FAX (828) 697-9818www.haynesintl.com
The Haynes Wire Co. booth will display itshigh-performance nickel- and cobalt-basedalloys, including HAYNES® and HASTEL-
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/11/08 2:39 PM Page 111
creo

LOY® thermal spray alloy wires and high-per-formance stainless steel products.
H. C. Starck, Inc. 1018045 Industrial Pl., Newton, MA 02461-1951(617) 630-5800; FAX (617) 630-5879www.hcstarck.com
The company will showcase its powders, in-cluding nitrides, for structural, electronic, andengineered ceramics including Si3N4, AlN, BN,borides (LaB6, TiB2, ZrB2, etc.), carbides (B4C,SiC, TiC, etc.), silicides (MoSi2, etc.), and ox-ides (Y2O3, Spinal, etc.); plus advanced mate-rials for electronics and optics including Nb2O5,NbCl5, Ta2O5, and TaCl5, and niobium and tan-talum ethoxides for specialized applications.
Heck Industries, Inc. 5107PO Box 425, Hartland, MI 48353-0425(810) 632-5400; FAX (810) 632-6640www.heckind.net
The Heck Industries booth will display its lineof bevel-mill and plate bevelers, Trace-A-Punch nibblers, Turbo-Burr® deburring tools,hydraulic angle notchers, and pipe notchers.
Heinz Soyer GmbH 12224Inninger Str. 14, 82237 Woerthsee, EtterschlagBavaria, Germany 49-81-5-3885134; FAX 49-81-53885221www.soyer.com
Heinz Soyer Studwelding will present at theshow its complete line of stud welding equip-ment, ranging from small capacitive dischargesystems to high-power inverter, drawn arcsystems.
HE & M Saw, Inc. 4207PO Box 1148, Pryor, OK 74362(918) 825-4821; FAX (918) 825-4824www.hemsaw.com
The company’s booth will feature its line ofmetal working fluids and production bandsaws including vertical, horizontal, plate, anddouble column saws with capacities rangingfrom 10 x 10 in. to 80 x 80 in.
Henkel Corp. (Acheson) 112641001 Trout Brook Crossing, Rocky Hill, CT 06067-3582(860) 571-5100; FAX (860) 571-5430www.henkelna.com
Heron Machine & Electric 10125Industrial Ltd.#9 Fengying Rd., Taiping Econ & Tech, ChanghuangGuangzhou, Guangdong 510880, China86-020-87813325; FAX 86-020-87813346www.heronwelder.com
HI TecMetal Group, Inc. 131901101 E. 55th St., Cleveland OH 44024(216) 881-8100; FAX (216) 426-6690www.htg.com
Hi TecMetal will feature its services for mostaspects of metal joining, thermal and heattreatment, as well as engineering, lab, and as-sembly capabilities.
H&M Pipe Beveling Machine Co., Inc. 11186311 E. 3rd St., Tulsa, OK 74120-2401(918) 582-9984; FAX (918) 582-9989www.hmpipe.com
H&M will display its pipe cutting and beveling
equipment, pipe alignment clamps, flangepins, and accessories to aid in the cutting,fitup, and welding of pipes from 2 to 96 in.
Hobart Brothers Co 13081101 Trade Square East, Troy, OH 45373-2488(937) 332-4000; FAX (937) 332-5224www.hobartbrothers.com
Hobart Brothers will exhibit its full line of fillermetal products from the brands Hobart, Tri-mark, McKay, and Corex. Products will includemild steel and low-alloy electrodes, flux-coredand metal-cored tubular wires, solid wire, aswell as stainless and hardsurfacing products.Staff will be on hand to assist visitors in weldingsolutions and product recommendations.
Hobart Institute of Welding 11191 Technology 400 Trade Square East, Troy, OH 45373-2463(800) 332-9448; FAX (937) 332-5200www.welding.org
Booth personnel will offer literature and com-plete information about the Institute’s numer-ous welding-related classes and training pro-grams.
Hougen Manufacturing, Inc. 50893001 Hougen Dr., Swartz Creek, MI 48473-7935(800) 426-7818; FAX (810) 635-8277www.hougen.com
The Hougen booth will display the latest inno-vations in portable magnetic drills and otherhole-making equipment designed to makemaintenance, repairs, and installations eas-ier, faster, and safer. Featured will be the new
SEPTEMBER 2008112
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1321
1
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:21 PM Page 112
creo

HMD904S swivel base magnetic drill,patented Rotabroach annular cutting tools forfast hole production, Punch-Pro electrohy-draulic hole punchers, and a variety of con-venient kits and accessories.
Hugong Welding and Cutting 151797177 Waiqingsong Rd., Qingpu Dist. Shanghai, 201700, China86-21-69729166; FAX 86-21-69715399www.hugongwelds.com
Hugong will present its welding and cuttingproducts designed to meet the ISO9001:2000quality control system.
Hyd-Mech Group Ltd. 3213PO Box 1659, 1079 Parkinson Rd.Woodstock, ON N4S 0A9, Canada(519) 537-2103; FAX (519) 539-5126www.hydmech.com
Hyd-Mech Group will showcase its extensivemetal cut-off bandsaws that feature bothstraight cutting, double-miter, and single mitercutting to 45 and 60 deg. Also to be shown aredual post horizontal saws designed forstraight heavy cut-off and vertical band sawsthat miter up to 45 degrees in both directions.
Hydratight/DL Ricci Corp. 52395001 Moundview Dr., Red Wing, MN 55066-1138(651) 388-8661; FAX (651) 388-0002www.hydratight.com
Hydratight/DL Ricci will present its full range ofbolting and machining solutions for a variety ofin-place situations; portable tools for end squar-
ing, beveling, and cutting of tube and pipe; hy-draulic torque and tension tools; and heat treat-ing, flange facing, portable milling, drills, lineboring, and grinding equipment.
Hypertherm Inc. 14077PO Box 5010, Hanover, NH 03755-5010(603) 643-3441; FAX (603) 643-5352www.hypertherm.com
Hypertherm will unveil and offer hands-ondemonstrations of its latest and most versatilesingle-gas air plasma cutting system. Thecompany will also give show attendees asneak peak at the future of HyPerformanceplasma with a special system preview.
Hyundai Welding Products 15143215 Satellite Blvd. NE, Ste. 300, Suwanee, GA 30024(770) 614-7577; FAX (770) 614-6636www.hdweld.co.kr
IBEDA/Superflash Compressed Gas Equipment, Inc. 1021028825 Ranney Pkwy., Westlake, OH 44145-1173(888) 327-7306; FAX (440) 871-9964www.oxyfuelsafety.com
IBEDA Superflash will announce its new ther-mal spray line at the show. To be presentedare flame spraying guns for thermal sprayingwith powder using oxyfuel gas flame employ-ing a safer gas mixture system using the in-jector principle with acetylene, propane, or hy-drogen in combination with oxygen.
II-VI Infrared 5055375 Saxonburg Blvd., Saxonburg, PA 16056-9499(724) 352-1504; FAX (724) 352-4980www.iiviinfrared.com
II-VI Infrared will showcase its CO2 laser op-tics for laser OEMs and end users in metalsfabrication and other industries. Products in-clude lenses, mirrors, nozzles, windows, par-tial reflectors, beam splitters, phase retarders,rhombs, beam expanders, polarizers, waveplates, and modulators. Its IR materials in-clude ZnSe, ZnS, and ZnS MultiSpectral.
IMPACT 131061750 New York Ave. NW, LobbyWashington, DC 20006-5301(202) 393-1147; FAX (202) 393-1507www.impact-net.org
The IMPACT booth will provide literature andinformation about its activities as a labor man-agement Taft Hartley Trust with the primarymission to expand opportunities for UnionIronworkers and their signatory contractorsthrough progressive and innovative labormanagement programs.
IMPACT Engineering, Inc. 12217500 E. Biddle St., Jackson, MI 49203-3990(517) 789-0098; FAX (517) 789-1038www.impactwelding.com
IMPACT Engineering will feature its full rangeof real-time weld quality analysis tools usingdata acquisition and monitoring, automatedprocess fault detection, Weld Signatureanalysis, and automated diagnostics. Twonew software products will be introduced atthe show: IMPACT pcOI Gen 4, a welding celloperator PC interface; and ARClient v. 4.00 forweld monitoring.
113WELDING JOURNAL
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #14201
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:21 PM Page 113

IMR Test Labs 10177131 Woodsedge Dr., Lansing, NY 14882-8940(607) 533-7000; FAX (607) 533-9210www.imrtest.com
IMR Test Labs will offer literature and infor-mation on its full service laboratory offeringwelder and weld procedure qualifications,thermal spray coating evaluation, mechanicaltesting failure analysis, and material analysisservices.
Indura SA 1411518020 Brenridge Dr., Brandy Station, VA 22714-1946(866) 328-3171; FAX (562) 539-3444 www.indura.net
Industrial Maid LLC 10019351 S. 12th Rd., Cortland, NE 68331-8144(402) 798-7116; FAX (402) 798-7117www.industrial-maid.com
Industrial Maid will present its “green” air-fil-tration products that use recycled high-den-sity polyethylene plastic panels that are light-weight, quiet, and noncorrosive and use afraction of the electrical power required forcartridge style dust collectors.
Industrial Solutions & 11166 Innovations LLC4425 Mustang Rd., Alvin, TX 77511-5366(281) 824-0356; FAX (281) 824-0357www.industrialsolutions-llc.com
In-House Solutions, Inc. 11201240A Holiday Inn Dr., Cambridge, ON N3C 3X4, Canada(519) 658-1471; FAX (519) 658-1335www.inhousesolutions.com
In-House Solutions will introduce the Robot-
master Version 2.1, a CAD/CAM programmingsoftware for six- to eight-axis robots. The unit isdesigned for trimming, deburring, deflashing,dispensing, grinding, and mold machining.
Inman Int’l Corp. 151871802 N. Carson St., Ste. 212-3555Carson City, NV 89701(636) 794-0388; FAX (636) 794-0388
Innerspec Technologies 142194004 Murray Pl., Lynchburg, VA 24501-5004(434) 948-1306; FAX (434) 948-1313www.innerspec.com
Innerspec Technologies will feature its ultra-sonic electromagnetic acoustic transducer(EMAT) technology for nondestructive testingof metallic parts and components, offeringsome unique capabilities that make it effectivefor defect detection, thickness measurements,nodularity, anisotropy, grain structure, and forin-service inspections.
Innov-X Systems 4220100 Sylvan Rd., Ste. 100, Woburn, MA 01801-1852(781) 938-5005; FAX (781) 569-0528www.innov-xsys.com
The company’s booth will present its point-and-shoot, hand-held XRF analyzers, featur-ing Alpha, its smallest and lightest analyzer fornondestructive alloy analysis, grade verifica-tion and flow accelerated corrosion (FAC) in-spection.
Instrument Technology, Inc. 13218PO Box 381, Westfield, MA 01086-0381(413) 562-3606; FAX (413) 568-9809www.scopes.com
Instrument Technology will show itsborescopes, fiberscopes, videoscopes, andcustom remote viewing instruments useful forindustrial applications.
Integrated Robotics LLC 1420440 Old Dover Rd., Newington, NH 03801-7874(603) 766-3492; FAX (603) 766-3485www.integrated-robotics.com
The Integrated Robotics booth will show thecompany’s robot-based manufacturing solu-tions for most manufacturing processes, in-cluding welding, machine tending, grindingand polishing, buffing, deburring, cutting, andmaterial handling.
Integro 11115290 Pratt St., Meriden, CT 06450-8602(203) 235-4424; FAX (203) 630-1093www.Integro-USA.com
Integro will feature its welding products madewith fill-soldered connectors permanentlymolded to the cable to ensure waterproof andsafe welding, and its welding preheat systemdesigned to heat steel to appropriate temper-atures to ensure solid and efficient welds.
Interactive Safety 15190Products, Inc.9825-A Northcross Center Ct., Huntersville, NC 28078(704) 664-7377; FAX (704) 664-7316www.helmetsystems.com
Intercon Enterprises, Inc. 151861125 Fir Ave., Blaine, WA 98230-9702(800) 665-6655; FAX (604) 946-5340www.intercononline.com
Intercon Enterprises will show its gas tung-sten pipe welding accessories, Jokisch anti-spatters, and Baer hardware.
International Thermal Spray 10186Association208 3rd St., Fairport Harbor, OH 44077-5822(440) 357-5400; FAX (440) 357-5430www.thermalspray.org
International Titanium 14201Association2655 W. Midway Blvd., Ste. 300, Broomfield, CO 80020(303) 404-2221; FAX (303) 404-9111www.titanium.org
The International Titanium Association (ITA)booth will offer literature and information onthis nonprofit trade association established tofoster the development of new applications fortitanium, as well as provide a forum for the ex-change of ideas within the industry.
International Welding 14205Technologies, Inc. 276 Pinedge Dr., West Berlin, NJ 08091-9218(856) 753-8126; FAX (856) 753-8439
The company will present its capacitor-dis-charge stud welding systems and fasteners insteel, stainless steel, aluminum, brass, andcopper.
InterTest, Inc. 5280303 Rte. 94, Columbia, NJ 07832-2761(908) 496-8008; FAX (908) 496-8004www.intertest.com
The InterTest booth will display the company’sline of optical inspection equipment for bothin-process weld monitoring and postprocessquality inspections.
SEPTEMBER 2008114
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1418
7
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:22 PM Page 114
creo

Inweld Corp. 150183962 Portland St., Coplay, PA 18037-2224(610) 261-1900; FAX (610) 261-0744www.inweldcorporation.com
The company will present its complete line ofwelding alloys, including stainless and mildsteel, aluminum, copper, chrome-moly, nickel,magnesium, titanium, cobalt, silver alloys,and maintenance alloys.
IPEX, Inc. 71782441 Royal Windsor Dr.Mississauga, ON L5J 4C7, Canada(800) 463-9572; FAX (905) 403-9195www.ipexinc.com
IPEX will introduce at its booth its Duratec Air-line, a compressed-air and inert-gas pipingsystem that combines the benefits of plasticand metal in one pipe. It is constructed of aninner and outer layer of HDPE sandwichedover an aluminum core, to extend the life ofthe system, reduce leakage, and save oper-ating costs.
IPG Photonics Corp. 1418650 Old Webster Rd., Oxford, MA 01540-2706(508) 373-1100; FAX (508) 373-1103www.ipgphotonics.com
IPG Photonics will showcase its high-per-formance fiber lasers for diverse applications.
IRT ScanMaster Systems, Inc. 15062319 Garlington Rd., Ste. B4, Greenville, SC 29615-4621(864) 288-9813; FAX (864) 288-9799www.scanmaster-irt.com
IRT ScanMaster Systems will showcase its
portable, full-featured USB-driven PC-based ul-trasonic instrument that provides operators witha flexible and versatile platform for inspectioncombined with reporting, networking, andarchiving capabilities. Shown will be a single ormultichannel instrument configurations offeringan unlimited number of setup files for differenttransducers and inspection practices.
J & S Machine Inc. 8207W6009 490th Ave., Ellsworth, WI 54011-5235(715) 273-3376; FAX (715) 273-5241www.jsmachine.com
J&S Machine will feature its lines of CNC roll,angle, and profile benders; CNC rotary ben-ders; double head benders; NC rotary ben-ders; tube and pipe benders; and tooling forspecial projects. The company delivers com-plete turnkey packages and offers machinecapacities up to 8 in. that are electric servo,hydraulic servo, or hydraulically controlled.The company will also feature saws for cuttingsteel and aluminum shapes.
Jackson Safety 140191859 Bowles Ave, Ste. 200, Fenton, MO 63026-1936(800) 237-4192; FAX (636) 717-6800www.jacksonsafety.com
Jackson Safety will feature its complete line ofsafety products for head, eye, face, and hear-ing protection. Featured will be the BOSS BigWindow EQC with 13 sq. in. of viewing areaand the Arctic, an autodarkening filter for usein extreme weather conditions. Showcasedwill be the company’s quality personal andwelding safety products for today’s welder
Jancy Engineering Inc. 40092735 Hickory Grove Rd., Davenport, IA 52804-1240(563) 391-1300; FAX (563) 391-2323www.jancy.com
Jancy Engineering will feature its diverseproduct line, which is anchored by its Sluggerannular cutting machines, magnetic-baseddrills, and metal cutting saws used in fabrica-tion, construction, and MRO. The company’sproduct line also includes weld preparationequipment such as notchers, bevelers, andpositioners. In addition, it offers grinding ma-chines, centerless grinding machines, andpipe and tube benders.
Janda Co., Inc. 142231275 Railroad St., Corona, CA 92882-1838(951) 734-1935; FAX (951) 734-0649www.jandawelders.com
Jayesh Industries Ltd. 10131605-9 Krushal Commercial ComplexGM Road Amar Mahal Chembur(W)Mumbai Maharashtra 400 089, India91-22 6703 9991; FAX 91-22 2526 0986www.jayeshgroup.com
Jayesh Industries, which is part of JayeshGroup, India, will feature various raw materialssuch as ferro alloys, metals, and minerals fromwhich welding electrodes are manufactured.
JAZ USA, Inc., & Bullard 11198 Abrasives Inc. 6 Carol Dr., PO Box 861, Lincoln, RI 02865(877) 529-8721; FAX (877) 529-3291www.jazusa.com
JAZ has been providing wire brushes since
115WELDING JOURNAL
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #12119
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:22 PM Page 115
creo

1924. The comany will highlight its wide rangeof wire brushes including those with Protec-tive Guard, which provides safety before, dur-ing, and after work. Personnel will demon-strate the company’s wire brushes and howthey can improve your current processes.
Jetline Engineering 1208915 Goodyear, Irvine, CA 92618-1812(949) 951-1515; FAX (949) 951-9237www.jetline.com
ITW Jetline Engineering will showcase itsweld automation solutions. It manufacturesengineered weld systems and controls, in-cluding cold and hot wire feed, tactile andlaser joint tracking, arc length/voltage con-trols, oscillation controls, vision systems, andmotion/travel controls. Personnel will demon-strate the company’s new process control —the 9900, which works on a seamer and a cir-cumferential and has no limits to the numberof parameters or weld processes it can dealwith.
Jingyu Welding & Cutting 10083Co. Ltd.No. 145 Hedong St. MahangChaingzhou Jiangsu 213162, China86-519-6706120; FAX 86-519-6701045www.jingyuwelding.com
Jinhua Seleno Brazing 13259Alloys Mfg. Co. Ltd.No. 588 Binhong XiluJinhua Zhejiang 321016, China 86-579-8227-5178; FAX 86-579-8227-5128www.brazing-alloys.com
John Tillman Co. 131131300 W. Artesia Blvd., Compton, CA 90220-5307(310) 764-0110; FAX (310) 764-2700www.jtillman.com
John Tillman will display its line of protectivewelding gloves, clothing, blankets, curtains,and screens. The company offers more than2000 items.
Joysun Abrasives Co. Ltd. 11111No. 129 5th Ave. E. Hanghai Rd.Economy & Tech Develop ZoneZhengzhou, Henan Province, China 45001686-371-676-22388; FAX 86-371-676-22389www.joysunabrasives.com
Joysun will feature its abrasive products,mainly standard and high-density zirconia,alumina, ceramic, and SiC products. Productsinclude its conventional, professional, andSpecial SG line of flap discs.
J.P. Nissen Co. 15000PO Box 339, 2544 Fairhill Ave.Glenside, PA 19038-0339(215) 886-2025; FAX (215) 886-0707www.nissenmarkers.com
J.P. Nissen will exhibit and demonstrate itsline of markers for the welding and fabricatingindustries. These include ball-point metalmarkers, solid paint markers, and felt-tip paintmarkers, as well as specialized products in-tended for fabricating, nuclear, and high-tem-perature applications. All of the markers arepermanent paint markers that will write onwet, oily, or dry, rough or smooth surfaces.
Kawasaki Robotics (USA) Inc. 1418028140 Lakeview Dr., Wixom, MI 48393-3157(248) 446-4100; FAX (248) 446-4200www.kawasakirobotics.com
Kawasaki will showcase a new light alloy join-ing process, friction spot joining (FSJ), as wellas heavy deposition arc welding, ultrasonicplastic welding, and other robotic fabricatingapplications.
Kemper America Inc. 152291005 Alderman Dr., Ste. 114, Alpharetta, GA 30005-3825(770) 416-7070; FAX (770) 828-0643www.kemperamerica.com
Keystone Fastening 8107 Technologies Inc.409 Parkway View Dr., Pittsburgh, PA 15205-1408(412) 787-5970; FAX (412) 788-6627www.keystonefastening.com
Keystone Fastening will feature its capacitordischarge (CD) and drawn-arc (ARC) studwelding equipment capable of welding studsthrough 1-in.-diameter. It will also feature itsstud welding accessories for all makes andmodels, and a complete range of studs in mildsteel, stainless steel, aluminum, and other al-loys. Stud welding systems from portablehandgun models to fully automated produc-tion machines will be displayed.
Kinetic Cutting Systems 3223PO Box 2043, 304 W. Prospect Rd., Ste. FFort Collins, CO 80522-2043(970) 498-8441; FAX (970) 498-8451www.kineticusa.com
Kinetic will display its new K5000 heavy-dutycombination drilling and cutting machine witha 48-hp high-speed spindle, 24 toolchanger,and dual Hypertherm HPR260 plasmas withautomated bevel heads. The company’s ma-chines are suited for bridges, structual steelbuildings, heavy machinery, service centers,and large manufacturing facilities.
Klingspor Abrasives Inc. 15222PO Box 2367, Hickory, NC 28603-2367(800) 645-5555; FAX (800) 524-6758www.klingspor.com
Klingspor will showcase its wide variety ofcoated and bonded abrasives including belts,sheets, discs, and specialty items for thewoodworking, metal, solid surface, and fiber-glass industries.
Kobelco Welding of America 120494755 Alpine Dr., Ste. 250, Stafford, TX 77477-4129(281) 240-5600; FAX (281) 240-5625www.kobelcowelding.com
Kobelco, a supplier of flux cored wire for stain-less and mild steel, and ER70S-6 solid wire,will demonstrate its new E70C-6M metalcored formula as well as a variety of stainlessflux cored wires.
Koike Aronson Inc./ Ransome 12001PO Box 307, 635 W. Main St.Arcade, NY 14009-0307(800) 252-5232; FAX (585) 457-3517www.koike.com
Koike Aronson/Ransome will highlight itsLasertex-3540 large gantry-style 4-kW CO2laser beam cutting machine. Demonstrationsof flat plate cutting and square (or rectangu-lar) tube cutting will be given. The machine of-
SEPTEMBER 2008116
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:23 PM Page 116

For Info go to www.aws.org/ad-index
BESSEY:FP_TEMP 8/8/08 11:09 AM Page 117
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #13013
MAGNATECH:FP_TEMP 8/6/08 10:26 AM Page 118
creo

fers unattended (lights out) operation for up to3⁄4-in. mild steel and SIGMA BOX design for im-proved beam quality and reduced mainte-nance costs.
Kokuho Co. Ltd. 131251-8-54 Uchikawa, Yokosuka-cityKanagawa 239-0836, Japan81-46-835 6404; FAX 81-46-835 2204
Kokuho will feature its lines of land- and ma-rine-purpose products such as attachmentsand fittings for a variety of vessel types in-cluding cargo ships, oil tankers, cruise ships,destroyers, and sailing ships. Information willbe provided on the company’s innovativeplans to improve the welding workshop envi-ronment and its wide range of experience andtechnical expertise backed by years of datagathering and analysis.
Koyo Giken Inc. 40524020-4 Tana, Sagamihara city 229-1124, Japan81-42-760-4306; FAX 81-42-760-4309www.koyogiken.co.jp
KUKA Robotics Corp. 1323322500 Key Dr., Clinton Township, MI 48036-1193(586) 465-8817; FAX (586) 465-8717www.kukausa.com
Laboratory Testing Inc. 52702331 Topaz Dr., Hatfield, PA 19440-1936(800) 219-9095; FAX (800) 219-9096www.labtesting.com
Laboratory Testing will showcase its materialstesting, calibration, specimen machining, fail-ure analysis, and welder qualification serv-
ices. Among the company’s offerings are me-chanical, chemical, metallurgical, and nonde-structive testing services as well as dimen-sional, pressure, force, torque, mass, andvacuum calibration services.
LA-CO Industries/Markal 111431201 Pratt Blvd., Elk Grove Village, IL 60007-5708(800) 621-4025; FAX (800) 448-5436www.laco.com; www.markal.com
The company will feature its complete line ofindustrial marking products for all types ofmetal surfaces, plus glass, plastic, wood,cardboard, and other surfaces. La-Co’s prod-ucts include paint markers in liquid and solidform for marking hot or cold, wet or dry, andrough or smooth surfaces.
Langtec Ltd. 102141 Calder Ct.Accrington, Lancashire BB5 5YB, UK 44-128-2772544; FAX 44-128-2772740www.langtec.co.uk
Lantek Systems Inc. 70262737 S. Broadway Ave., Ste. 104Tyler, TX 75701-5445(903) 258-9422; FAX (903) 258-9425www.lantek-systems.com
The company will feature its CAD/CAM soft-ware for punching and oxyfuel, laser, plasma,and waterjet cutting. Its combo systems canhandle 2-D and 3-D designs. The systems caninterface with CNC press brakes, and offerprofile cutting utilizing 5-axis laser and tubecutting machines.
Lapco Mfg. Inc. 1221198 Glenwood St., Morgan City, LA 70380-2317(985) 385-5380; FAX (985) 384-5081www.lapcomfg.com
Lapco will display its line of work clothing andaccessories.
LASAG Industrial-Lasers 41181615 Barclay Blvd., Buffalo Grove, IL 60089-4544(847) 483-6300; FAX (847) 483-6333www.lasag.com
LASAG Industrial-Lasers will feature itsdiode-pumped and flash lamp-pumped lasersfor precision cutting, drilling, and ablating ofmetals and other materials, as well as lasersources with real-time power supply for highlyreproducible spot and seam welding applica-tions. The company will also provide informa-tion on its dedicated database for optimalprocess parameter selection, efficient transferof laser know-how, and excellent worldwideservice.
Laser Mechanisms Inc. 413024730 Crestview Ct., Farmington Hills, MI 48335-1506(248) 474-9277; FAX (248) 336-1103www.lasermech.com
Laser Mechanisms will show its laser beamdelivery components and articulated arm sys-tems for high-power CO2, YAG, and fiberlasers as well as those at other wavelengthsthat suit all facets of industrial applications.The company will also showcase the PRiMESline of laser beam analysis equipment.
119WELDING JOURNAL
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1119
1
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1000
5
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:23 PM Page 119

Laserage Technology Corp. 51273021 N. Delaney Rd., Waukegan, IL 60087-1826(847) 249-5900; FAX (847) 336-1103www.laserage.com
Laserage Technology will feature its customlaser processing services. The company’s ca-pabilities include laser beam welding of mostmetals, laser machining of stents, and lasermachining, cutting, and drilling of a wide vari-ety of materials, including metals, plastics,composites, and ceramics. Finishing opera-tions include electropolishing. Customcable/wire harness and electromechanicalassembly services are also available. Proto-type through production services are sup-ported by a complete metallurgical lab, R&Dand engineering capabilities, and a company-wide TQM/JIT program.
LaserStar Technologies Corp. 51251 Industrial Ct., Riverside, RI 02915-5218(401) 438-1500; FAX (401) 434-7260www.laserstar.net
LENOX 5286301 Chestnut St., East Longmeadow, MA 01028-2742(413) 525-3961; FAX (413) 525-8867www.lenoxtools.com
Liburdi Automation Inc. 11178400 Hwy. 6 N., Dundas, ON L9H 7K4, Canada(905) 689-0734; FAX (905) 689-0739www.liburdi.com
Liburdi Automation will feature its precision,vision-based LAWS, Dabber, and Pulsweldpower sources; and multiaxis, articulated mo-tion systems and controllers for applications in
the turbine, aerospace, nuclear, industrial,and automotive industries. The company willalso showcase its extensive range of orbitalwelding products and precision lathes, seam-ers, and positioners for welding of tube andpipe, medical devices, industrial, nuclearpower generation, and automotive compo-nents.
Lincoln Electric Co. 15025/1003122801 St. Clair Ave., Cleveland, OH 44117-1199(216) 383-2162; FAX (216) 383-8381www.lincolnelectric.com
Lincoln Electric wil highlight its lines of arc weld-ing products, robotic arc-welding systems,plasma and oxyfuel cutting equipment, andbrazing and soldering alloys. Educational ma-terials will be displayed including welding cur-riculum, training tools, and reference materials.
Linde Inc. 14029575 Mountain Ave., New Providence, NJ 07974-2097(908) 771-4887; FAX (908) 771-1723www.linde.com
Linde will exhibit gas technology for weldingand cutting applications and cryogenic cool-ing and cleaning applications. The companyhas partnered with industrial and welding sup-ply distributors for more than 80 years as aproducer of oxygen, nitrogen, argon, helium,liquid helium, hydrogen, carbon dioxide,acetylene, and specialty gases.
Lineage Alloys Inc. 101931901 Ellis School Rd., Baytown, TX 77521-1215(281) 426-5535; FAX (281) 426-7484www.lineagealloys.com
Lineage Alloys will exhibit its line of thermalspray powders, which have been produced atthe same location for 38 years.
LORD Corp. 11132111 Lord Dr., Cary, NC 27511-7923(919) 468-5981; FAX (919) 859-2739www.lord.com
LORD will exhibit its line of industrial gradeadhesives, which offer practical solutions formaterial joining. The adhesives can perma-nently bond dissimilar materials and thin-gauge metals, composites, plastic, wood, rub-ber, and glass. The company’s adhesivesprovide excellent bonding results as well as awatertight seal at the joint.
Lors Machinery Inc. 122371090 Lousons Rd., Union, NJ 07083-5030(908) 964-9100; FAX (908) 964-4492www.lors.com
LS Industries Inc. 3148710 E. 17th St. N., Wichita, KS 67214-1312(800) 835-0218; FAX (316) 265-0013www.lsindustries.com
LS Industries will show its environmentallysafe cleaning, deburring, shot blasting, wash-ing equipment for all metal preparation re-quirements from the smallest to the largestcomponents. Featured will be pipe blasters,structural blasters, peening, cylinderblasters, aqueous washing systems, and vi-bratory deburring as well as paint and pow-der coating systems.
SEPTEMBER 2008120
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #10137
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:24 PM Page 120
creo

Lucas-Milhaupt Inc. 15076A Handy & Harman Co.5656 S. Pennsylvania Ave., Cudahy, WI 53110-2453(414) 769-6000; FAX (414) 769-1093www.lucasmilhaupt.com
Lucas Milhaupt will feature its complete line ofmetal joining products and services, such asalloys, fluxes, automated equipment, productdesign, training and technical assistance. Thecompany supplies brazing and soldering ma-terials to the electrical/electronic, appliance,and transportation markets worldwide.
Luvata Ohio Inc. 111191376 Pittsburgh Dr., Delaware, OH 43015-3814(740) 272-7526; FAX (740) 368-4348www.nippertcompany.com
Luvata will showcase its metal fabrication,component manufacturing, and related engi-neering and design services. Its Formed Prod-ucts unit will highlight resistance welding andprojection welding electrodes, and GMAWcontact tips and wires. Brands featured will in-clude Nitrode, Cupal, Z-trode, Nitrode Com-posite, A-trode, C-trode, and Luvaweld.
Magestic Systems Inc. 5009205 Fairview Ave., Westwood, NJ 07675-2224(201) 263-0090; FAX (201) 263-0091www.magestic.com
Magestic Systems will showcase its TruNESTintegrated nesting solutions and TruLASERView laser projection solutions. TruNEST pro-vides high material utilization and NC pro-cessing for cutting and punching applications.TruLASER is composed of 3-D laser projec-
tors and software, and eliminates the need forhard tooling, templates, and blueprints duringfabrication and assembly processes.
Magid Glove and Safety 151662060 N. Kolmar Ave., Chicago, IL 60639-3418(800) 444-8010; FAX (773) 289-9379www.magidglove.com
Magid will display its lines of work gloves, pro-tective clothing, industrial hygiene, and safetyequipment. The company has been manufac-turing gloves and personal protective equip-ment since 1946.
Magnaflux — A Division of ITW 120853624 W. Lake Ave., Glenview, IL 60026-1215(847) 657-5300; FAX (847) 657-5388www.magnaflux.com
Magnaflux will showcase its lines of liquidpenetrant, magnetic particle, and resonant in-spection products. Products featured will beSPOTCHECK® visible penetrant, ZYGLO®fluoroscent penetrant, MAGNAGLO® fluores-cent magnetic particle, QUASAR® resonantinspection, DARACLEAN® aqueous clean-ers, and ultrasonic thickness gauges.
Magnatech Limited Partnership 13013PO Box 260, East Granby, CT 06026-0260(860) 653-2573; FAX (860) 653-0486www.magnatech-lp.com
Magnatech will display equipment for orbitaltube/pipe, and tubesheet welding applica-tions. The Tubemaster power source, with Au-toprogram, will be demonstrated welding san-itary stainless tubing. Also featured will be thePipemaster for multipass welding.
Mannings USA 10059351 Lowery Ct., Ste. 3, Groveport, OH 43125-9344(614) 836-0021; FAX (614) 836-0028www.manningsusa.com
Mannings will showcase its on-site heat treat-ing, high-frequency induction, and boltingservices, including preheat, postweld heattreatment, dryout/curing, induction bolt heat-ing, and hydraulic bolting.
Marvel Mfg. Co. 11663501 Marvel Dr., Oshkosh, WI 54902-7115(920) 236-7200; FAX (920) 236-7209www.sawing.com
Marvel will display its Marvel brand tilt framevertical bandsaws, sawblades, and materialhandling equipment and systems, as well asits Spartan brand horizontal band saws, auto-matic carbide circular saws, and ironworkers.
Maryland Brush Co. 151683221 Frederick Ave., Baltimore, MD 21229-3807(800) 654-0774; FAX (888) 278-7440www.marylandbrush.com
Maryland Brush will exhibit its brush productsfor weld cleaning and pipeline industries inboth carbon and stainless wire constructions.Types include stringer bead, knot and crimpwire cup, end, and wheels.
Master Magnetics Inc. 11087747 S. Gilbert St., Castle Rock, CO 80104-2262(888) 293-9399; FAX (800) 874-8268www.magnetsource.com
Master Magnetics will show its line of magnetsand magnetic assemblies for applications re-
121WELDING JOURNAL
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:24 PM Page 121

quiring lifting, positioning, holding, retrievingor separating, and materials handling. Avail-able are Alnico, ceramic, flexible, and rareearth magnets in a wide range of sizes,grades, and shapes. Also featured will bemagnetic floor sweepers, which can pick upscrap metal from aisles and metal manufac-turing areas.
Master Weld Products LLC 150143962 Portland St., Unit A, Coplay, PA 18037-2224(610) 261-1000; FAX (610) 261-1555www.masterweld.net
Master Weld will feature its GMAW and GTAWguns, torches, and consumables.
Matheson Tri-Gas Inc. 121911861 Lefthand Cir., Longmont, CO 80501-6740(303) 678-0700; FAX (480) 626-2751www.matheson-trigas.com
Matheson Tri-Gas will feature its industrial,medical, specialty, and electronic gases; gashandling equipment; high-performance purifi-cation systems; engineering and gas man-agement services; and on-site gas generationservices.
Mathey Dearman Inc. 12118PO Box 472110, 4344 S. Maybelle St.Tulsa, OK 74147-2110(918) 447-1288; FAX (918) 447-0188www.mathey.com
Mathey Dearman will feature its patented cut-ting and beveling machines including theCGM blade milling machine; numerous ac-cessories for all sizes of pipe diameters and
types of pipe; pipe alignment and reformingclamps for welders and pipefitters who needfast, accurate fit-up; welding electrode andflux ovens; and pipe tools for pipe fitting andlayout.
M Braun Inc. 1013414 Marin Way, Stratham, NH 03885-2578(603) 773-9333; FAX (603) 773-0008www.mbraunusa.com
M Braun USA will feature its line of inert gascomponents specially designed for weldingapplications. The company’s glovebox line iscomprised of special welding chambers for re-sistance welding, GTAW, laser beam weldingwith laser protective vitrification, plasma weld-ing with nitrogen-free argon atmosphere, spe-cial feedthroughs for all necessary supplylines, and particle suction units with continu-ously active separation.
Mecco Marking & Traceability 8088PO Box 5004, 290 Executive Dr.Cranberry Township, PA 16066-6436(888) 369-9190; FAX (724) 779-9556www.mecco.com
Mecco Marking & Traceability will show itslaser and dot peen products for direct partmarking for traceability, verification, and partidentification. The products feature 2-D datamatrix capabilities that meet all AIAG, UID,and SPEC 2000 marking requirements.
Medi-Rub USA 1404710 Cedar Dr., Mills River, NC 28759-2664(843) 372-1011; FAX (508) 819-3002www.medirubusa.com
Medi-Rub will show and demonstrate its U.S.-made massagers designed for the clinicaltreatment of patients and to aid in the preven-tion of carpal tunnel, leg cramps, back andneck pain.
MegaFab Whitney/ 5136/8136Piranha/BertschPO Box 457, 3310 E. 4th Ave.Hutchinson, KS 67504-0457(620) 663-1127; FAX (620) 662-1719www.megafab.com
MegaFab will highlight its line of metal fabri-cating equipment including Piranha ironwork-ers, press brakes, shears; Bertsch plate bend-ing rolls; Whitney combination plasma/punchfabricating centers, plasma cutting tables,plate laser cutting equipment, portablepresses and CNC fabricators. The company’sironworkers feature low-rake flat bar knives tominimize distortion.
Meltric Corp. 101394640 W. Ironwood Dr., Franklin, WI 53132-8871(414) 817-6160; FAX (414) 817-6161www.meltric.com
Meltric will show its line of switch-rated, heavy-duty plugs, receptacles, and connectors. Theproducts’ safety features allow make and breakunder load and provide significant protection inoverload and short circuit conditions and sim-plifies NFPA 70E code compliance. Ratingsfrom 15 to 400 A.
Mercer Abrasives 14135300 Suburban Ave., Deer Park, NY 11729-6807(800) 221-5202; FAX (631) 243-3209www.mercerabrasives.com
SEPTEMBER 2008122
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #11233
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:25 PM Page 122
creo

Meta Vision Systems Inc. 121628084 Rt. TranscanadienneSaint-Laurent, QC H4S 1M5, Canada (800) 661-0140; FAX (514) 333-8636www.meta-mvs.ca
Meta Vision Systems will show its weldingprocess control systems utilizing 3-D laser vi-sion hardware and software. The company’sproducts range from low-cost standard sys-tems for robot and welding machine applica-tions to fully customized systems deliveringvery high performance.
Metabo Corp. 140951231 Wilson Dr., West Chester, PA 19380-4243(800) 638-2264; FAX (800) 638-2261www.metabousa.com
Metablo will exhibit its line of industrial electricpower tools and abrasives for the professionaltradesperson.
Metal Supermarkets 111711675 Tonne Rd., Elk Grove Village, IL 60007-5123(866) 867-9344; FAX (847) 439-3105www.metalsupermarkets.com
Metal Supermarkets® will offer its services asa source for a wide variety of metals includingsteel, stainless, and aluminum, in all standardshapes and sizes. The company will also pro-vide information on its more than 80 locationsworldwide that serve the industrial, engineer-ing, maintenance, and other sectors.
Metallisation Ltd. 10217Pear Tree Ln., Dudley DY2 0XH, UK44-138-4252464; FAX 44-138-4237196www.metallisation.com
The company will showcase its thermal sprayequipment and consumables including arc,flame, plasma and HVOF processes.
MG Systems & Welding 1203W141 N9427 Fountain Blvd.Menomonee Falls, WI 53051-1624(262) 532-4615; FAX (262) 255-5170www.mg-systems-welding.com
MG Systems & Welding will feature its CNCgantry cutting machines with plasma and oxy-fuel. Machines are available with multipletorches, bevel cutting with oxyfuel andplasma, drills and other options to maximizeefficiency. Featured will be the heavy-dutyTMC4500ST and Titan II; the precise, quickMetalmaster Plus and MPC; and the smallerEdgeMax, EdgeMaster, and EdgeMate plate-processing machines, as well as the ALFAoxyfuel torch, virtual service, and the Slag-ger® cutting table.
Micro Air Clean Air Systems 15124PO Box 1138, 3025 May Ave., Wichita, KS 67201-1138(316) 946-5875; FAX (316) 219-2995www.microaironline.com
Micro Air will highlight its complete line of dustcollectors, mist collectors, downdraft tables,clean air booths, and source capture arms forcapture of industrial smoke, fumes, dust, andpollutants. The equipment handles weldingfumes, grinding, buffing, polishing, coating,plasma, and laser dust and fumes.
Midalloy 12112630 Axminister Dr., Fenton, MO 63026-2906(800) 776-3300; FAX (636) 349-2240www.midalloy.com
Midalloy will show its high-quality stainlesssteel, nickel, and low-alloy welding consumables.
Miller Electric Mfg. Co. 130771635 W. Spencer St., PO Box 1079Appleton, WI 54912-1079(800) 400-4553; FAX (920) 735-4013www.millerwelds.com
Miller will showcase its lines of arc weldingand plasma cutting equipment and relatedsystems for metalworking, maintenance, andother applications.
M. K. Morse Co., The 5281PO Box 8677, Canton, OH 44711-8677(330) 453-8187; FAX (330) 453-1111www.mkmorse.com
The company will introduce its Metal DevilStud Cutter™ at the show, a 14-in. carbide-tipped saw blade for cutting steel studs. TheRevolution® and M-Factor by Morse™ car-bide blades will also be featured.
MK Products Inc. 1314916882 Armstrong Ave., Irvine, CA 92606-4975(949) 863-1234; FAX (949) 474-1428www.mkproducts.com
MK Products will feature its Cobramatic®push-pull wire feed technology for aluminumwelding, the Aircrafter tabletop rotary posi-tioners, and orbital tube welding systems forsanitary, high-pressure, and ultrahigh-purityapplications.
123WELDING JOURNAL
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1406
1
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/11/08 2:38 PM Page 123
creo

Moldex Metric Inc. 1301410111 Jefferson Blvd., Culver City, CA 90232-3509(310) 837-6500; FAX (310) 837-9563www.moldex.com
Moldex® will show its lines of hearing and res-piratory protection for industrial worker safety.The products are desined for comfort, quality,and value.
Motoman Inc. 13049805 Liberty Ln., West Carrollton, OH 45449-2176(937) 847-6200; FAX (937) 847-6277www.motoman.com
Motoman will showcase its complete roboticsolutions for a wide variety of applications, in-cluding arc welding, assembly, coating, dis-pensing, material cutting (laser, plasma, andwaterjet), material handling, material removal,and spot welding. The company’s products in-clude more than 175 robot models, with pay-loads from 3 to 600 kg, as well as 15 familiesof fully integrated, standardized “World” sys-tems. Its PC-based tools enhance productiv-ity through simulation, calibration, and accu-rate off-line programming.
MPT Industries 1417785 Franklin Rd., 6-B Hamilton Business ParkDover, NJ 07801-5632(973) 989-9220; FAX (973) 989-9234www.mptindustries.com
MPT Industries will display its specialty lubri-cants that increase equipment life, lower op-erating costs, and decrease downtime, in-cluding chemical-resistant and oxygen-
compatible thread sealants; long-lasting mul-tipurpose lubricants and greases; engine oiladditive; gear oil additive; air tool oil; and as-sembly lube.
MultiCam LP 151251025 W. Royal Ln., PO Box 612048DFW Airport, TX 75261(972) 929-4070; FAX (972) 929-4071www.multicam.com
MultiCam will showcase its automated cuttingsolutions. The company’s philosophy is toproduce long-lasting, easy-to-maintain CNCmachines.
Multiquip Inc. 1511818910 Wilmington Ave., Carson, CA 90746-2820(310) 537-3700; FAX (310) 637-7936www.multiquip.com
Mutual Industries/ 15232Kromer Cap2709 Frederic Ave., Baltimore, MD 21223(800) 922-9832; FAX (410) 727-3521www.kromercap.com
The Kromer Cap and Gann Safety divisions ofMutual Industries will feature their fashionwelding caps, shop beanies, in-stock and cus-tom-made safety vests, and other safety ac-cessories.
Nation Coating Systems Inc. 10167501 Shotwell Dr., Franklin, OH 45005-4663(937) 746-7632; FAX (937) 746-7658www.nationcoatingsystems.com
Nation Coating Systems personnel will high-
light the company’s new coatings for all typesof industrial applications, and discuss ways toimprove products with thermal spraying.
Nation Wide Products/ 12221Pipe-Pro Cutting Guides1301 S. Treadaway Blvd., Abilene, TX 79602-3942(325) 675-5062; FAX (325) 675-5053www.nationwideproduct.com
Nation Wide Products will display its line ofPipe Pro cutting guides used to mark anglesand saddles for pipe and tube cutting. All prod-ucts come with a storage container, and pri-vate labeling is available.
National Bronze & Metals, Inc. 8050PO Box 800818, Houston, TX 77280-0818(713) 869-9600; FAX (713) 869-9124www.nbmmetals.com
National Bronze & Metals will exhibit its line ofbrass, bronze, and copper alloys. The com-pany stocks more than 100 alloys and manyothers can be special ordered.
National Center for Advanced 10009Manufacturing (NCAM)13800 Old Gentilly Rd., Bldg. 420, Rm. 200New Orleans, LA 70129-2218(504) 257-0969; FAX (504) 257-5456www.ncamlp.org
NCAM (National Center for Advanced Manu-facturing) is a governmental/business/academic partnership located at NASA’s Mi-choud Assembly Facility in New Orleans thatpromotes the use of advanced manufacturing
SEPTEMBER 2008124
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1116
7
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1119
1
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:26 PM Page 124

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #15024
AVESTA:FP_TEMP 8/6/08 9:22 AM Page 125

For Info go to www.aws.org/ad-index
ARCOS 2:FP_TEMP 8/6/08 9:21 AM Page 126
creo

For Info go to www.aws.org/ad-index
HODGSON:FP_TEMP 8/6/08 9:29 AM Page 127
creo

SEPTEMBER 2008128
technologies and research for industrial appli-cations. NCAM’s equipment includes a large-scale friction stir welding system with 6 axes ofmotion weld head and self-reacting pin tooltechnology, a high-speed gantry machining sys-tem, a nondestructive evaluation system, andtwo fiber placement (composites) machines.
National Standard LLC 130051631 Lake St., Niles, MI 49120-1270(800) 777-1618; FAX (269) 683-6249www.nationalstandard.com
National Standard will display its Satin Glidestainless steel welding wire, CopperFreewelding wires, inert gas control, and bulkpackages for precise arc placement.
Nelson Stud Welding 121247900 W. Ridge Rd., Elyria, OH 44035-1952(440) 329-0400; FAX (440) 329-0492www.nelsonstudwelding.com
Nelson Stud Welding will be conducting livedemonstrations of its newest technology instud welding equipment. The lightweight andportable N1500i inverter system is well suitedfor shipyards and construction job sites. TheNelweld line of equipment is designed for ap-plications in the industrial and constructionmarkets, while its capacitor dischage systemssolve fastening problems in the light-gaugemetal markets.
New Fire Co. Ltd. 15112Rm. 101, No. 88, Branch Lane 2, Lane 1028XiuYan Rd., Pudong, Shanghai 201315, China86-216-8197031; FAX 86-216-8197211www.newfire.biz
New Fire will highlights its industrial thermalinsulating, welding and cutting protection, andsafety equipment.
Ningbo East Machinery & 10093Equipment Import & Export Corp.Rm. 305, No. 107, Xiao Wen St.Ningbo, Zhe Jiang Province 315101, China86-574-8734 8251; FAX 86-574-8734 5492www.eastwelding.com
Ningbo Powerway Group 12195Co. Ltd.Yunlong Town, Yinzhou DistrictNingbobe Zhejiang Province, Ninbo, 315135, China86-574-83004660; FAX 86-574-88349958www.pwalloy.com
Ningbo Powerway Group will feature its copper-based alloys, which include welding electrodes,welding wire, and resistance welding materials.Products offered include C656, C681, C773,ErCuAl-A1, ErCuAl-A2, ErCuSi-A, ErCuSn-A,ErCuSnC, RBCuZn-A, RBCuZn-B, RBCuZn-C,RBCuZn-D, C182, C18150, and C150.
Nitto Kohki U.S.A., Inc. 50154525 Turnberry Dr., Hanover Park, IL 60133-5492(630) 924-9393; FAX (630) 924-0303www.nittokohki.com
Nitto Kohki will exhibit its automatic feed mag-netic base drills that use self-regulated feedsystems to optimize cutting performance witha number of safety features. Used with Jet-Broach tungsten carbide-tipped annular cut-ting tools, it can increase production while re-ducing labor hours and hazards. Thecompany will also feature its other steel work-ing tools including portable hydraulic
punches, bevelers, pneumatic, and electricpower tools.
Noise Barriers LLC 102151207 Remington Rd., Ste. ESchaumburg, IL 60173-4829(847) 843-0500; FAX (847) 843-0501www.noisebarriers.com
Nordfab Ducting 13114150 Transit Ave., Thomasville, NC 27360-8927(800) 532-0830; FAX (336) 889-7873www.nordfab.com
Nordfab will display its Quick-Fit clamp-to-gether ducting that can convey wood dust,metal grindings, powder, plastic, dry concrete,smoke, carbon black, fumes, grains, woodchips, mists and hundreds of other items.Thanks to the product’s patented design,straight pipes, elbows, branches, and custompieces snap together in seconds, and can betaken apart and reconfigured without tools.
North Carolinas Southeast 14109707 W. Broad St., Elizabethtown, NC 28337(910) 862-8511; FAX (910) 862-1482www.ncse.org
The organization will provide information onhow coastal southeastern North Carolina is agreat location for globally oriented boat man-ufacturing and marine products businessesinterested in expanding or relocating all orpart of their operations. The eleven countiesof Southeastern North Carolina can assistcompanies to access and compete in theglobal marketplace. North Carolinas South-east provides free, confidential relocationservices as the convenient point of access toall resources needed for your site search.
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:26 PM Page 128
creo

129WELDING JOURNAL
North Safety Products 102422000 Plainfield Pike, Cranston, RI 02921-2019(401) 275-2440; FAX (401) 275-7560www.northsafety.com
Northwest Mettech Corp. 10204467 Mountain Hwy.North Vancouver, BC V7J 2L3, Canada(604) 987-1668; FAX (604) 987-1669www.mettech.com
Norton Abrasives 112171 New Bond St., Worcester, MA 01606-2614(800) 962-9379; FAX (508) 795-5950www.ind.nortonabrasives.com
Norton will showcase its extensive line ofmore than 6000 bonded, coated, and su-perabrasives to meet a wide range of priceand performance requirements for grinding,cutting, blending, forming, and finishing. Thecompany can also help you engineer the mostcost-effective nonstock abrasive solutions forproduction runs on all types of materials.
Nova-Tech Engineering LLC 1001120818 44th Ave. W., Ste. 201Lynnwood, WA 98036-7709(425) 245-7000; FAX (425) 245-7099www.stirwelding.com
Nova-Tech Engineering will feature its serv-ices as a designer and builder of completefriction stir welding (FSW) systems and aero-space tooling. The company has more than 10years of experience in building FSW ma-chines, including tank, flat plate, and pipewelding machines, and custom retrofits of ex-isting milling machines. The company alsohas more than 30 years of aerospace toolingexperience, with an emphasis on moving lineequipment, laser alignment positioners, andother assembly tooling equipment.
NSRW 11205701 Thames Ct., Pelham, AL 35124-1926(205) 663-1500; FAX (205) 663-3221www.nsrw.com
NSRW will showcase its expanded services toensure weld process integrity and cost contain-ment, engineering services, weld process veri-fication, installation, and production support.
Nutron Nameplate Inc. 15060PO Box 487, 31269 Lorain Rd.North Olmsted, OH 44070-0487(888) 737-5052; FAX (440) 777-6664www.nutronnameplate.com
The company will introduce its FMA stan-darized, graphic, ANSI/ISO safety signage forfabricating, welding, and other related equipment.
Ohio Nut & Bolt Co., The 1126933 Lou Groza Blvd., Berea, OH 44017-1293(800) 362-0291; FAX (440) 243-4006www.on-b.com
Ohio Nut & Bolt will show its resistance weldfasteners, weld nuts, screws, pins and adjust-ing screws. Inch and metric sizes in low- car-bon steel, stainless steel, and 1022 hardenedsteel will be offered. Also, a standard line oflevelers, some with slotted or hex dogpointterminal ends, will be shown.
Ohio State University 102591248 Arthur E. Adams Dr., Columbus, OH 43221-3560(614) 292-0522; FAX (614) 292-6842www.iwse.eng.ohio-state.edu/we/
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1320
5
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:26 PM Page 129
creo

SEPTEMBER 2008130
OKI Bering 15086/150959901 Princeton-Glendale Rd.Cincinnati, OH 45246-1131(513) 341-4002; FAX (513) 341-4903www.oki-bering.com
OKI Bering will show its line of welding, safety,and industrial supplies. The company will pro-vide information on its service throughout mul-tiple industrial channels in North, Central,, andSouth America, Europe, Middle East, andother world markets.
Olympus NDT 1422948 Woerd Ave., Waltham, MA 02453-3824(781) 419-3900; FAX (781) 419-3980www.olympusndt.com/en
Olympus will display its portfolio of ultrasonictesting (UT), phased array (PA), eddy current(ET), eddy current array (ECA), remote visualinspection (RVI), and related technologies.The company’s brands include R/D Tech,Panametrics-NDT, NDT Engineering, Sonic,and Nortec.
OR Lasertechnology, Inc. 71061420 Howard St., Elk Grove Village, IL 60007-2221(847) 593-5711; FAX (847) 593-5752www.orlaserwelding.com
OR Lasertechnology will feature its laserwelding systems. The company’s products in-clude Class IV ( open beam) and Class I (en-closed) systems, as well as fully mobile andstationary systems for any laser welding ap-plication. The products can perform laserbeam welding of chrome-nickel alloys, alu-
minum, nitrate surfaces, and stainless steel.The company also offers job shop services inIllinois and throughout the U.S. Midwest.
Orbitalum Tools GmbH 12093Freibuehistr 18, Sirgen, Germany 7822449-7731 792 735; 49-7731 792 500www.orbitalum.com
ORS NASCO 151492348 E. Shawnee, Muskogee, OK 74403-1423(918) 781-5300; FAX (918) 682-5936www.orsnasco.com
ORS Nasco will feature its line of welding, in-dustrial, and safety supplies.
Osborn International 122565401 Hamilton Ave., Cleveland, OH 44114-3911(216) 361-1900; FAX (216) 361-1913www.osborn.com
Osborn International will feature its completeline of wire and synthetic power brushes in-cluding the ATB nylon abrasive brushes anddiamond superabrasives, ranging in size fromminiature to wide face. Also featured will bethe company’s Softool honing inserts, main-tenance brooms, utility brushes, and a varietyof aerosols, abrasives, and buffing wheels.
Oskar Air Products 1313395 Cypress Dr., Youngsville, NC 27596(919) 570-2862; FAX (919) 570-2863www.oskarsales.com
Oskar Air Products will highlight its air filtrationand extraction products that include fume
arms, portable collectors, dust collectors, ro-botic cells, downdraft tables, hose reels, blow-ers/fans, and retrofit systems to extend filterlife on most dust collectors. The company’snewest products include three new roboticcells and two types of dust collectors.
OTC DAIHEN Inc. 131631400 Blauser Dr., Tipp City, OH 45371-2471(937) 667-0800; FAX (937) 667-0885www.daihen-usa.com
OTC DAIHEN will provide information on itsmore than 70 years of experience in ad-vanced arc welding technology, and morethan 25 years of experience in advancedwelding and robotic systems.
Oxford Alloys Inc. 111772632 Tee Dr., Baton Rouge, LA 70814-4913(225) 273-4800; FAX (225) 273-4814www.oxfordalloys.com
Oxford Alloys will feature its broad range ofwelding wire and electrodes. The company’sproducts include a complete line of corrosion-resistant alloys including nickel, stainlesssteel, and titanium. The company also stocksmild and low alloy steel, aluminum bronze, sil-icon bronze, deox copper and aluminum.
Oxylance Corp. 141872501 27th St. N., Birmingham, AL 35234-1225(205) 322-9906; FAX (205) 322-4808www.oxylance.com
Oxylance will highlight its cutting systems de-signed for heavy demolition, fire and rescue, un-derwater construction, and equipment repair.
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:27 PM Page 130
creo

131WELDING JOURNAL
PAC - Powder Alloy Corp. 101925871 Creek Rd., Cincinnati, OH 45242-4009www.powderalloy.com(513) 984-4016; FAX (513) 984-4017
PacMont Inc. 1311018855 Chessington Pl.Rowland Heights, CA 91748-4969(626) 839-1443; FAX (626) 964-0158
PacMont will display its autodarkening lensesand welding helmets.
Panasonic Factory 12017Solutions Co.909 Asbury Dr., Buffalo Grove, IL 60089-4525(847) 495-6100; FAX (847) 495-6095www.panasonicfa.com
Panasonic Factory Solutions will exhibit itsline of arc welding robots, power sources, andpreengineered work cells. Industries servedinclude automotive and its subcontractors,farm and heavy equipment, over-the-road ve-hicles, general metal fabrication and jobshops. The company will provide informationon its comprehensive customer support fromits Chicago-based Technical Center.
Pandjiris Inc. 140675151 Northrup Ave., St. Louis, MO 63110-2031(314) 776-6893; FAX (314) 776-8763www.pandjiris.com
Pandjiris will feature its line of positioners,grippers, turning rolls, manipulators, slidesand swivels, seamers, sidebeams and car-riages, headstocks and tailstocks, turntables,and 3 o’clock welding machines. Pandjiris willalso offer its engineering expertise for turnkeywelding systems designed and manufacturedto meet the needs of industry.
Pangborn Corp. 53254630 Coates Dr., Fairburn, GA 30213-2975(404) 665-5700; FAX (404) 665-5701www.pangborn.com
Pangborn Corporation will detail its line of sur-face preparation equipment. The companyproduces new equipment, retrofits and re-builds current machines, and provides all lev-els of service to its customers.
Parker Domnick Hunter 102055900 B Northwoods Pkwy., Charlotte, NC 28269-5747(800) 345-8462; FAX: (704) 921-1960www.domnickhunter.com
Parker Domnick Hunter will display its Hyper-chill process water chillers and MAXIGAS ni-trogen gas generators.
Parker Hannifin Corp. 112956035 Parkland Blvd., Cleveland, OH 44139(216) 896-2532; FAX (216) 896-5000www.parker.com
Pat Mooney, Inc. 8151502 S. Westgate St., Addison, IL 60101-4525(630) 543-6222; FAX (630) 543-5584www.patmooneysaws.com
Pat Mooney will exhibit its friction sawblades fortube mills with a new coating that allows longeruse with less cracking. It will also show its FMBdirect-drive precision mitre band saws.
Peddinghaus Corp. 4151300 N. Washington Ave., Bradley, IL 60915-1600(815) 937-3800; FAX (815) 937-4003www.peddinghaus.com
Peddinghaus will unveil four new machinesthat promote single-operator thermal fabrica-tion of all structural shapes; high-speeddrilling, tapping, countersinking, and marking;speed sawing techniques that can improvetonnage up to 25%; and new cutting edgetechnologies for the structural steel and heavyplate fabrication industries.
Permadur Industries, Inc. 14011186 Rte. 206, Hillsborough, NJ 08844-4123(908) 359-9767; FAX (908) 359-9773www.permadur.com
Permadur will feature its permanent liftingmagnets and custom-built magnet and vac-uum systems to support plate loading andmultiple part/skeleton offloading and individ-ual cut part handling associated with oxyfuel,plasma, and laser beam cutting systems.
PFERD, Inc. 1009430 Jytek Dr., Leominster, MA 01453-5932(978) 840-6420; FAX (978) 840-6421www.pferdusa.com
PFERD and PFERD/Advance Brush Co. willhighlight its extensive product range, which in-cludes more than 9000 surface finishing, cut-ting, and power tools.
Phoenix International, Inc. 131248711 W. Port Ave., Milwaukee, WI 53224-3429(414) 973-3400; FAX (414) 973-3210www.phx-international.com
Phoenix will feature its line of DryRod® and dry-WIRE® ovens for holding, reconditioning, andrebaking welding electrodes. It will also show
the Safetube®, a watertight, durable containerfor maximum protection of electrodes, which of-fers a carrying strap with cap tether, nonroll-away shape, and safety yellow color.
Plasma Automation, Inc. 140661801 Artic Ave., Bohemia, NY 11716-2413(631) 563-7234; FAX (631) 563-7239www.plasma-automation.com
Plasma Automation will demonstrate its ViconElite precision plasma cutting system and itsnew ViSoft cutting software program for Win-dows®. Featured will be the Monarch I-beamcutting system designed for versatile cuttingof precision sheet metal, structural steel, I-beams, square or rectangular tubing, angleiron, flat plate, channel, and fixturing. TheFabricator, Edge King High Density, andWater Table Systems will also be featured.
PlymoVent Corp. 10082115 Melrich Rd., Ste. 2, Cranbury, NJ 08512-3526(800) 644-0911; FAX (609) 655-0569www.plymovent.com
PlymoVent will exhibit its metalworkingsmoke, fume, dust, and mist capture and re-moval systems. Systems are available from asimple one station setup to multiple stationsystems with automatic controls to enhanceefficiency and maximize energy conservation.
Polymet Corp. 1016310073 Commerce Park Dr., Cincinnati, OH 45246-1333(513) 842-1119; FAX (513) 874-2880www.polymet.us
Polymet, a manufacturer of high-performance
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:27 PM Page 131

SEPTEMBER 2008132
welding, hardfacing, and thermal spray wire,offers a wide range of iron-, nickel-, cobalt-,aluminum-, and copper-based alloys for theaerospace, automotive, mining, lumber, nu-clear, land-based turbines, power generating,cement, and other industries. The company’smanufacturing capabilities include hot ex-truded wire processing, rolling, drawing, andalloy cored wire fabrication.
Port-A-Cool 5330709 Southview Cir., Center, TX 75935-4341(800) 695-2942; FAX (936) 598-8901www.port-a-cool.com
Port-A-Cool will exhibit its portable, evapora-tive cooling systems for use when standardair-conditioning may be unavailable, impracti-cal, or cost prohibitive. Operating with waterand either electricity or compressed air, theunits deliver air flow an average of 20 degcooler than surrounding air.
Praxair, Inc. 1305739 Old Ridgebury Rd., Danbury, CT 06810-5109(800) 772-9247; FAX (800) 772-9985www.praxair.com
Precise Equipment Co. 122163311 N. I-35, Ste. 150, Denton, TX 76207-2004(940) 566-4780; FAX (940) 566-4825www.precisemanifolds.com
Preco Inc. 13180500 Laser Dr., Somerset, WI 54025-9774(715) 247-3285; FAX (715) 247-5650www.precoinc.com
Preco will highlight its standard and customlaser beam welding, cladding, and heat-treat-ing systems and services. The company’s ap-plications knowledge includes hybrid laserwelding, deep-penetration welding, wire feedwelding, laser brazing, and seal-facecladding. Capabilities include laser technol-ogy (with lasers up to 12k), robotics, automa-tion, and fully staffed metallurgical and qualitylabs.
Preston-Eastin Inc. 11101PO Box 582288, Tulsa, OK 74158-2288(918) 834-5591; FAX (918) 834-5595www.prestoneastin.com
Preston-Eastin will show its motion controland positioning equipment for the welding in-dustry. Its standard products include position-ers, turning rolls, head and tailstocks, turnta-bles, manipulators, and accessories. Thecompany also manufactures equipment usedin robotic applications, and can design andbuild custom equipment for special applica-tions. Its experienced sales staff will be avail-able to assist visitors with their requirements.
Primax Mfg. & Trading Inc./ 15198Caiman Gloves9078 Rosecrans Ave., Bellflower, CA 90706-2038(562) 272-2762; FAX (562) 272-2761www.caimangloves.com
Primax/Caiman Gloves will exhibit its newglove designs, Revolution™ and Kontour™,which combine fine materials, style, dexterity,comfort, and safety never seen in conven-
tional welding gloves. A new line of premiumBoarhide™ welding apparel will also beshown.
Pro Weld Stud Welding 1318612200 Alameda Dr., Strongsville, OH 44149-3021(800) 874-7860; FAX (440) 783-3178www.studwelding.com
Pro Weld Stud Welding will showcase its com-plete range of threaded, nonthreaded,tapped, and special arc and capacitor dis-charge studs, stud welding systems, and ac-cessories. Demonstrations will be given toshow the advantages of this fast, reliable endwelding process that offers a superiorstrength, distortion- and blemish-free, nodrilling and tapping fastening alternative.
Profax/Lenco 13101PO Box 898, Pearland, TX 77588-0898(281) 485-6258; FAX (281) 485-8030www.profax-lenco.com
Profax will feature its GMA, flux core, and sub-merged arc welding equipment, guns, andconsumables; arc gouging torches and car-bons; GTAW torches; spool guns; replace-ment plasma torches and consumables; wirefeeders; and repair parts for most major brandpower sources and feeders. Lenco will featureits welding accessories, including electrodeholders, ground clamps, cable connectors,cable ligs, and chipping hammers. It also fur-nishes rod ovens and automotive spot weld-ing machines.
Progressive Systems, Inc. 15054701 Mayde Rd., Berea, KY 40403-9723(859) 985-1776; FAX (859) 986-7423www.prorobots.com
Progressive Systems will show its PROSYS-TEM robot welding, fixturing, and materialhandling systems. The company is a full-serv-ice systems integrator. It can develop appli-cation-specific welding solutions for generalindustry, automotive, and military.
Project Tool & Die Inc. 20056955 Danyeur Rd., Redding, CA 96001-5390(530) 243-8903: FAX (530) 243-8914www.projecttoolanddie.com
ProMotion Controls, Inc. 112161484 Medina Rd., Ste. 118, Medina, OH 44256-5378(330) 721-1464; FAX (330) 239-1531www.promotioncontrols.com
ProMotion Controls will exhibit its shape-cut-ting controls and associated products with ad-vanced intelligence for processes includingoxyfuel, plasma, waterjet, and routers. Its PC-based shape-cutting control solutions for newmachinery or retrofit include new iControl in-novations and software options, a new iDriveand torch lifter, and an iCNC upgrade kit thatupdates older controls with the latest in ad-vanced capabilities.
PTR-PrecisionTechnologies Inc. 12234120 Post Rd., Enfield, CT 06082-5690(860) 741-9311; FAX (860) 745-7932www.ptreb.com
PTR-Precision Technologies will feature itselectron beam welding systems for a widerange of applications. The company also pro-vides parts, service, and retrofits for the sys-tems built by its predecessors: Hamilton Stan-
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1118
6
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:28 PM Page 132
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #14129
GEDIK:FP_TEMP 8/7/08 7:45 AM Page 133

For Info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #14077
HYPERTHERM:FP_TEMP 8/6/08 9:30 AM Page 134

135WELDING JOURNAL
dard and Leybold. In addition, it offers contractEB welding at its job shops in Enfield, Conn.,and Spartanburg, S.C.
Quality Welding 15006Products, Inc.118 N. Mill St., King of Prussia, PA 19508(610) 331-1607; FAX (610) 783-0446www.qwpinc.net
QWP will introduce several new pickling prod-ucts for stainless steel and aluminum, and willdisplay a stainless gas tungsten arc weldingwire that will eliminate the need for back-ing/purging, and a new flux that can be usedin place of purging that works at its optimumwhen mixed with water. The company will alsointroduce a fast pickling process for stainless.
Radyne Corp. 15094211 W. Boden St., Milwaukee, WI 53207-6277(414) 481-8360; FAX (414) 481-8303www.radyne.com
Radyne will feature its induction power inte-grated and segregated heating systems forheat treating, brazing, soldering, shrink fitting,wire and pipe heating, and coating, systems.Also featured will be its complete system de-sign, build, and service capabilities for powersupplies, material handling, and tooling.Demonstrations of induction heating will begiven.
Rasco Mfg. 1413313112 Morolaix Ct., Baton Rouge, LA 70815-2823(225) 273-3163; FAX (225) 273-3176www.rascodist.com
Rasco will show its line of work, welding, andfire-retardant clothing.
Ratermann Mfg., Inc. 15224601 Pinnacle Pl., Livermore, CA 94550-9705(925) 344-0230; FAX (925) 724-2487www.rmimfg.com
Ready Welder 141134769 E. Wesley Dr., Anaheim, CA 92807-1941(800) 465-9184; FAX (714) 970-0800www.weldstone.net
Ready Welder will highlight its portable andversatile GMAW machine that is designed foruse with a typical car battery to generate 350A and penetrate 1/2-in. steel. An integratedgas line enables the welding of stainless steeland aluminum, and a patented wire feed tech-nology allows use as a spoolgun.
Reis Robotics USA, Inc. 151911320 Holmes Rd., Elgin, IL 60123-1202(847) 741-9500; FAX (847) 888-2762www.reisroboticsusa.com
Reis Robotics will promote its expertise inrobot and system integration. The companywill offer a broad product line of robots andstandard peripheral modules and services forautomation systems in all major applicationsfields.
Resistance Welding Manufacturing Alliance –RWMA 10251550 NW LeJeune Rd., Miami, FL 33126-5649(800) 443-9353; FAX (305) 442-7451www.aws.org/rwma
RWMA is a standing committee within theAmerican Welding Society. Since 1935, it hasbeen the authoritative source of informationand experience for the resistance welding in-dustry. It offers a host of benefits to its mem-bers. At its booth, visitors can meet with mem-bers who will discuss any technical questionsdealing with the resistance welding process.
Retro Systems LLC 13187430 W. Clay St., Valley Center, KS 67147-2247(316) 755-3683; FAX (316) 755-1675www.retroplasma.com
Retro Systems will demonstrate its MEGAHORNET cutting unit with a full auto processHypertherm HPR high-definition plasma sys-tem. The company integrates the full suite ofHypertherm automation products into its ma-chine design.
Revco Industries, Inc. 1216310747 Norwalk Blvd.Santa Fe Springs, CA 90670-3823(800) 527-3826; FAX (800) 527-7587www.blackstallion.com
Revco Industries will feature its Black Stallionprotective gloves and apparel, including a fullline of welding gloves, leather palm, drivers,fire-retardant and protective clothing, fireblankets, and welding screens.
Rex Cut Products Co. 11173PO Box 2109, 960 Airport Rd.Fall River, MA 02722-2109(800) 225-8182; FAX (800) 638-8501www.rexcut.com
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:28 PM Page 135

SEPTEMBER 2008136
Rex Cut will display its cotton fiber and spe-cialty abrasive products for use on stainlesssteel, aluminum, mild steel, and exotic alloysand materials, as well as unique products de-signed for grinding, cutting, and blending.
Rhino Welders 121742228 Sea Ridge Dr., Signal Hill, CA 90755(951) 283-8888; FAX (562) 961-8387www.rhinowelders.com
Rhino Welders will introduce its Mag 251 and211, which feature powerful, user-friendly, up-to-date technology, with universal parts andeconomical cost.
RoMan Manufacturing, Inc. 11163861 47th St. SW, Grand Rapids, MI 49509-5103(616) 530-8641; FAX (616) 530-8953www.romanmfg.com
RoMan Manufacturing will display its line ofimproved resistance welding transformers aswell as MFDC power supplies. Company rep-resentatives will be available to discuss prod-ucts and services, including a state-of-the artmetallurgical laboratory, in plant consultants,numerous testing capabilities, and completewelding engineering services.
Romar MEC - Fit Up Gear 15167218 W. Richey Rd., Houston, TX 77090-5804(281) 440-1725; FAX (281) 440-1724www.fitupgear.com
Romar MEC – Fit Up Gear and Magswitchhave aligned technologies to offer efficient fit-ting tools, including No-Mar magnetic fitting
tools, which utilize powerful compact switch-able magnets that will not mar metal.
rose plastic USA LP 10037PO Box 698, California, PA 15419-0698(724) 938-8530; FAX (724) 938-8532www.rose-plastic.us
The company will highlight its more than 3000types and sizes of packaging, designed andmanufactured to be sturdy, versatile, and eco-momical. Custom and standard productsmade of durable, recyclable polyethylene,polyproplylene, and PVC provide protectionfrom dampness and physical impact duringshipment and storage.
Saf T Cart 11100PO Box 1869,1322 Industrial Park Dr. Clarksdale, MS 38614-7869(662) 624-6492; FAX (662) 627-1640www.saftcart.com
Saf T Cart will display and demonstrate itscylinder handling products, from e cylinders tocylinder trailers; and carts for welding ma-chines, including trailers for gas drives.
Saint Louis Metallizing 101704123 Sarpy Ave., St, Louis, MO 63110-1796(314) 531-5253; FAX (314) 531-4706www.stlmetallizing.com
Saint-Gobain Coating 10174 Solutions1 New Bond St., Worcester, MA 01606-2614(508) 795-2351; FAX (508) 795-5751www.coatingsolutions.saint-gobain.com
Sakura of America 1023330780 San Clemente St.Hayward, CA 94544-7131(800) 776-6257; FAX (510) 475-0973www.sakuraofamerica.com
Sakura of America will spolight its markersand writing instruments, and feature the SolidMarker™ that marks through grease, oil, rust,dirt, water and underwater, in a variety of col-ors and with a glow-in-the-dark version.
Sandvik Materials 14007Technology982 Griffin Pond Rd. S. Abington Twp., PA 18411-9214(570) 587-7691; FAX (800) 438-3365www.smt.sandvik.com
Sandvik will promote its stainless steels andhigh-nickel alloys for GMAW, GTAW, FCAW,SMAW, SAW strip and fluxes, and electroslagwelding consumables and base metals. Thefocus will be an extensive assortment of du-plex, superduplex, super austenitic alloys,and filler metals designed for them.
Sciaky, Inc. 151804915 W. 67th St., Chicago, IL 60638-6408(708) 594-3800; FAX (708) 594-9213www.sciaky.com
Sciaky will exhibit the very latest in free formfabrication technology, as well as its new,next-generation EB welding machine, theNG1 EVO.
Scotchman Industries, Inc. 4165PO Box 850, Philip, SD 57567-0850(605) 859-2542; FAX (605) 859-2499www.scotchman.com
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #10013
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:29 PM Page 136

For Info go to www.aws.org/ad-index
ARCONE:FP_TEMP 8/6/08 9:20 AM Page 137
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #15167
ROMAR/MEC:FP_TEMP 8/6/08 9:36 AM Page 31

139WELDING JOURNAL
Scotchman will highlight its hydraulic iron-workers, circular cold saws for manual or au-tomatic operation, manual or automatic bandsaws, and advanced measuring and pro-grammable feed systems.
Sellstrom Manufacturing Co. 120481 Sellstrom Dr., Palatine, IL 60067-6260(847) 358-2000; FAX (847) 358-8564www.sellstrom.com
Sellstrom will feature its full line of safety andpersonal protective equipment, includingwelding helmets, filters, goggles, eyewear, fallprotection, and more.
Shanghai Gonglue Machinery 10089& Elect. Tech. Co. Ltd.Rm. 1302, No. 14, Lane 1673Zhangyang Rd., Shanghai, 200135, China86-21-5821-1886; FAX 86-21-5821-6371www.xunweld.com
The company will promote its agglomeratedflux, and wire and strip, which can be used forcladding stainless steel and nickel alloys.
Shanghai Zhengtai Welding 10083 Equipment Co. Ltd.No.1025 Huajiang Rd., Shanghai, 201803, China86-216-9111712; FAX 86-215-9142591www.shzt.com
The company will display its AC and DC invertertechnology for GTAW and specialty welding.
Sheet Metal Accessories 121922640 N. Powerline Rd.Pompano Beach, FL 33069-1006(954) 975-7992; FAX (954) 975-7994www.sma-inc.net
The company will introduce its new electronicweld cleaner the BOSS, an electro-chemicaldevice for removing scorch/burn marks toeliminate the need for abrasive materials orcaustic chemicals.
Shengzhou Xinrui Welding 10111Technology Co. LtdShuiqing Wang, Shanjie Town Industrial CompexShengzhou Zhejiang, 312452, China86-575-83342667; FAX 86-575-83369812www.xinruigroup.com
Shenzhen Huayilong 10119Development Co. LtdBldg. 3, Section 5, Honghualing Industrial Zone S. Nanshan Dist., Shenzhen, 518055, China86-755-86000858; FAX 86-755-86176158www.szhuayilong.com
The company will feature its line of weldingmachines.
Shenzhen Tiptop Industrial 15110Development Co. Ltd.Bldg. 15, East Zone of BaishixiaFuyong Town BaoAn Dist., Shenzhen, 518103, China86-755-27386910; FAX 86-755-27386930www.tiptoptt
Sherwin, Inc. 141075530 Borwick Ave., South Gate, CA 90280-7402(562) 861-6324; FAX (562) 923-8370www.sherwininc.com
Sherwin will highlight its full line of penetrantmaterials that are used in weld inspection.The company has the ability to meet pene-trant weld inspection needs, and representa-tives will be available to help solve weld in-spection problems.
Shop Data Systems 15128712 E. Walnut St., Garland, TX 75040-6608(972) 494-2719; FAX (972) 272-7062www.shopdata.com
Shop Data Sytems will offer its family of fullyintegrated CAD/CAM software products thatsupport plasma cutting and etching, oxyfuelcutting, waterjet cutting, and combinations ofthose processes on a single machine tool.
sia Abrasives 102411626 Walker Rd., Scott, LA 70583(800) 624-4582; FAX (800) 292-9032www.sia-abrasives.com
The sia Group will feature its new product sias-tar® with a quick release adapter that fits anyconventional angle and straight grinder. Thecompany develops, manufactures, and mar-kets complete abrasive systems, tailored tospecific requirements and applications, for thesurface treatment of every type of workpiece.
SigmaTEK Systems LLC 30081445 Kemper Meadow Dr.Cincinnati, OH 45240-1637(513) 674-0005; FAX (513) 674-0009www.sigmanest.com
SigmaTEK will highlight SigmaNEST, an ad-vanced, automatic nesting NC profile cuttingsoftware that supports part marking, chainand common line cutting, multiaxis bevel con-touring, automatic true-shape nesting, multi-torch nesting and more on plasma, oxyfuel,laser, router, waterjet, punch, and punch com-bination machines.
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #7198
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:29 PM Page 139
creo

SEPTEMBER 2008140
SKM Industries Inc. 12137PO Box 278, 1012 Underwood Rd.Olyphant, PA 18447-0278(570) 383-3062; FAX (570) 383-9482www.skmproducts.com
SKM Industries will introduce its new Metal-Pro Creamsicle fabrication marker, for steelmarking prior to galvanizing. Marks stay oncompletely during the fabrication process, areweather and UV resistant, and come off com-pletely in the galvanizer’s tank without inhibit-ing the galvanizing process.
SLT USA 707541 New York Tower-ASG Hwy. Thaltej X Rd., ThaltejAhmedabad 380054, India91-79-2685 4537; FAX 91-79-2685 4539www.sahajanandlaser.com
SmartTCP, Inc. 1202526602 Haggerty Rd., Farmington Hills, MI 48331-3406(248) 994-1041; FAX (248) 994-1042www.smarttcp.com
SmartTCP will feature its robotic welding so-lution for complex fabrications in small batchproduction. The company will also highlight itsturnkey gantry welding system that includeshardware, software, installation, training, andsupport during and after implementation,making it possible for job shops and manu-facturers to optimize the fabrication of high-mix, low-volume parts.
SOLAR FLUX 15196PO Box 2129, Morehead City, NC 28557-2129(252) 808-3511; FAX (252) 808-3711www.solarflux.com
Solar Flux will feature live stainless steelwelding demonstrations, using Solar FluxType B instead of gas purging, and the newLincoln Electric V-310 GTA machine.
Soutec Soudronic 1118146956 Liberty Dr., Wixom, MI 48393-3693(248) 896-9401; FAX (248) 896-9433www.soutec.com
Soutec Soudronic will feature its weldingequipment, which includes laser, arc, and re-sistance welding machines.
Southern Copper & Supply Co.12229875 Yeager Pkwy., Pelham, AL 35124-1846(205) 664-9440; FAX (205) 664-1365www.southerncopper.com
Southern Copper & Supply will promote its ex-pertise as a copper alloys distributor, offeringimmediate availability of products listed on itsWeb site, technical information, a broad rangeof sizes, and just-in-time delivery.
Spanco, Inc. 3242604 Hemlock Rd., Ste. 2, Morgantown, PA 19543-9711(610) 286-7200; FAX (610) 286-0085www.spanco.com
Spanco will showcase its ergonomic enclosedtrack workstation cranes, workstation and I-beam jib cranes, portable and motorizedgantry cranes, articulating jib cranes, and fallarrest track systems.
Special Metals Welding 13062Products Co. 1401 Burris Rd., Newton, NC 28658-1754(800) 624-3411; FAX (828) 464-8993www.specialmetalswelding.com
Special Metals will exhibit its nickel-basedwelding consumables for joining nickel alloys,high-performance steels, cast irons, and dis-similar metals as well as cladding on steel forcorrosion or erosion protection, sold under theinternationally recognized brand names IN-CONEL®, MONEL®, INCO-FLUX®, andINCO-WELD®.
Sperian Protection 15172900 Douglas Pike, Smithfield, RI 02917-1879(800) 343-3411; FAX (401) 233-7641www.sperianprotection.com
The company will feature its personal protec-tive equipment including autodarkening weld-ing helmet technology, safety eyewear, hear-ing, and respiratory protection.
Stanco Manufacturing, Inc. 11187PO Box 1148, 2004 W. Main St., Atlanta, TX 75551-1148(800) 348-1148; FAX (903) 796-9237www.stancomfg.com
Stanco Manufacturing will spotlight its com-plete line of welding, work, and high-temper-ature gloves and mittens, protective clothing,and safety accessories, available with print-ing, labeling, and bar-coding for self-servicestore needs. The products are made from ma-terials such as leather, Kevlar®, Nomex®,fiberglass, and other flame-resistant fabrics.
SteelTailor 10228Cannes Industrial ParkNo. 18 Shuangqiao East Rd.Chaoyang Dist., Beijing 100121, China86-10 5166 2600; FAX 86-10 5129-0845www.steeltailor.com
SteelTailor will focus on its innovative and re-
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:29 PM Page 140

For Info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #15172
SPERIAN:FP_TEMP 8/6/08 9:39 AM Page 169
creo

For Info go to www.aws.org/ad-index
SEE US AT THE FABTECH/AWS SHOW BOOTH #15094
RADYNE:FP_TEMP 8/8/08 2:10 PM Page 142
creo

143WELDING JOURNAL
liable CNC cutting solutions, and introduce itsportable CNC cutting machine that cuts soft-ware-designed profiles and supports bothoxygen and plasma processes. The companywill offer opportunities to distributors.
Steiner Industries 110795801 N. Tripp Ave., Chicago, IL 60646-6013(773) 588-3444; FAX (773) 588-3450www.steinerindustries.com
Steiner Industries will spotlight its full line ofwelding/industrial safety products, incudinggloves for welding, work, driver and me-chanic, flame-retardant cotton clothing, weld-ing blankets, screens, and curtains.
Strong Hand Tools 111257141 Paramount Blvd., Pico Rivera, CA 90660-3769(562) 949-8625; FAX (562) 949-4875www.stronghandtools.com
Strong Hand Tools will exhibit its weldingclamps, magnets, and pliers including Adjust-O Magnets, magnets with an on/off switch; theGround Hog, the grounding clamp that useshigh clamping pressure to deliver a completeelectrical transfer; the Pipe Plier with V-padsto hold pipe/tube for welding; and theNOMAD˙welding table with fully adjustableheight, tilting, and slotted tabletop to accept awide variety of clamps.
Stud Welding Products 142169459 Washburn Rd., Downey, CA 90242-2912(800) 252-1919; FAX: (562) 862-3022www.studweldprod.com
Suhner Industrial Products 11252100 Anderson Rd. SW, Rome, GA 30161-9538(706) 235-8046; FAX (706) 235-8045www.su-matic.com
Suhner will promote its wide range of flexibleshaft, electric, and pneumatic tools and abra-sives for material grinding and finishing. Per-sonnel will offer problem solving for all grind-ing, polishing, and material finishingapplications.
Sulzer Metco (US) Inc. 101621101 Prospect Ave., Westbury, NY 11590-2724(516) 338-2422; FAX (516) 338-2414www.sulzermetco.com
Sulzer Metco will spotlight its thermal spraymaterials, integrated systems, and equipmentfor all thermal spray processes, as well asspecialized coating and surfacing services,and global customer support services.
Sumner Manufacturing 14125Co., Inc.7414 Alabonson Rd., Houston, TX 77088(281) 999-6900; (281) 999-6966www.sumner.com
Sumner will feature its pipe handling equip-ment, as well as its line of material lifts, wire andstorage carts, work tables, and electricianequipment, all produced with the concept of pro-viding safe, priced right, common sense tools.
Superheat FGH Services, Inc. 10025680 Industrial Park Rd., Evans, GA 30809-3684(888) 508-3226; FAX (706) 790-3383www.superheatfgh.com
Superior Abrasives, Inc. 121734800 Wadsworth Rd., Dayton, OH 45414-4224(800) 235-9123; FAX (800) 841-3441www.superiorabrasives.com
Superior Abrasives will highlight its line ofcoated and nonwoven abrasives.
Superior Products, Inc. 121253786 Ridge Rd., Cleveland, OH 44144-1127(216) 651-9400; FAX (216) 651-4071www.superiorprod.com
Superior Products will promote its completeline of compressed gas fittings, assemblies,and manifold systems for the welding, med-ical, and specialty gas markets throughout theworld. Technical assistance will be availableto work with you to develop a manifold systemto improve compressed gas delivery.
Swagelok Co. 1516331400 Aurora Rd., Solon, OH 44139-2764(440) 349-5934; FAX (440) 349-5806www.swagelok.com
Swagelok will premier its M200 power supplythat offers 200-A capability, ease of use, andportability, and includes features such ashigh-resolution, color industrial touch screen;automatic shield gas control; multilanguagecapability; and a universal voltage input.
Sweetwater Economic 15214Development Assoc.1400 Dewar Dr., Ste. 205ARock Springs, WY 82901-5850(307) 352-6874; FAX (307) 352-6876www.sweda.net
Fo
r in
fo g
o t
o w
ww
.aw
s.o
rg/a
d-i
nd
ex
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:30 PM Page 143

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #14115
INDURA:FP_TEMP 8/6/08 9:31 AM Page 144

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #14003
ESAB 3:FP_TEMP 8/6/08 9:27 AM Page 145
creo

SEPTEMBER 2008146
The Sweetwater Economic Development As-sociation assists local businesses (southwestWyoming) and industries with business reten-tion and expansion, including workforce re-cruitment. Sweetwater County, Wyoming, hasa variety of high-paid jobs for skilled workersdue to increased energy production. Availablejobs include electricians, welders, fabricators,machinists, mechanics, and laborers alongwith other related skill sets.
Synetik Design 1123314b rue Lepine, Saint-Jacques QC J0K 2R0, Canada(450) 839-2400; FAX (450) 839-1032www.synetik-di.com
Synetik will display Stag4, a new weldingchair for a more comfortable, productive, andsafer welding session. The chair offers effec-tive ergonomic support during welding in tightand restricted positions.
TAFA, Inc. 10211A Praxair Surface Technologies Co.146 Pembroke Rd., Concord, NH 03301(800) 224-9585; FAX (603) 225-4342www.praxair.com/thermalspray
TAFA will offer its complete line of thermalspray materials and equipment, including car-bide, metallic, and ceramic powders, wires,and spare parts complemented with plasma,HVOF, and arc spray equipment.
TEAM Industrial Services 15146200 Hermann Dr., Alvin, TX 77511-5596(800) 662-8326; FAX (281) 331-4107www.teamindustrialservices.com
TEAM Industrial Services will promote its ex-pertise in on-site specialized industrial services,including turnaround, shutdown, outage serv-ices, on-stream leak repairs, emissions control,hot taps, line stops, valve repairs, field machin-ing, new project construction, pipe repair, fieldheat treating, NDE inspections, and more.
Team Industries, Inc. 8212PO Box 350, Kaukauna, WI 54130-0350(920) 766-7977; FAX (920) 766-0486www.teamind.com
Team Industries will feature its welding posi-tioners, argon through-hole purge systems,variable rotational torque systems, hydrauli-cally elevated self-leveling positioner, pro-grammable AC motor drives, and serratedand carbide gripper jaws.
TEC Torch Co., Inc. 12141PO Box 1870, San Marcos, CA 92079-1870(760) 747-3700; FAX (760) 747-2121www.tectorch.com
Tec Torch will promote its GTAW torches, in-cluding the original TEC brand torches, theWeldTec brand torches, the high-performanceSpeedway brand torches, the I-head inter-changeable head flex, ball joint, and roto headtorches. The company will also show its com-pact stainless steel water coolers and aunique GTAW spot gun.
Techalloy Welding Products 111122310 Chesapeake Ave., Baltimore, MD 21222-4012(410) 633-9300; FAX (410) 633-2033www.techalloy.com
Techalloy Welding Products will feature itsproduct line of stainless steel and nickel alloysin solid wire forms and covered electrodes.
Technogenia, Inc. 12205708 Old Montgomery Rd., Conroe, TX 77301-2740(936) 441-4770; FAX (936) 539-4760www.technogenia.com
Technogenia will exhibit its special hardfacingproducts with spherical cast tungsten carbidethat, when deposited on the tool's surface,provides antiabrasion solutions for variousapplications.
Techsouth, Inc. 112293238 Robinson Circle, Charlotte, NC 28229(704) 334-1100; FAX (704) 342-0998www.techsouthinc.com
TECMEN Electronics Co. Ltd 10085Bldg D-B, No. 21, N. Liuzhou Rd.XiaoLiu Indusry Park, Nanjing 210031, China86-25-8555-1955; FAX 86-25-8555-1933www.tecmen.cn
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1225
1
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:30 PM Page 146

147WELDING JOURNAL
TECMEN will showcase its autodarkeningwelding helmets designed to protect the eyeand face from sparks, spatter, and harmful ra-diation under normal welding conditions.Products conform to applicable ANSI Z87.1standards, and also meet CSA and CE stan-dards for use in Canada and Europe.
Tempil — an ITW Co. 120872901 Hamilton Blvd.South Plainfield, NJ 07080-2517(908) 757-8300; FAX (908) 757-9273www.tempil.com
Tempil will display its high-quality tempera-ture-indicating products, including the well-known TEMPILSTIK.
Tensile Testing Metallurgical 13261Laboratory4520 Willow Pkwy., Cleveland, OH 44125-1042(216) 641-3290; FAX (216) 641-1223www.tensile.com
Tensile Testing Metallurgical Laboratory willfeature its services as an independent labo-ratory that specializes in mechanical, chemi-cal, corrosion, and metallurgical testing, andwelding procedures (PQRs).
Termmei Industry and 15088Commerce Co.No. 1017 Eco Int’l. Digital PlazaNo. 38 Guanhe Changzhou, Jiangsu 213003, China86-519-86801833; FAX 86-519-86801366www.termmei.com
Termmei Industry and Commerce will featureits manufacturing and development of GMAWguns, GTAW torches, and spare parts.
Texas State Technical 10257College3801 Campus Dr., Waco, TX 76705-1696(254) 867-4884; FAX (254) 867-3550www.waco.tstc.edu
Thermacut, Inc. 15059PO Box 1197, 153 Charlestown Rd.Claremong, NH 03743-1197(603) 543-0585; FAX (603) 542-5745www.thermacut.com
Thermacut will highlight its advanced plasmacutting and welding consumables, acces-sories, and replacement torches.
Thermadyne Industries Inc. 13025/1304316052 Swingley Ridge Rd., Ste. 30Chesterfield, MO 63017-2079(636) 728-3181; (636) 728-3021www.thermadyne.com
Thermadyne wiil feature its metal cutting,welding products, and accessories under avariety of leading premium brand names in-cluding Victor®, Tweco®, Arcair®, ThermalDynamics®, Thermal Arc®, Stoody®, TurboTorch®, Firepower® and Cigweld®.
Thermion 10195PO Box 780, Silverdale, WA 98383-0780(360) 492-6469; FAX (360) 447-8314www.thermioninc.com
Thermo Scientific NITON 5257 900 Middlesex Tpke., Bldg. 8Billerica, MA 01821-3929(978) 670-7460; FAX (978) 670-7430www.thermofisher.com/niton
Fo
r in
fo g
o t
o w
ww
.aw
s.o
rg/a
d-i
nd
exS
EE
US
AT
TH
E F
AB
TE
CH
/AW
S S
HO
W B
OO
TH
#15
186
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1121
6
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:31 PM Page 147
creo

SEPTEMBER 2008148
Thermo Scientific Niton will spotlight its lead-ing handheld, nondestructive elementalanalysis instruments, which provide positivegrade identification and composition analysisof materials that have lost traceability, such asstainless steels, nickel- and cobalt-based al-loys, titanium alloys, and more.
3M Abrasive Systems Div. 101993M Center Bldg. 223-6N-02Saint Paul, MN 55144-0001(651) 737-1786; FAX (800) 852-4668www.3M.com/abrasives
3M Occupational 15101Health & ESDBldg 235-2W-70, Saint Paul, MN 55144-0001(651) 736-1751; FAX (651) 736-6677www.3M.com/occsafety
ThyssenKrupp 12187306 Columbia Tpke.Florham Park, NJ 07932-1217(973) 236-1664; FAX (973) 236-1960www.thyssenkrupp.com
ThyssenKrupp will premier its nickel-basedalloys for heat- and corrosion-resistant appli-cations in wire, cut lengths, spools, and cov-ered electrode products for cladding and jointwelding.
Tianjin Jinlong Welding 10105Material Co. Ltd.Yuantian Rd., Changsheng St.Gegu Town Jinnan District, Tianjin 300352 China86-22-286-95656; FAX 86-22-286-86879www.jinlongweld.com
Tianjin Jinlong will feature its copper and cop-per alloy welding materials.
Tianjin Xinsen Welding 10109Materials Co. Ltd.Huyuan Town, Shuangjie Zhen Beichen DistrictTianjin 300400, China86-22-26972630; FAX 86-22-26972720www.xinsenwelding.com
Tianjin Xinsen will feature its expertise in theproduction of copper and copper alloy weld-ing materials.
TJ Snow Co. 13054PO Box 22847, Chattanooga, TN 37422-2847(423) 894-6234; FAX (423) 308-3187www.tjsnow.com
TJ Snow will highlight its automatic and man-ually operated resistance welding machineryand consumable supplies, spot welding andarc welding robots, welding seminars, weldcontrols/transformers, and repairs.
Toolmen Corp. 8102878 Westinghouse Rd.Georgetown, TX 78626-7532(888) 771-1166; (888) 866-4910www.toolmen1.com
Toolmen will highlight its advanced CNC weld-ing and cutting machines, which feature dy-namic force and pressure control and havethe ability to utilize vision systems to providereal-time adaptive feedback to the machinecontrol.
Top Cat Air Tools 1221038285 Pelton Rd., Willoughby, OH 44094-7740(440) 954-7500; FAX (440) 954-7118www.tcservice.com
Torch Wear 111082374 Edison Blvd., Twinsburg, OH 44087-2376(330) 425-2738; FAX (330) 425-2739www.torchwear.com
Torch Wear will showcase its safety and weld-ing apparel for protection and comfort, includ-ing a unique product line of reengineered gar-ments made exclusively from CarbonXmaterial.
Torchmate 15205280 S. Rock Blvd., Ste. 150Reno, NV 89502-4160(775) 673-2200; FAX (775) 673-2206www.torchmate.com
Torchmate will offer a wide array of CNC cut-ting systems with options for the home hob-byist up to advanced machine and fabricationshops.
TRAutomation 15233106 Spring St., Chattanooga, TN 37405-2020(423) 875-8862; FAX (423) 875-4902www.trauto.com
Tennessee Rand Automation (TRA) will fea-ture its expertise in the design and manufac-ture of automated machinery including cus-tom machines; robotic systems for handling,arc/resistance welding, tube bending; full pro-duction tube bending systems; industrial HMI;pneumatic clamps; and weld monitoringequipment.
Tregaskiss 120792570 North Talbot Rd.Windsor, ON N0R 1L0, Canada(877) 737-3111; FAX (877) 737-2111www.tregaskiss.com
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/11/08 2:38 PM Page 148
creo

149WELDING JOURNAL
Tregaskiss will feature its development andmanufacture of GMAW guns, peripherals, andconsumables, including its brand-name prod-ucts TOUGH GUN®, TGX®, TOUGH LOCK®,and TOUGH GARD® .
Trendex Information 14111Systems, Inc.2367 Rue GuenetteSaint-Laurent QC H4R 2E9, Canada(514) 333-6373; FAX (514) 333-5705www.trendexsys.com
Trendex Information Systems will highlightGastrend, its trilingual (English /French/Spanish), accounting and cylinder controlsoftware designed for the gases and weldingsupply distributor. Demonstrations will showhow to control accounts receivable, accountspayable, general ledger, and inventory.
Tri Tool, Inc. 101183041 Sunrise Blvd., Rancho Cordova, CA 95742-6502(800) 345-5015; FAX (916) 288-6160www.tritool.com
Tri Tool will feature its ID mounting, beveling,and flange facing tools, and OD mounting,cutting/beveling tools, along with companyservices that include field machining, training,technical support and custom designs.
Trion, Inc. 14217101 McNeill Rd., Sanford, NC 27330-9451(919 ) 777-6341; FAX (919) 777-6399www.trioninc.com
Trion will premeir its air purification productsdesigned to meet stringent indoor air qualitydemands of industrial manufacturing with avariety of filtration technologies that ensurehigh-efficiency removal of mist, smoke, andfumes.
Triple Crown Products 7122814 Ela Ave., Waterford, WI 53185-4237(800) 619-1110; FAX (262) 534-7879www.crownquality.com
Triple Crown will feature its caps, uniform, andad specialty products with service that per-sonalizes products by silkscreening, directembroidery, and embroidered emblems.
Trumpf, Inc. 7005/7015111 Hyde Rd. Farmington, CT 06032-2851(860) 255-6000; FAX (860) 255-6421www.us-trumpf.com
The latest TRUMPF fabricating and lasertechnology will be on display.
Tuff Toe, Inc. 122421442 W. Collins Ave., Ste. GOrange, CA 92867-5443(714) 997-9585; FAX (714) 997-9594www.tufftoe.com
Tuff Toe will showcase its two-part liquidpolyurethane adhesive that is applied to workboots and is slag, abrasion, chemical, andwater resistant for longer boot life.
TWI North America LLC 11261400 Georgia Ave., Bldg. CDeer Park, TX 77536-2508(281) 680-2000; FAX (281) 680-2004www.twinorthamerica.com
TWI will feature its core business of technol-ogy transfer. Through local and internationalnetworks, TWI continually infuses and thendiffuses the results of research and develop-
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1224
1
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/11/08 2:37 PM Page 149
creo

SEPTEMBER 2008150
ment activities on a broad range of Inspectionand nondestructive examination technolo-gies. Products offered include training andcertification, welding and joining consultancy,design and materials consultancy, structuralintegrity services, corrosion assessment andprotection, failure investigation, and litigationengineering software
U-Mark, Inc. 5296102 Iowa Ave., Belleville, IL 62220-3940(618) 235-7500; FAX (425) 962-9840www.umarkers.com
U-Mark will introduce the green label series ofxylene-free markers, which are designed towithstand industrial applications. A variety ofspecialty markers is also available.
Uniarc Limited 12176Jinan Export Processing ZoneEast End of Jing Shi Dong Rd., Jinan 250102 China86-531-8823 9393; FAX 86-531-8823 9398www.uniarc.com.cn
Uniarc will feature its capabilities to provideOEM customers (and volume buyers) with asingle-source manufacturing solution forGMAW guns and GTAW torches from Chi-nese-based manufacturing facilities.
Unibraze 131111050 Penner Crest St., Houston, TX 77055-7317(800) 364-6900; FAX (713) 869-5600www.unibraze.com
Unibraze will showcase its single source lineof welding alloys and consumables, featuringaluminum, cobalt, hardfacing, stainless steel,nickel, mild and low-alloy steels, titanium, and
copper-based alloys produced by the indus-try's leading manufacturers. Keen rod storageovens will be on display, and representativeswill be available to discuss the full line of stor-age ovens.
United Abrasives, Inc./SAIT 10049PO Box 75, 185 Boston Post Rd.Willimantic, CT 06226-0075 (860) 456-7131; (860) 456-8341www.unitedabrasives.com
The company will exhibit its high-quality and consistently manufacturered abrasive products.
United Air Specialists 111904440 Creek Rd., Cincinnati, OH 45242-2832(800) 252-4647; FAX (513) 891-4171www.uasinc.com
United Air Specialists will highlight its air pol-lution control systems, featuring its advancednanofiber cartridge filter technology for thecollection of welding fume and smoke.
Universal Drilling & Cutting 3002974 N. Du Page Ave., Lombard, IL 60148-1244(630) 495-9940; FAX (630) 495-9941www.unibor.com
Universal Drilling & Cutting Equipment willspotlight its Unibor line of annular cuttingequipment and magnetic drills.
Uniweld Products, Inc. 121492850 Ravenswood Rd.Ft. Lauderdale, FL 33312-4920(954) 584-2000; FAX (954) 334-2882www.uniweld.com
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
8050
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:32 PM Page 150
creo

For Info go to www.aws.org/ad-index
OLYMPUS:FP_TEMP 8/6/08 9:35 AM Page 151
creo

For Info go to www.aws.org/ad-index
TITUS:FP_TEMP 8/6/08 9:41 AM Page 152

153WELDING JOURNAL
Uniweld will premier its line of flame tools, gascontrol equipment, and accessories for gaswelding, and cutting/brazing/soldering appli-cations. Senior corporate managers will be onhand to answer questions.
US Hose Corp. 15218815 Forestwood Dr., Romeoville, IL 60446-1167(800) 473-0474; FAX (815) 886-4550www.ushosecorp.com
US Hose will offer a new high-pressure cylin-der filling hose to improve the safety of gastransfer to cylinders. The inert fluoropolymerinnercore is specially formulated for reliabilityand the unique braid reinforcement offersworking pressure capability in excess of 5000lb/in.2.
Vanguard Machinery 12067International LLC14309 Sommermeyer St., Houston, TX 77041-6204(713) 462-5800; FAX (713) 462-8222www.vanguardmachinery.com
Vanguard Machinery's welding division offersa complete line of welding and fabricatingequipment, including manipulators, position-ers, turning rolls, plasma and oxyfuel cuttingtables, ironworkers, press brakes, pipe inter-section machines, and bandsaws.
Viking Blast and 5095Wash Systems3810 N. Toben St., Wichita, KS 67226-2903(316) 634-6699; FAX (316) 634-6658www.vikingcorporation.com
The company will feature its full line of blastcleaning equipment, from tumble belt blastersand table blasters to pass-through washers.
Vitronic Machine Vision 1521111900 Plantside Dr., Ste. GLouisville KY 40299-6367(502) 266-2699; FAX (502) 266-2695www.vitronic.com
Vitronic Machine Vision will highlight its visionsolutions developed for both standard andcustom applications. The company will con-tinuously demonstrate its VIRO weld joint in-spection system for the objective verificationof high-volume welding integrity.
Walker Magnetics 530520 Rockdale St., Worcester, MA 01606-1922(508) 853-3232; FAX (508) 852-8649www.walkermagnet.com
Magnets and magnet systems for plate, tub-ing, and bundle handling, permanent, electroand electro-permanent magnets, and cuttingtable magnet systems will be featured.
Walter Surface Technologies 13251810 Day Hill Rd., Windsor, CT 06095-1790(860) 298-1100; FAX (860) 298-1113www.walter.com
Walter Surface Technologies will premier itscapabilities to provide solutions ranging fromsurface conditioning, shaping, and prepara-tion to surface finishing, cleaning, and protec-tion with technologies that use abrasive sys-tems, chemical cleaners, lubricants, andbiotechnology solutions.
Washington Alloy Co. 100137010 Reames Rd., Ste. GCharlotte, NC 28216-2230(888) 522-8296; FAX (704) 598-6672www.weldingwire.com
Washington Alloy will feature its variety of fillermetals and other welding accessories.
Watts Specialties, Inc. 12251800 Fife Way, Milton, WA 98354-8838(253) 922-1414; FAX (253) 922-6808www.watts-specialties.com
Watts Specialties will highlight the CL124computerized pipe cutting machine, shortpipe bevelers, and straight pipe cut-off ma-chines.
Weartech International, Inc. 1223313032 Park St., Santa Fe Spgs, CA 90670-4006(562) 698-7847; FAX (562) 945-7847www.weartech.net
Weartech will display its complete line ofcobalt- and nickel-based hardfacing rods andelectrodes of different alloys, and cobalt-based GMAW wires, as well as PTA and sprayand fuse powders. Centrifugal static and in-vestment cast wear-resistant alloy parts willalso be exhibited. Company brochures ex-plaining all product lines will be available atthe booth.
Weil Engineering North America LLC 81741180 E. Big Beaver Rd., Troy, MI 48083-1907(248) 743-1200; FAX (248) 743-1201www.weilengineering.com
Weil Engineering will offer complete laserwelding systems for tubing in the automotive
Fo
r in
fo g
o t
o w
ww
.aw
s.o
rg/a
d-i
nd
ex
SEE US AT THE FABTECH/AWS SHOW BOOTH #10059 For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1022
1
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:32 PM Page 153
creo

SEPTEMBER 2008154
industry, heavy-duty trucking industry, andgeneral industries. The company will also fe-ture its roll-forming and tube cutting ma-chines.
Weiler Corp. 150481 Weiler Dr., Cresco, PA 18326-9804(570) 595-7495; FAX (570) 595-2002www.weilercorp.com
Weiler will exhibit its power brushes and abra-sives for the welding industry, including a wideselection of wheel, cup, end and tube brushesin addition to the popular Roughneck® weldcleaning products.
Weiss North America 111313860 Ben Hur Ave., Bldg. 3Willoughby, OH 44094-6370(440) 269-8031; FAX (440) 269-8036www.weissna.com
Weiss will launch a new line of rotary position-ers capable of carrying loads of up to 50 tons.
Weld-Aid Products 1116214650 Dequindre St., Detroit, MI 48212-1504(313) 883-6977; FAX (313) 883-4930www.weldaid.com
Weld-Aid will show its line of antispatter products.
Weld Engineering Co., Inc. 1503834 Fruit St., Shrewsbury, MA 01545-3200(508) 842-2224; FAX (508) 842-3893www.weldengineering.com
Weld Engineering will display its completeline of medium- and heavy-duty submergedarc flux handling systems, including air andelectric powered automatic, portable and trac-tor units. Also, the company’s advanced pres-
MANWO MANUFACTURING SDN BHD
��� Designer & Manufacturer of Welding Equipment
Tel : +603-80683778 Fax : +603-80606819 Email : ttp://www.manwo.com.my [email protected] URL : h
Tig, Mig, Plasma, Subarc, Gouging, Terminal & Accessories
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1326
4
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/11/08 3:38 PM Page 154
creo

155WELDING JOURNAL
sure feed and recovery systems and flux rebake and holding ovens will be exhibited.Live demonstrations of flux recovery will betaking place continuously.
Weldas Co. 12199128 Seaboard Ln., Franklin, TN 37067-8219(800) 524-0162; FAX (615) 377-3635www.weldas.com
Weldas will exhibit its premium quality leathergloves and clothing, flame-retardant clothing,and accessories.
Weldcoa 12140335 E. Sullivan Rd., Aurora, IL 60505-9762(630) 806-2000; (630) 806-2001www.weldcoa.com
Weldcoa will premier its gas cylinder handlingand filling equipment, much of it patented anddeveloped through close association withcustomers.
Weldcraft 130852741 N. Roemer Rd., Appleton, WI 54911-8629(800) 752-7620; FAX (920) 882-6840www.weldcraft.com
Weldcraft will exhibit its broad line of GTAWtorches and accessories, including theCrafter Series, Legacy Series, MicroTig,Quick Connect System, and WP Series.
Weld-Ed National Center 121981005 N. Abbe Rd., Elyria, OH 44035-1613(440) 366-7027; FAX (440) 366-4624www.weld-ed.org
The mission of the National Center for WeldingEducation and Training is to improve the qual-ity and availability of welding technicians in the
For info go to www.aws.org/ad-index SEE US AT THE FABTECH/AWS SHOW BOOTH #13010
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:33 PM Page 155

SEPTEMBER 2008156
U.S. To accomplish the mission the Center’sstaff and partners work collaboratively on thedevelopment of new and improved curricula aswell as providing continuing education opportu-nities for welding instructors.
Welding Alloys USA, Inc. 100788535 Dixie Hwy., Florence, KY 41042-3298(859) 525-0165; FAX (859) 525-9094www.welding-alloys.com
Welding Alloys will highlight its welding con-sumables and equipment, and the specializedservices it provides in automated weldingequipment, hardfacing and rebuilding of in-dustrial parts, and the manufacture of com-posite wear plates.
Welding Equipment ManufacturersCommittee (WEMCO) 10253550 NW LeJeune Rd., Miami, Fl 33126(305) 443-9353; FAX (305) 442-7451www.aws.org
WEMCO is a Standing Committee of theAmerican Welding Society that is dedicated toproviding a common voice to the welding in-dustry, government bodies, and technical or-ganizations worldwide. The committee alsoprovides value-added information and serv-ices to end users, distributors, and manufac-turers in the welding industry, as well as pro-motes coalitions between AWS andmanufacturers of welding, cutting, and relatedwelding-industry equipment. WEMCO alsohosts one of the welding industry’s most ef-fective and valuable annual events, which isfilled with unparalleled networking opportuni-ties for you and your organization.
Welding Expert 12194PO Box 178930, San Diego, CA 92117-1042(858) 483-9451; FAX (858) 483-4740www.weldingexpert.net
The company will feature its Welding Expert,a bench-top tool that provides a solution forweld bead measurement. Welding Expert pro-vides digital images, measurements and re-port generation while eliminating the need forseparate microscope, illumination source,camera, and software.
Welding Technology Corp. 12115150 E. Saint Charles Rd.Carol Stream, IL 60188-2075(630) 462-8250; FAX (630) 462-8259www.weldtechcorp.com
Weldmetals India Pvt. Ltd 1002936-B, Udyog Vihar- Phase-5Gurgaon, Haryana, 122016, India91-124-4003391; FAX 91-124-4003393www.weldmetals.com
Weldmetals will feature its resistance weldingelectrodes in copper chromium zirconium(RWMA CLASS 2), cobalt beryllium copper(RWMA CLASS 3), cobalt copper with beryllium(RWMA CLASS 4), brass, tungsten copper,molybdenum, and pure tungsten for spot, pro-jection, seam, and groove welding applications.
Weldmotion LLC 15134N1091 Midway Rd., Hortonville, WI 54944-9661(920) 716-9241; FAX (920) 748-3518
Weldsale Co. LLC 121012151 Dreer St., Philadelphia, PA 19125-1918(215) 739-7474; FAX (215) 426-1260www.weldsale.com
Weldsale will highlight its platens, stands, andtooling.
WELDENGINEERING CO., INC.
FOR EXAMPLE, THE SPS-5000 (5 HP)
RECOVERY SYSTEM SHOWN BELOW
COMES WITH THE FH-100 or MS-1 for
THE SAME LOW PRICE!
FH-100
Separator/
Hopper
MS-1
Separator/
Hopper
Note: Also available are
the SPS-1500 (1-1/2 HP)
and SPS-3000 (3 HP) with
the same accessories
included.
34 Fruit St.
Shrewsbury, MA 01545 (U.S.A.)
Telephone: (508) 842-2224
Fax: (508) 842- 3893
Web site: weldengineering.com
email: [email protected]
SPS-5000
RECOVERY
SYSTEM
LOOKING FOR FLUX RECOVERY
SOLUTIONS FOR ANY JOB? WE
HAVE THE ANSWERS!
Excellence since 1979
CONTACT THE EXPERTSFrom large Pipe Mills to small
Welding Tractors; Ovens to
Pressure Feed Systems; we have
the right equipment for all your
flux handling needs!
Toll Free: (877) WELDHGR (877) 935-3447 Fax: (480) 940-9366Visit our website at: www.weldhugger.com
LLC
Simulated nozzle flow
WELDHUGGERCOVER GAS DISTRIBUTION SYSTEMS
Be
ndable!They’re
Includes 6nozzles &
straight gas flowmanifold
Includes 6nozzles, manifold,
gooseneckassembly &
magnet
$249.95
Includes 6 nozzles& manifold
• Flows gas evenly over and behind the weld pool.
• Reduces oxidation and discolorization
• Designed for trailing shield and a variety of other applications.
• 316L Stainless steel nozzles and manifolds.
$349.95
Snake Kit
Trailing Shield Kit
$249.95
Basic Kit
For info go to www.aws.org/ad-index
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1503
8
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:33 PM Page 156
creo

For Info go to www.aws.org/ad-index
SEE US AT THE FABTECH/AWS SHOW BOOTH #14163
GENSTAR:FP_TEMP 8/6/08 9:29 AM Page 157

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #13056
CSPEC:FP_TEMP 8/6/08 9:25 AM Page 158

159WELDING JOURNAL
Weldship Corp. 15150225 W. 2nd St., Unit 1Bethlehem, PA 18015-1274(610) 861-7330 ; FAX (610) 861-5175www.weldship.com
Weldship and Texas Trailer will feature supplytube trailers, gas and liquid ISO containers,ground storage assemblies, and CO2 trans-ports to industrial gas manufacturers, inde-pendent distributors, and specialty chemicalproducers.
Wendt USA LLC 121053730 California Rd., Orchard Park, NY 14127-1747(866) 335-3527; FAX (866) 336-3527www.wendtusa.com
Wendt will exhibit its abrasive products formetalworking, finishing and polishing applica-tions, including flap wheels, flap discs, andflap rolls in abrasive, nonwoven, and felt pol-ishing versions.
WESCAN Systems LTD-Linatrol Profile Cutting Div. 13128777 Walkers Line Burlington, ON L7N 2G1, Canada(905) 333-6000; FAX (905) 333-6005www.linatrol.com
Wescan will promote its Linatrol family of in-dustrial CNC controls specifically designed forprofile and shape cutting to optimize oxyfueland plasma cutting, waterjet, router, foam,and other profile cutting applications. The newInfinity CNC and digital Warp Drive servo sys-tem will be the company’s special feature.
West Cryogenics, Inc. 1418117301 E. Fm 1097 Rd., Willis, TX 77378-3959(936) 856-6549; FAX (936) 856-0432www.westcryogenics.com
Western Enterprises 14149875 Bassett Rd., Westlake, OH 44145-1142(800) 783-7890; FAX (440) 835-8283www.westernenterprises.com
Western will feature its products for the con-trol, storage, and transmission of high-pres-sure gases to the industrial, medical, spe-cialty, and helium gas markets.
Williams Metals and WeldingAlloys, Inc. 13136125 Strafford Ave., Ste. 108, Wayne, PA 19087-3335(610) 225-0105 FAX (610) 225-0208www.wmwa.net
Williams Metals & Welding Alloys will featureits full line of welding consumables and non-ferrous metal products.The company willhave customer service reps from its Ohio, Al-abama, North Carolina, and Texas locationsavailable to discuss productivity and cost ad-vantages.
Wire Crafters, Inc. 131966208 Strawberry Ln., Louisville, KY 40214-2900(800) 626-1816; FAX (502) 361-3857www.wirecrafters.com
Wire Crafters, a leading supplier of physicalbarriers to the manufacturing and process in-dustries, will display the latest in machineperimeter guarding systems, including its 840and new RapidWire systems.
Wisconsin Wire Works, Inc. 10035PO Box 385, 319 Universal St.Wales, WI 53183-0385(262) 968-6982; FAX (262) 968-6985www.wisconsinwireworks.com
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1108
9S
EE
US
AT
TH
E F
AB
TE
CH
/AW
S S
HO
W B
OO
TH
#12
112
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:34 PM Page 159
creo

Wisconsin Wire Works will highlight its copperand bronze wires for the welding and thermalspraying industries, including deoxidized cop-per, silicon bronze, phosphor bronze, low fum-ing bronze, nickel-aluminum bronze, man-ganese-nickel aluminum bronze, andaluminum bronze.
Wolf Robotics 120434600 Innovation Dr., Fort Collins, CO 80525-3437(970) 225-7600; FAX (970) 225-7700www.wolfrobotics.com
Wolf Robotics will exhibit a custom-engi-neered welding system featuring its new Sky-HookLift 5000-kg positioner. Also, RobotStu-dio offline programming and simulationsoftware will be demonstrated.
Worldwide Labor Support of IL, Inc. 14173PO Box 2067, Pascagoula, MS 39569-2067(800) 748-1395; FAX (228) 762-3428www.worldwidelabor.com
Worldwide Labor Support will promote its
services as a contract labor company that pro-vides skilled craftsmen nationwide to indus-trial and marine companies. Its services in-clude employee screening, certification,printing and delivery of payroll, W-2 distribu-tion, payroll taxes, providing workers’ com-pensation and liability coverages, and han-dling all workers’ compensation andunemployment claims.
Xycorp, Inc. 142081258 Montalvo Way, Palm Springs, CA 92262-5441(760) 323-0333; FAX (760) 323-2229www.xcsplasma.com
York Portable Machine Tools 140131641 17th Ave.,Campbell RiverBC V9W 4L5, Canada(250) 287-7716; FAX (250) 287-8362www.yorkmachine.com
The company will feature its portable, power-ful, easy to use, York bore welding machinesand boring bars designed for on-site or in-shop repairs to worn pin and bearing fits.
Zhejiang Yuguang AluminumMaterial Co. Ltd. 1122322 Hehua Rd., Economic Development Zone, Wuyi Zhejiang 321200, China86 579-792-1164; FAX 86 579-792-1166www.zjyuguang.com
Zhejiang Yuguang Aluminum will promote itsmanufacturing services and on-time delivery.
Zhengzhou Anxin Abrasives Co. 12135 No. 68 Kexuedadao, Zhengzhou 450002, China86 371-6375-1616; FAX 86 371-6782-6977
SEPTEMBER 2008160
For info go to www.aws.org/ad-index
For info go to www.aws.org/ad-index
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:35 PM Page 160
creo

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #10118
TRITOOL:FP_TEMP 8/8/08 11:11 AM Page 161
creo

For Info go to www.aws.org/ad-index
centerline:FP_TEMP 8/8/08 1:34 PM Page 162
creo

163WELDING JOURNAL
Zhengzhou Sanhui Co Ltd. 11199Unit C F1 14th Yuanzheng PlazaNo. 106 Chengdong Rd., Zhengzhou 450004, China86 371-663-11492; FAX 86 371-663-64729www.zzstc.com.cn
Zibo TAA Welding Co. Ltd. 14220No. 2 Mengshui, Industrial Development ZoneZibo Shandong 255318, China86 533-688-0559; FAX 86 533-6889-358www.taa.net.cn
Zibo TAA will exhibit its welding wire for theGMAW, SAW, and FCAW processes, includ-ing stainless steel welding.
ZJ Industries, Inc. 13204125 W. Factory Rd., Addison, IL 60101-5103(630) 543-6655; FAX (630) 543-6644www.zjindustriesinc.com
ZJ Industries will feature its resistance weld-
ing products, including welding electrodes,tips, adapters, holders, shunts, cables, weld-ing machine arms, seam welding wheels, re-sistance welding controls, tip dressers, cop-per alloys, and accessories.
ZRID Pty. Ltd. 14105Unit 1, 77 Motivation Dr.Wangara WA 6065, Australia61-89-302-2120; FAX 61-89-302-2120www.zrid.com.au
ZRID will introduce its unique safety device forwelders that provides 0 volts between earthand electrode when not welding, has auto-matic cut-off when arc is broken, gives the op-erator full control of arc initiation with no falsestarts, and can be used on all arc weldingequipment.
For info go to www.aws.org/ad-indexFor info go to www.aws.org/ad-index
Call
R e p r i n t s • E p r i n t s • R e p r i n t s • E p r i n t s • R e p r i n t s • E p r i n t s • R e p r i n t s • E p r i n t s
Today!
Were You FeaturedIn This Issue?
Reprints are a polished way to showcase third party endorsementsadding credibility to your product, company or service. Theydemonstrate to your clients, partners and employees that youhave been recognized in a well-respected magazine.
We can professionally customize your reprints with your companylogo and business information.
• Trade Shows
• Sales Aids
• Media Kits
• Employee Training
• Sales Presentations
• Conference Material
• Educational Programs
• PDF for your Company’s
Web Site
Claudia [email protected](866) 879.9144 x121www.fostereprints.com
2008 Exhibit Highlights layout:New 2006 EH-Layout 8/7/08 6:35 PM Page 163
creo

Conference sessions will cover topics such as:• Fundamentals of welding thermoplastics• Part and joint design considerations• Welding polymides (nylon)• Welding polycarbonates and other thermal plastics• Joining thermoplastic composites• Welding fiberglass pipe• Heat fusion welding of HDPE pipe• Engineering adhesives• Resistance welding of advanced composites• Ultrasonic welding• Vibration welding with reinforcements• Laser, infrared laser, and micro-laser welding• 3-D laser welding
November 11-12 • Orlando, Florida
Page 164 and 165:FP_TEMP 8/8/08 7:59 AM Page 164

®
Welded products consisting of engineering plastics have found many applications in such industriesas automotive, medical devices, electronics, appliances, and aerospace. The processes used to weldthese materials are numerous, to say the least, ranging from ultrasonic welding to vibration weldingto laser welding to resistance welding. With all of these processes, consideration has to be given tosurface preparation, heating, and pressing. And the materials being welded include thermoplastics,nylons, polycarbonates, fiberglass, advanced composites, and others.
AWS Conference onWelding Engineering Plasticsand CompositesOrlando, Florida • November 11-12, 2008
Fundamentals of Welding ofThermoplasticsAvraham Benatar, Director – Plasticsand Composites Joining Laboratory,Department of Industrial, Welding andSystems Engineering, The Ohio StateUniversity, Columbus, OH
Ultrasonic Welding of PlasticsSophie Morneau, Manager, PlasticsJoining Laboratory, Branson UltrasonicsCorp., Danbury, CT
Polyamide (Nylon) Welding OverviewRob Cunningham, Engineering TeamLeader, Application Engineering,LanXess Corporation, Pittsburgh, PA
Unique Approaches to ThermoplasticComposite JoiningSean T. Flowers, Project Engineer, andMarc St. John, Edison Welding Institute,Columbus, OH
Vibration Welding PolypropyleneComposites: The Effect ofReinforcements from Nanoclay toContinuous FibresPhil Bates,Professor, Department ofChemistry and Chemical Engineering,Royal Military College of Canada,Kingston, Ontario, Canada
Laser Transmission Properties forEngineering PlasticsChul S. Lee, Applications TechnologyLeader, BASF Corp., Wyandotte, MI
Welding of Fiberglass PipeKevin Schmit , Engineering Director, ITTCorporation, Baton Rouge, LA
Popular Methods Used for theWelding of Engineering PlasticsJeffrey A. Weddell, Sales Manager,Bielomatik Inc., New Hudson, MI,
Resistance Welding of AdvancedThermoplastic CompositesAli Yousefpour, Research Officer,Aerospace Manufacturing TechnologyCenter, Institute for AerospaceResearch, National Research CouncilCanada, Montreal, Quebec, Canada
Part and Weld Joint DesignConsiderations for Welding ofPlasticsMarc St. John, Senior Engineer, EdisonWelding Institute, Columbus, OH
Infrared Laser Welding ofEngineering PlasticsWilliam H. Cawley, Process Chemist,Gentex Corp., Carbondale, PA
Engineering Adhesive SolutionsScott Tremblay, Director, North AmericanEngineering Center, Henkel Corp., RockyHill, CT
3-D Laser Welding of PlasticsBill Miller, National Sales Manager,Leister Technologies, LLC, Itasca, IL
Heat Fusion Welding of HDPE PipeJames Craig, Industry RelationsManager, McElroy Manufacturing, Inc.,Tulsa, OK
Welding of Polycarbonate and OtherThermoplasticsRichard Peters, Secondary OperationsLeader, SABIC Innovative Plastics,Pittsfield, MA
Through Transmission Micro-LaserWelding for Microfluidic and MEMSApplicationsAvraham Benatar, Director, Plastics andComposites Joining Laboratory,Department of Industrial, Welding andSystems Engineering, The Ohio StateUniversity, Columbus, OH
To register or to receive a descriptive brochure,call (800) 443-9353 ext. 455, (outside NorthAmerica, call 305-443-9353), or visitwww.aws.org/conferences
Page 164 and 165:FP_TEMP 8/8/08 8:00 AM Page 165
creo

Working under ANSI procedures, the contributors and reviewers of AWS D1 codes have builtupon the work of hundreds of prior experts who, since the first D1 code in 1928, havecontinuously labored to represent proven practices. The result is a resource that provides aconsensus of the finest minds in the industry on the most reliable approaches to achieving asuccessful final outcome. That’s why D1 code books have been mandated by local, state, andoverseas codes, approved by ANSI, adopted by the Defense Department, preferred by NASA, andrequired by contracts for countless industrial and construction applications.
Order your 2008 edition of AWS D1.1 by visiting www.aws.org/d1, or call 888-WELDING forinformation on all of AWS’s structural welding codes.
®
www.aws.org
New!
Page 166:FP_TEMP 8/8/08 8:05 AM Page 166
creo

For Info go to www.aws.org/ad-index
VANGUARD:FP_TEMP 8/6/08 9:42 AM Page 167
creo

The Emmet A. CraigRESISTANCE WELDING SCHOOL
is coming to Las Vegas!
This two-day certificate program is a resistance welding school sponsored by the AmericanWelding Society and the ResistanceWelding Manufacturing Alliance, and taught by industry spe-cialists with extensive resistance welding experience. It covers the basics of resistance welding,reviews the process, and offers enrichment opportunities. Each participant may learn at their ownpace, and discuss specific welding concerns with the instructors.You are invited to bring your ownsamples for discussion.
Please plan to be present for both days of the school.The program is limited to 100 students.The registration fee includes a copy of the ResistanceWelding Manual, Revised Fourth Edition(a $125 value) and a course binder containing all instructor presentations. Participants will alsoreceive a certificate of completion.
RWMA and AWS Members: $425Nonmembers: $660
REGISTRATION INCLUDES:Lunch is included on both session days. Valuable manual,guide, and certificate of completion are provided, andcomplimentary admission to the show floor. (Hotelaccommodations, all other meals, and transportationare the responsibility of the attending participant.)
For more info, call (800) 443-9353, ext. 455or e-mail [email protected]
Tuesday & Wednesday, October 7 & 8, 2008at the
Las Vegas Convention Center
HURRY! LIMITED TO FIRST 100 REGISTRANTS!
RWMA®
A STANDING COMMITTEE OF
RESISTANCE WELDING MANUFACTURING ALLIANCE
Page 168:FP_TEMP 8/8/08 8:07 AM Page 168
creo

For Info go to www.aws.org/ad-index
SULZER METCO:FP_TEMP 8/6/08 9:39 AM Page 169
creo
COMINGEVENTS
Int’l Congress of Sheet Metal Presswork Associations (ICOSPA2008). Sept. 14–17, Grand Rapids, Mich. Contact Precision Met-alforming Assn., (216) 901-8800, or visit www.icospa.com.
4th Annual MarineLog Global Greenship Conf. and Expo. Sept.16, 17, Washington Marriott Hotel, Washington, D.C. Visitwww.marinelog.com.
♦Welding in Aircraft and Aerospace Conf. Sept. 16, 17, TheBroadview, Wichita, Kan. Contact American Welding Society(800/305) 443-9353, ext. 455; visit www.aws.org/conferences.
Friction Stir Technologies and Applications for Defense Appli-cations Workshop. Sept. 17, 18. Living/Learning Center, Univer-sity of Pittsburgh at Johnstown, Pa. Organized jointly by NavyMetalworking Center and Navy Joining Center. Visitwww.nmc.ctc.com/index.cfm?fuseaction=eventinfo&eventid=50.
Weld Expo — Canadian Mfg. Week — Metal Finishing Expo.Sept. 23–25. Int’l Centre, Toronto, Canada. Contact Society ofMfg. Engineers, (800) 733-4763, www.sme.org.
Guangzhou Int’l Trade Fair for Moldmaking and Tooling, De-sign, and Application Development. Sept. 24–26, GuangzhouInt’l Convention & Exhibition Center, Guangzhou, China. Visitwww.asiamold-china.com.
Tooling for Composites. Sept. 29–Oct. 1. Doubletree Hotel, Sea-tle, Wash. Contact Society of Mfg. Engineers, (800) 733-4763,www.sme.org.
Making Lean Work for the Job Shop and Small Manufacturer.Oct. 1, 2. Doubletree Hotel, Oak Brook, Ill. Contact Society ofMfg. Engineers, (800) 733-4763, www.sme.org/leanjobshop.
♦FABTECH International & AWS Welding Show. Oct. 6–8, LasVegas Convention Center, Las Vegas, Nev. This show is the largestevent in North America dedicated to showcasing the full spectrumof metal forming, fabricating, tube and pipe, and welding equip-ment and technology. Contact American Welding Society,(800/305) 443-9353, ext. 455; www.aws.org.
♦New Technologies in Thermal Cutting. Oct. 6, Las Vegas Con-vention Center, Las Vegas, Nev. In conjunction with theFABTECH International & AWS Welding Show. Contact Amer-ican Welding Society, (800/305) 443-9353, ext. 455; www.aws.org.
♦New Nondestructive Testing Technologies Conf. Oct. 7, LasVegas Convention Center, Las Vegas, Nev. In conjunction withthe FABTECH International & AWS Welding Show. ContactAmerican Welding Society, (800/305) 443-9353, ext. 455;www.aws.org.
♦Friction Stir Welding Conf. Oct. 8, Las Vegas Convention Cen-ter, Las Vegas, Nev. In conjunction with the FABTECH Interna-tional & AWS Welding Show. Contact American Welding Society,(800/305) 443-9353, ext. 455; www.aws.org.
NOTE: A DIAMOND (♦) DENOTES AN AWS-SPONSORED EVENT.
SEPTEMBER 2008170
For info go to www.aws.org/ad-index
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
5107
For info go to www.aws.org/ad-index
— continued on page 172
X CE Sept.:Layout 1 8/6/08 1:44 PM Page 170

For Info go to www.aws.org/ad-indexSEE US AT THE FABTECH/AWS SHOW BOOTH #15138
CM INDUSTRIES 2:FP_TEMP 8/6/08 9:23 AM Page 171

SEPTEMBER 2008172
ISR ’08, 39th Int’l Symposium on Robotics. Oct. 15–17, COEXConvention Center, Seoul, Korea. Visit www.isr08.org.
2nd Int’l Railroad Symposium and Trade Exposition. Oct. 15–17,Haydarpasa Train Station, Istanbul, Turkey. Visitwww.irsturkey.org.
ICALEO® 2008, 27th Int’l Congress on Applications of Lasers &Electro-Optics. Oct. 20–23. Pechanga Resort & Casino, Temec-ula, Calif. Contact Laser Institute of America, (800) 345-2737,(407) 380-1553, www.icaleo.org.
Lean to Green Manufacturing. Oct. 27–29. Doubletree Hotel &Executive Meeting Center, Portland, Ore. Contact Society ofMfg. Engineers, (800) 733-4763, www.sme.org/leantogreen.
CNC Machining Clinic. Nov. 4–6. Doubletree Hotel, Oak Brook,Ill. Contact Society of Mfg. Engineers, (800) 733-4763,www.sme.org.
5th METALFORM Mexico Expo. Nov. 11–13. Centro Banamex,Mexico City, Mexico. Sponsored by Precision Metalforming Assn.Visit www.metalform.com/mexico.
♦Welding of Engineering Plastics and Composites Conf. Nov. 11,12. Contact American Welding Society, (800/305) 443-9353, ext.455; www.aws.org/conferences.
8th Int’l Symposium of the Japan Welding Society. Nov. 16–18,Kyoto, Japan. Visit www.nta-aps.jp/8WS/.
������������ �� ����������� ��������� ���������������������������������� �� ��!��"�#
������� � ��� ������� �� ����� �������$%����&'()���������#�������������������� ����! �"�#
���������� ���� �� ��� �����(��*���(%�������� ����&������++$�"����������! "�#
������� �� ����� ������� ����,& +(�-� (���������#��������++$�"�����#����!# "�#�
��� ��� �������������.��� ������/&+)� 0�1 2& +(3�������� #��������++$�"����������!��"#�
��� ��� ��������� �������4 &%'�2& +(3������������������++$�"����##�#��!� "�#
�� �� ���������� ��������� �� ����� ��� �� � �������� ���� �������� �� !������ ������"#��� ���� �� ���!� �
������ ����� $�%�&��'�� ��������"
#����� ������� ��()�(�'�� �� !����� �� �"�"����� ���� ����"
����-)�%$��(5��6��-�� �7&�����3�8( '��8�������6(%�����"���"���� � 4&9����"# #"����
��&�+:��%5(;�%�$�� �&+� ���"7(� � <�=����:�333"�%�$�� �&+� ���"7(�
����������� ������������������ �������
New and Bestselling Resources...
��� ����� ��� �� ��� ������ �� ���������
�� ������������� �������
���*>�? ������: �����#��!��"�#*-�/�� ������: ��������!���"��
/@���: ��������!� "#�.����2: ��������!��"�#�
@/�-�� .����2:���>���������!�#"��
���*>�? 1�.��.�2>�:���������!�#�"�#
*-�/� ��� 1�.��.�2>�:��������!���"�#�.,�� .�2-��:���������!��"�#
MACHINERY’S HANDBOOK, *'�� � �����
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
— continued from page 170
— continued on page 174
For info go to www.aws.org/ad-index
X CE Sept.:Layout 1 8/12/08 2:56 PM Page 172
creo

For Info go to www.aws.org/ad-index
EH WACHS:FP_TEMP 8/6/08 1:39 PM Page 173
creo

SEPTEMBER 2008174
Aerospace Measurement, Inspection & Analysis Conf. Nov. 18,19. Ft. Worth Convention Center, Ft. Worth, Tex. Contact Soci-ety of Mfg. Engineers, (800) 733-4763, www.sme.org/aerotest.
PACE 2009, The Power of Paint & Coatings. Feb. 15–18, 2009.New Orleans Convention Center, New Orleans, La. Visitwww.pace2009.com.
HOUSTEX, 2009. Feb. 24–26, 2009. George R. Brown Conven-tion Center, Houston, Tex. Contact Society of Mfg. Engineers,(800) 733-4763, www.sme.org/houstex.
♦Joining Dissimilar Metals Conf. March 3, 4, 2009. Orlando, Fla.Contact American Welding Society, (800/305) 443-9353, ext. 455;visit www.aws.org.
Lean for the Supply Chain. March 3–5, 2009. Crown Plaza Hotel,San Jose, Calif. Contact Society of Mfg. Engineers, (800) 733-4763, www.sme.org.
WESTEC. March 30–April 2, 2009. Los Angeles Convention Cen-ter, Los Angeles, Calif. Contact Society of Mfg. Engineers, (800)733-4763, www.sme.org/westec.
MicroManufacturing and NanoManufacturing Conf. & Exhibits.March 31–April 1, 2009. Sheraton Bloomington Hotel, Min-neapolis, Minn. Contact Society of Mfg. Engineers, (800) 733-4763, www.sme.org/micro, www.sme.org/nano.
♦IBSC, 4th Int’l Brazing and Soldering Conf. April 26–29, 2009,Hilton Hotel in the Walt Disney World Resort, Orlando, Fla.Cosponsored by AWS and ASM International. Contact AmericanWelding Society, (800/305) 443-9353, ext. 229; visit www.aws.org.
JOM-15, 15th Int’l Conf. on the Joining of Materials, and 6th Int’lConf. on Education in Welding. May 3–6, 2009, Helsinør, Den-mark. Contact JOM Institute, [email protected].
RAPID 2009. May 12–14, 2009. Renaissance Schaumburg Con-vention Center, Schaumburg, Ill. Contact Society of Mfg. Engi-neers, (800) 733-4763, www.sme.org/rapid.
Advanced Manuf. Expo. and Plant Maintenance & Design Engi-neering Show. May 19–21, 2009. Place Bonaventure, Montreal,Que., Canada. Contact Society of Mfg. Engineers, (800) 733-4763, www.sme.org.
EASTEC. May 19–21, 2009. Eastern States Exposition Grounds,W. Springfield, Mass. Contact Society of Mfg. Engineers, (800)733-4763, www.sme.org/eastec.
♦Weld Cracking Heat-Affected Zone Conf. June 9, 10, 2009,Columbus, Ohio. Contact American Welding Society, (800/305)443-9353, ext. 229; www.aws.org.
First Int’l Conf. on Welding Technologies. June 11–13, 2009. GaziUniversity, Ankara, Turkey. Visit www.icwet09.org.
Western Mfg. Technology Show. June 16–18, 2009. NorthlandsPark-AgriCom, Edmonton, Alb., Canada. Contact Society of Mfg.Engineers, (800) 733-4763, www.sme.org/eastec.
♦Welding Corrosion-Resistant Alloys Conf. Sept. 22, 23, 2009,New Orleans, La. Contact American Welding Society, (800/305)443-9353, ext. 229; www.aws.org.
— continued from page 172
For info go to www.aws.org/ad-index
4344 South Maybelle • Tulsa, OK 74107 • USA • Toll Free: 800.725.7311 Phone: 918.477.1288 • Fax: 918.477.0188 • htpp://www.mathey.com
THE EXPERTin Cutting and Aligning
EEEP
IP
ECCCC
UT
T
THE EXin Cutting a
RRRRRRR
GGGGGG
X GGGGXPPPEPEERRRERRRRRRRRRRRRRRTRRTTTT
GGGGGGGGGGGGGGGGGGGGGGI
GGI
AAD
ERERERRRRRXPERTRRggggngand Aliggning
TI
NG
AAAAAN
DA
LI
GGG
YYTT
NNNNNYYYYYYYYYYYYYY
SSYY
GGGGGGNN
GGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGGG
TTTTTTTTNNN
IN
GS
YSSS
TEEE
M
TTTTTTTHHH
SWWWWW
HHHHHHHHHHHHHHHHSSSSSSSSSSS
WWWWWWWWWHHHHHHHHHHHHHHHHHHHHHHHHHHHHHH
EM
SM
SMM
RRRRRRFFFFFFFF
MSSSSS
FOOOOOOOOO
RT
EW
NNNNEE
LE
RDDDDD
AAAAAAIIII
DDDDDDDEEEE
LLEEE
LIIIIIII
ELLLLLLLLL
DEEEE
RA
NDDD
PI
47
to Pr4344 South Maybelle • OK 741ulsa,TTu
918.477.1288Phone: • 918.47Fax:
to Provide ProaranWe Guarantee o
//ww//ww .matathheyhey com
.
ee ulultss
TTIII
0707
en• U • 800.725.7311 ee:oll FrTTo
.01 • .com.matheywhtpp://www
IIIIIII
ReesuResu USA
77.0188
IPPP
EF
IT
TEEE
R.
oven Results.uipipmemeententEq iuipuipour Equipment
SE
E U
S A
T T
HE
FA
BT
EC
H/A
WS
SH
OW
BO
OT
H #
1211
8
X CE Sept.:Layout 1 8/6/08 1:44 PM Page 174
creo

Certified Welding Inspector (CWI)LOCATION SEMINAR DATES EXAM DATE
Miami, FL Oct. 19-24 Oct. 25New Orleans, LA Oct. 19-24 Oct. 25Tulsa, OK Oct. 19-24 Oct. 25Long Beach, CA Oct. 26-31 Nov. 1Newark, NJ Oct. 26-31 Nov. 1Portland, OR Oct. 26-31 Nov. 1Cleveland, OH Nov. 2-7 Nov. 8Atlanta, GA Nov. 16-21 Nov. 22Dallas, TX Nov. 16-21 Nov. 22Roanoke, VA Nov. 16-21 Nov. 22Corpus Christi, TX EXAM ONLY Nov. 22Sacramento, CA Nov. 30-Dec. 5 Dec. 6Spokane, WA Nov. 30-Dec. 5 Dec. 6Syracuse, NY Nov. 30-Dec. 5 Dec. 6St. Louis, MO EXAM ONLY Dec. 6Miami, FL Dec. 7-12 Dec. 13Reno, NV Dec. 7-12 Dec. 13Fresno, CA Jan. 11-16, 2009 Jan. 17, 2009Beaumont, TX Jan. 11-16 Jan. 17Miami, FL Jan. 25-30 Jan. 31Albuquerque, NM Jan. 25-30 Jan. 31Pittsburgh, PA Feb. 1-6 Feb. 7Denver, CO Feb. 1-6 Feb. 7Seattle, WA Feb. 1-6 Feb. 7Milwaukee, WI Mar. 1-6 Mar. 7Indianapolis, IN Mar. 1-6 Mar. 7Atlanta, GA Mar. 1-6 Mar. 7Houston, TX Mar. 8-13 Mar. 14San Diego, CA Mar. 8-13 Mar. 14Norfolk, VA Mar. 8-13 Mar. 14Anchorage, AK Mar. 22-27 Mar. 28Portland, OR Mar. 22-27 Mar. 28Boston, MA Mar. 22-27 Mar. 28Phoenix, AZ Mar. 22-27 Mar. 28Miami, FL Mar. 29-Apr. 3 Apr. 4Chicago, IL Mar. 29-Apr. 3 Apr. 4Dallas, TX Apr. 19-24 Apr. 25Springfield, MO Apr. 19-24 Apr. 25Baton Rouge, LA Apr. 19-24 Apr. 25San Francisco, CA Apr. 26-May 1 May 2Portland, ME Apr. 26-May 1 May 2Las Vegas, NV Apr. 26-May 1 May 2Nashville, TN May 10-15 May 16Jacksonville, FL May 10-15 May 16Baltimore, MD May 10-15 May 16Detroit, MI May 31-Jun. 5 Jun. 6Miami, FL May 31-Jun. 5 Jun. 6Albuquerque, NM May 31-Jun. 5 Jun. 6Spokane, WA Jun. 7-12 Jun. 13Oklahoma City, OK Jun. 7-12 Jun. 13Birmingham, AL Jun. 7-12 Jun. 13Hartford, CT Jun. 14-19 Jun. 20Pittsburgh, PA Jun. 14-19 Jun. 20Beaumont, TX Jun. 14-19 Jun. 20
9-Year Recertification Seminar for CWI/SCWILOCATION SEMINAR DATES EXAM DATE
Dallas, TX Oct. 20-25 NO EXAMMiami, FL Dec. 1-6 NO EXAMNew Orleans, LA Jan. 12-17, 2009 NO EXAMDenver, CO Feb. 23-28 NO EXAMDallas, TX Mar. 30-Apr. 4 NO EXAMSacramento, CA May 4-9 NO EXAMPittsburgh, PA Jun. 1-6 NO EXAMFor current CWIs and SCWIs needing to meet education requirements withouttaking the exam. If needed, recertification exam can be taken at any site listedunder Certified Welding Inspector.
Certified Welding Supervisor (CWS)LOCATION SEMINAR DATES EXAM DATE
Tulsa, OK Oct. 20-24 Oct. 25Atlanta, GA Nov. 17-21 Nov. 22Long Beach, CA Dec. 8-12 Dec. 13Atlanta, GA Jan. 26-30, 2009 Jan. 31Houston, TX. Mar. 2-6 Mar. 7Baton Rouge, LA Apr. 20-24 Apr. 25Columbus, OH Jun. 1-5 Jun. 6CWS exams are also given at all CWI exam sites.
Certified Radiographic Interpreter (CRI)LOCATION SEMINAR DATES EXAM DATE
Philadelphia, PA Oct. 20-24 Oct. 25Seattle, WA Nov. 17-21 Nov. 22Jacksonville, FL Dec. 8-12 Dec. 13Long Beach, CA Feb. 2-6, 2009 Feb. 7Miami, FL Mar. 9-13 Mar. 14Indianapolis, IN Apr. 20-24 Apr. 25Miami, FL Jun. 22-26 Jun. 27Radiographic Interpreter certification can be a stand-alone credential orcan exempt you from your next 9-Year Recertification.
Certified Welding Educator (CWE)Seminar and exam are given at all sites listed under CertifiedWelding Inspector. Seminar attendees will not attend theCode Clinic portion of the seminar (usually first two days).
Senior Certified Welding Inspector (SCWI)Exam can be taken at any site listed under Certified WeldingInspector. No preparatory seminar is offered.
Code Clinics & Individual Prep CoursesThe following workshops are offered at all sites where the CWIseminar is offered (code books not included with individual prepcourses): Welding Inspection Technology (general knowledge andprep course for CWI Exam-Part A); Visual Inspection Workshop(prep course for CWI Exam-Part B); and D1.1 and API-1104Code Clinics (prep courses for CWI Exam-Part C).
On-site Training and ExaminationOn-site training is available for larger groups or for programscustomized to meet specific needs of a company. Call ext. 219 formore information.
International CWI Courses and ExamsAWS training and certification for CWI and other programs areoffered in many countries. For international certificationprogram schedules and contact information, please visithttp//:www.aws.org/certification/inter_contact.html
For information on any of our seminars and certification programs,visit our website at www.aws.org/certification or contact AWS at (800/305)443-9353, Ext. 273 for Certification and Ext. 455 for Seminars. Pleaseapply early to save Fast Track fees. This schedule is subject to changewithout notice. Please verify the dates with the Certification Dept. andconfirm your course status before making final travel plans.
AWS Certification ScheduleCertification Seminars, Code Clinics and Examinations
Application deadlines are six weeks before the scheduled seminar or exam. Late applications will be assessed a $250 Fast Track fee.
© AWS 2008 CER1324-9
®
Page 175:FP_TEMP 8/8/08 8:11 AM Page 175

WELDINGWORKBOOK
The stated mission of the American Welding Society is “toadvance the science, technology, and application of welding andallied processes, including joining, brazing, soldering, cutting,and thermal spraying.” If you’ve ever wondered how many
processes that covers, the following figure shows all of the weld-ing and joining processes and gives the official AWS letter desig-nations for them. The allied processes will be featured in nextmonth’s Welding Workbook.
SEPTEMBER 2008176
Datasheet 299
Excerpted from AWS A3.0:2001, Standard Welding Terms and Definitions.
Know the Welding and Joining Processes
Fig. 1 — Master chart of welding and joining processes.
Welding Workbook September 2008:Layout 1 8/7/08 8:09 AM Page 176

SOCIETYNEWSSOCIETYNEWSBY HOWARD M. WOODWARDBY HOWARD M. WOODWARD
177WELDING JOURNAL
You’ll discover a lot of wonderfulthings to see and do in Las Vegaswhile you are not busy attending
the FABTECH International & AWSWelding Show Oct. 6–8. The area’s col-orful history and unique attractions makespending an extra day or two for a minivacation a good idea.
Las Vegas (The Meadows in Spanish)was discovered in 1829 by a Mexican scoutwho stumbled upon the oasis-like valleyin the middle of the Mojave Desert. Theabundant artesian spring water shortenedthe Spanish Trail to Los Angeles, and has-tened the rush west for California gold.In 1844, John C. Fremont, leading an ex-pedition, camped at the site. Today, themain downtown thoroughfare, FremontSt., bears his name, as does the FremontHotel & Casino.
In 1904, the tent town called Las Vegassprouted saloons, stores, and boardinghouses as work began on the first railroadgrade into the area. The San Pedro, LosAngeles, and Salt Lake Railroad, later ab-sorbed by its parent, Union Pacific, madeits inaugural run from California to pointseast on Jan. 20, 1905. The city of LasVegas was officially founded four monthslater on May 15.
Today, the Plaza Hotel, located atMain and Fremont Streets, stands on thesite of the original Union Pacific Railroaddepot. Freight and passenger trains stilluse the depot site at the hotel as a termi-nal — the only railroad station in theworld located inside a hotel-casino.
The Las Vegas Convention Center,where the welding show will be held, is a1.6-million-sq-ft facility with 1.3-millionsq ft of exhibit space. Supported mainlyby room tax revenues, it is one of thelarger exhibition facilities in the world.
Among Vegas’s myriad entertainmentofferings, first-time visitors must see theBellagio Fountains waltz and strut tomusic. The free shows, barring high winds,are scheduled frequently day and evening.
Take one of the numerous, reasonablypriced bus and air tours with hotel pick-up to Hoover Dam, Grand Canyon, LasVegas Strip, Lake Meade, Colorado River,Bryce Canyon, Zion National Park, DeathValley, and many other locations.
The top show picks currently includeBlue Man Group playing at the Venetian.It’s a multimedia, audience-involved, sen-sory experience that is described as a mixof art, music, thought, sight, touch, words,and sounds led by three blue men.
Technology is the star of KÀ Cirque duSoleil where a floating stage appears anddisappears, becoming at different times amountain, a beach, a palace, a battle-ground, or a wheel of death, with a de-lightful cast of puppets (actually humansin suits that turn them into crabs, turtles,snakes, and other creatures).
Phantom, playing at Venetian, is a 95-minute spectacular restaging of The Phan-tom of the Opera musical production.
Jersey Boys playing at Palazzo is thestory of Frankie Valli and the FourSeasons.
The Stomp Out Loud production un-folds inside a $28-million environmentspecifically built for this show.
Mamma Mia!, playing at MandalayBay, has become a musical sensationaround the world. This production incor-porates songs from the hit pop group,Abba, into a delightful story.
Visit www.lasvegas.com for completelistings of hotels, shows, tours, headlin-ers, and comedy shows. Review the de-scriptions then make your reservations orbuy tickets online, or call (877) 847-4858.
Enjoy your visit to Las Vegas and the2008 FABTECH International & AWSWelding Show.♦
A rooftop view looking down on Las Vegas Boulevard, a.k.a. The Strip, a.k.a. Glitter Gulch. Photo courtesy of the Las Vegas News Bureau.
It’s Welding Show Time in Las Vegas
Society News Sept.:Layout 1 8/8/08 8:59 AM Page 177
creo

SEPTEMBER 2008178
Tech Topics
Errata D1.3/D1.3M:2008Structural Welding Code —
Sheet Steel
The following errata have beenidentified and incorporated into thecurrent reprint of this document.
Page 25. Subclause 4.6.1.1. Incor-rect reference. Correct referencefrom “3.2” to “Clause 3”.
Page 26. Subclause 4.6.2.1. Incor-rect reference. Correct referencefrom “3.3” to “Clause 3”.
Page 26. Subclause 4.6.3.1. Incor-rect reference. Correct referencefrom “3.4” to “Clause 3”.
J1: Resistance WeldingShare your technical expertise by con-
tributing to the development of AWS stan-dards. Volunteers are needed by the J1Committee on Resistance WeldingEquipment to help prepare standards re-lated to resistance welding consumables,components, and machinery. Contact An-nette Alonso, (800) 443-9353, ext. 299;[email protected].
C5: Arc WeldingThe C5 Committee on Arc Welding
and Cutting seeks volunteers to assist inthe preparation of its recommended prac-
tices. Much of the content of the WeldingHandbook chapter on arc welding and cut-ting processes is taken from these docu-ments. Contact John Gayler, (800) 443-9353, ext. 472; [email protected].
D1I : Reinforcing BarsVolunteers are sought to serve on the
D1I Subcommittee on Reinforcing Bars.Members are currently revising D1.4,Structural Welding Code — ReinforcingSteel. To learn more about how you cancontribute to this committee’s work, con-tact Selvis Morales, (800) 443-9353, ext.313; [email protected].
Technical Committees Help Wanted
Standards Approved by ANSIThe following revised standards were
approved by ANSI on the dates shown.D1.1/D1.1M:2008, Structural Welding
Code — Steel. Approved 7/02/08.D1.2/D1.2M:2008, Structural Welding
Code — Aluminum. Approved 6/23/08. D8.14M:2008, Specification for Auto-
motive Weld Quality — Arc Welding of Alu-minum. Approved 6/23/08.
Standards for Public ReviewAWS was approved as an accredited
standards-preparing organization by theAmerican National Standards Institute(ANSI) in 1979. AWS rules, as approvedby ANSI, require that all standards beopen to public review for comment dur-ing the approval process. The followingrevised and new standards are submittedfor public review; the review expirationdate is shown. Draft copies may be ob-tained from R. O’Neill [email protected];(800/305) 443-9353, ext. 451.
D1.8/D1.8M:200X, Structural WeldingCode — Seismic Supplement. Revised —$56.50. 8/11/08.
D14.8M:200X (ISO 17844:2004 IDT),Welding — Comparison of StandardizedMethods for the Avoidance of Cold Cracks.New — $25.00. 9/01/08.
D17.3/D17.3M:200X, Specification forFriction Stir Welding of Aluminum Alloysfor Aerospace Hardware. New — $29.50.8/25/08.
ISO Standards for Public ReviewCopies of the following draft Interna-
tional Standard are available for reviewand comment through your national stan-dards body, which in the United States isANSI, 25 W. 43rd St., 4th Floor, NewYork, NY 10036; (212) 642-4900. Anycomments regarding ISO documentsshould be sent to your national standardsbody. In the United States, if you wish to
participate in the development of Inter-national Standards for welding, contactA. Davis [email protected]; (800/305) 443-9353, ext. 466.
ISO/DIS 14343, Welding consumables— Wire electrodes, strip electrodes, wiresand rods for arc welding of stainless andheat-resisting steels — Classification.
New Standards ProjectsDevelopment work has begun on the
following two revised standards. Directlyand materially affected individuals are in-vited to contribute to their development.Participation on all AWS Technical Com-mittees and Subcommittees is open to allpersons. Those wanting to participateshould contact the AWS Staff Engineerlisted with the document.
C7.3M/C7.3:200X, Process Specifica-tion for Electron Beam Welding. This spec-ification discusses applicable specifica-tions, safety, requirements, fabrication,quality examination, equipment calibra-tion and maintenance, approval of work,and delivery of work. It addresses pro-cessing and quality control requirementsfor electron beam welding with both high-and low-voltage welding equipment inhigh- and medium-vacuum variations.Stakeholders: ANSI, AWS, manufactur-ers using electron beam welding, weldingengineers, machine operators, generalpublic (confidence in soundness of elec-tron beam welds). Reino Starks, ext. 304.
D1.3/D1.3M:200X, Structural WeldingCode — Sheet Steel. This code containsthe requirements for arc welding of struc-tural sheet/strip steels, including coldformed members, hereafter collectivelyreferred to as “sheet steel,” which areequal to or less than 3⁄16 in. (0.188 in./4.8mm) in nominal thickness. When thiscode is stipulated in contract documents,conformance with all its provisions shallbe required, except for those provisionsthat the Engineer or contract documents
specifically modifies or exempts. Stake-holders: Manufacturers, welders, engi-neers, fabricators, designers. SelvisMorales, ext. 313.
Technical Committee MeetingsAll AWS technical committee meet-
ings are open to the public. Persons wish-ing to attend a meeting should dial (305)443-9353 and the extention of the staffsecretary of the committee listed below.
Sept. 11, D8 Committee on Automo-tive Welding. Detroit, Mich. Contact A.Alonso, ext. 299.
Sept. 16–19, D1 Committee on Struc-tural Welding. Milwaukee, Wis. Call S.Morales, ext. 313.
Sept. 26, C1 Committee on ResistanceWelding. Ontario, Canada. Call A.Alonso, ext. 299.
Sept. 23–25, B2 Committee on Proce-dure and Performance Qualifications.Pittsburgh, Pa. Call S. Morales, ext. 313.
Sept. 24, SH4 Subcommittee on Label-ing and Safe Practices. Pittsburgh, Pa. CallS. Hedrick, ext. 305.
Oct. 6, A5K Subcommittee on Tita-nium and Zirconium Filler Metals. LasVegas, Nev. Call S. Borrero, ext. 334.
Oct. 6, G2D Subcommittee on Reac-tive Alloys. Las Vegas, Nev. Call S. Bor-rero, ext. 334.
Oct. 7, D9 Committee on the Welding,Brazing, and Soldering of Sheet Metal.Las Vegas, Nev. Call A. Alonso, ext. 299.
Oct. 7, 8, C3 Committee on Brazingand Soldering and Subcommittees. LasVegas, Nev. Call S. Borrero, ext. 334.
Oct. 8, A5H Subcommittee on FillerMetals and Fluxes for Brazing. Las Vegas,Nev. Call S. Borrero, ext. 334.
Oct. 15, SH1 Subcommittee on Fumesand Gases. Columbus, Ohio. Call S.Hedrick, ext. 305.
Oct. 20–22, 2008, A2 Committee onDefinitions and Symbols. Wheeling,W.Va. Call A. Alonso, ext. 299.
Society News Sept.:Layout 1 8/5/08 3:05 PM Page 178

179WELDING JOURNAL
Attend the Qualification Committee Meeting at the Show
Just back from “paradise,” a sun-tanned Nancy Carlson (second from left) visited AWS head-quarters after enjoying the seven-day Caribbean cruise she won in the 2007 AWS Foundationauction. Shown are (from left) Ray Shook, AWS executive director; Carlson; Nazdhia Prado-Pulido, coordinator; Vicki Pinsky, manager; and Sam Gentry, AWS Foundation executive di-rector. Carlson is secretary of the Idaho/Montana Section, and a past District 20 director.
Shown during the A2 Committee BAE tour are (from left) Richard Holdren, A2B chair; J.P. Christein, A2 vice chair and A2C chair; Christopher Lander, an applicant; Annette Alonso,A2 Committee secretary; Brian Galliers; Pat Newhouse; David Beneteau; Chuck Ford; JesseGrantham; and Larry Barley.
A2 Committees Keep Busy in OhioThe A2 Committee on Definitionsand Symbols met May 5–7 at theGE Learning Centre in Cincinnati,
Ohio. The A2B Subcommittee on Defi-nitions wrapped up its work on the nextedition of AWS A3.0, Standard WeldingTerms and Definitions. The A2C Subcom-mittee on Symbols, having just publishedA2.4:2007, Standard Symbols for Welding,Brazing, and Nondestructive Examination,as well as the A2.1:2007, AWS WeldingSymbol Chart, began work on the next re-visions. Brian Galliers from GE Aviationhosted the meeting and Bill Brundegefrom BAE Systems in Fairfield, Ohio,led the members on a tour of the weld-ing facility.
The next A2 meeting is scheduled forOct. 20–22, 2008, in Wheeling, W.Va. Formore information on the A2 Committeeon Definitions and Symbols, contact An-nette Alonso, A2 secretary, (800/305)443-9353, ext. 299; [email protected].
Foundation Updates its 2008 Silent Auction
The AWS Foundation requests dona-tions of national company gift cards forthe Silent Auction to be held in Las Vegasduring the FABTECH International &AWS Welding Show, Oct. 6–8. Gift cardsof $200 to $250 may be purchased thendonated, or you may send a check to theFoundation to purchase cards fromOmaha Steaks, Tony Roma’s, Bass ProShops, JC Penney, Home Depot, Macy’s,etc. With the holidays coming right afterthe Show, gift cards will be a great way tobuy some gifts early. All funds raised willgo to scholarships.
To donate a gift card, contact Nazd-hia [email protected]; (800) 443-9353, ext. 250.
The first donators includeAWS Cincinnati Section
AWS Mobile SectionAWS Rochester Section
AWS Tulsa SectionAWS Twin Tier Section
Nancy and Barry CarlsonRay and Sandy Shook
WESCO Gas & Welding Supply, Inc.Howard Woodward
The Personnel and Facilities Qualifica-tion Committee (PFQC) invites you to at-tend its next meeting to be held Oct. 8, 2008,8 A.M. to noon in Rm. S216 at the Las VegasConvention Center during the FABTECHInternational & AWS Welding Show. Thiscommittee is responsible for creating quali-fication standards that form the basis formany of AWS’s certification programs in-
cluding the welding inspector, test facilities,welding fabricator, welding educator, andwelding supervisor. This committee is ac-tively recruiting new members to work onfuture revisions to these qualification stan-dards. The PFQC produces all of the AWSB5.X standards such as AWS B5.1 (Weld-ing Inspector). Other PFQC documentspublished or currently being drafted are ra-
diographic interpreter, welding technician,welding engineer, welding inspector special-ist, underwater inspectors, and sales repre-sentative. Anyone directly or indirectly af-fected by the content of these AWS qualifi-cation standards are welcome to attend thismeeting, and if further interested, urged toapply for membership on the committee orone of its subcommittees.
Foundation Raffle Winner Visits HQ
Society News Sept.:Layout 1 8/5/08 3:05 PM Page 179

SEPTEMBER 2008180
The District Director Award providesa means for District Directors to recog-nize individuals who have contributedtheir time and effort to the affairs of theirlocal Section and/or District.
District 2 Director Ken Stockton hasnominated Alan Zibitt, New York.
District 17 Director J. Jones has nom-inated Carey Reeves, Oklahoma City, andJim Goetz, Ozark Section.
District 22 Director Dale Flood hasnominated the following to receive thisaward for 2007–08:
Jason Roberts — Sacramento Valley Mark Reese — Sacramento Valley Randy Naylor — Sierra Nevada Durella Combs — Santa Clara Valley Brian Hardin — San Francisco
The Houston Section, District 18, hasbeen awarded the Henry C. Neitzel Na-tional Membership Award for the great-est net numerical increase in membershipfor the year 2007–08.
The Drake Well Section, District 10,earned the Henry C. Neitzel NationalMembership Award for the greatest netpercentage increase for 2007–08.
The following Sections in each Districtachieved the greatest percentage increasein membership for the year.
District Section1 Maine
2 Philadelphia3 York-Central Pennsylvania4 Southwest Virginia5 North Florida6 Twin Tiers7 Johnstown-Altoona8 Greater Huntsville9 Pascagoula
10 Drake Well11 Western Michigan12 Upper Peninsula13 Illinois Valley14 Indiana15 Arrowhead16 Siouxland 17 Ozark18 Cuautitlan Izcalli (Mexico)19 Northern Alberta20 Idaho/Montana21 Arizona22 Sacramento
Student Chapter Member Awards Presented at District Conferences
During the recent 2008 District con-ferences, Section representatives selectedthe following Student Members to receiveAWS Student Chapter Member Awards.
Troy Wigfall, Central PiedmontCommunity College, Charlotte Section,District 4.
Jay Johnson, Central PiedmontCommunity College, Charlotte Section,District 4.
William Lamperez, SoutheasternLouisiana University, Baton Rouge Sec-tion, District 9.
Duncan Perkins, Mississippi GulfCoast Community College, PascagoulaSection, District 9.
Aaron Bailey, Montana Tech,Idaho/Montana Section, District 20.
Jameson Butler, Central New MexicoCommunity College, Albuquerque Sec-tion, District 20.
Brian Harden, Sierra College, Sacra-mento Section, District 22.
The AWS Board of Directors estab-lished the Student Chapter MemberAward to recognize AWS Student Mem-bers whose Student Chapter activitieshave produced outstanding school, com-munity, or industry achievements. Thisaward also provides an opportunity forStudent Chapter advisors, Section offi-cers, and District directors to recognizeoutstanding students affiliated withAWS Student Chapters, as well as toenhance the image of welding withintheir communities.
To qualify for this certificate award,the individual must be an AWS StudentMember affiliated with an AWS StudentChapter. The nomination form can bedownloaded from www.aws.org/sec-tions/awards/student_chapter.pdf, or callthe Membership Dept. at (800) 443-9353,ext. 260.
District Director and Student Member Awards Presented
Nominees Solicited for Prof. Masubuchi AwardNovember 3 is the deadline for sub-
miting nominations for the 2009 Prof.Koichi Masubuchi Award. The award ispresented each year to one person, 40years old or younger, who has made sig-nificant contributions to the advance-
ment of materials joining through re-search and development. The award,presented during the FABTECH Inter-national & AWS Welding Show, includesa $5000 honorarium. Send a résumé list-ing background, experience, publica-
tions, honors, awards, plus at least threeletters of recommendation from re-searchers to Prof. John DuPont,[email protected]. The award is sponsoredby the Dept. of Ocean Engineering atMassachusetts Institute of Technology.
December 31 is the deadline for sub-mitting nominations for the 2009 Roboticand Automatic Arc Welding Award. Theaward, offering a plaque and a $1500 hon-orarium, is presented during theFABTECH International & AWS Weld-
ing Show to recognize achievements in thearea of robotic arc welding. The nomina-tion packet should include a summary ofthe candidate’s accomplishments, experi-ence, publications, and awards. Remit toWendy Sue Reeve, 550 NW LeJeune Rd.,
Miami, FL 33126. Contact Reeve [email protected]; (800/305) 443-9353, ext.293. The award was established in 2004by the AWS D16 Robotic and AutomaticArc Welding Committee, with the ap-proval of the AWS board of directors.
Nominees Sought for Robotic Arc Welding Awards
Life Members Offered Free Registration for Technical Sessions at the ShowAWS Life Members are urged to take
advantage of their free registration to theentire Professional Program (a $325value) plus free admission to theFABTECH International & AWS Weld-ing Show, scheduled for Oct. 6–8, 2008,at Las Vegas Convention and Visitors Au-thority, Las Vegas, Nev. The free regis-
tration allows AWS Life Members to at-tend any of the technical sessions pre-sented during the three-day period. Reg-istration forms are available in issues ofthe Welding Journal, as well as in the Ad-vance Program that was mailed to mem-bers previously. You may also request theform from the Membership Dept. at (800)
443-9353, ext. 260. To obtain your free reg-istration, mark “AWS Life Member: FreeRegistration” at the top of the Registra-tion Form. Then FAX both sides of theform to (305) 443-7559, Attn: R. Lara, ac-counting director; or mail the form toRuben Lara, AWS, 550 NW LeJeune Rd.,Miami, FL 33126.
Society News Sept.:Layout 1 8/5/08 3:08 PM Page 180

SECTIONNEWSSECTIONNEWS
181WELDING JOURNAL
District 9George D. Fairbanks Jr., director(225) [email protected]
Shown (from left) are Mobile Section Scholarship Chair Jerry Betts with students Matt Mur-phy, Kelly Wilson, and Eric Schoen.
F. T. Siradakis (left), District 11 director,presents Roy Bailiff the District CWI of theYear Award at the Central Michigan Sec-tion event.
F. T. Siradakis (left), District 11 director,presents Bill Eggleston the District Educa-tor Award at the Central Michigan Sectionprogram.
MOBILEMAY 8Activity: The Section members met fortheir last meeting before summer break.The events included recognition of pastchairmen, and presentation of scholar-ships and other awards. Jerry Betts, schol-arship chairman, presented scholarshipsto Matt Murphy, Kelly Wilson, and EricSchoen. The meeting was held at Saucy QRestaurant in Mobile, Ala., for 30 atten-dees.
CENTRAL MICHIGANAPRIL 14Activity: Jeff Carney, advisor to the Fer-ris State Student Chapter, hosted the an-nual Quiz the Experts competition fea-turing attendees from the Detroit, Sagi-naw Valley, Central Michigan, WesternMichigan, and Toledo Sections, and theFerris State University Student Chapter.The Central Michigan Section team, RoyBailiff, Jim Farmer, and Bill Eggleston,took top honors. District 11 Director F. T.Siradakis presented the District Educa-tor of the Year Award to Chairman Bill
Eggleston, and the District Dalton E.Hamilton Memorial CWI of the YearAward to Roy Bailiff. The event was heldat Tony M’s Restaurant in Lansing, Mich.
DETROITJUNE 14Activity: The Section held its Spouses’Night and Past Chairmen’s Night alongwith a brief executive board meeting atThe Inn at St. Johns in Livonia, Mich. Thepast chairs in attendance included DaveBeneteau, Chuck Padden, Marty Keasal,
The Quiz the Experts winners heft their hard-won trophy. Shown (from left) are Roy Bailiff,Jim Farmer, and Bill Eggleston, with contest chair Jeff Carney. The event was hosted by theCentral Michigan Section in April.
District 11Eftihios Siradakis, director(989) [email protected]
Society News Sept.:Layout 1 8/5/08 3:09 PM Page 181
creo

SEPTEMBER 2008182
An historic gathering of 17 Detroit Section past chairmen. Shown are (from left) DaveBeneteau, Chuck Padden, Marty Keasal, Bernie Bastian, Amos Winsand, Bob Wilcox, RayRoberts, Carl Hildebrand, Jim Gooda, Don DeCorte, Tom Sparschu, John McKenzie,Richard DuCharme, Fred Ellicott, Carl Occhailini, Jim Dolfi, and Jim Osborne.
Shown at the Western Michigan Section program are (from left) District 11 Director F. T.Siradakis with award winners David Murray (District Educator), Phil Schiffer (District Mer-itorious), and Scot Reitenour (Section Meritoriuous).
CHICAGOJUNE 18Activity: The Chicago Section boardmembers held a meeting at BohemianCrystal Restaurant in Chicago, Ill. At-tending were Chuck Hubbard, CraigTichelar, Cliff Iftimie, Vicky Landorf,Marty Vondra, Hank Sima, and EricKrauss.
Shown at the Western Michigan Section program are (from left) Chairman Matt Post; FerrisState students Nate Miller, Tim Mikel, and Rory O’Hern; speaker and District 11 Director F.T. Siradakis; and past Chairman Kevin Fleming.
Bernie Bastian, Amos Winsand, BobWilcox, Ray Roberts, Carl Hildebrand,Jim Gooda, Don DeCorte, Tom Sparschu,John McKenzie, Richard DuCharme,Fred Ellicott, Carl Occhailini, Jim Dolfi,and Jim Osborne.
WESTERN MICHIGANMARCH 19Speaker: F. T. Siradakis, District 11 di-rectorAffiliation: Airgas Great LakesTopic: The impact of today’s students on
the future of weldingActivity: Siradakis presented the DistrictMeritorious Award to Treasurer PhilSchiffer, District Educator Award toDavid Murray, Section DistinguishedService Award to Kevin Fleming, andSection Meritorious Award to Scot Re-itenour. The program was held at FerrisState University in Big Rapids, Mich.
MILWAUKEEJULY 16Activity: The Section held a general boardmeeting preceded by a tour of Miller ParkStadium. Hosted by Chairman JerryBlaski, others in attendance includedKaren Gilgenbach, vice chair; RogerEdge, certification chair; John Kozeniekiand Craig Wentzel, scholarship chairs;Bob Bruss, secretary; and Roger Warren,a new board member.
District 12Sean P. Moran, director(920) [email protected]
District 13W. Richard Polanin, director(309) [email protected]
AWS President Gene Lawson addressedthe Kansas City Section in June.
Shown at the Nebraska Section and Lin-weld open house program are (from left)Pat Neuhalfen, Debbie Finn, Jeff Hage-mann, and Sean McKown.
Society News Sept.:Layout 1 8/5/08 3:09 PM Page 182
creo

183WELDING JOURNAL
Shown at the Milwaukee Section’s board meeting are (from left) Roger Edge, ChairmanJerry Blaski, John Kozenieki, Vice Chair Karen Gilgenbach, Craig Wentzel, Roger Warren,and Secretary Bob Bruss.
Shown at the June meeting of the Chicago Section board members are (from left) ChuckHubbard, Craig Tichelar, Cliff Iftimie, Vicky Landorf, Marty Vondra, Hank Sima, and EricKrauss.
District 16David Landon, director(641) [email protected]
KANSAS CITYJUNE 24Speaker: Gene Lawson, AWS presidentAffiliation: ESAB Welding & CuttingProducts Topic: AWS future and goalsActivity: The meeting was held at KansasCity Masterpiece Restaurant.
NEBRASKAJUNE 19Activity: The Section members partici-pated in an open house event held at Lin-weld’s new store in Council Bluffs, Iowa.Jeff Hagemann, store manager, hostedthe activities. Factory representatives of-fered hands-on demonstrations of theirproducts. Assisting were Linweld em-ployees Pat Neuhalfen, Debbie Finn, JeffHagemann, and Sean McKown.
Yankton Sr. High SchoolStudent ChapterJUNE 9–20Activity: The Student Chapter and theSiouxland Section members participatedin the second annual ManufacturingAcademy held in Yankton, S.Dak. Spon-sored by Mitchell Technical Institute andthe Regional Technical Education Cen-ter, the students spent two weeks learn-ing about manufacturing principles, tour-ing local manufacturing facilities, and
Shown are the participants in the Manufacturing Academy sponsored in part by the Yankton Sr. High School Student Chapter and theSiouxland Section.
Society News Sept.:Layout 1 8/5/08 3:10 PM Page 183

SEPTEMBER 2008184
working internships. Each participantearned half a high school credit, werepaid a $100 stipend, and received AWSStudent Memberships donated by theStudent Chapter. The topics includedwelding safety, lab orientation, facilitiesmanagement, precision measuring equip-ment, welding processes and applica-tions, basic machining processes, andCNC part programming with advancedapplications. The graduation ceremonyfeatured keynote speaker Pam Roberts,secretary, South Dakota Dept. of Labor.
District 17 ConferenceJUNE 13, 14Activity: The District 17 conference washeld at Hilton Inn in Tulsa, Okla., hostedby the Tulsa Section.
District 17J. J. Jones, director(940) [email protected]
District 20William A. Komlos, director(801) [email protected]
IDAHO/MONTANAAPRILActivity: Section Secretary Nancy Carl-son’s winning ticket in the AWS Foun-dation’s raffle won Carlson and herdaughter, Nicole, a seven-day Caribbeancruise. The raffle was held during the2007 FABTECH International & AWSWelding Show in Chicago.
The Charter Members of the Chile Section are (from left to right; top to bottom) JorgeEsponda, Linton Carvajal, Luis Gonzalez, Erwin Manriquez, José Luis Núñez, Juan Donoso,Robert Keller, José Marin, Mauricio Parraguez, Antonio Segura, Vice Chair Jorge ParadaAhumada, Chairman Mauricio Ibarra Echeverria, and Treasurer José Lecea Caro.
Her winning ticket at the AWS Founda-tion’s raffle won Idaho/Montana SecretaryNancy Carlson a week-long Caribbeancruise.
Dist. 1 — Russ L. Norris(603) 433-0855
Dist. 2 — Kenneth R. Stockton(908) 412-7099
Dist. 3 — Alan J. Badeaux Sr.(301) 753-1759
Dist. 4 — Roy C. Lanier(252) 321-4285
Dist. 5 — Steve Mattson(904) 260-6040
Dist. 6 — Neal A. Chapman(315) 349-6960
Dist. 7 — Don C. Howard(814) 269-2895
Dist. 8 — Joe Livesay(931) 484-7502, ext. 143
Dist. 9 — George D. Fairbanks Jr.(225) 473-6362
Dist. 10 — Richard A. Harris(440) 338-5921
Dist. 11 — Eftihios (F.T.) Siradakis(989) 894-4101
Dist. 12 — Sean P. Moran(920) 954-3828
Dist. 13 — W. Richard Polanin(309) 694-5404
Dist. 14 — Tully C. Parker(618) 667-7795
Dist. 15 — Mace V. Harris(612) 861-3870
Dist. 16 — David Landon(641) 621-7476
Dist. 17 — J. J. Jones(940) 368-3130
Dist. 18 — John R. Bray(281) 997-7273
Dist. 19 — Neil S. Shannon(503) 419-4546
Dist. 20 — William A. Komlos(801) 560-2353
Dist. 21 — Jack D. Compton(661) 362-3218
Dist. 22 — Dale A. Flood(916) 288-6100, ext. [email protected]
District Directors Contact Information
Society News Sept.:Layout 1 8/5/08 3:10 PM Page 184
creo

187WELDING JOURNAL
CHILEJUNE 20Activity: This was the first meeting of theboard of directors of the Chile Section,chartered May 18, 2008. ChairmanMauricio Ibarra Echeverria of InduraS.A. Industria y Comercio conducted themeeting. The officers defined the Sec-tion’s meeting calendar, and set up thevarious committees. Ibarra Echeverriasaid, “We are happy to install an AWS In-ternational Section in Chile. It will be thefirst time everyone will be able to get ac-curate welding information from onesource.” Other charter members includeVice Chair Jorge Parada Ahumada, Sec-retary Antonio Segura Guerrero, Treas-urer José Lecea Caro, Jorge Esponda,Linton Carvajal, Luis Gonzalez, ErwinManriquez, José Luis Núñez, JuanDonoso, Robert Keller, José Marin, andMauricio Parraguez. The meeting washeld in Santiago de Chile.
Shown are the attendees at the District 17 conference in Tulsa, Okla.
Shown at the inaugural Chile Section board meeting are (from left) Chairman MauricioIbarra Echeverria, Erwin Manriquez, Luis Gonzalez, Juan Donoso, Antonio Segura Guer-rero, José Lecea Caro, and Jorge Parada Ahumada.
Shown at the Sacramento Section program in March are (from left) Jason Roberts, AngelaGomes, Jack Davis, and Brian Johnson.
Nebraska Section members and Linweld employees are (from left) Joe Beving, Pat Neuhalfen,Bill Maroney, Mark Smith, Debbie Finn, Sean McKown, Bob Willenkamp, Jeff Hagemann,and Chris Molczyk.
International
SACRAMENTOMARCH 26Activity: About 55 Section members andguests met at Cosumnes River College inSacramento, Calif., for a pizza dinnerfollowed by a hands-on program featur-ing the latest inverter power sources. Thepresenters included Angela Gomes, salesmanager, and Brian Johnson and JackDavis, applications engineers, for ESABWelding Products. Dale Flood, District22 director, and Jason Roberts, Co-sumnes River College welding professor,attended the program.
District 22Dale Flood, director(916) 288-6100, ext. [email protected]
Society News Sept.:Layout 1 8/5/08 3:10 PM Page 187
creo

SEPTEMBER 2008188
Affiliate CompaniesBlackhawk Marine and
Industrial Contractors, LLC602 Azalea Rd., Ste. C
Mobile, AL 36609
Elvis Welding Service Inc.3824 Business St.
Myrtle Beach, SC 29579
Glover’s Welding LLC157 W. Harbor Dr.
Littleton, NC 27850
Marina Innovators, LLC1247 4th Ave., Ste. B Auburn, GA 30011
Midwest Automation Inc.PO Box 2582
Ft. Smith, AR 72902
Process Systems Inc. Construction Co.3732 E. Raines
Memphis, TN 38118
SmartTCP, Inc.26602 Haggerty Rd.
Farmington Hills, MI 48331
Trumac Engg. Co. Pvt. Ltd.N.I.D.C. Industrial Estate
near Lambha Village Post Narol Ahmedabad Gujarat
382405 India
Supporting Companies Wayne Engineering Div. of Wayne
Industrial Holdings, LLC701 Performance Dr.
Cedar Falls, IA 50613
Educational InstitutionsDenver City High School
601 Mustang Ave.Denver City, TX 79323
Elkhart Area Career Center2424 California Rd.Elkhart, IN 46514
Flatwoods CCC Job Corps2803 Dungannon Rd.Coeburn, VA 24230
J. F. Drake State Technical College3421 Meridian Dr. N.Huntsville, AL 35811
Logan High School50 North St.
Logan, OH 43138
Whitney M. Young Job Corps Center8460 Shelbyville Rd.
Simpsonville, KY 40067
Wolf Creek Job Corps2010 Opportunity Ln.
Glide, OR 97443
Membership Counts
Member As of
Grades 8/01/08
Sustaining..........................................494Supporting.........................................319Educational.......................................460Affiliate..............................................440Welding distributor............................50Total corporate members..................1,763
Individual members.....................48,722Student + transitional members........4,883Total members..............................53,605
New AWS Supporters
Member-Get-A-Member CampaignShown are the July 18 standings for the
2008–2009 AWS Member-Get-A-MemberCampaign. See page 185 of this WeldingJournal or visit www.aws.org/mgm for cam-paign rules and prize lists. If you have anyquestions regarding your member pro-poser points, call the Membership Dept.,(800) 443-9353, ext. 480.
Winner’s CircleMembers who have sponsored 20 or
more new Individual Members, per year,since June 1, 1999. The superscript indi-cates the number of times the member hasachieved Winner’s Circle status.J. Compton, San Fernando Valley7
E. Ezell, Mobile6
J. Merzthal, Peru2
G. Taylor, Pascagoula2
B. Mikeska, Houston1
R. Peaslee, Detroit1
W. Shreve, Fox Valley1
M. Karagoulis, Detroit1
S. McGill, NE Tennessee1
L. Taylor, Pascagoula1
T. Weaver, Johnstown/Altoona1
G. Woomer, Johnstown/Altoona1
R. Wray, Nebraska1
M. Haggard, Inland Empire1
President’s RoundtableSponsors of 9–19 new Members.
P. Betts, Mobile — 12
President’s ClubSponsors of 3–8 new Members.
W. Rice, Tri-State — 5M. Wheat, Western Carolina — 3
President’s Honor RollM. Boyer, Detroit — 2B. Donaldson, British Columbia — 2F. Hendrix, New Jersey — 2J. Polson, L.A./Inland Empire — 2A. Stute, Madison-Beloit — 2D. Wright, Kansas City — 2
M. Yung, Portland — 2
Student Member SponsorsSponsors of 5 or more students.
A. Rowe, Philadelphia — 36T. Moore, New Orleans — 32D. Berger, New Orleans — 30B. Benyon, Pittsburgh — 28E. Norman, Ozark — 26D. Schnalzer, Lehigh Valley — 22R. Munns, Utah — 19D. Pickering, Central Arkansas — 16R. Rummel, Central Texas — 13A. Stute, Madison-Beloit — 13D. Taylor, Kern — 13R. Evans, Siouxland — 11R. Norris, Maine — 9N. Carlson, Idaho/Montana — 7S. MacKenzie, Northern Michigan — 7D. Howard, Johnstown-Altoona — 6J. Boyer, Lancaster — 5J. Reed, Ozark — 4M. Rahn, Iowa — 3
The Annual Meeting of the membersof the American Welding Society will beheld on Monday, Oct. 6, 2008, beginningat 9:30 A.M. at Las Vegas Convention and
Visitors Authority, Las Vegas, Nev.The regular business of the Society
will be conducted, including election ofofficers and nine members of the Board
of Directors. Any other business prop-erly brought before the membershipwill be considered.
Notice of Annual Meeting of the American Welding Society
Society News Sept.:Layout 1 8/8/08 9:01 AM Page 188

189WELDING JOURNAL
Guide to AWS Services550 NW LeJeune Rd., Miami, FL 33126
www.aws.org; (800/305) 443-9353; FAX (305) 443-7559(Staff telephone extensions are shown in parentheses.)
AWS PRESIDENTGene E. [email protected]
ESAB Welding & Cutting Products25108 Margurite Pkwy., PMB #165
Mission Viejo, CA 92692
ADMINISTRATIONExecutive Director
Ray W. Shook.. [email protected] . . . . . . . .(210)
CFO/Deputy Executive DirectorFrank R. Tarafa.. [email protected] . . . . . . . .(252)
Deputy Executive DirectorCassie R. Burrell.. [email protected] . . . . .(253)
Associate Executive DirectorJeff Weber.. [email protected] . . . . . . . . . . . .(246)
Executive Assistant for Board ServicesGricelda Manalich.. [email protected] . . . .(294)
Administrative ServicesManaging Director
Jim Lankford.. [email protected] . . . . . . . . . . .(214)
IT Network DirectorArmando [email protected] . . .(296)
DirectorHidail Nuñ[email protected] . . . . . . . . . . . . . .(287)
Database AdministratorNatalia [email protected] . . . . . . . . . . . .(245)
Human ResourcesDirector, Compensation and Benefits
Luisa Hernandez.. [email protected] . . . . . . .(266)
Manager, Human Resources Dora A. Shade.. [email protected] . . . . . . . .(235)
INT’L INSTITUTE of WELDINGSenior Coordinator
Sissibeth Lopez . . [email protected] . . . . . . .(319)Provides liaison services with other national andinternational professional societies and standardsorganizations.
GOVERNMENT LIAISON SERVICESHugh K. Webster. . . [email protected], Chamberlain & Bean, Washington, D.C.,(202) 785-9500; FAX (202) 835-0243. Identifiesfunding sources for welding education, re-search, and development. Monitors legislativeand regulatory issues of importance to the weld-ing industry.
Brazing and Soldering Manufacturers’ Committee
Jeff Weber.. [email protected] . . . . . . . . . . . .(246)
RWMA — Resistance Welding Manufacturing Alliance
ManagerSusan Hopkins.. [email protected] . . . . . . . .(295)
WEMCO — Welding EquipmentManufacturers Committee
ManagerNatalie Tapley.. [email protected] . . . . . . . . .(444)
CONVENTION and EXPOSITIONSAssociate Executive Director
Jeff Weber.. [email protected] . . . . . . . . . . . .(246)
Corporate Director, Exhibition SalesJoe Krall.. [email protected] . . . . . . . . . . . . . .(297)Organizes the annual AWS Welding Show and
Convention, regulates space assignments, regis-tration items, and other Expo activities.
PUBLICATION SERVICESDepartment Information . . . . . . . . . . . . . . .(275)
Managing DirectorAndrew Cullison.. [email protected] . . . . .(249)
Welding JournalPublisher
Andrew Cullison.. [email protected] . . . . .(249)
EditorMary Ruth Johnsen.. [email protected] (238)
National Sales DirectorRob Saltzstein.. [email protected] . . . . . . . . . .(243)
Society and Section News EditorHoward [email protected] .(244)
Welding HandbookWelding Handbook Editor
Annette O’Brien.. [email protected] . . . . .(303)Publishes the Society’s monthly magazine, Weld-
ing Journal, which provides information on thestate of the welding industry, its technology, andSociety activities. Publishes Inspection Trends, theWelding Handbook, and books on general weldingsubjects.
MARKETING COMMUNICATIONSDirector
Ross Hancock.. [email protected] . . . . .(226)
Assistant DirectorAdrienne Zalkind.. [email protected] . . . .(416)
WebmasterAngela [email protected] . . . . . . . . .(456)
MEMBER SERVICESDepartment Information . . . . . . . . . . . . . . .(480)
Deputy Executive DirectorCassie R. Burrell.. [email protected] . . . . .(253)
DirectorRhenda A. Mayo... [email protected] . . . . .(260) Serves as a liaison between Section members andAWS headquarters. Informs members about AWSbenefits and activities.
CERTIFICATION SERVICESDepartment Information . . . . . . . . . . . . . . .(273)
Managing Director, Certification OperationsJohn [email protected] . . . . . . . . . . .(222)
Managing Director, Technical OperationsPeter Howe.. [email protected] . . . . . . . . . . .(309)
Manages and oversees the development, in-tegrity, and technical content of all certificationprograms.
Director, Int’l Business & Certification ProgramsPriti Jain.. [email protected] . . . . . . . . . . . . . .(258)
Directs all int’l business and certification pro-grams. Is responsible for oversight of all agencieshandling AWS certification programs.
EDUCATION SERVICES Managing Director
Dennis Marks.. [email protected] . . . . . . . .(449)
Director, Education Services Administrationand Convention Operations
John Ospina.. [email protected] . . . . . . . . .(462)
AWS AWARDS, FELLOWS, COUNSELORSSenior Manager
Wendy S. Reeve.. [email protected] . . . . . .(293)Coordinates AWS awards and AWS Fellow andCounselor nominees.
TECHNICAL SERVICESDepartment Information . . . . . . . . . . . . . . .(340)
Managing DirectorAndrew R. Davis.. [email protected] . . . . . .(466)
Int’l Standards Activities, American Council ofthe Int’l Institute of Welding (IIW)
Director, National Standards ActivitiesJohn L. Gayler.. [email protected] . . . . . . . .(472)Personnel and Facilities Qualification, Comput-
erization of Welding Information
Manager, Safety and HealthStephen P. Hedrick.. [email protected] (305)Metric Practice, Safety and Health, Joining of
Plastics and Composites, Welding Iron Castings
Technical PublicationsAWS publishes about 200 documents widely used
throughout the welding industry.Senior Manager
Rosalinda O’Neill.. [email protected] . . . . .(451)
Staff Engineers/Standards Program ManagersAnnette Alonso.. [email protected] . . . . . .(299)Automotive Welding, Resistance Welding, Oxy-fuel Gas Welding and Cutting, Definitions andSymbols, Sheet Metal Welding
Stephen Borrero.. [email protected] . . . . .(334)Joining of Metals and Alloys, Brazing and Sol-
dering, Brazing Filler Metals and Fluxes, BrazingHandbook, Soldering Handbook
Rakesh Gupta.. [email protected] . . . . . . . . .(301)Filler Metals and Allied Materials, Int’l Filler
Metals, Instrumentation for Welding, UNS Num-bers Assignment
Brian McGrath . [email protected] . . . . .(311)Methods of Inspection, Mechanical Testing of
Welds, Welding in Marine Construction, Pipingand Tubing, Robotic and Automatic Welding
Selvis [email protected] . . . . .(313)Welding Qualification, Structural Welding
Matthew [email protected] . . . . . .(215)Machinery and Equipment, Robotics Welding,
Arc Welding and Cutting Processes
Reino [email protected] . . . . . . . . .(304)Welding in Sanitary Applications, High-Energy
Beam Welding, Aircraft and Aerospace, FrictionWelding, Railroad Welding, Thermal Spray
Note: Official interpretations of AWS standardsmay be obtained only by sending a request in writ-ing to the Managing Director, Technical Services.Oral opinions on AWS standards may be ren-dered. However, such opinions represent only thepersonal opinions of the particular individualsgiving them. These individuals do not speak onbehalf of AWS, nor do these oral opinions con-stitute official or unofficial opinions or interpre-tations of AWS. In addition, oral opinions are in-formal and should not be used as a substitute foran official interpretation.
Society News Sept.:Layout 1 8/5/08 3:11 PM Page 189

SEPTEMBER 2008190
Only Sustaining Members, Mem-bers, Honorary Members, LifeMembers, or Retired Members
who have been members for a period ofat least three years shall be eligible forelection as a director or national officer.
It is the duty of the National Nominat-ing Committee to nominate candidates fornational office. The committee shall hold anopen meeting, preferably at the AnnualMeeting, at which members may appearto present and discuss the eligibility of allcandidates.
To be considered a candidate for the po-sitions of president, vice president, treas-urer, or director-at-large, the following qual-ifications and conditions apply:
President: To be eligible to hold the of-fice of president, an individual must haveserved as a vice president for at leastone year.
Vice President: To be eligible to hold theoffice of vice president, an individual musthave served at least one year as a director,other than executive director and secretary.
Treasurer: To be eligible to hold the of-
fice of treasurer, an individual must be amember of the Society, other than a Stu-dent Member, must be frequently avail-able to the national office, and should beof executive status in business or industrywith experience in financial affairs.
Director-at-large: To be eligible forelection as a director-at-large, an individ-ual shall previously have held office aschairman of a Section; as chairman orvice chairman of a standing, technical,or special committee of the Society; oras District director.
Interested persons should submit a let-ter stating which office they seek, includinga statement of qualifications, their willing-ness and ability to serve if nominated andelected, and a biographical sketch.
E-mail the letter to Gricelda Manalich,[email protected], c/o Gerald D. Uttrachi,chair, National Nominating Committee.
The next meeting of the NationalNominating Committee is scheduled forOctober 2008. The terms of office for can-didates nominated at this meeting willcommence January 1, 2010.
The Honorary-Meritorious Awards Committee makes recommendations for thenominees presented for Honorary Membership, National Meritorious Certificate,William Irrgang Memorial, and the George E. Willis Awards. These awards are
presented during the FABTECH International & AWS Welding Show held each fall.The deadline for submissions is December 31 prior to the year of awards presentations.Send candidate materials to Wendy Sue Reeve, secretary, Honorary Meritorious AwardsCommittee, [email protected]; 550 NW LeJeune Rd., Miami, FL 33126. Descriptions ofthe awards follow.
William Irrgang Memorial Award isawarded each year to the individual whohas done the most over the past five yearsto enhance the American Welding Soci-ety’s goal of advancing the science andtechnology of welding.
This award consists of a $2500 honar-ium and a certificate. It is presented dur-ing the FABTECH International & AWSWelding Show held each fall. The awardis administered by the American WeldingSociety and sponsored by The Lincoln Elec-tric Co. to honor the late William Irrgang.
George E. Willis Award is awarded eachyear to an individual who promotes theadvancement of welding internationallyby fostering cooperative participation inareas such as technology transfer, stan-dards rationalization, and promotion ofindustrial goodwill.
The award consists of a $2500 honar-ium and a certificate. It is presented dur-ing the FABTECH International & AWSWelding Show held each fall. The awardis administered by the American WeldingSociety and sponsored by The LincolnElectric Co. to honor George E. Willis.
Honorary Membership Award is pre-sented to a person of acknowledged emi-nence in the welding profession, or who isaccredited with exceptional accomplish-ments in the development of the weldingart, upon whom the American Welding So-ciety sees fit to confer an honorary distinc-tion. Honorary Members have full rightsof membership.
National Meritorious CertificateAward is given in recognition of the can-didate’s counsel, loyalty, and devotion tothe affairs of the Society, assistance in pro-moting cordial relations with industry andother organizations, and for the contribu-tion of time and effort on behalf of theSociety.
International Meritorious CertificateAward is given in recognition of signifi-cant contributions to the welding industryfor service to the international weldingcommunity in the broadest terms. Theawardee is not required to be an AWSmember. Multiple awards may be given.The award consists of a certificate and aone-year AWS membership.
AWS Publications Sales
Purchase AWS standards, books, and other publications from
World Engineering Xchange (WEX), [email protected]; www.awspubs.comToll-free (888) 935-3464 (U.S., Canada)
(305) 824-1177; FAX (305) 826-6195
Welding Journal ReprintsCopies of Welding Journal articles may be
purchased from Ruben Lara. (800/305) 443-9353, ext. 288; [email protected]
Custom reprints of Welding Journalarticles, in quantities of 100 or more,
may be purchased from FosteReprints
Claudia StachowiakReprint Marketing Manager
866-879-9144, ext. [email protected]
AWS Mission Statement
The mission of the American WeldingSociety is to advance the science,
technology, and application of welding and allied processes,
including joining, brazing, soldering, cutting, and thermal spraying.
It is the intent of the American WeldingSociety to build AWS to the highest qual-ity standards possible. The Society wel-comes your suggestions. Please contactany staff member or AWS President GeneE. Lawson, as listed on the previous page.
AWS FoundationAWS Foundation, Inc., is a not-for-profit cor-poration established to provide support foreducational and scientific endeavors of theAmerican Welding Society. Information ongift-giving programs is available upon request.
Chairman, Board of TrusteesRonald C. Pierce
Executive Director, AWSRay Shook, ext. 210, [email protected]
Executive Director, FoundationSam Gentry, ext. 331, [email protected]
Corporate Director, Solutions Opportunity SquadMonica Pfarr, ext. 461, [email protected]
Director, Solutions Opportunity SquadConnie Bowling, ext. 308, [email protected]
550 NW LeJeune Rd., Miami, FL 33126(305) 445-6628; (800) 443-9353, ext. 293
General Information:(800) 443-9353, ext. 689; [email protected]
Nominees for National Office
Honorary Meritorious Awards
Society News Sept.:Layout 1 8/5/08 3:12 PM Page 190

For Info go to www.aws.org/ad-index
TRIANGLE:FP_TEMP 8/6/08 9:41 AM Page 191

NEWLITERATURE
Literature Pictures IndoorAir Quality Monitor
A two-page, full-color brochure detailsthe Honeywell Analytics, Inc., IAQ-Point™, an indoor-air-quality monitorthat measures carbon dioxide, tempera-ture, and humidity levels for controlling
ventilation in schools and commercialbuildings. Outlined are its IR sensing tech-nology that offers better drift and temper-ature compensation for measuring ambi-ent CO2 levels that integrates into exist-ing building automation systems throughan array of analog and digital outputs. Ex-plained is how the device measures CO2levels then, when the level reaches a pre-set level, triggers the opening of dampersthat introduce conditioned fresh air. Thebrochure can be downloaded fromwww.globalspec.com/FeaturedProducts/Detail/HoneywellAnalytics/IAQPoint/61829/0.
Brochure Pictures Full Lineof Industrial Brushes
The 92-page, full color, profusely illus-trated Advance Brush catalog can bedownloaded as a PDF or ordered in hardcopy. The brushes illustrated and de-scribed include crimped wheel, knotwheel, cup and bevel, end, stem-mounted,miniature, power tube internal cleaningtypes, abrasive filament, nonwire, con-veyor cleaning, strip, scratch, block,platers, and small specialty brushes. Other
products include maintenance brooms,squeegees, painter’s rollers, and acces-sories. Complete technical information isprovided in chart form, including recom-mended rev/min for various operations.Detailed is the M-Brad™ nylon monofil-ament that evenly encapsulates abrasivegrit particles to give precisely controlled,
SEPTEMBER 2008192
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
New Lit Sept.:Layout 1 8/6/08 2:45 PM Page 192

193WELDING JOURNAL
consistent gradual cutting action, and thenumerous products using the technology.
PFERD Inc.www.pferdusa.com(978) 840-6420
Laser Protective EquipmentFeatured in New Standard
The new code, ANSI Z136.7, Ameri-can National Standard for Testing and La-
beling of Laser Protective Equipment, pro-vides guidance on the test methods, pro-tocols, specifications, report format, andlabeling for devices used for eye protec-tion from lasers and laser systems that op-erate at wavelengths between 180 nm and1 mm. Such protective devices includelaser eye protective devices or instrumentfilters, laser window filters, and laser areaprotective barriers, screens, and beam-blocking curtains. The test proceduresprovided ensure that eyewear, windows,and barriers maintain their specified levelof protection throughout the useful life ofthe product. The code also addresses thenew reflective coatings and hybrid filters.List price is $145, $125 for LIA members.
Laser Institute of Americawww.laserinstitute.org/store/ANSI/115(407) 380-1553
Underwater Wet WeldingExplored in New Manual
The 300-page Underwater Wet Welding,subtitled A Welder’s Mate, authored byDavid J. Keats, is intended as a referencemanual for experienced commercialdivers involved with welding, and as asource of technical data for all non-welders. Included are numerous easy-to-
follow tips for successful welding andproblem solving with more than 200 illus-trations and photographs. Topics includeequipment, safety, welding parameters,electrodes, terminology, properties ofmetals, basic metallurgy, heat treatments,quality assurance, practical exercises, andexam questions. The book, about $45postpaid, may be purchased online. Visitwww.specialwelds.com.
New Lit Sept.:Layout 1 8/7/08 5:49 PM Page 193
creo

SEPTEMBER 2008194
PERSONNEL
ABICOR Binzel Fills TwoKey Posts
ABICOR Binzel, Frederick, Md., hasnamed Brian Berry an account specialist,and Matt Perkins district sales managerfor accounts in Ohio and most of Indiana.Berry previously worked as a roboticstechnician for Roy Smith Co., and serviceengineer at Genesis. With more than 20years’ experience in the welding industry,Perkins worked 28 years with MTD Prod-ucts as a supervisor for welding and ro-botics, and for Sarca Manufacturing as asupervisor in its robotic tech department.
Best Glove Names Territory Manager
Best Glove, Menlo, Ga., has appointedTroy Boeckman Minnesota territory man-ager. Boeckman, with 11 years of experi-ence in sales, previously worked as terri-tory manager for Hallmark Building Sup-plies, and as a district manager for BoschTool Corp.
Parlec Appoints President
Parlec, Inc., Fairport, N.Y., a supplierof tooling, work-holding, and presetting
solutions, has appointed Doug Woodspresident. Woods previously served aspresident of Parlec International. He suc-ceeds Michael Nuccitelli, formerly presi-dent and CEO, who currently serves ex-clusively as CEO.
Resistance Welding SalesManager Named at Snow
Robert J. Hosa hasjoined T. J. Snow Co.,Chattanooga, Tenn.,as district sales man-ager for resistancewelding machinerythroughout the Mid-west. Based in Colum-bus, Ohio, Hosa hasmore than 30 years ofexperience in the re-sistance welding in-
dustry. He has held positions with McKayMachine, Wean-United, Taylor-Winfield,and A&E Welding Machinery.
IMAGE Names West CoastSales Manager
IMAGE Industries,Inc., Huntley, Ill., asupplier of stud weldfasteners and applica-tion equipment, hasnamed Nick Perrywest coast sales man-ager, a newly createdpost. Based in Man-hattan Beach, Calif.,Perry previously was asales representative
for Priority Mailing Systems.
Weldquip Hires Managersfor Canada and Mexico
American Weldquip, Inc., Sharon Cen-ter, Ohio, has appointed Casey Simpsonand Luis Villasante district managers forOntario, Canada, and Mexico, respec-tively. Simpson previously worked forBlack and McDonald, and as a territorymanager for Praxair and Air Liquide. Vil-lasante most recently was owner and gen-eral manager of Sistemig, S.A., based inMexico City, Mexico.
TRUMPF Canada AppointsManaging Director
TRUMPF Inc.,Farmington, Conn.,has named James Ro-gowski managing di-rector of TRUMPFCanada, based in theToronto area. Ro-gowski joined thecompany in 1998where he most re-cently served as prod-uct manager of 2D
laser machines and automation.
Wagner Companies FillsTwo Key Positions
The Wagner Companies, Milwaukee,Wis., a manufacturer of handrail fittingsand metal products for architectural andindustrial applications, has appointedAlexander Harris an estimator/customer
DO YOUR OWN TESTING
www.fischerengr.com ! (937)754-1750
Bend Testers - Bend Specimen Cutting
Fixtures - Coupons -Tensile Testers
BT1C
BT1B
Visit our website
for all sizes and
models available
BSC-1PLT
TT1
For info go to www.aws.org/ad-index
Matt Perkins Brian Berry
Robert Hosa
Nick Perry
Luis VillasanteCasey Simpson
James Rogowski
Alexander Harris Connie Knaak
Personnel Sept.:Layout 1 8/6/08 2:55 PM Page 194

service representative for systems andpromoted Connie Knaak to manager ofemployee development and training. Priorto joining the company, Harris was an as-sistant project manager at Vogel Engi-neering, Inc., in New Berlin,Wis. Knaak,with the company for 20 years, previouslyserved in production control.
Motoman Names President
Motoman, Inc.,Dayton, Ohio, hasappointed SteveBarhorst presidentand COO, succeed-ing Craig Jenningswho held the post for11 years. Previously,Barhorst served assenior vice presidentand CFO and presi-dent of Motoman Ro-botica do Brasil.
General Manager Named atIndustrial Metal Supply
Industrial Metal Supply Co., Los An-geles, Calif., has appointed Martin J.Mechsner general manager and chief en-gineer for its Fabrication division. Mech-sner is president and CEO of the Small
Manufacturers’ Institute, president ofSchober’s Machine and Engineering, andadjunct professor of technology and me-chanical engineering at California StateUniversity, Los Angeles campus.
Cryoquip Appoints SalesManager for SE Asia
Cryoquip, Murri-eta, Calif., has namedJoel Maclou, withCryoquip-Australia,to the position of salesmanager, ASEAN re-gion (southeast Asia),based in KualaLumpur, Malaysia.Maclou joined thecompany in 1999 fol-lowing graduationfrom RMIT Univer-
sity, Melbourne, Australia, as a chemicalengineer.
Airgas AppointsCommunications VP
Airgas, Inc., Radnor, Pa., has named JayWorley vice president — communicationsand investor relations. With the companysince 1993, Worley has held several posi-
tions, most recently as director of investorrelations. In addition, the company hasnamed Andy Cichocki a division presidentof Airgas, and promoted Steve Marinelli tosucceed Cichocki as president of Airgas Na-tional Welders. Marinelli, with the companyfor 28 years, has served since 2000 as vicepresident of marketing.
Tech Specialist JoinsProMotion Controls
ProMotion Con-trols, Inc., Medina,Ohio, has appointedRandy T. May techni-cal service specialistfor North, Central,and South America.Prior to joining thecompany, May was amaintenance techni-cian at TEKFOR, re-sponsible for main-taining CNC machin-
ing centers and forging presses.
Orbitform Names President
Orbitform Group, Jackson, Mich., hasnamed Phil Sponsler president. Sponslerpreviously served the company for eightyears as general manager.
Steve BarhorstJoel Maclou
Randy May
195WELDING JOURNAL
Personnel Sept.:Layout 1 8/6/08 2:56 PM Page 195

For Info go to www.aws.org/ad-index
WELD EXPO:FP_TEMP 8/6/08 11:26 AM Page 196
creo

Focus on global growth and have a world of fun at the2009 WEMCO Annual Meeting in San Diego.
Think globally. Act pampered.
WEMCO, a Standing Committee of the AmericanWelding Society, is committed to collaborating withfellow industry leaders to stay relevant and dynamicin this the ever-changing global economy. OnFebruary 26-28, 2009, WEMCO executives will spendseveral days at the Rancho Bernardo Inn Golf Resortand Spa, in San Diego, Calif., analyzing:• Industry globalization and economic potential inemerging markets
• Trends and related issues of private labeling• Issues surrounding rapid growth and expansion
A world of information on global opportunitiesWEMCO understands the importance of networkingwith fellow industry leaders to promote the weldingindustry, and encourages its growth anddevelopment. Each year, the WEMCO Annual Meetingcontinues to bring together top-level executives frommajor welding equipment manufacturersthroughout the United States and Canada. In 2009,some of the featured presenters will include DickCouch, president & CEO of Hypertherm, and ChrisEbeling, VP & general manager of Linde Canada, Ltd.Also joining WEMCO will be the highly-anticipatedAlan Beaulieu of the Institute for Trend Research.
Beaulieu’s delivery of his economic forecast hasproven accurate, as well as entertaining.
We cordially invite executives of weldingequipment/products manufacturing companies tojoin WEMCO on February 26-28 to represent theirorganizations. The networking opportunities areimmense, and the information is invaluable. Readsome of the feedback from past attendees:“The best such conference that I have everattended.”“Great meeting. Excellent speakers.”“Great program. Just the right mix we needed.”“Terrific program content, relevant topics,interesting speakers.”“The program was excellent all the way through.I wish other associations were as good.”
How to registerAttendance fees are $720 per attendee, and $225 forspouses and guests. WEMCO has also secured a grouprate with the Rancho Bernardo Inn of $250 per room,per night, plus applicable taxes. Go to the WEMCOwebsite (www.aws.org/wemco) to download your2009 Registration Form today. Forms can besubmitted via e-mail at [email protected], or via fax
to (305) 442-7451. Deadline to register for the 2009WEMCO Annual Meeting is January 26, 2009.For further information about the annual meeting,
please contact Natalie James-Tapley at (800) 443-9353, ext. 444, or via e-mail at [email protected].
Note: Guests eligible for WEMCO membership mayattend only one WEMCO Annual Meeting beforejoining the committee.
Annual MeetingFeb. 26-28
Rancho Bernardo InnGolf Resort and Spa
San Diego
WELDING EQUIPMENT MANUFACTURERS COMMITTEE
Page 197:FP_TEMP 8/8/08 8:18 AM Page 197
creo
This fall inVegas,
hit 3AWS conferencesin 1 week
For full details, see pages 72-74in this magazine…or visit www.aws.org/show/conf.html to register
New Technologies in Thermal Cutting (Oct. 6)This roundup of advancements in the world of cutting will include such processes as oxyfuelcutting, plasma arc cutting, laser cutting, and water jet cutting. A great deal is happening incomputer control. Cuts are far more precise, more repeatable, more accurate, and much fasterthan ever before. Accompanying the improvements in machines and controls are improvements intorches, consumables and cutting heads. A presentation will weigh the relative merits of themany fuel gases that can be put to work on oxyfuel cutting lines. This conference demonstratesthat we have entered a new era in thermal cutting.
New Nondestructive Testing Technologies (Oct. 7)Among the technologies to be discussed are new versions of ultrasonic testing, including time-of-flight diffraction, alternating current field measurement, phased array inspection, and guidedwave examination. Attendees will also hear about a new UT system that is being used to inspectaustenitic welds in LNG storage tanks. Other presentations will include the use of acousticemission to inspect the welds in bridge construction, and a talk on digital radiography, including asystem for shipbuilding that uses computed radiography techniques.
Friction Stir Welding (Oct. 8)If you and your company are just starting out with friction stir welding (FSW), or if you areinterested in learning more about FSW, this is the seminar for you. This seminar will not be agathering of academics talking about theory. The aim of this seminar is to provide thoseinterested in considering use of FSW with pertinent information on the process so they canevaluate its feasibility for their applications.
1.
2.
3.
October 6 – 8, 2008Las Vegas Convention Center
www.aws.org/show
awsconferencesad.pdf:FP_TEMP 8/11/08 2:06 PM Page 198
creo

NEW P4 Performance!
P4, the Intelligent and CommunicatingOrbital Welding Power Source
• XXL Color Touch Screen• Auto-Procedure Generation (APG)• Intuitive & Graphically Assisted
Programming• USB or Ethernet Connection• Complete Traceability & Storage• For Tube, Pipe & Tube Sheet Welds
Astro Arc Polysoude, Inc.24856 Avenue RockefellerValencia, CA 91355(661) 702-0141Fax: (661) 702-0632E-mail: [email protected]
3M™ Speedglas™ 9100Welding Helmet3M’s new Speedglas™ 9100helmet has been radically re-designed to provide optimalprotection, comfort, and performance. This new designnot only changes how thewelder wears the helmet, buthow they experience the
helmet’s fit, stability and balance. The new 9100 series also offers threenew ADF models with normal, large, and extra large viewing areas. Pleasevisit www.speedglas.com.
3MBuilding 235-2W-70St. Paul, MN 55144-1000(800) 328-1667Fax: (651) 736-6677
All-Fab’s Tank Turning Rolls
All-Fab’s model RD-3-INW tankturning rolls have variablespeed, hand-held pendentcontrol, on/off foot control,maximum capacity per set6600 lbs and both drive rolls
are independently powered. The LED readout for speed adjustment,adjustable center distance. Contact us for more information.
All-Fab Corp1235 Lincoln RoadAllegan, MI 49010(269) 673-6572Fax: (269) 673-1644Website: www.allfabcorp.comE-mail: [email protected]
Python™ Welding HelmetsThe all new Python™ Auto-Darkening welding helmet with newComfa-Gear™ headgear catapultswelders into the future with style,function and performance. Availablein numerous decals and painted finishes for a look like no other.Three Auto-darkening filter optionswith all the functions for grinding,sensitivity to 5 amps TIG, numerous
delay modes, and 3 viewing areas: normal, large and Xtreme™. Get noticedwith the all new Python™ ! Available only from an Authorized ArcOne® welding Distributor.
85 Independence Dr.Taunton, MA 02780(800) 223-4685www.arc1weldsafe.com
Caliber TS Guns
Pack today's premier welding guns.Single Welder Controls Multiple Guns• Caliber tube sheet guns
for heat exchangers• Single action expanding mandrel• Closed chamber design for
exotic alloys• Open arc design with full function• Pneumatic-Pre-Positioning SystemAstro Arc Polysoude, Inc.24856 Avenue RockefellerValencia, CA 91355(661) 702-0141Fax: (661) 702-0632E-mail: [email protected]
See Us at Fabtech/AWS Booth #13181
Grip-It Modular WeldheadTake hold of your next pipe welding job.Grip-It attaches directly to the pipe• Fast & easy set-up• Perfect for all boiler tubes• No costly chains, tracks or
guide rings• Full range adjustable• Tiltable torch for socket welds• Models available for 1⁄4 in. thru
10 in. NPSAstro Arc Polysoude, Inc.24856 Avenue RockefellerValencia, CA 91355(661) 702-0141 Fax: (661) 702-0632E-mail: [email protected]
See Us at Fabtech/AWS Booth#13181
See Us at Fabtech/AWSBooth #11094
See Us at Fabtech/AWSBooth #15101
PRODUCT Literature REVIEW October 2007 AWS Product Literature
199
ProductsREDHOT
High Nickel Alloys Brochure
Arcos Industries, LLC offers a brochure which details the company'scomprehensive line of premium bareand covered electrode products forwelding high nickel alloys. Electrodeclassifications, approvals, applica-tions, diameters, typical mechanicalproperties and chemical compositionsare included as well as a comparabilitychart for convenient reference.
Arcos Industries, LLCOne Arcos DriveMt. Carmel, PA 17851(800) 233-8460Fax: (570) 339-5206www.arcos.us
Tube Welding that’s Out of this World!NEW fusion orbital weldheads fromAstro Arc Polysoude utilize a closedchamber inert atmosphere for highpressure and sanitary welds…
Perfect for tubes, short ferrule fittings, elbows and T’s. The specifictube sizes are accommodated by theuse of Patented TCI’s™, TitaniumCollet Inserts.
Astro Arc Polysoude, Inc.24856 Avenue RockefellerValencia, CA 91355(661) 702-0141Fax: (661) 702-0632E-mail: [email protected]
See Us at Fabtech/AWS Booth #13181
See Us at Fabtech/AWS Booth #13181
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:01 AM Page 199
creo

Reduce Field Storage TankWelding Time
Bug-o offers an Automatic Girth Welderfor tank fabrication applications. Theself-propelled welding system canreduce field storage tank welding timeup to 40%. Weld defects are greatlyreduced saving tank erection costs.The Girth Welder is applicable for bottom-up or jack-up constructed single- or double- wall storage tanksinside and outside welding.
Bug-o Systems161 Hillpointe DriveCanonsburg, PA 15317(800) 245-3186Fax: (412) 331-0383E-mail: [email protected]
Handheld Non-Destructive Alloy Analyzer
Bruker AXS Handheld, the technology leader in handheld XRF alloyanalyzers, provides a range of analyzers for use in fabrication andwelding shops. The S1 TRACER is a lightweight portable alloy analyzer which will provide alloy grade identification and chemistryin 5-10 seconds. This unit can easily measure samples at high temperatures.
Bruker AXS Handheld will introduce the TRACERturboSD. This is the first portable handheld XRF analyzer to incorporate an SDD (silicon drift detector) which provides a new level of performance ina handheld instrument. This instrument can provide alloy identification and complete chemistry in 1-5 seconds and separatevery similar alloys such as P91 vs. 9Cr/1Mo or B1900 vs.B1900Hf. This detector enables analysis of light elements such asMg, Al and Si (without vacuum or He) which are very important inwelding, especially in aluminum alloys.
Internal Auditing and Audit Program Design for Steel FabricatorsOne day Internal Audit training courseTuesday, October 7 in conjunction withFabtech/AWS Las Vegas!Ideal for:• Welding professionals interested in
improving their system • Those responsible for implementing
and maintaining industry compliance(AISC, AWS, ISO)
• QA/QC Professionals and UpperManagement
Contact us for more information or to register.
Atema Inc.742 N. LaSalle, Suite 400Chicago, IL 60654(312) 642-8362www.atemainc.com/cwi.htm
Fixturing Kits for WeldingOffer Many Solutions
The Demmeler modular fixturingsystem for welding comes with afull range of components to fixturevirtually any part. Angles, spacerblocks, clamps, positioning andclamping bolts and a completefamily of universal stops can beassembled into a ready-to-use
welding fixture in a matter of hours. The five-sided table has surfaces thatare flat and square to 0.0004 in./ft and bores that are located ± 0.001 in.
Bluco Corporation 3500 Thayer Ct. Aurora, IL 60504 (866) DR-BLUCO Website: www.bluco.com
Introducing the BoreCladWelding System forAutomated I.D. Cladding. A complete welding and positioningsystem for symmetrical, chuckedparts. Angled design optimizesbead quality and deposition rate.Ideal for cladding with stainlesssteel, nickel alloys and other exoticmetals. Designed for parts with amax. O.D. of 12" and min. I.D. of2", 18", 24" and 36" welding strokemodels available.Bortech Corporation66 Victoria St. Keene, NH 03431(888) 265-1202 FAX: (603) 358-4007Website: www.bortech.comE-mail: [email protected]
See Us at Fabtech/AWS Booth #15049
NEW MIG CarbideHardfacing SystemRankin Automation® automaticand semi-automatic multi-axis MIGCarbide hardfacing systems feedall grades of tungsten carbide intoa molten matrix providing a rough,tough wear surface. Exceptionalturnkey systems that increase service life up to 50 times on
parts subject to severe abrasion. Manufactured by Broco, Inc. Broco, Inc.10868 Bell Ct.Rancho Cucamonga, CA. 91730Toll Free: (800) 845-7259(909) 483-3222Fax: (909) 483-3233Email: [email protected]
See Us at Fabtech/AWS Booth #13058
See Us at Fabtech/AWS Booth #10142
See Us at Fabtech/AWS Booth #10063
See Us at Fabtech/AWS Booth #13302
PRODUCT Literature REVIEW October 2007 AWS Product Literature
200
ProductsREDHOT
See Us at Fabtech/AWS Booth #10001
Bruker AXS Handheld415 North Quay St; Suite 1Kennewick, WA 99336(509) 783-9850 or (800) 466-5323Sales/Information: Ext 236www.BrukerHandheld.comE-mail: [email protected]
See Us at Fabtech/AWS Booth #14061
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:02 AM Page 200

A Breakthrough To A New-World Of Engine-Driven WeldersOur new MPM 165 welder/generator with a fourstroke reliable Honda engine is truly portableand goes where others can't. It provides up to150 amps of DC power to handle steel up to1⁄2" thick. Runs 6010 and 7018 electrodes.Lightweight (72 pounds) but powerful, its uniqueDC chopped auxiliary output allows operation ofvirtually all standard hand-held power tools.Compactly designed and quiet to operate, it produces superior weld results.
Burco Welding Products614 Old Thomasville RoadHigh Point, NC 27260(800) 982-8726FAX: (336) 887-6194Website: www.burco.netE-mail: [email protected]
Ground ClampsOur most popular ground clamp(#108600) features:• 600 amps• Protective threads• Maximum conductivity• Positive cable connection• Flat jaw with strong gripping power.• Maximum jaw opening: 1 5/8”
Weight: 3 lbs., 2 ozs.• Two styles of cable connectors
available. Other style clamps andamperages are available.
C.H. SYMINGTON & CO., INC.6063 Frantz Road, Suite 103Dublin, OH 43017(614) 766-2602Fax: (614) 766-2715
Non-Metallic Weld BackingsAt Cerbaco we will provide you withthe proper weld backings for yourapplications. Our engineers will behappy to assist you in implementing abacking that will give you a finishedquality, full penetration weld from oneside. Cerbaco weld backings eliminatethe need for arc gouging and heavygrinding. Cerbaco can also developnew backings and formulations foryour specific needs. Cerbaco Ltd isthe one source for weld backings.
Cerbaco Ltd.809 Harrison StreetFrenchtown, NJ 08825(908) 996-1333Fax: (908) 996-0023
Advanced Welding System®Quickly and easily create fully code-checked WPQRs, PQRs, and WPSs inaccordance with the AWS D1.1, inaddition to pre-qualified WPSs underSection 3. Full welder managementincluding continuity, inspection, andNDE. A huge materials database andcutting edge report system roundout this complete solution from thelongest standing provider/author ofwelding documentation software inthe world. Free Demo Available.Computer Engineering, Inc.509 NW 5th StreetBlue Springs, MO 64014(800) 473-1976FAX: (816) 228-0680E-mail: [email protected]
New Reduction Gear X-Type
This gun uses a patented reductiongear design engineered to provide highforce, high rigidity and long life for usein many applications. The main driveunit is fully sealed to prevent spatterinfiltration. Because the transformerand drive motor are mounted in thecenter, the gun is symmetric. No righthand or left hand needed. Parts arestandardized increasing flexibility andreducing spare parts inventory.
Dengensha America7647 First Place DriveBedford, Ohio 44146(440) 439-8081Fax: (440) 439-8217www.dengensha.com
MicroADM™ and WPM-08Weld Process Monitor
Advanced Arc Data Monitoring andtesting utilizing Weld Count, WeldTime, Weld Volume Applied, andAccumulated Arc Density to testwelds and test parts. WPM-08 PCbased HMI and Operator Interfacepanel alerts operator and displays
PASS/FAIL status signals as well as important SPC trend data and userdefined Sigma value limits. Connects to plant Ethernet and provides WEBbased access to your most remote manufacturing locations.
Computer Weld Technology10702 Old Bammel North Houston RoadHouston, Texas 77086(713) 462-2118Fax: (713) 462-2503www.cweldtech.com
NEW 4140 Alloy Steel ElectrodeApplications: The 4140 E14 elec-trode is typically used to build up alltypes of dies, forgings, castings,and other machine parts madefrom medium carbon, low alloysteels. It may also be used for joining thin sections of AISI 4140materials.Hardness: 32-40 Rc as welded,Flame hardenable to 58 Rc.Classification: AISI 4140.COR-MET INC12500 Grand River RoadBrighton, Michigan 48116(810) [email protected] www.cor-met.com
See Us at Fabtech/AWS Booth #11124
See Us at Fabtech/AWS Booth #13211
See Us at Fabtech/AWS Booth #11089
See Us at Fabtech/AWS Booth #13010
See Us at Fabtech/AWS Booth #11204
PRODUCT Literature REVIEW October 2007 AWS Product Literature
201
ProductsREDHOT
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:03 AM Page 201
creo

High Precision Cutting MachineAthlete series high precision cuttingmachine can be integrated with highprecision plasma cutting system toachieve unequal cutting quality. Thedrive mechanism uses a precisiongear reducer that offers low-clear-ance with backlash less than 2 arcminutes. It can be equipped with otheroptional accessories such as laserpoint positioning pneumatic clampingdevice, torch height control, etc.
Genstar Technologies Co.4525 Edison Ave.Chino, CA 91710(909) 606-2726Website: www.genstartech.com
Fume Collectors for Welding & Thermal Spray
Donaldson® Torit® fume collectorswith Ultra-Web® & HEPA filters canhelp you meet OHSA’s lowed limits onhexavalent chromium exposure. Ourpatented Ultra-Web nanofiber filterscapture the sub-micron-size particlesthat typically make up 80% of weldingfume. Immediate availability of manyportable & stationary models.
Donaldson Torit Donaldson Company, Inc.(800) [email protected]
Tungsten Carbide WeldingConsumables ProvideExceptional Wear Properties
Durum USA offers one of themost complete lines of TungstenCarbide coating consumables.The wide choice of tungsten car-bide types allows customers toselect the most appropriate prod-
uct for their applications and processes. Our line of Tungsten Carbide prod-ucts includes metal-cored and arc-spray wires, electrodes, tube rods, HVOFand HVAF powders, PTA powders, flame-spray powders and laser claddingpowders.Durum USA11133 I-45 South, Bldg IConroe, TX 77302(936) 539-2630 or (888) 267-0387www.DurumUSA.com
New PTA Product Line Offered by DURUM USA
Our line of PTA products now includes PTA systems, torches and powders. Thesystems can run both hand-held andmachine torches, which provides flexibilityfor various uses in your job shop. Our torch-es are very sturdy and easy to maintain.The composite Tungsten Carbide powdersavailable from Durum USA are especiallysuitable for high wear applications.
Durum USA11133 I-45 South, Bldg IConroe, TX 77302(936) 539-2630(888) 267-0387www.DurumUSA.com
E.H. Wachs Company LaunchesNew Multi-Axial PowerDrill
The Wachs Multi-Axial PowerDrill is designed for drilling, boring, andtapping pipes of any diameter. The drill features 5” tool diameter,high-torque gearing, long feed travel,and multiple (5 axes) of adjustmentfor amazing flexibility. The Multi-Axialuses a wide range of standard tooling and tool adapters. (1-1/2”straight bore spindle 38.1 mm /Morse Taper) Available in pneumaticor hydraulic.
E.H. Wachs Company600 Knightsbridge ParkwayLincolnshire, IL 60069www.wachsco.com
See Us at Fabtech/AWS Booth #14163
Fast and Accurate Hand-Held Solutionfor Measuring FerriteThe rugged Feritscope® MP30, the fast andaccurate hand-held solution for measuring ferrite content in constructional steels, weldedcladdings, austenitic stainless steels and duplexsteels, is now available in a “R” Version. Theseunits are equipped with an unidirectional radiointerface that transfers measurement data to acomputer using a measurement software program such as FISCHER PC-DATEX and opens
the possibility to integrate this instrument into a powerful workstation witha full SPC/SQC capability. The “S” version has an RS232 interface for down-loading measurement statistics to a computer, printer or data logger.
Fischer Technology750 Marshall Phelps Dr.Windsor, CT 06095(800) 243-8417 • Fax: (860) 688-8496Website: www.fischer-technology.com
Automated BendSpecimen Cutting System
The Fischer Model BSC BendSpecimen Cutting System canachieve weld bend specimencutting times of 3 to 5 minutesper bend for plain carbon steel.Bend testing is competitivewith radiography with thismethod. Fixtures are availablefor removing bend specimens
from plate or pipe and for removing backing bars. For more information,visit our website.
Fischer Engineering Company8220 Expansion WayDayton, OH 45424(937) 754-1750FAX: (937) 754-1754Website: www.fischerengr.com
Mobile Welding Fume ExtractorsESTA USA is introducing their mobile WeldingFume Extractors SRF K-10 (single arm) and SRF K-15 (double arm unit). The units are extremelymobile and light weight, and yet are strong anddurable. These systems comply with the strict reg-ulations of OSHA; it has a patented tilt mechanismso the operator will never have to be in contactwith the filtered out debris like HexavalentChromium, which is known by OSHA to be veryhealth hazardous. These systems not only exceedOSHA standards but due to their capability of filtering all particles down to size will save moneyon cooling and heating costs as well.ESTA Corporation2321-A Distribution StreetCharlotte, NC 28203(704) 971-6960 or (800) 968-3782Fax: (704) 971-6966www.esta.com
See Us atFabtech/AWS Booth #14191
See Us at Fabtech/AWS Booth #11128
See Us at Fabtech/AWS Booth #10219
See Us at Fabtech/AWS Booth #10219
See Us at Fabtech/AWS Booth #7020
PRODUCT Literature REVIEW October 2007 AWS Product Literature
202
ProductsREDHOT
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:03 AM Page 202
creo

Hypertherm Unveils World’s Most Versatile Half-inch PlasmaSystem Powermax45 Offers HighPerformance in Portable PackageHypertherm, the world leader in plasmametal cutting technology, introduces thePowermax45®, the world’s most versatileand portable 1/2” plasma cutting and gouging system, in booth 14077 at thisyear’s Fabtech/AWS Welding Show. Userswill benefit from the system’s ease-of-use,excellent cut quality, and long consumablelife, which keep productivity high and operating costs low.
Hypertherm, Inc. Etna Road, PO Box 5010 Hanover, NH 03755 (603) 643-3441Fax: (603) 643-5352 www.hypertherm.com
Master CNC Cutting SeriesThe Gentec line of CNC cutting system is designed to be a reliable,cost-effective production machine tomeet your high performance cuttingrequirements. The Master CNC cutting series is built to ensuresmooth and accurate performance. It is equipped with PC based CNC controller. Gentec provides user-friendly broad choices and optionsthat allow you to configure your CNCcutting system with the speed andaccuracy to meet your needs.
Genstar Technologies Co.4525 Edison Ave.Chino, CA 91710(909) 606-2726Website: www.genstartech.com
New Kits from Goss Inc.• Weldpro UL Listed Torch
& Regulators
• Durable Forged Bodies withStainless Steel Needle Valves
• 20 Ft. Hose, "B" Connections
• Interchangeable With Victor Style Torches
• Tips Included Cut to 3/4 in.
• Many Accessories.
Goss Inc.1511 Rte-8 Glenshaw, PA 15116(412) 486-6100Fax: (412) 486-6844www.gossonline.com
H&M Band-Type Pipe Cutting and Beveling MachineH&M’s band-type cutting and bevelingmachine leads the way in speed, accu-racy, economy and versatility in itsproven design. It is lightweight andcompact for easy one-person setupand use. Seventeen stainless steelbands provide 10"- to 96" pipe-cuttingcapacity and are designed to overlap,automatically compensating for over-
sized, under-sized and out-of-round pipe. This rugged and dependablemachine is protected by H&M's one-year warranty.
H & M Pipe Beveling Machine Co., Inc.311 East Third StreetTulsa, OK 74120-2417(918) 582-9984www.hmpipe.com
Weld Shaver
Heck Industries has added a newhand held weld shaver to their line offabricating equipment. The newweld shaver uses standard carbideinserts in a milling cutter to shaveweld beads flush to a work piece.Used for cleaning butt welds andcorner welds. The weld shaver willremove only the weld and not
damage surrounding materials such as conventional grinding of joints. The2 horsepower Model WS-625 will quickly remove welds at 6-8 feet perminute.For more information and a catalog please contact Heck Industries.
Heck Industries(800) 886-5418, Fax: (810) 632-6640, www.heckind.net
Bolting and MachiningSolutions.That’s what Hydratight offersaround the globe everyday.Whether its hydraulic tensioning ortorque wrenches or DL Riccimachining tools, Hydratight offerssales, rental or on-site technicalsupport of connecting solutionsplus (as an OEM) the ability to customize our solutions safely toyour exact situation. See video of our solutions in action on ourwebsite.
Hydratight(651)[email protected]
See Us at Fabtech/AWS Booth #5239
See Us at Fabtech/AWS Booth #14077
Welding Training Curriculum Available
Complete training programs includingDVDs, instructor guides, and studentworkbooks. Newly offered in 2008 isGas Tungsten Arc Welding Pipe 2-inchand Gas Tungsten Arc Welding Pipe 6-inch. To see a complete line of curriculum offerings including GTAW,
SMAW, GMAW, and FCAW, you can shop online at www.welding.org orrequest a printed training materials catalog.
Hobart Institute of Welding Technology400 Trade Square EastTroy, OH 45373(800) 332-9448FAX: (937) 332-5200www.welding.org
See Us at Fabtech/AWS Booth #13081
HIWT Virtual Tour
Take the tour at www.welding.org.Our website also explains in detailthe wide range of welding classesoffered by the Hobart Institute ofWelding Technology. More than25 separate welding courses aredescribed with course objective,content and testing requirements.The 2008/2009 course schedule,
training rates, and enrollment forms are all available.
Hobart Institute of Welding Technology400 Trade Square EastTroy, OH 45373(800) 332-9448Fax: (937) 332-5200www.welding.org
See Us at Fabtech/AWSBooth #13081
See Us at Fabtech/AWS Booth #5107
See Us at Fabtech/AWS Booth #11186
See Us at Fabtech/AWS Booth #12119
See Us at Fabtech/AWS Booth #14163
PRODUCT Literature REVIEW October 2007 AWS Product Literature
203
ProductsREDHOT
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:04 AM Page 203

Mercer Abrasives X-Coarse Surface Preparation WheelsMercer Abrasives Black X-Coarse SurfacePreparation Wheels are made of non-woven synthetic fiber impregnated with abrasive grain.These wheels come in 4-1/2” with or without a5/8”–11 threaded hub. Use to strip rust and paint,and eliminate discoloration caused by welding or cutting.• Type 27 shape• Improved fiber backing for strength• Can use 100% of wheel• Non-woven material holds up well to moisture
and heat• Also available in ultra fine and fine Mercer Abrasives, A Division of Mercer Tool Corp.300 Suburban Ave., Deer Park, NY 11729(800) 221-5202 or (631) 243-3900Fax: (866) 335-9700www.mercerabrasives.comemail: [email protected]
All You Need To Know About 5-AxisMachining In One Book!This unbiased, to-the-point description of 5-axis machining presents information gathered during the author’s 30 years ofhands-on experience in the manufacturingindustry. As a one-of-a-kind resource secrets of 5-Axis machining features full-color illustrations throughout that helpexplain the theories and principles andincludes a CD containing avi files, high quality illustrations, and sample parts. Visitus at our booth in the FABTECH/AWSWelding Show to see this and many more resources!
INDUSTRIAL PRESS INC.(212) 889-6330Fax: (212) 545-8327Website: www.industrialpress.com
Hardy Non Sparking Tools – New!The new Hardy Tools line of non-sparking hand tools made of aluminum bronze is now avail-able. Non-Sparking tools are usedin a variety of volatile industrialenvironments including petroleumand chemical manufacturing,explosive and blasting activities inboth underground and open-pit
mining and grain elevators. The complete Hardy Tools line through Interconencompasses metric as well as standard sized tools. Please contact us formore information or view our web site at www.intercononline.comIntercon Enterprises, Inc.(800) 665-6655 (604) 946-6066FAX: (604) 946-5340E-mail: [email protected]
New Catalog From J.P. Nissen
J. P. Nissen’s new full color catalogdescribes its full line of markers for allmetalworking purposes. The markerswill write on all surfaces: wet, dry,oily, or rusty. In addition to Nissen’spermanent paint markers, they offermarkers removable with water, detergent or in the pickling bath. Allmarkers are guaranteed for life.
J.P. Nissen Co.P.O. Box 339 Glenside, PA 19038(215) 886-2025Fax: (215) 886-0707 www.nissenmarkers.com
Heat Treatment/Brazing/Bolting/Thermal ExpansionMannings’ resistance and induction systems have been proven reliable onprojects demanding heat uniformity, accurate control, dependability andsafety. Mannings’ equipment is designed for manual, programmable, orremote operation. Economical to use and simple to operate, it is robust inconstruction and easily capable of heavy on-site work loads.Mannings USADover, NJ 07801(800) 447-4473 • FAX: (973) 537-1581E-Mail: [email protected]
See Us at Fabtech/AWS Booth #10059
See Us at Fabtech/AWS Booth #12118
New Digital FCAW OrbitalPipe Welding SystemsA new Pipeliner model fromMagnatech utilizes a push-pull system for positive feeding. Using a30 lb. standard wire spool lowersconsumable costs. The Head weldspipes 6 – 60 in. The Pipeliner allowscontractors to use standard 30° “V”bevels, eliminating expensive field
remachining. The digital model replaces the field-proven analog Pipeliner, withover 20 years of welding pipes to APl 1104, ASME, and DNV Standards.
Magnatech Limited Partnership6 Kripes Road – P O Box 260East Granby, CT 06026-0260(860) 653-2573Fax: (860) 653-0486Email: [email protected]: www.magnatech-lp.com
See Us at Fabtech/AWS Booth #13013
See Us atFabtech/AWS Booth #14135
See Us at Fabtech/AWS Booth #15000
See Us at Fabtech/AWSBooth #34013
See Us at Fabtech/AWSBooth #15186
PRODUCT Literature REVIEW October 2007 AWS Product Literature
204
ProductsREDHOT
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:06 AM Page 204
creo

Welding Electrodes Catalog
Select-Arc now offers an expanded catalog which describes the company'scomplete line of premium flux coredand metal cored carbon steel, low alloy,stainless steel, nickel alloy and hard-surfacing welding electrodes. This 88-page catalog includes comparabilitycharts, welding parameters, depositionrates, agency approvals and Select-Arcpackaging options.
Select-Arc, Inc.600 Enterprise DriveP.O. Box 259Fort Loramie, OH 45845-0259(800) 341-5215Fax: (888) 511-5217www.select-arc.com
Miller XMT® 350 MPaTaking an industry favorite one step further—New XMT® 350 MPa multi-process inverter now with built-in PulsedMIG capabilities. Easy-to-use advancedarc control enables a superior Pulsed MIG welding arc, and includes programs forexotic alloys. Reliable inverter designcombines with the SuitCase® X-TREME™and SuitCase® RC wire feeders to provide the industry’s “Best” portablewelding solution. Visit MillerWelds.com formore complete information.Miller Electric Mfg. Co.1635 West Spencer StreetP.O. Box 1079Appleton, WI 54912(800) 426-4553Visit us at MillerWelds.com
Improved Plasma Cutting Contaminants in your compressed air system— dust, scale, condensed moisture and oilmist — seriously affect the quality of your plasma cuts. Installation of a Motor Guard sub-micronic air filter on your plasma machine willeffectively remove these contaminants; eliminating arc-sputter and producing cleaner,faster, smoother cuts. Motor Guard filters virtually pay for themselves by reducing wearand prolonging the life of expensive tips andelectrodes. Ask your welding equipment supplier for a Motor Guard Filter today.Motor Guard Corporation580 Carnegie StreetManteca, CA 95337(800) 227-2822Fax: (800) 237-7581www.motorguardplasma.comEmail: [email protected]
National Bronze & Metals, Inc.: Brass, Bronze, & Copper Alloys
National Bronze & Metals, Inc. (NBM) is a leadingmanufacturer and master distributor of brass,bronze, and copper alloys. Dedicating a portion of its10 million pound inventory to RWMA copper basedalloys (class 1 through class 5), NBM has made
available alloys such as: C17200/C17510 (beryllium copper), C18000 (copper chromium nickel silicon), C18150 (copper chromium zirconium),C18200 (chromium copper), C15000 (zirconium copper), C95300 (aluminum bronze). Our headquarters is conveniently located in Houston,Texas, and stock for use in resistance welding applications is ready for immediate shipment in various shapes and forgings.
NATIONAL BRONZE & METALS, INC.PO Box 800818 Houston, TX 77280(713) 869-9600 • Fax: (713) 869-2897Website: www.nbmmetals.comEmail: [email protected]
First Fully Integrated AutomaticPlasma Torch Height Control SystemProMotion Controls is introducing the firstfully-integrated and automatic Torch HeightControl System for plasma cuttingmachines. The system includes torchheight control software and lifter motoramplifiers built inside the ProMotion®iCNC®. The Controller option handles 2 plasma lifters exceptionally fast andaccurately, automatically measuring arcvoltage in 0.02V increments, providingmuch better than 1V arc cutting stability.
ProMotion Controls, Inc1184 Medina Road, Suite 118 Medina, Ohio 44256(330) 721-1464Fax: (330) 239-1531E-Mail: [email protected]
Three Superior Matrix WiresPostle Industries now offersthree superior matrix wires tobe used in the MIG tungstencarbide embedding process.These wires meet or exceedall standards on wires typicallyused for this process. Contactus at [email protected] orour toll-free number for more information.Postle IndustriesP.O. Box 42037Cleveland, OH 42037(216) 265-9000 (800) 321-2978Fax: (216) 265-9030Website: www.postle.com
See Us at Fabtech/AWS Booth #11216
See Us at Fabtech/AWS Booth # 8050
PRODUCT Literature REVIEW October 2007 AWS Product Literature
205
ProductsREDHOT
See Us at Fabtech/AWS Booth #13077
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:06 AM Page 205
creo

Nondestructive,Handheld Alloy AnalyzersThermo Scientific Niton® x-ray fluorescence(XRF) analyzers are recognized as theworld’s leading handheld, non-destructiveelemental analysis instruments. They areideal for in-house QA/QC of alloy materials –improving productivity by removing theguesswork from material selection andrecovering lost traceability, allowing thesematerials to be converted to profit ratherthan being scrapped.
Thermo Fisher Scientific900 Middlesex TurnpikeBuilding 8Billerica, MA 01821(978) 670-7460Fax: (978) 670-7430www.thermo.com/niton
New Cobalt Blue DP4™ FaceshieldThe new Cobalt Blue DP4™ faceshield combines a clear anti-fog window with a flip-down Cobalt Blue IR window, providinguninterrupted protection; eliminating thestrong sodium emissions as well as filteringout yellow light. Can be used in gas weldingapplications for aluminum and cast iron as well as in metal and glass furnaces operations. The shield curves naturally to fitfacial contours - ensuring reliable protectionfrom splash, particles, and flying debris.Ratchet headgear suspension allows user toadjust size and tighten at the turn of a knob.Meets ANSI Z87.1 standards.
Sellstrom Manufacturing Co.(847) 358-2000 • (800) 323-7402www.sellstrom.comE-mail: [email protected]
New! Metal-Pro CreamsicleMarker For Steel Prior To Galvanizing
SKM Industries Metal-Pro PaintMarkers bold bright marks stay onthroughout the fabrication process,yet come off completely in the galvanizer's tank without hinderingthe galvanizing process at all! No more grinding or surprise cleaning fees. Call 888-693-4180for samples.
SKM Industries, Inc. 427 MainSail Ln.Milton, DE 19968(302)329-7334Fax: (302) 329-7392
SmartTCP Automatic Welding for Small Batch ProductionSmartTCP robotic welding solutionfor complex fabrications in low volume production reduces theneed for expert welders, improvestime to market, and increases production volume and quality. Thegantry welding system is a turnkeysolution that automates both therobot programming and the weldproduction, making it possible for
job-shops and manufacturers to optimize the fabrication of high mix low volume parts. SmartTCP Inc.26602 Haggerty Rd.Farmington Hills, MI 48331(248) 994-1041Fax: (248) 994-1042www.smarttcp.com
Experience the Sperian®Difference with the Optrel p 250™ and p 350™
New from Sperian Protection comestwo new welding helmets that aresure to spark your interest. The distinctive styling, features, performance and price will satisfythe most serious welders. Check outthe Optrel p 250 and p 350 today.
Sperian Protection900 Douglas PikeSmithfield, RI 02917-1896(800) 682-0839Fax: (800) 635-4373www.sperianprotection.com
Thermacut Offering New Direct-Replacement ConsumablesThermacut, Inc. has expanded their plasma cutting consumable product line to include direct-replacement consumables for Hypertherm®PowerMax® Series torches. The product offeringincludes Thermacut's patented Super-LifeElectrode featuring a silver-wrapped hafnium
insert. The design incorporates Dual-Cooling Technology that improvescooling resulting in longer part liferMax® Series include replacement electrodes, swirl rings, nozzles, shields, deflectors and retaining caps forboth manual and mechanized cutting systems. All Thermacut replacementcomponents are precision manufactured to meet or exceed OEM performance characteristics and are available for immediate shipping.
Thermacut, Inc.19 Sullivan StreetClaremont, NH 03743(800) 932-8312Website: www.thermacut.com
Welding-Expert Weld BeadMeasurement System
Welding-Expert is a revolutionaryimaging system that provides a totalsolution for weld bead measurement,with digital images, auto-calibration,dedicated software, and automaticreport generator. It offers a flat glasssurface for easy placement of sam-ples and fast live image preview, andeliminates the need for a separatemicroscope, camera and software.
Temma Scientific(858) 483 9451Fax: (858) 483 4740Email: [email protected]
See Us at Fabtech/AWS Booth #12194
See Us at Fabtech/AWS Booth #15059
See Us at Fabtech/AWS Booth #5257
New Pferd Quick ChangeSystem Improves Fiber DiscGrinding Performance75% time savings with fast "on-off"tool change. PFERD COMBICLICK®also gives 25% faster stockremoval. Used with mounting pads,COMBICLICK® discs are ideal forweld dressing, fine grinding and
deburring. Abrasive selection includes Aluminum Oxide A, Aluminum OxideA-Cool, Zirconia Alumina Z-Cool, Ceramic Oxide CO and Ceramic Oxide CO-COOL for range of grinding tasks.
PFERD Inc.30 Jytek DriveLeominster, MA 01453(978) 840–6420 or (800) 342-9015Fax: (978) 840–6421E-mail: [email protected]
See Us at Fabtech/AWSBooth #10094
See Us at Fabtech/AWS Booth #12025
See Us at Fabtech/AWS Booth #12137
See Us at Fabtech/AWS Booth #12048
PRODUCT Literature REVIEW October 2007 AWS Product Literature
206
ProductsREDHOT
See Us at Fabtech/AWS Booth #15172
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:07 AM Page 206

Weld Test Stand
The Weld Test Stand allows for quick,secure clamping and positioning of pipeor plate test assemblies. All position pipefixtures will hold up to 1-1/2" thicknesswithout backing and can be placed in anyposition. Pipe and plate fixtures are alsosold separately without the stand andmay be held securely in a bench vise oradapted to existing stands. Shippedunassembled, the Weld Test Standweighs approximately 85 pounds.
Triangle Engineering Inc.6 Industrial WayHanover, MA 02339(781) 878-1500Fax: (781) 878-2547Website: www.trieng.com
DR/RTR Weld Inspection SystemsReduce Cost and Producton TimeVJ Inspection Systems, a division of VJTechnologies, offers X-ray inspection solutions fordemanding imaging applications. Our solutionsprovide high-quality images and systems foradvanced diagnostic capability, enhanced qualitycontrol, and improved component information.NDT techniques include: conventional X-ray, microfocus X-ray, computed tomography (CT),
and high-energy applications. Vertically integrated, VJ Inspection Systemsprovides operationally proven X-ray inspection technology and equipment forindustrial and government applications. A leader in NDT testing and analysis, VJIS provides advanced capability solutions for all industrial X-ray applications.VJ Inspection Systems89 Carlough RoadBohemia, NY 11716(631) 589-8800Email: [email protected]
Introducing Your One Source For Energy Field ServicesWe’ve gathered the best in energyfield services to serve you better.Our companies, PCI EnergyServices, Carolina Energy Solutions,WEC Machining Equipment, andWEC Welding Institute, are leadingthe way in products, services, andtraining for the energy industry.WEC Welding & Machining is a subsidiary of Westinghouse ElectricCompany LLC.
WEC Welding & Machining One Energy DriveLake Bluff, IL 60044 USA(847) 990-7497Fax: (847) 362-6441www.wecwam.com
Looking for Flux Recovery Solutions for any Job? We Have the Answer for Every Application!Shown is the popular SUPER AP-1(air powered), and the AS-4 (electricpowered). These hopper mountedunits typically return your investmentin a little over six weeks. We alsohave systems for tractors, heavyfabricating and all types of pipemills. All our equipment offers low maintenance, rugged andadvanced design.Weld Engineering Co., Inc.34 Fruit StreetShrewsbury, MA 01545(508) 842-2224Fax: (508) 842-3893www.weldengineering.com
W-50 Destructive Weld Tester The W-50 Destructive Weld Tester is a destructive weld testing machine thatincorporates compression, tensile, andbend testing in one complete unit. TheW-50 is an invaluable asset to any train-ing facility or commercial company thatrequires welder qualification. The W-50can do all the destructive tests as specified by AWS, ASME and API. The W-50 requires very little space since the
unit sits horizontally. This machine is designed so the entire test procedurecan be handled by one operator quickly and easily.
Watts Specialties, Inc.2323 East Pioneer, Suite APuyallup, WA 98372(253) 848-9288Fax: (253) 848-9295www.watts-specialties.com
See Us at Fabtech/AWSBooth #12251
See Us at Fabtech/AWS Booth #15038
PRODUCT Literature REVIEW October 2007 AWS Product Literature
207
ProductsREDHOT
See Us at Fabtech/AWS Booth #10013
2008-OCTOBER-2- RED HOT:PLR Spring 2006 8/7/08 10:09 AM Page 207
creo

This conference has been developed specifically for welding/materials joining educators. The conferencepresentations will focus on those topics that directly affect educators, the futures of their respectiveprograms, and their students.
Monday, October 6, 2008 • 8:50 AM – 4:15 PMConference fee: $149Registration Code: W80
To register or to receive a descriptive brochure, call (800) 443-9353 ext. 455 (outside North America, call 305-443-9353), or visit www.aws.org/conferences
®
AWS Conference onWelding Education
Las VegasOctober 6, 2008
at the FABTECH Int’l & AWS Welding Show
Page 208:FP_TEMP 8/8/08 8:27 AM Page 208
creo

CLASSIFIEDS
CAREER OPPORTUNITIES
AWS JobFind
www.aws.org/jobfindJob categories for welders, engineers, inspectors, and more than 17
other materials joining industry classifications!
@Post Jobs.
Find Jobs.Manufacturer’s Representative
MASTER WELD PRODUCTS is a U.S.manufacturer of MIG & TIG weldingtorches and consumables. We areseeking Manufacturer’s Reps to sup-port defined territories nationwide from4 strategically located warehouse or manufacturing facilities. Contact JasonReigner via e-mail: [email protected] or call (610) 972-7500.
StructuralFlux Core Welder
Must pass drug, background, andwelding test.
Premium Pay in Alabama and Florida
Phone: (251) 665-3830Or e-mail to:[email protected]
Quality AssuranceManager/Inspector
Hogan Mfg., Inc. is acceptingapplications for a CWI or CWI &CAWI in training for the steel fab-rication industry who can plan anddirect inspection activities duringthe manufacturing process. Mustbe able to read drawings, useinspection equipment for fabrica-tion, machine shop and paintapplications. Additional trainingprovided. Excellent benefits.
HOGAN MFG.,INC.PO Box 398Escalon, CA 95320
Email: [email protected]
209WELDING JOURNAL
INDEPENDENT SALES REPS
CEPRO International BV is a leadingmanufacturer of welding workplaceseparations.
Our products meet the highest stan-dards in quality and durability and arecompetitively priced:
- Welding-curtains- Welding-blankets- Welding-screens- Welding-booth systems
CEPRO will soon commence its activ-ities in America. Our sales focus lieson welding wholesalers and distribu-tors. At this moment we are activelylooking for independent agents withexcellent reputations and a focus onselling based on quality rather thanprice. Agents should be well estab-lished in the welding distribution busi-ness.
If you are interested in working with aworld market leader and want to joinus in the USA from the very beginningplease contact:
CEPRO International BV,Gus A.V.M. Haagh (CEO)Parallelweg 38, PO Box 183RIJEN, 5121 ADThe Netherlands
[email protected]. +31 161 230116*fax +31 161 224973
WELDING PROTECTION
Sales Representatives
Oxford Alloys, Inc., Inc a worldwidesupplier of high-quality welding fillermetals, has opportunities for experi-enced outside sales representativesresiding in the Midwest and Southeastregions.
Candidates joining the expanding Ox-ford Alloys team will develop new busi-ness and cultivate existing customerrelationships in the designated terri-tory, via promotion of entire productline and value-added services.
Oxford Alloys is continuing to grow andconstantly in search of motivated em-ployees. We offer competitive wages,excellent benefits and a superior workenvironment.
If you are professional, focused anddisciplined with the ability to developstrong working relationships, we’d liketo hear from you.
Forward your letter of interest and re-sume to:[email protected] FAX (225) 214-5366.
SEPT 08 2008 CLASSIFIEDS:Classified Template 8/11/08 7:44 AM Page 209
creo

Welding Positioners & Turning RollsNew and Used
Large selection in stock forimmediate delivery.
www.allfabcorp.com
Call, Fax or Email for a free catalog.
Email: [email protected]: www.allfabcorp.comPhone: 269-673-6572Fax: 269-673-1644
And How Meta-Lax® Technology Overcomes Them All
“Overcoming ThermalStress Relief Problems”
800-Metal-29
3 Major Problems with Thermal Stress Relief
FREE Report
EQUIPMENT FOR SALE OR RENT
MITROWSKI RENTSMade in U.S.A.
Tank Turning Rolls 10-Ton thru 1000-Ton
Used Equipment for Sale
800-218-9620713-943-8032
Boiler TubeAlignment Tools
Walhonde Wallbanger™• DB model
• HD model
Walhonde Wallstick™NEW•
More alignment tools available at our website: www.walhonde.comWalhonde Tools, Inc.
SEPTEMBER 2008210
Place Your Classified Ad
Here!Contact Frank Wilson,Advertising Production
Manager
(800) 443-9353,ext. 465
SEPT 08 2008 CLASSIFIEDS:Classified Template 8/8/08 2:42 PM Page 210
creo

CERTIFICATION & TRAINING
CWI Refresher...a fresh approach!Review and learn the most controversial, often-misinterpreted issues facing welding inspectors.
Master quality tools to implement true qualitysolutions for your clients or your company.
Learn more: Call for the 40 hour syllabus,comparable to the AWS body of knowledge.
Suitable as continuing education for CWIsor for any welding inspection personnel
Convenient classes in Chicago:312-642-8362 | [email protected]
www.atema.com/cwi.htm
visit booth #7148 AWS Show-Chicago
CWI PREPARATORYGuarantee - Pass or Repeat FREE!
2 WEEK COURSE (10 DAYS)MORE HANDS–ON/PRACTICAL APPLICATIONS
Pascagoula, MS Oct. 15–24 Dec. 10–19Baton Rouge, LA Oct. 29–Nov. 7
SAT–FRI COURSE (7 DAYS)EXTRA INSTRUCTION TO GET A HEAD START
Pascagoula, MS Oct. 18–24 Dec. 13–19Beaumont, TX Nov. 29–Dec. 19
Baton Rouge, LA Nov. 1–7
MON–FRI COURSE (5 DAYS)GET READY–FAST PACED COURSE!
Pascagoula, MS Oct. 20–24 Dec. 15–19Beaumont, TX Dec. 1–5
Baton Rouge, LA Nov. 3–7
Test follows on Saturday at same facility
FOR DETAILS CALL OR E-MAIL:
(800) 489-2890
Also offering API 510 andAPI 570 courses!
EQUIPMENT FOR SALE OR RENT
211WELDING JOURNAL
Turning RollsPositioners
& ManipulatorsNew and Used
Joe Fuller LLC@ www.joefuller.com
or email [email protected] Phone: 979-277-8343
Fax: 281-290-6184
SERVICES
BUSINESS FOR SALE
Mechanical DrawingsCreated
We make drawings to yourspecifications to meet ASMEY14.5 and AWS 2.4. Contact CAD Star at:[email protected]
For SaleVery Profitable SmallFabrication/Welding
Service Business
Phoenix, Arizona, est. 1989,S-Corp, Commercial and GovernmentProjects, City of Phoenix certified asSBE,DBE,WBE, Certified Welders,5,000 Sq. Ft. Facility, Great PotentialFor Growth.
Call Emma @ 480-545-5936 or480-252-0449E-mail: [email protected]
SEPT 08 2008 CLASSIFIEDS:Classified Template 8/8/08 2:43 PM Page 211
creo

ADVERTISERINDEX
SEPTEMBER 2008212
3M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .95, 199www.speedglas.com . . . . . . . . . . . . . . . . . . . . . . .800-328-1667
Abicor Binzel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IBCwww.abicorusa.com . . . . . . . . . . . . . . . . . . . . . . .800-542-4867
Acorn Iron & Supply, Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . .94www.acorniron.com . . . . . . . . . . . . . . . . . . . . . . .610-287-3788
All-Fab Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .100, 199www.allfabcorp.com . . . . . . . . . . . . . . . . . . . . . . .269-673-6572
Americ Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .124www.americ.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-364-4642
America Fortune Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .119www.americafortune.com . . . . . . . . . . . . . . . . . . .713-779-8882
American Torch Tip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .129www.attcusa.com . . . . . . . . . . . . . . . . . . . . . . . . .800-342-8477
Andy J. Egan Co., Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .86 www.andyegan.com . . . . . . . . . . . . . . . . . . . . . . . .616-791-9952
ArcMelt Co., LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .108www.arcmelt.com . . . . . . . . . . . . . . . . . . . . . . . . .314-801-6900
ArcOne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .137, 199www.arc1weldsafe.com . . . . . . . . . . . . . . . . . . . . .800-223-4685
Arcos Industries, LLC . . . . . . . . . . . . . . . . . . . . .101, 126, 199www.arcos.us . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-233-8460
Ardleigh Minerals, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . .153www.ardleigh.net . . . . . . . . . . . . . . . . . . . . . . . . .216-921-6500
ASNT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .120www.asnt.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-222-2768
Astro Arc Polysoude . . . . . . . . . . . . . . . . . . . . . . . . .11, 13, 199www.astroarc.com . . . . . . . . . . . . . . . . . . . . . . . . .661-702-0141
Atema, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90, 200 www.atemainc.com . . . . . . . . . . . . . . . . . . . . . . . .312-642-8362
Atlas Welding Accessories, Inc. . . . . . . . . . . . . . . . . . . . . . .163www.atlaswelding.com . . . . . . . . . . . . . . . . . . . . .800-962-9353
Avesta Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .125www.avestawelding.com . . . . . . . . . . . . . . . . . . . .800-441-7343
AWS Certification Services . . . . . . . . . . . . . . . . . . . . . . . . .175www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-443-9353
AWS Education Services . . . . . . . . . . . . .60, 164, 168, 198, 208www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-443-9353
AWS Membership Services . . . . . . . . . . . . . . . . . . . . .193, 195www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-443-9353
AWS Technical Department . . . . . . . . . . . . . . . . . . . . . . . .166www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-443-9353
AWS WEMCO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .197www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-443-9353
BESSEY Tools North America . . . . . . . . . . . . . . . . . . . . . .117www.besseytools.com . . . . . . . . . . . . . . . . . . . . . .800-828-1004
Bluco Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .92, 200 www.blucoworkholding.com . . . . . . . . . . . . . . . .866-372-5826
Bohler Welding Group . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25www.bohlerweldinggroupusa.com . . . . . . . . . . . .281-499-1212
Bortech Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .150, 200www.bortech.com . . . . . . . . . . . . . . . . . . . . . . . . .888-265-1202
Bradford Derustit Corp. . . . . . . . . . . . . . . . . . . . . . . . .123, 200www.derustit.com . . . . . . . . . . . . . . . . . . . . . . . . .503-691-9721
Broco, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .160, 200www.brocoinc.com . . . . . . . . . . . . . . . . . . . . . . . .909-483-3222
Bruker, AXS Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22, 200www.brukerhandheld.com . . . . . . . . . . . . . . . . . .978-439-9899
Bug-O Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24, 200www.bugo.com . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-245-3186
Burco Welding Products . . . . . . . . . . . . . . . . . . . . . . . .116, 201www.burco.net . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-982-8726
Caldwell Group . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .130www.caldwellinc.com . . . . . . . . . . . . . . . . . . . . . .877-852-7833
Centerline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .162www.cntrline.com . . . . . . . . . . . . . . . . . . . . . . . . .800-249-6886
Cerbaco Ltd. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .94, 201www.cerbaco.com . . . . . . . . . . . . . . . . . . . . . . . . .908-996-1333
C. H. Symington & Co., Inc. . . . . . . . . . . . . . . . . . . . . .155, 201www.chsymington.com . . . . . . . . . . . . . . . . . . . . .614-766-2602
CM Industries, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2, 171www.cmindustries.com . . . . . . . . . . . . . . . . . . . . .847-550-0033
CML USA, Inc./Ercolina . . . . . . . . . . . . . . . . . . . . . . . . . . .170www.ercolina-usa.com . . . . . . . . . . . . . . . . . . . . .563-391-7700
COB Industries, Inc./Huntingdon Fusion Tech. Ltd. . . . . .97www.cob-industries.com . . . . . . . . . . . . . . . . . . .321-723-3200
Commercial Diving Academy . . . . . . . . . . . . . . . . . . . . . . . .21www.commercialdivingacademy.com . . . . . . . . .888-974-2232
Computer Engineering, Inc. . . . . . . . . . . . . . . . . . . . .159, 201www.computereng.com . . . . . . . . . . . . . . . . . . . . .800-473-1976
Computer Weld Technology, Inc. . . . . . . . . . . . . . . . . . .46, 201www.cweldtech.com . . . . . . . . . . . . . . . . . . . . . . .713-462-2118
Cor-Met . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12, 201www.cor-met.com . . . . . . . . . . . . . . . . . . . . . . . . .810-227-3251
C-Spec . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .158www.weldoffice.com . . . . . . . . . . . . . . . . . . . . . . .877-977-7999
Deloro Stellite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13www.stellite.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-235-9353
Dengehsha America . . . . . . . . . . . . . . . . . . . . . . . . . . .112, 201www.dengensha.com . . . . . . . . . . . . . . . . . . . . . . .440-439-8081
D/F Machine Specialties, Inc. . . . . . . . . . . . . . . . . . . .155, 201www.dfmachinespecialties.com . . . . . . . . . . . . . .507-625-6200
Diamond Ground Products, Inc. . . . . . . . . . . . . . . . . . . . . . .93www.diamondground.com . . . . . . . . . . . . . . . . . .805-498-3837
Divers Academy International . . . . . . . . . . . . . . . . . . . . . . .11www.diversacademy.com . . . . . . . . . . . . . . . . . . .800-238-3483
SEPT 08 2008 CLASSIFIEDS:Classified Template 8/11/08 7:45 AM Page 212
creo

Donaldson Torit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .87, 202 www.donaldsontorit.com . . . . . . . . . . . . . . . . . . .800-365-1331
Durum USA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .106, 202www.durumusa.com . . . . . . . . . . . . . . . . . . . . . . .888-267-0387
Dynabrade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .105www.dynabrade.com . . . . . . . . . . . . . . . . . . . . . . .800-828-7333
Eagle Bending Machines . . . . . . . . . . . . . . . . . . . . . . .121, 207www.eaglebendingmachines.com . . . . . . . . . . . .251-937-0947
E. H. Wachs, Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .173, 202www.wachsco.com . . . . . . . . . . . . . . . . . . . . . . . . .800-323-8185
Electralloy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .88 www.electralloy.com . . . . . . . . . . . . . . . . . . . . . . .800-458-7273
Electron Beam Technologies, Inc. . . . . . . . . . . . . . . . . . . . . .93 www.electronbeam.com . . . . . . . . . . . . . . . . . . . .815-935-2211
ESAB Welding & Cutting Products . . . . . . . . . . . . . .3, 23, 145www.esabna.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-372-2123
Esco Tool . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .139www.escotool.com . . . . . . . . . . . . . . . . . . . . . . . . .800-343-6926
ESTA Corp. USA . . . . . . . . . . . . . . . . . . . . . . . . . . . . .128, 202www.esta.com . . . . . . . . . . . . . . . . . . . . . . . . . . . .800-968-3782
Fischer Engineering Co. . . . . . . . . . . . . . . . . . . . . . . . .194, 202www.fischerengr.com . . . . . . . . . . . . . . . . . . . . . .937-754-1750
Fischer Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . .192, 202www.Fischer-Technology.com . . . . . . . . . . . . . . .800-243-8417
Flange Wizard Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .54www.flangewizard.com . . . . . . . . . . . . . . . . . . . . .800-222-3789
F&M Mafco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .163www.fmmafco.com . . . . . . . . . . . . . . . . . . . . . . . .800-333-2151
Gedik Welding, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .133www.gedikwelding.com . . . . . . . . . . . . . . . . .+90 216 378 50 00
Genstar Technologies . . . . . . . . . . . . . . . . . . . . . .157, 202, 203www.genstartech.com . . . . . . . . . . . . . . . . . . . . . .909-606-2726
Gortite (A&A Mfg.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .106www.gortite.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-298-2066
Goss, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .115, 203www.gossonline.com . . . . . . . . . . . . . . . . . . . . . . .800-367-4677
Gullco International, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . .149www.gullco.com . . . . . . . . . . . . . . . . . . . . . . . . . . .440-439-8333
Harris Products Group . . . . . . . . . . . . . . . . . . . . . . . . . . . .135www.harrisproductsgroup.com . . . . . . . . . . . . . .800-733-4043
Heck Industries, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . .170, 203www.heckind.net . . . . . . . . . . . . . . . . . . . . . . . . . .800-886-5418
H&M Pipe Beveling Machine Co., Inc. . . . . . . . . . . . .132, 203www.hmpipe.com . . . . . . . . . . . . . . . . . . . . . . . . .918-582-9984
Hobart Inst. of Welding Tech. . . . . . . . . . . . . . . .119, 124, 203www.welding.org . . . . . . . . . . . . . . . . . . . . . . . . . .800-332-9448
Hodgson Custom Rolling, Inc. . . . . . . . . . . . . . . . . . . . . . .127www.hodgsoncustomrolling.com . . . . . . . . . . . . .905-356-8132
Huys Industries Ltd. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4www.huysweld.com . . . . . . . . . . . . . . . . . . . . . . . .416-747-1611
Hydratight/D. L. Ricci . . . . . . . . . . . . . . . . . . . . . . . . .111, 203www.hydratight.com . . . . . . . . . . . . . . . . . . . . . . .651-388-8661
Hypertherm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .134, 203www.hypertherm.com . . . . . . . . . . . . . . . . . . . . . .800-643-0030
IMPACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .149www.impact-net.org . . . . . . . . . . . . . . . . . . . . . . .800-545-4921
Indura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .144www.indura.us . . . . . . . . . . . . . . . . . . . . . . . . . . .866-328-3171
Industrial Press, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . .172, 204www.industrialpress.com . . . . . . . . . . . . . . . . . . .212-889-6330
Innov-X Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .89www.innovx.com . . . . . . . . . . . . . . . . . . . . . . . . . .866-446-6689
Intercon Enterprises, Inc. . . . . . . . . . . . . . . . . . . . . . .147, 204www.intercononline.com . . . . . . . . . . . . . . . . . . .800-665-6655
International Titanium Assoc. . . . . . . . . . . . . . . . . . . . . . .113www.titanium.org . . . . . . . . . . . . . . . . . . . . . . . . .303-404-2221
JCA Enterprises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .100www.jcaent.com . . . . . . . . . . . . . . . . . . . . . . . . . . .541-726-7435
Joe Fuller, LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .111www.joefuller.com . . . . . . . . . . . . . . . . . . . . . . . . .979-277-8343
Johnson Mfg. Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .172, 204www.johnsonmfg.com . . . . . . . . . . . . . . . . . . . . . .563-289-5123
J. P. Nissen. Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .99, 204www.nissenmarkers.com . . . . . . . . . . . . . . . . . . .215-886-2025
KMT Saw . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .172www.kmtsaw.com . . . . . . . . . . . . . . . . . . . . . . . . .269-321-8860
Kobelco Welding of America, Inc. . . . . . . . . . . . . . . . . . . . . .96www.kobelcowelding.com . . . . . . . . . . . . . . . . . . .281-240-5600
Koike Aronson, Inc./Ransome . . . . . . . . . . . . . . . . . . . . . . . .15www.koike.com . . . . . . . . . . . . . . . . . . . . . . . . . . .800-252-5232
LA-CO Industries, Inc./Markal . . . . . . . . . . . . . . . . . . . . . .17www.markal.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-621-4025
Liburdi Dimetrics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30www.liburdidimetrics.com . . . . . . . . . . . . . . . . . .704-892-8872
Lincoln Electric Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .OBCwww.lincolnelectric.com . . . . . . . . . . . . . . . . . . . .216-481-8100
Magnatech Limited Partnership . . . . . . . . . . . . . . . . .118, 204www.magnatech-lp.com . . . . . . . . . . . . . . . . . . . .860-653-2573
Magswitch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18www.magswitch.com.au . . . . . . . . . . . . . . . . . . . .303-468-0662
Mannings USA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .153, 204www.manningsusa.com . . . . . . . . . . . . . . . . . . . .800-447-4473
Manwo Mfg. Sdn. Bhd. . . . . . . . . . . . . . . . . . . . . . . . . . . . .154www.manwo.com.my . . . . . . . . . . . . . . . . . . . . .+603-80683778
Mathey Dearman . . . . . . . . . . . . . . . . . . . . . . . . . . . . .174, 204www.mathey.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-725-7311
Mercer Abrasives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55, 204www.mercerabrasives.com . . . . . . . . . . . . . . . . . .800-221-5202
Midalloy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .159www.midalloy.com . . . . . . . . . . . . . . . . . . . . . . . .800-776-3300
213WELDING JOURNAL
SEPT 08 2008 CLASSIFIEDS:Classified Template 8/11/08 7:45 AM Page 213
creo

Miller Electric Mfg. Co. . . . . . . . . . . . . . . . . . . . . . . . . .35, 205www.MillerWelds.com . . . . . . . . . . . . . . . . . . . . .800-426-4553
Mitrowski Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .105www.mitrowskiwelding.com . . . . . . . . . . . . . . . . .800-218-9620
Motor Guard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .112, 205www.motorguardplasma.com . . . . . . . . . . . . . . .800-227-2822
Nabtesco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34www.nabtescomotion.com . . . . . . . . . . . . . . . . . .866-748-6844
National Bronze & Metals, Inc. . . . . . . . . . . . . . . . . . .150, 205www.nbmmetals.com . . . . . . . . . . . . . . . . . . . . . .713-869-9600
National Standard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1www.nationalstandard.com . . . . . . . . . . . . . . . . .800-777-1618
Nicrosol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .107www.nicrosol.com.br . . . . . . . . . . . . . . . . . . .(5511) 5523-0205
Nooter Construction Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . .91 www.nooterconstruction.com . . . . . . . . . . . . . . .314-421-7600
Olympus NDT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .151www.olympusNDT.com . . . . . . . . . . . . . . . . . . . . .781-419-3900
Oxford Alloys, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16www.oxfordalloys.com . . . . . . . . . . . . . . . . . . . . .800-562-3355
Oxylance, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .114www.oxylance.com . . . . . . . . . . . . . . . . . . . . . . . .800-333-9906
Pferd, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31, 206www.pferdusa.com . . . . . . . . . . . . . . . . . . . . . . . .800-342-9015
Postle Industries, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . .160, 205www.postle.com . . . . . . . . . . . . . . . . . . . . . . . . . . .800-321-2978
Promotion Controls . . . . . . . . . . . . . . . . . . . . . . . . . . .147, 205www.promotioncontrols.com . . . . . . . . . . . . . . . .330-721-1464
Radyne Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .142www.radyne.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-236-8360
Revco Industries, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .131www.bsxgear.com . . . . . . . . . . . . . . . . . . . . . . . . .800-527-3826
Robovent . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .140www.robovent.com . . . . . . . . . . . . . . . . . . . . . . .888-7626-8368
Romar/MEC, LLC Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .138www.fitupgear.com . . . . . . . . . . . . . . . . . . . . . . . .281-440-1725
Romar, USA, LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59www.romarusa.com . . . . . . . . . . . . . . . . . . . . . . .281-440-1725
Select Arc, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . .IFC, 109, 205www.select-arc.com . . . . . . . . . . . . . . . . . . . . . . . .937-295-5215
Sellstrom . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .102, 206www.sellstrom.com . . . . . . . . . . . . . . . . . . . . . . . .800-323-7402
SKM Industries, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . .123, 206www.skmproducts.com . . . . . . . . . . . . . . . . . . . . .570-383-3062
Smart TCP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .84, 206 www.smarttcp.com . . . . . . . . . . . . . . . . . . . . . . . .248-994-1041
Special Metals Welding Products . . . . . . . . . . . . . . . . . . . . .98www.specialmetalswelding.com . . . . . . . . . . . . . .828-465-0352
Sperian . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .141, 206www.sperianprotection.com . . . . . . . . . . . . . . . .800-336-3255
Sulzer Metco (US), Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . .169www.sulzermetco.com . . . . . . . . . . . . . . . . . . . . .516-334-1300
Synetik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .122, 205www.synetik-di.com . . . . . . . . . . . . . . . . . . . . . . .514-488-7045
Temma Scientific/Welding Expert . . . . . . . . . . . . . . . .192, 206www.weldingexpert.net . . . . . . . . . . . . . . . . . . . . .858-483-9451
Tempil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .110www.tempil.com . . . . . . . . . . . . . . . . . . . . . . . . . .800-757-8301
Thermacut . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .103, 206www.thermacut.com . . . . . . . . . . . . . . . . . . . . . . .800-932-8312
Thermadyne Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9www.thermadyne.com . . . . . . . . . . . . . . . . . . . . .866-279-2628
Thermo Fisher Scientific . . . . . . . . . . . . . . . . . . . . . . .148, 206www.thermo.com/niton . . . . . . . . . . . . . . . . . . . .800-875-1578
Titus Steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .152, 207www.titussteel.com . . . . . . . . . . . . . . . . . . . . . . . .800-536-5908
Triangle Engineering, Inc. . . . . . . . . . . . . . . . . . . . . . .191, 207www.trieng.com . . . . . . . . . . . . . . . . . . . . . . . . . . .781-878-1500
Tri-Tool, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .161www.tritool.com . . . . . . . . . . . . . . . . . . . . . . . . . .888-874-8665
Vanguard Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .167www.vanguardwelding.com . . . . . . . . . . . . . . . . .877-462-5800
Vernon Tool Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .104www.vernontool.com . . . . . . . . . . . . . . . . . . . . . . .760-433-5860
VJ Technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .121, 207www.vjinspection.com . . . . . . . . . . . . . . . . . . . . .800-858-9729
Washington Alloy/U.S. Alloy Co. . . . . . . . . . . . . . . . . .136, 207www.weldingwire.com . . . . . . . . . . . . . . . . . . . . . .800-830-9033
Watts Specialties, Inc. . . . . . . . . . . . . . . . . . . . . . . . . .146, 207www.watts-specialties.com . . . . . . . . . . . . . . . . . .253-922-1414
Weld Aid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .99www.weldaid.com . . . . . . . . . . . . . . . . . . . . . . . . .800-935-3243
Weld Engineering Co., Inc. . . . . . . . . . . . . . . . . . . . . . .156, 207www.weldengineering.com . . . . . . . . . . . . . . . . . .508-842-2224
Weld Expo Canada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .196www.cmwshow.ca . . . . . . . . . . . . . . . . . . . . . . . . .888-322-7333
Weld Hugger, LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .156www.weldhugger.com . . . . . . . . . . . . . . . . . . . . . .877-935-3447
Weld Mold Co., USA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7www.weldmold.com . . . . . . . . . . . . . . . . . . . . . . . .800-521-9755
Weld Plus, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .154www.weldplus.com . . . . . . . . . . . . . . . . . . . . . . . .800-288-9414
Westinghouse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .143, 207www.wecwam.com . . . . . . . . . . . . . . . . . . . . . . . . .847-990-7497
RED HOT PRODUCTS . . . . . . . . . . . . . . . . . .Pages 199–207
IFC = Inside Front CoverIBC = Inside Back CoverOBC = Outside Back Cover
Visit Our Interactive Ad Index: www.aws.org/ad-index
SEPTEMBER 2008214
SEPT 08 2008 CLASSIFIEDS:Classified Template 8/8/08 2:45 PM Page 214

Thanks For Giving Us theOpportunity to Serve You!On behalf of the American Welding Society,Welding Journal would like to thank all of our advertisers for supporting your Society and the welding industry.
LogoPages2008:Layout 1 8/6/08 3:03 PM Page 215

LogoPages2008:Layout 1 8/6/08 3:04 PM Page 216

LogoPages2008:Layout 1 8/6/08 3:04 PM Page 217

LogoPages2008:Layout 1 8/6/08 3:05 PM Page 218

SmartTCPAutomatic Welding
LogoPages2008:Layout 1 8/6/08 3:06 PM Page 219

LogoPages2008:Layout 1 8/7/08 2:13 PM Page 220

Guidelines for submitting electronic files
1. Platform:Macintosh or PC accepted
2. Files accepted:QuarkXpress, Adobe Photoshop, Adobe Illustrator, TIFF, EPS and PDF files only.
3. Color:Send all files in as CMYK (for color) or Grayscale (for b/w).
4. Images:Minimum resolution required for magazine printing is 300 dpi for full color artwork orgrayscale at least 1000 dpi for bitmap (B&W/line art). Images and logos from Web sitesare NOT usable for printing. They are low resolution images (72 dpi). Images taken witha digital camera are not acceptable unless they meet the minimum 300 dpi requirement.
5. Proof:A proof of the images should always be provided.
6. Electronic File Transfer:Files larger than 68k are not acceptable as an email attachment; please send it on a CD, you may also send files to the printer FTP site (a user name and password will be provided when requested)
Check list for submitting electronic files:
Colors: ❐ 4/C ❐ Grayscale ❐ B&W/line art
File Type: ❐ TIFF ❐ EPS
File sent via: ❐ CD ❐ Email
❐ Proof supplied/faxed
❐ CMYK images at 300 dpi or higher, B&W/line art at 1000 dpi or higher.
❐ All color in all images set to CMYK process (not RGB)
When submitting ads, please send them to the attention of
Frank WilsonAdvertising Production ManagerAmerican Welding Society550 NW LeJeune Rd.Miami, Fla. 33126
Page 250:FP_TEMP 8/8/08 8:43 AM Page 250

WELDING RESEARCH
-s219WELDING JOURNAL
ABSTRACT. This paper presents a systemfor automatic planning of gas metal arcwelding (GMAW) operations. The systemautomatically generates optimal dynamictrajectories of welding control variables(power input, current, and voltage; andtravel speed) such that a desired weldquality is obtained despite known changesin process conditions, for example, geo-metric changes.
The system is based upon a finite ele-ment simulation of the GMAW process.The finite element model developed forthe purpose consists of two parts: a heatconduction model simulating the temper-ature distribution within the workpieceand a model simulating the weld pool sur-face shape. To improve the accuracy of thefinite element model, a calibrationmethod has been developed that enablesprecise simulation with varying weldingcontrol variables.
The finite element simulation is cou-pled to an iterative learning controller,which exploits the capability of simula-tions to be repeated. The iterative learn-ing controller identifies the best possibledynamic trajectories of the welding con-trol variables in an iterative process.
The results of open loop execution ofautomatically planned GMA welding onbutt joints with constant and varying ther-mal regions are presented. A comparisonwith industrially applied data showed thata significant reduction of the heat input
and workpiece distortion could beachieved while maintaining a satisfactoryweld quality. The results demonstrate thesuperiority of process performance basedon planning by iterative learning controlcompared to manual execution of weldingtask and compared to process planningbased on traditional methods.
Introduction
For many years, steel-structure fabri-cation companies have introduced weld-ing robots in the effort to remain compet-itive. The robots are capable of improvingthe arc on time, removing humans fromhazardous work environment, and secur-ing a more homogeneous weld quality. Toincrease the productivity of welding ro-bots, off-line programming is an oftenused method, but off-line programminghas been confined to planning the robotmotion. The welding control variables areset based on resource consuming weldingexperiments, and they are therefore notnecessarily optimized with regard to heatinput. Instead, the settings of the weldingcontrol variables are just usable settings,which result in an acceptable weld qualityfor the entire weld task. In general, con-stant values of the welding control vari-
ables entail that the variables are set in aconservative manner, such that theprocess is kept well within the usableprocess window. However, this can resultin too large heat input and in too muchadded material compared to what will bepossible with dynamic trajectories of thewelding control variables, which are opti-mized with regard to minimum heat input.Too high heat input and too much addedmaterial have a negative effect on work-piece distortion and consequently on pro-duction efficiency. However, obtainingprocess optimized dynamic welding con-trol variables by use of experiments is alsocostly, especially if the geometry complex-ity entails a change in thermal processconditions along the weld joint. This callsfor a method for automatic and optimalplanning of dynamic trajectories of thewelding control variables.
During the last decades arc welding hasbeen simulated by numerical methods, es-pecially by finite element methods. Acomprehensive overview of finite elementanalysis and simulation of welding hasbeen made by Mackerle (Ref. 1). How-ever, only few references exist to workwhere numerical models have been useddirectly for automatic weld planning.Doumanidis (Refs. 2, 3) presents results ofoff-line planning of trajectories of theplasma arc heat source in scan welding.More recently, Ericsson (Ref. 4) presentsa finite element based method to optimizethe gas tungsten arc welding (GTAW)process.
This paper focuses on a system for au-tomatic and optimized planning of theGMA welding operations. The systembuilds upon a concept for automatic weldprocess planning and online real-timefeedback control created at Aalborg Uni-versity, Denmark (Refs. 5–10). The struc-
SUPPLEMENT TO THE WELDING JOURNAL, SEPTEMBER 2008
Sponsored by the American Welding Society and the Welding Research Council
KEYWORDS
Automatic PlanningFinite Element ModelGas Metal ArcIterative LearningWelding Variables
Automatic Weld Planning by Finite ElementSimulation and Iterative Learning
An automatic off-line planning system was developed to predict the optimum control variables in gas metal arc welding
BY P. V. JEBERG, H. HOLM, AND O. MADSEN
P. V. JEBERG ([email protected]), aformer employee of Department of TechnologyDevelopment, Odense Steel Shipyard, Odense,Denmark, is now with DISA Industries, HerlevHovedgade Denmark. H. HOLM ([email protected]) and O. MADSEN ([email protected]) are with Department of Production, Aal-borg University, Aalborg East, Denmark.
Jeberg 9 08layout:Layout 1 8/7/08 8:14 AM Page 219

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s220
ture of the system is presented along withthe finite element model and the iterativelearning algorithm used to perform theprocess optimization. At present, the sys-tem is used to plan butt joint completepenetration single-pass GMA-weldingtasks. The results of open-loop executionof planned weld tasks are presented. Amore thorough description of the systemcan be found in Ref. 8.
Off-Line Process Optimized WeldPlanning
The automatic off-line planning systemconsists of two parts. One part is the finiteelement model, which models the work-piece geometry and the welding process.The other part of the planning system is acontrol function, which is used to optimizethe simulated process. Figure 1 shows a di-agram of the off-line process-optimized
weld planning system. During simulation,the weld process information is sampled ateach time step to identify the weld processprogress. Depending on the controlmethod, the information can either beused to adjust the values of the processcontrol variables for the next time step, orthe information can be saved and used toupdate the entire trajectory of the processcontrol variables before a new simulationis performed. The latter is the case with it-erative learning control.
The control unit in Fig. 1 takes a qual-ity reference as input, which as an exam-ple can be the maximum allowed weldpool surface deformation or the minimumrequired size of the fusion zone. Based onthe comparison of the quality referenceand the process progress, the control unitmakes rectifying actions on the values ofthe welding control variables such that theerror between the desired quality and the
process progress is minimized. In thisway the controlled simulation identifiesthe optimal trajectories of the weldingcontrol variables with regard to the de-sired quality reference. The level of op-timality depends on the effectiveness ofthe control method applied. A primarybenefit of using a simulation in search ofoptimal settings of the welding controlvariables is removal of costly experi-ments in search of the optimal settings.The trajectory of the optimized control
variables is saved and used as a basis fora robot program used for the physicalexecution of the simulated weld task. Ifthe agreement between the simulationand the physical world is good, the phys-ical execution of the planned weld willresult in an optimized process with re-gard to the quality reference. However,if the difference between the simulatedand the physical world is not sufficientlysmall, a real-time feedback control sys-tem is needed. A real-time feedbackcontrol system based on a temperature-sensitive camera has been developedand presented in Ref. 9. The systemcompares the weld pool surface tem-perature profile obtained during execu-tion with the reference weld pool sur-face temperature profile obtainedduring simulations. Hence, the off-lineprocess-optimized planning system gen-erates the real-time quality reference.
Finite Element Model
The finite element model for simulatingcomplete joint penetration welding con-sists of two parts: a heat conductionmodel to simulate the temperature distri-bution within the workpieces and a weldpool surface shape model, which simu-lates the shape of the weld pool surface.The latter is of special interest when sim-
ulating complete joint penetration weldingand welding on an inclined workpiece be-cause in these cases there is an increasedrisk of breaking the weld pool surface. Thetwo models are coupled together throughthe cross-sectional area of the weld pool.The location of the melting isotherm isidentified by the heat conduction model,and is set to 1530°C (Ref. 8). The materialwithin the area between the meltingisotherms is considered to consist of liquidmetal, and the domain of this area is trans-ferred to the weld pool surface shape modelas the domain of interest. Further descrip-tion of the coupling of the models is pre-sented in Refs. 8 and 10.
Heat Conduction Model
The heat conduction model calculatesthe heat distribution inside the workpiece
Fig. 2 — Volumetric heat source (Ref. 12).
Fig. 1 — The off-line process-optimized weld planning system.
Jeberg 9 08layout:Layout 1 8/7/08 8:14 AM Page 220

by use of Fourier’s heat conduction equa-tion. On the surface, the heat transport isdetermined by convection and radiation(Ref. 11). The use of Fourier’s heat con-duction equation is based on constant val-ues for density of metal (ρ), convectionand radiation factors, temperature-dependent values of thermal conductivity(k),and heat capacity (c) (Ref. 8).
The power input to the workpiece fromthe welding arc and liquid metal is simu-lated by two different heat sources, whichare following each other along the weldjoint. The first heat source is a three-dimensional volumetric heat source (Ref.12):
(1)Qv′′′ represents the power input to the
workpiece [W/m3], x*,y*,z* representspace coordinates relative to the position ofthe heat source, and Qeff represents the ef-fective power delivered by the ellipsoidheat source. a,b,c represent variables thatcontrol the energy distribution within theworkpieces. a is divided into two parts afrontand aback used in front of and behind theheat source center. f represents a factorused to change the energy induced into theworkpiece in front of and behind the heatsource center. ffront and fback is calculatedbased on a continuous heat source distrib-ution across the x = 0 plan (Ref. 12). Withthe volumetric heat source, it is possible toapproximate the weld pool tail and to ob-tain a rounded shape of penetration. Adrawing of the area of action of the volu-
metric heat source can be seen in Fig. 2.The second heat source is a box-shaped
heat source (Ref. 8). This heat source wasintroduced because of material addition,which represents an abrupt transitionfrom an empty joint to a joint filled withliquid metal. The domain Ωbox of the box-shaped heat source is the width of thejoint, the workpiece thickness, and thelength moved by the heat source in eachtime step during simulation. The powerQbox is equally distributed inside the box
(2)Here, Vbox represents the volume of thebox-shaped heat source domain. A cross-section drawing of the two heat sources’area of action can be seen in Fig. 3.
The total heat input Q to the workpieceis calculated based on the heat input fromthe power supply (Voltage U · Current I)and the efficiency (η): Q = U · I ·η. Thetotal heat input Q is distributed to theworkpiece in two ways by the two heatsources: as Qeff by the three-dimensionalvolumetric heat source and as Qbox by thebox-shaped heat source. The two contri-butions fulfill the constraint Q = Qeff +Qbox. During all experiments, both for cal-ibration and the subsequent validation,the voltage U and current I are chosensuch that a usable and stable weldingprocess is obtained. The relationship be-tween U and I is determined during initialexperiments. The relation between U andI is also used when planning the process-optimized welding task, where the relationis used to determine the U and I settingsbased on the value of heat input Q, whichis identified as giving the optimal process.
It is important to remember that theheat conduction model does not includeany fluid properties of the liquid metal inthe weld pool. The heat sources are in-stead used to simulate the effect of energydistribution caused by the convection ofliquid metal.
Weld Pool Surface Shape Model
The weld pool surface shape model(Fig. 4) is used to calculate the surface de-formation in the z-direction (vertically tothe workpiece surface).
The domain for the weld pool surfaceshape model is identified by an approxi-mation of the melting point isothermal inthe heat conduction model (Ref. 10). Thesurfaces of the weld pool will in a staticequilibrium attain a deformation configu-ration, which results in minimum energycontents. Based on this energy considera-tion and the mathematical method of Cal-culus of Variation, the following deforma-tion equations were developed (Refs. 8and 13):
(3)In the above equation, Pa(x,y) is the arc
pressure, ρ is the density of liquid metaland is considered as constant (Ref. 8), g isgravity and is constant, α is the workpiece
P x y g x ga
,( ) + ( ) + ( )
− −∇ ∇
+ ∇
ρ α ρ α
λ γ
sin cosi
iΦ Φ
Φ12
⎛⎛
⎝
⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟
=
− ( ) − ( )
−( )
0
ρ α ρ αg x g
s
sin cosi
i Ψ ++ −∇ ∇
+ ∇
⎛
⎝
⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟
=λ γ Ψ
Ψ1
02
′′′( ) =∈
(( )
Q x y z
Q
Vx y z
x y z
box
boxbox
ν, ,
, ,
, ,
Ω
0 ))∉
⎧
⎨⎪⎪
⎩⎪⎪ Ω
box′′′⎛⎝
⎞⎠
=
∗ ∗ ∗
− +∗ ∗
Q x y z
fQ
abceeff
x
a
y
ν
π π
, ,
6 3
3 32
2
2
bb
z
c2
2
2
3+
⎛
⎝
⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟
∗
WELDING RESEARCH
-s221WELDING JOURNAL
Fig. 4 — Model of workpiece and weld pool.Fig. 3 — Sketch of the heat sources’ area of action (gray lines).
Jeberg 9 08layout:Layout 1 8/7/08 8:15 AM Page 221

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s222
inclination, Φ and Ψ are the surface de-formations of the uppermost and lower-most surfaces respectively, γ is the surfacetension, s is the workpiece thickness, andλ is a La Grange multiplier, which con-nects the two equations, for example, by aconstraint on the weld pool volume, or inthis case of GMA welding, a constraint onthe cross section of the crown. The distri-bution of the arc pressure Pa(x,y) is calcu-lated by an exponential equation (Equa-tion 4), which is a practical simplificationof a physically description of Pa(x,y) (Ref.14).
(4)In GMAW, the continuous feed wire
adds material to the welding process,which is used for filling up the joint. Ex-cessive material forms a crown of materialon the surfaces of the workpieces, whileobserving the mass constraint present inEquation 5.
(5)Vcrown, Vwire, and Vgap are the rate of ma-
terial used for the crown, rate of fillermetal added, and rate of material used tofill the joint. The material used on thecrown in the simulation is obtained byidentifying the outermost deformationcontour of the weld pool surface. This isexpected to be equal to the final shape ofthe crown. This can be formulated as:
(6)
V*crown is the simulated rate of material
used on the crown, v is the welding speed,Φcontour(y,λ), and Ψcontour(y,λ) are the out-ermost deformation contour of the weldpool surfaces at a given y-position (per-pendicular to the welding direction). Theconstraint that should be fulfilled insearch for the correct value of λ is then(Refs. 8 and 13)
(7)
Each time the weld pool deformation is cal-culated, the following iterative calculationis performed: First, on the basis of an initialguess of λ, Equation 3 is solved. Second, thevolume constraint is evaluated using Equa-tions 5–7. Based on the results of the vol-ume constraint, the value of λ is updated,and the process is repeated until an accept-able value of λ is obtained (Ref. 15).
Simulation Plots
Results from a simulation can beviewed in Figs. 5–8. The workpiece is 100mm long, 40 mm wide, and 3 mm thick.Figure 5 shows the temperature distribu-tion in the heat conduction domain by useof four isotherms: 700°, 900°, 1100°, and1530°C. The last is the melting point of themetal and, therefore, the 1530°C isothermidentifies the boundary of the weld pool.Note that the picture also reveals theadaptive grid used. The fusion of theworkpiece and the penetration can beidentified in Fig. 6, which shows a refer-ence grid containing the maximum tem-peratures obtained during simulation. All
the elements in the grid, which have hadtemperatures above the melting point, areremoved. It can be seen that completejoint penetration does not occur initially.Therefore, the energy input needs to behigher in the beginning to obtain completejoint penetration from the start of weld-ing. It can also be seen that at the end ofthe welding process, the weld pool is get-ting wider in the bottom before the heatsource is turned off. This is because theenergy cannot be conducted away fromthe fusion zone at the end of the work-piece. This increases the risk of breakingthe weld pool surface. To avoid this, theheat input should be reduced close to theend of the welding process.
Figures 7 and 8 show the surface de-formation. Figure 7 shows the front sur-face deformation Φtop. The center of theheat source is located at the origin of thecoordinate system. The effect of the arcpressure can be seen as a depression onthe surface. Figure 8 shows the back sur-face deformation Φbottom.
The simulation results indicate that thefinite element model works. However, thesimulation results are not usable forprocess prediction before the heat sourceand material addition functions are calibrated.
Calibration of Finite ElementModel
Before the finite element basedGMAW model can be used for weld plan-ning, several model parameters need to becalibrated. Calibration is needed becausethe model includes several variables,
� � �V V Vcrown wire gap
= −
P x y P ea a
x y
,,max( ) =
+
i
2 2
κ
� �V Vcrown crown
− ( )=∗ λ 0
� iV y
y dcrown contour
contour
∗ ( ) = ( )− ( )
∫λ ν λ
λ
Φ
Ψ
,
, yy
Fig. 5 — Temperature distribution in the heat conduction domain. Theisotherms are set at 700°, 900°, 1100°, and 1530°C.
Fig. 6 — Fusion of the workpieces is shown by removing all elements thathave been above the melting point. It shows that a complete joint penetra-tion weld is obtained except from the start of welding. At the end of the weld-ing, the weld pool gets wider because the heat input is not able to be con-ducted away from the fusion zone.
.
. . .
Jeberg 9 08layout:Layout 1 8/7/08 8:28 AM Page 222

WELDING RESEARCH
-s223WELDING JOURNAL
which do not have any direct physicalmeaning. An example is the extension pa-rameters a, b and c in the volumetric heatsource. These parameters arise from de-scribing physical properties by simplifiedexpressions. Calibration can also beneeded for parameters that have a physi-cal meaning but for which it is difficult toobtain correct values. The developedGMAW model includes parameters of thistype, e.g., surface tension γ. Surface ten-sion varies with the actual composition ofthe material in the weld pool, e.g., the con-tents of sulfur.
The model parameters to calibrate infinite element model are
1) η, Qbox to calculate the power inputto the workpiece and the distribution be-tween the two heat sources in the heatconduction model.
2. afront, a, b, c to calculate the shape ofthe three-dimensional volumetric heatsource.
3. Pa,max,κ, γ to calculate the weld poolsurface deformation.
The calibration of model parameterscan be a complicated task to do manuallybecause of the often nonlinear complexrelation between parameter values andthe simulated output. This makes the trial-and-error method unfeasible in practice.An automated optimization routine cantherefore be helpful in search for the bestparameter settings. In this research, anoptimization routine called CFSQP (Ccode for feasible sequential programming,Ref. 16) is used together with the finite el-ement software Diffpack (Ref. 17), whichis a scientific-computing environment
with emphasis on the finite elementmethod. Overview of the integration canbe seen in Fig. 9.
The calibration of a GMAW model canbe performed in two different ways: eithercalibrate to a single experiment or cali-brate to multiple experiments. Using a sin-gle experiment entails the parameter val-ues to be constant when the model is usedfor prediction. When using multiple ex-periments, it is possible to identify the de-pendence of the model parameters withregard to changes in the control variableswelding speed v and power input Q, andhence enable an interpolation of the para-meter values throughout the process win-dow when the model is used for predic-tion. In that way calibration to single ormultiple experiments can have a large ef-
fect on the range of the acceptable predic-tion capability of the model. This can in-fluence the usability of the calibratedmodel in search of optimal settings of theweld process control variables, hence theusability of the calibrated model inprocess optimized weld planning.
The welding process used for calibra-tion is a top-down complete joint pene-tration, single-pass butt joint model cali-brated to a 5-mm thick workpiece with a2-mm weld joint width (Ref. 18). Anoverview of the experiments performedcan be seen in Fig. 10. The multiple ex-periment calibration is performed in thisresearch based on four experiments:QHWL, QLWL, QHWH, and QLWH.The remaining five points are used forvalidation of the obtained prediction
Fig. 8 — The bottom surface deformation Φbottom for the back surface. Theheat source is moving from the top and down. The center of the heat sourceis located at the origin of the coordinate system.
Table 2 — Results from a Simulation and Optimization of Welding of a Rectangular Workpiece
Current I(A) 164 Avg. Weld speed v(mm/s) 5.68Voltage U(V) 20 Heat Input E(kJ/mm) 0.58ξtop (mm) 7.4 φtop (mm) 0.7
ξbottom(mm) 3.2 φbottom(mm) 1.5
Table 1 — Results from Manual Welding of a Rectangular Workpiece
Current I(A) 194 Avg. weld speedv(mm/s) 5.33Voltage U(V) 23 Heat Input E(kJ/mm) 0.84ξtop (mm) 7.1 φtop (mm) 1.1
ξbottom(mm) 3.5 φbottom(mm) 1.3
Fig. 7 — The top surface deformation Φtop for the front surface. The heatsource is moving from the top and down. The center of the heat source islocated at the origin of the coordinate system.
Jeberg 9 08layout:Layout 1 8/7/08 8:29 AM Page 223

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s224
capability.Test results from the validation of the
model calibrated to a single experimentshow a general increasing error level fromthe calibration experiment to the valida-tion experiments. The results from valida-tion of the model calibrated to multipleexperiments do not show the same overallincreasing error level. Figure 11 shows apicture of a polished cross section for val-idation point QMWL. Further elabora-tion of the calibration results can be foundin Refs. 8 and 18.
The multiple experiments calibratedmodel does also succeed in identifying theprocess boundary. The three processboundary test experiments are outside theprocess window. Simulation of these ex-periments did predict a loss of weld pool.This indicates that the prediction capabil-ity of the multiple experiments calibratedmodel can be extrapolated outside therange of the calibration experiments. Inaddition to this, the model can be used toidentify an approximate location of theprocess boundary beyond which theprocess will be invalid. This is an impor-tant property of the multiple experimentscalibrated model, and it increases the us-ability of the model for weld planning.
When performing prediction of thewelding process, the varying interpolatedparameter values are identified by using atwo-dimensional bilinear interpolationmethod, which is expected to be sufficientfor obtaining a suitable model predictioncapability. This two-dimensional bilinearinterpolation method utilizes the multipleexperiment calibration performed in thisresearch, which is based on four experi-ments. To secure linear interpolation de-spite the location of the four experimentpoints in the process window, an isopara-metric formulation of the two-dimen-sional bilinear interpolation method is in-troduced (Ref. 19), which is an essentialformulation in the finite element method.The derivation and solving procedure canbe found in Refs. 8 and 20.
In general, the gain of new knowledge,obtained from models, about the part ofthe process windows in which the modelsthemselves have been trained or cali-brated, can be questioned. This is becausethe same gain of knowledge might be re-trieved from the experiments themselveswithout use of models. Interpolatingmodel parameters is a method to improvethe gain of knowledge and thereby theusefulness of models. The reason is that
the density of necessary calibrationpoints in the process window may bemuch lower than the density of neces-sary experimental points to obtain ap-plicable process knowledge, e.g., tobuild a process database. The fewer nec-essary calibration points, the more use-ful the model is and less experimentalresource consuming.
Iterative Learning Control
Iterative learning control (ILC) is amethod for improving the transient re-sponse in an iterative process. Informa-tion about the output error ek from iter-ation k is used to update the input uk+1for the next iteration k+1. The basicprinciple can be seen in Fig. 12 whereuk(t) is the input to, and yk(t) is the out-put from, the k’th process iteration attime t. The variables yd(t) and uk+1(t) arethe desired output and input to the nextprocess iteration, respectively.
Iterative learning control needs the fol-lowing conditions to function (Ref. 22):
1) The initial conditions are identical ineach iteration.
2) The disturbance is identical in eachiteration.
3) The plant parameters are stationaryor slowly varying.
4) Each iteration has the same duration.
5) The desired output yd is identical ineach iteration.
The use of ILC in the off-line processoptimized weld planning system benefits
from the fact that the simulation can be re-peated an infinite number of times withzero disturbance, identical model parame-ters, and identical initial conditions. Nor-mally, ILC is applied to processes wherethe input is a function of time. In weldingapplications, the input as a function of po-sition along the weld joint x is of interestand therefore time t is replaced with dis-tance x — Fig. 13. Each process iterationwill have the same weld joint length andthe five conditions for ILC to function arefulfilled.
The ILC algorithm used in the weldplanning in this paper is
(8)
where uk(n), yk(n), yd(n), ek(n) are the i-di-mensional input vector, the j-dimensionaloutput, desired output and error vectors atpoint, n respectively. The (i,i) dimensionaldiagonal damping matrix ζ is used to avoidoscillations in uk. The elements in ζ are inthis paper set to the same value ζ. Γ is the
e n y n y n
u n u n E n L
k d k
k k k
( ) = ( ) − ( )
( ) = ( ) + ( )+1ζ i i iΓ
Table 3 — Results from Two Welding Experiments on Rectangular Workpieces Using Optimized Variable
Current I(A) 168 Avg. Weld speed 5.67
Voltage U(V) 20.4 Heat Input E(kj/mm) 0.60
ξtop (mm) 5.9 φtop (mm) 0.7
ξbottom(mm) 3.3 φbottom(mm) 1.1
Current I(A) 158 Avg. Weld speed 5.67
Voltage U(V) 20.2 Heat Input E(kj/mm) 0.56
ξtop (mm) 4.9 φtop (mm) 0.6
ξbottom(mm) 3.0 φbottom(mm) 0.6
Ex.
1E
x. 2
Fig. 9 — A diagram of the integration of the optimization routine and the finite element simulator.
- - - -
==
=-
Jeberg 9 08layout:Layout 1 8/7/08 8:30 AM Page 224

WELDING RESEARCH
-s225WELDING JOURNAL
(i,j) dimensional error-weight matrix.Ek(n) is the (j,m) dimensional error ma-trix, which includes the error vectors atdifferent points n used to update uk. As anexample Ek (n)=[ek(n)ek(n+1)] where m= 2. L is the m-dimensional point-weightvector, which weights the influence of theerror at different points n. n is the locationon the workpiece along the weld joint —Fig. 13.
The error e(n) is minimized with re-gard to the l2-norm
(9)
Many different configurations of the ILCalgorithm presented in Equation 8 arepossible, which can have vital influence onthe effectiveness and efficiency of the ILCmethod. Based on simulation tests, thefollowing basic settings have been chosen(Ref. 23):
and a 4-mm spacing between the pointsalong the workpiece.
Simulation with VaryingWorkpiece Geometry
Simulation based on the heat conduc-tion model is performed to illustrate thecapability of process optimized weld plan-ning with dynamic welding control vari-ables. A sketch of the workpiece can beseen in Fig. 14.
The input is welding speed v and powerinput Q. The output is the widths of the fu-sion zone at the top ξtop and the bottomξbottom of the workpiece and hence i = j =2. This gives the following input and errorvector:
(10)
The Γ can be seen in Equation 11. Its val-ues are based on information obtainedduring calibration of the model (Ref. 8).These settings entail that a too small ξtopdecreases v, and a too small ξbottomincreases Q.
(11)
In Fig. 15 a comparison of the process op-timized planned trajectory of the weldingcontrol variables with the initial constant-valued guess can be seen. The resultingwidth of the fusion zone of the initial guessand of the process optimized planned tra-jectory can be seen in Fig. 16.
The fusion zone width has primarilybeen optimized with regard to the bottomfusion zone width, which initially was toosmall compared to the desired reference.The process optimized trajectories of thecontrol variables show as expected a signif-icant variation in the welding speed v in thearea where the workpiece width is small.The variation in power input Q in the area
of the small workpiece width is not that sig-nificant, but it does show an increase.
The identified trajectories of the processcontrol variables seen in Fig. 15 show set-tings, which are known to be outside theprocess window and will result in loss of theweld pool. In the ILC-based process opti-mization, only process progress informa-tion about the width of the fusion zone isused to update the input. As long as theerror is not zero, the ILC method will con-tinue to search along the direction given byΓ although it crosses the process boundaryand the weld pool is lost. Therefore, processprogress information about the weld pooldeformation will be included in weld plan-ning for physical execution to identify whenthe process boundary is being crossed andthe weld pool is lost.
Experiment with RectangularWorkpiece
To evaluate the benefit of the systemfor process optimized off-line weld plan-ning at its present development status, twoopen loop execution experiments ofplanned optimized welding tasks wereperformed. The goal of the process opti-mized weld planning was to minimize theheat input while securing a minimum fu-sion zone width ξmin, and a maximumcrown height Φmax. Φmax was set in accor-dance with the welding standard used atOdense Steel Shipyard, which is 1.0 mm +0.2·ξ. It is based on the standardDS/EN25817. However, the constraint onΦmax, bottom was tightened by 0.5 mm in theoptimization due to a model weakness.
min, ,
e n e nk
n
N
k j12
1
2( ) + + ( )=∑ …
L E n e n e nT
k k k= ⎡⎣
⎤⎦ = ( ) = ( ) +( )⎡0 6 25 1. , %,0.4 ζ ⎣⎣⎢
⎤⎦⎥
Γ = −⎡
⎣⎢⎢
⎤
⎦⎥⎥
1 1. 00 4.5e5
u n n n e n
e n
k k
T
k
ktop
( ) = ( ) ( )⎡⎣⎢
⎤⎦⎥ ( )
= (ν
ξ
Qk
, )) ( )⎡
⎣⎢⎢
⎤
⎦⎥⎥
e nk
T
bottom,ξ
Fig. 10 — Diagram of the identified process window. The diamond and triangleshow the experiment points in the first series of initial experiments. The triangleswith a circle around are used to validate the capability of identifying the processboundaries. The round dots show the experiment points in the second series of ex-periments used for calibration and validation. The points are marked as Q andW for power and welding speed and L, M, and H for low, middle, and high level,respectively. The thick black curve shows the contour of the approximate processwindow.
Fig. 11 — Picture of polished cross section for the validation pointQMWL. The thin line marks the weld pool boundary, while the thickline marks the simulated weld pool boundary.
=
=
=
-–
--
=
Jeberg 9 08layout:Layout 1 8/7/08 8:31 AM Page 225

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s226
This weakness is caused by the finite ele-ment model’s lack of capability to fullysimulate the outward opening of the weldpool at the bottom of the workpiece. Thiscauses the model to predict a too smallweld pool width at the bottom and hencea too small bottom crown height (Ref. 18).The constraint settings were
ξmin,top = 4.0 mmΦmax, top = 1.0 mm + 0.2·ξtopξmin,bottom = 3.0 mmΦmax, bottom= 0.5 mm + 0.2·ξbottom
If the constraints are passed, the error willbe different from zero and is included inthe updating algorithm of uk+1. In processoptimized weld planning with regard tominimum heat input, the ek(n) and Γ usedcan be seen in Equation 12A, which againis obtained from Ref. 8.
(12A)Γ = −1 1. 0 0 0.58 -–le-9
0 4.5e5 0 5e5 1.5e–4
⎡
⎣⎢⎢
⎤
⎦⎥⎥
Fig. 12 — Diagram of the basic principle of ILC (Ref. 21). Fig. 13 — Sketch of the workpiece along the weld joint where the points1..n..N are marked.
Fig. 14 — Picture of the nonuniform workpiece used for simulation. Fig. 15 — Graph of the process optimized planned trajectory of the weldingcontrol variables and the initial constant-valued guess.
Table 5 — Results from Welding a Nonuniform Workpiece with Optimized Process Variables
Process I(A) U(V) v(mm/s) E(kJ/mm)Settings 177 20.9 5.50 0.67
Pos. ξtop ξbottom φtop φbottom
40 mm 6.6 mm 3.0 mm 1.3 mm 0.8 mm
100 mm 8.0 mm 3.7 mm 0.8 mm 0.9 mm
160 mm 6.9 mm 3.2 mm 0.9 mm 1.2 mm
Table 4 — Results from Manual Welding of a Nonuniform Workpiece
Process I(A) U(V) v(mm/s) E(kJ/mm)Settings 189 22.9 5.33 0.81
Pos. ξtop ξbottom φtop φbottom40 mm 8.2 mm 3.4 mm 1.2 mm 1.5 mm100 mm 12 mm 5.2 mm 1.9 mm 1.0 mm160 mm 8.6 mm 3.7 mm 1.3 mm 1.1 mm
-
- =
Jeberg 9 08layout:Layout 1 8/7/08 8:35 AM Page 226

(12B)The first experiment was welding of a rec-tangular workpiece (Fig. 17), where theopen-loop execution of a process opti-mized planned trajectory is comparedwith a manually executed weld.
The average settings of the processvariable obtained during manual weldingand the average resulting process outputare shown in Table 1.
The result of the manual welding doesin general fulfill the constraints exceptfor Φbottom. However, Φbottom does notpass the welding standard used at OdenseSteel Shipyard, except occasionally dueto a variation caused by manual execu-tion of the weld.
The manually obtained setting of theprocess variables was used as an initialguess for the process optimized weld plan-ning. The planned process optimized tra-jectories of the process control variablesreduced the relative error to 67%. Theheat input E was reduced to 69% of thatmanually obtained. The planned processoptimized trajectories showed minor fluc-tuations around an average value. The av-erage values of the process control vari-ables and the resulting simulated processoutput are shown in Table 2.
Again, the process output fulfilled theconstraints except for Φbottom, whichpassed the constraint used during opti-mization by 0.4 mm, but the welding stan-dard used at Odense Steel Shipyard wasnot passed.
Based on the heat input minimizedweld planning, two open-loop executions(Ex. 1 and Ex. 2) were performed. The av-erage values of the realized process con-trol variables and the resulting process
output are shown inTable 3.
The resultingprocess output of Ex.1 was in most agree-ment with theplanned weld. How-ever, of major inter-est was the reductionin heat input to 71%and 67% for Ex. 1and Ex. 2, respec-tively, compared tomanual welding. Thegoal of the processoptimized weld plan-ning was to reduceheat input while thequality constraintswere fulfilled. Thereduction in heatinput entailed a re-duction in the defor-mation. The maxi-mum deformation ofthe workpiece platefrom its initial position wasManual ≈ 9 mm,Ex. 1 ≈ 4 mm, Ex. 2 ≈ 0 mm.
The deformation of Ex. 1 was reducedto 44% of the deformation obtained withmanual welding, and the deformation ofEx. 2 was practically zero. This showedone of the benefits of using process opti-mized planned trajectories of the weldprocess control variables as mentioned inthe introduction.
Experiment with VaryingWorkpiece Geometry
To investigate the effect of the processoptimization with regard to minimizingheat input on a workpiece where the geom-etry changes influence on the thermal
process conditions, a second experimentwas performed. The workpiece, for whichthe trajectories of the optimal process con-trol variables were planned, can be seen inFig. 18.
For comparison, the weld was executedusing a robot and the manual settings ofthe process variables found in the experi-ment with the rectangular workpiece(Table 4). This gave results measuredalong the weld joint. The data fulfilled thedemands from the welding standard:
In the narrow part of the workpiece,the weld pool was as wide as the work-piece, and examination of the workpieceshowed that the edges were melted andthe shape was altered.
The planned process optimized trajec-tories of the process control variables weld
e ne n e n e n
ekk top k bottom k top
k
( ) = ( ) ( ) ( ), , ,
,
ξ ξ Φ
ΦΦbottom k heat input
T
n e n( ) ( )⎡
⎣
⎢⎢⎢
⎤
⎦
⎥⎥⎥,
WELDING RESEARCH
-s227WELDING JOURNAL
Fig. 16 — Graph of the resulting width of the fusion zone of the initial guessand of the process optimized planned trajectory. The desired reference is alsoshown.
Fig. 17 — Picture of the rectangular workpiece used in the first open-loop experiment.
Fig. 18 — Picture of the nonuniform workpiece used in the experiment with avarying thermal region.
Jeberg 9 08layout:Layout 1 8/7/08 8:36 AM Page 227

WELDING RESEARCH
-s228
speed v and power input Q were almostconstant along the weld joint. This is be-cause the quality constraints on the mini-mum fusion zone width ξmin and the max-imum crown height Φmax were in generalnot violated during the optimization. Whenquality constraints on the minimum fusionzone width ξmin and the maximum crownheight Φmax are not violated, the errorek,ξtop(n)ek,ξbottom(n)ek,Φtop(n) ek,Φbottom(n)in Equation 12B is zero. This means thatthe result from the weld pool surfaceshape model is not included in calculatingthe error e(n), which is minimized duringthe optimization. Instead the minimiza-tion of the error, and hence the update ofthe welding control variable, was predom-inated by the wish to minimize the heatinput, which means that the optimizationwas based on results from the heat con-duction model. This will cause a uniformupdate of the welding control variableswhen the initial guess is uniform. A morefine-tuned ILC based process optimizedweld planning, which drives the processmore to the edge of the process window, isexpected to result in nonconstant processcontrol variables as seen in Fig. 15, be-cause the quality constraints are then ex-pected to be activated. The improvementof the routine for ILC based process opti-mized weld planning is part of furtherwork needed.
The planned weld was executed in anopen loop and the obtained average valuesof the process control variables and the re-sulting process output are shown in Table 5.
The resulting process did also complywith the welding standard, and the heatinput was minimized to 81% by using theprocess optimized settings. This reductionavoided melting of the workpiece edges,and it indicates how the weld planning sys-tem is able to handle changes in theprocess conditions.
Conclusion
A system for process optimized weldplanning based on numerical simulation ofthe weld process by finite element, and iter-ative learning is presented. The system’spresent capability to perform weld planningthat minimizes the heat input and henceworkpiece distortion was tested. The resultsof welding width optimized welding controlvariables are promising.
The calibration of the GMA model tomultiple points has shown a promising ca-pability to predict the weld pool and sur-face shape within the process window.Going beyond the part of the process win-dow in which the model is calibrated, themodel has proven capable of identifyingthe process boundary between lost and notlost weld pool. This increases the model’susability in industrial applications when
there is a search for optimal process set-tings, because optimal process settings canbe rather robust and easy be located nearthe process boundary.
The capability of the weld planning sys-tem to obtain dynamic trajectories of theprocess control variables was shown in sim-ulations of the welding of a workpiece withvarying geometry. Especially, the weldingspeed showed clear variations. This is im-portant in the planning of welds with vary-ing material distribution around the weldjoint, such as with pipe connections. Thesimulations also showed that not only in-formation about the fusion zone width, butalso information about the crown heightare essential to reliable weld planning.
Acknowledgments
Odense Steel Shipyard Ltd. and theDanish Academy of Technical Science areacknowledged for the financial support,which made this research project possible.
References
1. Mackerle, J. 2002. Finite element analy-sis and simulation of welding — an addendum:a biography (1996 –2001).
2. Doumanidis, C. C. 1995. Thermally opti-mal design by simulation of scanned materialsprocessing methods. Proceedings of the IASTEDInternational Conference on Applied Modelling,Simulation and Optimization, pp. 145–148.
3. Doumanidis, C. C. 1998. Thermal model-ling and adaptive control of scan welding. Weld-ing Journal 77(11): 465–475.
4. Ericsson, M. 2006. Simulation of robotpaths and heat effects in welding. PhD thesis,Lund University and University West, Sweden,ISBN: 91-628-6869-1.
5. Holm, H., Kjeldsen, H. C. E., and Kris-tensen, J. K. 2003. A reference architecture fordesign of an industrial temperature feedbackwelding control system. Journal of MaterialsProcessing Technology Vol. 139(1–3): 499–504.
6. Holm, H., Jeberg, P. V., and Bro, C. 2002.Application of numerical model for off-lineprogramming of posture robot welding. Pro-ceedings of 12th International TWI ComputerTechnology in Welding and Manufacturing Con-ference. Paper No. 81.
7. Terp, C. B., Holm, H., Høyer, J. H., andNielsen, H. H. 1999. Welding process controlbased on a numerical model and state-spacetechniques. Proceedings of the 18th IASTED In-ternational Conference Modelling, Identificationand Control, pp. 265–268.
8. Jeberg, P. V. 2005. Automatic process op-timized weld planning of full penetration I-jointGMA welding. PhD thesis, Department of Pro-duction, Aalborg University, Denmark. ISBN:87-91200-49-0.
9. Kjeldsen, H. C. 2006. Sensor based weld-ing automation modelling system. PhD thesis,Department of Production, Aalborg Univer-sity, Denmark.
10. Jeberg, P. V., Cai, X., Holm, H., andLangtangen, H. P. 2003. A flexible architecturefor welding simulators used in weld planning.Proceedings of International Conference on Pro-
ductive Welding in Industrial Applications, Lap-penranta, Finland.
11. Mills, A. F. 1995. Heat and Mass Trans-fer. Irwin, 1st edition.
12. Goldak, J., Chakravarti, A., and Bibby,M. 1984. A new finite element model for weld-ing heat source. Metallurgical Transactions BVol. 15B(2): 299–305.
13. Jeberg, P. V., and Holm, H. 2003. 2Dweld pool surface model in 3D space with onedegree of freedom and its theoretical limita-tions for weld planning. Proceedings of Interna-tional Conference on Productive Welding in In-dustrial Applications, Lappenranta, Finland.
14. Cao, Z. N., and Dong, P. 1998. Model-ling of GMA weld pools with consideration ofdroplet impact. Journal of Engineering Materialsand Technology, Transactions of the ASME,Vol. 120(4): 313–320.
15. Cai, X., Jeberg, P. V., and Langtangen,H. P. 2005. A numerical method for computingthe profile of weld pool surfaces. InternationalJournal for Computational Methods in Engineer-ing Science and Mechanics 6(2): 115–125.
16. Lawrence, C. T., Zhou, J. L., and Tits, A.L. 1997. User’s Guide for CFSQP Version 2.5: AC Code for Solving (Large Scale) ConstrainedNonlinear (Minimax) Optimization Problems,Generating Iterates, TR-94-16r1, Institute forSystems Research, University of Maryland,College Park, Md.
17. Langtangen, H. P. 2003. ComputationalPartial Differential Equations — NumericalMethods and Diffpack Programming, 2nd edi-tion, Springer Verlag.
18. Jeberg, P. V., and Holm, H. 2004. Simu-lation of full penetration GMA I-joint weldingand identification of area of acceptable modelperformance. Proceedings of 14th TWI Interna-tional Conference on Computer Technology inWelding and Manufacturing.
19. Cook, R. D., Malkus, D. S., and Plesha,M. E. 1989. Concepts and Applications of FiniteElement Analysis, 3rd edition, John Wiley andSons.
20. Jeberg, P. V., Holm, H., and Terp, C. B.2004. Method for calibration of full penetrationGMA I-joint welding model to single and mul-tiple experiments. Proceedings of 14th TWI In-ternational Conference on Computer Technologyin Welding and Manufacturing.
21. Moore, K. L. 1998. Iterative learningcontrol — an expository overview. Applied andComputation Controls, Signal Processing andCircuits.
22. Pandit, M., and Baque, S. 1997. Learn-ing control of cyclic production processes. Pro-ceedings of IEEE 6th International Conferenceon Emerging Technologies and Factory Automa-tion. pp. 64–70.
23. Jeberg, P. V., Holm, H., and Lambæk, S.2005. Planning of dynamic trajectories for weldcontrol variables by finite element simulationand iterative learning. Proceeding of 7th Inter-national Conference on Trends in Welding Re-search, Pine Mountain, Ga., ASM Interna-tional, pp. 641–646.
SEPTEMBER 2008, VOL. 87
Jeberg 9 08layout:Layout 1 8/7/08 8:37 AM Page 228

WELDING RESEARCH
-s229WELDING JOURNAL
ABSTRACT. Dual-bypass gas metal arcwelding (DB-GMAW) is a modifiedGMAW process. In this novel process, thebase metal current is decreased from themelting current by adding two tungstenelectrodes to a conventional GMAW sys-tem. The resultant bypass arcs change theforces affecting on the droplet, and the re-sultant metal transfer becomes more de-sirable. To understand the desirablechanges in the metal transfer, this paperapplies established theories to analyze thechanges in the forces acting on the dropletand the effects of these changes on themetal transfer behaviors. Analysis showsthat the bypass arcs and currents lower thecritical current needed to achieve the de-sired spray transfer. Experimental resultsobtained by a high-speed camera show thatthe analysis agrees with experimental data.
Introduction
Gas metal arc welding (GMAW) is anarc welding process that establishes an arcbetween a continuously fed consumablemetal electrode and the workpiece. Dueto its high productivity, it has become oneof the predominant methods to join met-als. In recent years, more and more alu-minum alloy welded structures have beenwidely applied. The use of aluminum as analternative material in more applicationshas brought a higher requirement andchallenge to aluminum welding (Ref. 1).As one of the widely used aluminum weld-ing methods, the GMAW process needsimprovements in order to achieve higher
weld quality and higher productivity.Since the characteristic of metal transferin GMAW significantly affects the weldquality especially with respect to its mi-crostructure, porosity formation, strength,and fatigue properties, etc., researchershave made great efforts to study the metaltransfer in GMAW (Refs. 2–7). This paperstudies the metal transfer in welding alu-minum using a novel process that can re-duce the heat input.
Low base metal heat input and arcpressure are often critical in meeting spec-ified requirements in aluminum welding(Ref. 8). In a traditional GMAW process,it operates in the globular metal transfermode at relatively low continuous wave-form currents. However, this transfermode is characterized by periodic forma-tion of large droplets that detach from theelectrode primarily by the gravitationalforce and are typically associated with arcinstability (Ref. 9). At higher currents, thetransfer mode changes to the desirablespray mode that offers high depositionrate and desirable arc stability, but at theexpense of high heat inputs that may betoo much for many aluminum welding ap-plications. Moreover, solidification or hotcracking due to the overheating of basemetal is also a critical weld quality con-cern. In order to solve this problem,pulsed gas metal arc welding (GMAW-P)has been developed. In GMAW-P, thepulse parameters can be adjusted to con-
trol the droplet transfer mode, heat input,droplet size, or droplet velocities for dif-ferent applications. However, to achievethe spray transfer, the peak current has tobe greater than the transition current,which is relatively high. This relativelyhigh peak current produces a large arcpressure that can easily generate meltthrough in complete-joint-penetration ap-plications especially during aluminumwelding. Further, the parameters for thepulse waveform need to be determined ac-cording to material, shield gas, and wirediameter.
Recently, a modified GMAW processhas been developed at the University ofKentucky (Ref. 10) to decouple the melt-ing current (which melts the wire and de-termines the deposition rate) into the basemetal current (which determines basemetal heat input and arc pressure) and abypass current. This process is formed byadding a bypass tungsten electrode to by-pass part of the melting current that wouldotherwise, in conventional GMAW, alsoflow into the base metal. This modifiedprocess is referred to as double-electrodeGMAW or DE-GMAW. It can achieve thedesirable spray transfer at a wide range oflow base metal (continuous-waveform)currents. To further reduce the currentneeded for the desirable spray transfer toaddress the need of aluminum welding forlow heat input and low arc pressure, theauthors have further modified the processto result in dual-bypass GMAW (DB-GMAW) in which two bypass tungstenelectrodes are used. Experimental resultshave indicated that the bypass arcs in DB-GMAW do affect the arc forces and theirdistribution and consequently affect themetal transfer process. This paper is thusdevoted to the analysis of the influences ofbypass arcs on the forces acting on thedroplet and their influences on metaltransfer during DB-GMAW of aluminum.
KEYWORDS
Dual-Bypass Gas Metal ArcWelding (DB-GMAW)CurrentBypass ArcsDropletBase Metal Heat InputSpray Transfer
Analysis of Metal Transfer and Correlated Influences in Dual-Bypass
GMAW of AluminumVarious factors, including the welding gun setting, joint penetration,
and base metal heat input during this process were examined
BY Y. SHI, X. LIU, Y. ZHANG, AND M. JOHNSON
Y. SHI is with the State Key Laboratory of GansuAdvanced Nonferrous Metal Materials, LanzhouUniversity of Technology, Lanzhou, China. Along with X. LIU and Y. ZHANG([email protected]), SHI is also with theCenter for Manufacturing, University of Kentucky,Lexington, Ky. M. JOHNSON is with Los AlamosNational Lab, Los Alamos, N.Mex.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:42 AM Page 229

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s230
Principles of DB-GMAW
A dual-bypass GMAW process shownin Fig. 1 was at the University of Kentucky.As illustrated, the system includes a con-stant voltage (CV) power supply to pro-vide the base metal current Icv, and twoconstant current (CC) power supplies toprovide the left and right bypass currents:Ileft and Iright. The positive terminals of allthree power supplies are connected to-gether to the GMAW gun (which providethe bypass tungsten electrodes), respec-tively. In this way, the total melting currentthat melts the wire is the sum of currents,i.e., I = Ibasemetal + Ileft + Iright. Thus, thebase metal current that controls the basemetal heat input and arc pressure imposedon the base metal can be much less thanthe total melting current. It has been ver-ified by experiments that the total meltingcurrent is determined by the preset wirefeed speed (WFS) and the welding voltage
for the CV powersupply. Hence, thebase metal currentcan be decreasedby increasing thebypass currents be-cause their sum is aconstant. Becausethe bypass currentsare provided bytwo CC power sup-plies and can be ad-justed freely, theDB-GMAW canprovide a largerange of base metalcurrents for eachset of wire feedspeeds and weldingvoltages to meet
the needs from different applications fordifferent heat inputs and arc pressures.While the effects of DB-GMAW on thebase metal heat inputs and arc pressuresare straightforward, an analysis is neededin order to understand its effects on themetal transfer process.
Force Analysis
Conventional GMAW
Previous research indicates that thetype of transfer obtained is determined bythe welding current magnitude and polar-ity, the wire composition, and activation.It also is affected by the wire diameter andwire extension (Ref. 11). The reason thatthese factors have an impact on metaltransfer is because all these parameterscan change how the forces act on thedroplet.
In conventional GMAW, the major
forces acting on the droplet include thegravity, electromagnetic force (Lorentzforce), aerodynamic drag force, surfacetension, and vapor jet force (Ref. 12). Ac-cording to the static-force balance theory(SFBT) (Ref. 3), the balance of theseforces determines the metal transferprocess, i.e., droplet formation, size, andfrequency. These forces are shown in Fig.2.
The force due to gravity can be ex-pressed as
where rd is the droplet radius, ρ is thedroplet density, and g is the acceleration ofthe gravity.
The surface tension is given as (Ref.12)
where R is the electrode radius, while σ isthe surface tension coefficient.
The aerodynamic drag force can be ex-pressed as (Ref. 12)
where Cd is the aerodynamic drag coeffi-cient, ρf and vf are the density and fluid ve-locity of the plasma. This force is higherwith higher droplet radius and plasma velocity.
The vapor jet force is given by (Ref. 12)
F md IJvf
= 0 4( )
F v r Ca f f d d= 0 5 32 2. ( )π ρ
F Rσ π σ= 2 2( )
F mg r gg d= = 43 13π ρ ( )
Fig. 1 — Illustration of DB-GMAW. Fig. 2 — Major forces acting on the droplet in GMAW.
Fig. 3 — Schematic of forces affecting droplet in DB-GMAW.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:43 AM Page 230
creo

WELDING RESEARCH
-s231WELDING JOURNAL
where m0 is the total mass vaporized persecond per ampere, I is the welding cur-rent, and J is the vapor density.
The electromagnetic force, Fem, isgiven by (Ref. 13)
where μ0 is the magnetic permittivity, I isthe welding current, ri is the exit radius ofthe current path, and ru is the entry radiusof the current path. At the time thedroplet is initially formed, the radius ofthe droplet is smaller than the arc radius.At this particular time, ri= rw (rw is the ra-dius of the welding wire), ru= ra (ra is theradius of anode area). After the appear-ance of droplet neck, ri = rn (rn is thedroplet neck radius) and ru= ra.
The balance of the forces on a dropletis given by
For spray transfer, Ref. 13 calculated Fg,Fem, Fσ, and Fa when the welding currentis 300 A and the droplet mass is 30 mg.Calculation indicated that the influencefrom Fg and Fa to droplet is relativelysmaller; Fv obviously influences thedroplet only under large welding currents(Ref. 12). Therefore, the electromagneticforce is the dominant force facilitating thedroplet transfer, and the surface tension isthe dominant force retaining the dropletfrom being transferred. The value of elec-tromagnetic force is exceptionally sensi-tive to the variation in ra (Ref. 13). Theelectromagnetic force only facilitates thespray when ra is larger than rw.
DB-GMAW
The forces in DB-GMAW change sig-nificantly from conventional GMAW dueto the existence of bypass arcs/currentsand the resultant changes in the electro-magnetic forces. The two bypass currentsthat generate Feml and Femr are also gov-erned by Equation 5. Assume the bypasscurrents/arcs are symmetrical and the twobypass currents are equal, then
where Iby is the amperage of the left andright bypass current, ri= rbyl (rbyl is the by-pass arc root radius), ru= rby2 (rby2 is thebypass arc tip radius). However, due to thechange in the direction of the current flow,the direction of the electromagnetic forcesgenerated by the bypass currents changes
from that of the electromagnetic force inconventional GMAW as shown in Fig. 3.
Due to the direction change, the bypasscurrents generated electromagneticforces that can be projected into two di-rections: along the axis of the electrodeand perpendicular to the axis. The com-ponents along the electrode axis balanceout part of the surface tension. In addi-tion, the perpendicular components ofFeml and Femr will try to shrink the neck ofthe droplet so that ru should be reduced.As a result, both Feml and Femr would tendto increase to accelerate the separation ofdroplet from the wire.
In addition, bypass arcs would increasethe anode area so that the arc root nowcovers the majority or entire droplet sur-face — see the differences between Figs. 6,14. Hence, DB-GMAW increases ra, Femr,and Feml. As a result, the droplet is easierto transfer than in conventional GMAW.
The bypass arc will facilitate the air
flowing from the upper portion of thedroplet to the lower so that the plasmafluid velocity Vf is increased. According toEquation 3, an increase in Vf will cause anincrease in the aerodynamic drag force Fa.Although not as dominant as electromag-netic forces, Fa enhances the detachmentof the droplet as well.
The distribution of the forces acting onthe droplet in DB-GMAW is shown in Fig.3. As a result, the introduction of the by-pass arcs facilitate the upper part of thedroplet in various ways leading to the con-sequence that the critical current for thespray transfer be decreased from that inconventional GMAW.
Experimental Procedure
Experimental System
Figure 4 demonstrates the experimen-tal system that includes a welding system,
F F u I rreml emr
by iu
= = +⎛⎝⎜
⎞⎠⎟
02
412 7
πln ( )
F F F F Fg a em v+ + = +σ ( )6
F I rremiu
= +⎛⎝⎜
⎞⎠⎟
μπ02
4 2 51 ln ( )
Fig. 4 — Schematic of experimental system.
Fig. 5 — Torch installation parameters.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:43 AM Page 231

control system, and sensing system. Thewelding system is formed by two GTAWtorches and one GMAW gun connected totheir own power sources, which are twoGTAW power supplies and one GMAWpower supply. Also, it has a rotation deviceto rotate the pipe fixed on it. The current(both bypass and base metal) data beingmonitored by the CLN 500 current sensorsis sent to A/D channels of a data acquisi-tion board (PCI-1602). The main arc volt-age is also monitored. A high-speed cam-era is placed horizontally aiming at theGMAW gun to record the metal transferprocess. As the major element in the con-trol system, the computer outputs controlsignals to adjust the bypass currentsthrough the D/A channel during this experiment.
Noise is filtered by a specially designedsignal isolation board in order to avoid in-accuracy. LabView 8.2 is adopted in a Win-dows XP system as the software platform.
Due to the constraint of total currentvalue, the sum of the bypass could notoverstep 140 A to ensure the minimumbase metal current for the cathode pulver-ization effect that is the key factor to main-tain aluminum GMAW stability.
DB-GMAW Gun Installation
In the dual-bypass GMAW process,there are three welding arcs: the main arcbetween the welding wire and the work-piece, the left bypass arc between thewelding wire and the left bypass electrode,and the right bypass arc between the weld-ing wire and the right bypass electrode.Here, the welding wire serves as the com-mon anode, and there are three cathodes:the workpiece and the two tungsten elec-
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s232
Table 1 — Experimental Parameters
Bypass Current (left and right)
0 A Experiment 130 A Experiment 240 A Experiment 350 A Experiment 460 A Experiment 5
Constant Parameters
Wire 0.8 mm (0.03 in.)ER 4047
Base metal Al6061 T6thickness: 3.2 mm(0.125 in.)
Shielding gas Pure argonGas flow 12 L/min (25.42 ft3/h)Welding speed 240 cm/min
(94.5 in./min)Wire feeding speed 18.6 m/min
(733 in./min)Preset welding voltage 21.5 VTotal welding current 160 A
Fig. 7 — Current and voltage in Experiment 1. Bypass currents equal to zero.
Fig. 9 — Currents and voltages in Experiment 2. Bypass currents equal to 30 A for each.
Fig. 8 — Metal transfer with dual 30-A bypass current in experiment 2. The interval between each frameis 2.5 ms.
Fig. 6 — Metal transfer without bypass current in Experiment 1. The interval between each frame is 1 ms.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:44 AM Page 232

WELDING RESEARCH
-s233WELDING JOURNAL
trodes. While the main arc is ensured bythe continuous wire feeding, the bypassarcs are ensured by an appropriate settingof the bypass guns.
In order to obtain stable bypass arcsand process, the gun setting must be ableto ignite and maintain the bypass arcs eas-ily. To this end, a dual-bypass GMAW gunsetting illustrated in Fig. 5 has been devel-oped. It can be seen that it has two GTAWtorches symmetrically mounted to theGMAW gun, which is perpendicular to thesurface of the workpiece. The two GTAWtorches act as the bypass electrodes to passthe bypass currents. All three torches arein the same plane perpendicular to thewelding direction.
The tungsten in the bypass GTAWtorch can easily emit electrons to ensurethe ignition of the bypass arc because of itslow electron work function (eV). At thesame time, the bypass tungsten electrodesmust be close enough to the wire to estab-lish the bypass arcs after the main arc is ig-nited. To that end, the following geomet-rical parameters illustrated in Fig. 5 mustbe set appropriately:d1 — Distance from the tip of the left by-pass electrode to the wire.d2 — Distance from the tip of the right by-pass electrode to the wire.d3 — Vertical distance from the axis of theGMAW contact tube to the tips of the by-pass electrodes.d4 — Vertical distance from the tips of thebypass electrodes to the workpiece.θ1, θ2 — Angle between left or right bypasstorch and GMAW gun, usually 60–70 deg,and θ1 always equals to θ2.
Among these parameters, d1, d2, θ1,and θ2 should be preset, while d3 and d4will be determined by wire feed speed,welding voltage, and electrode extensionin welding process. In this experiment, thed1 and d2, θ1 and θ2 were set to 2 mm and60 deg, respectively. Before every experi-ment, the wire extension is set as the samelength as d3.
Experimental Procedure and Results
Different experiments have been per-formed using the DB-GMAW processunder the parameters shown in Table 1.
Figures 6 and 7 demonstrate thedroplet transfer process captured by thehigh-speed camera and the welding cur-rent waveform for Experiment 1 wherethe bypass current is 0. (The process isthus conventional GMAW.) In this case, ascan be seen from Fig. 6, the metal transferis obviously of short circuit transfer. Thedroplet grows during the process andtransfers itself from the wire tip into theweld pool when it touches the weld poolsurface. Spatter is observed.
In Experiment 2, the bypass current in-
creased from 0 to 30 A and the process istruly DB-GMAW. Figures 8 and 9 are thedroplet transfer images and welding cur-rent waveform, respectively. In this case,the arc length increased but the transfer isstill short circuit although the bypass cur-rent increased. As can be seen in the im-ages, the droplet keeps increasing before itis transferred into the weld pool; however,it is difficult for the cathode spot to climbfrom the bottom of the droplet to the wiretip because of the puniness of the bypassarc. In this case, cathode spot force andFemr would become a resistance that blocks
the droplet from transferring. As long asthe droplet keeps growing, the transfersometimes becomes repelled transfer be-cause of the existence of such resistance.The whole process lacks stability and canlead to undesirable bead shapes.
Figure 10 is the droplet transfer imagesin Experiment 3 where the bypass currentis 40 A. Figure 11 shows the current andvoltage waveforms. Observation showsthat the droplet size under this parameteris smaller although the droplet transfer isstill in a short circuit. In this case, short cir-cuit duration in each period has become
Fig. 10 — Metal transfer with dual 40-A bypass current in Experiment 3. The interval between each frameis 1 ms.
Fig. 11 — Currents and voltage in Experiment 3. Bypass currents equal to 40 A for each.
Fig. 12 — Metal transfer with dual 50-A bypass current in Experiment 4. The interval between each frameis 1.5 ms.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:45 AM Page 233

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s234
much shorter. This suggests that the metaltransfer under this set of parameters is acombination of free transfer and short cir-cuit transfer. Such behavior is very similarto the meso-spray transfer obtained in thealuminum GMAW process. When per-forming as a combination of free transferand short circuit transfer, the droplet neckpinching and transfer would be accom-plished within a very short time beginningwith the moment that the droplet touchesthe weld pool surface. The process is morestable and leads to better weld beads.
Figure 12 is the droplet transfer imagescaptured when the bypass current is 50 A(Experiment 4). Figure 13 shows the cur-rent and voltage waveforms. After the by-pass current reached 50 A, the droplettransfer becomes globular free transferwith a very stable process and well-shapedweld beads produced. The arc could climbitself from the bottom of the droplet to theupper during the droplet growing. Thismakes the droplet transfer resistanceforces decrease rapidly. The transfer fre-quency becomes 150~250 drops/s undersuch set of parameters. Hence, 50 A of by-pass current can be considered as a “criti-
cal” current for the transfer changes fromshort circuiting to a free transfer in alu-minum DB-GMAW when the total cur-rent is approximately 160 A.
In Experiment 5, the bypass is furtherincreased to 60 A. The transfer becomes astable spray transfer as shown in Fig. 14.The current and voltage waveforms in thiscase are shown in Fig. 15. Observationconfirmed that the whole process ofdroplet growing, neck shrinking, anddroplet detaching from the wire tip is quitestable. The frequency of transfer is ap-proximately 400~600 drops/s with uni-form droplet size and desirable weld beadsproduced with no spatters.
All experimental results thus havedemonstrated that the droplet transfermode varies with the parameters. This iscaused by the changed forces acting on thedroplet, and the change in the bypass cur-rent under the same total current is re-sponsible for the force changes. Such re-sults agree with the theoretical analysis inthe force analysis section.
Please keep in mind that the purpose ofall current and voltage waveforms shownin Figs. 7, 9, 11, 13, and 15 is to briefly
demonstrate the experimental process ofExperiments 1–5. Since all these experi-ments are very stable and parameter fixedduring welding, the metal transfer picturecaptured by a high-speed camera can rep-resent the whole process. It will be difficultcorrelating the droplet detachment withvoltage signal in these figures due to thesignificant difference of sample rate.
Influences of DB-GMAW MetalTransfer in Base Metal Heat Input
The metal transfer characteristics ofDB-GMAW will certainly bring influ-ences in many aspects such as weldingbead profile and base metal heat input.
Influences on Penetration
The DB-GMAW process has the abil-ity to reduce the arc force acted on thewelding pool, which means DB-GMAWcan reduce penetration under the sametotal welding current. The arc force actingon the welding pool can be estimated byEquation 8:
rtop and rbottom are radii of the top arc rootand bottom arc root, which usually staysteady as long as the process is stable.Since the arc force acting on the weldingpool is extraordinary sensitive to basemetal current, we can predict that the arcforce will significantly decrease in the DB-GMAW process, which would lead to asmaller penetration. Figure 16 demon-strates an experimental verification of the-oretical analysis.
Influences on Base Metal Heat Input
The DB-GMAW process could also re-duce base metal heat input because of itsability to minimize base metal current. Inconventional GMAW, radiation from thearc plasma and the weld has only a negli-gible effect upon the electrode meltingrate. Anode, cathode, electrical resis-tance, and radiation heating have beenconsidered as the sources of heat that con-ceivably could control the melting rates ofwelding electrodes (Ref. 14). Anode andcathode heating is directly related to weld-ing current. In DB-GMAW, the contribu-tion of base metal current to the basemetal heat input is much smaller than thetraditional GMAW process. Thermocou-ples are used to monitor the base metalheat input during experiments, and thethermal data have provided us significantevidence that DB-GMAW contributedless base metal heat input. The thermo-couples are placed on the inner surface of
F I rrarcbottomtop
=⎛
⎝⎜
⎞
⎠⎟
μπ02
4 8log ( )
Fig. 14 — Metal transfer with dual 60-A bypass current in Experiment 5. The interval between each frameis 0.5 ms.
Fig. 13 — Currents and voltage in Experiment 4. Bypass currents equal to 50 A for each.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:45 AM Page 234

WELDING RESEARCH
-s235WELDING JOURNAL
the workpiece that rotates together withbase metal. The thermocouple will goright through the arc column, and the tem-perature waveform can be recorded by it.Figure 17 indicates the highest tempera-ture waveform from four differentprocesses: two single GMAW processesand two DB-GMAW processes. From Fig.17, it is obvious to tell that DB-GMAWholds a relatively lower temperature wave-form than a single GMAW, which meansthe base metal heat input is reduced byDB-GMAW under the same welding con-dition and circumstances.
Conclusions
1. DB-GMAW decouples the totalwelding current into bypass currents andbase metal current and then controls themseparately. This mechanism provides anadvantage to reduce the base metal heatinput without compromising the wiremelting speed and efficiency. As a result,the heat-affected zone (HAZ) and distor-tion can be reduced in certain applicationswithout affecting the productivity.
2. The bypass arcs significantly affectthe forces acting on the droplet that de-termine the droplet transfer mode:
• The electromagnetic forces gener-ated by the bypass arcs enhance theshrinking of the droplet neck and enlargethe anode area on the bottom of thedroplet. The net effect of the neck shrink-age and anode enlargement is to increasethe detaching forces.
• The bypass arcs increase the aerody-namic drag force by changing the arc sizeand plasma flow speed to accelerate thedroplet detachment from the wire tip.
The combination of these effects is thatthe critical current needed to generate thedesirable spray transfer is reduced.
3. A series of experiments has beenperformed to confirm that DB-GMAWindeed has the ability to achieve spraytransfer at a lower current than that inconventional GMAW. In addition, it hasalso been experimentally demonstratedthat the metal transfer in DB-GMAWpossesses four different modes: short cir-cuiting, globular, meso-spray, and spraytransfer. When the total current is given,the transfer mode is determined by the by-pass currents or the distribution of the cur-rent in three directions: left bypass, basemetal, and right bypass.
Acknowledgment
This work is supported by the LosAlamos National Laboratory (Project No.4431-001-06), the Natural Science Foun-dation of China (50675093), and the Na-tional Science Foundation (Grant #CMMI-0355324).
Fig. 16 — Welding cross section of GMAW (left) and DB-GMAW (right) under same welding conditions.
Fig. 17 — Highest temperature comparison on the same workpiece.
Fig. 15 — Currents and voltage in Experiment 5. Bypass currents equal to 60 A for each.
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:46 AM Page 235

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s236
References
1. Merklein, M., and Geiger, M. 2002. Newmaterials and production technologies for in-novative lightweight constructions. Journal ofMaterials Processing Technology 45(5): 532–536.
2. Joseph, C., and Benedyk, K. 2000. Lightmetals in automotive applications. Light MetalAge 10(2): 34, 35.
3. Graat, L. H. J., and Waszink, J. H. 1983.Experimental investigation of the forces actingon a drop of weld metal. Welding Journal 62(4):108–116.
4. Kim, Y. S., and Eagar, T. W. 1993. Analy-sis of metal transfer in gas metal arc welding.Welding Journal 72(6): 269–277.
5. Wang, G., Huang, P. G., and Zhang, Y. M.2004. Numerical analysis of metal transfer in
gas metal arc welding under modified pulsedcurrent conditions. Metallurgical and MaterialsTransactions B 35B(8): 857–866.
6. Fan, H. G., and Kovacevic, R. 1999.Droplet formation, detachment, and impinge-ment on the molten pool in gas metal arc weld-ing. Metallurgical and Materials Transactions B30B(8): 791–801.
7. Lin, Q., Li, X., and Simpson, S. W. 2001.Metal transfer measurement in gas metal arcwelding. Journal of Physics D 4(3): 347–353.
8. Celina, L. M. D. S., and Scotti, A. 2006.The influence of double pulse on porosity for-mation in aluminum GMAW. Journal of Materi-als Processing Technology 171(Feb.): 366–372.
9. Praveen, P., Yarlagadda, P. K. D. V., andKangb, M. J. 2005. Advancements in pulse gasmetal arc welding. Journal of Materials Process-
ing Technology 164-165(May): 1113–1119.10. Li, K. H., Chen, J. S., and Zhang, Y. M.
2007. Double-electrode GMAW process andcontrol. Welding Journal 86(8): 231–237.
11. Lesnewich, A. 1958. Control of meltingrate and metal transfer in gas shielded metal-arc welding: Part II — control of metal transfer.Welding Journal 37: 418-s to 425-s.
12. Lancaster, J. F. 1984. The Physics ofWelding. Oxford, England: Pergamon Press.
13. Waszink, J. H., and Piena, M. J. 1986. Ex-perimental investigation of drop detachmentand drop velocity in GMAW. Welding Journal65(11): 289–298.
14. Lesnewich, A. 1958. Control of meltingrate and metal transfer in gas shielded metal-arc welding: Part1 — control of electrode melt-ing rate. Welding Journal 37: 343-s to 353-s.
Text• approximately 1500–3500 words in length • submit hard copy• submissions via disk or electronic transmission —
preferred format is Mac but common PC files are alsoacceptable
• acceptable disks include zip, CD, and DVD.
Format• include a title• include a subtitle or “blurb” highlighting major point or
idea• include all author names, titles, affiliations, geographic
locations• separate paper into sections with headings
Photos/Illustrations/Figures• glossy prints, slides, or transparencies are acceptable• black and white and color photos must be scanned at a
minimum of 300 dpi• line art should be scanned at 1000 dpi• photos must include a description of
action/object/person and relevance for use as acaption
• prints must be a minimum size of 4 in. x 6 in., makingcertain the photo is sharp
• do not embed the figures or photos in the text• acceptable electronic format for photos and figures are
EPS, JPEG, and TIFF. TIFF format is preferred.
Other• illustrations should accompany article
• drawings, tables, and graphs should be legible forreproduction and labeled with captions
• references/bibliography should be included at the endof the article
Editorial Deadline• January issue deadline is November 21 • February issue deadline is December 19• March issue deadline is January 23• April issue deadline is February 20• May issue deadline is March 23• June issue deadline is April 20• July issue deadline is May 22• August issue deadline is June 22• September issue deadline is July 24• October issue deadline is August 21• November issue deadline is September 21• December issue deadline is October 22
Suggested topics for articles• case studies, specific projects• new procedures, “how to”• applied technology
Mail to:Mary Ruth JohnsenEditor, Welding Journal550 NW LeJeune RoadMiami, FL 33126(305) 443-9353, x 238; FAX (305) [email protected]
WELDING JOURNALInstructions and Suggestions forPreparation of Feature Articles
Zhang et al Supp Sept 2008 layout:Layout 1 8/7/08 8:47 AM Page 236

WELDING RESEARCH
-s237WELDING JOURNAL
ABSTRACT. Al-Mg-Si alloys are knownto be highly susceptible to solidificationcracking except when using an appropri-ate filler metal (e.g., 4043 or 5356), al-though the amount of dilution required toavoid cracking has never been a well-defined quantity. The aim of the presentstudy is to determine a relationship be-tween filler metal dilution, local strain rateconditions, and cracking susceptibility.Making use of the controlled tensile weld-ability (CTW) test and local strain exten-someter measurements, a boundary hasbeen established between crack and no-crack conditions for different local strainrates and dilution amounts, holding allother welding parameters constant. Thisboundary, presented in the form of a crit-ical strain rate-dilution map, defines thecritical amount of 4043 filler metal re-quired to avoid solidification crackingwhen arc welding 6060 aluminum, de-pending upon local strain rate.
Introduction
Al-Mg-Si extrusion alloys are widelyused in fabricated structures because oftheir good corrosion resistance, moderatestrength achieved through heat treatment,and good weldability when using an ap-propriate filler metal. When welded auto-genously, however, these alloys are knownto be highly susceptible to solidificationcracking (Refs. 1–3). Typical welding fillermetals, such as Alloy 4043 (Al-5%Si) orAlloy 5356 (Al-5%Mg), shift the weld poolcomposition to an alloy regime that is lesscrack sensitive. Because the filler and basemetals have different compositions, theamount of dilution will influence the com-position of the weld pool, determining itsmetallurgical and mechanical propertiesand cracking susceptibility. The choice ofthe filler is sometimes related not only tothe weld cracking susceptibility, but to the
desired mechanical properties of thewelds. Normally, Alloy 5356 is selected forhigher strength, whereas 4043 is selectedfor improved cracking resistance.
Although it is well established that useof an appropriate filler metal improvesweldability, the amount of filler dilutionrequired to avoid cracking has remainedan undefined quantity. Curiously, this hasnever been considered an important issueto industry, perhaps because standardwelding practice routinely results in suffi-cient dilution to avoid cracking. Thiswould particularly be true for gas metalarc welding, where high filler metal dilu-tion (30–60%) is common.
The objective of the present study wasto characterize the solidification crackingsusceptibility of the 6060 aluminum basemetal welded with 4043 filler metal. Alloy6060 was selected because of its high sus-ceptibility to solidification cracking (Ref.4). Using a newly developed controlledtensile weldability (CTW) test, theamount of 4043 dilution required to avoidcrack formation was determined for dif-ferent local strain rate conditions. Strainrate was identified as an important para-meter to monitor, particularly because ofits direct relationship to cracking mecha-nisms as is discussed further in this paper.Also, in realization of the importance ofsolidification range and liquid feeding tocracking, the solidification path was char-acterized using thermal analysis tech-niques combined with metallographic ob-servations. A new approach to crackevaluation was taken whereby a strain ratevs. dilution map was developed to identify
critical conditions needed for cracking.
Background
Cracking Mechanism
Research work spanning 50 years hasled to the belief that tensile stresses andstrains at the trailing end of the weld poolare responsible for forming solidificationcracks (Refs. 5–10). Likewise, it has longbeen understood that some alloys havegreater susceptibility to cracking, and thatthis higher susceptibility can sometimes berelated to solidification range (Refs.11–13) or the ability to feed shrinkage(Ref. 14). Strain accumulated as a result ofsolidification shrinkage and thermal con-traction serves to pull weld metal grainsapart in the mushy zone, resulting in theseparation of grain boundary liquid films.Pellini (Ref. 5), Prokhorov (Ref. 6), andSenda et al. (Ref. 7), in succession, helpeddevelop a concept for cracking based uponlimited ductility, assuming that only a lim-ited strain can be accommodated over abrittle temperature range (BTR) duringsolidification.
Strain rate was also realized to be an im-portant factor by these same researchers(Refs. 6, 7), but only insofar as it serves todetermine how much strain can be accu-mulated during the time of solidification.Accordingly, several weldability tests havebeen developed specifically to measurecritical strain rate, including the variabletensile strain test (Ref. 15), the slow bend-ing trans-varestraint test (Ref. 16), and thevariable deformation rate (VDR) test (Ref.17). Meanwhile, new models arising from abetter understanding of nonequilibrium so-lidification have suggested that strain ratemay play a more direct role in the actual liq-uid fracture mechanism, e.g., controllingthe pressure drop in the interdendritic liq-uid to initiate cracks (Ref. 18). Crackgrowth mechanisms have been less studied,but it appears that strain rate may likewiseplay a direct role, influencing the balancebetween transverse displacement, liquidfeeding, and crack advancement (Ref. 19).
Defining a Critical Weld Dilution to AvoidSolidification Cracking in Aluminum
A new weldability test and a new approach for relating cracking susceptibility, filler metal dilution, and local strain
rate conditions inaluminum welds were developed
BY N. CONIGLIO, C. E. CROSS, T. MICHAEL, AND M. LAMMERS
KEYWORDS
DilutionSolidification CrackingAl-Mg-Si Alloys6060 AluminumArc WeldingStrain RateN. CONIGLIO, C. E. CROSS, T. MICHAEL,
and M. LAMMERS are with Federal Institute forMaterials Research and Testing (BAM), Berlin,Germany.
Coniglio Sept 2008layout:Layout 1 8/7/08 8:55 AM Page 237

Weldability of Al-Mg-Si Alloys
Jennings et al. (Ref. 20) examined theinfluence of composition on the crackingsusceptibility of high-purity Al-Mg-Siternary alloys (Fig. 1) using a ring casting
test. A ridge of high cracking susceptibil-ity is observed along the Al-Mg2Si quasi-binary line (Mg/Si = 1.73, weight ratio)with a peak in cracking susceptibility oc-curring at 0.4 wt-% Si and 0.3 wt-% Mg.Alloy 6060 sits close to this peak, andhence should have a high susceptibility to
WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s238
Fig. 2 — Comparison of as-cast structures noting the different phases (Ref.23) for the following: A — 6060; B — 6060+20% 4043 .
Fig. 1 — Quasi-binary line superimposed on ring casting data of Jen-nings et al. (Ref. 20) showing solidification cracking susceptibility forAl-Mg-Si ternary alloy system.
Table 1 — Nominal Mid-Range Compositionfor Aluminum Alloy 6060 and 6060/4043 Mix-tures (Ref. 21)
Aluminum Alloy Composition (wt- %)Si Mg Fe
6060 0.50 0.50 0.206060+5%4043 0.72 0.48 0.216060+10%4043 0.95 0.46 0.226060+15%4043 1.17 0.43 0.236060+10%4043 1.40 0.41 0.24
4043 5.00 0.05 0.40
Table 2 — Phase Reactions in Al-Mg-Si-Fe Quaternary System for Aluminum 6060 Castings withand without 4043 Dilution (Ref. 23)
Temperature (°C)No. Phase Reaction 6060 6060+20%40431 Start solidification 666 6662 L+TiAl3→α(Al) 666 6663 L→α(Al) 653–650 650–6474 Coherency Point 642–637 642–6395 L→α(Al)+α(Al8Fe2Si) — —6 L→α(Al)+β(Al5FeSi) 609–597 —7 L→α(Al)+Mg2Si 597–589 —8 L→α(Al)+Si 587–578 584–5779 L→α(Al)+Siβ(Al5FeSi) — 564 –556
10 L+β→α(Al)+Si+β(FeMg3Si6Al8) — 539–53411 L→Mg2Si+Si+α(Al)+π(FeMg3Si6Al8) — 524–50912 End Solidification 578 509
Table 3 — Base Welding Parameters forGTAW–CWF Process
Current 110AVoltage 17.8
Arch Length 2 mmElectrode Diameter 3.2 mmElectrode Type Tungsten + 1% LaO2Electrode Tip Angle 30 deg
Torch Gas HeliumGas Flow Rate 0.33 L/s
Polarity DCENTorch Travel Speed 4 mm/sWire Diameter 0.8 mm
Wire Feed 0–41.7 mm/s
A
B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:56 AM Page 238

WELDING RESEARCH
-s239WELDING JOURNAL
cracking, something that has been verifiedin circular patch tests (Ref. 4). The weldmetal composition is shifted to a lesscrack-sensitive region when diluted withAlloy 4043, changing primarily the siliconcontent (Table 1), increased by a factor of3 for 20% filler dilution.
In relation to the quasi-binary line, it isexpected that when welding with 4043 fillermetal and an increased weld metal siliconcontent, the microstructure should consistof increasing amounts of silicon phase in ad-dition to the quasi-binary eutectic phaseMg2Si (Ref. 22). However, due to the pres-ence of the impurity iron (0.20 wt-% Fe,Table 1), the phase reactions that actuallyoccur are considerably more complex for assuggested in Table 2 for castings. Even atlow concentrations, iron has a strong influ-ence on solidification structure due to itsstrong capacity to partition (equilibriumpartition ratio: k = 0.03) and form com-pounds with silicon and aluminum.
Based upon thermal analysis, mi-crostructure observations and available lit-erature, small increases in Si content havebeen found to have a major effect on the so-lidification path of 6060 castings (Ref. 23).Increasing silicon from 0.50 to 1.40 wt-%causes the solidus temperature to dropfrom 577° to 509°C, increases the quantityof interdendritic constituent from 2 to 14vol-%, and results in different phase for-mation. Binary β (Al5FeSi) and Mg2Siphases are replaced with ternary β(Al5FeSi), π (FeMg3Si6Al8), and a lowmelting quaternary eutectic — Fig. 2.Higher silicon content has also been ob-served to result in grain refinement and re-duced solidification shrinkage.
Experimental
Controlled Tensile Weldability Test
Solidification cracking susceptibilitywas studied by means of a newly developed
controlled tensileweldability testshown in Fig. 3A,consisting of ahorizontal tensiletest apparatus(500-kN load ca-pacity) that canapply a plane ten-sile strain duringwelding, trans-verse to the weld-ing direction, at acontrolled strainrate. This test pro-vides a way to de-termine the criti-cal strain rateneeded for solidification crack formation.The concept for such a test is not new, withdifferent variations appearing in the litera-ture (Refs. 15, 24). In comparison, for ex-ample, the programmable deformationcracking (PVR) test consists of applying atensile strain during welding, in the direc-
tion of welding, while ramping up the strainrate (Ref. 24). The point at which crackingis first observed defines a critical strain rate.While such tensile tests can be used toapply a global strain at a fixed strain rateduring welding, of more importance is thelocal strain and strain rate (i.e., in the
Fig. 3 — A — Overview of CTW test machine; B — dimensions of test coupon showing test coupon joined to two load-transfer plates.
Fig. 4 — Illustration for dilution calculation from weld metal cross section.
Table 4 — Etchants Used for Oxide Removal and Metallographic Analysis
Etchant DescriptionE1 869 mL H2O, 125 mL HNO3 65%, 6.25 mL HF 48%E2 100 mL H2O, 66 mL HCI, 66 mL HNO3 16 mL HFE3 100 mL H2O, 4g KMnO4, 1g NaOH
Table 5 — CTW Test Sequence
Step Distance from theNumber Weld Start (mm) Related Action
1 0 Start weld2 30 Start cross-head travel3 50 Electrode at the top of the extensometer4 90 Stop cross-head travel5 100 Stop weld
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:57 AM Page 239

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s240
mushy zone or vicinity), which is not thesame as global strain values and hence mustbe measured separately.
Welding Parameters
Welding was performed using the gas-tungsten arc, cold wire feed process(GTAW-CWF). Weld coupons 120 mm inlength were cut from 40 × 4 -mm extrudedbars of 6060-T4, with a hardness of 40HV0.5. In preparation for testing, eachcoupon was welded to two load-transferaluminum plates (300 × 150 × 8 mm, Fig.3B), suitable for clamping into the head-stock of the CTW machine. Followingtesting, coupons were cut out and theload-transfer plates reused. The basewelding parameters, held constantthroughout this study, are listed in Table 3.Arc voltage was kept constant using an arcvoltage control system, maintaining a 2-mm arc length corresponding to a 17.8-Varc voltage. Parameters were developed toobtain a complete-joint-penetration,
bead-on-plate weld. Welding wire speedand tensile cross-head speed were experi-mental variables. Welding wire speed wasvaried from 0.0 to 41.7 mm/s in incremen-tal steps of 8.3 mm/s. Prior to welding, theoxide layer on the test coupon was chemi-cally removed (etch E1 applied at roomtemperature for 15 min, Table 4), followedby degreasing with acetone.
CTW Test Sequence
The CTW test sequence is summarizedin Table 5. A preload of 15 kN was appliedprior to welding to compensate for ther-mal expansion of the weld coupon duringwelding, maintaining it in tension even ata 0 mm/s transverse cross-head speed. Thearc was initiated by touch contact betweenthe electrode and the weld coupon. In a100-mm-long weld, the transverse cross-head speed was applied 30 mm after thestart of welding. Local strain was mea-sured at the weld midlength. At the end ofthe weld, the arc was abruptly extin-
guished, providing information as to theshape of the weld pool. Each individualtest was run at a constant applied strainrate, where the tensile transverse cross-head speed was varied from 0.000 to 0.083mm/s in incremental steps of 0.017 mm/sper test. This globally applied strain rateresulted in variations in local strain rate(i.e., region adjacent to weld pool), whichwas measured with an extensometer.
Local Strain Rate Measurement
Ideally, what is most pertinent to crack-ing is the strain rate experienced at thegrain boundaries in the mushy zone (i.e.,grain boundary strain rate). Attempts tomeasure this have been reported in the lit-erature, e.g., the MISO technique (Ref.25), whereby video recordings of the topsurface of the weld metal were analyzed bynoting the displacement of oxide particlesover time. However, this analysis is cum-bersome, not necessarily accurate, and isnot easily adapted for regular application.In this study, the strain rate was measuredinstead using an extensometer in the localvicinity of the weld (referred to as localstrain rate).
Strain distribution measurements madeusing digital image correlation (DIC) sug-gest that the strain rate is constant withinthe immediate vicinity of the weld (Ref. 26).This means that the extensometer mea-surements made in this study are related towhat is happening at mushy zone grainboundaries. What is not known is how thelocal strain (and strain rate) is partitionedwithin the mushy zone. It can be argued, forexample, that most of the strain in themushy zone will occur at grain boundaries,which would explain the importance ofgrain refinement in improving crack resis-tance. However, because of our limited un-
Fig. 5 — Weld pool measurements from top surface as follows: A — Width (A); B — distance behind electrode (B) and distance in front of electrode (C).
Table 6 — Measured Chemical Analysis for Aluminum Alloy 6060 and 6060/4043 Mixtures (WetChemical Analysis for 4043 Welding Wire and Spectrometry for 6060 Base Metal)
Aluminum Composition (wt%)Alloy Si Mg Fe Mn Cu Cr Ni Zn Ti Zr
6060-T4 0.42 0.59 0.19 0.020 0.012 0.004 0.004 0.009 0.020 0.001
6060+5% 4043 0.66 0.56 0.19 0.019 0.012 0.004 0.004 0.009 0.019 0.001
6060+9%4043 0.86 0.54 0.19 0.018 0.013 0.004 0.004 0.009 0.018 0.001
6060+11%4043 0.96 0.53 0.19 0.018 0.013 0.004 0.004 0.009 0.018 0.001
6060+14%4043 1.10 0.51 0.19 0.018 0.013 0.004 0.004 0.008 0.018 0.001
6060+16%4043 1.20 0.50 0.19 0.017 0.013 0.004 0.004 0.008 0.017 0.001
4043 5.30 0.002 0.22 0.003 0.018 0.002 0.005 0.005 0.003 0.002
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:57 AM Page 240
creo

WELDING RESEARCH
-s241WELDING JOURNAL
derstanding of strain distribution within themushy zone, the measurement of strain ratein the local weld vicinity will be taken as auseful indicator to reflect upon what is hap-pening in the mushy zone.
An extensometer was attached under-neath the weld coupon, in the path of theweld at midlength (Fig. 3B), to measurethe local transverse strain across the weldpool during the welding process. Thegauge length of the extensometer was 10.5mm, spanning across an 8-mm-wide weldbead. The extensometer output wasrecorded at a 100-Hz frequency during theentire test using CATMAN 4.5 computersoftware for data acquisition and a Spider8 analog-to-digital converter. Local strain
rates were calculated from these recordedstrains and, with incrementally increasedapplied strain rate for each succeedingtest, the critical local strain rate for crack-
ing was identified when cracks were firstobserved.
Strain and strain rate values were ex-amined at the coherency temperature
Fig. 6 — Grain structure at the top surface of the weld metal for Al 6060 with the following amounts of dilution with the 4043 filler metal: A — 0%; B — 5%,C — 9%; D — 11%; E — 14%; F — 16%.
Fig. 7 — Weld metal cross sections for the case of zero cross-head speed: A — 6060; B — 6060+16% 4043.
Table 7 — Weld Pool Measurements According to Fig. 5
Filler Top Width: Distance behind Distance in Front ofDilution A Electrode: B Electrode: C
(%) (mm) (mm) (mm)0 7.5 6.1 4.75 7.8 6.0 4.69 8.0 6.3 4.811 8.1 6.3 4.714 8.1 5.9 4.616 8.1 5.9 4.8
A
D E F
B C
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:58 AM Page 241
creo

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s242
Fig. 8 — Shrinkage cavity observed in castings of the following: A —6060; B — 6060+20% 4043. Cooling rate was 9°C/s between 750° and500°C.
Fig. 9 — SEM-EBSD micrographs for Al-6060 with the following amountsof dilution: A — 0%; B — 16% 4043.
(i.e., when the mushy zone passed over theextensometer), corresponding to the pointduring solidification where the secondaryarms of adjacent dendrites first begin tocoalesce. This is normally taken to be theregion where cracking initiates (Ref. 11),and can be determined experimentallyfrom thermal analysis corresponding tothe first arrest in the cooling curve follow-ing the beginning of α-Al dendrite solidi-fication (Ref. 27). Coherency represents a
sharp reduction in interdendritic liquidfeeding and thus a change in convectiveheat flow. The position of coherency rela-tive to the torch along the weld centerlinewas determined from weld pool size (i.e.,distance between torch and trailing weldpool boundary) and cooling rate measure-ments (i.e., time between liquidus and co-herency temperatures). The position ofthe torch relative to the extensometer wasdetermined from time of travel.
A few select strain rate measurementswere made by moving the extensometer todifferent locations along the weld length,including the actual site where cracks wereobserved to form. The difference betweenthese values and those measurements ob-tained at midlength was found to be withinthe error of experiment (± 0.05%/s). Also,because welds were made complete pene-tration on relatively thin (4-mm-thick)coupons, it was assumed that conditions ofplane strain exist and that transversestrain in the through-thickness direction isthe same as at the surface.
Thermal Analysis
Cooling curves for the weld pool at 0and 16% 4043 dilution were examinedduring solidification to determine the po-sition of the coherency point relative tothe liquidus and to determine the solidifi-cation range. A hole, 0.6 mm in diameterand 1 mm deep, was drilled from the bot-
Table 8 — Characteristic Dimensions of Weld Metal Depending on Filler Dilution
Welding Wire Filler Cross-Section Bead Root Overbead OverbeadSpeed Dilution Area Thickness Width Width Curvature(mm/s) (%) (mm2) (mm) (mm) (mm) (mm–1)
0 0 25.1 4.2 5.5 7.5 -0.0688.3 5 25.5 4.4 5.1 7.8 –0.023
16.7 9 25.9 4.6 5.4 8.0 –0.03125.0 11 28.0 4.7 5.4 8.1 –0.00733.3 14 29.0 4.9 5.7 8.1 0.00741.7 16 31.7 5.0 6.5 8.1 0.011
A A
BB
Coniglio Sept 2008layout:Layout 1 8/7/08 8:58 AM Page 242

WELDING RESEARCH
-s243WELDING JOURNAL
Fig. 10 — Application of cooling rate methods to the 6060 aluminum weld metal with the following: A — 0%; B — 16% 4043. Arrest numbers correspond tonumbered reactions in Table 9.
tom side of the weld coupon, in the pathof welding at weld midlength. A 0.5-mmouter diameter, sheathed, electricallyground, nickel/chrome-nickel (Type K)thermocouple was preplaced inside thishole (friction fit) before welding. Thethermocouple output was recorded at a200-Hz frequency during solidificationusing CATMAN 4.5 computer softwarefor data acquisition and a Spider 8 analog-to-digital converter.
Metallographic Analysis
Metallographic cross sections were cuttransverse to the weld, at weld midlength.These sections were ground and polishedto 1 μm and then chemically polishedusing a slightly basic solution of colloidalsilicon dioxide. The microstructure wasexamined using optical metallography.Electron backscattered diffraction(EBSD) was employed to help define
grain boundaries for grain size measure-ment. Grain size was measured using aline-intercept technique, taking a meanvalue of four line-intercept measure-ments. Other polished cross sections wereetched with Etch E3 (Table 4) for 45 s toreveal the weld pool size and geometry.
Dilution Measurements
The critical strain rate to form crackswas compared for several different fillermetal dilutions: 0, 5, 9, 11, 14, and 16%4043, calculated using Equation 1
where A is the cross-sectional meltedarea of the 6060 base metal, and B+C isthe difference between the total area of
the weld metal and A — Fig. 4. Measuredweld metal compositions are comparedin Table 6 for each of these weld dilu-tions. As expected, it is observed that sil-icon is the primary alloying element af-fected by dilution.
In CTW testing, for each dilutionlevel the transverse cross-head speed wasincremented in steps of 0.017 mm/s from0.000 to 0.068 mm/s, noting the valuewhere cracking first occurred. Becauseof the fixed incremental step of trans-verse cross-head speed (0.017 mm/s), theexact location of the crack-no crackboundary lies somewhere within thisfixed step. This corresponds to the dif-ference between the highest measuredstrain rate without cracking and a strainrate slightly greater than that required toform a crack. Hence, the accuracy for de-termining the critical strain rate, for agiven dilution, is limited by the magni-
filler dilutionB C
A B C= +
+ +× 100% (1)
Fig. 11 — Micrographs for Al-6060 weld metal with the following amount of dilution: A — 0%; B — 16% 4043.
A
A B
B
Coniglio Sept 2008layout:Layout 1 8/7/08 8:59 AM Page 243

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s244
tude of this step. Data were plotted as acritical strain rate-dilution map, demark-ing the region between crack and no-crack conditions.
Results and Discussion
Weld Pool/Weld Metal Characterization
Application of Etch E2 at room tem-perature for 1 min (Table 4) revealed thegrain structure and weld pool shape fromthe top surface as shown in Fig. 5. Weldpool shape was approximately constantfor different 4043 dilutions, with distancesA, B, and C summarized in Table 7. Ofparticular importance is distance B, ap-proximately 6 mm, which represents thedistance between the electrode and the fu-sion boundary along the weld centerline.Thus, with a torch travel speed of 4 mm/s,solidification along the weld centerlinestarts approximately 1.5 s after passage ofthe electrode.
Observation of weld metal microstruc-ture from the top surface reveals stray cen-terline grains for autogenous welds (i.e.,with no 4043 filler added, Fig. 6A). Thesestray grains are no longer observed with aslittle as 5% filler dilution (Fig. 6B), withadditional increases in dilution causingfurther grain refinement (Fig. 6A–F).
Metallographic transverse cross sec-tions taken from the weld midlength wereexamined for all 4043 dilutions, and weldbead dimensions were measured as sum-marized in Table 8. An example of weldcross sections made on 6060 coupons with0 and 16% 4043 dilution are compared inFig. 7, showing an increase in weld beadthickness from 4.2 to 5.0 mm and only aslight increase in bead width. Cross-sectional area also increased with dilutionand overbead curvature changed from–0.068 (concave) to +0.011 mm–1 (con-vex). The change in curvature from con-cave to convex occurred between 11 and14% filler dilution, and is reported to pro-vide better cracking resistance (Ref. 28).
Increased filler dilution is also likely toaffect solidification shrinkage. Silicon isknown to reduce the shrinkage volume ofdie-cast aluminum alloys, where shrinkagedecreases linearly in Al-Si binary alloys toreach a zero value at 25% Si (Ref. 22).This behavior is believed due to the vol-ume expansion of silicon as it solidifies,compensating in part for the solidificationshrinkage of aluminum (Ref. 29). Alloy6060 castings made in-house have alsodemonstrated this, where the shrinkagecavity is reduced when increasing 4043 di-lution — Fig. 8. Considering the shrinkagefeeding theory of Feurer (Ref. 14), a re-
duction in solidification shrinkage shouldimprove weldability.
Grain size measurements for weldcross sections were made for 0 and 16%4043 dilution with the aid of ESBD to helpdelineate grain boundaries, as shown inFig. 9. Increasing 4043 dilution from 0 to16% decreases the mean grain size from63 to 51 μm. This small refinement in grainsize may contribute at least in part to im-proved weldability, based upon a previousstudy (Ref. 4).
Thermal Analysis
The solidification path was character-ized by examining cooling curves for lowand high levels of filler dilution in thewelds — Fig. 10. The solidificationstart/stop and coherency temperaturesidentified from Fig. 10 are compared inTable 9. These critical temperatures wereidentified from the first derivative curvesbased upon thermal arrest behavior char-acterized in previous work for 6060/4043castings (Ref. 23). Increasing 4043 dilu-tion decreases the coherency point by ap-proximately 12°C, but had little effect onsolidification start and stop. This behavioris different from that observed for6060/4043 castings (Table 2). Unlike incastings, the solidification range remainsat around 165°C, independent of the 4043dilution. This is also suggested by the mi-crographs of the weld cross sections (Fig.11), which differ from the micrographs of6060/4043 castings (Fig. 2) in that they ap-pear unaffected by 4043 dilution.
Increasing 4043 dilution from 0 to 16%decreases the mean cooling rate during so-lidification from 114 to 94°C/s. This couldbe due to either an increase in latent heat,or to an increase in weld pool size (Table 8),both possibilities resulting in a higher quan-
Table 9 — Solidification Start /Stop and Coherency Temperatures for Aluminum 6060 Welds withand without 4043 Dilution Taken from Fig. 10
No. Reaction Temperature (°C)
6060 6060+16%4043
1 Start solidification 660 6592 Coherency point 624 6123 End solidification 494 488
Fig. 12 — A — CTW test sequence superimposed on measured strain; B — calculated strain rate, for test conditions 6060 + 9% 4043 dilution and 0.067 mm/scross-head speed.
A B
Coniglio Sept 2008layout:Layout 1 8/7/08 9:00 AM Page 244

WELDING RESEARCH
-s245WELDING JOURNAL
tity of heat evolved during solidification.This observation supports the Feurer the-ory (Ref. 14), where a lower cooling rateshould reduce the rate of shrinkage andthus decrease the cracking susceptibility, asobserved when adding 4043 to 6060.
For all dilution conditions, thermalanalysis showed that the time it takes forthe temperature to drop from the liquidusto the coherency temperature is approxi-mately 0.2 s. Thus, for a 4 mm/s travelspeed, the distance from the weld inter-face to the coherency point is approxi-mately 0.8 mm along the weld centerline.Combining this with weld pool shape mea-surements (distance B in Table 7), the co-herency temperature along the weld cen-terline is reached approximately 1.7 s afterthe passage of the welding electrode.
Local Strain Rate Measurement
An example of strain measurementmade during a CTW test is presented inFig. 12A, shown as a function of time withthe CTW test sequence superimposedfrom Table 5. Positive strain representsdisplacement toward the weld centerline.Note that the strain becomes negative be-tween 5 and 15 s, which is likely due tothermal expansion in the test samplecaused by heating ahead of the advancingweld torch (Ref. 30). Figure 12B shows thecalculated strain rate from point 3 to point4 during weld solidification. Time hasbeen set to zero in Fig. 12B, correspond-ing to step 3. The local strain rate value istaken at the coherency point, 1.7 s behindthe torch (torch is at point 3) as discussedin the previous section.
Although a continuous centerlinecrack is formed under the test conditionsrepresented in Fig. 12, the irregularity inthe curve (at 1 s, Fig. 12B) likely repre-sents erratic crack growth, as has been ob-served by other researchers (Ref. 31). Therepeatability of CTW test results was ex-
amined for the test conditions 11% 4043dilution and 0.033 mm/s cross-head speed.Performing the CTW test three times forthese fixed conditions resulted in a varia-tion in measured strain rates of between+0.10 and +0.11%/s (±0.005%/s) demon-strating good repeatability within 10%.
Additional strain rate plots are com-pared in Figs. 13 and 14 showing, respec-tively, the influence of cross-head speedand dilution on cracking susceptibility.Both the liquidus and coherency temper-atures are indicated to identify the regionof interest to solidification cracking. Ageneral trend is observed for strain rateover time, whereby it either continuouslyincreases (for the case of crack forma-tion), or it first increases and then plateaus(for the case of no crack formation). In thecase of cracking, the increase in cracklength over time reduces the specimen re-sistance to the applied transverse cross-head speed, and thus the local strain ratecontinues to increase. In the case whereno crack forms, a plateau appears oncewelding is complete and the thermal con-dition is stabilized.
For a fixed filler metal dilution of 9%(Fig. 13), the cross-head speed is observedto have a direct effect on strain rate. In-creasing the cross-head speed increases thelocal strain rate, as to be expected. For across-head speed up to 0.033 mm/s (curvesa, b, c) no cracking was observed. Over0.050 mm/s (curves d and e), a continuouscenterline crack was formed, with a crackforming instantaneously with the applica-tion of strain. The critical condition forcrack formation is bounded by the curves(c) and (d), where the maximum strain ratemeasured without cracking (point A) cor-responds to a value close to the criticalstrain rate required to form cracking.When considering mechanisms for crackformation, one must be careful to distin-guish between crack nucleation andgrowth. However, it is not understood at
this point which of these two phenomena isactually being represented here by theseobserved critical strain rate conditions.
Figure 14 illustrates the influence offiller dilution on strain rate and crackingsusceptibility, in this case for a cross-headspeed of 0.050 mm/s. A continuous cen-terline crack formed with up to 9% dilu-tion (curves a, b, c), but with 11% dilution(curve d) only discontinuous cracks wereformed. For welds made with over 14% di-lution (curves e and f), no cracking was ob-served. As was the case in Fig. 13, crack-free welds exhibited lower strain rates.Irregularities were observed on strain ratecurves that are close to the critical condi-tions needed to form cracking (Fig. 13,curve d; Fig. 14, curve c), suggesting thatcrack growth is unstable.
Dilution affects local strain rates evenfor uncracked welds (Fig. 13, curves e andf). This could be due to the lower coolingrate at higher filler metal dilution (Fig. 10)resulting in lower rates of solidificationshrinkage and thermal contraction, or an in-creased weld pool width in relation to afixed extensometer gauge length (10.5 mm).
Negative local strain rates were some-times measured at low (or zero) appliedtensile cross-head speeds. For example, atensile cross-head speed of 0.017 mm/s fora dilution of 9% resulted in a negative(compressive) local strain rate — Fig. 13,curve b. This suggests the existence oflocal compressive cells behind the weldpool, formed in reaction to thermal andshrinkage stresses (Ref. 30), precludingthe possibility for crack nucleation orgrowth. The development of such com-pressive cells was proposed by Zacharia(Ref. 8) as a means to avoid cracking.
Cracking Susceptibility Evaluation
Filler metal dilution was calculated perEquation 1 and plotted as a function ofwelding wire speed as shown in Fig. 15.
Fig. 13 — Strain rate measurements for a filler dilution of 9% and a cross-head speed of (a) 0; (b) 0.017; (c) 0.033; (d) 0.050; (e) 0.067 mm/s. Notethe points A (insufficient strain rate to form crack) and B (sufficient strainrate to form crack).
Fig. 14 — Strain rate measurements for a cross-head speed of 0.050 mm/sand a filler dilution of (a) 0%; (b) 5%; (c) 9%; (d) 11%; (e) 14%; (f) 16%.
Coniglio Sept 2008layout:Layout 1 8/7/08 9:00 AM Page 245

WELDING RESEARCH
SEPTEMBER 2008, VOL. 87-s246
Filler dilution was found to vary between0 and 16% for welding wire speeds be-tween 0.0 and 41.7 mm/s. For each dilutionexamined, the weld metal composition isgiven in Table 6, showing that silicon con-tent is the main compositional changewhen increasing 4043 dilution.
The type of crack encountered in CTWtesting is plotted as a function of localstrain rate and filler dilution in Fig. 16. Aborder (approximated with dashed line) isestablished between crack and no-crackconditions, with discontinuous crackingoccurring near the dashed line. Crackingsusceptibility is seen to increase with localstrain rate, requiring a higher amount of4043 dilution to avoid cracking. The strainrate is, by convention, negative when thematerial is moving toward the weld cen-terline, and positive when it is movingaway. Solidification cracking forms at alocal strain rate of –0.16%/s at 0% 4043 di-lution and 0.35%/s at 16% 4043 dilution.Note that at low 4043 dilution, a solidifi-cation crack can form even under a nega-
tive (i.e., compressive) local strain rate.This suggests that this low compressivelocal strain rate does not entirely compen-sate for solidification shrinkage, still per-mitting tensile strains in the mushy zone.
Critical strain rates measured using theCTW test for crack formation are com-pared in Table 10 against values obtainedfrom other tests taken from the literature,including the variable tensile strain testusing an extensometer (Ref. 15) and theslow bending trans-varestraint test using theMISO strain measurement technique (Ref.16). Critical strain rates are found to reflectdirectly upon weldability, where alloys withrelatively poor weldability have low (or insome cases negative) critical strain rates.These values are typically on the order of afew tenths of a percent per second, for eachof the different testing methods.
Conclusion
A new CTW weldability test and testprocedure has been developed that allows
for the experimental determination of thecritical strain rate needed for solidificationcrack formation during welding. In partic-ular, the weldability of aluminum Alloy6060 was examined for different 4043 dilu-tion levels. Use was made of a critical strainrate-dilution map to identify the boundarybetween crack-no crack conditions for the6060/4043 alloy system, where it was foundthat higher local strain rates require higherfiller dilution levels to avoid cracking. Theimprovement in weldability observed withincreased 4043 dilution may be due to anumber of different factors including grainrefinement, concave bead shape, and re-duced solidification shrinkage. However,the solidification range remained indepen-dent of 4043 dilution for the dilution levelsexamined in this study.
Although the CTW test is in some re-gards unique in its application of con-trolled transverse global strain rate, whatis of particular importance here is themeasurement of local strain rate critical tocrack formation. The same approachcould be accomplished using other estab-lished weldability tests incorporating ten-sile tests (e.g., VTS (Ref. 15) or PVR (Ref.24)) or prestress applied in the plane ofthe test specimen (e.g., Sigmajig (Ref. 32)or PLTS (Ref. 33)). Weldability tests thatdo not lend themselves to this approachare those involving bending, where thestrain rate is not uniform throughout theduration of the test or through the testspecimen. The disadvantage of strain rateanalysis is that it adds to test complexityand is time consuming. However, express-ing cracking susceptibility in terms of acritical parameter directly related to acracking mechanism has the advantage ofproviding a more meaningful representa-tion of weldability. Of particular impor-tance is the possibility to use these data inthe modeling of cracking mechanisms, al-lowing for future prediction of cracking.
Fig. 15 — Calculated dilution as a function of welding wire speed. Fig. 16 — Cracking susceptibility of Alloy 6060 for variable 4043 dilutionshown as a function of local strain rate (10.5-mm gauge).
Table 10 — Critical Strain Rates Required for Solidification Crack Formation
Test Welding Speed Aluminum Alloy Critical Strain Rate(mm/s) Base Metal/Filler Metal for Cracking Formation (%/s)
6063/4043 (0%) –0.246060/4043 (5%) –0.06
CTW Test 4 6060/4043 (9%) 0.08(present study) 6060/4043 (11%) 0.15
6060/4043 (14%) 0.266060/4043 (16%) 0.33
Variable Tensile Strain Test 5052 0.15(Ref. 15) 5 5083 0.20
2017 0.155083 0.47
Slow BendingTrans- 2219 0.50Varestraint Test 1.7 5052 0.64
(Ref.16) 5154 0.701070 5.00
Coniglio Sept 2008layout:Layout 1 8/7/08 9:01 AM Page 246

WELDING RESEARCH
-s247WELDING JOURNAL
Acknowledgments
The authors are grateful to BAM and, inparticular, Th. Böllinghaus for providing in-ternal funding for this doctoral researchproject. In addition, technical support atBAM was greatly appreciated, with specialthanks given to C. Hesse-Andres, A. Han-nemann, P. Friedersdorf, K. Scheideck, M.Richter, and R. Breu.
References
1. Dudas, J. H., and Collins, F. R. 1966. Pre-venting weld cracks in high-strength aluminumalloys. Welding Journal 45(6): 241-s to 249-s.
2. Liptak, J. A., and Baysinger, F. R. 1968.Welding dissimilar aluminum alloys. WeldingJournal 47(4): 173-s to 180-s.
3. Mousavi, M. G., Cross, C. E., Grong, Ø.,and Hval, M. 1997. Controlling weld metal di-lution for optimized weld performance in alu-minum. Sci. Tech. Weld. Joining 2(6): 275–278.
4. Mousavi, M. G., Cross, C. E., and Grong,Ø. 1999. Effect of scandium and titanium-boron on grain refinement and hot cracking ofaluminium Alloy 7108. Sci. Tech. Weld. Joining4(6): 381–388.
5. Pellini, W. S. 1952. Strain theory for hottearing. Foundry 80: 125–199.
6. Prokhorov, N. N. 1956. The problem ofthe strength of metals while solidifying duringwelding. Svarochnoe Proizvodstvo 6: 5–11.
7. Senda, T., Matsuda, F., Takano, G.,Watanabe, K., Kobayashi, T., and Matsuzaka, T.1971. Experimental investigations on solidifica-tion crack susceptibility for weld metals withtrans-varestraint test. Trans. JWS 2(2): 141–162.
8. Zacharia, T. 1994. Dynamic stresses inweld metal hot cracking. Welding Journal 73(7):164-s to 172-s.
9. Feng, Z., Zacharia, T., and David, S. A.1997. On the thermomechanical conditions forweld metal solidification cracking. Mathemati-cal Modelling of Weld Phenomena 3, pp.114–148. London, UK: Inst Materials, London.
10. Dike, J. J., Brooks, J. A., and Li, M. 1998.Comparison of failure criteria in weld solidifi-cation cracking simulations. MathematicalModelling of Weld Phenomena 4, pp. 199–222.
London, UK: IOM.11. Pumphrey, W. I., and Jennings, P. H.
1948. A consideration of the nature of brittle-ness and temperature above the solidus in cast-ings and welds in aluminum alloys. J. Inst. Met-als 75: 235–256.
12. Cross, C. E., and Olson, D. L. 1986. Hottearing model to assess aluminum weldability.Conf. Proc. Aluminum Alloys, Charlottesville,pp. 1869–1875.
13. Cross, C. E., Kramer, L. S., Tack, W. T.,and Loechel, L. W. 1990. Aluminum weldabil-ity and hot tearing theory. Welding of Materials,pp. 275–282. Materials Park, Ohio: ASM Int.
14. Feurer, U. 1977. Influence of alloy com-position and solidification conditions on den-drite arm spacing, feeding, and hot tear prop-erties of aluminum alloys. Proc. InternationalSymposium Engineering Alloys, pp. 131–145.Delft, The Netherlands.
15. Tamura, H., Kato, N., Ochiai, S., andKatagiri, Y. 1977. Cracking study of aluminiumalloys by the variable tensile strain hot crackingtest. Trans. JWS 8(2): 16–22.
16. Arata, Y., Matsuda, F., Nakata, K., andShinozaki, K. 1977. Solidification crack suscep-tibility of aluminum alloy weld metals (ReportII) — Effect of straining rate on crackingthreshold in weld metal during solidification.Trans. of JWRI 6(1): 91–104.
17. Matsuda, F., Nakagawa, H., Nakata, K.,and Okada, H. 1979. The VDR cracking test forsolidification crack susceptibility on weld met-als and its application to aluminum alloys.Trans. of JWRI 8: 85–95.
18. Rappaz, M., Drezet, J.-M., and Gre-maud, M. 1999. A new hot-tearing criterion.Met. Mat. Trans. 30A(2): 449–455.
19. Braccini, M., Martin, C. L., Suéry, M.,and Bréchet, Y. 2000. Relation between themushy zone rheology and hot tearing phenom-ena in Al-Cu alloys. Modeling of Casting, Weld-ing, and Advanced Solidification Processes IX,pp. 18–24. Shaker Verlag Aachen.
20. Jennings, P. H., Singer, A. R. E., andPumphrey, W. I. 1948. Hot-shortness of somehigh-purity alloys in the systems Al-Cu-Si andAl-Mg-Si. J. Inst. Metals 74: 227–248.
21. The Aluminum Association. 2006. In-ternational Alloy Designations and ChemicalComposition Limits for Wrought Aluminum
and Wrought Aluminum Alloys.22. Mondolfo, L. F. 1976. Aluminum Alloys-
Structure & Properties. Butterwor ths.23. Coniglio, N., and Cross, C. E. 2006.
Characterization of solidification path for Alu-minium 6060 weld metal with variable 4043filler dilution. Doc. IIW-1755-06. Welding in theWorld 50(11/12): 14–23.
24. Herold, H., Streitenberger, M., andPchennikov, A. 2001. Modelling of the PVRtest to examine the origin of different hot crack-ing types. Mathematical Modelling of Weld Phe-nomena 5, pp.783–792. London, UK: IOM.
25. Matsuda, F., Nakagawa, H., Nakata, K.,Kohmoto, H., and Honda, Y. 1983. Quantita-tive evaluation of solidification brittleness ofweld metal during solidification by means of in-situ observation and measurement (Report I)— Development of the MISO technique. Trans.of JWRI 12(1): 65–72.
26. Coniglio, N. 2008. Aluminum alloy weld-ability: Identification of weld solidificationcracking mechanisms through novel experi-mental technique and model development.Doctoral thesis. Magdeburg, Germany, Otto-von-Guericke University.
27. Bäckerud, L., Krol, E., and Tamminen, J.1986. Solidification Characteristics of AluminumAlloys. Vol. 1. Oslo, Norway: Skanaluminum.
28. Blodgett, O. W. 1966. Design of WeldedStructures. The James F. Lincoln Arc WeldingFoundation.
29. Wang, L., Makhlouf, M., and Apelian,D. 1995. Aluminum die casting alloys: Alloycomposition, microstructure, and properties-performance relationships. Int. Materials Re-views 40(6): 221–238.
30. Chihoski, R. A. 1972. The character ofstress field around a weld arc moving on alu-minum sheet. Welding Journal 51(1): 9-s to 18-s.
31. Dixon, B. 1988. Weld metal solidifica-tion cracking in steels. IIW Asian Pacific Re-gional Congress, Hobart, Tasmania: pp.731–751.
32. Goodwin, G. M. 1987. Development ofa new hot cracking test — The Sigmajig. Weld-ing Journal 66(2): 33-s to 38-s.
33. Nishimoto, K., and Mori, H. 2004. Hotcracking susceptibility in laser weld metal ofhigh nitrogen stainless steels. Sci. Tech. Adv.Mat. 5: 231–240.
Call for Papers1st International Conference on Welding Technologies ’09
June 11–13, 2009Gazi University, Ankara, Turkey
Abstract submission deadline: October 25, 2008
The following areas and topics are proposed as a guide for papers, but authors are not limited to these topics.• Welding Metallurgy • Mechanical Properties• Welding Processes • Welding Defects and Testing• Industrial Applications • Modeling/Simulation• Microjoining • Education and Training on Welding• Automation • Advanced Welding Technologies• Welding Design • Health and Environment
Authors are invited to submit abstracts of papers for presentation in the conference technical program. Abstracts must be 100–150words and should not contain figures or tables. Abstracts should include title, name and full address of the author, and names andaddresses of coauthors, if any. Authors should indicate whether they prefer to present their papers orally or as a poster. Submit ab-stracts online at [email protected]. For additional information, visit the conference Web site at www.icwet09.org.
Coniglio Sept 2008layout:Layout 1 8/7/08 9:01 AM Page 247

For Info go to www.aws.org/ad-index
ABICOR BINZEL:FP_TEMP 8/6/08 9:19 AM Page C3
creo

For Info go to www.aws.org/ad-index
LINCOLN ELECTRIC:FP_TEMP 8/6/08 9:33 AM Page C4
creo