Dianne Robbins - Messages from Hollow Earth | Avalon Library
Upload
independentCategory
view
0download
0
Journal of Membrane Science 198 (2002) 211–223
Fabrication of fluoropolyimide/polyethersulfone (PES) dual-layerasymmetric hollow fiber membranes for gas separation
Dong Fei Lia,b, Tai-Shung Chunga,b,∗, Rong Wangc, Ye Liua
a Institute of Materials Research and Engineering, 3 Research Link, Singapore 117602, Singaporeb Department of Chemical and Environmental Engineering, National University of Singapore,
10 Kent Ridge Crescent, Singapore 119260, Singaporec Environmental Technology Institute, Innovation Center (NTU), Block 2, Unit 237, 18 Nanyang Drive, Singapore 637723, Singapore
Received 21 June 2001; accepted 4 September 2001
Abstract
By using co-extrusion and dry-jet wet-spinning phase inversion techniques, we have developed delamination-free dual-layerasymmetric composite hollow fiber membranes for gas separation. Delamination-free is essential for dual-layer membranesto withstand high testing pressures. For concept demonstration, a 6FDA–durene–1,3-phenylenediamine (mPDA) (50:50)copolyimide was used to form the outer asymmetric separating layer, while polyethersulfone (PES) was employed to yield theinner interpenetrated porous supporting layer. A special assembly for outer-layer dope passage was firstly introduced into thedual-layer spinneret design in order to enhance the uniformity of dope distribution in nozzle orifice. A much thinner (≈10�m)and uniform outer layer was achieved. The effects of spinning conditions, such as spinneret temperature, air gap, bore fluidchemistry, inner-layer dope concentration and formulation, and solvent exchange on the interface delamination betweenthe dual layers were examined. Inner-layer dope concentration and bore fluid composition as well as the sequent solventexchange were found to play important roles to produce delamination-free dual-layer membranes. Pure gas test results showthat the resultant 6FDA–durene–mPDA/PES dual-layer membranes have an O2/N2 selectivity approaching to the intrinsicideal selectivity value of 4.7 with a permeance of oxygen around 28 GPU (gas permeance unit) at room temperature, indicatingthe dual-layer hollow fiber membranes are apparently defect-free. © 2002 Elsevier Science B.V. All rights reserved.
Keywords: Dual-layer membranes; Composite hollow fiber membranes; Air separation; Gas separation
1. Introduction
Asymmetric hollow fiber membranes have beenwidely applied to separate gaseous mixture in chem-ical industry since Henis and Tripodi [1] invented thesilicone rubber coating technique to block the skindefects of asymmetric membranes in the early 1980s.In the past 20 years, although many potential poly-mers have been identified to be used for gas separa-
∗ Corresponding author. Fax:+65-779-1936.E-mail address: [email protected] (T.-S. Chung).
tion membranes [2], most commercial gas separationmembranes are made of a few kinds of commerciallyavailable polymers even if their permeability andselectivity are not the best compared with others [2,3].This may be due to the fact that materials cost plays animportant role when choosing the best membrane sys-tem. How to utilize some of promising but expensivemembrane materials for commercial membrane fabri-cation is a great challenge for chemical and membraneengineers.
Dual-layer asymmetric hollow fiber membranesinvented by Du Pont provide a potential solution for
0376-7388/02/$ – see front matter © 2002 Elsevier Science B.V. All rights reserved.PII: S0376-7388(01)00658-5

212 D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223
costly polymers utilizing for membrane applications[4]. The situation is very similar to the Teflon-liningsteel pipe used for corrosive fluid transportation.Teflon is a perfect material for corrosive fluid trans-portation because of its good anti-corrosive property,but it is expensive and its mechanical strength isnot strong enough for making transportation pipeindependently. By means of coating it on the innersurface of a common steel pipe, high-performanceanti-corrosive pipes with affordable costs have thusbeen developed [5].
Dual-layer asymmetric hollow fibers are basicallycomposed of two main components, which are madeof different membrane materials. The inner-layer ma-terial is often chosen from conventional polymers,which has good mechanical properties. The functionof the porous inner layer is to provide mechanical sup-port for the outer layer. The preferred inner layer is tohave a high surface porosity with interpenetrated bulkporosity, thus the resistance of gas transport throughthe inner layer is minimum. The outer layer is usuallymade from a high performance polymer, which hashigh gas permeability and selectivity. A dual-layermembrane may be conceptually illustrated by a denseselective skin supported on a substrate with a gradedbulk porosity. The bi-layer structure can be simulta-neously formed on top of the inner (support) layer byco-extruding from a dual-layer spinneret in a spinningprocess, which is the major process different from thefabrication of conventional composite membranes [6].Although the thickness of the outer layer is very thin(e.g. 5–20�m), its structure may still be asymmetric.
One of the advantages of dual-layer hollow fibersis that it can significantly save materials cost. For ex-ample, when fabricating single-layer and dual-layerhollow fiber membranes with the same o.d. of 390�mand i.d. of 170�m, a dual-layer fiber with a topselective layer thickness of 10�m only consumes12% high permselectivity polymer if compared withthat of a single-layer one. Dual-layer hollow fibersalso offer another advantage, because it enables theuse of some membrane materials, which are oth-erwise impossible or very difficult to fabricate bytraditional single-layer spinning process due to theirpoor mechanical property, solubility, dope viscosity orother problems.
Du Pont [4] disclosed the first set of examples ofdual-layer hollow fiber membranes used for gas sepa-
ration. Silicone rubber coated dual-layer hollow fibermembranes made from an aromatic polyamide as theouter selective layer and a polyethersulfone (PES) asthe inner supporting layer show an O2/N2 selectivityof 6.6 with a permeance of 26 GPU at 28◦C (GPU: gaspermeance unit; 1 GPU= 10−6 cm3/cm2-s-cmHg).Other polyimide/PES, aromatic polyimide MATRIMID5218/polyetherimide (Ultem) and polyamide/polysul-fone dual-layer hollow fiber membranes with reason-able performance were also reported. Suzuki et al. [7]fabricated a dual-layer hollow fiber membrane com-posed of a thin and dense outer layer of poly(ethyleneoxide)-containing polyimide and a porous inner layerof other polyimide for the separation of CO2 andN2. Their membranes showed a CO2 permeance of69 GPU with a CO2/N2 selectivity of 33 at 50◦C after1-month membrane fabrication. However, no detailedspinneret design and process parameters were given.One may have difficulties to understand how the outerdense layer (not an asymmetric layer) was formed.Since inert N2 was used as the bore fluid, their fibershave a much higher dimensional ratio of o.d.:i.d. andthus may not withstand high-pressure shell-side tests.
Li et al. [8] and Yang et al. [9] reported the annularhollow fiber fabrication using the co-extruding tech-nique. In principle, they formed two distinct asym-metric hollow fibers with a gap between them. Eachasymmetric hollow fiber has its own dense selectivelayer, thus the annular hollow fibers can be consideredto consist of two layers of individual membranes andthus be utilized as an internally staged permeator forgas separation [8] and for the immobilization of yeastin the annular gap to form a bioreactor [9]. Nago andMizutani [10] also demonstrated that double layersmicroporous polypropylene hollow fibers could beprepared by stretching double layered polypropylenemicrotubes containing poly(methylsilsequioxane)fillers, the microtubes were formed by a co-extrudingtechnique. However, their membranes were not usedfor gas separation. In addition, all the above litera-tures have not addressed the fundamental and engi-neering issues on how to fabricate delamination-freedual-layer hollow fiber membranes. Delamination-freeis essential for dual-layer membranes to withstandhigh testing pressures for industrial applications.
The objectives of this paper are (1) to study thefabrication principle of delamination-free dual-layerasymmetric composite hollow fiber membranes, and

D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223 213
(2) to explore their applications for air separation.We intend to fabricate hollow fibers with a reason-able o.d.:i.d. ratio for high-pressure tests. No gapbetween the dual layers is our preferred morphol-ogy in order to reduce substructure resistance and tofully use the material strengths and functions of eachlayer. To accomplish our mission, a high performance6FDA–durene–mPDA (50:50) copolymer was em-ployed as the outer separating layer material, whilea commercially available PES was employed as thesubstrate layer material.
2. Experimental
2.1. Materials
In this study, a 6FDA–durene–1,3-phenylenediamine(mPDA) copolyimide with a molar ratio of 50:50shown as below is employed as the top selective layermaterial.
This polyimide was synthesized in our laboratoryas follows. A stoichiometric 6FDA was added to adurene diamine and mPDA solution ofN-methyl-2-pyrrolidone (NMP) with stirring under argon atambient temperature. After reaction for 24 h, aceticanhydride and triethylamine (with a mole ratio ofacetic anhydride:triethylamine to 6FDA to be 4:1)were slowly added to the solution to induce imidiza-tion for 24 h. After precipitation in methanol, the poly-mer was filtered and dried under 150◦C in vacuumfor 24 h. Its inherent viscosity was measured by usinga capillary viscometer and the value is 1.10 dl/g; Mnand polydispersity were measured by a GPC (Waters2690) and the values are 96,100 and 2.18, respectively.This polymer has an intrinsic O2 permeability of23.4 Barrers (1 Barrer= 10−10 cm3-cm/cm2-s-cmHg)with an O2/N2 selectivity of 4.7. Other gas separa-tion properties can be found else where [11]. Radel
A-300P NT PES is chosen as the supporting layermaterial. It was purchased from Amoco Polymers Inc.with a melt flow index of 32.3 dg/min (test method:ASTM D1238).
A mixture of N-methyl-2-pyrrolidone (NMP, fromMerck Schuchardt, purity= 99%) and tetrahydro-furan (THF, from J.T. Baker, purity 99.8%) with theratio of NMP:THF = 5:3 (by weight) was used toprepare the spinning dope in this study. Methanol(from J.T. Baker, purity= 100%) and hexanes (fromEM Science, an associate of Merck, purity= 98.5%)were used as received to perform solvent exchangefor the dual-layer hollow fibers prepared.
2.2. Spinning dope preparation
Significant data suggest that a higher polymer con-centration can reduce the formation of defects on theskin layer of asymmetric gas separation membranes[12–15]. Apparently, there is a critical concentration
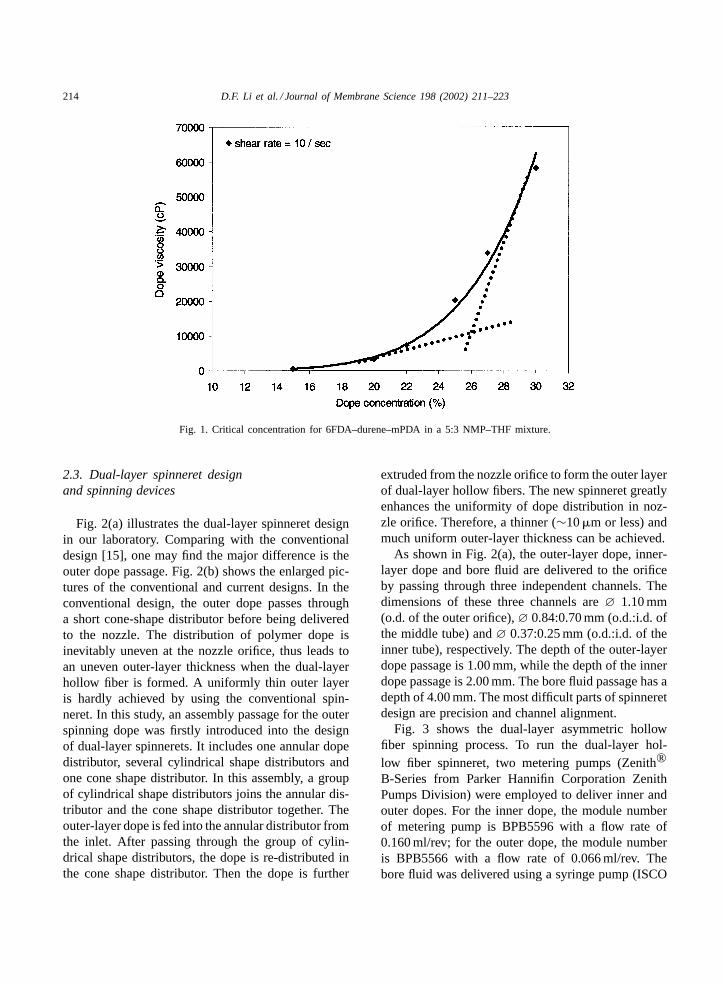
exists. Above the critical concentration, relationship(i.e. slope) of dope viscosity versus dope concen-tration is dramatically different from that below thecritical concentration. This difference is mainly due todifferent degrees of polymer chain entanglement. Theoptimal concentration for asymmetric gas separationmembrane may be obtained at a concentration equalto or slightly higher than the critical dope concentra-tion [14]. However, the gas permeance, in most cases,may be reduced with an increase in dope concentra-tion. Fig. 1 shows that the critical concentration forour study is about 26 wt.%. The viscosity was mea-sured by using an ARES Rheometer at 25◦C, shearrate: 10 s−1), thus spinning dope concentrations equalto 26% of solid concentration were selected for theouter selective layer in this study. A mixture of NMPand THF with a ratio of 5:3 was used to prepare thespinning solution.
214 D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223
Fig. 1. Critical concentration for 6FDA–durene–mPDA in a 5:3 NMP–THF mixture.
2.3. Dual-layer spinneret designand spinning devices
Fig. 2(a) illustrates the dual-layer spinneret designin our laboratory. Comparing with the conventionaldesign [15], one may find the major difference is theouter dope passage. Fig. 2(b) shows the enlarged pic-tures of the conventional and current designs. In theconventional design, the outer dope passes througha short cone-shape distributor before being deliveredto the nozzle. The distribution of polymer dope isinevitably uneven at the nozzle orifice, thus leads toan uneven outer-layer thickness when the dual-layerhollow fiber is formed. A uniformly thin outer layeris hardly achieved by using the conventional spin-neret. In this study, an assembly passage for the outerspinning dope was firstly introduced into the designof dual-layer spinnerets. It includes one annular dopedistributor, several cylindrical shape distributors andone cone shape distributor. In this assembly, a groupof cylindrical shape distributors joins the annular dis-tributor and the cone shape distributor together. Theouter-layer dope is fed into the annular distributor fromthe inlet. After passing through the group of cylin-drical shape distributors, the dope is re-distributed inthe cone shape distributor. Then the dope is further
extruded from the nozzle orifice to form the outer layerof dual-layer hollow fibers. The new spinneret greatlyenhances the uniformity of dope distribution in noz-zle orifice. Therefore, a thinner (∼10�m or less) andmuch uniform outer-layer thickness can be achieved.
As shown in Fig. 2(a), the outer-layer dope, inner-layer dope and bore fluid are delivered to the orificeby passing through three independent channels. Thedimensions of these three channels are∅ 1.10 mm(o.d. of the outer orifice),∅ 0.84:0.70 mm (o.d.:i.d. ofthe middle tube) and∅ 0.37:0.25 mm (o.d.:i.d. of theinner tube), respectively. The depth of the outer-layerdope passage is 1.00 mm, while the depth of the innerdope passage is 2.00 mm. The bore fluid passage has adepth of 4.00 mm. The most difficult parts of spinneretdesign are precision and channel alignment.
Fig. 3 shows the dual-layer asymmetric hollowfiber spinning process. To run the dual-layer hol-low fiber spinneret, two metering pumps (Zenith®
B-Series from Parker Hannifin Corporation ZenithPumps Division) were employed to deliver inner andouter dopes. For the inner dope, the module numberof metering pump is BPB5596 with a flow rate of0.160 ml/rev; for the outer dope, the module numberis BPB5566 with a flow rate of 0.066 ml/rev. Thebore fluid was delivered using a syringe pump (ISCO

D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223 215
Fig. 2. Structure of (a) dual-layer spinneret, (b) outer passage of dual-layer spinneret.
100DX from ISCO Inc.), three pieces of 15�m on-linefilter (from Swagelok Marketing Co.) was installedin the system to prevent the spinneret from blocking.As an auxiliary device, a solvent cleaning system wasembedded into the spinning system so that the spin-neret can be cleaned up immediately after spinning.
Before spinning, both PES substrate layer solu-tion and 6FDA–durene–mPDA (50:50) selective layersolution were filtered and then degassed for 24 h.Nitrogen with 1 bar of pressure was fed into the tanksas backpressure. Both dopes first passed through15�m on line filters and then were delivered to the

216 D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223
Fig. 3. Dual-layer hollow fiber spinning system.
spinneret by metering pumps. The outer-dope flow ratewas 0.2 ml/min, while the inner-dope flow rate was0.6 ml/min. The spinneret temperature was controlledin a range of 25–60◦C. The bore fluid compositionwas used either water or a 95:5 (in weight) mixtureof NMP and water with a flow rate of 0.1–0.3 ml/min.The nascent dual-layer hollow fiber membrane passedthrough an air gap with a specific distance at ambienttemperature, and was then immediately drawn into acoagulation bath. Tap water with room temperaturewas used as the coagulant in this study. The as-spundual-layer hollow fiber was stored in water for 3 days.The details of spinning conditions are listed in Table 1.
2.4. Post-treatment
After immersion in water for 3 days, the as-spundual-layer hollow fiber membranes were sent to post-treatment without further drying. The procedure ofpost-treatment may be described as follows: 50 piecesof fiber segments of 30 cm length were put together
to form a bundle. Four to six bundles were treatedin one batch. The fiber bundles were immersed intofresh methanol in a 200-ml cylinder for 30 min. Thesame procedure was practiced three times, then thebundles were immersed to fresh hexanes three timesand each time took about 30 min. The hexanes treatedbundles are exposed in air for 30 min pre-drying andsubsequently were relocated in a vacuum oven for heattreatment. The heat treatment sequence is as follows:(1) apply vacuum; (2) set oven temperature to 35◦Cfor 30 min; (3) 45◦C for 30 min; (4) 55◦C for 30 min;(5) 65◦C for 30 min and (6) finally set the temperatureto 75◦C for 1 h; (7) stop the vacuum and heating; (8)cool down naturally and take the bundles out.
2.5. Evaluation of separation performance
Testing modules consist of 10 pieces of dual-layerfibers with a length of 20 cm. One end (close-end) wassealed by a quick curing epoxy (Araldite® from CibaPerformance Polymer; the ratio of epoxy to hardener
D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223 217
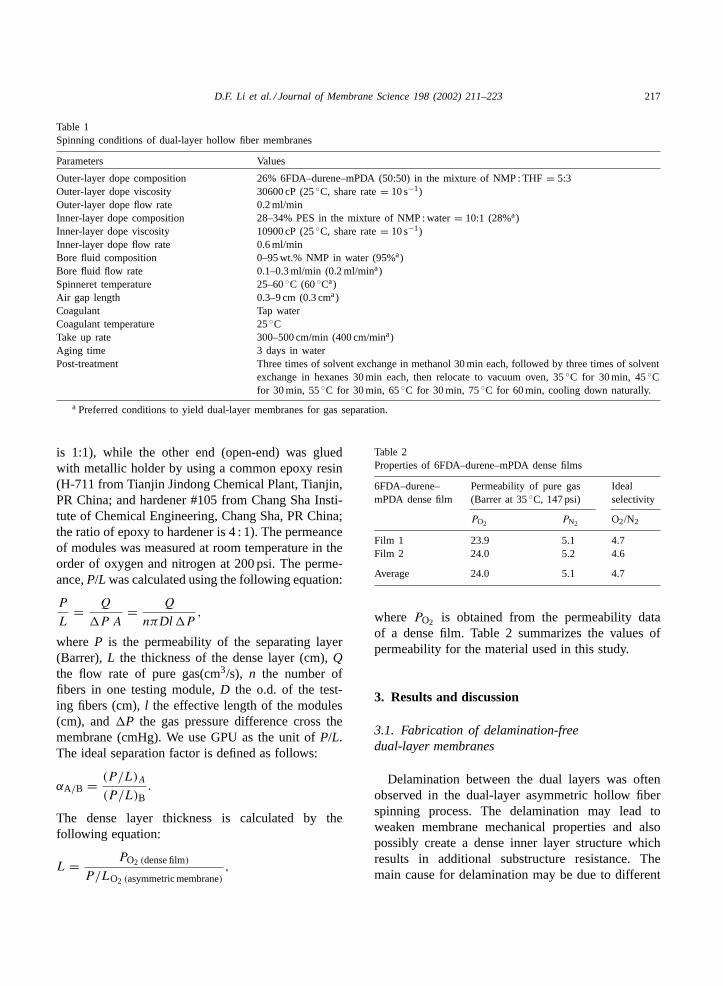
Table 1Spinning conditions of dual-layer hollow fiber membranes
Parameters Values
Outer-layer dope composition 26% 6FDA–durene–mPDA (50:50) in the mixture of NMP : THF= 5:3Outer-layer dope viscosity 30600 cP (25◦C, share rate= 10 s−1)Outer-layer dope flow rate 0.2 ml/minInner-layer dope composition 28–34% PES in the mixture of NMP : water= 10:1 (28%a)Inner-layer dope viscosity 10900 cP (25◦C, share rate= 10 s−1)Inner-layer dope flow rate 0.6 ml/minBore fluid composition 0–95 wt.% NMP in water (95%a)Bore fluid flow rate 0.1–0.3 ml/min (0.2 ml/mina)Spinneret temperature 25–60◦C (60◦Ca)Air gap length 0.3–9 cm (0.3 cma)Coagulant Tap waterCoagulant temperature 25◦CTake up rate 300–500 cm/min (400 cm/mina)Aging time 3 days in waterPost-treatment Three times of solvent exchange in methanol 30 min each, followed by three times of solvent
exchange in hexanes 30 min each, then relocate to vacuum oven, 35◦C for 30 min, 45◦Cfor 30 min, 55◦C for 30 min, 65◦C for 30 min, 75◦C for 60 min, cooling down naturally.
a Preferred conditions to yield dual-layer membranes for gas separation.
is 1:1), while the other end (open-end) was gluedwith metallic holder by using a common epoxy resin(H-711 from Tianjin Jindong Chemical Plant, Tianjin,PR China; and hardener #105 from Chang Sha Insti-tute of Chemical Engineering, Chang Sha, PR China;the ratio of epoxy to hardener is 4 : 1). The permeanceof modules was measured at room temperature in theorder of oxygen and nitrogen at 200 psi. The perme-ance,P/L was calculated using the following equation:
P
L= Q
�P A= Q
nπDl �P,
where P is the permeability of the separating layer(Barrer),L the thickness of the dense layer (cm),Qthe flow rate of pure gas(cm3/s), n the number offibers in one testing module,D the o.d. of the test-ing fibers (cm),l the effective length of the modules(cm), and�P the gas pressure difference cross themembrane (cmHg). We use GPU as the unit ofP/L.The ideal separation factor is defined as follows:
αA/B = (P/L)A
(P/L)B.
The dense layer thickness is calculated by thefollowing equation:
L = PO2 (dense film)
P/LO2 (asymmetric membrane),
Table 2Properties of 6FDA–durene–mPDA dense films
6FDA–durene–mPDA dense film
Permeability of pure gas(Barrer at 35◦C, 147 psi)
Idealselectivity
PO2 PN2 O2/N2
Film 1 23.9 5.1 4.7Film 2 24.0 5.2 4.6
Average 24.0 5.1 4.7
where PO2 is obtained from the permeability dataof a dense film. Table 2 summarizes the values ofpermeability for the material used in this study.
3. Results and discussion
3.1. Fabrication of delamination-freedual-layer membranes
Delamination between the dual layers was oftenobserved in the dual-layer asymmetric hollow fiberspinning process. The delamination may lead toweaken membrane mechanical properties and alsopossibly create a dense inner layer structure whichresults in additional substructure resistance. Themain cause for delamination may be due to different
218 D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223
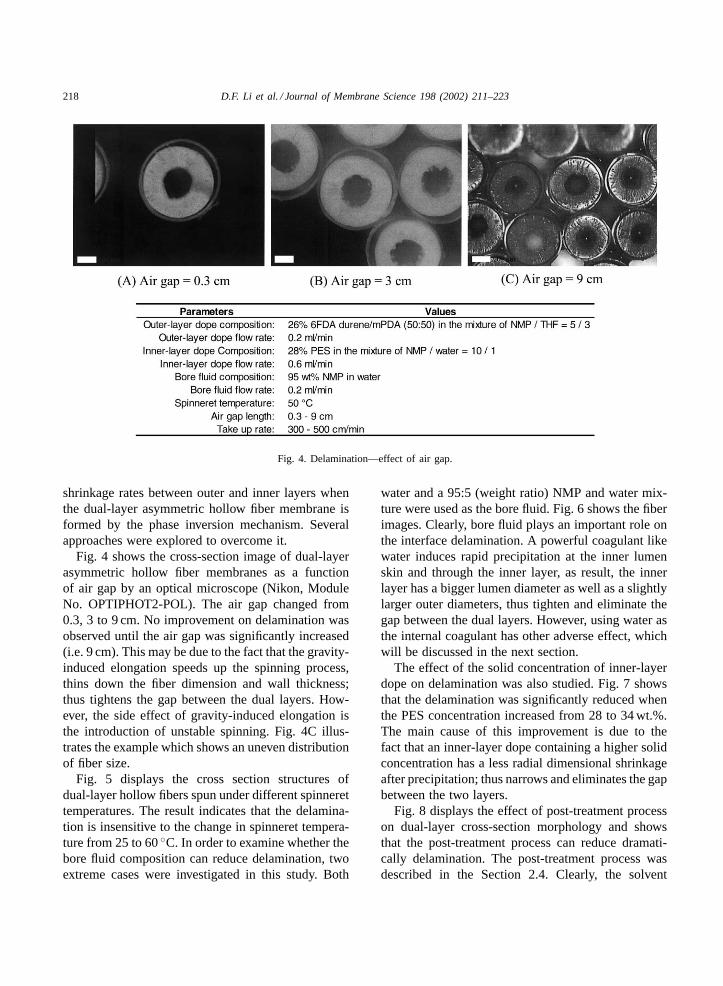
Fig. 4. Delamination—effect of air gap.
shrinkage rates between outer and inner layers whenthe dual-layer asymmetric hollow fiber membrane isformed by the phase inversion mechanism. Severalapproaches were explored to overcome it.
Fig. 4 shows the cross-section image of dual-layerasymmetric hollow fiber membranes as a functionof air gap by an optical microscope (Nikon, ModuleNo. OPTIPHOT2-POL). The air gap changed from0.3, 3 to 9 cm. No improvement on delamination wasobserved until the air gap was significantly increased(i.e. 9 cm). This may be due to the fact that the gravity-induced elongation speeds up the spinning process,thins down the fiber dimension and wall thickness;thus tightens the gap between the dual layers. How-ever, the side effect of gravity-induced elongation isthe introduction of unstable spinning. Fig. 4C illus-trates the example which shows an uneven distributionof fiber size.
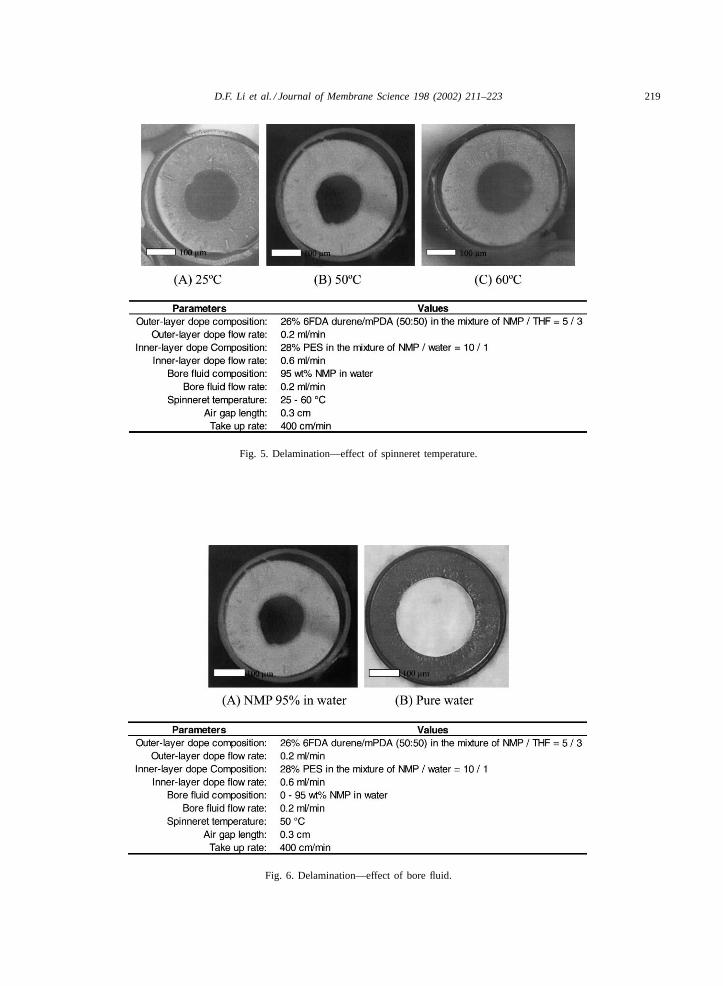
Fig. 5 displays the cross section structures ofdual-layer hollow fibers spun under different spinnerettemperatures. The result indicates that the delamina-tion is insensitive to the change in spinneret tempera-ture from 25 to 60◦C. In order to examine whether thebore fluid composition can reduce delamination, twoextreme cases were investigated in this study. Both
water and a 95:5 (weight ratio) NMP and water mix-ture were used as the bore fluid. Fig. 6 shows the fiberimages. Clearly, bore fluid plays an important role onthe interface delamination. A powerful coagulant likewater induces rapid precipitation at the inner lumenskin and through the inner layer, as result, the innerlayer has a bigger lumen diameter as well as a slightlylarger outer diameters, thus tighten and eliminate thegap between the dual layers. However, using water asthe internal coagulant has other adverse effect, whichwill be discussed in the next section.
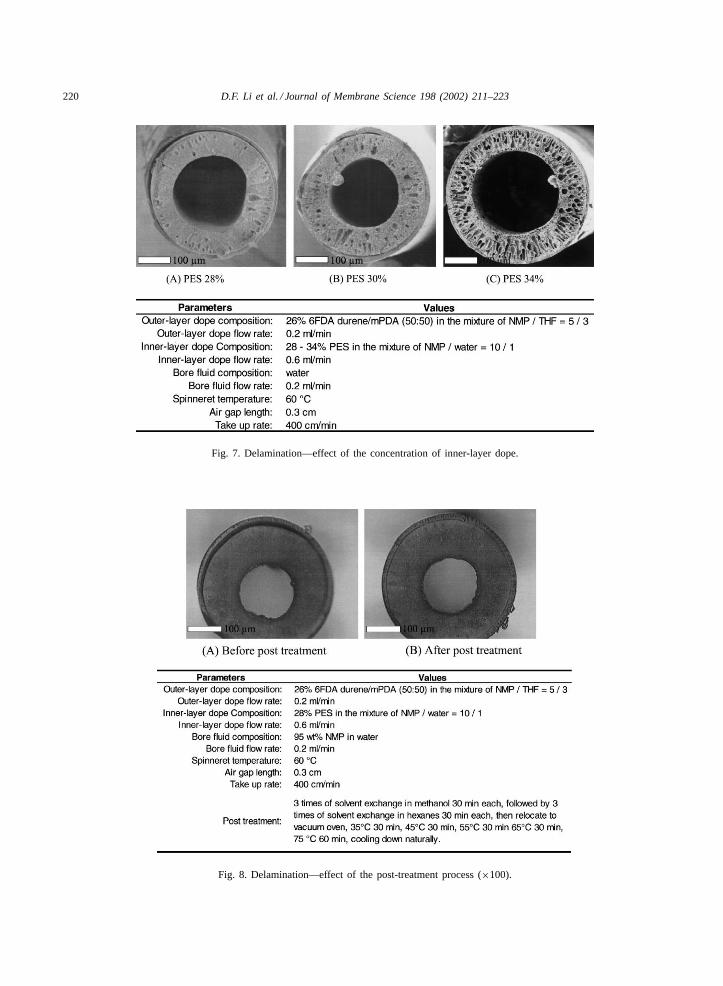
The effect of the solid concentration of inner-layerdope on delamination was also studied. Fig. 7 showsthat the delamination was significantly reduced whenthe PES concentration increased from 28 to 34 wt.%.The main cause of this improvement is due to thefact that an inner-layer dope containing a higher solidconcentration has a less radial dimensional shrinkageafter precipitation; thus narrows and eliminates the gapbetween the two layers.
Fig. 8 displays the effect of post-treatment processon dual-layer cross-section morphology and showsthat the post-treatment process can reduce dramati-cally delamination. The post-treatment process wasdescribed in the Section 2.4. Clearly, the solvent
D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223 219
Fig. 5. Delamination—effect of spinneret temperature.
Fig. 6. Delamination—effect of bore fluid.
220 D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223
Fig. 7. Delamination—effect of the concentration of inner-layer dope.
Fig. 8. Delamination—effect of the post-treatment process (×100).
D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223 221
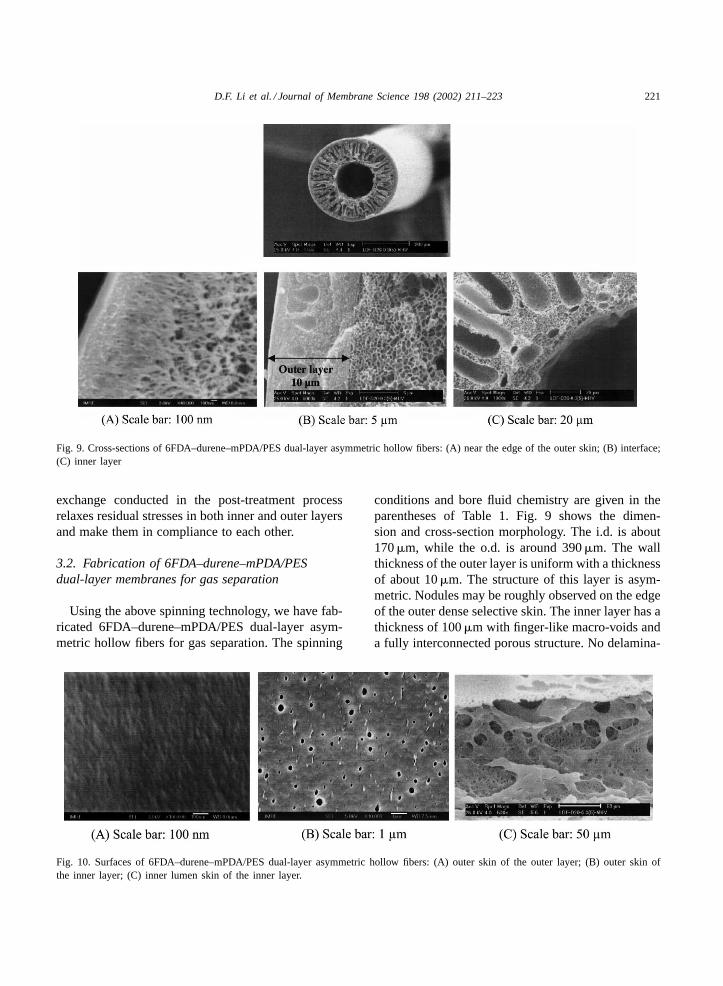
Fig. 9. Cross-sections of 6FDA–durene–mPDA/PES dual-layer asymmetric hollow fibers: (A) near the edge of the outer skin; (B) interface;(C) inner layer
exchange conducted in the post-treatment processrelaxes residual stresses in both inner and outer layersand make them in compliance to each other.
3.2. Fabrication of 6FDA–durene–mPDA/PESdual-layer membranes for gas separation
Using the above spinning technology, we have fab-ricated 6FDA–durene–mPDA/PES dual-layer asym-metric hollow fibers for gas separation. The spinning
Fig. 10. Surfaces of 6FDA–durene–mPDA/PES dual-layer asymmetric hollow fibers: (A) outer skin of the outer layer; (B) outer skin ofthe inner layer; (C) inner lumen skin of the inner layer.
conditions and bore fluid chemistry are given in theparentheses of Table 1. Fig. 9 shows the dimen-sion and cross-section morphology. The i.d. is about170�m, while the o.d. is around 390�m. The wallthickness of the outer layer is uniform with a thicknessof about 10�m. The structure of this layer is asym-metric. Nodules may be roughly observed on the edgeof the outer dense selective skin. The inner layer has athickness of 100�m with finger-like macro-voids anda fully interconnected porous structure. No delamina-
222 D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223
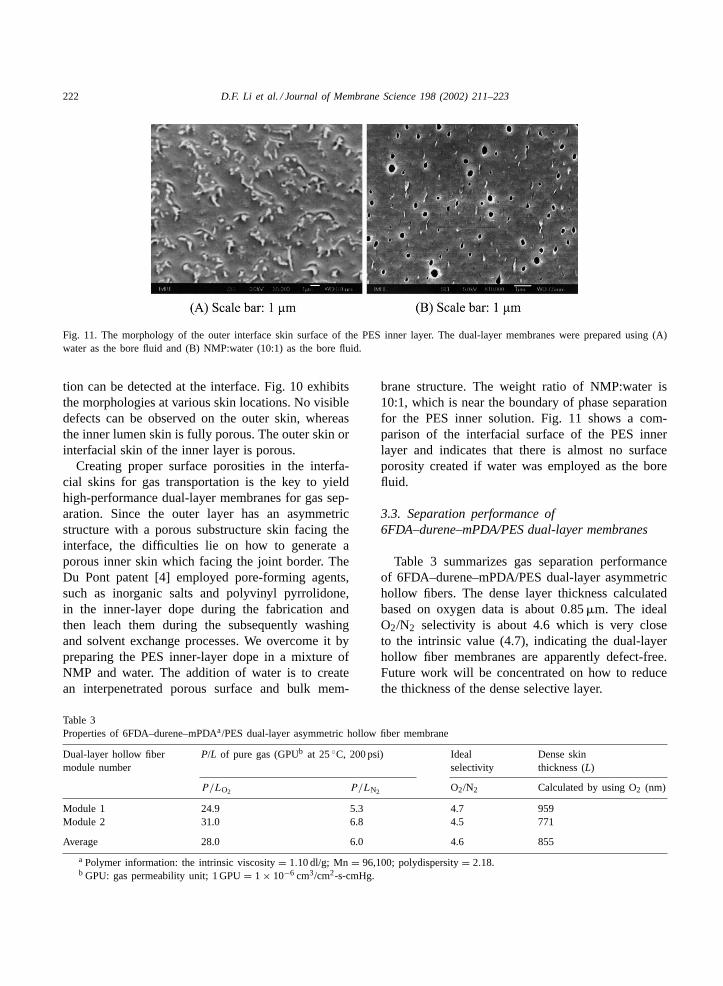
Fig. 11. The morphology of the outer interface skin surface of the PES inner layer. The dual-layer membranes were prepared using (A)water as the bore fluid and (B) NMP:water (10:1) as the bore fluid.
tion can be detected at the interface. Fig. 10 exhibitsthe morphologies at various skin locations. No visibledefects can be observed on the outer skin, whereasthe inner lumen skin is fully porous. The outer skin orinterfacial skin of the inner layer is porous.
Creating proper surface porosities in the interfa-cial skins for gas transportation is the key to yieldhigh-performance dual-layer membranes for gas sep-aration. Since the outer layer has an asymmetricstructure with a porous substructure skin facing theinterface, the difficulties lie on how to generate aporous inner skin which facing the joint border. TheDu Pont patent [4] employed pore-forming agents,such as inorganic salts and polyvinyl pyrrolidone,in the inner-layer dope during the fabrication andthen leach them during the subsequently washingand solvent exchange processes. We overcome it bypreparing the PES inner-layer dope in a mixture ofNMP and water. The addition of water is to createan interpenetrated porous surface and bulk mem-
Table 3Properties of 6FDA–durene–mPDAa/PES dual-layer asymmetric hollow fiber membrane
Dual-layer hollow fibermodule number
P/L of pure gas (GPUb at 25◦C, 200 psi) Idealselectivity
Dense skinthickness (L)
P/LO2 P/LN2 O2/N2 Calculated by using O2 (nm)
Module 1 24.9 5.3 4.7 959Module 2 31.0 6.8 4.5 771
Average 28.0 6.0 4.6 855
a Polymer information: the intrinsic viscosity= 1.10 dl/g; Mn= 96,100; polydispersity= 2.18.b GPU: gas permeability unit; 1 GPU= 1 × 10−6 cm3/cm2-s-cmHg.
brane structure. The weight ratio of NMP:water is10:1, which is near the boundary of phase separationfor the PES inner solution. Fig. 11 shows a com-parison of the interfacial surface of the PES innerlayer and indicates that there is almost no surfaceporosity created if water was employed as the borefluid.
3.3. Separation performance of6FDA–durene–mPDA/PES dual-layer membranes
Table 3 summarizes gas separation performanceof 6FDA–durene–mPDA/PES dual-layer asymmetrichollow fibers. The dense layer thickness calculatedbased on oxygen data is about 0.85�m. The idealO2/N2 selectivity is about 4.6 which is very closeto the intrinsic value (4.7), indicating the dual-layerhollow fiber membranes are apparently defect-free.Future work will be concentrated on how to reducethe thickness of the dense selective layer.

D.F. Li et al. / Journal of Membrane Science 198 (2002) 211–223 223
4. Conclusions
We have fabricated delamination-free dual-layerasymmetric hollow fiber membranes with a defect-freedense selective skin using a co-extrusion and dry-jetwet-spinning phase inversion technique for air sep-aration. A 6FDA–durene–mPDA copolymer (50:50)was applied to form the asymmetric outer layer, whilea commercially available PES was used to form theinterconnected microporous inner layer. Both innerand outer skins of the inner layer are of porous struc-ture. Pure gas permeance test results show that theO2/N2 selectivity of the dual-layer asymmetric hollowfiber is about 4.6 which is very close to the intrinsicvalue of the outer-layer material (4.7) with an O2permeance of around 28 GPU at room temperature.
The concept of assembly passage was firstlyintroduced into the dual-layer spinneret design forhigh viscosity outer spinning dope transportation.As a result, a uniformly thin outer layer (10�m)with asymmetric structure was achieved. The effectsof spinning conditions on delamination were dis-cussed in details. Inner-layer dope composition, borefluid composition as well as post-treatment processwere found to play very important roles to producedelamination-free dual-layer membranes.
Acknowledgements
The authors would like to thank British GasTechnology, Institute of Materials Research andEngineering, Environmental Technology Institute andNational Science Technology Board of Singaporefor funding the project (research fund no. 113006).Special thanks are extended to Miss M.L. Chng, MissW.W. Loh and Ms. L.K. Leong for their help.
References
[1] J.M.S. Henis, M.K. Tripodi, Composite hollow fibermembranes for gas separation: the resistance model approach,J. Membr. Sci. 8 (3) (1981) 233.
[2] W.J. Koros, G.K. Fleming, Membrane-based gas separation,J. Membr. Sci. 83 (1993) 1.
[3] D.R. Paul, Y.P. Yampol’skii (Eds.), Polymeric Gas SeparationMembranes, CRC Press, Boca Raton, FL, 1994.
[4] O.M. Ekiner, R.A. Hayes, P. Manos, Novel multicomponentfluid separation membranes, U.S. Patent 05085676, E.I. DuPont de Nemours and Company, 1992.
[5] M. Stephen, Plastic-lined piping. Correct manufacture givesbest performance. Process Eng. Oct. (1973) 92.
[6] T.S. Chung, A review of microporous composite polymericmembrane technology for air-separation, Polym. Polym.Compos. 4 (1996) 269.
[7] H.H. Suzuki, K. Tanaka, H. Kita, K. Okamoto, H. Hoshino, T.Yoshinaga, Y. Kusuki, Preparation of composite hollow fibermembranes of poly(ethylene oxide)-containing polyimide andtheir CO2/N2 separation properties, J. Membr. Sci. 146 (1998)31.
[8] K. Li, D.L. Wang, D.F. Li, W.K. Teo, Internally stagedpermeator prepared from annular hollow fibers for gasseparation, AIChE J. 44 (1998) 849.
[9] S.H. Yang, W.K. Teo, K. Li, Formation of annular hollowfibers for immobilization of yeast in annular passages, J.Membr. Sci. 184 (2001) 107.
[10] S. Nago, Y. Mizutani, Microporous polypropylene hollowfibers with double layers, J. Membr. Sci. 116 (1996) 1.
[11] T.S. Chung, W.H. Lin, R.H. Vora, Gas transport properties of6FDA–durene–1,3-phenylenediamine (mPDA) copolyimides,J. Appl. Polym. Sci. 81 (2001) 3552.
[12] R.E. Kesting, A.K. Fritzsche, Polymeric Gas SeparationMembranes, Wiley, New York, 1993.
[13] T.S. Chung, E.R. Katchinski, P. Foley, Development ofasymmetric hollow fibers from polyimide for air separation,J. Membr. Sci. 75 (1992) 181.
[14] T.S. Chung, S.K. Teoh, X.D. Hu, Formation of ultrathinhigh-performance polyethersulfone hollow fiber membranes,J. Membr. Sci. 133 (1997) 161.
[15] D.L. Wang, K. Li, W.K. Teo, Preparation of annular hollowfibre membranes, J. Membr. Sci. 166 (2000) 31.
Copyright © 2022 FDOKUMEN