
Experimental and Numerical Studies on the Influence of Hot Top Conditions on Macrosegregation in an...
10
6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2 ICRF 1 st International Conference on Ingot Casting, Rolling and Forging 1 Experimental and Numerical Studies on the Influence of Hot Top Conditions on Macrosegregation in an Industrial Steel Ingot Arvind Kumar, Miha Založnik † , Hervé Combeau Institut Jean Lamour, Ecole des Mines de Nancy, Parc de Saurupt – F- 54042 Nancy Cedex, France Joëlle Demurger, Jean Wendenbaum Ascometal Creas, Avenue de France, BP70045, 57301 Hagondange Cedex, France † Speaker contact: [email protected] Abstract The influence of hot-topping conditions on macrosegregation in a large industrial steel ingot is experimentally and numerically studied. Two types of insulating refractory materials are considered in the hot top - isothermic (classical hot topping) and exothermic. Unlike the isothermic material, the exothermic material releases heat into the solidifying ingot by an exothermic chemical reaction taking place during a certain period. Experimental macrosegregation and grain size at the central axis in a 6.2-ton industrial steel ingot are presented for the two hot top conditions. Thereafter, numerical studies using a multiscale model and confrontation between the experimental and numerical results are presented. In the multiscale model, the grain growth model is fully coupled with a volume-averaged two-phase macroscopic solidification model that takes into account macroscopic fluid flow, grain transport, heat transfer, and solute transport. The effects of the two hot top scenarios on the heat transfer behaviour, macrostructure and the macrosegregation are discussed. We have found that the insulating refractory material in the hot top plays an important role in the grain formation with exothermic refractory material resulting in a finer axial grain structure with more globular grain morphology and more macrosegregation. The model results well explain the experimental results for the two hot top scenarios. The exothermic chemical reaction can increase the number of nuclei, which in turn influences the grain structure and the macrosegregation in the ingot. Key Words: Large steel ingot, Hot top, Isothermic, Exothermic, Macrosegregation, Multiscale solidification model. 1. Introduction The production of steel ingots with improved structure and chemical homogeneities is of great concern for steelmakers. Prediction of grain structure and chemical heterogeneities in ingots (especially in industrial-size products) using numerical models is of great importance as it can significantly improve the production efficiency. The development of solidification models for industrial steel ingot processes is a challenging task mainly due to the size of the products and the need to consider variety of physical phenomena [1-4]. Some of those various phenomena need to be considered are thermosolutal convection [5,6], grain motion [1-4,7-9], evolution of grain morphology by suitably considering a coupled grain growth model in the macroscopic solidification model [10-12], formation of channel segregates [5,6]. Chemical heterogeneities and grain structures significantly influence the quality and final properties in solidified ingots. Moreover, the phenomena responsible for their formation during solidification are closely related [1-6]. However, the development of models combining these two coupled aspects is still at its beginning. Vannier et al. [5] reported calculations for a large multicomponent steel ingot, however, grain motion and evolution of grain morphology during solidification was not considered which present limitations of their study. In the previous works Combeau and coworkers [1,3] developed a multiscale model considering motion of equiaxed grains and evolution of grain morphology during solidification. In the multiscale model the grain growth model is fully coupled with a volume-averaged two-phase macroscopic solidification model that takes into account macroscopic fluid flow, grain transport, heat transfer, and solute transport. Simulation results for a 3.3-ton steel ingot are reported considering the motion of equiaxed grains [1] but not the grain morphology evolution. In practice, the grain morphology in large ingots experiences transitions [2,11,12]; we generally find globular regions at the bottom and dendritic regions in the central part of the ingot. Therefore, evolution of the grain morphology has to be accounted for in the solidification model in order to properly predict the macrosegregation [2]. With this aim, Combeau and coworkers considered the evolution of grain morphology during solidification and presented the results for a 3.3-ton steel ingot [11, 12]. Very recently, equiaxed grain structure and macrosegregation in even a larger 6.2 ton industrial steel ingot were predicted [4]. The experimental and predicted macrosegregation pattern showed good agreement [4]. While we know that free-floating grains appear during the solidification of an ingot [1-4,9], the cooperation and competition of the grain-settling effect with that of the melt flow depends on the morphology of the grains
Transcript of Experimental and Numerical Studies on the Influence of Hot Top Conditions on Macrosegregation in an...

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 1
This material has the insulating components integrated and so saves the second process step.
Safety/Pollution The combination of exothermic and insulating
parts offers advantages in the characteristic of pollution and in the safety.
There s no danger from a high flame before putting the rice husk ash onto the ingot.
The pollution, the dust during the exothermic superheat reaction isn't released. This means less health hazards for the employees and less dust in the filter-systems to be depolluted.
Consumption rate Finally we have to talk about the quantities that
are used. With conventional covering-powder the consumption is between one and two kg powder per ton steel in the ingot. The rice husk ash is additionally used with 0,5 kg up to 1 kg per ton steel.
The new LUPUTOP® P1 with its density of 0.6 kg/l has a big volume and so it is needed with only 1 kg/t up to 1.5 kg/t.
Consumption of covering powders
00,5
11,5
22,5
3
conventionalcoveringpowder
type of powder
Cons
umpt
ion [
kg po
wde
r/ t s
teel]
additionalinsulatingpowder
coveringpowder
Figure 8: Comparing needed quantities of
covering powders
Regarding the cost for this material, there are three issues: First the needed material in total is less, second there is less work to do and at last without the smoke, there is less dust to dispose.
Conclusion The combination of highly insulating lightweight
insert-feeders and an easy to use exothermic covering-powder is a big chance to improve the yield, to reduce costs and to protect the workforce and the environment. With technical progress ingot casting
remains a modern production method for high alloyed steel qualities.
Experimental and Numerical Studies on the Influence of Hot Top Conditions on Macrosegregation in an Industrial Steel Ingot
Arvind Kumar, Miha Založnik †, Hervé Combeau
Institut Jean Lamour, Ecole des Mines de Nancy, Parc de Saurupt – F- 54042 Nancy Cedex, France
Joëlle Demurger, Jean Wendenbaum Ascometal Creas, Avenue de France, BP70045, 57301 Hagondange Cedex, France
† Speaker contact: [email protected]
Abstract
The influence of hot-topping conditions on macrosegregation in a large industrial steel ingot is experimentally and numerically studied. Two types of insulating refractory materials are considered in the hot top - isothermic (classical hot topping) and exothermic. Unlike the isothermic material, the exothermic material releases heat into the solidifying ingot by an exothermic chemical reaction taking place during a certain period. Experimental macrosegregation and grain size at the central axis in a 6.2-ton industrial steel ingot are presented for the two hot top conditions. Thereafter, numerical studies using a multiscale model and confrontation between the experimental and numerical results are presented. In the multiscale model, the grain growth model is fully coupled with a volume-averaged two-phase macroscopic solidification model that takes into account macroscopic fluid flow, grain transport, heat transfer, and solute transport. The effects of the two hot top scenarios on the heat transfer behaviour, macrostructure and the macrosegregation are discussed. We have found that the insulating refractory material in the hot top plays an important role in the grain formation with exothermic refractory material resulting in a finer axial grain structure with more globular grain morphology and more macrosegregation. The model results well explain the experimental results for the two hot top scenarios. The exothermic chemical reaction can increase the number of nuclei, which in turn influences the grain structure and the macrosegregation in the ingot.
Key Words: Large steel ingot, Hot top, Isothermic, Exothermic, Macrosegregation, Multiscale solidification model. 1. Introduction The production of steel ingots with improved structure and chemical homogeneities is of great concern for steelmakers. Prediction of grain structure and chemical heterogeneities in ingots (especially in industrial-size products) using numerical models is of great importance as it can significantly improve the production efficiency. The development of solidification models for industrial steel ingot processes is a challenging task mainly due to the size of the products and the need to consider variety of physical phenomena [1-4]. Some of those various phenomena need to be considered are thermosolutal convection [5,6], grain motion [1-4,7-9], evolution of grain morphology by suitably considering a coupled grain growth model in the macroscopic solidification model [10-12], formation of channel segregates [5,6]. Chemical heterogeneities and grain structures significantly influence the quality and final properties in solidified ingots. Moreover, the phenomena responsible for their formation during solidification are closely related [1-6]. However, the development of models combining these two coupled aspects is still at its beginning. Vannier et al. [5] reported calculations for a large multicomponent steel ingot, however, grain motion and evolution of grain morphology during solidification was not considered which present limitations of their study. In the previous works
Combeau and coworkers [1,3] developed a multiscale model considering motion of equiaxed grains and evolution of grain morphology during solidification. In the multiscale model the grain growth model is fully coupled with a volume-averaged two-phase macroscopic solidification model that takes into account macroscopic fluid flow, grain transport, heat transfer, and solute transport. Simulation results for a 3.3-ton steel ingot are reported considering the motion of equiaxed grains [1] but not the grain morphology evolution. In practice, the grain morphology in large ingots experiences transitions [2,11,12]; we generally find globular regions at the bottom and dendritic regions in the central part of the ingot. Therefore, evolution of the grain morphology has to be accounted for in the solidification model in order to properly predict the macrosegregation [2]. With this aim, Combeau and coworkers considered the evolution of grain morphology during solidification and presented the results for a 3.3-ton steel ingot [11, 12]. Very recently, equiaxed grain structure and macrosegregation in even a larger 6.2 ton industrial steel ingot were predicted [4]. The experimental and predicted macrosegregation pattern showed good agreement [4]. While we know that free-floating grains appear during the solidification of an ingot [1-4,9], the cooperation and competition of the grain-settling effect with that of the melt flow depends on the morphology of the grains
6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 2
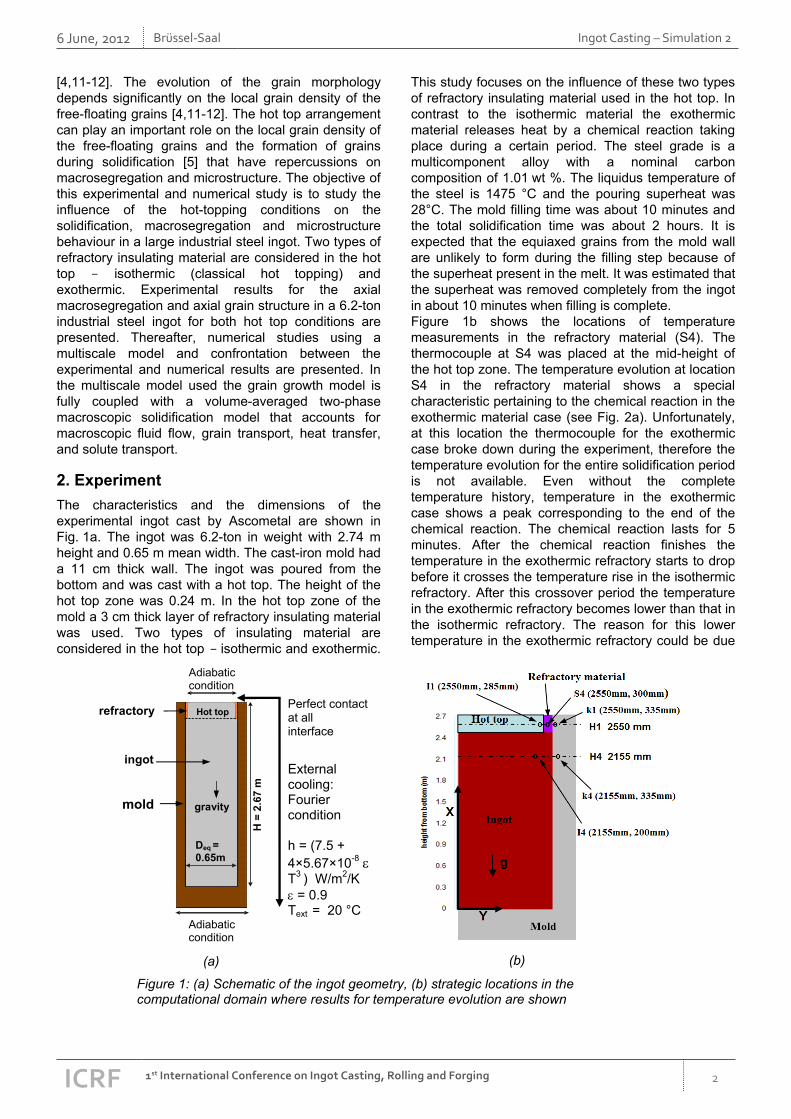
[4,11-12]. The evolution of the grain morphology depends significantly on the local grain density of the free-floating grains [4,11-12]. The hot top arrangement can play an important role on the local grain density of the free-floating grains and the formation of grains during solidification [5] that have repercussions on macrosegregation and microstructure. The objective of this experimental and numerical study is to study the influence of the hot-topping conditions on the solidification, macrosegregation and microstructure behaviour in a large industrial steel ingot. Two types of refractory insulating material are considered in the hot top - isothermic (classical hot topping) and exothermic. Experimental results for the axial macrosegregation and axial grain structure in a 6.2-ton industrial steel ingot for both hot top conditions are presented. Thereafter, numerical studies using a multiscale model and confrontation between the experimental and numerical results are presented. In the multiscale model used the grain growth model is fully coupled with a volume-averaged two-phase macroscopic solidification model that accounts for macroscopic fluid flow, grain transport, heat transfer, and solute transport.
2. Experiment The characteristics and the dimensions of the experimental ingot cast by Ascometal are shown in Fig. 1a. The ingot was 6.2-ton in weight with 2.74 m height and 0.65 m mean width. The cast-iron mold had a 11 cm thick wall. The ingot was poured from the bottom and was cast with a hot top. The height of the hot top zone was 0.24 m. In the hot top zone of the mold a 3 cm thick layer of refractory insulating material was used. Two types of insulating material are considered in the hot top - isothermic and exothermic.
This study focuses on the influence of these two types of refractory insulating material used in the hot top. In contrast to the isothermic material the exothermic material releases heat by a chemical reaction taking place during a certain period. The steel grade is a multicomponent alloy with a nominal carbon composition of 1.01 wt %. The liquidus temperature of the steel is 1475 °C and the pouring superheat was 28°C. The mold filling time was about 10 minutes and the total solidification time was about 2 hours. It is expected that the equiaxed grains from the mold wall are unlikely to form during the filling step because of the superheat present in the melt. It was estimated that the superheat was removed completely from the ingot in about 10 minutes when filling is complete. Figure 1b shows the locations of temperature measurements in the refractory material (S4). The thermocouple at S4 was placed at the mid-height of the hot top zone. The temperature evolution at location S4 in the refractory material shows a special characteristic pertaining to the chemical reaction in the exothermic material case (see Fig. 2a). Unfortunately, at this location the thermocouple for the exothermic case broke down during the experiment, therefore the temperature evolution for the entire solidification period is not available. Even without the complete temperature history, temperature in the exothermic case shows a peak corresponding to the end of the chemical reaction. The chemical reaction lasts for 5 minutes. After the chemical reaction finishes the temperature in the exothermic refractory starts to drop before it crosses the temperature rise in the isothermic refractory. After this crossover period the temperature in the exothermic refractory becomes lower than that in the isothermic refractory. The reason for this lower temperature in the exothermic refractory could be due
H =
2.6
7 m
mold
refractory
ingot
Adiabatic condition
Hot top
Adiabatic condition
Deq = 0.65m
Perfect contact at all interface
External cooling: Fourier condition h = (7.5 + 4×5.67×10-8 T3 ) W/m2/K = 0.9 Text = 20 °C
gravity
Figure 1: (a) Schematic of the ingot geometry, (b) strategic locations in the computational domain where results for temperature evolution are shown
(a) (b)

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 3
to retardation of the solidification front, caused by the exothermic heat release, besides the location S4 for this case which in turn reduces the heat extracted by the refractory. This result indicates that the heat transfer in the ingot at locations close to the refractory material is influenced by the exothermic chemical reaction. Final carbon concentration was measured, through chemical analysis, at several locations along the central axis in the solidified ingot. Figure 2b shows the macrosegregation for the two hot top conditions. In the figure relative segregation (C/C=(C-C0)/C0) is plotted as a measure of the macrosegregation. We can see an oscillating concentration profile in the both cases; negative at the bottom, and then in the upward direction passing several times from negative to positive until it reaches the strongly positively segregated hot top. The presence of V-segregates on the axis of the ingot may partly be the cause that the macrosegregation passes several times from negative to positive. The differences for the two hot top conditions can be clearly seen. In general segregation in the lower half of the ingot is negative for both cases, with negative segregation prolonged up to larger height of the ingot for the exothermic material (up to two-third height of the ingot). Figure 2c shows the variation of grain size at the central axis for both hot top conditions. The lower grain size in the exothermic case can be due to the higher grain density caused by relatively more nuclei during solidification. The relatively more nuclei in the exothermic case can be attributed to a lower solidification front velocity, as mentioned in the result for temperature measurement, which can generates more nuclei by the fragmentation mechanism. 3. Numerical simulations The solidification process of the large-size (6.2-ton) experimental ingot is simulated using an in-house
developed code SOLID [1,3]. It is based on a volume-averaged Euler-Euler two-phase multiscale model that consists of two parts: a macroscopic part with momentum, mass, heat, solute mass, and grain population conservation equations and a microscopic part that describes the nucleation and growth of globular or dendritic grains and the phase change [1,3]. The details of the model can be found in [1,3]. It may be noted that the present model does not account for the columnar-to-equiaxed transition (CET). We explicitly impose the thickness of the columnar zone at the mould walls in order to describe the columnar grains. Within this zone the solid phase is fixed. In the present study we used a columnar zone thickness of 8 cm, based on a post-mortem experimental analysis of the ingot. In the simulations the undercooling at the tip of the columnar primary arms of the dendrites is neglected. With this assumption the CET in this case occurs in the limiting case when the undercooling at the columnar tip becomes zero [13]. A schematic of the model geometry used in the simulations, depicting the steel ingot, the hot top, the mold and the thermal boundary conditions, is shown in Fig. 1a. The simulated domain is axisymmetric with the steel ingot size as 2.670.325 m (heightwidth). To model the steel properties we considered a binary iron-carbon alloy with a nominal composition of C0 = 1.01 wt %C by neglecting the other alloying elements, as estimated in [1]. The properties of the alloy, refractory and mold material, the boundary conditions, and other main parameters of the model are summarized in Table 1. The mold filling stage has been neglected and the initial temperature and carbon concentration fields are supposed to be uniform. The initial temperature field in the steel was 1475°C (the liquidus temperature), and in the mold and the refractory it was 25 °C. The superheat was not considered because the ingot that we studied is filled with a low superheat and by the time the mold is filled the superheat has been
0
200
400
600
800
1000
1200
1400
20 40 60 80 100 120 140 160
Time (minutes)
Tem
pera
ture
(o C
)
S4-IsoS4-Exo
0
0.3
0.6
0.9
1.2
1.5
1.8
2.1
2.4
2.7
-0.2 -0.1 0 0.1 0.2 0.3 0.4 0.5 0.6DC/C
heig
ht fr
om b
otto
m (m
)
Iso-ExpExo-Exp
Figure 2: Experimental results for the two hot top conditions (a) temperature evolution in the refractory (location S4), (b) macrosegregation, (c) grain size along the central axis in the solidified ingot
(a) (b) (c)

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 4
extracted. Solidification shrinkage is not taken into account. The computation is started with a zero velocity field. For the moving grains simulations we initialize the simulation with a predefined number of nuclei (N0 nuclei m-3) with volumetric distribution. Thanks to a sensitivity study of the results to the mesh size, a total of 10000 rectilinear computational cells have been used with a mesh size ~ 8 mm in the solidifying steel domain.
3.1 Modelling of thermal parameters of the exothermic material Thermal properties of the refractory material for both hot top conditions are modelled by comparing the simulated temperature evolution in the refractory material with that of the experimental temperature measurement. In contrast to the isothermic refractory material the exothermic material releases heat into the
solidifying ingot by a chemical reaction taking place during a certain period. The heat released by the chemical reaction of the exothermic material is considered by a source term in the energy conservation equation during the duration of the chemical reaction. We perform a simplified solidification simulation involving only heat transfer and no fluid flow in order to set the thermal parameters of the two types of refractory material. Since it is difficult
to characterize the thermophysical data of the exothermic refractory material because of experimental difficulties caused by the chemical reaction, we set the thermal parameters of the exothermic refractory material by trial and error so that it satisfactorily reproduces the experimental temperature measurement. Figure 3a shows the comparison of the predicted temperature evolution and
Table 1: Thermophysical properties used in the simulations
Initial conditions: Steel temperature: 1475.077 °C (corresponds to the liquidus temperature of the model steel, no superheat is considered) Iron mold and refractory material temperature: 25 °C
Thermal boundary conditions: Interface between the iron mold and the outside, Fourier condition: ha = (7.5+4×5.67×10-8 T3) W/m2/K, = 0.9, Text = 20 °C
Alloy: Melting temperature of pure iron: 1538°C Nominal carbon content: 1.01 wt % Partition coefficient: 0.358 Liquidus slope: - 62.3 °C /wt % Solutal expansion coefficient: 1.4×10-2 (wt %)-1 Thermal expansion coefficient: 1.07×10-4 K-1 Reference density: 7060 kg/m3 Latent heat: 309000 J/kg Dynamic viscosity: 0.0042 kg/m/s SDAS: 500 m Thermal conductivity - solid phase: 40 W/m/K ; liquid phase: 30 W/m/K Specific heat at constant pressure: 500 J/kg/K Diffusion coefficient of carbon - in the liquid: 2×10-8 m2/s; in the solid: 5.187×10-11 m2/s Gibbs-Thomson coefficient: 3.3×10-7 K m
Refractory: Isothermic Density: 640 kg/m3 Thermal conductivity: 0.40 W/m/K Specific heat: 920 J/kg/K upto 200 °C 1140 J/kg/K between 200 °C - 1000 °C
Exothermic Density: 640 kg/m3 Thermal conductivity: 0.30 W/m/K upto 369 °C 0.34 W/m/K between 369 °C - 547 °C 0.45 W/m/K between 547 °C - 712 °C 0.60 W/m/K between 712 °C - 1500 °C Specific heat: 1020 J/kg/K upto 200 °C 890 J/kg/K between 200 °C - 700 °C 940 J/kg/K between 700 °C - 850 °C 1110 J/kg/K between 850 °C - 1100 °C 1200 J/kg/K between 1100 °C - 1500 °C Heat of chemical reaction: 0.75 MJ/kg Duration of the chemical reaction: 5 minutes to 10 minutes
Cast iron mold: Density: 7000 kg/m3
Thermal conductivity: 38 W/m/K upto 100 °C 36 W/m/K between 100 °C - 400 °C 34 W/m/K between 400 °C - 800 °C Specific heat: 551 J/kg/K upto 200 °C 555 J/kg/K between 200 °C - 300 °C 605 J/kg/K between 300 °C - 1500 °C
Figure 3: Comparison of the predicted and experimental temperature evolution in the refractory material (location S4) (a) exothermic (b) isothermic
0
200
400
600
800
1000
1200
1400
0 20 40 60 80 100 120 140
Time (minutes)
Tem
pera
ture
(o C
)
S4-Exo-modelS4-Exo-experiment
0
200
400
600
800
1000
1200
1400
0 20 40 60 80 100 120 140
Time (minutes)
Tem
pera
ture
(o C
)
S4-Iso-modelS4-Iso-experiment
(b) (a)

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 5
the experimental measurement in the exothermic refractory material (location S4). We obtain a satisfactory comparison using thermal conductivity and specific heat capacity values as given in Table 1 and enthalpy of the chemical reaction of the exothermic material as 0.75 MJ/m3 during the period of 5 minutes to 10 minutes. The peak temperature caused by the chemical reaction and the duration of the chemical reaction are well predicted. Similarly, Fig. 11b shows a satisfactory comparison between the predicted and experimental temperature evolution in the isothermic refractory material (location S4) by using the thermal conductivity and specific heat capacity values for the isothermic material as given in Table 1. We would like to point out that the thermal parameters given in Table 1 provide a satisfactory description of the temperature evolution in the refractory material for other solidification simulations involving fluid flow and grain motion also. 3.2 Results In order to understand the thermal behavior of the exothermic refractory, we show the solid fraction maps for the two hot top conditions at a representative time 612 s (when the exothermic chemical reaction finishes at 10 minutes) for a simplified case with fixed grains having only fluid motion (see Fig. 4a). It can be seen that in contrast to the isothermic refractory case the exothermic refractory case results in a relatively low solid fraction besides the refractory material. This is due to the extra heat supplied by the chemical reaction in the exothermic case. This indicates that the solidification front velocity besides the refractory material is lower in the case of exothermic refractory case. In the moving grains simulations to be discussed in the following section, for a lower velocity of the front in the exothermic material case the number of nuclei can be increased due to enhancement of the fragmentation. From the macrosegregation map (Fig. 4b) for fixed grain simulations we can see that there are no differences in the macrosegregation pattern for the two hot top conditions. In general, a conically shaped negative segregation at the bottom of the ingot, a strong positive segregation of carbon in the hot-top part and an increase in carbon concentration from the center towards the surface of the ingot, are classical with solidification with fixed grains [5]. The observed differences in the experimental macrosegregation pattern with the two hot top conditions demands further simulations accounting grain motion. 3.2.1 Results with grain motion and grain morphology evolution We prescribe an initial nuclei density (N0) in the simulation for handing the grain motion [1,3]. Locally, a predefined number of spherical nuclei N0 (density per unit volume) with a predefined initial diameter d0 is activated when the temperature drops below the local liquidus temperature for the first time. To start with we
keep N0 as 5·109 m-3 in the simulations for the two hot top conditions (‘Iso-5e9’ and ‘Exo-5e9’).
This choice of N0 is based on our previous studies [4]. Our experience with simulations for the two hot top conditions with N0=5·109 m-3 suggested a similar segregation, grain morphology and grain density (and hence the grain size) in the ingot. However, in the experiment it was found that the segregation and grain size differs significantly for the two hot top conditions. This, in one way, suggests that N0 might have to be chosen at different values in the simulations for both hot top conditions. With this spirit we performed simulations for the isothermic case with N0 one order lower than that in the exothermic case, i.e., with 5·108 m-3. Figure 5 shows a summary of the predicted axial variation of the grain size in the solidified ingot. Now we can notice differences in the grain size between the simulations ‘Iso-5e8’ and ‘Exo-5e9’, similar to that observed in experiment. The predicted grain size in
Figure 4: Simulation results for the two hot top conditions with fixed grains (a) solid fraction maps at 612 s; (b) macrosegregation in the solidified ingot
Iso/ Exo
(a) (b) Iso/ Exo
C-C0
ISO-5e9 EXO-5e9 ISO-5e8
Figure 5: Predicted axial variation of the grain size

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 6
‘Iso-5e8’ simulation is now approximately twice of that in the ‘Exo-5e9’ simulation. Similar observation was also made in the experiment (see Fig. 2c). It can be easily understood that the grain size increases approximately by a factor two when the volumetric grain density is reduced by one order. In other words bigger grains in the isothermic case correspond to a lower grain density and a lower N0. All these observations point that in the isothermic case N0 must be lower than the exothermic case. Accordingly, we choose N0=5·108 m-3 to represent the isothermic case. With these choices of N0 in the simulations for the two hot top conditions (‘Iso-5e8’ and ‘Exo-5e9’) the grain size with each simulation is also in the same range as measured experimentally. The choice of a relatively higher N0 in the exothermic case simulation also seems to be appropriate, based on the observation made earlier that the exothermic refractory might promote fragmentation by causing retardation of the solidification front. 3.2.1.1 Macrosegregation and grain morphology The predicted macrosegregation and grain morphology (Fig. 6a), and grain density (Fig. 6b) maps in the solidified ingot show significant differences, in contrast to the fixed grains simulations, for the both hot top conditions. We observe mostly dendritic morphology for the isothermic case ( p
sig varies from 0.1-0.2 in the bottom till the two-third height of the ingot to 0.05 in the top regions of the ingot). In the exothermic case a globular morphology ( p
sig =0.6) up to two-third height
of the ingot and a dendritic morphology ( psig =0.1) in
the top part of the ingot is observed. The grain density in the isothermic case is one order lower than that in the exothermic case which will results in larger grain size, as observed experimentally, in the isothermic case. In the isothermic refractory case we can see a conically shaped negative segregation at the bottom of the ingot, and an increase in carbon concentration
from the center towards the surface of the ingot in the core (Fig. 6a). It may be recalled that increase in carbon concentration from the center towards the surface is driven by the fluid flow which is found to be descending at the center and ascending at the surface of the ingot. Overall, the global segregation pattern in the isothermic case (‘Iso 5e8’) is very similar to that predicted in the fixed grain simulations as the flow pattern with dendritic morphology ( p
sig ~ 0.1-0.2) resembles the flow pattern of the fixed grains [1]. In the exothermic refractory case where a globular grain morphology is observed up to two-third height of the ingot, we find globally a negative segregation up to this height, formed due to sedimentation of globular grains. The above discussion is quantitatively shown in Fig. 7 where the predicted axial variation of macrosegregation and axial variation of grain morphology in the solidified ingot are plotted. Figures 8a-b show the snapshots of velocity field for both hot top conditions. As seen the flow pattern in the isothermic case globally descends at the center and ascends at the surface of the ingot which is mainly
Crel gip Crel gip
N N(a) (b)
Exo-5e9 Iso-5e8C-C0
Figure 6: Predicted (a) macrosegregation and grain morphology (b) grain density in the solidified ingot for the two hot top conditions
Exo-5e9 Iso-5e8
0
0.3
0.6
0.9
1.2
1.5
1.8
2.1
2.4
2.7
-0.2 -0.1 0 0.1 0.2 0.3 0.4 0.5 0.6DC/C
heig
ht fr
om b
otto
m (m
)
Iso-5e8Exo-5e9
Figure 7: Predicted axial variation of (a) macro-segregation (b) grain morphology parameter (g
si
p)
in the solidified ingot for the two hot top conditions
(a) (b)
ISO-5e8 EXO-5e9
driven by the solutal buoyancy. This results in an increase in carbon concentration from the center towards the surface [5]. With the dendritic grain morphology in the isothermic case we observe that the liquid can even flow in the packed layer. The direction of this flow is descending at the center and ascending at the surface of the ingot. We can also notice a lower solidified thickness at the vertical surface in the exothermic case than that in the isothermic case. Large number of nuclei in the exothermic case gives rise to large number of moving grains which flow towards the ingot core and hence the solid fraction in the ingot core is more. This in turn is responsible for a faster development of the packing layer (i.e., the coherency front is located at higher height) in the exothermic case. The flow pattern in the exothermic case globally descends at the surface and ascends at the centre of the ingot, which is opposite to that observed in the isothermic case. This different flow pattern is due to the fact that the flow in the exothermic case is driven by the heavier grains settling from the ingot surface towards the ingot core. These solute-lean sedimenting grains create a negative segregation in the ingot core. Figure 8c shows the predicted grain packing time for both hot top conditions. The packing time at the vertical surface in the isothermic case is lower than that in the exothermic case; however, in the ingot core the situation is reversed.
3.2.1.2 Thermal and solidification behaviour Figure 9 shows the predicted temperature and solid fraction evolution for both hot top conditions at some locations in the ingot, the refractory and the mold. We can see remelting and then retardation of the solidification front during and after the chemical reaction finishes at 10 minutes (Fig. 9a). As seen in Figs. 9a-b, this behaviour of remelting and then retardation of the solidification front, is not only seen at location besides the refractory material (location I1) but also at location below the hot top zone (location I4 besides the columnar zone). The temperature evolution at location S4 in the refractory (Fig. 9c) with the two hot top conditions is very similar to the typical thermal behavior observed in the experiment (Fig. 2a). Similarly, as shown in Figs. 9d-e, the exothermic material influences the heat transfer in the mold not only in the hot top zone (location k1) but also at location below the hot top zone (location k4). At these locations the temperature in the mold is relatively higher for the exothermic case than that in the isothermic case. The exothermic refractory material influences all aspect of the ingot solidification process including the heat transfer, the fluid flow, the segregation pattern and the grain morphology. In particular, retardation of the solidification front in the exothermic refractory material case may result in increase in the number of nuclei by an enhanced fragmentation. This influences
Figure 8: Predicted velocity field for the two hot top conditions (a) 612 s (b) 762 s. Left half: liquid velocity shown by vectors and streamlines+macrosegregation, right half: solid velocity+solid fraction with the coherency front (contour of g
env=0.4) in green colour; (c) predicted grain packing time
Iso-5e8 Iso-5e8 Exo-5e9
max
llv 25 mm/s 34 mm/s 28 mm/s 32 mm/s
(b)
max
ssv
(a)
Exo-5e9 Iso-5e8
tpack (s)
Exo-5e9
C-C0
23 mm/s 32 mm/s 30 mm/s 34 mm/s
(c)

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 7
driven by the solutal buoyancy. This results in an increase in carbon concentration from the center towards the surface [5]. With the dendritic grain morphology in the isothermic case we observe that the liquid can even flow in the packed layer. The direction of this flow is descending at the center and ascending at the surface of the ingot. We can also notice a lower solidified thickness at the vertical surface in the exothermic case than that in the isothermic case. Large number of nuclei in the exothermic case gives rise to large number of moving grains which flow towards the ingot core and hence the solid fraction in the ingot core is more. This in turn is responsible for a faster development of the packing layer (i.e., the coherency front is located at higher height) in the exothermic case. The flow pattern in the exothermic case globally descends at the surface and ascends at the centre of the ingot, which is opposite to that observed in the isothermic case. This different flow pattern is due to the fact that the flow in the exothermic case is driven by the heavier grains settling from the ingot surface towards the ingot core. These solute-lean sedimenting grains create a negative segregation in the ingot core. Figure 8c shows the predicted grain packing time for both hot top conditions. The packing time at the vertical surface in the isothermic case is lower than that in the exothermic case; however, in the ingot core the situation is reversed.
3.2.1.2 Thermal and solidification behaviour Figure 9 shows the predicted temperature and solid fraction evolution for both hot top conditions at some locations in the ingot, the refractory and the mold. We can see remelting and then retardation of the solidification front during and after the chemical reaction finishes at 10 minutes (Fig. 9a). As seen in Figs. 9a-b, this behaviour of remelting and then retardation of the solidification front, is not only seen at location besides the refractory material (location I1) but also at location below the hot top zone (location I4 besides the columnar zone). The temperature evolution at location S4 in the refractory (Fig. 9c) with the two hot top conditions is very similar to the typical thermal behavior observed in the experiment (Fig. 2a). Similarly, as shown in Figs. 9d-e, the exothermic material influences the heat transfer in the mold not only in the hot top zone (location k1) but also at location below the hot top zone (location k4). At these locations the temperature in the mold is relatively higher for the exothermic case than that in the isothermic case. The exothermic refractory material influences all aspect of the ingot solidification process including the heat transfer, the fluid flow, the segregation pattern and the grain morphology. In particular, retardation of the solidification front in the exothermic refractory material case may result in increase in the number of nuclei by an enhanced fragmentation. This influences
Figure 8: Predicted velocity field for the two hot top conditions (a) 612 s (b) 762 s. Left half: liquid velocity shown by vectors and streamlines+macrosegregation, right half: solid velocity+solid fraction with the coherency front (contour of g
env=0.4) in green colour; (c) predicted grain packing time
Iso-5e8 Iso-5e8 Exo-5e9
max
llv 25 mm/s 34 mm/s 28 mm/s 32 mm/s
(b)
max
ssv
(a)
Exo-5e9 Iso-5e8
tpack (s)
Exo-5e9
C-C0
23 mm/s 32 mm/s 30 mm/s 34 mm/s
(c)

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 8
the heat transfer in the mold and in the ingot adjacent to the refractory material and also at some distance below the hot top zone. The relatively more nuclei in the exothermic material case also causes a different evolution of solid fraction and macrosegregation, finer grain size in the solidified ingot and different grain morphology (namely, a more globular grain structure) as compared to the isothermic material case. 3.3 Comparison with experiment The goal of this comparison is not to precisely fit the results of the model with the experiment, but to demonstrate the application of the model in qualitatively predicting the solidification process for different hot top conditions. Figure 10a shows the comparison of the predicted and experimental macrosegregation at the central axis in the solidified ingot in the isothermic refractory case. It can be seen that either the fixed grains or the ‘Iso-5e8’ simulations provide the experimentally observed trend. This is due to a similar global flow pattern noticed with the fixed grains or the ‘Iso-5e8’ simulations. With the ‘Iso-5e9’ simulations the comparison with the experiment is not good. Figure 10b shows the result for the exothermic case. It can be seen that the ‘Exo-5e9’ simulations provide the experimentally observed trend. The
negative segregation measured in the experiment up to two-third height of the ingot is qualitatively well predicted because of the presence of a globular sedimented zone up to two-third height of the ingot in the simulations. With the fixed grains simulations the comparison with the experiment is not good. The comparison of the predicted and experimental axial variation of grain size in the solidified ingot for both hot top conditions can be assessed from Figs. 2c and 5. The predicted grain size for both hot top conditions is very similar to that observed in experiment. Similar to the experiment, the grain size in the isothermic case is predicted as twice of that in the exothermic case. Figure 11 shows the ingot microstructue besides the refractory material in the hot top zone for both hot top conditions. Columnar structures were not visible in the exothermic case up to 4 cm distance from the refractory surface. The grain structure in this region is mostly equiaxed dendritic. On the other hand, isothermic case shows columnar structure after an initial 1 cm equiaxed dendritic zone. This can be well explained with the help of the typical thermal behaviour observed in this region. Remelting followed by retardation of the solidification front in this region in the exothermic case (see Fig. 9a) enhances fragmentation and suppresses the growth of any columnar structure.
Figure 9: Predicted thermal behaviour for the two hot top conditions. Evolution of temperature and solid fraction in the steel (a) besides the refractory material (location I1) (b) below the hot top zone (location I4 besides the columnar zone); temperature evolution in the mold at locations (c) S4 in the refractory (d) k1 (in the hot top zone) (e) k4 (below the hot top zone)
Solid: T Dashed: g
s
ISO-5e8 EXO-5e9
EXO-5e9 ISO-5e8
(a)
(b)
(c) (d) (e)
Figure 9: Predicted thermal behaviour for the two hot top conditions. Evolution of temperature and solid fraction in the steel (a) besides the refractory material (location I1) (b) below the hot top zone (location I4 besides the columnar zone); temperature evolution in the mold at locations (c) S4 in the refractory (d) k1 (in the hot top zone) (e) k4 (below the hot top zone)
Solid: T Dashed: g
s
ISO-5e8 EXO-5e9
EXO-5e9 ISO-5e8
(a)
(b)
(c) (d) (e)

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 9
0
0.3
0.6
0.9
1.2
1.5
1.8
2.1
2.4
2.7
-0.2 -0.1 0 0.1 0.2 0.3 0.4 0.5 0.6DC/C
heig
ht fr
om b
otto
m (m
)
Iso-ExpIso-5e8Iso-5e9Iso-fixed
0
0.3
0.6
0.9
1.2
1.5
1.8
2.1
2.4
2.7
-0.2 -0.1 0 0.1 0.2 0.3 0.4 0.5 0.6DC/C
heig
ht fr
om b
otto
m (m
)
Exo-ExpExo-5e9Exo-fixed
Figure 10: Comparison of the predicted and experimental macrosegregation at the axis in the solidified ingot (a) isothermic (b) exothermic
(a) (b)
Mold side
2.5 cm
1 cm (a)
4 cm
gravity
Mold side
(b)
Figure 11: Ingot microstructure in the hot top zone besides the refractory material (a) isothermic (b) exothermic

6 June, 2012 Brüssel-Saal Ingot Casting – Simulation 2
ICRF 1st International Conference on Ingot Casting, Rolling and Forging 10
4. Conclusions This experimental and numerical study is one of the first works to investigate the role of different hot top conditions in a large-size industrial production steel ingot casting process. The multiscale solidification model [1,3], advanced in terms of consideration of grain motion and evolution of grain morphology during solidification, was used to demonstrate the important coupled effects of the two phenomena on the final microstructure and chemical heterogeneities in large-scale industrial ingots cast with different hot top conditions. The model successfully explains the experimental observations for both hot top scenarios, in particular, the exothermic refractory material resulting in a finer axial grain structure with more globular grain morphology and more axial macrosegregation. It is demonstrated that the insulating refractory material in the hot top plays an important role in the grain formation by influencing the number of nuclei. For the exothermic refractory material case, remelting besides the refractory insulation is observed which is caused by heat released by the chemical reaction. This subsequently leads to retardation of the solidification front as compared to the isothermic refractory material. With a lower front velocity in the exothermic material case, the number of nuclei is increased due to enhancement in the fragmentation mechanism. The predicted remelting and retardation besides the refractory material corroborate to the observed differences in the experimental microstructure in terms of lower columnar zone width in the zones below the refractory material in the exothermic case. The increased number of nuclei in the exothermic material case influences the heat transfer in the mold, and in the ingot adjacent to the refractory material and also at some distance below the hot top zone. This in turn, with relatively more nuclei density in the exothermic material case, results in different solid fraction and grain morphology evolution (namely, a more globular grain structure), finer axial grain size and more axial macrosegregation, as compared to the isothermic material case. References [1] Combeau, H.; Založnik, M.; Hans, S.; Richy, P.E.: Prediction of macrosegregation in steel ingots: Influence of the motion and the morphology of equiaxed grains; Metall. Mater. Trans. B, 40 (2009), P. 289-304.
[2] Wu M.; Könözsy L.; Ludwig A.; Schützenhöfer W.; Tanzer R.: On the formation of macrosegregations in steel ingot castings; Steel Research Int., 79 (2008), P. 637-644. [3] Založnik, M.; Combeau, H.: An operator splitting scheme for coupling macroscopic transport and grain growth in a two-phase multiscale solidification model: Part I − Model and solution scheme; Comput. Mater. Sci., 48 (2009), P. 1-10. [4] Kumar, A.; Založnik, M.; Combeau, H.: Prediction of equiaxed grain structure and macrosegregation in an industrial steel ingot: Comparison with experiments; Inter. J. Advances in Engineering Sciences and Applied Mathematics, 2011, DOI: 10.1007/s12572-011-0034-y. [5] Vannier, I.; Combeau, H.; Lesoult, G.: Numerical prediction of the final segregation pattern of bearing steel ingot; Mater. Sci. Eng. A, 173 (1993), P. 317-321. [6] Založnik, M.; Combeau, H.: Thermosolutal flow in steel ingots and the formation of mesosegregates; Inter. J. Thermal Sci., 49 (2010), P. 1500-1509. [7] Kumar, A.; Dutta, P.: Modeling of transport phenomena in continuous casting of non-dendritic billets; Inter. J. Heat Mass Transfer, 48 (2005), P. 3674-3688. [8] Založnik, M.; Kumar, A.; Combeau, H.: An operator splitting scheme for coupling macroscopic transport and grain growth in a two-phase multiscale solidification model: Part II − Application of the model; Comput. Mater. Sci., 48 (2009), P. 11-21. [9] Kumar, A.; Walker, M.J.; Sundarraj, S.; Dutta, P.: Grain floatation during equiaxed solidification of an Al-Cu alloy in a side-cooled cavity: part I − experimental studies; Metall. Mater. Trans. B, 42 (2011), P. 825-836. [10] Ludwig, A.; Wu, M.: Modeling the columnar-to-equiaxed transition with a three-phase Eulerian approach; Mater. Sci. Eng. A, 413-414 (2005), P. 109-114. [11] Založnik, M.; Combeau; H.: The influence of the morphology evolution of free-floating equiaxed grains on macrosegregation in a 3.3-ton steel ingot; In: Cockroft, S.L., Maijer, D.M. (eds.) Modeling of Casting, Welding and Advanced Solidification Processes – XII; 2009, TMS, Warrendale (PA), USA, P. 165-172. [12] Combeau, H.; Kumar, A.; Založnik, M.: Modeling of equiaxed grain evolution and macrosegregations development in steel ingots; Transactions of The Indian Institute of Metals, 62 (2009), P. 285-290. [13] Gandin, Ch-A.: From constrained to unconstrained growth during directional solidification; Acta Mater., 48 (2000), P. 2483-2501.




















