Expanding the Material Possibilities of Lightweight ...
11
Expanding the Material Possibilities of Lightweight Prefabrication in Concrete Through Robotic Hot-Wire Cutting Form, Texture and Composition Pedro Filipe Martins 1 , Paulo Fonseca de Campos 2 , Sandra Nunes 3 , Jose Pedro Sousa 4 1,4 Faculty of Architecture, University of Porto + DFL/CEAU/FAUP 2 Faculty of Architecture and Urbanism, University of São Paulo 3 Faculty of Engineering, Uni- versity of Porto 1,4 {pcarvalho|jsousa}@arq.up.pt 2 [email protected] 3 [email protected] In recent years, digital fabrication technologies have enabled renewed explorations into traditional materials, with innovative results. This paper focuses on concrete and on the potentials of a specific technology: robotic hot-wire cutting for the production of expanded polystyrene (EPS) formwork. Academia and industry have explored this process recently but the number of works built with this technology is reduced and the general concrete prefabrication industry has been slow to adopt it. In this context, this paper analyzes the use of EPS in the production of concrete formwork by reviewing its application in contemporary examples. In order to develop a clear assessment of the possibilities of expanding prefabrication in concrete using robotic hot-wire cutting, this paper also documents a set of practical experiments developed in the laboratory, addressing three material challenges: form; texture and composition. This research involved the design, formwork production and casting of concrete elements to explore the limits and characterize the process of robotic hot-wire fabrication in the context of concrete prefabrication. By recognizing the different approaches present in contemporary examples and in the explored practical experiments, we point out the advantages and limitations of using hot-wire cutting, and develop the reasons behind its limited application in practice. Keywords: Digital Fabrication, Concrete, Hot-wire cutting, Prefabrication, Formwork Fabrication - Design - Volume 2 - eCAADe 33 | 341
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Expanding the Material Possibilities of Lightweight ...
Expanding the Material Possibilities of LightweightPrefabrication in Concrete Through Robotic Hot-WireCutting
Form, Texture and Composition
Pedro Filipe Martins1, Paulo Fonseca de Campos2, Sandra Nunes3,Jose Pedro Sousa41,4Faculty of Architecture, University of Porto + DFL/CEAU/FAUP 2Faculty ofArchitecture and Urbanism, University of São Paulo 3Faculty of Engineering, Uni-versity of Porto1,4{pcarvalho|jsousa}@arq.up.pt [email protected]@fe.up.pt
In recent years, digital fabrication technologies have enabled renewedexplorations into traditional materials, with innovative results. This paperfocuses on concrete and on the potentials of a specific technology: robotichot-wire cutting for the production of expanded polystyrene (EPS) formwork.Academia and industry have explored this process recently but the number ofworks built with this technology is reduced and the general concreteprefabrication industry has been slow to adopt it. In this context, this paperanalyzes the use of EPS in the production of concrete formwork by reviewing itsapplication in contemporary examples. In order to develop a clear assessment ofthe possibilities of expanding prefabrication in concrete using robotic hot-wirecutting, this paper also documents a set of practical experiments developed in thelaboratory, addressing three material challenges: form; texture and composition.This research involved the design, formwork production and casting of concreteelements to explore the limits and characterize the process of robotic hot-wirefabrication in the context of concrete prefabrication. By recognizing the differentapproaches present in contemporary examples and in the explored practicalexperiments, we point out the advantages and limitations of using hot-wirecutting, and develop the reasons behind its limited application in practice.
Keywords: Digital Fabrication, Concrete, Hot-wire cutting, Prefabrication,Formwork
Fabrication - Design - Volume 2 - eCAADe 33 | 341

INTRODUCTIONA case for concrete digital prefabricationConcrete is largely regarded as the most consumed,man-made material today. Its availability, mechani-cal properties andability to takeonany shapedesiredhas enabled its use for almost any kind of structure.For this reason, in 2013, 4 billion tons of cement wereproduced for an estimated consumption of over 33billion tons of concrete, worldwide [1].
Concrete construction technologies are tradi-tionally based on the repetitive, undifferentiated andlabor-intensive fabrication of formwork elements,which correspond to a large part of the constructioncosts related to this material (Johnston 2008). Thisnot only contributes to the general waste productionandnatural resource consumptionof the concrete in-dustry, but has also been a relevant limiting factor tothe realization of complex shaped elements in con-crete architecture.
The development of pre-fabrication in concrete,in the early 20th century, addressed the problem offormwork costs by applying the industrial principleof standardization to the production of concrete ele-ments. By placing the fabrication in a controlled envi-ronmentwhere variation is reduced and reusability isassured, it became possible to reduce costs and pro-duction times with the effect of further limiting for-mal possibilities. During this time, the austere aes-thetic and rational logic of the modern movementfound traction with the formal restraints and effi-ciency of prefabrication and by extension, standard-ized formwork. For this reason, although the plasticcharacter of concrete was one of its main features,this was not apparent in most of the architecturalpractice for a large part of the last century.
In this background, the contemporary emer-gence of digital design and fabrication processes andits introduction in concrete construction representsone of the biggest prospects for renovation of ourbuilt environment. These processes present a par-ticular opportunity to reconsider the sustainability ofour construction technologies and their impact onthe development of architectural aesthetics.
While there have been several successful resultsof the use of digital fabrication technologies for theproduction of cast in-situ concrete structures, theconcept ofmass customization that characterizes theemerging digital condition, suggests the prefabrica-tion in concrete can be an exciting alternative. Fur-thermore, mass customization, driven by digital fab-rication technologies, can be a solution to the prob-lem of repetition inherent to pre-fabrication, whilesimultaneously maintaining all other aspects thatmake this technique desirable in concrete construc-tion.
In the foreword of the 2011 Design ModellingSymposium Proceedings, the editors name one ofthe introductory chapters "Digital Fabrication meansprefabrication" (Gengnagel et al. 2011), citing thecost, size and fragility of the necessary equipment.In the case of concrete construction almost all exam-ples using digital fabrication hold this statement trueto some extent. The usual products of digital fabri-cation for concrete (moulds) are prefabricated, butmore often than not, used for on sitemonolithic cast-ing of concrete. As such, the interesting notion ofprecisely fabricated and accurately assembled com-ponents that can be equated with the use of digitalfabrication technologies in architecture is lost in thetranslation from process, to construction and archi-tectural expression.
It is our understanding that there is a specific re-lation of complementarity between the digital de-sign and fabrication technologies, and the prefabri-cation of concrete that should be further explored re-garding its feasibility and architectural potential.
The present paper follows a previous researchinto theoverall impactofdigital fabrication technolo-gies in concrete (Martins P. and Sousa JP 2014) andfocuses on exploring robotic hot-wire cutting as anarchitecturally expressive solution to the productionof formwork for concrete prefabrication.
342 | eCAADe 33 - Fabrication - Design - Volume 2

BACKGROUNDTraditional approaches for complex con-crete constructionsIn order to develop a clear view of the problem ofmaterializing complex shapes in concrete, it is rele-vant to consider the historical exceptions to the ra-tionalized use of concrete described earlier. Relevantexamples can thus be found in the design and con-struction of thin shells structures, pioneered throughthe works of architects and engineers such as Ed-uardo Torroja, Felix Candela, Pier Luigi Nervi andHeinz Isler. What makes theses constructions rele-vant in the scope of this research is their structuraldependence on complex curvedgeometries, thema-terial behavior of concrete and the construction tech-niques developed, which allowed for the creation ofvery large spans with very light concrete structures.
Traditional construction techniques employed inthe production of such complex surfaces in concretecommonly used wood formworks produced fromstraight beams, fitted with bent wood boards, eitherinterpolating or rationalizing a general curved sur-face or describing the actual surface in case of ruledsurfaces. After metal reinforcement was placed, ahigh viscosity mix of concrete was poured and trow-eled into place, defining the finished concrete sur-face. Such was the case for the Palmira Chapel, de-signed by Felix Candela, and built in 1959, featuringa hyperbolic paraboloid shell with 4 centimeters ofoverall thickness (Basterra et al. 2001).
A substantial different technique was developedby Nervi, which used lightweight, prefabricated fer-rocement components as lost formwork for concretecasting. The components were prefabricated on-siteand assembled to define the casting surface, becom-ing embeddedandpart of the finished structure aftera final layer of concrete was poured.
The method of prefabrication and assembly ofcomponents used by Nervi and defined by Ioriand Poretti (2005) as "structural prefabrication" de-pended on the subdivision of the surface and over-all structures into manageable components, whichcould bebuilt simultaneously and assembled on-site.
Because of time, economical and fabrication restric-tions at the time, these components were limited invariability and complexity (Iori and Poretti 2005).
While both methods can be regarded as labourintensive, it is clear that in the case of the works ofNervi, lightweight prefabrication enabled a consider-able reduction in material consumption, waste pro-duction and construction time, with the clear draw-back of geometrical repetition, limiting the possibledesign space.
The traditional techniques described in the caseof the Palmira chapel are still much in use today andin some cases, have been integrated with digital fab-rication technologies. Examples can be found in theconstruction of the Mercedes Benz Museum and theRolex Learning Center [2]. Nevertheless, the lessonsof Nervi, in time and material economy, as well asin the use of lightweight prefabricated componentsin large, complex assemblies are still relevant today,more so, with the emergent possibilities of digitalfabrication and their applicability for greater diversityof form, precision and efficiency.
EPS moulds for prefabricated and in-situconcrete in current practice.Oneof the first cases for the integration of digital fab-rication technologies in concrete construction canbefound in the pioneering works of Frank Gehry. TheNeue Zollhof building, in Dusseldorf, Germany, wasbuilt in 1999 and featured an innovative solution forthe problem of formwork production for freeformconcrete surfaces, through the use of CNC milledmoulds for concrete casting. Although it was alsoused for in-situ casting, of particular interest was thedevelopment of this process for the production oflarge prefabricated wall segments with ruled geom-etry.
At the time, a significant time reduction of themilling processes was needed to achieve the eco-nomical viability necessary for construction indus-try. This was accomplished through the high speed,roughmilling (5cm tool bit) of expanded polystyrene(EPS) blocks (Shelden 2002). The wall components
Fabrication - Design - Volume 2 - eCAADe 33 | 343

were cast off-site into open, one-sided moulds, withstandard steel reinforcement. One face was castagainst themould and the other troweled into shape,causing the transference of large tool marks from themilled formwork to the exterior concrete surface.
This process resulted in an overall low quality ofthe surface of the concrete that was subsequentlyfinished with other materials. However, it is possi-ble to imagine the difficulties of using other tradi-tional formwork systems for the construction of thedesired geometry, despite of being, predominantlycomposed of ruled surfaces.
CNC milled EPS formwork was similarly used forthe in the construction of the Spencer Dock Bridge,byAmanda LeveteArchitects, built inDublin, in 2008,although in this case, the majority of the concretewas cast in-situ, creating a monolithic structure.
For the design of the formwork, the doublecurved surface of the underside of the bridge wassubdivided into a rectangular grid, taking into con-sideration standard sizes of EPS blocks. The form-work material was milled with a 5-Axis router in con-secutive passes with increasing resolution, resultingin a smooth finish of the surfaces as compared withthe previous example.
In order to ensure a correct demoulding and anacceptable finish for the apparent concrete surfaces,further work was necessary on the formwork withthe addition of multiple sprayed impermeabilizationcoatings and sanding. The EPS moulds were then as-sembled on a plywood and steel falsework, their con-nection joints were sealed and false rebates createdwith a desired geometry
At the same time, the more complex lateral el-ements (double curved, with non-parallel opposingfaces and connection joints) were precast off-site,using EPS milled moulds with epoxy and fiberglasscoatings for reusability. (Dempsey 2008).
The case of the Spencer Dock Bridge demon-strates the feasibility of building large-scale struc-tureswith this formwork systembut also thedifficultyin obtaining high quality finishes, without incurringin substantial labour and production time increases.
In the time span between both examples, CNCmilling and EPS formwork systems have been incor-porated into the construction industry through form-work specialized companies which offer it as part ofintegrated systems for in-situ concrete formwork (e.g.PERI)[3] and other specialized large scale CAM (com-puter assisted manufacturing) industries [4].
Nonetheless, milling time in the production ofEPS formwork for smooth, apparent finishes is cur-rently measured in hours for each piece of formwork,corresponding to months for full structures. There-fore, fabrication time is a large factor in the CNCmilling of EPS formwork, greatly increasing costs andrelegating the use of complex freeform in concrete toexceptional buildings.
It is therefore relevant to find other, more eco-nomically viable processes that can democratize theuse of complex forms in concrete. We believe thatalthough it is an inherently limited process, RoboticHot-wire Cutting (RHWC) can bridge this gap to be-come not only a viable technology, but also capableof enabling future explorations into the architecturalpotentials of concrete.
MATERIAL EXPERIMENTSPrecastMSE PanelsIn order to assess the technical and architectural po-tential of RHWC, we developed a set of practical ex-periments, addressing specific material challengesfor prefabricated concrete elements.
This work builds upon previous experimentswith RHWC such as the RDM Vault (Matthias Ripp-mann and Silvan Oesterle), the Automated FoamDome (Thibault Schwartz), the Light-Vault (Yuan etal. 2014), or the Opticut prototype (Feringa and Søn-dergaard 2014) by shifting focus from design to theparticular material implications of concrete cast withhot-wire cut EPS formwork.
For these experiments, threematerial challengeswere identified, taking into consideration their rel-evance to concrete and RHWC and each was ad-dressed through the production of one or more pre-fabricated components:
344 | eCAADe 33 - Fabrication - Design - Volume 2
1. Double-curved components (form);2. Textured components (texture);3. Variable materiality components (composi-
tion).
The first challenge addressed the overall problem ofcomplex curved geometries, which in the case ofRHWC, are limited to ruled surfaces, with the objec-tive of determining the geometric constraints andlimits of the technology in the production of form-work for concrete.
The second is focused in revisiting past examplesof textured concrete and exploring the specific ar-chitectural possibilities for textural effects emergingfrom the hot-wire cutting process.
The third challenge is aligned with current in-terests in non-homogenous materials. It addressesthe concept of a variable materiality in concrete el-ements, by which different zones of a single ele-ment can have different material performances, ei-ther functional or aesthetic, by using different con-crete mixes with sequential castings.
The exploration into three different problems al-lowed us to stress different aspects of the fabrica-tion technology to ascertain its overall relevance indiverse prefabrication scenarios.
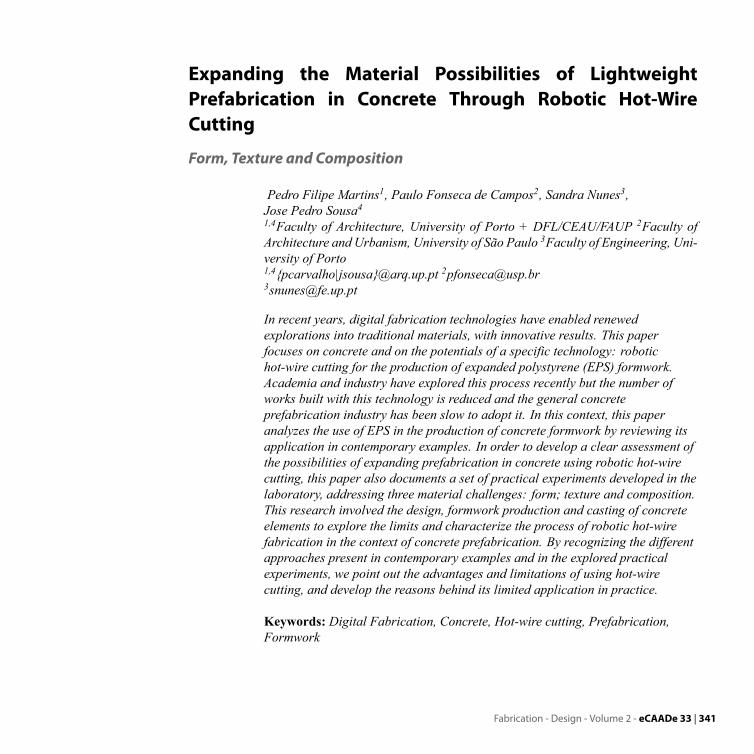
Component design and robotic simulationThe overall design concept used for the experimentswas based on the geometry of precast panels formechanically stabilized earth (MSE) (Figure 1). MSEis a technology used for the construction of retain-ing walls capable of sustaining heavy loads, gener-ally used in highways or bridges. A distinctive char-acteristic of this construction technique is the useof prefabricated modular concrete panels as exteriorfacing for the system. These are commonly quadri-lateral or hexagonal, with or without interlockingjoints,forming continuous, planar surfaces.
As it was not the objective to devise a new panelsystem for MSE, we used the geometric and modularconcept of these panels, without taking into consid-eration their specific technical function.
Figure 1MSE wallconstruction withprecast concretepanels. Specificpanel geometrydiffers bymanufacturer,situation anddesign.
The geometry of the 3 panels was modeled inRhinoceros and achieved by vertically projecting thestandard panel design onto two (or three, in the caseof the third panel) parallel double curved, ruled sur-faces. In order to further stress the geometric con-straints for the fabrication, we ensured that the edgesof the panels were not parallel to the surface rulinglines, creating 4 curved edges in each panel.
The bounding box dimensions for thethree fabricated panels were 308x385x385mm,308x385x445mm, 220x555x390mm and the over-all panel thickness was 40mm, defined in accordancewith the available EPS blocks (1000x500x350mm)and also taking into consideration a necessary sur-roundingmargin of 50mm to withstand the pressureof the concrete pour. The components were orien-tated in the stockmaterial regarding these needs andthe objective of reducing material waste.
The robotic simulation and toolpath generationfor the hot wire cutting of the EPS moulds was donein the Grasshopper plugin for Rhinoceros, using theKUKAprc software, developed by the Association forRobots in Architecture.
As stated before, the possible geometrical spaceof this technology is limited to ruled surfaces. Theseare determined by the movement of the hot-wire,
Fabrication - Design - Volume 2 - eCAADe 33 | 345
akin to the concept of a line (generatrix or ruling)moving through space, along a curve (directrix). Us-ing similar methods to those mentioned in previousworks in RHWC, the movement of the hot-wire wasprogrammed in the KUKAprc software by extractingtwo points from each ruling of the surface, plus athird outside point to respectively position the hot-wire line correctly in space and define the angle ofthe hot-wire bow in relation to the cut, throughoutthe entire sweep. The geometric design of the tex-tured surfaces of panel 3 was obtained directly in theGrasshopper and KUKAprc definition, by alternatelyshifting in the y-axis, the reference points along oneof the directrix curves that describe the original ruledsurfaces.
Formwork design and Fabrication ProcessBecause of the proposed geometric complexity, wedecided to use closed moulds for all of the castings.The moulds for panels 1 and 2 were designed withthree separate parts: one for each front and backfacing and one internal piece defining the negativespace for the concrete casting. The third panel wasdesigned with an intermediate subdivision that en-abled the two castings required.
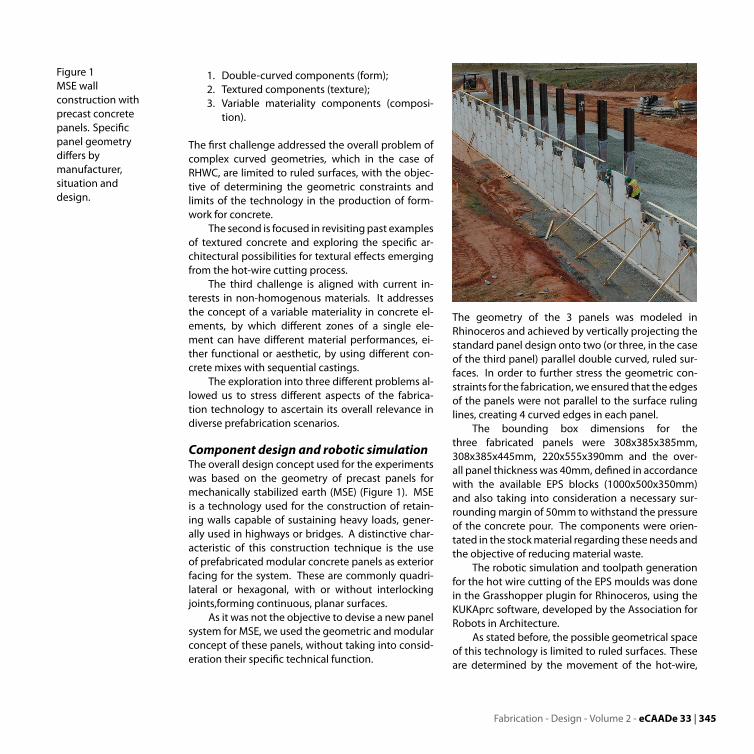
The RHWC setup at the DFL laboratory consistsof a stationary Kuka KR 120 R2700 industrial robot,mounted with a 100 cm wide and 0,25mm thick hot-wire end-effector (Figure 2).
Figure 2Robotic hot-wiresetup andfabrication process(panel 2, begginingof sweep 3)
Using this setup, the cutting routines consisted of 4cuts for panels 1 and 2 and 5 cuts for panel 3. The firstcuts carved the front and back general ruled surfacesfrom the EPS stock block (sweep 1 and 2), followedbythe cutting of the central void in the remaining piece(sweep 3). The entrance and exit trajectory for thiscut became the concrete pouring channel. After re-assembling the previously cut parts, a final horizontalcut (sweep 4) trimmed and separated all the parts ofthe mould. (Figure 3)
The fabrication process was successful, with afew practical problems, related to the hot-wire cali-bration. With this technology, one of the most criti-cal parameters is the relation between cutting speedand temperature. A base line for this relation was es-tablished through trial and error after initial runs. Inorder to increase the accuracy of the cutting process,a relatively low overall speed (10cm/s) and tempera-ture settingwas used. Furthermore, because thewiretemperature was not included in the KUKAprc defini-tion, it was closelymonitored in the final cuts, aimingat achieving a constant cut, despite of the diversity ofcutting situations and their respective speeds.
ConcreteMix and Casting processRegarding the materialization of complex geome-tries in concrete, one critical aspect of making theseprocesses viable, which is not frequently mentioned,is the design of the concrete mix. The same reasonsconcerning geometric complexity that frequentlyjustify the use of digital fabrication technologies forconcrete production, often require custom concretecompositions to become viable. In the case of thisexperiment, the difficult accessibility of the mouldsand the problems that would arise from using tradi-tional metal reinforcement were taken into consider-ation to define a mix of self-compacting white con-crete, reinforced with polypropylene fibres. For thethird panel, a similar mix was used, with grey port-land cement and fly ashes.
Although the material variability in this exercisewas purely aesthetic, other performative changescould be explored in the samemanner. For example,
346 | eCAADe 33 - Fabrication - Design - Volume 2
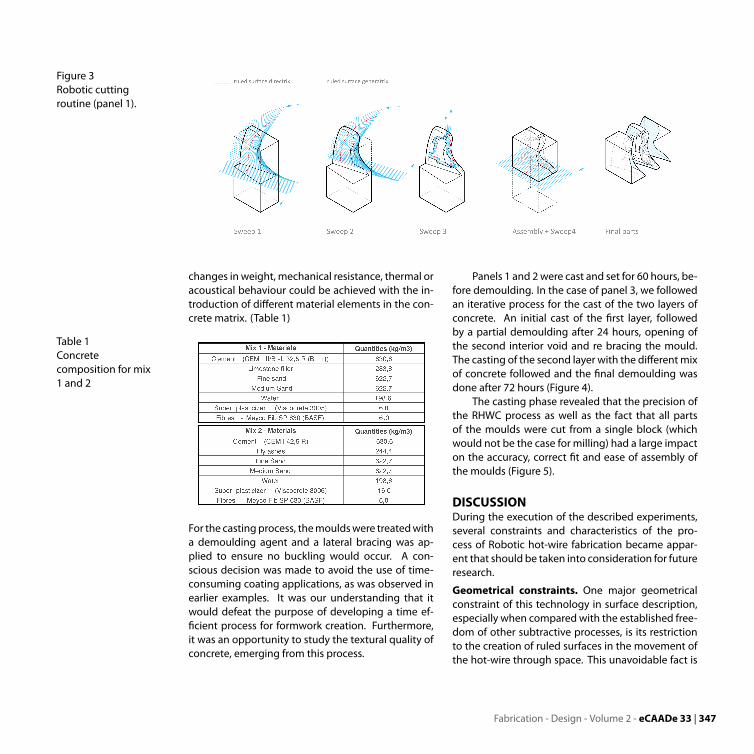
Figure 3Robotic cuttingroutine (panel 1).
changes in weight, mechanical resistance, thermal oracoustical behaviour could be achieved with the in-troduction of different material elements in the con-crete matrix. (Table 1)
Table 1Concretecomposition for mix1 and 2
For the castingprocess, themouldswere treatedwitha demoulding agent and a lateral bracing was ap-plied to ensure no buckling would occur. A con-scious decision was made to avoid the use of time-consuming coating applications, as was observed inearlier examples. It was our understanding that itwould defeat the purpose of developing a time ef-ficient process for formwork creation. Furthermore,it was an opportunity to study the textural quality ofconcrete, emerging from this process.
Panels 1 and 2were cast and set for 60 hours, be-fore demoulding. In the case of panel 3, we followedan iterative process for the cast of the two layers ofconcrete. An initial cast of the first layer, followedby a partial demoulding after 24 hours, opening ofthe second interior void and re bracing the mould.The casting of the second layer with the differentmixof concrete followed and the final demoulding wasdone after 72 hours (Figure 4).
The casting phase revealed that the precision ofthe RHWC process as well as the fact that all partsof the moulds were cut from a single block (whichwould not be the case for milling) had a large impacton the accuracy, correct fit and ease of assembly ofthe moulds (Figure 5).
DISCUSSIONDuring the execution of the described experiments,several constraints and characteristics of the pro-cess of Robotic hot-wire fabrication became appar-ent that should be taken into consideration for futureresearch.
Geometrical constraints. One major geometricalconstraint of this technology in surface description,especially when comparedwith the established free-dom of other subtractive processes, is its restrictionto the creation of ruled surfaces in the movement ofthe hot-wire through space. This unavoidable fact is
Fabrication - Design - Volume 2 - eCAADe 33 | 347
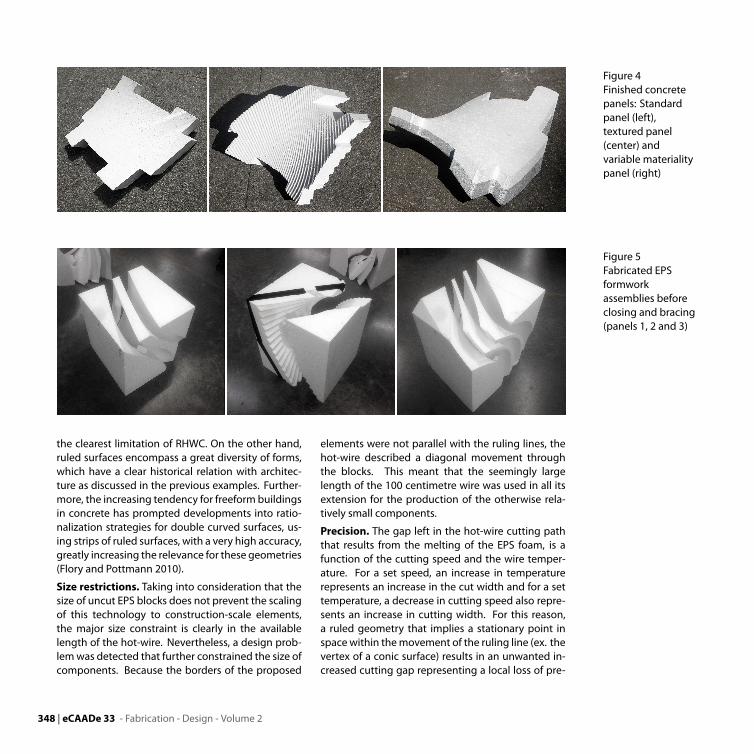
Figure 4Finished concretepanels: Standardpanel (left),textured panel(center) andvariable materialitypanel (right)
Figure 5Fabricated EPSformworkassemblies beforeclosing and bracing(panels 1, 2 and 3)
the clearest limitation of RHWC. On the other hand,ruled surfaces encompass a great diversity of forms,which have a clear historical relation with architec-ture as discussed in the previous examples. Further-more, the increasing tendency for freeform buildingsin concrete has prompted developments into ratio-nalization strategies for double curved surfaces, us-ing strips of ruled surfaces, with a very high accuracy,greatly increasing the relevance for these geometries(Flory and Pottmann 2010).
Size restrictions. Taking into consideration that thesize of uncut EPS blocks does not prevent the scalingof this technology to construction-scale elements,the major size constraint is clearly in the availablelength of the hot-wire. Nevertheless, a design prob-lemwas detected that further constrained the size ofcomponents. Because the borders of the proposed
elements were not parallel with the ruling lines, thehot-wire described a diagonal movement throughthe blocks. This meant that the seemingly largelength of the 100 centimetre wire was used in all itsextension for the production of the otherwise rela-tively small components.
Precision. The gap left in the hot-wire cutting paththat results from the melting of the EPS foam, is afunction of the cutting speed and the wire temper-ature. For a set speed, an increase in temperaturerepresents an increase in the cut width and for a settemperature, a decrease in cutting speed also repre-sents an increase in cutting width. For this reason,a ruled geometry that implies a stationary point inspacewithin themovement of the ruling line (ex. thevertex of a conic surface) results in an unwanted in-creased cutting gap representing a local loss of pre-
348 | eCAADe 33 - Fabrication - Design - Volume 2

cision. These situations were mitigated by reducingthe temperature belowwhat would be overall neces-sary for the surface, resulting in an increased cuttingtime.
A similar problem was encountered when cut-ting surfaces at sharp angles with other cut surfaces.Because of the low thickness of the foam in thesesections, it melted much easier, resulting in unevenedges, which were also compensated with low cut-ting temperatures and speeds.
Optimization. A usual solution to the problem ofoptimizing material usage when producing multiplecomponents from large stock material, such as EPSblocks, is packing the desired elements using nestingtechniques. In the case of the production of form-work components for concrete casting, dependingon the selected casting process, we found that a bal-ance must be struck with regard to the relevance ofdetermining horizontal sections for concrete pour-ing. Although the concept of closedmoulds was suc-cessful in reproducing the desired panel geometry,we concluded that the casting process would havebeen more efficient, with no loss of precision, if themoulds had featured one open side for the concretepour.
Speed. Considering the conservative cutting speedused in the experiments (10cm/s), the four cuts nec-essary for each complete formwork took on averageapproximately 7 minutes. According to our early ex-periments in CNCmilling and in linewith other litera-ture (Feringa and Søndergaard 2014), this representsa 25 fold decrease in production time directly relatedto the robotic fabrication process. During produc-tion, no significant practical aspects were found thatreduced this difference.
Surface Quality. One of the most relevant issues re-garding the acceptance of these techniques in theconcrete industry is the perceived poor surface qual-ity of the finished elements. In the case of this ex-periment, we found an obvious loss of smoothnessin the finished surface when compared to concretesetwith traditional steel andplywood formwork, thatcan be traced to the porosity of the untreated EPS
foam. Nevertheless, most notably in the case of pan-els 1 and 3, we found that the resulting surface hadnot only an acceptable quality (Figure 6), when com-pared with wood board formwork, but also revealeda similarly interesting textural pattern of the hot-wirerulings that was further emphasized in the design ofpanel 2. We concluded that the process of RHWC, al-though optimized for speed of production can alsoyield positive results, worth of architectural explo-ration.
Figure 6Surface quality forstandard EPSformwork withdemoulding agent.
CONCLUSIONSIn light of the practical experiments conducted forthis research, the advantages of the robotic hot-wirecutting process are clear. The drastic decrease in fab-rication times and the material economy in compar-ison to CNC milling make this technology a viablesolution for the production of concrete formwork.While its geometrical constraint is a significant issue,we believe that the use of ruled surfaces is still rele-vant today as architectural expression and as a ratio-nalization solution for general double curvature sur-faces.
From our comparison of production technolo-gies and formwork systems, we conclude that thereasons for the slowadoption of robotic hot-wire cut-tingas a solution for theproductionof concrete archi-tecture are two-fold: the reality of the constructionindustry and the interest of designers. When com-paring CNC milling and RHWC, although the latter is
Fabrication - Design - Volume 2 - eCAADe 33 | 349

Figure 7Prefabricated panelassembly (panels 1and 3)
in most cases muchmore geometrically constrained,we believe that this is not reason enough for its inad-equacy.
One possible cause can be found in the factthat CNC milling processes have been used for alonger time inmanufacturing industries beforebeingadopted by architecture and the construction indus-try. As such, tools, software and the knowledge oftheir application ismuchmorewidespread and its in-tegration and understanding in the architectural en-vironment more profound.
From the perspective of the designer, facing thecurrent alternative methods of formwork produc-tion, the eventual design rationalization of a generalcurved surface to ruled surfaces poses a minor prob-lem when compared to the issue of smooth surfacequality, which seems to be the standard goal in thearchitectural practice today. When considering thegeneral use of EPS and digital fabrication technolo-gies for formwork production, the limiting factors areclearly the material conditions of EPS and not thetechnology employed. As such, other paths shouldbe explored in the future, that assume these limita-tions and explore different textural qualities for con-crete, whilemaintaining the advantages of thedigitalfabrication workflow.
Finally, when considering the relation betweentechnology, materials and architectural expression,we found that in the explored case of concrete therewas an interesting emergent architectural vocabu-lary that linked the prefabricated and assembledcomponents to the fabrication technology. This vi-sual and conceptual link created a specific tectonicquality (figure 7) that we intend to further explore infuture experiments with prefabrication in concrete.
ACKNOWLEDGMENTSThe authors would like to thank all the Digital Fab-rication Lab (DFL) team and the FEUP/CONSTRUCTteam for the overall support to this experiment. Thiswork was developed in the scope of the ResearchProject with the reference PTDC/ATP-AQI/5124/2012,funded by FEDER funds through the OperationalCompetitiveness Programme - COMPETE, and by na-tional funds through the FCT - Foundation for the Sci-ence and Technology. It is also part of the PhD re-search with the reference SFRH / BD / 79227 / 2011,supported by the FCT - Foundation for the Scienceand Technology.
350 | eCAADe 33 - Fabrication - Design - Volume 2

REFERENCESBasterra, A, Chamizo, A and Gutiérrez, E 2001, 'Félix Can-
dela y el borde libre, el caso de la capilla de Palmiraen Cuernavaca', Bitácora Arquitectura, 5, pp. 38-47
Dempsey, A 2008 'From parameter to production', Ad-vances in Architectural Geometry 2008, Vienna
Feringa, J and Søndergaard, A 2014 'Fabricating architec-tural volume: Stereotomic investigations in roboticcraft', Fabricate: negotiating design &making, pp. 76-83
Flory, S and Pottmann, H 2010 'Ruled surfaces forrationalization and design in architecture', LIFEin:formation. Proceedings of ACADIA 2010, pp. 103-109
Gengnagel, Christoph Gengnagel, Axel Kilian, NorbertPalz, and Fabian Scheurer, Kilian, A, Palz, N andScheurer, F (eds) 2011, Computational Design Mod-elling. Proceedings of the Design Modelling Sympo-sium Berlin 2011, Springer
Iori, T and Poretti, S 2005 'Pier Luigi Nervi’s Works for the1960 Rome Olympics', Actas del Cuarto Congreso Na-cional de Historia de la Construcción, Cádiz, pp. 605-613
Johnston, DW 2008, 'Design and Construction of Con-crete Formwork', in Nawy, EG (eds) 2008, Concreteconstruction engineering handbook, CRC Press
Martins, PF and Sousa, JP 2014 'Digital Fabrication Tech-nology in Concrete Architecture', Fusion, Proceed-ings of the 32nd International Conference on Educa-tion and research in Computer Aided Architectural De-sign in Europe, pp. 475-484
Shelden, DR 2002, Digital Surface Representation and theConstructibility of Gehry’s Architecture, Ph.D. Thesis,MIT
Yuan, PF, Meng, H and Devadass, P 2014 'Performa-tive Tectonics. Robotic FabricationMethodology To-wards Complexity', Robotic Fabrication in Architec-ture, Art and Design 2014, pp. 181-195
[1] http://www.cembureau.be/sites/default/files/World%20cement%20production_2.pdf
[2] www.designtoproduction.ch[3] http://www.peri.com[4] www.nedcam.com
Fabrication - Design - Volume 2 - eCAADe 33 | 351