Evaluation of two different scrap tires as hydrocarbon source by pyrolysis
9
Evaluation of two different scrap tires as hydrocarbon source by pyrolysis Suat Ucar a , Selhan Karagoz a , Ahmet R. Ozkan b , Jale Yanik c, * a Chemistry Program, IMYO, Dokuz Eylul University, Buca, Izmir 35160, Turkey b Petkim Holding Co, Quality Control and Technical Service, Aliaga, Izmir, Turkey c Ege University, Faculty of Science, Department of Chemistry, Bornova, Izmir 35100, Turkey Received 25 October 2004; received in revised form 24 March 2005; accepted 5 April 2005 Available online 12 May 2005 Abstract The main objective of the present study is to investigate the effect of the polymer types in scrap tires on the pyrolysis products. Two different types of scrap tires (passenger car tire, PCT and truck tire, TT) have been pyrolyzed in a fixed bed reactor at the temperatures of 550, 650 and 800 8C under N 2 atmosphere. Pyrolysis products (gas, oil and carbon black) obtained from PCT and TT were investigated comparatively. The gaseous products were analyzed by GC–TCD. The psychical and chemical properties of pyrolytic oils were characterized by means of GC–FID, GC–MS, 1 H NMR. In addition, boiling point distributions of hydrocarbons in pyrolytic oils were determined by using simulated distillation curves in comparison with commercial diesel fuel. The production of activated carbon from pyrolytic carbon blacks (CBp) was also carried out. The composition of gaseous products from pyrolysis of PCT and TT were similar and they contained mainly hydrocarbons (C 1 –C 4 ). Pyrolytic oils were found lighter than diesel but heavier than naphtha. The physical properties of pyrolytic oils from PCT and TT were similar at the same temperature. However, the composition of aromatic and sulphur content from pyrolysis of PCT was higher than that of TT. Furthermore, TT derived pyrolytic carbon black was found more suitable for the production of activated carbon due to its low ash content. q 2005 Elsevier Ltd. All rights reserved. Keywords: Scrap tires; Pyrolysis; Activated carbon 1. Introduction How to deal with the waste materials such as scrap tires is a big economic and environmental concern. Scrap tires are generally dumped in massive stockpiles, which provide ideal breeding grounds for disease carrying mosquitoes and other vermin. Dumping of the scrap tires may also cause a fire hazard. Moreover, there are different alternatives have been using for tire recycling such as retreating, reclaiming, incineration, grinding etc. However, all of them have significant drawbacks and/or limitations [1]. Pyrolysis can be considered as a viable recycling technology to treat the scrap tires. It has a number of advantages as a treatment option since the derived oils can be used as fuels or added to petroleum refinery feed stocks, they also be an important source for refined chemicals. The pyrolysis gas can be used as fuel in the pyrolysis process. The solid residue has a good candidate for the solid fuel or for the low grade carbon black. There have been many reports on the pyrolysis of scrap tires [1–5]. Rodriguez et al. [1] explored the pyrolysis of scrap tires under the nitrogen atmosphere at 300, 400, 500, 600, and 700 8C. They reported that there is no significant influence of temperature on the amount and characteristics of pyrolysis products over 500 8C. Pyrolysis gases were composed of hydrocarbons of which C 1 and C 4 are predominant together with some CO, CO 2 and H 2 S. It was also reported that tire pyrolysis liquids were complex mixture of C 5 –C 20 organic compounds. Roy et al. [4] have investigated the vacuum pyrolysis of scrap tires at a temperature of 480–520 8C and a total pressure lower than 10 kPa. They concluded that the pyrolytic gas can be used as a make up heat source for the pyrolysis process and the total pyrolytic oil can be used as a liquid fuel. Temperature selective condensation of scrap tire pyrolytic oils to maximize the recovery of single aromatic compounds was also studied [5]. The distribution of oil in the condenser Fuel 84 (2005) 1884–1892 www.fuelfirst.com 0016-2361/$ - see front matter q 2005 Elsevier Ltd. All rights reserved. doi:10.1016/j.fuel.2005.04.002 * Corresponding author. Tel.: C90 232 3884000x2386; fax: C90 232 3888264. E-mail address: [email protected] (J. Yanik).
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of Evaluation of two different scrap tires as hydrocarbon source by pyrolysis
Evaluation of two different scrap tires as hydrocarbon source by pyrolysis
Suat Ucara, Selhan Karagoza, Ahmet R. Ozkanb, Jale Yanikc,*
aChemistry Program, IMYO, Dokuz Eylul University, Buca, Izmir 35160, TurkeybPetkim Holding Co, Quality Control and Technical Service, Aliaga, Izmir, Turkey
cEge University, Faculty of Science, Department of Chemistry, Bornova, Izmir 35100, Turkey
Received 25 October 2004; received in revised form 24 March 2005; accepted 5 April 2005
Available online 12 May 2005
Abstract
The main objective of the present study is to investigate the effect of the polymer types in scrap tires on the pyrolysis products. Two
different types of scrap tires (passenger car tire, PCT and truck tire, TT) have been pyrolyzed in a fixed bed reactor at the temperatures of 550,
650 and 800 8C under N2 atmosphere. Pyrolysis products (gas, oil and carbon black) obtained from PCT and TT were investigated
comparatively. The gaseous products were analyzed by GC–TCD. The psychical and chemical properties of pyrolytic oils were characterized
by means of GC–FID, GC–MS, 1H NMR. In addition, boiling point distributions of hydrocarbons in pyrolytic oils were determined by using
simulated distillation curves in comparison with commercial diesel fuel. The production of activated carbon from pyrolytic carbon blacks
(CBp) was also carried out. The composition of gaseous products from pyrolysis of PCT and TT were similar and they contained mainly
hydrocarbons (C1–C4). Pyrolytic oils were found lighter than diesel but heavier than naphtha. The physical properties of pyrolytic oils from
PCT and TT were similar at the same temperature. However, the composition of aromatic and sulphur content from pyrolysis of PCT was
higher than that of TT. Furthermore, TT derived pyrolytic carbon black was found more suitable for the production of activated carbon due to
its low ash content.
q 2005 Elsevier Ltd. All rights reserved.
Keywords: Scrap tires; Pyrolysis; Activated carbon
1. Introduction
How to deal with the waste materials such as scrap tires is
a big economic and environmental concern. Scrap tires are
generally dumped in massive stockpiles, which provide
ideal breeding grounds for disease carrying mosquitoes and
other vermin. Dumping of the scrap tires may also cause a
fire hazard. Moreover, there are different alternatives have
been using for tire recycling such as retreating, reclaiming,
incineration, grinding etc. However, all of them have
significant drawbacks and/or limitations [1]. Pyrolysis can
be considered as a viable recycling technology to treat the
scrap tires. It has a number of advantages as a treatment
option since the derived oils can be used as fuels or added to
petroleum refinery feed stocks, they also be an important
0016-2361/$ - see front matter q 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.fuel.2005.04.002
* Corresponding author. Tel.: C90 232 3884000x2386; fax: C90 232
3888264.
E-mail address: [email protected] (J. Yanik).
source for refined chemicals. The pyrolysis gas can be used
as fuel in the pyrolysis process. The solid residue has a good
candidate for the solid fuel or for the low grade carbon
black.
There have been many reports on the pyrolysis of scrap
tires [1–5]. Rodriguez et al. [1] explored the pyrolysis of
scrap tires under the nitrogen atmosphere at 300, 400, 500,
600, and 700 8C. They reported that there is no significant
influence of temperature on the amount and characteristics
of pyrolysis products over 500 8C. Pyrolysis gases were
composed of hydrocarbons of which C1 and C4 are
predominant together with some CO, CO2 and H2S. It was
also reported that tire pyrolysis liquids were complex
mixture of C5–C20 organic compounds. Roy et al. [4] have
investigated the vacuum pyrolysis of scrap tires at a
temperature of 480–520 8C and a total pressure lower than
10 kPa. They concluded that the pyrolytic gas can be used as
a make up heat source for the pyrolysis process and the total
pyrolytic oil can be used as a liquid fuel. Temperature
selective condensation of scrap tire pyrolytic oils to
maximize the recovery of single aromatic compounds was
also studied [5]. The distribution of oil in the condenser
Fuel 84 (2005) 1884–1892
www.fuelfirst.com
Table 2
Proximate and ultimate analyses of scrap tires
Type of scrap tire Passenger car tire (PCT) Truck tire (TT)
Proximate analysis (as received, wt%)
Moisture 1.6 1.4
Volatile matter 58.2 66.1
Fixed carbon 21.3 27.5
Ash 18.9 5.0
Ultimate analysis (dry, %)
C 74.30 83.20
H 7.20 7.70
N 0.90 1.50
Oa 15.89 6.16
S 1.71 1.44
GCVb, MJ kgK1 30.5 33.4
a Calculated from difference.b Gross calorific value.
S. Ucar et al. / Fuel 84 (2005) 1884–1892 1885
system was found to be optimal in terms of the amount of oil
condensed, the range of molecular weights of the oil and the
concentrations of toluene, xylene and limonene when pall
rings were used as the condenser packing material.
In many scientific laboratory tyre-pyrolysis studies
reported in the literature, the effect of processes parameters
such as, temperature, heating rate, pressure, type of reactor
on the product distribution from pyrolysis and product
composition was investigated. In the present study, two
different types of scrap tire have been pyrolyzed at the
temperatures of 550, 650 and 800 8C under N2 atmosphere.
The effect of the polymer types in scrap tires on the yields
and compositions of pyrolysis products were investigated.
The compositions of gaseous products was determined for
the representative temperature (650 8C). The physical and
chemical properties of pyrolytic oils were determined by
using various techniques i.e. 1H NMR, GC–MS and
elemental analysis. In addition, the pyrolytic carbon black
from the pyrolysis of scrap truck tires was also utilized to
produce activated carbon.
2. Materials and methods
2.1. Materials
Passenger Car Tire (PCT) and Truck Tire (TT) were
supplied by Akin Rubber Plant-Samsun, Turkey (a rubber
recycling enterprise). Scrap tire samples were shredded,
crumbed and sieved from the sidewall rubber of scrap tires
to produce a size of 1.5–2.0 mm. The scrap tires contained
no steel thread and the textile netting. The polymer types in
rubber content of scrap tires (Table 1) were determined in
Brisa Co, Izmit, Turkey by serial Curie point pyrolysis-gas
chromatography (Py-GC) according to ASTM D3452-93.
Proximate and ultimate analyses of the scrap tires are shown
in Table 2.
2.2. Pyrolysis process
Pyrolysis experiments were carried out under nitrogen
atmosphere at the temperatures of 550, 650 and 800 8C. The
pyrolysis experiments were performed in a fixed bed design
and stainless steel reactor (L; 210 mm; Ø; 60 mm) under
atmospheric pressure using a semi-batch operation. A
schematic experimental set-up is shown in Fig. 1. The
reactor was purged before experiments by nitrogen gas flow
of 25 ml/min for 10 min to remove air inside. In a typical
Table 1
Rubber composition of scrap tires, wt%
PCT TT
Natural rubber (NR) 35 51
Styrene butadiene rubber (SBR) – 39
Butadiene rubber (BR) 65 10
pyrolysis experiment, a quantity of 130 (G0.5) g of scrap
tire was loaded and then the reactor temperature was
increased by a heating rate of 7 8C/min up to the desired
pyrolysis temperature and hold for 1 h at the desired
temperature. The nitrogen gas swept the volatile products
from the reactor into the collection traps. Liquid products
were condensed in the first two traps by cooling with ice
bath. Non-condensable volatiles were passed through the
last two traps containing lead nitrate solution (33 wt%) to
absorb the H2S and then the remaining gases were collected
in Tedlar plastic bags. The liquid product contained the
aqueous and organic phase. Organic phase (pyrolytic oil)
was separated from aqueous phase by centrifugation. The
pyrolysis of the experiments was repeated three times. The
pyrolysis yields presented are the mean value of three
equivalent experiments and the standard deviation of the
data is also presented at Table 3.
2.3. Gas analyses
In some of the experiments, the pyrolysis gases were
totally collected in Tedlar bag and analyzed by gas
chromatography, HP model 5890 series II with a thermal
conductivity detector. A stainless steel packed column
(6.0 m!1/8 in. Propack Q, 2.0 m!1/8 in. 5A molecular
sieve, serially connected to each other) was used. The
separation of CO2, C1, C2, C3, C4, C5 and C6 hydrocarbons
was done with Propack Q column and the separation of O2,
N2 and CO was carried out with MS 5A column.
The amount of hydrogen sulphur in the gaseous products
was determined as lead sulphur precipitate, which was
formed from the reaction between H2S and lead nitrate in
traps. The lead sulphur precipitate were filtered, washed
with distillated water, dried at 110 8C and weighted.
2.4. Oil analyses
Pyrolytic oils obtained under the same condition were
well mixed and homogenized prior to analysis being made.

Fig. 1. Experimental set-up.
Table 3
Product distributions from pyrolysis of scrap tires, (mean valueGstandard
deviation)
Feed Passenger car tire (PCT)
S. Ucar et al. / Fuel 84 (2005) 1884–18921886
Some physical properties of pyrolytic oils were determined
by using the following standard methods; ASTM D1298,
ASTM D445, ASTM D93 and ASTM D240. Elemental
analysis (C, H, and N) of oils was determined with an
elemental analyzer (Carlo Erba 1106). Sulphur amount in
pyrolytic oils were determined by using Ultraviolet
Fluorescence according to ASTM D5453. The pyrolytic
oils were analyzed by gas chromatography with a flame
ionization detector using a Hewlett–Packard Model
6890GC. The column was HP z-530, 300 column (30 m
long!0.32 mm diameter) coated with phenylmethylsilox-
ane cross linked at a thickness of 0.50 mm. GC-FID was
programmed from 40 to 280 8C at 5 8C/min with a final
holding time of 30 min. The data obtained from GC-FID
was used to evaluate the simulated distillation curves [6].
Identification of compounds in pyrolytic oils was carried out
by gas chromatograph equipped with a mass selective
detector. (Column, HP-1; cross-linked methyl siloxane,
25!0.32 mm!0.17 mm; temperature program, 40 8C (hold
10 min)/300 8C (rate 5 8C/min) hold for 10 min). Com-
pounds were identified by means of the Wiley library-HP
G1035A and NIST library of mass spectra and subsets HP
G1033A. 1H NMR analyses of pyrolytic oils were recorded
with a Varian AS-400 using CDCl3 as solvent.
Temperature, 8C 550 650 800
Reaction products, wt%
Gasa 7.4G2.5 7.6G2.7 7.8G2.3
Oil 47.4G1.8 48.4G2.4 47.2G1.9
Water 3.2G0.9 2.3G0.5 3.5G0.4
Carbon black 42.0G2.5 41.7G2.7 41.5G2.3
Feed Truck tire (TT)
Temperature, 8C 550 650 800
Reaction products, wt%
Gasa 7.6G2.8 7.6G2.4 8.8G2.7
Oil 55.6G1.3 56.0G1.8 55.1G2.0
Water 3.0G0.5 2.6G1.1 2.9G0.9
Carbon black 33.8G2.8 33.8G2.4 33.2G2.7
a Calculated from mass balance.
2.5. Demineralization and activation of pyrolytic
carbon black
The pyrolytic carbon black (CBp) obtained from the
pyrolysis of scrap truck tires at 800 8C was demineralized to
decrease its inorganic content. CBp was treated with HCl
solution (10 wt%) at 100 8C for 2 h. After HCl treatment,
the CBp were washed with distillated water until no chlorine
ions could be detected and then was dried at 100 8C for 24 h.
Activation process was carried out in the pyrolysis
reactor by carbon dioxide. In activation process, non-
demineralized and demineralized pyrolytic carbon black
was heated up to 900 8C under a flowing (25 ml/min)
nitrogen atmosphere. When 900 8C was reached, the inert
atmosphere was rapidly substituted by flowing (350 ml/min)
carbon dioxide. The tested activation times were 2, 4, 6 and
8 h. At the end of desired the activation time, reactor was
cooled to room temperature under nitrogen atmosphere. The
resulting carbons (activated carbon) from activation process
were weighted to calculate the burn off value and were
ground and sieved to a particle size !100 mm for the
amount of nitrogen adsorption (BET analysis).
3. Results and discussion
3.1. Pyrolysis of scrap tires
The product distributions from pyrolysis of PCT and TT
at different temperatures are presented in Table 3. It can be
seen that product distributions of PCT and TT did not

Table 4
Composition of the gaseous products from pyrolysis of scrap tires at 650 8C
Feed PCT TT
Gases, mol%
C1 23.92G0.36 24.21G0.34
C2 9.00G0.14 8.12G0.12
C2a 4.37G0.07 4.43G0.09
C3 11.80G0.18 12.56G0.19
C4 7.64G0.11 9.53G0.14
C5 10.74G0.16 12.20G0.18
C6 0.19G0.01 0.22G0.03
CO 1.15G0.0.21 2.02G0.03
CO2 2.41G0.16 6.08G0.09
O2 2.72G0.04 1.54G0.02
H2 26.06G0.39 19.09G0.29
S. Ucar et al. / Fuel 84 (2005) 1884–1892 1887
change significantly with increasing the temperature.
The thermochemical conversion of rubber from scrap tires
by pyrolysis and hydropyrolysis has been studied by Mastral
et al. [2]. They observed that neither the total conversion nor
liquid yield increased with increasing temperature above
500 8C for the pyrolysis at a heating rate of 300 8C minK1.
Similar results have been reported by other researchers. The
pyrolysis of scrap tires was carried out in a fixed bed reactor
at the temperatures from 300 to 700 8C at the heating rate of
15 8C minK1 [1,7,8]. It was reported that there is no influence
of the temperature on the product distributions over 500 8C.
On the contrary, the decrease in liquid yields with increasing
temperature and the corresponding increase in gas yield,
have been observed by other workers. Day et al. [9] have
carried out the pyrolysis of auto shredder residue in a
laboratory screw kiln reactor from 500 to 700 8C. They found
that the yield of oil fraction was high at the lower pyrolysis
temperatures. In another study, pyrolysis of scrap tires in
circulating fluidized bed reactor from 360 to 810 8C was
carried out. The yield of oil increased first to a maximum
value of about 50% at 450 8C, and then decreased with the
increase of the temperature [10]. Similarly, Gonzalez found
an increase in gas yield and a decrease in oil yield as the
temperature was raised from 575 to 700 8C [11]. On the other
hand, William studied pyrolysis from 300 to 720 8C and
observed that char yield decrease while liquid and gas yield
increased until 600 8C after which there was a minimal
change to product yield [12]. It is, therefore, obvious that not
only the influence of temperature, but also the pyrolysis
yields will vary from some studies to the others. It can be
concluded that product distribution from pyrolysis of scrap
tires depends on the process parameters values i.e. tempera-
ture, heating rate, pressure, residence time, type of reactor. In
the present study, the product distributions from the pyrolysis
of TT and PCT were quite different from each other. For all
temperatures, in the case of TT, the oil yield was higher and
the yield of pyrolytic carbon black was less than that of PCT
because of the differences in rubber composition of raw scrap
tires (Table 1). In addition, the ash amount of tyres had also
effect on the pyrolysis yield.
3.2. Composition of gaseous products
The gas composition is presented in Table 4 for the
representative pyrolysis temperature (650 8C). It can be seen
that gaseous products are mainly composed of hydrogen
with hydrocarbons (C1–C6). Other gases present were CO,
CO2, O2. Moreover, the total amount of H2S was
determined. The amounts of H2S were 0.94 and 4.18 wt%
in the gaseous products for pyrolysis of TT and PCT,
respectively. The other sulphur gaseous products were also
determined by GC–SCD. However, the quantification of
each gaseous product could not be managed since each
component was in trace amount.
The COx gases from pyrolysis of scrap tires have also
been found by other researchers [1,8,11,13]. The COx gases
must be derived from oxygenated compounds such as
stearic acid, extender oils which is used in tire manufacture.
Table 4 shows that methane and hydrogen are the most
predominant products. Cypres et al. suggested that hydrogen
and methane were derived from secondary aromatization
reactions [14]. Similarly, Williams and Taylor have shown
that hydrogen, methane and ethene resulted from secondary
aromatization reactions which produce aromatic hydrocar-
bons [15]. It has also been shown that in some cases
molecular hydrogen may be formed as a primary stable
product from branched alkenes [16]. It is suggested that C4
(butenes and butanes) are formed from the degradation of
polymer–styrene–butadiene rubber (SBR) [1,3]. In this
study, C4 might be generated both from SBR and BR. C2
and C3 were generated both directly from the degradation of
the polymer and by secondary reactions among the primary
degradation products [8].
The contents of hydrocarbon gaseous products were
similar in both PCT and TT derived gas products. However,
PCT-pyrolysis gases contained lower amount of CO2 and
but higher amount of H2S than that of TT-pyrolysis gases. It
is known that H2S comes from the sulphur links in the
vulcanized rubber structure. Although, the sulphur contents
of scrap tires (Table 2) were similar, H2S contents in
pyrolysis gases were significantly different from each other.
This will be discussed later in the text. Moreover, pyrolysis
gases had high gross calorific values about 60–65 MJ NmK3
and that are sufficient to provide the energy requirements of
the pyrolysis plant.
3.3. Composition of pyrolytic oils
The pyrolytic oils obtained from pyrolysis of scrap
passenger car tire and truck tire were characterized in terms
of both fuel characteristics and chemical composition. Some
properties of pyrolytic oils are shown in Table 5. Pyrolytic
oils from pyrolysis of PCT and TT were denoted as PCTO
and TTO, respectively. For comparison purpose, the
chemical and physical properties of commercial diesel are
also presented in Table 5. Specific gravity of pyrolytic oils
was found higher than that of the commercial diesel fuel.

Table 5
Some properties of pyrolytic oils from pyrolysis of scrap tires at 650 8C
PCTO TTO Commercial diesel
Specific gravity, g cmK3 0.9430 0.9130 0.82–0.86
Viscosity at 40 8C, cSt 4.6224 3.8530 2.0–4.5
Flash point, 8C !30 !30 O55
GCVa, MJ kgK1 41.6 42.4 45.1
Elemental analysis, wt%
C 87.57 86.47 86.50
H 10.35 11.73 13.20
N !1 !1 !1
S 1.35 0.83 !0.70
a Gross calorific value.
Table 7
Major compounds detected in pyrolytic liquid from pyrolysis of PCT at
650 8C
tR (min) Compound Area (%)
0.801 2-Methyl-1,3-butadiene 1.12
1.060 Benzene 1.10
1.595 Toluene 10.55
2.720 Ethylbenzene 12.16
2.847 p-Xylene 1.36
3.221 Styrene 8.94
4.144 Isopropylbenzene 2.39
5.116 Propylbenzene 2.07
5.631 4-Methylpyridine 1.34
6.668 a-Methylstyrene 1.76
7.866 1-Methyl-2-isopropylbenzene 1.55
22.900 2,4 0-Dimethyl-1,1 0-biphenyl 2.50
24.194 1,1 0-(1,3-Propanediyl)bis-benzene 2.53
27.002 1-(1-Cyclopenten-1,1-cyclopenten-1-
yl)naphthalene
1.12
33.392 Terphenyl 2.28
Table 8
Major compounds detected in pyrolytic liquid from pyrolysis of TT at
650 8C
tR (min) Compound Area (%)
0.815 1,4-Pentadiene 4.69
1.060 Benzene 2.29
S. Ucar et al. / Fuel 84 (2005) 1884–18921888
The viscosity of oils from both TT and PCT lies in the range
of diesel fuels. As expected, flash points of oils are
comparatively lower than that of diesel fuels. These results
are in good agreement with the previous reports [3,4].
The calorific values for pyrolytic oils were close to that of
commercial diesel. Therefore, the pyrolytic oils can be used
as fuels for combustion systems in industry. Elemental
composition of pyrolytic oils from TT and PCT was found
similar with commercial diesel. However, the sulphur
content in PCTO and TTO was found higher than that of
commercial diesel. It is noted that the sulphur content in the
TTO was less than that of PCTO. In this study, hydrocarbon
types of the pyrolytic oils were determined by using 1H NMR
analysis [17]. The hydrocarbon types in the pyrolytic oils
depending on the pyrolysis temperature are shown in Table 6.
The pyrolytic oils from PCT pyrolysis contain more amounts
of aromatics than the pyrolytic oils from TT pyrolysis. The
aromatic content of pyrolytic oils is due on the one hand to the
aromatic nature of the source rubber material and on the other
hand to cyclization of olefin structures followed by
dehydrogenation reactions and the Diels Alder reactions. In
the present study, it may be considered that formation of
aromatic hydrocarbons from alkenes via the Diels–Alder
reactions dominantly occurred during pyrolysis of PCT,
which contains mostly Butadiene Rubber (BR) [3].
Tables 7 and 8 show major compounds detected by GC-
MS in pyrolytic oils from pyrolysis of PCT and TT. PCTO
contained mainly ethyl benzene, toluene, styrene and with
formation of other hydrocarbons, i.e. propyl benzene,
isopropyl benzene, a-methyl styrene, polycyclic aromatic
hydrocarbons (PAH). However, major compound was found
limonene and with formation other hydrocarbons, i.e.
Table 6
The effect of temperature on the hydrocarbon types in the pyrolytic oils,
vol%
Type of pyrolytic
oil
PCTO TTO
Temperature, 8C 550 650 800 550 650 800
Aromatics 41.54 41.21 41.15 15.41 15.29 15.22
Paraffins 54.55 54.85 54.88 64.12 64.31 64.45
Olefins 3.91 3.94 3.97 20.47 20.40 20.33
toluene, ethyl benzene, p-xylene, 1,4-pentadiene, PAH for
TTO. It is known that limonene is the most important product
from pyrolysis of polyisoprene (NR) [2]. For PCTO and
TTO, some aromatic hydrocarbons containing sulphur,
nitrogen and oxygen were also determined as minor
hydrocarbons. However, the relative amount of these
compounds was quite low.
According to the results of 1H NMR (Table 6), the
aromatic content of PCTO was found higher than that of
TTO. These results are also supported by the GC–MS results.
The difference in the aromatic content of pyrolytic oils may
stem from two possible reasons. One is the difference in the
composition of raw material, the NR content in PCT was
35 wt% and it was 51 wt% in the TT. Another one is that
limonene and/or limonene precursors might have reacted
with pyrolysis products of BR components.
The boiling point distributions of hydrocarbons in
pyrolytic oils from pyrolysis of TT and PCT at the
temperatures of 550, 650 and 800 8C are shown in Fig. 2 as
simulated distillation curves. For comparison purpose,
1.457 3-Methyl-(Z)-1,3,5-hexatriene 1.39
1.597 Toluene 7.53
2.726 Ethylbenzene 2.70
2.892 p-Xylene 4.30
5.207 Propylbenzene 4.73
6.644 a-Methylstyrene 1.84
7.836 1-Methyl-2-isopropylbenzene 2.95
8.121 Limonene 28.78
21.548 2,3,6-Trimethylnaphthalene 2.15
29.615 n-Hexadecanitrile 2.45
33.397 Terphenyl 3.46

0
50
100
150
200
250
300
350
400
450
Boi
ling
Poi
nt, ˚
C
0
50
100
150
200
250
300
350
400
450
Boi
ling
Poi
nt, ˚
C
0
50
100
150
200
250
300
350
400
450
Boi
ling
Poi
nt, ˚
C
PCT
TT
Diesel FuelCommercial Gasoline
PCTTTDiesel FuelCommercial Gasoline
0 10 20 30 40 50 60 70 80 90 100
Cumulative Volume, %
0 10 20 30 40 50 60 70 80 90 100
Cumulative Volume, %
0 10 20 30 40 50 60 70 80 90 100
Cumulative Volume, %
PCTTTDiesel FuelCommercial Gasoline
(a)
(b)
(c)
Fig. 2. Simulated distillation curves of pyrolytic oils from pyrolysis of scrap tires, commercial naphtha and diesel. (a) 550 8C, (b) 650 8C, (c) 800 8C.
S. Ucar et al. / Fuel 84 (2005) 1884–1892 1889
the simulated distillation curves of commercial gasoline and
diesel fuel are also presented in Fig. 2. It can be clearly seen
from Fig. 2 that there is no significant change in the boiling
point distributions of hydrocarbons in pyrolytic oils with
increasing the temperature. The pyrolytic oils from both TT
and PCT have a wide boiling point range. At 550 8C, PCTO
contained about 50% gasoline fraction (boiling point range
!172 8C), whereas gasoline fraction in TTO was 40%. By
increasing the temperatures from 550 to 800 8C, gasoline
fraction did not change significantly. It should be noted that
the initial boiling points of pyrolytic oils (65–72 and
57–60 8C for PCTO and TTO, respectively) were lower
than that of diesel fuel but higher than that of commercial
gasoline. Similar results have also been reported by Day et al.
[18]. It can be concluded that the pyrolytic oils from pyrolysis
of PCT and TT can be blended with the gasoline or diesel
fuels after treatments such as desulphurization and
hydrogenation.
3.4. Production of from CBp from the pyrolysis of scrap tires
3.4.1. Demineralization of CBp
One of the aims of this study was to produce activated
carbon from solid residue of scrap tire pyrolysis. Table 9
shows the some physical properties of the pyrolytic carbon
blacks (CBp) from pyrolysis of scrap tires depending on
the pyrolysis temperature. Fixed carbon contents in
pyrolytic carbon blacks did not change with the pyrolysis
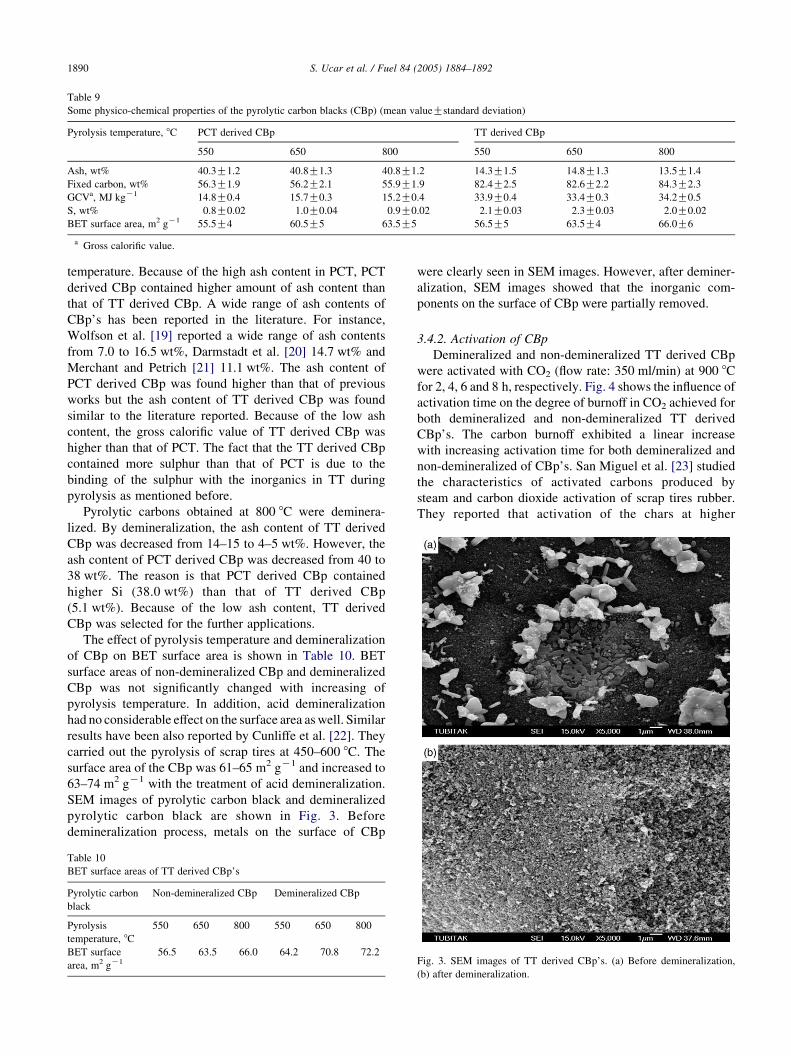
Table 9
Some physico-chemical properties of the pyrolytic carbon blacks (CBp) (mean valueGstandard deviation)
Pyrolysis temperature, 8C PCT derived CBp TT derived CBp
550 650 800 550 650 800
Ash, wt% 40.3G1.2 40.8G1.3 40.8G1.2 14.3G1.5 14.8G1.3 13.5G1.4
Fixed carbon, wt% 56.3G1.9 56.2G2.1 55.9G1.9 82.4G2.5 82.6G2.2 84.3G2.3
GCVa, MJ kgK1 14.8G0.4 15.7G0.3 15.2G0.4 33.9G0.4 33.4G0.3 34.2G0.5
S, wt% 0.8G0.02 1.0G0.04 0.9G0.02 2.1G0.03 2.3G0.03 2.0G0.02
BET surface area, m2 gK1 55.5G4 60.5G5 63.5G5 56.5G5 63.5G4 66.0G6
a Gross calorific value.
S. Ucar et al. / Fuel 84 (2005) 1884–18921890
temperature. Because of the high ash content in PCT, PCT
derived CBp contained higher amount of ash content than
that of TT derived CBp. A wide range of ash contents of
CBp’s has been reported in the literature. For instance,
Wolfson et al. [19] reported a wide range of ash contents
from 7.0 to 16.5 wt%, Darmstadt et al. [20] 14.7 wt% and
Merchant and Petrich [21] 11.1 wt%. The ash content of
PCT derived CBp was found higher than that of previous
works but the ash content of TT derived CBp was found
similar to the literature reported. Because of the low ash
content, the gross calorific value of TT derived CBp was
higher than that of PCT. The fact that the TT derived CBp
contained more sulphur than that of PCT is due to the
binding of the sulphur with the inorganics in TT during
pyrolysis as mentioned before.
Pyrolytic carbons obtained at 800 8C were deminera-
lized. By demineralization, the ash content of TT derived
CBp was decreased from 14–15 to 4–5 wt%. However, the
ash content of PCT derived CBp was decreased from 40 to
38 wt%. The reason is that PCT derived CBp contained
higher Si (38.0 wt%) than that of TT derived CBp
(5.1 wt%). Because of the low ash content, TT derived
CBp was selected for the further applications.
The effect of pyrolysis temperature and demineralization
of CBp on BET surface area is shown in Table 10. BET
surface areas of non-demineralized CBp and demineralized
CBp was not significantly changed with increasing of
pyrolysis temperature. In addition, acid demineralization
had no considerable effect on the surface area as well. Similar
results have been also reported by Cunliffe et al. [22]. They
carried out the pyrolysis of scrap tires at 450–600 8C. The
surface area of the CBp was 61–65 m2 gK1 and increased to
63–74 m2 gK1 with the treatment of acid demineralization.
SEM images of pyrolytic carbon black and demineralized
pyrolytic carbon black are shown in Fig. 3. Before
demineralization process, metals on the surface of CBp
Table 10
BET surface areas of TT derived CBp’s
Pyrolytic carbon
black
Non-demineralized CBp Demineralized CBp
Pyrolysis
temperature, 8C
550 650 800 550 650 800
BET surface
area, m2 gK1
56.5 63.5 66.0 64.2 70.8 72.2
were clearly seen in SEM images. However, after deminer-
alization, SEM images showed that the inorganic com-
ponents on the surface of CBp were partially removed.
3.4.2. Activation of CBp
Demineralized and non-demineralized TT derived CBp
were activated with CO2 (flow rate: 350 ml/min) at 900 8C
for 2, 4, 6 and 8 h, respectively. Fig. 4 shows the influence of
activation time on the degree of burnoff in CO2 achieved for
both demineralized and non-demineralized TT derived
CBp’s. The carbon burnoff exhibited a linear increase
with increasing activation time for both demineralized and
non-demineralized of CBp’s. San Miguel et al. [23] studied
the characteristics of activated carbons produced by
steam and carbon dioxide activation of scrap tires rubber.
They reported that activation of the chars at higher
Fig. 3. SEM images of TT derived CBp’s. (a) Before demineralization,
(b) after demineralization.

Fig. 5. SEM images of TT derived CBp’s. (a) Demineralized CBp, (b)
activated-demineralized CBp.
0
5
10
15
20
25
0 120 240 360 480Actvation time, min.
Bur
n-of
f, w
t %
non-demineralized CBpdemineralized CBp
Fig. 4. Carbon burnoff in CO2 for the demineralized and non-demineralized
TT derived CBp’s in relation to activation time.
S. Ucar et al. / Fuel 84 (2005) 1884–1892 1891
temperatures (950–1100 8C) resulted in a progressive
increase of the value of carbon burnoff, which followed a
linear relationship with the activation time. As can be seen
from Fig. 4, the non-demineralized CBp was more reactive
than demineralized CBp. It is clear that acid treatment
decreased the reactivity of CBp since CBp reactivity is
related to the ash content of the carbonaceous materials [24].
Several other researchers have also mentioned that some
inorganic compounds showed catalytic effect on gasification
[22,25,26]. A key property of activated carbons is their
surface area. Commercial activated carbons typically have a
surface area in the range from 400 to 1500 m2 gK1 [27,28].
The effect of activation time on the BET surface areas of
CBp’s are presented in Table 11. The BET surface area of
CBp was considerably increased by the increasing the
activation time up to 6 h, but further increased in activation
time did not considerably influence the surface area of CBp’s.
The surface areas of activated CBp’s are lower than that of
reported in the literature [29,30] and commercial activated
carbon. The reason may be due to the activation conditions
(temperature, CO2 flow rate etc.) and/or CBp sample.
SEM images of demineralized CBp and activated-
demineralized CBp are shown in Fig. 5. It is clear that the
homogeneous distribution of particles was observed on the
surface by activation of demineralized CBp (Fig. 5).
3.5. Distribution of sulphur in pyrolysis products
It is known that some of sulphur present in tyre are
transferred into gas or liquid products as H2S and
S-compounds where as some part remains in carbon
black. There is a specific interest in the fate of sulphur
compounds due to environmental concerns. Rodriquez
reported that more than 50% of the tyre sulphur was left
Table 11
The effect of activation time on BET surface areas (m2/g) of TT derived
CBp’s
Activation time, h 0 2 4 6 8
Non-demineralized CBp 66.0 91.0 160.7 235.5 240.1
Demineralized CBp 72.2 110.7 164.1 199.6 204.5
in the carbon black [1]. In contrast, Napoli et al. found that
only approximately 25 wt% of tyre sulphur was present in
the carbon black [31]. Tang et al. studied the rubber
pyrolysis in thermal plasma reactor to investigate the
influence of feed rate, steam injection and dolomite addition
on sulphur distribution and transformation [32]. Increasing
feed rate, addition of steam or dolomite increased the share
of total sulphur in carbon black. The content of sulphur in
carbon black could reach more than 80% of total sulphur in
tyre. Inorganic sulphides such as FeS2 and ZnS as well as
element sulphur have been identified in the carbon black. It
has been reported that the ZnO and sulphur is present in tyre
react during pyrolysis to form ZnS [20,33].
By comparing the distribution of total sulphur in the
pyrolysis products (Table 12), it is seen that in the case of
TT, the sulphur is mainly distributed in solid residue,
whereas it is distributed in gas and liquid products in the
pyrolysis of PCT. The reason might stem from the
difference in the ash components between TT and PCT.
Table 12
The distribution of sulphur in pyrolysis products, % (calculated from
sulphur mass balance)
Gas Liquid Solid
PCT 39.2 37.4 23.4
TT 16.6 31.3 52.1

S. Ucar et al. / Fuel 84 (2005) 1884–18921892
High amount of sulphur in solid residue shows that
inorganic components in TT bind the sulphur formed during
pyrolysis. In the residue (CBp), sulphur probably is
chemically bonded mainly in the form of non-volatile
inorganic sulphides and elemental sulphur as well as trace
organic sulphides as suggested by other researchers [22].
4. Conclusions
Two types of scrap tire have been pyrolyzed at the
temperatures of 550, 650 and 800 8C under nitrogen
atmosphere. The effect of the differences in the polymer
types of scrap tires on the pyrolysis yields (gas, oil and
carbon black) and oil composition was studied. The main
conclusions are as follows;
†
There is no any remarkable effect of the pyrolysis tempera-ture on the product distribution for both TT and PCT.
†
Pyrolysis of TT gave the more amount of oil and lessamount of carbon black than that of PCT.
†
Although the amounts of the hydrocarbon gases frompyrolysis of PCT and TT were similar, the amounts of
H2S and CO2 from the pyrolysis of PCT were higher than
that of pyrolysis of TT due to the difference in the type of
additives used in tire manufacture.
†
Physical properties of oils from pyrolysis of PCT and TTwere found similar. However, aromatic content and sulphur
content of oil from PCT was higher than that of TT.
†
The pyrolytic oil from pyrolysis of PCT contained about50% gasoline fraction whereas gasoline fraction in
pyrolytic oil from pyrolysis of TT was 40%. The pyrolytic
oil from pyrolysis of TT can be blended with the gasoline or
diesel fuels after the upgrading such as desulphurization
and hydrogenation. On the other hand, the pyrolytic oil
from PCT can be considered as feedstock for the production
of basic aromatics in petrochemical industry.
†
The utilization of pyrolytic carbon blacks in theproduction of activated carbon depends on the type of
inorganic additives in tire manufacture instead of the
polymer types in the scrap tires. The TT derived
pyrolytic carbon black was found more suitable than
from PCT derived CBp for the production of activated
carbon due to its low ash content.
Consequently, evaluation of scrap tires by pyrolysis is
very important from economic and environmental view-
point as all pyrolysis products (gas, liquid and carbon black)
can be utilized. However, further studies are necessary to
utilize pyrolytic oils as a liquid fuel or feedstock.
Acknowledgements
This work was supported by Ege University, Faculty of
Science, under the contracts 2001/Fen/060 and 03/Bil/007.
We would like to thank to the scientific and technical
council of Turkey (TUBITAK) for financial support under
the contract TBAG-AY/279 (102T133). It is a pleasure to
thank Mr Burhan Balikci from Brisa Co, Izmit, Turkey for
analysis support. Many special thanks go to Mr Musa
Karaduman for technical assistance in the laboratory.
References
[1] Rodriguez IM, Laresgoiti MF, Cabrero MA, Torres A, Chomon MJ,
Caballero BM. Fuel Process Tech 2001;72:9–22 [and references
therein].
[2] Mastral AM, Murillo R, Callen MS, Garcia T, Snape CE. Energy
Fuels 2000;14:739–44.
[3] Cunliffe AM, Williams PT. J Anal Appl Pyrolysis 1998;44:131–52.
[4] Roy C, Chaala A, Darmstadt H. J Anal Appl Pyrolysis 1999;51:
201–21.
[5] Williams PT, Brindle AJ. Fuel 2003;82:1023–31.
[6] ASTM D2887-89. Test method for boiling range distribution of
petroleum fractions by gas chromatography, vol. 05.02; 1989.
[7] Laresgoiti MF, Caballero BM, De Marco I, Torres A, Cabrero MA,
Chomon MJ. J Anal Appl Pyrolysis 2004;71:917–34.
[8] Laresgoiti MF, De Marco I, Torres A, Caballero B, Cabrero MA,
Chomon MJ. J Anal Appl Pyrolysis 2000;55:43–54.
[9] Day M, Shen Z, Cooney JD. J Anal Appl Pyrolysis 1999;51:181–200.
[10] Dai X, Yin X, Wu C, Zhang W, Chen Y. Energy 2001;26:385–99.
[11] Gonzalez JF, Encinar JM, Canito JL, Rodriguez JJ. J Anal Appl
Pyrolysis 2001;58–59:667–83.
[12] Williams PT, Besle S, Taylor DT. Fuel 1990;69(12):1474–82.
[13] Williams PT, Brindle AJ. J Anal Appl Pyrolysis 2003;67:143–64.
[14] Cypres R, Bettens B. In: Ferrero GL, Mariatis K, Buckens A,
Bridgewater AV, editors. Pyrolysis and gasification. Barking, UK:
Elsevier Applied Science; 1989.
[15] Williams PT, Taylor DT. Fuel 1993;72:1469–74.
[16] Abbot J, Wojciechowski BW. J Catal 1988;113:353–66.
[17] Myers ME, Stollsteimer JR, Wims AM. Anal Chem 1975;47(12):
2010–5.
[18] Day M, Cooney JD, Shen Z. J Anal Appl Pyrolysis 1996;37:49–67.
[19] Wolfson DE, Beckman JA, Walters JG. US Department of the Interior
Bureau of Mines Report of Investigations; 1969, 7302.
[20] Darmstadt H, Roy C, Kaliguine S. Carbon 1995;33:1449–55.
[21] Merchant AA, Petrich MA. Am I Chem Eng J 1993;39:1370–6.
[22] Cunliffe AM, Williams PT. Energy Fuels 1999;13:166–75.
[23] San Miguel G, Fowler GD, Sollars CJ. Carbon 2003;41:1009–16.
[24] Iniesta E, Sanchez F, Garcia AN, Marcilla A. J Anal Appl Pyrolysis
2001;58–59:983–94.
[25] Samaras P, Diamadopoulos E, Sakellaropoulos GP. Fuel 1996;75:
1108–14.
[26] Cazorla-Amoros D, Ribes-Perez D, Roman-Martinez MC, Linares-
Solano A. Carbon 1996;34:869–78.
[27] Williams PT. Waste treatment and disposal. Chichester: Wiley; 1998.
[28] Bansal RC, Donnet JB, Stoeckli F. Active carbon. New York and
Basel: Marcel and Dekker Inc; 1988.
[29] Helleur R, Popovic N, Ikura M, Stanciulescu M, Liu D. J Anal Appl
Pyrolysis 2001;58-59:813–24.
[30] Lehmann CMB, Rostam-Abadi M, Road MJ, Sun J. Energy Fuels
1998;12:1095–9.
[31] Napoli A, Soudais Y, Lecomte D, Castillo S. J Anal Appl Pyrolysis
1997;40-41:373–82.
[32] Tang L, Huang H. J Anal Appl Pyrolysis 2004;72:35–40.
[33] Mastral AM, Alvarez R, Callen MS, Clemente C, Murillo R. Ind Eng
Chem Res 1999;38:2856–60.