
Evaluation of tempering behaviour in modified 9Cr–1Mo steel by magnetic non-destructive techniques
6
Journal of Materials Processing Technology 210 (2010) 669–674 Contents lists available at ScienceDirect Journal of Materials Processing Technology journal homepage: www.elsevier.com/locate/jmatprotec Evaluation of tempering behaviour in modified 9Cr–1Mo steel by magnetic non-destructive techniques Harendra Kumar b , J.N. Mohapatra a,∗ , Rajat Kumar Roy a , R. Justin Joseyphus b , Amitava Mitra a a Materials Science and Technology Division, National Metallurgical Laboratory, Jamshedpur-831007, Jharkhand, India b Department of Physics, National Institute of Technology, Tiruchirapalli-620015, India article info Article history: Received 12 October 2009 Received in revised form 2 December 2009 Accepted 2 December 2009 Keywords: Modified 9Cr–1Mo steel Tempering Hardness Magnetic Hysteresis Loop Magnetic Barkhausen Emissions Scanning electron micrograph abstract Modified 9Cr–1Mo steels were normalized at 1050 ◦ C/30 min and tempered over a wide range of temper- atures to observe the effect of tempering temperature on the material properties. The material revealed mechanical softening when tempered at temperature less than the lower critical temperature (∼810 ◦ C: Ac 1 ). Beyond Ac 1 temperature the materials strength increased drastically due to the formation of fresh martensite. Magnetic Hysteresis Loop (MHL) and Magnetic Barkhausen Emissions (MBE) techniques were used to evaluate the magnetic properties of the materials with tempering. Magnetic softening was observed by tempering the material below the Ac 1 temperature where a decrease in coercivity and an increase in RMS voltage of the MBE were found. Tempering beyond Ac 1 magnetic hardening was observed by the increase in coercivity and the decrease in RMS voltage of MBE. Such results revealed that magnetic techniques could be a better tool for the evaluation of tempering of modified 9Cr–1Mo steel. © 2009 Elsevier B.V. All rights reserved. 1. Introduction The driving force for the power plants to operate at high steam temperature (600 ◦ C) and pressure (30 MPa) is to meet ever increas- ing demand of improving efficiency and reducing emission of harmful gases to minimize the impact on environment. The compo- nents exposed at such elevated condition require high temperature strength, creep properties and stable microstructure to avoid the catastrophic failures. The modified 9Cr–1Mo steel (grade 91) is one of the preferred materials for such applications and it provides bet- ter physical and mechanical properties than those of 300 series austenitic stainless steels (Yukio, 2008; Sikka et al., 1983; Binkman et al., 1993). Grade 91 steel, in which V and Nb contents have been optimised, is used in power plants, heat recovery steam genera- tor and process industries due to its attractive thermal properties and enhanced creep, oxidation and corrosion resistance proper- ties (Klueh and Harries, 2001). Use of such steel commonly reduces wall thickness by 54% and weight by 65% compared to conventional steels, e.g. 2.25Cr–1Mo steel, this in turn increases the thermal fatigue life by a factor of 10–12. But all these superior properties of grade 91 steel depend on the creation of a precise microstructure by initial heat treatment and stabilizing the same throughout its service life. Due to improper heat treatment or during the opera- ∗ Corresponding author. Tel.: +91 09934127205; fax: +91 0657 2345213. E-mail address: [email protected] (J.N. Mohapatra). tions such as the hot bending, forging, and welding will seriously degrade its high temperature properties lead to failure of the mate- rial (Bush, 2001). The degradation of high temperature properties is not always detectable by standard quality assurance tests or com- monly used non-destructive evaluation techniques (Henry, 2005). For example, ultrasonic method, which is based on the change in elastic modulus, is not useful as the changes produced by ther- mal heating lie below its detection threshold. Replication technique is widely used to access the degradation of microstructure in the components exposed at high temperature, which provides bet- ter information. But the technique is highly localised and labour intensive. Therefore there is a demand to develop newer NDE methodologies to monitor microstructural degradation of the com- ponent throughout their service life. The grade 91 steel is ferromagnetic in nature and magnetic prop- erties are sensitive to variation in microstructure and stress state of the material (Mitra et al., 1995). The techniques are also useful for the assessment of degree of carburization or nitrocarburization. If the microstructural gradient is from the outer surface of the tube both MHL and MBE are suitable to detect such variation. However, if it is from the inside surface of the tube MHL may be a suitable technique for the measurement of carburization or nitrocarburiza- tion process. Therefore an attempt has been made in this work to study the changes in microstructure and mechanical properties of grade 91 steel during tempering and correlate them with prop- erties obtained from Magnetic Barkhausen Emissions (MBE) and Magnetic Hysteresis Loop (MHL) measurements, so that any varia- 0924-0136/$ – see front matter © 2009 Elsevier B.V. All rights reserved. doi:10.1016/j.jmatprotec.2009.12.003
Transcript of Evaluation of tempering behaviour in modified 9Cr–1Mo steel by magnetic non-destructive techniques

En
Ha
b
a
ARRA
KMTHMMS
1
tihnscotaeotatwsfgbs
0d
Journal of Materials Processing Technology 210 (2010) 669–674
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
journa l homepage: www.e lsev ier .com/ locate / jmatprotec
valuation of tempering behaviour in modified 9Cr–1Mo steel by magneticon-destructive techniques
arendra Kumarb, J.N. Mohapatraa,∗, Rajat Kumar Roya, R. Justin Joseyphusb, Amitava Mitraa
Materials Science and Technology Division, National Metallurgical Laboratory, Jamshedpur-831007, Jharkhand, IndiaDepartment of Physics, National Institute of Technology, Tiruchirapalli-620015, India
r t i c l e i n f o
rticle history:eceived 12 October 2009eceived in revised form 2 December 2009ccepted 2 December 2009
a b s t r a c t
Modified 9Cr–1Mo steels were normalized at 1050 ◦C/30 min and tempered over a wide range of temper-atures to observe the effect of tempering temperature on the material properties. The material revealedmechanical softening when tempered at temperature less than the lower critical temperature (∼810 ◦C:Ac1). Beyond Ac1 temperature the materials strength increased drastically due to the formation of freshmartensite. Magnetic Hysteresis Loop (MHL) and Magnetic Barkhausen Emissions (MBE) techniques
eywords:odified 9Cr–1Mo steel
emperingardnessagnetic Hysteresis Loopagnetic Barkhausen Emissions
were used to evaluate the magnetic properties of the materials with tempering. Magnetic softening wasobserved by tempering the material below the Ac1 temperature where a decrease in coercivity and anincrease in RMS voltage of the MBE were found. Tempering beyond Ac1 magnetic hardening was observedby the increase in coercivity and the decrease in RMS voltage of MBE. Such results revealed that magnetictechniques could be a better tool for the evaluation of tempering of modified 9Cr–1Mo steel.
© 2009 Elsevier B.V. All rights reserved.
canning electron micrograph. Introduction
The driving force for the power plants to operate at high steamemperature (600 ◦C) and pressure (30 MPa) is to meet ever increas-ng demand of improving efficiency and reducing emission ofarmful gases to minimize the impact on environment. The compo-ents exposed at such elevated condition require high temperaturetrength, creep properties and stable microstructure to avoid theatastrophic failures. The modified 9Cr–1Mo steel (grade 91) is onef the preferred materials for such applications and it provides bet-er physical and mechanical properties than those of 300 seriesustenitic stainless steels (Yukio, 2008; Sikka et al., 1983; Binkmant al., 1993). Grade 91 steel, in which V and Nb contents have beenptimised, is used in power plants, heat recovery steam genera-or and process industries due to its attractive thermal propertiesnd enhanced creep, oxidation and corrosion resistance proper-ies (Klueh and Harries, 2001). Use of such steel commonly reducesall thickness by 54% and weight by 65% compared to conventional
teels, e.g. 2.25Cr–1Mo steel, this in turn increases the thermal
atigue life by a factor of 10–12. But all these superior properties ofrade 91 steel depend on the creation of a precise microstructurey initial heat treatment and stabilizing the same throughout itservice life. Due to improper heat treatment or during the opera-∗ Corresponding author. Tel.: +91 09934127205; fax: +91 0657 2345213.E-mail address: [email protected] (J.N. Mohapatra).
924-0136/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.jmatprotec.2009.12.003
tions such as the hot bending, forging, and welding will seriouslydegrade its high temperature properties lead to failure of the mate-rial (Bush, 2001). The degradation of high temperature properties isnot always detectable by standard quality assurance tests or com-monly used non-destructive evaluation techniques (Henry, 2005).For example, ultrasonic method, which is based on the change inelastic modulus, is not useful as the changes produced by ther-mal heating lie below its detection threshold. Replication techniqueis widely used to access the degradation of microstructure in thecomponents exposed at high temperature, which provides bet-ter information. But the technique is highly localised and labourintensive. Therefore there is a demand to develop newer NDEmethodologies to monitor microstructural degradation of the com-ponent throughout their service life.
The grade 91 steel is ferromagnetic in nature and magnetic prop-erties are sensitive to variation in microstructure and stress stateof the material (Mitra et al., 1995). The techniques are also usefulfor the assessment of degree of carburization or nitrocarburization.If the microstructural gradient is from the outer surface of the tubeboth MHL and MBE are suitable to detect such variation. However,if it is from the inside surface of the tube MHL may be a suitabletechnique for the measurement of carburization or nitrocarburiza-
tion process. Therefore an attempt has been made in this work tostudy the changes in microstructure and mechanical properties ofgrade 91 steel during tempering and correlate them with prop-erties obtained from Magnetic Barkhausen Emissions (MBE) andMagnetic Hysteresis Loop (MHL) measurements, so that any varia-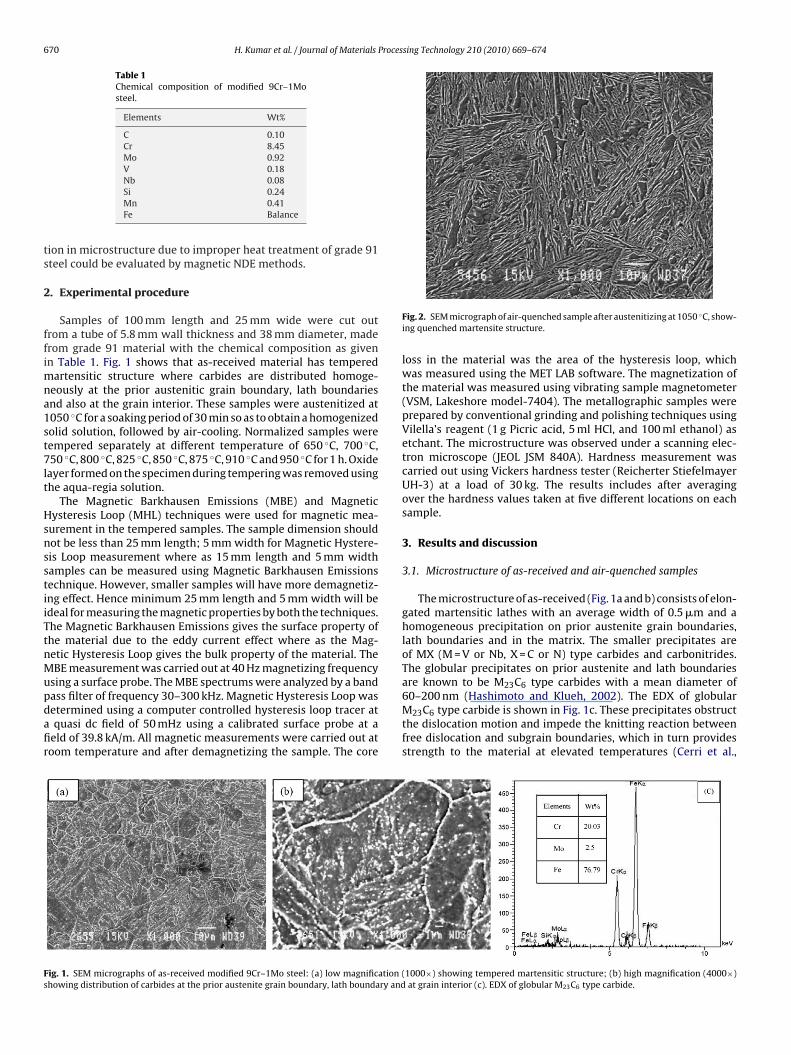
670 H. Kumar et al. / Journal of Materials Processing Technology 210 (2010) 669–674
Table 1Chemical composition of modified 9Cr–1Mosteel.
Elements Wt%
C 0.10Cr 8.45Mo 0.92V 0.18
ts
2
ffimna1st7lt
HsnsstiiTtnMupdafir
Fs
Nb 0.08Si 0.24Mn 0.41Fe Balance
ion in microstructure due to improper heat treatment of grade 91teel could be evaluated by magnetic NDE methods.
. Experimental procedure
Samples of 100 mm length and 25 mm wide were cut outrom a tube of 5.8 mm wall thickness and 38 mm diameter, maderom grade 91 material with the chemical composition as givenn Table 1. Fig. 1 shows that as-received material has tempered
artensitic structure where carbides are distributed homoge-eously at the prior austenitic grain boundary, lath boundariesnd also at the grain interior. These samples were austenitized at050 ◦C for a soaking period of 30 min so as to obtain a homogenizedolid solution, followed by air-cooling. Normalized samples wereempered separately at different temperature of 650 ◦C, 700 ◦C,50 ◦C, 800 ◦C, 825 ◦C, 850 ◦C, 875 ◦C, 910 ◦C and 950 ◦C for 1 h. Oxide
ayer formed on the specimen during tempering was removed usinghe aqua-regia solution.
The Magnetic Barkhausen Emissions (MBE) and Magneticysteresis Loop (MHL) techniques were used for magnetic mea-
urement in the tempered samples. The sample dimension shouldot be less than 25 mm length; 5 mm width for Magnetic Hystere-is Loop measurement where as 15 mm length and 5 mm widthamples can be measured using Magnetic Barkhausen Emissionsechnique. However, smaller samples will have more demagnetiz-ng effect. Hence minimum 25 mm length and 5 mm width will bedeal for measuring the magnetic properties by both the techniques.he Magnetic Barkhausen Emissions gives the surface property ofhe material due to the eddy current effect where as the Mag-etic Hysteresis Loop gives the bulk property of the material. TheBE measurement was carried out at 40 Hz magnetizing frequency
sing a surface probe. The MBE spectrums were analyzed by a band
ass filter of frequency 30–300 kHz. Magnetic Hysteresis Loop wasetermined using a computer controlled hysteresis loop tracer atquasi dc field of 50 mHz using a calibrated surface probe at aeld of 39.8 kA/m. All magnetic measurements were carried out atoom temperature and after demagnetizing the sample. The core
ig. 1. SEM micrographs of as-received modified 9Cr–1Mo steel: (a) low magnificationhowing distribution of carbides at the prior austenite grain boundary, lath boundary and
Fig. 2. SEM micrograph of air-quenched sample after austenitizing at 1050 ◦C, show-ing quenched martensite structure.
loss in the material was the area of the hysteresis loop, whichwas measured using the MET LAB software. The magnetization ofthe material was measured using vibrating sample magnetometer(VSM, Lakeshore model-7404). The metallographic samples wereprepared by conventional grinding and polishing techniques usingVilella’s reagent (1 g Picric acid, 5 ml HCl, and 100 ml ethanol) asetchant. The microstructure was observed under a scanning elec-tron microscope (JEOL JSM 840A). Hardness measurement wascarried out using Vickers hardness tester (Reicherter StiefelmayerUH-3) at a load of 30 kg. The results includes after averagingover the hardness values taken at five different locations on eachsample.
3. Results and discussion
3.1. Microstructure of as-received and air-quenched samples
The microstructure of as-received (Fig. 1a and b) consists of elon-gated martensitic lathes with an average width of 0.5 �m and ahomogeneous precipitation on prior austenite grain boundaries,lath boundaries and in the matrix. The smaller precipitates areof MX (M = V or Nb, X = C or N) type carbides and carbonitrides.The globular precipitates on prior austenite and lath boundariesare known to be M23C6 type carbides with a mean diameter of
60–200 nm (Hashimoto and Klueh, 2002). The EDX of globularM23C6 type carbide is shown in Fig. 1c. These precipitates obstructthe dislocation motion and impede the knitting reaction betweenfree dislocation and subgrain boundaries, which in turn providesstrength to the material at elevated temperatures (Cerri et al.,(1000×) showing tempered martensitic structure; (b) high magnification (4000×)at grain interior (c). EDX of globular M23C6 type carbide.
H. Kumar et al. / Journal of Materials Processing Technology 210 (2010) 669–674 671
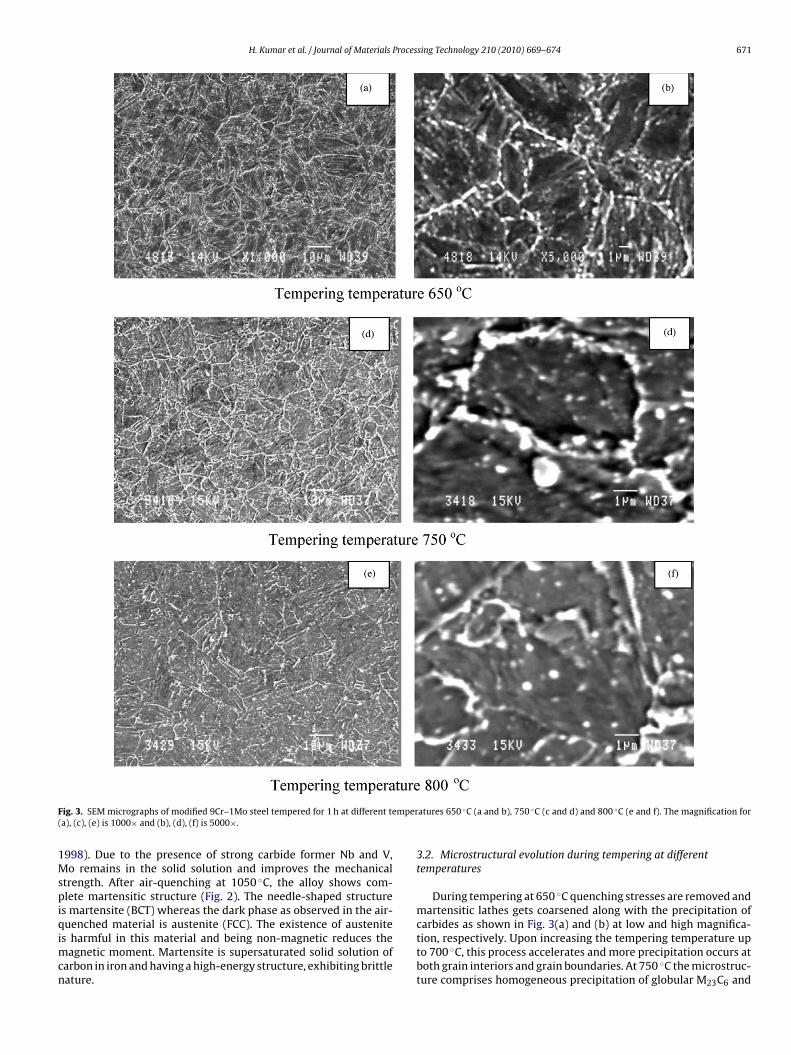
F mper(
1Mspiqimcn
ig. 3. SEM micrographs of modified 9Cr–1Mo steel tempered for 1 h at different tea), (c), (e) is 1000× and (b), (d), (f) is 5000×.
998). Due to the presence of strong carbide former Nb and V,o remains in the solid solution and improves the mechanical
trength. After air-quenching at 1050 ◦C, the alloy shows com-lete martensitic structure (Fig. 2). The needle-shaped structure
s martensite (BCT) whereas the dark phase as observed in the air-
uenched material is austenite (FCC). The existence of austenites harmful in this material and being non-magnetic reduces theagnetic moment. Martensite is supersaturated solid solution of
arbon in iron and having a high-energy structure, exhibiting brittleature.
atures 650 ◦C (a and b), 750 ◦C (c and d) and 800 ◦C (e and f). The magnification for
3.2. Microstructural evolution during tempering at differenttemperatures
During tempering at 650 ◦C quenching stresses are removed andmartensitic lathes gets coarsened along with the precipitation of
carbides as shown in Fig. 3(a) and (b) at low and high magnifica-tion, respectively. Upon increasing the tempering temperature upto 700 ◦C, this process accelerates and more precipitation occurs atboth grain interiors and grain boundaries. At 750 ◦C the microstruc-ture comprises homogeneous precipitation of globular M23C6 and
672 H. Kumar et al. / Journal of Materials Processing Technology 210 (2010) 669–674
fissataotttfAMtotohmebttTmqot
temperature up to 800 C the effect of precipitation is overwhelmed
Fig. 4. Variation of hardness with tempering temperature.
ner MX type of precipitates which stabilizes the martensitic lathtructure (Fig. 3c and d). However, during long-term exposure atervice temperature these M23C6 type carbides become coarse andlong with some new phases, e.g. Laves-phase and Z-phase limitshe life of the component (Abd El-Azim et al., 2005; Danielsen etl., 2006). Tempering at 800 ◦C results in the dissolution of somef the chromium carbides, due to the lower affinity of chromiumowards carbon compared to other alloying elements present inhe material. This process continues till the tempering tempera-ure below the critical point (Ac1) where austenite phase startsorming. Thus when the tempering temperature is high but belowc1 number density of M23C6 type carbides reduces and number ofX type precipitates increases (Fig. 3e and f). As a consequence,
he material becomes more soften. Such mechanical softness isbserved in the measurement of hardness with the variation ofempering temperature as shown in Fig. 4. The tensile propertiesf the material also affected by such hardening. The correlation ofardness (H) of the material with the yield strength (YS) and ulti-ate tensile strength (UTS) is theoretically determined (Cahoon
t al., 1971; Cahoon, 1972) and the experimental value also haseen calculated by researchers (Pavlina and Van Tyne, 2008). Con-inuous decrease in hardness is observed up to the temperingemperature of 800 ◦C above which hardness started increasing.empering above Ac1 temperature which is ∼810 ◦C for the present
aterial, re-austenitization takes place and this austenite subse-uently on cooling transforms to fresh martensite. The formationf revert martensite increases the strength along with the reduc-ion of toughness. The strength of this revert martensite is lower
Fig. 5. SEM micrographs of modified 9Cr–1Mo steel at 50
Fig. 6. Variation of normalized coercivity and normalized hysteresis loss with tem-pering.
as compared to the martensite formed at the time of normalizingdue to the fact that here the austenite has less amount of carbonas carbides will not dissolve fully at such temperature. Fig. 5a andb shows the SEM micrographs for the sample tempered at 825 ◦Cand 875 ◦C, respectively. It is clearly observed from Fig. 5a and b thatthe percentage of revert martensite increases with the increase oftempering temperature from 825 ◦C to 875 ◦C. Thus the hardness ofthe material enhances when the tempering temperature increasesbeyond Ac1. The temperature at which the sample becomes fullyaustenitized, i.e., Ac3 for the present material is ∼935 ◦C. Thus themicrostructure of sample tempered at 950 ◦C is equivalent to theinitial sample, which is normalized. Hence hardness value of thesample tempered above 900 ◦C is similar to that of initial sample.
3.3. Effect of tempering on magnetic properties
Fig. 6 shows the variation of coercivity and core loss as a func-tion of tempering temperature. Coercivity and hysteresis loss datahas been normalized with respect to the air-quenched (normalized)specimen. The air-quenched sample is fully martensitic; therefore,the domain size is very small and domain wall volume is large. Dueto high dislocation density, which acts as pinning site for domainwall, the material becomes magnetically harder along with highcoercivity and high hysteresis loss. With progress in tempering
◦
by the reduction of dislocation density and removal of quench-ing stresses, therefore, material shows a magnetic softening andhence a decrease in coercivity and hysteresis loss values. Withincrease in the tempering temperature above Ac1 (∼810 ◦C) there
00× tempered for 1 h at: (a) 825 ◦C and (b) 875 ◦C.
H. Kumar et al. / Journal of Materials Processing Technology 210 (2010) 669–674 673
Ft
ictrrmt
tnhmsFmt
3
od
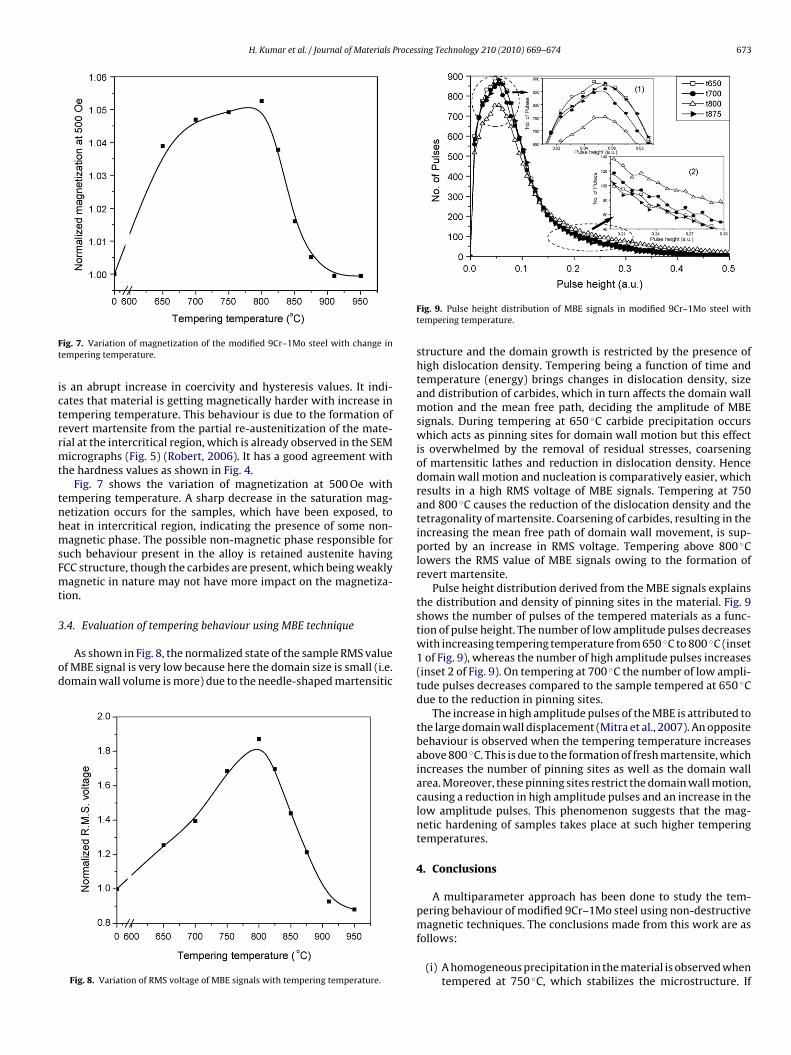
ig. 7. Variation of magnetization of the modified 9Cr–1Mo steel with change inempering temperature.
s an abrupt increase in coercivity and hysteresis values. It indi-ates that material is getting magnetically harder with increase inempering temperature. This behaviour is due to the formation ofevert martensite from the partial re-austenitization of the mate-ial at the intercritical region, which is already observed in the SEMicrographs (Fig. 5) (Robert, 2006). It has a good agreement with
he hardness values as shown in Fig. 4.Fig. 7 shows the variation of magnetization at 500 Oe with
empering temperature. A sharp decrease in the saturation mag-etization occurs for the samples, which have been exposed, toeat in intercritical region, indicating the presence of some non-agnetic phase. The possible non-magnetic phase responsible for
uch behaviour present in the alloy is retained austenite havingCC structure, though the carbides are present, which being weaklyagnetic in nature may not have more impact on the magnetiza-
ion.
.4. Evaluation of tempering behaviour using MBE technique
As shown in Fig. 8, the normalized state of the sample RMS valuef MBE signal is very low because here the domain size is small (i.e.omain wall volume is more) due to the needle-shaped martensitic
Fig. 8. Variation of RMS voltage of MBE signals with tempering temperature.
Fig. 9. Pulse height distribution of MBE signals in modified 9Cr–1Mo steel withtempering temperature.
structure and the domain growth is restricted by the presence ofhigh dislocation density. Tempering being a function of time andtemperature (energy) brings changes in dislocation density, sizeand distribution of carbides, which in turn affects the domain wallmotion and the mean free path, deciding the amplitude of MBEsignals. During tempering at 650 ◦C carbide precipitation occurswhich acts as pinning sites for domain wall motion but this effectis overwhelmed by the removal of residual stresses, coarseningof martensitic lathes and reduction in dislocation density. Hencedomain wall motion and nucleation is comparatively easier, whichresults in a high RMS voltage of MBE signals. Tempering at 750and 800 ◦C causes the reduction of the dislocation density and thetetragonality of martensite. Coarsening of carbides, resulting in theincreasing the mean free path of domain wall movement, is sup-ported by an increase in RMS voltage. Tempering above 800 ◦Clowers the RMS value of MBE signals owing to the formation ofrevert martensite.
Pulse height distribution derived from the MBE signals explainsthe distribution and density of pinning sites in the material. Fig. 9shows the number of pulses of the tempered materials as a func-tion of pulse height. The number of low amplitude pulses decreaseswith increasing tempering temperature from 650 ◦C to 800 ◦C (inset1 of Fig. 9), whereas the number of high amplitude pulses increases(inset 2 of Fig. 9). On tempering at 700 ◦C the number of low ampli-tude pulses decreases compared to the sample tempered at 650 ◦Cdue to the reduction in pinning sites.
The increase in high amplitude pulses of the MBE is attributed tothe large domain wall displacement (Mitra et al., 2007). An oppositebehaviour is observed when the tempering temperature increasesabove 800 ◦C. This is due to the formation of fresh martensite, whichincreases the number of pinning sites as well as the domain wallarea. Moreover, these pinning sites restrict the domain wall motion,causing a reduction in high amplitude pulses and an increase in thelow amplitude pulses. This phenomenon suggests that the mag-netic hardening of samples takes place at such higher temperingtemperatures.
4. Conclusions
A multiparameter approach has been done to study the tem-pering behaviour of modified 9Cr–1Mo steel using non-destructive
magnetic techniques. The conclusions made from this work are asfollows:(i) A homogeneous precipitation in the material is observed whentempered at 750 ◦C, which stabilizes the microstructure. If

6 Proces
(
u9
A
D
improved alloy for steam generator application. In: Khare, A.K. (Ed.), Fer-ritic Steels for High Temperature Applications. ASM, Metals Park, OH,pp. 65–84.
Yukio, T., 2008. Study on creep fatigue evaluation procedure for high Cr steels—Part-
74 H. Kumar et al. / Journal of Materials
the tempering temperature is changed there is change in thedistribution, type and size of the carbides that result in theinferior properties. Tempering beyond 800 ◦C forms revertmartensite whose volume fraction increases with temperingtemperature.
(ii) Tempering of the normalized specimen above 800 ◦C increasesthe room temperature strength due to the formation of freshmartensite.
(iii) Coercivity and hysteresis loss were found to decrease withtemperature up to 800 ◦C and an abrupt increase was observedwhen the material exposed to the temperature above thelower critical temperature.
(iv) Magnetization was found to decrease when tempered above800 ◦C indicating the presence of retained austenite, whichmay be the cause of failure of the material, which has beenexposed, to intercritical temperature range.
(v) RMS voltage of MBE increases with tempering temperature upto lower critical temperature above which an abrupt decreasewas observed, the pulse height distribution of MBE shows atransition in behaviour as the tempering temperature crossesthe lower critical temperature.
(vi) The magnetic parameters are in good agreement withmechanical parameter and show the capability to evaluate thematerial behaviour during tempering when used in combina-tion with each other.
vii) Dual nature of the hardness curve shows that hardness maynot be the adequate criteria to estimate the high tempera-ture properties of the material. Therefore new methods asdescribed in the paper are required in future. But for the com-mon use of this method there are some obstacles like lack ofcodes and standards.
Such study enables us that the MBE and MHL techniques can besed as NDE tool for the study of tempering behaviour of modifiedCr–1Mo steel.
cknowledgements
The authors would like to express their sincere thanks toirector, National Metallurgical Laboratory, Jamshedpur, for his
sing Technology 210 (2010) 669–674
permission to use the infrastructural facilities and to publish thepaper. The authors are also thankful to Mr. R.J. Pardikar, BHELTiruchirapalli, India, for his help to get the material used in thisresearch.
References
Abd El-Azim, M.E., Nasreldin, A.M., Zies, G., Klenk, A., 2005. Microstructural insta-bility of a welded joint in P91 steel during creep at 600 ◦C. Mater. Sci. Technol.21 (7), 779.
Binkman, C.R., Gieseke, B., Maziasz, P.J., 1993. In: Liaw, P.K., et al. (Eds.), Microstruc-ture and Mechanical Properties of Ageing Material. TMS, Warrendale, PA, p.107.
Bush, D.R., 2001. An introduction to the 9Cr–1Mo–V alloy. Valve Mag. 13 (1),3–8.
Cahoon, J.R., Broughtan, W.H., Kutzak, A.R., 1971. The determination of yield strengthfrom hardness measurements. Metall. Trans. 2, 1979–1983.
Cahoon, J.R., 1972. An improved equation relating hardness to ultimate strength.Metall. Trans. 3, 3040.
Cerri, E., Evangelista, E., Spigarelli, S., Bianchi, P., 1998. Evaluation of microstructurein a modified 9Cr–1Mo steel during short term creep. Mater. Sci. Eng. A 245,285–292.
Danielsen, H.K., Hald, J., Grumsen, F.B., Somers, M.A.J., 2006. Metall. Mater. Trans. A37A, 2633.
Hashimoto, N., Klueh, R.L., 2002. Microstructure of nickel doped 9Cr steel irradiatedin HFIR. J. Nucl. Mater. 305, 153.
Henry, Jeffrey F., 2005. Growing experience with P91/T91 forcing essential codechanges. Comb. Cycle J., 10–14, First quarter.
Klueh, R.L, Harries, D.R., 2001. High-chromium Ferritic and Martensitic Steels forNuclear Application. ASTM, Monograph, p. 3.
Mitra, A., Chen, Z.J., Jiles, D.C., 1995. Nondestructive magnetic measurements inweld and base metals of service exposed Cr–Mo steel. NDT&E Int. 28 (1),29–33.
Mitra, A., Mohapatra, J.N., Swaminathan, J., Ghosh, M., Panda, A.K., Ghosh, R.N., 2007.Magnetic evaluation of creep in modified 9Cr–1Mo steel. Scripta Mater. 57,813–816.
Pavlina, E.J., Van Tyne, C.J., 2008. Correlation of yield strength and tensile strengthwith hardness for steels. JMEPEG 17, 888–893.
Robert W. Anderson, 2006, Combined Cycle Journal, 5–6, Third quarter.Sikka, V.K., Ward, C.T., Thomas, K.C., 1983. Modified 9Cr–1Mo steel—an
1—test result and life prediction based on measured stress relaxation. Int. J. Press.Vess. Pip. 85, 406–422.




















