Esercizi di Impianti Industriali
183
Esercizi di Impianti Industriali A cura di: Alessandro Puleggi Claudia Battista Francesco Giordano Stefania Tattoni Ver 1.2
Transcript of Esercizi di Impianti Industriali

Esercizi di
Impianti Industriali
A cura di:
Alessandro Puleggi
Claudia Battista
Francesco Giordano
Stefania Tattoni
Ver 1.2

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
2
1° SEZIONE DIMENSIONAMENTO DI MASSIMA DI SISTEMI PRODUTTIVI 3
(ex 4) 4 (ex 13) 8 (ex 9) 13 (ex 16) 17 (ex 26) 21 (ex 28) 26 (ex 35) 28 32 38
41
2° SEZIONE SISTEMI DI MOVIMENTAZIONE E DI STOCCAGGIO 46
(ex 1) 47 (ex 10) 51 (ex 12) 54 (ex 23) 57 (ex 24) 61 (ex 34) 65 (ex 2) 69 (ex 3) 72 (ex 7) 74 (ex 15) 77 (ex 18) 79 (ex 22) 84 (ex 25 – 149) 88 (ex 27) 91 (ex 32) 94 (ex 11) 98 (ex 29) 101 105 112
117
3° SEZIONE DIMENSIONAMENTO IMPIANTI DI SERVIZIO 120
(ex 6 ) 121 (ex 5) 123 (ex 14) 126 (ex 19) 129 (ex 31) 134 (ex 33) 140 (ex 36) 146
151
4° SEZIONE TIPOLOGIE MISTE 155
(ex 21) 156 (ex 17) 160 (ex 20) 164 (ex 30) 169 (ex 37) 176 (ex 8) 180

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
3
1° SEZIONE
Dimensionamento di massima di sistemi produttivi

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
4
(ex 4)
In un impianto industriale devono essere realizzati 3 manufatti metallici secondo i processi descritti
nel Multiproduct Process Chart sotto riportato. La domanda è nota e costante, e con essa i volumi di
produzione. Sono anche noti i valori di MTBF, tasso di scarto ed i tempi ciclo di targa delle tipologie di
macchine che svolgono, in maniera dedicata, ciascuna fase di lavorazione. Ogni macchina, in maniera
automatica, è in grado di effettuare il controllo qualità della lavorazione effettuata e, in caso di esito
negativo, di scartare il pezzo lavorato. Al fine di minimizzare l'investimento in macchine utensili - calcolabile
tenendo presente il prezzo di ciascuna macchina riportato nella tabella seguente - si stabilisca se sia più
conveniente organizzare il layout produttivo per reparti oppure per linea, non mancando di indicare di
quante macchine si compongono le stazioni di lavoro di ciascuna fase produttiva in entrambe le alternative.
Per semplicità, si consideri che le riparazioni delle macchine in avaria siano effettuate durante
l'orario lavorativo e che i processi siano eseguiti da stazioni di lavoro completamente disaccoppiate.
Dati necessari per la risoluzione
Process Chart Prodotto Valori di targa per ogni macchina
Operazione A B C Tempo
ciclo MTBF % scarto Costo
1. Tranciatura
1,5 min 2500 ore 0% 250 K€
2. Dentellatura 1,6 min 2340 ore 6% 100 K€
3. Punzonatura 1,6 min 3200 ore 16% 120 K€
4. Piegatura 1,8 min 1560 ore 8% 50 K€
5. Finitura 1,5 min 5000 ore 0% 100 K€
Risoluzione
Layout per linea
Ipotizzando un layout per linea, si ha che la disposizione delle unità produttive deve seguire
fedelmente la sequenza operativa individuata dal ciclo di lavorazione: è dunque necessaria la presenza di
tre linee di produzione (una per ogni prodotto). Il procedimento per la risoluzione di questa sezione
dell’esercizio è il medesimo per ogni linea. In particolare, il primo passo consiste nel calcolo del volume a
monte e a valle di ogni operazione: a partire dal volume di produzione finale, si calcolano a ritroso i volumi
intermedi tarandoli sul tasso di qualità di ogni operazione:
Volume di produzione annuo prodotto A = 30000 Unità
Volume di produzione annuo prodotto B = 18000 Unità
Volume di produzione prodotto C = 23000 Unità
Giorni apertura impianto = 220 giorni/anno
Numero di turni di lavoro = 1 turno/giorno
Tempo mediamente impiegato per ripristinare funzionalità di una macchina in
avaria = 20 H

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
5
𝑉𝑖 =𝑉𝑖+1
1 − 𝑄𝑖
dove 𝑉𝑖è il volume a monte della macchina i
𝑄𝑖 è il tasso di scarto della macchina i
Si calcola il tempo operativo netto di ogni operazione, moltiplicando il tempo carico per la
disponibilità, tarata sul MTBF e sul tempo mediamente impiegato per ripristinare funzionalità di una
macchina in avaria (MTTR) e l’efficienza delle prestazioni (𝐸𝑝), supposta pari al 90% (in quanto stiamo
ipotizzando un layout per linea):
𝑇𝑜𝑝 𝑛𝑒𝑡𝑡𝑜 = 𝑇𝑐𝑎𝑟𝑖𝑐𝑜 ∙𝑀𝑇𝐵𝐹
𝑀𝑇𝐵𝐹 + 𝑀𝑇𝑇𝑅∙ 𝐸𝑝
Il tempo operativo netto consente di calcolare la capacità produttiva di ogni operazione, attraverso la
formula seguente:
𝐶𝑃𝑖 =𝑇𝑜𝑝 𝑛𝑒𝑡𝑡𝑜
𝑇 𝑐𝑖𝑐𝑙𝑜𝑖
Infine si calcola il numero di macchine necessarie per ogni operazione:
𝑁𝑖 = ⌈(𝑉𝑖
𝐶𝑃𝑖)⌉
Moltiplicando il numero di macchine così ottenute per il relativo costo unitario, si ottiene il costo per
singola operazione.
La tabella seguente riporta i valori sopracitati per ogni operazione, per ogni linea.
Linea A volumi lav
T op netto
CP (D,Ep) N mac teor
N mac costo
op5 30000 94661 63108 0,48 1 100
op4 32609 93837 52132 0,63 1 50
op3 0 94450 59031 0,00 0 0
op2 34691 94235 58897 0,59 1 100
op1 34691 94286 62857 0,55 1 250
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
6
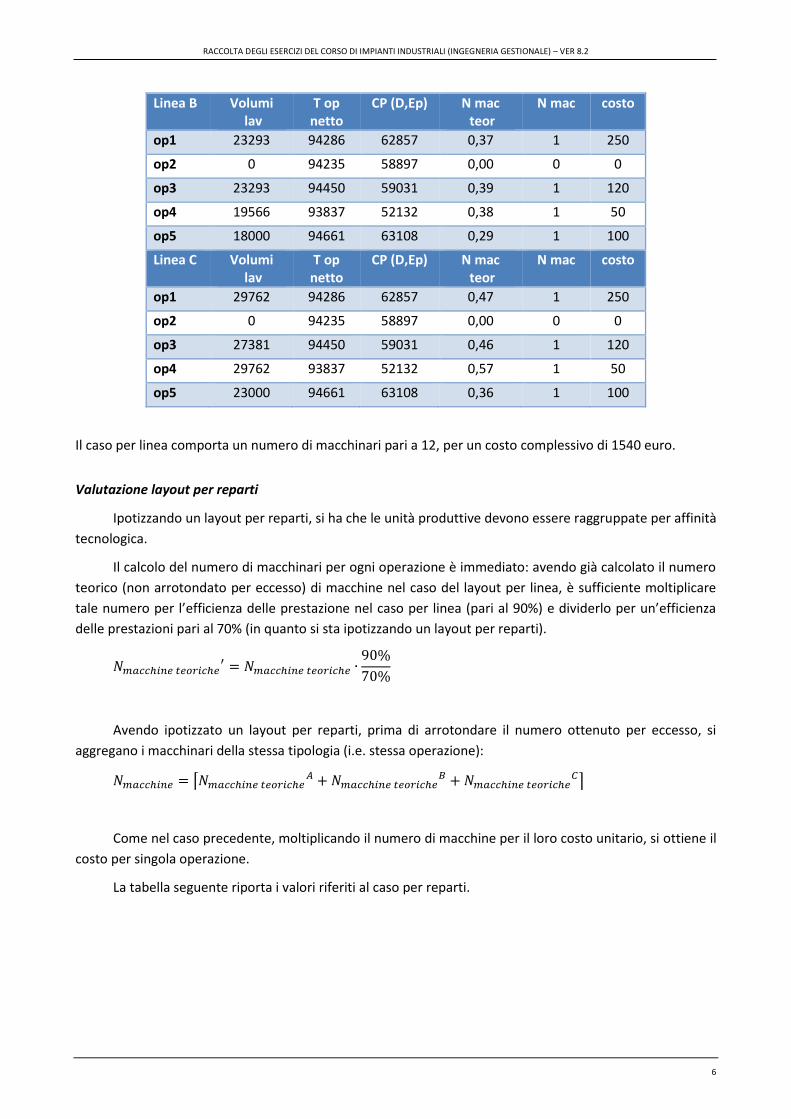
Linea B Volumi lav
T op netto
CP (D,Ep) N mac teor
N mac costo
op1 23293 94286 62857 0,37 1 250
op2 0 94235 58897 0,00 0 0
op3 23293 94450 59031 0,39 1 120
op4 19566 93837 52132 0,38 1 50
op5 18000 94661 63108 0,29 1 100
Linea C Volumi lav
T op netto
CP (D,Ep) N mac teor
N mac costo
op1 29762 94286 62857 0,47 1 250
op2 0 94235 58897 0,00 0 0
op3 27381 94450 59031 0,46 1 120
op4 29762 93837 52132 0,57 1 50
op5 23000 94661 63108 0,36 1 100
Il caso per linea comporta un numero di macchinari pari a 12, per un costo complessivo di 1540 euro.
Valutazione layout per reparti
Ipotizzando un layout per reparti, si ha che le unità produttive devono essere raggruppate per affinità
tecnologica.
Il calcolo del numero di macchinari per ogni operazione è immediato: avendo già calcolato il numero
teorico (non arrotondato per eccesso) di macchine nel caso del layout per linea, è sufficiente moltiplicare
tale numero per l’efficienza delle prestazione nel caso per linea (pari al 90%) e dividerlo per un’efficienza
delle prestazioni pari al 70% (in quanto si sta ipotizzando un layout per reparti).
𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 𝑡𝑒𝑜𝑟𝑖𝑐ℎ𝑒′ = 𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 𝑡𝑒𝑜𝑟𝑖𝑐ℎ𝑒 ∙
90%
70%
Avendo ipotizzato un layout per reparti, prima di arrotondare il numero ottenuto per eccesso, si
aggregano i macchinari della stessa tipologia (i.e. stessa operazione):
𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 = ⌈𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 𝑡𝑒𝑜𝑟𝑖𝑐ℎ𝑒𝐴 + 𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 𝑡𝑒𝑜𝑟𝑖𝑐ℎ𝑒
𝐵 + 𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 𝑡𝑒𝑜𝑟𝑖𝑐ℎ𝑒𝐶⌉
Come nel caso precedente, moltiplicando il numero di macchine per il loro costo unitario, si ottiene il
costo per singola operazione.
La tabella seguente riporta i valori riferiti al caso per reparti.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
7
N macc teor Prod A Prod B Prod C tot tot reale costo
op1 0,71 0,48 0,61 1,79 2 500
op2 0,76 0,00 0,00 0,76 1 100
op3 0,00 0,51 0,60 1,10 2 240
op4 0,80 0,48 0,73 2,02 3 150
op5 0,61 0,37 0,47 1,45 2 200
Adottando un layout per reparti, si ottiene un numero di macchinari pari a 10, per un costo
complessivo di 1190 euro. Si può dunque concludere che la soluzione per reparti è la più conveniente.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
8
(ex 13)
In un impianto industriale devono essere realizzati 3 manufatti metallici secondo i processi descritti
nel Multiproduct Process Chart sotto riportato. La domanda è nota e costante, e con essa i volumi di
produzione giornalieri. Sono anche noti i valori di MTBF delle macchine nonché i tempi ciclo di targa e le
percentuali di scarto delle varie operazioni. Gli scarti sono rilevati al termine di ciascuna operazione.
Attualmente i processi sono realizzati da tre linee separate, dedicate a ciascun prodotto, con macchine
disaccoppiate da lunghe rulliere (1 macchina dedicata per ciascuna stazione, ovvero 12 macchine in totale).
Il sistema raggiunge un'efficienza delle prestazioni pari ad EpL, ma non si riesce a terminare la produzione
giornaliera entro il turno di lavoro. Il management sta considerando l'opportunità di modificare il layout
suddividendo le macchine in reparti, senza acquistarne di nuove ma introducendo un sistema di
movimentazione a carrelli manuali, con l'obiettivo di ridurre il tempo carico giornaliero al di sotto delle 8
ore.
Ipotizzando il valore di EpR sotto riportato, stabilire se tale progetto è realizzabile. (Si consideri che i
cicli di lavorazione si ripetono ogni giorno identicamente (suggerimento: si ragioni ipotizzando che il
sistema dovrebbe marciare con elevati valori di WIP) e che le riparazioni delle macchine in avaria siano
effettuate durante il tempo carico). Nello specifico si determini:
il tempo carico necessario per esaurire la produzione giornaliera nel caso layout per linea;
il tempo carico necessario per esaurire la produzione giornaliera nel caso layout per reparti;
qual è il collo di bottiglia del processo nel caso di produzione per linea;
qual è il collo di bottiglia del processo nel caso di produzione per reparti;
la percentuale di saturazione delle macchine calcolata come tempo carico necessario alle
macchine su 8 ore nel caso di produzione per linea;
la percentuale di saturazione delle macchine calcolata come tempo carico necessario alle
macchine su 8 ore nel caso di produzione per reparti;
le intensità di traffico (matrice) del sistema produttivo nel caso di layout per linea;
le intensità di traffico (matrice) del sistema produttivo nel caso di layout per reparti.
Dati necessari per la risoluzione
Process Chart Prodotto A Prodotto B Prodotto C
Operazione Seq. Tciclo
(min)
Scarti
in % Seq.
Tciclo
(min)
Scarti
in % Seq.
Tciclo
(min)
Scarti
in %
1. Tranciatura
1 1,0%
1 0,7%
1 0,5%
2. Dentellatura 3 7,5% 8 5,0%
3. Piegatura 5 1,5% 4 2,0%
4. Saldatura 2 5,5% 2 6,0%
5. Finitura 5 0,0% 5 0,0% 6 0,0%

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
9
Operazione MTBF (h) MTTR (h)
1. Tranciatura 2000 4
2. Dentellatura 2500 4
3. Piegatura 2000 6
4. Saldatura 2100 4
5. Finitura 1600 3
Volume di produzione giornaliero prodotto A = 70 Unità
Volume di produzione giornaliero prodotto B = 50 Unità
Volume di produzione giornaliero prodotto C = 60 Unità
(EpL) Efficienza delle prestazioni attuale layout per linea = 90%
(EpR) Efficienza delle prestazioni attuale layout per reparti = 67%
Risoluzione
Calcolo del tempo carico
Layout per linea
Primariamente si calcola il numero di prodotti da processare in ciascuna stazione di lavoro,
incrementando il volume di produzione giornaliera per tener conto degli scarti generati da ciascuna
macchina, avendo cura di seguire il flusso indicato nel MPC.
𝐿𝑗𝑖 =
𝐿𝑗𝑖+1
1 − 𝑞𝑗𝑖
dove 𝐿𝑗𝑖 è la quantità di prodotto j che la stazione i-esima deve processare
𝑞𝑗𝑖 è la percentuale di scarti della stazione i-esima relativi al prodotto j
Ciascuna macchina svolge il relativo carico di lavoro impiegando un tempo pari al prodotto tra il
numero di prodotti da processare e il tempo ciclo teorico dell’operazione (riportato nel MPC)
opportunamente incrementato per tener conto della disponibilità di ciascuna macchina (𝐷𝑖 =
𝑀𝑇𝐵𝐹𝑖
𝑀𝑇𝐵𝐹𝑖+ 𝑀𝑇𝑇𝑅𝑖) e dell'efficienza delle prestazioni (EpL = 90%).
Considerato che le macchine sono "disaccoppiate" e che sono presenti delle "rulliere" nonché un
"elevato WIP", risulta evidente come l'efficienza di una macchina non influenzi l'efficienza delle altre nella
linea. Per tal via si calcola il tempo necessario a ciascuna macchina per completare il proprio carico di
lavoro risultante dal piano di produzione giornaliero.
𝑇𝑗𝑖 =
𝑇𝑐𝑗𝑖
𝐷𝑖 ∙ 𝐸𝑝∙ 𝐿𝑗
𝑖

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
10
dove 𝑇𝑗𝑖 è il tempo necessario alla stazione i per processare il prodotto j
𝑇𝑐𝑗𝑖 è il tempo ciclo teorico della stazione i per la lavorazione del prodotto j
𝐷𝑖 è la disponibilità della stazione i
𝐸𝑝 è l’efficienza delle prestazioni
Nella tabella seguente sono riportati i valori dei volumi che ciascuna stazione deve processare e il
tempo necessario.
Operazione Prodotto A Prodotto B Prodotto C
Volumi Tempi
(min) Volumi
Tempi
(min) Volumi
Tempi
(min)
1 78 86,8 58 64,6 70 77,9
2 - - 55 183,6 64 569,8
3 77 429,1 57 254,1 - -
4 75 167,0 - - 69 153,6
5 70 389,6 50 278,3 60 400,8
La stazione di lavoro 2 costituisce collo di bottiglia e determina dunque il valore del tempo carico
necessario per esaurire la produzione giornaliera nel caso layout per linea, pari a 569,8 minuti (circa 9,5
ore), che supera dunque le 8 ore disponibili.
Layout per reparti
A partire dai calcoli precedenti è possibile ricavare facilmente il tempo necessario richiesto da
ciascuna macchina per completare il proprio carico nella situazione per reparti, e quindi considerando
l’efficienza EpR anziché EpL (𝑋 ∗𝐸𝑝𝐿
𝐸𝑝𝑅) .
La tabella seguente mostra i nuovi tempi necessari per processare i singoli prodotti presso ciascuna
stazione di lavoro.
Operazione
Prodotto A Prodotto B Prodotto C
Volumi Tempi
(min) Volumi
Tempi
(min) Volumi
Tempi
(min)
1 78,0 116,7 58,0 86,7 70,0 104,7
2 0,0 0,0 55,0 246,7 64,0 765,4
3 77,0 576,4 57,0 341,3 0,0 0,0
4 75,0 224,3 0,0 0,0 69,0 206,4
5 70,0 523,4 50,0 373,8 60,0 538,3
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
11
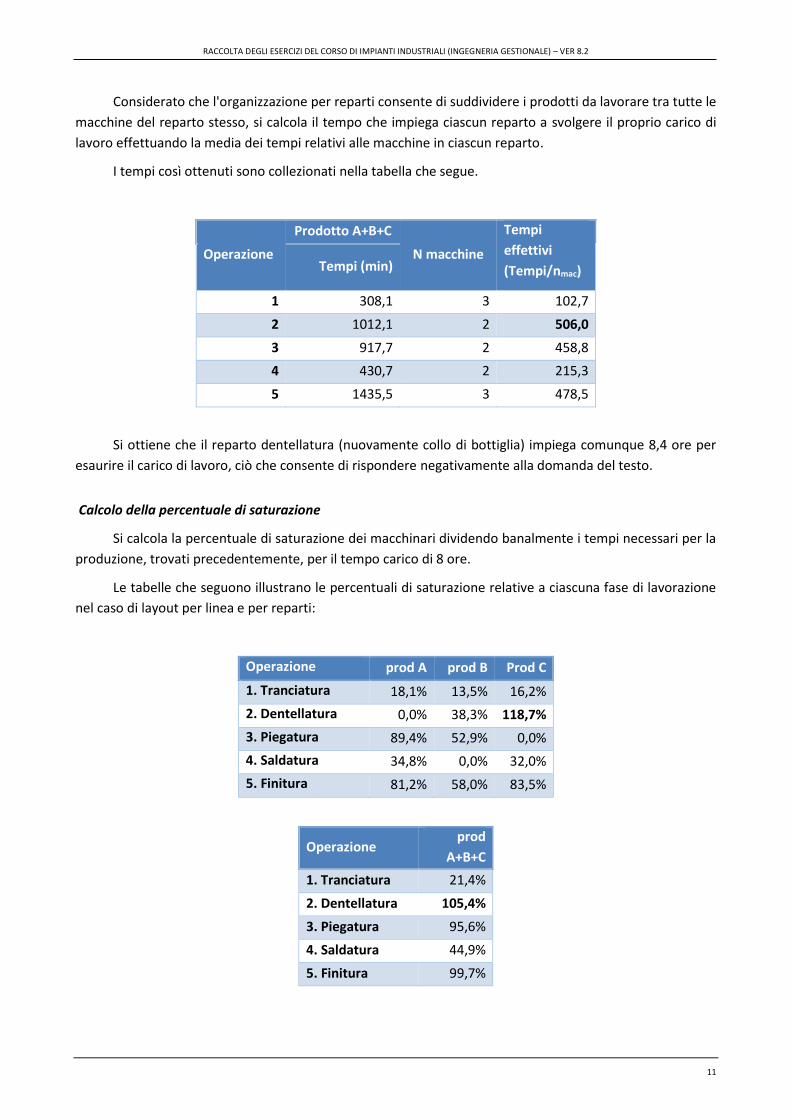
Considerato che l'organizzazione per reparti consente di suddividere i prodotti da lavorare tra tutte le
macchine del reparto stesso, si calcola il tempo che impiega ciascun reparto a svolgere il proprio carico di
lavoro effettuando la media dei tempi relativi alle macchine in ciascun reparto.
I tempi così ottenuti sono collezionati nella tabella che segue.
Operazione
Prodotto A+B+C
N macchine
Tempi
effettivi
(Tempi/nmac) Tempi (min)
1 308,1 3 102,7
2 1012,1 2 506,0
3 917,7 2 458,8
4 430,7 2 215,3
5 1435,5 3 478,5
Si ottiene che il reparto dentellatura (nuovamente collo di bottiglia) impiega comunque 8,4 ore per
esaurire il carico di lavoro, ciò che consente di rispondere negativamente alla domanda del testo.
Calcolo della percentuale di saturazione
Si calcola la percentuale di saturazione dei macchinari dividendo banalmente i tempi necessari per la
produzione, trovati precedentemente, per il tempo carico di 8 ore.
Le tabelle che seguono illustrano le percentuali di saturazione relative a ciascuna fase di lavorazione
nel caso di layout per linea e per reparti:
Operazione prod A prod B Prod C
1. Tranciatura 18,1% 13,5% 16,2%
2. Dentellatura 0,0% 38,3% 118,7%
3. Piegatura 89,4% 52,9% 0,0%
4. Saldatura 34,8% 0,0% 32,0%
5. Finitura 81,2% 58,0% 83,5%
Operazione prod
A+B+C
1. Tranciatura 21,4%
2. Dentellatura 105,4%
3. Piegatura 95,6%
4. Saldatura 44,9%
5. Finitura 99,7%
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
12
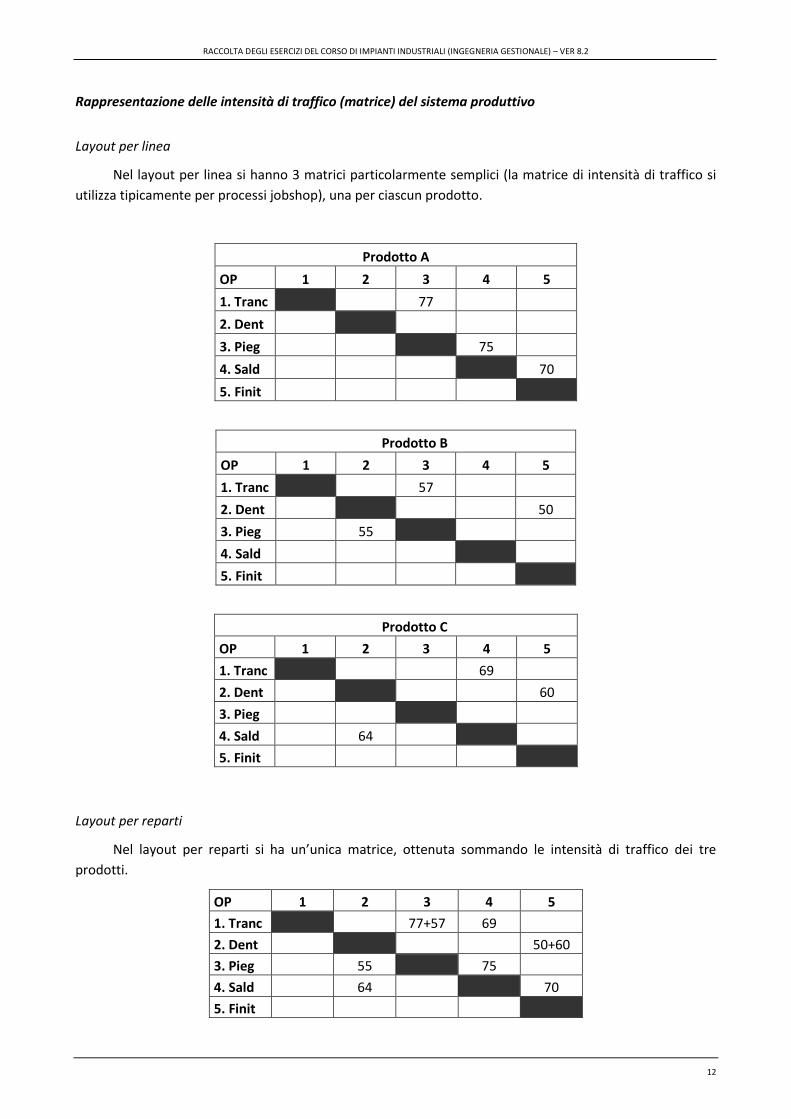
Rappresentazione delle intensità di traffico (matrice) del sistema produttivo
Layout per linea
Nel layout per linea si hanno 3 matrici particolarmente semplici (la matrice di intensità di traffico si
utilizza tipicamente per processi jobshop), una per ciascun prodotto.
Prodotto A
OP 1 2 3 4 5
1. Tranc
77 2. Dent
3. Pieg
75 4. Sald
70
5. Finit
Prodotto B
OP 1 2 3 4 5
1. Tranc
57 2. Dent
50
3. Pieg
55 4. Sald
5. Finit
Prodotto C
OP 1 2 3 4 5
1. Tranc
69 2. Dent
60
3. Pieg 4. Sald
64 5. Finit
Layout per reparti
Nel layout per reparti si ha un’unica matrice, ottenuta sommando le intensità di traffico dei tre
prodotti.
OP 1 2 3 4 5
1. Tranc
77+57 69 2. Dent
50+60
3. Pieg
55
75 4. Sald
64
70
5. Finit

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
13
(ex 9)
Si studia il dimensionamento di primo impianto per un'azienda che dovrà produrre un tipo di divano
in base ad una domanda annua prevista di (Dtot) unità all’anno. Il margine di contribuzione del singolo
prodotto è di 200 euro. La produzione viene effettuata per 40 settimane all’anno, 1 turno al giorno per 5
giorni a settimana, secondo un ciclo che prevede tre lavorazioni consecutive: formatura dello chassis,
applicazione imbottitura, rivestimento e finitura. Le lavorazioni sono organizzate a reparti (disaccoppiati).
Al fine della scelta delle macchine utensili da installare nell’impianto, si valutano le offerte pervenute da
diversi fornitori; esistono infatti diverse macchine in grado di effettuare le tre lavorazioni. Il tasso di scarto è
nullo poiché ogni prodotto non conforme viene rilavorato, ed in fase di analisi di fattibilità si è stimato il
valore di efficienza delle prestazioni (Ep).
Sapendo che non è opportuno mescolare macchine di diversi fornitori in una singola fase di
lavorazione, si scelga quali e quante macchine acquistare al fine di soddisfare interamente la domanda
prevista.
Dopo qualche anno dall’avvio dell’attività la domanda cresce inaspettatamente oltre le previsioni,
tanto che la funzione Marketing chiede alla Produzione di incrementare i volumi produttivi quanto più
possibile. Con la configurazione di impianto scelta precedentemente, si determini la produzione massima
realizzabile in impianto, assumendo che i dati di OEE siano effettivamente quelli stimati in fase di studio di
fattibilità.
La funzione Marketing, insoddisfatta dalla risposta, invita la funzione Produzione ad aumentare la
capacità produttiva suggerendo due alternative:
1) stipulare un contratto con una società di consulenza tecnica che, tramite l'applicazione di
tecniche Kaizen, garantisce di innalzare di 1 punto percentuale il livello di efficienza delle
prestazioni, al prezzo di 150.000 euro.
2) Acquistare un'altra macchina utensile.
Si valuti la convenienza di ciascuno dei due progetti di investimento (nel valutare l'alternativa 2 si
indichi quale macchina utensile andrebbe eventualmente acquistata), rispondendo alle seguenti domande:
Qual è il profitto (o perdita) del primo progetto di investimento (acquisto servizi di
consulenza) su dieci anni?
Il ricavo da tale investimento al 1° anno supera la spesa per l'investimento stesso? (Indicare
la differenza tra il ricavo al 1° anno e la spesa per l'investimento)
Nel secondo caso, quale macchina utensile dovrebbe eventualmente essere acquistata?
Il ricavo da tale investimento al 1° anno supera la spesa per l'investimento stesso? (Indicare
la differenza tra il ricavo al 1° anno e la spesa per l'investimento)
Qual è il profitto (o perdita) di tale progetto di investimento su dieci anni?
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
14
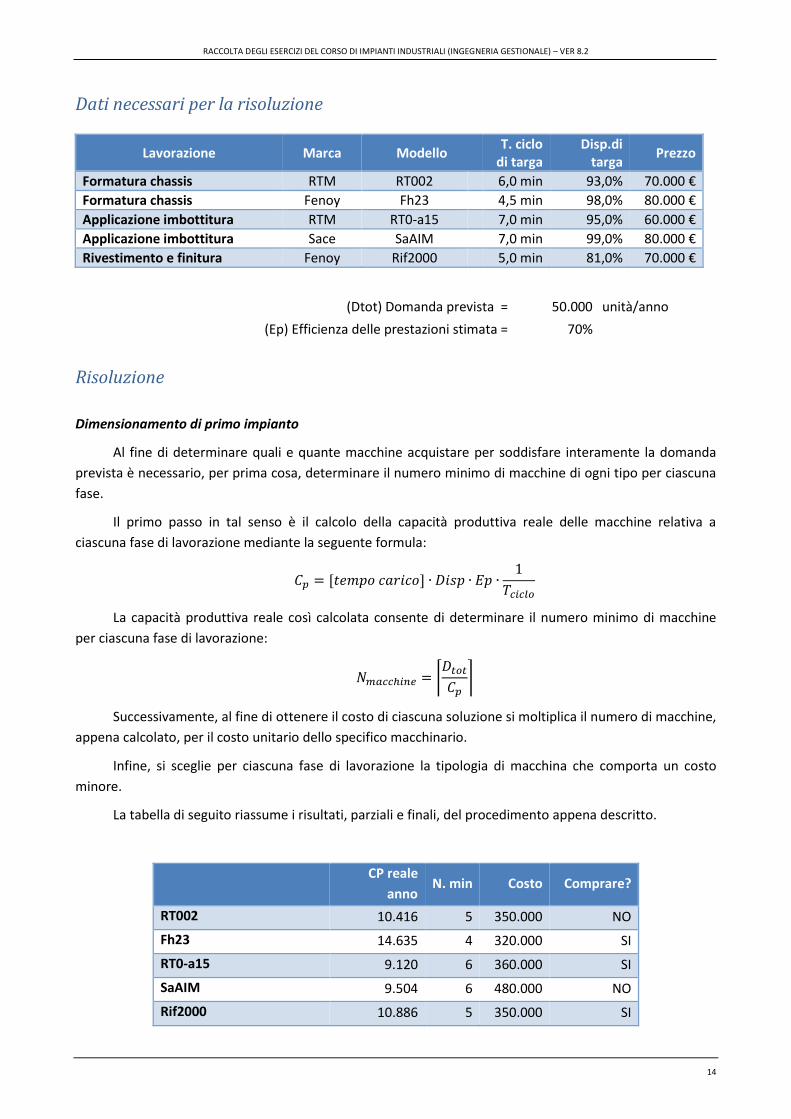
Dati necessari per la risoluzione
Lavorazione Marca Modello T. ciclo
di targa Disp.di
targa Prezzo
Formatura chassis RTM RT002
6,0 min 93,0% 70.000 €
Formatura chassis Fenoy Fh23
4,5 min 98,0% 80.000 €
Applicazione imbottitura RTM RT0-a15
7,0 min 95,0% 60.000 €
Applicazione imbottitura Sace SaAIM
7,0 min 99,0% 80.000 €
Rivestimento e finitura Fenoy Rif2000
5,0 min 81,0% 70.000 €
(Dtot) Domanda prevista = 50.000 unità/anno
(Ep) Efficienza delle prestazioni stimata = 70%
Risoluzione
Dimensionamento di primo impianto
Al fine di determinare quali e quante macchine acquistare per soddisfare interamente la domanda
prevista è necessario, per prima cosa, determinare il numero minimo di macchine di ogni tipo per ciascuna
fase.
Il primo passo in tal senso è il calcolo della capacità produttiva reale delle macchine relativa a
ciascuna fase di lavorazione mediante la seguente formula:
𝐶𝑝 = [𝑡𝑒𝑚𝑝𝑜 𝑐𝑎𝑟𝑖𝑐𝑜] ∙ 𝐷𝑖𝑠𝑝 ∙ 𝐸𝑝 ∙1
𝑇𝑐𝑖𝑐𝑙𝑜
La capacità produttiva reale così calcolata consente di determinare il numero minimo di macchine
per ciascuna fase di lavorazione:
𝑁𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒 = ⌈𝐷𝑡𝑜𝑡
𝐶𝑝⌉
Successivamente, al fine di ottenere il costo di ciascuna soluzione si moltiplica il numero di macchine,
appena calcolato, per il costo unitario dello specifico macchinario.
Infine, si sceglie per ciascuna fase di lavorazione la tipologia di macchina che comporta un costo
minore.
La tabella di seguito riassume i risultati, parziali e finali, del procedimento appena descritto.
CP reale
anno N. min Costo Comprare?
RT002 10.416 5 350.000 NO
Fh23 14.635 4 320.000 SI
RT0-a15 9.120 6 360.000 SI
SaAIM 9.504 6 480.000 NO
Rif2000 10.886 5 350.000 SI
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
15
Calcolo della capacità produttiva massima dell’impianto
La capacità produttiva massima dell’impianto è determinata dal collo di bottiglia, ovvero della fase di
lavorazione con capacità produttiva più bassa. La capacità produttiva di ciascuna fase di lavorazione è data
banalmente dalla seguente formula:
𝐶𝑝𝑁 = 𝐶𝑝 ∙ 𝑛
Si verifica che il collo di bottiglia è rappresentato dalla macchina Rif2000 con una capacità produttiva
reale pari a 54.432 divani/anno.
Valutazione della convenienza delle due alternative di progetto
1) Contratto con società di consulenza tecnica
Nell’ipotesi che l’azienda stipuli un contratto con una società di consulenza tecnica, si procede
nuovamente al calcolo della capacità produttiva reale di ciascun macchinario, considerando l’aumento di 1
punto percentuale dell’efficienza delle prestazioni. La formula utilizzata è dunque la seguente:
𝐶𝑝 = [𝑡𝑒𝑚𝑝𝑜 𝑐𝑎𝑟𝑖𝑐𝑜] ∙ 𝐷𝑖𝑠𝑝 ∙ (𝐸𝑝 + 1%) ∙1
𝑇𝑐𝑖𝑐𝑙𝑜
Come al punto precedente, si ricava la capacità produttiva reale di ciascuna lavorazione
moltiplicando la capacità produttiva del singolo macchinario per il numero di macchine presente nella
specifica fase e si determina il collo di bottiglia.
La macchina Rif2000 costituisce nuovamente collo di bottiglia e la capacità produttiva dell’impianto
sale a 55205 divani/anno.
A questo punto si determina il margine di contribuzione totale dell’investimento, moltiplicando il
delta di produzione per il margine di contribuzione unitario:
𝑀𝐴𝐶𝑡𝑜𝑡𝑎𝑛𝑛𝑢𝑎𝑙𝑒 = ∆𝑡𝑜𝑡 ∙ 𝑀𝐴𝐶𝑢 = 154.600 𝑒𝑢𝑟𝑜
Infine, il profitto si ottiene banalmente moltiplicando il MAC annuale per gli anni di vita delle
macchine e sottraendo il costo per l’investimento:
𝜋 = 𝑀𝐴𝐶𝑡𝑜𝑡𝑎𝑛𝑛𝑢𝑎𝑙𝑒 ∙ 10 − 150.000 = 1.396.000 𝑒𝑢𝑟𝑜
I ricavi derivanti dall’investimento superano la spesa per l’investimento stesso già nel primo anno di
esercizio, registrando una differenza tra il ricavo al primo anno e la spesa pari a 4600 euro.
2) Acquisto di un’altra macchina utensile
Nell’ipotesi che l’azienda opti per l’acquisto di un macchinario aggiuntivo, essa dovrà orientare la
propria scelta verso una macchina Rif2000, caratterizzante la fase di lavorazione che costituisce l’attuale
collo di bottiglia dell’impianto. Tale acquisto causa banalmente un aumento della capacità produttiva della
fase di lavorazione caratterizzata dai macchinari di tipo Rif2000 e uno spostamento del collo di bottiglia
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
16
sulla fase di lavorazione con i macchinari di tipo RT0-a15, la cui capacità produttiva reale è parti a 54.720
divani/anno.
A questo punto si procede come nel caso precedente, calcolando il margine di contribuzione totale
dell’investimento:
𝑀𝐴𝐶𝑡𝑜𝑡𝑎𝑛𝑛𝑢𝑎𝑙𝑒 = ∆𝑡𝑜𝑡 ∙ 𝑀𝐴𝐶𝑢 = 57.600 𝑒𝑢𝑟𝑜 < 70.000 𝑒𝑢𝑟𝑜
e il profitto in 10 anni:
𝜋 = 𝑀𝐴𝐶𝑡𝑜𝑡𝑎𝑛𝑛𝑢𝑎𝑙𝑒 ∙ 10 − 70.000 = 506.000 𝑒𝑢𝑟𝑜
In questo caso il ricavo al primo anno derivante dall’investimento non supera la spesa per
l’investimento stesso, presentando una differenza negativa tra il ricavo e la spesa pari a 12.400 euro.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
17
(ex 16)
Si studia un'opportunità di investimento relativa all'acquisto di un nuovo macchinario per la
produzione di un complesso manufatto ceramico destinato a successivi usi industriali. Il processo
produttivo, particolarmente delicato, è costituito da 3 fasi (A, B e C) eseguite in successione da tre diverse
macchine utensili, di cui l'ultima caratterizzata da un indice di qualità (IqC1) particolarmente basso. Si pone
la possibilità di effettuare una radicale modifica strutturale a detta macchina ad un costo (INV), ottenendo
di incrementare l'indice di qualità fino al valore (IqC2), rimanendo inalterati i valori di disponibilità ed
efficienza delle prestazioni di tutte le macchine. Nota l'efficienza globale delle fasi di lavorazione, il prezzo
di vendita (P) del prodotto, la struttura dei costi variabili e fissi, l'attuale livello di produzione (Prod) e noto
il fatto che la produzione del manufatto è prevista terminare tra cinque anni, si stabilisca di quanto si
sposta il valore del break even point annuale, rispondendo alle seguenti domande:
Qual è il valore attuale del margine di sicurezza dell’azienda?
Qual è il valore del margine di sicurezza dell’azienda nel caso si effettuasse la modifica?
L’investimento consente di aumentare oppure ridurre il profitto totale?
L’investimento consente di aumentare oppure ridurre l’elasticità d’azienda?
Si rappresenti graficamente sul piano costi/volumi la situazione d'azienda prima e dopo
l'investimento.
Successivamente si consideri l'eventualità di una avaria che metta fuori uso la macchina A fino a
compromettere il raggiungimento del volume di produzione obiettivo, talché la produzione totale a fine
anno risulti in soli 35.000 prodotti conformi. Si valuti il costo di questa inefficienza nel caso l'azienda abbia o
meno effettuato l'investimento (INV).
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(P) Prezzo del prodotto = 5 €
(Cmp) Costo della materia prima per un prodotto, in ingresso nella fase A = 0,60 €
(C_A) Costo lavorazione fase A = 0,11 €/singola lavoraz.
(C_B) Costo lavorazione fase B = 0,13 €/singola lavoraz.
(C_C) Costo lavorazione fase C = 0,15 €/singola lavoraz.
(CF) Costo fisso della produzione = 78.000 €/anno
(Prod) Volume attuale di produzione = 55.000 prod/anno
(INV) Costo della modifica alla macchina fase C = 190.000 €
(IqC1) Attuale indice di qualità macchina fase C = 0,55
C
scarti
B
scarti
A
scarti
mp pf sl
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
18
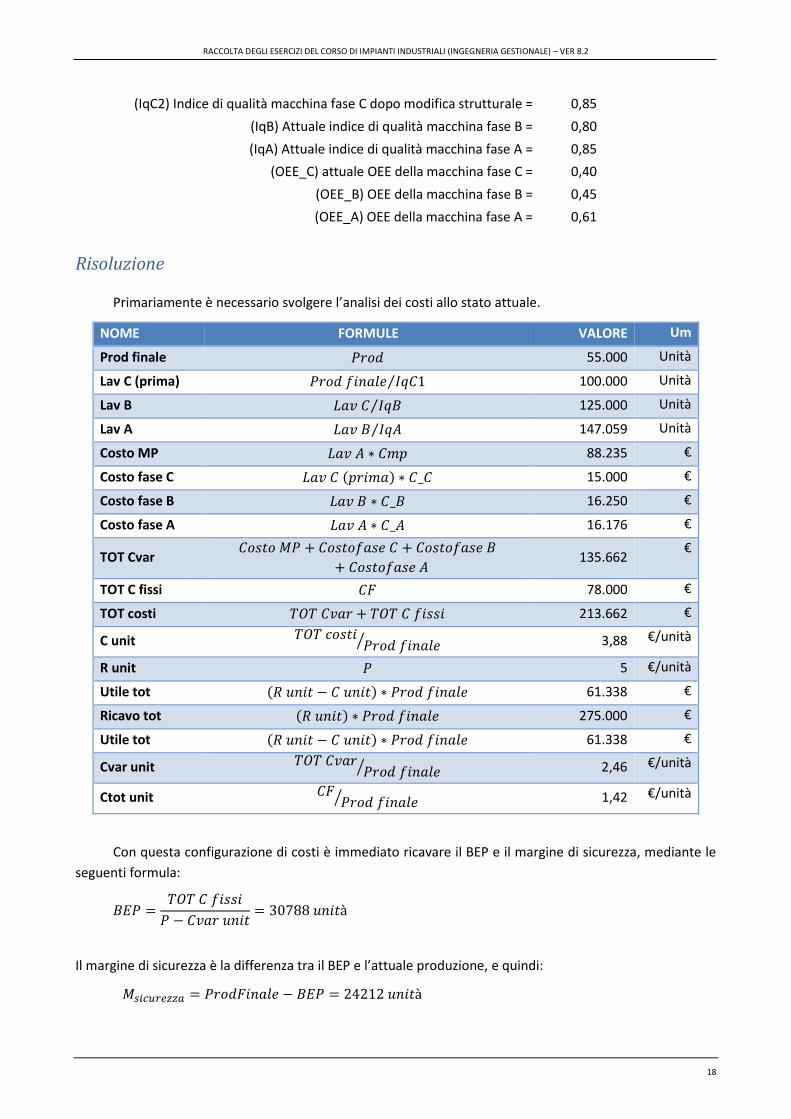
(IqC2) Indice di qualità macchina fase C dopo modifica strutturale = 0,85
(IqB) Attuale indice di qualità macchina fase B = 0,80
(IqA) Attuale indice di qualità macchina fase A = 0,85
(OEE_C) attuale OEE della macchina fase C = 0,40
(OEE_B) OEE della macchina fase B = 0,45
(OEE_A) OEE della macchina fase A = 0,61
Risoluzione
Primariamente è necessario svolgere l’analisi dei costi allo stato attuale.
NOME FORMULE VALORE Um
Prod finale 𝑃𝑟𝑜𝑑 55.000 Unità
Lav C (prima) 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 𝐼𝑞𝐶1⁄ 100.000 Unità
Lav B 𝐿𝑎𝑣 𝐶 𝐼𝑞𝐵⁄ 125.000 Unità
Lav A 𝐿𝑎𝑣 𝐵 𝐼𝑞𝐴⁄ 147.059 Unità
Costo MP 𝐿𝑎𝑣 𝐴 ∗ 𝐶𝑚𝑝 88.235 €
Costo fase C 𝐿𝑎𝑣 𝐶 (𝑝𝑟𝑖𝑚𝑎) ∗ 𝐶_𝐶 15.000 €
Costo fase B 𝐿𝑎𝑣 𝐵 ∗ 𝐶_𝐵 16.250 €
Costo fase A 𝐿𝑎𝑣 𝐴 ∗ 𝐶_𝐴 16.176 €
TOT Cvar 𝐶𝑜𝑠𝑡𝑜 𝑀𝑃 + 𝐶𝑜𝑠𝑡𝑜𝑓𝑎𝑠𝑒 𝐶 + 𝐶𝑜𝑠𝑡𝑜𝑓𝑎𝑠𝑒 𝐵
+ 𝐶𝑜𝑠𝑡𝑜𝑓𝑎𝑠𝑒 𝐴 135.662
€
TOT C fissi 𝐶𝐹 78.000 €
TOT costi 𝑇𝑂𝑇 𝐶𝑣𝑎𝑟 + 𝑇𝑂𝑇 𝐶 𝑓𝑖𝑠𝑠𝑖 213.662 €
C unit 𝑇𝑂𝑇 𝑐𝑜𝑠𝑡𝑖𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒⁄ 3,88 €/unità
R unit 𝑃 5 €/unità
Utile tot (𝑅 𝑢𝑛𝑖𝑡 − 𝐶 𝑢𝑛𝑖𝑡) ∗ 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 61.338 €
Ricavo tot (𝑅 𝑢𝑛𝑖𝑡) ∗ 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 275.000 €
Utile tot (𝑅 𝑢𝑛𝑖𝑡 − 𝐶 𝑢𝑛𝑖𝑡) ∗ 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 61.338 €
Cvar unit 𝑇𝑂𝑇 𝐶𝑣𝑎𝑟𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒⁄ 2,46 €/unità
Ctot unit 𝐶𝐹𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒⁄ 1,42 €/unità
Con questa configurazione di costi è immediato ricavare il BEP e il margine di sicurezza, mediante le
seguenti formula:
𝐵𝐸𝑃 =𝑇𝑂𝑇 𝐶 𝑓𝑖𝑠𝑠𝑖
𝑃 − 𝐶𝑣𝑎𝑟 𝑢𝑛𝑖𝑡= 30788 𝑢𝑛𝑖𝑡à
Il margine di sicurezza è la differenza tra il BEP e l’attuale produzione, e quindi:
𝑀𝑠𝑖𝑐𝑢𝑟𝑒𝑧𝑧𝑎 = 𝑃𝑟𝑜𝑑𝐹𝑖𝑛𝑎𝑙𝑒 − 𝐵𝐸𝑃 = 24212 𝑢𝑛𝑖𝑡à

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
19
NOME FORMULE VALORE Um
Prod finale 𝑃𝑟𝑜𝑑 55.000,00 Unità
Lav C 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 𝐼𝑞𝐶2⁄ 64.706,00 Unità
Lav B 𝐿𝑎𝑣 𝐶 𝐼𝑞𝐵⁄ 80.883,00 Unità
Lav A 𝐿𝑎𝑣 𝐵 𝐼𝑞𝐴⁄ 95.157,00 Unità
Costo MP 𝐿𝑎𝑣 𝐴 ∗ 𝐶𝑚𝑝 57.094,20 €
Costo fase C 𝐿𝑎𝑣 𝐶 (𝑝𝑟𝑖𝑚𝑎) ∗ 𝐶_𝐶 9.705,90 €
Costo fase B 𝐿𝑎𝑣 𝐵 ∗ 𝐶_𝐵 10.514,79 €
Costo fase A 𝐿𝑎𝑣 𝐴 ∗ 𝐶_𝐴 10.467,27 €
TOT Cvar 𝐶𝑜𝑠𝑡𝑜 𝑀𝑃 + 𝐶𝑜𝑠𝑡𝑜𝑓𝑎𝑠𝑒 𝐶 + 𝐶𝑜𝑠𝑡𝑜𝑓𝑎𝑠𝑒 𝐵
+ 𝐶𝑜𝑠𝑡𝑜𝑓𝑎𝑠𝑒 𝐴 87.782,16
€
TOT C fissi 𝐶𝐹 116.000,00 €
TOT costi 𝑇𝑂𝑇 𝐶𝑣𝑎𝑟 + 𝑇𝑂𝑇 𝐶 𝑓𝑖𝑠𝑠𝑖 203.782,16 €
C unit 𝑇𝑂𝑇 𝑐𝑜𝑠𝑡𝑖𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒⁄ 3,71 €/unità
R unit 𝑃 5,00 €/unità
Utile tot (𝑅 𝑢𝑛𝑖𝑡 − 𝐶 𝑢𝑛𝑖𝑡) ∗ 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 71.217,84 €
Ricavo tot (𝑅 𝑢𝑛𝑖𝑡) ∗ 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 275.000,00 €
Utile tot (𝑅 𝑢𝑛𝑖𝑡 − 𝐶 𝑢𝑛𝑖𝑡) ∗ 𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒 71.217,84 €
Cvar unit 𝑇𝑂𝑇 𝐶𝑣𝑎𝑟𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒⁄ 1,60 €/unità
Ctot unit 𝐶𝐹𝑃𝑟𝑜𝑑 𝑓𝑖𝑛𝑎𝑙𝑒⁄ 2,11 €/unità
Si calcolano il BEP e il margine di sicurezza per la nuova configurazione di costi:
𝐵𝐸𝑃 =𝑇𝑂𝑇 𝐶 𝑓𝑖𝑠𝑠𝑖
𝑃 − 𝐶𝑣𝑎𝑟 𝑢𝑛𝑖𝑡= 34.078 𝑢𝑛𝑖𝑡à
𝑀𝑠𝑖𝑐𝑢𝑟𝑒𝑧𝑧𝑎 = 𝑃𝑟𝑜𝑑𝐹𝑖𝑛𝑎𝑙𝑒 − 𝐵𝐸𝑃 = 20922 𝑢𝑛𝑖𝑡à
In entrambi i casi (prima e dopo la modifica) si calcola il ricavo totale annuale e si sottrae il costo
totale annuale (che risulta rispettivamente 213.662 € e 203.782 €), da cui l'utile annuale (rispettivamente
61.338 € e 71.218 €) e l'utile su cinque anni (rispettivamente 306.691 € e 356.089 €) e quindi la variazione
di utile nel caso si effettuasse la modifica.
∆5 𝑎𝑛𝑛𝑖= (𝜋𝑝𝑜𝑠𝑡 − 𝜋𝑝𝑟𝑒) ∙ 5 = 49.399 𝑒𝑢𝑟𝑜
Si osserva dunque che in seguito alla modifica è aumentato l’utile a spese dell’elasticità dell’impresa
(dato che il margine di sicurezza è diminuito). I grafici mostrano la situazione dell’azienda prima e dopo la
modifica:

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
20
Nell’eventualità dell’avaria descritta nel testo, si calcola il costo come il prodotto tra il volume di
produzione perso ed il margine di contribuzione unitario (si osserva che non è necessario calcolare altro,
visto che l'avaria si verifica sulla macchina A, quindi non si deve supporre un aumento del volume di scarti
oltre al valore calcolato al primo punto). Di seguito i valori ottenuti nei due casi (prima e dopo la modifica)
𝐶𝑝𝑟𝑒 = (𝐷𝑡𝑜𝑡 − 35000) ∙ (𝑃 − 𝐶𝑣𝑎𝑟 𝑢𝑛𝑖𝑡𝑝𝑟𝑒) = 50668 𝑒𝑢𝑟𝑜
𝐶𝑝𝑜𝑠𝑡 = (𝐷𝑡𝑜𝑡 − 35000) ∙ (𝑃 − 𝐶𝑣𝑎𝑟 𝑢𝑛𝑖𝑡𝑝𝑜𝑠𝑡) = 68079 𝑒𝑢𝑟𝑜
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
21
(ex 26)
Si deve realizzare un nuovo impianto per la produzione di tre tipologie di prodotti, P1, P2 e P3, di cui
sono noti i volumi produttivi annui, il prezzo unitario di vendita ed il costo unitario della materia prima. Il
processo produttivo è differente a seconda della tipologia di prodotti, ed è indicato nello schema
sottostante. Le operazioni sono realizzati da macchinari di tipo A, B, C disposti secondo un layout per
reparti. A valle dell'esecuzione di ciascuna operazione viene eseguito un controllo qualità, per cui i prodotti
difettosi sono immediatamente individuati e scartati. Non è possibile eseguire rilavorazioni. I tempi di setup
siano trascurabili.
Per la conduzione dei macchinari è necessario, per turno, 1 operatore per ogni macchinario, più - per
tutto l'impianto - 1 manutentore, 1 addetto alla movimentazione ed 1 responsabile di turno. Per 3 turni
sono necessarie 4 squadre. I turni sono di 8 ore. Sono noti, e riportati nelle tabelle in basso, tutti i costi
significativi per il sistema produttivo. L'ammortamento dei macchinari viene effettuato a quote costanti.
In tale contesto, si determini il numero ottimale di turni di lavoro giornalieri su cui far marciare
l'impianto. Si calcolino inoltre le principali voci di costo d'esercizio di impianto, come ad esempio:
costo annuo della manodopera;
costo annuo dell'ammortamento macchinari;
costi annuo generali;
costo annuo dell'energia di processo;
costo annuo della materia prima.
Infine si calcoli il valore del margine di contribuzione totale e si determino il numero di macchine di
tipo A, B e C installate ed il relativo grado di utilizzazione.
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
Caratteristiche dei prodotti P1 P2 P3
volume di produzione annuo 27.000 22.000 19.000
prezzo unitario di vendita € 93,00 € 97,00 € 95,00
costo unitario materia prima € 27,90 € 29,10 € 28,50
A B C A C
A C B C B
A B C B C
P1
P2
P3
OP1 OP2 OP3 OP4 OP5
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
22
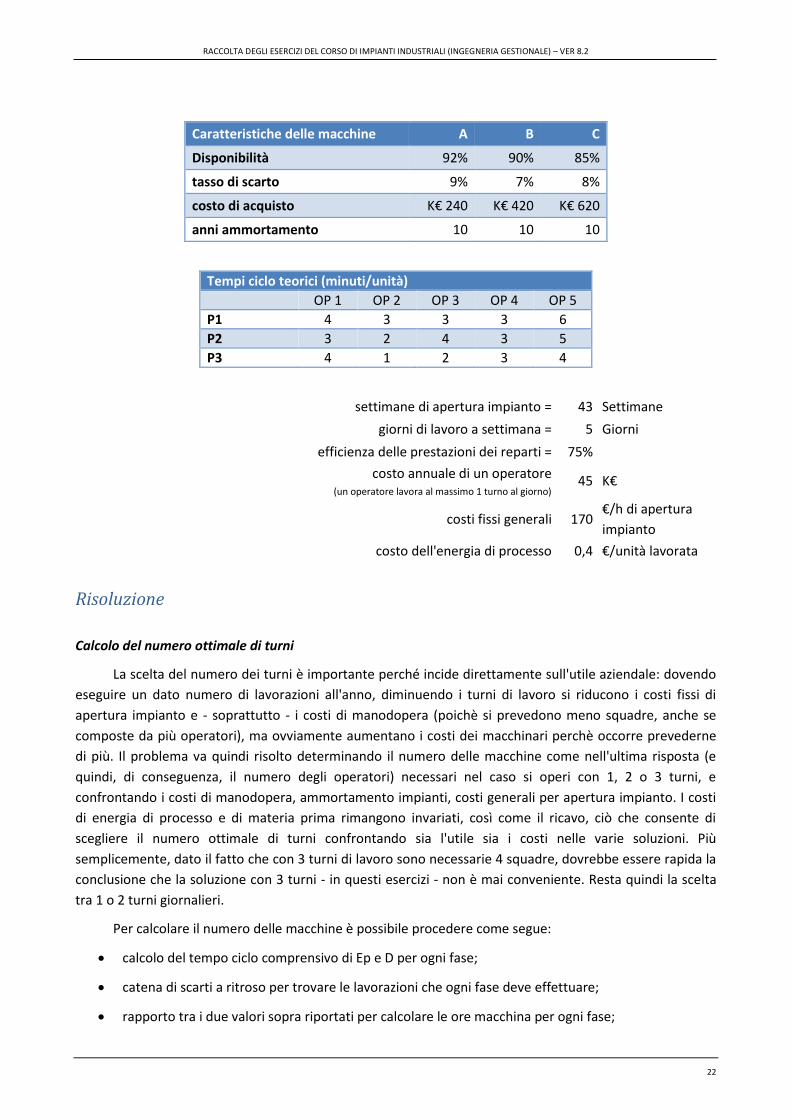
Caratteristiche delle macchine A B C
Disponibilità 92% 90% 85%
tasso di scarto 9% 7% 8%
costo di acquisto K€ 240 K€ 420 K€ 620
anni ammortamento 10 10 10
Tempi ciclo teorici (minuti/unità)
OP 1 OP 2 OP 3 OP 4 OP 5
P1 4 3 3 3 6
P2 3 2 4 3 5
P3 4 1 2 3 4
settimane di apertura impianto = 43 Settimane
giorni di lavoro a settimana = 5 Giorni
efficienza delle prestazioni dei reparti = 75%
costo annuale di un operatore (un operatore lavora al massimo 1 turno al giorno)
45 K€
costi fissi generali 170 €/h di apertura
impianto
costo dell'energia di processo 0,4 €/unità lavorata
Risoluzione
Calcolo del numero ottimale di turni
La scelta del numero dei turni è importante perché incide direttamente sull'utile aziendale: dovendo
eseguire un dato numero di lavorazioni all'anno, diminuendo i turni di lavoro si riducono i costi fissi di
apertura impianto e - soprattutto - i costi di manodopera (poichè si prevedono meno squadre, anche se
composte da più operatori), ma ovviamente aumentano i costi dei macchinari perchè occorre prevederne
di più. Il problema va quindi risolto determinando il numero delle macchine come nell'ultima risposta (e
quindi, di conseguenza, il numero degli operatori) necessari nel caso si operi con 1, 2 o 3 turni, e
confrontando i costi di manodopera, ammortamento impianti, costi generali per apertura impianto. I costi
di energia di processo e di materia prima rimangono invariati, così come il ricavo, ciò che consente di
scegliere il numero ottimale di turni confrontando sia l'utile sia i costi nelle varie soluzioni. Più
semplicemente, dato il fatto che con 3 turni di lavoro sono necessarie 4 squadre, dovrebbe essere rapida la
conclusione che la soluzione con 3 turni - in questi esercizi - non è mai conveniente. Resta quindi la scelta
tra 1 o 2 turni giornalieri.
Per calcolare il numero delle macchine è possibile procedere come segue:
calcolo del tempo ciclo comprensivo di Ep e D per ogni fase;
catena di scarti a ritroso per trovare le lavorazioni che ogni fase deve effettuare;
rapporto tra i due valori sopra riportati per calcolare le ore macchina per ogni fase;

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
23
somma delle ore macchina di ogni fase effettuata sulla stessa macchina (A, B, C);
confronto con il tempo carico, che può trovarsi a seconda del numero di turni (1, 2 o 3) scelto sulla
base del ragionamento riportato alla prima risposta;
il grado di utilizzazione si calcola facilmente confrontando il numero di macchine frazionario con il
numero intero ottenuto arrotondando per eccesso.
Per prima cosa però dobbiamo calcolarci il tempo carico dell’impianto come segue:
𝑇𝑒𝑚𝑝𝑜 𝑐𝑎𝑟𝑖𝑐𝑜 = 43𝑠𝑒𝑡𝑡𝑖𝑚𝑎𝑛𝑒
𝑎𝑛𝑛𝑜∗ 5
𝑔𝑖𝑜𝑟𝑛𝑖
𝑠𝑒𝑡𝑡𝑖𝑚𝑎𝑛𝑎= 215 𝑔𝑖𝑜𝑟𝑛𝑖/𝑎𝑛𝑛𝑜
Poi dobbiamo capire il tempo ciclo reale di ogni operazione considerando il tasso di disponibilità (D) e
l’efficienza della prestazioni (Ep), ovvero dividendo il tempo ciclo teorico per D ed Ep. Sono riportati nella
tabella che segue i risultati in minuti/unità:
OP 1 OP 2 OP 3 OP 4 OP 5
P1 5,8 4,4 4,7 4,3 9,4
P2 4,3 3,1 5,9 4,7 7,4
P3 5,8 1,5 3,1 4,4 6,3
Valutiamo ora quanto materiale devono processare le diverse macchine seguendo a ritroso la catena
degli scarti, quindi risalendo dalla domanda finale e dividendo per il tasso di qualità pari ad uno meno il
tasso di scarto per ogni macchina. La tabella seguente sintetizza i risultati in unità/anno:
OP 1 OP 2 OP 3 OP 4 OP 5 domanda finale
P1 41.421,2 37.693,3 35.054,7 32.250,4 29.347,8 27.000
P2 33.024,8 30.052,5 27.648,3 25.712,9 23.655,9 22.000
P3 28.521,4 25.954,5 24.137,7 22.206,6 20.652,2 19.000
Ora possiamo, quindi calcolarci quante ore macchina sono necessarie per lavorare la quantità
richiesta, moltiplicando il tempo ciclo reale con le quantità che ogni macchina processa diviso 60
minuti/ora.
OP 1 OP 2 OP 3 OP 4 OP 5
P1 4.002 2.792 2.749 2.337 4.604
P2 2.393 1.571 2.731 2.017 2.920
P3 2.756 641 1.262 1.645 2.160
Sapendo che lavoro per reparti vedo in totale le ore macchina necessarie per reparto, andando a
sommare le ore delle lavorazioni della macchina A, B e C. Nella tabella sono riportate le ore ed i minuti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
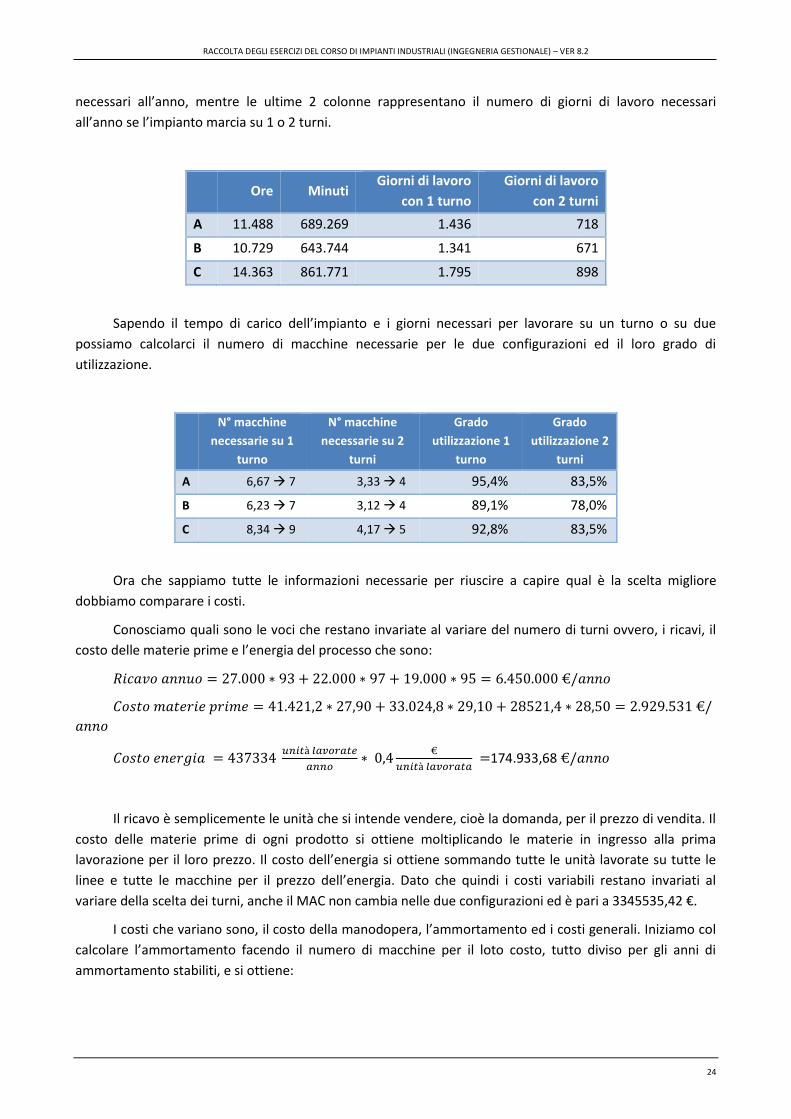
24
necessari all’anno, mentre le ultime 2 colonne rappresentano il numero di giorni di lavoro necessari
all’anno se l’impianto marcia su 1 o 2 turni.
Ore Minuti
Giorni di lavoro
con 1 turno
Giorni di lavoro
con 2 turni
A 11.488 689.269 1.436 718
B 10.729 643.744 1.341 671
C 14.363 861.771 1.795 898
Sapendo il tempo di carico dell’impianto e i giorni necessari per lavorare su un turno o su due
possiamo calcolarci il numero di macchine necessarie per le due configurazioni ed il loro grado di
utilizzazione.
N° macchine
necessarie su 1
turno
N° macchine
necessarie su 2
turni
Grado
utilizzazione 1
turno
Grado
utilizzazione 2
turni
A 6,67 7 3,33 4 95,4% 83,5%
B 6,23 7 3,12 4 89,1% 78,0%
C 8,34 9 4,17 5 92,8% 83,5%
Ora che sappiamo tutte le informazioni necessarie per riuscire a capire qual è la scelta migliore
dobbiamo comparare i costi.
Conosciamo quali sono le voci che restano invariate al variare del numero di turni ovvero, i ricavi, il
costo delle materie prime e l’energia del processo che sono:
𝑅𝑖𝑐𝑎𝑣𝑜 𝑎𝑛𝑛𝑢𝑜 = 27.000 ∗ 93 + 22.000 ∗ 97 + 19.000 ∗ 95 = 6.450.000 €/𝑎𝑛𝑛𝑜
𝐶𝑜𝑠𝑡𝑜 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 = 41.421,2 ∗ 27,90 + 33.024,8 ∗ 29,10 + 28521,4 ∗ 28,50 = 2.929.531 €/
𝑎𝑛𝑛𝑜
𝐶𝑜𝑠𝑡𝑜 𝑒𝑛𝑒𝑟𝑔𝑖𝑎 = 437334 𝑢𝑛𝑖𝑡à 𝑙𝑎𝑣𝑜𝑟𝑎𝑡𝑒
𝑎𝑛𝑛𝑜∗ 0,4
€
𝑢𝑛𝑖𝑡à 𝑙𝑎𝑣𝑜𝑟𝑎𝑡𝑎 =174.933,68 €/𝑎𝑛𝑛𝑜
Il ricavo è semplicemente le unità che si intende vendere, cioè la domanda, per il prezzo di vendita. Il
costo delle materie prime di ogni prodotto si ottiene moltiplicando le materie in ingresso alla prima
lavorazione per il loro prezzo. Il costo dell’energia si ottiene sommando tutte le unità lavorate su tutte le
linee e tutte le macchine per il prezzo dell’energia. Dato che quindi i costi variabili restano invariati al
variare della scelta dei turni, anche il MAC non cambia nelle due configurazioni ed è pari a 3345535,42 €.
I costi che variano sono, il costo della manodopera, l’ammortamento ed i costi generali. Iniziamo col
calcolare l’ammortamento facendo il numero di macchine per il loto costo, tutto diviso per gli anni di
ammortamento stabiliti, e si ottiene:
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
25
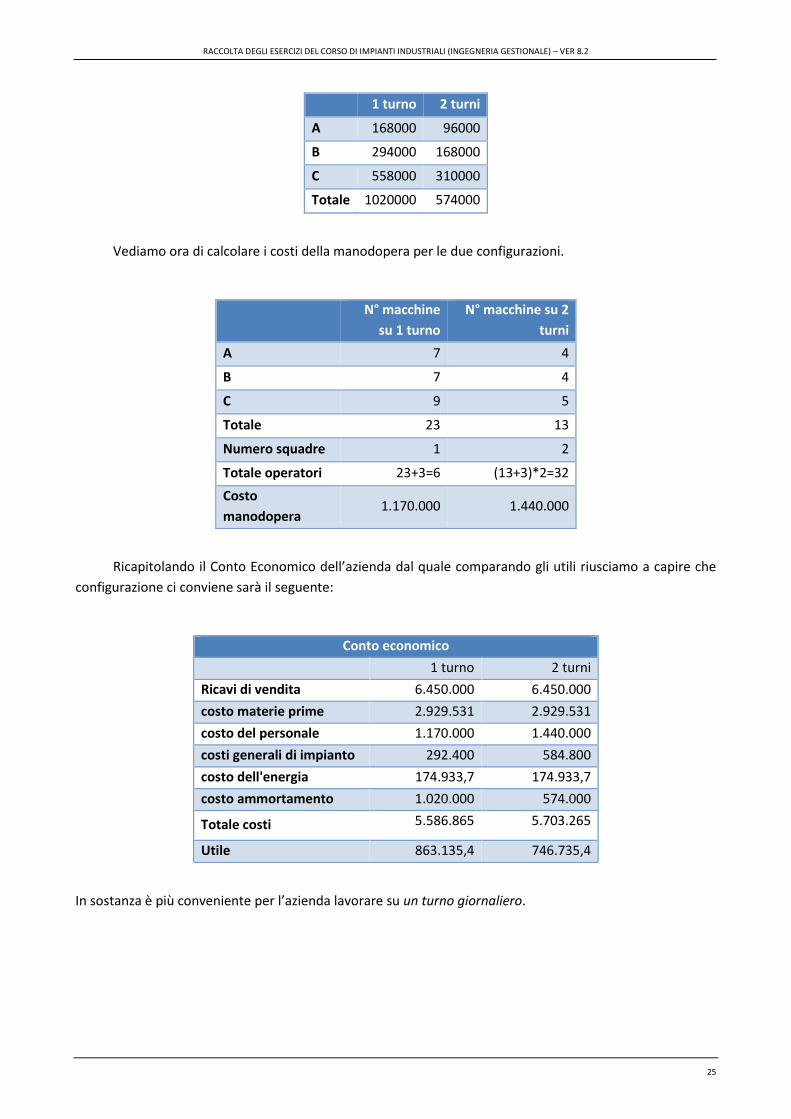
1 turno 2 turni
A 168000 96000
B 294000 168000
C 558000 310000
Totale 1020000 574000
Vediamo ora di calcolare i costi della manodopera per le due configurazioni.
N° macchine
su 1 turno
N° macchine su 2
turni
A 7 4
B 7 4
C 9 5
Totale 23 13
Numero squadre 1 2
Totale operatori 23+3=6 (13+3)*2=32
Costo
manodopera 1.170.000 1.440.000
Ricapitolando il Conto Economico dell’azienda dal quale comparando gli utili riusciamo a capire che
configurazione ci conviene sarà il seguente:
Conto economico
1 turno 2 turni
Ricavi di vendita 6.450.000 6.450.000
costo materie prime 2.929.531 2.929.531
costo del personale 1.170.000 1.440.000
costi generali di impianto 292.400 584.800
costo dell'energia 174.933,7 174.933,7
costo ammortamento 1.020.000 574.000
Totale costi 5.586.865 5.703.265
Utile 863.135,4 746.735,4
In sostanza è più conveniente per l’azienda lavorare su un turno giornaliero.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
26
(ex 28)
In un impianto industriale si lavorano manufatti metallici secondo un processo eseguito da una linea
di produzione composta da 4 macchine utensili in successione ed in connessione rigida, che lavorano a
ritmo imposto con efficienza delle prestazioni unitaria e tempo ciclo teorico di linea pari a (TCT). Di ciascuna
macchina sono noti i dati affidabilistici di targa ed il tasso di scarto. Si noti che gli scarti sono
immediatamente individuati dopo ciascuna lavorazione, ed estromessi dal ciclo. Sono noti i costi di ciascuna
lavorazione, nonché il costo della materia prima (CMP). La linea lavora per un turno da 8 ore al giorno per
220 giorni l'anno, comportando un costo fisso annuale pari (CF). Le riparazioni delle macchine utensili, in
caso di avaria, hanno la stessa durata media (MDT), e vengono svolte esclusivamente durante il tempo
carico.
Inaspettatamente, l'ultima macchina del ciclo - che esegue la fase di foratura - inizia a mostrare
problemi tecnici che fanno aumentare progressivamente il suo tasso di scarto: ci si chiede quale sia il
massimo tasso di scarto che possa essere tollerato prima che il margine di sicurezza con cui opera l'impresa
venga ridotto a zero oppure prima che il volume di produzione obiettivo non sia più raggiungibile.
Dati necessari per la risoluzione
Lavorazione Tasso di scarto Costo lavorazione
MTBF macchinario
1) Taglio 3,00% 0,050 € 1200 ore
2) Lastratura 5,00% 0,020 € 1600 ore
3) Piegatura 2,00% 0,030 € 800 ore
4) Foratura 0,00% 0,040 € 500 ore
(TCt) Tempo ciclo teorico di linea = 7,00 s
(CF) Costo fisso annuo per la linea di produzione = 800.000 €
(RPF) Ricavo dalla vendita di un prodotto finito = 2,00 €
(CMP) Costo di una unità di materia prima = 0,35 €
(MDT) Mean Down Time per ogni intervento di manutenzione = 48 h
(Vtot) Volume di produzione obiettivo = 600.000 unità/anno
Risoluzione
Percentuale massima di scarto della fase 4, per l'annullamento del margine di sicurezza
La determinazione della percentuale massima di scarto (x) che può essere tollerata prima che il
margine di sicurezza si annulli richiede preliminarmente il calcolo della catena degli scarti e
conseguentemente dei costi associati sia alle lavorazioni che alle materie prime, per il dato volume di
produzione obiettivo e per un tasso di qualità della fase 4 pari a 0.
Nella tabella seguente si riportano, per ogni fase del processo, il numero di lavorazioni e il costo ad
esse associato.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
27
Fase Lavorazioni Costo
Tagli 664.400 33.220 €
Lastrature 644.468 12.889 €
Piegature 612.245 18.367 €
Forature 600.000 24.000 €
I costi totali delle lavorazioni e delle materie prime risultano rispettivamente pari a 88.477 € e
232.540 €, per un totale di 321.017 €. Dividendo il costo totale di processamento, così ottenuto, per il
volume obiettivo di produzione (Vtot) si ottiene, banalmente, il costo unitario (CU), pari a 0,535 €/unità.
Ricordando che il margine di sicurezza si azzera quando il volume di produzione coincide con il
volume di Break Even Point e che quest’ultimo, a sua volta, corrisponde al volume di produzione per cui il
profitto si annulla, per determinare il valore del tasso di scarto richiesto, è sufficiente eguagliare i ricavi, che
dipendono esclusivamente dal venduto e dunque non variano al variare del tasso di scarto, ai costi, la cui
componente variabile, ovviamente, cresce al crescere del tasso di scarto, al contrario della componente
fissa che rimane inalterata.
𝑉𝑡𝑜𝑡 ∙ 𝑅𝑃𝐹 = 𝐶𝐹 +𝐶𝑈
(1 − 𝑥)∙ 𝑉𝑡𝑜𝑡
ovvero
600.000 𝑢𝑛𝑖𝑡à ∙ 2 €
𝑢𝑛𝑖𝑡à= 800.000 € +
0,535 €
𝑢𝑛𝑖𝑡à1 − 𝑥
∙ 600.000 𝑢𝑛𝑖𝑡à
Risolvendo l’equazione si ottiene x = 19,75%.
Percentuale massima di scarto della fase 4, per non poter più raggiungere il volume obiettivo
La percentuale cercata corrisponde al tasso di scarto per cui la capacità produttiva reale complessiva
dell’impianto coincide con il volume di produzione obiettivo: è dunque sufficiente eguagliare le due
capacità mantenendo come incognita il tasso di scarto della fase di foratura.
𝐶𝑃𝑟 ∙ 𝑇𝑒𝑚𝑝𝑜𝐶𝑎𝑟𝑖𝑐𝑜 = 𝑉𝑡𝑜𝑡
Con
𝐶𝑃𝑟 =1
𝑇𝐶𝑡∙ ∏
𝑀𝑇𝐵𝐹𝑖
𝑀𝑇𝐵𝐹𝑖 + 𝑀𝐷𝑇∙ ∏ 𝑄𝑖 ∙ (1 − 𝑥)
3
𝑖=1
4
𝑖=1
si ha:
( 1
7
𝑢
𝑠𝑒𝑐∙ 3600
𝑠𝑒𝑐
ℎ∙ 8
ℎ
𝑡𝑢𝑟𝑛𝑜∙ 1
𝑡𝑢𝑟𝑛𝑜
𝑔𝑔) ∙ (0,96 ∙ 0,97 ∙ 0,94 ∙ 0,91) ∙ (0,97 ∙ 0,95 ∙ 0,98) ∙ (1 − 𝑥) ∙ [220 𝑔𝑔] = 600.000 𝑢
Risolvendo l’equazione si ottiene x = 7,85%.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
28
(ex 35)
In un impianto industriale che lavora 8 ore/giorno per 220 giorni/anno sono processati componenti
di materiale plastico cavo di forma pressoché cubica, di volume V e di peso M, per successivi usi industriali.
Il processo produttivo, sinteticamente descritto nel diagramma presente in figura, deve garantire il
soddisfacimento totale della domanda per lo meno nel corso dei prossimi tre anni, di cui è stimato il valore
(D1, D2, D3). Il tempo di consegna richiesto è una settimana ed i magazzini di materia prima e prodotto
finito sono in grado di ospitare un quantitativo limitato di prodotto. Il prodotto attraversa una prima
macchina che provvede allo stampaggio del materiale (A), quindi il semilavorato viene completato grazie ad
una seconda stazione che provvede alla finitura (B); le due postazioni sono fisicamente interconnesse tra
loro ovvero non sono disaccoppiate. In uscita dalla macchina finitrice i prodotti sono trasportati attraverso
una rulliera (N) al controllo qualità manuale (CQ) che provvede all'ispezione. La rulliera ha una lunghezza
adeguata a disaccoppiare la macchina B dal controllo qualità. Il controllo qualità riscontra mediamente un
tasso di scarto pari a TS. I prodotti scartati sono inviati ad una macchina addetta a riciclare il materiale
plastico per ottenere nuova materia prima (R); tuttavia una percentuale di prodotti non conformi sono
danneggiati in maniera tale da dover essere distrutti ovvero non possono essere riciclati per essere poi re-
immessi nel macchinario (SC). La capacità produttiva minima dei macchinari R effettivamente esistenti in
commercio è molto maggiore della capacità della linea; parimenti la capacità della stazione CQ, essendo
una postazione manuale flessibile, è ben superiore al necessario.
Con i dati esposti nella tabella sottostante, rispondere alle seguenti domande.
Domanda o volume di produzione
Dati generali
Anno 1 600.000 unità/anno
V 52,00 litri/unità
Anno 2 800.000 unità/anno
M 22,00 kg/unità
Anno 3 500.000 unità/anno
TS 9%
SC 5%
Dati di efficienza delle stazioni di lavoro
A B CQ R
D 88% 90% 100% 80%
Ep 75% 75% 88% 70%
Q n.d. n.d. // //

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
29
Soluzione
Domanda 1: Calcolare la capacità produttiva minima teorica del macchinario A
Per calcolare la capacità produttiva teorica del macchinario A, occorre innanzitutto stabilire la
domanda che tale macchina dovrà affrontare. Data la presenza di magazzini materie prime e prodotti finiti
di capacità limitata, nonché le consegne previste settimanalmente, non è pensabile effettuare un
livellamento della produzione, lavorando quindi sulla domanda media dei tre anni. La soluzione corretta è
dimensionare l’intero impianto sulla domanda massima dei tre anni, sotto l’ipotesi che la domanda annuale
sia pressoché costante durante l’anno (assenza di stagionalità).
Una volta stabilita la domanda da soddisfare (Domanda = max(D1, D2, D3) = D2), nel
dimensionamento della macchina A occorre valutare che tale macchina è deputata a riprocessare anche il
materiale proveniente da R (ricircolo), ignorando in questa fase gli scarti prima di R: infatti, tali scarti, al fine
del soddisfacimento della domanda, saranno da reintrodurre nel processo sotto forma di materia prima,
pertanto è possibile quantificare il numero di lavorazioni richieste per soddisfare la domanda necessaria
direttamente con la seguente formula:
𝐶𝑃𝑟𝑖𝑐ℎ𝑖𝑒𝑠𝑡𝑎 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑖 𝑟𝑖𝑐𝑖𝑟𝑐𝑜𝑙𝑖 =𝐷2 ⋅ 𝑀
1 − 𝑇𝑆= 19.341.000 𝑘𝑔/𝑎𝑛𝑛𝑜
Tenendo inoltre in considerazione le inefficienze sia di A, sia di B, data la rigida connessione tra le
due, e ignorando le inefficienze delle altre due stazioni di lavoro, data la presenza di un sistema di trasporto
a rulli già dimensionato correttamente al fine di disaccoppiare la coppia A-B con CQ ed R, si ottiene la
formula:
𝐶𝑃𝑡ℎ𝐴=
𝐶𝑃𝑟𝑖𝑐ℎ𝑖𝑒𝑠𝑡𝑎 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑖 𝑟𝑖𝑐𝑖𝑟𝑐𝑜𝑙𝑖
𝐷𝐴 ⋅ 𝐷𝐵 ⋅ 𝐸𝑝𝐴 ⋅ 𝐸𝑝𝐵 ⋅ 220 ⋅ 8= 24.667 𝑘𝑔/ℎ
Domanda 2: Calcolare la capacità produttiva minima teorica del macchinario B
Essendo rigidamente connessa alla prima e non essendo presenti scarti intermedi, la capacità
produttiva minima teorica di B non può essere differente. Di fatto si può considerare a tutti gli effetti la
coppia A-B come un’unica stazione di lavoro, la cui efficienza globale è data dal prodotto delle due
efficienze parziali.
Domanda 3: Calcolare la velocità minima dei colli sulla rulliera N
Ci sono differenti modi per calcolare la velocità minima della rulliera. Ciò che in ogni caso era
richiesto essere garantito è il dimensionamento basato sulla capacità teorica delle stazioni A-B e non sulla
domanda annuale.
Un possibile modo è il seguente: per trasferire a valle CPth unità di prodotto nell’unità di tempo, la
velocità deve essere tale da (trascurando l’interspazio tra i colli) spostare l’intera lunghezza di tutti i colli
nella stessa unità di tempo. In formule:
𝑣𝑁 =𝐶𝑃𝑡ℎ𝐵
⋅ 𝐿𝑎𝑡𝑜
3.600⋅ 100 =
𝐶𝑃𝑡ℎ𝐵⋅ √𝑉
3
3.600⋅ 100 = 11,62 𝑐𝑚/𝑠

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
30
Domanda 4: Calcolare la quantità di MP necessaria per soddisfare la domanda dell'anno 2
Per rispondere a tale domanda, è necessario considerare gli scarti effettivamente subiti dal sistema,
tenendo in considerazione che la materia prima dei prodotti sottoposti a rilavorazione non va reintegrata.
Infatti, in un sistema con sole rilavorazioni è necessaria esattamente la materia prima contenuta dai
prodotti finiti, senza sovradimensionamenti, mentre in un sistema con scarti, dovrà essere aggiunta
ulteriore materia prima per compensare. Il totale della MP necessaria per garantire la produzione dell’anno
2 (ovvero la massima), è calcolabile nel seguente modo:
𝑀𝑃2 =𝐷2 ⋅ 𝑀
1.000 ⋅ [(1 − 𝑇𝑆 ∗ 𝑆𝐶)]= 17.687 𝑡/𝑎𝑛𝑛𝑜
Domanda 5
Supponendo che la direzione dell'impianto abbia ricevuto una offerta da parte di una società di
consulenza che garantisca il miglioramento del livello della qualità riscontrata da CQ, portando il tasso di
non conformità da TS a TS2, a partire dall'anno 2. Date le informazioni riportate di seguito, indicare
l'importo massimo che la committenza sarà disposta a pagare alla società di consulenza e descrivere
sinteticamente il procedimento di calcolo. L'investimento si supponga sia effettuato all'inizio dell'anno 2 e
debba ripagarsi necessariamente entro un anno affinché sia accettabile.
Prezzo vendita 110 €/unità
Costo unit. (B) 8 €/unità
TS2: 7%
Costo unit. (MP) 2 €/kg
Costo unit. (CQ) 6 €/unità
Costo unit. (A) 12 €/unità
Costo unit.(R) 0,08 €/kg
La riduzione delle non conformità è un vantaggio di costo, pertanto il dato relativo al prezzo di
vendita è irrilevante. Va anche sottolineato che, a valle della riduzione delle rilavorazioni, dati i dati di costo
strettamente positivi, esiste sempre una soluzione positiva a tale domanda, quindi esiste sempre un prezzo
soglia > 0 con il quale confrontare la proposta della società di consulenza. L’indicazione dell’investimento
da ripagare in un anno ed effettuato nell’anno 2 implica che sarà necessario e sufficiente valutare il
vantaggio di costo su un solo anno (il secondo).
Le riduzioni di costo sono calcolabili in differenti modalità; la più rapida prevede il ricalcolo del
numero di lavorazioni da eseguire nell’anno, il numero di rilavorazioni da eseguire su R e la quantità di
materia prima prevista, utilizzando le medesime formule precedentemente definite.
∆𝐶𝑜𝑠𝑡𝑖 = (𝑀𝑃𝑐𝑎𝑠𝑜 1 − 𝑀𝑃𝑐𝑎𝑠𝑜 2) ⋅ 𝐶𝑜𝑠𝑡𝑜𝑀𝑃 + (𝐿𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖𝐴𝐵𝐶𝑄𝑐𝑎𝑠𝑜 1− 𝐿𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖𝐴𝐵𝐶𝑄𝑐𝑎𝑠𝑜 2
) ⋅
(𝐶𝑜𝑠𝑡𝑜𝐴 + 𝐶𝑜𝑠𝑡𝑜𝐵 + 𝐶𝑜𝑠𝑡𝑜𝐶𝑄) + (𝑅𝑖𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖𝑐𝑎𝑠𝑜1 − 𝑅𝑖𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖𝑐𝑎𝑠𝑜2) ⋅ 𝐶𝑜𝑠𝑡𝑜𝑅 = 563.141 €
con (𝑅𝑖𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖𝑐𝑎𝑠𝑜1 − 𝑅𝑖𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖𝑐𝑎𝑠𝑜2) =
(𝐷2 ⋅ 𝑀
1.000 ⋅ (1 − 𝑇𝑆𝑐𝑎𝑠𝑜 1)⋅ 𝑇𝑆𝑐𝑎𝑠𝑜 1 ⋅ (1 − 𝑆𝐶) −
𝐷2 ⋅ 𝑀
1.000 ⋅ (1 − 𝑇𝑆𝑐𝑎𝑠𝑜 2)⋅ 𝑇𝑆𝑐𝑎𝑠𝑜 2 ⋅ (1 − 𝑆𝐶))
Pertanto l’azienda sarà interessata a qualsiasi offerta inferiore a tale cifra.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
31
Commenti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
32
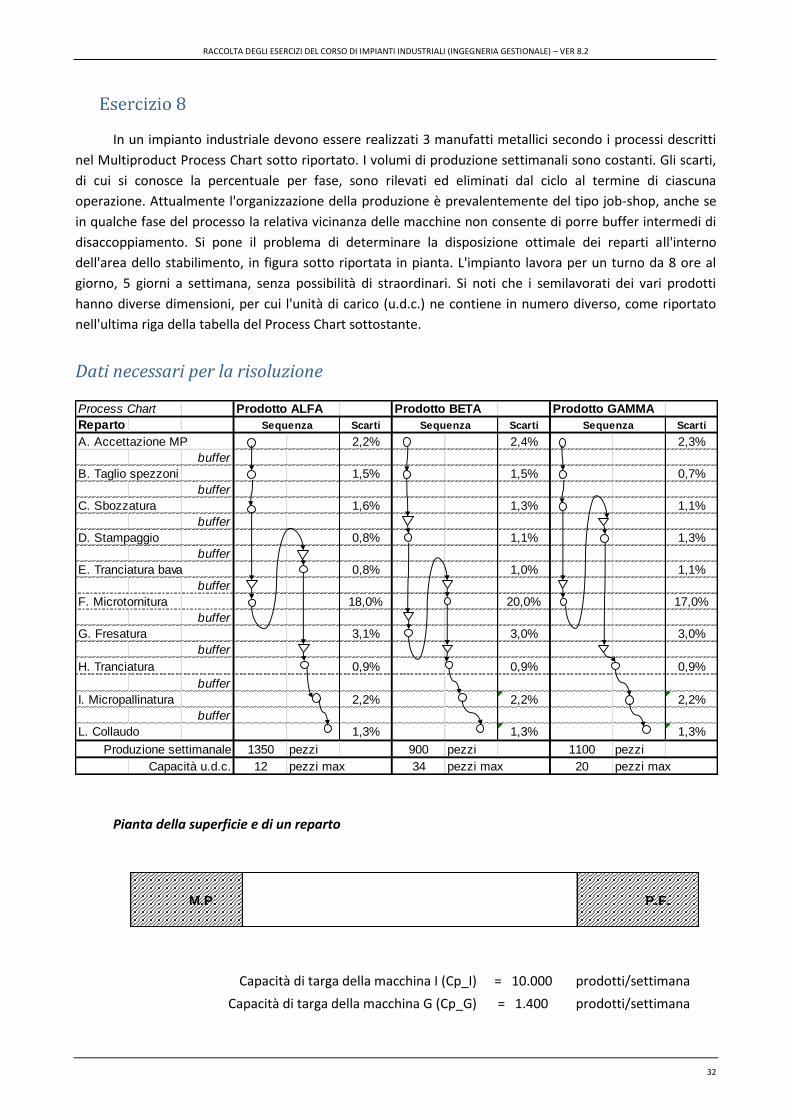
In un impianto industriale devono essere realizzati 3 manufatti metallici secondo i processi descritti
nel Multiproduct Process Chart sotto riportato. I volumi di produzione settimanali sono costanti. Gli scarti,
di cui si conosce la percentuale per fase, sono rilevati ed eliminati dal ciclo al termine di ciascuna
operazione. Attualmente l'organizzazione della produzione è prevalentemente del tipo job-shop, anche se
in qualche fase del processo la relativa vicinanza delle macchine non consente di porre buffer intermedi di
disaccoppiamento. Si pone il problema di determinare la disposizione ottimale dei reparti all'interno
dell'area dello stabilimento, in figura sotto riportata in pianta. L'impianto lavora per un turno da 8 ore al
giorno, 5 giorni a settimana, senza possibilità di straordinari. Si noti che i semilavorati dei vari prodotti
hanno diverse dimensioni, per cui l'unità di carico (u.d.c.) ne contiene in numero diverso, come riportato
nell'ultima riga della tabella del Process Chart sottostante.
Dati necessari per la risoluzione
Pianta della superficie e di un reparto
Capacità di targa della macchina I (Cp_I) = 10.000 prodotti/settimana
Capacità di targa della macchina G (Cp_G) = 1.400 prodotti/settimana
Process Chart Prodotto ALFA Prodotto BETA Prodotto GAMMA
Reparto Scarti Scarti Scarti
A. Accettazione MP 2,2% 2,4% 2,3%
buffer
B. Taglio spezzoni 1,5% 1,5% 0,7%
buffer
C. Sbozzatura 1,6% 1,3% 1,1%
buffer
D. Stampaggio 0,8% 1,1% 1,3%
buffer
E. Tranciatura bava 0,8% 1,0% 1,1%
buffer
F. Microtornitura 18,0% 20,0% 17,0%
buffer
G. Fresatura 3,1% 3,0% 3,0%
buffer
H. Tranciatura 0,9% 0,9% 0,9%
buffer
I. Micropallinatura 2,2% 2,2% 2,2%
buffer
L. Collaudo 1,3% 1,3% 1,3%
Produzione settimanale 1350 pezzi 900 pezzi 1100 pezzi
Capacità u.d.c. 12 pezzi max 34 pezzi max 20 pezzi max
Sequenza Sequenza Sequenza
v
M.P. P.F.
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
33
Nell'ultimo anno la macchina G ha presentato un MDT pari a 100h su un tempo carico di 1000h,
calcolare a quanto corrisponde l'efficienza delle prestazioni (Ep) minima della macchina G che consente di
soddisfare la domanda. Sapendo che tra la macchina I e le macchine H e L non vi è possibilità di allestire
buffer di disaccoppiamento, calcolare l'efficienza delle prestazioni (Ep) minima ammissibile per ciascuna
delle tre macchine I, H ed L, ipotizzando che le macchine abbiano uguale Ep oltre a valori di disponibilità
pari a quelli della macchina G. Infine, il management sta valutando l'ipotesi di disaccoppiare
completamente le tre ultime fasi inserendo uno o due buffer interoperazionali all'interno della sequenza di
macchine H - I - L. Come varia il valore di Ep minimo della macchina I ?
Risoluzione
La sequenza dei reparti ottenuta utilizzando il metodo dei momenti è la seguente:
Il primo passo per la determinazione della sequenza dei reparti mediante il metodo dei momenti è il
calcolo delle unità movimentate nel sistema, considerando i vari tassi di scarto. In tal senso, si calcola
iterativamente il numero di prodotti che viaggiano tra una stazione ed un’altra procedendo a ritroso con la
catena degli scarti, vale a dire dividendo la domanda del prodotto a valle della stazione analizzata per
l’indice di qualità. Ad esempio, per il prodotto ALFA, le lavorazioni presso la stazione di lavoro L (ultima
della sequenza) sono espresse dalla seguente formula:
𝐿𝑎𝑣𝐿 = 𝑑𝛼/𝑄𝐿 = 1′368 𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖
Le lavorazioni presso la stazione I (che precede la stazione L nella sequenza) si ricavano in maniera
immediata:
𝐿𝑎𝑣𝐼 = 𝐿𝑎𝑣𝐿/𝑄𝐼 = 1′399 𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖
In maniera analoga si determinano le lavorazione presso le altre stazioni.
Successivamente si ottengono i contenitori in arrivo dividendo i prodotti per la capacità dell’unità di
carico e approssimando ovviamente all’intero superiore. Di seguito l’esempio delle prime due stazioni di
lavorazione della sequenza del prodotto ALFA:
𝐶𝑜𝑛𝑡𝐴 = ⌈𝐿𝑎𝑣𝐴
𝐶𝑎𝑝𝛼⌉ = 153 𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖 𝑖𝑛 𝑎𝑟𝑟𝑖𝑣𝑜
𝐶𝑜𝑛𝑡𝐵 = ⌈𝐿𝑎𝑣𝐵
𝐶𝑎𝑝𝛼⌉ = 150 𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖 𝑖𝑛 𝑎𝑟𝑟𝑖𝑣𝑜
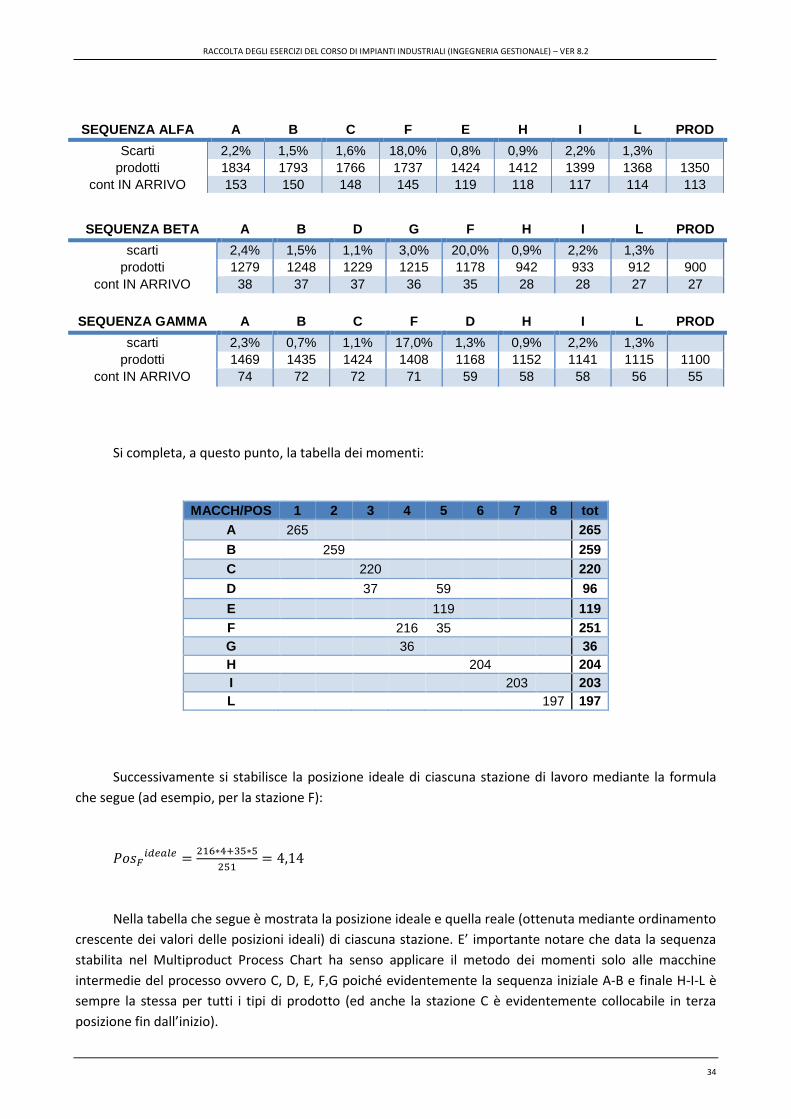
Nelle tabelle che seguono sono riportati i valori ottenuti per singolo prodotto.
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
34
SEQUENZA ALFA A B C F E H I L PROD
Scarti 2,2% 1,5% 1,6% 18,0% 0,8% 0,9% 2,2% 1,3%
prodotti 1834 1793 1766 1737 1424 1412 1399 1368 1350
cont IN ARRIVO 153 150 148 145 119 118 117 114 113
SEQUENZA BETA A B D G F H I L PROD
scarti 2,4% 1,5% 1,1% 3,0% 20,0% 0,9% 2,2% 1,3%
prodotti 1279 1248 1229 1215 1178 942 933 912 900
cont IN ARRIVO 38 37 37 36 35 28 28 27 27
SEQUENZA GAMMA A B C F D H I L PROD
scarti 2,3% 0,7% 1,1% 17,0% 1,3% 0,9% 2,2% 1,3%
prodotti 1469 1435 1424 1408 1168 1152 1141 1115 1100
cont IN ARRIVO 74 72 72 71 59 58 58 56 55
Si completa, a questo punto, la tabella dei momenti:
MACCH/POS 1 2 3 4 5 6 7 8 tot
A 265
265
B
259
259
C
220
220
D
37
59
96
E
119
119
F
216 35
251
G
36
36
H
204
204
I
203
203
L
197 197
Successivamente si stabilisce la posizione ideale di ciascuna stazione di lavoro mediante la formula
che segue (ad esempio, per la stazione F):
𝑃𝑜𝑠𝐹𝑖𝑑𝑒𝑎𝑙𝑒 =
216∗4+35∗5
251= 4,14
Nella tabella che segue è mostrata la posizione ideale e quella reale (ottenuta mediante ordinamento
crescente dei valori delle posizioni ideali) di ciascuna stazione. E’ importante notare che data la sequenza
stabilita nel Multiproduct Process Chart ha senso applicare il metodo dei momenti solo alle macchine
intermedie del processo ovvero C, D, E, F,G poiché evidentemente la sequenza iniziale A-B e finale H-I-L è
sempre la stessa per tutti i tipi di prodotto (ed anche la stazione C è evidentemente collocabile in terza
posizione fin dall’inizio).

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
35
Macchina Posizione ideale
Posizione reale
A 1,00 1
B 2,00 2
C 3,00 3
D 4,23 6
E 5,00 7
F 4,14 5
G 4,00 4
H 6,00 8
I 7,00 9
L 8,00 10
Matrice delle intensità di traffico tra i reparti C, D, E, F, G, (magazzini esclusi)
Nel seguito si riporta la matrice delle intensità di traffico tra i vari reparti (in evidenza la parte
richiesta dall’esercizio). Tale matrice si compila sommando le unità di carico tra il reparto di origine (prima
colonna) e la destinazione (prima riga).
Ad esempio se volessimo valutare quanta merce entra nel reparto F partendo da C dovremmo
sommare le u.d.c. del prodotto ALFA e GAMMA, vale a dire: 145 + 71 = 216 u.d.c..
O\D L I H G F E D C B A
A 259 259
B 37 220 516 C 216 436
D 58 36 59 190 E 118 119 237
F 28 35 457 G 35 106
H 203 442 I 197 394
L 197
Efficienza delle prestazioni (Ep) minima della macchina G
Per trovare l’efficienza della prestazioni minima necessaria per soddisfare la domanda del prodotto
BETA (in questo caso unico prodotto lavorato da G) è necessario utilizzare la formula generica della capacità
produttiva reale, vale a dire:
𝐶𝑃𝑖𝑟𝑒𝑎𝑙𝑒 = 𝐶𝑃𝑖
𝑡𝑒𝑜𝑟𝑖𝑐𝑎 ∗ 𝑂𝐸𝐸 = 𝐶𝑃𝑖𝑡𝑒𝑜𝑟𝑖𝑐𝑎 ∗ 𝐷𝑖 ∗ 𝐸𝑝𝑖 ∗ 𝑄𝑖

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
36
Conoscendo la Cp reale (che deve come minimo uguagliare la domanda che G deve soddisfare) la Cp
teorica, l’indice di disponibilità (D) e l’indice di qualità (Q) possiamo trovare l’efficienza delle prestazioni
minima per soddisfare la domanda. Dai dati del testo possiamo sappiamo che la capacità produttiva teorica
della macchina G è pari a 1'500 prodotti/settimana mentre la Cp reale è come minimo il valore della
domanda di prodotti. Dalla tabella precedente in cui è calcolata la quantità di prodotti lavorati da ciascuna
macchina possiamo notare che G lavora 1’215 prodotti/settimana. Questo dato ovviamente già include
l’effetto degli scarti del processo produttivo.
Infine, in base ai dati del problema sappiamo che il MDT è di 100 ore su un tempo carico di 1000 ore.
Inoltre possiamo notare dal Multiproduct Process Chart che a valle ed a monte del reparto G sono presenti
dei buffer interoperazionali, ovvero le macchine sono ben disaccoppiate come si conviene propriamente ad
una produzione organizzata per reparti. Di conseguenza l’indice di disponibilità D si calcola come segue:
𝐷 =𝑈𝑝𝑡𝑖𝑚𝑒 −𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒
𝑈𝑝𝑡𝑖𝑚𝑒=
1000−100
100= 0,9
Possiamo dunque ricavare invertendo la formula generica della capacità produttiva reale come
segue:
𝐸𝐺 =𝐶𝑃𝐺
𝑡𝑒𝑜𝑟𝑖𝑐𝑎∗𝐷𝐺
𝐶𝑃𝐺𝑟𝑒𝑎𝑙𝑒 = 0,9643
Efficienza delle prestazioni (Ep) minima della macchina I
Il calcolo della efficienza delle prestazioni minima per la macchine I è leggermente differente dalla
precedente in quanto la macchina lavora tutti e tre i prodotti e non è ben disaccoppiata dalle macchine H e
L data l’assenza di buffer esplicitata nel testo. Visto che i dati di D ed Ep sono gli stessi per le tre macchine,
la formula generica della capacità produttiva diventa:
𝐶𝑃𝐼𝑟𝑒𝑎𝑙𝑒 = 𝐶𝑃𝐼
𝑡𝑒𝑜𝑟𝑖𝑐𝑎 ∗ 𝐷𝐼3 ∗ 𝐸𝑝𝐼
3 ∗ 𝑄
La Cp teorica è pari a 10'000 prodotti/settimana mentre la Cp reale è così calcolata tenendo conto
degli scarti a valle della macchina I:
𝐶𝑃𝐼𝑟𝑒𝑎𝑙𝑒 =
𝐷𝐴𝐿𝐹𝐴+ 𝐷𝐵𝐸𝑇𝐴 +𝐷𝐺𝐴𝑀𝑀𝐴
(1−𝑞𝐿)∗(1−𝑞𝐼)= 3473 𝑝𝑟𝑜𝑑𝑜𝑡𝑡𝑖/𝑠𝑒𝑡𝑡𝑖𝑚𝑎𝑛𝑎
Il calcolo della efficienza delle prestazioni minima della macchina I è quindi pari a:
𝐸𝐼 = √𝐶𝑃𝐼
𝑟𝑒𝑎𝑙𝑒
𝐶𝑃𝐼𝑡𝑒𝑜𝑟𝑖𝑐𝑎∗𝐷3
3= 0,7810
Efficienza delle prestazioni (Ep) minima della macchina I con 1 o 2 buffer
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
37
Nel caso in cui ci sia un buffer tra le tre macchine sia l’indice che la disponibilità aumentano poiché la
macchina centrale viene disaccoppiata dalla macchina a valle oppure da quella a monte (ma non da
entrambe). Sempre considerando che i dati affidabilistici delle tre macchine siano uguali, si ha:
𝐸𝐼 = √𝐶𝑃𝐼
𝑡𝑒𝑜𝑟𝑖𝑐𝑎∗𝐷2
𝐶𝑃𝐼𝑟𝑒𝑎𝑙𝑒
2= 0,6548
Mentre l’efficienza delle prestazioni con 2 buffer interoperazionali (ovvero con il completo
disaccoppiamento della macchina centrale da entrambe quelle a monte ed a valle) risulta semplicemente
la seguente:
𝐸𝐼 =𝐶𝑃𝐼
𝑡𝑒𝑜𝑟𝑖𝑐𝑎∗𝐷
𝐶𝑃𝐼𝑟𝑒𝑎𝑙𝑒 = 0,3859
I risultati ottenuti mostrano coerentemente che inserendo buffer interoperazionali l’efficienza delle
prestazioni minima della macchina I diminuisce.
Commenti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
38
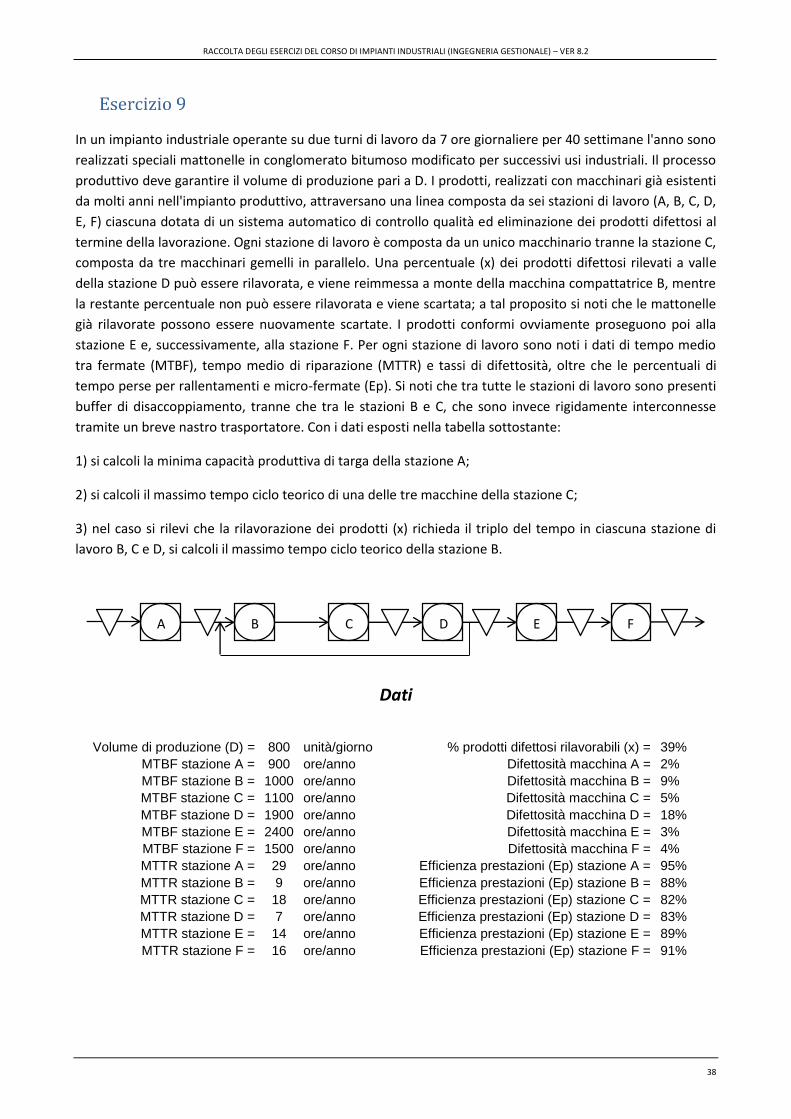
In un impianto industriale operante su due turni di lavoro da 7 ore giornaliere per 40 settimane l'anno sono
realizzati speciali mattonelle in conglomerato bitumoso modificato per successivi usi industriali. Il processo
produttivo deve garantire il volume di produzione pari a D. I prodotti, realizzati con macchinari già esistenti
da molti anni nell'impianto produttivo, attraversano una linea composta da sei stazioni di lavoro (A, B, C, D,
E, F) ciascuna dotata di un sistema automatico di controllo qualità ed eliminazione dei prodotti difettosi al
termine della lavorazione. Ogni stazione di lavoro è composta da un unico macchinario tranne la stazione C,
composta da tre macchinari gemelli in parallelo. Una percentuale (x) dei prodotti difettosi rilevati a valle
della stazione D può essere rilavorata, e viene reimmessa a monte della macchina compattatrice B, mentre
la restante percentuale non può essere rilavorata e viene scartata; a tal proposito si noti che le mattonelle
già rilavorate possono essere nuovamente scartate. I prodotti conformi ovviamente proseguono poi alla
stazione E e, successivamente, alla stazione F. Per ogni stazione di lavoro sono noti i dati di tempo medio
tra fermate (MTBF), tempo medio di riparazione (MTTR) e tassi di difettosità, oltre che le percentuali di
tempo perse per rallentamenti e micro-fermate (Ep). Si noti che tra tutte le stazioni di lavoro sono presenti
buffer di disaccoppiamento, tranne che tra le stazioni B e C, che sono invece rigidamente interconnesse
tramite un breve nastro trasportatore. Con i dati esposti nella tabella sottostante:
1) si calcoli la minima capacità produttiva di targa della stazione A;
2) si calcoli il massimo tempo ciclo teorico di una delle tre macchine della stazione C;
3) nel caso si rilevi che la rilavorazione dei prodotti (x) richieda il triplo del tempo in ciascuna stazione di
lavoro B, C e D, si calcoli il massimo tempo ciclo teorico della stazione B.
Dati
Volume di produzione (D) = 800 unità/giorno % prodotti difettosi rilavorabili (x) = 39%
MTBF stazione A = 900 ore/anno Difettosità macchina A = 2%
MTBF stazione B = 1000 ore/anno Difettosità macchina B = 9%
MTBF stazione C = 1100 ore/anno Difettosità macchina C = 5%
MTBF stazione D = 1900 ore/anno Difettosità macchina D = 18%
MTBF stazione E = 2400 ore/anno Difettosità macchina E = 3%
MTBF stazione F = 1500 ore/anno Difettosità macchina F = 4%
MTTR stazione A = 29 ore/anno Efficienza prestazioni (Ep) stazione A = 95%
MTTR stazione B = 9 ore/anno Efficienza prestazioni (Ep) stazione B = 88%
MTTR stazione C = 18 ore/anno Efficienza prestazioni (Ep) stazione C = 82%
MTTR stazione D = 7 ore/anno Efficienza prestazioni (Ep) stazione D = 83%
MTTR stazione E = 14 ore/anno Efficienza prestazioni (Ep) stazione E = 89%
MTTR stazione F = 16 ore/anno Efficienza prestazioni (Ep) stazione F = 91%
A B C D E F
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
39
Risoluzione
Minima capacità produttiva di targa della stazione A
Per calcolare la minima capacità produttiva di targa della stazione A si deve procedere a calcolare il numero
di lavorazioni da effettuare in ciascuna stazione di lavoro, incrementando opportunamente il volume di
produzione giornaliero tenendo in considerazione gli scarti generati da ciascuna stazione di lavoro nonché
le rilavorazioni. A questo scopo è possibile procedere in due passi.
In un primo passo, si ignori la percentuale di unità “x” che è possibile rilavorare. Pertanto è possibile
quantificare il numero di lavorazioni richieste per soddisfare la domanda necessaria con una semplice
catena di scarti, a ritroso.
La tabella seguente riporta il numero di lavorazioni da effettuare per ogni stazione di lavoro identificando
rispettivamente il numero di unità conformi in output alla stazione stessa e quelle che dovranno essere
scartate. Per tal via, la stazione A dovrebbe effettuare 1237 lavorazioni, per ottenere 1212 unità da
immettere nella macchina B.
Stazioni Lavorazioni Prodotti conformi Scarti
A 1237 1212 25
B 1212 1103 109
C 1103 1048 55
D 1048 859 189
E 859 833 26
F 833 800 33
In un secondo passo, si tiene conto della percentuale di prodotti difettosi “x” che è possibile rilavorare in
seguito allo scarto della macchina D. È infatti immediato ricavare il numero di unità che vengono re-
immesse a monte della macchina compattatrice B considerando il tasso di difettosità della stazione D
moltiplicando i 189 scarti in uscita dalla macchina D per la percentuale “x” (39%), ed ottenendo così circa
74 unità. Tali 74 prodotti devono essere evidentemente sottratti al volume in uscita dalla macchina A, che
passa quindi da 1212 unità a 1212-74=1138 unità.
Per calcolare il numero di lavorazioni che devono essere effettuate dalla macchina A diventa quindi
necessario tenere in conto il suo fattore di scarto (2%): 1138 / (1-2%) = 1162 unità. Ora diventa quindi
immediata la minima capacità produttiva di targa della stazione:
𝐶𝑝𝐴 =𝐿𝑎𝑣𝐴
𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 = 1162 𝑝𝑟𝑜𝑑/𝑔𝑖𝑜𝑟𝑛𝑜
dove 𝐷𝑖𝑠𝑝𝐴 = ( 𝑀𝑇𝐵𝐹𝐴
𝑀𝑇𝐵𝐹𝐴+ 𝑀𝑇𝑇𝑅𝐴)
Massimo tempo ciclo teorico di una delle tre macchine della stazione C
Il numero di lavorazioni compiute dalla stazione C è indipendente dal ricircolo di materia da rilavorare.
Quindi è sufficiente considerare le 1103 lavorazioni calcolate al primo passaggio. Ovviamente,
considerando che la stazione C è composta da tre macchinari gemelli in parallelo, il tempo ciclo della
singola macchina C sarà pari a tre volte quello della stazione stessa. Si sottolinea, inoltre, che essendo le

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
40
stazioni B e C rigidamente interconnesse, per il calcolo del massimo tempo ciclo teorico è necessario
imputare anche la disponibilità e l’efficienza delle prestazioni della stazione B. Dunque:
𝑇𝑐𝐶 =7
𝑜𝑟𝑒𝑔𝑔
∙ 2𝑡𝑢𝑟𝑛𝑖 ∙ 3600𝑠𝑒𝑐
𝐿𝑎𝑣𝐶𝐷𝑖𝑠𝑝𝐶 ∙ 𝐸𝑝𝐶 ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵
∙ 3 𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑒/𝑠𝑡𝑎𝑧𝑖𝑜𝑛𝑒 = 96,47 𝑠𝑒𝑐/𝑢𝑛𝑖𝑡à
Massimo tempo ciclo teorico della stazione B
Tenendo conto dei risultati al primo punto, la stazione B dovrà quindi lavorare 1138 unità provenienti da A
e 74 unità provenienti da D, tramite ricircolo. Il modo più facile e veloce per considerare il fatto che la
lavorazione di tali 74 unità richieda il triplo del tempo consiste nel computare 74∙3 = 222 unità da lavorare
anziché 74, per un totale di 1138 + 222 = 1360 lavorazioni (il che equivale anche a 1212 + 74∙2).
Nuovamente, essendo le stazioni B e C rigidamente interconnesse, per il calcolo del massimo tempo ciclo
teorico è necessario imputare anche la disponibilità e l’efficienza delle prestazioni della stazione C.
𝑇𝑐𝐵 =7
𝑜𝑟𝑒𝑔𝑔 ∙ 2𝑡𝑢𝑟𝑛𝑖 ∙ 3600𝑠𝑒𝑐
(𝐿𝑎𝑣𝐵 + 2 ∙ 𝑃𝑅)𝐷𝑖𝑠𝑝𝐶 ∙ 𝐸𝑝𝐶 ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵
= 26,10 𝑠𝑒𝑐/𝑢𝑛𝑖𝑡à
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
41
In un impianto di produzione si lavora una unità di materia prima per produrre un componente meccanico,
destinato a successivi usi industriali. Per realizzare il prodotto una stazione A realizza dei prelavorati in
acciaio che vengono immediatamente ed automaticamente ispezionati per controllo qualità. I pezzi
conformi proseguono lungo la linea nella stazione B, che processa il semilavorato assemblandolo ad un
componente aggiuntivo. Anche la stazione B controlla immediatamente i pezzi appena lavorati, scartando
quelli non conformi. I pezzi conformi in uscita da B proseguono in C, per essere confezionati. Infine, la
stazione D posiziona e consolida le scatole su un pallet, per la spedizione al cliente. L'impianto lavora per 2
turni giornalieri di 8 ore, 240 giorni l'anno. Si consideri infine che tra la stazione C e la stazione D esista un
buffer di dimensioni tali da permettere il disaccoppiamento delle dinamiche tra le operazioni di
pallettizzazione e il resto della linea. Con i dati sotto riportati, si calcoli l'OEE della macchina B e la capacità
minima di targa della macchina D, tale che quest'ultima non costituisca collo di bottiglia per la linea di
lavorazione.
Dati
DATI MACCHINA A DATI MACCHINA D
capacità produttiva di targa 400 pz/h costo lavorazione e pallet 8 €/pallet tasso di qualità 0,92
indice di efficienza delle prestazioni 0,94
COSTI FISSI IMPIANTO 200.000 €/anno
MTBF 2.500 h
MTTR 12 h DATI PRODOTTO
costo lavorazione 0,8 €/lav prezzo di vendita per confezione 40 €/conf costo materia prima 1,2 €/pz costo acquisto componente agg. 2 €/pz
costo acquisto confezione 0,02 €/conf
DATI MACCHINA B numero pezzi/confezione 2 pz/conf
tempo ciclo di targa 14 sec/pz numero confezioni/pallet 8 conf/pallet costo lavorazione 3 €/lav media unità processate durante l'anno 950.000 pz/anno MTBF 2.000 h MTTR 8 h tasso di qualità 0,90
DATI MACCHINA C
tempo ciclo di targa 10 sec/conf costo lavorazione 0,15 €/conf tasso di qualità 1
indice di efficienza delle prestazioni 1
MTBF 3.500 h MTTR 0 h
Risoluzione
Determinare l’OEE della Macchina B
Innanzitutto richiamiamo la definizione di OEE vista a lezione:
𝑂𝐸𝐸 = 𝐷 ∙ 𝐸𝑝 ∙ 𝑄 =

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
42
=𝑇𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜
𝑇𝑒𝑚𝑝𝑜 𝐶𝑎𝑟𝑖𝑐𝑜 ∙
𝑇𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜 𝑁𝑒𝑡𝑡𝑜
𝑇𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜∙
𝑇𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜 𝑁𝑒𝑡𝑡𝑜 𝑎 𝑉𝑎𝑙𝑜𝑟𝑒 𝐴𝑔𝑔𝑖𝑢𝑛𝑡𝑜
𝑇𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜 𝑁𝑒𝑡𝑡𝑜
Della macchina B siamo è noto il numero medio delle unità processate (unità conformi + unità non
conformi) e quindi siamo in grado di calcolare il Tempo Operativo Netto (TON) essendo noto il tempo ciclo
di targa della macchina:
𝑇𝑂𝑁 = 𝑇𝐶𝑖𝑐𝑙𝑜𝑡ℎ𝐵 ∙ (𝑢𝑛𝑖𝑡à 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑎𝑡𝑒) = 14
𝑠𝑒𝑐
𝑝𝑧 ∙ 950.000
𝑝𝑧
𝑎𝑛𝑛𝑜∙
1
3600
ℎ
𝑠𝑒𝑐≅ 3694,4
ℎ
𝑎𝑛𝑛𝑜
Poiché è possibile ridurre l’espressione dell’OEE come 𝑂𝐸𝐸 = 𝐷 ∙ 𝐸𝑝 ∙ 𝑄 =𝑇𝑂𝑁
𝑇𝑒𝑚𝑝𝑜 𝐶𝑎𝑟𝑖𝑐𝑜 ∙ 𝑄 , noto il
Tempo Carico e il tasso di Qualità è quindi possibile determinare l’OEE della macchina B:
𝑂𝐸𝐸𝐵 = 𝑇𝑂𝑁
𝑇𝑒𝑚𝑝𝑜 𝐶𝑎𝑟𝑖𝑐𝑜 ∙ 𝑄𝐵 =
3694,4 14ℎ
𝑎𝑛𝑛𝑜
16ℎ
𝑔𝑔 ∙ 240𝑔𝑔
𝑎𝑛𝑛𝑜
∙ 0,90 ≅ 0,87
Capacità minima di targa della macchina D
Si procede individuando il collo di bottiglia della linea, ovvero la stazione che presenta il tempo ciclo reale
maggiore.
Verifichiamo il tempo ciclo reale della stazione A, calcolandone dapprima l’OEE.
𝑂𝐸𝐸 = 𝐷𝐴 ∙ 𝐸𝑝𝐴 ∙ 𝑄𝐴 =𝑀𝑇𝐵𝐹𝐴
𝑀𝑇𝐵𝐹𝐴 + 𝑀𝑇𝑇𝑅𝐴∙ 𝐸𝑝𝐴 ∙ 𝑄𝐴 =
2500 ℎ
2500 ℎ + 12 ℎ∙ 0,94 ∙ 0,92 ≅ 0,86
𝑇𝐶𝑖𝑐𝑙𝑜𝑟𝑒𝐴=
𝑇𝐶𝑖𝑐𝑙𝑜𝑡ℎ𝐴
𝑂𝐸𝐸𝐴=
1400
ℎ𝑝𝑧 ∙ 3600
𝑠𝑒𝑐ℎ
0,86≅ 10,47
𝑠𝑒𝑐
𝑝𝑧
Essendo le macchine C e D non affette da perdite di efficienza, è quindi evidente che la stazione collo di
bottiglia è la B con un tempo ciclo reale pari a:
𝑇𝐶𝑖𝑐𝑙𝑜𝑟𝑒𝐵=
𝑇𝐶𝑖𝑐𝑙𝑜𝑡ℎ𝐵
𝑂𝐸𝐸𝐵=
14𝑠𝑒𝑐𝑝𝑧
0,87≅ 16,1
𝑠𝑒𝑐
𝑝𝑧
La capacità di targa della macchina D è quindi pari alla capacità reale della macchina B ovvero:
𝐶𝑃𝑟𝑒𝐵=
1
𝑇𝐶𝑖𝑐𝑙𝑜𝑟𝑒𝐵
∙1
2
𝑐𝑜𝑛𝑓
𝑝𝑧∙
1
8
𝑝𝑎𝑙𝑙𝑒𝑡
𝑐𝑜𝑛𝑓∙ 3600
𝑠𝑒𝑐
ℎ≅ 13,92
𝑝𝑎𝑙𝑙𝑒𝑡
ℎ
Determinare Break Even Point
Di seguito l’espressione del Break Even Point:
𝐵𝐸𝑃 =𝐶𝐹
𝑝 − 𝐶𝑣𝑢

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
43
Si procede quindi al calcolo del costo variabile unitario:
𝐶𝑣𝑢 =𝐶𝑣𝐴 + 𝐶𝑣𝐵 + 𝐶𝑣𝐶 + 𝐶𝑣𝐷
𝑄𝑐𝑜𝑛𝑓
𝐶𝑣𝐴 = 950.000𝑝𝑧
𝑎𝑛𝑛𝑜∙
1
𝑄𝐴∙ (𝑐𝐿𝐴
+ 𝑐𝑀𝑎𝑡) = 950.000𝑝𝑧
𝑎𝑛𝑛𝑜∙
1
0,92∙ (0,8
€
𝑝𝑧+ 1,2
€
𝑝𝑧) ≅ 2.065.217
€
𝑎𝑛𝑛𝑜
𝐶𝑣𝐵 = 950.000𝑝𝑧
𝑎𝑛𝑛𝑜∙ (𝑐𝐿𝐵
+ 𝑐𝑐𝑜𝑚𝑝) = 950.000𝑝𝑧
𝑎𝑛𝑛𝑜∙ (3
€
𝑝𝑧+ 2
€
𝑝𝑧) = 4.750.000
€
𝑎𝑛𝑛𝑜
𝐶𝑣𝐶 =950.000
𝑝𝑧𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 𝑄𝐵(𝑐𝐿𝐶+ 𝑐𝑐𝑜𝑛𝑓) =
950.000𝑝𝑧
𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 0,9 ∙ (0,15€
𝑐𝑜𝑛𝑓+ 0,02
€
𝑐𝑜𝑛𝑓)
≅ 72.675 €
𝑎𝑛𝑛𝑜
𝐶𝑣𝐷 =950.000
𝑝𝑧𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓∙ 8
𝑐𝑜𝑛𝑓𝑝𝑎𝑙𝑙𝑒𝑡
∙ 𝑄𝐵(𝑐𝑝𝑎𝑙𝑙𝑒𝑡) =950.000
𝑝𝑧𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓∙ 8
𝑐𝑜𝑛𝑓𝑝𝑎𝑙𝑙𝑒𝑡
∙ 0,9 ∙ (8€
𝑝𝑎𝑙𝑙𝑒𝑡) ≅ 427.500
€
𝑎𝑛𝑛𝑜
Il volume complessivo di confezioni conformi, 𝑄𝑐𝑜𝑛𝑓, è dato dal volume annuale del collo di bottiglia al
netto delle perdite di qualità.
𝑄𝑐𝑜𝑛𝑓 =950.000
𝑝𝑧𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 𝑄𝐵 =950.000
𝑝𝑧𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 0,9 = 427.500𝑐𝑜𝑛𝑓
𝑎𝑛𝑛𝑜
Il costo variabile unitario è quindi:
𝐶𝑣𝑢 =𝐶𝑣𝐴 + 𝐶𝑣𝐵 + 𝐶𝑣𝐶 + 𝐶𝑣𝐷
𝑄𝑐𝑜𝑛𝑓=
=2.065.217
€𝑎𝑛𝑛𝑜
+ 4.750.000 €
𝑎𝑛𝑛𝑜+ 72.675
€𝑎𝑛𝑛𝑜
+ 427.500 €
𝑎𝑛𝑛𝑜
427.500𝑝𝑧
𝑎𝑛𝑛𝑜
= 17,11€
𝑐𝑜𝑛𝑓
Si può quindi calcolare il BEP:
𝐵𝐸𝑃 =𝐶𝐹
𝑝 − 𝐶𝑣𝑢=
200.000 €
𝑎𝑛𝑛𝑜
40€
𝑐𝑜𝑛𝑓− 17,11
€𝑐𝑜𝑛𝑓
≅ 8738 𝑐𝑜𝑛𝑓
𝑎𝑛𝑛𝑜
Determinare il massimo budget stanziabile per il progetto di miglioramento
Si ipotizzi ora che il management, contestualmente alla decisione di dimensionamento della stazione D,
voglia avviare un progetto per il miglioramento della qualità sulla stazione B, al fine di innalzare il tasso di
qualità di 1 punto percentuale. A tal proposito si procede a valutare il massimo budget da stanziare per il
progetto tale da consentire un incremento del profitto annuo pari al 5%. Si consideri un periodo di
ammortamento dell'intervento pari a 5 anni. Si indichi inoltre la nuova capacità produttiva minima di targa
della stazione D.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
44
SI calcola nuovamente l’OEE della stazione B considerando il tasso di qualità pari a 0,91.
𝑂𝐸𝐸𝐵∗ =
𝑇𝑂𝑁
𝑇𝑒𝑚𝑝𝑜 𝐶𝑎𝑟𝑖𝑐𝑜 ∙ 𝑄𝐵
∗ =3694,4
ℎ𝑎𝑛𝑛𝑜
16ℎ
𝑔𝑔∙ 240
𝑔𝑔𝑎𝑛𝑛𝑜
∙ 0,91 ≅ 0,876
Si calcola quindi il tempo ciclo reale e la capacità produttiva reale ella macchina B.
𝑇𝐶𝑖𝑐𝑙𝑜𝑟𝑒𝐵=
𝑇𝐶𝑖𝑐𝑙𝑜𝑡ℎ𝐴
𝑂𝐸𝐸𝐵=
14𝑠𝑒𝑐𝑝𝑧
0,876≅ 15,98
𝑠𝑒𝑐
𝑝𝑧
𝐶𝑃𝑟𝑒𝐵=
1
𝑇𝐶𝑖𝑐𝑙𝑜𝑟𝑒𝐵
∙1
2
𝑐𝑜𝑛𝑓
𝑝𝑧∙
1
8
𝑝𝑎𝑙𝑙𝑒𝑡
𝑐𝑜𝑛𝑓∙ 3600
𝑠𝑒𝑐
ℎ≅ 14,08
𝑝𝑎𝑙𝑙𝑒𝑡
ℎ
L’incremento percentuale del tasso di qualità della stazione B non modifica il collo di bottiglia che rimane la
stazione B.
Si procede al calcolo del profitto nel caso 1 (QB = 0,9) e nel caso 2 (QB = 0,91).
𝜋1 = (𝑝 − 𝐶𝑣𝑢) ∙ 𝑄𝑐𝑜𝑛𝑓 − 𝐶𝐹 = (40€
𝑐𝑜𝑛𝑓− 17,11
€
𝑐𝑜𝑛𝑓) ∙ 427.500
𝑐𝑜𝑛𝑓
𝑎𝑛𝑛𝑜− 200.000
€
𝑎𝑛𝑛𝑜
= 9.585.475€
𝑎𝑛𝑛𝑜
Per il calcolo del profitto nel caso 2 occorre calcolare il costo variabile unitario e il numero di unità conformi
prodotte nell’anno nel caso di QB = 0,91:
𝐶𝑣𝑢∗ =
𝐶𝑣𝐴 + 𝐶𝑣𝐵 + 𝐶𝑣𝐶∗ + 𝐶𝑣𝐷
∗
𝑄𝑐𝑜𝑛𝑓∗
𝐶𝑣𝐶∗ =
950.000𝑝𝑧
𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 𝑄𝐵∗ ∙ (𝑐𝐿𝐶
+ 𝑐𝑐𝑜𝑛𝑓) =950.000
𝑝𝑧𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 0,91 ∙ (0,15€
𝑐𝑜𝑛𝑓+ 0,02
€
𝑐𝑜𝑛𝑓)
≅ 73.483 €
𝑎𝑛𝑛𝑜
𝐶𝑣𝐷∗ =
950.000𝑝𝑧
𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓∙ 8
𝑐𝑜𝑛𝑓𝑝𝑎𝑙𝑙𝑒𝑡
∙ 𝑄𝐵∗ ∙ (𝑐𝑝𝑎𝑙𝑙𝑒𝑡) =
950.000𝑝𝑧
𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓∙ 8
𝑐𝑜𝑛𝑓𝑝𝑎𝑙𝑙𝑒𝑡
∙ 0,91 ∙ (8€
𝑝𝑎𝑙𝑙𝑒𝑡) ≅ 432.250
€
𝑎𝑛𝑛𝑜
Il volume complessivo di confezioni conformi, 𝑄𝑐𝑜𝑛𝑓, è dato dal volume annuale del collo di bottiglia al
netto delle perdite di qualità.
𝑄𝑐𝑜𝑛𝑓∗ =
950.000𝑝𝑧
𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 𝑄𝐵∗ =
950.000𝑝𝑧
𝑎𝑛𝑛𝑜
2𝑝𝑧
𝑐𝑜𝑛𝑓
∙ 0,91 = 432.250𝑐𝑜𝑛𝑓
𝑎𝑛𝑛𝑜
𝐶𝑣𝑢∗ =
𝐶𝑣𝐴 + 𝐶𝑣𝐵 + 𝐶𝑣𝐶∗ + 𝐶𝑣𝐷
∗
𝑄𝑐𝑜𝑛𝑓∗ =
=2.065.217
€𝑎𝑛𝑛𝑜 + 4.750.000
€𝑎𝑛𝑛𝑜 + 73.483
€𝑎𝑛𝑛𝑜 + 432.250
€𝑎𝑛𝑛𝑜
432.250𝑝𝑧
𝑎𝑛𝑛𝑜
= 16,93€
𝑐𝑜𝑛𝑓
Il profitto nel caso 2 è quindi dato da:
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
45
𝜋2 = (𝑝 − 𝐶𝑣𝑢∗) ∙ 𝑄𝑐𝑜𝑛𝑓
∗ − 𝐶𝐹 = (40€
𝑐𝑜𝑛𝑓− 16,93
€
𝑐𝑜𝑛𝑓) ∙ 432.250
𝑐𝑜𝑛𝑓
𝑎𝑛𝑛𝑜− 200.000
€
𝑎𝑛𝑛𝑜=≅
9.772.008€
𝑎𝑛𝑛𝑜
Il massimo budget da stanziare per il progetto di miglioramento (con ammortamento 5 anni) della qualità,
mantenendo un incremento del 5% annuo, si calcola nel seguente modo:
𝐵𝑎𝑑𝑔𝑒𝑡𝑀𝑎𝑥 = [𝜋2 − 𝜋1 ∙ 1,05] ∙ 5 = [9.772.008€
𝑎𝑛𝑛𝑜− 9.585.475
€
𝑎𝑛𝑛𝑜∙ 1,05] ∙ 5 = −1.463.704 < 0
Poiché il valore risulta essere negativo, non vi è convenienza ad investire nel progetto di miglioramento se
questo apporta solo un incremento dell’1% sul tasso di qualità della stazione B, non garantendo un
incremento tale di profitto tale da poter sostenere un costo (positivo) per il progetto e un incremento
annuo del profitto pari al 5%.
Capacità minima di targa della macchina D
Nel caso con QB=0,91, avendo calcolato nuovamente la capacità produttiva reale della stazione B, si
imposterebbe la capacità teorica della macchina D pari a tale nuovo valore calcolato in precedenza,
analogamente al punto 2.
Commenti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
46
2° SEZIONE
Sistemi di movimentazione e di stoccaggio

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
47
(ex 1)
Un impianto industriale produce mattoni prefabbricati per costruzioni edili. La materia prima in
polvere viene trasportata dal magazzino (M) alla linea di produzione attraverso un sistema di trasporto
pneumatico, e scaricata in una tramoggia (T) che alimenta un nastro trasportatore (N). Il nastro
trasportatore trasporta la materia prima ad una macchina compattatrice (A) che realizza i mattoni di
dimensioni 80 x 12 x 30 cm; non tutte le lavorazioni effettuate dalla macchina (A) vanno però a buon fine:
una parte (q) dei mattoni che escono dalla macchina (A) sono incompleti o in parte sbriciolati. Per questo
motivo, un dispositivo ottico automatico (D) provvede a scaricare dal nastro i mattoni imperfetti, che
vengono rimacinati nella macchina (B), che dispone di un piccolo buffer nel punto di immissione del
materiale; la materia prima così recuperata viene quindi reimmessa nella tramoggia (T); in realtà nel
processo, una parte di materia prima si perde e non è più recuperabile, ma questa quantità è
assolutamente trascurabile.
I costruttori delle macchine A e B hanno fornito i dati di targa relativi all'affidabilità di entrambi i
macchinari; sono quindi noti i tempi medi di attesa tra due guasti per la macchina A (M/A) e per la
macchina B (M/B). Insieme con il reparto manutenzione si è stimato, per entrambe le macchine, un unico
tempo medio di riparazione, necessario per ripristinare la piena funzionalità (F). Il direttore di produzione
ha stimato che i rallentamenti incidono sull'efficienza delle singole macchine riducendo in media il tempo
operativo di (e) percento. L'impianto produttivo è aperto per (ga) giorni all'anno; durante questo periodo,
l'impianto lavora su (n) turni per (gg) giorni all'anno e per i rimanenti (ga-gg) giorni è fermo per operazioni
di manutenzione preventiva straordinaria e per altre ragioni organizzative aziendali.
L'impianto produttivo deve essere dimensionato per soddisfare una domanda (d) variabile nei
prossimi tre esercizi. Con i dati di seguito esposti, si scelga il tipo di nastro N (piano / a conca) che trasporta
la materia prima fino alla macchina A, e se ne effettui il dimensionamento di massima (larghezza del
nastro).
Si ricordi che i nastri disponibili in commercio hanno le seguenti larghezze, in mm:
300, 400, 500, 650, 800, 1000, 1200, 1400, 1600, 1800, 2000.
Infine, si calcoli la minima capacità produttiva di targa delle macchine A e B.
Rappresentazione del processo produttivo
N
B
D
A
T
M

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
48
Dati necessari per la risoluzione
(d1) Domanda di prodotto finito nell'anno 1 = 50.000.000 Mattoni
(d2) Domanda di prodotto finito nell'anno 2 = 60.000.000 Mattoni
(d3) Domanda di prodotto finito nell'anno 3 = 45.000.000 Mattoni
(ga) Tempo annuo di apertura impianto = 240 Giorni
(gg) Tempo in cui l'impianto lavora, nell'anno = 210 Giorni
(n) numero di turni da 8 ore al giorno = 1
(M/A) tempo medio di attesa tra i guasti, macchina A = 1300 H
(M/B) tempo medio di attesa tra i guasti, macchina B = 1600 H
(F) tempo medio di riparazione del guasto, per macchina A o B = 50 H
(e) % di riduzione del tempo operativo per rallentamenti = 12%
(q) % di mattoni difettosi che vengono inviati alla macchina B = 15%
Risoluzione
Calcolo della capacità produttiva minima di targa di A e B
Il primo punto da sviluppare per la risoluzione dell’esercizio proposto è il calcolo della capacità
produttiva minima di targa delle macchine A e B. Tale operazione è da anteporre al dimensionamento del
nastro trasportatore, poiché la capacità produttiva massima (i.e. ideale) della macchina A è indispensabile
per il calcolo del volume di materiale che esso deve trasportare nell’unità di tempo, grandezza a sua volta
necessaria per il calcolo della larghezza utile e totale del nastro.
Per prima cosa è necessario calcolare il tempo operativo netto relativo alle due macchine, in
particolare, utilizzando la formula generale per il calcolo del tempo operativo netto, per la macchina A si
ha:
𝑇𝑂𝑝𝑁𝐴= 𝑇𝐶𝐴
∙ 𝐸𝑝𝐴∙ 𝐷𝐴
dove 𝑇𝑂𝑝𝑁𝐴 è il tempo operativo netto della macchina A,
𝑇𝐶𝐴 è il tempo carico della macchina A,
𝐸𝑝𝐴 è l’efficienza delle prestazioni della macchina A,
𝐷𝐴 è la disponibilità della macchina A.
La formula può essere riscritta facendo riferimento ai dati forniti in precedenza. Si ottiene il valore
finale:
𝑇𝑂𝑝𝑁𝐴= 𝑇𝐶𝐴
∙ 𝐸𝑝𝐴∙ 𝐷𝐴 = 1423,6 ℎ
dove 𝑇𝐶𝐴= 𝑔𝑔 ∙ 𝑁 ∙ 8ℎ
𝐸𝑝𝐴= (1 − 𝑒)

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
49
𝐷𝐴 =𝑀/𝐴
𝑀 𝐴⁄ +𝐹
Analogamente per la macchina B si ha:
𝑇𝑂𝑝𝑁𝐵= 1433,6 𝑜𝑟𝑒
dove 𝑇𝑂𝑝𝑁𝐵 è il tempo operativo netto della macchina B.
Disponendo di tutti i dati necessari, si procede al calcolo delle due capacità produttive minime di
targa. In particolare, la capacità produttiva della macchina A deve essere regolata sulla domanda annua
massima, incrementata del 15% a causa degli scarti, poiché si è supposto che in ogni anno si rispetterà la
domanda senza scorte tra un anno e l’altro. La formula utilizzata è la seguente:
𝐶𝑝𝐴=
𝑚𝑎𝑥𝑖{𝐷𝑖}
(1 − 𝑞) ∙ 𝑇𝑂𝑝𝑁𝐴∙ 3600
𝑠ℎ
= 13,77 𝑇𝑎𝑣𝑜𝑙𝑒𝑡𝑡𝑒
𝑠𝑒𝑐𝑜𝑛𝑑𝑜
dove 𝐶𝑝𝐴 è la capacità minima di targa della macchina A,
𝑚𝑎𝑥𝑖{𝐷𝑖} è la domanda annua massima,
𝑞 è il tasso di qualità della macchina A.
Infine, per la macchina B la capacità produttiva deve essere tarata sul flusso di mattoni scartati dalla
macchina A, mediante la formula che segue:
𝐶𝑝𝐵=
𝑚𝑎𝑥𝑖{𝐷𝑖} ∙ 𝑞
(1 − 𝑞) ∙ 𝑇𝑂𝑝𝑁𝐵∙ 3600
𝑠ℎ
= 2,05 𝑇𝑎𝑣𝑜𝑙𝑒𝑡𝑡𝑒
𝑠
dove 𝐶𝑝𝐵 è la capacità minima di targa della macchina B,
Dimensionamento del nastro trasportatore N
Il primo passo per il dimensionamento del nastro trasportatore N è il calcolo della portata
volumetrica richiesta dalla macchina A, affinché essa sia costantemente rifornita. La formula utilizzata è la
seguente:
𝑄𝐴 = 𝐶𝑝𝐴∙ (𝑉) = 𝐶𝑝𝐴
∙ (𝑙 ∙ ℎ ∙ 𝑑) = 0,39666 𝑚3
𝑠
dove 𝑄𝐴 è la portata volumetrica,
𝐶𝑝𝐴 è la capacità produttiva della macchina A,
𝑉 è il volume che occupa una singola tavoletta,

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
50
𝑙 è la lunghezza della tavoletta,
ℎ è l’altezza,
𝑑 è la larghezza.
Nastro piano
Ipotizzando un nastro di tipo piano (i.e. con velocità massima di trasporto pari a 1 m/s) la larghezza
utile del nastro può essere calcolata mediante la seguente formula:
𝑏 = √𝑉𝐴
^
0,067 ∙ 𝑣= 2,4331730 𝑚
dove 𝑏 è la larghezza utile del nastro,
v è la velocità massima del nastro.
Di conseguenza, la larghezza totale del nastro trasportatore è pari a
𝐵 =𝑏 + 0,05
0,9= 2,76 𝑚
La misura eccede le misure commerciali disponibili, è dunque necessario procedere con l’ipotesi di
un nastro a conca.
Nastro a conca
Ipotizzando un nastro a conca (i.e. con velocità massima di trasporto pari a 3 m/s) si ha:
𝑏 = √𝑉𝐴
^
0,122 ∗ 𝑣= 1,04 𝑚
𝐵 =𝑏 + 0,05
0,9= 1,212 𝑚
Infine, arrotondando la larghezza ottenuta alla misura commerciale, si ottiene un nastro di larghezza
pari a 1,4 m.
Commenti
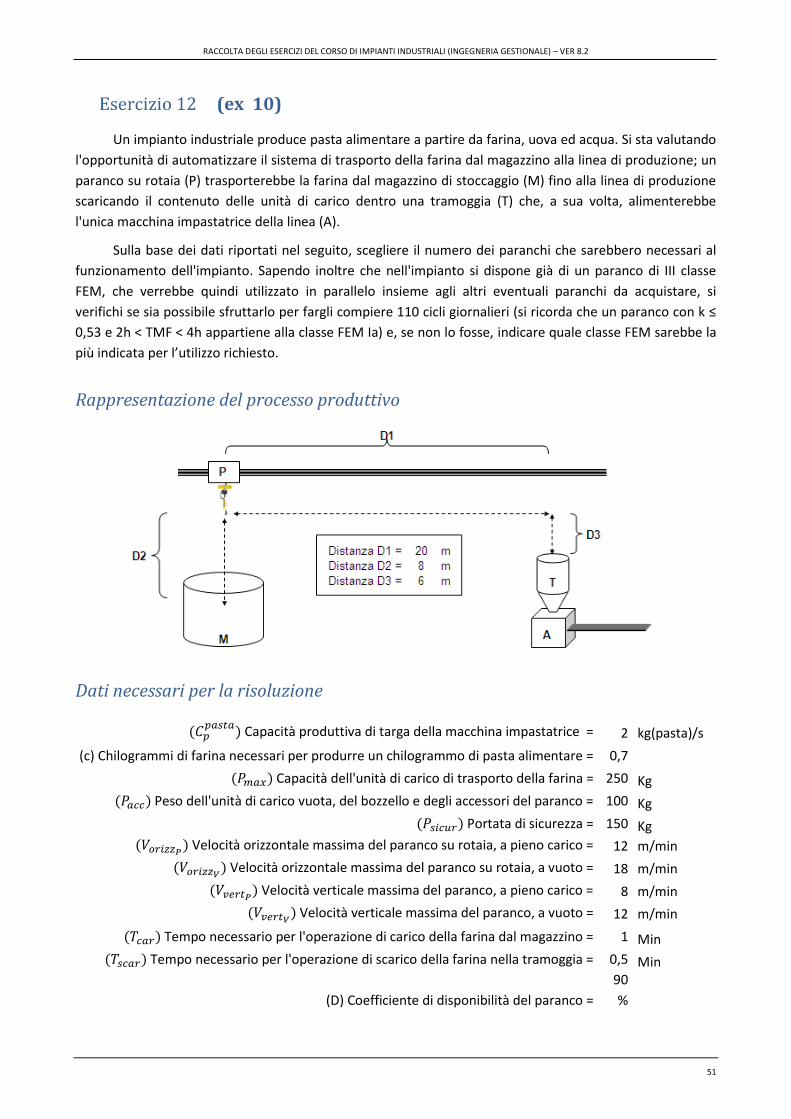
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
51
(ex 10)
Un impianto industriale produce pasta alimentare a partire da farina, uova ed acqua. Si sta valutando
l'opportunità di automatizzare il sistema di trasporto della farina dal magazzino alla linea di produzione; un
paranco su rotaia (P) trasporterebbe la farina dal magazzino di stoccaggio (M) fino alla linea di produzione
scaricando il contenuto delle unità di carico dentro una tramoggia (T) che, a sua volta, alimenterebbe
l'unica macchina impastatrice della linea (A).
Sulla base dei dati riportati nel seguito, scegliere il numero dei paranchi che sarebbero necessari al
funzionamento dell'impianto. Sapendo inoltre che nell'impianto si dispone già di un paranco di III classe
FEM, che verrebbe quindi utilizzato in parallelo insieme agli altri eventuali paranchi da acquistare, si
verifichi se sia possibile sfruttarlo per fargli compiere 110 cicli giornalieri (si ricorda che un paranco con k ≤
0,53 e 2h < TMF < 4h appartiene alla classe FEM Ia) e, se non lo fosse, indicare quale classe FEM sarebbe la
più indicata per l’utilizzo richiesto.
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(𝐶𝑝𝑝𝑎𝑠𝑡𝑎
) Capacità produttiva di targa della macchina impastatrice = 2 kg(pasta)/s
(c) Chilogrammi di farina necessari per produrre un chilogrammo di pasta alimentare = 0,7
(𝑃𝑚𝑎𝑥) Capacità dell'unità di carico di trasporto della farina = 250 Kg
(𝑃𝑎𝑐𝑐) Peso dell'unità di carico vuota, del bozzello e degli accessori del paranco = 100 Kg
(𝑃𝑠𝑖𝑐𝑢𝑟) Portata di sicurezza = 150 Kg
(𝑉𝑜𝑟𝑖𝑧𝑧𝑃) Velocità orizzontale massima del paranco su rotaia, a pieno carico = 12 m/min
(𝑉𝑜𝑟𝑖𝑧𝑧𝑉) Velocità orizzontale massima del paranco su rotaia, a vuoto = 18 m/min
(𝑉𝑣𝑒𝑟𝑡𝑃) Velocità verticale massima del paranco, a pieno carico = 8 m/min
(𝑉𝑣𝑒𝑟𝑡𝑉) Velocità verticale massima del paranco, a vuoto = 12 m/min
(𝑇𝑐𝑎𝑟) Tempo necessario per l'operazione di carico della farina dal magazzino = 1 Min
(𝑇𝑠𝑐𝑎𝑟) Tempo necessario per l'operazione di scarico della farina nella tramoggia = 0,5 Min
(D) Coefficiente di disponibilità del paranco =
90
%

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
52
Risoluzione
Dimensionamento del sistema di trasporto
Il primo passo per la determinazione del numero di paranchi necessari è il calcolo del tempo ciclo
reale del paranco, dato dalla somma dei tempi di movimentazione orizzontale e verticale, a pieno e vuoto,
e dei tempi di carico e scarico della farina, a sua volta divisa per il coefficiente di disponibilità:
𝑇𝑐𝑖𝑐𝑙𝑜 = (𝐷2 + 𝐷3
𝑉𝑣𝑒𝑟𝑡𝑉
+𝐷2 + 𝐷3
𝑉𝑣𝑒𝑟𝑡𝑃
+𝐷1
𝑉𝑜𝑟𝑖𝑧𝑧𝑉
+𝐷1
𝑉𝑜𝑟𝑖𝑧𝑧𝑃
+ 𝑇𝑐𝑎𝑟 + 𝑇𝑠𝑐𝑎𝑟) ∙ 60 𝑠
𝑚𝑖𝑛∙
1
𝐷= 480 𝑠
Successivamente è necessario calcolare la quantità di pasta che il sistema di trasporto deve garantire
nell’unità di tempo affinché la tramoggia sia in grado di alimentare in modo continuativo la macchina
impastatrice. Tale quantità è dunque tarata sulla capacità produttiva della macchina A:
𝐶𝑝𝑓𝑎𝑟𝑖𝑛𝑎 = 𝐶𝑝
𝑝𝑎𝑠𝑡𝑎∙ 𝑐 = 1,4
𝑘𝑔
𝑠
A questo punto, disponendo della capacità dell’unità di carico di trasporto della farina, è immediato il
calcolo del tempo ciclo richiesto al sistema di trasporto asservito alla tramoggia:
𝑇𝑐 =𝑃𝑚𝑎𝑥
𝐶𝑝𝑓𝑎𝑟𝑖𝑛𝑎
= 178,6 𝑠
Infine si calcola il numero di paranchi necessari:
𝑁 = ⌈𝑇𝑐𝑖𝑐𝑙𝑜
𝑇𝑐⌉ = 3 𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖
Verifica della usabilità del paranco disponibile
Al fine di stabilire se sia possibile sfruttare il paranco disponibile è necessario determinare a quale
classe FEM il paranco dovrebbe appartenere per poter soddisfare le specifiche del testo. In tal senso si
procede al calcolo del tempo medio di funzionamento, mediante la seguente formula:
𝑇𝑀𝐹 = (𝐷2 + 𝐷3
𝑉𝑣𝑒𝑟𝑡𝑉
+𝐷2 + 𝐷3
𝑉𝑣𝑒𝑟𝑡𝑃
) ∙𝑁𝑐𝑖𝑐𝑙𝑖
60 𝑚𝑖𝑛
ℎ
= 5,35 ℎ
Dove Ncicli è pari a 110 cicli/giorno
Successivamente si calcola la portata nominale del paranco:
𝑃𝑛𝑜𝑚 = 𝑃𝑠𝑖𝑐𝑢𝑟 + 𝑃𝑎𝑐𝑐 + 𝑃𝑚𝑎𝑥 = 500 𝑘𝑔
A questo punto si ricava il coefficienti cubico del paranco disponibile, determinando
preventivamente tutti i coefficienti necessari:
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
53
𝛽 =𝑃𝑚𝑎𝑥
𝑃𝑛𝑜𝑚= 0,5
𝛾 =𝑃𝑎𝑐𝑐
𝑃𝑛𝑜𝑚= 0,2
𝜏𝑖 =
𝐷2 + 𝐷3𝑉𝑣𝑒𝑟𝑡𝑃
𝐷2 + 𝐷3𝑉𝑣𝑒𝑟𝑡𝑉
+𝐷2 + 𝐷3
𝑉𝑣𝑒𝑟𝑡𝑃
= 0,6
𝜏𝑣 =
𝐷2 + 𝐷3𝑉𝑣𝑒𝑟𝑡𝑣
𝐷2 + 𝐷3𝑉𝑣𝑒𝑟𝑡𝑉
+𝐷2 + 𝐷3
𝑉𝑣𝑒𝑟𝑡𝑃
= 0,4
𝑘 = √𝜏𝑖 ∗ (𝛽 + 𝛾)3 + 𝜏𝑣 ∗ (𝛾)33= 0,593
Ricordando che un paranco con 0,53 ≤ k ≤ 0,67 e 4h < TMF < 8h appartiene alla classe FEM III, si
conclude che il paranco è adatto ad effettuare i 110 cicli giornalieri previsti.
Commenti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
54
(ex 12)
Un impianto industriale produce mattonelle di conglomerato sintetico destinati a successivi usi
industriali. La materia prima in grani (densità 1 ton/mc) viene trattata da una prima macchina (C), quindi
trasportata sul nastro a conca (N1) fino ad una tramoggia (T) che alimenta la seconda macchina A che
forma la mattonelle e le dispone sul nastro trasportatore (N2); non tutte le lavorazioni effettuate dalla
macchina (A) vanno però a buon fine: una parte (qa) delle mattonelle che escono dalla macchina (A) sono
incomplete o in parte sbriciolate. Per questo motivo, un primo dispositivo ottico automatico (C) provvede a
scaricare dal nastro i semilavorati imperfetti, che vengono destinati a processi secondari. I semilavorati
conformi giungono quindi alla macchina (B), che attraverso un processo termico ultima la lavorazione del
prodotto. Anche qua, una parte (qb) di prodotti finiti risulta invendibile; il dispositivo ottico (D) provvede a
scartarla reindirizzandola su un altro nastro.
Il costruttore della macchina (A) ha fornito i dati di targa relativi all'affidabilità; è quindi noto il Mean
Time Between Failures (MTBF_A) per la macchina (A) ed il suo Mean Down Time (MDT_A). La macchina (B)
ha inaffidabilità circa pari a 0. Si assuma per ciascuna delle macchina (A) e (B) una percentuale di
rallentamenti e microfermate pari ad (e)% del tempo operativo. L'efficienza della macchina (C) è invece
prossima al 100%. L'impianto produttivo è in funzione (gg) giorni all'anno; durante questo periodo, il
programma di produzione prevede che la macchina (C) lavori su 3 turni e le macchine (A) e (B) per 2 turni al
giorno.
L'impianto produttivo deve essere dimensionato per soddisfare una domanda (d). Con i dati di
seguito esposti, si effettui il dimensionamento del nastro N1 (determinando la larghezza del nastro), si
calcoli la capacità minima della tramoggia e la capacità produttiva minima di targa delle macchine A, B e C.
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(d) Domanda media giornaliera di prodotto finito = 1000 Kg
(qa) % di semilavorati scartati dal dispositivo C = 0,10
(qb) % di prodotti finiti scartati dal dispositivo D = 0,15
(gg) Tempo di funzionamento dell'impianto = 210 Giorni
(MTBF_A) Mean Time Between Failures macchina A = 1300 H

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
55
(MDT_A) Mean Down Time macchina A = 20 H
(e) % di riduzione del tempo operativo per rallentamenti = 0,1
(dens) densità del materiale = 1 ton/mc
Risoluzione
Dimensionamento del nastro trasportatore N1
Poiché il nastro trasportatore è asservito alla macchina C, si tara la larghezza del nastro sulla capacità
produttiva della macchina, calcolata mediante la seguente formula:
𝑄𝐶 =𝑑
(1 − 𝑞𝐵) ∙ (1 − 𝑞𝐴)= 1307,19
𝑘𝑔
𝑔𝑖𝑜𝑟𝑛𝑜=
1307,19 𝑘𝑔
𝑔𝑖𝑜𝑟𝑛𝑜
24 ℎ
𝑔𝑖𝑜𝑟𝑛𝑜 ∙ 3600 𝑠ℎ
∙ 𝑑𝑒𝑛𝑠= 1,5 ∙ 10−5
𝑚3
𝑠
E' evidente che la portata richiesta è talmente bassa (circa 2 mc/giorno) che la larghezza del nastro
sarà la minore di quelle commerciali (30 cm), quasi indipendentemente dalla velocità scelta.
Si procede per completezza al calcolo della larghezza utile e della larghezza totale del nastro
(ipotizzando una velocità del nastro pari a 3 m/s):
𝑏 = √𝑄𝑐
0,122 ∗ 𝑣= 0,006 𝑚
𝐵 =𝑏 + 0,05
0,9= 0,063 𝑚
I calcoli confermano l’evidenza precedentemente esposta.
Calcolo della capacità minima della tramoggia
La tramoggia, fungendo da buffer, serve ad accumulare il materiale che viene lavorato dalla
macchina C durante il periodo in cui la macchina A è ferma. Deve quindi essere sufficientemente grande per
"coprire" le 8 ore di produzione del turno notturno. Considerato però il rischio di rottura della macchina A,
è necessario prevedere di poter accumulare materiale anche durante il periodo in cui la macchina A è ferma
per riparazione, per non dover essere costretti a bloccare la macchina C; nel caso peggiore, il guasto
occorre esattamente nel momento di accensione della macchina A ad inizio del primo turno, ovvero
quando la tramoggia ha già accumulato 8 ore di produzione della macchina C. La formula risultante è la
seguente:
𝐶𝑡𝑟𝑎𝑚𝑜𝑔 = 𝑄𝐶 ∙ 𝑑𝑒𝑛𝑠 ∙ 3600 𝑠
ℎ∙ (8 ℎ + 𝑀𝐷𝑇𝐴) = 1512 𝑘𝑔

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
56
Calcolo della capacità produttiva minima di targa delle macchine
La macchina A risente del proprio tasso di scarto e di quello della macchina B a valle; risente
parimenti delle perdite di velocità (efficienza delle prestazioni) proprie e di quelle della macchina B a valle
(assenza di buffer intermedio). Risente infine della propria indisponibilità per guasti (ricordiamo che B non
ha perdite di disponibilità e quindi DB = 1). La formula utilizzata è la seguente:
𝐶𝑝𝐴𝑚𝑖𝑛 =
𝑑
16 ℎ∙
1
𝐷𝐴 ∙ (1 − 𝑒)2 ∙ (1 − 𝑞𝐵) ∙ (1 − 𝑞𝐴)= 102,42
𝑘𝑔
ℎ
𝑑𝑜𝑣𝑒 𝐷𝐴 = (𝑀𝑇𝐵𝐹𝐴
𝑀𝑇𝐵𝐹𝐴 + 𝑀𝐷𝑇𝐴)
La macchina B risente soltanto del proprio tasso di scarto ma non di quello della macchina A poiché
questa, a monte rispetto ad essa, è seguita da un sistema di controllo di qualità che elimina i pezzi non
conformi; al contrario, risente dell'inefficienza della macchina A a monte, sia come perdite di velocità sia
come indisponibilità, (assenza di buffer intermedio).
𝐶𝑝𝐵𝑚𝑖𝑛
𝑑
16 ℎ∙
1
𝐷𝐴 ∙ (1 − 𝑒)2 ∙ (1 − 𝑞𝐵)= 92,17
𝑘𝑔
ℎ
Infine, considerata la presenza della tramoggia (buffer), la macchina C è disaccoppiata dalle macchine
A e B, per cui la sua capacità produttiva non dipende dalla disponibilità o dall'efficienza delle prestazioni di
A e B ma solo dal loro tasso di qualità.
𝐶𝑝𝐶 =𝑑
24 ℎ ∙
1
(1 − 𝑞𝐵) ∙ (1 − 𝑞𝐴)= 54,47
𝑘𝑔
ℎ
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
57
(ex 23)
Nell'antica distilleria di whiskey dell'isola di Wyandor, la fase terminale del processo produttivo
prevede l'imbottigliamento del distillato attraverso l'utilizzo di tre linee gemelle, alimentate da un unico
serbatoio di stoccaggio (S). Il serbatoio viene a sua volta alimentato dalle botti in cui il whiskey viene
invecchiato, che vengono prelevate da paranchi su rotaie direttamente all'interno della cantina e svuotate
nell'imbuto (T). La manodopera di conduzione dei paranchi opera continuativamente su due turni da 8 ore
al giorno per quasi tutto l'anno. In ciascuna linea di imbottigliamento le bottiglie avanzano su nastri
trasportatori, e vengono lavate nella macchina lavabottiglie (L), riempite nella macchina riempitrice (R),
chiuse nella macchina sigillatrice (S), etichettate nella macchina etichettatrice (E). Tutte le tre linee
convergono poi in una unica macchina confezionatrice (C), in cui le bottiglie sono disposte nei cartoni a
gruppi di sei. Le linee di imbottigliamento operano continuativamente per 10 ore al giorno. Tra le macchine
non vi è buffer.
All'interno della macchina lavabottiglie (L), le bottiglie vengono lavate con una piccola quantità di
whiskey, prima di essere riempite. Per ciascuna bottiglia vengono utilizzati 5 centilitri di whiskey, che va
perso dopo il lavaggio. Nelle distilleria di Wyandor si utilizzano solo bottiglie da 0,750 litri. Nel tentativo di
far marciare il sistema produttivo al massimo ritmo produttivo, si richiede di dimensionare le risorse
scegliendo la capacità produttiva di targa della macchina C, nonché la capacità minima del serbatoio S,
numero e classe FEM dei paranchi, ricordando che un paranco con k>0,67 e TMF<0,5h appartiene al gruppo
FEM Ib. Si noti che lo svuotamento della botte nel serbatoio (S) avviene in quota. I dati delle risorse
tecniche sono riportati nel seguito.
Il Direttore di Produzione sta poi valutando l'opportunità di far marciare anche le tre linee di
produzione su due turni, facendo così in modo che il reparto imbottigliamento lavori contemporaneamente
alla manodopera di conduzione dei paranchi, pur senza voler aumentare il volume produttivo. Per ottenere
tale risultato, pur attraverso una spinta ottimizzazione dei turni degli operatori delle macchine delle tre
linee, è necessario sostenere un costo di straordinario annuo complessivo di circa 20'000 euro. Si valuti la
convenienza di adottare questa nuova organizzazione, motivando la scelta attraverso precise
determinazioni quantitative.
Rappresentazione del processo produttivo
S
T
L1 R1 S1 E1
CL2 R2 S2 E2
L3 R3 S3 E3
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
58
Dati necessari per la risoluzione
(Tcar) Tempo fisso di carico di una botte su un paranco = 40 S
(Tsca) Tempo fisso di scarico di una botte da un paranco = 25 S
(Tsvu) Tempo fisso di svuotamento di una botte = 240 S
(Vvert) Velocità di salita o discesa di un paranco, a pieno carico o a vuoto = 3 m/min
(Voriz) Velocità di traslazione su rotaia di un paranco, a pieno carico o a vuoto = 10 m/min
(EpPar) Efficienza delle prestazioni per i paranchi = 90%
(Lm) Lunghezza orizzontale della rotaia del paranco = 35 M
(Lh) Dislivello verticale da superare per portare il paranco in quota = 4 M
(Pacc) Peso del bozzello, del gancio e degli accessori del paranco = 15 Kg
(Disp) Disponibilità di ciascuna macchina = 85%
(Ep) Efficienza delle prestazioni per ciascuna macchina = 92%
(IQ) Indice di qualità rilevato prima della macchina C = 97%
(TcL) Tempo ciclo di targa macchine L = 3 s/bottiglia
(TcR) Tempo ciclo di targa macchine R = 4 s/bottiglia
(TcS) Tempo ciclo di targa macchine S = 3,5 s/bottiglia
(TcE) Tempo ciclo di targa macchine E = 2 s/bottiglia
(Cbot) Capacità della botte di whiskey = 150 Litri
(Pbot) Peso della botte di whiskey, vuota = 25 Kg
(dens) Densità relativa del whiskey = 0,87
(CW) costo di produzione del whiskey, al litro = 15 €
(int) tasso di interesse annuo passivo = 10%
Risoluzione
Capacità produttiva di targa della macchina confezionatrice
Per determinare la capacità produttiva della macchina confezionatrice C è necessario capire il tempo
di arrivo delle bottiglie dalle tre linee precedenti. Le macchine nelle linee sono tutte rigidamente
interconnesse poiché non vi sono buffer intermedi e i mezzi di trasporto tra le macchine sono nastri
trasportatori, pertanto qualora qualcuna si fermasse si fermerebbe l'intera linea. Essendo richiesto il dato
di targa della macchina C, mi devo porre nel caso migliore, ovvero quando le linee funzionano
perfettamente, senza perdite di tempo, per riuscire a capire il limite superiore di capacità produttiva della
macchina C. Non ha quindi senso considerare D, Ep o IQ. Non può, quindi, succedere che la macchina C
debba andare più veloce del massimo ritmo di produzione di una linea, moltiplicato per tre dato che sono 3
linee. Il massimo ritmo di produzione di una linea è dato dalla capacità produttiva di targa della macchina
più lenta, poiché in una linea rigidamente interconnessa i pezzi viaggiano alla stessa velocità candidata dalla
macchina più lenta, in questo caso la macchina R (1 bottiglia ogni 4 secondi). Alla macchina C arriva quindi
al massimo 1 bottiglia ogni 4/3=1,3333 secondi (tempo di linea diviso il numero delle linee). Dato che 1
cartone corrisponde a 6 bottiglie, riesco a capire che si deve lavorare al massimo 1 cartone ogni 6*1,3333=8
secondi. Quindi la capacità produttiva della macchina C, in cartoni al minuto, risulta essere pari a 60
sec/min diviso per 8 sec/cartone cioè 7,50 cartoni/minuto.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
59
Dimensionamento serbatoio S
Per dimensionare il serbatoio ci serve sapere quanto whiskey imbottiglio nelle tre linee. Sapendo
quindi il massimo ritmo produttivo dell’impianto pari a 1 bottiglia ogni 1,3333 secondi, in 10 ore ( pari a
36000 secondi) si processano al massimo 27'000 bottiglie quindi servono 27'000 * (0,75 + 0,05) = 21,6 mc di
whiskey, che i paranchi devono fornire nei due turni su cui lavora (16 ore). L'unica fase di accumulo risulta
essere quella in cui i paranchi lavorano e le linee no (6 ore) pertanto il serbatoio deve contenere al massimo
21,6 * 6/16 = 8,1 mc.
Dimensionamento del sistema di paranchi
Per dimensionare il paranco dobbiamo capire in base al suo tempo ciclo reale il numero di cicli,
ovvero il numero di botti che deve sollevare, per soddisfare le linee. Calcoliamo per prima cosa il tempo
ciclo reale del paranco poiché per dimensionarlo in maniera esatta dobbiamo metterci nel caso peggio, cioè
considerando le perdite di tempo che possono occorrere. Quindi dobbiamo calcolarci il tempo per ogni
singola operazione del paranco, carico, sollevamento, movimento orizzontale, scarico, per l’andata e per il
ritorno. Avremo quindi:
𝑇𝑒𝑚𝑝𝑜 𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 𝑑𝑒𝑙 𝑝𝑎𝑟𝑎𝑛𝑐𝑜 =(
𝑇𝑐𝑎𝑟+𝑇𝑠𝑐𝑎+𝑇𝑠𝑣𝑢
60 𝑠/𝑚𝑖𝑛+
𝐿ℎ∗2
𝑉𝑣𝑒𝑟𝑡+
𝐿𝑚∗2
𝑉𝑜𝑟𝑖𝑧
𝐸𝑝𝑃𝑎𝑟 = 16,4 𝑚𝑖𝑛𝑢𝑡𝑖
Calcoliamo ora quanti cicli devo compiere per alimentare la linea del totale di mc di whiskey
richiesto.
𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑖 𝑐𝑖𝑐𝑙𝑖 = 21,6 𝑚𝑐
𝐶𝑏𝑜𝑡 = 144 𝑐𝑖𝑐𝑙𝑖 𝑖𝑛 16 𝑜𝑟𝑒
Sapendo il tempo ciclo reale ed il numero di cicli che dobbiamo compiere possiamo ora calcolarci il
numero di paranchi necessario nel seguente modo:
𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑖 𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖 𝑛𝑒𝑐𝑒𝑠𝑠𝑎𝑟𝑖 =(16,4 𝑚𝑖𝑛)∗144 𝑐𝑖𝑐𝑙𝑖
60 𝑚𝑖𝑛/ℎ∗16 ℎ/𝑔= 2,46
Arrotondo per eccesso 2,46 => 3 paranchi e ne trovo il coefficiente di utilizzazione pari a 2,64/3 =0,
82.
Scegliamo ora la classe FEM dei nostri paranchi. Per far questo dobbiamo sapere individuare il
parametro Beta, Gamma, il TMF, Tau i, Tau v e Kcubico.
Per calcolare Beta dobbiamo capire il carico nominale del paranco in kg e si ottiene sommando il
peso della botte, ottenuta moltiplicando la capacità per la densità, il peso della botte vuota e il peso del
bozzello, ricordandoci di inserire per sicurezza un maggior peso. Avremo quindi:
𝐶𝑁 = 𝐶𝑎𝑟𝑖𝑐𝑜 𝑛𝑜𝑚𝑖𝑛𝑎𝑙𝑒 = 𝐶𝑏𝑜𝑡 ∗ 𝑑𝑒𝑛𝑠 + 𝑃𝑎𝑐𝑐 + 𝑃𝑏𝑜𝑡 + 150 𝑘𝑔 (𝑠𝑖𝑐𝑢𝑟𝑒𝑧𝑧𝑎) = 320,5 𝑘𝑔
Troviamo ora applicando le formule i vari coefficienti:
𝐵𝑒𝑡𝑎 = 𝐶𝑏𝑜𝑡∗𝑑𝑒𝑛𝑠
𝐶𝑁 = 0,407 𝐺𝑎𝑚𝑚𝑎 =
(𝑃𝑎𝑐𝑐+𝑃𝑏𝑜𝑡)
𝐶𝑁 = 0,125
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
60
𝑇𝑀𝐹 =
144
3∗
𝐿ℎ∗2
𝑉𝑣𝑒𝑟𝑡/60
3600= 2,13 𝑜𝑟𝑒
𝑇𝑎𝑢 𝑖 = 𝑇𝑎𝑢 𝑣 = 0,5 𝐾𝑐𝑢𝑏𝑖𝑐𝑜 = √(0,407 + 0,125)3 ∗ 0,5 + (0,125)3 ∗ 0,53
= 0,42
La classe FEM dei paranchi, individuabile da tabella è la 1a.
Scelta circa la modalità di organizzazione del lavoro
Non aumentando la produzione giornaliera, il principale vantaggio che si ottiene facendo in modo
che il reparto imbottigliamento lavori contemporaneamente alla manodopera di conduzione dei paranchi è
quello della eliminazione del serbatoio S, che - non dovendo più fare da buffer - passerebbe ad un volume
trascurabile (Cbot o poco più).
Se nel serbatoio è presente una giacenza media di whiskey pari a S/2 ovvero 4'050 litri, ciò equivale
ad un immobilizzo di 4'050 litri * 15 €/litro = 60'750 euro, ciò che al tasso di interesse del 10% comporta un
costo d'esercizio di 6'750 €/anno. Sostenere 20'000 euro di costi di straordinario per eliminare lo
stoccaggio del serbatoio non vale quindi la pena.
Più precisamente dovrebbero imputarsi alche altri costi di mantenimento per il whiskey nel serbatoio
(come ad esempio quelli per la manutenzione dello stesso, ecc.), che farebbero quindi crescere
leggermente la percentuale di costo oltre il 10%. Però l'incremento non riuscirebbe comunque a
compensare la differenza di costo con lo straordinario per la manodopera.
NOTA TECNICA: si noti che l'ipotesi di supporre che la giacenza media del serbatoio sia uguale alla
metà della sua giacenza massima (caso teorico) non viene invalidata dalla presenza di D, Ep e Iq o dal fatto
che nel lungo periodo non si mantengono le prestazioni ideali delle linee. Infatti, considerato che se le linee
rallentano o si fermano è possibile rallentare e - al limite - fermare il sistema di paranchi, nell'ipotesi di
accadimento casuale dei disturbi (ipotesi ragionevole su un periodo lungo come un anno), la giacenza
media rilevata non dovrebbe spostarsi eccessivamente da quella teoricamente ipotizzata.
Commenti
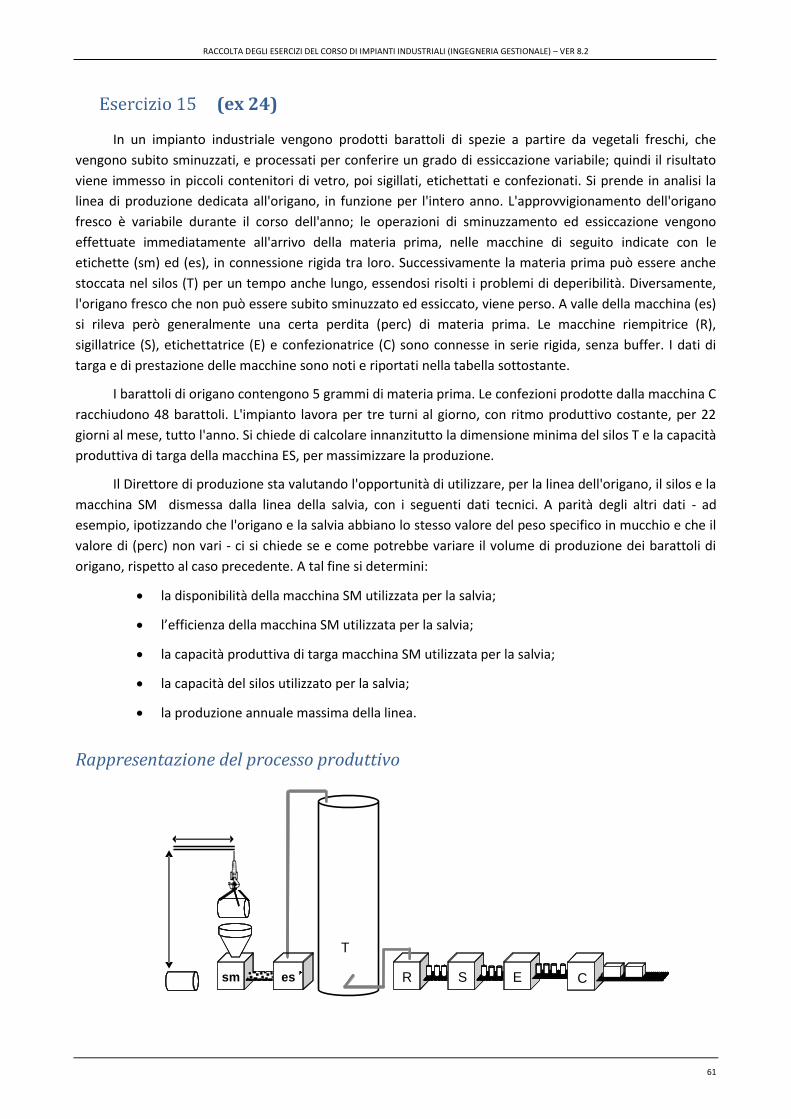
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
61
(ex 24)
In un impianto industriale vengono prodotti barattoli di spezie a partire da vegetali freschi, che
vengono subito sminuzzati, e processati per conferire un grado di essiccazione variabile; quindi il risultato
viene immesso in piccoli contenitori di vetro, poi sigillati, etichettati e confezionati. Si prende in analisi la
linea di produzione dedicata all'origano, in funzione per l'intero anno. L'approvvigionamento dell'origano
fresco è variabile durante il corso dell'anno; le operazioni di sminuzzamento ed essiccazione vengono
effettuate immediatamente all'arrivo della materia prima, nelle macchine di seguito indicate con le
etichette (sm) ed (es), in connessione rigida tra loro. Successivamente la materia prima può essere anche
stoccata nel silos (T) per un tempo anche lungo, essendosi risolti i problemi di deperibilità. Diversamente,
l'origano fresco che non può essere subito sminuzzato ed essiccato, viene perso. A valle della macchina (es)
si rileva però generalmente una certa perdita (perc) di materia prima. Le macchine riempitrice (R),
sigillatrice (S), etichettatrice (E) e confezionatrice (C) sono connesse in serie rigida, senza buffer. I dati di
targa e di prestazione delle macchine sono noti e riportati nella tabella sottostante.
I barattoli di origano contengono 5 grammi di materia prima. Le confezioni prodotte dalla macchina C
racchiudono 48 barattoli. L'impianto lavora per tre turni al giorno, con ritmo produttivo costante, per 22
giorni al mese, tutto l'anno. Si chiede di calcolare innanzitutto la dimensione minima del silos T e la capacità
produttiva di targa della macchina ES, per massimizzare la produzione.
Il Direttore di produzione sta valutando l'opportunità di utilizzare, per la linea dell'origano, il silos e la
macchina SM dismessa dalla linea della salvia, con i seguenti dati tecnici. A parità degli altri dati - ad
esempio, ipotizzando che l'origano e la salvia abbiano lo stesso valore del peso specifico in mucchio e che il
valore di (perc) non vari - ci si chiede se e come potrebbe variare il volume di produzione dei barattoli di
origano, rispetto al caso precedente. A tal fine si determini:
la disponibilità della macchina SM utilizzata per la salvia;
l’efficienza della macchina SM utilizzata per la salvia;
la capacità produttiva di targa macchina SM utilizzata per la salvia;
la capacità del silos utilizzato per la salvia;
la produzione annuale massima della linea.
Rappresentazione del processo produttivo
CR S Esm es
T

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
62
Dati necessari per la risoluzione
(T1Q) tasso di arrivo materia prima nei mesi gen-feb-mar-apr = 12,6 ton/mese
(T2Q) tasso di arrivo materia prima nei mesi mag-giu-lug-ago = 44,2 ton/mese
(T3Q) tasso di arrivo materia prima nei mesi sett-ott-nov-dic = 18,9 ton/mese
(Disp1) Disponibilità di ciascuna macchina SM ed ES = 95%
(Ep1) Efficienza delle prestazioni per ciascuna macchina SM ed ES = 92%
(perc) percentuale di materia prima persa alla fine del processo di essiccazione = 6%
(IQ1) Indice di qualità della macchina SM ed ES = 100%
(Disp2) Disponibilità di ciascuna macchina R, S, E, C = 88%
(Ep2) Efficienza delle prestazioni per ciascuna macchina R, S, E, C = 97%
(IQ2) Indice di qualità dei barattoli, rilevato prima della macchina C = 95%
(TcR) Tempo ciclo di targa macchina R = 0,2 s/barattolo
(TcS) Tempo ciclo di targa macchina S = 0,15 s/barattolo
(TcE) Tempo ciclo di targa macchina E = 0,12 s/barattolo
(TcC) Tempo ciclo di targa macchina C = 9,6 s/confez.
(DispSMsalv) Disponibilità della macch. SM utilizzata per la salvia = 95%
(EpSMsalv) Efficienza delle prestazioni della macch. SM utilizzata per la salvia = 96%
(CpSMsalv) Capacità produttiva di targa macch. SM utilizzata per la salvia = 1,5 kg/min
(CTsalv) Capacità del silos utilizzato per la salvia = 59,8 Ton
Risoluzione
Calcolo della dimensione minima del silos T
Per calcolare la dimensione del silos dobbiamo capire prima qual è la capacità produttiva
dell’impianto reale a regime della linea R,S,E,C, in modo tale da capire a che velocità si decumula in
serbatoio. In prima analisi possiamo notare che il silos disaccoppia la dinamica dell'accumulo stagionale dal
decumulo continuo. Verifichiamo quindi qual è il ritmo di produzione mensile della linea R,S,E,C sommando
le domande di ogni mese e tenendo conto delle perdite di materiale dopo il processo di essiccazione.
𝑟𝑖𝑡𝑚𝑜_𝑝𝑟𝑜𝑑 =𝑇3𝑄∗4+𝑇2𝑄∗4+𝑇1𝑄∗4∗(1−𝑝𝑒𝑟𝑐)
12 𝑚𝑒𝑠𝑖= 23,7 𝑡𝑜𝑛/𝑚𝑒𝑠𝑒
Ne segue che l'unica fase in cui si accumula corrisponde al 2° quadrimestre, per cui la dimensione del
silos è pari a:
𝐶𝑎𝑝𝑎𝑐𝑖𝑡à 𝑠𝑖𝑙𝑜𝑠 = [𝑇2𝑄 ∗ (1 − 𝑝𝑒𝑟𝑐) − 𝑟𝑖𝑡𝑚𝑜_𝑝𝑟𝑜𝑑] ∗ 4 = 71,14 𝑡𝑜𝑛
Calcolo della capacità produttiva di targa della macchina ES
Dovendo scegliere la capacità produttiva della macchina ES (o SM, che è lo stesso poiché sono
rigidamente collegate quindi devono avere lo stesso tempo ciclo) mi devo preoccupare che riesca a
processare il valore massimo del tasso di accumulo della materie prime, ovvero quello del 2° quadrimestre
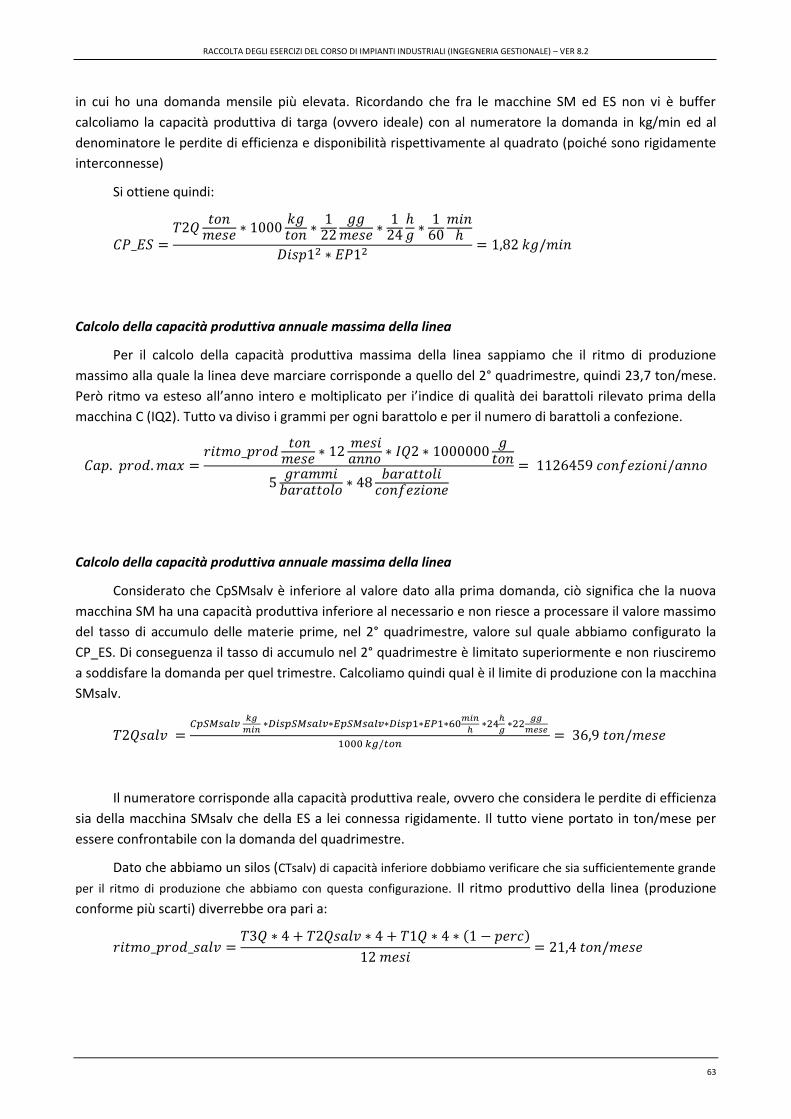
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
63
in cui ho una domanda mensile più elevata. Ricordando che fra le macchine SM ed ES non vi è buffer
calcoliamo la capacità produttiva di targa (ovvero ideale) con al numeratore la domanda in kg/min ed al
denominatore le perdite di efficienza e disponibilità rispettivamente al quadrato (poiché sono rigidamente
interconnesse)
Si ottiene quindi:
𝐶𝑃_𝐸𝑆 =𝑇2𝑄
𝑡𝑜𝑛𝑚𝑒𝑠𝑒 ∗ 1000
𝑘𝑔𝑡𝑜𝑛 ∗
122
𝑔𝑔𝑚𝑒𝑠𝑒 ∗
124
ℎ𝑔 ∗
160
𝑚𝑖𝑛ℎ
𝐷𝑖𝑠𝑝12 ∗ 𝐸𝑃12= 1,82 𝑘𝑔/𝑚𝑖𝑛
Calcolo della capacità produttiva annuale massima della linea
Per il calcolo della capacità produttiva massima della linea sappiamo che il ritmo di produzione
massimo alla quale la linea deve marciare corrisponde a quello del 2° quadrimestre, quindi 23,7 ton/mese.
Però ritmo va esteso all’anno intero e moltiplicato per i’indice di qualità dei barattoli rilevato prima della
macchina C (IQ2). Tutto va diviso i grammi per ogni barattolo e per il numero di barattoli a confezione.
𝐶𝑎𝑝. 𝑝𝑟𝑜𝑑. 𝑚𝑎𝑥 =𝑟𝑖𝑡𝑚𝑜_𝑝𝑟𝑜𝑑
𝑡𝑜𝑛𝑚𝑒𝑠𝑒 ∗ 12
𝑚𝑒𝑠𝑖𝑎𝑛𝑛𝑜 ∗ 𝐼𝑄2 ∗ 1000000
𝑔𝑡𝑜𝑛
5𝑔𝑟𝑎𝑚𝑚𝑖
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑜∗ 48
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑖𝑐𝑜𝑛𝑓𝑒𝑧𝑖𝑜𝑛𝑒
= 1126459 𝑐𝑜𝑛𝑓𝑒𝑧𝑖𝑜𝑛𝑖/𝑎𝑛𝑛𝑜
Calcolo della capacità produttiva annuale massima della linea
Considerato che CpSMsalv è inferiore al valore dato alla prima domanda, ciò significa che la nuova
macchina SM ha una capacità produttiva inferiore al necessario e non riesce a processare il valore massimo
del tasso di accumulo delle materie prime, nel 2° quadrimestre, valore sul quale abbiamo configurato la
CP_ES. Di conseguenza il tasso di accumulo nel 2° quadrimestre è limitato superiormente e non riusciremo
a soddisfare la domanda per quel trimestre. Calcoliamo quindi qual è il limite di produzione con la macchina
SMsalv.
𝑇2𝑄𝑠𝑎𝑙𝑣 =𝐶𝑝𝑆𝑀𝑠𝑎𝑙𝑣
𝑘𝑔
𝑚𝑖𝑛 ∗𝐷𝑖𝑠𝑝𝑆𝑀𝑠𝑎𝑙𝑣∗𝐸𝑝𝑆𝑀𝑠𝑎𝑙𝑣∗𝐷𝑖𝑠𝑝1∗𝐸𝑃1∗60
𝑚𝑖𝑛
ℎ ∗24
ℎ
𝑔 ∗22
𝑔𝑔
𝑚𝑒𝑠𝑒
1000 𝑘𝑔/𝑡𝑜𝑛= 36,9 𝑡𝑜𝑛/𝑚𝑒𝑠𝑒
Il numeratore corrisponde alla capacità produttiva reale, ovvero che considera le perdite di efficienza
sia della macchina SMsalv che della ES a lei connessa rigidamente. Il tutto viene portato in ton/mese per
essere confrontabile con la domanda del quadrimestre.
Dato che abbiamo un silos (CTsalv) di capacità inferiore dobbiamo verificare che sia sufficientemente grande
per il ritmo di produzione che abbiamo con questa configurazione. Il ritmo produttivo della linea (produzione
conforme più scarti) diverrebbe ora pari a:
𝑟𝑖𝑡𝑚𝑜_𝑝𝑟𝑜𝑑_𝑠𝑎𝑙𝑣 =𝑇3𝑄 ∗ 4 + 𝑇2𝑄𝑠𝑎𝑙𝑣 ∗ 4 + 𝑇1𝑄 ∗ 4 ∗ (1 − 𝑝𝑒𝑟𝑐)
12 𝑚𝑒𝑠𝑖= 21,4 𝑡𝑜𝑛/𝑚𝑒𝑠𝑒
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
64
per cui la capacità statica del silos dovrebbe ora essere pari a:
𝐶𝑎𝑝𝑎𝑐𝑖𝑡à 𝑠𝑖𝑙𝑜𝑠 = [𝑇2𝑄𝑠𝑎𝑙𝑣 ∗ (1 − 𝑝𝑒𝑟𝑐) − 𝑟𝑖𝑡𝑚𝑜_𝑝𝑟𝑜𝑑_𝑠𝑎𝑙𝑣] ∗ 4 = 52,9 𝑡𝑜𝑛𝑛𝑒𝑙𝑙𝑎𝑡𝑒
ed essendo questo valore inferiore a CTsalv, l'ipotesi che il nuovo silos non influenza la produzione
totale della linea è verificata. Ne segue che la produzione annua totale non potrà superare:
𝑃𝑟𝑜𝑑_𝑡𝑜𝑡 =𝑟𝑖𝑡𝑚𝑜_𝑝𝑟𝑜𝑑_𝑠𝑎𝑙𝑣
𝑡𝑜𝑛
𝑚𝑒𝑠𝑒∗12
𝑚𝑒𝑠𝑖
𝑎𝑛𝑛𝑜∗𝐼𝑄2∗1000000
𝑔
𝑡𝑜𝑛
5𝑔𝑟𝑎𝑚𝑚𝑖
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑜∗48
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑖
𝑐𝑜𝑛𝑓𝑒𝑧𝑖𝑜𝑛𝑒
= 1′017′895 𝑐𝑜𝑛𝑓𝑒𝑧𝑖𝑜𝑛𝑖/𝑎𝑛𝑛𝑜
Commenti
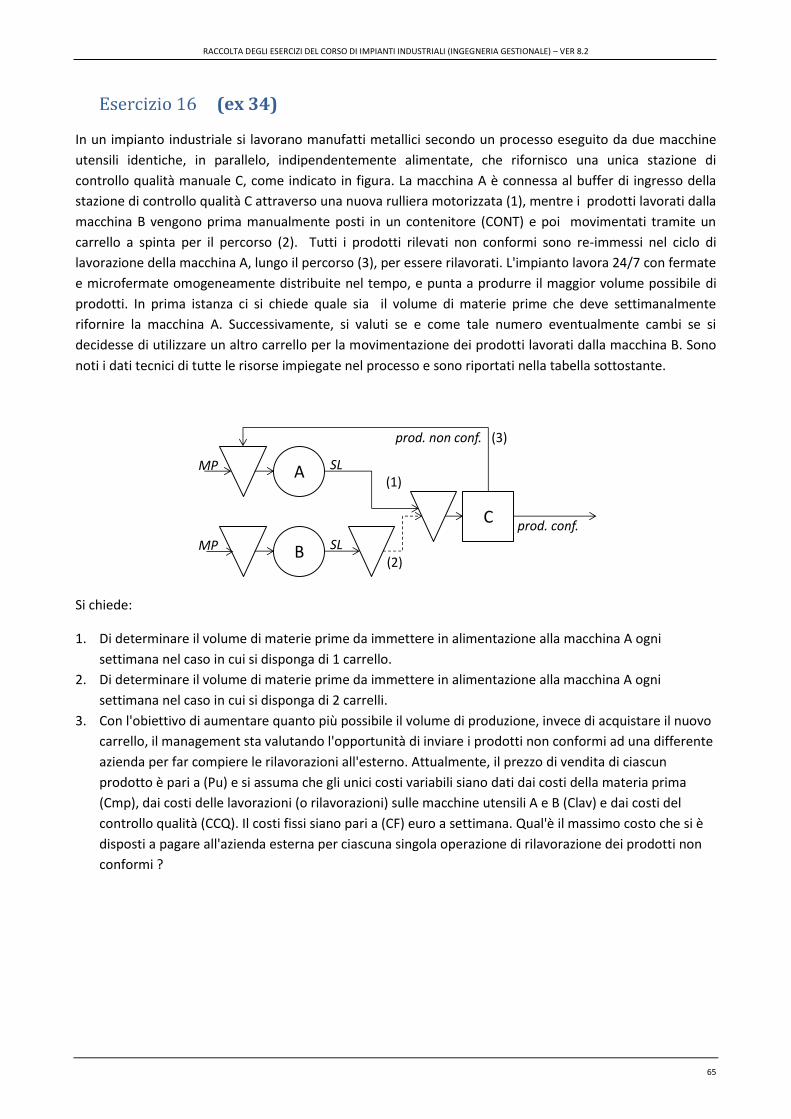
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
65
(ex 34)
In un impianto industriale si lavorano manufatti metallici secondo un processo eseguito da due macchine
utensili identiche, in parallelo, indipendentemente alimentate, che rifornisco una unica stazione di
controllo qualità manuale C, come indicato in figura. La macchina A è connessa al buffer di ingresso della
stazione di controllo qualità C attraverso una nuova rulliera motorizzata (1), mentre i prodotti lavorati dalla
macchina B vengono prima manualmente posti in un contenitore (CONT) e poi movimentati tramite un
carrello a spinta per il percorso (2). Tutti i prodotti rilevati non conformi sono re-immessi nel ciclo di
lavorazione della macchina A, lungo il percorso (3), per essere rilavorati. L'impianto lavora 24/7 con fermate
e microfermate omogeneamente distribuite nel tempo, e punta a produrre il maggior volume possibile di
prodotti. In prima istanza ci si chiede quale sia il volume di materie prime che deve settimanalmente
rifornire la macchina A. Successivamente, si valuti se e come tale numero eventualmente cambi se si
decidesse di utilizzare un altro carrello per la movimentazione dei prodotti lavorati dalla macchina B. Sono
noti i dati tecnici di tutte le risorse impiegate nel processo e sono riportati nella tabella sottostante.
Si chiede:
1. Di determinare il volume di materie prime da immettere in alimentazione alla macchina A ogni
settimana nel caso in cui si disponga di 1 carrello.
2. Di determinare il volume di materie prime da immettere in alimentazione alla macchina A ogni
settimana nel caso in cui si disponga di 2 carrelli.
3. Con l'obiettivo di aumentare quanto più possibile il volume di produzione, invece di acquistare il nuovo
carrello, il management sta valutando l'opportunità di inviare i prodotti non conformi ad una differente
azienda per far compiere le rilavorazioni all'esterno. Attualmente, il prezzo di vendita di ciascun
prodotto è pari a (Pu) e si assuma che gli unici costi variabili siano dati dai costi della materia prima
(Cmp), dai costi delle lavorazioni (o rilavorazioni) sulle macchine utensili A e B (Clav) e dai costi del
controllo qualità (CCQ). Il costi fissi siano pari a (CF) euro a settimana. Qual'è il massimo costo che si è
disposti a pagare all'azienda esterna per ciascuna singola operazione di rilavorazione dei prodotti non
conformi ?
A
B
C
(1)
(2)
prod. conf.
prod. non conf. (3)
MP
MP
SL
SL

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
66
Dati per la risoluzione
(Disp) disponibilità delle macchine utensili: 92%
(EP) efficienza delle prestazioni delle macchine utensili: 86%
(Sc) percentuale di prodotti scartati dalla stazione di controllo qualità: 16%
(TcT) tempo ciclo di targa delle macchine utensili: 6,5 secondi/pezzo
(EPc) efficienza delle prestazioni del carrellista: 64%
(Vh) velocità di traslazione orizzontale del carrello (carico/scarico): 6,0 km/ora
(Tf) tempo fisso di carico o scarico: 38,0 Secondi
(LB-C) distanza tra la macchina B e la stazione C: 16,0 Metri
(Ccont) capacità del contenitore: 14,0 semilavorati (Pu) prezzo di vendita di un singolo prodotto: 1,00 €
(Cmp) costo della materia prima per un singolo prodotto: 0,09 € (CCQ) costo del controllo qualità, per prodotto controllato: 0,11 €
(Clav) costo di una singola lavorazione (o ri-lavorazione) sulle macchine utensili: 0,29 € (CF) costi fissi totali: 19.000 €/settimana
Risoluzione
Quesito 1
Per il calcolo del volume di materie prime che occorre immettere nella macchina, al fine di massimizzare la
produzione dei manufatti, è necessario calcolare il numero di unità che settimanalmente vengono rilevate
non conformi e che richiedono di essere riprocessate dalla stazione A.
Si calcola innanzitutto la capacità produttiva reale settimanale della macchina A (identica alla CP reale della
stazione B).
𝐶𝑝𝐴𝑟 =
7𝑔𝑔
𝑠𝑒𝑡𝑡 ∗ 24ℎ
𝑔𝑔 ∗ 3600𝑠ℎ
𝑇𝑐𝑇∗ 𝐸𝑝 ∗ 𝐷𝑖𝑠𝑝 =
604800𝑠
𝑠𝑒𝑡𝑡
6,5𝑠
𝑝𝑒𝑧𝑧𝑜
∗ 0,86 ∗ 0,92 = 73618𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡
Si procede quindi a determinare la unità che il sistema di movimentazione a carrelli (composto in questo
primo caso da 1 solo carrello) è in grado di movimentare settimanalmente.
𝐶𝑝𝐶𝑟 = 𝐶𝑐𝑜𝑛𝑡 ∗ ⌊
7𝑔𝑔
𝑠𝑒𝑡𝑡 ∗ 24ℎ
𝑔𝑔 ∗ 3600𝑠ℎ
𝑇𝑐𝐶⌋ = 14
𝑝𝑒𝑧𝑧𝑖
𝑐𝑖𝑐𝑙𝑜∗ ⌊
604800𝑠
𝑠𝑒𝑡𝑡
148,75𝑠
𝑐𝑖𝑐𝑙𝑜
⌋ = 56910𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡
Dove il tempo ciclo reale del carrello (TcC) è pari a:
𝑇𝑐𝐶 = (2 ∗ 𝑇𝑓 + 2 ∗𝐿𝐵−𝐶
𝑉ℎ) ∗
1
𝐸𝑝𝑐= (2 ∗ 38 𝑠 + 2 ∗
16 𝑚
6,0𝑘𝑚ℎ
∗3600
𝑠ℎ
1000𝑚
𝑘𝑚
) ∗1
0,64= 148,75
𝑠
𝑐𝑖𝑐𝑙𝑜

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
67
Dal confronto della capacità produttiva del carrello e della capacità produttiva della macchina B, si nota che
il collo di bottiglia è costituito dal carrello che consente alla macchina B di produrre solamente 56'910
manufatti a settimana.
Nota la capacità produttiva della stazione A che è pari a CpA e della linea che lavora e trasporta i manufatti
provenienti dalla stazione B che è pari a CpC , è possibile calcolare il numero di unità che settimanalmente
vengono ispezionate dalla stazione di controllo C che è pari a CpA+ CpC e quindi pari a 130’528 pezzi/sett.
Poiché è noto che il 16% delle unità che vengono ispezionate dalla stazione C risultano non conformi al
controllo qualità, il numero totale di unità che richiedono di essere rilavorate dalla stazione A sarà pari a:
𝑅𝑖𝑙 = 𝑆𝑐 ∗ (𝐶𝑝𝐴𝑟 + 𝐶𝑝𝐶
𝑟 ) = 0,16 ∗ (73618𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡+ 56910
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡) = 20884
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡
Il numero di materie prime che occorre immettere settimanalmente nella stazione A è quindi pari a:
𝑀𝑃𝐴 = 𝐶𝑝𝐴𝑟 − 𝑅𝑖𝑙 = 73618
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡− 20884
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡= 52734
𝑚𝑝
𝑠𝑒𝑡𝑡
Quesito 2
Nel caso si disponga di 2 carrelli occorre verificare se il sistema di movimentazione costituisce ancora collo
di bottiglia. Si procede quindi al calcolo della capacità produttiva reale settimanale del sistema di 2 carrelli:
𝐶𝑝𝐶𝑟 ′ = 2 ∗ 𝐶𝑝𝐶
𝑟 = 2 ∗ 56922𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡= 113844
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡
La capacità produttiva del sistema di movimentazione costituito da 2 carrelli è maggiore della capacità
produttiva della stazione B (che si ricorda essere pari a 73’618 pezzi/sett), e quindi il collo di bottiglia nella
seconda linea, in questo caso, è costituito dalla macchina B. Analogamente al procedimento illustrato per il
quesito 1, si procede al calcolo delle unità che occorre rilavorare:
𝑅𝑖𝑙′ = 𝑆𝑐 ∗ (𝐶𝑝𝐴𝑟 + 𝐶𝑝𝐵
𝑟 ) = 0,16 ∗ (73618𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡+ 73618
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡) = 23558
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡
Quindi si calcola il nuovo il numero di materie prime necessarie per la stazione A:
𝑀𝑃𝐴′ = 𝐶𝑝𝐴
𝑟 − 𝑅𝑖𝑙′ = 73618𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡− 23558
𝑝𝑒𝑧𝑧𝑖
𝑠𝑒𝑡𝑡= 50060
𝑚𝑝
𝑠𝑒𝑡𝑡
Quesito 3
Per determinare il massimo costo sostenibile per affidare all’esterno le operazioni di rilavorazione, occorre
confrontare lo scenario in cui le rilavorazioni vengono effettuate dalla stazione A (INT) con lo scenario in cui

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
68
queste vengono affidate ad una società esterna (EST) - si ricorda che in entrambi gli scenari si considera il
sistema di movimentazione costituito da un solo carrello.
Ragionando, dovrebbe emergere che il costo massimo che si è disposti a pagare deriva dal semplice
calcolo:
𝐶𝑟𝑖𝑙𝑚𝑎𝑥 = 𝑝𝑢 − 𝐶𝑚𝑝 = 1,00 € − 0,09€ = 0,91€
Se ciò non fosse intuitivamente chiaro, è pur sempre possibile procedere passo per passo, calcolando
innanzitutto il profitto settimanale per entrambi gli scenari:
𝜋𝑖𝑛𝑡 = (𝑝𝑢 − 𝐶𝑚𝑝 − 𝐶𝑙𝑎𝑣) ∗ (𝑀𝑃𝐴 + 𝐶𝑝𝐶𝑟 ) − 𝐶𝑙𝑎𝑣 ∗ (𝐶𝑝𝐴
𝑟 − 𝑀𝑃𝐴) − 𝐶𝐶𝑄(𝐶𝑝𝐴𝑟 + 𝐶𝑝𝐶
𝑟 ) − 𝐶𝐹
𝜋𝑒𝑠𝑡 = (𝑝𝑢 − 𝐶𝑚𝑝 − 𝐶𝑙𝑎𝑣) ∗ (𝐶𝑝𝐴𝑟 + 𝐶𝑝𝐶
𝑟 ) − 𝐶𝐶𝑄(𝐶𝑝𝐴𝑟 + 𝐶𝑝𝐶
𝑟 ) − 𝐶𝐹
Si trova così che lo scenario EST consente di conseguire un profitto maggiore rispetto allo scenario INT,
poiché la linea A può incrementare il numero di manufatti prodotti. Si calcola quindi il costo massimo che è
possibile sostenere per la singola rilavorazione a partire dall’incremento di profitto conseguibile, dividendo
questo per il numero di rilavorazioni che è necessario effettuare settimanalmente.
𝐶𝑟𝑖𝑙𝑚𝑎𝑥 =
∆𝜋
𝑅𝑖𝑙=
𝜋𝑒𝑠𝑡 − 𝜋𝑖𝑛𝑡
𝑅𝑖𝑙=
(𝑝𝑢 − 𝐶𝑚𝑝) ∗ (𝐶𝑝𝐴𝑟 − 𝑀𝑃𝐴)
𝑅𝑖𝑙
Tornando dunque a
𝐶𝑟𝑖𝑙𝑚𝑎𝑥 = 𝑝𝑢 − 𝐶𝑚𝑝
Visto che 𝑅𝑖𝑙 = 𝐶𝑝𝐴𝑟 − 𝑀𝑃𝐴
Commenti
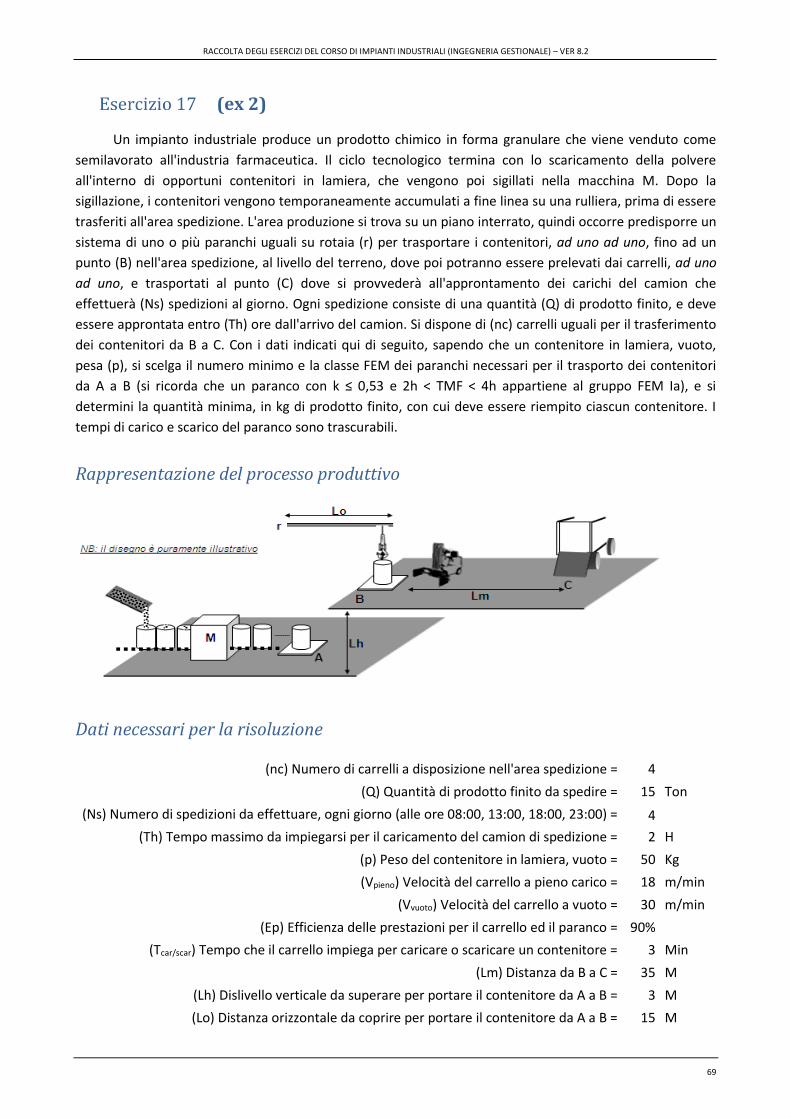
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
69
(ex 2)
Un impianto industriale produce un prodotto chimico in forma granulare che viene venduto come
semilavorato all'industria farmaceutica. Il ciclo tecnologico termina con lo scaricamento della polvere
all'interno di opportuni contenitori in lamiera, che vengono poi sigillati nella macchina M. Dopo la
sigillazione, i contenitori vengono temporaneamente accumulati a fine linea su una rulliera, prima di essere
trasferiti all'area spedizione. L'area produzione si trova su un piano interrato, quindi occorre predisporre un
sistema di uno o più paranchi uguali su rotaia (r) per trasportare i contenitori, ad uno ad uno, fino ad un
punto (B) nell'area spedizione, al livello del terreno, dove poi potranno essere prelevati dai carrelli, ad uno
ad uno, e trasportati al punto (C) dove si provvederà all'approntamento dei carichi del camion che
effettuerà (Ns) spedizioni al giorno. Ogni spedizione consiste di una quantità (Q) di prodotto finito, e deve
essere approntata entro (Th) ore dall'arrivo del camion. Si dispone di (nc) carrelli uguali per il trasferimento
dei contenitori da B a C. Con i dati indicati qui di seguito, sapendo che un contenitore in lamiera, vuoto,
pesa (p), si scelga il numero minimo e la classe FEM dei paranchi necessari per il trasporto dei contenitori
da A a B (si ricorda che un paranco con k ≤ 0,53 e 2h < TMF < 4h appartiene al gruppo FEM Ia), e si
determini la quantità minima, in kg di prodotto finito, con cui deve essere riempito ciascun contenitore. I
tempi di carico e scarico del paranco sono trascurabili.
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(nc) Numero di carrelli a disposizione nell'area spedizione = 4
(Q) Quantità di prodotto finito da spedire = 15 Ton
(Ns) Numero di spedizioni da effettuare, ogni giorno (alle ore 08:00, 13:00, 18:00, 23:00) = 4
(Th) Tempo massimo da impiegarsi per il caricamento del camion di spedizione = 2 H
(p) Peso del contenitore in lamiera, vuoto = 50 Kg
(Vpieno) Velocità del carrello a pieno carico = 18 m/min
(Vvuoto) Velocità del carrello a vuoto = 30 m/min
(Ep) Efficienza delle prestazioni per il carrello ed il paranco = 90%
(Tcar/scar) Tempo che il carrello impiega per caricare o scaricare un contenitore = 3 Min
(Lm) Distanza da B a C = 35 M
(Lh) Dislivello verticale da superare per portare il contenitore da A a B = 3 M
(Lo) Distanza orizzontale da coprire per portare il contenitore da A a B = 15 M

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
70
(vvp) Velocità verticale del paranco, a pieno carico = 5 m/min
(vvv) Velocità verticale del paranco, a vuoto = 8 m/min
(vo) Velocità orizzontale del paranco su rotaia = 10 m/min
(Pacc) Peso del bozzello, del gancio e degli accessori del paranco = 100 Kg
Risoluzione
Calcolo della capacità del contenitore in lamiera
Si calcola preventivamente la capacità del contenitore, poiché necessaria per ricavare il numero di
cicli giornalieri che i paranchi devono effettuare e dunque il numero di paranchi necessari.
In tal senso, il primo passo è il calcolo del tempo ciclo reale di un carrello, dato dalla somma del
tempo reale necessario per coprire la distanza da B a C a pieno carico (𝐿𝑚
𝑉𝑝𝑖𝑒𝑛𝑜), per percorrere la medesima
distanza a vuoto (𝐿𝑚
𝑉𝑣𝑢𝑜𝑡𝑜) e per caricare e scaricare il contenitore (2 ∙ 𝑇𝑐𝑎𝑟/𝑠𝑐𝑎𝑟):
𝑇𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜 =
(𝐿𝑚
𝑉𝑝𝑖𝑒𝑛𝑜+
𝐿𝑚𝑉𝑣𝑢𝑜𝑡𝑜
+ 2 ∙ 𝑇𝑐𝑎𝑟/𝑠𝑐𝑎𝑟)
𝐸𝑝= 10,1 𝑚𝑖𝑛𝑢𝑡𝑖
Il tempo ciclo reale del carrello consente di ricavare il numero massimo di contenitori trasportabili
dai quattro carrelli nel tempo massimo da impiegarsi per il caricamento del camion di spedizione:
𝑁𝑐𝑜𝑛𝑡 = ⌊𝑇ℎ ∙ 60
𝑚𝑖𝑛ℎ
𝑇𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜⌋ ∙ 𝑛𝑐 = 44 𝑏𝑖𝑑𝑜𝑛𝑖
A questo punto è immediato calcolare la quantità di materia minima da immettere in ogni
contenitore, tarandola sul numero massimo di contenitori trasportabili:
𝑞 =𝑄 ∙ 1000
𝑘𝑔𝑡𝑜𝑛
𝑁𝑐𝑜𝑛𝑡= 341 𝑘𝑔
Dimensionamento del sistema di paranchi
Per prima cosa si calcola il tempo ciclo di un paranco, dato dalla somma del tempo reale necessario
per superare il dislivello verticale a pieno carico (𝐿ℎ
𝑉𝑣𝑐) e a vuoto (
𝐿ℎ
𝑉𝑣𝑝) e per effettuare gli spostamenti
orizzontali (2 ∙𝐿𝑜
𝑉𝑜) :
𝑇𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 𝑝𝑎𝑟𝑎𝑛𝑐𝑜 =
(𝐿ℎ𝑉𝑣𝑐
+𝐿ℎ𝑉𝑣𝑝
+ 2 ∙𝐿𝑜𝑉𝑜)
𝐸𝑝= 4,4 𝑚𝑖𝑛
Si ricava il numero di paranchi, tarandolo sul numero di contenitori in lamiera (𝑁𝑐𝑜𝑛𝑡) da trasportare
e sul tempo ciclo reale del paranco:
𝑁𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖 = ⌈𝑇𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 𝑝𝑎𝑟𝑎𝑛𝑐𝑜 ∙ 𝑁𝑐𝑜𝑛𝑡
𝑇ℎ ∙ 60𝑚𝑖𝑛
ℎ
⌉ = 2 𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
71
Al fine di ricavare la classe FEM dei paranchi si procede inizialmente con il calcolo del tempo medio di
funzionamento (TMF), dividendo il numero di contenitori in lamiera per il numero di paranchi e
moltiplicando per il tempo di sollevamento verticale (𝐿ℎ
𝑉𝑣𝑣𝑐+
𝐿ℎ
𝑉𝑣𝑣𝑝) e per il numero di spedizioni giornaliere:
𝑇𝑀𝐹 = (𝐿ℎ
𝑉𝑣𝑣𝑐+
𝐿ℎ
𝑉𝑣𝑣𝑝) ∗
𝑁𝑐𝑜𝑛𝑡
𝑁𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖∗
𝑁𝑠
60𝑚𝑖𝑛
ℎ
= 1,4 ℎ
𝑔𝑖𝑜𝑟𝑛𝑜
Si calcola la portata nominale, sommando il peso del contenitore vuoto, la sua capacità, il peso degli
accessori del paranco e un peso di sicurezza (pari a 200 Kg).
𝑃𝑛𝑜𝑚 = 𝑝 + 𝑝𝑎𝑐𝑐 + 𝑞 + 200 𝑘𝑔 = 691 𝑘g
Infine si calcola il k cubico, dopo aver preventivamente ricavato tutti i parametri necessari:
𝛽 =𝑝 + 𝑞
𝑃𝑛𝑜𝑚= 0,566
𝛾 =𝑝𝑎𝑐𝑐
𝑃𝑛𝑜𝑚= 0,145
𝜏𝑖 =
𝐿ℎ𝑉𝑣𝑣𝑝
∙𝑁𝑐𝑜𝑛𝑡
𝑁𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖∙ 𝑁𝑠
𝑇𝑀𝐹 ∙ 60= 0,6
𝜏𝑣 = 1 − 𝜏𝑖 = 0,4
𝑘 = √∑ (𝛽𝑖 + 𝛾)3 ∙ 𝜏𝑖 + 𝛾3 ∙ 𝜏𝑣𝑖
3
= 0,61
Considerando il TMF e il k cubico calcolati, si può concludere che i paranchi dovranno appartenere
alla classe FEM Ia.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
72
(ex 3)
Si vuole scegliere la politica di stoccaggio dei materiali pallettizzati all'interno di un magazzino di un
impianto industriale per effettuarne il dimensionamento; il magazzino contiene diversi prodotti soggetti a
domanda stagionale; l'andamento dei livelli di giacenza di ciascun prodotto nei vari mesi dell'anno è
riportato nella tabella sottostante. Nota la capacità statica (CS) del magazzino, si verifichi la possibilità di
utilizzare una politica di stoccaggio del tipo "dedicated storage", "randomized storage" ed a classi (indicate
di seguito), mediante il calcolo del fabbisogno di posti pallet.
Dati necessari per la risoluzione
(CS) capacità statica di magazzino = 15.000 Posti pallet
classe A = P1, P2, P3, P4, P5
classe B = P6, P7, P8, P9, P10
Andamento dei livelli di giacenza dei vari prodotti (numero di pallet)
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10
GEN 980 930 890 840 930 980 1.030 1.080 1.120 1.160
FEB 630 960 1.290 1.620 960 630 300 390 810 430
MAR 860 980 1.100 1.210 980 860 750 390 380 240
APR 630 1.010 1.380 1.750 730 860 1.560 390 580 430
MAG 1.100 1.030 960 890 750 890 1.500 390 810 790
GIU 910 1.050 1.190 1.330 770 910 1.430 80 440 300
LUG 930 980 1.030 1.080 980 930 1.360 840 1.030 1.020
AGO 960 630 300 390 630 960 1.290 1.620 1.820 2.090
SET 980 860 750 630 860 980 1.100 1.210 1.310 1.420
OTT 1.010 630 260 160 630 1.010 1.380 1.750 2.020 2.340
NOV 1.030 1.100 1.170 1.240 1.100 1.030 960 890 830 770
DIC 1.050 910 770 630 910 1.050 1.190 1.330 1.450 1.580
Risoluzione
Calcolo del fabbisogno di posti pallet per la politica "dedicated storage"
Si ricorda che la politica denominata “dedicated storage” prevede che ad ogni SKU venga assegnato
un numero predeterminato di file di stoccaggio. Tale numero deve essere tarato sull’inventario massimo
della SKU assegnata. Di conseguenza la dimensione del magazzino richiesta è data dalla somma degli
inventari massimi di ogni singola SKU:
𝑀𝐷𝐸𝐷 = ∑ max𝑡=𝑔𝑒𝑛−𝑑𝑖𝑐
{𝐼𝑝𝑡}
10
𝑝=1
= 15150 𝑝𝑜𝑠𝑡𝑖 𝑝𝑎𝑙𝑙𝑒𝑡
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
73
dove 𝑀𝐷𝐸𝐷 è la dimensione del magazzino,
𝐼𝑝𝑡 è il livello di inventario della SKU p al tempo t.
Il numero di posti pallet necessari per l’applicazione della politica “dedicated storage” supera la
capacità statica del magazzino, di conseguenza la politica non è ammissibile.
Calcolo del fabbisogno di posti pallet per la politica "randomized storage"
Secondo la politica denominata “randomized storage” ogni SKU può essere stoccata in ogni fila di
stoccaggio disponibile (generalmente la più vicina). Di conseguenza la dimensione del magazzino richiesta
andrà tarata sul massimo della somma degli inventari di ogni singola SKU nel periodo di riferimento:
𝑀𝐷𝐸𝐷 = max𝑡=𝑔𝑒𝑛−𝑑𝑖𝑐
{∑ 𝐼𝑝𝑡
10
𝑝=1
} = 11190 𝑝𝑜𝑠𝑡𝑖 𝑝𝑎𝑙𝑙𝑒𝑡
Il numero di posti pallet calcolato è inferiore alla capacità statica del magazzino, di conseguenza la
politica è ammissibile.
Calcolo del fabbisogno di posti pallet per la politica "class based storage"
La politica denominata “class based storage” rappresenta una combinazione delle politiche di
stoccaggio precedenti e prevede che ogni SKU venga assegnata ad una determinata classe di stoccaggio:
all’interno di ogni classe è applicata la politica “randomized”, mentre la politica “dedicated” è utilizzata tra
le classi. Un metodo efficace di classificazione delle SKU è l’aggregazione di SKU con i singoli livelli di
inventario negativamente correlati. In questo caso le classi sono preassegnate.
𝑀𝐷𝐸𝐷 = max𝑡=𝑔𝑒𝑛−𝑑𝑖𝑐
{∑ 𝐼𝑝𝑡
5
𝑝=1
} + max𝑡=𝑔𝑒𝑛−𝑑𝑖𝑐
{∑ 𝐼𝑝𝑡
10
𝑝=6
} = 14140 𝑝𝑜𝑠𝑡𝑖 𝑝𝑎𝑙𝑙𝑒𝑡
Come nel caso precedente il numero di posti pallet necessario è inferiore alla capacità statica del
magazzino, di conseguenza anche questa politica è ammissibile.
Commenti
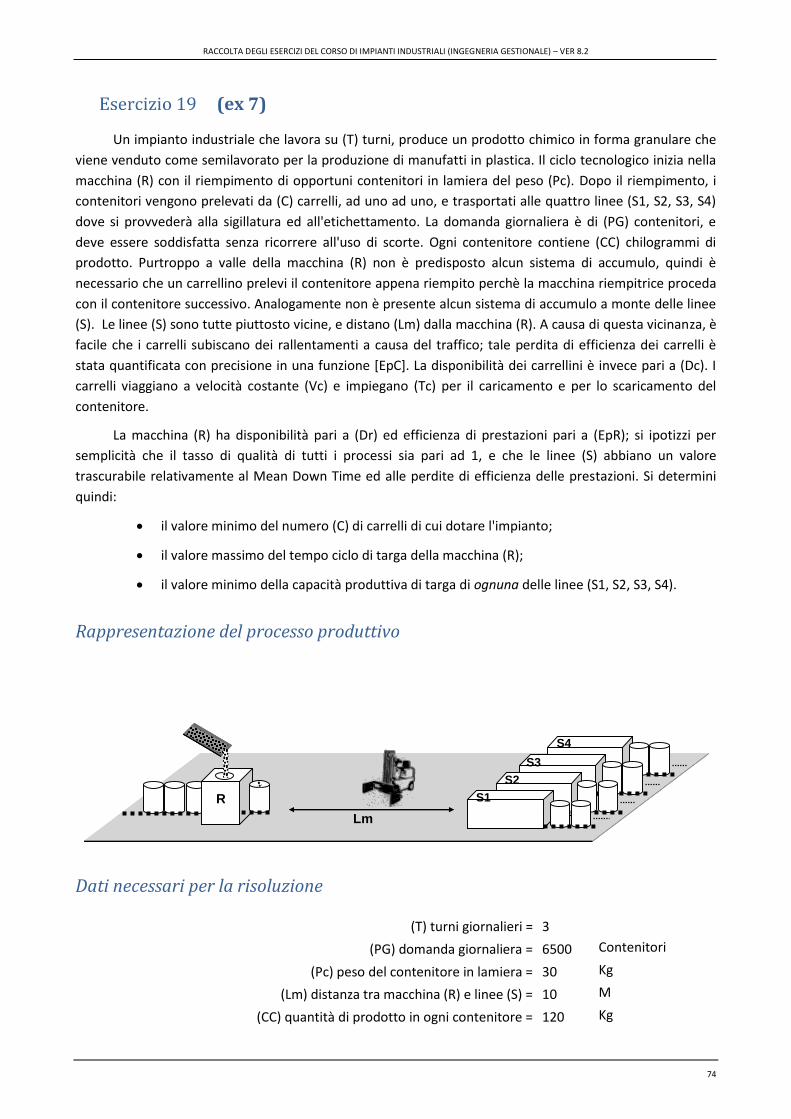
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
74
(ex 7)
Un impianto industriale che lavora su (T) turni, produce un prodotto chimico in forma granulare che
viene venduto come semilavorato per la produzione di manufatti in plastica. Il ciclo tecnologico inizia nella
macchina (R) con il riempimento di opportuni contenitori in lamiera del peso (Pc). Dopo il riempimento, i
contenitori vengono prelevati da (C) carrelli, ad uno ad uno, e trasportati alle quattro linee (S1, S2, S3, S4)
dove si provvederà alla sigillatura ed all'etichettamento. La domanda giornaliera è di (PG) contenitori, e
deve essere soddisfatta senza ricorrere all'uso di scorte. Ogni contenitore contiene (CC) chilogrammi di
prodotto. Purtroppo a valle della macchina (R) non è predisposto alcun sistema di accumulo, quindi è
necessario che un carrellino prelevi il contenitore appena riempito perchè la macchina riempitrice proceda
con il contenitore successivo. Analogamente non è presente alcun sistema di accumulo a monte delle linee
(S). Le linee (S) sono tutte piuttosto vicine, e distano (Lm) dalla macchina (R). A causa di questa vicinanza, è
facile che i carrelli subiscano dei rallentamenti a causa del traffico; tale perdita di efficienza dei carrelli è
stata quantificata con precisione in una funzione [EpC]. La disponibilità dei carrellini è invece pari a (Dc). I
carrelli viaggiano a velocità costante (Vc) e impiegano (Tc) per il caricamento e per lo scaricamento del
contenitore.
La macchina (R) ha disponibilità pari a (Dr) ed efficienza di prestazioni pari a (EpR); si ipotizzi per
semplicità che il tasso di qualità di tutti i processi sia pari ad 1, e che le linee (S) abbiano un valore
trascurabile relativamente al Mean Down Time ed alle perdite di efficienza delle prestazioni. Si determini
quindi:
il valore minimo del numero (C) di carrelli di cui dotare l'impianto;
il valore massimo del tempo ciclo di targa della macchina (R);
il valore minimo della capacità produttiva di targa di ognuna delle linee (S1, S2, S3, S4).
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(T) turni giornalieri = 3
(PG) domanda giornaliera = 6500 Contenitori
(Pc) peso del contenitore in lamiera = 30 Kg
(Lm) distanza tra macchina (R) e linee (S) = 10 M
(CC) quantità di prodotto in ogni contenitore = 120 Kg
R S1 S2
S3
S4
Lm

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
75
(Vc) velocità dei carrelli = 4 m/s
(Tc) tempo di carico e scarico = 8 S
(Dr) disponibilità della macchina (R) = 0,73
(Dc) disponibilità di ciascun carrello (C) = 0,86
(EpR) efficienza delle prestazioni della macchina (R) = 83%
[EpC] espressione efficienza delle prestazioni dei carrelli causa traffico = 1-0,05C
Risoluzione
Calcolo del valore minimo del numero di carrelli
Il numero minimo di carrelli di cui dotare l’impianto è esprimibile utilizzando la seguente equazione:
𝐶 =𝑃𝐺 ∙ (2 ∙
𝐿𝑚𝑉𝑐
+ 2 ∙ 𝑇𝑐)
𝑇 ∙ 8 ℎ ∙ 3600 𝑠ℎ
∙ 𝐸𝑝𝑅 ∙ 𝐷𝑅 ∙ 𝐷𝐶 ∙ (1 − 0,05𝐶)
In particolare, l’espressione si può decomporre nel seguente modo:
𝐶 =𝑃𝐺
𝑇 ∙ 8 ℎ ∙ 3600 𝑠ℎ
∙ 𝐸𝑝𝑅 ∙ 𝐷𝑅
∙ (2 ∙
𝐿𝑚𝑉𝑐 + 2 ∙ 𝑇𝑐)
𝐷𝐶 ∙ (1 − 0,05𝐶)
Il primo fattore esprime la minima capacità produttiva di targa della macchina R mentre il secondo
fattore esprime il tempo ciclo reale del singolo carrello. Si ricorda infatti che qualsiasi sistema di
movimentazione deve essere dimensionato sulla capacita produttiva teorica della macchina a cui è
asservito.
Semplificando si ha:
−0,05𝐶2 + 𝐶 − 3 = 0
Risolvendo l’equazione in C, si ottengo i valori C1 = 3,73 e C2 = 16,27. Approssimando all’intero
superiore la soluzione più piccola (i.e. la più conveniente), si ottiene un numero di carrelli pari a 4 e
un’efficienza delle prestazioni dei carrelli pari allo 0,8.
Calcolo del valore massimo del tempo ciclo di targa della macchina
Per il calcolo del massimo del tempo ciclo di targa della macchina R, procedendo in modo analogo a
quanto visto nel punto precedente, sarebbe stato corretto procedere nel seguente modo:
𝑇𝐶𝑚𝑎𝑥 =𝐸𝑝𝑅 ∙ 𝐷𝑅 ∙ 𝑇 ∙ 8 ℎ ∙ 3600
𝑠ℎ
𝑃𝐺= 8,05 𝑠
In realtà, per amor di precisione, il sistema di trasporto, nel suo insieme dei quattro carrelli, potrebbe
comunque generare problemi di fermate o rallentamenti che potrebbero riflettersi sulla macchina R a

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
76
monte, facendola fermare. In tal caso, onde evitare che un sistema di trasporto possa ridurre le prestazioni
di un ciclo tecnologico di produzione, sarebbe necessario ulteriormente sovradimensionare la capacità di
targa (diminuendo il tempo ciclo massimo) della macchina R scomputando il valore atteso del tempo di
fermata del sistema carrelli dal tempo operativo della macchina. Per far ciò sarebbe dunque eventualmente
necessario calcolare l’indisponibilità di un sistema di quattro carrelli in parallelo attraverso l’espressione
(1 − 𝐷𝑐)4
Tenendo analogamente in conto anche l’efficienza delle prestazioni del sistema carrelli (1 − 𝐸𝑃𝐶)
4
nell’espressione del massimo tempo ciclo teorico della macchina R si perverrebbe quindi a:
𝑇𝐶𝑚𝑎𝑥 =𝐸𝑝𝑅 ∙ 𝐷𝑅 ∙ 𝑇 ∙ 8 ℎ ∙ 3600
𝑠ℎ
∙ (1 − (1 − 𝐷𝑐)4) ∙ (1 − (1 − 𝐸𝑃𝐶)
4)
𝑃𝐺= 8,04 𝑠
Si vuole comunque precisare che questo ultimo approccio implica un livello di difficoltà concettuale che
esula dagli scopi del presente fascicolo di esercizi per il corso di Impianti Industriali.
Calcolo del valore minimo della capacità produttiva di targa delle linee
Il valore minimo della capacità produttiva di targa delle linee S1, S2, S3 e S4 deve essere tarato sul
tempo ciclo massimo della macchina R (il sistema è senza buffer), ovvero è uguale al suo inverso diviso per
il numero di macchine. La formula è la seguente:
𝐶𝑃𝑚𝑖𝑛𝑆=
1
𝑇𝐶𝑚𝑎𝑥 ∙∙ 3600
𝑠
ℎ∙
1
4= 112
𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖
ℎ
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
77
(ex 15)
Si rende necessario effettuare la progettazione di massima del magazzino di stoccaggio prodotti finiti
di un'azienda manifatturiera che produce un unico tipo di alimento in barattolo, a lunghissima
conservazione. Al termine del processo di produzione, dopo l'etichettattura e la confezionatura dei
prodotti, le confezioni vengono consolidate in pallet (europallet). Si sappia che il magazzino prodotti finiti
dovrà avere una capacità statica di (CS) pallet e che per la movimentazione dei carrelli si rende necessario
prevedere dei corridoi di larghezza pari a (Lcorr) metri. Il magazzino dovrà prevedere un unico punto di
accesso. Sapendo che i prodotti finiti verranno stoccati su scaffalature bifronti a (P) piani, si determinino le
dimensioni perimetrali del magazzino nonché il numero delle scaffalature bifronti e la profondità delle
stesse, avendo cura di effettuare la progettazione sotto l'ipotesi che il tempo di movimentazione dei carrelli
debba essere minimizzato. (Nel dimensionare il vano pallet, si considerino 10 cm di margine da ciascun lato
del pallet, per facilitarne le operazioni di inserimento ed estrazione dalla scaffalatura).
Dati necessari per la risoluzione
(CS) capacità statica del magazzino = 4000 Pallet
(Lcorr) larghezza dei corridoi = 3 M
(P) numero di livelli della scaffalatura = 5
Risoluzione
Disponendo il pallet con il lato corto lungo il muro, la superficie del modulo risulta essere pari a:
𝑆𝑚𝑜𝑑 = 𝜏 ∙ (2𝑣 + 𝐿𝑐𝑜𝑟𝑟) = 5,6 𝑚2
dove
𝜏 = 1 m è la lunghezza del lato corto del pallet avendo considerato nel dimensionamento del vano 10 cm di
margine per facilitare le operazioni di inserimento ed estrazione dalla scaffalatura;
𝑣 = 1,3 m è la lunghezza del lato lungo del pallet avendo considerato nel dimensionamento del vano 10 cm
di margine per facilitare le operazioni di inserimento ed estrazione dalla scaffalatura.
Il coefficiente di utilizzazione superficiale diviene quindi pari a:
𝑈𝑡. 𝑆𝑢𝑝 =𝑁𝑝𝑎𝑙𝑙𝑒𝑡
𝑆𝑚𝑜𝑑= 1,785
𝑝𝑝
𝑚2
dove 𝑁𝑝𝑎𝑙𝑙𝑒𝑡 = 10 è il numero di pallet disposti sulla scaffalatura bifronte a P livelli.
Dovendo stoccare CS pallet occorre una superficie pari a:

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
78
𝐴 =𝐶𝑆
𝑈𝑡.𝑆𝑢𝑝= 2240 𝑚2
La collocazione ottimale della superficie di interesse prevede che il punto di I/O sia disposto al centro
del lato lungo. Questo consente la minimizzazione del tempo di movimentazione dei carrelli. Il rapporto tra
i lati della superficie risulterà, quindi, essere pari a U:V = 2:1.
Sulla base delle considerazioni sopra fatte è possibile calcolare il fronte e la profondità teorica del
magazzino nel seguente modo:
𝑈𝑡ℎ = √2𝐴 = 66,93 𝑚
𝑉𝑡ℎ =𝐴
𝑈= 33,46 𝑚
Il numero di corridoi possibili con questa larghezza teorica risulta essere pari a:
𝑁𝑐𝑜𝑟𝑟𝑡ℎ =
𝑈𝑡ℎ
2𝑣 + 𝐿𝑐𝑜𝑟𝑟= 11,95 𝑐𝑜𝑟𝑟𝑖𝑑𝑜𝑖
Arrotando all’intero superiore significa poter disporre all’interno del magazzino un numero di
corridoi pari a:
𝑁𝑐𝑜𝑟𝑟 = ⌈𝑁𝑐𝑜𝑟𝑟𝑡ℎ ⌉ = 12 𝑐𝑜𝑟𝑟𝑖𝑑𝑜𝑖
Conseguentemente sarà possibile allestire all’interno del magazzino un numero di scaffalature pari a:
𝑁𝑠𝑐𝑎𝑓𝑓 = 2 ∙ 𝑁𝑐𝑜𝑟𝑟 = 24 𝑠𝑐𝑎𝑓𝑓𝑎𝑙𝑎𝑡𝑢𝑟𝑒 𝑚𝑜𝑛𝑜𝑓𝑟𝑜𝑛𝑡𝑒
A questo punto è possibile calcolare la lunghezza effettiva dei lati del magazzino:
𝑈 = 𝑁𝑐𝑜𝑟𝑟 ∙ (2𝑣 + 𝐿𝑐𝑜𝑟𝑟) = 67,2 𝑚
𝑉 = ⌈𝑈
2⌉ = 34 𝑚
(V arrotondato a multipli di 1, il lato corto del pallet).
La profondità dell’area di ubicazione delle scaffalature consente, quindi, di stoccare 34 pile di pallet.
La capacità di stoccaggio effettiva risulta quindi essere pari a:
𝑁𝑝𝑎𝑙𝑙𝑒𝑡 =𝑉
𝜏∙ 𝑁𝑠𝑐𝑎𝑓𝑓 ∙ 𝑃 = 4080 𝑝𝑎𝑙𝑙𝑒𝑡
Per permettere le movimentazioni dei carrelli occorre predisporre sui due lati lunghi due corridoi,
arrivando ad avere una profondità del magazzino pari a:
ℎ = 𝑉 + 2𝐿𝑐𝑜𝑟𝑟 = 40 𝑚
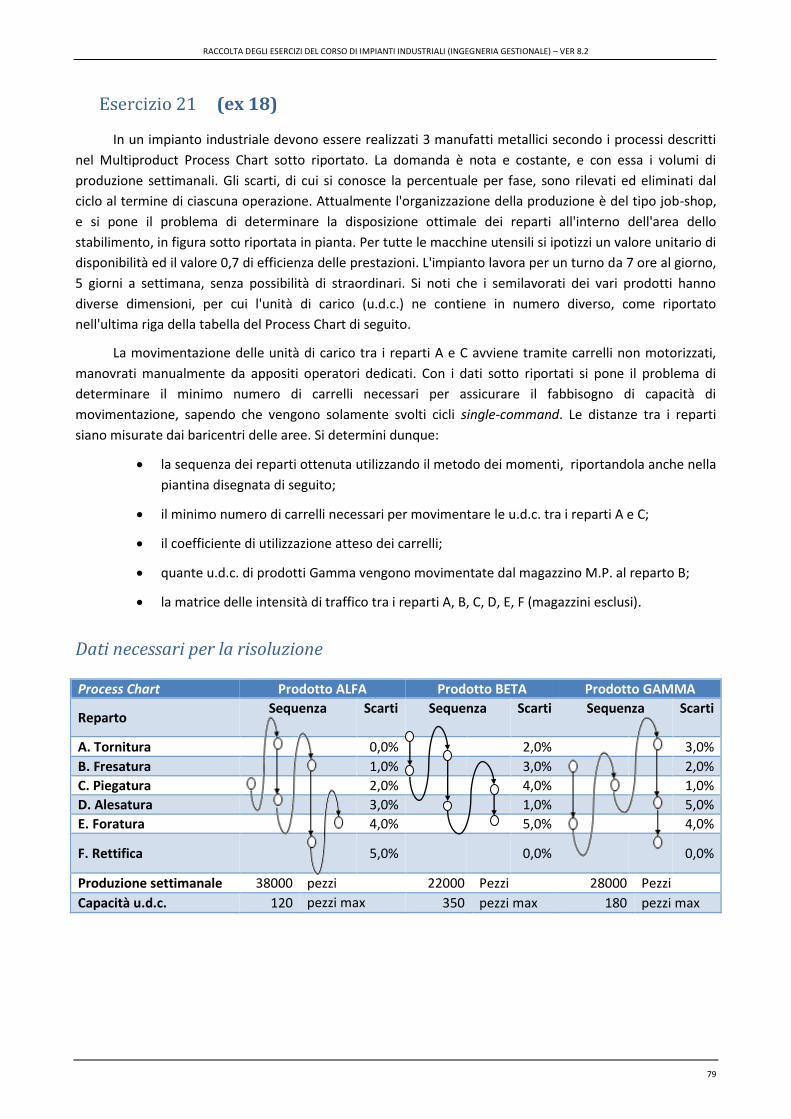
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
79
(ex 18)
In un impianto industriale devono essere realizzati 3 manufatti metallici secondo i processi descritti
nel Multiproduct Process Chart sotto riportato. La domanda è nota e costante, e con essa i volumi di
produzione settimanali. Gli scarti, di cui si conosce la percentuale per fase, sono rilevati ed eliminati dal
ciclo al termine di ciascuna operazione. Attualmente l'organizzazione della produzione è del tipo job-shop,
e si pone il problema di determinare la disposizione ottimale dei reparti all'interno dell'area dello
stabilimento, in figura sotto riportata in pianta. Per tutte le macchine utensili si ipotizzi un valore unitario di
disponibilità ed il valore 0,7 di efficienza delle prestazioni. L'impianto lavora per un turno da 7 ore al giorno,
5 giorni a settimana, senza possibilità di straordinari. Si noti che i semilavorati dei vari prodotti hanno
diverse dimensioni, per cui l'unità di carico (u.d.c.) ne contiene in numero diverso, come riportato
nell'ultima riga della tabella del Process Chart di seguito.
La movimentazione delle unità di carico tra i reparti A e C avviene tramite carrelli non motorizzati,
manovrati manualmente da appositi operatori dedicati. Con i dati sotto riportati si pone il problema di
determinare il minimo numero di carrelli necessari per assicurare il fabbisogno di capacità di
movimentazione, sapendo che vengono solamente svolti cicli single-command. Le distanze tra i reparti
siano misurate dai baricentri delle aree. Si determini dunque:
la sequenza dei reparti ottenuta utilizzando il metodo dei momenti, riportandola anche nella
piantina disegnata di seguito;
il minimo numero di carrelli necessari per movimentare le u.d.c. tra i reparti A e C;
il coefficiente di utilizzazione atteso dei carrelli;
quante u.d.c. di prodotti Gamma vengono movimentate dal magazzino M.P. al reparto B;
la matrice delle intensità di traffico tra i reparti A, B, C, D, E, F (magazzini esclusi).
Dati necessari per la risoluzione
Process Chart Prodotto ALFA Prodotto BETA Prodotto GAMMA
Reparto Sequenza Scarti Sequenza Scarti Sequenza Scarti
A. Tornitura 0,0%
2,0%
3,0%
B. Fresatura 1,0%
3,0%
2,0%
C. Piegatura 2,0%
4,0%
1,0%
D. Alesatura 3,0%
1,0%
5,0%
E. Foratura 4,0%
5,0%
4,0%
F. Rettifica
5,0%
0,0%
0,0%
Produzione settimanale 38000 pezzi 22000 Pezzi 28000 Pezzi
Capacità u.d.c. 120 pezzi max 350 pezzi max 180 pezzi max

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
80
Pianta della superficie e di un reparto
(Vhp) Velocità orizzontale del carrello a pieno carico = 1,5 m/s
(Vhv) Velocità orizzontale del carrello a vuoto = 2,3 m/s
(Tcs) Tempo fisso di carico o scarico = 180 S
(eta) efficienza dei carrelli = 0,75
Risoluzione
Il primo passo per la determinazione della sequenza dei reparti, mediante il metodo dei momenti, è il
calcolo delle unità movimentate nel sistema, considerando i vari tassi di scarto. In tal senso, si calcola
iterativamente il numero di prodotti tra una stazione ed un’altra. Ad esempio, per il prodotto ALFA, le
lavorazioni presso la stazione di lavoro E (ultima della sequenza) sono espresse dalla seguente formula:
𝐿𝑎𝑣𝐸 =𝑑𝛼
(1−𝑞𝐸)= 39584 𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖
Dove qE è il tasso di guasto della stazione di lavoro E ed è pari a 0,04.
Le lavorazioni presso la stazione F (che precede la stazione E nella sequenza) si ricavano in maniera
immediata:
𝐿𝑎𝑣𝐹 =𝐿𝑎𝑣𝐸
(1−𝑞𝐹)= 41668 𝑙𝑎𝑣𝑜𝑟𝑎𝑧𝑖𝑜𝑛𝑖
In maniera analoga si determinano le lavorazione presso le altre stazioni .
Successivamente si ottengono i contenitori in arrivo dividendo i prodotti per la capacità dell’unità di
carico e approssimando ovviamente all’intero superiore. Di seguito l’esempio delle prime due stazioni di
lavorazione della sequenza del prodotto ALFA:
𝐶𝑜𝑛𝑡𝐶 = ⌈𝐿𝑎𝑣𝐶
𝐶𝑎𝑝𝛼⌉ = 369 𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖
𝐶𝑜𝑛𝑡𝐴 = ⌈𝐿𝑎𝑣𝐴
𝐶𝑎𝑝𝛼⌉ = 362 𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖
Nelle tabelle che seguono sono riportati i valori ottenuti per singolo prodotto.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
81
ALFA C A D B F E PROD
Scarti 2% 0% 3% 1% 5% 4%
Prodotti 44277 43391 43391 42089 41668 39584 38000
cont IN ARRIVO 369 362 362 351 348 330 317
BETA A C B E D F PROD
Scarti 2% 4% 3% 5% 1% 0%
Prodotti 25635 25122 24117 23393 22223 22000 22000
cont IN ARRIVO 74 72 69 67 64 63 63
GAMMA B E C A D F PROD
Scarti 2% 4% 1% 3% 5% 0%
Prodotti 32625 31972 30693 30386 29474 28000 28000
cont IN ARRIVO 182 178 171 169 164 156 156
Si completa, a questo punto, la tabella dei momenti:
MACCH/POS 1 2 3 4 5 6 tot
A 74 362 169 605
B 182 69 351 602
C 369 72 171 612
D 362 228 590
E 178 67 330 575
F 348 219 567
Successivamente si stabilisce la posizione ideale di ciascuna stazione di lavoro, in base al centro di
massa delle movimentazioni, mediante la formula che segue (riferita alla stazione A):
𝑃𝑜𝑠𝐴𝑖𝑑𝑒𝑎𝑙𝑒 =
1 ∙ 74 + 2 ∙ 362 + 4 ∙ 169
605= 2,44
Nella tabella che segue è mostrata la posizione ideale e quella reale (ottenuta mediante ordinamento
crescente dei valori delle posizioni ideali) di ciascuna stazione.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
82
Macchina Posizione
ideale
Posizione
reale
A 2,44 2
B 2,98 3
C 1,68 1
D 3,77 4
E 4,53 5
F 5,39 6
Si riporta di seguito la piantina con la sequenza dei reparti ottenuta.
Per il calcolo del il numero di carrelli è primariamente necessario determinare il tempo ciclo di un
carrello, tarandola sulle distanze ricavabili banalmente dalla pianta della superficie. Ad esempio, per il
tratto A-C risulta:
𝑇𝑐𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜 =
𝐷𝐴−𝐶𝑉ℎ𝑝
+𝐷𝐴−𝐶𝑉ℎ𝑣
+ 2 ∙ 𝑇𝑐𝑠
60 𝑠
𝑚𝑖𝑛 ∙ 𝜂
= 8,98 𝑚𝑖𝑛
Successivamente si ricava il numero di contenitori e il relativo tempo necessario per la
movimentazione:
𝐶𝑜𝑛𝑡𝐴−𝐶 = 𝐶𝑜𝑛𝑡𝐶−𝐴𝛾
+ 𝐶𝑜𝑛𝑡𝐴−𝐶𝛽
+ 𝐶𝑜𝑛𝑡𝐶−𝐴𝛼 = 603 𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖
𝑇𝑛𝑒𝑐𝑒𝑠𝑠𝑎𝑟𝑖𝑜 = 𝐶𝑜𝑛𝑡𝐴−𝐶 ∙ 𝑇𝑐𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜 = 5414,4𝑚𝑖𝑛
𝑠𝑒𝑡𝑡𝑖𝑚𝑎𝑛𝑎
È immediato il calcolo del numero di carrelli:
𝑁𝑐𝑎𝑟𝑟𝑡ℎ =
𝑇𝑛𝑒𝑐𝑒𝑠𝑠𝑎𝑟𝑖𝑜
𝑇𝑑𝑖𝑠𝑝= 2,58 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖
𝑁𝑐𝑎𝑟𝑟 = ⌈𝑇𝑛𝑒𝑐𝑒𝑠𝑠𝑎𝑟𝑖𝑜
𝑇𝑑𝑖𝑠𝑝⌉ = 3 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖
C A B D E F
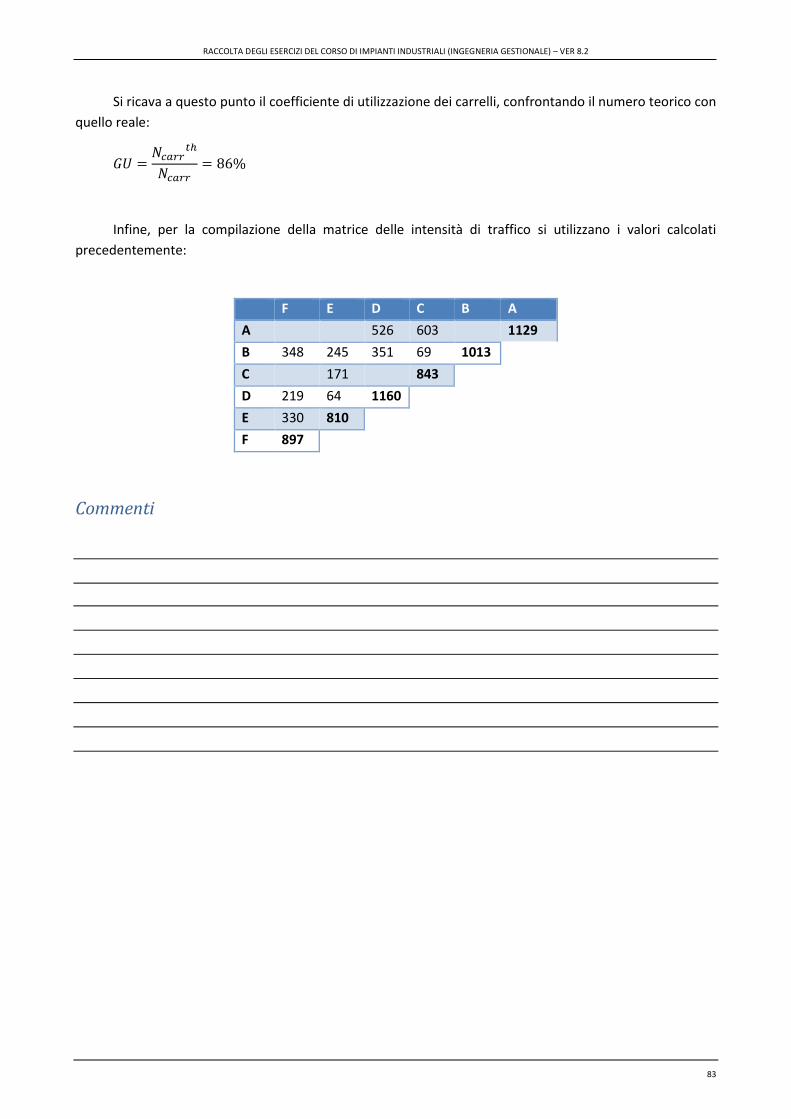
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
83
Si ricava a questo punto il coefficiente di utilizzazione dei carrelli, confrontando il numero teorico con
quello reale:
𝐺𝑈 =𝑁𝑐𝑎𝑟𝑟
𝑡ℎ
𝑁𝑐𝑎𝑟𝑟= 86%
Infine, per la compilazione della matrice delle intensità di traffico si utilizzano i valori calcolati
precedentemente:
F E D C B A
A 526 603 1129
B 348 245 351 69 1013
C 171 843
D 219 64 1160
E 330 810
F 897
Commenti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
84
(ex 22)
Un'azienda sta attuando la progettazione del suo nuovo magazzino di stoccaggio prodotti finiti.
All'interno del perimetro del proprio insediamento produttivo, attiguo al reparto produzione, dispone di un
magazzino estremamente ampio - con altezza utile pari ad (Hm) metri - in cui vuole collocare,
opportunamente disposte, scaffalature bifronti per una capacità statica totale di (CS) posti pallet. La
capacità del magazzino è stata stimata sulla base del fatto che mediamente la giacenza di magazzino è pari
a (Gm) pallet. Tutti i prodotti finiti che escono dall'unica linea di produzione sono confezionati in pallet di
dimensioni standard (europallet) di altezza complessiva pari ad (hp) metri. Per la movimentazione dei
pallet, dal pallettizzatore (P) al magazzino e dal magazzino al reparto spedizioni (RS), l'azienda intende
utilizzare carrelli a forche e contrappeso di cui era già in possesso perchè utilizzati nel vecchio magazzino,
ora raso al suolo. A valle del pallettizzatore (P) non vi è la possibilità di accumulare i pallet, che devono
essere necessariamente subito movimentati al magazzino. Dei carrelli si conoscono i dati di velocità di
traslazione (Vh), velocità di sollevamento e discesa forche (Vv), tempi fissi di carico o scarico (Tf), altezza
massima raggiunta dalle forche (Hf) e spazio di manovra, relativo al raggio di sterzata (Sm), efficienza (eta).
Nel dimensionare il vano di stoccaggio nelle scaffalature bifronti, si tengano presente i seguenti valori:
spessore montante =100mm; distanza in orizzontale tra pallet e montante =50 mm; spessore corrente
=200mm; distanza in verticale tra pallet e corrente =200 mm.
Il pallettizzatore, alla fine della linea di produzione, ha un tempo ciclo teorico pari a (TcP), mentre la
linea, che non necessariamente è sempre in funzione, ha in generale registrato una efficienza delle
prestazioni pari a (EpL). Il reparto spedizioni effettua le registrazioni dei pallet in uscita in una postazione
che dista (dd) metri dalla porta di entrata ed uscita del magazzino. Tutti i reparti dell'azienda lavorano su
due turni al giorno, per (gg) giorni all'anno. Sapendo che l'indice di rotazione medio dei prodotti stoccati è
pari ad (IR), si scelga il numero minimo di carrelli necessari a movimentare i materiali tra il pallettizzatore, il
magazzino ed il reparto spedizione. Si trascuri la distanza tra il pallettizzatore e l'unica porta di entrata ed
uscita del magazzino, posta centralmente rispetto alla futura area di stoccaggio.
Rappresentazione del processo produttivo
P

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
85
Dati necessari per la risoluzione
(dd) Distanza tra il reparto spedizione e la porta del magazzino = 50 M
(gg) giorni di apertura dell'azienda = 210 giorni/anno
(IR) Indice di rotazione medio dei prodotti in magazzino = 7 rotazioni/anno
(TcP) Tempo ciclo teorico del pallettizzatore = 75 S
(EpL) Efficienza delle prestazioni della linea = 53%
(CS) Capacità statica desiderata in magazzino = 16.000 posti pallet
(Gm) Giacenza media in magazzino = 11.200 posti pallet
(hp) Altezza dei pallet = 1,1 M
(Vh) Velocità di traslazione dei carrelli = 6 km/h
(Vv) Velocità di sollevamento e discesa forche dei carrelli = 0,25 m/s
(Tf) Tempi fissi carico o scarico dei carrelli = 55 S
(Hf) Altezza massima raggiunta dalle forche dei carrelli = 5 M
(Sm) Spazio di manovra dei carrelli = 3,2 M
(eta) efficienza dei carrelli = 65%
(Hm) altezza utile del magazzino = 5,00 M
Risoluzione
Calcolo del numero minimo di carrelli
Il procedimento logico per il calcolo del numero di carrelli scaturisce dal confronto tra il tempo
operativo dei carrelli ed il tempo ideale per compiere tutte le operazioni. Importante è ricordare che nel
dimensionamento dei mezzi di trasporto dobbiamo considerare il caso peggiore, ovvero non quello di
aumento del tempo ciclo, ma quello in cui i mezzi di produzione funzionino a pieno ritmo, ovvero con il
tempo ciclo ideale. Tuttavia però per dimensionare adeguatamente dobbiamo considerare che il tempo
carico dei carrelli deve essere ridotto anche della perdita di efficienza dei carrelli (micro fermate,
rallentamenti, ecc.). Inoltre per capire esattamente i tempi di movimentazione abbiamo necessità di
studiare la planimetria dell’impianto. Per prima cosa possiamo calcolarci il tempo netto operativo nel quale
i carrelli realmente operano, pari a:
Tempo operativo netto carrelli = 8 ℎ
𝑡𝑢𝑟𝑛𝑜∙ 2
𝑡𝑢𝑟𝑛𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∙ 𝑒𝑡𝑎 = 10
ℎ
𝑔𝑖𝑜𝑟𝑛𝑜
Per calcolare il tempo che i carrelli impiegano per compiere tutte le operazioni è necessario che
dimensioniamo il modulo, per capire gli spazi del magazzino.
Quindi per prima cosa dobbiamo dimensionare il vano pallet. Considerando gli spazi che devono
essere lasciati per permettere una migliore estrazione del pallet avremo:
τ = 1,0 m
ν = 1,3 m
δ = 1,5

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
86
Passiamo a determinare le dimensioni del modulo:
𝐴𝑟𝑒𝑎 𝑚𝑜𝑑𝑢𝑙𝑜 = 𝜏 ∙ (𝜈 ∙ 2 + 𝑆𝑚) = 5,8 𝑚
Ci serve ora capire quanti pallet possiamo stoccare per modulo nel modo seguente:
𝑃𝑎𝑙𝑙𝑒𝑡 𝑝𝑒𝑟 𝑚𝑜𝑑𝑢𝑙𝑜 = 2 ∙ 𝑀𝑖𝑛 {𝑖𝑛𝑡 (𝐻𝑚
𝐻) |𝑖𝑛𝑡 (
𝐻𝑓
𝐻) + 1} = 6 𝑝𝑎𝑙𝑙𝑒𝑡 𝑝𝑒𝑟 𝑚𝑜𝑑𝑢𝑙𝑜
(Livelli di stoccaggio J=3)
Il coefficiente di utilizzazione superficiale è quindi 6 𝑝𝑝
5,8 𝑚𝑞= 1,03 𝑝𝑝/𝑚𝑞.
Sapendo quanti posti pallet ci servono possiamo trovare la superficie del magazzino, il fronte teorico
ed il lato sia ottimale che reale e quindi la capacità statica reale del magazzino.
𝑆𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑒 𝑚𝑎𝑔𝑎𝑧𝑧𝑖𝑛𝑜 =16′000 𝑝𝑝
1,03 𝑝𝑝/𝑚𝑞= 15466,67 𝑚𝑞
𝐹𝑟𝑜𝑛𝑡𝑒 𝑡𝑒𝑜𝑟𝑖𝑐𝑜 𝑜𝑡𝑡𝑖𝑚𝑎𝑙𝑒 = √15466,67 ∗ 22
= 175,88 𝑚
𝑃𝑟𝑜𝑓𝑜𝑛𝑑𝑖𝑡à 𝑙𝑎𝑡𝑜 =175,88
2= 87,94 𝑚
𝑁° 𝑚𝑜𝑑𝑢𝑙𝑖 𝑛𝑒𝑙 𝑓𝑟𝑜𝑛𝑡𝑒 =175,88 𝑚
5,8 𝑚= 30,32 → 30 𝑚𝑜𝑑𝑢𝑙𝑖 → 𝑈 (𝐹𝑟𝑜𝑛𝑡𝑒 𝑅𝑒𝑎𝑙𝑒) = 30 ∗ 5,8𝑚 =
174𝑚
𝑃𝑎𝑙𝑙𝑒𝑡 𝑝𝑒𝑟 𝑙𝑎𝑡𝑜 = 6 ∗ 30 = 180𝑝𝑝
𝑙𝑎𝑡𝑜→ 𝑉 (𝐿𝑎𝑡𝑜 𝑟𝑒𝑎𝑙𝑒) =
16′000 𝑝𝑝
180𝑝𝑝
𝑙𝑎𝑡𝑜
= 89 𝑚
𝐶𝑎𝑝𝑎𝑐𝑖𝑡à 𝑠𝑡𝑎𝑡𝑖𝑐𝑎 𝑟𝑒𝑎𝑙𝑒 = 180 ∗ 89 = 16020 𝑝𝑝
Il prossimo passo prima di definire il numero di carrelli da utilizzare nell’impianto è l’analisi dei tempi
di movimentazione del carrello. Quindi sapendo le misure possiamo trovare i differenti tempi. Partiamo con
l’individuazione del tempo necessario per percorrere la distanza media di andata e ritorno e per
sollevamento e discesa forche. Prima di tutto troviamo il tempo operativo netto dei carrelli pari a 16 ℎ/𝑔 ∗
0,64 = 10,24 ℎ/𝑔, poi procediamo come segue:
𝑇𝑒𝑚𝑝𝑜 𝑐𝑖𝑐𝑙𝑜 𝑚𝑒𝑑𝑖𝑜 𝑖𝑚𝑚𝑖𝑠𝑠𝑖𝑜𝑛𝑒 𝐼𝐷𝐸𝐴𝐿𝐸 =(
𝑈
4+
𝑉
2)∗2
𝑉ℎ+
(𝐽−1)∗𝛿
𝑉𝑣+ 2 ∗ 𝑇𝑓 = 227,6 sec = 3,79 𝑚𝑖𝑛
𝑇𝑒𝑚𝑝𝑜 𝑐𝑖𝑐𝑙𝑜 𝑚𝑒𝑑𝑖𝑜 𝑝𝑟𝑒𝑙𝑖𝑒𝑣𝑜 𝐼𝐷𝐸𝐴𝐿𝐸 =(
𝑈
4+
𝑉
2+2∗𝑑𝑑)
𝑉ℎ+
(𝐽−1)∗𝛿
𝑉𝑣+ 2 ∗ 𝑇𝑓 = 287,6 sec = 4,79 𝑚𝑖𝑛
A questo punto ci serve trovare la capacità produttiva della linea per capire quanti pallet dobbiamo
immettere al giorno: sapendo che la linea lavora 2 turni al giorno e che il tempo ciclo del pallettizzatore è
70 sec troviamo la capacità produttiva massima della linea facendo
𝐶𝑎𝑝𝑎𝑐𝑖𝑡à 𝑝𝑟𝑜𝑑𝑢𝑡𝑡𝑖𝑣𝑎 𝑚𝑎𝑠𝑠𝑖𝑚𝑎 =60
𝑠𝑒𝑐
𝑚𝑖𝑛∗60
𝑚𝑖𝑛
ℎ∗2
𝑡𝑢𝑟𝑛𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∗8
ℎ
𝑡𝑢𝑟𝑛𝑜
70𝑠𝑒𝑐
𝑝𝑝
= 768𝑝𝑝
𝑔𝑖𝑜𝑟𝑛𝑜
𝐶𝑎𝑝𝑎𝑐𝑖𝑡à 𝑝𝑟𝑜𝑑𝑢𝑡𝑡𝑖𝑣𝑎 𝑟𝑒𝑎𝑙𝑒 = 768 ∗ 0,52 = 407𝑝𝑝
𝑔𝑖𝑜𝑟𝑛𝑜
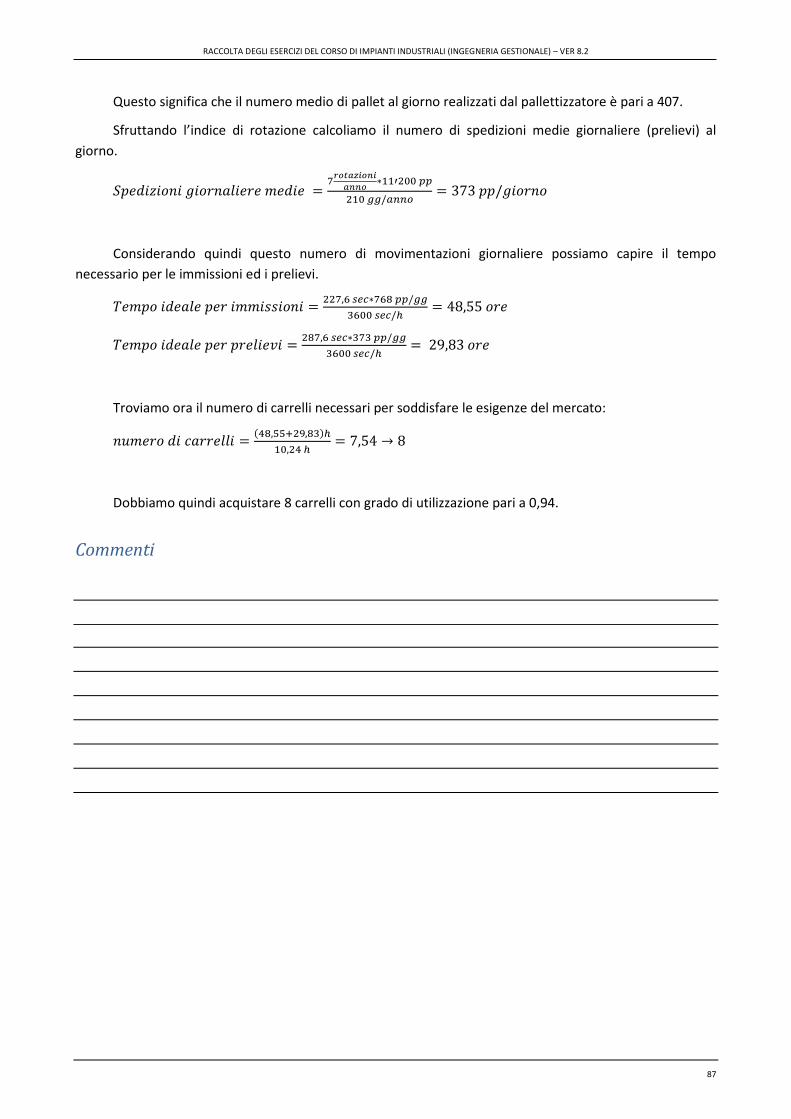
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
87
Questo significa che il numero medio di pallet al giorno realizzati dal pallettizzatore è pari a 407.
Sfruttando l’indice di rotazione calcoliamo il numero di spedizioni medie giornaliere (prelievi) al
giorno.
𝑆𝑝𝑒𝑑𝑖𝑧𝑖𝑜𝑛𝑖 𝑔𝑖𝑜𝑟𝑛𝑎𝑙𝑖𝑒𝑟𝑒 𝑚𝑒𝑑𝑖𝑒 =7
𝑟𝑜𝑡𝑎𝑧𝑖𝑜𝑛𝑖
𝑎𝑛𝑛𝑜∗11′200 𝑝𝑝
210 𝑔𝑔/𝑎𝑛𝑛𝑜= 373 𝑝𝑝/𝑔𝑖𝑜𝑟𝑛𝑜
Considerando quindi questo numero di movimentazioni giornaliere possiamo capire il tempo
necessario per le immissioni ed i prelievi.
𝑇𝑒𝑚𝑝𝑜 𝑖𝑑𝑒𝑎𝑙𝑒 𝑝𝑒𝑟 𝑖𝑚𝑚𝑖𝑠𝑠𝑖𝑜𝑛𝑖 =227,6 𝑠𝑒𝑐∗768 𝑝𝑝/𝑔𝑔
3600 𝑠𝑒𝑐/ℎ= 48,55 𝑜𝑟𝑒
𝑇𝑒𝑚𝑝𝑜 𝑖𝑑𝑒𝑎𝑙𝑒 𝑝𝑒𝑟 𝑝𝑟𝑒𝑙𝑖𝑒𝑣𝑖 =287,6 𝑠𝑒𝑐∗373 𝑝𝑝/𝑔𝑔
3600 𝑠𝑒𝑐/ℎ= 29,83 𝑜𝑟𝑒
Troviamo ora il numero di carrelli necessari per soddisfare le esigenze del mercato:
𝑛𝑢𝑚𝑒𝑟𝑜 𝑑𝑖 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖 =(48,55+29,83)ℎ
10,24 ℎ= 7,54 → 8
Dobbiamo quindi acquistare 8 carrelli con grado di utilizzazione pari a 0,94.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
88
(ex 25 – 149)
In uno stabilimento di produzione di automobili da corsa, le autovetture sono realizzate da una unica
linea di produzione composta da 8 stazioni di lavorazione separate e sequenziali, con avanzamento
sincrono del prodotto in lavorazione tra le varie stazioni. I dati dei tempi ciclo di targa (TC) nonché
dell'efficienza (Ep) e della disponibilità (D) delle varie stazioni sono noti e riportati nella tabella in basso.
Ogni stazione di lavoro, per il completamento della propria fase, consuma - ogni lavorazione effettuata -
una data quantità di materiali; questi materiali vengono resi disponibili, alla stazione di lavorazione, in "kit"
che vengono continuamente ricambiati da un dato numero di carrelli a forche. I carrelli a forche quindi
sono utilizzati per prelevare i kit "pieni" dal magazzino e per portarli alle stazioni di lavoro, nonché per
riportare i "kit" vuoti al magazzino, durante il viaggio di ritorno. I cicli dei carrelli sono tutti "dual
command", e ciascun carrello può trasportare due kit alla volta.
Il magazzino dei "kit" viene a sua volta continuamente ripristinato da periodiche spedizioni dell'unico
fornitore, sito all'interno del comprensorio industriale, nelle immediate vicinanze dello stabilimento che
porta in magazzino i "kit" pieni e ritira i "kit" vuoti utilizzando una apposita navetta. Le movimentazioni
all'interno del magazzino avvengono a mano, senza bisogno di ulteriori carrelli. La navetta del fornitore
arriva in stabilimento con una certa frequenza, ed è in grado di caricare (k) kit alla volta. La distanza tra il
magazzino e le stazioni di lavoro è all'incirca di (m) metri. I tempi di carico o scarico di un "kit" sono di (tf)
secondi. Ogni carrello a forche è in grado di portare due kit alla volta, e le prestazioni dei carrelli sono note
e riportate alla tabella seguente. E' facile che i carrelli subiscano dei rallentamenti a causa del traffico; tale
perdita di efficienza dei carrelli è stata quantificata con precisione in una funzione [EpC].
In questo contesto si richiede di calcolare il numero di carrelli a forche necessari per movimentare i
"kit" pieni ed i "kit" vuoti tra il magazzino ed il reparto produzione e di calcolare il grado di utilizzazione di
ciascun carrello e la minima frequenza oraria per i viaggi della navetta del fornitore.
Inoltre, sapendo che la direzione di produzione desidera che nel magazzino siano sempre comunque
presenti un numero di "kit" in grado di soddisfare il fabbisogno di alimentazione della linea per un tempo
pari ad un'ora (per cautelarsi dall'eventualità che si verifichino problemi alla navetta del fornitore), si calcoli
lo spazio necessario, in termini di numero massimo di "kit" - pieni e/o vuoti - che devono poter essere ivi
stoccati. (Si considerino trascurabili le distanze tra le stazioni di lavoro)
Si studi come cambierebbe il dimensionamento del numero dei carrelli a forche e della capacità del
magazzino, nell'ipotesi in cui esistessero 8 diverse tipologie di "kit", ciascuno univocamente destinabile ad
una sola stazione di lavoro.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
89
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(m) distanza tra il magazzino ed il reparto produzione = 320 M
(Vc) velocità dei carrelli = 3,5 m/s
(tf) tempo di carico e scarico, per singolo kit = 50 S
[EpC] espressione dell'efficienza delle prestazioni dei carrelli = 1-0,1 ·C
(k) numero di kit che entrano in una navetta = 6
Stazione TC (min) D Ep
1 20 95% 95%
2 21 96% 95%
3 18 94% 92%
4 20 95% 99%
5 24 94% 98%
6 23 98% 70%
7 17 99% 83%
8 15 97% 85%
Risoluzione
Calcolo del numero minimo di carrelli
La stazione che determina il tempo ciclo della linea è quella più lenta, dato che vi è un avanzamento
sincrono della linea. Visto che si sta dimensionando un sistema di trasporto, i dati di D ed Ep non devono
assolutamente essere presi in considerazione, poiché porterebbero a sottodimensionare i mezzi
(diminuiscono la capacità produttiva). La stazione con tempo ciclo più alto è quindi la stazione 5 (TCteor =
24 min). Visto che la linea è sincrona, ogni 24 minuti tutte le stazioni necessitano di 1 kit. Ci sono 8 stazioni,
per cui sono richiesti 8 kit ogni 24 minuti. Considerata la possibilità di mantenere più di 1 kit presso

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
90
ciascuna stazione, 8 kit ogni 24 minuti equivale ad 1kit ogni 3 minuti; ovvero al massimo ogni 6 minuti un
carrello deve portare 2 kit in produzione (ovvero 0,17 cicli/min).
In un ciclo un carrello carica 4 kit (2 pieni e 2 vuoti) e scarica 4 kit (2 pieni e 2 vuoti), quindi fa in
totale 8 carichi e scarichi a ciclo. Il tempo ciclo teorico del carrello è quindi il tempo di carico e scarico per il
numero di questi per ogni ciclo più il tempo per percorrere la distanza tra magazzino e stazioni (andata e
ritorno).
𝑡𝑓 ∗ 8 +(𝑚∗2)
𝑉𝑐= 583 𝑠𝑒𝑐𝑜𝑛𝑑𝑖 = 9,71 𝑚𝑖𝑛𝑢𝑡𝑖/𝑐𝑖𝑐𝑙𝑜.
Per trovare il numero di carrelli dato che l’EpC è una funzione sostituendo abbiamo un’equazioni di II
grado:
𝐶2 − 𝐶 + (0,1 ∗ 0,17 𝑐𝑖𝑐𝑙𝑖/𝑚𝑖𝑛 ∗ 9,71𝑚𝑖𝑛/𝑐𝑖𝑐𝑙𝑜) = 0
Risolvendo l'equazione di II grado le due soluzioni sono 7,97 carrelli oppure 2,03 carrelli. Con 2
carrelli si avrebbe un grado di utilizzazione del 101,6%; con 3 carrelli, del 67%. Anche la soluzione con 2
carrelli, benchè "rischiosa", è comunque ammissibile.
Calcolo della minima frequenza oraria per i viaggi della navetta del fornitore
Se la linea necessita di 1 kit/3 minuti (pari a 20 kit per ora) e la navetta porta 6 kit pieni in ciascuno
viaggio, la navetta deve compiere un viaggio ogni 3x6=18 minuti, ovvero 3,33 viaggi/ora.
Calcolo dello spazio necessario del magazzino
La linea utilizza 20 kit (pieni) per ora, quindi 20 kit (pieni) devono essere sempre presenti in
magazzino. Per consentire le operazioni di carico e scarico della navetta, al suo arrivo, occorre prevedere
posto per altri 12 kit; 6 pieni, che vengono scaricati dalla navetta, e 6 vuoti, che vengono poi caricati sulla
navetta. Quindi il totale è necessario stoccare 32 kit.
Analisi della alternativa con il cambiamento dei kit
A patto che la navetta assicuri un minimo di assortimento dei kit ad ogni suo viaggio (ad esempio
portando nel primo viaggio i kit numero 1,2,3,4,5,6; nel secondo viaggio i kit numero 7,8,1,2,3,4; e così via)
sostanzialmente nulla cambia perché il fabbisogno di kit della linea è sempre di 1 kit ogni 3 minuti, anche se
i kit non saranno sempre gli stessi. Si noti inoltre che la presenza dei 20 kit in magazzino garantisce
comunque un assortimento di kit pronti per essere prelevati dai carrelli, considerato che in magazzino
saranno sempre presenti 2 o 3 kit di ciascun tipo, sufficienti per assicurare l'autonomia a tutte le stazioni
per una media di 60 min (min 48, max 72 minuti). Eventualmente, volendo assicurare rigorosamente un
minimo di 60 minuti di autonomia sarebbe stato sufficiente innalzare il numero di kit sempre presenti in
magazzino da 20 a 24, in modo tale che di ciascun tipo di kit ne siano presenti 3 unità. In tal caso però
l'autonomia della linea salirebbe per tutte le stazioni a 72 minuti.
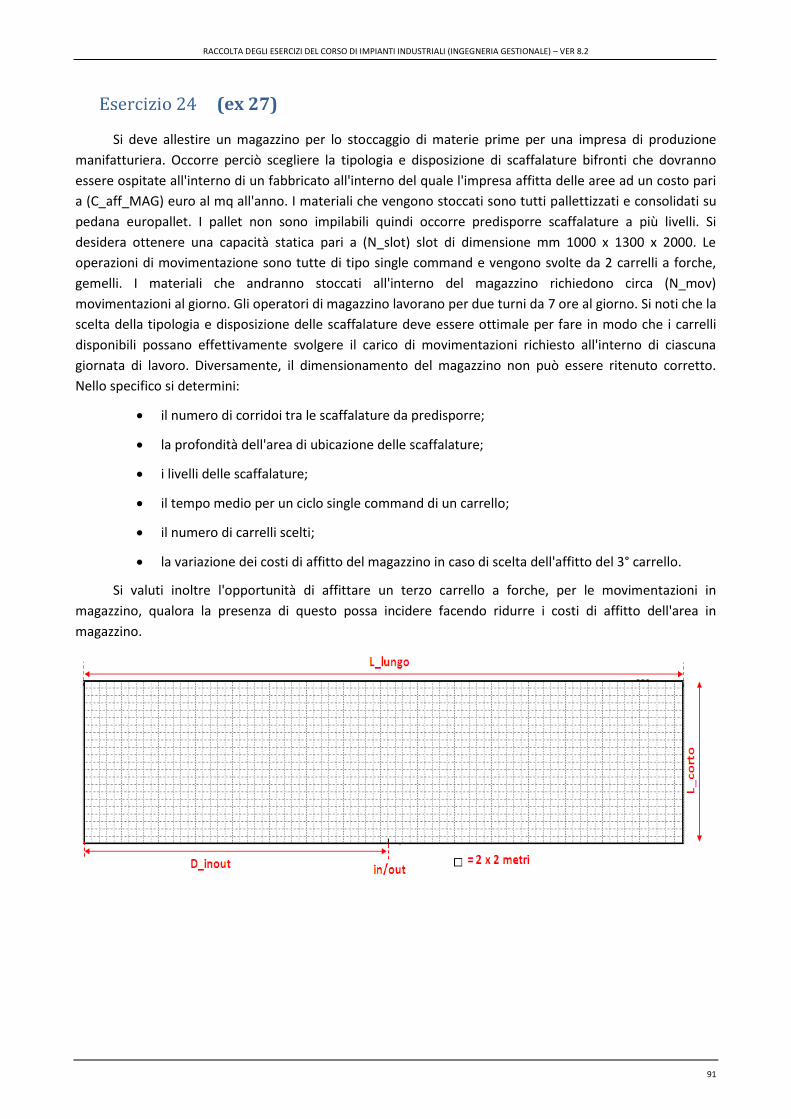
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
91
(ex 27)
Si deve allestire un magazzino per lo stoccaggio di materie prime per una impresa di produzione
manifatturiera. Occorre perciò scegliere la tipologia e disposizione di scaffalature bifronti che dovranno
essere ospitate all'interno di un fabbricato all'interno del quale l'impresa affitta delle aree ad un costo pari
a (C_aff_MAG) euro al mq all'anno. I materiali che vengono stoccati sono tutti pallettizzati e consolidati su
pedana europallet. I pallet non sono impilabili quindi occorre predisporre scaffalature a più livelli. Si
desidera ottenere una capacità statica pari a (N_slot) slot di dimensione mm 1000 x 1300 x 2000. Le
operazioni di movimentazione sono tutte di tipo single command e vengono svolte da 2 carrelli a forche,
gemelli. I materiali che andranno stoccati all'interno del magazzino richiedono circa (N_mov)
movimentazioni al giorno. Gli operatori di magazzino lavorano per due turni da 7 ore al giorno. Si noti che la
scelta della tipologia e disposizione delle scaffalature deve essere ottimale per fare in modo che i carrelli
disponibili possano effettivamente svolgere il carico di movimentazioni richiesto all'interno di ciascuna
giornata di lavoro. Diversamente, il dimensionamento del magazzino non può essere ritenuto corretto.
Nello specifico si determini:
il numero di corridoi tra le scaffalature da predisporre;
la profondità dell'area di ubicazione delle scaffalature;
i livelli delle scaffalature;
il tempo medio per un ciclo single command di un carrello;
il numero di carrelli scelti;
la variazione dei costi di affitto del magazzino in caso di scelta dell'affitto del 3° carrello.
Si valuti inoltre l'opportunità di affittare un terzo carrello a forche, per le movimentazioni in
magazzino, qualora la presenza di questo possa incidere facendo ridurre i costi di affitto dell'area in
magazzino.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
92
Dati necessari per la risoluzione
(L_lungo) Lunghezza del lato lungo del fabbricato = 160,00 m
(L_corto) Lunghezza del lato corto del fabbricato = 44,00 m
(H_utile) Altezza interna (altezza utile) del fabbricato = 13,50 m
(D_inout) Distanza del punto di I/O dal lato sinistro del fabbricato = 80,00 m
(N_slot) Numero di slot da prevedere = 8.000
(V_oriz) Velocità di traslazione orizzontale dei carrelli a forche = 3,80 m/s
(V_vert) Velocità di sollevamento o discesa forche, con o senza carico = 0,25 m/s
(T_fissi) Tempi fissi di carico o scarico dei carrelli = 27,00 s
(E_carr) Efficienza dei carrelli = 70%
(H_forc) Altezza massima della presa forche dei carrelli = 12,20 m
(L_corr) Larghezza minima del corridoio di lavoro dei carrelli = 1,60 m
(N_mov) numero di movimentazioni richieste dai materiali che andranno stoccati
= 670 mov/giorno
(C_aff_MAG) Costo di affitto dell'area nel fabbricato, all'anno, al metro quadro = 20,00 €
(C_aff_CAR) Costo di affitto del terzo carrello, al mese = 1.600,00 €
Risoluzione
Calcolo della configurazione del magazzino
Il testo chiede innanzitutto di allestire il magazzino in modo che possa essere servito da due carrelli.
Si procede con il noto metodo per determinare le dimensioni del magazzino nel caso ottimale.
Sulla base dell'altezza dello slot (2 metri) e dell'altezza del magazzino (13,50 metri) risulta evidente
che il numero massimo di livelli nella scaffalatura è pari a 6. Disponendo il pallet con il lato corto lungo il
muro, la superficie del modulo diventa pari 1*(1,3+1,6+1,3) = 4,2 mq. Il coefficiente di utilizzazione
superficiale diventa quindi pari a 2,857 pp/mq. Dovendo stoccare almeno 8000 pallet, occorre quindi una
superficie di 8000/2,857=2800 mq. La collocazione ottimale della superficie di interesse prevede che il
punto di I/O sia al centro del lato lungo. Solo in tal caso, il rapporto tra i lati della superficie, è di U:V=2:1.
Data l'estensione necessaria, la lunghezza teorica dei lati della superficie diventa quindi V=37,4 e U=74,8.
Dovendo arrotondare U a multipli di (1,3+1,6+1,3) e V a multipli di 1, si ottiene la lunghezza effettiva dei lati
pari a V=38 (ovvero la profondità dell'area di ubicazione delle scaffalature consente di stoccare 38 pile di
pallet) ed U=75,6 (ovvero è possibile prevedere 18 corridoi). La capacità di stoccaggio effettiva risulta
quindi 8208 posti pallet. Per consentire l'accesso alle scaffalature, occorre prevedere per lo meno un
corridoio frontale di larghezza maggiore di 1,6 metri. Considerato che la profondità del fabbricato è pari a
44 metri, il dimensionamento è compatibile con i vincoli murari. Il costo annuo di affitto della superficie
necessaria all'azienda, comprensiva di un minimo corridoio centrale che in prima istanza può porsi largo
1,6m, diventa quindi pari a 75,6m*(38m + 1,6m)*20€/mq = 59'875 euro.
Avendo previsto il punto di I/O centrale rispetto al fronte della superficie di stoccaggio, con
equiprobabilità di accesso ai vani il tempo ciclo teorico dei carrelli può calcolarsi come:
2 ∗75,6𝑚
4+
38𝑚
2+𝑐𝑜𝑟𝑟𝑖𝑑𝑜𝑖𝑜 𝑓𝑟𝑜𝑛𝑡𝑎𝑙𝑒
3,8𝑚
𝑠
+ 2𝑚∗(6−1)
0,25 𝑚/𝑠+ 2 ∗ 27𝑠 = 114 𝑠𝑒𝑐𝑜𝑛𝑑𝑖
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
93
Il tempo ciclo reale pari a 114s/70% = 163 secondi. Si noti che l'operazione (75m/4) origina dalla
disposizione dell'area di stoccaggio al centro del fabbricato. Disponendo la superficie in altra collocazione, il
calcolo così effettuato non ha senso. Dovendo eseguire 670 movimentazioni al giorno sarebbero necessarie
30,5 ore complessive. Disponendo di 2 carrelli, ciascun carrello dovrebbe operare per 15,25 ore al giorno.
Considerando che i turni di lavoro sono 2 da 7 ore, il dimensionamento effettuato non consente di svolgere
il carico di lavoro previsto e non è ammissibile.
Si procede quindi prevedendo la riduzione del numero di livelli delle scaffalature ed aumentando - di
conseguenza - la superficie necessaria. Con 5 livelli di stoccaggio (anziché 6) l'area necessaria assume
dimensioni U = 84m e V = 41m. Il tempo ciclo reale del carrello è pari a 155 secondi ma non si riesce
comunque a svolgere il carico di movimentazioni richiesto nella giornata. Con 4 livelli di stoccaggio l'area
necessaria assumerebbe teoricamente dimensioni U = 92,4m e V = 46m. Dato che il lato corto del
fabbricato è pari a 44m, il dimensionamento non è ammissibile. Occorre pertanto abbandonare il rapporto
di ottimalità U:V=2:1.
Dovendo prevedere un corridoio frontale, si può quindi scegliere ad esempio la superficie dalla forma
tale V=40m, 4 livelli e 25 corridoi (quindi U=105 m) in modo tale che vi siano esattamente 8000 slot. Con
tale dimensione il tempo ciclo reale del carrello diventa pari a 147 secondi ed il dimensionamento diventa
compatibile con le esigenze di movimentazione. Il costo di affitto dell'area nel fabbricato è quindi di:
105𝑚 ∗ (40𝑚 + 1,6𝑚) ∗ 20€/𝑚𝑞 = 87′360 𝑒𝑢𝑟𝑜/𝑎𝑛𝑛𝑜.
Il testo chiede quindi di valutare l'opportunità di utilizzare un terzo carrello. Non risultando - di
conseguenza - più problemi di capacità di movimentazione, si confronta la soluzione ammissibile
determinata al passo precedente con quella a cui corrisponde la minima occupazione di spazio, ovvero la
prima soluzione calcolata. Il risparmio di costo annuo è pari a 87'360 euro - 59'875 euro = 27'485 euro.
Confrontando il valore con il costo annuo di affitto del carrello (19'200) risulta che la soluzione più
conveniente prevede di adottare 3 carrelli, 6 livelli di stoccaggio e lasciare che le scaffalature insistano sulla
superficie ottimale di valore minimo.
Si noti che, volendo operare con due carrelli, esistono altre soluzioni ammissibili. Ad esempio,
sempre tendendo fisso V=40m per consentire la presenza di corridoi frontali e/o alla fine delle scaffalature,
prevedendo 3 livelli di stoccaggio, 34 corridoi (U=142,8m) per un totale di 8160 slot, il tempo ciclo reale per
carrello diventa pari a 143 secondi. Il costo dell'affitto della superficie risulta pari a 116'480 euro/anno,
quindi - pur se ammissibile - risulta più costosa delle precedenti.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
94
(ex 32)
Un impianto industriale produce mattoni prefabbricati di dimensioni 60 x 10 x 20 cm. La materia
prima in polvere, di densità relativa (DENS), viene trasportata all’interno di bidoni cilindrici, di diametro
(d_bidoni) e altezza (H_bidoni), dal magazzino (M) alla linea di produzione mediante (N_carrelli) carrelli. La
materia prima viene successivamente scaricata in una tramoggia di piccole dimensioni che alimenta una
macchina compattatrice (A), che realizza i mattoni con tempo ciclo teorico (TC_A).
La macchina A lavora già da molti anni, avendo stabilizzato i valori di disponibilità (Disp) ed efficienza
delle prestazioni (Ep). Non tutte le lavorazioni effettuate dalla compattatrice vanno a buon fine: una parte
(q) dei mattoni che escono dalla macchina A sono incompleti e vengono tutti rilavorati. L'impianto
produttivo è in funzione (ga) giorni all'anno; durante questo periodo, l'impianto lavora su (n) turni per (gg)
giorni all'anno e per i rimanenti (ga-gg) giorni è fermo per operazioni di manutenzione preventiva
straordinaria e per altre ragioni organizzative aziendali.
Per lo stoccaggio della materia prima l’azienda dispone di un ampio fabbricato che insiste su un’area
di (L_lungo x L_corto) metri e con altezza utile sotto trave pari a (H_utile) metri. Allo stato attuale l’azienda
ha allestito solo una parte della struttura occupando un’area di (z x t) metri con (Scaf) scaffalature bifronti a
(LIV) livelli di stoccaggio e slot di dimensioni (a x b x c). Si noti che ogni slot può contenere un solo bidone
cilindrico. Inoltre ancora (p) dei LIV livelli disponibili risultano completamente vuoti. Il fabbricato prevede
un unico punto di accesso disposto centralmente rispetto all’attuale area allestita per lo stoccaggio del
materiale. I carrelli effettuano operazioni di immissione e prelievo solo di tipo single command caricando e
trasportando i bidoni cilindrici di materia prima ad uno ad uno. Dei carrelli si conoscono, inoltre, i dati di
velocità di traslazione (V_oriz), velocità di sollevamento e discesa forche (V_vert), tempi fissi di carico o
scarico (T_fissi), altezza massima raggiunta dalle forche (H_forc) ed efficienza (E_carr).
Il piano di approvvigionamenti adottato dall’azienda prevede il lancio di unico ordine al fornitore
nella prima settimana di Gennaio, con consegna immediata della totalità della materia prima necessaria per
la produzione annuale.
L’azienda, avendo stretto un importante accordo commerciale con una nota ditta di costruzioni edili,
prevede di far marciare al massimo regime - per quanto possibile - la propria linea produttiva, sino ad ora
sottoutilizzata. Il logistic manager sta valutando la necessità di modificare il layout di magazzino con
l’eventuale acquisto di nuove scaffalature, al fine di soddisfare le nuove esigenze dell’impianto.
In tal senso si determini:
- il numero minimo di scaffalature bifronti che l’azienda dovrebbe acquistare;
- i livelli delle scaffalature;
- la profondità dell'area di ubicazione delle scaffalature;
- le dimensioni perimetrali della nuova area occupata all’interno del fabbricato.
Si valuti, inoltre, se e come cambia la forma del magazzino, giustificandone opportunamente la
risposta, qualora l’azienda decidesse di acquistare un ulteriore carrello.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
95
(DENS) Densità relativa materiale granulare = 0,70 (d_bidoni) Diametro bidoni cilindrici = 60,00 centimetri
(H_bidoni) Altezza bidoni cilindrici = 1,50 metri (TC_A) Tempo ciclo teorico macchina A = 1,52 secondi
(Disp) Disponibilità macchina A = 95% (Ep) Efficienza delle prestazioni macchina A = 90% (q) % di mattoni difettosi prodotti dalla macchina A = 2% (ga) Tempo annuo di apertura impianto = 240 giorni/anno
(gg) Tempo in cui l'impianto lavora nell'anno = 210 giorni/anno (n) Numero di turni da 8 ore al giorno = 1
(L_lungo) Lunghezza del lato lungo del fabbricato = 380,00 metri (L_corto) Lunghezza del lato corto del fabbricato = 143,00 metri
(H_utile) Altezza interna (altezza utile) del fabbricato = 15,30 metri (z) Lunghezza del lato lungo dell'area di stoccaggio allestita = 274,00 metri (t) Lunghezza del lato corto dell'area di stoccaggio allestita = 137,00 metri
(Scaf) Numero di scaffalature bifronti attualmente utilizzate = 49 (LIV) Livelli scaffalatura bifronte = 8 (a x b x c) Dimensioni slot = 1,0 x 1,3 x 1,8 metri
(V_oriz) Velocità di traslazione orizzontale dei carrelli a forche = 4,50 m/s (V_vert) Velocità di sollevamento o discesa forche = 0,35 m/s
(T_fissi) Tempi fissi di carico o scarico dei carrelli = 27,00 secondi (E_carr) Efficienza dei carrelli = 70%
(H_forc) Altezza massima della presa forche dei carrelli = 14,00 metri (N_carrelli) Numero di carrelli = 4,0
(p) Livelli della scaffalatura vuoti = 2,0 (Largh_corridoio) Larghezza corridoio d'entrata = 3 metri
Risoluzione
Calcolo della nuova capacità statica del magazzino
Per valutare la necessità di modificare il layout dell’attuale magazzino con l’eventuale acquisto di
ulteriori scaffalature occorre innanzitutto preoccuparsi di determinare il volume di materiale da stoccare,
ovviamente espresso in numero di bidoni, ciò che rappresenterà la nuova capacità statica del punto di
stoccaggio. Si noti, infatti, che il piano d’approvvigionamento adottato dall’azienda prevede il lancio di un
unico ordine all’inizio dell’anno: il magazzino deve essere, quindi, dimensionato in modo tale da avere un
numero di slot sufficiente allo stoccaggio della totalità della materia prima necessaria per la produzione
annuale.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
96
Poiché l’azienda prevede di far marciare la propria linea al massimo regime per quanto possibile
(ovvero nel rispetto dei valori di efficienza e disponibilità, che sono appunto stabili visto che la linea marcia
da molti anni), a partire dalla capacità produttiva reale della macchina A si determinano il numero di
mattoni realizzabili nell’anno e conseguentemente il numero di bidoni da richiedere al fornitore nella prima
settimana di gennaio. Non avrebbe infatti senso effettuare questo calcolo sulla capacità produttiva teorica
visto che la linea non potrà mai ragionevolmente marciare al massimo teorico di velocità per un anno
intero.
𝐶𝑃𝑟𝑒𝑎𝑙𝑒(𝐴) = 𝐷𝑖𝑠𝑝 ∗ 𝐸𝑝 ∗ (1 − 𝑞)
𝑇𝐶_𝐴=
0,95 ∗ 0,9 ∗ 0,98
1,52= 0,551 𝑚𝑎𝑡𝑡𝑜𝑛𝑖/𝑠𝑒𝑐
𝐵𝑖𝑑𝑜𝑛𝑖 = 𝐶𝑃𝑟𝑒𝑎𝑙𝑒(𝐴) ∗ 𝑇𝑐𝑎𝑟𝑖𝑐𝑜 ∗ 𝑉𝑜𝑙𝑚𝑎𝑡𝑡𝑜𝑛𝑒
𝑉𝑜𝑙𝑏𝑖𝑑𝑜𝑛𝑒=
0,551 ∗ 210 ∗ 8 ∗ 3600 ∗ 0,012
0,424= 94′379 𝑏𝑖𝑑𝑜𝑛𝑖
In considerazione del fatto che non è possibile stoccare più di un bidone per ogni slot, sarà quindi
necessario allestire il magazzino con un numero di slot maggiore di 94'379 (nuova capacità statica richiesta,
a valle della sottoscrizione dell’accordo con la ditta di costruzioni).
È facile verificare che, utilizzando le scaffalature disponibili e andando ad occupare gli ultimi 2 livelli delle
scaffalature (originariamente vuoti), si raggiunge una capacità statica pari a 107'408 slot (49 scaffalature su
2 fronti, su 8 livelli e profondità pari a 137 slot). Ovvero dal punto di vista della capacità statica, le
scaffalature disponibili sono sufficienti. È però di fondamentale importanza verificare che l’attuale
configurazione possa effettivamente essere ammissibile per i nuovi fabbisogni dell’impianto, ovvero è
necessario verificare se il fatto di utilizzare i due livelli di stoccaggio più in alto non crei problemi al sistema
di movimentazione dei carrelli.
Verifica della configurazione del magazzino
Affinché il sistema di movimentazione non costituisca collo di bottiglia, il layout del magazzino dovrà
essere tale da garantire un tempo ciclo medio reale del sistema carrelli inferiore al tempo teorico impiegato
dalla macchina compattatrice per consumare la materia prima contenuta all’interno di un bidone. Ciò in
linea con il principio che i sistemi di movimentazione devono essere dimensionati sui valori teorici di
funzionamento delle risorse produttive a cui sono asserviti.
𝑀𝑎𝑡𝑡𝑜𝑛𝑖 𝑟𝑒𝑎𝑙𝑖𝑧𝑧𝑎𝑏𝑖𝑙𝑖 𝑐𝑜𝑛 𝑢𝑛 𝑏𝑖𝑑𝑜𝑛𝑒 𝑑𝑖 𝑚𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 = 𝑉𝑜𝑙 𝑏𝑖𝑑𝑜𝑛𝑒
𝑉𝑜𝑙 𝑚𝑎𝑡𝑡𝑜𝑛𝑒=
0,424
0,012= 35 𝑚𝑎𝑡𝑡𝑜𝑛𝑖
𝑇𝐶𝑡ℎ 𝐴 𝑝𝑒𝑟 𝑏𝑖𝑑𝑜𝑛𝑒 = 𝑇𝐶𝑡ℎ 𝐴 ∗ 35 = 53,2 𝑠𝑒𝑐/𝑏𝑖𝑑𝑜𝑛𝑒
Nel caso in cui il tempo ciclo medio reale del sistema di tutti i 4 carrelli risultasse maggiore di 53,2 secondi
sarebbe quindi impossibile far marciare al massimo regime la macchina A poiché quest’ultima, terminata la
materia prima contenuta in un bidone, rimarrebbe idle in attesa dell’arrivo del successivo carrello.
Avendo previsto il punto di I/O centrale rispetto al fronte della superficie di stoccaggio, ipotizzando
equiprobabilità di accesso ai vani, il tempo ciclo teorico del singolo carrello potrà calcolarsi come:
𝑇𝐶𝑡ℎ 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜 = 2 ∗ +𝑧
4+
𝑡
2+𝑐𝑜𝑟𝑟𝑖𝑑𝑜𝑖𝑜 𝑓𝑟𝑜𝑛𝑡𝑎𝑙𝑒
𝑣_𝑜𝑟𝑖𝑧+
(𝑙𝑖𝑣−1)∗𝑏
𝑣_𝑣𝑒𝑟𝑡 + 2 ∗ Tfissi = 152,22sec
𝑇𝐶𝑟𝑒𝑎𝑙𝑒 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜 = 𝑇𝐶𝑡ℎ 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜
𝐸_𝑐𝑎𝑟𝑟= 217,46 𝑠𝑒𝑐

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
97
𝑇𝐶𝑟𝑒𝑎𝑙𝑒 𝑠𝑖𝑠𝑡𝑒𝑚𝑎 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖 = 𝑇𝐶𝑟𝑒𝑎𝑙𝑒 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜
𝑁_𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖= 54,37 𝑠𝑒𝑐
Poiché il tempo ciclo medio reale del sistema di movimentazione è maggiore del tempo impiegato dalla
compattatrice per la lavorazione della materia prima contenuta in un bidone, si può evidentemente
verificare che l’attuale layout del magazzino (ovvero utilizzando anche i due livelli di stoccaggio più in alto)
non consente di svolgere il carico di lavoro previsto e non è quindi ammissibile. Si procede pertanto con la
riduzione del numero di livelli di stoccaggio; per mantenere l’adeguato valore di capacità statica sarà quindi
necessario aggiungere delle nuove scaffalature, incrementando l’area occupata all’interno del fabbricato.
Con 7 livelli di stoccaggio (anziché 8) e le scaffalature originariamente disponibili si disporrebbe di un
numero di slot pari a 93'982, il che non sarebbe sufficiente allo stoccaggio dei 94'314 bidoni previsti.
Risulterebbe, quindi, necessario l’acquisto di una ulteriore scaffalatura (la 50° scaffalatura bifronte, di
profondità pari a 137 slot e con 7 livelli occupati) con una conseguente capacità statica pari a 95'900 slot:
𝑆𝑐𝑎𝑓𝑓𝑎𝑙𝑎𝑡𝑢𝑟𝑒 𝑎𝑐𝑞𝑢𝑖𝑠𝑡𝑎𝑡𝑒 =(𝐶𝑆𝑟𝑖𝑐ℎ𝑖𝑒𝑠𝑡𝑎 − 𝐶𝑆𝐴𝑆 𝐼𝑆)
𝑁𝑣𝑎𝑛𝑖 ∗ 2 ∗ 7= 1
Per la determinazione del nuovo fronte – si noti che, dovendo prevedere un corridoio frontale e
lasciando lo spazio per un ulteriore corridoio sul lato posteriore, non è possibile incrementare la profondità
delle scaffalature – viene calcolata la lunghezza del modulo nell’originale configurazione del magazzino:
considerando le 49 scaffalature disposte come mostrato nella sottostante figura – 49 corridoi con due
scaffalature monofronte agli estremi dell’area attualmente occupata – si ha un modulo di lunghezza pari a
274/49 = 5,6 metri 1.
Con 7 livelli di stoccaggio l’area allestita con scaffalature bifronti assumerebbe, quindi, dimensioni t =137 m
e z = 279,6 m. Poiché con tale configurazione il tempo ciclo reale medio del sistema di movimentazione -
pari a 52,7 secondi – è minore del tempo teorico impiegato dalla compattatrice per lavorare la materia
prima contenuta in un bidone metallico, di conseguenza il nuovo layout ipotizzato risulta ammissibile sia dal
punto di vista della capacità statica sia dal punto di vista della compatibilità con l’attuale sistema di
movimentazione. Qualora invece l’azienda decidesse di acquistare un ulteriore carrello, non sarebbe
necessario modificare il layout del magazzino attualmente esistente (49 scaffalature con 8 livelli di
stoccaggio) poichè la capacità statica – pari a 107'408 slot – sarebbe sufficiente allo stoccaggio dei bidoni
richiesti e il sistema di movimentazione risulterebbe essere in grado di garantire un’alimentazione continua
della macchina A non configurandosi come collo di bottiglia visto che il tempo ciclo reale medio dei cinque
carrelli sarebbe pari a 43,5 secondi, ben inferiore ai 53,2 richiesti.
1 sarebbero comunque ammissibili, pur se meno preferibili, altri layout tra cui 51 o 48 corridoi con due scaffalature bifronti agli estremi dell’area occupata. In questi casi la lunghezza del modulo sarebbe rispettivamente pari a 5,3 metri e 5,7 metri.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
98
(ex 11)
In una officina meccanica vengono realizzati piccoli motori turbogas per la propulsione aeronautica.
Tali oggetti vengono completati attraverso un assemblaggio di parti in tre fasi successive realizzate in tre
diverse stazioni di lavoro manuali: nella fase A, al gruppo basamento-turbina viene aggiunto il compressore;
nella fase B viene assemblato il gruppo riduttore; nella fase C, il motore viene completato con l'aggiunta
della parte superiore del guscio metallico. La movimentazione del semilavorato tra il magazzino M da dove
vengono prelevati i gruppi basamento-turbina e la stazione A, tra le stazioni A e B, tra le stazioni B e C e tra
la stazione C ed il magazzino prodotti finiti D avviene tramite 4 paranchi, e lo scarico del pezzo dal paranco
può avvenire solo quando la stazione di lavoro ha terminato la lavorazione precedente. I componenti da
assemblare in ciascuna stazione invece vengono movimentati a terra.
La linea di assemblaggio deve garantire una produzione giornaliera di (VG) prodotti finiti, operando
su due turni al giorno; al termine della fase di assemblaggio, i motori completi vengono trasportati in
un'area collaudo dove, sottoposti a test, si rileva mediamente una percentuale di scarto pari a (q). La
disponibilità giornaliera di gruppi nel magazzino M è garantita da più rifornimenti periodici al giorno.
Si determini la più piccola classe FEM di un'unica tipologia di paranco (ovvero i paranchi devono
essere tutti uguali) che opereranno movimentando i semilavorati tra le fasi fino al magazzino prodotti finiti,
e si scelga la minima velocità di scorrimento orizzontale sull'unica rotaia che sovrasta il reparto
assemblaggio, ipotizzando per semplicità che questa non cambi quando il paranco si muove carico oppure a
vuoto. Si calcoli infine il tempo di attraversamento atteso, a regime, dei pezzi prodotti.
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(np) Numero dei paranchi 4
(T) Durata del turno giornaliero = 8 H
(VG) Volume di produzione giornaliero = 45 prodotti finiti
(TCa) Tempo ciclo teorico stazione A = 8 min
(TCb) Tempo ciclo teorico stazione B = 7 min
(TCc) Tempo ciclo teorico stazione C = 10 min
(D) Disponibilità stazioni A, B, C = 94%

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
99
(Ep) Efficienza delle Prestazioni stazioni A, B, C = 91%
(q) Percentuale di scarto = 10%
(Pb) Peso del gruppo basamento-turbina = 190 Kg
(Pc) Peso del compressore = 90 Kg
(Pr) Peso del gruppo riduttore = 50 Kg
(Pm) Peso del guscio metallico = 15 Kg
(Pa) Peso del gancio e degli accessori di carico del paranco = 6 Kg
(Vv) Velocità verticale del paranco, a pieno carico o a vuoto = 5 m/min
(Tf) Tempo fisso per l'operazione di carico o scarico = 1,5 min
(Rp) Coefficiente di disponibilità del paranco = 97%
(h) altezza di sollevamento del paranco = 3,2 M
(Lm-a) distanza tra M e la stazione A = 22 M
(La-b) distanza tra la stazione A e B = 10 M
(Lb-c) distanza tra la stazione B e C = 9 M
(Lc-d) distanza tra la stazione C e D = 10 M
Risoluzione
Determinazione della classe FEM dei paranchi
Allo scopo di determinare la classe FEM dei paranchi, occorre calcolare il Tempo Medio di
Funzionamento (TMF), determinando per prima cosa il numero di cicli compiuti giornalmente dai paranchi.
𝑛𝑐𝑖𝑐𝑙𝑖 = 𝑐𝑝𝑎𝑟𝑎𝑛𝑐𝑜 ∙ ⌈𝑉𝐺
(1 − 𝑞)⌉ = 50 𝑐𝑖𝑐𝑙𝑖
dove con cparanco si intende le unità che vengono trasportate dal paranco ad ogni ciclo di
movimentazione, e quindi pari a 1 unità/ciclo. Si calcola quindi il TMP mediante la seguente formula:
𝑇𝑀𝐹 =4 ∙ ℎ
𝑉𝑣∙ 𝑛𝑐𝑖𝑐𝑙𝑖 = 128 𝑚𝑖𝑛𝑢𝑡𝑖 = 2,13 ℎ
Successivamente si determina il valore del k cubico, calcolando preventivamente tutti i parametri
necessari, facendo riferimento al paranco che opera sul tratto C-D, che solleva il carico più gravoso, e
considerando una portata di sicurezza di 150 kg.
𝑃 = 𝑃𝑏 + 𝑃𝑐 + 𝑃𝑟 + 𝑃𝑚 + 𝑃𝑎 = 351 𝑘𝑔
𝑃𝑛𝑜𝑚 = 𝑃 + 𝑃𝑠𝑖𝑐𝑢𝑟𝑒𝑧𝑧𝑎 = 351 + 150 = 501 𝑘𝑔
𝛾 =𝑃𝑎
𝑃𝑛𝑜𝑚= 0,01198
𝛽 + 𝛾 =𝑃
𝑃𝑛𝑜𝑚= 0,7006
𝜏𝑖 = 0,5
𝜏𝑣 = 0,5

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
100
𝐾 = √(𝛽 + 𝛾)3 ∙ 𝜏𝑖 + 𝛾3 ∙ 𝜏𝑣3
= 0,56
Si noti che i valori di 𝜏𝑖 e 𝜏𝑣 sono uguali e pari a 0,5 in quanto la velocità verticale del paranco è la
medesima sia a pieno carico che a vuoto.
Si sceglie la classe FEM II.
Calcolo della velocità minima di scorrimento orizzontale
Poiché il sistema di movimentazione non deve, da buona norma, costituire collo di bottiglia, deve
essere dimensionato sul tempo ciclo di targa della stazione C (collo di bottiglia), inoltre, dovendo scegliere
quattro paranchi uguali ed essendo le distanze orizzontali diverse, il vincolo più stringente obbliga a
calcolare la velocità minima sul ciclo più lungo, ovvero sul ciclo M-A. Si impone quindi che il tempo ciclo del
paranco nel tratto più lungo, sia pari al tempo ciclo della stazione C.
𝑇𝐶𝑐 = (2 ∙ 𝐿𝑚−𝑎
𝑉𝑜𝑟𝑖𝑧𝑚𝑖𝑛
+4 ∙ ℎ
𝑉𝑣+ 2 ∙ 𝑇𝑓) ∙
1
𝑅𝑝
Dall’espressione precedente è possibile determinare la formula per il calcolo della velocità minima di
scorrimento.
𝑉𝑜𝑟𝑖𝑧𝑚𝑖𝑛 =
2 ∙ 𝐿𝑚−𝑎
𝑇𝐶𝑐 ∙ 𝑅𝑝 −4 ∙ ℎ𝑉𝑣
− 2 ∙ 𝑇𝑓= 10,6 𝑚/𝑚𝑖𝑛𝑢𝑡𝑜
Calcolo del tempo di attraversamento a regime
Poiché non ci sono buffer intermedi tra le stazioni ed i sistemi di movimentazione, il tempo ciclo di
ciascuna stazione di lavoro è influenzato dalla disponibilità e dall’efficienza delle prestazioni delle altre
stazioni. Ogni fase a monte della stazione C (collo di bottiglia), sia essa di trasporto che di lavorazione, viene
dunque svolta al tempo ciclo del collo di bottiglia, mentre l’unica fase a valle di C (il trasporto C-D) viene
svolta con il suo proprio tempo ciclo. La formula utilizzata è la seguente (si considera la linea satura):
𝑇𝐴 =3 ∙ 𝑇𝑐𝐶 + 3 ∙
𝑇𝑐𝐶2
𝐸𝑝3 ∙ 𝐷3 ∙ 𝑅𝑝4
+
𝑇𝐶𝑐−𝑑2
𝑅𝑝= 81,2𝑚𝑖𝑛 + 3,8 𝑚𝑖𝑛 = 85 𝑚𝑖𝑛
Dove:
𝑇𝐶𝑐−𝑑 = 2 ∙𝐿𝑐𝑑
𝑉𝑚𝑖𝑛+ 4 ∙
ℎ
𝑉𝑣+ 2 ∙ 𝑇𝑓
Anche se non vi è un buffer che disaccoppia la macchina C dall’ultimo paranco non vengono imputate
su quest’ultimo le perdite di efficienza delle altre macchine/paranchi poiché l’ultima fase di
movimentazione può essere fermato se la macchina C va in avaria ovvero l’ultimo paranco non costituisce
collo di bottiglia.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
101
(ex 29)
Nella piccola miniera di carbone di Braseriu, dall'imboccatura del pozzo principale (P) un
montacarichi (M) consente di raggiungere le due principali gallerie (i cosiddetti "traverso banco",
denominati TB-100 e TB-200) che devono attraversare le vene di carbone, localizzate rispettivamente 100 e
200 metri sotto il livello del suolo. All'interno di ciascun TB, operano un dato numero (Nsquad) di squadre
di minatori che scavano il carbone, procedendo in avanti nella costruzione delle gallerie, che dovranno
raggiungere una lunghezza finale pari ad (Lungh). Il minerale carbonifero estratto dalla vena viene caricato
su vagoncini (le cosiddette "berline"), ciascuno dei quali ha un peso a vuoto (PVB) ed è in grado di ospitare
un volume di carico (VCB). Ogni squadra di minatori è in grado di estrarre, in teoria, una quantità di
minerale carbonifero pari a (Qgg) ogni turno. Le berline, una volta cariche, sono manualmente spinte fino al
pozzo dove vengono caricate sul montacarichi, che provvede a portare in superficie le berline cariche e
riportare in profondità le berline vuote. In ogni TB sono a disposizione molte berline. I tempi di caricamento
e scaricamento di due berline dal montacarichi - sia in profondità sia in superficie - sono pari a (Tf) mentre il
tempo di caricamento del materiale nelle berline è trascurabile, perché l'operazione viene effettuata dalla
squadra contestualmente all'estrazione. Un addetto in ciascun TB si occupa delle operazioni di caricamento,
scaricamento e spostamento delle berline. L'addetto riesce a spingere due berline per volta, ad una velocità
massima pari a (Vmax), ed il montacarichi può ospitare due berline per volta. Per chi lavora in miniera - sia
che estragga il minerale sia che spinga le berline - si considera generalmente una efficienza pari ad (Eff) per
tenere in conto dei possibili cali di prestazione durante il turno lavorativo. Si consideri che l'obiettivo del
Direttore della miniera è quello di massimizzare la quantità di minerale carbonifero estratto in tutta la vita
utile della miniera. A questo scopo, egli ha deciso di installare un nuovo argano elettrico per la
movimentazione del montacarichi. Si desidera conoscere la velocità (minima) del montacarichi, che deve
essere garantita dall'argano. È noto e pari ad (EfficM) il valore tipico di efficienza delle prestazioni degli
argani per montacarichi da miniera. Per semplificare si consideri disponibilità unitaria. Si determini la
velocità verticale minima del montacarichi (Vsalita=Vdiscesa).
I geologi stanno verificando la continuità della vena di carbone oltre il limite dei TB, ed il direttore sta
valutando l'ipotesi di proseguire nello scavo nelle gallerie superando la lunghezza (Lungh) identificata
inizialmente. Quale sarebbe la lunghezza massima che si potrebbe raggiungere, prima che la produttività
delle squadre di minatori inizi a diminuire, e perché ?
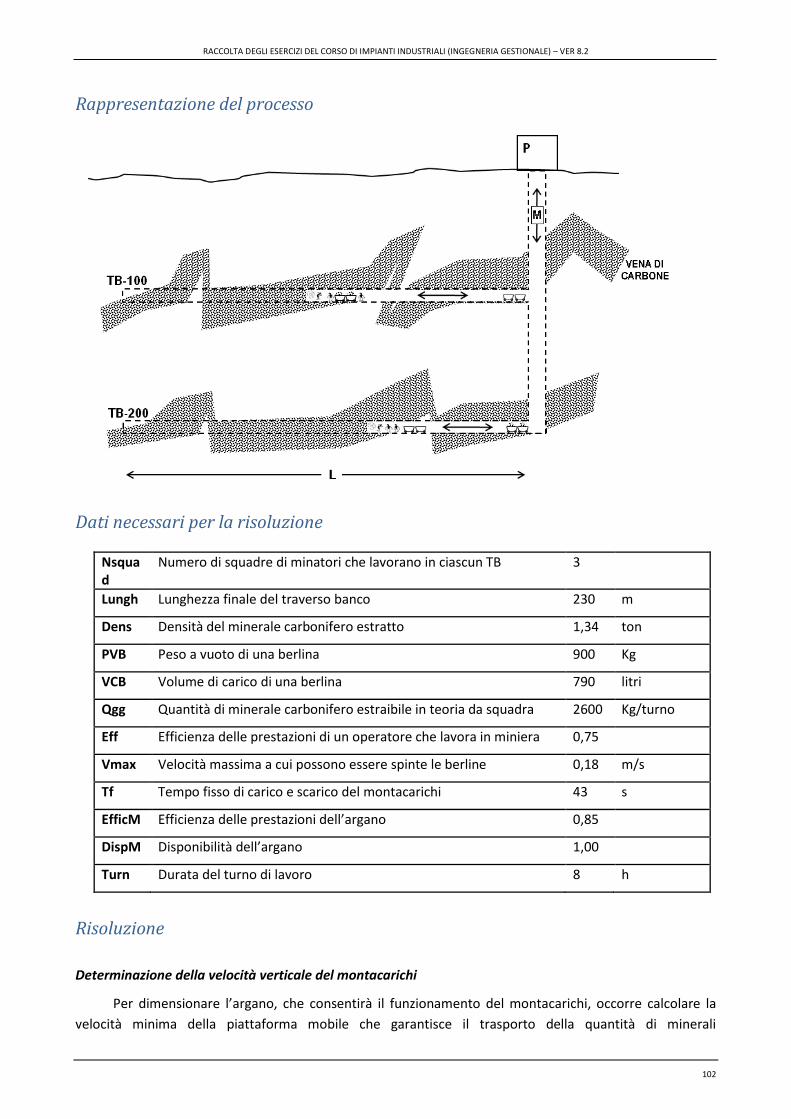
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
102
Rappresentazione del processo
Dati necessari per la risoluzione
Nsquad
Numero di squadre di minatori che lavorano in ciascun TB 3
Lungh Lunghezza finale del traverso banco 230 m
Dens Densità del minerale carbonifero estratto 1,34 ton
PVB Peso a vuoto di una berlina 900 Kg
VCB Volume di carico di una berlina 790 litri
Qgg Quantità di minerale carbonifero estraibile in teoria da squadra 2600 Kg/turno
Eff Efficienza delle prestazioni di un operatore che lavora in miniera 0,75
Vmax Velocità massima a cui possono essere spinte le berline 0,18 m/s
Tf Tempo fisso di carico e scarico del montacarichi 43 s
EfficM Efficienza delle prestazioni dell’argano 0,85
DispM Disponibilità dell’argano 1,00
Turn Durata del turno di lavoro 8 h
Risoluzione
Determinazione della velocità verticale del montacarichi
Per dimensionare l’argano, che consentirà il funzionamento del montacarichi, occorre calcolare la
velocità minima della piattaforma mobile che garantisce il trasporto della quantità di minerali

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
103
potenzialmente estraibili dalla miniera. A tal scopo, è necessario calcolare la quantità massima di minerale
carbonifero estraibile dalle squadre ad ogni turno di lavoro, per ogni traverso banco (TB):
𝑄𝑡𝑜𝑡 = [𝑁𝑠𝑞𝑢𝑎𝑑] ∗ [𝑄𝑔𝑔] = 3 ∗ 2600𝐾𝑔
𝑡𝑢𝑟𝑛𝑜= 7800
𝐾𝑔
𝑡𝑢𝑟𝑛𝑜
A questo punto si procede al calcolo del numero di berline che saranno movimentate (al massimo)
per garantire il trasporto delle quantità Qtot fuori dalla miniera. In tal senso, si calcola primariamente la
capacità di carico di una singola berlina:
𝑄𝑏𝑒𝑟𝑙 = [𝑉𝐶𝐵] ∗ [𝑑𝑒𝑛𝑠] = 1,34 𝑡𝑜𝑛
𝑚3∗ 790 𝑙 ∗
1 𝑚3
1000 𝑙∗ 1000
𝐾𝑔
𝑡𝑜𝑛= 1058,6 𝐾𝑔
Grazie al valore appena calcolato, è ora possibile determinare il numero di berline necessarie per
garantire l’estrazione massima dalla miniera:
𝑛𝑏𝑒𝑟𝑙 = ⌈[𝑄𝑡𝑜𝑡]
[𝑄𝑏𝑒𝑟𝑙]⌉ = ⌈
7800 𝐾𝑔
1058,6 𝐾𝑔⌉ = ⌈7,37⌉ = 8
Il tempo minimo che occorre garantire per la movimentazione di ogni berlina, su un turno di lavoro, è
quindi dato dalla seguente espressione:
𝑇𝑏𝑒𝑟𝑙 =[𝑇𝑢𝑟𝑛]
[𝑛𝑏𝑒𝑟𝑙]=
8 ℎ
8 = 1ℎ = 3600 𝑠
Per scegliere l’argano è necessario conoscere il tempo massimo che il montacarichi dovrà impiegare
per garantire un trasporto continuo delle berline. Questo è dato dal tempo disponibile per movimentare la
berlina al netto del tempo necessario per effettuare le operazioni di caricamento/scaricamento dal
montacarichi e delle perdite di efficienza del mezzo elevatore.
𝑇𝑚𝑜𝑛𝑡 = ([𝑇𝑏𝑒𝑟𝑙] − 2 ∗ [𝑇𝑓]) ∗ [𝐸𝑓𝑓𝑀] = ( 3600 𝑠 − 2 ∗ 43 𝑠) ∗ 0,85 = 2987 𝑠
La distanza media che il montacarichi percorrerà, sia in salita che in discesa, è data dalla media delle
distanze dei tratti che lo portano ai due TB.
𝐷𝑚𝑜𝑛𝑡̅̅ ̅̅ ̅̅ ̅̅ = 2 ∗ (
100 𝑚 + 200 𝑚
2) = 300 𝑚
Si è ora in grado di calcolare la velocità minima che l’argano dovrà garantire al montacarichi:
𝑉𝑚𝑜𝑛𝑡 =[𝐷𝑚𝑜𝑛𝑡̅̅ ̅̅ ̅̅ ̅̅ ]
[𝑇𝑚𝑜𝑛𝑡]=
300 𝑚
2986,90 𝑠∗ 60
𝑠
𝑚𝑖𝑛= 6,03
𝑚
𝑚𝑖𝑛
Determinazione profondità massima del TB
Si vuole determinare quale distanza, dall’inizio del TB, riesce a coprire l’addetto alle condizioni di
lavoro attuali (che mantengono invariata la sua efficienza delle prestazioni). Per verificare quanto possono
allungare ulteriormente il TB, occorre innanzitutto calcolare il tempo che l’addetto impiega per percorre la
lunghezza attuale del TB:
𝑇𝑎𝑑𝑑 =
[𝐿𝑢𝑛𝑔ℎ][𝑉𝑚𝑎𝑥]
∗ 2
[𝐸𝑓𝑓]=
230 𝑚
0,18𝑚𝑠
∗ 2
[0,75]= 3407 𝑠
L’addetto impiega 3407 secondi trasportare le due berline dal fondo del TB fino al montacarichi e per
tornare indietro con le berline vuote. La movimentazione di una berlina deve avvenire però in un tempo

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
104
massimo pari a Tberl. A partire dal rapporto tra il tempo disponibile per una berlina e quello necessario alla
sua movimentazione all’interno del TB, possiamo calcolare la lunghezza massima del TB che l’addetto è in
grado di percorrere.
𝐿𝑚𝑎𝑥 = ([𝑇𝑏𝑒𝑟𝑙]
[𝑇𝑎𝑑𝑑]2
) ∗ [𝐿𝑢𝑛𝑔ℎ] = (3600 𝑠
3407,40 𝑠2
) ∗ 230 𝑚 = 486 𝑚
Commenti
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
105
Un'azienda che produce posacenere di legno sta attuando la progettazione dell'allestimento interno
del suo nuovo magazzino di stoccaggio materie prime (MP) e il dimensionamento dei relativi sistemi di
movimentazione per il material handling. All'interno del perimetro del proprio insediamento produttivo,
dispone di un magazzino destinato a contenere grandi blocchi di sei diverse tipologie di legno (p1, p2, p3,
p4, p5, p6), ciascuno impiegato nella produzione in maniera discontinua durante l'anno, ovvero con un
diverso andamento di utilizzo stagionale. Analizzando i dati storici dal vecchio magazzino di stoccaggio, si è
calcolato sia l'andamento dei livelli di giacenza di ciascuna tipologia di legno nei vari mesi dell'anno, sia le
relative movimentazioni (intese come somma di ingressi ed uscite, che si assumono distribuite
omogeneamente durante ogni mese). Queste sono riportate nelle tabelle sottostanti. Si noti che, data la
loro considerevole dimensione, ogni slot (di dimensioni a * b * c) può contenere un solo blocco di legno. Le
materie prime vengono movimentate dal magazzino materie prime (MP) al reparto di produzione
attraverso (C) carrelli, supponendo operazioni di immissione e prelievo esclusivamente di tipo single
command (ovvero trasportando un blocco di legno per ciascun viaggio di andata e ritorno) e equiprobabilità
di accesso ai vani all'interno di ognuna delle due aree del magazzino. Relativamente ai carrelli, si conoscono
i dati di velocità di traslazione orizzontale (V_oriz) e velocità di sollevamento o discesa forche con o senza
carico (V_vert), tempi fissi di carico o scarico (T_fissi), altezza massima della presa forche (H_forc),
larghezza minima del corridoio di manovra (Corr_Manov) ed efficienza (E_carr). Si noti che il parametro di
efficienza dei carrelli è espresso da una funzione del numero dei carrelli stessi, per tenere in considerazione
il fattore traffico. Il fabbricato destinato ad uso magazzino è diviso in due aree di stoccaggio (area 1 e 2) di
pari dimensioni e forma, come visibile in figura, ovvero ciascuna con superficie pari a (L_lungo * L_corto)
metri e con altezza utile sotto trave pari a (H_utile) metri, unite da un corridoio di transito intermedio lungo
(Lungh_corr_interm) metri. Si noti che l'unico punto di accesso ai magazzini è posto centralmente sul lato
corto. Si prevede di allestire scaffalature bifronti con corridoi longitudinali e due corridoi trasversali di
accesso, all'inizio ed alla fine di ciascuna area di magazzino, come riportato in figura. Si noti infine che
l’azienda prevede di mantenere aperto il magazzino per (ga) giorni all'anno - nel dettaglio (gm) giorni al
mese - lavorando su (n) turni al giorno.
Con le precedenti ipotesi ed i dati disponibili, si determini:
- il valore minimo della capacità statica (CS) di ciascuna delle due aree di magazzino (MP) utilizzando una
politica di stoccaggio a due classi, scegliendo opportunamente la composizione delle classi ovvero ciascuna
costituita da 3 tipologie di materia prima e scegliendo la relativa assegnazione di ciascuna classe ad una
unica area di stoccaggio tra le due in magazzino;
- il numero minimo di livelli (N_liv) delle scaffalature bifronti da installare in ciascuna delle due aree del
magazzino;
- il numero minimo di carrelli (C) necessari per le operazioni di movimentazione dei blocchi di legno, noto il
fatto che questi sono condivisi per la movimentazioni di tutte le tipologie di materia prima e si muovono
all'interno dell'intero magazzino ovvero in entrambe le aree.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
106
Dati necessari per la risoluzione
Livelli di giacenza (blocchi di legno)
P1 P2 P3 P4 P5 P6
GEN 10 6 4 15300 6 14000
FEB 2 3 3 15400 3 14050
MAR 4 2 9 15200 1 14100
APR 7 2 8 15400 2 14050
MAG 18900 4 14500 1 4 6
GIU 18800 7 14300 3 8 3
LUG 18700 9 14400 2 9 10
AGO 18600 2 14100 5 5 2
SET 8 15100 6 4 14400 4
OTT 5 15050 5 7 14500 7
NOV 4 15200 8 9 14000 9
DIC 7 15250 2 8 14300 8
Movimentazioni (entrate + uscite)
P1 P2 P3 P4 P5 P6
GEN 9 8 6 201 5 6993
FEB 7 9 3 205 3 7005
MAR 8 7 7 203 4 6989
APR 6 6 4 201 5 7025
MAG 203 2 3989 11 6 6
GIU 201 5 4012 9 4 5
LUG 204 8 4003 11 7 7
AGO 209 9 3976 9 6 4
SET 9 151 6 6 5123 3
OTT 11 153 3 7 4998 7
NOV 10 157 7 9 5047 4
DIC 9 158 5 11 5003 6

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
107
(ga) Tempo annuo di apertura magazzino = 240 giorni/anno (gm) Tempo mensile di apertura magazzino = 20 giorni/mese
(n) Numero di turni da 8 ore al giorno = 1 (L_lungo) Lunghezza del lato lungo del fabbricato = 137,0 metri
(L_corto) Lunghezza del lato corto del fabbricato = 84,0 metri (H_utile) Altezza interna (altezza utile) del fabbricato = 16,7 metri (Corr_Manov) Larghezza minima del corridoio per manovra del carrello a
forche = 3,0 metri (a*b*c) Dimensioni slot = 1,0 * *
(V_oriz) Velocità di traslazione orizzontale dei carrelli a forche = 3,1 m/s (V_vert) Velocità di sollevamento o discesa forche, con o senza carico = 0,4 m/s (T_fissi) Tempi fissi di carico o scarico dei carrelli = 25,0 secondi
(E_carr) Efficienza dei carrelli in funzione del numero (C) degli stessi = 1- 0,06*C (H_forc) Altezza massima della presa forche dei carrelli = 7,7 metri (Largh_corr) Larghezza corridoi trasversali= 3,0 metri (Lungh_corr_interm) Lunghezza corridoio di transito dall'area 1 all'area 2 = 4,5 metri
I/O
L_lu
ngo
L_corto
L_lu
ngo
Are
a 1
Are
a 2
Corr
idoi
oCo
rrid
oio
L_corr
L_corr
L_corr
L_corr
corridoio di transito all'area 2
punto di ingresso
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
108
Risoluzione
Composizione delle classi
La politica denominata “class based storage” rappresenta una combinazione delle politiche di
stoccaggio dedicated e randomized, e prevede che ogni SKU venga assegnata ad una determinata classe di
stoccaggio: all’interno di ogni classe è applicata la politica “randomized”, mentre la politica “dedicated” è
utilizzata tra le classi. Si ricorda come un metodo efficace di classificazione delle SKU sia l’aggregazione di
SKU con i singoli livelli di inventario negativamente correlati (stagionalità inversa) nonché numero di
movimentazioni - in entrata ed uscita dal magazzino - simili. Risulta pertanto evidente, dalle tabelle date,
come le classi, dovendo comprendere ciascuna 3 tipologie di materia prima, debbano essere così
composte:
classe (P1, P2, P4)
classe (P3, P5, P6)
Assegnazione delle classi alle 2 aree di magazzino
Notando dalla rappresentazione del magazzino come l’unico punto di input/output sia posto in
corrispondenza dell’area 1, risulta necessariamente opportuno stoccare le materie prime appartenenti alla
classe (P3,P5,P6) - caratterizzate da un numero di movimentazioni estremamente elevato - nell’area 1,
mentre quelle appartenenti alla classe (P1,P2,P4) - caratterizzate da un numero di movimentazioni
decisamente più ridotto - nell’area 2. Giova appena sottolineare come una diversa assegnazione
comporterebbe l’allocazione di prodotti con movimentazioni superiori (nell’ordine delle migliaia!) in
un’area di magazzino distante oltre 140 metri dal punto di ingresso/uscita, costituendo un grave errore
logistico di pianificazione e dimensionamento sia per quanto concerne l’area di stoccaggio che il sistema di
movimentazione interno.
Calcolo del valore minimo della capacità statica (CS) di ciascuna delle due aree di magazzino (MP)
Adottando una politica di stoccaggio di tipo “class based” alle materie prime suddivise
opportunamente in classi secondo le formule seguenti, si ha:
𝐶𝑆𝐶𝐿𝐴𝑆𝑆𝐸 𝑃1,𝑃2,𝑃4 = max𝑡=𝑔𝑒𝑛−𝑑𝑖𝑐
{ ∑ 𝐺𝑝𝑡
𝑃1,𝑃2,𝑃4
} = 18905 𝑝𝑜𝑠𝑡𝑖 𝑝𝑎𝑙𝑙𝑒𝑡
𝐶𝑆𝐶𝐿𝐴𝑆𝑆𝐸 𝑃3,𝑃5,𝑃6 = max𝑡=𝑔𝑒𝑛−𝑑𝑖𝑐
{ ∑ 𝐺𝑝𝑡
𝑃3,𝑃5,𝑃6
} = 14512 𝑝𝑜𝑠𝑡𝑖 𝑝𝑎𝑙𝑙𝑒𝑡
L’area 1 del magazzino pertanto, essendo stata adibita allo stoccaggio delle materie prime P3, P5 e P6,
dovrà avere una capacità statica minima (cioè almeno) pari a 14512 posti pallet, mentre l’area 2, essendo
stata adibita allo stoccaggio delle materie prime P1, P2 e P4, dovrà avere una capacità statica minima pari a
18905 posti pallet: giova appena sottolineare infatti, come le capacità statiche delle 2 aree del magazzino
non debbano essere dimensionate in base al numero di movimentazioni cui sono soggette le materie
prime, ma unicamente in base al numero di posti pallet richiesti dalle stesse sulla base dei livelli di giacenza
(G) dati.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
109
Calcolo del numero minimo di livelli (N_liv) delle scaffalature bifronti da installare in ciascuna delle due
aree del magazzino
Una possibile procedura per calcolare il numero minimo di livelli delle scaffalature da installare in
ciascuna delle due aree del magazzino (le quali, dovendo essere progettate per garantire le capacità
statiche minime precedentemente calcolate, non dovranno necessariamente essere presenti in egual
numero) è la seguente:
calcolate le dimensioni del modulo come b*2*Corr_Manov (trattandosi di scaffalature
bifronte) si calcola il numero di corridoi da predisporre in ognuna delle due aree (di eguale
dimensione) come il rapporto tra la dimensione del lato corto del magazzino e quella del
modulo stesso (dovendo i corridoi tra le scaffalature essere posti trasversalmente rispetto al
lato corto):
𝑁𝑐𝑜𝑟𝑟 =𝐿𝑐𝑜𝑟𝑡𝑜
𝑚𝑜𝑑𝑢𝑙𝑜 = 15 corridoi
si calcola il numero di slot a terra complessivamente disponibili in ciascuna delle due aree:
𝑆𝑙𝑜𝑡𝑡𝑒𝑟𝑟𝑎 = 2 ∗ 𝑁𝑐𝑜𝑟𝑟 ∗ (𝐿𝑙𝑢𝑛𝑔𝑜 − 2 ∗ 𝐿𝑎𝑟𝑔ℎ𝑐𝑜𝑟𝑟) = 3930 𝑠𝑙𝑜𝑡
si calcola il numero minimo di livelli delle scaffalature bifronti necessarie per ogni area2:
𝑁𝑙𝑖𝑣_𝑎𝑟𝑒𝑎1 =𝐶𝑆𝐶𝐿𝐴𝑆𝑆𝐸 𝑃3,𝑃5,𝑃6
𝑆𝑙𝑜𝑡𝑡𝑒𝑟𝑟𝑎= 3,69 → 4
𝑁𝑙𝑖𝑣_𝑎𝑟𝑒𝑎2 =𝐶𝑆𝐶𝐿𝐴𝑆𝑆𝐸 𝑃1,𝑃2,𝑃4
𝑆𝑙𝑜𝑡𝑡𝑒𝑟𝑟𝑎= 4,81 → 5
Giova appena sottolineare come, utilizzando un numero inferiore di corridoi (ad esempio 14), il numero
minimo di livelli (quantomeno per l’area 2) divenga tale da non rispettare più l’altezza massima di presa
forche dei carrelli, ciò che costituisce un grave errore di dimensionamento in quanto comporterà
l’impossibilità fisica di stoccare i prodotti nei livelli più alti.
Calcolo del numero minimo di carrelli condivisi (C) necessari per le operazioni di movimentazione dei
blocchi di legno
Una possibile procedura per calcolare il numero minimo di carrelli richiesto, considerando che pur
dovendo servire due differenti aree di magazzino essi saranno condivisi, è la seguente:
si calcola il tempo ciclo teorico dei carrelli per quanto concerne l’area 1:
2 NB: procedere per il calcolo del numero minimo di livelli attraverso iterazioni successive, i.e. confrontandoli di volta in volta con la capacità statica necessaria, risulta egualmente corretto.
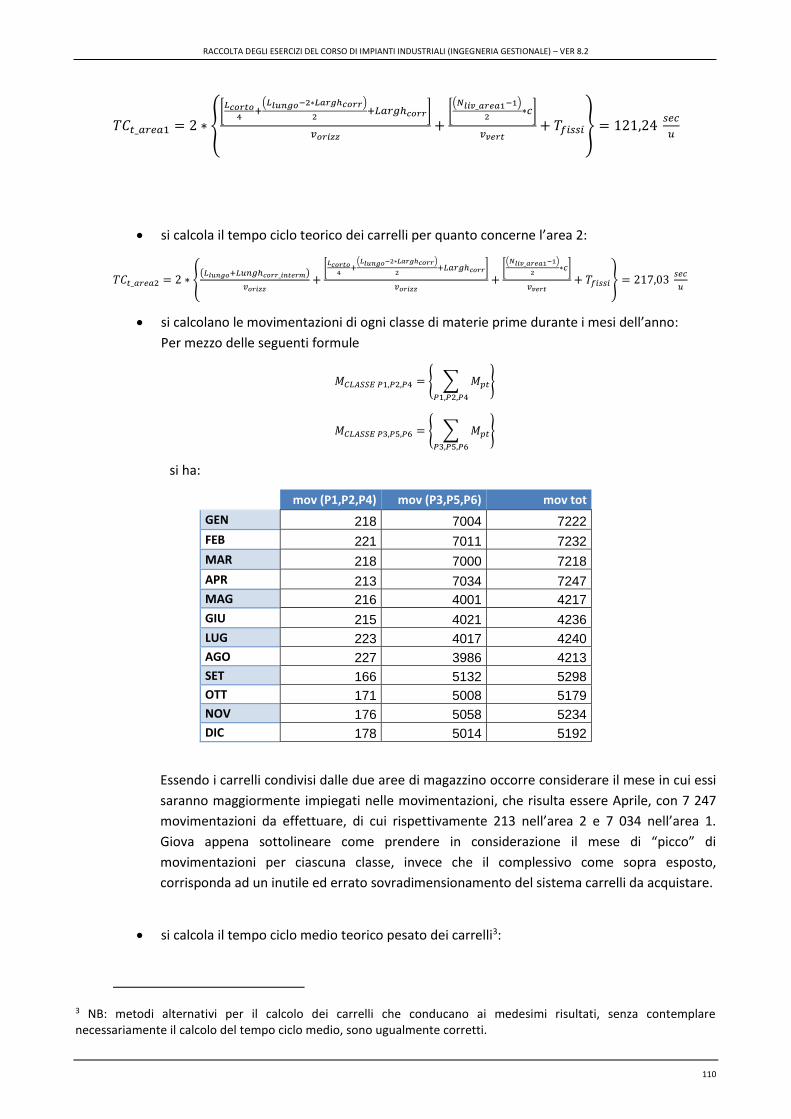
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
110
𝑇𝐶𝑡_𝑎𝑟𝑒𝑎1 = 2 ∗ {[
𝐿𝑐𝑜𝑟𝑡𝑜4
+(𝐿𝑙𝑢𝑛𝑔𝑜−2∗𝐿𝑎𝑟𝑔ℎ𝑐𝑜𝑟𝑟)
2+𝐿𝑎𝑟𝑔ℎ𝑐𝑜𝑟𝑟]
𝑣𝑜𝑟𝑖𝑧𝑧+
[(𝑁𝑙𝑖𝑣_𝑎𝑟𝑒𝑎1−1)
2∗𝑐]
𝑣𝑣𝑒𝑟𝑡+ 𝑇𝑓𝑖𝑠𝑠𝑖} = 121,24
𝑠𝑒𝑐
𝑢
si calcola il tempo ciclo teorico dei carrelli per quanto concerne l’area 2:
𝑇𝐶𝑡_𝑎𝑟𝑒𝑎2 = 2 ∗ {(𝐿𝑙𝑢𝑛𝑔𝑜+𝐿𝑢𝑛𝑔ℎ𝑐𝑜𝑟𝑟_𝑖𝑛𝑡𝑒𝑟𝑚)
𝑣𝑜𝑟𝑖𝑧𝑧+
[𝐿𝑐𝑜𝑟𝑡𝑜
4+
(𝐿𝑙𝑢𝑛𝑔𝑜−2∗𝐿𝑎𝑟𝑔ℎ𝑐𝑜𝑟𝑟)
2+𝐿𝑎𝑟𝑔ℎ𝑐𝑜𝑟𝑟]
𝑣𝑜𝑟𝑖𝑧𝑧+
[(𝑁𝑙𝑖𝑣_𝑎𝑟𝑒𝑎1−1)
2∗𝑐]
𝑣𝑣𝑒𝑟𝑡+ 𝑇𝑓𝑖𝑠𝑠𝑖} = 217,03
𝑠𝑒𝑐
𝑢
si calcolano le movimentazioni di ogni classe di materie prime durante i mesi dell’anno:
Per mezzo delle seguenti formule
𝑀𝐶𝐿𝐴𝑆𝑆𝐸 𝑃1,𝑃2,𝑃4 = { ∑ 𝑀𝑝𝑡
𝑃1,𝑃2,𝑃4
}
𝑀𝐶𝐿𝐴𝑆𝑆𝐸 𝑃3,𝑃5,𝑃6 = { ∑ 𝑀𝑝𝑡
𝑃3,𝑃5,𝑃6
}
si ha:
mov (P1,P2,P4) mov (P3,P5,P6) mov tot
GEN 218 7004 7222
FEB 221 7011 7232
MAR 218 7000 7218
APR 213 7034 7247
MAG 216 4001 4217
GIU 215 4021 4236
LUG 223 4017 4240
AGO 227 3986 4213
SET 166 5132 5298
OTT 171 5008 5179
NOV 176 5058 5234
DIC 178 5014 5192
Essendo i carrelli condivisi dalle due aree di magazzino occorre considerare il mese in cui essi
saranno maggiormente impiegati nelle movimentazioni, che risulta essere Aprile, con 7 247
movimentazioni da effettuare, di cui rispettivamente 213 nell’area 2 e 7 034 nell’area 1.
Giova appena sottolineare come prendere in considerazione il mese di “picco” di
movimentazioni per ciascuna classe, invece che il complessivo come sopra esposto,
corrisponda ad un inutile ed errato sovradimensionamento del sistema carrelli da acquistare.
si calcola il tempo ciclo medio teorico pesato dei carrelli3:
3 NB: metodi alternativi per il calcolo dei carrelli che conducano ai medesimi risultati, senza contemplare necessariamente il calcolo del tempo ciclo medio, sono ugualmente corretti.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
111
𝑇𝐶𝑡_𝑚𝑒𝑑𝑖𝑜_𝑝𝑒𝑠𝑎𝑡𝑜 =(𝑇𝐶𝑡_𝑎𝑟𝑒𝑎1 ∗ 𝑚𝑜𝑣𝑝𝑖𝑐𝑐𝑜_𝑎𝑟𝑒𝑎1 + 𝑇𝐶𝑡𝑎𝑟𝑒𝑎2∗𝑚𝑜𝑣𝑝𝑖𝑐𝑐𝑜_𝑎𝑟𝑒𝑎2)
𝑚𝑜𝑣𝑝𝑖𝑐𝑐𝑜_𝑡𝑜𝑡= 124,06
𝑠𝑒𝑐
𝑢
si calcola il numero minimo di carrelli (C) svolgendo la seguente equazione di secondo grado:
𝐶 =𝑥
𝜂 con 𝑥 =
[(𝑇𝐶𝑡_𝑚𝑒𝑑𝑖𝑜_𝑝𝑒𝑠𝑎𝑡𝑜
60 𝑠𝑒𝑐
𝑚𝑖𝑛
)∗𝑚𝑜𝑣𝑝𝑖𝑐𝑐𝑜_𝑡𝑜𝑡]
𝑔𝑚∗𝑛∗8 ℎ
𝑔𝑖𝑜𝑟𝑛𝑜∗60
𝑠𝑒𝑐
𝑚𝑖𝑛
= 1,56 e 𝜂 = 1 − 0,06 ∗ 𝐶
Risolvendo tale equazione in C si perviene a due soluzioni:
C1 = 14,92
C2 = 1,74
Approssimando all’intero superiore la soluzione più piccola (i.e. la più conveniente), si
ottiene un numero di carrelli pari a 2.
Commenti
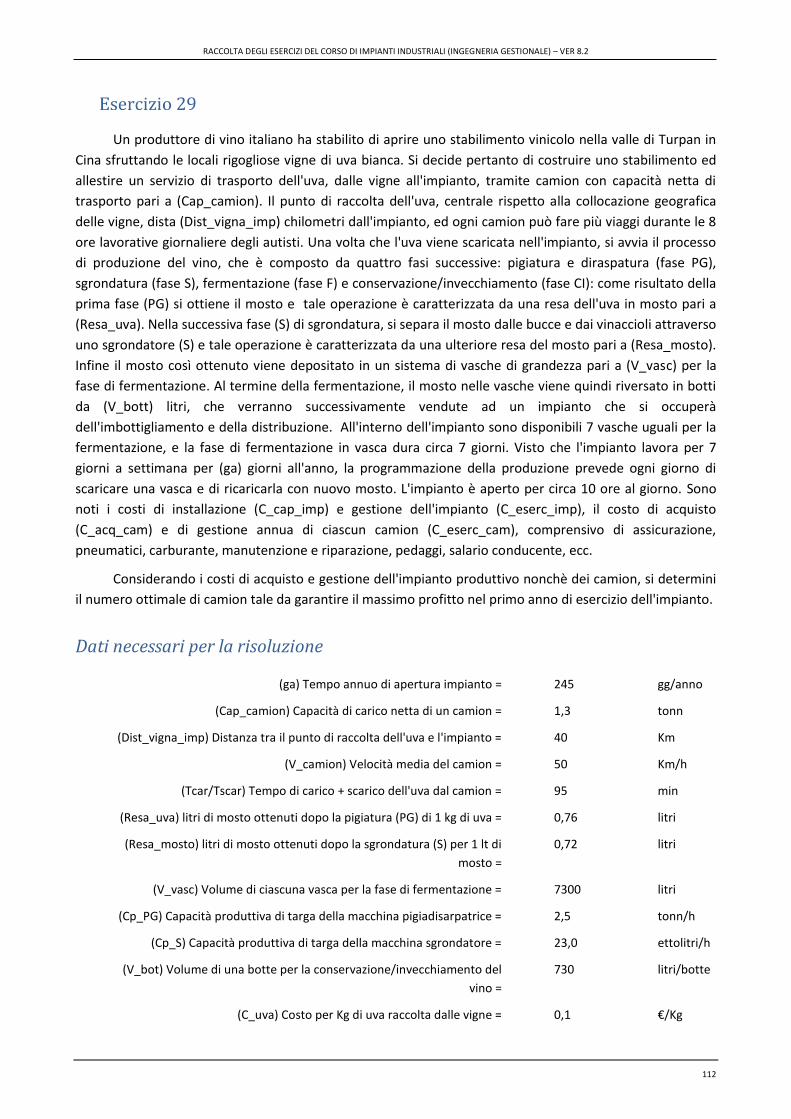
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
112
Un produttore di vino italiano ha stabilito di aprire uno stabilimento vinicolo nella valle di Turpan in
Cina sfruttando le locali rigogliose vigne di uva bianca. Si decide pertanto di costruire uno stabilimento ed
allestire un servizio di trasporto dell'uva, dalle vigne all'impianto, tramite camion con capacità netta di
trasporto pari a (Cap_camion). Il punto di raccolta dell'uva, centrale rispetto alla collocazione geografica
delle vigne, dista (Dist_vigna_imp) chilometri dall'impianto, ed ogni camion può fare più viaggi durante le 8
ore lavorative giornaliere degli autisti. Una volta che l'uva viene scaricata nell'impianto, si avvia il processo
di produzione del vino, che è composto da quattro fasi successive: pigiatura e diraspatura (fase PG),
sgrondatura (fase S), fermentazione (fase F) e conservazione/invecchiamento (fase CI): come risultato della
prima fase (PG) si ottiene il mosto e tale operazione è caratterizzata da una resa dell'uva in mosto pari a
(Resa_uva). Nella successiva fase (S) di sgrondatura, si separa il mosto dalle bucce e dai vinaccioli attraverso
uno sgrondatore (S) e tale operazione è caratterizzata da una ulteriore resa del mosto pari a (Resa_mosto).
Infine il mosto così ottenuto viene depositato in un sistema di vasche di grandezza pari a (V_vasc) per la
fase di fermentazione. Al termine della fermentazione, il mosto nelle vasche viene quindi riversato in botti
da (V_bott) litri, che verranno successivamente vendute ad un impianto che si occuperà
dell'imbottigliamento e della distribuzione. All'interno dell'impianto sono disponibili 7 vasche uguali per la
fermentazione, e la fase di fermentazione in vasca dura circa 7 giorni. Visto che l'impianto lavora per 7
giorni a settimana per (ga) giorni all'anno, la programmazione della produzione prevede ogni giorno di
scaricare una vasca e di ricaricarla con nuovo mosto. L'impianto è aperto per circa 10 ore al giorno. Sono
noti i costi di installazione (C_cap_imp) e gestione dell'impianto (C_eserc_imp), il costo di acquisto
(C_acq_cam) e di gestione annua di ciascun camion (C_eserc_cam), comprensivo di assicurazione,
pneumatici, carburante, manutenzione e riparazione, pedaggi, salario conducente, ecc.
Considerando i costi di acquisto e gestione dell'impianto produttivo nonchè dei camion, si determini
il numero ottimale di camion tale da garantire il massimo profitto nel primo anno di esercizio dell'impianto.
Dati necessari per la risoluzione
(ga) Tempo annuo di apertura impianto = 245 gg/anno
(Cap_camion) Capacità di carico netta di un camion = 1,3 tonn
(Dist_vigna_imp) Distanza tra il punto di raccolta dell'uva e l'impianto = 40 Km
(V_camion) Velocità media del camion = 50 Km/h
(Tcar/Tscar) Tempo di carico + scarico dell'uva dal camion = 95 min
(Resa_uva) litri di mosto ottenuti dopo la pigiatura (PG) di 1 kg di uva = 0,76 litri
(Resa_mosto) litri di mosto ottenuti dopo la sgrondatura (S) per 1 lt di
mosto =
0,72 litri
(V_vasc) Volume di ciascuna vasca per la fase di fermentazione = 7300 litri
(Cp_PG) Capacità produttiva di targa della macchina pigiadisarpatrice = 2,5 tonn/h
(Cp_S) Capacità produttiva di targa della macchina sgrondatore = 23,0 ettolitri/h
(V_bot) Volume di una botte per la conservazione/invecchiamento del
vino =
730 litri/botte
(C_uva) Costo per Kg di uva raccolta dalle vigne = 0,1 €/Kg

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
113
(Costo_acq_imp) Costo acquisto impianto = 150.000 €
Periodo di ammortamento impianto = 30 anni
(Costo_eserc_imp) Costo di esercizio annuo dell'impianto = 200.000 €/anno
(Costo_ acq_cam) Costo di acquisto di un camion = 50.000 €
Periodo di ammortamento del camion = 10 anni
(Costo_eserc_cam) Costo di esercizio annuo di un camion = 80.000 €/anno
Prezzo unitario di vendita per litro di vino = 1,2 €/litro
Domanda annua di botti = 3400 botti/anno
Risoluzione
Numero di camion che si decide di acquistare per trasportare l'uva all'impianto:
Al fine di calcolare il numero di camion necessari per trasportare l'uva dalle vigne allo stabilimento
bisogna anzitutto individuare la massima capacità produttiva disponibile dell'impianto, considerando che la
programmazione della produzione prevede ogni giorno di scaricare una vasca e di ricaricarla con nuovo
mosto (ovvero al massimo si può riempire di mosto una vasca al giorno). Si verifica facilmente dal confronto
tra le capacità produttive caratterizzanti le diverse fasi (PG), (S) e (F) che il collo di bottiglia dell'impianto è
infatti rappresentato dalla fase di fermentazione (F), com’è possibile evincere dai seguenti calcoli:
𝐶𝑃 (𝐹) = 7300 𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑔𝑖𝑜𝑟𝑛𝑜
𝐶𝑃 (𝑃𝐺) = 𝐶𝑝(𝑃𝐺) [𝑡𝑜𝑛𝑛
ℎ] ∙ 1000
𝐾𝑔
𝑡𝑜𝑛𝑛∙ 10
ℎ
𝑔𝑖𝑜𝑟𝑛𝑜∙ 0,76
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜
𝐾𝑔∙ 0,72
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜= 13680
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑔𝑖𝑜𝑟𝑛𝑜
𝐶𝑃 (𝑆) = 𝐶𝑝(𝑆) [𝑒𝑡𝑡𝑜𝑙𝑖𝑡𝑟𝑖
ℎ] ∙ 100
𝑙𝑖𝑡𝑟𝑖
𝑒𝑡𝑡𝑜𝑙𝑖𝑡𝑟𝑜∙ 10
ℎ
𝑔𝑖𝑜𝑟𝑛𝑜∙ 0,72
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜= 16560
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑔𝑖𝑜𝑟𝑛𝑜
Si sottolinea che è errato dimensionare il sistema dei camion sulla domanda annua di botti visto che,
dal momento in cui la massima capacità produttiva di impianto non riesce a soddisfare la domanda
annuale, ciò comporterebbe un eccessivo sovradimensionamento del sistema dei camion e ovviamente
delle materie prime trasportate (dell’ordine del 28 %).
Si procede dunque con il calcolo del tempo ciclo di un camion per trasportare l’uva dal punto di
raccolta all’impianto e, conseguentemente, con il numero massimo di viaggi che può effettuare il singolo
camion durante le 8 ore lavorative giornaliere:
𝑇𝑒𝑚𝑝𝑜 𝑐𝑖𝑐𝑙𝑜 𝑐𝑎𝑚𝑖𝑜𝑛 = 2 ∙𝐷𝑖𝑠𝑡_𝑣𝑖𝑔𝑛𝑎_𝑖𝑚𝑝
𝑉𝑐𝑎𝑚𝑖𝑜𝑛
+𝑇𝑐𝑎𝑟/𝑇𝑠𝑐𝑎𝑟
60𝑚𝑖𝑛
ℎ
= 3,18 𝑜𝑟𝑒
𝑣𝑖𝑎𝑔𝑔𝑖𝑜
𝑁𝑢𝑚𝑒𝑟𝑜 𝑚𝑎𝑠𝑠𝑖𝑚𝑜 𝑑𝑖 𝑣𝑖𝑎𝑔𝑔𝑖 𝑎𝑙 𝑔𝑖𝑜𝑟𝑛𝑜 = ⌊8
ℎ𝑔𝑖𝑜𝑟𝑛𝑜
3,18 𝑜𝑟𝑒
𝑣𝑖𝑎𝑔𝑔𝑖𝑜
⌋ = 2 𝑣𝑖𝑎𝑔𝑔𝑖
𝑔𝑖𝑜𝑟𝑛𝑜

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
114
Considerando dunque che il volume di ciascuna vasca di fermentazione è pari a 7300 litri (equivalenti
a più di 13340 Kg di uva) e che al massimo un camion può movimentare durante un singolo viaggio 1300 Kg
(equivalenti a 711,4 litri di mosto sgrondato), è necessario almeno un numero di camion pari a:
𝑁𝑢𝑚𝑒𝑟𝑜 𝑚𝑖𝑛𝑖𝑚𝑜 𝑑𝑖 𝑐𝑎𝑚𝑖𝑜𝑛 𝑝𝑒𝑟 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑟𝑒 𝑢𝑛𝑎 𝑣𝑎𝑠𝑐𝑎 = ⌈13340,6
𝐾𝑔 𝑢𝑣𝑎 𝑔𝑖𝑜𝑟𝑛𝑜(𝑣𝑎𝑠𝑐𝑎)
1300 𝐾𝑔 𝑢𝑣𝑎
𝑣𝑖𝑎𝑔𝑔𝑖𝑜(𝑐𝑎𝑚𝑖𝑜𝑛)∙ 2
𝑣𝑖𝑎𝑔𝑔𝑖𝑔𝑖𝑜𝑟𝑛𝑜
⌉ = 6
Profitto unitario per litro di vino prodotto e profitto totale con 6 camion
Avendo calcolato il numero di camion necessari, si può procedere con la determinazione del profitto
unitario per litro di vino prodotto e del profitto totale annuo:
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑖𝑚𝑝𝑖𝑎𝑛𝑡𝑜 (𝐶_𝐼) = (𝐶𝑜𝑠𝑡𝑜_𝑎𝑐𝑞_𝑖𝑚𝑝
30 𝑎𝑛𝑛𝑖+ 𝐶𝑜𝑠𝑡𝑜_𝑒𝑠𝑒𝑟𝑐_𝑖𝑚𝑝) = 205′000 𝑒𝑢𝑟𝑜
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑓𝑙𝑜𝑡𝑡𝑎 𝑐𝑎𝑚𝑖𝑜𝑛 (𝐶_𝐶) = 6 𝑐𝑎𝑚𝑖𝑜𝑛 ∙ (𝐶𝑜𝑠𝑡𝑜_ 𝑎𝑐𝑞_𝑐𝑎𝑚
10 𝑎𝑛𝑛𝑖+ 𝐶𝑜𝑠𝑡𝑜_𝑒𝑠𝑒𝑟𝑐_𝑐𝑎𝑚 ) = 510′000 𝑒𝑢𝑟𝑜
𝐾𝑔 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 𝑑𝑎 𝑎𝑐𝑞𝑢𝑖𝑠𝑡𝑎𝑟𝑒 =7300
𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜
0,76 𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜
𝐾𝑔 ∙ 0,72
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 ∙ 245
𝑔𝑖𝑜𝑟𝑛𝑖
𝑎𝑛𝑛𝑜= 3′268′458
𝐾𝑔
𝑎𝑛𝑛𝑜
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 (𝐶_𝑀𝑃) = 3′268′458 𝐾𝑔
𝑎𝑛𝑛𝑜∙ 𝐶_𝑢𝑣𝑎 = 326′846 𝑒𝑢𝑟𝑜
𝐿𝑖𝑡𝑟𝑖 𝑑𝑖 𝑣𝑖𝑛𝑜 𝑝𝑟𝑜𝑑𝑜𝑡𝑡𝑖 = 7300 𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∙ 245
𝑔𝑖𝑜𝑟𝑛𝑖
𝑎𝑛𝑛𝑜= 1′788′500
𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜
𝜋𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜 = (𝑝 −(𝐶_𝐼 + 𝐶_𝐶 + 𝐶_𝑀𝑃)
1′788′500 𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜
) = 0,617 𝑒𝑢𝑟𝑜
𝑙𝑖𝑡𝑟𝑜
𝜋𝑡𝑜𝑡𝑎𝑙𝑒 = 𝑝 ∙ 1′788′500 𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜− (𝐶_𝐼 + 𝐶_𝐶 + 𝐶_𝑀𝑃) = 1′104′354
𝑒𝑢𝑟𝑜
𝑎𝑛𝑛𝑜
Profitto unitario per litro di vino prodotto e profitto totale con 5 camion
Analizzando la configurazione dei costi e dei ricavi utilizzando un camion in meno rispetto a quelli
necessari per soddisfare la massima capacità produttiva di impianto (comportando, dunque, la mancata
saturazione delle vasche di fermentazione) si nota come sia il profitto unitario sia quello totale aumentano:
ciò risulta ragionevolmente intuitivo in quanto il sesto camion viaggia semivuoto, trasportando circa 340,6
Kg di uva rispetto ai 1300 Kg che potrebbe movimentare durante un viaggio, determinando dunque un
piccolo decremento della capacità produttiva di impianto a fronte di un consistente decremento del costo
della flotta dei camion. Si riportano di seguito i calcoli:
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑖𝑚𝑝𝑖𝑎𝑛𝑡𝑜 (𝐶_𝐼) = (𝐶𝑜𝑠𝑡𝑜_𝑎𝑐𝑞_𝑖𝑚𝑝
30 𝑎𝑛𝑛𝑖+ 𝐶𝑜𝑠𝑡𝑜_𝑒𝑠𝑒𝑟𝑐_𝑖𝑚𝑝) = 205′000 𝑒𝑢𝑟𝑜
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑓𝑙𝑜𝑡𝑡𝑎 𝑐𝑎𝑚𝑖𝑜𝑛 (𝐶_𝐶) = 5 𝑐𝑎𝑚𝑖𝑜𝑛 ∙ (𝐶𝑜𝑠𝑡𝑜_ 𝑎𝑐𝑞_𝑐𝑎𝑚
10 𝑎𝑛𝑛𝑖+ 𝐶𝑜𝑠𝑡𝑜_𝑒𝑠𝑒𝑟𝑐_𝑐𝑎𝑚 ) = 425′000 𝑒𝑢𝑟𝑜

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
115
𝐾𝑔 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 𝑑𝑎 𝑎𝑐𝑞𝑢𝑖𝑠𝑡𝑎𝑟𝑒 = 5 𝑐𝑎𝑚𝑖𝑜𝑛 ∙ 2 𝑣𝑖𝑎𝑔𝑔𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∙ 𝐶𝑎𝑝_𝑐𝑎𝑚𝑖𝑜𝑛 ∙ 1000
𝐾𝑔
𝑡𝑜𝑛𝑛∙ 245
𝑔𝑖𝑜𝑟𝑛𝑖
𝑎𝑛𝑛𝑜=
3′185′000 𝐾𝑔
𝑎𝑛𝑛𝑜
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 (𝐶_𝑀𝑃) = 3′185′000 𝐾𝑔
𝑎𝑛𝑛𝑜∙ 𝐶_𝑢𝑣𝑎 = 318′500 𝑒𝑢𝑟𝑜
𝐿𝑖𝑡𝑟𝑖 𝑑𝑖 𝑣𝑖𝑛𝑜 𝑝𝑟𝑜𝑑𝑜𝑡𝑡𝑖 = 5 𝑐𝑎𝑚𝑖𝑜𝑛 ∙ 2 𝑣𝑖𝑎𝑔𝑔𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∙ 𝐶𝑎𝑝_𝑐𝑎𝑚𝑖𝑜𝑛 ∙ 1000
𝐾𝑔
𝑡𝑜𝑛𝑛∙ 0,76
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜
𝐾𝑔∙
0,72 𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜∙ 245
𝑔𝑖𝑜𝑟𝑛𝑖
𝑎𝑛𝑛𝑜= 1′742′832
𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜
𝜋𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜 = (𝑝 −(𝐶_𝐼 + 𝐶_𝐶 + 𝐶_𝑀𝑃)
1′742′832 𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜
) = 0,656 𝑒𝑢𝑟𝑜
𝑙𝑖𝑡𝑟𝑜
𝜋𝑡𝑜𝑡𝑎𝑙𝑒 = 𝑝 ∙ 1′742′832 𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜− (𝐶_𝐼 + 𝐶_𝐶 + 𝐶_𝑀𝑃) = 1′142′898
𝑒𝑢𝑟𝑜
𝑎𝑛𝑛𝑜
Profitto unitario per litro di vino prodotto e profitto totale con 7 camion
Analizzando, invece, la configurazione dei costi e dei ricavi utilizzando un camion in più rispetto a
quelli necessari per soddisfare la massima capacità produttiva di impianto, si nota come sia il profitto
unitario sia quello totale diminuiscono. Acquistare un camion in più, infatti, non comporta nessun beneficio
(dato che già con sei camion è possibile trasportare tutta la materia prima necessaria per saturare le vasche
di fermentazione) ma solamente un aumento dei costi sia di acquisto sia di esercizio dei camion.
Si riportano comunque, per completezza, i calcoli:
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑖𝑚𝑝𝑖𝑎𝑛𝑡𝑜 (𝐶_𝐼) = (𝐶𝑜𝑠𝑡𝑜_𝑎𝑐𝑞_𝑖𝑚𝑝
30 𝑎𝑛𝑛𝑖+ 𝐶𝑜𝑠𝑡𝑜_𝑒𝑠𝑒𝑟𝑐_𝑖𝑚𝑝) = 205′000 𝑒𝑢𝑟𝑜
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑓𝑙𝑜𝑡𝑡𝑎 𝑐𝑎𝑚𝑖𝑜𝑛 (𝐶_𝐶) = 7 𝑐𝑎𝑚𝑖𝑜𝑛 ∙ (𝐶𝑜𝑠𝑡𝑜_ 𝑎𝑐𝑞_𝑐𝑎𝑚
10 𝑎𝑛𝑛𝑖+ 𝐶𝑜𝑠𝑡𝑜_𝑒𝑠𝑒𝑟𝑐_𝑐𝑎𝑚 ) =
495′000 𝑒𝑢𝑟𝑜
𝐾𝑔 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 𝑑𝑎 𝑎𝑐𝑞𝑢𝑖𝑠𝑡𝑎𝑟𝑒 =7300
𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜
0,76 𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜
𝐾𝑔∙0,72
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 𝑠𝑔𝑟𝑜𝑛𝑑.
𝑙𝑖𝑡𝑟𝑖 𝑚𝑜𝑠𝑡𝑜 ∙ 245
𝑔𝑖𝑜𝑟𝑛𝑖
𝑎𝑛𝑛𝑜=
3′268′458 𝐾𝑔
𝑎𝑛𝑛𝑜
𝐶𝑜𝑠𝑡𝑜 𝑎𝑛𝑛𝑢𝑎𝑙𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑒 𝑝𝑟𝑖𝑚𝑒 (𝐶_𝑀𝑃) = 3′268′458 𝐾𝑔
𝑎𝑛𝑛𝑜∙ 𝐶_𝑢𝑣𝑎 = 326′846 𝑒𝑢𝑟𝑜
𝐿𝑖𝑡𝑟𝑖 𝑑𝑖 𝑣𝑖𝑛𝑜 𝑝𝑟𝑜𝑑𝑜𝑡𝑡𝑖 = 7300 𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∙ 245
𝑔𝑖𝑜𝑟𝑛𝑖
𝑎𝑛𝑛𝑜= 1′788′500
𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜
𝜋𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜 = (𝑝 −(𝐶_𝐼 + 𝐶_𝐶 + 𝐶_𝑀𝑃)
1′788′500 𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜
) = 0,570 𝑒𝑢𝑟𝑜
𝑙𝑖𝑡𝑟𝑜
𝜋𝑡𝑜𝑡𝑎𝑙𝑒 = 𝑝 ∙ 1′788′500 𝑙𝑖𝑡𝑟𝑖
𝑎𝑛𝑛𝑜− (𝐶_𝐼 + 𝐶_𝐶 + 𝐶_𝑀𝑃) = 1′019′354
𝑒𝑢𝑟𝑜
𝑎𝑛𝑛𝑜

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
116
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
117
Un impianto industriale che produce chewing-gum confettati, con produzione costante e livellata
negli anni pari a (D), lavora su (T) turni giornalieri e sviluppa un processo produttivo costituito da quattro
fasi: miscelazione della gomma base con zuccheri, additivi ed aromi (fase A), compressione e formatura
della pasta di gomma, ciò che rappresenta la fase critica (fase B), confettatura (fase C) ed, infine,
confezionamento dei confetti di chewing-gum in stick (fase D). Successivamente alla miscelazione, l'impasto
gommoso passa attraverso dei cilindri rotanti che lo comprimono trasformandolo in un sottile "nastro" di
gomma che viene tagliato in diverse forme (lastrine, confetti, ecc.), le c.d. "anime di gomma"; queste
vengono trasferite, tramite dei carrelli manuali leggeri, alla confettatrice (fase C) distante circa (Dist) metri
dal reparto B. Le anime di chewing-gum sono trasportate, all'interno di contenitori di plastica, aventi una
tara pari a (Ta), che vengono scaricati dalla macchina B da X operatori che provvedono altresì a spingere i
carrelli ed a scaricare i contenitori presso la macchina C (T_ca e T_sc). Ciascun operatore può spostare un
solo carrello per volta e ciascun carrello può trasportare un contenitore dal peso massimo pari a (Cap) kg. A
monte della fase C possono essere accumulati i contenitori di anime di gomma, ciò che non è invece
possibile fare a valle della fase B. Al termine della lavorazione di confettatura, finalizzata a rivestire le anime
di gomma di un sottile strato di zucchero, si ottiene un confetto di chewing-gum (i pesi dell'anima in
gomma e del confetto sono dati). Ogni confetto di chewing-gum viene, infine, confezionato in stick del peso
complessivo di (P) grammi, che sono imballati in scatole contenenti (n_stick) stick cadauna. Le suddette
lavorazioni non generano scarti (I_Q), sebbene durante la fase B si registrino delle fermate che ne riducono
la disponibilità e l'efficienza delle prestazioni. Originariamente, in fase di allestimento di primo impianto,
non fu tenuto in conto la possibile perdita di efficienza degli operatori. Con tale assunzione (si assuma in
ogni caso che la disponibilità di un operatore sia pari ad 1) si calcoli il numero minimo di operatori che
erano reputati necessari per soddisfare l'esigenza di trasporto del sistema produttivo, indicandone il
relativo grado di utilizzazione. All'inizio del secondo anno di esercizio, il process manager si rende conto che
l'efficienza delle prestazioni degli operatori di trasporto è ben lungi dall'essere al 100% e risulta essere pari
a (η), ciò che ha generato problemi in termini di mancato soddisfacimento della domanda annua (D). Di
conseguenza, si sta valutando l'ipotesi di aggiungere un ulteriore operatore di trasporto. Dato il margine di
contribuzione unitario del prodotto (MACu), quantificare il valore della perdita economica derivante da
questa inefficienza del sistema di trasporto. Noto, inoltre, il costo annuo di un operatore pari a (S), stabilire
se risulti conveniente assumere una nuova risorsa. Infine qualora si decidesse di sostituire i carrelli manuali
con carelli AGV completamente automatizzati, assumendo una disponibilità di targa pari a Dagv per ciascun
carrello e lasciando immutati gli altri dati, si calcoli la disponibilità del sistema di trasporto nel suo
complesso ovvero la percentuale di tempo in cui i carrelli sono funzionanti.
Dati necessari per la risoluzione
Domanda annua (D) = 2.700.000 scatole/anno
Peso stick (P) = 14 gr/stick
Peso confetto (p_c) = 1,4 gr/confetto
Peso dell'anima in gomma in ciascun confetto (p_a) = 0,7 gr/confetto
Tara contenitore plastica (Ta) = 10 kg
Numero di stick per pacchetto (n_stick) = 10 stick/scatola
Capacità carrello (Cap) = 50 kg
Tempo operativo netto della macchina B (TON) = 1.200 ore

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
118
Indice qualità (I_Q) = 100%
Turni giornalieri (T) = 1 turno
Ore lavorative a turno = 8 ore
Giorni lavorativi annui (G_anno) = 220 giorni
Costo annuo operatore (S) = 40.000 €/anno
Disponibilità carrello 2° anno (η) = 45%
Velocità operatore a piedi con carrello (Vel) = 1,5 km/h
Distanza tra fase B e C (Dist) = 100 m
Tempi scarico della macchina B e carico sul carrello (T_ca) = 120 secondi
Tempo scarico del carrello presso la macchina C (T_sc) = 50 secondi
Margine di contribuzione unitario (MACu) = 0,20 €/stick
Disponibilità AGV al secondo anno (Dagv) = 70%
Risoluzione
Quesito 1
Al fine di calcolare il numero di operatori necessari, occorre, inizialmente, quantificare il numero di
cicli necessari per supportare la macchina B, a cui i carrelli sono asserviti, soddisfacendo la necessità di
trasporto derivante dalla sua capacità produttiva ideale (si ricordi che il sistema di trasporto non dovrebbe
mai essere collo di bottiglia).
Quest'ultima viene calcolata dalla domanda totale annua tenendo conto dell'OEE.
𝑁𝑐𝑖𝑐𝑙𝑖 =
𝐷 ∗ 𝑛𝑠𝑡𝑖𝑐𝑘 ∗ (𝑃𝑝𝑐
) ∗ 𝑝𝑎
𝑂𝐸𝐸⁄
(𝐶𝑎𝑝 − 𝑇𝑎)=
2700000 𝑠𝑐𝑎𝑡 ∗ 10 𝑠𝑡𝑖𝑐𝑘𝑠𝑐𝑎𝑡⁄ ∗ (
14𝑔𝑟
𝑠𝑡𝑖𝑐𝑘⁄
1,4𝑔𝑟
𝑐𝑜𝑛𝑓⁄) ∗ 0,7
𝑔𝑟𝑐𝑜𝑛𝑓⁄
(1000 ∗ 68,2%)
⁄
(50 − 10)𝑘𝑔= 6930
𝑐𝑖𝑐𝑙𝑖
𝑎𝑛𝑛𝑜
Si procede calcolando il tempo ciclo per ogni operatore, considerando i tempi di carico e scarico del
carrello in prossimità, rispettivamente della macchina B e della macchina C, e il tempo di percorrenza del
tratto orizzontale (andata e ritorno) che separa i reparti B e C.
𝑇𝑖 = 𝑇𝑐𝑎 + 𝑇𝑠𝑐 + 2 ∗ (𝐷𝑖𝑠𝑡𝑣𝑒𝑙⁄ ) = [120𝑠 + 50𝑠 + 2 ∗ (100𝑚
(1,5 𝑘𝑚ℎ⁄ ∗ 1000𝑚
3600𝑠⁄ )⁄ )] = 650𝑠
Noti tali valori ed assumendo una disponibilità dell’operatore pari al 100%, si ottiene il numero
minimo di operatori necessari per soddisfare le esigenze di mercato ed il relativo grado di utilizzazione.
𝑁𝑜𝑝𝑒𝑟 = 𝑖𝑛𝑡 [𝑁𝑐𝑖𝑐𝑙𝑖 ∗ 𝑇𝑖
𝜂 ∗ 𝑡. 𝑐𝑎𝑟𝑖𝑐𝑜] + 1 = int [
6930 𝑐𝑖𝑐𝑙𝑖𝑎𝑛𝑛𝑜⁄ ∗ 650 𝑠
100% ∗ 6336000 𝑠] + 1 = 1
𝐺𝑈 =(
𝑁𝑐𝑖𝑐𝑙𝑖 ∗ 𝑇𝑖
𝜂 ∗ 𝑡. 𝑐𝑎𝑟𝑖𝑐𝑜)
1⁄ =
(6930 𝑐𝑖𝑐𝑙𝑖
𝑎𝑛𝑛𝑜⁄ ∗ 650 𝑠
100% ∗ 6336000 𝑠)
1
⁄= 71,1%
Quesito 2
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
119
Al fine di calcolare la perdita economica generata dall'indisponibilità dell'operatore – risultata
essere, durante il secondo anno, inferiore al 100% – occorre quantificare la capacità di trasporto
considerando una disponibilità del carrellista pari a 100% e successivamente ridurla considerando una
disponibilità dell'operatore pari al 45%
𝐶𝑎𝑝_𝑡𝑟𝑎𝑠𝑝100% =
𝑇𝑂𝑁𝑇𝑖
⁄ ∗ (𝐶𝑎𝑝 − 𝑇𝑎)
𝑛𝑠𝑡𝑖𝑐𝑘 ∗ (𝑃𝑝𝑐
) ∗ 𝑝𝑎
=
1200ℎ0,18ℎ⁄ ∗ (50 − 10)𝑘𝑔 ∗ 1000
10 𝑠𝑡𝑖𝑐𝑘𝑠𝑐𝑎𝑡⁄ ∗ (
14𝑔𝑟
𝑠𝑡𝑖𝑐𝑘⁄
1,4𝑔𝑟
𝑐𝑜𝑛𝑓⁄) ∗ 0,7
𝑔𝑟𝑐𝑜𝑛𝑓⁄
= 3797802 𝑠𝑐𝑎𝑡/𝑎𝑛𝑛𝑜
𝐶𝑎𝑝_𝑡𝑟𝑎𝑠𝑝45% = 𝐶𝑎𝑝_𝑡𝑟𝑎𝑠𝑝100% ∗ 𝜂 = 3797802 𝑠𝑐𝑎𝑡 ∗ 45% = 1709010 𝑠𝑐𝑎𝑡/𝑎𝑛𝑛𝑜
Considerato che un solo operatore non è sufficiente a soddisfare l'intera domanda annua, si
registra una perdita economica pari a:
𝑃𝑒𝑟𝑑𝑖𝑡𝑎 = 𝑀𝐴𝐶𝑢 ∗ (𝐷 − 𝐶𝑎𝑝𝑡𝑟𝑎𝑠𝑝45%) = 0,20 €
𝑠𝑡𝑖𝑐𝑘⁄ ∗ 990989 𝑠𝑐𝑎𝑡 ∗ 10 𝑠𝑡𝑖𝑐𝑘 = 1981980€
Alla luce dell'ingente perdita economica causata dal sistema di trasporto, che diventa collo di
bottiglia nota la nuova disponibilità (45%), l'assunzione di un nuovo carrellista risulta assolutamente
conveniente.
Quesito 3
I due carrelli risultano simultaneamente indisponibili sulla base della formula:
𝐼𝑛𝑑𝑖𝑠𝑝 = (1 − 𝐷𝑎𝑔𝑣)𝑁𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖 = (1 − 70%)2 = 9%
Nota l’indisponibilità dei carrelli, è facilmente calcolabile la disponibilità del sistema di trasporto in
parallelo pari a 91%.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
120
3° SEZIONE
Dimensionamento impianti di servizio

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
121
(ex 6 )
Un'autoclave non precompressa da (Vo) mc alimentata continuativamente da una pompa a regime
costante è asservita alla rete di distribuzione idrica di un piccolo impianto industriale. Le utenze all'interno
dell'impianto, nel loro insieme, hanno una richiesta d'acqua che varia durante la giornata tra (Qmax) e
(Qmin) mc/h. Tale sistema sarà adeguato a servire un'utenza critica che richieda una prevalenza minima di
(H) bar, nell'ipotesi che le perdite di carico dall'autoclave all'utenza critica ammontino a (DH) bar ? Quale
sarà la prevalenza garantibile all'utenza critica? (Si adottino le ipotesi utilizzate in aula relativamente al
numero massimo di scatti orario e relativamente alla relazione tra le pressioni interne all'autoclave, P2 = P1
+ 1 bar).
Dati necessari per la risoluzione
Qmax = 20,0 mc/h
Qmin = 12,0 mc/h
DH = 0,18 Bar
H = 2,50 Bar
Vo = 2,40 Mc
Risoluzione
Calcolo della prevalenza dell’autoclave
Prima di tutto dobbiamo verificare che la configurazione esistente garantisce il soddisfacimento delle
esigenze della clientela. Innanzitutto possiamo trovare la portata Q in mc/scatto per un massimo di scatti
pari a 20, dalla formula abbiamo che:
𝑄 =𝑄𝑚𝑎𝑥
4 ∙ 𝑍𝑚𝑎𝑥=
20𝑚𝑐ℎ
4 ∙ 20𝑠𝑐𝑎𝑡𝑡𝑖
ℎ
= 0,25𝑚𝑐
𝑠𝑐𝑎𝑡𝑡𝑜
Possiamo quindi trovare ora la pressione P1 risolvendo la formula 12
21
0
0pp
pp
p
QV
. Di
conseguenza dobbiamo risolvere una equazione di secondo grado i cui valori sono:
(𝑝12 + 𝑝1) ∙
𝑄
𝑝0− 𝑉0 = 0 𝑑𝑜𝑣𝑒 𝑝0 è 𝑙𝑎 𝑝𝑟𝑒𝑠𝑠𝑖𝑜𝑛𝑒 𝑎𝑡𝑚𝑜𝑠𝑓𝑒𝑟𝑖𝑐𝑎 𝑒 𝑞𝑢𝑖𝑛𝑑𝑖 𝑝𝑎𝑟𝑖 𝑎 1 𝑏𝑎𝑟
𝑝1 =−1 ± √1 + 4 ∙
𝑉0𝑄
2=
−1 ± √1 + 4 ∙2,40 𝑚𝑐
0.25𝑚𝑐
𝑠𝑐𝑎𝑡𝑡𝑜
2= 2,64 𝑏𝑎𝑟
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
122
Ovviamente dalla risoluzione otteniamo anche un altro valore, ovvero -3,64 bar che però non è un
valore realistico.
In conclusione la prevalenza garantibile dall'autoclave all'utenza critica è pari a:
𝐻𝐶𝑅 = 𝑝1 − 𝐷𝐻 = (2,64 − 0,18)bar = 2,46 bar < 𝐻
pertanto il sistema così configurato non è adeguato per i requisiti dell'utenza.
Commenti
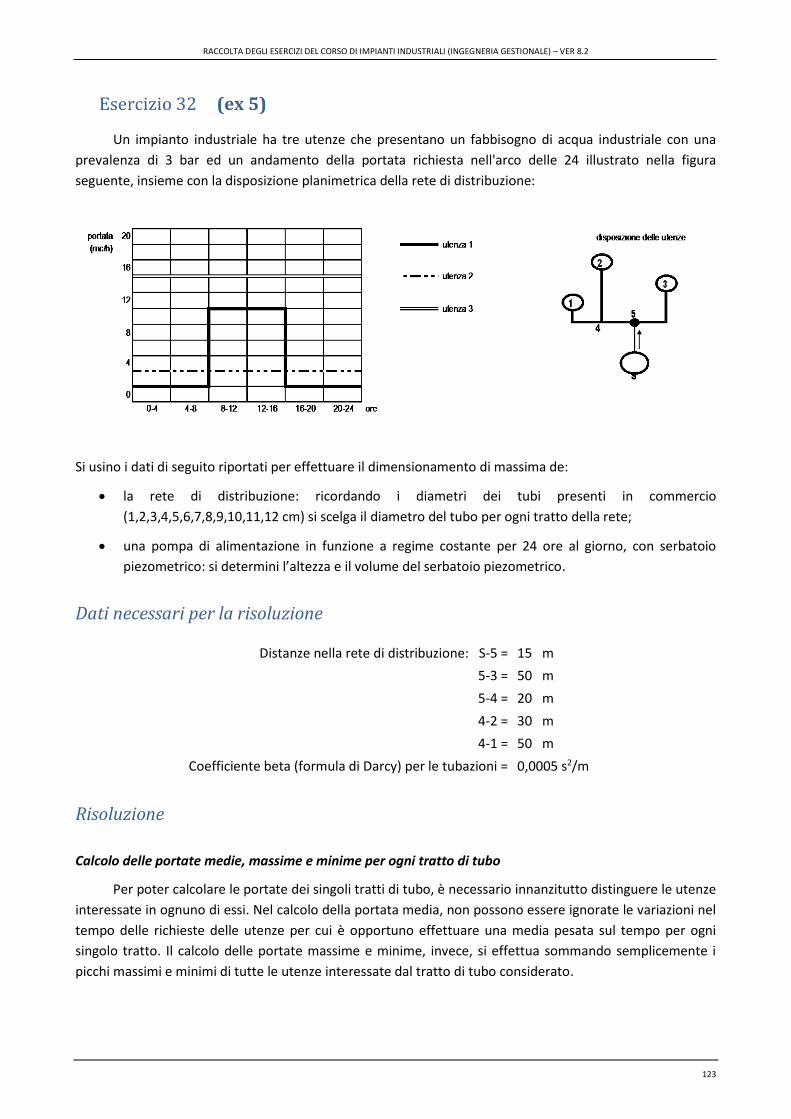
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
123
(ex 5)
Un impianto industriale ha tre utenze che presentano un fabbisogno di acqua industriale con una
prevalenza di 3 bar ed un andamento della portata richiesta nell'arco delle 24 illustrato nella figura
seguente, insieme con la disposizione planimetrica della rete di distribuzione:
Si usino i dati di seguito riportati per effettuare il dimensionamento di massima de:
la rete di distribuzione: ricordando i diametri dei tubi presenti in commercio
(1,2,3,4,5,6,7,8,9,10,11,12 cm) si scelga il diametro del tubo per ogni tratto della rete;
una pompa di alimentazione in funzione a regime costante per 24 ore al giorno, con serbatoio
piezometrico: si determini l’altezza e il volume del serbatoio piezometrico.
Dati necessari per la risoluzione
Distanze nella rete di distribuzione: S-5 = 15 m
5-3 = 50 m
5-4 = 20 m
4-2 = 30 m
4-1 = 50 m
Coefficiente beta (formula di Darcy) per le tubazioni = 0,0005 s2/m
Risoluzione
Calcolo delle portate medie, massime e minime per ogni tratto di tubo
Per poter calcolare le portate dei singoli tratti di tubo, è necessario innanzitutto distinguere le utenze
interessate in ognuno di essi. Nel calcolo della portata media, non possono essere ignorate le variazioni nel
tempo delle richieste delle utenze per cui è opportuno effettuare una media pesata sul tempo per ogni
singolo tratto. Il calcolo delle portate massime e minime, invece, si effettua sommando semplicemente i
picchi massimi e minimi di tutte le utenze interessate dal tratto di tubo considerato.
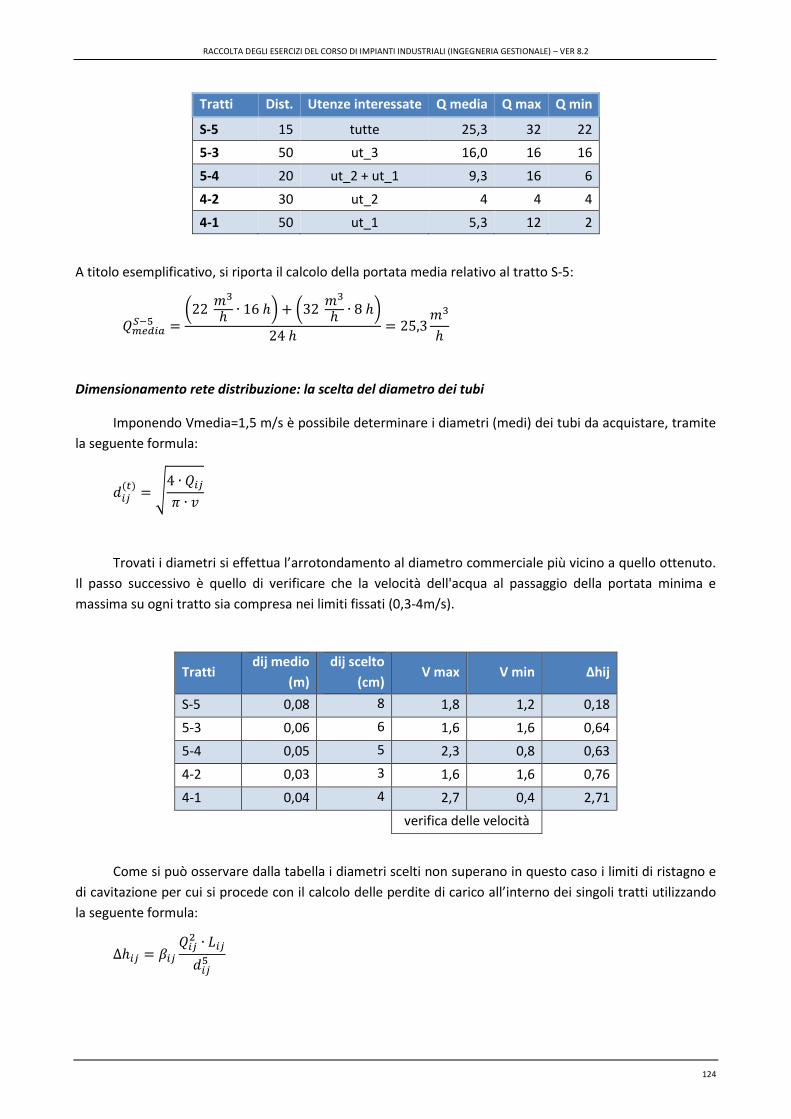
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
124
Tratti Dist. Utenze interessate Q media Q max Q min
S-5 15 tutte 25,3 32 22
5-3 50 ut_3 16,0 16 16
5-4 20 ut_2 + ut_1 9,3 16 6
4-2 30 ut_2 4 4 4
4-1 50 ut_1 5,3 12 2
A titolo esemplificativo, si riporta il calcolo della portata media relativo al tratto S-5:
𝑄𝑚𝑒𝑑𝑖𝑎𝑆−5 =
(22 𝑚3
ℎ∙ 16 ℎ) + (32
𝑚3
ℎ∙ 8 ℎ)
24 ℎ= 25,3
𝑚3
ℎ
Dimensionamento rete distribuzione: la scelta del diametro dei tubi
Imponendo Vmedia=1,5 m/s è possibile determinare i diametri (medi) dei tubi da acquistare, tramite
la seguente formula:
𝑑𝑖𝑗(𝑡)
= √4 ∙ 𝑄𝑖𝑗
𝜋 ∙ 𝑣
Trovati i diametri si effettua l’arrotondamento al diametro commerciale più vicino a quello ottenuto.
Il passo successivo è quello di verificare che la velocità dell'acqua al passaggio della portata minima e
massima su ogni tratto sia compresa nei limiti fissati (0,3-4m/s).
Tratti dij medio
(m)
dij scelto
(cm) V max V min ∆hij
S-5 0,08 8 1,8 1,2 0,18
5-3 0,06 6 1,6 1,6 0,64
5-4 0,05 5 2,3 0,8 0,63
4-2 0,03 3 1,6 1,6 0,76
4-1 0,04 4 2,7 0,4 2,71
verifica delle velocità
Come si può osservare dalla tabella i diametri scelti non superano in questo caso i limiti di ristagno e
di cavitazione per cui si procede con il calcolo delle perdite di carico all’interno dei singoli tratti utilizzando
la seguente formula:
∆ℎ𝑖𝑗 = 𝛽𝑖𝑗
𝑄𝑖𝑗2 ∙ 𝐿𝑖𝑗
𝑑𝑖𝑗5
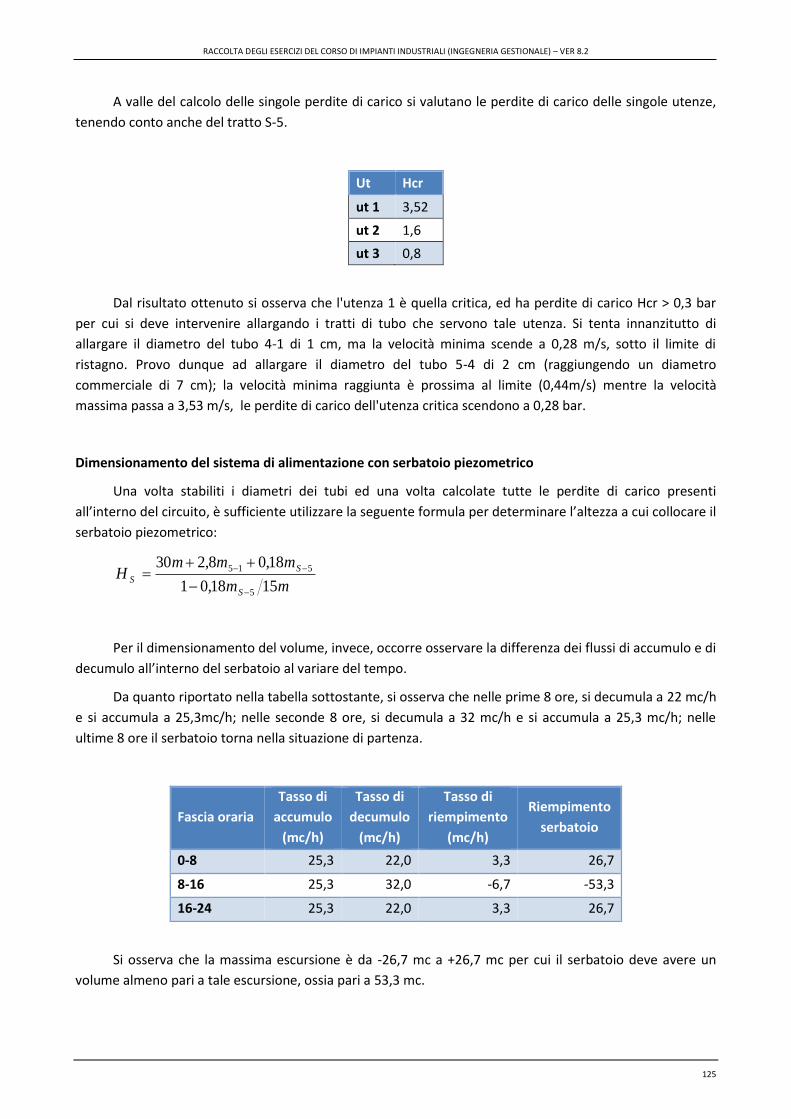
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
125
A valle del calcolo delle singole perdite di carico si valutano le perdite di carico delle singole utenze,
tenendo conto anche del tratto S-5.
Ut Hcr
ut 1 3,52
ut 2 1,6
ut 3 0,8
Dal risultato ottenuto si osserva che l'utenza 1 è quella critica, ed ha perdite di carico Hcr > 0,3 bar
per cui si deve intervenire allargando i tratti di tubo che servono tale utenza. Si tenta innanzitutto di
allargare il diametro del tubo 4-1 di 1 cm, ma la velocità minima scende a 0,28 m/s, sotto il limite di
ristagno. Provo dunque ad allargare il diametro del tubo 5-4 di 2 cm (raggiungendo un diametro
commerciale di 7 cm); la velocità minima raggiunta è prossima al limite (0,44m/s) mentre la velocità
massima passa a 3,53 m/s, le perdite di carico dell'utenza critica scendono a 0,28 bar.
Dimensionamento del sistema di alimentazione con serbatoio piezometrico
Una volta stabiliti i diametri dei tubi ed una volta calcolate tutte le perdite di carico presenti
all’interno del circuito, è sufficiente utilizzare la seguente formula per determinare l’altezza a cui collocare il
serbatoio piezometrico:
mm
mmmH
S
S
S1518,01
18,08,230
5
515
Per il dimensionamento del volume, invece, occorre osservare la differenza dei flussi di accumulo e di
decumulo all’interno del serbatoio al variare del tempo.
Da quanto riportato nella tabella sottostante, si osserva che nelle prime 8 ore, si decumula a 22 mc/h
e si accumula a 25,3mc/h; nelle seconde 8 ore, si decumula a 32 mc/h e si accumula a 25,3 mc/h; nelle
ultime 8 ore il serbatoio torna nella situazione di partenza.
Fascia oraria
Tasso di
accumulo
(mc/h)
Tasso di
decumulo
(mc/h)
Tasso di
riempimento
(mc/h)
Riempimento
serbatoio
0-8 25,3 22,0 3,3 26,7
8-16 25,3 32,0 -6,7 -53,3
16-24 25,3 22,0 3,3 26,7
Si osserva che la massima escursione è da -26,7 mc a +26,7 mc per cui il serbatoio deve avere un
volume almeno pari a tale escursione, ossia pari a 53,3 mc.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
126
(ex 14)
Un impianto industriale è schematizzabile come una utenza che presenta un fabbisogno di acqua
industriale con una prevalenza di (p) bar ed un andamento della portata richiesta nell'arco delle 24 ore
illustrato nella figura seguente:
L'utenza dista (x) metri dal punto preso a riferimento come inizio della rete di distribuzione.
Ricordando i diametri dei tubi presenti in commercio (cm 1,2,3,4,5,6,7,8,9,10,11,12, ecc.), si dimensioni la
conduttura fino all'utenza, determinando il diametro scelto e i diametri estremali.
Successivamente si scelga e dimensioni il sistema di alimentazione dell'acqua all'utenza
contemplando le due alternative di utilizzo di un'autoclave non precompressa e di un serbatoio
piezometrico, determinando rispettivamente la pressione minima di uscita dell’acqua dall’autoclave, la
portata della pompa di adduzione e il volume dell’autoclave; l’altezza e il volume del serbatoio
piezometrico.
Infine si discuta nuovamente la scelta ed il dimensionamento del solo sistema di alimentazione nel
caso si renda necessario servire anche una seconda utenza, sovrapposta alla prima, che richieda acqua con
una portata variabile secondo la seguente funzione Q2(t) espressa in mc/h:
𝑄2(𝑡) = 𝐴 + 𝐵 ∙ cos (2𝜋
12∙ 𝑡 + 𝜑)
dove A = 4 mc/h
B = 1 mc/h
= -1,5708 rad
Dati necessari per la risoluzione
(prev) prevalenza richiesta dall'utenza = 4 Bar
(x) distanza tra l'utenza ed il punto di riferimento di inizio della rete di distribuzione = 30 M
Coefficiente beta (formula di Darcy) per le tubazioni = 0,0003 s2/m
0
1
2
3
4
5
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
po
rtata
(m
c/h
)
ore

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
127
Risoluzione
Calcolo della dimensione della rete di distribuzione
Dal grafico dell’utenza è possibile individuare facilmente la Qmax e la Qmin, rispettivamente pari a 4
mc/h e 2 mc/h, quindi la portata media (Qmedia) è 3 mc/h. Sapendo che la velocità media nelle condutture è
pari a 1,5 m/s è possibile ricavare il diametro delle tubazioni.
𝑑 = √4 ∙ 𝑄𝑚𝑒𝑑𝑖𝑎
𝑣 ∙ 𝜋= √
4 ∙ 3 𝑚3
ℎ
1,5𝑚𝑠 ∙ 3600
𝑠ℎ
∙ 𝜋= 0,027 𝑚 = 2,7 𝑐𝑚 → 3 𝑐𝑚
Quindi si sceglie una tubazione con diametro pari a 3 cm, con sezione pari a 𝐴 = 𝜋 (3
2)
2= 7,07 𝑐𝑚2.
Si verifica che vengono rispettati i vincoli di velocità massima e minima (vmin = 0,79 m/s, vmax = 1,57 m/s).
I diametri estremali sono rispettivamente:
dmin = 1,8 cm -> 2 cm
dmax = 4,8 cm -> 5 cm
Scelta e dimensionamento delle alternative di sistema di alimentazione con 1 utenza
Analizziamo prima il caso di un serbatoio piezometrico di cui ci necessita sapere l’altezza, la capacità
e la portata della pompa di alimentazione. Si procede nel seguente modo:
𝐴𝑙𝑡𝑒𝑧𝑧𝑎 𝑠𝑒𝑟𝑏𝑎𝑡𝑜𝑖𝑜 =𝑝𝑟𝑒𝑣 ∙ 10 + 𝑥 ∙ 𝑑𝑎𝑟𝑐𝑦 ∙
(𝑄𝑚𝑎𝑥3600
)2
𝑑𝑖𝑎𝑚5
1 − 𝑑𝑎𝑟𝑐𝑦 ∙ (
𝑄𝑚𝑎𝑥3600 )
2
𝑑𝑖𝑎𝑚5
= 41,08 𝑚
La portata della pompa ovviamente è da dimensionare sulla Qmedia dell’utenza quindi su 3
mc/h. Dato che la funzione di riempimento è una sinusoide con stesso periodo, il volume del
serbatoio è pari al doppio dell'ampiezza della funzione di riempimento ovvero:
𝑅 = −6
𝜋sin (
𝜋
6𝑡 +
𝜋
2) 𝑚3
𝑉𝑜𝑙𝑢𝑚𝑒 𝑠𝑒𝑟𝑏𝑎𝑡𝑜𝑖𝑜 = 2 ∙6
𝜋 𝑚3 = 3,82 𝑚3
Analizziamo ora il caso di una autoclave non precompressa che soddisfi le stesse esigenze. Per
dimensionare l’autoclave dobbiamo calcolarci nell’ordine la pressione minima di uscita dell’acqua
dall’autoclave, il suo volume e la portata della pompa che la alimenta. Quindi:
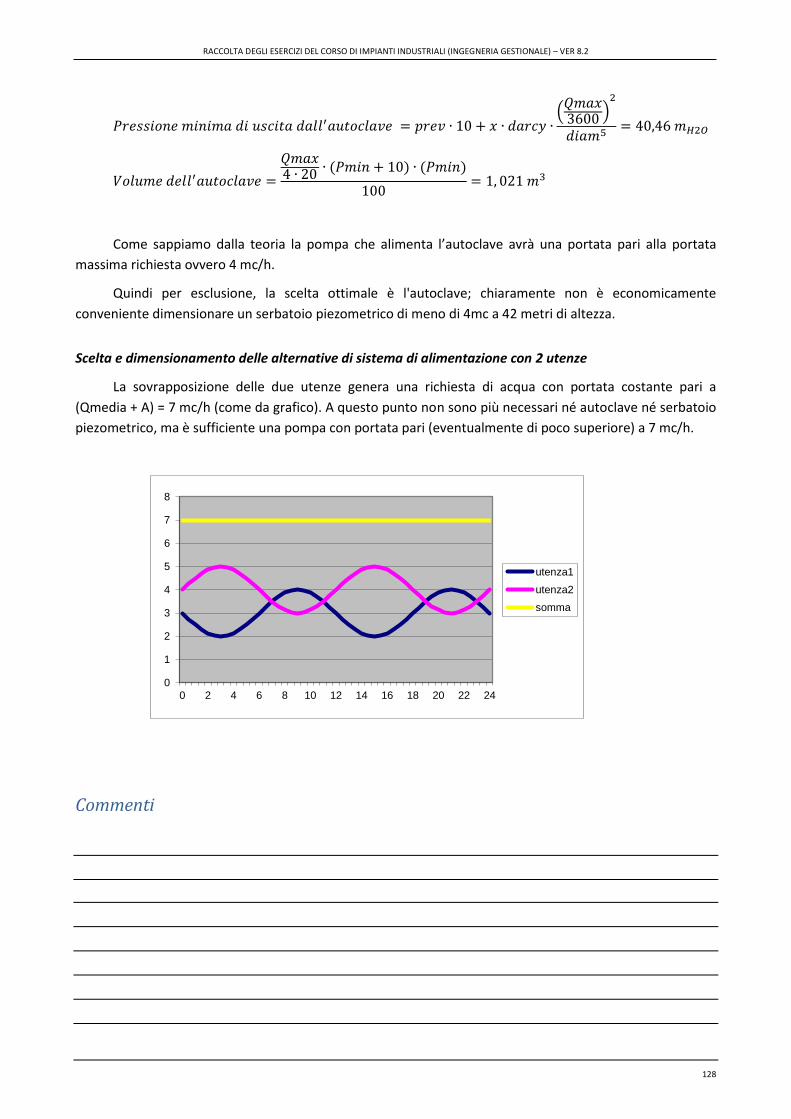
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
128
𝑃𝑟𝑒𝑠𝑠𝑖𝑜𝑛𝑒 𝑚𝑖𝑛𝑖𝑚𝑎 𝑑𝑖 𝑢𝑠𝑐𝑖𝑡𝑎 𝑑𝑎𝑙𝑙′𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 = 𝑝𝑟𝑒𝑣 ∙ 10 + 𝑥 ∙ 𝑑𝑎𝑟𝑐𝑦 ∙(
𝑄𝑚𝑎𝑥3600
)2
𝑑𝑖𝑎𝑚5= 40,46 𝑚𝐻2𝑂
𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑒𝑙𝑙′𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 =
𝑄𝑚𝑎𝑥4 ∙ 20
∙ (𝑃𝑚𝑖𝑛 + 10) ∙ (𝑃𝑚𝑖𝑛)
100= 1, 021 𝑚3
Come sappiamo dalla teoria la pompa che alimenta l’autoclave avrà una portata pari alla portata
massima richiesta ovvero 4 mc/h.
Quindi per esclusione, la scelta ottimale è l'autoclave; chiaramente non è economicamente
conveniente dimensionare un serbatoio piezometrico di meno di 4mc a 42 metri di altezza.
Scelta e dimensionamento delle alternative di sistema di alimentazione con 2 utenze
La sovrapposizione delle due utenze genera una richiesta di acqua con portata costante pari a
(Qmedia + A) = 7 mc/h (come da grafico). A questo punto non sono più necessari né autoclave né serbatoio
piezometrico, ma è sufficiente una pompa con portata pari (eventualmente di poco superiore) a 7 mc/h.
Commenti
0
1
2
3
4
5
6
7
8
0 2 4 6 8 10 12 14 16 18 20 22 24
utenza1
utenza2
somma

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
129
(ex 19)
Una rete idrica è composta da 2 utenze che richiedono acqua con portata (Q1) e (Q2) variabile nel
tempo secondo le funzioni sotto riportate:
altrove
NtperFtP
senBAtQ
0
2
)(2
2
22
2
altrove
MtperFtP
senBAtQ
0
2
)(1
1
11
1
dove: M = 3 h
N = 8 h
A1= 30 mc/h
A2= 22 mc/h
B1= 5 mc/h
B2= 3 mc/h
P1= 6 h
P2= 2 h
F1= 0 rad
F2= 1,57 rad
Si sta progettando un sistema di alimentazione composto da un serbatoio piezometrico (S) con una
pompa di adduzione in funzione 24h/g. Nel seguito i dati della rete idrica con lo schema (1) di distribuzione.
Si tracci il diagramma che rappresenta l'andamento della portata totale (Q1 + Q2 ovvero al punto 3
della rete) avendo cura di indicare gli opportuni valori nell'asse delle ordinate.
Si tracci inoltre il diagramma che rappresenta l'andamento della portata della pompa di adduzione al
serbatoio avendo cura di indicare gli opportuni valori nell'asse delle ordinate.
Ricordando i diametri dei tubi presenti in commercio (cm 1,2,3,4,5,6,7,8,9,10,11,12, ecc.), si
dimensioni la conduttura fino all'utenza, determinando il diametro del tubo e la velocità minima e massima
per ogni tratto della rete, nonché si determini l'altezza e la capacità minima del serbatoio piezometrico.
____
____
____
____
Qtot ____
____
____
____
____
0 1 2 3 4 5 6 7 8 9 10 11 12 ore
____
____
____
____
Qp ____
____
____
____
____
0 1 2 3 4 5 6 7 8 9 10 11 12 ore

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
130
Successivamente, si discuta l'eventualità di sostituire il serbatoio piezometrico con un sistema
composto da una vasca di accumulo interrata (V) con pompa di adduzione e autoclave precompressa (A)
con pompa di alimentazione (P) come in schema (2). In particolare si determini:
la portata della pompa di alimentazione dell'autoclave;
il volume dell'autoclave (precompressa);
il numero di scatti orari dell'autoclave durante la richiesta dell'utenza 1;
il numero di scatti orari dell'autoclave durante la richiesta dell'utenza 2.
Schemi delle reti
Schema della rete (1) Schema della rete (2)
Dati necessari per la risoluzione
(prev1) prevalenza richiesta dall'utenza 1 = 2 Bar
(prev2) prevalenza richiesta dall'utenza 2 = 3 Bar
(beta) Coefficiente beta di Darcy = 0,0008 s2/m
(D13) Lunghezza tubazione 1-3 = 120 m
(D23) Lunghezza tubazione 2-3 = 90 m
(DS3) Lunghezza tubazione (orizzontale) S-3 = 25 m
Risoluzione
La portata totale (Q1 + Q2) segue il seguente andamento nel ciclo delle 12 ore.
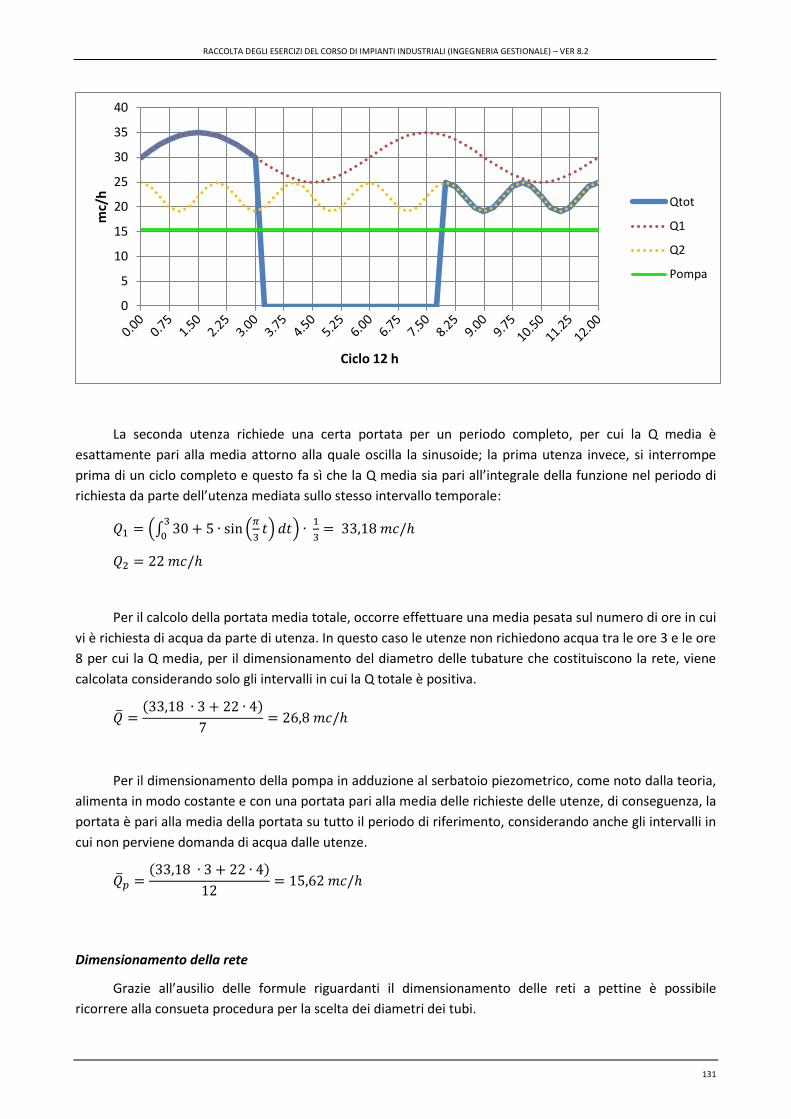
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
131
La seconda utenza richiede una certa portata per un periodo completo, per cui la Q media è
esattamente pari alla media attorno alla quale oscilla la sinusoide; la prima utenza invece, si interrompe
prima di un ciclo completo e questo fa sì che la Q media sia pari all’integrale della funzione nel periodo di
richiesta da parte dell’utenza mediata sullo stesso intervallo temporale:
𝑄1 = (∫ 303
0+ 5 ∙ sin (
𝜋
3𝑡) 𝑑𝑡) ∙
1
3= 33,18 𝑚𝑐/ℎ
𝑄2 = 22 𝑚𝑐/ℎ
Per il calcolo della portata media totale, occorre effettuare una media pesata sul numero di ore in cui
vi è richiesta di acqua da parte di utenza. In questo caso le utenze non richiedono acqua tra le ore 3 e le ore
8 per cui la Q media, per il dimensionamento del diametro delle tubature che costituiscono la rete, viene
calcolata considerando solo gli intervalli in cui la Q totale è positiva.
�̅� =(33,18 ∙ 3 + 22 ∙ 4)
7= 26,8 𝑚𝑐/ℎ
Per il dimensionamento della pompa in adduzione al serbatoio piezometrico, come noto dalla teoria,
alimenta in modo costante e con una portata pari alla media delle richieste delle utenze, di conseguenza, la
portata è pari alla media della portata su tutto il periodo di riferimento, considerando anche gli intervalli in
cui non perviene domanda di acqua dalle utenze.
�̅�𝑝 =(33,18 ∙ 3 + 22 ∙ 4)
12= 15,62 𝑚𝑐/ℎ
Dimensionamento della rete
Grazie all’ausilio delle formule riguardanti il dimensionamento delle reti a pettine è possibile
ricorrere alla consueta procedura per la scelta dei diametri dei tubi.
0
5
10
15
20
25
30
35
40m
c/h
Ciclo 12 h
Qtot
Q1
Q2
Pompa
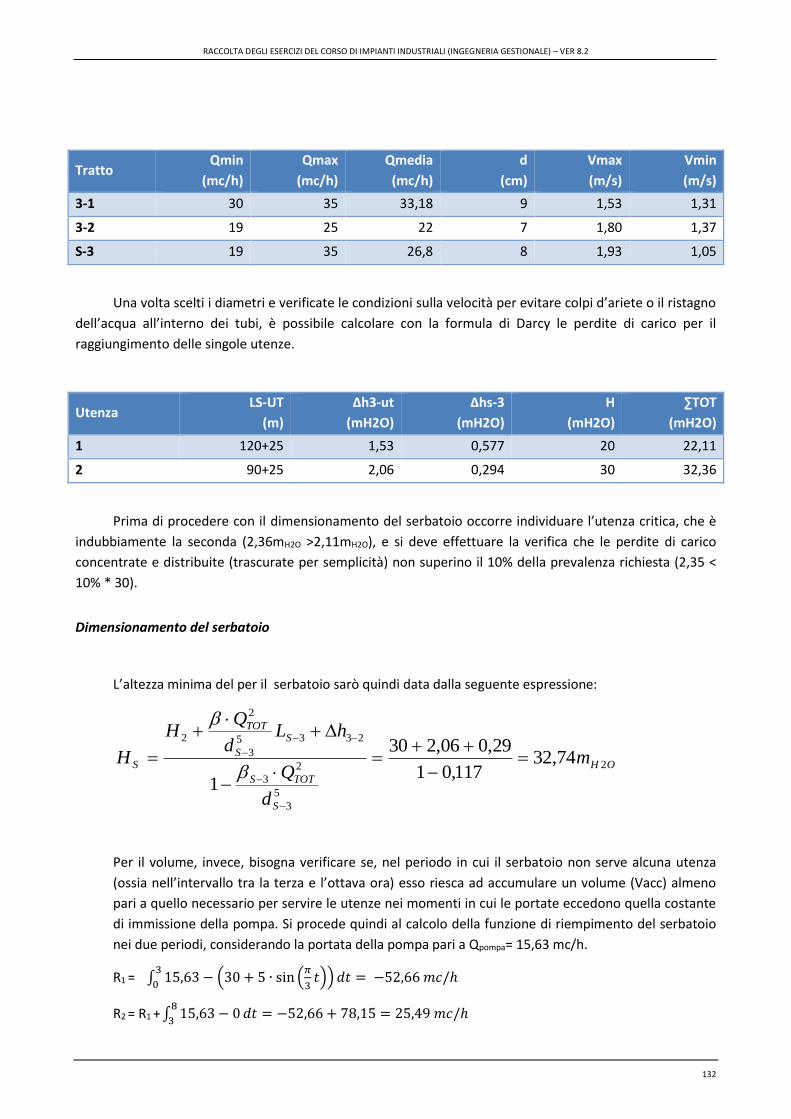
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
132
Tratto Qmin
(mc/h)
Qmax
(mc/h)
Qmedia
(mc/h)
d
(cm)
Vmax
(m/s)
Vmin
(m/s)
3-1 30 35 33,18 9 1,53 1,31
3-2 19 25 22 7 1,80 1,37
S-3 19 35 26,8 8 1,93 1,05
Una volta scelti i diametri e verificate le condizioni sulla velocità per evitare colpi d’ariete o il ristagno
dell’acqua all’interno dei tubi, è possibile calcolare con la formula di Darcy le perdite di carico per il
raggiungimento delle singole utenze.
Utenza LS-UT
(m)
∆h3-ut
(mH2O)
∆hs-3
(mH2O)
H
(mH2O)
∑TOT
(mH2O)
1 120+25 1,53 0,577 20 22,11
2 90+25 2,06 0,294 30 32,36
Prima di procedere con il dimensionamento del serbatoio occorre individuare l’utenza critica, che è
indubbiamente la seconda (2,36mH2O >2,11mH2O), e si deve effettuare la verifica che le perdite di carico
concentrate e distribuite (trascurate per semplicità) non superino il 10% della prevalenza richiesta (2,35 <
10% * 30).
Dimensionamento del serbatoio
L’altezza minima del per il serbatoio sarò quindi data dalla seguente espressione:
OH
S
TOTS
S
S
TOT
S m
d
Q
hLd
QH
H 2
5
3
2
3
2335
3
2
2
74,32117,01
29,006,230
1
Per il volume, invece, bisogna verificare se, nel periodo in cui il serbatoio non serve alcuna utenza
(ossia nell’intervallo tra la terza e l’ottava ora) esso riesca ad accumulare un volume (Vacc) almeno
pari a quello necessario per servire le utenze nei momenti in cui le portate eccedono quella costante
di immissione della pompa. Si procede quindi al calcolo della funzione di riempimento del serbatoio
nei due periodi, considerando la portata della pompa pari a Qpompa= 15,63 mc/h.
R1 = ∫ 15,63 − (30 + 5 ∙ sin (𝜋
3𝑡))
3
0𝑑𝑡 = −52,66 𝑚𝑐/ℎ
R2 = R1 + ∫ 15,63 − 08
3𝑑𝑡 = −52,66 + 78,15 = 25,49 𝑚𝑐/ℎ
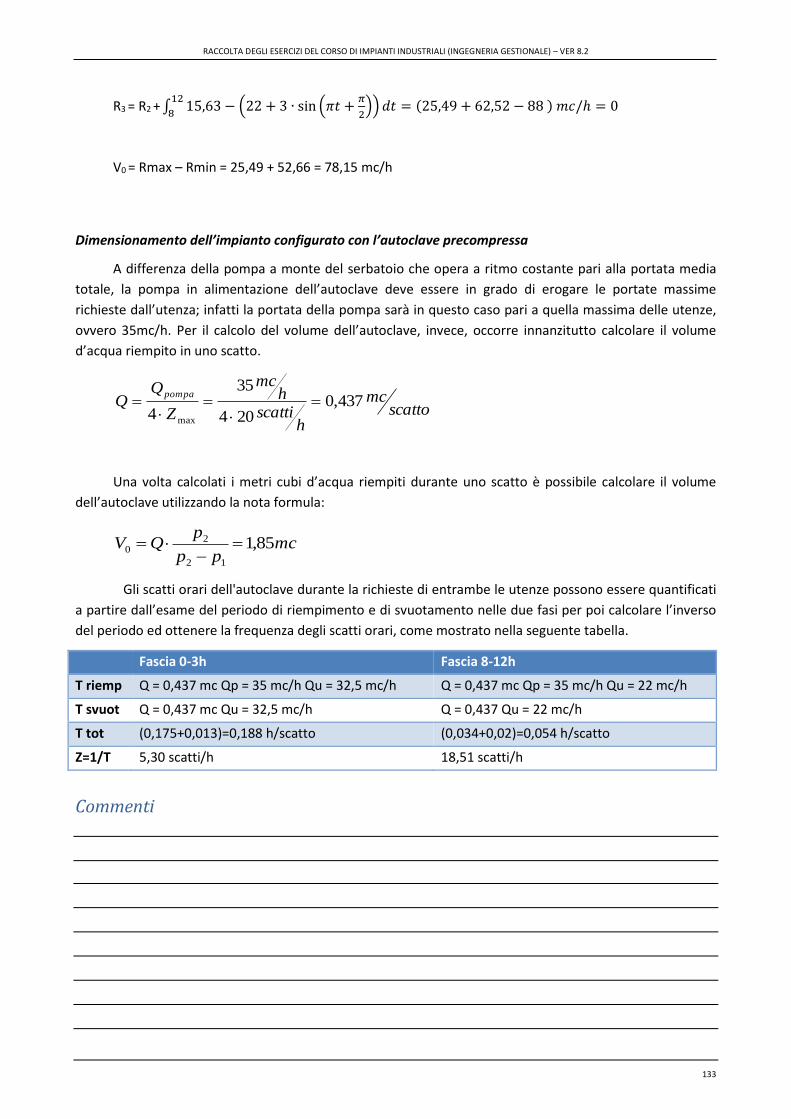
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
133
R3 = R2 + ∫ 15,63 − (22 + 3 ∙ sin (𝜋𝑡 +𝜋
2)) 𝑑𝑡
12
8= (25,49 + 62,52 − 88 ) 𝑚𝑐/ℎ = 0
V0 = Rmax – Rmin = 25,49 + 52,66 = 78,15 mc/h
Dimensionamento dell’impianto configurato con l’autoclave precompressa
A differenza della pompa a monte del serbatoio che opera a ritmo costante pari alla portata media
totale, la pompa in alimentazione dell’autoclave deve essere in grado di erogare le portate massime
richieste dall’utenza; infatti la portata della pompa sarà in questo caso pari a quella massima delle utenze,
ovvero 35mc/h. Per il calcolo del volume dell’autoclave, invece, occorre innanzitutto calcolare il volume
d’acqua riempito in uno scatto.
scattomc
hscatti
hmc
Z
pompa437,0
204
35
4 max
Una volta calcolati i metri cubi d’acqua riempiti durante uno scatto è possibile calcolare il volume
dell’autoclave utilizzando la nota formula:
mcpp
pQV 85,1
12
20
Gli scatti orari dell'autoclave durante la richieste di entrambe le utenze possono essere quantificati
a partire dall’esame del periodo di riempimento e di svuotamento nelle due fasi per poi calcolare l’inverso
del periodo ed ottenere la frequenza degli scatti orari, come mostrato nella seguente tabella.
Fascia 0-3h Fascia 8-12h
T riemp Q = 0,437 mc Qp = 35 mc/h Qu = 32,5 mc/h Q = 0,437 mc Qp = 35 mc/h Qu = 22 mc/h
T svuot Q = 0,437 mc Qu = 32,5 mc/h Q = 0,437 Qu = 22 mc/h
T tot (0,175+0,013)=0,188 h/scatto (0,034+0,02)=0,054 h/scatto
Z=1/T 5,30 scatti/h 18,51 scatti/h
Commenti
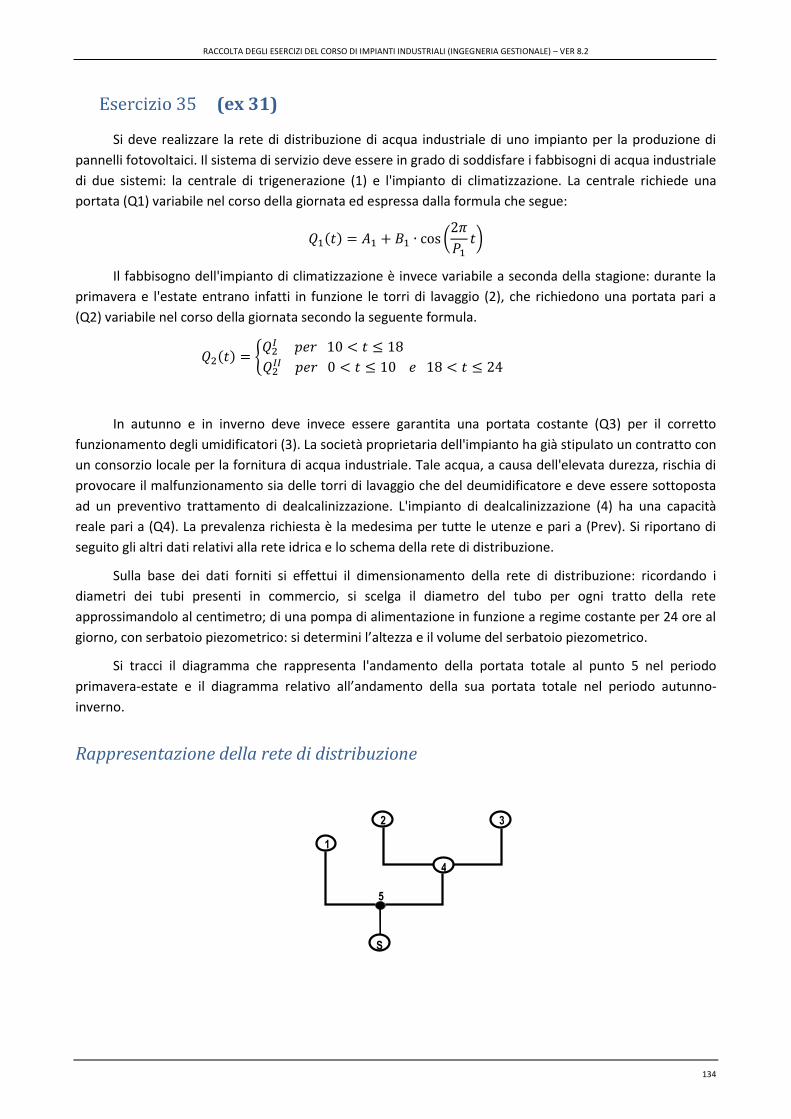
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
134
(ex 31)
Si deve realizzare la rete di distribuzione di acqua industriale di uno impianto per la produzione di
pannelli fotovoltaici. Il sistema di servizio deve essere in grado di soddisfare i fabbisogni di acqua industriale
di due sistemi: la centrale di trigenerazione (1) e l'impianto di climatizzazione. La centrale richiede una
portata (Q1) variabile nel corso della giornata ed espressa dalla formula che segue:
𝑄1(𝑡) = 𝐴1 + 𝐵1 ∙ cos (2𝜋
𝑃1𝑡)
Il fabbisogno dell'impianto di climatizzazione è invece variabile a seconda della stagione: durante la
primavera e l'estate entrano infatti in funzione le torri di lavaggio (2), che richiedono una portata pari a
(Q2) variabile nel corso della giornata secondo la seguente formula.
𝑄2(𝑡) = {𝑄2
𝐼 𝑝𝑒𝑟 10 < 𝑡 ≤ 18
𝑄2𝐼𝐼 𝑝𝑒𝑟 0 < 𝑡 ≤ 10 𝑒 18 < 𝑡 ≤ 24
In autunno e in inverno deve invece essere garantita una portata costante (Q3) per il corretto
funzionamento degli umidificatori (3). La società proprietaria dell'impianto ha già stipulato un contratto con
un consorzio locale per la fornitura di acqua industriale. Tale acqua, a causa dell'elevata durezza, rischia di
provocare il malfunzionamento sia delle torri di lavaggio che del deumidificatore e deve essere sottoposta
ad un preventivo trattamento di dealcalinizzazione. L'impianto di dealcalinizzazione (4) ha una capacità
reale pari a (Q4). La prevalenza richiesta è la medesima per tutte le utenze e pari a (Prev). Si riportano di
seguito gli altri dati relativi alla rete idrica e lo schema della rete di distribuzione.
Sulla base dei dati forniti si effettui il dimensionamento della rete di distribuzione: ricordando i
diametri dei tubi presenti in commercio, si scelga il diametro del tubo per ogni tratto della rete
approssimandolo al centimetro; di una pompa di alimentazione in funzione a regime costante per 24 ore al
giorno, con serbatoio piezometrico: si determini l’altezza e il volume del serbatoio piezometrico.
Si tracci il diagramma che rappresenta l'andamento della portata totale al punto 5 nel periodo
primavera-estate e il diagramma relativo all’andamento della sua portata totale nel periodo autunno-
inverno.
Rappresentazione della rete di distribuzione
5
1
4
S
2 3
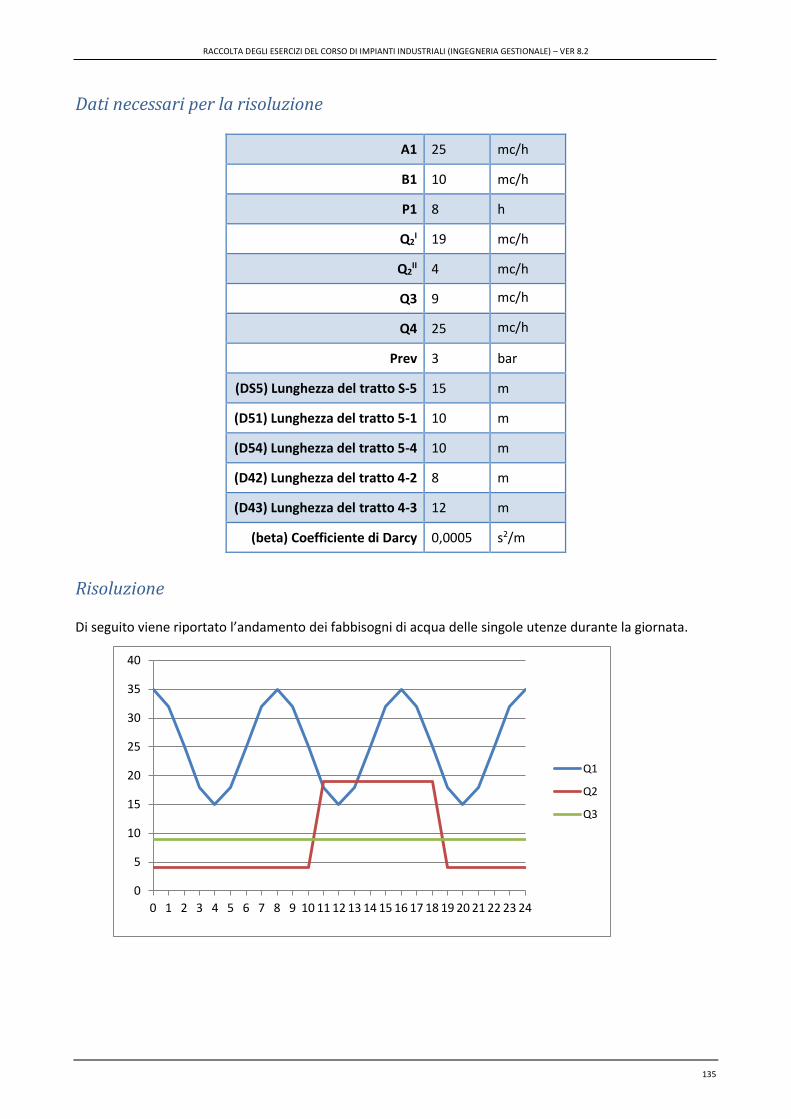
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
135
Dati necessari per la risoluzione
A1 25 mc/h
B1 10 mc/h
P1 8 h
Q2I 19 mc/h
Q2II 4 mc/h
Q3 9 mc/h
Q4 25 mc/h
Prev 3 bar
(DS5) Lunghezza del tratto S-5 15 m
(D51) Lunghezza del tratto 5-1 10 m
(D54) Lunghezza del tratto 5-4 10 m
(D42) Lunghezza del tratto 4-2 8 m
(D43) Lunghezza del tratto 4-3 12 m
(beta) Coefficiente di Darcy 0,0005 s2/m
Risoluzione
Di seguito viene riportato l’andamento dei fabbisogni di acqua delle singole utenze durante la giornata.
0
5
10
15
20
25
30
35
40
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Q1
Q2
Q3
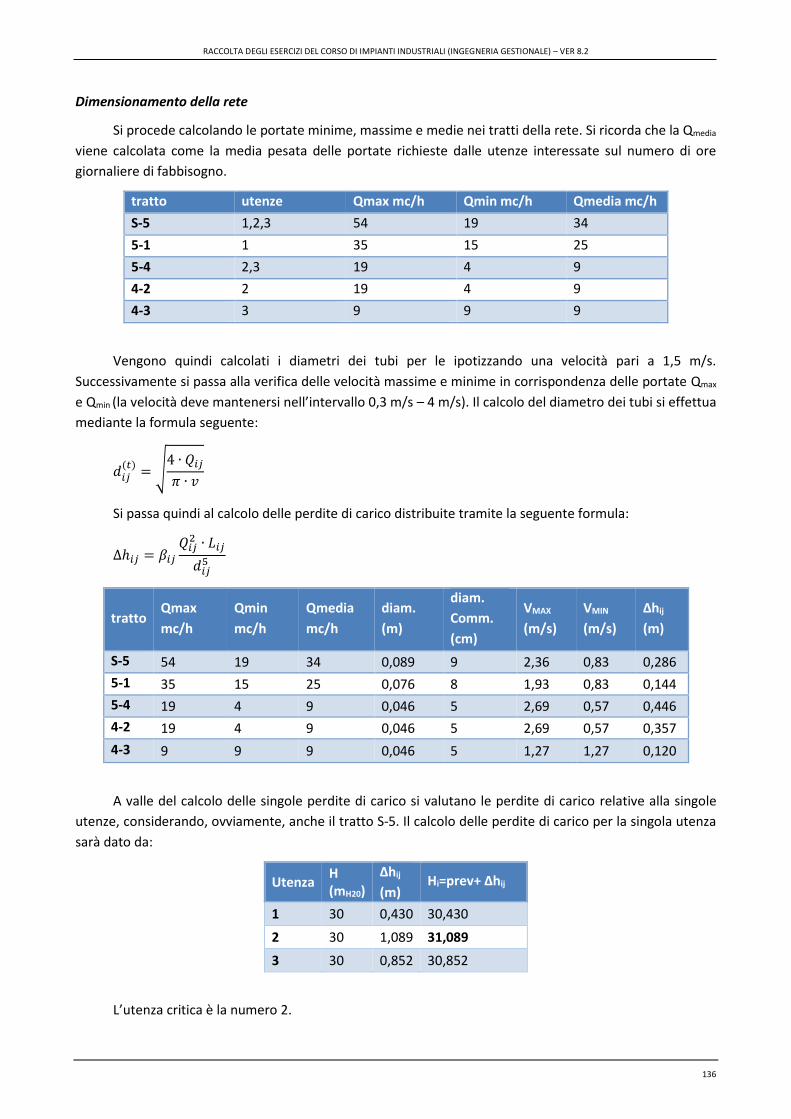
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
136
Dimensionamento della rete
Si procede calcolando le portate minime, massime e medie nei tratti della rete. Si ricorda che la Qmedia
viene calcolata come la media pesata delle portate richieste dalle utenze interessate sul numero di ore
giornaliere di fabbisogno.
tratto utenze Qmax mc/h Qmin mc/h Qmedia mc/h
S-5 1,2,3 54 19 34
5-1 1 35 15 25
5-4 2,3 19 4 9
4-2 2 19 4 9
4-3 3 9 9 9
Vengono quindi calcolati i diametri dei tubi per le ipotizzando una velocità pari a 1,5 m/s.
Successivamente si passa alla verifica delle velocità massime e minime in corrispondenza delle portate Qmax
e Qmin (la velocità deve mantenersi nell’intervallo 0,3 m/s – 4 m/s). Il calcolo del diametro dei tubi si effettua
mediante la formula seguente:
𝑑𝑖𝑗(𝑡)
= √4 ∙ 𝑄𝑖𝑗
𝜋 ∙ 𝑣
Si passa quindi al calcolo delle perdite di carico distribuite tramite la seguente formula:
∆ℎ𝑖𝑗 = 𝛽𝑖𝑗
𝑄𝑖𝑗2 ∙ 𝐿𝑖𝑗
𝑑𝑖𝑗5
tratto Qmax
mc/h
Qmin
mc/h
Qmedia
mc/h
diam.
(m)
diam.
Comm.
(cm)
VMAX
(m/s)
VMIN
(m/s)
Δhij
(m)
S-5 54 19 34 0,089 9 2,36 0,83 0,286
5-1 35 15 25 0,076 8 1,93 0,83 0,144
5-4 19 4 9 0,046 5 2,69 0,57 0,446
4-2 19 4 9 0,046 5 2,69 0,57 0,357
4-3 9 9 9 0,046 5 1,27 1,27 0,120
A valle del calcolo delle singole perdite di carico si valutano le perdite di carico relative alla singole
utenze, considerando, ovviamente, anche il tratto S-5. Il calcolo delle perdite di carico per la singola utenza
sarà dato da:
Utenza H (mH20)
Δhij
(m) Hi=prev+ Δhij
1 30 0,430 30,430
2 30 1,089 31,089
3 30 0,852 30,852
L’utenza critica è la numero 2.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
137
Dimensionamento del serbatoio
Il calcolo della prevalenza del serbatoio si effettua mediante la seguente espressione:
OH
S
TOTS
S
S
TOT
S m
d
Q
hLd
QH
H 2
5
5
2
5
2555
5
2
2
693,31
1
Calcolata l’altezza minima del serbatoio si procede al calcolo delle perdite di carico del serbatoio,
mediante la formula di Darcy.
∆ℎ𝑠 = 𝛽 ∙𝑄𝑀𝐴𝑋 𝑆−1
2 ∙ 𝐻𝑠
𝑑𝑆−15 = 0,604 𝑚
Le perdite di carico totali per l’utenza critica saranno quindi:
∆ℎ𝐶𝑅 = ∆ℎ𝑆−2 + ∆ℎ𝑆 = 0,604𝑚 + 1,089 𝑚 = 1,693 𝑚
Le perdite di carico totali per l’utenza critica 2 sono inferiori al 10% della prevalenza richiesta e quindi
la rete è stata correttamente dimensionata.
Per il calcolo del volume del serbatoio piezometrico occorre osservare l’andamento di accumulo e di
decumulo del serbatoio nel periodo primaverile-estivo e autunnale-invernale. Si procede quindi al
calcolo della funzione di riempimento del serbatoio nei due periodi, considerando la portata della
pompa pari a Qpompa= 34 mc/h.
Nel periodo primaverile-estivo la portata richiesta è pari a:
𝑄(𝑡) = {29 + 10 cos (
2𝜋
8𝑡) 𝑝𝑒𝑟 0 < 𝑡 ≤ 10 𝑒 18 < 𝑡 ≤ 24
44 + 10 cos (2𝜋
8𝑡) 𝑝𝑒𝑟 10 < 𝑡 ≤ 18
0
10
20
30
40
50
60
1 2 3 4 5 6 7 8 9 10111213141516171819202122232425
Q1+Q2

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
138
Si determinano gli istanti di tempo in cui Q(t) = Qpompa
29 + 10 cos (2𝜋
8𝑡) = 34 => 𝑡 =
8
2πcos−1 (
1
2)
t= 1,33 h ; 6,67 h, 9,33 h,10h,
44 + 10 cos (2𝜋
8𝑡) = 34 => 𝑡 =
8
2πcos−1(−1)
t= 12 h ;18 h,
𝑅1 = ∫ 34 −
1,33
0
29 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = |5𝑡|0
1,33 −40
𝜋|sin (
𝜋
4𝑡)|
0
1,33
= 6,65 − 11 = −4,353 𝑚𝑐
𝑅2 = 𝑅1 + ∫ 34 −
6,67
1,33
29 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = −4,35 𝑚𝑐 + |5𝑡|1,33
6,67 −40
𝜋|sin (
𝜋
4𝑡)|
1,33
6,67
= −4,35 + 26,7 + 22,02 = 44,37 𝑚𝑐
𝑅3 = 𝑅2 + ∫ 34 −
9,33
6,67
29 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = 15 + |5𝑡|6,67
9,33 −40
𝜋|sin (
𝜋
4𝑡)|
6,67
9,33
= 44,37 + 13,3 − 22,02 = 35,65 𝑚𝑐
𝑅4 = 𝑅3 + ∫ 34 −
10
9,33
29 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = 35,65+|5𝑡|9,33
10 −40
𝜋|sin (
𝜋
4𝑡)|
9,33
10
= 35,65 + 3,35 − 1,72 = 37,28 𝑚𝑐
𝑅5 = 𝑅4 + ∫ 34 −
12
10
44 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = 37,28 − |10𝑡|10
12 −40
𝜋|sin (
𝜋
4𝑡)|
10
12
= 37,28 − 20 + 12,73 = 30 𝑚𝑐
𝑅6 = 𝑅5 + ∫ 34 −
18
12
44 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = 30−|10𝑡|12
18 −40
𝜋|sin (
𝜋
4𝑡)|
12
18
= 30 − 60 − 12,73
= −42,73 𝑚𝑐
𝑅7 = 𝑅6 + ∫ 34 −
22,67
18
29 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = |5𝑡|18
22,67 −40
𝜋|sin (
𝜋
4𝑡)|
18
22,67
= −42,73 + 23,35 + 23.74 = 4,36 𝑚𝑐
𝑅8 = 𝑅7 + ∫ 34 −
24
22,67
29 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = 4,36 + |5|22.67
24 −40
𝜋|sin (
𝜋
4𝑡)|
22,67
24
= 4,36 + 6,65 − 11 = 0 𝑚𝑐

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
139
Il volume del serbatoio è quindi dato da:
𝑉 = 𝑅𝑀𝐴𝑋 − 𝑅𝑀𝐼𝑁 = 𝑅4 − 𝑅6 = 37,28 𝑚𝑐 − (−42,73) 𝑚𝑐 = 80 𝑚𝑐
Nel periodo autunnale-invernale si ha invece un fabbisogno pari a:
𝑄(𝑡) = 34 + 10 cos (2𝜋
8𝑡)
pari Dato che la funzione di riempimento è una sinusoide con stesso periodo, il volume del
serbatoio è pari al doppio dell'ampiezza della funzione di riempimento ovvero:
𝑅 = ∫ 34 − 34 − 10 cos (2𝜋
8𝑡) 𝑑𝑡 = −
40
𝜋sin (
𝜋
4𝑡)
Il volume necessario minimo è pari a 2 ∙40
𝜋= 50,92 𝑚𝑐 che è inferiore rispetto al volume richiesto
durante il periodo primaverile/estivo.
Commenti
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7 8 9 10111213141516171819202122232425
Q1+Q3
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
140
(ex 33)
Un impianto di produzione di birra lager ha una sola linea dedicata per l'infustamento di formati DIN KEG
da 30 litri; la linea lavora attualmente 6 giorni la settimana su 2 turni giornalieri da 8 ore e ha una domanda
pari a [DF] fusti a settimana con consegne settimanali. L'impresa ha deciso di ampliare la produzione di
birra dello stabilimento per la vendita in bottiglia nel formato da 0,33 litri e da 0,5 litri in confezioni da 6
bottiglie. A tal proposito è prevista l'installazione di una nuova linea per l'imbottigliamento del prodotto. Il
processo di imbottigliamento, diversamente da quello di infustamento, è composto da quattro fasi
successive, corrispondenti con le stazioni che compongono la linea: lavaggio bottiglie (staz. A), riempimento
e tappatura bottiglie (staz. B), etichettatura (staz. C) e confezionamento (staz. D). La domanda settimanale
per i formati da 0,33 l e da 0,5 l è rispettivamente pari a [D33] confezioni e di [D50] confezioni. Il piano di
produzione dei due formati di bottiglia prevede, ogni settimana, la produzione del formato da 0,33 e
successivamente quella del formato da 0,50 facendo lavorare la linea di imbottigliamento in modo continuo
su 3 turni. Una volta terminata la produzione dei lotti, il tempo eventualmente rimasto verrà impiegato per
operazioni di manutenzione preventiva sulla linea. Per semplicità si ipotizzi che questi macchinari compiano
il setup in un tempo trascurabile. Le bottiglie vengono movimentate tra le diverse stazioni mediante
speciali nastri sui quali i contenitori si accumulano, disaccoppiando le stazioni e permettendo così alle
macchine di operare in modo indipendente. I dati di disponibilità, efficienza e qualità - mutuati da linee
simili installate in altri stabilimenti - sono riportati di seguito. La stazione per il lavaggio delle bottiglie è
alimentata da una pompa (POMPA 1) collegata ad una vasca alimentata a sua volta da una pompa (POMPA
2). Le stazione di riempimento delle bottiglie è asservita da un pompa (POMPA 3) che preleva la birra da
cisterne continuamente alimentate dal reparto di produzione del prodotto.
In un periodo successivo, a fronte di una previsione di aumento della domanda, l'impresa sta valutando la
possibilità di installare un'ulteriore linea identica per l'imbottigliamento in modo da dedicare le due linee
alla produzione dei due formati, saturando la capacità dell'impianto su 2 turni giornalieri. Le stazioni di
lavaggio delle bottiglie verrebbero asservite da un'unica pompa (POMPA 1'), mentre una pompa (POMPA
2') asservirebbe la vasca che alimenta le due linee di imbottigliamento e la linea di infustamento. Si
consideri che, in entrambi gli scenari, le pompe che alimentano la vasca (POMPA 2 e POMPA 2') funzionino
in modo continuo sui 3 turni giornalieri nei 6 giorni settimanali.
Quesiti:
SCENARIO 1
- Si calcoli il tempo di produzione del lotto formato 0,33 litri e del lotto del formato da 0,50 litri.
- Si dimensioni la POMPA 1, POMPA2 e POMPA3.
SCENARIO 2
- Si calcoli il volume massimo annuale di produzione per ciascuna linea di imbottigliamento.
- Si dimensioni la POMPA 1’ e la POMPA 2’.
- Si calcoli il Break Even Point per la linee di imbottigliamento del formato da 0,33 litri e da 0,50 litri.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
141
Dati per la risoluzione
[DF] domanda fusti = 10.000 fusti/sett costo di setup = 1.000 €/setup
[D33] domanda confezioni da 0,33 litri = 37.000 conf/sett costo acquisto linea = 3.500.000 €
[D50] domanda confezioni da 0,50 litri = 42.600 conf/sett periodo di ammortamento = 10 anni
tempo ciclo staz. A = 0,8 s/bott prezzo unit. vendita conf. 0,33 = 1,10 €
tempo ciclo staz. B = 0,6 s/bott prezzo unit. vendita conf. 0,50 = 1,40 €
tempo ciclo staz. C = 0,2 s/bott costo produzione birra = 0,15 €/litro
tempo ciclo staz. D = 1,1 s/conf costo var. unit. per lavaggio = 0,02 €/bott
Disp staz. A = 0,93
costo var.unit. per riemp/tappatura = 0,01 €/bott
Disp staz. B = 0,98
costo unit. per etichettatura = 0,01 €/bott
Disp staz. C = 0,91
costo singola bottiglia = 0,02 €/bott
Disp staz. D = 0,94
costo confezionamento = 0,03 €/conf
Ep staz. A-B-C = 0,9
Ep staz. D = 0,94
% bott. che si rompono dopo staz. A = 0,07
% di bottiglie che si rompono dopo staz. B = 0,04
quant. acqua per lavaggio bottiglie e fusti = 180% del vol. bott/fusto
quant. di birra persa in fase di riempimento bott. =
5% del vol. della bott.
settimane di apertura dell'impianto = 40 sett./anno
Rappresentazione del processo produttivo

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
142
Risoluzione
SCENARIO 1
Calcolo del tempo di produzione dei lotti settimanali
Nel primo scenario occorre la linea dedicata all’imbottigliamento processa in modo sequenziale i lotti per il
formato 0,33 litri e da 0,50 litri. Le spedizioni sono settimanali ed ogni lotto viene iniziato e completato
entro la stessa settimana.
Per il calcolo dei tempi di produzione dei lotti calcolare innanzi tutto i tempi ciclo reali delle stazioni A, B, C
e D, considerando i parametri di disponibilità, di efficienza delle prestazioni di ogni singola macchina (in
questo caso non vie era rigida interconnessione tra le macchine, poiché, come specificato, i nastri
svolgevano anche la funzione di buffer di disaccoppiamento tra le stazioni.
𝑇𝐶𝐴𝑟 =
𝑇𝐶𝐴𝑡
𝐸𝑝𝐴∙𝐷𝐴∙(1−𝑞𝐴)∙(1−𝑞𝐵)=
0,8 𝑠𝑒𝑐
𝑏𝑜𝑡𝑡∙6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓
0,93∙0,90∙(1−0,07)∙(1−0,04)= 6,42
𝑠𝑒𝑐
𝑐𝑜𝑛𝑓
𝑇𝐶𝐵𝑟 =
𝑇𝐶𝐵𝑡
𝐸𝑝𝐵∙𝐷𝐵∙(1−𝑞𝐵)=
0,6 𝑠𝑒𝑐
𝑏𝑜𝑡𝑡∙6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓
0,98∙0,90∙(1−0,04)= 4,25
𝑠𝑒𝑐
𝑐𝑜𝑛𝑓
𝑇𝐶𝐶𝑟 =
𝑇𝐶𝐶𝑡
𝐸𝑝𝐶∙𝐷𝐶=
0,2 𝑠𝑒𝑐
𝑏𝑜𝑡𝑡∙6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓
0,91∙0,90= 1,47
𝑠𝑒𝑐
𝑐𝑜𝑛𝑓
𝑇𝐶𝐷𝑟 =
𝑇𝐶𝐷𝑡
𝐸𝑝𝐷∙𝐷𝐷=
1,1 𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓
0,94∙0,94= 1,25
𝑠𝑒𝑐
𝑐𝑜𝑛𝑓
I tempi ciclo sono invarianti per i due formati, e il tempo complessivo di produzione è funzione del tempo
ciclo della linea, ovvero al tempo ciclo della stazione collo di bottiglia che è la staz. A con tempo ciclo reale
pari a 6,42 sec/conf.
Il tempo di produzione totale per i lotti di confezioni da 0,33 e da 0,50 è quindi pari a:
𝑇0,33 = 𝑇𝐶𝐴𝑟 ∙ 𝐷0,33 ∙= 6,42
𝑠𝑒𝑐
𝑐𝑜𝑛𝑓∙ 37000
𝑐𝑜𝑛𝑓
𝑠𝑒𝑡𝑡∙
1
3600
ℎ
𝑠= 66
ℎ
𝑠𝑒𝑡𝑡
𝑇0,50 = 𝑇𝐶𝐴𝑟 ∙ 𝐷0,50 ∙= 6,36
𝑠𝑒𝑐
𝑐𝑜𝑛𝑓∙ 42600
𝑐𝑜𝑛𝑓
𝑠𝑒𝑡𝑡∙
1
3600
ℎ
𝑠= 76
ℎ
𝑠𝑒𝑡𝑡
Dimensionamento delle pompe
La POMPA 1 asserve direttamente la stazione di lavaggio della linea di imbottigliamento e per il suo
dimensionamento occorre considerare la massima richiesta di acqua che perviene dalla stazione A
(dimensionando quindi sulla capacità produttiva teorica). Poiché la linea produce entrambi i formati da 0,33
litri e da 0,50 litri, il massimo del fabbisogno si ha durante la produzione del formato più grande.
La massima portata che la pompa deve garantire è quindi pari a:
𝑄𝑃1 = 𝐶𝑝𝐴𝑡 ∙ 𝑉𝑎𝑐𝑞 ∙ 𝑉0,50 = 0,208
𝑐𝑜𝑛𝑓
𝑠𝑒𝑐∙ 6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓∙ 1,8 ∙ 0,50
𝑙
𝑏𝑜𝑡𝑡∙
1
1000
𝑚3
𝑙∙ 3600
𝑠𝑒𝑐
ℎ= 4,05
𝑚3
ℎ
La POMPA 2 asserve la vasca che alimenta sia la stazione di lavaggio della linea di imbottigliamento, sia la
stazione di lavaggio della linea di infustamento. La POMPA 2, a differenza della POMPA 1, è disaccoppiata

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
143
dalle linee di produzione e lavora a ciclo continuo nelle 24 ore giornaliere (6 giorni la settimana). In questo
caso si dimensiona la POMPA 2 sulla quantità di acqua media richiesta dalle linee di lavaggio (fusti e
bottiglie) nell’arco delle 24 ore giornaliere.
𝑄𝑃2 ={
𝑛𝑏𝑜𝑡𝑡∙[(𝐷0,33∙𝑉0,33)+(𝐷0,50∙𝑉0,50)]
(1−𝑞𝐴)∙(1−𝑞𝐵)+(𝐷𝑓𝑢𝑠𝑡∙𝑉𝑓𝑢𝑠𝑡)}∙𝑉%𝑎𝑐𝑞
𝑇𝑝𝑜𝑚𝑝𝑎=
=
{6
𝑏𝑜𝑡𝑡𝑐𝑜𝑛𝑓
∙[(37000𝑐𝑜𝑛𝑓𝑠𝑒𝑡𝑡
∙0,33𝑙
𝑏𝑜𝑡𝑡)+(42600
𝑐𝑜𝑛𝑓𝑠𝑒𝑡𝑡
∙0,50𝑙
𝑏𝑜𝑡𝑡)]
(1−0,07)∙(1−0,04)+(10000
𝑓𝑢𝑠𝑡
𝑠𝑒𝑡𝑡∙30
𝑙
𝑓𝑢𝑠𝑡)} ∙1,8
24ℎ
𝑔𝑔∙ 6
𝑔𝑔
𝑠𝑒𝑡𝑡
∙ 1
1000
𝑚3
𝑙= 6,57
𝑚3
ℎ
Il dimensionamento della pompa a monte della vasca sulla capacità produttiva teorica delle macchine a
valle, porterebbe ad un sovradimensionamento del sistema di pompaggio che risulta comunque
ammissibile per il funzionamento della linea ma non propriamente corretto poiché non si tiene conto dei
reali fabbisogni del sistema produttivo in presenza di un elemento (la vasca) di disaccoppiamento tra la
pompa e le stazioni a valle.
La POMPA 3 asserve la stazione di riempimento delle bottiglie (staz. B della linea di imbottigliamento) e,
analogamente al discorso fatto per la POMPA 1, il dimensionamento viene effettuato considerando la
massima portata che la pompa deve garantire alla stazione B, considerando la capacità produttiva teorica
della stazione B durante il riempimento del formato più grande (0,50 litri).
𝑄𝑃3 = 𝐶𝑝𝐵𝑡 ∙ 𝑉0,50 ∙ (1 + 𝑆𝑎𝑐𝑞) = 0,278
𝑐𝑜𝑛𝑓
𝑠𝑒𝑐∙ 6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓∙ 0,50
𝑙
𝑏𝑜𝑡𝑡∙ (1 + 0,05) ∙
1
1000
𝑚3
𝑙∙ 3600
𝑠𝑒𝑐
ℎ= 3,15
𝑚3
ℎ
SCENARIO 2
Si sta valutando l’opportunità di installare, a fianco della linea per l’infestamento, due linee di
imbottigliamento dedicate per i due formati che operano su 2 turni al giorno (6 giorni la settimana).
Calcolo del volume produzione massimo
Il volume massimo di produzione, per ciascuna linea di imbottigliamento, si calcola considerando la
capacità produttiva reale della stazione collo di bottiglia (staz. A). Considerando i 2 turni di produzione
giornaliera il volume di produzione massimo annuale per ciascuna linea di imbottigliamento è pari a:
𝑉𝑚𝑎𝑥 = 𝑇𝐶𝑎𝑛𝑛𝑜 ∙ 𝐶𝑝𝐴𝑟 = 40
𝑠𝑒𝑡𝑡
𝑎𝑛𝑛𝑜∙ 6
𝑔𝑔
𝑠𝑒𝑡𝑡∙ 16
ℎ
𝑔𝑔∙ 0,156
𝑐𝑜𝑛𝑓
𝑠𝑒𝑐∙ 3600
𝑠𝑒𝑐
ℎ= 2.152.148
𝑐𝑜𝑛𝑓
𝑎𝑛𝑛𝑜
Dimensionamento delle pompe
La POMPA 1’asserve le stazioni di lavaggio per le due linee dedicate e quindi deve garantire la massima
portata richiesta sia dalla linea di produzione delle confezioni da 0,33 litri sia della linea per i formati da
0,50 litri. Rispetto al dimensionamento della POMPA 1, la POMPA 1’ deve garantire quindi la portata
massima per entrambe le linee che in questo scenario lavorano contemporaneamente sui due turni.
𝑄𝑃1′ = 𝐶𝑝𝐴𝑡 ∙ 𝑉%𝑎𝑐𝑞 ∙ 𝑉0,33 + 𝐶𝑝𝐴
𝑡 ∙ 𝑉𝑎𝑐𝑞 ∙ 𝑉0,50 =

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
144
= [0,208𝑐𝑜𝑛𝑓
𝑠𝑒𝑐∙ 6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓∙ 1,8 ∙ 0,33
𝑙
𝑏𝑜𝑡𝑡+ 0,208
𝑐𝑜𝑛𝑓
𝑠𝑒𝑐∙ 6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓∙ 1,8 ∙ 0,50
𝑙
𝑏𝑜𝑡𝑡] ∙
1
1000
𝑚3
𝑙∙ 3600
𝑠𝑒𝑐
ℎ= 6,72
𝑚3
ℎ
La POMPA 2’ è installata a monte della vasca che alimenta le stazioni di lavaggio sia per la linea di
infustamento, sia per le linee di imbottigliamento e lavora a ciclo continuo nelle 24 ore (6 giorni a
settimana). Il dimensionamento della POMPA 2’ poiché disaccoppiata dal sistema produttivo a valle, viene
effettuato considerando il fabbisogno medio di acqua delle stazioni di lavaggio per le 3 linee alimentate.
𝑄𝑃2′ =[𝑇𝐶𝑠𝑒𝑡𝑡∙𝐶𝑝𝐴
𝑟 ∙(𝑉0,33+𝑉0,50)+(𝑉𝑓𝑢𝑠𝑡∙𝐷𝑓𝑢𝑠𝑡)]∙𝑉%𝑎𝑐𝑞
𝑇𝑝𝑜𝑚𝑝𝑎=
=[6
𝑔𝑔
𝑠𝑒𝑡𝑡∙16
ℎ
𝑔𝑔∙
0,156 𝑐𝑜𝑛𝑓
𝑠𝑒𝑐⁄
(1−0,07)∗(1−0,04) ∙6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓∙3600
𝑠𝑒𝑐
ℎ∙(0,33
𝑙
𝑏𝑜𝑡𝑡+0,50
𝑙
𝑏𝑜𝑡𝑡)+(30
𝑙
𝑓𝑢𝑠𝑡∙10000
𝑓𝑢𝑠𝑡
𝑠𝑒𝑡𝑡)]∙1,8
24ℎ
𝑔𝑔∙6
𝑔𝑔
𝑠𝑒𝑡𝑡
∙1
1000
𝑚3
𝑙∙= 7,51
𝑚3
ℎ
Calcolo del Break Even Point per le linee di imbottigliamento
Il Break Even Point indica il volume di produzione che ciascuna linea deve garantire per rientrare
dell’investimento per l’acquisto delle linee di imbottigliamento. La formula per il calcolo del BEP è il
seguente:
𝑉𝐵𝐸𝑃 =𝐶𝐹
(𝑝𝑢 − 𝑐𝑉𝑢)
Dove:
CF è il costo di acquisto della singola linea di imbottigliamento pari a 3.500.000 €, pu è il prezzo unitario di
vendita della confezione e cvu è il costo variabile unitario della confezione.
Di seguito il calcolo del costo variabile unitario per le confezioni da 0,33 litri e da 0,50 litri.
𝑐𝑉𝑢0,33= [
(𝑐𝑉𝑢𝐴+𝑐𝑏𝑜𝑡𝑡)
(1−𝑞𝐴)∙(1−𝑞𝐵)+
𝑐𝑏𝑖𝑟𝑟𝑎∙𝑉0,33∙(1+𝑆𝑏𝑖𝑟𝑟𝑎)
(1−𝑞𝐵)+
𝑐𝑉𝑢𝐵
(1−𝑞𝐵)+ 𝑐𝑉𝑢𝐶] ∙ 𝑛𝑏𝑜𝑡𝑡 + 𝑐𝑉𝑢𝐷 =
[(0,02
€
𝑏𝑜𝑡𝑡+0,02
€
𝑏𝑜𝑡𝑡)
(1−0,07)∙(1−0,04)+
0,15€
𝑙∙0,33
𝑙
𝑏𝑜𝑡𝑡∙(1+0,05)
(1−0,04)+
0,01 €
𝑏𝑜𝑡𝑡
(1−0,04)+ 0,01
€
𝑏𝑜𝑡𝑡] ∙ 6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓+ 0,03
€
𝑏𝑜𝑡𝑡= 0,75 €
𝑐𝑉𝑢0,50= [
(𝑐𝑉𝑢𝐴+𝑐𝑏𝑜𝑡𝑡)
(1−𝑞𝐴)∙(1−𝑞𝐵)+
𝑐𝑏𝑖𝑟𝑟𝑎∙𝑉0,50∙(1+𝑆𝑏𝑖𝑟𝑟𝑎)
(1−𝑞𝐵)+
𝑐𝑉𝑢𝐵
(1−𝑞𝐵)+ 𝑐𝑉𝑢𝐶] ∙ 𝑛𝑏𝑜𝑡𝑡 + 𝑐𝑉𝑢𝐷 =
[(0,02
€
𝑏𝑜𝑡𝑡+0,02
€
𝑏𝑜𝑡𝑡)
(1−0,07)∙(1−0,04)+
0,15€
𝑙∙0,50
𝑙
𝑏𝑜𝑡𝑡∙(1+0,05)
(1−0,04)+
0,01 €
𝑏𝑜𝑡𝑡
(1−0,04)+ 0,01
€
𝑏𝑜𝑡𝑡] ∙ 6
𝑏𝑜𝑡𝑡
𝑐𝑜𝑛𝑓+ 0,03
€
𝑏𝑜𝑡𝑡= 0,91 €
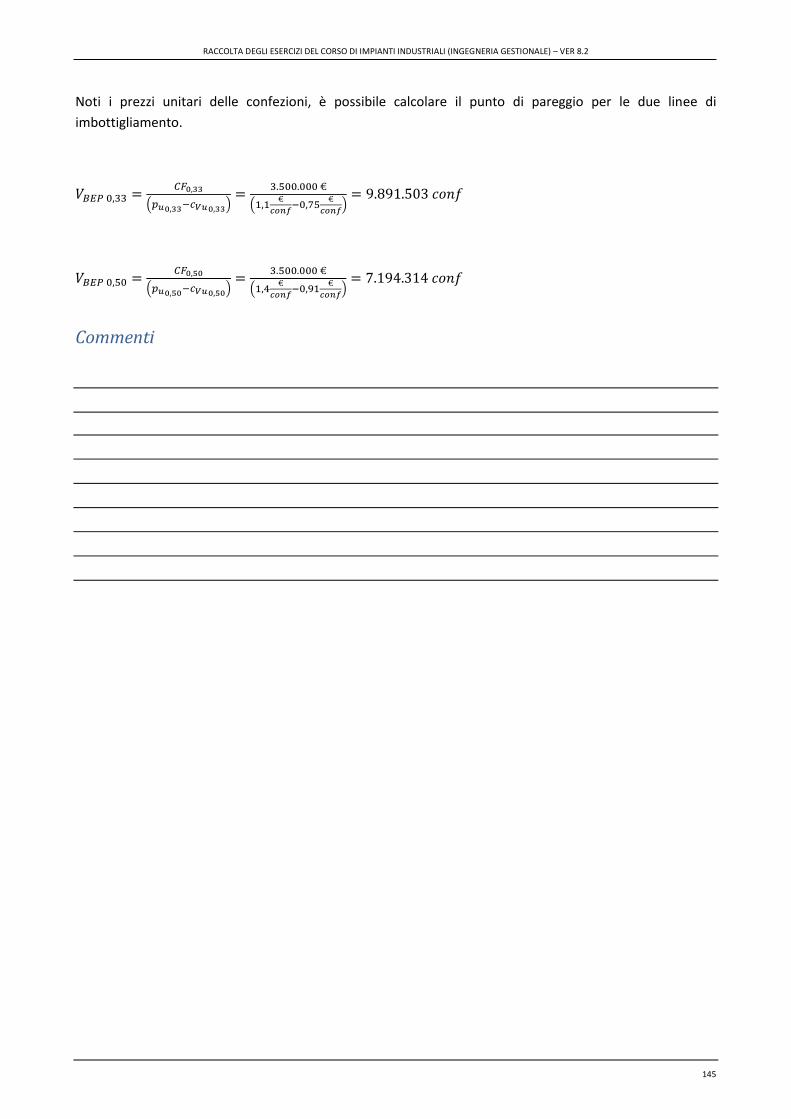
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
145
Noti i prezzi unitari delle confezioni, è possibile calcolare il punto di pareggio per le due linee di
imbottigliamento.
𝑉𝐵𝐸𝑃 0,33 =𝐶𝐹0,33
(𝑝𝑢0,33−𝑐𝑉𝑢0,33)=
3.500.000 €
(1,1€
𝑐𝑜𝑛𝑓−0,75
€
𝑐𝑜𝑛𝑓)
= 9.891.503 𝑐𝑜𝑛𝑓
𝑉𝐵𝐸𝑃 0,50 =𝐶𝐹0,50
(𝑝𝑢0,50−𝑐𝑉𝑢0,50)=
3.500.000 €
(1,4€
𝑐𝑜𝑛𝑓−0,91
€
𝑐𝑜𝑛𝑓)
= 7.194.314 𝑐𝑜𝑛𝑓
Commenti
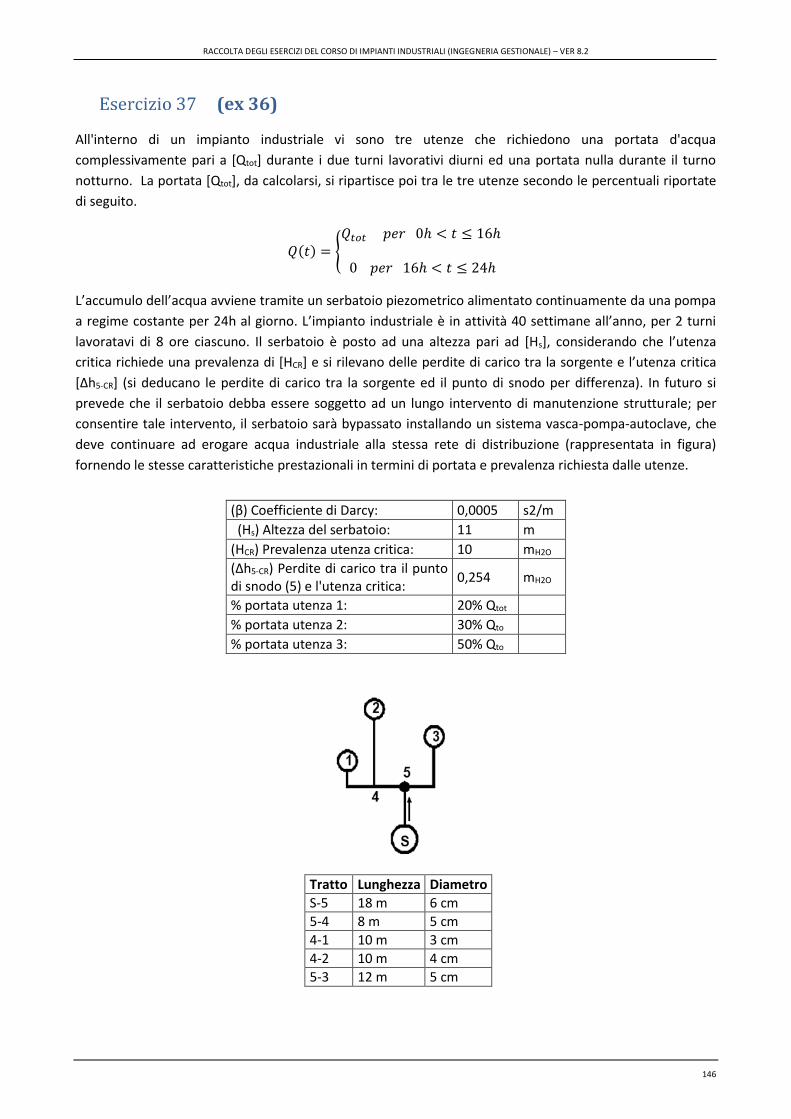
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
146
(ex 36)
All'interno di un impianto industriale vi sono tre utenze che richiedono una portata d'acqua
complessivamente pari a [Qtot] durante i due turni lavorativi diurni ed una portata nulla durante il turno
notturno. La portata [Qtot], da calcolarsi, si ripartisce poi tra le tre utenze secondo le percentuali riportate
di seguito.
𝑄(𝑡) = {𝑄𝑡𝑜𝑡 𝑝𝑒𝑟 0ℎ < 𝑡 ≤ 16ℎ
0 𝑝𝑒𝑟 16ℎ < 𝑡 ≤ 24ℎ
L’accumulo dell’acqua avviene tramite un serbatoio piezometrico alimentato continuamente da una pompa
a regime costante per 24h al giorno. L’impianto industriale è in attività 40 settimane all’anno, per 2 turni
lavoratavi di 8 ore ciascuno. Il serbatoio è posto ad una altezza pari ad [Hs], considerando che l’utenza
critica richiede una prevalenza di [HCR] e si rilevano delle perdite di carico tra la sorgente e l’utenza critica
[∆h5-CR] (si deducano le perdite di carico tra la sorgente ed il punto di snodo per differenza). In futuro si
prevede che il serbatoio debba essere soggetto ad un lungo intervento di manutenzione strutturale; per
consentire tale intervento, il serbatoio sarà bypassato installando un sistema vasca-pompa-autoclave, che
deve continuare ad erogare acqua industriale alla stessa rete di distribuzione (rappresentata in figura)
fornendo le stesse caratteristiche prestazionali in termini di portata e prevalenza richiesta dalle utenze.
Tratto Lunghezza Diametro
S-5 18 m 6 cm
5-4 8 m 5 cm
4-1 10 m 3 cm
4-2 10 m 4 cm
5-3 12 m 5 cm
(β) Coefficiente di Darcy: 0,0005 s2/m
(Hs) Altezza del serbatoio: 11 m
(HCR) Prevalenza utenza critica: 10 mH2O
(∆h5-CR) Perdite di carico tra il punto di snodo (5) e l'utenza critica:
0,254 mH2O
% portata utenza 1: 20% Qtot
% portata utenza 2: 30% Qto
% portata utenza 3: 50% Qto

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
147
Sulla base dei dati forniti, effettuare il calcolo della portata entrante ed uscente dal serbatoio piezometrico;
il dimensionamento del volume del serbatoio; il dimensionamento della pompa di alimentazione
dell’autoclave; il calcolo del volume dell’autoclave stessa.
Risoluzione
Quesito 1
La pompa di alimentazione del serbatoio lavora a regime costante per tutte le 24h per garantire il continuo
soddisfacimento delle tre utenze. Considerando che la pompa lavora anche durante il turno notturno,
quando l'impianto è inattivo, essa dovrà essere dimensionata su una portata media da ricavare a partire da
una portata massima che corrisponderà alla somma delle portate richieste dalle tre utenze (Qtot). Note le
perdite di carico distribuite, il diametro, la lunghezza del tratto 5-CR della rete di distribuzione e la
prevalenza fornita dalla sorgente si impone l'uguaglianza:
𝐻𝑆 = 𝐻𝐶𝑅 + ∆ℎ𝑆−𝐶𝑅 = 𝐻𝐶𝑅 + ∆ℎ𝑆−5 + ∆ℎ5−𝐶𝑅
e si ricava il valore della Qmax a partire dalla formula delle perdite di carico. Considerando che le perdite di
carico distribuite lungo il tratto S-5 includono sia le perdite lungo il tratto orizzontale (LS-5) che lungo il
tratto verticale (HS corrispondente all’altezza del serbatoio):
∆ℎ𝑆−5 =𝛽 ∗ (
𝑄max3600
)2
𝑑5∗ (𝐿𝑆−5 + 𝐻𝑆)
Svolgendo si ottiene:
𝑄𝑚𝑎𝑥 = 𝑄𝑡𝑜𝑡 = √∆ℎ𝑆−5 ∗ 𝑑5
𝛽 ∗ (𝐿𝑆−5 + 𝐻𝑆)∗ 3600 = √
0,746𝑚𝐻2𝑂 ∗ (0,06𝑚)5
0,0005𝑠2
𝑚∗ (18𝑚 + 11𝑚)
∗ 3600𝑚𝑐
ℎ= 22,77
𝑚𝑐
ℎ
A questo punto, noto l’andamento nelle 24h della Qmax (pari all’andamento noto della Q(t)) si può calcolare
la portata media che verrà erogata dalla pompa:
𝑄𝑚𝑒𝑑𝑖𝑎 = 𝑄𝑝𝑜𝑚𝑝𝑎 =22,77
𝑚𝑐ℎ
∗ 16ℎ + 0𝑚𝑐ℎ
∗ 8ℎ
24ℎ= 15,18
𝑚𝑐
ℎ
Quesito 2
Il volume del serbatoio dovrà avere dimensionato sulla base a partire dall’osservazione dell’andamento
della funzione di riempimento R(t) nelle 24 ore giornaliere.
𝑅(𝑡) = ∫ (𝑄𝑝𝑜𝑚𝑝𝑎 − 𝑄𝑡𝑜𝑡(𝑡)) 𝑑𝑡𝑡
0
Il volume sarà quindi pari alla differenza tra la Rmax e la Rmin , individuati dal confronto tra i valori calcolati
negli intervalli di tempo compresi i punti in cui la funzione cambia di segno o si annulla (punti nei quali
Qpompa = Qtot(t), perciò t1 = 16h e t2 = 24h). Si calcola quindi R1, considerando l’intervallo 0-16 h, e la R2
considerando poi l’intervallo rimanente 16-24 h pompa:

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
148
𝑅1 = 𝑅(𝑡1) = ∫ (𝑄𝑝𝑜𝑚𝑝𝑎 − 𝑄𝑡𝑜𝑡(𝑡)) 𝑑𝑡16
0
= (15,18𝑚𝑐
ℎ− 22,77
𝑚𝑐
ℎ) ∗ 16ℎ = −121,44 𝑚𝑐 = 𝑅𝑚𝑖𝑛
durante l'intervallo di tempo corrispondente ai due turni lavorativi diurni, e
𝑅2 = 𝑅(𝑡2) = 𝑅1 + ∫ (𝑄𝑝𝑜𝑚𝑝𝑎 − 𝑄𝑡𝑜𝑡(𝑡)) 𝑑𝑡24
16= 𝑅1 + (15,18
𝑚𝑐
ℎ− 0
𝑚𝑐
ℎ) ∗ 8ℎ = 0 𝑚𝑐 = 𝑅𝑚𝑎𝑥
durante il turno notturno. Si ottiene, dunque, che il volume del serbatoio sarà pari a: 𝑅𝑚𝑎𝑥 − 𝑅𝑚𝑖𝑛 =
121,44 𝑚𝑐.
Risultato analogo era conseguibile osservando il grafico dell’andamento della Qtot(t) e della Qpompa che
identifica due aree rettangolari equivalenti (la prima di decumulo e la seconda di accumulo) tali che il
quantitativo di acqua accumulato durante la notte è perfettamente sufficiente a soddisfare tutta la
richiesta diurna.
Quesito 3
La pompa che alimenta l'autoclave deve essere accesa e spenta in funzione alla portata richiesta dalle
utenze essendo l'autoclave un elemento appartenente all'impianto ausiliario che non ha funzione di
accumulo. Per questo motivo ogni volta che la pompa è in funzione (essa è soggetta a degli attacchi e
stacchi dipendenti dalla portata fornita dall’autoclave) deve essere in grado di erogare quella portata di
acqua sufficiente a soddisfare l'intera richiesta. Per questo motivo deve essere pari alla Qmax calcolata nel
primo punto.
𝑄𝑝𝑜𝑚𝑝𝑎 = 𝑄𝑚𝑎𝑥 = 𝑄𝑡𝑜𝑡(𝑡) = 22,77 𝑚𝑐
ℎ
Quesito 4
Il volume dell’autoclave non precompressa si calcola utilizzando la formula:
𝑉 =𝑄𝑝𝑜𝑚𝑝𝑎
𝑝0∗
𝑝1 ∗ 𝑝2
(𝑝2 − 𝑝1)
dove la Qpompa è la portata immessa nel serbatoio dalla pompa fra due scatti successivi:
𝑄𝑝𝑜𝑚𝑝𝑎 =𝑄𝑡𝑜𝑡
4 ∗ 𝑍𝑚𝑎𝑥
Dove:
- Z corrisponde al numero massimo di scatti orari della pompa – 20 scatti/h,
- p0 corrisponde alla pressione atmosferica (1bar),
- p1 corrisponde al massimo della somma della prevalenza richiesta (l'utenza critica rimane quella
fornita dai dati del problema) e le perdite di carico della rete di distribuzione – a meno delle perdite
lungo il tratto verticale essendo in questo scenario il serbatoio sostituito dall’autoclave - (𝑝1 =
𝐻𝐶𝑅 + ∆ℎ𝑆−5 + ∆ℎ5−𝐶𝑅 = 1,071 𝑏𝑎𝑟),
- p2 corrisponde a p1 incrementata di 1bar.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
149
𝑉 =0,28
𝑚𝑐𝑠𝑐𝑎𝑡𝑡𝑜 ∗ 1,071𝑏𝑎𝑟 ∗ 2,071𝑏𝑎𝑟
1𝑏𝑎𝑟 ∗ 1𝑏𝑎𝑟= 0,63 𝑚𝑐
Quesito 5
Nello scenario alternativo la Qtot rimane la stessa ma due delle sue componenti, Q1 e Q2, avranno un
andamento sinusoidale (descritto dalla funzione 𝑄(𝑡) = 𝐴 + 𝐵 ∗ cos (𝜋
4𝑡 + 𝜑) ) tale che la loro somma
restituisca il valore sommato delle Q1 e Q2 caratterizzanti lo scenario precedente – quando le due portate
avevano un andamento costante: Q1 + Q2 = 11,39 mc/h.
Il termine A dell'espressione sinusoidale corrisponde al valore della Qi (i = 1,2) propria dello scenario
precedente. Si ha quindi per le due utenze i seguenti valori di A:
𝐴1 = 0,2 ∗ 𝑄𝑡𝑜𝑡 = 0,20 ∗ 22,77𝑚𝑐
ℎ= 4,55
𝑚𝑐
ℎ
𝐴2 = 0,3 ∗ 𝑄𝑡𝑜𝑡 = 0,30 ∗ 22,77𝑚𝑐
ℎ= 6,83
𝑚𝑐
ℎ
L'ammissibilità dell'ampiezza della sinusoide è garantita nel caso in cui la portata dell'acqua attraverso le
tubature (dimensionamento è fornito nei dati del problema) abbia una velocità dell'acqua massima da non
generare dei colpi da ariete ed una velocità minima da non creare sedimentazione. Dunque:
𝑄𝑖𝑚𝑎𝑥 =𝑑4−𝑖
2 ∗ 𝜋 ∗ 𝑣𝑚𝑎𝑥
4∗ 3600
mentre
𝑄𝑖𝑚𝑖𝑛 =𝑑4−𝑖
2 ∗ 𝜋 ∗ 𝑣𝑚𝑖𝑛
4∗ 3600
rispettivamente per il ramo 4-1 e 4-2 si trova:
𝑄1𝑚𝑎𝑥 =(3𝑐𝑚)2 ∗ 𝜋 ∗ 3
𝑚𝑠
4∗ 3600
𝑚𝑐
ℎ= 7,63
𝑚𝑐
ℎ
𝑄1𝑚𝑖𝑛 =(3𝑐𝑚)2 ∗ 𝜋 ∗ 0,3
𝑚𝑠
4∗ 3600
𝑚𝑐
ℎ= 0,76
𝑚𝑐
ℎ
𝑄2𝑚𝑎𝑥 =(4𝑐𝑚)2 ∗ 𝜋 ∗ 3
𝑚𝑠
4∗ 3600
𝑚𝑐
ℎ= 13,56
𝑚𝑐
ℎ
𝑄2𝑚𝑖𝑛 =(4𝑐𝑚)2 ∗ 𝜋 ∗ 0,3
𝑚𝑠
4∗ 3600
𝑚𝑐
ℎ= 1,36
𝑚𝑐
ℎ
Dovendo sommare le due funzioni sinusoidale lungo il tratto in comune 5-4 esse dovranno essere
caratterizzate dalla stessa ampiezza che sarà pari alla minor differenza (in modulo) tra le Qi costanti, proprie
dello scenario precedente (i = 1,2), ed i picchi delle portate (Qimax e Qimin). Quindi:
𝐵 = min[( 𝑄𝑖𝑚𝑎𝑥 − 𝑄𝑖), (𝑄𝑖 − 𝑄𝑖𝑚𝑖𝑛)] = (𝑄1𝑚𝑎𝑥 − 𝑄1) = (7,63𝑚𝑐
ℎ− 4,55
𝑚𝑐
ℎ) = 3,08
𝑚𝑐
ℎ con i=1,2

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
150
Affinché le due portate sinusoidali sommate restituiscano il valore di partenza dovranno essere sfasate di π
dovendo la cresta di una sinusoide corrispondere al ventre dell'altra. La figura 1 rappresenta l’andamento.
𝑄1(𝑡) = 𝐴1 + 𝐵 ∗ cos (𝜋
4𝑡 + 𝜑1) = 4,55
𝑚𝑐
ℎ+ 3,08
𝑚𝑐
ℎ∗ cos (
𝜋
4𝑡 + 𝜑1)
𝑄2(𝑡) = 𝐴2 + 𝐵 ∗ cos (𝜋
4𝑡 + 𝜑2) = 6,83
𝑚𝑐
ℎ+ 3,08
𝑚𝑐
ℎ∗ cos (
𝜋
4𝑡 + 𝜑2)
Dove 𝜑2 = 𝜑1 + 𝑘𝜋 (ad esempio è ammissibile considerare 𝜑1 = 0 𝑒 𝜑2 = 𝜋 )
Figura 1
Commenti
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
mc/
h
h
Q1
Q2
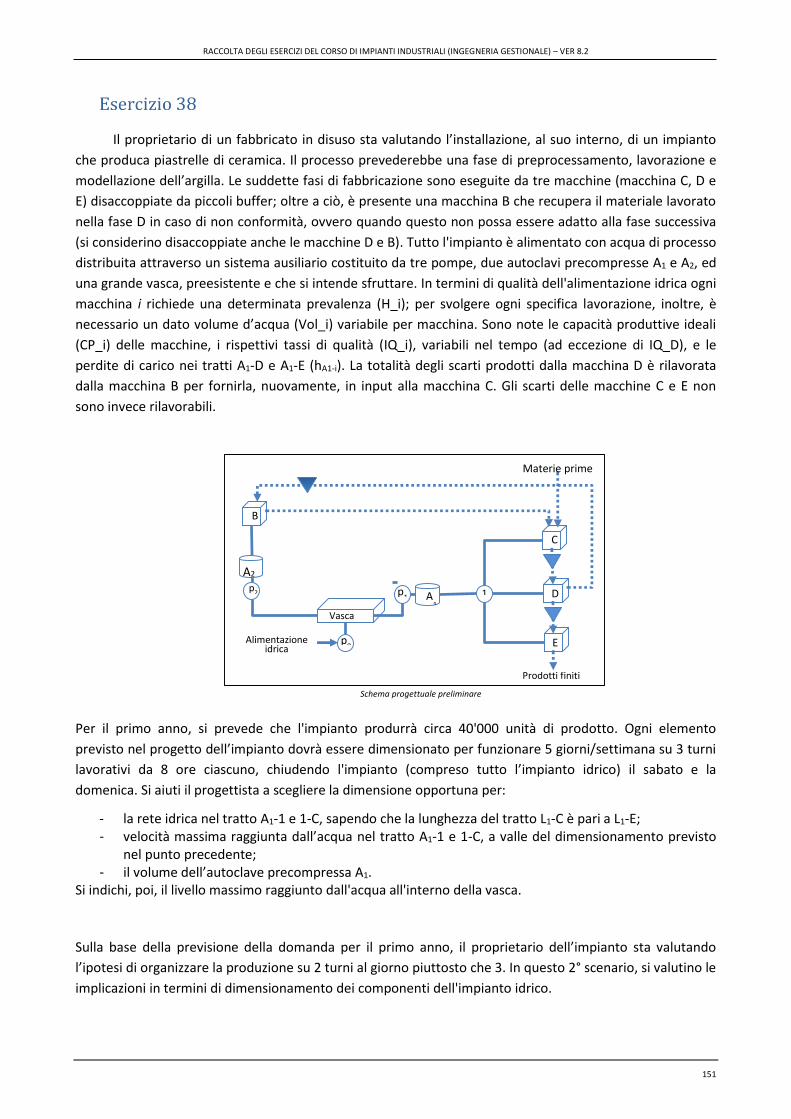
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
151
Il proprietario di un fabbricato in disuso sta valutando l’installazione, al suo interno, di un impianto
che produca piastrelle di ceramica. Il processo prevederebbe una fase di preprocessamento, lavorazione e
modellazione dell’argilla. Le suddette fasi di fabbricazione sono eseguite da tre macchine (macchina C, D e
E) disaccoppiate da piccoli buffer; oltre a ciò, è presente una macchina B che recupera il materiale lavorato
nella fase D in caso di non conformità, ovvero quando questo non possa essere adatto alla fase successiva
(si considerino disaccoppiate anche le macchine D e B). Tutto l'impianto è alimentato con acqua di processo
distribuita attraverso un sistema ausiliario costituito da tre pompe, due autoclavi precompresse A1 e A2, ed
una grande vasca, preesistente e che si intende sfruttare. In termini di qualità dell'alimentazione idrica ogni
macchina i richiede una determinata prevalenza (H_i); per svolgere ogni specifica lavorazione, inoltre, è
necessario un dato volume d’acqua (Vol_i) variabile per macchina. Sono note le capacità produttive ideali
(CP_i) delle macchine, i rispettivi tassi di qualità (IQ_i), variabili nel tempo (ad eccezione di IQ_D), e le
perdite di carico nei tratti A1-D e A1-E (hA1-i). La totalità degli scarti prodotti dalla macchina D è rilavorata
dalla macchina B per fornirla, nuovamente, in input alla macchina C. Gli scarti delle macchine C e E non
sono invece rilavorabili.
Per il primo anno, si prevede che l'impianto produrrà circa 40'000 unità di prodotto. Ogni elemento
previsto nel progetto dell’impianto dovrà essere dimensionato per funzionare 5 giorni/settimana su 3 turni
lavorativi da 8 ore ciascuno, chiudendo l'impianto (compreso tutto l’impianto idrico) il sabato e la
domenica. Si aiuti il progettista a scegliere la dimensione opportuna per:
- la rete idrica nel tratto A1-1 e 1-C, sapendo che la lunghezza del tratto L1-C è pari a L1-E; - velocità massima raggiunta dall’acqua nel tratto A1-1 e 1-C, a valle del dimensionamento previsto
nel punto precedente; - il volume dell’autoclave precompressa A1.
Si indichi, poi, il livello massimo raggiunto dall'acqua all'interno della vasca.
Sulla base della previsione della domanda per il primo anno, il proprietario dell’impianto sta valutando
l’ipotesi di organizzare la produzione su 2 turni al giorno piuttosto che 3. In questo 2° scenario, si valutino le
implicazioni in termini di dimensionamento dei componenti dell'impianto idrico.
C
D
E
B
A1
p0
p2 p
1 1
Vasca
A
2
Alimentazione idrica
Materie prime
Prodotti finiti Schema progettuale preliminare
A2

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
152
Dati necessari per la risoluzione
(β) coeffficiente di scabrezza = 0,0003 s^2/m (CP_C) capacità produttiva ideale = 2,70 kg/min (CP_D) capacità produttiva ideale = 0,5 unità/min (CP_E) capacità produttiva ideale = 0,4 unità/min
(Vol_B) volume acqua richiesto dalla macchina_B = 0,4 mc/unità (Vol_C) volume acqua richiesto dalla macchina_C = 0,2 mc/kg (Vol_D) volume acqua richiesto dalla macchina_D = 0,8 mc/unità (Vol_E) volume acqua richiesto dalla macchina_E = 0,7 mc/unità
peso di ogni unità di prodotto = 5,4 kg/unità (LS-1) lunghezza tratto rete idrica S-1= 3,0 m
(ΔhS-D) perdite di caricodistribuite nel tratto S-D = 0,55 mh20 (ΔhS-E) perdite di caricodistribuite nel tratto S-E = 0,099 mh20
(H_B) prevalenza minima richiesta dalla macchina_B = 1,5 bar (H_C) prevalenza minima richiesta dalla macchina_C = 1,0 bar (H_D) prevalenza minima richiesta dalla macchina_D = 1,03 bar (H_E) prevalenza minima richiesta dalla macchina_E = 0,87 bar
(Ep) efficienza delle prestazioni di ogni macchina = 0,75 (D) disponibilità di ogni macchina = 1 (IQ_D) tasso di qualità della macchina D = 0,9 (IQ_C) tasso di qualità della macchina C = 0,75 (IQ_C) tasso di qualità della macchina E = 0,8
(IQ_C) tasso di qualità della macchina B = 1
Risoluzione
Quesito 1 e 2
Per il dimensionamento della rete idrica si utilizzano le portate medie, Qmedia, richieste dalle tre utenze
(macchine C, D e E), calcolate sulla base delle loro CPreale. In tale calcolo non deve essere considerato il tasso
di qualità poiché le macchine necessitano di acqua industriale anche durante la lavorazione di unità non
conformi: imputare IQ_i nel calcolo dell'OEE implicherebbe un sottodimensionamento dell'impianto
ausiliario. Inoltre, per la progettazione di un impianto ex-novo non deve essere tenuta in considerazione la
previsione della domanda per il primo anno. Si riporta di seguito solo il dimensionamento del tratto A1-1.
Dalla formula di riferimento utilizzata per il dimensionamento del diametro, in cui si pone la velocità media
dell’acqua pari a 1,5 m/s, si ottiene il diametro del tratto A1-1 da arrotondare per eccesso per un
dimensionamento in sicurezza (purché la velocità minima non sia al di sotto del valore soglia per il
verificarsi del fenomeno del ristagno).
Qmedia_ tot = CPi_ idealei=C,D,E
å *Vol _ i*Ep*60 = 54,9mc
h
dA1-1 =4*Qmedia
p *v=
4*54,9mc / h
p *1,5m / s= 0,113m =11,3cm

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
153
QP1 =Qmax_ tot = CPidealei=C,D,E
å *Vol _ i = 73,2mc
h
Si verifica, inoltre, che il diametro del tubo scelto sia tale da permettere il fluire della portata massima (nel
caso tutte e tre le macchine operino nelle loro condizioni ideali) senza generare colpi d’ariete per una
velocità superiore ai 4m/s.
Per il tratto 1-C si procede in modo analogo facendo attenzione che la Qmedia che attraversa il tratto della
rete 1-C è pari solo alla richiesta oraria di acqua della macchina C e non pari alla somma di tutte le tre
utenze.
Si ottengono, rispettivamente, per il diametro e la velocità massima nel tratto 1-C, i seguenti valori:
NB: non è considerato errore l'utilizzo della Qideale nella scelta dei diametri dei tubi poiché il
dimensionamento risulta comunque in sicurezza; un'approssimazione per difetto dei tubi è ugualmente
accettabile se nel rispetto dei limiti della velocità massima.
Quesito 3
Per calcolare il volume dell’autoclave precompressa A1 occorre, inizialmente identificare le perdite di carico
distribuite tra la sorgente (A1) e la macchina, per ogni tratto della rete ed individuare l'utenza critica (nel
caso specifico macchina D) che rappresenta la pressione minima di esercizio, p1, che l'autoclave deve essere
in grado di fornire.
Quesito 4
Il livello massimo raggiunto dall'acqua all'interno della vasca è nullo poiché sia P0 che P1 e P2 lavorano su 3
turni giornalieri per lo stesso numero di giorni l'anno. Dato che la vasca non viene utilizzata (non svolge la
funzione di accumulo/decumulo) la P0 deve garantire la Qmax richiesta da P1 e P2. Ad ogni modo la scelta
ottimale sarebbe bypassare P0 e vasca. Svolgendo i calcoli si ottiene:
vA1-1_max =4*Qmax
p *d2=
4*(73,2
3600
mc
s)
p *(0,12m)2=1,8
m
s
d1-C = 8cm
v1-C _max =1, 79m
s
Q =Qpompa1
4*Zmax
=73,2mc / h
4*20scatti / h= 0,915
mc
scatto
V =Q*p2
p2 - p1
= 0,915mc
scatto*(1,3055+1)bar = 2,11mc
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
154
Quesito 5
Nel caso del 2° scenario, in cui si sta valutando l’ipotesi di organizzare la produzione su 2 turni al giorno
piuttosto che 3, le portate minime delle pompe P1 e P2 si mantengono invariate (identico valore del punto
precedente) poiché il dimensionamento di tutto l'impianto è effettuato sulle CP delle macchine. Ad ogni
modo, volendo decrementare il ritmo produttivo riducendo il numero dei turni lavorativi delle macchine, la
P0 dovrà erogare una portata d'acqua inferiore. Questa volta, la portata di P0 deve essere pari alla somma
delle Qmedie delle macchine, potendo sfruttare la vasca per accumulare l'acqua industriale durante le 8 ore
che le macchine non lavorano.
Si calcola, dunque, la Qmedia richiesta da ogni macchina a partire dalla CPreale ottenuta decrementendo la
CPideale del valore dell’efficienza delle prestazioni:
Nota la portata erogata dalla P0, il volume massimo raggiunto dalla vasca sarà pari al volume di acqua
che si accumula durante le 8 ore di inoperatività delle macchine A, B, C e D.
Commenti
QP0 = (Qmedia_ tot +Qmedia_B )*16h
24h= (54,9
mc
h+0,9
mc
h)*
16h
24h= 37,2
mc
h
Qmedia_B =CPD_ ideale *EpD *DD *(1-QD )*VolB = (0,5un
min*0, 75*60)*0,1*0, 4
mc
un= 0,9
mc
h
QP0 =QP1 +QP2 = 74, 4mc
h
Volumevasca =QP0 *8h = 297,6mc
QP2 =Qmax_ tot =CPD_ ideale *EpD *DD *(1-QD )*VolD
EpB *DB*60 =
0,5un
min*0, 75*0,1*0, 4
mc
un
0, 75*1*60 =1,2
mc
h

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
155
4° SEZIONE
Tipologie miste
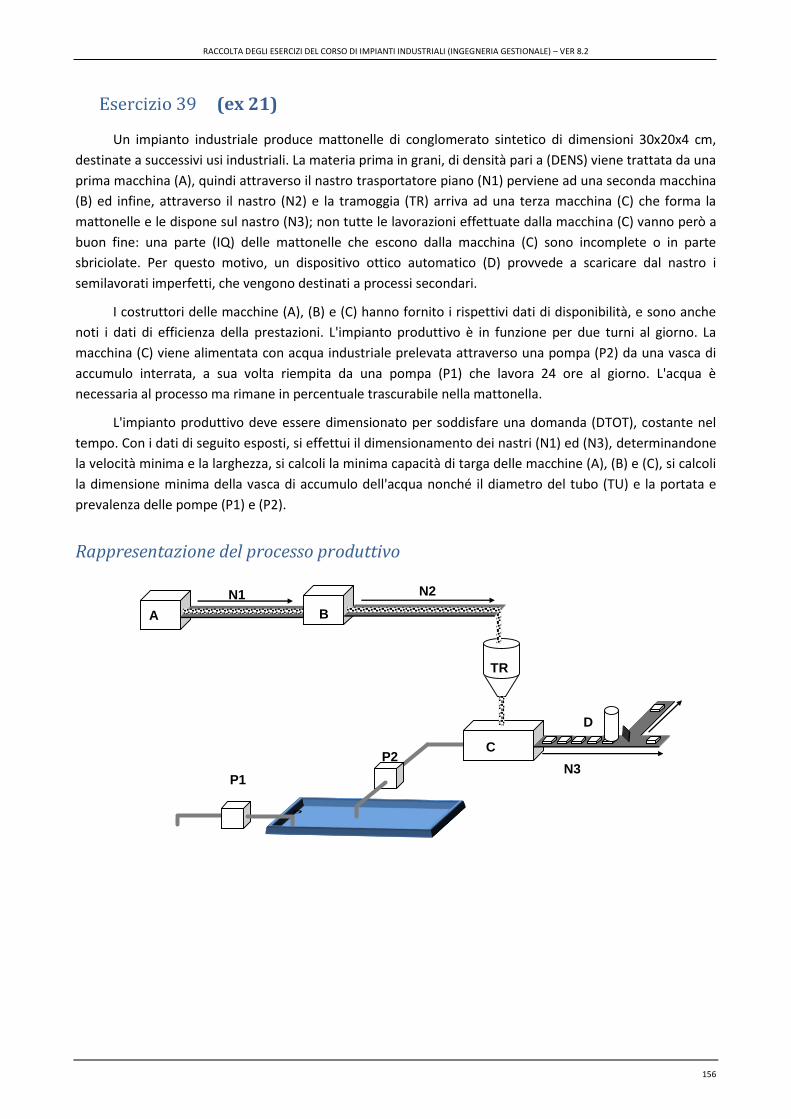
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
156
(ex 21)
Un impianto industriale produce mattonelle di conglomerato sintetico di dimensioni 30x20x4 cm,
destinate a successivi usi industriali. La materia prima in grani, di densità pari a (DENS) viene trattata da una
prima macchina (A), quindi attraverso il nastro trasportatore piano (N1) perviene ad una seconda macchina
(B) ed infine, attraverso il nastro (N2) e la tramoggia (TR) arriva ad una terza macchina (C) che forma la
mattonelle e le dispone sul nastro (N3); non tutte le lavorazioni effettuate dalla macchina (C) vanno però a
buon fine: una parte (IQ) delle mattonelle che escono dalla macchina (C) sono incomplete o in parte
sbriciolate. Per questo motivo, un dispositivo ottico automatico (D) provvede a scaricare dal nastro i
semilavorati imperfetti, che vengono destinati a processi secondari.
I costruttori delle macchine (A), (B) e (C) hanno fornito i rispettivi dati di disponibilità, e sono anche
noti i dati di efficienza della prestazioni. L'impianto produttivo è in funzione per due turni al giorno. La
macchina (C) viene alimentata con acqua industriale prelevata attraverso una pompa (P2) da una vasca di
accumulo interrata, a sua volta riempita da una pompa (P1) che lavora 24 ore al giorno. L'acqua è
necessaria al processo ma rimane in percentuale trascurabile nella mattonella.
L'impianto produttivo deve essere dimensionato per soddisfare una domanda (DTOT), costante nel
tempo. Con i dati di seguito esposti, si effettui il dimensionamento dei nastri (N1) ed (N3), determinandone
la velocità minima e la larghezza, si calcoli la minima capacità di targa delle macchine (A), (B) e (C), si calcoli
la dimensione minima della vasca di accumulo dell'acqua nonché il diametro del tubo (TU) e la portata e
prevalenza delle pompe (P1) e (P2).
Rappresentazione del processo produttivo
A
TR
N1
B
N2
P2
D
C
P1 N3
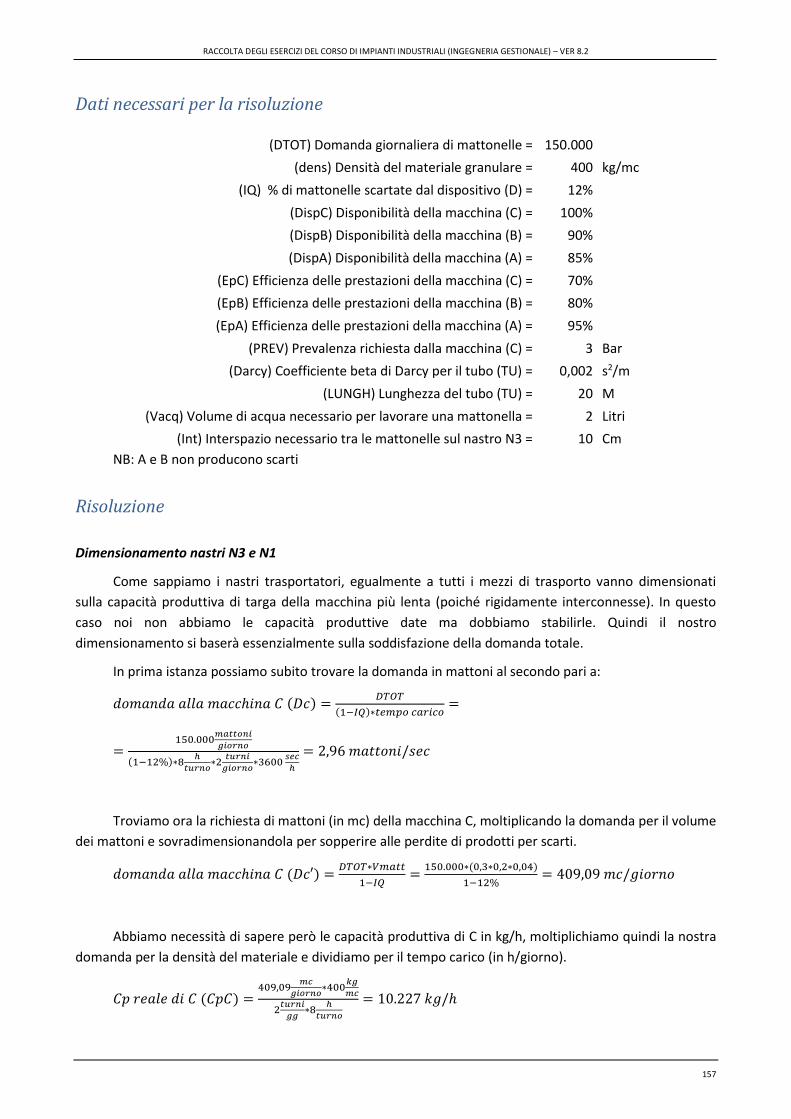
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
157
Dati necessari per la risoluzione
(DTOT) Domanda giornaliera di mattonelle = 150.000
(dens) Densità del materiale granulare = 400 kg/mc
(IQ) % di mattonelle scartate dal dispositivo (D) = 12%
(DispC) Disponibilità della macchina (C) = 100%
(DispB) Disponibilità della macchina (B) = 90%
(DispA) Disponibilità della macchina (A) = 85%
(EpC) Efficienza delle prestazioni della macchina (C) = 70%
(EpB) Efficienza delle prestazioni della macchina (B) = 80%
(EpA) Efficienza delle prestazioni della macchina (A) = 95%
(PREV) Prevalenza richiesta dalla macchina (C) = 3 Bar
(Darcy) Coefficiente beta di Darcy per il tubo (TU) = 0,002 s2/m
(LUNGH) Lunghezza del tubo (TU) = 20 M
(Vacq) Volume di acqua necessario per lavorare una mattonella = 2 Litri
(Int) Interspazio necessario tra le mattonelle sul nastro N3 = 10 Cm
NB: A e B non producono scarti
Risoluzione
Dimensionamento nastri N3 e N1
Come sappiamo i nastri trasportatori, egualmente a tutti i mezzi di trasporto vanno dimensionati
sulla capacità produttiva di targa della macchina più lenta (poiché rigidamente interconnesse). In questo
caso noi non abbiamo le capacità produttive date ma dobbiamo stabilirle. Quindi il nostro
dimensionamento si baserà essenzialmente sulla soddisfazione della domanda totale.
In prima istanza possiamo subito trovare la domanda in mattoni al secondo pari a:
𝑑𝑜𝑚𝑎𝑛𝑑𝑎 𝑎𝑙𝑙𝑎 𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑎 𝐶 (𝐷𝑐) =𝐷𝑇𝑂𝑇
(1−𝐼𝑄)∗𝑡𝑒𝑚𝑝𝑜 𝑐𝑎𝑟𝑖𝑐𝑜=
=150.000
𝑚𝑎𝑡𝑡𝑜𝑛𝑖
𝑔𝑖𝑜𝑟𝑛𝑜
(1−12%)∗8ℎ
𝑡𝑢𝑟𝑛𝑜∗2
𝑡𝑢𝑟𝑛𝑖
𝑔𝑖𝑜𝑟𝑛𝑜∗3600
𝑠𝑒𝑐
ℎ
= 2,96 𝑚𝑎𝑡𝑡𝑜𝑛𝑖/𝑠𝑒𝑐
Troviamo ora la richiesta di mattoni (in mc) della macchina C, moltiplicando la domanda per il volume
dei mattoni e sovradimensionandola per sopperire alle perdite di prodotti per scarti.
𝑑𝑜𝑚𝑎𝑛𝑑𝑎 𝑎𝑙𝑙𝑎 𝑚𝑎𝑐𝑐ℎ𝑖𝑛𝑎 𝐶 (𝐷𝑐′) =𝐷𝑇𝑂𝑇∗𝑉𝑚𝑎𝑡𝑡
1−𝐼𝑄=
150.000∗(0,3∗0,2∗0,04)
1−12%= 409,09 𝑚𝑐/𝑔𝑖𝑜𝑟𝑛𝑜
Abbiamo necessità di sapere però le capacità produttiva di C in kg/h, moltiplichiamo quindi la nostra
domanda per la densità del materiale e dividiamo per il tempo carico (in h/giorno).
𝐶𝑝 𝑟𝑒𝑎𝑙𝑒 𝑑𝑖 𝐶 (𝐶𝑝𝐶) =409,09
𝑚𝑐
𝑔𝑖𝑜𝑟𝑛𝑜∗400
𝑘𝑔
𝑚𝑐
2𝑡𝑢𝑟𝑛𝑖
𝑔𝑔∗8
ℎ
𝑡𝑢𝑟𝑛𝑜
= 10.227 𝑘𝑔/ℎ

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
158
Dato che dimensioniamo in base alla domanda che dobbiamo soddisfare, la capacità produttiva di C
va considerata quella nel caso peggiore (reale) cioè nella peggiore delle ipotesi, considerando tutte le
perdite di tempo, la macchina C deve lavorare 10.227 kg/h. Quindi questa capacità reale corrisponde alla
capacità produttiva minima di targa. Per trovare la capacità teorica dobbiamo dividere per Ep e D.
𝐶𝑝 𝑖𝑑𝑒𝑎𝑙𝑒 𝑑𝑖 𝐶 (𝐶𝑝𝐶′) =10.227
𝑘𝑔
ℎ
1 ∙ 0,70= 14.610
𝑘𝑔
ℎ= 4,22
𝑚𝑎𝑡𝑡
𝑠𝑒𝑐
Ora possiamo dimensionare il nastro N3, sapendo la capacità produttiva in mattoni al secondo, e le
dimensioni dei mattoni (0,3 𝑚 ∗ 0,2 𝑚 ∗ 0,04 𝑚). Dobbiamo innanzitutto capire come disporre il mattone
per valutare la velocità a cui deve marciare il nastro.
𝑣𝑒𝑙𝑜𝑐𝑖𝑡à 𝑁3 𝑚𝑎𝑡𝑡 𝑝𝑒𝑟 𝑙𝑢𝑛𝑔𝑜 = 𝐶𝑃𝐶𝑖𝑑 ∗ (0,3𝑚 + 𝐼𝑛𝑡) = 4,22𝑚𝑎𝑡𝑡/𝑠 ∗ (0,3𝑚 + 0,1𝑚) = 1,69 𝑚/𝑠
𝑣𝑒𝑙𝑜𝑐𝑖𝑡à 𝑁3 𝑚𝑎𝑡𝑡 𝑝𝑒𝑟 𝑙𝑎𝑟𝑔𝑜 = 𝐶𝑃𝐶𝑖𝑑 ∗ (0,2𝑚 + 𝐼𝑛𝑡) = 4,22𝑚𝑎𝑡𝑡/𝑠 ∗ (0,2𝑚 + 0,1𝑚) = 1,27 𝑚/𝑠
Sceglieremo di mettere i mattoni per largo per rispettare i vincoli di velocità del nastro piano
(sebbene leggermente superiori al valore standard di 1 m/s). Quindi la grandezza del nastro da acquistare
sarà al minimo pari al lato lungo del mattone, quindi 30 cm.
Un ragionamento analogo va svolto per dimensionare il nastro N1, ricordandoci che le macchine A e
B non producono scarti e sono rigidamente interconnesse, quindi marciamo alla stessa velocità.
𝐶𝑝 𝑖𝑑𝑒𝑎𝑙𝑒 𝑑𝑖 𝐴 𝑒 𝐵 (𝐶𝑝𝐶′) =10.227
𝑘𝑔
ℎ
0.80 ∙ 0.95 ∙ 0.90 ∙ 0.85= 17.591
𝑘𝑔
ℎ
La portata del nastro N1 in mc/sec risulta pari a:
𝑝𝑜𝑟𝑡𝑎𝑡𝑎 𝑁1 =17.591
𝑘𝑔
ℎ
3600 𝑠
ℎ ∙ 400
𝑘𝑔
𝑚𝑐
= 0,01222 𝑚𝑐/𝑠
Quindi, ricordandoci che è un nastro concavo che marcia ad una velocità minima di 1 m/s la sua
dimensione sarà pari a:
𝐷𝑖𝑚𝑒𝑛𝑠𝑖𝑜𝑛𝑒 𝑁1 =√
𝑃𝑜𝑟𝑡𝑎𝑡𝑎 𝑁1
𝑉𝑛𝑎𝑠𝑡𝑟𝑜∙0,067+0,05
0,9=
√0,01222 𝑚𝑐/𝑠
1𝑚𝑠
∙0,067+0,05
0,9= 0,53𝑚 → 0,60 𝑚
Dimensionamento degli elementi del servizio acqua
Dobbiamo ora dimensionare le pompe P1 e P2 e la vasca dell’acqua. Per far questo ci serve sapere
quanti litri di acqua necessitiamo al giorno.
𝑙𝑖𝑡𝑟𝑖 𝑑′𝑎𝑐𝑞𝑢𝑎 𝑐𝑜𝑛𝑠𝑢𝑚𝑎𝑡𝑖 𝑎𝑙 𝑔𝑖𝑜𝑟𝑛𝑜 =𝐷𝑇𝑂𝑇
1−𝐼𝑄∗ 𝑉𝑎𝑐𝑞 =
150.000𝑚𝑎𝑡𝑡
𝑔𝑖𝑜𝑟𝑛𝑜
1−0.12∗ 2
𝑙𝑖𝑡𝑟𝑖
𝑚𝑎𝑡𝑡= 340.909
𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
159
Con questo dato possiamo calcolare la portata della pompa P1 semplicemente dividendo per il
numero di ore su cui lavora (24h).
𝑝𝑜𝑟𝑡𝑎𝑡𝑎 𝑃1 =340.909
𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜
24 ℎ/𝑔𝑖𝑜𝑟𝑛𝑜= 14.205
𝑙𝑖𝑡𝑟𝑖
ℎ= 14,205
𝑚𝑐
ℎ
Dato che P1 lavora 24h al giorno mentre l’impianto 16h la vasca dovrà essere dimensionata sul picco
massimo, ovvero sulle 8 ore in cui l’impianto non lavora. Quindi avremo:
𝐶𝑎𝑝𝑎𝑐𝑖𝑡à 𝑣𝑎𝑠𝑐𝑎 =340.909
𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜
24 ℎ/𝑔𝑖𝑜𝑟𝑛𝑜∙ 8 ℎ = 113.636 𝑙𝑖𝑡𝑟𝑖 => 144 𝑚𝑐
Sulla pompa P2 va fatto un ragionamento leggermente diverso perché lavora 16 ore al giorno ed
asserve direttamente la macchina C.
𝑝𝑜𝑟𝑡𝑎𝑡𝑎 𝑃2 = 𝑄𝑚𝑎𝑥 =486.144
𝑙𝑖𝑡𝑟𝑖
𝑔𝑖𝑜𝑟𝑛𝑜
16 ℎ
𝑔𝑖𝑜𝑟𝑛𝑜
= 30.384𝑙𝑖𝑡𝑟𝑖
ℎ= 30,384
𝑚𝑐
ℎ= 0,0084
𝑚𝑐
𝑠𝑒𝑐
𝑄𝑚𝑒𝑑𝑖𝑎 =340.909
𝑙𝑖𝑡𝑟𝑖𝑔𝑖𝑜𝑟𝑛𝑜
16ℎ/𝑔𝑖𝑜𝑟𝑛𝑜= 0,0059
𝑚𝑐
𝑠𝑒𝑐
È rimasto a questo punto solamente il dimensionamento del tubo (sapendo che la velocità nel tubo
massima è 1,5 m/s) e calcolare la pressione in P2 che scaturisce dalle perdite di carico.
𝐷𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑡𝑢𝑏𝑜 = 2√𝑄𝑚𝑒𝑑𝑖𝑎
𝑉𝑎𝑐𝑞𝑢𝑎∗𝜋∙ 100 = 2√
0,0059 𝑚𝑐
𝑠𝑒𝑐
1,5 𝑚
𝑠𝑒𝑐∗𝜋
∙ 100𝑐𝑚
𝑚= 7,09 𝑐𝑚 → 10 𝑐𝑚
Il diametro viene allargato di 3 cm per diminuire le perdite di carico nel tubo, che risultano pari a:
𝑃𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 = 𝐷𝑎𝑟𝑐𝑦 ∙ 𝑃𝑜𝑟𝑡𝑎𝑡𝑎 𝑃22 ∙𝐿𝑈𝑁𝐺𝐻
(𝐷𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑡𝑢𝑏𝑜
100)
5 = 0,002𝑠2
𝑚∙ (0,0084
𝑚𝑐
𝑠𝑒𝑐)
2
∙20 𝑚
(0,10 𝑚)5 = 0,28 𝑏𝑎𝑟
Dato che le perdite di carico sono 0,24 bar la prevalenza della pompa P2 sarà uguale alla prevalenza
richiesta dalla macchina C più le perdite di carico, quindi in totale 3,24 bar.
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
160
(ex 17)
In un impianto industriale due macchine gemelle (A1 ed A2) producono barre di ferro destinate a
successivi usi industriali. Immediatamente dopo la formatura, le barre impiegano (DT) secondi per
attraversare la vasca (T) per la fase di tempra; quindi, viaggiando su un nastro trasportatore piano di
lunghezza (L) nota, disposte con un interspazio (int) opportuno, giungono al punto di scarico (D) dove si
accumulano, in attesa di essere spostate al magazzino di stoccaggio da due carrelli a forche. La capacità
produttiva e la disponibilità delle macchine A1 ed A2 sono note. In prima istanza si rende necessario
dimensionare il nastro trasportatore N, determinando nello specifico la larghezza scelta e la velocità
minima del nastro trasportatore. Quindi, si richiede di calcolare quante barre per volta devono essere
caricate ad ogni viaggio dai carrelli a forche, di cui si assume unitaria l'efficienza, e di calcolare il tempo
medio di attraversamento di una barra fino al magazzino, al punto di scarico dei carrelli. Infine, noto il fatto
che per la fase di tempra la vasca T deve essere alimentata con continuità da acqua corrente, noto il
fabbisogno di acqua per il processo e la prevalenza necessaria, si calcoli un valore di massima della potenza
del sistema idraulico di pompaggio.
Successivamente, nell’ipotesi che il management abbia intenzione di modificare il processo di
trasporto delle barre al magazzino eliminando i carrelli elettrici (che andrebbero a servire un altro reparto
dell'impianto) ed utilizzando carrelli movimentati a mano, che ovviamente hanno differenti prestazioni, e
sapendo che ciascuno di questi ultimi può caricare al massimo 500 kg a volta, e noto che il tempo ciclo è
doppio rispetto a quello di un carrello elettrico, si determini il numero di operatori con carrelli a mano
necessari.
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
Dimensioni delle barre di ferro = 0,01x0,05x1,80 M
(DT) Durata della fase di tempra 20 S
(L) lunghezza del nastro trasportatore 80 M
(int) interspazio necessario tra le barre sul nastro N = 50 Cm
(CPA1 o CPA2) Capacità produttiva di ciascuna delle due macchine A1 o
A2 = 40 barre/min
(DA1 o DA2) Disponibilità di ciascuna delle due macchine A1 o A2 = 0,81
(r) Densità del ferro = 7800 kg/mc
(Vacq) Volume d'acqua usato in questo processo per temprare un kg di
ferro = 100 Litri

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
161
(Prev) Prevalenza dell'acqua richiesta alla vasca T = 2 Bar
(TCc) Tempo ciclo di un carrello elettrico a forche = 8 Min
(𝑁𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖𝑒𝑙𝑒𝑡𝑡𝑟𝑖𝑐𝑖) Numero carrelli elettrici = 2
(h) Rendimento della pompa = 0,9
Risoluzione
Dimensionamento del nastro
Per determinare la velocità e la larghezza del nastro il criterio da seguire è quello di evitare che
questo sia collo di bottiglia per il sistema, è quindi un errore considerare la disponibilità dei macchinari dato
che i sistemi di trasporto devono essere considerati nelle condizioni ideali di funzionamento. Quindi per
dimensionare il nastro sarà necessario considerare l’interuscita di barre dalle macchine A1 e A2:
𝑇𝑖𝑛𝑡𝑒𝑟𝑢𝑠𝑐𝑖𝑡𝑎 =1
2 ∙ 𝐶𝑝𝐴∙ 60
𝑠
𝑚𝑖𝑛= 0,75
𝑠
𝑏𝑎𝑟𝑟𝑎
Il denominatore è corrispondente al doppio della capacità produttiva poiché abbiamo due macchine
in parallelo e con stessa CP.
Ora ipotizziamo che le barre scorrano per lungo (cioè con il lato di 1,8 m) e possiamo calcolare la
velocità minima:
𝑣𝑚𝑖𝑛1,8 =
1,8 𝑚 + 𝑖𝑛𝑡 ∙ 1 𝑚
100 𝑐𝑚𝑇𝑖𝑛𝑡𝑒𝑟𝑢𝑠𝑐𝑖𝑡𝑎
= 3,07𝑚
𝑠
La velocità risultante per soddisfare la capacità produttiva risulta troppo alta per il nastro
trasportatore. Ipotizziamo invece di poggiare la base di 5 cm parallelamente al verso di scorrimento e il lato
di 1,8 metri perpendicolarmente al verso di scorrimento (che implicherebbe l’utilizzo di un nastro largo
almeno 2 m) la velocità risulterebbe quindi:
𝑣𝑚𝑖𝑛0,05 =
0,05 𝑚 + 𝑖𝑛𝑡 ∙ 1 𝑚
100 𝑐𝑚𝑇𝑖𝑛𝑡𝑒𝑟𝑢𝑠𝑐𝑖𝑡𝑎
= 0,73𝑚
𝑠
Che, a differenza della prima, è una velocità ammissibile. Quindi è necessario scegliere un nastro
largo 2 m con una velocità di 0,73 m/s.
Calcolo del numero di barre da trasportare
Considerazioni del tutto analoghe valgono per quanto riguarda il sistema dei due carrelli, cioè devono
essere dimensionati in base alla capacità di targa delle macchine A1 e A2. Bisogna ipotizzare che il buffer si
riempia fino a che uno dei due carrelli non vada a scaricarlo. Possiamo però trovare il numero di barre che
si accumulano durante il tempo ciclo del carrello, che equivale a numero di barre che bisogna trasportare
ogni volta.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
162
𝑁𝑏𝑎𝑟𝑟𝑒 =𝑇𝑐𝐶
2∙ (𝐶𝑝𝐴1 + 𝐶𝑝𝐴2 ) = 320 𝑏𝑎𝑟𝑟𝑒
Calcolo del tempo medio di attraversamento di una barra fino al magazzino
Bisogna ancora capire quanto è il tempo di attraversamento medio delle barre. Per fa questo è
necessario effettuare alcune considerazioni, ovvero che il tempo di attraversamento (in secondi) è pari alla
somma del TCA, ovvero il tempo di produzione di una macchina A (si noti che non è stato dimezzato il
tempo e che non si è tenuta in considerazione la disponibilità del macchinario, dato che se la macchina si
rompesse la barra non sarebbe in produzione, ma in attesa fuori dal sistema), del tempo necessario per la
tempratura (DT), del tempo di trasporto sul nastro, del tempo medio di attesa nel buffer (il tempo
pessimistico di attesa sarebbe 60
𝑠
𝑚𝑖𝑛 ∙ 𝑇𝑐𝑐
2, quello ottimistico 0, quindi la media è
60𝑠
𝑚𝑖𝑛 ∙ 𝑇𝑐𝑐
4) e del tempo di
trasporto dal buffer al magazzino (il tempo è dimezzato dato che non si tiene in considerazione il viaggio di
ritorno del carrello):
𝑇𝑎𝑡𝑡𝑟𝑎𝑣 =60
𝑠𝑚𝑖𝑛
𝐶𝑝𝐴 𝑏𝑎𝑟𝑟𝑒𝑚𝑖𝑛
+ 𝐷𝑇 +𝐿
𝑣𝑚𝑖𝑛0,05 +
60 𝑠
𝑚𝑖𝑛 ∙ 𝑇𝑐𝑐
4+
60 𝑠
𝑚𝑖𝑛 ∙ 𝑇𝑐𝑐
2= 491 𝑠
Calcolo valore di massima della potenza del sistema idraulico di pompaggio
Per calcolarci la potenza necessaria della pompa dobbiamo applicare la formula:
𝑃 =𝑟 ∙ 𝑄 ∙ 𝑃𝑟𝑒𝑣
102 ∙ ℎ
Noi sappiamo quanta acqua è necessaria per il raffreddamento di un kg di ferro, quindi possiamo
calcolarci quanti metri cubi di acqua servono per raffreddare una sbarra. Una sbarra pesa:
𝑃𝑒𝑠𝑜 𝑠𝑏𝑎𝑟𝑟𝑎 = (0,01 ∙ 0,05 ∙ 1,8)𝑚3 ∙ 7800𝑘𝑔
𝑚3 = 7,02 𝑘𝑔
A questo punto è possibile calcolare la portata della pompa, tarandola sulla capacità produttiva delle
macchine A1 e A2 e sul peso della sbarra appena calcolato.
𝑄 =𝑃𝑒𝑠𝑜 𝑠𝑏𝑎𝑟𝑟𝑎 ∙ 𝑉𝑎𝑐𝑞
𝑇𝑖𝑛𝑡𝑒𝑟𝑢𝑠𝑐𝑖𝑡𝑎=
7,02 𝑘𝑔 ∙ 100 𝑙
𝑘𝑔
0,75 𝑠= 936
𝑙
𝑠
Quindi la potenza richiesta per la pompa sarà uguale a:
𝑃 =𝛾 ∙ 𝑄 ∙ 𝑃𝑟𝑒𝑣
102 ∙ ℎ=
1000𝑘𝑔𝑚3 ∙ 0,936
𝑚3
𝑠𝑒𝑐 ∙ 20 𝑚𝐻20
102 ∙ 0,9 = 204 𝐾𝑊

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
163
Analisi dell’impianto con i carrelli a mano
Innanzitutto bisogna trovare il numero massimo di barre che possono essere trasportate dai carrelli a
mano dividendo il peso massimo consentito per il peso di una barra (volume barra per densità):
𝑁𝑏𝑎𝑟𝑟𝑒𝑚𝑎𝑛𝑜 = ⌊
500 𝑘𝑔
𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜(1,8 ∙ 0,01 ∙ 0,05)𝑚3 ∙ 𝑟
⌋ = 71𝑏𝑎𝑟𝑟𝑒
𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑜
Essendo raddoppiato il tempo ciclo del carrello, il numeri di barre che si accumuleranno nel punto di
scarico, e quindi da movimentare sarà quindi pari al doppio di Nbarre..
𝑁𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖𝑚𝑎𝑛𝑜 = ⌈
4 ∙ 𝑁𝑏𝑎𝑟𝑟𝑒
𝑁𝑏𝑎𝑟𝑟𝑒𝑚𝑎𝑛𝑜 ⌉ = 18 𝑐𝑎𝑟𝑟𝑒𝑙𝑙𝑖
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
164
(ex 20)
Si rende necessario dimensionare i sistemi di trasporto e di servizio per una macchina utensile B che
produce vernice in barattoli di banda stagnata a partire da polvere colorante e acqua. La polvere colorante
viene scaricata nella tramoggia di alimentazione T da un sistema di trasporto con paranchi; l'acqua di
processo proviene da un sistema pompa/autoclave (P/A); i barattoli, riempiti, vengono poi inviati alla
successiva fase di sigillatura attraverso un nastro trasportatore.
Sono noti i dati di targa della macchina utensile (capacità produttiva, efficienza e tempo medio di
riparazione), il volume di produzione medio giornaliero, la dimensione dei contenitori (C) di polvere
colorante e dei barattoli di vernice (prodotti finiti), l'efficienza e le prestazioni del paranco-tipo oltre al
percorso su cui questo si muove (si noti che presso la tramoggia il paranco scarica in quota), la pressione
d'acqua richiesta dalla macchina B, il b di Darcy della tubazione e la lunghezza, oltre agli altri dati riportati
nell'elenco che segue. Grazie alla presenza della tramoggia, il sistema di trasporto con i paranchi può
operare su due turni, mentre la macchina B è previsto che operi sempre e comunque in un unico turno.
Nel dimensionamento del nastro trasportatore, si consideri inoltre di frapporre un interspazio tra i
prodotti pari esattamente al diametro del barattolo.
In tale contesto produttivo si determini:
il numero minimo di paranchi necessari per alimentare la macchine B;
la classe dei paranchi;
la larghezza minima del nastro trasportatore;
la velocità minima del nastro trasportatore;
la dimensione minima della tramoggia;
la prevalenza della pompa P in alimentazione dell'autoclave;
il volume dell'autoclave precompressa.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
165
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
(Vv) Velocità verticale dei paranchi (a pieno o a vuoto) = 8 m/min
(Vh) Velocità orizzontale dei paranchi (a pieno o a vuoto) = 15 m/min
(Lv) Altezza del tratto verticale del percorso dei paranchi = 13 M
(Lh) Lunghezza del tratto orizzontale del percorso dei paranchi = 25 M
(Pacc) Peso degli accessori del paranco = 10 Kg
(Tf) tempo fisso di carico o scarico = 0,8 Min
(C) Dimensione del contenitore = 160 Litri
(Pcont) Peso del contenitore vuoto = 20 Kg
(r) Densità relativa della polvere di vernice = 650 kg/mc
(Ep) Efficienza del paranco tipo = 0,8
(OEE_B) OEE macchina B = 0,7
(MTTR_B) Mean Time To Repair macchina B = 2 H
(IqB) Indice di qualità macchina B = 100%
(CpB) Capacità produttiva di targa macchina B = 25 barattoli/min
(Dbar) Diametro del barattolo di vernice = 35 Cm
(Prev) Pressione dell'acqua richiesta dalla macchina B = 1 Atm
(Ltubo) Lunghezza tubazione dall'autoclave alla macchina B = 25 M
(b) Beta di Darcy per le tubazioni = 0,02 s2/m
(Vacq) Volume di acqua richiesto per barattolo di vernice = 15 Litri
(Pver) Quantità di polvere colorante richiesta per barattolo = 2 Kg
(Dtot) Volume di produzione giornaliero medio = 8000 barattoli/giorno

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
166
Risoluzione
Calcolo del numero minimo di paranchi e loro caratteristiche
Anche in questo caso il sistema di paranchi, così come tutti gli elementi di servizio o di trasporto
nell'esercizio, vanno dimensionati sulla base della capacità produttiva di targa della macchina B, a cui sono
asserviti. E' errato dimensionare sul volume di produzione giornaliero, anche quando questo fosse un
valore massimo, costante nel tempo. E' ancor più errato utilizzare il dato Dtot visto che il testo riporta che
si tratta di un volume di produzione medio, valore che viene quindi per definizione superato il 50% delle
volte. Detto ciò si calcola il numero di contenitori al giorno che B processa. Sapendo che B processa 25
barattoli al minuto possiamo calcolare quanti barattoli processa al giorno (un turno di lavoro) che equivale
a 12’000 barattoli/giorno che corrispondono a 24'000 kg di polvere a turno. Essendo la capacità dei
contenitori espressa in litri dobbiamo capire quanti litri di polvere servono a turno e lo otteniamo
semplicemente dividendo per la densità relativa (r). Il quantitativo di polvere in litri ottenuto va diviso per
la dimensione del contenitore (C) ottenendo:
𝑛𝑢𝑚𝑐𝑜𝑛𝑡 =
(𝐶𝑝𝐵𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑖
𝑚𝑖𝑛𝑢𝑡𝑜∙60
𝑚𝑖𝑛
𝑜𝑟𝑎∙8
𝑜𝑟𝑒
𝑡𝑢𝑟𝑛𝑜∙1
𝑡𝑢𝑟𝑛𝑜
𝑔𝑖𝑜𝑟𝑛𝑜∙𝑃𝑣𝑒𝑟
𝑘𝑔
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑜)∙
1000𝑙𝑖𝑡𝑟𝑖𝑚𝑐
𝑟𝑘𝑔𝑚𝑐
𝐶𝑙𝑖𝑡𝑟𝑖
𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑒
= 231 𝑐𝑜𝑛𝑡𝑒𝑛𝑖𝑡𝑜𝑟𝑖/𝑔𝑖𝑜𝑟𝑛𝑜
Ora occorre sapere il tempo ciclo reale del paranco facendo la somma di ogni singola
movimentazione (in minuti) diviso la sua Ep.
𝑇𝑐𝑖𝑐𝑙𝑜 𝑟𝑒𝑎𝑙𝑒 𝑑𝑒𝑙 𝑝𝑎𝑟𝑎𝑛𝑐𝑜 =(
𝐿𝑣𝑉𝑣
+𝐿ℎ𝑉ℎ
+ 𝑇𝑓) ∙ 2
𝐸𝑝 = 10,2 𝑚𝑖𝑛
Quindi il numero dei paranchi è il rapporto tra il tempo necessario per effettuare il trasporto dei 231
contenitori diviso il tempo carico (tcar) espresso in minuti al giorno :
𝑁° 𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖 = ⌈231
𝑐𝑜𝑛𝑡𝑔𝑖𝑜𝑟𝑛𝑜 ∙ 10,2
𝑚𝑖𝑛 𝑐𝑜𝑛𝑡
2𝑡𝑢𝑟𝑛𝑖
𝑔𝑖𝑜𝑟𝑛𝑜 ∙ 8𝑜𝑟𝑒
𝑡𝑢𝑟𝑛𝑜 ∙ 60𝑚𝑖𝑛𝑜𝑟𝑎
⌉ = ⌈2,46⌉ → 3 𝑝𝑎𝑟𝑎𝑛𝑐ℎ𝑖
Individuiamo ora a quale classe FEM appartengono. Partiamo col calcolo del carico nominale che
corrisponde alla somma del peso degli accessori, il peso lordo del contenitore ed il peso di sicurezza (150
kg). Avremo quindi,
𝐶𝑎𝑟𝑖𝑐𝑜 𝑛𝑜𝑚𝑖𝑛𝑎𝑙𝑒 (𝐶𝑁) = 10 + 20 +24′000
𝑘𝑔
𝑡𝑢𝑟𝑛𝑜
231𝑐𝑜𝑛𝑡
𝑡𝑢𝑟𝑛𝑜
+ 150 = 283,9 𝑘𝑔
𝛽 = 103,9
283,9 = 0,37 𝛾 =
(𝑃𝑎𝑐𝑐+𝑃𝑐𝑜𝑛𝑡)
𝐶𝑁 = 0,11
𝑇𝑀𝐹 = 231
3∙
𝐿𝑣
𝑉𝑣∙
2
60= 4,17 𝑜𝑟𝑒/𝑔𝑖𝑜𝑟𝑛𝑜
𝜏𝑖 = 𝜏𝑣 = 0,5 𝐾 = √(0,37 + 0,11)3 ∙ 0,5 + (0,11)3 ∙ 0,53
= 0,376

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
167
In base a questi dati sceglieremo dalla tabella un paranco di II classe FEM.
Dimensionamento del nastro trasportatore
La dimensione del nastro deve necessariamente essere maggiore del diametro del barattolo (Dbar) e
quindi lo poniamo in questo caso pari al doppio, ovvero 0,7 m. Serve ora dimensionare la velocità del
nastro trasportatore (in m/s) in modo tale da non essere collo di bottiglia e garantire il trasporto efficiente
dei barattoli. Tale velocità si calcola nel modo seguente:
𝑣𝑒𝑙𝑜𝑐𝑖𝑡à 𝑚𝑖𝑛𝑖𝑚𝑎 =(𝐷𝑏𝑎𝑟 ∙ 2)/100
60 𝑠𝑒𝑐/𝑚𝑖𝑛 𝐶𝑝𝐵 𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑖/𝑚𝑖𝑛
= 0,29 𝑚/𝑠
Dimensionamento della tramoggia
Sapendo dal precedente calcolo che il numero di contenitori al giorno sono 231 possiamo ricavare
semplicemente la dimensione della tramoggia come:
𝑑𝑖𝑚𝑒𝑛𝑠𝑖𝑜𝑛𝑒 𝑡𝑟𝑎𝑚𝑜𝑔𝑔𝑖𝑎 =𝑛𝑢𝑚𝑐𝑜𝑛𝑡 ∙ 𝐶 ∙ 8 ℎ/𝑔𝑖𝑜𝑟𝑛𝑜
16 ℎ/𝑔𝑖𝑜𝑟𝑛𝑜= 18480 𝑙𝑖𝑡𝑟𝑖 = 18,480 𝑚𝑐
Ovvero la tramoggia contiene la metà della polvere necessaria per alimentare la macchina durante la
giornata. Non c'è necessità di sovradimensionare la tramoggia includendo anche il dato su MTTR_B perché
il sistema di paranchi può essere fermato se la macchina B va in avaria ovvero il sistema di paranchi non
costituisce collo di bottiglia.
Calcolo della la prevalenza della pompa P in alimentazione dell'autoclave
La portata dell’acqua in litri al secondo possiamo trovarla facilmente moltiplicando la CpB per i litri di
acqua richiesti a barattolo, e corrisponde a
𝑃𝑜𝑟𝑡𝑎𝑡𝑎 𝑛𝑒𝑐𝑒𝑠𝑠𝑎𝑟𝑖𝑎 = 25
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑖
𝑚𝑖𝑛∙15
𝑙𝑖𝑡𝑟𝑖
𝑏𝑎𝑟𝑎𝑡𝑡𝑜𝑙𝑜
60 𝑠𝑒𝑐/𝑚𝑖𝑛 = 6,3
𝑙𝑖𝑡𝑟𝑖
𝑠𝑒𝑐= 0,0063
𝑚𝑐
𝑠𝑒𝑐= 22,5
𝑚𝑐
ℎ
Possiamo quindi calcolarci il diametro teorico del tubo con acqua a 1 m/s
𝐷𝑖𝑎𝑚𝑒𝑡𝑟𝑜 𝑡𝑒𝑜𝑟𝑖𝑐𝑜 𝑡𝑢𝑏𝑜 = 2 ∙ √6,3 𝑙𝑖𝑡𝑟𝑖/𝑠𝑒𝑐
1000𝑙𝑖𝑡𝑟𝑖
𝑚𝑐 ∙ 1
𝑚
𝑠∙𝜋
2
= 0,089 𝑚 = 8,9 𝑐𝑚
Tale diametro va arrotondato a 12 cm per evitare perdite di carico superiori al 10% della prevalenza
richiesta. Vediamo esattamente a quanto ammontano le perdite di carico lungo la tubatura e
successivamente calcoliamo la prevalenza richiesta alle diverse pressioni P1 e P2.
𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 = 𝑑𝑎𝑟𝑐𝑦 ∙ (𝑃𝑜𝑟𝑡𝑎𝑡𝑎 )2 ∙𝐿𝑡𝑢𝑏𝑜
(𝑑𝑖𝑎𝑚)5= 0,02
𝑠𝑒𝑐2
𝑚∙ (0,0063 𝑚𝑐/𝑠𝑒𝑐)2 ∙
25 𝑚
(0,12 𝑚)5= 0,8
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
168
𝑝𝑟𝑒𝑣𝑎𝑙𝑒𝑛𝑧𝑎 𝑃1 𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 = 𝑃𝑟𝑒𝑣 + 𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 = 1𝑎𝑡𝑚 ∙ 10𝑚𝐻2𝑂
𝑎𝑡𝑚+ 0,8 𝑚 = 10,8 𝑚
𝑝𝑟𝑒𝑣𝑎𝑙𝑒𝑛𝑧𝑎 𝑃2 𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 = 𝑝𝑟𝑒𝑣𝑎𝑙𝑒𝑛𝑧𝑎 𝑝𝑜𝑚𝑝𝑎 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑧𝑖𝑜𝑛𝑒 = 10𝑚 + 𝑃1 = 10 𝑚 + 10,8𝑚 =
20,8 𝑚
Calcolo del volume dell'autoclave precompressa
Per trovare il volume dell’autoclave precompressa dobbiamo innanzitutto trovare il volume utile e
dato che sappiamo già la portata (in mc/h) abbiamo:
𝑣𝑜𝑙𝑢𝑚𝑒 𝑢𝑡𝑖𝑙𝑒 (𝑚𝑎𝑥 20𝑠𝑐𝑎𝑡𝑡𝑖
𝑜𝑟𝑎) =
22,5𝑚𝑐
ℎ
4 ∙ 20𝑠𝑐𝑎𝑡𝑡𝑖
ℎ
= 0,28 𝑚𝑐
Conseguentemente il volume dall’autoclave sarà:
𝑣𝑜𝑙𝑢𝑚𝑒 𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 = (𝑣𝑜𝑙𝑢𝑚𝑒 𝑢𝑡𝑖𝑙𝑒) ∙𝑃2
𝑃2−𝑃1= 0,28 𝑚𝑐 ∙
20,8 𝑏𝑎𝑟
20,8 𝑏𝑎𝑟 −10 𝑏𝑎𝑟= 0,58 𝑚𝑐
Commenti

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
169
(ex 30)
Un impianto industriale produce mattonelle di conglomerato sintetico di dimensioni 25x25x2 cm,
destinate a successivi usi industriali. Per l'azienda, il margine di contribuzione di una singola mattonella è
pari a (MAC) euro. La materia prima in grani, di densità pari a (DENS) viene trattata da una prima macchina
(A), quindi attraverso il nastro trasportatore piano (N1) e la tramoggia (TR) arriva ad una seconda macchina
(B) che forma la mattonelle e le dispone sul nastro (N2); non tutte le lavorazioni effettuate dalla macchina
(B) vanno però a buon fine: costantemente, una parte (TsB) delle mattonelle che escono dalla macchina (B)
sono incomplete o in parte sbriciolate. Per questo motivo, un dispositivo ottico automatico (D) provvede
infallibilmente a scaricare dal nastro i semilavorati imperfetti, che vengono destinati alla macchina (C).
Quest'ultima provvede a sbriciolarli nuovamente, recuperando la materia prima che viene reindirizzata alla
tramoggia (TR) attraverso il sistema di trasporto pneumatico (TP).
Sono noti i dati di efficienza delle prestazioni ed i costruttori delle macchine hanno fornito i dati del
tasso di scarto e delle fermate, che si presentano con una certa continuità durante la giornata. La macchina
(A) è in funzione a ritmo costante per (TurnA) turni al giorno; la macchina (B) è in funzione per (TurnB) turni
al giorno, e viene alimentata con acqua industriale prelevata attraverso una pompa (P2) da una vasca di
accumulo interrata, a sua volta riempita da una pompa (P1) che lavora 24 ore al giorno. L'acqua è
necessaria al processo nella misura di (Vacq) litri per ogni mattonella lavorata, ma rimane in percentuale
trascurabile nel manufatto.
L'impianto produttivo punta a sviluppare la produzione maggiore possibile, lavorando per 220 giorni
con ritmo costante. A questo scopo, si vuole valutare l'opportunità di eliminare la macchina (C) e sostituirla
con una macchina di nuova tecnologia (NM), in grado di compiere le lavorazioni di sbiciolamento delle
mattonelle in entrata e formazione di nuove mattonelle, con tasso di qualità unitario. Per tal via si
eliminerebbe il sistema di ricircolo del materiale attraverso il sistema (TP), ma occorrerebbe predisporre un
nuovo condotto (C2) per alimentare la nuova macchina con acqua, al pari di quanto succede per la
macchina (A). Conoscendo il prezzo per l'acquisto e l'installazione della nuova macchina (Pnm), si valuti la
convenienza a modificare in tal senso il processo oppure permanere nella condizione operativa attuale.
Inoltre, si determini che influenza avrebbe questa modifica sul dimensionamento della tramoggia
(TR) e sul livello medio di materiale ivi contenuto, sulla capacità della macchina (A) e sul suo ritmo di
produzione nonchè sulla portata delle pompe (P1) e (P2).

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
170
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
Dati di OEE per le macchine
macch. A macch. B macch. C macch. NM
(Disp) Disponibilità 85% 95% 100% 100%
(Ep) Efficienza delle prestazioni
60% 80% 100% 100%
(Ts) Tasso di scarto 0% 14% 0% 0%
(MAC) Margine di contribuzione per una singola mattonella = 0,12 Euro
(Pnm) Prezzo di acquisto nella nuova macchina = 130.000 Euro
(DENS) Densità del materiale granulare = 510 kg/mc
(CpB) Capacità produttiva di targa della macchina (B) = 20 matt/min
(CpC) Capacità produttiva di targa della macchina (C) = 13 kg/min
(CpNM) Capacità produttiva di targa della macchina (NM) = 42 matt/min
(TurnA) turni da 8 ore in cui è in funzione la macchina (A) = 3 turni/giorno
(TurnB) turni da 8 ore in cui è in funzione la macchina (B) = 2 turni/giorno
(Vacq) Volume di acqua necessario per lavorare una mattonella in (B) o (NM) = 1,2 Litri

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
171
Risoluzione
Dimensionamento del sistema in presenza della macchina C
La tramoggia ha la funzione di disaccoppiare la macchina A dalla macchina B, in modo che l’una non
influenzi l’altra, più che nei termini di propagazione di perdite di disponibilità ed efficienza delle prestazioni,
soprattutto nei termini di consentire l’accumulo del materiale processato dalla macchina A nel turno in cui
la macchina B è ferma.
Una possibile strada per la risoluzione dell’esercizio prevede di procedere primariamente al
dimensionamento della capacità produttiva minima di targa della macchina A e successivamente alla
determinazione del livello medio di materiale che ci si aspetta di trovare nella tramoggia TR. Un’altra strada
prevede di operare al contrario, considerato che in ogni caso i dati salienti sono quelli relativi alla capacità
produttiva della macchina B.
Si analizzi la prima alternativa: la capacità produttiva di targa minima della macchina A deve essere
dimensionata in modo tale che la macchina sia in grado di processare, nell'arco delle 24 ore, la quantità di
materiale necessaria ad alimentare la macchina B nei due turni in cui essa lavora. Poiché le inefficienze
delle macchine si presentano con una certa continuità durante la giornata, non è ragionevole supporre che
le macchine marcino al tempo ciclo di targa per un periodo lungo. Quindi è necessario eguagliare la
quantità realmente processata dalla macchina A in 24 ore, con quella realmente lavorata dalla macchina B
in 16 ore. D’ora il poi si consideri il peso di una singola mattonella pari ovviamente al prodotto del volume
(𝑉𝑚𝑎𝑡𝑡 = 0,25 ∙ 0,25 ∙ 0,02) per la densità.
𝐶𝑝𝐴 (𝑘𝑔/𝑚𝑖𝑛) ∙ 𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 𝑇𝑢𝑟𝑛𝐴 ∙ 8 ∙ 60
= 𝐶𝑝𝐵(𝑚𝑎𝑡𝑡/𝑚𝑖𝑛) ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵 ∙ (1 − 𝑇𝑠𝐵) ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60 ∙ 𝑉𝑚𝑎𝑡𝑡 ∙ 𝐷𝐸𝑁𝑆
Dall’uguaglianza precedente è immediato ricavare il valore della capacità produttiva minima di targa
della macchina A:
𝐶𝑝𝐴 =𝐶𝑝𝐵 ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵 ∙ (1 − 𝑇𝑠𝐵) ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60 ∙ 𝑉𝑚𝑎𝑡𝑡 ∙ 𝐷𝐸𝑁𝑆
𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 𝑇𝑢𝑟𝑛𝐴 ∙ 8 ∙ 60
=20
𝑚𝑎𝑡𝑡𝑚𝑖𝑛 ∙ 0,95 ∙ 0,8 ∙ (1 − 0,14) ∙ 2 𝑡𝑢𝑟𝑛𝑖 ∙ 8
ℎ𝑡𝑢𝑟𝑛𝑖 ∙ 60
𝑚𝑖𝑛ℎ
∙ 0,00125𝑚𝑐
𝑚𝑎𝑡𝑡 ∙ 510𝑘𝑔𝑚𝑐
0,85 ∙ 0,6 ∙ 3 𝑡𝑢𝑟𝑛𝑖 ∙ 8ℎ
𝑡𝑢𝑟𝑛𝑖 ∙ 60𝑚𝑖𝑛
ℎ
= 10,89𝑘𝑔
𝑚𝑖𝑛
Il calcolo della capacità reale della macchina A sulla base della capacità di targa della macchina B,
anziché su quella reale, porterebbe ad un sovradimensionamento della macchina A. Pur raggiungendo un
valore di capacità compatibile con l’alimentazione dell’impianto, tale ragionamento – in considerazione dei
motivi già esposti in merito alla continuità delle inefficienza nell’arco della giornata – porta ad un
incremento dei costi di impianto; è quindi considerato imperfetto anche se non costituisce un grave errore.
Diversamente, è assolutamente errato procedere dimensionando la capacità di targa della macchina A sulla
base della capacità di targa della macchina B poiché per tal via non si considerano le perdite di OEE.
Disponendo del valore della capacità produttiva della macchina A, è ora possibile procedere al
calcolo del livello medio di materiale presente nella tramoggia. In tal senso, è opportuno osservare che le
dinamiche di accumulo e decumulo della tramoggia sono strettamente legate alla differenza nel numero di
turni in cui sono in funzione le macchine A e B, rispettivamente a monte e a valle della tramoggia. In
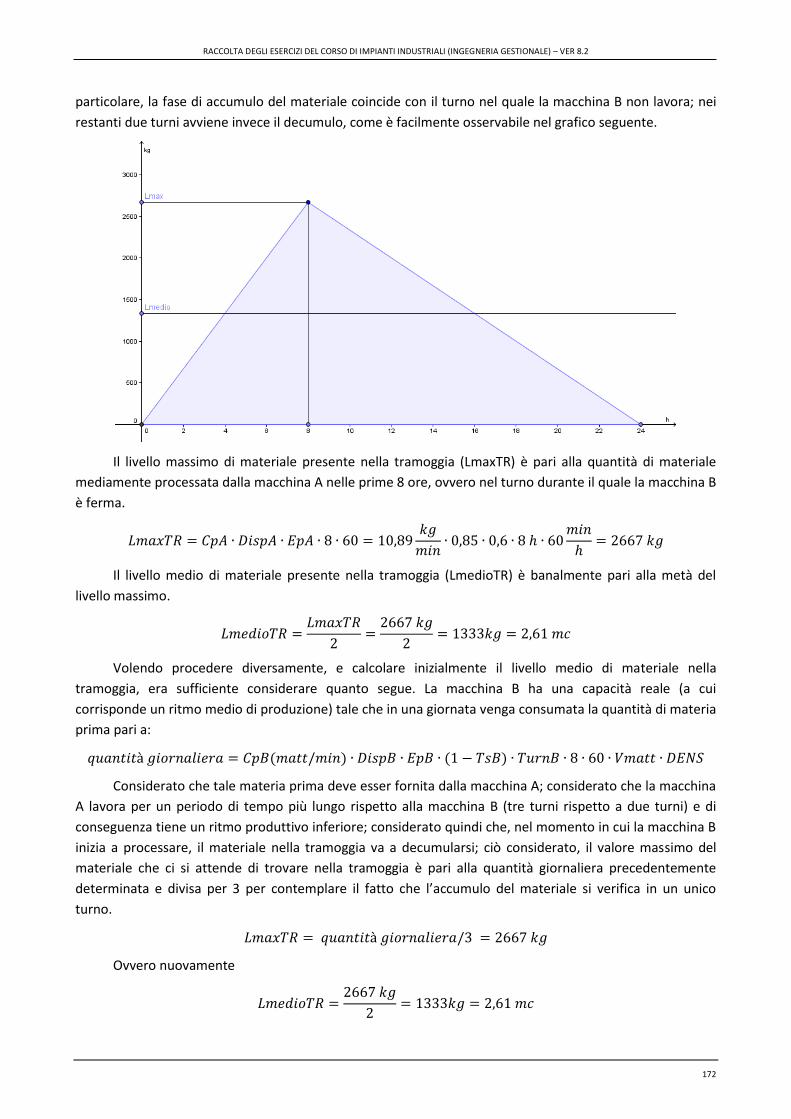
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
172
particolare, la fase di accumulo del materiale coincide con il turno nel quale la macchina B non lavora; nei
restanti due turni avviene invece il decumulo, come è facilmente osservabile nel grafico seguente.
Il livello massimo di materiale presente nella tramoggia (LmaxTR) è pari alla quantità di materiale
mediamente processata dalla macchina A nelle prime 8 ore, ovvero nel turno durante il quale la macchina B
è ferma.
𝐿𝑚𝑎𝑥𝑇𝑅 = 𝐶𝑝𝐴 ∙ 𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 8 ∙ 60 = 10,89𝑘𝑔
𝑚𝑖𝑛∙ 0,85 ∙ 0,6 ∙ 8 ℎ ∙ 60
𝑚𝑖𝑛
ℎ= 2667 𝑘𝑔
Il livello medio di materiale presente nella tramoggia (LmedioTR) è banalmente pari alla metà del
livello massimo.
𝐿𝑚𝑒𝑑𝑖𝑜𝑇𝑅 =𝐿𝑚𝑎𝑥𝑇𝑅
2=
2667 𝑘𝑔
2= 1333𝑘𝑔 = 2,61 𝑚𝑐
Volendo procedere diversamente, e calcolare inizialmente il livello medio di materiale nella
tramoggia, era sufficiente considerare quanto segue. La macchina B ha una capacità reale (a cui
corrisponde un ritmo medio di produzione) tale che in una giornata venga consumata la quantità di materia
prima pari a:
𝑞𝑢𝑎𝑛𝑡𝑖𝑡à 𝑔𝑖𝑜𝑟𝑛𝑎𝑙𝑖𝑒𝑟𝑎 = 𝐶𝑝𝐵(𝑚𝑎𝑡𝑡/𝑚𝑖𝑛) ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵 ∙ (1 − 𝑇𝑠𝐵) ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60 ∙ 𝑉𝑚𝑎𝑡𝑡 ∙ 𝐷𝐸𝑁𝑆
Considerato che tale materia prima deve esser fornita dalla macchina A; considerato che la macchina
A lavora per un periodo di tempo più lungo rispetto alla macchina B (tre turni rispetto a due turni) e di
conseguenza tiene un ritmo produttivo inferiore; considerato quindi che, nel momento in cui la macchina B
inizia a processare, il materiale nella tramoggia va a decumularsi; ciò considerato, il valore massimo del
materiale che ci si attende di trovare nella tramoggia è pari alla quantità giornaliera precedentemente
determinata e divisa per 3 per contemplare il fatto che l’accumulo del materiale si verifica in un unico
turno.
𝐿𝑚𝑎𝑥𝑇𝑅 = 𝑞𝑢𝑎𝑛𝑡𝑖𝑡à 𝑔𝑖𝑜𝑟𝑛𝑎𝑙𝑖𝑒𝑟𝑎/3 = 2667 𝑘𝑔
Ovvero nuovamente
𝐿𝑚𝑒𝑑𝑖𝑜𝑇𝑅 =2667 𝑘𝑔
2= 1333𝑘𝑔 = 2,61 𝑚𝑐

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
173
A questo punto si può anche giungere alla capacità produttiva di targa della macchina A attraverso la
facile considerazione che la capacità produttiva reale della macchina A deve essere tale da consentire
l’accumulo della quantità giornaliera sopra determinata, ovvero:
𝐶𝑝𝐴 =𝑞𝑢𝑎𝑛𝑡𝑖𝑡à 𝑔𝑖𝑜𝑟𝑛𝑎𝑙𝑖𝑒𝑟𝑎
𝑇𝑢𝑟𝑛𝐴 ∙ 𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 8 ∙ 60= 10,89 𝑘𝑔/𝑚𝑖𝑛
Per quanto concerne il dimensionamento delle pompe P1 e P2, è necessario ricordare che i sistemi
ausiliari devono sempre essere dimensionati sulle prestazioni di targa delle macchine alle quali sono
asserviti. Di conseguenza, la portata della pompa P2 deve essere tarata sulla capacità produttiva di targa
della macchina B.
𝑄𝑃2 = 𝐶𝑝𝐵 ∙ 𝑉𝑎𝑐𝑞 = 20𝑚𝑎𝑡𝑡
𝑚𝑖𝑛∙ 1,2
𝑙
𝑚𝑎𝑡𝑡= 24
𝑙
𝑚𝑖𝑛
Partendo dal medesimo presupposto, la portata della pompa P1 deve essere dimensionata in modo
da garantire, nell’arco delle 24 ore, la fornitura d’acqua necessaria ad alimentare la pompa P2, nei due turni
in cui essa è asservita alla macchina B.
𝑄𝑃1 =𝑄𝑃2 ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60
24 ∙ 60=
24𝑙
𝑚𝑖𝑛∙ 2𝑡𝑢𝑟𝑛𝑖 ∙ 8
ℎ𝑡𝑢𝑟𝑛𝑖
∙ 60𝑚𝑖𝑛
ℎ
24ℎ ∙ 60𝑚𝑖𝑛
ℎ
= 16𝑙
𝑚𝑖𝑛
Giova notare come, in questo particolare processo produttivo, a causa delle già sottolineate continue
inefficienze nell’arco della giornata e della presenza della vasca tra le due pompe, sia da ritenere corretto
anche il dimensionamento della portata della pompa P1 volto a garantire la sola fornitura d’acqua
necessaria per coprire il fabbisogno medio della macchina B, ovvero tarato sulla capacità produttiva reale
della macchina B:
𝑄𝑃1𝑎𝑙𝑡𝑒𝑟𝑛𝑎𝑡𝑖𝑣𝑎 =𝐶𝑝𝐵 ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵 ∙ 𝑉𝑎𝑐𝑞 ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60
24 ∙ 60
=20
𝑚𝑎𝑡𝑡𝑚𝑖𝑛 ∙ 0,95 ∙ 0,8 ∙ 1,2
𝑙𝑚𝑎𝑡𝑡 ∙ 2𝑡𝑢𝑟𝑛𝑖 ∙ 8
ℎ𝑡𝑢𝑟𝑛𝑖 ∙ 60
𝑚𝑖𝑛ℎ
24ℎ ∙ 60𝑚𝑖𝑛
ℎ
= 12,16𝑙
𝑚𝑖𝑛
Dimensionare la pompa P2 sulla capacità produttiva reale della macchina B è invece decisamente
errato, poiché, in tal caso, la pompa non sarebbe in grado di alimentare correttamente la macchina B nei
cicli di lavorazione – pur brevi – in cui essa lavora alla capacità produttiva di targa, cicli che si presentano
comunque nell’arco della giornata.
Valutazione della convenienza economica all'installazione della macchina NM
L'installazione della macchina NM porta ad un aumento della produzione giornaliera esattamente
pari al numero di mattonelle scartate dalla macchina B ed integralmente recuperate dalla macchina NM. La
presenza della macchina NM ha quindi l’effetto di annullare il tasso di scarto del sistema, eliminando
l’esigenza del ricircolo del materiale ed andando così ad aumentare la richiesta di materia prima processata
dalla macchina A, che dovrà conseguentemente mantenere un ritmo di produzione più elevato.
Per poter determinare il numero di mesi in cui si ripaga l’investimento è dunque necessario
confrontare l’entità dell’investimento (prezzo di acquisto della macchina NM) con l’aumento dei ricavi in un
mese, a sua volta calcolabile moltiplicando la quantità scartata mediamente in un mese per il margine di

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
174
contribuzione della singola mattonella, considerando che l’intera produzione prima scartata diventa ora
vendibile.
# 𝑚𝑒𝑠𝑖 =𝑃𝑛𝑚
𝐶𝑝𝐵 ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵 ∙ 𝑇𝑠𝐵 ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60 ∙22012
∙ 𝑀𝐴𝐶
=130.000 𝑒𝑢𝑟𝑜
20𝑚𝑎𝑡𝑡𝑚𝑖𝑛
∙ 0,95 ∙ 0,8 ∙ 0,14 ∙ 2𝑡𝑢𝑟𝑛𝑖 ∙ 8ℎ
𝑡𝑢𝑟𝑛𝑖∙ 60
𝑚𝑖𝑛ℎ
∙22012
𝑔𝑖𝑜𝑟𝑛𝑖𝑚𝑒𝑠𝑖
∙ 0,12𝑒𝑢𝑟𝑜
= 28,9 𝑚𝑒𝑠𝑖
Dimensionamento del sistema in presenza della macchina NM
Come detto, l’installazione della macchina NM e l’eliminazione del ricircolo causano un aumento
della quantità processata dalla macchina A, azzerando le rilavorazioni e quindi, di fatto, riportando il tasso
di qualità del sistema al 100%.
Per il dimensionamento della capacità produttiva di targa minima della macchina A è dunque
necessario procedere in maniera analoga al caso precedente, avendo però cura di eliminare il termine
(1 − 𝑇𝑠𝐵), in considerazione del fatto che la quantità di materia prima che in precedenza veniva
reimmessa nella tramoggia ora viene processata dalla macchina NM.
𝐶𝑝𝐴′ =𝐶𝑝𝐵 ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝 ∙ 𝑇𝑢𝑟𝑛𝐵 ∙ 8 ∙ 60 ∙ 𝑉𝑚𝑎𝑡𝑡 ∙ 𝐷𝐸𝑁𝑆
𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 𝑇𝑢𝑟𝑛𝐴 ∙ 8 ∙ 60
=20
𝑚𝑎𝑡𝑡𝑚𝑖𝑛
∙ 0,95 ∙ 0,8 ∙ 2 𝑡𝑢𝑟𝑛𝑖 ∙ 8 ℎ
𝑡𝑢𝑟𝑛𝑖∙ 60
𝑚𝑖𝑛ℎ
∙ 0,00125𝑚𝑐
𝑚𝑎𝑡𝑡∙ 510
𝑘𝑔𝑚𝑐
0,85 ∙ 0,6 ∙ 3 𝑡𝑢𝑟𝑛𝑖 ∙ 8ℎ
𝑡𝑢𝑟𝑛𝑖∙ 60
𝑚𝑖𝑛ℎ
= 12,67𝑘𝑔
𝑚𝑖𝑛
Come conseguenza dell’incremento di ritmo produttivo della macchina A, si registra un aumento del
livello massimo e medio di materiale all’interno della tramoggia TR.
𝐿𝑚𝑎𝑥𝑇𝑅′ = 𝐶𝑝𝐴′ ∙ 𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 8 ∙ 60 = 12,67𝑘𝑔
𝑚𝑖𝑛∙ 0,85 ∙ 0,6 ∙ 8 ℎ ∙ 60
𝑚𝑖𝑛
ℎ= 3101 𝑘𝑔
𝐿𝑚𝑒𝑑𝑖𝑜𝑇𝑅′ =𝐿𝑚𝑎𝑥𝑇𝑅′
2=
3101 𝑘𝑔
2= 1550 𝑘𝑔 = 3,04 𝑚𝑐
Si noti che tale incremento è esattamente pari a (1 − 𝑇𝑠𝐵), essendo questo l’unico termine di
variazione. Per cui il nuovo livello di materiale nella tramoggia poteva direttamente ottenersi come
𝐿𝑚𝑒𝑑𝑖𝑜𝑇𝑅′ =𝐿𝑚𝑒𝑑𝑖𝑜𝑇𝑅
(1 − 𝑇𝑠𝐵)
Per quanto riguarda, infine, il dimensionamento della pompa P1, è opportuno osservare come essa,
in questo caso, debba garantire, nell’arco delle 24 ore, la fornitura d’acqua necessaria ad alimentare,
mediante la pompa P2, le macchina B e NM nei due turni in cui esse lavorano. Considerato che la macchina
NM non potrà lavorare una quantità superiore a quella che verrebbe scartata dalla macchina B, il calcolo
può essere facilmente effettuato tramite:
𝑄𝑃1′ =𝑄𝑃1
(1 − 𝑇𝑠𝐵)= 18,24
𝑙
𝑚𝑖𝑛
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
175
Analogamente a quanto esposto nel caso di assenza della macchina NM, può essere considerato
accettabile anche il dimensionamento della portata della pompa P1 sulle capacità reali delle due macchine.
La scelta di dimensionare la pompa P1 nel “caso peggiore” ovvero nel caso in cui l’intera produzione di B
risulti non conforme e debba essere rilavorata dalla macchina NM, ipotesi che conduce ad un significativo
sovradimensionamento dell’impianto idrico, non è comunque del tutto ragionevole in virtù delle
specificazioni del testo circa la continuità dei valori nelle perdite di efficienza delle macchine.
Commenti
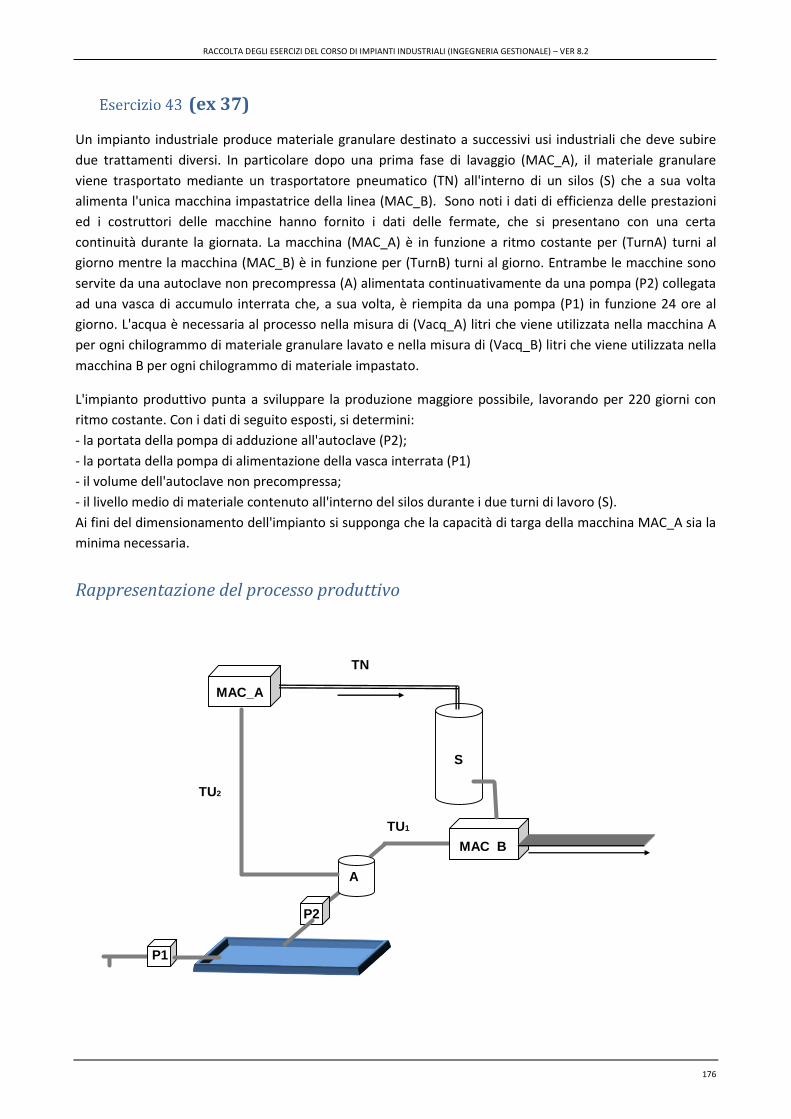
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
176
(ex 37)
Un impianto industriale produce materiale granulare destinato a successivi usi industriali che deve subire
due trattamenti diversi. In particolare dopo una prima fase di lavaggio (MAC_A), il materiale granulare
viene trasportato mediante un trasportatore pneumatico (TN) all'interno di un silos (S) che a sua volta
alimenta l'unica macchina impastatrice della linea (MAC_B). Sono noti i dati di efficienza delle prestazioni
ed i costruttori delle macchine hanno fornito i dati delle fermate, che si presentano con una certa
continuità durante la giornata. La macchina (MAC_A) è in funzione a ritmo costante per (TurnA) turni al
giorno mentre la macchina (MAC_B) è in funzione per (TurnB) turni al giorno. Entrambe le macchine sono
servite da una autoclave non precompressa (A) alimentata continuativamente da una pompa (P2) collegata
ad una vasca di accumulo interrata che, a sua volta, è riempita da una pompa (P1) in funzione 24 ore al
giorno. L'acqua è necessaria al processo nella misura di (Vacq_A) litri che viene utilizzata nella macchina A
per ogni chilogrammo di materiale granulare lavato e nella misura di (Vacq_B) litri che viene utilizzata nella
macchina B per ogni chilogrammo di materiale impastato.
L'impianto produttivo punta a sviluppare la produzione maggiore possibile, lavorando per 220 giorni con
ritmo costante. Con i dati di seguito esposti, si determini:
- la portata della pompa di adduzione all'autoclave (P2);
- la portata della pompa di alimentazione della vasca interrata (P1)
- il volume dell'autoclave non precompressa;
- il livello medio di materiale contenuto all'interno del silos durante i due turni di lavoro (S).
Ai fini del dimensionamento dell'impianto si supponga che la capacità di targa della macchina MAC_A sia la
minima necessaria.
Rappresentazione del processo produttivo
A
P1
TU1
TU2
MAC_B
MAC_A
S
P2
TN
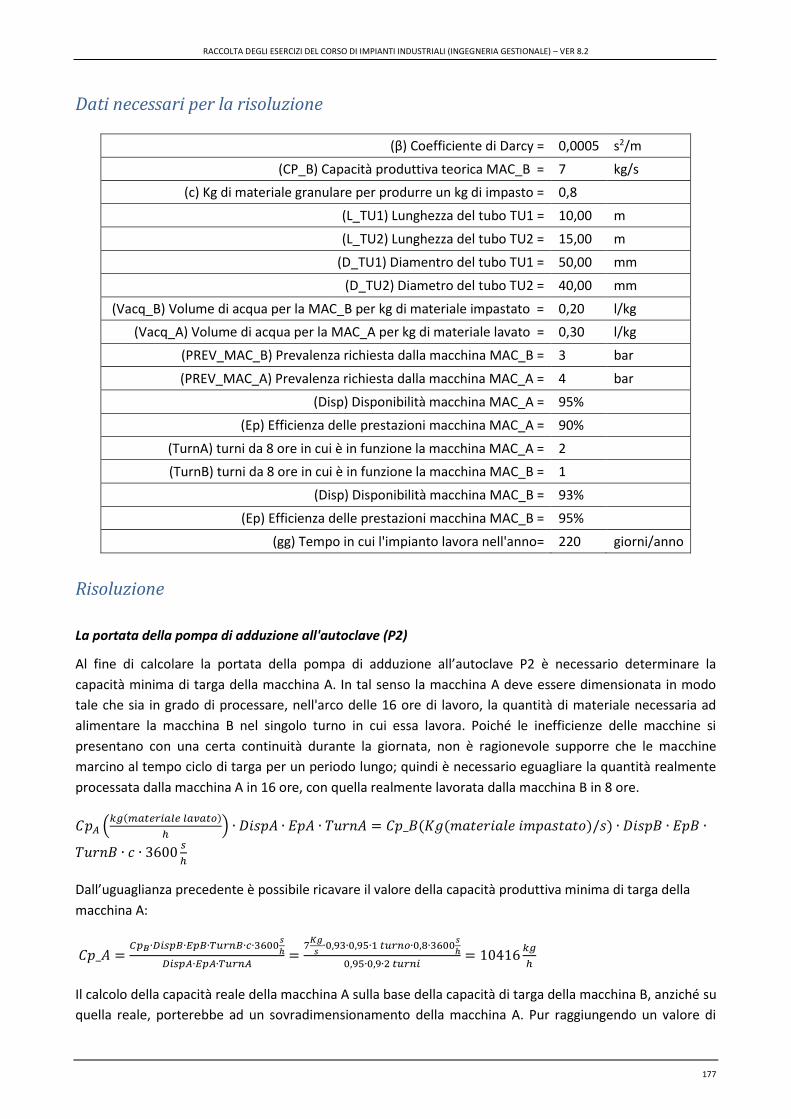
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
177
Dati necessari per la risoluzione
(β) Coefficiente di Darcy = 0,0005 s2/m
(CP_B) Capacità produttiva teorica MAC_B = 7 kg/s
(c) Kg di materiale granulare per produrre un kg di impasto = 0,8
(L_TU1) Lunghezza del tubo TU1 = 10,00 m
(L_TU2) Lunghezza del tubo TU2 = 15,00 m
(D_TU1) Diamentro del tubo TU1 = 50,00 mm
(D_TU2) Diametro del tubo TU2 = 40,00 mm
(Vacq_B) Volume di acqua per la MAC_B per kg di materiale impastato = 0,20 l/kg
(Vacq_A) Volume di acqua per la MAC_A per kg di materiale lavato = 0,30 l/kg
(PREV_MAC_B) Prevalenza richiesta dalla macchina MAC_B = 3 bar
(PREV_MAC_A) Prevalenza richiesta dalla macchina MAC_A = 4 bar
(Disp) Disponibilità macchina MAC_A = 95%
(Ep) Efficienza delle prestazioni macchina MAC_A = 90%
(TurnA) turni da 8 ore in cui è in funzione la macchina MAC_A = 2
(TurnB) turni da 8 ore in cui è in funzione la macchina MAC_B = 1
(Disp) Disponibilità macchina MAC_B = 93%
(Ep) Efficienza delle prestazioni macchina MAC_B = 95%
(gg) Tempo in cui l'impianto lavora nell'anno= 220 giorni/anno
Risoluzione
La portata della pompa di adduzione all'autoclave (P2)
Al fine di calcolare la portata della pompa di adduzione all’autoclave P2 è necessario determinare la
capacità minima di targa della macchina A. In tal senso la macchina A deve essere dimensionata in modo
tale che sia in grado di processare, nell'arco delle 16 ore di lavoro, la quantità di materiale necessaria ad
alimentare la macchina B nel singolo turno in cui essa lavora. Poiché le inefficienze delle macchine si
presentano con una certa continuità durante la giornata, non è ragionevole supporre che le macchine
marcino al tempo ciclo di targa per un periodo lungo; quindi è necessario eguagliare la quantità realmente
processata dalla macchina A in 16 ore, con quella realmente lavorata dalla macchina B in 8 ore.
𝐶𝑝𝐴 (𝑘𝑔(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙𝑒 𝑙𝑎𝑣𝑎𝑡𝑜)
ℎ) ∙ 𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 𝑇𝑢𝑟𝑛𝐴 = 𝐶𝑝_𝐵(𝐾𝑔(𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙𝑒 𝑖𝑚𝑝𝑎𝑠𝑡𝑎𝑡𝑜)/𝑠) ∙ 𝐷𝑖𝑠𝑝𝐵 ∙ 𝐸𝑝𝐵 ∙
𝑇𝑢𝑟𝑛𝐵 ∙ 𝑐 ∙ 3600𝑠
ℎ
Dall’uguaglianza precedente è possibile ricavare il valore della capacità produttiva minima di targa della
macchina A:
𝐶𝑝_𝐴 =𝐶𝑝𝐵∙𝐷𝑖𝑠𝑝𝐵∙𝐸𝑝𝐵∙𝑇𝑢𝑟𝑛𝐵∙𝑐∙3600
𝑠
ℎ
𝐷𝑖𝑠𝑝𝐴∙𝐸𝑝𝐴∙𝑇𝑢𝑟𝑛𝐴=
7𝐾𝑔
𝑠∙0,93∙0,95∙1 𝑡𝑢𝑟𝑛𝑜∙0,8∙3600
𝑠
ℎ
0,95∙0,9∙2 𝑡𝑢𝑟𝑛𝑖= 10416
𝑘𝑔
ℎ
Il calcolo della capacità reale della macchina A sulla base della capacità di targa della macchina B, anziché su
quella reale, porterebbe ad un sovradimensionamento della macchina A. Pur raggiungendo un valore di

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
178
capacità compatibile con l’alimentazione dell’impianto, tale ragionamento è considerato imperfetto in
considerazione sia della esplicita richiesta nel testo di supporre la capacità di targa della macchina A la
minima necessaria sia a motivo della continuità delle inefficienze nell’arco della giornata. Diversamente, è
assolutamente errato procedere dimensionando la capacità di targa della macchina A sulla base della
capacità di targa della macchina B poiché per tal via non si considerano le perdite di OEE.
Conoscendo le capacità produttive teoriche di entrambe le macchine dell’impianto è possibile determinare
la portata della pompa di adduzione all’autoclave P2. E’ necessario ricordare che i sistemi ausiliari devono
sempre essere dimensionati sulle prestazioni di targa delle macchine alle quali sono asserviti. Visto che la
pompa P2 serve sia la macchina A sia la macchina B la portata deve essere tarata sulla somma delle
capacità produttive di targa di entrambe le macchine.
𝑄𝑃2 =𝐶𝑝_𝐵∙3600
𝑠
ℎ∙𝑉𝑎𝑐𝑞_𝐵 + 𝐶𝑝_𝐴∙𝑉𝑎𝑐𝑞_𝐴
1000𝑙
𝑚𝑐
=7
𝐾𝑔
𝑠∙3600
𝑠
ℎ∙0,2
𝑙
𝐾𝑔+10416
𝑘𝑔
ℎ∙0,3
𝑙
𝐾𝑔
1000𝑙
𝑚𝑐
= 8,16𝑚𝑐
ℎ
Il volume dell'autoclave non precompressa
Per determinare il volume dell’autoclave non precompressa è necessario calcolare la pressione minima di
uscita dell’autoclave. In tal senso si procede con la determinazione dell’utenza critica dell’impianto
considerando la prevalenza richiesta dalle macchine e calcolando le perdite di carico nei tratti TU1 e TU2:
𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 𝑇𝑈1 = 𝑑𝑎𝑟𝑐𝑦 ∙ (𝑃𝑜𝑟𝑡𝑎𝑡𝑎 _𝐵)2 ∙𝐿𝑡𝑢𝑏𝑜_𝑇1
(𝑑𝑖𝑎𝑚_𝑇1)5 = 0,0005𝑠𝑒𝑐2
𝑚∙ (0,0014 𝑚𝑐/𝑠𝑒𝑐)2 ∙
10 𝑚
(0,05 𝑚)5 = 0,031 𝑚
𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 𝑇𝑈2 = 𝑑𝑎𝑟𝑐𝑦 ∙ (𝑃𝑜𝑟𝑡𝑎𝑡𝑎 _𝐴)2 ∙𝐿𝑡𝑢𝑏𝑜_𝑇2
(𝑑𝑖𝑎𝑚_𝑇2)5 = 0,0005𝑠𝑒𝑐2
𝑚∙ (0,0009 𝑚𝑐/𝑠𝑒𝑐)2 ∙
15 𝑚
(0,04 𝑚)5 = 0,055 𝑚
𝑝𝑟𝑒𝑣𝑎𝑙𝑒𝑛𝑧𝑎_𝐵 + 𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 𝑇𝑈1 = 30 𝑚𝐻2𝑂 + 0,0314 𝑚 = 30,03 𝑚
𝑝𝑟𝑒𝑣𝑎𝑙𝑒𝑛𝑧𝑎_𝐴 + 𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 𝑇𝑈2 = 40 𝑚𝐻2𝑂 + 0,055 𝑚 = 40,06 𝑚 Utenza critica.
𝑃𝑟𝑒𝑠𝑠𝑖𝑜𝑛𝑒 𝑚𝑖𝑛𝑖𝑚𝑎 𝑑𝑖 𝑢𝑠𝑐𝑖𝑡𝑎 𝑑𝑎𝑙𝑙′𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 𝑃2 = 𝑝𝑟𝑒𝑣𝑎𝑙𝑒𝑛𝑧𝑎_𝐴 + 𝑝𝑒𝑟𝑑𝑖𝑡𝑒 𝑑𝑖 𝑐𝑎𝑟𝑖𝑐𝑜 𝑇𝑈2 = 40,06 𝑚
Il volume dell’autoclave non precompressa risulta, quindi, essere pari a:
𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑒𝑙𝑙′𝑎𝑢𝑡𝑜𝑐𝑙𝑎𝑣𝑒 =𝑄∙(𝑃𝑚𝑖𝑛+10)∙(𝑃𝑚𝑖𝑛)
100=
0,10𝑚𝑐
𝑠𝑐𝑎𝑡𝑡𝑜∙(40,06 𝑚+10)∙40,06 𝑚
100= 2,05 𝑚3
essendo Q la quantità d’acqua pari alla differenza tra il volume massimo di acqua all’interno dell’autoclave
che fa staccare la pompa, e il volume minimo di acqua che fa attaccare la pompa. Tale quantità è legata,
attraverso la dinamica di riempimento e svuotamento dell’autoclave, al numero di scatti orario Z dalla
seguente relazione:
𝑄 =𝑄𝑚𝑎𝑥
4∙𝑍𝑚𝑎𝑥=
8,16𝑚𝑐
ℎ
4∙20𝑠𝑐𝑎𝑡𝑡𝑖
ℎ
= 0,10𝑚𝑐
𝑠𝑐𝑎𝑡𝑡𝑜

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
179
La portata della pompa di adduzione all'autoclave (P1)
La pompa P1 alimenta la vasca nelle 24 ore giornaliere; in questo caso si dimensiona la pompa P1 sulla
quantità di acqua media richiesta dalle utenze nell’arco delle 24 ore giornaliere. Il dimensionamento della
pompa a monte della vasca sulla capacità produttiva teorica delle macchine a valle, porterebbe ad un
sovradimensionamento del sistema di pompaggio che risulta comunque ammissibile per il funzionamento
della linea ma non propriamente corretto poiché non si tiene conto dei reali fabbisogni del sistema
produttivo in presenza di un elemento (la vasca) di disaccoppiamento tra la pompa e le stazioni a valle.
𝑄𝑃1 =𝐶𝑝_𝐵∙𝐷𝑖𝑠𝑝𝐵∙𝐸𝑝𝐵∙3600
𝑠
ℎ∙𝑉𝑎𝑐𝑞_𝐵∙𝑇𝑢𝑟𝑛𝐵+ 𝐶𝑝_𝐴∙𝐷𝑖𝑠𝑝𝐴∙𝐸𝑝𝐴∙𝑉𝑎𝑐𝑞_𝐴∙𝑇𝑢𝑟𝑛𝐴
3𝑡𝑢𝑟𝑛𝑖
𝑔∙1000
𝑙
𝑚𝑐
=
7𝐾𝑔
𝑠∙0,93∙0,95∙3600
𝑠
ℎ∙0,2
𝑙
𝐾𝑔∙1 𝑡𝑢𝑟𝑛𝑜+10416
𝑘𝑔
ℎ∙0,95∙0,9∙0,3
𝑙
𝐾𝑔∙2 𝑡𝑢𝑟𝑛𝑖
3𝑡𝑢𝑟𝑛𝑖∙1000𝑙
𝑚𝑐
= 3,27𝑚𝑐
ℎ
Il livello medio di materiale contenuto all'interno del silos durante i due turni di lavoro:
Il silos ha la funzione di disaccoppiare la macchina A dalla macchina B, in modo che l’una non influenzi
l’altra, più che nei termini di propagazione di perdite di disponibilità ed efficienza delle prestazioni,
soprattutto nei termini di consentire l’accumulo del materiale processato dalla macchina A nel turno in cui
la macchina B è ferma. Disponendo del valore della capacità produttiva della macchina A è ora possibile
procedere al calcolo del livello medio di materiale presente nel silos. In particolare, la fase di accumulo del
materiale coincide con il turno nel quale la macchina B non lavora; nel turno seguente avviene invece il
decumulo, come è facilmente osservabile nel grafico seguente.
Il livello massimo di materiale presente nel silos è pari alla quantità di materiale mediamente processata
dalla macchina A nelle prime 8 ore, ovvero nel turno durante il quale la macchina B è ferma.
𝐿𝑚𝑎𝑥𝑆 = 𝐶𝑝𝐴 ∙ 𝐷𝑖𝑠𝑝𝐴 ∙ 𝐸𝑝𝐴 ∙ 1 𝑡𝑢𝑟𝑛𝑜 = 10416𝑘𝑔
ℎ∙ 0,95 ∙ 0,9 ∙ 8 ℎ = 71245 𝑘𝑔
Il livello medio di materiale presente nel silos (LmedioS) è banalmente pari alla metà del livello massimo.
𝐿𝑚𝑒𝑑𝑖𝑜𝑆 =𝐿𝑚𝑎𝑥𝑆
2=
71245,44 𝑘𝑔
2= 35622,72𝑘𝑔
0
10000
20000
30000
40000
50000
60000
70000
80000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Lmax
Lmedio
h
Kg

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
180
(ex 8)
Un impianto industriale produce tavolette di crusca per una linea di prodotti dietetici. La materia
prima in polvere viene trasportata dal magazzino (M) alla linea di produzione attraverso un sistema di
trasporto pneumatico in depressione a 0,8bar, comandato da un compressore tipo "roots" (P). Nella linea,
una prima macchina compattatrice (A) realizza tavolette di dimensioni 10 x 6 x 1,5 cm; le tavolette vengono
poi trasportate attraverso un nastro (N) al forno (F) dove subiscono una cottura di qualche minuto a bassa
temperatura; infine vengono inviate alla macchina inscatolatrice (B) che realizza confezioni da 12 tavolette.
Non tutte le lavorazioni effettuate dalla macchina (A) vanno però a buon fine: una parte (y) delle tavolette
che escono dalla macchina (A) sono incomplete o in parte sbriciolate. Per questo motivo, un dispositivo
ottico automatico (D) provvede a scaricare dal nastro le tavolette imperfette, che vengono rimacinate nella
macchina (C) che dispone di un piccolo buffer all'ingresso dei materiali; la materia prima così rimacinata
viene quindi reimmessa nella tramoggia che alimenta la macchina (A). A consuntivo però, nel processo di
rilavorazione degli scarti della macchina (A) si registra comunque una perdita di una certa percentuale (x) di
materia prima, dovuta al fatto che parte della crusca delle tavolette sbriciolate si perde prima di
raggiungere la macchina (C). Il forno (F) è dotato di scaffali rotanti e può contenere un elevato numero di
tavolette; per questo motivo funge anche da buffer di disaccoppiamento tra la macchina (A) e la macchina
(B), e non produce scarti. La macchina (B) invece, ha una certa percentuale di scarto dovuta al fatto che il
robot che preleva le tavolette per disporle nella confezione alcune volte le distrugge; in questi casi non è
completamente possibile recuperare la materia prima.
Si stabilisca qual’ è il valore più opportuno della potenza del compressore che comanda il circuito
pneumatico, determinando nello specifico:
la portata di crusca necessaria ad alimentare l'impianto;
la portata d'aria necessaria nel condotto del trasporto pneumatico.
Si indichino inoltre gli elementi degni di nota relativi al dimensionamento di potenza del compressore
per lo specifico sistema di trasporto pneumatico.
Si noti che nei sopraindicati dati non è presente il valore della disponibilità della macchina (A);
eppure, ragionevolmente, anche questa si troverà ad essere ferma, in orario di lavoro, a causa ad esempio
di eventuali guasti. Si determini dunque il numero di ore di fermo macchina che è possibile tollerare in una
settimana, ovvero, qual è il massimo numero di ore in cui la macchina (A) può essere ferma, in un
settimana, prima di essere certi di non riuscire più a soddisfare la domanda.
Infine si calcoli il minimo valore della capacità produttiva che la macchina (B) deve avere per poter
soddisfare la domanda.
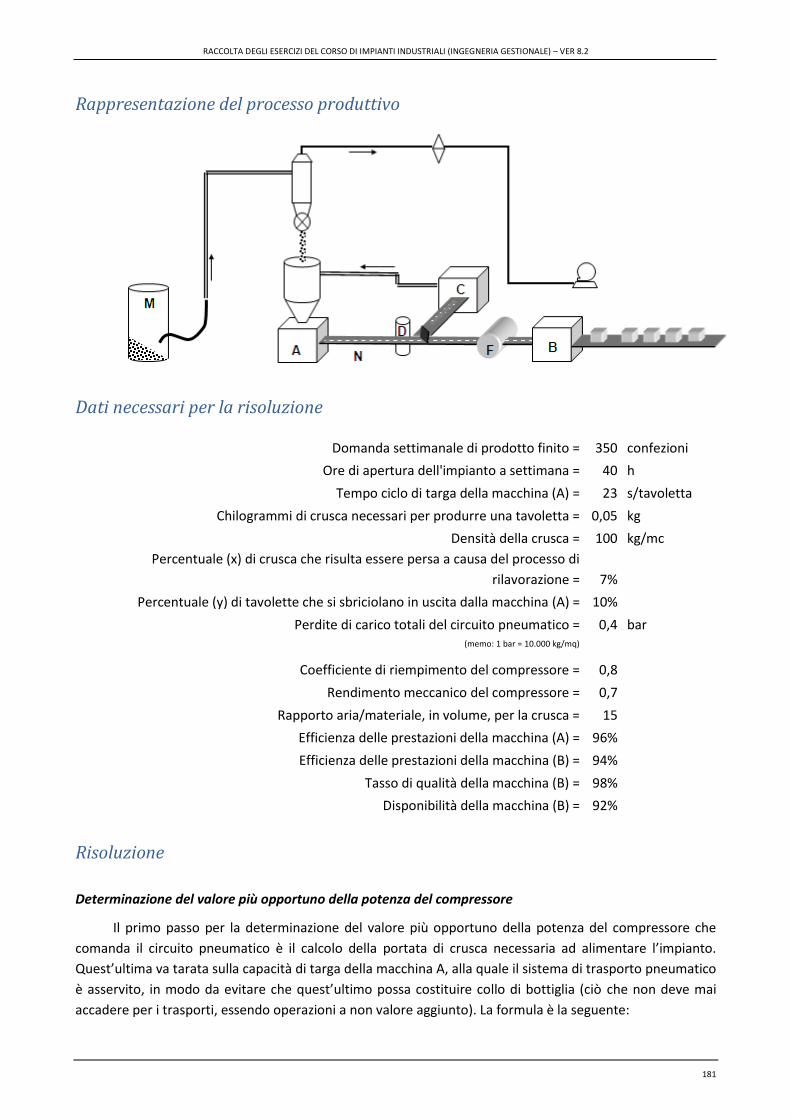
RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
181
Rappresentazione del processo produttivo
Dati necessari per la risoluzione
Domanda settimanale di prodotto finito = 350 confezioni
Ore di apertura dell'impianto a settimana = 40 h
Tempo ciclo di targa della macchina (A) = 23 s/tavoletta
Chilogrammi di crusca necessari per produrre una tavoletta = 0,05 kg
Densità della crusca = 100 kg/mc
Percentuale (x) di crusca che risulta essere persa a causa del processo di
rilavorazione = 7%
Percentuale (y) di tavolette che si sbriciolano in uscita dalla macchina (A) = 10%
Perdite di carico totali del circuito pneumatico = 0,4 bar (memo: 1 bar = 10.000 kg/mq)
Coefficiente di riempimento del compressore = 0,8
Rendimento meccanico del compressore = 0,7
Rapporto aria/materiale, in volume, per la crusca = 15
Efficienza delle prestazioni della macchina (A) = 96%
Efficienza delle prestazioni della macchina (B) = 94%
Tasso di qualità della macchina (B) = 98%
Disponibilità della macchina (B) = 92%
Risoluzione
Determinazione del valore più opportuno della potenza del compressore
Il primo passo per la determinazione del valore più opportuno della potenza del compressore che
comanda il circuito pneumatico è il calcolo della portata di crusca necessaria ad alimentare l’impianto.
Quest’ultima va tarata sulla capacità di targa della macchina A, alla quale il sistema di trasporto pneumatico
è asservito, in modo da evitare che quest’ultimo possa costituire collo di bottiglia (ciò che non deve mai
accadere per i trasporti, essendo operazioni a non valore aggiunto). La formula è la seguente:

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
182
𝑄𝑐𝑟𝑢𝑠𝑐𝑎 =𝑃𝑡𝑎𝑣𝑜𝑙𝑒𝑡𝑡𝑎
𝑇𝐶𝑡𝑒𝑜𝑟𝑖𝑐𝑜 𝐴 ∙ 𝐷𝑐𝑟𝑢𝑠𝑐𝑎= 0,000021 𝑚𝑐/𝑠
dove 𝑄𝑐𝑟𝑢𝑠𝑐𝑎 è la portata di crusca,
𝑃𝑡𝑎𝑣𝑜𝑙𝑒𝑡𝑡𝑎 è il peso di una tavoletta,
𝑇𝐶𝑡𝑒𝑜𝑟𝑖𝑐𝑜 𝐴 è il tempo ciclo teorico della macchina A,
𝐷𝑐𝑟𝑢𝑠𝑐𝑎 è la densità della crusca.
Una volta calcolato il valore della portata di crusca è immediato calcolare la portata di aria necessaria
nel condotto del trasporto pneumatico:
𝑄𝑎𝑟𝑖𝑎 = 𝑄𝑐𝑟𝑢𝑠𝑐𝑎 ∙ 𝑅𝑎𝑝𝑝 = 0,00032 𝑚𝑐/𝑠
dove 𝑄𝑎𝑟𝑖𝑎 è la portata d’aria,
𝑅𝑎𝑝𝑝 è il rapporto tra aria e materiale.
Per calcolare la potenza del compressore di tipo “roots” si utilizzerà la seguente espressione:
𝑃 =𝑄𝑎𝑟𝑖𝑎 ∙ 𝐻
102 ∙ 𝜆𝜈 ∙ 𝜂𝑚 ∙ 𝜂𝑒
Calcolo del massimo numero di ore in cui la macchina A può essere ferma
Al fine di determinare quante ore di fermo della macchina A sono tollerabili in una settimana è
necessario confrontare il tempo ciclo massimo che garantisce di soddisfare la domanda settimanale e il
tempo ciclo teorico della macchina A.
Si calcola il numero di unità che la macchina A deve lavorare, tarandola sul tasso di qualità proprio e
della macchina a valle B:
𝑄𝐴 =𝐷𝑜𝑚𝑠𝑒𝑡𝑡 ∙ 12
𝑡𝑎𝑣𝑐𝑜𝑛𝑓
𝑞𝐵 ∙ (1 − 𝑦)= 4761
𝑡𝑎𝑣
𝑠𝑒𝑡𝑡
Il tempo ciclo massimo che la macchina A non deve superare per riuscire a produrre la quantità QA è
dato quindi dalla seguente espressione:
𝑇𝐶𝐴 𝑚𝑎𝑥 =
𝑇𝑎𝑝𝑒𝑟𝑡𝑢𝑟𝑎
𝑄𝐴= 30,2
𝑠
𝑡𝑎𝑣
Dove 𝑇𝑎𝑝𝑒𝑟𝑡𝑢𝑟𝑎 è il tempo di apertura dell’impianto.

RACCOLTA DEGLI ESERCIZI DEL CORSO DI IMPIANTI INDUSTRIALI (INGEGNERIA GESTIONALE) – VER 8.2
183
Noto il tempo ciclo massimo e teorico della macchina A è quindi possibile calcolare la disponibilità
minima per la macchina A da mantenere per soddisfare la domanda (e quindi, come complemento a 1, le
perdite di disponibilità massime accettabili).
𝐷𝑖𝑠𝑝𝐴𝑚𝑖𝑛 =
𝑇𝑐𝐴 𝑚𝑎𝑥
𝑇𝑐𝐴 𝑡𝑒𝑜𝑟𝑖𝑐𝑜
∙ 𝐸𝑝𝐴 = 0,79
Infine, dalla disponibilità si ricavano le ore di fermo della macchina A che possono essere tollerate in
una settimana.
𝑂𝑟𝑒_𝑓𝑒𝑟𝑚𝑜𝐴 = 𝑇𝑎𝑝𝑒𝑟𝑡𝑢𝑟𝑎 ∙ (1 − 𝐷𝑖𝑠𝑝𝐴) = 8,4 ℎ
𝑠𝑒𝑡𝑡
Calcolo del minimo valore della capacità produttiva che la macchina B
Il calcolo della capacità produttiva minima della macchina B è immediato, avendo a disposizione tutti
i dati necessari. La formula è la seguente:
𝐶𝑝𝐵
𝑚𝑖𝑛 =𝐷𝑠𝑒𝑡𝑡𝑖𝑚𝑎𝑛𝑎𝑙𝑒
𝐸𝑝𝐵∙ 𝐼𝑞𝐵 ∙ 𝐷𝐵 ∙ 𝑇𝑎𝑝𝑒𝑟𝑡𝑢𝑟𝑎
= 0,17 𝑐𝑜𝑛𝑓
𝑚𝑖𝑛
Commenti