Elaboración de quitosano en cápsulas como fibra dietética a partir de los residuos del...
19
Capitulo: I . Diseño de la planta de tratamiento de agua residual. método usando un reactor UASB, de la compañía GESSA. anaeroDio,
Transcript of Elaboración de quitosano en cápsulas como fibra dietética a partir de los residuos del...

Capitulo:
I .
Diseño de la planta de tratamiento de agua residual.
método usando un reactor UASB, de la compañía GESSA.
anaeroDio,

Introduccich:
La ingenieria ambiental se a definido como una disciplina que se preocupa por ta pioteccidn del medio ambiente, de la actividad de numerosos contaminantes potenciales (qulmicos, bioldgicos y radiactivos), trata de proteger el medio ambiente, donde exista una amonla con la salud humana.
En la últimas dbcadas se a dado importancia a los desechos sdlidos, líquidos y gaseosos, buscando soluciones para retntegrartos dentro del ciclo bioldgico y evttar el detenoro ecoldgico.
El desarrollo de procesos para el tratamiento de desechos a aumentado en importancia, en particular el tratamiento de líquidos (Aguas residuales), provenientes del sector doméstico, municipal e industrial.
El desarrollo de procesos para el tratamiento de aguas a surgido como respuesta a la demanda social, referente a la salud pública y a la contaminacibn ambiental.
Existe una clasificacidn de los mbtodos paran el tratamiento de los efluentes y son; flsicos, químicos y bioldgicos.
Las plantas de tratamiento de aguas residuales hacen combinación de las tres operaciones.
Procesos Fiscos.
Este método de tratamiento, involucra la interacción de fuerzas fisicas; la gravedad, diferencia de cargas, diferencia de la densidad, concentraci6n y tamatlo de partículas.
Procesos Quimicos.
Para llevar a cabo la remocidn o transformacibn de contaminantes, se adicionan reactivos químicos, no intervienen microorganismos. En el proceso químico se usa sulfato de aluminio, sulfato ferrico, d hidr6Ado de calcio, depende del tipo de agua a tratar, pero en la mayoría de los casos ocurre coagulacidn- floculacidn -precipitacidn y adsorción química, después de éste proceso se lleva acabo la desinfeccidn.
Procesos Blolbglcos.
Básicamente se llevan a cabo dos tipos de procesos (anaerobio y aerobio) para la remocidn de materia biodegradable (soluble o coloidal) del agua residual. Los contaminantes presentes son transformados en materia celular, energia para el metabolismo o en otros compuestos orgánicos e inorgánlcos que se liberan al medio ambiente.

Entre los principales objetivos del tratamiento de aguas resjduales se encuentra:
1 ) Remoción de sólidos flotantes o suspendidos. 2) Remocibn de materia orghnica biodegradable. 3) Eliminacidn de microorganismos patdgenos. 4) Remocidn de minerales eutroflcantes (& y PI, compuestos orgfdnicos e inorganicos t6xicos (metales pesados}.
El rndtodo de tratamiento a elegir debe basarse en el conocimiento de !os diversos componentes en el agua reddual. De la organización de los efluentes, de las exigencias de ¡a secretaria de ecologia y de la separacidn de los contaminantes del agua residual, el agua tratada estara lista para su eliminación o apta para diversos usos.
Los efluentes de la compañia GESSA, se distribuyen de la siguiente manera (ver diagrama). La suma de todos los flujos tienen un total de 60 m31día.

Distribucibn de los efluentes de la compafiía GESSA (60 m3/dia)
a) Agua de hvado
NaOH Q=28 m3/dia
1 V
H202. Q= 4 mfidla Sedimentador
Fhtador
e) Deacctihdo con NaOH
Ecuabador
de producto intermedio
pisos, ect. Q= 5 rnYdia. Reactor WS8
t h) Servicios: Q= 4 m3dia. I
i

Descripcibn general de las corrientes del efluente en !a producci6n de quitosano, de la compail ia GESSA.
Agua de lavado.
Llna ves recibida la materia prima, cabeza de camardn (cefalotorax de camarbn), debe acondicionarse por medio de secado o pasar directamente a proceso. En principio se lleva a cabo un lavado para eliminar toda materia extrafla, donde se utiiiza 2.14 m3iton de materia prima. Esta corriente contiene restos de la cabeza de camarbn, arena, etc. La materia organica disuelta es casi nula ya que no hay material que se solubilice, por lo que Csta corriente sólo necesitaria un tratamiento primario para desecharse, pero se opto por combinarlo con las dernBs cor-rientes para su tratamiento, con el objeto de disminuir, de ser posible la alcalinidad presente en los demas efluentes.
Las comentes b, c, d, e y f provienen todas del proceso del quitosano, las cuales son predominantemente alcalinas, por lo tanto, es necesario hacer un anelisis para tomar en cuenta la alcalinidad final de todos los efluentes, tomando en consideracidn que la alcalinidad tiene ciertos eiectos negativos sobre el proceso anaerobio,el flujo total de estas corrientes es de 48 m2/dia. La corriente h es agua de lavado; equipo y pisos con un flujo de 5 m3/dla, &te flujo se decidi6 mezcla~lo con el agua de servicios (Q=4 m3/dla), para despues llevarlos hasta el sedimientador y flotador, se considera que no hay material extrafio de tamaflo superior a 0.5 mm de dihmetro.
El flujo de agua residual 60 m3dla se considera de ripo dombstica, por lo que se propone: pretratamiento, t.ratamiento primario, tratamiento secundario y desinfeccibn tomando como 3ase, que e¡ efluente se reutilbra para descarga sanitaria, riego de Breas verdes y lavado de pisos.
Parfrmetro Concentracidn promedio (mg/L) S6lidos totales(TS)
1 O0 Alcalinidad como C a c a Nitrdgeno Total I 40 Carbbn orghnico total (TOC) I160 DQO 500 DBos 1 220
1 65 Sólidos suspendidos vol&tiles (SSV) 220 J Sblidos suspendidos (SS) 500 Sdlido disueltos totales (TDS) 720
pH 7-8 I t I

Todas las corrientes anteriores se mezclan en el sedimentaror-flotador para eliminar sedimentos y materta florante, el efluente continua a un tanque ecualimdor, con el fin de regular el flujo, posteriormente se llevara a cabo el tratamiento secundario (proceso anaerobio (reactor UAS8).
El agua de proceso de la industria GESSA debe de cumplir con las mormas de aguas residuales, NOM-001-ECOL-1996 y NOM-002-ECOL-1996 con la finalidad de prevenir el deterioro ecolbgico de los rios y mantos acuíferos.
Tomando en cuenta los parárnetros del agua residual domdstica se pretende dismlnuir la OSOS de 200 a 40 mgk .
Para el tratamiento de ahuas residuales se propone seguir el siguiente diagrama de bloques 2.
Descripclón de equipos y parámetros de dlseño.
Agua residual.
Todo el proceso de tratamiento primario se lleva a cabo por medio de gravedad, para disminuir en lo posible el uso de energla.
Crlbado.
En Bsta operaci6n unitaria tiene como finalidad eliminar de las aguas residuaies todo tipo de materia orgbnica e inorghnica para evitar su acumulacibn en los siguientes tratamientos, causando taponamientos y obstrucciones .
En esta parte del proceso se elimina material con un tamaAo de partfcula mayor a 6.5 cm o mayor, su eliminacibn se har i manualmente, para este fln se utilimn rejillas, de malla de 0.5 cm de abertura, colocadas con respecto al flujo en un angula de 30 grados.
Desarenador.
Las aguas residuales provenientes del proceso de quitosano contienen relativamente cantidades pequefias de arena, pero estas no deben de encontrarse en el efluente ya que pueden dafiar a las bombas por abrasidn y causar serias dificultades de operaci6n en los tanques de sedirnentacidn y en la digestidn de los iodos, por acumularse alrededor de las salidas causando obstrucclón.
Los desarenadores deben de disefiarse de manera que la velocidad SS püeda toiltrolar para que se acerque lo mhs posible a 0.3 mls. El tlempo de retencibn debe basarse en el !amaAo de las partículas que deben de separarse y generalmente varia de 20 a 60 S, por lo tanto es importante controlar el flujo de entrada.

1

Sólidos sedlmentables.
Los sedimentadores se diseflan para retirar de las aguas residuaies los solidos organicos e inorganicos sedlmentables, mediante la utiiizaci6n de la fuerza de gravedad eiltre el material sedimentable y el agua. Los s6lidos se substraen continuamente o por intervalos de tiempo, para evitar la descomposicidn de la materia orgidnica, que causa formaci6n de gases.
Los s6lidos sedimentables se substraen continuamente o et1 intervalos de tiempo, para evitar la descomposicibn se materia organica, así como la formacidn de gases. La forma geometrica que se propone es rectangular. tedricamente !os mejores sedimentadores deben de tener una longitud proporcional a su ancho, la profuildidad no debe de ser mayor a 3 metros.
Para este tipo de equipos es importante disedar adecuadamente los dispositivos de entrada y salida del tanque, para evitar turbulencia, con distribución homogknea, un factor importante es el de tjempo de retencidn que debe de estar entre 90 a 150 min.
Los factores m8s importantes de un tanque de sedimentaci6n son:
1 .- El agua al entrar el tanque no debe de provocar turbulencia. 2.- Debe de impedirse corrientes de corto circuito entre la entrada y salida. 3.- El el'luente a ia sallda no debe de provocar arrastre de material sedimentado hacia afuera.
El porcentaje de remoci6n se s6lidos suspendidos esta en funci6n de !a carga superficial, la cual se expresa como el caudal medio diario, dMdido entre el area sti erficiai del sedimentador. Se recomienda que la carga superticia1 no exceda a 24 m'irn'' día para flujos menores a 40C0 m'ldla.
E s estos sedimentadores primarios se remueve eritre el 50 al 70% de s6lidos suspendidos y de 25 a 40% de DBOj.
Tratamiento anaerobio.
Consideraciones para el diseflo del reactor UASB.
Este sistema tiene la caracteristica de ser económico, tanto en su operación y mantenimiento, como en los desechos que se generan.
El, nivel de degradaci6n se encuentra entre el 60 al 70% de la materia orgélnlca disuelta, de donde el 90 % es producción de biogas (30% de Co;! , 70 % de C& y trazas de *S) y un 10 % de biomasa.
Este slstema es eficiente en el contacto substrato-microorganismo, tiene un tiempo de retención que varía entre 6 y 12 h. Hay diferencia con los sistemas de fosa séptica y tanque

Imhoff, ect. que tienen tiempos de retencibn hidraulica de días y tiempos de retencibn celular de meces, el contacto entre materia orghnlca - microorganrsmo es baja.
El reactor anaerobio de flujo ascendente (UASB) , se base en la formacibn de una cama de Iodos en el fondo del reactor. Su construcci6n es simple, tiene aplicacibn tanto a pequeila escala y gran escala. Los microorganismos (lodos) se desarrollan en forma de pellets sumamente activos con alta capacidad de sedimentación, io cual confiere al sistema estabilidad y cierta resistencia a compuestos tbxicos, es resistente a variacibn a la carga organica entrante.
La purga de Iodos y biogas generado se utiliza como material de composteo y energético.
El agua residual se introduce al reactor por la parte inferior y se distribuye homogéneamente en toda el area de este. El flujo ascendente atraviesa el lecho de Iodos donde fa materia orgánica se transforma principaimente en biogas. En la parte media del reactor existe un separador gas-s6lidos-liquido y un colector del biogas, el separador tiene la funcidn se evitar la fuga de materia orgdnica. El efluente que obtenido del reactor tiene materia organica remanente, para su tratamiento, puede incorporarse un reactor aerobio de pulimiento, que tendría un costo mucho menor que si el agua residual se tratara por este medio.
Hace falta hacer consideraciones para eliminar nitrbgeno derivado del aislamiento de la proteína y iones de calcio y sodio que existen en abundancia, por la naturaleza misma del proceso, debido a que &te no es ntiestro objetrdo sólo se menciona para tenerlo presente en caso de llevar a cabo un tratamiento terciario.
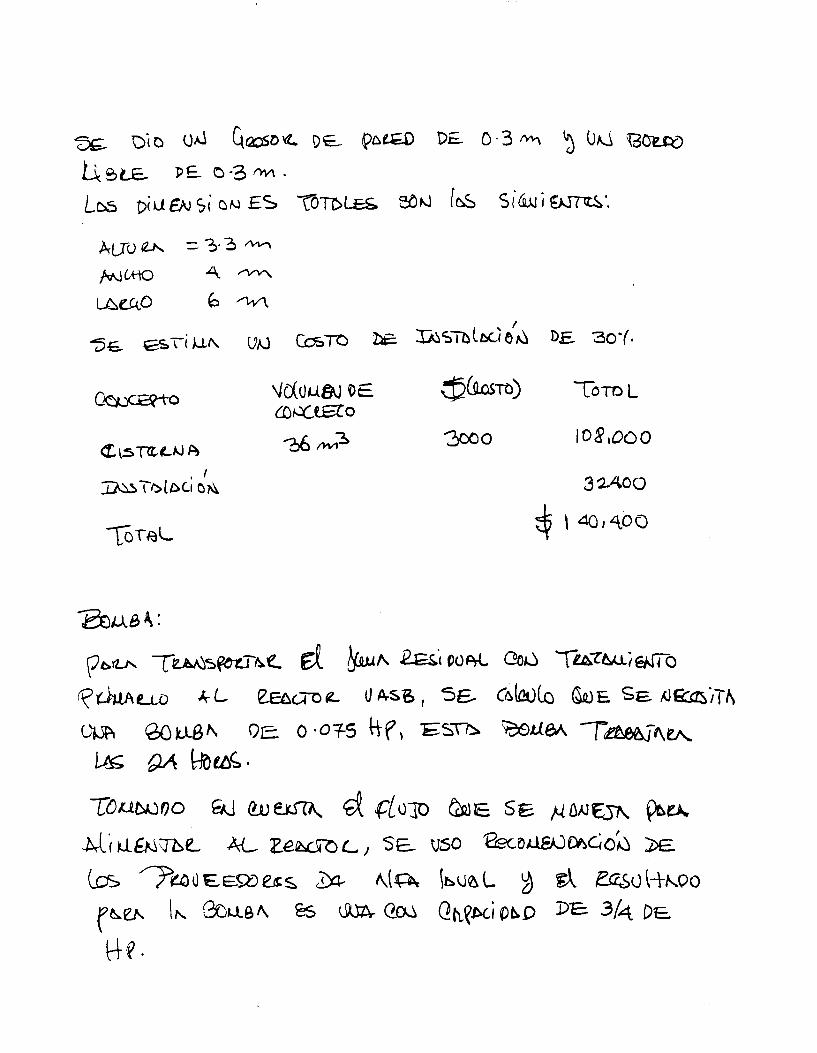
Cisterna de acumulación.
Debido al tratamiento que se eligib, queda materia orghnica sin tratar, por lo que se decidlb acumular el agua tratada en .una cisterna donde podrh tratarse con cioro para la desinfeccibn y quedar lista para su uso en riego y servicios .






L =F

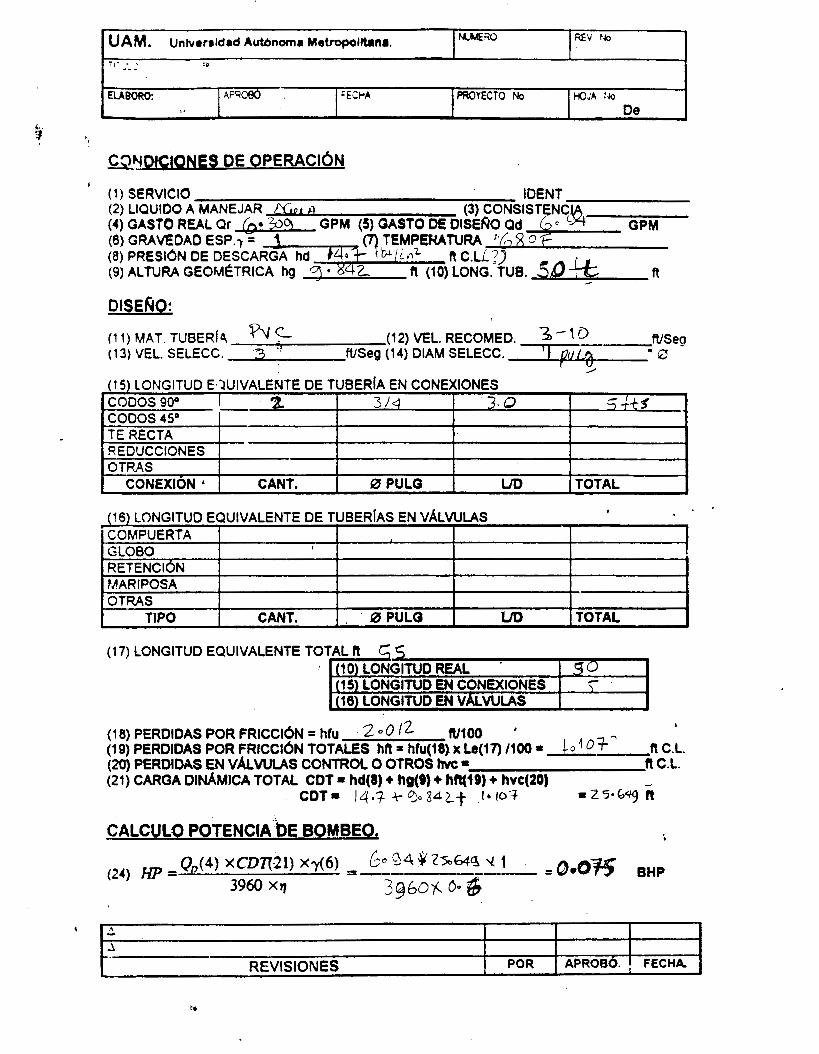
C3rU-S DE OPERAC16N I
SERVlClO IDENT LlQUlbO A MANEJAR &I t ) (3) CONSISTENC GASTO REAL Qr 4 6 3 q GPM (S) GASTO DE DISEfiO Qd 6 'fi GPM
PRES16N DE DE.SCt4R-J b/in2 R C.LL 2J e GRAVEDAD ESP.., = TEMPERATURA 2 0 F ALTURA GEOM&TRICA hg al fl (10) LONG. TUB. .''O , n
c
DISEfi0:
(1 1) MAT. TUBER14 m?- (12) VEL. RECOMED. 3 - ' o - WSeg ( 1 3) VEL. SELECC. -3 '' WSeg (14) DlAM SELECC. ou f h " Q
r u I
(1 S) LONGITUD EWVALENTE DE TUBERIA EN CONEXIONES
,cooos 450 *CODOS 90° - 2. 3. O 5" 3 14
TE RECTA REDUCCIONES OTRAS
CONEXION TOTAL UD 0 PULO CANT.
(!6) LONGITUD EQUIVALENTE DE TUBERíAS EN VALVUUS COMPUERTA GLOBO RETENCI~N IAARIPOSA OTRAS
6 . *
I
TIPO TOTAL UD , 0 PULO CANT.
(18) PERDIDAS POR FRICC16N = hfu 2 O0 1' RHO0 ' (1 9) PERDIDAS POR FRlCC16N TOTALES hft hfu(l8) x Le(l7) I1 O0 40 o T7 fl C.L. (20) PERDIDAS EN VALWLAS CONTROL O OTROS h c = n C.L. (21) CARGA DINAMICA TOTAL COT = hd(8) + hg(9) + hCt(í9) + hvc(20)
I
COT- 14.7 t 4 . 3 ~ t . l b 107 = Z5.649 6 CALCULO POTENClA'bE BOMBEO.
I I I I t 1 I I
REVISIONES } POR 1 APRO66. I FECHA

I 1 I I I De
C 9 ) N D I w DE OPERAC16N .7 ?
(1) SERwClO ketfi 2 ZJC!' 13 IOENT (2) LlQUlW A MANEJAR L'u (3) CONSISTENCIA (4) GASTO REAL Qr 6 - -9 GPM (5) GASTO DE DISER0 Qd 6094 GPM (6) GRAVEDAD ESP.y = I (7) TEMPERATURA ' 6 ggF (8) PRES16N DE DESCARGA hd I 4 e 3 n C.L. (9)ALTURA GEOMeTRICA hg ?o b R (10) LONG. TUB. 'b 6 R
I
(1 1 ) FRAT. TUBER14 I% c. (12) VEL. RECOMED. ? - 1 0 WSeg ( 1 3) VEL. SELECC. 9 9 WSeg (14) DlAM SELECC. t e o . d q , I " " C - ( 1 5) LONGITUD E12UIVALENTE DE TUBERIA EN CONEXIONES
CODOS 4 5 O TE RECTA REDUCCIONES OTRAS
cooos 900 I - 1 ?a 33 .I -
CONEXION UD TOTAL 0 PULO CANT. CV
(16) LONGITUD EQUIVALENTE DE TUBERíAS EN VALWUS COMPUERTA GLOBO " /
FAARIPOSA OTRAS
*
RETENCI~N I 13y 13) t 1
TIPO TOTAL UD ~ 0PULO CANT.
BHP