Innovative Refractory Materials for Alternative Fuel Fired Kilns
Upload
khangminh22Category
view
1download
0
Efficiency upgrades and partial carboncapture for coal-fired power plants
Deborah Adams
CCC/150
July 2009
Copyright © IEA Clean Coal Centre
ISBN 978-92-9029-470-2
Abstract
Carbon capture and storage (CCS) is widely called for as a way of seriously reducing emissions of CO2. This report looks at otherways of reducing emissions of CO2 from existing and planned power plants. A range of methods are covered, starting with thosethat improve the efficiency of the plant and thus reduce emissions of CO2. Coal upgrading can improve the efficiency of a powerplant by 2–3%. There are various ways to improve the thermal efficiency of a coal-fired power plant. These include housekeepingmeasures, improved monitoring, various water/steam cycle improvements and a reduction in the auxiliary power requirement.Major upgrades involve converting a subcritical plant to supercritical and the development of ultra-supercritical steam conditions.The cofiring of biomass can reduce emissions of CO2 if the biomass is grown in a regenerative manner. Biomass can be cofired atrates of about 10% thermal without having a major effect on coal-fired power plant. Partial capture of CO2 may be possible as apreliminary to the full capture of CO2, but it is unlikely to be implemented on a wide scale.

ASC advanced supercriticalASME American Society for Mechanical EngineersAVV 2 Avedørevæket Unit 2CCS carbon capture and storageCCT clean coal technologiesCDM Clean Development MechanismCOE cost of electricityDIN Deutsches Institut für NormungESP electrostatic precipitatorFBC fluidised bed combustionFGD flue gas desulphurisationGS generating stationHHV higher heating valueHP high pressureHR heat rateHRSG heat recovery steam generatorI&C instrumentation and controlID induced draftIEA International Energy AgencyIEA CCC IEA Clean Coal CentreIEA GHG IEA Greenhouse Gas R&D ProgrammeIGCC integrated gasification combined cycleIP intermediate pressureLCOE levelised cost of electricityLHV lower heating valueLP low pressurembar millibar (100 Pa)MBtu million British thermal unitsMEA monoethanolamineMPa megaPascalMtce million tonnes coal equivalentMTE Mechanical Thermal ExpressionNOx oxides of nitrogen (NO and NO2)O&M operation and maintenanceOECD Organisation for Economic Co-operation and Developmentopex operational expenditurePC pulverised coalPF pulverised fuelppmv parts per million by volumeRD&D research, development and demonstrationRMS root mean squarerom run of mine SCR selective catalytic reductionSKE 1 kg SKE = 29.308 kJ/kg; 1 t SKE = 29.308 MJ/tTWh terawatt hoursUBC Upgrading brown coal technologyUSC ultra-supercriticalWDF waste derived fuel
2 IEA CLEAN COAL CENTRE
Acronyms and abbreviations

Acronyms and abbreviations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2 Coal upgrading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.1 Coal properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.2 Coal washing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.3 Coal drying. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.4 Mechanical Thermal Expression (MTE) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.5 Hydrothermal dewatering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102.6 Upgrading brown coal technology (UBC). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102.7 Hot water drying and steam drying . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102.8 Retrofitting coal upgrading processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112.9 Potential for coal upgrading. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112.10 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3 Efficiency measures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143.1 Operation and maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.1.1 Boiler efficiency management . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173.1.2 Monitoring and assessment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.2 Coal handling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183.2.1 Coal flow balance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183.2.2 Milling and coal dust . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.3 Plant modifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193.3.1 Water/steam cycle improvements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.4 Boilers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 213.4.1 Economiser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 213.4.2 Reheater . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
3.5 Turbines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 223.6 Electrostatic precipitators. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 223.7 Auxiliary power reduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 223.8 Induced draft (ID) fans . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233.9 Heat recovery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233.10 Cooling towers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 243.11 Air heater leakage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.12 Ash handling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.13 Economics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.14 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4 Plant upgrades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 274.1 Boilers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
4.1.1 Boiler design. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 274.1.2 Furnace wall tubes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
4.2 Turbines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284.3 Advanced steam cycles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294.4 AD700 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
4.4.1 Phase 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 314.4.2 Phase 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334.4.3 Phase 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
4.5 COMTES700 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 344.6 Master cycle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 344.7 Compact design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 344. 8 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3Efficiency upgrades and partial carbon capture for coal-fired power plants
Contents

IEA CLEAN COAL CENTRE4
5 Biomass cofiring. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 365.1 Biomass properties. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 365.2 Direct cofiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
5.2.1 Co-milling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 375.2.2 Dedicated milling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 375.2.3 Dedicated injection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
5.3 Gasification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385.4 Separate biomass boiler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
5.4.1 Avedøre, Denmark . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385.5 Technical considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
5.5.1 Fuel characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385.5.2 Fuel delivery, storage and preparation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.5.3 Combustion in the boiler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.5.4 Slagging, fouling and corrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.5.5 Ash . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
5.6 Emissions reduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405.7 Economic considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405.8 Developments. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 415.9 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
6 Partial capture of CO2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 436.1 IGCC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
6.1.1 ELCOGAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 446.2 Post-combustion capture at PC plant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
6.2.1 Voluntary bypass. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 476.2.2 Flexible capture of CO2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 486.2.3 Solvent storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 496.2.4 Capture by carbonation/calcination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
6.3 Economics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 516.3.1 Comparison of IGCC and PC for partial capture . . . . . . . . . . . . . . . . . . . . . . . . 53
6.4 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
7 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
8 References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58

Currently 40% of the world’s electricity production comesfrom coal. This is a major source of carbon dioxide (CO2)emissions. There are various ways to reduce (CO2) emissionsfrom coal-fired power plants – for example by upgrading thecoal; by improving conversion efficiency by modernising andrefurbishing existing plants and deploying the best availabletechnologies in new plants; by cofiring coal with biomass, andemploying carbon capture and storage (CCS). The bestcombination of mitigation measures depends on the existingpower generation stock, the price of competing fuels and thecost of alternative technologies (IEA, 2008).
There is a consensus that the way forward for coal-firedpower plants is with the more rapid adoption of best practicesat new and existing plants, and with the large-scaledemonstration and deployment of CCS. The adoption of bestpractices is often economic with little need for new policyincentives and can deliver benefits in the short term,especially in the larger, developing countries where fuelpurchasing strategies, plant renovation and modernisation,and choice of technology for new build all play a role. CCSrequires more political support to become widespread.However, it is probably essential for reducing the trend ofrising emissions (Ricketts, 2006).
Prior to the widespread application of CCS, the most costeffective way of reducing all emissions including CO2 fromnew coal-fired power plants is to deploy plants with thehighest efficiency commensurate with cost and availability. Inthe near term, the choice of coal-based generating technologywithout CCS, is pulverised coal (PC) or circulating fluidisedbed (CFB) combustion in supercritical form, or for PC in anultra-supercritical steam (USC) cycle. Cost comparisons ofadvanced coal-based power plants show that, not withstanding
5Efficiency upgrades and partial carbon capture for coal-fired power plants
the marginally higher capital cost of higher efficiency plants,the cost of electricity and the output-based emissions arereduced as the efficiency increases in plants both with andwithout capture. This is true up to certain limits which arerelated to the costs and availability of the materials required toincrease plant efficiency.
Integrated gasification combined cycle (IGCC) is another coaltechnology with high efficiency that may have potential toreduce emissions when it is used in conjunction with partialcapture of CO2. There are only a small number of plants inexistence, that were initially built with public funding. Thebest one achieves 42% electric efficiency. Future coal-firedsteam units and IGCC plants are expected to achieveefficiencies above 50% in demonstration projects within tenyears (IEA, 2008). IGCC is discussed in Chapter 6, as it maybe appropriate to use with the partial capture of CO2.
Figure 1 illustrates the scope of this report. It concentrates onthe bottom two layers of the figure, but also considers theupper layers. Thus, it reviews existing ways to reduce theemissions of CO2 from existing coal-fired power plants, andthose that are imminent.
Coal-fired power plants will remain a major source of energyand CO2 and it is hoped that CCS will be widely availableafter 2020 – but there is an urgent need to reduce emissions ofCO2 in the meantime. Thus, the focus of this report is on themeasures that can and are being taken now to increase thermalefficiency and to reduce emissions from existing and plannedcoal-fired power plants. The potential of partial capture ofCO2 from PC and IGCC plants is considered. Most of thereport is concerned with PC combustion as this is the mostwidely used coal combustion technology.
1 Introduction
Technological innovation
Red
uctio
n in
em
issi
ons
of c
arb
on d
ioxi
de
Und
er d
evel
opm
ent
Op
erat
ing
com
mer
cial
lyEfficiency improvements in existing plantsConventional subcritical plants can achieve thermal efficiencies of up to 40%. Improving less efficient plantwill reduce emissions. Improved efficiency subcritical plants operate throughout the world. Supercriticaland ultra-supercritical plants can achieve efficiencies of up to 45%, and operate in Japan, the USA, Europe,Russia, China and Australia.U
p to
22%
Coal upgradingIncludes coal washing/drying, and briquetting. Widespread use throughout the world, but scope forcost-effective application in many developing countries.
Up
to 5
%
Zero emissionsCarbon capture and storage could reduce emissions of carbon dioxide to near zero. With other technologies,all plant emissions could be reduced to near zero.
Up
to 9
9%
Advanced technologiesIntegrated gasification combined cycle operating in the USA, Japan and Europe achieves very highefficiencies and low emissions. Integrated gasification fuel cells, under development, can achieveeven higher efficiencies.U
p to
25%
Figure 1 Reductions in emissions of CO2 through clean coal technological innovation (CIAB/IEA, 2008)

The starting point for increasing the efficiency of powergeneration is the quality and consistency of the coal feed to anycombustion or gasification process. The quality of the coal usedin a boiler or gasifier has an impact on its overall behaviour, onits thermal efficiency, and so on the amount of CO2 producedper MWe of power. The IEA Clean Coal Centre report byCouch (2002) gives a thorough account of how coal can beupgraded to reduce emissions of CO2. This chapter summarisesthe most relevant parts of his report, and updates it.
Low rank coals produce more CO2 per unit of electricity sentout than higher rank coals. This is because the conversionefficiency tends to be lower, particularly in older plants(Woskoboenko and others, 2003). Table 1 shows the relativeemissions of CO2 from different fuels in steam power stations.Higher moisture content coals reduce generating efficiency inPC combustion plants and reduce gasifier efficiency in IGCCplants, increasing cost/kWe. CFB boiler size and cost alsoincrease with higher moisture coals, but the effect is lesspronounced than for PC systems. Slurry-fed gasifiers have thesame problems with high-moisture coals as with high-ashcoals. They both decrease the energy density of the slurry,increase the oxygen demand for evaporation of the excessmoisture, increase cost/kWe, and decrease generatingefficiency. Effectively, carbon is burnt to provide the heat todry the coal. Thus, the high moisture and ash content oflow-quality coals reduce generating efficiency, and increasecapital cost (MIT, 2007).
In many countries, coal is already upgraded before use. Oftenit may be possible to remove more of the impurities present,although this will reduce the product yield. However, somelarge coal consumers only wash a small proportion of the coalused for power generation. Substantial amounts of lignitesand brown coals are used without pretreatment or upgrading.This means that there is scope for efficiency improvements incoal-fired plant by upgrading the coal prior to use to reduceits moisture content and to improve its consistency. These
6 IEA CLEAN COAL CENTRE
techniques would only make a relatively small contributiontowards the reduction targets for CO2 emissions, but they arepotentially achievable with proven technology and withequipment that could be installed quickly (Couch, 2002).
Coal upgrading and its benefits are dependent on the accuratecharacterisation and analysis of the coal at different stages inthe production and distribution chain. Without a knowledgebase provided by test and analytical work on the specific coalsupply to a power generating unit, it is not possible to providequality assurance, and the whole purpose of upgrading is thusnegated.
The main stages in the coal-to-user chain are shown inFigure 2. Product consistency and quality are achieved by acombination of careful mine planning which involvesselective mining, beneficiation/cleaning and appropriateblending, and then stockpile procedures and monitoring bothbefore and after transportation. During the ‘coal chain’ frommining through to use, run of mine (rom) coal is significantlytransformed into a specific product with tight limits set onmany of its properties to ensure efficient use (Couch, 2002).
Coal upgrading has a number of effects. Washing will reducethe amount of mineral matter present, although there may be asmall increase in moisture content. There are likely to bereductions in the amounts of trace elements present, andreductions in sulphur content. Upgrading increases theheating value of coal and improves the consistency of the fuel,leading to more efficient and controllable combustion. Thus,the thermal efficiency of both boilers and stoves is increasedand CO2 emissions per unit of energy used are reduced.
Coal upgrading has a number of mainly second order effectsin terms of boiler efficiency. Reducing the ash content(mineral matter content) of a coal may make it easier to grind,so that the energy used in the mills is reduced and the coalmay be milled to a slightly finer size, thus burning out more
2 Coal upgrading
Table 1 CO2 emissions from different power cycles and fuels (IEA 2007; Nalbandian 2008; Woskoboenko andothers, 2003)
Process Efficiency, % (LHV) CO2 emissions, g/kWh
PC fired subcritical steam cycle, brown coal 29 1160
PC fired subcritical steam cycle, black coal 36 766–789
IDGCC, brown coal 41 810
IGCC, black coal 42–44 710–750
Supercritical, average 45 722
Ultra-supercritical, lignite 43.2 <722
Steam cycle, natural gas 38 490
Gas turbine combined cycle, natural gas 49 344–430
IDGCC - integrated drying gasification combined cycle; IGCC - integrated gasification combined cycle

quickly. The amount of pyrite is likely to be reduced in awashed coal, which reduces the load on any flue gasdesulphurisation (FGD) unit, or on the amount of SO2 emittedif there is no FGD stage (Couch, 2002). Longer-term benefitsarise from the use of advanced clean coal technologies (CCT)which may require the use of upgraded coal to realise theirpotential for increased thermal efficiency.
The upgrading of a thermal coal is intended not only toimprove its combustion properties, but to minimise thepresence of abrasive and corrosive materials. These canadversely affect the pulverisers, classifiers, PC distributionpipes, heat exchanger tubes in the boiler and induced draftfans. The presence of the mineral matter leads to both foulingand slagging, causing reductions in the boiler thermalefficiency, and possible longer-term damage to the heatexchangers (steam superheaters and reheaters, and theeconomiser) (Couch, 2002).
The possible negative effects of coal upgrading include:� increased amounts of washery wastes for disposal and
reduced amounts of product, that is, there will be morecarbon ‘loss’;
� effluents and emissions from a coal drying unit;� an increased tendency for spontaneous combustion in
dried low rank coals.
7
Coal upgrading
Efficiency upgrades and partial carbon capture for coal-fired power plants
In addition, in order to produce a much cleaner coal productfor combustion, it may be necessary to crush some of theintermediate size particles to increase liberation of the mineralmatter. This, in turn, means that there are more fines presentwhich can be difficult to dewater. Additional fines increase theprocessing costs. Thus, there are practical limits to the amountof coal cleaning which is economically possible, and everycoal must be assessed before deciding on the optimum levelof upgrading.
In summary, the overall benefits from coal upgrading include(Lobo Balia, 2004):� added value to the coal;� stabilised coal quality feed for power generation and
other industries;� increased combustion efficiency;� reduced CO2 emissions;� lower ash and/or moisture content in the coal;� raised lower heating value (LHV);� reduced transport volumes, and hence cost;� reduced sulphur content in many cases;� reduction in the amounts of various trace elements
present in most cases; � it facilitates the use of the CCT being developed, and of
modern boiler design.
- detailed exploration- selective mining- managing the mining operation for quality- separation of dirt on transport systems- separate stoarge
- exclusion of ‘foreign’ material by good design and maintenanceof stockyard and transport systems(eg covered storage, concrete hardstands, good housekeeping)
separation and removal of impurities prior to use
EXTRACTION- surface- underground- preliminary size reduction for
handling
STORAGE HOMOGENISATIONAND/OR TRANSPORT- stacking/reclaiming- blending- loading ship or wagons
PREPARATION- sizing- cleaning- blending- dewatering
PCC FBC GASIFICATION
power production
Figure 2 Stages in the coal-to-user chain (Couch, 2002)

Coal upgrading should be considered as an essentialcontributor to increasing the efficiency of coal-fired powergeneration. In many countries it would be combined withother actions, such as changing the heat transfer surfaces inthe boiler to take advantage of the improved combustionconditions. Thus, it is not easy to isolate the precise effectsolely of upgrading on thermal efficiency and consequentlyon CO2 emissions.
The rest of the chapter discusses the coal properties whichdetermine the requirement for coal upgrading, and thendescribes the coal upgrading processes. The countries with themost potential for coal upgrading are listed. Theimprovements to efficiency and CO2 emissions that wouldresult from a wider uptake of coal upgrading are considered.
2.1 Coal properties
A number of coal properties affect boiler performance andefficiency, and hence the amount of CO2 produced per MWeof electricity generated. The main ones are (Couch, 2002):� The amount of ash in the coal. This depends largely on the
mineral matter present, although with lower rank coals theamount of organically bound material can becomesignificant. The solids leaving the system take some heatwith them, but the principal effects of the ash are tointerfere with heat transfer in the boiler. Ash deposition onheat transfer surfaces can have a marked impact on boilerefficiency, availability and on maintenance costs. In thisconnection, it is not only the amount of ash present that isof significance, but its composition.
� The coal moisture content. Energy is needed to evaporatethe water in the coal, and some of this is lost in the fluegases. In addition, with high moisture contents, thefurnace temperature is generally lower, reducing heattransfer rates. Thus a lower moisture content in the coalgenerally increases boiler efficiency.
� Coal reactivity, which is governed by volatile content andpetrographic composition, affects the combustion rateand hence flame stability and the residence timenecessary for complete burnout.
The relation between coal quality and boiler performance is acomplex one. Once constructed, the boiler has built-ininflexibilities, in that the heat transfer areas in different partsof the boiler are determined, mill capacity and pulverised coaldistribution are determined, as is the flexibility in supplyingcombustion air. Coal-fired boilers are designed for a specificcoal, while in practice the fuel may differ from the designspecification in important respects. An upgraded coal mayprovide a fuel with a lower ash content, increased heatingvalue and may ensure that the boiler can operate at a higherthermal efficiency than its design value. There may be limitson the effects of the improvement, in that the boiler isworking in tandem with a steam turbine, and the overallefficiency is that of the combined system. Generally,reductions in both the ash and moisture content of the coalresult in higher overall thermal efficiency, and this increasecan be as much as 5 percentage points (Couch, 2002).
There are surprisingly few detailed studies on the effects of
8
Coal upgrading
IEA CLEAN COAL CENTRE
using a cleaned coal in a coal-fired boiler compared with rommaterial. This is because if a boiler has been operatingunsatisfactorily, a decision is likely to be made to switch to analternative coal supply rather than to upgrade or wash theexisting supply. This is due to the substantial lead time andinvestment involved in building a coal preparation plant(Couch, 2002).
2.2 Coal washing
The following sections describe various coal upgradingprocesses. Coal washing is often described as preparation orcleaning, by reducing the amount of mineral matter and/orsulphur in the product coal and recovering the maximumpractical amount of organic coal. As virtually all the processesare water based, washing is a reasonable term to use. Washingoperations are carried out mainly on bituminous andanthracitic coals, as the characteristics of subbituminous coalsand lignite (brown coals) do not generally lend themselves toseparation of mineral matter by this means (Couch, 2002).
Of the 3000 million tonnes per year (Mt/y) of bituminous coalproduced worldwide, about half is already washed to a levelwhich is close to the economic optimum under currentconditions. This means that about half the world’s bituminouscoal is used without any upgrading. It also means there couldbe further opportunities for upgrading if the ground ruleschange with, for example, financial incentives beingintroduced for reducing CO2 emissions when the coal is used.However, the costs of coal preparation must be justified.
Over 3800 Mt/y of coal is used in the country where it ismined, and nearly one quarter of it is low rank coal (Couch,2002). Internationally traded coals, which represent about17% of total bituminous coal production are generallythoroughly washed before sale in a competitive market. Athird of the traded coals, about 200 Mt/y are sold for coking,and are washed to very tight specifications in terms of theimpurities present. The thermal coals (nearly 400 Mt/y) arewashed a little less thoroughly, as the specifications are not asexacting. None the less, the washing is carried out to what isperceived as the current economic optimum for coal use inboilers.
There may be scope for the deeper cleaning of coals that arealready washed. This is because some coal preparation plantsare quite old, and do not use the latest technology. In addition,many only treat the coarse size fraction, bypassing theintermediate and fines sizes without treatment. There is alsoscope for the washing of coals which are not currentlyprepared (over 1500 Mt/y) and for the drying or possibly thedry beneficiation of low rank coals, up to 900 Mt/y. However,the potential costs are quite high, and it would be necessary toestablish and quantify the benefits to justify the additionalexpenditure involved. Coal preparation plants involvesignificant capital expenditure, including the addition of finestreatment units to existing plant and there are operating costimplications as well. The high capital and operational costs ofa wet coal washing plant and its environmental impact meanthat coal upgrading is not considered feasible by many powerplant operators (Çicek, 2008).

2.3 Coal drying
The use of a high moisture content brown coal in a PCcombustion unit, reduces the maximum thermal efficiencyavailable by about 1.5–2% compared to an equivalent hardcoal, because of the water content (Couch, 2002). The mostpromising process route for the drying of low rank coals is todry the coal immediately before combustion using some ofthe low grade heat available from the turbine exhaust on apower plant. Currently, on most power plants using lignites,drying is carried out in and around the mill by recirculatingsome of the flue gases from the upper part of the boiler. Thismeans that the boiler has to be considerably increased in size,to cope with the 30–40% of recirculated gas, together with allthe water vapour formed.
In power plants based on steam cycles, the introduction ofcoal drying for lignite may improve efficiency by up to4 percentage points. This technology is expected to becommercial by 2010 (IEA, 2008). For coal pre-drying to be alegitimate option in any greenhouse abatement strategy, itsinstallation should not compromise the efficiency of the plant(Buttigieg and Hessami, 2006).
At Niederaussem, Germany, Unit K was commissioned in2003. It is a lignite-burning unit with 1000 MWe capacitywhich uses optimised state-of-the-art plant technology. As aresult, the design thermal efficiency of the new unit is 43.2%(LHV), which is nearly 10% higher than the efficiency of theearlier generation of 600 MWe units built in the 1980s. Thenext step in the technology development is the integration oflignite drying into the plant. A 90 t/h pilot/demonstrationdrying unit using RWE’s fluidised bed lignite pre-drying(WTA) process has been built at the Niederaussem site. Thedryer is sized to treat 25% of the fuel flow, and as such, wasexpected to increase efficiency by 1 percentage point to about44.2% LHV. If it was applied to the full fuel flow of a ligniteplant, it would raise efficiency by around 4 percentage points.The dryer saves energy in two ways. First, only low gradeheat (120°C) is used, in the form of low pressure steam thatfluidises and directly dries the coal. Second, much of thelatent heat in the issuing stream of liberated steam plus cooledsteam that was used in fluidisation is recovered in a feedwaterheater (IEA, 2007).
Some methods of pre-drying coal could be an option forexisting power plants which would require their boilers to beretrofitted with pre-drying equipment. However, the use ofretrofitted boilers would only provide limited drying as theseboilers were originally designed to burn raw coal. Thecommercial viability of this technology would depend on theamount of modifications which any existing power plantwould need to undergo in order to bring pre-drying online(Buttigieg and Hessami, 2006).
In the USA, there is potential for upgrading due to the largeamount of low rank coals used, both of lignites in theDakotas, and subbituminous coal from the Powder RiverBasin. However, the removal of moisture increases the risk ofspontaneous combustion and most possible methods areexpensive (Couch, 2002).
9
Coal upgrading
Efficiency upgrades and partial carbon capture for coal-fired power plants
The choice, as in other places, is between minemouth powergeneration and transporting the energy by wire to the user, ortaking the coal to near the point of use and distributing theelectricity locally. The North Dakota lignites are used mainlyin power plants close to the mine, as they are not thought tobe worth transporting. Coal drying before use might beusefully applied to increase power plant thermal efficiency.For subbituminous coals, drying will probably not be carriedout, other than for minemouth plants until the question ofspontaneous combustion is addressed (Couch, 2002).
In Turkey, most of the coals are lignite with a high moisturecontent. Dry upgrading could be preferable to wetting whichlowers the heat value of the coal. Dry cleaning processesgenerally make use of differences between properties of coaland refuse such as hardness, shape, coefficient of friction,resilience, specific gravity and paramagnetism. Çicek (2008)looked at the applicability of dry cleaning methods for powerplant coals. He found that remarkably good results wereobtained with Soma coal which showed moderate washability.The quality of the clean coal obtained in the dry cleaning testswas acceptable for use in power plants. The dry cleaning testswith Hüsamlar coal delivered satisfactory results for the sizefraction of 1–3 mm. The dry cleaning of Soma and Hüsamlarpower plant coals using a modified air table is technicallypossible and seems to be economically viable.
2.4 Mechanical Thermal Expression(MTE)
Mechanisch/Thermische Entwässerung, also known asmechanical thermal expression (MTE) was developed at theUniversity of Dortmund, Germany. It is an energy efficientprocess to reduce the water content of lignite prior tocombustion. It is a non-evaporative process whereby water isexpressed from brown coal by means of mechanical pressure(4–6 MPa) and moderate heating (150–200°C) withcomparatively low energy consumption. The application ofmechanical pressure removes the bulk water held in the porousstructure of the coal. The mechanical energy needed is less than1% of the thermal energy required for an equivalent drying byevaporation (Moriyama and others, 2005). As a non-evaporativeprocess, MTE is suitable for lignite pre-drying as it uses energyefficiently. A 25 t/h demonstration plant was built at the RWEplant in Niederaussem and came into operation in 2001(Bergins, 2003).
A Mechanical Thermal Expression (MTE) process is beingdeveloped for the effective utilisation of brown coals inAustralia. In Victoria, Australia, the Latrobe Valley browncoals support more than 6000 MW of generating capacity andproduce more than 90% of the state’s power requirements.The coal has a high moisture content, greater than 60% wetbasis, and a low ash content, 2–4% dry basis and low sulphur,about 0.3% dry basis. The power plants use pulverised coalfired steam cycles, fitted with electrostatic precipitators. Thehigh moisture content of the coal results in high levels of CO2
emissions, above 1200 kg/MWh (Woskoboenko and others,2003).
In tests, this method of brown coal pre-drying has removed

more than 70% of the water in Victorian brown coal(Buttigieg and Hessami, 2006). For existing plant, wherethere are constraints on the thermal conditions in the boiler,MTE could be used to remove half the water in the coalbefore firing in the boiler, giving in one case, 17%improvement in plant efficiency (Woskoboenko and others,2003). The Australian Greenhouse Office has estimated thatMTE could avoid 1.11 MtCO2 equivalent (CO2-e) during2008-12 (Buttigieg and Hessami, 2006).
2.5 Hydrothermal dewatering
Hydrothermal dewatering is a coal dewatering technology.Brown coal is mixed with water, converted to coal/water slurryand kept at 300°C and 15 MPa to prevent evaporation of water.Under these conditions, the porous structure of coal collapseswhich forces out the moisture from the coal. The excess waterin the slurry is then removed by centrifuge (Buttigieg andHessami, 2006). During the dewatering process, the latent heatof water evaporation is not expended since the water isremoved as a liquid. By contrast, from an energy point of view,a coal gasification or combustion process using coal waterslurry as feed has a disadvantage in the heat required forprocessing. A considerable amount of coal burns to compensatefor the latent heat of water evaporation, which results in thegeneration of more CO2.
2.6 Upgrading brown coaltechnology (UBC)
UBC technology uses a slurry dewatering process which is apretreatment to brown coal liquefaction. Its basic technology
10
Coal upgrading
IEA CLEAN COAL CENTRE
was established using Australian brown coal, and it is nowbeing demonstrated in Indonesia (Komatsu and others, 2004).The UBC process has five main sections: coal preparation,slurry dewatering, coal-oil separation, oil recovery and coalbriquetting. The raw coal was ground, mixed with keroseneand low sulphur wax residue to prepare the slurry. The slurrywas sent to a dewatering vessel and the coal moisture wasreduced by heating. The dewatered slurry and the water thatwas evaporated were separated in the gas-liquid separator.Most of the oil was recovered and recycled. UBC powder wasdischarged from the outlet of the dryer at about 170°C as theprimary product. The UBC powder needs to be briquetted tomake transport easier (Umar and others, 2007).
2.7 Hot water drying and steamdrying
Umar and others (2007) have studied the effect of upgradingIndonesian brown coals using a subbituminous coal fromBerau, East Kalimantan, Indonesia. It has a moisture contentof 18.03%. The hot water drying and steam drying processeswere conducted at the laboratory scale. In the hot waterdrying process, the pulverised raw coal was mixed with waterand heated at 300°C for one hour (h). In the steam dryingprocess, the crushed and screened coal was heated at 275°Cby steam for 1 h. The characteristics of the upgraded coal areshown in Table 2.
Table 2 shows that the inherent moisture of the upgradedcoals decreased significantly. The hot water drying and steamdrying processes reduce moisture content more than the UBCprocess does. This is because the UBC process is operated ata lower temperature. The processes increased the specific
Table 2 Characteristics of raw and upgraded Indonesian coals (Umar and others, 2007)
Analysis Standard Raw coal
Upgraded coal
Upgradingbrown coal
Steamdrying
Hot waterdrying
Proximate
Inherent moisture, wt% ad ASTM D 3173-00 18.03 4.81 1.35 1.58
Ash, wt% ad ASTM D 3174-00 7.76 3.28 0.85 1.11
Volatile matter, wt% ad ASTM D 3175-01 45.38 49.05 42.96 43.81
Fixed carbon, wt% ad by difference 46.86 47.67 56.19 55.08
Ultimate
Carbon, % daf ASTM D 3178-89 75.40 71.59 77.15 76.05
Hydrogen, % daf ASTM D 3178-89 8.69 6.82 5.31 5.27
Nitrogen, % daf ASTM D 3179-89 2.12 1.12 1.21 1.05
Total sulphur, wt% daf ASTM 4239-02 0.74 0.52 0.56 0.42
Oxygen, % daf by difference 13.05 19.95 15.77 17.21
Calorific value, MJ/kg, ad ASTM D 5865-04 21.84 26.27 29.59 29.84
ad - air-dried basis; daf - dry ash-free basis; wt - weight; ASTM - originally known as American Society for Testing and Materials

energy of all of the upgraded coals and raised their heatingvalue (Umar and others, 2007).
2.8 Retrofitting coal upgradingprocesses
Buttigieg and Hessami (2006) recommended that theintroduction of dewatering processes at power generationfacilities in Victoria, Australia, using brown coal wouldsignificantly reduce their CO2 emissions. However, this mayrequire an economic and engineering feasibility study withregard to the retrofitting of an existing power plant with thehardware necessary to employ a coal dewatering process,and/or CCS technology. They conclude that retrofittingexisting plants is possible and holds some promise, but alsothat there are numerous technical obstacles which must beovercome.
2.9 Potential for coal upgrading
In OECD Europe, the main coal producers are:� the Czech Republic, where coal production is declining
and the potential for upgrading is marginal;� Germany, where again, production will decline, but there
are substantial amounts of low rank coal used whichcould be upgraded by drying. It is estimated that 90 Mt/ycould have been upgraded usefully in 2002, reducing to70 Mt/y in 2020;
� Greece, where the use of low rank coals is seen asgrowing, and it is estimated that 40 Mt/y could currentlybe usefully upgraded, and 50 Mt/y in 2020;
� Poland, where coal production is declining, and currently20 Mt/y of bituminous coal and 30 Mt/y of brown coalcould be upgraded usefully, while in 2020 it wouldreduce to 10 Mt/y and 25 Mt/y;
� Spain, where production is seen to be declining, andthere is little potential for further upgrading;
� Turkey, where production of low grade lignites is seen asincreasing, and some 40 Mt/y could currently beupgraded, rising to 80 Mt/y by 2020;
� the UK where coal production is declining, and there islittle potential for further upgrading, as most is alreadywashed.
In OECD North America, the two producers are:� Canada, where production is seen as growing only
slightly, and some 10 Mt/y of bituminous coal and20 Mt/y of low rank coal might usefully be upgraded;
� the USA where coal production and use are seen asgrowing significantly, particularly of lower ranksubbituminous coal. The amounts that might be usefullyupgraded are estimated to be about 40 Mt/y ofbituminous coal and 200 Mt/y of low rank coal currently,and 30 Mt/y of bituminous and 350 Mt/y of low rank coalin 2020. There may be some additional tonnages ofbituminous coal that could be more thoroughly washed,but it is difficult to estimate the amount. Regulatorypressures will tend to encourage the use of cleaner coals.
In Australia a high proportion of the bituminous coal is
11
Coal upgrading
Efficiency upgrades and partial carbon capture for coal-fired power plants
already washed, and much of it is exported. About 10 Mt/y ofbituminous coal and 50 Mt/y of low rank brown coal mightusefully be upgraded, and this is not likely to change much,even as coal production rises.
In the non-OECD regions, there are fewer projections ofgrowth rates for coal production. In non-OECD Africa, thedominant producer is South Africa. As most of the coal isexported, it is washed, but there is still scope for moreupgrading. It is estimated that the amount which could beupgraded will increase from 20 Mt/y currently to 25 Mt/y in2020.
In China and India, much of the thermal coal used is notwashed. In both countries, much of the washed coal is used incoke ovens or it is exported from China. In China, a hugeincrease in coal production and use is forecast – 80% from1997 to 2020. There is enormous scope for coalwashing/preparation as most coal is not currently upgradedbefore use. At present, relatively small amounts of low rankcoal are used, although this may well increase. A broadestimate is that some 500 Mt/y of bituminous coal and20 Mt/y of low rank coal could be upgraded usefully. By2020, the amounts could be 1000 Mt/y of bituminous and50 Mt/y of low rank coal.
As coal quality deteriorates, greenhouse gas emissionsincrease. The low-grade coals used in India have specific CO2
generation indices in the range of 85–93 kg/GJ. The variationin CO2 generation for coals with varying ash and moisturecontent is shown in Figure 3.
In addition, Indonesia, Thailand and Vietnam have significantcoal production. In these countries, overall demand is forecastto increase by 125% from 1997 to 2020. Of the three,Indonesia is most likely to use upgrading to reduce CO2
emissions, as it exports large amounts of coal.
89
87
85
30 40 50 60 70
Ash, %
CO
2 in
dex
, kg
/GJ
91
93 15%
12%
10%
4%
moisture
Figure 3 Variation of specific CO2 generation perGJ with varying ash and moisturecontents in the coal (Couch, 2002)

The overall reduction in CO2 emissions which are possiblecannot be quantified. However, with other plant andoperational measures as well, there are substantial potentialbenefits to be gained from upgrading coal before use. Basedon IEA projections and Couch (2002), an additional 100 Gt ofcoal could usefully be upgraded between now and 2020compared with current practice. It appears that there is thepotential to increase the average efficiency of generation from30% to 35% in India, using current, well-establishedtechnology. The largest contribution to this would be fromcoal upgrading. Some changes in the heat transfer areas inboilers would be necessary to take advantage of the improvedcoal quality. Such a change could be achieved in both Chinaand India, and in some other places using low grade coals,such as Greece, Russia and Turkey. In the USA, there shouldbe some additional scope for upgrading, which is significantbecause of the large tonnages used. In Australia, Germany andthe USA there are opportunities for the use of drying (Couch,2002).
The effect of a change in efficiency from say 28% to say 33%,is shown in Figure 4, and a reduction in CO2 emissions of upto 15%, or some 190 g/kWh is achievable. If the averageefficiency is raised from 33% to 38% a further reduction ofsome 175 g/kWh is achievable. With the widespreadapplication of the state-of-the-art technologies such assupercritical steam PC combustion or of IGCC, which alsobenefit from the use of upgraded coals, average efficienciesmight be brought up to nearer 43% (Couch, 2002).
These figures should only be used to indicate the order ofmagnitude of any possible savings, but they suggest thepotential for reducing CO2 emissions from one third of the
12
Coal upgrading
IEA CLEAN COAL CENTRE
world’s coal production (which is not currently upgraded) byat least 15%, and possibly more. The kind of overallreductions achieved from the upgrading of the additional onethird of the coal produced worldwide would be of the order of15% from that coal, representing about 5% of the world totalfrom coal use in the period up to 2020 (Couch, 2002).
The greatest potential for upgrading is in the coals from:� China, where relatively little thermal coal is washed and
where coal use is seen as increasing at the rate of 2.6%/yup to 2020. In 2000, only 337 Mt of raw coal waswashed. However, the 10th five-year plan for the Chinesecoal industry included 33 new coal-washing plants, twonew coal blending plants and a further 373‘technological innovation’ projects for the state-ownedcoal sector. This would provide over 206 Mt of annualadditional washing capacity (Minchener, 2007);
� the USA, where although much of the thermal coal iswashed, there are opportunities for deeper cleaning, andpossibly for drying the increasing amounts ofsubbituminous coal used. Coal use is seen as increasingat the rate of 0.8%/y to 2020;
� India, where little of the thermal coal is washed, and coaluse is seen as increasing at the rate of 3.6%/y to 2020.
The overall effects of coal quality on plant operation and thusprofitability are still not always fully understood. Theprocedures for assessing the impact of coal quality in boileroperation are complex and there are many interactingvariables.
2.10 Discussion
Much of the coal that will be used between now and 2020 willbe used in existing subcritical power plants although somewill be used in the more efficient supercritical andultra-supercritical steam PC combustion or IGCC units thatare likely to be built to replace older, smaller and morepolluting units, and to provide the additional capacity needed.It is in the existing units that the greatest opportunities existfor reducing emissions by coal upgrading. In addition, newunits may require the use of upgraded coals in order tooperate efficiently on a long-term basis.
The reductions in CO2 emissions from using upgraded coalsare relatively modest. It is not easy to isolate the precise effectsolely of the upgrading on thermal efficiency andconsequently on CO2 emissions, but it is the use of thiswell-established technology alongside others which will bringmaximum benefit. In China and India, the effects of coalupgrading with the resultant supply of a more consistent fuelwould be to increase the average thermal efficiency by at least2–3 percentage points on existing PC combustion boilers. Itwould make an even greater contribution where new andappropriately designed plant is built. Coal upgrading shouldbe considered as an essential contributor to increasing theefficiency of coal fired power generation. In many places, itwould go hand in hand with other actions, such as changes tothe heat transfer surfaces in the boiler to take advantage of theimproved combustion conditions. In addition, the applicationof some of the developing CCT such as IGCC and
1.60
1.40
1.20
1.00
0.20
0.00
45 50 55 60
Thermal efficiency, %
t coa
l use
d/C
O2
emis
sion
s
1.80
2.00
0.40
0.60
0.80
30 35 4020 25
CO2 emissions
t coal used
Figure 4 Change in CO2 emissions at differentthermal efficiencies (Couch, 2002)

supercritical PC combustion require the use of a high gradecoal to achieve the maximum overall thermal efficiency. EvenFBC, which is suitable for lower grade coals will operatemore efficiently with a higher grade feed. With global CO2
emissions from coal use estimated to be around 8 Gt/y,intensive coal upgrading could contribute to as much as0.3–0.5 Gt/y of avoided CO2.
13
Coal upgrading
Efficiency upgrades and partial carbon capture for coal-fired power plants

Having looked at the role of coal upgrading in reducinggreenhouse gas emissions from coal-fired power plant, thischapter considers the potential of other means of increasingthe efficiency of existing power plants. CO2 reduction can beattained in an economic way by increasing the conversionefficiency of thermal units through the use of cleaner andmore efficient solid fuels technologies. CO2 emissions arereduced by 10–15% for each 5 percentage point improvementin conversion efficiency (Grammelis and others, 2004). Thereare many factors that affect the efficiency of coal-fired powergeneration, besides fuel quality. All will impact on the amountof fuel used and CO2 emitted. These factors include theoperation and maintenance of the power plant and the designof the boiler and ancillary equipment. These factors arereviewed. The chapter also covers plant modifications toimprove the efficiency of coal-fired power plants. To a largeextent, existing plant are locked into their currentperformance which is fixed during the design process. Thebasic parameters affecting efficiency are the boiler flue gasloss (temperature, oxygen and water content), and steam cycleconditions (steam pressure, temperature, reheat and feedheating) and only small changes are possible without majorreconstruction. However, plants deteriorate from their designperformance over time and much work can and has been doneto restore plant performance and efficiency. For example,Latrobe Valley brown coal generators are taking actions suchas turbine replacement, condenser replacement and lowexcess air operation. These actions will reduce CO2 emissionsfrom existing plants by a few per cent (Woskoboenko andothers, 2003).
The current efficiency of most coal-fired power plants is wellbelow the maximum possible, and there is potential forsignificant efficiency improvements in state-of-the-arttechnologies. Efficiency gains can be realised by improvingexisting plants or by installing new-generation technology.The cost of retrofitting or replacing an existing plant dependson the efficiency and age of the stock. It is more economic toretrofit younger plant. The efficiency of power plants alsodepends on the quality of the fuel, the environmentalstandards and the mode of operation. For example, thecleaning of flue gases requires energy and so reduces powerplant efficiency. Running plants below their rated output, acommon practice in market-driven electricity supply systems,also reduces plant efficiency substantially (IEA, 2008).
The way the thermal efficiency of a power plant is definedaffects the value determined or quoted, and in different partsof the world the conventions vary. Thus, uncertainty isencountered frequently. Coal heating values may be reportedon the basis of higher (HHV) or lower heating value (LHV);unit outputs may be at the transformer terminals, or mayallow for in-plant (auxiliary) power consumption. Efficiencymay be evaluated in a test run at nameplate rating, in whichcase it may or may not have been converted to allow fordifferences in ambient conditions from design, or it may be anannual average (usually lower because of start-up and reducedloading, for example). However, it is generally accepted that
14 IEA CLEAN COAL CENTRE
there is more scope for improving the efficiencies of manyolder plants in developing countries than there is for plants inOECD countries (Henderson, 2003).
Efficiency, the electric energy output as a fraction of the fuelenergy input of a thermal power plant is usually expressed asa percentage. Another parameter used for determiningefficiency is the heat rate (HR), the fuel energy input requiredfor the generation of a unit of electricity (kJ/kWh).Generation efficiency (%) is the net useful energy sent outdivided by the total heat input, multiplied by 100 (Chalmers,2009). The fuel energy input can be entered into thecalculation either by the higher (gross) (HHV) or by the lower(net) heating value (LHV) of the fuel. When comparing theefficiency of different energy conversion systems, it isimportant to ensure that the same type of heating value is used(Beér, 2007).
In the USA, heat rates and efficiencies tend to be reportedbased on the higher heating value (HHV), whereas in Europethe convention is to use lower heating value (LHV). LHVassumes that the water formed during combustion remains inthe vapour phase, that is the latent heat of vaporisation is notrecovered. Efficiency based on LHV gives a more accuraterepresentation of the percentage of recoverable energy that isconverted to electric power. However, US utilities purchasefuel on a $/MBtu (HHV) basis. As they pay for fuel on anHHV basis, they also want to know the plant efficiency on anHHV basis. For most bituminous coals the LHV/HHV ratio isabout 0.96, so a 40% efficiency would be about 41.7% on anLHV basis. The LHV/HHV ratio shrinks with decreasing coalrank, primarily due to increasing moisture content (Boorasand Holt, 2004).
HHV is the heating value directly determined by calorimetricmeasurement in the laboratory. In this measurement, the fuelis combusted in a closed vessel, and the heat of combustion istransferred to water that surrounds the calorimeter. Thecombustion products are cooled to 15°C and hence, the heatof condensation of the water vapour originating from thecombustion of hydrogen, and from the evaporation of the coalmoisture, is included in the measured heating value. Fordetermining the LHV, a calculation is needed to deduct theheat of condensation from the HHV (Beér, 2007).
Often, reference is made to changes in efficiency bypercentage points, which need to be distinguished fromrelative changes in percentage. For example, a change of twopercentage points from 40% to 42% is a relative change of5%.The difference in efficiency between HHV and LHV forbituminous coal is about 2 percentage points absolute (5%relative), but for high-moisture subbituminous coals andlignites the difference is about 3–4 percentage points (>8%relative) (Beér, 2007).
In addition, the European standards for calculating boilerefficiency and turbine efficiency differ from US standards.The US boiler efficiencies are based on ASME test codes,
3 Efficiency measures

whereas European boiler efficiencies are based on DINstandards (DIN is the German standards organisation). Thetest codes differ in their methods of calculating heat lossesand design margins. The combined effects of once-throughcooling water at low temperature, higher boiler efficiency dueto the use of only high-quality coals, and the differentefficiency calculation methods account for the differences inattainable heat rates reported by US and European researchersfor PC plants with the same steam conditions and reheatstages. Thus, European analysts may report heat rates 8–10%lower (and net plant efficiencies about 4 percentage pointshigher) for essentially comparable supercritical plants (Boorasand Holt, 2004).
Pulverised coal combustion accounts for about 97% of theworld’s coal-fired capacity. Improving the efficiency of PCplants has been the focus of considerable efforts by theindustry as it seeks to stay competitive and to become moreenvironmentally acceptable. PC subcritical steam powerplants, with steam pressure of around 18 MPa, temperaturesof 540°C and combustor-unit sizes up to 1000 MW, arecommercially available and in use worldwide. The averagenet efficiency (after in-plant power consumption) of largersubcritical plants burning higher quality coal is between 35%and 36%. New subcritical units with conventionalenvironmental controls operate closer to 39% efficiency(HHV). The overall efficiency of older, smaller PC plants thatburn low quality coal, can be below 30% (IEA, 2008). PCwith supercritical steam conditions is at present the mostreliable and proven technology for repowering orreconstruction options. Supercritical plants can operate at38–42% HHV. There are hundreds of these units in operationworldwide, and so there is much relevant experience.Globally, the average efficiency of brown coal-fired powerplants increased from 33% in 1992 to 35% in 2005. The bestavailable coal-fired plants can achieve 47% (LHV) (IEA,2008).
The age of a coal-fired generation plant has a considerableimpact on the potential for CO2 emission reduction. Outagerates for coal-fired plants are generally about 5% for plantsthat are 10–20 years old. Unless the plant is refurbished, the
15
Efficiency measures
Efficiency upgrades and partial carbon capture for coal-fired power plants
rate increases to 20% for plants that are 40 years old (IEA,2008). Outage rates are a function of maintenance and canremain constant for decades in a best practise situation.Outage rates do not differ between subcritical andsupercritical plants.
Coal-fired generating plants have traditionally been built withan assumed nominal design and economic life of about30 years, or about 200,000 hours with the potential forextension. Extending the lifetime of coal-fired power plants toas much as 50–60 years with retrofits can offer severaltechnical and economical advantages. It can improve thepower plant performance in an economic manner. Safety andenvironmental protection measures are enhanced. Theefficiency of thermal units is increased, which reduces CO2
emissions (Grammelis and others, 2004). Given a lifespan of40–60 years, retrofits may be considered for many coal-firedplants (IEA, 2008).
A conventional PC plant operating with a thermal efficiencyof around 36% produces about 0.9 tCO2/MWh of electricity.The first, and most obvious way to reduce these emissions isto improve thermal efficiency so that less coal is needed toproduce a given amount of electricity. This is essentially amatter of increasing the temperature of the steam entering thesteam turbine. An increase in efficiency from 36% to the bestavailable supercritical average of 46% reduces emissions ofCO2 from about 0.9 t/MWh to just over 0.7 t, a reduction ofover 20% (Dettmer, 2005).
Figure 5 illustrates the development horizons of lignite andhard coal fired power plants. Figure 6 shows the cumulativeCO2 emission reduction potential in the EU from efficiencyimprovements at existing power plants of all ages. In 2002,the average efficiency of coal-fired generation in the OECDwas 36%, compared with 30% in developing countries. Thismeans that one unit of electricity produced in developingcountries emits 20% more CO2 than does a unit of electricityproduced in an average OECD coal plant. As Table 3 shows,raising the efficiency in China’s, India’s and Russia’scoal-fired power plants by only a few percentage points wouldallow CO2 emissions to be cut by 283 Mt/y. This is equivalent
On stream commercially
Effi
cien
cy
as of 2020as of 2015as of 2002-08
hard coal+4% points lignite
+8% points
700°C power plant+4% points
Technology levers
coal drying+4% pointsstatus quo
lignite47-49%
hard coal46-47%
lignite43-45%
lignite hardcoal>50%
Figure 5 Development horizons of lignite and hard coal-fired power plants (IEA/CIAB, 2005)

to one-third of total CO2 emissions in Germany (IEA/CIAB,2005). However, the average efficiency is already increasingrapidly in China. For example, it was 34.4% LHV by the endof 2007, up from 33.5% LHV in early 2006 (Mao, 2009).
The largest departure of power plant performance fromoriginal design to stem from imposed conditions is shown inFigure 7. It highlights the impact of coal quality andvariability, which has been discussed in Chapter 2. It alsoshows a range of ways that efficiency may be impaired. Forexample, poor sootblowers waste steam, fan driveinefficiencies raise power consumption and deterioration ofthe turbine blade causes generator losses.
In general, useful improvements can be achieved withoutreliance on expensive solutions, while renovation andmodernisation of elderly plants can bring performance closeto modern standards, usually at no more than a third of thecost of replacement capacity. Such improvements aredescribed in this chapter. More substantial works which mayfeature in an overall strategy for improving capacity, thermalefficiency and availability are discussed in Chapter 4.
3.1 Operation and maintenance
The efficiency of a given plant is affected by a combination ofoperational and maintenance factors, plus the effects of thephysical and chemical properties of the fuel. Older and
16
Efficiency measures
IEA CLEAN COAL CENTRE
smaller plants tend to have lower design efficiencies becauseof the evolution of steam conditions over the years as powergeneration cycle designs and materials have progressed. Thereare many ways in which plant performance can be degradedby lack of a proper maintenance strategy. This gives rise todeterioration in, or failure of components, causing plantoutages and under performance from operating at far fromdesign conditions. For more detail, see the IEA Clean CoalCentre report by Henderson (2003).
The key to maintaining maximum efficiency on an existingunit is to monitor on a continuing basis all the sources ofenergy losses and to control these by appropriate measures. Ingeneral, the subcritical units in the OECD have beenmaintained, upgraded and fuelled over the years such thatdesign efficiencies have continued to be met, and evenexceeded.
Departures from optimum operating conditions can arise froma variety of causes, especially in older plant. A modestdeterioration in plant performance may occur in older plantanywhere, unless ‘as-new’ systems are always in placethrough a policy of periodic refurbishment of key equipmentareas such as turbines and control systems. Efficiency gains of5–10% have been claimed to be possible with only minor‘tune-ups’ although achieving such a degree of improvementthrough minor measures would be possible only at certainlocations. Improvements of 2–5 percentage points have beenachieved more commonly by plant renovation and life
150
100
50
0
5-10
Age, years
CO
2, M
t
200
250
10-15 0-515-2020-2525-3030-3535-40>40
Figure 6 Cumulative CO2 emission reduction potential in the EU from efficiency improvements at existingpower plants of all ages (CIAB/IEA, 2008)
Table 3 CO2 reduction through efficiency increase (potential of coal-based power generation in China,India and Russia that account for some 40% of global coal-fired power plant capacity) (IEA/CIAB,2005)
China India Russia Total
Coal-based power generation, TWh/y 1139 435.8 544.6 2119.4
Average efficiency, % 30 30 27.9 29.5
Average CO2 emissions, tCO2/MWh 1202 1120 1325 1216
CO2 emissions for efficiency of 33%, tCO2/MWh 1090 1020 1120 1083
CO2 emissions reduction, Mt/y 127.6 43.6 111.6 282.8

extension programmes and fuel quality improvement(Henderson, 2003).
3.1.1 Boiler efficiency management
The efficacy of boiler cleaning has a major effect on theefficiency and economics of a PC power plant. This isbecause both slagging (accretion of fused ash in the radiantparts of a boiler) and fouling (collection of sintered depositson convective tubing) reduce heat transfer, so affecting boilerefficiency. Utility boilers are designed with a specific amountof heat transfer surface and even a relatively thin 2 mm layerof a conductive coal ash can reduce the boiler tube heat fluxby 26%.
Failure to repair a single furnace wallblower can easily bemasked by variations in fuel quality, but represents a loss ofheat transfer that penalises the thermal efficiency of the plant.Similarly, loss of heat transfer due to out of service retractablesootblowers in the convection section can be significant.Sootblowing can tend to be underused as it consumesconsiderable amounts of energy, in the form of steam divertedaway from generation of power, or power used to drive largeair compressors for cleaning. The effect on heat rate ofremoving the number of wallblowers in service has beengiven as typically 0.2 kJ/kWh for each square metre ofsurface not cleaned, based on increased reheaterattemperation now needed to correct the resultant boiler heatimbalance. As one blower cleans an area of 10 m2, the effectof a single wallblower out of service can be 2 kJ/kWh(Henderson, 2003).
17
Efficiency measures
Efficiency upgrades and partial carbon capture for coal-fired power plants
3.1.2 Monitoring and assessment
Modern instrumentation and control (I&C) systems are essentialto achieve optimal integration of a plant with the power systemand to ensure good control of particulate emissions.Replacement and upgrading of obsolete plant control andmonitoring systems with modern systems are important. Controlsystems are replaced a number of times during the life of mostplant in OECD countries. Around a percentage point gain inefficiency can result typically from control system renovationwith diagnostic tools (Henderson, 2003).
State-of-the-art I&C technology can help improve plantefficiency. For example, a very tight main steam temperaturecontrol translates directly into thermal efficiencyimprovement, as it allows the temperature set point to beraised without any danger of the temperature exceeding themaximum limit. The higher the steam temperature set point,the higher will be the unit efficiency (Wei and others, 2008).
Supervisory systems for the continuous checking of plantequipment can contribute to total plant efficiency. I&CEnergo in Prague is developing a supervisory system, incollaboration with the Czech Technical University in Prague.A software system called Decision Suite has been producedwhich co-operates with the plant control system. TheDecision Suite system communicates with the plant controlsystem in both directions and provides the plant managementwith information for optimal operational mode adjustmentand recommendations for long-term scale plant operation(Rubek and Janeba, 2006).
generator losses
poor vacuumfrom condenserleaks anddeposits
condenser
primary air
secondary air
coal quality andvariability effects onboiler efficiency,availability, auxiliarypower demand
coal
poor sootblowers waste steam
inadequate combustion aircontrol wastes fan power
PC size affectscombustionefficiency
tube failures give low availability turbine blade deterioration
air heater cross-leakage wastes fanpower and increases flue gas heat losses
ESP power use can be reducedusing pulse energisation
fan and driveinefficiencies give highpower consumption
pump drives inflexible,overusing power at lowloads
coal handling mills
HP feedwaterheaters
LP feedwaterheaters
RH steam
SH steam
valveleakages
Steam turbine
availability problems
air heater
ash feedwaterheater failures
inadequateTG controls
FD fans fan and drive inefficienciesgive high power consumption
ESP
ash
ID fans
Figure 7 Main locations of efficiency losses on a PC boiler turbine unit (Henderson, 2003)

Decision Suite includes a subsystem for the validation of datawhich are used in the evaluation of the plant operation andeconomy for development and determination of controlmeasures and actions used by the operational staff andmanagement. Consistent reliable data must be used tooptimise the plant. According to Rubek and Janeba (2006),the accuracy of water and steam flow measurement in directflow to the boiler from the condenser can be increased by30–50% using the reconciliation method.
The Decision Suite system provides the following informationon the thermohydraulic performance of the plant:� analysis of the heat flow from condenser to boiler and
back to turbine, monitoring, evaluation and analysis ofthe whole plant behaviour considering heat and masstransmission between individual boilers, turbines,feedwater tanks and reheaters;
� analysis of the whole plant system for determining theefficiency and power of the boiler and turbine;
� analysis of the impact of the operation in achieving therequired results;
� diagnosis of losses and heat transfer degradation;� checks on the operation of the plant; recommendation of
manual control, actions to improve the performance ofthe boiler and turbine, plant production and itsavailability.
I&C can improve flexibility in the operation of generatingunits – smooth, fast handling of load changes improvesefficiency. It is also important to minimise the wear and tearof the unit. During unit operation it is important to keep themain steam pressure and temperature deviations as small aspossible. Wei and others (2008) describe advanced unitcontrol concepts that are being used in a 600 MW coal-firedunit at Dingzhou, China. A Unit Co-ordinated Control modulecombined with a temperature optimiser was installed toimprove the performance and efficiency of the Dingzhou unit.The closed loop control system was based on the Siemensunit control module. The module determines the optimal setpoints for the turbine and the boiler load from a given unitload demand, the frequency deviation and the actual valuesfor the electrical load and the main steam pressure. The unitcontrol is set up so that the electrical load follows the setpoint with only a small delay of less than 40 seconds.
The main difficulty in controlling the boiler steam load is therather long time delay between a change of the fuel flow,feeder speed, and the production of the main steam flow. Alarge part of this delay is the time required to pulverise thefuel in the coal mill. In order to shorten the boiler time delay,the coal storage in the coal mills can be used in the controlstructure. This is done by modifying the mill roller oilpressure. A change of this pressure results directly in amodification of the coal flow to the burners, that is, the higherthe pressure the finer the coal grind, generating smaller coalparticles causing more coal to pass the classifier. If a certainfiring disturbance is of a short duration, the usage of the millstorage can be sufficient to correct the deviation. If there is along-term firing disturbance, the mill storage can be used toovercome the pulverisation delay and to limit the steampressure deviation and consequently the resulting loaddeviation (Wei and others, 2008).
18
Efficiency measures
IEA CLEAN COAL CENTRE
If the performance of a power plant unit is to be improved toachieve better efficiency, stability and flexibility, all thecritical control loops are needed to achieve a good controlperformance. According to Wei and others (2008), these loopsneed model-based, predictive control structures, withdecoupling functions.
In a number of case studies reported by Nalbandian (2004),although some environmental benefits were credited to anI&C upgrade, few were measured and/or quantified. Wherethe effects were observed and quantified a 1% reduction ingreenhouse gas emissions and a 1% improvement inefficiency was achievable, especially when a vintage systemwas upgraded.
3.2 Coal handling
An important area for attention is coal handling plant. Forexample, the increasingly high ash coals in India can lead toexcessive load on coal handling plant. Where highly abrasiveash coals are encountered, the use of more modern materialswill help improve the life of wearing surfaces in PC mills(Henderson, 2003).
3.2.1 Coal flow balance
Poor fuel balance is a relatively common issue in PC unitswhich impedes optimal combustion. The problem of fuelimbalance is particularly acute in units that use splittingdevices between the pulverisers and the burners. In Canada,Ontario Power Generation’s Nanticoke generating station(GS) uses quadrafurcators (one-to-four splitters) on many ofits units. These splitter boxes are arranged in the vertical,typically immediately downstream of a 90° elbow whichresults in poor fuel balance. This translates into a number ofproblems, including reduced flame stability and carbonconversion. The generally poor combustion conditions alsorequire increased levels of excess air with the expectednegative impact on NOx emissions, capacity and heat rate(Marshall and others, 2008).
Nanticoke GS has eight 500 MWe units. The boilers are of theopposed-fired design and are equipped with five pulverisersper unit. The original design of the firing system uses twolarge 28” (71 cm) outlet pipes on each mill. Each of theseoutlet pipes is routed to the centre-line of the boiler where aquadrafurcator is used to split each pipe into four smallerburner lines (14.25”, 36 cm). The resulting eight burners permill are arranged in three rows on the front wall and two rowson the rear (Marshall and others, 2008).
The original designers of the Nanticoke piping foresawproblems with a strong rope formation on the outer radius ofthe elbow. Ropes form from coal fines concentrating withinpulverised fuel (PF) pipes to make a tight formation. Whenropes form, it means that the particles cannot be evenlydistributed to boiler burners, particularly where PF pipe runssplit in multi-directions to carry the PF to the burners. Theseinefficiencies can lead to wasted energy (Conroy, 2008). Tocounteract rope formation a venturi has been used in the

original design at Nanticoke with the intention of centeringthe rope on the splitter box as an aid to distribution. However,in practice this venturi is simply not aggressive enough todisperse the rope. Models and measurements confirm that therope quickly reforms on the outer wall. This leads to two ofthe four outlet pipes being heavily loaded with pulverisedfuel. Poor fuel distribution on coal-fired units has a number ofimpacts on safety, emissions and economic performance. Itinfluences the maximum achievable unit load, unit heat rateand carbon content of the fly ash.
In 2006, Nanticoke GS fitted a Variable Area Rope Breaker(VARB®) system supplied by Greenbank Energy Solutionson a single mill serving Unit 2. This technology wasdeveloped by the University of Nottingham and GreenbankTerotech Ltd in the UK. It has been installed successfully on anumber of large (500 MWe) coal-fired units configured with3-way and 4-way splitters. VARB® devices are geometricfluid mixers which operate through a variety of modes andwork by moving both the fluid mass of air and the momentumof the pulverised fuel phase. The H-VARB® operatesessentially like an aggressive non-uniform venturi. Anaggressive venturi works by presenting the flow with anobstacle, which moves the pulverised fuel into the centre ofthe stream. A non-uniform venturi has, by its nature,incredibly high pressure drop (and high wear) and does notdeal with issues such as reattachment of the solid phase invertical lines or drop out in horizontal lines. In most splittingdevices, reattachment occurs due to the action of secondaryflow patterns in the air and momentum of the pulverised fuelphase. The H-VARB device is able to overcome the pressuredrop issue by its design which allows minimal constriction ofthe pipe. It is also able to prevent reattachment and drop outdue to its unique shape that disrupts secondary flow patternsand alters the path of the pulverised fuel. In addition, theunique cross section is designed to spread the pulverised fuelin the centre of the pipe which promotes mixing. The issue ofaccelerated pipe wear is handled by lining the internalsurfaces of the device with ceramic tiling and abrasionresistant wear linings. The trial at Nanticoke was the first useof the technology in North America. Initial testing of thesystem indicates a significant improvement in fueldistribution, reducing the imbalance from about ±50% toabout ±15% RMS (root mean square) from the mean(Marshall and others, 2008; Roberts and others, 2008).
3.2.2 Milling and coal dust
An instrumental system called COVEL has been developed byCESI for online monitoring of the velocity and flow rate ofthe coal dust transported in the single pipes in output from thegrinding mills. In terms of efficiency and emission control,the performance of the steam boiler combustion systems ofcoal-fired plants depends strongly on the composition of theair-coal mixture and is affected by any imbalances in the flowto the burners. A measurement system that allows thecontinuous monitoring of the concentration and velocity ofcoal particles inside the network of burner feeder pipes andthe detection of any coal flow imbalances inside them, is ofinterest to plant operators. It assists the online optimisation ofthe combustion process and thus efficiency, control of
19
Efficiency measures
Efficiency upgrades and partial carbon capture for coal-fired power plants
emissions and plant diagnostics. Recurring and potentiallydangerous phenomena such as clogging or plugging of thedust pipes and mill overloading, can be detected early bymeans of anomalous variations and trends in the velocity ofthe coal particles themselves (Zippo, 2008).
COVEL works on the detection of electrostatic chargefluctuations associated with the coal particles flowing into theconduits, ionised by means of the friction exerted inparticle-particle or particle-conduit wall contacts. Chargesensors are located in vertical segments of the pipes, far fromelbows and curves. Sensors do not come into direct contactwith the coal flow and so are not subject to wear or foulingand do not require periodic maintenance (Zippo, 2008).
Well balanced air and fuel flow at the burners are needed toget the highest efficiency and lowest emissions fromcoal-fired power plants. The COVEL electrostatic coal flowmeasurement system can be configured in a number of waysfor various measurement tasks: relative coal flow balance inall coal feeder pipes, coal pipe velocities, instability flowphenomena, and absolute mass flow. The COVEL system hashelped plant operators in the early detection and managing ofmalfunctions such as clogging and overloading.
3.3 Plant modifications
Plant modification is defined here as an upgrading, to modernstandards of plant equipment, in order to improve heat rate, orreduce emissions of greenhouse gases and reduce runningcosts.
In 2001, the IEA Greenhouse Gas R&D Programme (IEAGHG) appointed an Australian consortium to develop acomputer-based workbook to provide utility planners andpower plant management with a self-contained tool for‘first-pass’ assessment of retrofit options for reducing CO2
emissions from power stations. The aim is for the workbookto contain sufficient information for a user to identify anumber of options that might be suitable for a particularpower plant. The workbook would supply the user with ashort-list of options including (Juniper and Davison, 2003):plant modifications such as turbine reblading and additionalfeedwater heaters, plant upgrades, external generation,alternative fuels and CCS. A 25-year old, 160 MWe coal-firedpower station was selected as the retrofit candidate toillustrate the results obtained from the workbook. The designgross turbine heat rate for the plant was 8.90 MJ/kWh. Theoptions are given in Table 4.
There is a broad range in terms of the amount of CO2 reducedand the cost of it. One method of evaluating the cost ofreducing emissions of CO2 is to divide the capital cost ofretrofitting the option by the annual CO2 reduction per year.The results of this evaluation are shown in Figure 8. Thefigure illustrates the relative capital cost effectiveness of theoptions used in the example.
Generally all the plant modification options strive to increasethe efficiency of the plant:� turbine reblading includes replacing turbine internal

components with updated designs that yield turbine heatrates well below that of the original installation;
� turbine back-pressure reduction can be achieved byreducing the cooling water temperature, installing moreeffective online cleaning equipment, balancing the flow
20
Efficiency measures
IEA CLEAN COAL CENTRE
through the condenser or upgrading the air extractionequipment;
� boiler back-end temperature reduction can include theinstallation of additional heating surface in theeconomiser, or more commonly, in the air heaters;
� housekeeping includes simple tasks, such as reducing airleaking in the boiler, fixing leaking steam valves andglands, cleaning dirty or fouled heat exchangers andreducing auxiliary power consumption. A heat ratereduction of about 2% is possible with this option.
These are low cost options, but also generally save onlyrelatively small amounts of CO2. The most cost-effectivemethod in this category is the turbine reblading option thathas the highest potential to increase cycle efficiency and isalso relatively cheap. However, simple housekeeping can savesignificant amounts of CO2 and is virtually cost free (Juniperand Davison, 2003).
3.3.1 Water/steam cycle improvements
It is well known that the efficiency of the water/steam cycleused in conventional power plants can be optimised by(Poulsen, 2005):� increasing live steam parameters (temperature and
pressure);� reducing the condenser pressure by means of a cold and
Table 4 CO2 reduction options (Juniper and Davison, 2003)
Option Parameter changeRetrofitcapital cost,US$M
AnnualCO2
savings, kt/y
Effectivecost ofreduction,US$/t/y
Reduction inannualcosts,US$M/y
Plant modifications
Turbine reblading THR* 8.90 to 8.46 2.8 57 40 +0.7
Turbine backpressure reduction 7.60 to 5.75 kPa 1.1 13 87 +0.21
Boiler back-end temperature reduction 160 to 140°C 0.4 12 32 +0.16
Housekeeping 2% gain in THR* 0.08 23 3.4 +0.36
Plant upgrades
Auxiliary gas turbine Add 35 MW gas turbine 35 322 108 –10
Gas turbine repowering Add 2x160 MW gas turbines 201 1549 130 –4.6
External generation
Wind power Add 5 MW @ 40% ACF† 4.7 15 319 +0.13
CO2 capture and storage
CO2 scrubbing 10% CO2 removal 9.3 117 80 –1.5
Alternative fuels
Coal to gas 11 407 26 –3.2
Biomass cofiring 5% biomass energy 0.5 50 11 –0.06
Mini-hydro Add 5 MW @ 80% ACF† 11 29 389 –0.5
* Turbine Heat Rate † Annual Capacity Factor
350
300
250
200
100
50
CO2 savings, kt/y
Cap
ital c
ost,
$/tC
O2/
y
400
450
mini-hydro
1,00010010 10,000
150
wind power
biomasscoal to gas
turbine reblade
CO2 scubbing
auxiliarygas turbine
gas turbinerepowering
turbinebackpressurereduction
boiler back-endtemp reduction
housekeeping
Figure 8 Capital cost effectiveness of CO2reduction options (Juniper and Davison,2003)

effective cooling media, preferably sea water;� using reheat and maybe double reheat;� optimising the feedwater temperature;� selecting the single train mono component solution for
the air/flue gas path.
For example, double reheat seems to add an extra 1.5% pointto the cycle efficiency of the single reheat water/steam cycle.However, the single reheat cycle has more or less become thestandard water/steam cycle for modern coal-fired units as it ismuch cheaper (Poulsen, 2005).
3.4 Boilers
Alstom has been involved in the development of a project inSouth Africa, with Eskom, to retrofit and uprate their six unitArnot power station, originally rated at 350 MW per unit. Theobjective is to retrofit new major plant components in acost-effective manner, so that each unit can produce acontinuous gross electrical output of 400 MW and the unit lifeis prolonged by 20 years (Stephen and others, 2007).
The main focus was on:� the optimal thermal cycle;� determination of suitability and serviceability of existing
plant for the new conditions;� greatest possible reuse of existing components while
ensuring fit for purpose and requalification whereappropriate;
� retrofitting new HP and IP turbines to increase efficiencyand flow swallowing capacity;
� retrofitting of boiler pressure parts and coal feedingplants to provide increased steam flow;
� replacement, retrofit and/or modification to various boilerand turbine auxiliary components to ensure integrationinto, and capability of the existing plant.
Preliminary studies showed that the target output of 400 MWecould be achieved with an upgrade or retrofit of the steamturbine, but that the boiler would be the limiting element. Thestudy recommended limiting the increase in steam flow toboiler maximum continuous rating (BMCR) flow +5%(Stephen and others, 2007).
Increasing the steam flow raises issues for the boiler. The safetyvalves on the steam drum of a natural circulation boiler, thesuperheater outlet header and reheater inlet and outlet headersmust be checked for relieving capacity and operating pressureon the design code. If the required relieving capacity for theupgrade is not available from the installed complement ofsafety valves then larger size valve internals may be required.On existing boiler installations, changes in operating conditionsresulting from capacity upgrades can only be accommodatedwithin the certified design pressure and the rules governing theselection, capability and operation of the safety valves (Stephenand others, 2007). The systems pressure of the boiler turbinecomplex needs to be checked if steam flow exceeds originalboiler maximum continuous rating.
Waterwall circulation analysis is boiler-specific and may notalways be a major concern. In general, an assessment is
21
Efficiency measures
Efficiency upgrades and partial carbon capture for coal-fired power plants
needed of the ability of drum type boilers to operate withadequate heat flux margins to ensure that the furnace tubing isadequately protected at the upgraded operating conditions.
The issues associated with increased firing cover the boilerfurnace, pressure parts, burners, pulverisers, and air supply,for example. An important performance goal for the boiler isthe maintenance of main steam and reheat steam temperaturesafter the retrofit (Stephen and others, 2007).
3.4.1 Economiser
In certain boiler-specific cases, the issues of boiler efficiency,flue gas temperature control and firing rate may all combineto suggest a need for review of the thermal performance of theeconomiser. Upgrading the economiser may be a viablesolution to the problem of maintaining acceptable exit fluegas conditions. Economiser upgrades also influence theoverall flue gas system pressure drop and can result in plantpower savings (Stephen and others, 2007).
The final feedwater temperature (or economiser inlettemperature) is a function of the performance of the highestpressure (top) feedwater heater and the pressure of the heater.The ability to reduce or increase the final feedwatertemperature is important as it allows the turbine cycle to beoptimised still further for either heat rate or power. If theboiler heat input is to be kept constant, another alternative isthen to increase the final feedwater temperature to improvecycle heat rate and to recover the power by increasing themain steam flow (Stephen and others, 2007).
Boiler efficiency management involves both performancemonitoring activities and routine testing. Boiler efficiency ismainly dependent on the gas outlet temperature. It is possiblethat some gains may be made on boiler efficiency by acombination of adjustments of the economiser inlet temperatureand economiser surface (Stephen and others, 2007).
Mijakovski and Mijakovski (2008) have looked at increasingthe efficiency of a lignite-fired power plant, TPP-Bitola(3 x 225 MW) in Macedonia, by replacing the watereconomiser with a turbine economiser as an additional heat-exchanging surface. The heat from the flue gas is used to heatthe feedwater. By doing so, part of the steam extracted fromthe turbine is replaced and used for regenerative heating offeedwater. The turbine economiser was put in place after thewater economiser in the flue gas-air tract of the boiler to heatpart of the feedwater. This portion of water bypasses threeregenerative high pressure heaters, and after heating, mixeswith the basic feedwater flow before the water economiser.The design achieves great efficiency, which compensates forthe decline in power of the turbine.
This proposed modernisation offers advantages, but also,inevitably has costs. The cost of building a turbineeconomiser with a total estimated weight of 190 t, the cost ofits installation and for increasing the capacity of air unitheaters have to be considered. Modernisation with the turbineeconomiser installation would cost about 500 $/kW(Mijakovski and Mijakovski, 2008).

3.4.2 Reheater
The reheat temperature is a very important condition bothfrom a heat rate and power consideration. In retrofitting animproved HP turbine section, the increased efficiency resultsin a reduction in cold reheat temperature. As a consequence,hot reheat temperature will be reduced with a detrimentaleffect on both power and heat rate, assuming nothing else ischanged. Reheat temperature can be maintained by eitheroperational adjustments such as burner tilts and spray flows,or by resurfacing the reheater. In any case, a comprehensiveboiler analysis is required in order to quantify the extent ofchanges, and in many situations the analysis highlights otherareas of deficiency or shows modifications to other areas thatmay help the reheater (Stephen and others, 2007).
3.5 Turbines
The low pressure cylinders of older turbines with significantresidual life may be replaced with modern, more aerodynamicdesigns. Reducing losses by use of new blade profiles andexhaust hood geometry selected using computational fluiddynamics software improves thermal efficiency significantly,and the practice is generally cost-effective because of themajor saving in fuel costs. Turbine heat rate and outputimprovements of 2–6% have been achieved by optimising theaerodynamics of the original turbine flow path(Henderson, 2003).
Renovation and modernisation of turbine generators, byreblading can improve output and efficiency significantly. Forexample, there are 150 units of 200 MWe capacity incommercial use in China. These 1960s vintage, Russiandesigned, Chinese (Harbin Turbine Works) built, reheatturbines operate at 12.75 MPa/535°C/535°C. Field test datashow that the turbines operate at heat rates of8583–8667 kJ/kWh, which is much higher than the designvalue. The reblading improved unit heat rate by 5%, andwhere excess boiler capacity was available, raised output by10% (Henderson, 2003).
22
Efficiency measures
IEA CLEAN COAL CENTRE
Eitz (1996) reported on the upgrading of three 500 MWbrown coal units in Germany – at Standorten, Jänschwaldeand Boxberg. The primary purpose of the upgrade was forFGD and NOx reduction, but efficiency was also improved.Another result of the upgrades was a reduction in the specificenergy use of the turbine of 400 kJ/kWh, mainly through theuse of an optimised LP turbine. The improvement of5 percentage points in the boiler efficiency was largely due toa marked reduction in the temperature of the exhaust gas.Upgrading reduced the energy use of the turbines in the threeunits from 8705–8930 kJ/kWh to 8370–8490 kJ/kWh. Thesteam boiler efficiency increased from 84.0–85.0% to89.1–90.2%. The auxiliary power use increased from 5.2% to7.2%, as a result of the addition of FGD. Overall, theefficiency of the units was increased 10% which resulted in areduction in coal use and a decline in CO2 emissions from1.4 kg/kWh to 1.2 kg/kWh.
3.6 Electrostatic precipitators
Retrofitting of pulse energising of electrostatic precipitators(ESP) is standard practice in most PC plant in OECDcountries. It improves particle collection efficiency andreduces the precipitators’ power demand by reducing coronadischarges (Henderson, 2003). Installation of fast pulsecontrol systems for electrostatic precipitators will save 50% ofpower used by this part of the plant and reduce emissions.
3.7 Auxiliary power reduction
The auxiliary power consumption of a plant is significant toits economic operation, affecting both output capacity andefficiency. Major energy consumers are electric boiler feedand condensate pumps, cooling water pumps, induced draughtand forced draught fans, coal and ash handling systems andcoal crushers and pulverisers. Pulverisers and draught systemscan consume a total of about 2% of generated power. Flue gasscrubbers also consume large amounts of pumping powerwhere used. Where the boiler feed pump is driven by aseparate steam turbine instead, auxiliary power demand is
Table 5 Auxiliary power requirements (Chew, 2003)
ComponentAuxiliary power demand(as percentage of gross output)
Boiler fans 1.4–2.0
Coal mills (vertical spindle mills) 0.32–0.53
Feed pumps (for supercritical cycles only, steam pressure from 240–260 bar (24–26 MPa)) 3.3–3.9
Cooling water system –1
Generator transformer loss 0.18–0.4
FGD system (covers wet limestone/gypsum and spray dryers) 0.5–1.75
Representative total for plant with electric feed pumps and with FGD 7–8*
Total with steam turbine driven feed pumps and no FGD 3.0–4.5*
* Units firing international coals and normal situations, that is, no particular difficulties, includes ash and fuel transport and miscellaneouslosses, excludes coal yard/harbour power requirements.

lower but less power is produced in the main turbogenerator.Where electrically driven feed pumps are employed, variablespeed drives are now usual because of their electricalefficiency advantages at reduced plant output. Variable speeddrives are also used for fans. Modern fans in mechanicaldraught cooling towers are more efficient than older designs(Henderson, 2003). The use of variable speed drives insteadof original hydraulic couplings can save power, as can the useof waste steam, and ash handling and cooling system designimprovements.
Chew (2003) conducted an assessment of the powerrequirement of plant auxiliaries, based mostly on subcriticalplants, but with sufficient near-term supercritical units to givea good indication of the typical range of values. The resultsare given in Table 5. The totals shown in Table 5 apply tofiring with internationally traded coals.
3.8 Induced draft (ID) fans
Induced draft fans remove flue gases from the furnace andforce the exhaust gas up the stack. The high power demand ofID fans was an issue that affected power plant energyconsumption. It was traced to poor ducting and fan inletgeometries. Work has been undertaken to reduce the energydemand of ID fans.
The Heyden power station at Petershageen/Lahde is thelargest coal-fired unit of E.ON Power, at 925 MW gross. Ithas an efficiency of approximately 41%. Investigations toupgrade the existing ID-fans showed that it would benecessary to fit new rotors and bigger drive motors withhigher nominal power, and to upgrade the ESP and ductsystem. These measures would not have been an economicway to improve the efficiency of the plant. Also thesemeasures would cause underpressure in the ESP below thedesign limit, under conditions of maximum volume flow andnormal pollution. Freitag and Neumann (2007) have describedthe results of a flue gas flow system optimisation to reducepressure losses. The various elbows of the draft system, aswell as the ID-fan inlet and discharge ducts were redesigned.As a result of the lower pressure loss of the overall draftsystem, the power consumption of the ID-fans could bereduced by about 2 MW. This reduced CO2 emissions andplant running costs.
Another typical problem is the distorted fan inlet flowvelocity profile. The non-uniform axial flow velocity profile,as well as the pre-swirl at the fan inlet create differentincidence angles at the blades; thus each blade at the fanimpeller is loaded differently. This leads to deterioration offan performance and secondary noise emissions. TheCanadian company M&I Power Technology Inc is developingaero-acoustic diffusion systems, as used in the Heyden powerplant. The diffusers are designed so that the deviation of themaximum velocity should be low compared to the averagevelocity (Freitag and Neumann, 2007).
During an overhaul of the Heyden power plant in 2005, M&IPower Technology Inc installed a newly designed diffusionsystem. The flue gas ducts from the boiler output were
23
Efficiency measures
Efficiency upgrades and partial carbon capture for coal-fired power plants
retrofitted. The main target was to reduce the pressure drop ofthe duct system by approximately 11 mbar (1100 Pa). Theguaranteed pressure drop savings were:� 3.5 mbar (350 Pa) from the boiler output to the ESP;� 5.75 mbar (575 Pa) from the ESP to the fan discharge
silencer.
According to Freitag and Neumann (2007), the aero-acousticdiffusion systems provide potential for optimisation of criticalzones, not only of the flue gas draft system but also at the airside. This technology has the potential to solve flow inducedproblems and energy savings can be made.
3.9 Heat recovery
The formation of highly corrosive acids during cooling of fluegases is a limiting factor in the utilisation of waste heat forimproving efficiency. For example, it is common for hot fluegas arriving from the air preheater to be conductedimmediately to wet FGD via an electrostatic precipitator, andthen discharged directly into the cooling tower withoutreheating. As a rule, the flue gas inlet temperature is higherthan the absorber’s operating temperature to avoid corrosionproblems in the ducts. The excess heat is normally wasted byquenching with water in the FGD (Michels and others, 2004).
Balcke-Dürr Service GmbH has developed a number of heatrecovery systems in the past. Examples include the modernlignite-fired power plants of Schwarze Pumpe and Lippendorfin Germany. In both plants, the heat recovery system is usedfor condensate preheating. At Niederaussem K, the extendedheat recovery system includes an airheater bypass economiser.In this case, excess flue gas heat is extracted prior to enteringthe absorber. Then it is diverted via a heat displacementsystem to an additional air preheater that is installed upstreamof the main air preheater on the combustion side.Consequently, the main air preheater requires only a part ofthe flue gas to be discharged into the boiler. The remaining25%, is introduced into an air preheater bypass economiserand used to heat the high pressure feedwater and to generatelow pressure steam, which relieves the feedwater steam cycle(Kortz and Adamczyk, 2002).
The lignite-fired power plant Voitsberg 3 in Austria, has beenretrofitted with a heat recovery system. Flue gas cleaning iscarried out in two separate lines, only one of which isequipped with a reheater. The composite temperature of bothportions of purified gas at the stack inlet is above theprescribed minimal values (Kortz and Adamczyk, 2002).Table 6 shows the results of the different flue gas heatrecovery systems.
Babcock Borsig Service has developed the POWERISE® heatrecovery system to utilise these excess heat potentials forincreasing power plant efficiency. Special corrosion resistantheat exchangers are used to cool the flue gases before theFGD, well below the acid dew point, which minimises theheat wasted by quenching. The heat exchanger is built ofsmooth fluoroplastic G-FLON®, featuring high corrosionresistant tubes arranged on a U-tube configuration. They arebundled in compact individual modules and fitted from above

into a rectangle. Also, part of the duct work is corrosionprotected casing. In the heat exchanger the heat is transmittedto water, which serves as the heat transfer medium (Michelsand others, 2004).
Four different alternatives for heat recovery were examinedfor the Mehrum power plant in Germany. Air preheating usingflue gas heat was achieved. The power plant ran with mediumload operation characterised by daily shut-downs and start-ups. There were two flue gas lines, each with a separate wetFGD. In the first line, the flue gases were put directly into theabsorber, the flue gas temperature of about 150°C wasdecreased by quenching. In the second line, a regenerativegas/gas heat exchanger is installed around the FGD for heatdisplacement. After the absorbers, the cold clean gases in lineone and the reheated ones of line two are mixed to reach therequired flue gas temperature in the stack. Following this, anunused heat potential before the FGD in line one wasavailable for heat recovery. At Mehrum, it was considered thata minimum flue gas inlet temperature of 85°C was possible.Thus, a heat potential of about 30 MWth can be recovered bycooling the flue gases in line one. Kraftwerk Mehrumfeatured a steam/air preheater before the regenerativeLjungstroem air preheater. In general, this is to give support inspecial load cases, such as very low air inlet temperatures, orat start-ups and to prevent any corrosion at the cold flue gasend of the regenerative air preheater. However, in the Mehrumpower plant, the steam/air preheaters are in operation nearlycontinuously, due to the nature of the coal used. Thus, besidesthe condensate preheaters, the air preheating before theregenerative preheaters has been considered as a possible heatsink for the heat recovery system (Michels and others, 2004).At Mehrum, the heat recovery system for single air preheatingwas shown to be the most efficient and profitable solution.The boundary conditions are shown in Table 7.
Babcock Borsig Service received the order for the heatrecovery retrofit at Mehrum power plant in October 2002. Theorder was on a turnkey basis, which means that alldisassembly, delivery and assembly of pipework, systemtechnology of the water cycle, insulation, basic engineeringfor the control system was included in addition to the severalheat exchangers on the flue gas side, on air side and waterside. Besides this, Kraftwerk Mehrum placed only oneparallel order for heat recovery: the integration of the heatrecovery control system into the main control system of the
24
Efficiency measures
IEA CLEAN COAL CENTRE
power plant. It took less than ten months to commission thePOWERISE® heat recovery system (Michels and others,2004).
In addition to increasing the power plant performance, theautomation of the start-up ensured a more convenient start-upof the air preheaters and a more constant regulation of the fluegas outlet temperature downstream of the main air heater. Aconstant flue gas outlet temperature ensures dry conditions inthe air heater and thus reduces its fouling. The benefits of thesystem can be summarised as follows (Michels and others,2004):
Recovered heat: 30 MWthResulting additional electrical output: 6.5 MWeIncrease of overall efficiency: 0.37 % pointsSaving of hard coal: 11,500 tSKE/yReduction of CO2 emissions: 31,000 tCO2/y(1 kg SKE = 29.308 kJ/kg; 1 t SKE = 29.308 MJ/t)
The return on investment, based on fuel saving and interest of12% is about eight years. Further returns were realised byselling parts of the emission rights.
3.10 Cooling towers
Cooling tower improvements, for example pre-softeningmake-up water and changing to more efficient packing in newtowers will economise on tower size and pump powerconsumption and reduce the water outlet temperature. The use
Table 6 Heat recovery at three European power plants (Kortz and Adamczyk, 2002)
Schwarze Pumpe2 x 800 MWe,condensate preheating
Niederaussem K950 MWe,air preheater bypass
Voitsberg 3330 MWe,district heating supply
Heat recovery, MWth 2 x 64 77.9 10
Increase in electricity generation, MWe 2 x 12.3 28 –
Percent increase electricity generation, % 1.5 3 –
Increase of power plant efficiency, % points 1.5 3 –
Reduction of CO2 emissions, t/y max 2 x 94,000 175,000 6750
Reduction of absorber water consumption, t/d max 2 x 4200 5200 333
Table 7 Boundary conditions of installing a heatrecovery system at Mehrum powerplant, Germany (Michels and others,2004)
Heat recovery, MWth 30
Increase in electricity generation, MWe 6.5
Percent increase in electricity generation, % 0.9
Increase of power plant efficiency, % points 0.2
Reduction of CO2 emissions, t/y max 31,000
Fuel saving (hard coal), t/y max 11,000

of more efficient fan blades in cooling tower fans will reducepower consumption significantly. Cooling tower performancewill deteriorate gradually as clogging of the fill occurs fromdeposits of salts, organic matter, suspended solids or bacteria.A velocity and temperature profile of the tower can beconducted in a test to identify areas of poor heat exchange andunusual air velocity. This may then indicate, for example, thateither some additional fill may be required or that additionalor larger nozzles are needed (Henderson, 2003).
3.11 Air heater leakage
Poor seals in rotary air heaters allow combustion air to bypassthe furnace, causing thermal efficiency penalties from higherfan power requirements, greater flue gas heat losses, and evenderates from draught system limitations. This is a problem inolder Chinese and Indian plant. Alternative air heater designsare available but are expensive. Replacement of seals with theadoption of a double sealing arrangement has beenrecommended as a possible remedy. Better hub sealing is alsoworth attention as leakage via that route can represent up to20% of the air heater leakage (Henderson, 2003).
3.12 Ash handling
The Clyde Bergemann Power Group has developed theDrycon system, which is a dry bottom ash conveying system.It is mounted fully sealed to the combustion chamber. Thenegative pressure inside the boiler sucks air in, in acontrolled manner, mainly at the top end of the Dryconsystem, into the bottom ash extractor system. The air movesin a counter flow direction along the surface of the ash,which rests on the conveyor belt. This activates a reburningprocess of the glowing ash, which reduces the level ofunburnt carbon and frees up additional thermal energy. Theair is heated up before it enters the combustion chamber andadds additional thermal energy to the steam generatingprocess inside the boiler. About 1% of the total combustionair is required for the dry cooling system and can beconsidered as a constant value in the boiler design. Thesystem increases efficiency as the additional introduction ofhot air makes more thermal energy available for the steamgeneration process (Rueda, 2008).
25
Efficiency measures
Efficiency upgrades and partial carbon capture for coal-fired power plants
3.13 Economics
Table 8 presents the relevant economics for advancedsupercritical retrofit and carbon capture and demonstrates thatit is feasible to employ carbon abatement technologies inparallel with demand side efficiency improvements andrenewable generation to reduce CO2 emissions.
Spalding (2005b) concludes that technologies are currentlyavailable for the economic abatement of carbon from existingcoal-fired power plant. In combination, such technologies canreduce CO2 to a level comparable with many existinggas-fired power plants. Carbon abatement technologies can beretrofitted in a staged manner allowing significant reductionsin CO2 quickly. Such retrofitted coal-fired power plant can bedesigned to be capture ready.
3.14 Discussion
The current efficiency of most coal-fired power plants is wellbelow the maximum possible which means that there is greatpotential for improvements. This chapter has described theefficiency gains that can be made by improving existingplants. The way the thermal efficiency of a power plant isdefined affects the value determined or quoted, andconventions vary around the world. However, it is generallyaccepted that there is more scope to improve the efficiency ofmany older plants in developing countries, than there is forplants in OECD countries.
Most coal-fired plants use PC combustion and so much workhas gone into improving the efficiency of this type of plant. Aconventional PC plant operating with a thermal efficiency ofabout 36% produces about 0.9 tCO2/MWh.
Plant modification has been defined as an upgrading tomodern standards of plant equipment, in order to improveheat rate, or reduce emissions of greenhouse gases and reducerunning costs. Various modifications and maintenancepractices have been described. For example, the quality ofboiler cleaning has a major effect on the efficiency andeconomics of a PC power plant. This is because slagging andfouling both reduce heat transfer.
Table 8 Economics for advanced supercritical (ASC) retrofit and carbon capture (Spalding, 2005b)
12.5 GWe of UK coal fleetretrofitted with ASC
5 GWe of installed windturbines
12.5 GWe of UK coal fleetretrofitted with ASC andcarbon capture
CO2 savings(versus 36% efficient coal)
10 MtCO2-e/y 10 MtCO2-e/y 56 MtCO2-e/y
Capital cost £2.5 billion£3.6–5 billion (excludesback-up)
£9.1 billion
Cost of electricity1.8 p (average 60% loadfactor, 15 y write-off)
5.51–7.72 p/kWh (average25% capacity factor, 20 y life)
3.25 p/kWh (average 25%capacity factor, 20 y life)
Cost of CO2 abated(versus 36% efficient coal)
12 £/tCO2 40–60 £/tCO220 £/tCO2 (excludes transport,storage and EOR)

Supervisory systems for the continuous checking of plantequipment can contribute to total plant efficiency. ModernI&C systems are essential to achieve optimal integration of aplant with the power system and to ensure good control ofparticulate emissions. Replacement and upgrading of obsoleteplant control and monitoring systems are important. Around apercentage point gain in efficiency can result typically fromcontrol system renovation with diagnostic tools.
Poor fuel balance is a relatively common issue in PC unitswhich impedes optimal combustion. In terms of efficiencyand emission control, the performance of the steam boilercombustion systems of coal-fired plants depends strongly onthe composition of the air-coal mixture and is affected by anyimbalances in the flow to the burners. Well balanced air andfuel flow at the burners are needed to get the highestefficiency and lowest emissions.
Boiler efficiency management involves both performancemonitoring activities and routine testing. Boiler efficiency ismainly dependent on the gas outlet temperature. It is possiblethat boiler efficiency may be improved partly by acombination of adjustments of the economiser inlettemperature and economiser surface.
The auxiliary power consumption of a plant is significant toits economic operation, affecting both output capacity andefficiency. For example, the renovation and modernisation ofturbine generators, by reblading, can improve output andefficiency.
Proper control of excess air will minimise fan powerconsumption. Cooling tower improvements may economiseon tower size and pump power consumption and give a lowerwater outlet temperature. The improvements may includepre-softening make-up water, and improving the packing innew towers. Power consumption can be reduced by the use ofmore efficient fan blades in cooling towers.
Technologies are available for the economic abatement ofcarbon from existing coal-fired power plant. In general, usefulimprovements can be achieved without relying on expensivesolutions. Renovation and modernisation of elderly plants canbring performance close to modern standards, usually at nomore than a third of the cost of replacement capacity.Efficiency gains of 5–10% have been claimed to be possiblewith only minor ‘tune-ups’. Improvements of 2–5 percentagepoints have been achieved more commonly by plantrenovation, life extension programmes and fuel qualityimprovement.
26
Efficiency measures
IEA CLEAN COAL CENTRE

The previous chapter considered modifications of power plantsto increase efficiency. This chapter looks at more major retrofitsand the development of supercritical and ultra-supercriticalplants. About one third of the worldwide installed generationcapacity is more than 30 years old. These power plants weredesigned in the 1960s and 1970s using the technology of thetime and applying the operational requirements of the past. Themajority of these power plants can be found in the maturemarket economies of North America and Europe. The dominanttechnology used for these plants was a conventional steamcycle. In the next few years, there will be an increasing numberof old plants becoming candidates for modernisation, reflectingthe past growth in installed capacity. Between 2005 and 2015,over 150 GW of installed capacity will approach an in-serviceage of 40 years and so will be due for a major overhaul orreplacement (Ciesielski and others, 2008).
Many coal-fired power plants in Europe are overdue forreplacement due to worn-out parts or failure to meet newemissions standards. However, numerous major componentsmay be reused and the plant rejuvenated to match currentemission standards and improved thermal efficiencies.Retrofit to state-of-the-art supercritical steam conditions andemissions abatement technology is a cost-effective way toextend plant life by 20 y or more without compromise. Theresulting higher cycle efficiencies inherent with supercriticalsteam conditions means that less fuel needs to be fired togenerate a given MWe output as compared with existingsubcritical plant. The lower fuel input translates immediatelyinto reduced emissions in terms of t/h of flue gas produced,and results in smaller capacity emissions clean-up equipment(Upton and others, 2007).
First, this chapter describes major upgrades to boilers andturbines that are possible. The second part considersdevelopments in supercritical and ultra-supercritical
27Efficiency upgrades and partial carbon capture for coal-fired power plants
technology and how these may serve to reduce emissions ofCO2.
4.1 Boilers
Boiler efficiency can be increased by:� using an effective air preheater to reduce flue gas exit
temperature;� reducing unburnt carbon (UBC) in the fly ash, by
effective and improved combustion;� reducing excess air and thereby reducing flue gas loss;� reducing leakage in the air preheater;� reducing pressure loss of the water/steam cycle;� selecting the single train mono component solution for
the air/flue gas path.
The efficiency of supercritical power plant can be increased insmall steps to 45% (LHV) and beyond, as shown in Figure 9.The first two steps in the diagram concern the waste gas heatloss, the largest of a boiler’s heat losses, which is about 6–8%.The air ratio, usually called the excess air factor, represents themass flow rate of the combustion air as a multiple of thetheoretically required air for complete combustion. The excessair increases the boiler exit-gas mass flow and, hence, the wastegas heat loss. Improved combustion technology, such as finercoal grinding and improved burner design, permit lowering theexcess air without sacrificing completeness of combustion.Some of these remedies consume more energy, for example forgrinding the coal more finely, but this increase in parasiticenergy is usually small compared to the efficiency gainresulting from reduced excess air (Beér, 2007).
The boiler exit gas temperature can be reduced by appropriateboiler design which is limited only by the dew point of theflue gas. There is a close relationship between the excess airof combustion and the low limit of exit gas temperature froma boiler fired by a sulphur-bearing fuel. At an exit gastemperature of 130°C, a reduction of every 10 K in boiler exittemperature increases the plant efficiency by about 0.3%(Beér, 2007).
Both condenser pressure and boiler final gas temperature (atthe air heater exit) have a major influence on plant efficiency.The effect of condenser pressure leads to the situation where aDanish seawater-cooled station can achieve a condenserpressure of 25 mbar (2500 Pa) or less whereas stations overconsiderable areas of the USA and other parts of the world,are likely to have pressures of 80 mbar (8000 Pa) or greater.This would result in a 5.6% relative difference in efficiencies(equivalent, for example, to 44.4% against 42% plantefficiency). These sensitivities are not based on a giventurbine (Chew, 2003).
4.1.1 Boiler design
BWE in Denmark developed its USC technology in the early
4 Plant upgrades
G
44
43
42
41
40
Net
effi
cien
cy, %
(LH
V) 45
46
doublereheat
0.003 MPa
30 Mpa600°C
120°C1.15
singlereheat
0.0065 MPa
25 Mpa540°C130°C
1.25
reheatingcondenserpressure
steamconditions
stack gastemperatureair ratio
Figure 9 Effect of various measures for improvingthe efficiency of PC-fired power plant(Beér, 2007)

1990s when Elsam ordered 2 x 415 MWe units. The main datafor these units are summarised in Table 9. AlthoughSkaerbaek is a twin of Nordjylland, it uses natural gas. Theunits were state-of-the-art for their time, and werecharacterised by high live steam and reheat steam parameters,and by the introduction of the double reheat water/steamcycle. As a result of the elevated steam parameters, thefeedwater temperature was as high as 290°C (Poulsen, 2005).
Elsam’s 415 MWe Nordjyllandsvaerket 3 in Denmark begancommercial operation in 1998. The net plant efficiency hasbeen measured at >47%. Emissions are within the requiredlimits. The high steam characteristics have not caused anyspecial problems and the double reheat system is easy to handlein daily operation. It is a combined heat and power plant.
There are several key issues in the design of supercriticalboilers, some of these associated with the higher steamconditions being adopted to increase plant efficiency and othersrelated to the prerequisite of a once-through steam systemneeded for heating the supercritical fluid. One such issue is thedesign of the furnace wall tube system (Chew, 2003).
4.1.2 Furnace wall tubes
At full load, the critical mass of fluid in the furnace tubes iscomparatively low to avoid excessive temperatures. However,the usual method of part load operation is by sliding pressurecontrol, with progressive reduction in operating pressure.Compared to throttling control, this has the advantages ofminimal variation of shell temperature at the inlet end of theturbine, improved cycle efficiency, and other factors such asreduced pressure and thermal stresses in components. Whenthe pressure in the furnace wall drops below the criticalpressure, the mass flux required to avoid film boiling (withconsequent large increases in wall temperature) increasesdramatically. The load range where the mass flux is mostcritical is in the range 200–220 bar (20–22 MPa) (Chew,2003).
The standard solution is to use a spiral wound furnace, withinclined tubes as opposed to vertical tubes. This reduces thenumber of tubes in the furnace and, hence, increases the fluidmass flow in each tube. At the same time, the individual tubelength is increased and each tube passes through each part ofthe furnace heat transfer surface. Variations in heat inputbetween mid-wall and corner locations, for example, aresmoothed out because each tube passes through both regions(Chew, 2003).
28
Plant upgrades
IEA CLEAN COAL CENTRE
Tube wall temperature at the furnace outlet is another issuethat is exacerbated by the drive to higher final steamconditions. It is strongly related to fluid outlet temperature.The requirement is to limit temperature to within thecapability of tube materials that do not require post-weld heattreatment. The actual limit for the common 1% chromium(Cr) 0.5% molybdenum (Mo) material is about 455°C,although a value of 460°C is used for 0.5% Cr material. Thistranslates to a fluid outlet temperature limit of 420–430°Cwhen allowances have been made for the effects of wallthickness and the growth of magnetite on the inside surface ofthe tubes, which increases the mid-wall temperature (Chew,2003).
Spiral furnace wall tubes have the following limitations,compared to vertical tubes (Chew, 2003):� higher furnace construction costs, because the tubes are
not self-supporting, and so additional furnace framing isrequired;
� complexities arise at the transition between spiral andvertical tubes at the furnace outlet, at the corners and inthe ash hopper;
� tube repair is more difficult and expensive;� pressure drop is higher due to higher fluid mass flux;� stratification in the inclined tubes leads to a still higher
mass flux requirement, to suppress film boiling at thecrown of the tubes.
Vertical tube furnaces are being developed to overcome thesedrawbacks. They utilise internally ribbed tubes to preventoverheating. Typically these tubes have good heat transfereven at low mass flux, due to both the increased turbulenceand the swirl created by the ribs. The two rival designs forvertical walled furnaces centre on the original licences forsupercritical plants, that is, the Benson and Sulzer licences(Chew, 2003).
Current alloys allow high pressure main steam temperatures of600°C and higher reheat steam temperatures to be used. Somenew plants will use 620°C for the reheat steam. These highersteam temperatures are possible as a result of the materials nowavailable to manufacturers. Longer-term developments foreseemuch higher steam conditions, for which R&D activities on theuse of nickel superalloys are in progress for plant efficiencies ofover 50% net LHV (IEA, 2007).
4.2 Turbines
There are a number of considerations to be taken into accountwhen increasing the turbine capacity. For example, in
Table 9 Main data for Danish USC boilers built by BWE (Poulsen, 2005)
Plant Year Capacity, MWeProduction ofHP steam, t/h
Steam data Feedwatertemperature,°C
MPa °C
Skæbækværket Unit 3 1997 415 972 29 580/580/580 290
Nordjyllandsværket Unit 3 1998 415 972 29 580/580/580 290
Avedøreværket Unit 2 2001 415 1067 30.5 580/600 310

retrofitting the HP turbine, the required flow can beaccommodated at a wide range of turbine inlet pressures. Theability to redesign the turbine to accept increased flow atreduced pressures increases the value of the HP retrofit beyondthe gain from efficiency improvement, as it may allow apreviously untapped boiler reserve to be exploited. However,the IP and LP turbines need to be considered as to whether theycan handle the increased steam flow and the associated increasein stage pressure (Stephen and others, 2007).
The development of existing designs of HP turbine forapplication to supercritical conditions has been largelysuccessful using high chromium ferritic steels. In general,manufacturers have retained standard moving bladeconstruction. Many of the features of HP turbines are presentin the design of the very high pressure turbines used fordouble reheat systems. The main difference is in the base orhub diameter of the blading. For a given volumetric flow ofsteam, the turbine’s blade heights generally increase inproportion to any reduction in mean blade diameter. Thus, theselection of a modest hub diameter produces reasonableheight blades, which limits leakage loss and assists inproducing acceptable stresses in the casings, but the relativelylow blade speeds require a reduction in the work done perstage, leading to an increase in the number of stages ofblading (Chew, 2003).
New alloys based upon 10%Cr-Mo-W-V-Nb-N-(B)(chromium-molybdenum-tungsten-vanadium-niobium-nitrogen-boron) have been developed for turbine rotors andcasings for construction of 30–32.5 MPa/600–610°C turbines.Creep tests extending to 40,000 hours, together with large-scalefabrication trials, have given reliable results. Hence, turbineparameters of 600°C/32.5 MPa were considered state-of-the-artin 2003. Forged and cast ferritic alloys that have creepcapabilities of 620°C and above, have been developed (Chew,2003). At the Isogo New Unit 1, near Tokyo, Japan, advancedsteam parameters of 25 MPa/600°C/610°C have been madepossible by the availability of recently developed steels. Highsteam conditions give a good efficiency of over 42% net LHVbasis. The Isogo New Unit 2 which began construction inOctober 2005, will have even higher steam conditions of25 MPa/600°C/620°C (IEA, 2007).
It is predicted that ferritic alloys may, with furtherdevelopment, be able to operate at still higher temperatures.By the addition of cobalt to 12Cr-W steel the Japanese expect
29
Plant upgrades
Efficiency upgrades and partial carbon capture for coal-fired power plants
to be able to manufacture steam turbines capable of handlingfinal steam conditions of 35 MPa/650°C (Chew, 2003).
4.3 Advanced steam cycles
Supercritical and ultra-supercritical plants are defined by thesteam temperatures they generate. The term supercriticalrefers to any fluid at a temperature and a pressure above itscritical point, also a fluid above its critical temperatureregardless of pressure. In PC boilers, above an operatingpressure of 22.1 MPa in the evaporator part of the boiler, thecycle is termed supercritical. The cycle medium is a singlephase fluid with homogeneous properties and there is no needto separate steam from water in a drum. Ultra-supercritical isa much more flexible term. Nalbandian (2008) uses it to referto main steam conditions of >25 MPa and >580°C(see Table 10). A comparison of average efficiencies with thebest available power plant efficiency in Table 11 shows thatfuel consumption and CO2 emissions could be reducedconsiderably if the best available technologies were employedfor retrofitting existing power plants. Supercritical steamcycles improve cycle performance by changing tosupercritical pressures, increasing the main and reheat steamtemperatures and by improving the cycle configuration. Theseimprovements include the addition of a further stage ofreheat, an increase in the number of feedheaters, and theassociated aspect of increase in final feedwater temperature.The effects of some of the main parameters determining cycleperformance are shown in Table 12.
Table 12 illustrates the sensitivity of efficiency, in percentagerelative terms, equivalent to the per cent effect on fuelconsumption, to changes in superheat and/or reheattemperature, live steam pressure, including transcriticalsensitivity, and installation of a second stage of reheat. All ofthese factors are designed to achieve a similar effect, namely,to increase the average temperature at which heat is taken intothe cycle. Thus, the sensitivity of performance to any oneparameter is dependent on the values of others. The valuesgiven show a reasonable level of consistency with differentsources and combinations of variations in pressure andtemperature quoted by major plant manufacturers (Chew,2003).
Supercritical steam-cycle plants with steam pressures ofaround 24–26 MPa and temperatures of around 570°C have
Table 10 Approximate pressure and temperature ranges for subcritical, supercritical and ultra-supercriticalPC power plant (Nalbandian, 2008)
PC power plantMain steam pressure,MPa
Main steam temperature,°C
Reheat steam temperature,°C
Efficiency, % net HHV(inland, bituminouscoal)
Subcritical <22.1 Up to 565 up to 565 33–39
Supercritical 22.1–25 540–580 540–580 38–42
Ultra-supercritical >25 >580 >580 >42
Definition of supercritical and ultra-supercritical boiler pressure and temperature profiles differs from one country to another. Use of the termultra-supercritical varies, but the ranges above are used frequently, and are adopted in this report.

become the system of choice for new commercial coal-firedplants in many countries. For example, in China more than18 GW of supercritical units were installed in 2006, and a600°C unit is under construction. In Europe and Japan, plantswith supercritical steam operate reliably and economically atnet thermal efficiencies in the range 40–42% (HHV), andeven higher in some favourable locations. In the past, theretrofit market was dominated by North America and westernEurope. Now it is also active in the emerging nations ofeastern Europe, South Africa and Asia (Ciesielski and others,2008).
Increasing the efficiency of a unit means that less coal isburned per MWh generated. Figure 10 shows the reduction inCO2 emissions that could be achieved by increasingefficiency. The increases could be obtained by retiring anolder subcritical unit and replacing it with a more efficientboiler, that is supercritical or ultra-supercritical. For example,an advanced USC plant with an efficiency of 46–48% (HHV)would emit about 18–22% less CO2/MWh generated than anequivalent-sized subcritical PC unit. It is estimated that if thenext 10 GW of coal-fired plants were to be built with moreefficient supercritical technology, CO2 emissions would beabout 100 Mt less during the lifetime of those plants, evenwithout installing a system to remove CO2 from the flue
30
Plant upgrades
IEA CLEAN COAL CENTRE
gases. In addition, if CO2 capture is required, an advancedUSC plant would have 18–22% less flue gas to be treated andCO2 to be captured compared to an equivalent-sizedsubcritical PC plant (Booras and Holt, 2004).
Typically, a switch from supercritical to ultra-supercriticalsteam conditions would raise efficiency by another fourpercentage points. There are ultra-supercritical units inoperation at efficiencies of 44–46% HHV. Overall, theefficiency of ultra-supercritical pressure units could be in therange 50–55% by 2020 (IEA, 2008).
The total investment cost for ultra-supercritical steam-cycleplants can be 12–15% higher than the cost of a subcriticalsteam-cycle and still be competitive, as a result of fuelsavings. The balance-of-plant cost is 13–16% lower in anultra-supercritical plant, because of reduced coal handling andreduced flue gas handling, although the boiler and steamturbine costs can be as much as 40–50% higher for anultra-supercritical plant (IEA, 2008).
Ultra-supercritical units operating at temperatures of 700°Cand higher are still in the RD&D phase. The major barriers toadvances in supercritical and ultra-supercritical steam cyclesconcern metallurgical and control problems. Developments in
Table 11 Performance summary for different hard coal-fired plants (IEA, 2008)
Plant type PC PC PC PC IGCC
Steam cycle SubcriticalTypicalsupercritical
Ultra-supercritical(best available)
Ultra-supercritical(AD700)
Triple pressurereheat
Steam conditions18 MPa540°C540°C
25 MPa560°C560°C
30 MPa600°C620°C
35 MPa700°C700°C
12.4 MPa563°C563°C
Gross output, MW 500 500 500 500 500
Auxiliary power, MW 42 42 44 43 67
Net output, MW 458 458 456 457 433
Efficiency, % HHV 43.9 45.9 47.6 49.9 50.9
Efficiency, % LHV 40.2 42.0 43.4 45.6 44.1
CO2 emitted, t/h 381 364 352 335 321
Specific CO2 emitted,t/MWh net
0.83 0.80 0.77 0.73 0.74
Table 12 Sensitivity of cycle efficiency to steam temperature and pressure for supercritical andtranscritical pressures (Chew, 2003)
Parameter Range Other parameters Sensitivity (% relative)
Live steam pressure 16.7–25.0 MPa 535/535–600/600°C 0.0022–0.0027%MPa
Live steam pressure 25.0–30.0 MPa 535/535–600/600°C 0.0009–0.0014% MPa
Single to double reheat 560/560–560/560/560°C 25.0 MPa 1.9%
Temperature (single reheat) 535/535–600/600°C 25.0–29.0 MPa 0.029–0.032%/°C

new steels for water and steam boiler tubes and in high-alloysteels that minimise corrosion are expected to result in adramatic increase in the number of supercritical plantsinstalled over the next few years. New control equipment andstrategies will also allow these plants to be more flexible thanin the past (IEA, 2008). There have been a number ofinitiatives aimed at coal-fired power stations with efficienciesover 50%, using nickel-based alloys. AD700 andCOMTES700 are two which are discussed in the followingsections.
4.4 AD700
In 1994, a group of European power generators andequipment manufacturers established a joint European R&Dproject called ‘The advanced (700°C) pulverised fuel powerplant’, commonly known as the AD700 project. The target ofthe AD700 project was a phased development anddemonstration of an advanced ultra-supercritical pulverisedcoal fired (PF) power plant technology, operating at netefficiencies of >50% with steam in the region of 700°C and inthe range of 350–375 bar (35–37.5 MPa), while remainingoperationally flexible and competitive in the power pools(Blum and others, 2007). Maximum steam temperatures of
31
Plant upgrades
Efficiency upgrades and partial carbon capture for coal-fired power plants
about 700°C mean that development and demonstration ofnew high temperature materials, and boiler and turbinedesigns, were crucial to the success of the AD700 project. TheAD700 programme follows on from the plants listed inTable 13 and aims to raise net efficiency of pulverised fuelpower plant to over 50%.
The AD700 programme is focused on PC combustion plantrather than other technologies such as IGCC that are morecomplex. Currently, the main obstacle to introducing AD700technologies is the additional cost for higher temperaturesteam and better materials, which have to be offset by fuelsavings. Four major phases were identified:1 material development and demonstration;2 fabricability of materials;3 component demonstration;4 construction and operation of a full scale AD700 power
plant.
4.4.1 Phase 1
Both AD700 Phase 1 and Phase 2 projects investigated theeconomic viability of AD700 technology, by comparing theAD700 technology with a proven supercritical technology
0.80
0.75
0.70
0.65
0.60
43
Net plant efficiency, %
CO
2 em
issi
ons,
t/M
Wh
0.85
0.90
424140393837
20
15
10
5
0
CO
2 re
duc
tion,
%
25
30
50494847464544
CO2 emission, t/MWh percentage of CO2 reductionfrom subcritical PC plant
ultra-supercriticalPC plant range
subcriticalPC plant
Figure 10 CO2 emissions versus net plant efficiency (Booras and Holt, 2004)
Table 13 Early European P91 USC installation (Bugge and others, 2005)
Unit Year of commission Net output, MWMain steampressure, MPa
Main steamtemperature, °C
Reheat steamtemperature, °C
Schwarze Pumpe 1997 820 25.8 547 565
Boxberg 2000 910 26.6 545 583
Lippendorf 1999 400 29.0 582 580
Skaerbaek 1997 400 29.0 582 580
Nordjylland 1998 385 29.0 582 580

(steam 250 bar (25 MPa) 540/560°C) for Phase 1 and with astate-of-the-art technology (steam 300 bar (30 MPa)600/620°C) in Phase 2. It was found that instead of a higherinitial investment, a lower final cost per MWh was obtainedfor AD700 technology, but this cost was strongly related tomaterial availability and to actual success reached bydesigners in ‘compact design’ for boilers. The results aresummarised in Table 14.
New materialsPhase 1 of the AD700 project included the development anddemonstration of various new materials (Bugge and others,2005):� nickel-based alloys for boiler and turbine sections (such
as final superheaters and reheaters including headers,main and reheat steam lines, turbine valves, inlet sectionof turbine casing and rotors, operating at temperaturesbeyond 650°C;
� advanced austenitic steels for superheater and reheatersections operating in the temperature range 600–650°C.The success of this will give an important economicadvantage saving expensive nickel alloys;
� martensitic steels for headers and interconnecting steamlines, operating between 600–650°C.
For each material the targets were 100,000 hours with creepstrength 100 MPa at metal temperature 750°C for nickelbased, 700°C for austenitic and 650°C for martensitic steels.Besides creep rupture strength, these materials should alsomeet other requirements such as flue gas corrosion resistance,steam oxidation resistance, resistance to thermo-mechanicalcycling, and of course, the ability to be manufactured andwelded in thick section (Blum and others, 2007). New designswere covered for:� furnace wall designs;� material design/selection for superheaters and reheaters;� minimisation of nickel alloy utilisation in the design of
turbine casing and rotors;� revision of overall plant in order to maximise shortening
the length of steam lines, the so-called compact design;� investigation of plant architecture with outlet headers
close to the turbine;� cost-benefit analysis of the overall AD700 technology.
In Phase 1 and Phase 2 two new boiler tube materials weredeveloped – the nickel-based alloy 740 from special metalsand the austenitic steel Sanicro25 from Sandvik. In parallel toAD700 activity, the German Marckco programme madesimilar progress on the nickel-based alloy 617 for tube and
32
Plant upgrades
IEA CLEAN COAL CENTRE
pipes (Bugge and others, 2005).
The critical areas where new improved materials are neededfor the AD700 technology have been identified as (Bauer andothers, 2003):� furnace walls;� boiler tubes (hot sections);� inlet and outlet headers (hot sections); and� main and reheat steam lines including major valves.
Turbine (hot sections):� valve bodies (castings) and valve internals;� casings (castings);� rotors (forgings); and� blades and bolts.
For superheating tubing, the aim is to develop an improvedaustenitic tube material with sufficient strength and flue gascorrosion resistance to operate at steam temperatures around650°C, and to develop a nickel-based superalloy to fill the gapup to 700°C steam temperature. Intensive development workis continuing in the AD700 project to demonstrate a suitableaustenitic tube material with 100,000 h rupture strength ofabout 100 MPa at 700°C and a nickel-based tube materialwith 100,000 h rupture strength of 100 MPa at 750°C. Bothmaterials have to demonstrate a flue gas corrosion resistancebetter than 2 mm metal loss during an exposure of 200,000 h(Blum and others, 2007).
The improvements in steel have led to progress in main andreheat steam temperatures which have increased from540–560°C to 600–610°C. Basically, higher steamtemperatures also mean higher efficiencies. However, furtheranalysis of the water/steam cycle shows that superheating ofthe bleed steam for the regenerative feedwater heaters alsocontinues to increase, which is thermodynamicallydisadvantageous. Thus, in modern water/steam cycles theefficiency gain through higher main and, in particular reheat,steam temperatures disappears for that part of the reheatsteam that is used later on as strongly superheated (above~250 K) bleed steam for the feedwater heaters (Blum andothers, 2007).
New and improved steels for all crucial sections of boiler,steam lines and turbine have been qualified in time for anumber of new European 650–1100 MW power plants withUSC steam parameters. Most of these installations are built atinland locations with a wet cooling tower and achieve netefficiencies of about 46%. According to Blum and others
Table 14 Economic performance of AD700 technology (Bugge and others, 2005)
Technology levelEfficiency, %HHV
Fuel costs,N/MWh
O&M costs,N/MW
Investment costs,N/kW
Capital cost,N/MWh
Electricity cost,N/MWh
State of the art 2000 44 16.36 3.00 1000 12.01 31.37
AD700 demonstration 52 13.84 3.00 1100 13.21 30.05
AD700 commercial 52 13.84 3.00 900 10.80 27.64

(2007), if they had been built at coastal locations in NorthernEurope and based on the master cycle (described below), netefficiency would be about 50%.
Improved nickel-based materials are being developed andqualified and they will be the basis for a new generation ofadvanced power plant operating at rated steam temperaturesof 700°C. Construction of an advanced 500 MW AD700power plant could start around 2010 and be ready foroperation around 2012 (Blum and others, 2007). The plantwill be built in the coastal city of Wilhelmshaven, Germany. Itis considered an ideal location for the plant as the coolingwater can be taken from the North Sea and large ships candeliver imported coal to the plant (Nalbandian, 2008).
Based on new steels, the net efficiency of contemporarypower plant technology demonstrates robust improvementmeaning improved competitiveness and less CO2 per MWhbeing generated. The net efficiency will continue to increasein the future, and a seawater-cooled 800 MW AD700 powerplant starting commercial operation around 2020 might reacha net efficiency around 55% based on the master cycle (Blumand others, 2007).
Supercritical pulverised fuel technology with a net efficiencyof 45–46%, operating with steam in the range of 300 bar(30 MPa) and 600°C is possible largely due to thedevelopment of 9% Cr steels as P91 or P92 for theconstruction of thick wall components.
The steam parameters of a 700°C power plant aresignificantly higher than those of a conventional coal-firedpower plant. The elevated steam pressure of about 350 bar(35 MPa) in comparison to the 285 bar (28.5 MPa) of aconventional power plant leads to higher stresses in allcomponents of the high pressure part of the boiler. Incombinations with material temperatures over 700°C, newmaterials with adequate strength in these high temperatureregions need to be applied. The austenitic materialsTP 347H FG, Super 304H and HR3C provide sufficient highvalues for creep strength in a temperature region common for600°C plants. For higher temperatures, the creep strength ofthese materials is lower than 100 MPa for 100,000 h. The wallthicknesses of high temperature components of a 700°Cpower plant would be too high for fabrication and lead to highpressure losses. Thus, the use of materials with high creepstrength like the new austenitic material Sanicro 25, or themodified version of the nickel base alloy, Alloy 617, arenecessary. A 700°C power plant needs these materials with ahigher creep strength, and also, these materials need bettercorrosion and oxidation resistance compared to the austeniticmaterials (Mäenpää and others, 2008).
Membrane wallsFor state-of-the-art steam generators with life steamtemperatures of about 600°C, ferritic materials like sevenCrMoVTiB10-10 (T24) can be used for the membrane walls.However, the limits of ferritic materials are reached, withmaterial temperatures of 550°C at the membrane walls. Forthe higher material temperatures of a 700°C steam generator,martensitic materials like VM 12 and X10CrWMoVNb9-2(T 92) are possible answers. But, the relatively low chromium
33
Plant upgrades
Efficiency upgrades and partial carbon capture for coal-fired power plants
content of the martensites may create high steam oxidation, inwhich case nickel-based alloys may have to be used(Mäenpää and others, 2008). The manufacturing process formembrane walls of both martensitic and nickel-based alloysstill has to be qualified.
Nickel-based alloys, such as the modified Alloy 617 are thepreferred materials for the 700°C technology. However, thespecific costs of nickel-based alloys are about five to eighttimes higher than those of conventional austenitic materials.The investment costs of a 700°C power plant are expected tobe about 15–25% higher than those of a conventional powerplant with the same output. Other cost raising factors includethe increased heating surface due to the roughly 100°C highersteam temperatures at the boiler outlet, the potentially largerwall thicknesses due to the higher live steam pressure, and thegreater effort required to manufacture the new materials(Mäenpää and others, 2008).
The price difference between martensitic materials andnickel-based alloys can be up to 60 N/t. However, to use themartensitic materials requires the development of a specialmanufacturing concept, which considers the heat treatmentnecessary after welding.
A possible way to avoid completely the use of the newmaterials in the membrane wall is to restrict the steamtemperature at the exit of the membrane wall and to lower theoperating steam pressure. The membrane wall exittemperature can be lowered by increasing the furnace gas exittemperature as low as the slagging behaviour of the coalallows. This leads to a reduction in the furnace height. Thelower steam temperature and pressure allows the use offerritic materials for the entire membrane wall. However, theplant efficiency decreases with the lower operating steampressure (Mäenpää and others, 2008).
From the outcome of Phase 1, it was concluded that anAD700 plant is technically feasible and that it would have acompetitive advantage over the current, internationallyaccepted generation of coal-fired power plants (Blum andothers, 2007).
4.4.2 Phase 2
One of the main tasks of Phase 2 (2002-06) was to design,manufacture and test various components. An evaporatorpanel, a superheater panel and welding of thick walled pipeswere considered for the boiler. For the turbine, a turbine inletvalve, forged rotor, welded rotor, moving blades, stationaryblades, bolting and welding of pressure containment partswere considered (Blum and others, 2007).
4.4.3 Phase 3
Phase 3 of the AD700 project covered the componentdemonstration programme and started in July 2004. It beganwith a component test facility which began operation inAugust 2005 and will operate until mid 2009. Phase 3 wasmeant to be followed by Phase 4 which would have been the

construction of a 400 MW full-scale demonstration plantsomewhere in Europe (Blum and others, 2007). However, theEU-sponsored AD700 project was finished in 2006 and theoriginally planned phase 3 of the AD700 project, which wasthe construction of a component testing plant, has beenrevised as the COMTES700 project (Edelmann and others,2007).
4.5 COMTES700
The aim of the COMTES700 (Component test facility for a700°C power plant) project is to design, manufacture, erectand operate a component test facility to test new materials thatcan stand high temperature. These are needed to realise acoal-based power plant with efficiencies above 50%. Thecomponent test facility was constructed at E.ON’s 750 MWeScholven power plant unit F in Gelsenkirchen, Germany. Theoperating conditions of the host power plant are steamtemperature of 535°C and a high pressure of 230 bar(23 MPa) steam flow of 2200 t/h producing a net outputcapacity of 676 MW. COMTES700 includes the design andtesting of (Folke and others, 2005):� an evaporator panel operated as superheater;� a number of superheater banks including a steam header;� a long steam line;� an HP bypass valve;� a safety valve;� the necessary shut-off and control valves.
In the test facility, steam is taken for testing (12 kg/s) from theinlet header of the first superheater stage and is led to amembrane wall panel where it is heated to 600°C. Aninjection point between the membrane wall and thesuperheater can control the temperature level before the testsuperheater inlet. The steam is heated in the test superheaterto 705°C and then either enters the HP bypass test valve or iscooled and mixed with the main superheater steam. Thedemonstration will run until at least 2011 (Nalbandian, 2008).
The component test facility represented a considerablechallenge. Figure 11 shows that the integration in the powerplant with all necessary steam-, drain-, vent-lines,instrumentation and control equipment was a large task,which was made even bigger because the time from theofficial start to actual operation was only one year and
34
Plant upgrades
IEA CLEAN COAL CENTRE
delivery times for the tube and pipe material were long (Bauerand others, 2008).
As it is expected that a lot of aged coal-fired capacity willhave to be replaced by new capacity in the period 2010-30 theCOMTES700 technology fits well into this time frame as thefirst commercial projects may be in service in 2014.According to Folke and others (2005), they will reduce CO2
emissions by more than 20% compared with the plants theywill replace.
4.6 Master cycle
The conventional water/steam cycle can be improved by aslight change, which reduces the heat of the bleed steam. Thisimproved cycle was invented by Elsam and is called themaster cycle. The master cycle works on both single anddouble reheat cycles and on both USC and AD700 steamparameters but, independently of steam parameters, it worksmost effectively on double reheat cycles. The major change ofthe master cycle is the removal of the steam bleeds for theregenerative feedwater heaters from the IP turbine to aseparate turbine called the tuning turbine, or the T-turbine.With the T-turbine installed, both the reheat and regenerativefeedwater preheating processes are decoupled and can beoptimised (tuned) independently. Cycle studies of the mastercycle show that in total there is a heat rate gain (in kJ/kWh) ofaround 3.5% for the master cycle compared with aconventional single reheat cycle. A seawater-cooled powerstation based on the master cycle could reach a net efficiencyof 50%. Further, master cycle decoupling of the reheat andregenerative feedwater preheating systems offers morefreedom to optimise these systems. The net present value ofcoal savings and CO2 reductions is worth about N70 millionfor an 800 MW plant (Blum and others, 2007).
4.7 Compact design
Nickel-based materials demonstrate excellent creep strengthand at 700°C they are 70–80% stronger than the bestmartensitic steel at 600°C. Such a high creep strength offerspotential cost reductions, but the economic viability of AD700technology is vulnerable to the high cost of nickel-basedmaterials, which is in the range of 60–65 N/kg. AD700
evaporator
vent
drain
vent
drain
super-heater
HP-bypass
23 MPa410°C
22 MPa600°C
21 MPa705°C
20.5 MPa540°C
to superheater outletheader
to first superheaterstage outlet header
from inlet header offirst superheater stage
Figure 11 COMTES700 (Bauer and others, 2008)

research to reduce the use of nickel-based materials has led torevised architecture of power stations. This is called ‘CompactDesign’ (Bugge and others, 2005).
According to Bugge and others (2005), in conventional plantdesign all major components are considered as a number of‘stand alone’ components where each supplier is relativelyfree to optimise the structure of his supply. Finally the ownerwill let a supplier of piping connect the major componentslike the boiler and turbine. Compact design views a powerstation as one integrated construction where investment costcan be lowered by arranging all components as close to eachother as possible. This design also reduces pressure losses andimproves efficiency through shorter piping. From the start,boiler structures with coal mills arranged between boiler andturbine were excluded from compact design considerations asthey would add extra steam line costs to AD700 technology.In all the compact designs considered, the coal mills arearranged on the side of the boiler.
The AD700 investigations on in-line arrangements of themain steam lines of a 400 MW plant demonstrated about 25%cost savings, by reduced piping length and number of bends,compared with the conventional cross arrangement. Savingscould be up to 35% for a 1000 MW plant main steam line. Ithas also been shown that the in-line compact designarrangement would leave a relatively large space in the boilerhouse. This could be used for components normally arrangedin the turbine house, such as feedwater tank and high pressureheaters, which would save the investment cost of the turbinehouse. A number of proposals to reduce the cost of expensivesteam piping have been investigated. As a result, an idea fromMitsui Babcock has been patented. It is a proposal for adouble shell steam line named ‘Compound Piping’ withthermal insulation between two shells where the outer shellcan be made from a cheaper material like steel as it isprotected from high temperatures by insulation. The innershell (the steam pipe) can be made from thin high strengthmaterials like nickel-based alloys as it does not have towithstand the pressure (Bugge and others, 2005).
Bugge and others (2005) conclude that the ideas of CompactDesign where the power station is considered as oneintegrated construction have demonstrated their viability inthe AD700 project. Compact Design has some advantages:� lower investment cost through shorter steam and
feedwater lines. Extraction lines for HP and LP heaterscould also be shortened;
� a smaller and cheaper turbine house based on a compactarrangement of the major components and use of freespace in the boiler house;
� reduction of pressure losses and improvement ofefficiency from shorter piping.
Although not yet complete, the AD700 programme expects notechnical barriers for the commercialisation of pulverised fuelpower plant operating in the range of 700°C.
4. 8 Discussion
The development of fossil fuel-fired power plants with a
35
Plant upgrades
Efficiency upgrades and partial carbon capture for coal-fired power plants
marked increase in efficiency to around 50% is at theforefront of developing a low CO2 power supply. In themedium term, (from about 2015-20), if theAD700/COMTES700 project is completed successfully, thenit is possible that EU CO2 reduction targets can be met byefficient, economically viable power plant solutions. Areduction in specific CO2 emissions per MWh generated ofaround 25% compared with power plants currently inoperation (mean efficiency 38%) is associated with 700°Ctechnology. This is one of the basic technologies required tointegrate CCS technology in an economically acceptablemanner. The proportional reduction in the fuel mass flow usedcan also partly offset rising fuel prices (Bauer and others,2008).
The upgrading of subcritical coal-fired plant to supercritical,and the development of ultra-supercritical power plants willenable major reductions in emissions of CO2.

Partial substitution of coal by biomass feedstocks or othermaterials, such as waste, in coal-fired power plants requirescofiring. Cofiring is defined as the simultaneous combustionof different fuels in the same furnace. Biomass cofiring iswidely recognised as being among the lowest cost sources ofrenewable energy capacity and generation. Cofiring makesuse of existing generation assets and employs well-proventechnology that is already fully commercial in severalmarkets. Fernando (2005) has written a comprehensive reviewfor the IEA CCC on biomass cofiring, with a focus ontechnical issues and relevant experience.
The cofiring of biomass and waste derived fuels (WDF) inlarge coal-fired power plants has been growing in popularity.Biomass is used largely for greenhouse gas mitigation(Smajevic and Kazagic, 2008). It is the only renewable energysource that can replace fossil fuels directly, either completelyin small-scale applications or by blending solid, liquid orgaseous biomass fuels with fossil fuels in large-scaleapplications. The co-utilisation of biomass with fossil fuels isa quick and relatively reliable way to reduce emissions ofgreenhouse gases (IEA Bioenergy, 2006).
The cofiring of biomass with coal has been demonstratedtechnically and is in commercial operation in a number oflarge coal-fired boilers, particularly in Europe and NorthAmerica. In general, the cofiring ratios are low, at less than10% on a heat input basis, and the impacts on the boilerperformance have been modest. However, the use of solidbiofuels and WDF with coal sets new demands for boilerprocess control and boiler design, as well as for combustiontechnologies, fuel blend control, and fuel handling systems(IEA Bioenergy, 2006).
This chapter describes the properties of biomass; directcofiring which is the most widespread way of using biomasswith coal; gasification; and the main technical issues thatarise from cofiring biomass with coal. The economicconsiderations are described, and the emissions reductionsthat can be achieved. Future developments are alsodiscussed.
5.1 Biomass properties
The main fuels used for cofiring are waste materials andbiomass. Biomass includes wood and wood wastes such assawdust, bark, tree trimmings, paper and cardboard, andagricultural wastes such as bagasse and straw. Some crops areproduced specifically to be used as biofuels, such asswitchgrass and willow (Subramaniam and Nag, 2006). Ingeneral terms, the biomass fuels that are currently cofired canbe categorised in terms of their physical form (Livingston,2007):� fine particles and pre-milled materials, which can be
cofired directly with the pulverised coal withoutsignificant pretreatment;
� chipped and pelletised materials, which require milling
36 IEA CLEAN COAL CENTRE
or co-milling, either in dedicated milling equipment or inthe installed coal mills, prior to injection into thefurnace;
� baled materials, which require specialised handling andstorage facilities, and which require chopping or millingprior to cofiring;
� liquid biomass materials, which can be substituteddirectly for heavy fuel oil for start-up/mill support or forload carrying.
The characteristics of biomass and WDF are very differentfrom those of coal. The proportion of volatile matter inwood-based biomass is generally close to 80%, whereas incoal it is about 30%. This means that with biomass the fuelchar levels are lower, and the resultant chars tend to be morereactive in combustion processes. Many biomass and WDFmaterials tend to have lower ash, nitrogen and sulphurcontents than coal. This can have an impact on the amount ofash discard and gaseous and gas-borne emissions. Mostbiomass and WDF materials have lower calorific values andbulk densities than coal, which has an impact on fuel storagevolume requirements and the performance of volumetricfeeding devices (IEA Bioenergy, 2006).
In many cases, the as-received moisture content of biomassexceeds that of the baseline coal. This has a negative impacton heat transfer, unit capability and boiler fuel efficiency. Inaddition, biomass fuels must be delivered, and maintained, ata total moisture level of about 15% or less, to avoid problemswith significant self heating and the potential for spontaneouscombustion in storage (Marshall and others, 2008).
5.2 Direct cofiring
Direct cofiring means firing the coal and biomass in the sameboiler. It is the simplest and most widely applied technologyfor cofiring biomass. As all the constituents of the biomassenter the coal boiler, several technical issues arise dependingon the type of boiler. Coal and biomass have been cofired instoker, cyclone, fluidised bed combustion (FBC) and PCboilers (Fernando, 2005).
For direct cofiring the physical characteristics and chemicalcomposition of the fuel entering the combustors or gasifiersare critical to their operation. Any biomass mixed with coalneeds to have acceptable physical properties. For low cofiringratios (<10% thermal), there appear to be no insoluble issues.The trend in cofiring is to increase the ratio of biomass/coal,and to use a wider range of biomass fuels (Dai and others,2008).
There are four options for cofiring biomass directly in a PCboiler (Fernando, 2005; Veijonen and others, 2003):1 The biomass can be fed with the coal to the coal mills
and can be burned with the coal in the existing coalburners. In principle, this is the simplest option andinvolves the lowest capital cost. It is possible to
5 Biomass cofiring

introduce about 2% of thermal input from biomassutilising such a blend feed and the initial capital cost ofthe technology is estimated to be 50 $/kW of biomass.
2 The biomass can be handled, metered and reduced toparticles separately. It is then injected into the pulverisedcoal flow upstream of the burners or at the burners. It isnecessary to install a number of biomass transport pipesacross the boiler front for this option, which may alreadybe congested. It may also be difficult to maintainadequate burner performance over the normal boiler loadcurve.
3 This option involves the separate handling andcomminution of the biomass which is then combustedthrough a number of dedicated burners. This approachincurs the highest capital cost but poses the least risk tonormal boiler operation. It is possible to achieve a 10%thermal input from biomass. However, the initial capitalcost is about 200 $/kW of biomass.
4 The last option is to use the biomass as a reburn fuel.This technology is still being developed.
When biomass or waste is considered, fluidised bed boilersare often the technology of choice: bubbling fluidised bedboilers have often been used in small-scale industrialapplications, while CFB boilers are more often selected forlarger applications (Zabetta and others, 2008; Dai and others,2008). Fluidised bed technology is the most flexible forburning different types of fuel. Fluidised bed boilers designedfor coal combustion can also be converted for biomass/coalcocombustion with a relatively small investment. The choicebetween bubbling fluidised bed and CFB technology has beenlinked largely to the choice of fuels. New enhanced CFBdesigns can be a competitive alternative even in smallerbiomass-fired plants.
Doosan Babcock has been involved in a number of biomasscofiring projects. Recently, they have worked on thedevelopment of a prototype direct injection cofiring system ina large power station in Britain. This system commencedoperation in 2005 on a hard coal fired subcritical 660 MWewall-fired unit with pre-milled biomass at moisture levelsbelow 50%. The biomass is conveyed pneumatically into thepulverised fuel pipework between the coal mill and theburners. When cofiring biomass, the mill fuel and airflowrates are reduced to accommodate the heat input and air fromthe biomass cofiring system. Up to around 50% cofiring, on aheat basis, was demonstrated successfully on a single millgroup of burners for a range of woody biomass andagricultural residues. The system has been in operation sincemid 2005, and there are plans to replicate this system on othermill groups on the same station, and on others in Britain(Spalding and Welford, 2008).
The cofiring ratio is normally less than 10% on a heat inputbasis in direct cofiring applications in large power plants. Theconstraints are usually associated with (IEA Bioenergy,2006):� fuel availability, fuel handling and storage capacity;� throughput limitations associated with the ability of the
installed coal feeders and mills to process the mixedfuel;
� coal boiler draft plant limitations, and other impacts.
37
Biomass cofiring
Efficiency upgrades and partial carbon capture for coal-fired power plants
A smaller number of plants are cofiring at higher levels bydirect firing of pre-milled biomass materials. There may berestrictions on the types of biomass that can be cofired in thisway, mainly because of concerns about ash-related impacts onthe performance of the host coal boiler and the marketacceptance of the biomass/coal ash (IEA Bioenergy, 2006).
There are a number of ways to introduce biomass into atraditional suspension fired utility boiler. These includeco-milling, dedicated milling and direct injection.
5.2.1 Co-milling
Co-milling refers to the technique of blending coal andbiomass to some target ratio and processing the resultantcoal-biomass blend through the existing coal handling,milling and combustion systems. Co-milling is relatively easyto implement and is the least expensive means to introduce asmall quantity of biomass into the fuel blend. Co-milling isstill in commercial use at a number of sites in the UK and theNetherlands. However, at biomass blend fractions in excess ofabout 3–5% by mass, the presence of the biomass has beenobserved to have a significant negative impact on theperformance of the coal mill (Marshall and others, 2008).
5.2.2 Dedicated milling
Dedicated milling is one of several terms applied to the use ofan existing, perhaps modified firing system to handle biomassin place of coal. In this process, biomass pellets, usuallywood, are fed into the pulveriser on a pure basis, with no coalin the mill. The grinding elements then break the pellets backinto the constituent particles and the resulting product iscarried from the pulveriser and conveyed through the existingburner lines and burners to the furnace. This technique usesprimary air flow values that are much higher than the baselinecoal case. This tends to re-establish the air/fuel ratio at theburners and also provides the necessary velocity to maintainthe larger biomass particles above the saltation limit. Inaddition, the primary air flow supplied to the mill must berelatively cold to avoid possible issues with early release ofvolatile matter from the biomass within the mill. Thistechnique is in commercial operation at a number of places,including the Avedøre and Amer stations. Dedicating one ormore pulverisers to the firing of biomass pellets is acost-effective way to increase coal-firing capability, but itdoes reduce the flexibility and inherent margins that mighthave existed in the firing system (Marshall and others, 2008).
5.2.3 Dedicated injection
Dedicated injection refers to the installation of a stand-alonesystem to receive, mill and pneumatically inject processedbiomass into the furnace. These systems may use their owndedicated fuel lines and burners if they can connect to existinglines that previously handled pulverised coal. Direct injectionis the most expensive approach to cofire biomass but it offersthe best opportunity to design and operate the system foroptimal performance. Generally these systems do not impact
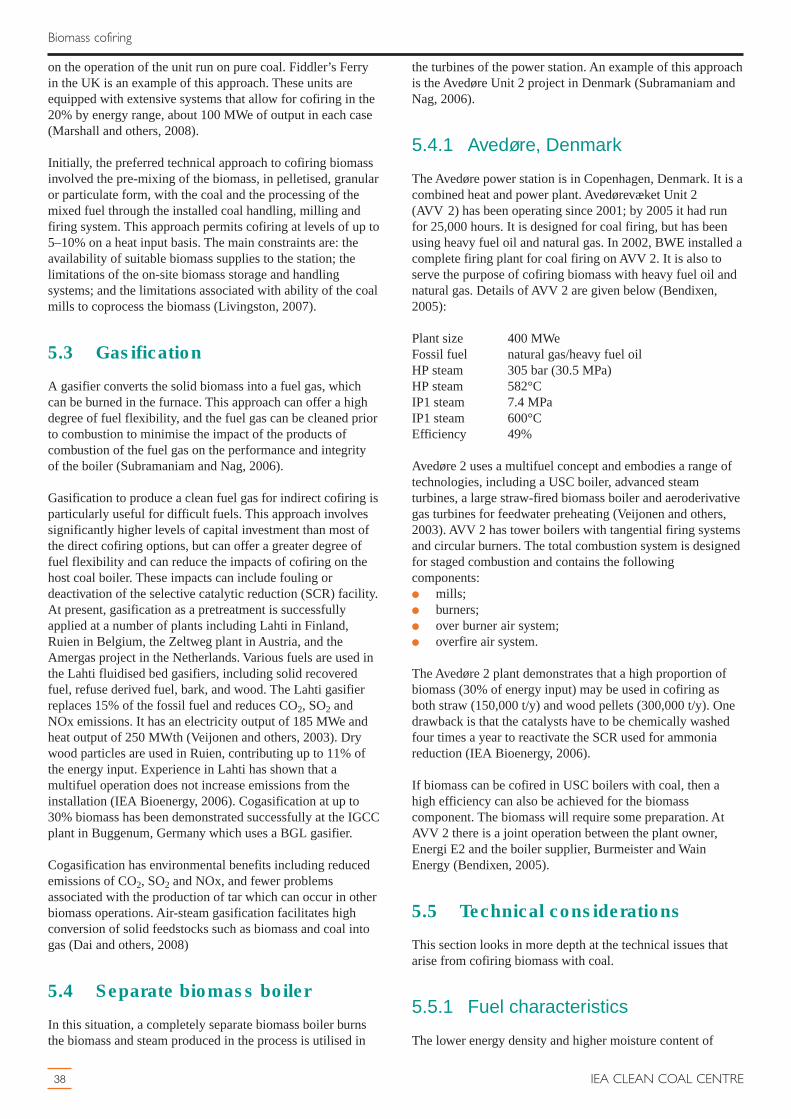
on the operation of the unit run on pure coal. Fiddler’s Ferryin the UK is an example of this approach. These units areequipped with extensive systems that allow for cofiring in the20% by energy range, about 100 MWe of output in each case(Marshall and others, 2008).
Initially, the preferred technical approach to cofiring biomassinvolved the pre-mixing of the biomass, in pelletised, granularor particulate form, with the coal and the processing of themixed fuel through the installed coal handling, milling andfiring system. This approach permits cofiring at levels of up to5–10% on a heat input basis. The main constraints are: theavailability of suitable biomass supplies to the station; thelimitations of the on-site biomass storage and handlingsystems; and the limitations associated with ability of the coalmills to coprocess the biomass (Livingston, 2007).
5.3 Gasification
A gasifier converts the solid biomass into a fuel gas, whichcan be burned in the furnace. This approach can offer a highdegree of fuel flexibility, and the fuel gas can be cleaned priorto combustion to minimise the impact of the products ofcombustion of the fuel gas on the performance and integrityof the boiler (Subramaniam and Nag, 2006).
Gasification to produce a clean fuel gas for indirect cofiring isparticularly useful for difficult fuels. This approach involvessignificantly higher levels of capital investment than most ofthe direct cofiring options, but can offer a greater degree offuel flexibility and can reduce the impacts of cofiring on thehost coal boiler. These impacts can include fouling ordeactivation of the selective catalytic reduction (SCR) facility.At present, gasification as a pretreatment is successfullyapplied at a number of plants including Lahti in Finland,Ruien in Belgium, the Zeltweg plant in Austria, and theAmergas project in the Netherlands. Various fuels are used inthe Lahti fluidised bed gasifiers, including solid recoveredfuel, refuse derived fuel, bark, and wood. The Lahti gasifierreplaces 15% of the fossil fuel and reduces CO2, SO2 andNOx emissions. It has an electricity output of 185 MWe andheat output of 250 MWth (Veijonen and others, 2003). Drywood particles are used in Ruien, contributing up to 11% ofthe energy input. Experience in Lahti has shown that amultifuel operation does not increase emissions from theinstallation (IEA Bioenergy, 2006). Cogasification at up to30% biomass has been demonstrated successfully at the IGCCplant in Buggenum, Germany which uses a BGL gasifier.
Cogasification has environmental benefits including reducedemissions of CO2, SO2 and NOx, and fewer problemsassociated with the production of tar which can occur in otherbiomass operations. Air-steam gasification facilitates highconversion of solid feedstocks such as biomass and coal intogas (Dai and others, 2008)
5.4 Separate biomass boiler
In this situation, a completely separate biomass boiler burnsthe biomass and steam produced in the process is utilised in
38
Biomass cofiring
IEA CLEAN COAL CENTRE
the turbines of the power station. An example of this approachis the Avedøre Unit 2 project in Denmark (Subramaniam andNag, 2006).
5.4.1 Avedøre, Denmark
The Avedøre power station is in Copenhagen, Denmark. It is acombined heat and power plant. Avedørevæket Unit 2(AVV 2) has been operating since 2001; by 2005 it had runfor 25,000 hours. It is designed for coal firing, but has beenusing heavy fuel oil and natural gas. In 2002, BWE installed acomplete firing plant for coal firing on AVV 2. It is also toserve the purpose of cofiring biomass with heavy fuel oil andnatural gas. Details of AVV 2 are given below (Bendixen,2005):
Plant size 400 MWeFossil fuel natural gas/heavy fuel oilHP steam 305 bar (30.5 MPa)HP steam 582°CIP1 steam 7.4 MPaIP1 steam 600°CEfficiency 49%
Avedøre 2 uses a multifuel concept and embodies a range oftechnologies, including a USC boiler, advanced steamturbines, a large straw-fired biomass boiler and aeroderivativegas turbines for feedwater preheating (Veijonen and others,2003). AVV 2 has tower boilers with tangential firing systemsand circular burners. The total combustion system is designedfor staged combustion and contains the followingcomponents:� mills;� burners;� over burner air system;� overfire air system.
The Avedøre 2 plant demonstrates that a high proportion ofbiomass (30% of energy input) may be used in cofiring asboth straw (150,000 t/y) and wood pellets (300,000 t/y). Onedrawback is that the catalysts have to be chemically washedfour times a year to reactivate the SCR used for ammoniareduction (IEA Bioenergy, 2006).
If biomass can be cofired in USC boilers with coal, then ahigh efficiency can also be achieved for the biomasscomponent. The biomass will require some preparation. AtAVV 2 there is a joint operation between the plant owner,Energi E2 and the boiler supplier, Burmeister and WainEnergy (Bendixen, 2005).
5.5 Technical considerations
This section looks in more depth at the technical issues thatarise from cofiring biomass with coal.
5.5.1 Fuel characteristics
The lower energy density and higher moisture content of

biofuels compared with coal, make biofuels more complicatedto store and handle. The lower heating value of biofuels isabout half that of hard coal and the density is about one-fifth.This means that cofiring with 10% biofuel (on an energybasis) requires roughly similar inputs of biofuels and hardcoal in terms of volume. As a result, the maximum boilercapacity and electricity production may decrease, in particularif the proportion of biofuels exceeds 10% on an energy basis(Ericsson, 2007).
The fuel flexibility of a combustion plant depends to a greatextent on the boiler technology, and also on the plant’s abilityto store and pre-process different fuels. From a technicalperspective, all boilers can be converted from coal to biofuels.However, the cost of doing so varies greatly, depending on theboiler technology and the size and age of the plant. Grate andCFB boilers can combust a relatively wide range of fuels interms of particle size, composition and moisture content. Afterminor modifications, these types of boilers can usuallyaccommodate complete or near-complete conversion tobiofuels. On the other hand, PF boilers are relatively inflexibleunless major retrofitting is undertaken (Ericsson, 2007).
PF boilers require a fuel with small particle size and lowmoisture content. These requirements for fuel quality can bemet by purchasing refined fuels, such as wood pellets andsawdust, or by purchasing biofuels such as wood chips thatcan be dried or milled on-site (Ericsson, 2007).
5.5.2 Fuel delivery, storage andpreparation
One of the first concerns regarding the sustainability of abiomass cofiring programme is the availability of aneconomically feasible fuel supply. In almost all cases,biomass fuels will cost more than the coal currently employedfor power generation. The delivered costs for biomass aretypically twice or even three times that for coal. Transportwill represent a significant portion of the total delivered cost,especially for straw or energy crops. This fuel cost differentialwill have to be addressed in order to enable utilities toimplement biomass cofiring commercially. For example at theNanticoke Generating Station, Ontario, a cofiring rate of 20%on each of the station’s eight units would require more than2 Mt/y of wood pellets. This figure is greater than the currenttotal wood pellet production capability of Canada. Fueldelivery by road is not a viable option to handle volumes ofthis nature. Large-scale cofiring will require a transportstrategy (Marshall and others, 2008).
5.5.3 Combustion in the boiler
Cofiring a blend of biomass and coal through the traditionalcoal transport and delivery systems can impact significantlyon cyclone feeder spreads, pulveriser capacity and amperage,depending on the percentage of biomass fired and thecondition of the biomass (Subramaniam and Nag, 2006).
Blending biomass with coal in the fuel yard is the leastexpensive approach to cofiring. At the same time, there is an
39
Biomass cofiring
Efficiency upgrades and partial carbon capture for coal-fired power plants
upper limit to the amount of biomass used. Generally, about5% biomass on a weight basis, or about 2% on a heat contentbasis can be injected without impacting the sieve analysis ofthe pulveriser product (Subramaniam and Nag, 2006).
In most cases, the displacement of coal with biomass willresult in an increase in flue gas flow that will reduce theefficiency of the steam generator. The use of significantquantities of biomass can also challenge the design limits offans, air heaters, ash handling equipment, air quality controldevices and firing systems. The final degradation in heat rateor capability will depend on the actual variance in fuelproperties between the base coal and the supplementarybiomass. The calorific value and as-fired moisture content ofthe fuels are important in this regard (Marshall and others,2008).
Typically, biomass burns through three stages: heating up anddrying, depending on the moisture content; devolatilisation,which consumes about 80–90% of the total mass of thebiomass; and oxidation of the mass, which is a slow process.If biomass can be reduced to a size of 3 mm or less, biomasscan burn out in the same residence time as it takes to burn outthe coal particle. However, biomass is not easy to grind tosmaller particles, due to its fibrous nature (Subramaniam andNag, 2006).
Cofiring of biomass with coal can reduce boiler efficiency.This is mainly because the calorific value of coal is almostdouble that of biomass. So, to substitute the equivalentamount of coal with biomass on a heat basis, huge volumes ofbiomass have to be fired, resulting in a large release ofvolatile matter. These impacts are negligible with about 5%biomass firing on a weight basis (Subramaniam and Nag,2006).
5.5.4 Slagging, fouling and corrosion
Depending on the source of biomass, the introduction ofbiofuels in a coal-fired boiler may cause operational problemsin the boiler due to the higher content of alkali metals andchlorine compounds. These elements reduce the ash meltingtemperature, causing ash deposition problems, such asslagging, fouling and sintering, and corrosion. Corrosion is aparticular problem when straw is fired at high temperatures.Straw should be used in grate-fired boilers or cofired unlessthe boiler is designed for straw. Cofiring of biofuels has alower risk of corrosion and ash deposition than firing biofuelsalone. This is a result of the dilution of the biofuels andbecause the sulphur in the coal binds to the alkali metals(Ericsson, 2007; Subramaniam and Nag, 2006).
Biomass cofiring may also affect the post-combustionequipment, especially electrostatic precipitators (ESP).Biomass tends to produce an ash that is finer than that fromcoal, which can adversely impact the efficiency of the ESP.The high levels of unburnt carbon in the ash can influence theacceptability of the ash to end users (Subramaniam and Nag,2006).
Fire-side deposition is always a concern with the combustion

of any fuel. The deposition rates of biomass are fuel and sitespecific. Generally, the deposition rates of biomass associatedwith herbaceous biomass types, such as agricultural residuesor energy crops, can be an order of magnitude greater thanthose observed for pure pulverised coal firing. However, theuse of clean wood fibre such as commercial grade woodpellets, results in deposition rates far below those of coal. Theimpact of biomass cofiring with respect to increased slaggingand fouling is usually manageable as the energy input frombiomass is reasonably low, generally below 20% (Marshalland others, 2008).
Corrosion may be potentially a more serious issue. This isespecially true for those biomass fuels with high chlorine andalkali contents. These fuels have been shown to induce hightemperature corrosion of superheater components (Marshalland others, 2008).
5.5.5 Ash
In direct cofiring, coal and biomass ash are mixed together.Mixed ash is not easy to utilise in the same applications ascoal ash. The degree of difficulty depends on the quality andpercentage of biomass in the fuel blend, type of combustionand/or gasification, cofiring configuration, and coalproperties. Thus, when analysing the environmental impactsof cofiring, the options for ash utilisation must be assessed,especially for high biomass/coal ratios (Dai and others, 2008).
5.6 Emissions reduction
Cofiring of biomass with fossil fuels is a means to reduceCO2 and SO2 emissions, and it may also reduce NOxemissions. It is assumed that there is no net emission of CO2
from biomass combustion if the biomass is grown in a
40
Biomass cofiring
IEA CLEAN COAL CENTRE
regenerative manner. Typical consequences of cofiring aremodest reductions in boiler efficiency that limit the economicvalue of biomass fuels (Veijonen and others, 2003).
Figure 12 indicates the amount of CO2 emitted fromcoal-fired units with biomass cofiring. In a unit with thecurrent European average efficiency of 37% LHV, emissionsof CO2 are 930 g/kWh. A modern USC plant with 47%efficiency will emit 700 g/kWh. Substitution of 20% of theheat input from coal with biomass in the USC coal-firedpower plant can reduce the emissions of CO2 from 700 g/kWhto 560 g/kWh, which is close to the levels associated withsome gas-fired power plants (Spalding and Welford, 2008). Ifit were cofired with 50% biomass, emissions could bereduced to as low as 350 g/kWh. At AVV 2, up to 70% of fullload can be generated by biomass (Bendixen, 2005).Figure 13 shows the theoretical decrease in CO2 emissions bycofiring of wood with coal.
The use of biomass can also yield significant benefits in acidgas emissions as well as those of mercury. Most biomass fuelscontain lower levels of sulphur than coals used for powergeneration. The impact of biomass cofiring on NOx emissionsis more complex. NOx emissions have been observed to eitherincrease or decrease during biomass cofiring. The use ofwood fuels for cofiring generally results in NOx reductionswhen compared with the base coal only scenario (Marshalland others, 2008).
5.7 Economic considerations
Conversion from coal to biofuels and retrofitting for cofiringincur a capital cost and increase the costs of fuel and ofoperation and maintenance (O&M) of the plant. However,substituting biomass for coal may also increase income anddecrease costs for the energy company as a result of various
1000
900
800
700
400
300
55
Net efficiency, %
CO
2 em
issi
on, g
/kW
h
1100
1200
504540353025 60
500
600
10% biomass
20% biomass
100%natural gas
average EUcountries 2010
currentaverage
100% coal
50% biomass
Figure 12 CO2 emissions from a coal-fired unit with biomass cofiring (Bendixen, 2005)

policy instruments. The cost of converting to biomass orretrofitting for cofiring depends on the boiler technology, theage (remaining lifetime), size and location of the plant and onthe source and proportion of biofuels. For PC boilers, cofiringwith less than 5% biomass can be achieved at a relatively lowcapital cost (Ericsson, 2007).
Low heating values, varying chemical compositions, peculiarphysical properties (such as a wide range of particle size, highmoisture content and irregular shapes), as well as highinvestment costs and insecurity of feedstock supply, are majorconcerns when stand-alone biomass plants are built. Coal canmitigate the effects of variations in biomass feedstock qualityand buffer the system when there is insufficient biomassfeedstock. On the other hand, biomass brings environmentaland social benefits to coal plants. When cofiring occurs inlarge units with high thermal efficiency, specific operationcosts are likely to be lower than in small-scale systems, andthe costs of adapting existing coal-fired power plants shouldbe lower than building new dedicated biomass systems(Fernando, 2005).
Compared to dedicated biomass power plants, cofiring withbiomass has certain advantages. These are (IEA Bioenergy,2006):� lower investment costs because of the use of existing
infrastructure;� in modern coal-fired power plants the benefits of scale
give cofiring a higher electrical efficiency;� demand for biomass in significant quantities helps to
establish fuel supply chains.
Biomass cofiring is practised increasingly in Europe as biomassis a ‘CO2 neutral’ fuel that qualifies for enhanced electricitytariffs and incentives across the EU under the RenewablesDirective. Cofiring of coal with biomass also qualifies as aCDM project, under the Clean Development Mechanism of theKyoto Protocol (Subramaniam and Nag, 2006).
Most EU states provide a financial incentive for electricityproduced from biomass in small, dedicated power plants, and
41
Biomass cofiring
Efficiency upgrades and partial carbon capture for coal-fired power plants
in certain EU states there are incentives for the cofiring ofbiomass with coal in large power plants. The countries thathave implemented a form of feed-in tariff to supportrenewable generation, include: Denmark, the Netherlands,Spain, Germany, Austria, Hungary, Estonia, Lithuania,Greece, Bulgaria and the Czech and Slovak republics. Othercountries have implemented some form of quota obligations,including Poland, Sweden, Italy, Belgium and the UK(Marshall and others, 2008).
5.8 Developments
The great majority of the biomass cofiring systems that arecurrently in service in Europe and elsewhere are associatedwith retrofit applications in existing coal-fired power plants.This has influenced the decisions about the technicalapproach to cofiring, in terms of the specification of the fuelsfired, the maximum cofiring ratio achieved, and the means ofintroduction of the biomass to the boiler. The situation isdifferent for new-build applications, and there may be scopeto be more ambitious in terms of the range of biomass fuelsfired and of the maximum cofiring ratio that can be achieved(Livingston, 2007).
Livingston (2007) has made the following comments aboutthe development of advanced biomass cofiring systems forboth retrofit and new build projects:� Advanced biomass cofiring systems will be designed to
permit high levels of cofiring (10–50% on a heat inputbasis) with increased fuel flexibility and minimumimpacts on boiler plant performance, availability andintegrity.
� In the longer term, the advanced biomass cofiringsystems should be compatible with super andultra-supercritical boiler plants with CCS capabilities.
� For some applications, the systems will be required tocofire both subsidised and unsubsidised biomassmaterials. They should be capable of cofiring secondaryrecovered fuels and waste-derived fuels in addition toenergy crops and other ‘clean’ biomass materials.
600
400
200
0
40
Proportion of wood in the fuel blend, % energy basis
CO
2 em
issi
ons,
kg
CO
2/M
Wh
800
1000
100% coalcombustion
3020100 50
cofiring coalwith 25% wood
cofiring coalwith 50% wood
Figure 13 Theoretical decrease in CO2 emissions by cofiring wood with coal (Veijonen, 2003)

� It is anticipated that the major technical concerns withadvanced cofiring at high cofiring ratios will beassociated with the behaviour of the inorganiccomponents of the biomass and the potential impacts onthe performance and integrity of the boiler plants.
A number of countries, including Denmark, have tested thecofiring of biomass in modern power generating units,basically designed for coal firing. The technical results havebeen promising and have led Bendixen (2005) to make thefollowing conclusions:� a utility boiler designed for coal firing will normally be
adaptable for cofiring;� the modern high efficiency USC boilers are especially
interesting for cofiring purposes;� USC boilers will be based on firing pulverised fuel, so
the biomass fuel will need preparation to meet thisrequirement;
� from stand-alone biomass fired units it is well knownthat biomass fuel can be difficult to handle;
� the experience of cofiring indicates that some of theseproblems will disappear with cofiring or become easierto handle;
� the combustion system for PC firing makes it easy toreach high capacities and to use cheap additives for thebiomass fuel;
� the high capacity for the cofired fuel can be applied toreduce the amount of CO2 emitted.
In the future, it may be necessary to test systematically somecombinations of specific fossil and biofuels. The collectionand preparation of biomass fuels will have to be organisedaround different criteria such as the sources of biomass in thearea, the infrastructure for collection and transport, andpossible customers for process heat from a pelletising plant(Bendixen, 2005).
5.9 Discussion
Co-utilisation of biomass with coal is of interest primarilyamong countries with policies which promote the substitutionof fossil fuels for electricity production. There is considerablepotential to increase the co-utilisation of biomass with coal. Intheory, biomass cofiring could replace about 14% of the fossilfuel currently used globally for power generation. Thisrepresents about 2% of the total fossil fuel consumption in theworld (IEA Bioenergy, 2006). From a technical standpoint,cofiring of biomass and waste appears best in large coal-firedunits, where all available biomass and waste amounts to onlya minor share of the thermal input. In return, the coal-firedunit benefits from more economical fuels and better CO2
performance. Cofiring is beneficial for the use of bothbiomass and coal. Cofiring in coal plants can stronglyincrease biomass use and reduce the emissions of greenhousegases and other pollutants at low capital and operational cost,compared to dedicated biomass plants (Dai and others, 2008).
Direct cofiring is the most popular current option for biomassand coal cofiring, with modest investment cost required toturn existing coal-fired power plants into cofiring plants.Direct cofiring of biomass and coal takes advantage of the
42
Biomass cofiring
IEA CLEAN COAL CENTRE
high efficiencies obtainable in large coal-fired power plantsand improves combustion due to the higher volatile content ofthe biomass. The cost of parallel cofiring is significantlyhigher than the direct option, but may assist in optimising thecombustion process and in utilising difficult fuels with highalkali and chlorine contents. Indirect cofiring can keep thebiomass ashes separate from the coal ashes, while allowinghigh cofiring ratios. However, indirect cofiring requiresrelatively high unit investment costs.
The trend in cofiring is to increase the ratio of biomass/coal,and to use a wider range of biomass fuels. Constraints relatedto cofiring can include fuel preparation, handling, storage,milling and feeding problems, different combustionbehaviour, possible decreases in overall efficiency, depositformation, agglomeration, corrosion and/or erosion and ashutilisation. Most of these issues are related to the fuelproperties. However, a number of power plants practisecofiring without major problems.
To date, the majority of the biomass cofiring in Europe is bypre-mixing the biomass with the coal in the coal handlingsystem and processing the mixed fuel through the installedcoal mills and firing equipment. This approach can permitcofiring ratios up to around 10% on a heat input basis, and atthis level, the impacts of cofiring on boiler plant operationand performance have been modest. The principal technicalproblems have been with the storage and handling of thebiomass, and, in particular, with the tendency of somebiomass materials to generate significant fugitive dust levels.
A number of recent projects have involved the installation ofmore advanced systems involving the direct injection ofpre-milled biomass materials, which can allow operation athigher cofiring ratios. All of these systems involve thepneumatic conveying of the pre-milled biomass to the boiler,with injection into the PC pipework, into modified coalburners or into dedicated biomass burners. The preferredapproach in most applications involves the direct injection ofthe pre-milled biomass into the PC pipework, and a number ofthese systems are in commercial operation in Europe(Livingston, 2007).
The cofiring of biomass materials, and particularly of wetbiomass, can have an impact on the maximum achievableboiler load, depending on the mill and boiler constraints, andon the boiler efficiency. At low biomass cofiring ratios, lessthan 10% on a heat input basis, and with dry (<10% moisturecontent) biomass materials the impacts and constraints havebeen modest.

Capture of a high percentage (�80%) of CO2 from powerplants will probably be essential in the long term to achievetargets for overall CO2 emission reduction. Some countrieswill probably insist on a high percentage capture in the nearterm to achieve their long-term goals. In other countries,capture of a lower percentage may be acceptable in the nearterm. For example, in California there is a requirement fornew power plants to emit no more CO2 than the equivalentgas-fired plant. This is a lower near-term emission abatementrequirement that may be satisfied by the partial capture ofCO2 (Davison, 2009).
The partial capture of CO2 can take place in a variety of ways.All the units in a power plant may capture part of the CO2
from the flue gas all of the time. One unit of a multi-unit plantmay capture all of the CO2 all of the time, or all of the unitsmay capture all of the CO2, but just some of the time. Indeed,any combination of the above would qualify as partialcapture. There is not a huge amount of literature on the partialcapture of CO2, but what there is focuses on pre-combustioncapture at IGCC plants and post-combustion capture at PCplants. Thus, this chapter reflects the same focus. The IEAGHG (Davison, 2009) has reviewed the partial capture of CO2
and their work features in this chapter.
6.1 IGCC
Integrated gasification combined cycle (IGCC) technologyhas four basic steps:1 Fuel gas is generated from the partial combustion of coal
at pressure in a limited supply of air or oxygen.2 Particulates, sulphur and nitrogen compounds are
removed.3 The clean fuel gas is combusted in a gas turbine
generator to produce electricity.4 The residual heat in the hot exhaust gas from the gas
turbine is recovered in a heat recovery steam generator(HRSG) – the steam is used to produce additionalelectricity in a steam turbine generator.
In an IGCC plant, the syngas exiting the gasifier is composedmainly of CO and hydrogen. For full CO2 capture the CO is‘shifted’ (with steam and a catalyst) to CO2 in a series ofwater-gas-shift reactors. At least two stages of shift are
43Efficiency upgrades and partial carbon capture for coal-fired power plants
necessary to convert the majority of the CO and achieve highlevels of capture. In a non-capture plant, the downstream acidgas removal unit is used to remove hydrogen sulphide fromthe syngas. For capture, expanding the acid gas removal totwo stages and selecting an appropriate solvent allows forremoval of CO2 in addition to hydrogen sulphide. The solventis flash-regenerated, releasing streams of CO2 that are thencompressed. The remaining gas, mostly hydrogen, is burnedin the syngas turbine (Hildebrand and Herzog, 2008). For thewater-gas-shift reaction a ratio of steam/water to CO of two isneeded to operate the reactor. This contributes to the energypenalty of the shift reactor, where much chemical energy isconverted to low heat.
There are six coal-fuelled IGCC plants operating worldwide:in Buggenum, the Netherlands; Puertollano, Spain; Vresova,Czech Republic; Nakoso, Japan; and in the USA at WabashRiver, Indiana and Polk Power Station, Florida. The netefficiency of these plants is around 40–43%. New gas turbineswould improve on this efficiency, and future developmentsshould take efficiencies beyond 50%. IGCC plants are underconstruction at Edwardsport, USA, and at two sites in China.The investment cost of IGCC is about 20% higher than thatfor PC combustion. However, there is some uncertaintyregarding the costs of coal-fuelled IGCC, as only one hasbeen built recently and the existing ones were originallyconstructed as demonstration plant. Suppliers have plans tobring capital costs to within 10% of that of PC combustion(IEA, 2008).
IGCC technology has some advantages over PC plants forCO2 capture. For example, in an IGCC plant the CO2 can beseparated at higher partial pressures, which reduces theamount of capital required and the energy penalty for capture.Some work has been undertaken on the partial capture of CO2
from IGCC. Partial capture, of around 50% has been shown toresult in some reduction in the cost and energy consumptionper tonne CO2 emissions avoided. However, Allevi andDomenichini (2008) showed that capturing 16% of the CO2,that is the CO2 present in the fuel gas before shift conversion,results in a cost per tonne of CO2 avoided that is more thantwice as high as for 85% capture (Davison, 2009). Variousrates of partial capture from an IGCC plant were studied byGadde and others (2007). Their results are summarised inTable 15.
6 Partial capture of CO2
Table 15 Partial capture of CO2 from an IGCC plant* (Gadde and others, 2007)
Proportion of CO2 captured, % 0 0–40 40–80 80–90
CO2 emission intensity, kgCO2/MWh net 900
Proportion of hydrogen in diluted syngas to gas turbine, % 20 20 22–37 37–41
Acid gas removal stages 1 2 2 2
Shift stages 0 0 1 3
Proportion of more coal needed than base case, % – 0–2 3–9 9–14
The IGCC plant is an E-Gas TBL mode gasifier, 600 MWe nominal, primarily using western subbituminous coal.

Gadde and others (2007) concluded that performance wasmarginally affected by up to 50% with a steep decrease above50% capture rates. This was mainly due to the chemicalenergy losses incurred during the water-gas shift process andincremental auxiliary loads incurred due to CO2 compressionand acid gas removal. The capital costs increaseproportionally with CO2 capture rates up to about 80%, with asharp increase above this figure. Figure 14 shows an IGCCplant with CO2 separation (Gadde and others, 2007).
There are a few options for the partial capture of CO2 from anIGCC plant. The level of capture is controlled by adjusting theextent of CO to CO2 conversion, as the acid gas removal unitwill capture a relative portion of the CO2 in the stream. Someconversion happens naturally in the gasifier itself, so there issome portion of CO2 in the syngas exiting the gasifier whichcan be removed in the acid gas removal unit. This process,known as ‘skimming’ can result in capture levels up to 25%.Installing a single-stage shift and removing the resulting CO2
can achieve 50–80% capture. A two-stage shift is required tocapture more than 80% of the CO2. The level of captureachievable with different numbers of shifts depends on the typeof gasifier, its operating parameters, plant specifics, and type ofsolvent used. The number of shift reactors can be changed toachieve distinct capture levels, and adjustments in the amountof catalyst or steam used in each shift may be used to shift aspecific amount of CO to CO2, which allows intermediatecapture levels (Hildebrand and Herzog, 2008).
Full capture has a significant impact on the syngas turbine.The shift of CO to CO2 results in up to a 15% decrease in theheating value of the syngas. As the syngas is now mainlyhydrogen, the firing temperature is increased. As a result theturbine must be derated to preserve its life and reduce NOxformation. This is usually achieved by diluting the gas withcompressed nitrogen, which also increases the mass flow ratethrough the turbine, thus obtaining better output than withoutdilution. However, turbine output is still up to 10% lower thanwith unshifted syngas. Partial capture up to a certain level can
44
Partial capture of CO2
IEA CLEAN COAL CENTRE
preclude or reduce this derating, and some of the CO heatingvalue can be maintained. In addition, partial capture willreduce the amount of steam needed in the shift, which can beused for generation in the steam turbine or for heat integration(Hildebrand and Herzog, 2008).
According to Hildebrand and Herzog (2008), lower capturelevels will have lower capital costs, as less equipment isneeded. The amount of investment in the acid gas removalunit also depends on the rate of capture, as at lower levels,expansion into fully-integrated stages may be unnecessary.Some equipment can be smaller, such as the flash tanks forsolvent regeneration, and single instead of double trains canbe used. Again, the auxiliary load is reduced.
6.1.1 ELCOGAS
The ELCOGAS 335 MW IGCC plant in Puertollano, Spain isinvolved in a CO2 capture research project. It aims to validatethe technologies of pre-combustion CO2 capture andhydrogen production associated with an IGCC power plant, atthe industrial, bench and laboratory scale. A 14 MWth pilotplant installation is to be integrated into the infrastructure ofthe Puertollano plant. It is planned to capture 35,000 tCO2/y.The project aims to:� demonstrate the feasibility of CO2 capture and hydrogen
production in an IGCC power plant that uses solid fossilfuels and waste as the main feedstock;
� obtain economic data to enable it to scale it to the fullPuertollano IGCC capacity in synthetic gas production.
The process consists of a shifting unit to convert CO to CO2, aCO2 separation unit, based on absorption processes withamines, and a hydrogen purification unit. Various catalysts willbe tested to obtain technical and economic yields at full scale,obtaining CO2 capture costs at different purity grades.Construction of the pilot plant began in November 2008 and isforecast to finish in July 2009 (Carbon Capture Journal, 2009).
stack
slurry feedand
preparationscrubberparticulate
removal
hightemperature
heat recoverygasification
heat recoverysteam
generator
mercuryremovalshift reactor
two stageacid gasremoval
N2 from air separation unit
sulphurrecovery
CO2acid gasair to air
separationunitCO2
compressorsteamturbine
CO2 (15 MPa)
coal handling
cryogenicair separation
unit E-gas TBL
O2
gas turbine
Figure 14 IGCC process with CO2 separation (Gadde and others, 2007)

6.2 Post-combustion capture atPC plant
In all CCS schemes, CO2 is collected from a large pointsource before it is treated and compressed for transport to safegeological storage. Post-combustion capture systems, asshown in Figure 15, are placed downstream of the combustionand other flue gas treatment processes. For coal-fired plants,improved FGD may be required to minimise the loss ofsolvent during the CO2 capture process.
A post-combustion capture plant is composed of three stages.First, CO2 is removed from the flue gas by direct contactabsorption with the solvent in a packed ‘scrubber’ column. Ifmonoethanolamine (MEA) is the solvent, the flue gas must becooled to around 40–50°C before entering the absorber columnto encourage CO2 absorption (Cau, 2009). The CO2 richsolvent leaves at the bottom of the column and passes through aheat exchanger where it is heated up against CO2 lean solvent.Next, it passes through a stripper column to release the CO2. Anassociated reboiler provides the heat necessary for solventregeneration. Usually, the reboiling process takes place at110–140°C and the heat required is obtained by condensing thesteam extracted from the power cycle. In order to maintain asuitable temperature difference in the reboiler, the steamextracted from the turbine must be at a pressure of 0.2–0.5 MPa(water saturation temperature in the range 120–152°C) (Cau,2009). The CO2 released leaves the top of the stripper columnto be cooled and compressed to a pressure suitable for transportto the geological storage site. The solvent is now lean and canbe recycled back to the scrubber column at 40–50°C, a similartemperature to the flue gas.
45
Partial capture of CO2
Efficiency upgrades and partial carbon capture for coal-fired power plants
The most energy intensive aspects of post-combustion CO2
capture processes are the supply of heat for solventregeneration and, to a lesser extent with current solvents, shaftpower for CO2 compression. The most efficient way toprovide heat to the solvent reboiler is to use steam taken fromthe power cycle. In some cases, up to 79% of the total steamflow (at 0.2–0.5 MPa and 120–152°C) has to be extracted.The decreased steam flow through the turbine reduces itselectrical output. Turbines are designed to operate mostefficiently at a specified flow rate, so steam extraction alsoreduces turbine efficiency. Reducing the level of capturereduces the amount of steam extracted for regeneration, whichpreserves turbine output and reduces the impact on turbineefficiency (Hildebrand and Herzog, 2008). Low grade heat isavailable from the CO2 reflux condensers and intercooling inthe CO2 compression train. It can be used for feedwaterheating in the main steam cycle to increase efficiency(Lucquiaud and others, 2008). However, due to the largeamounts of steam extraction for the reboiler, only a smallamount of condensate flow will be available in the powerplant. This limits the integration of low grade heat availablefrom the CO2 reflux condensers and intercoolers (Ploumen,2009).
Carbon capture systems require electricity to runcompressors, flue gas blowers, and pumps. Partial captureuses fewer or smaller pieces of equipment and lower flowrates and thus has a smaller auxiliary power demand. The costof the auxiliary load is greatest during times of peak demand.Partial capture has the option of being used to increase theoperational flexibility of the plant. In partial capture, thesystem to bypass the carbon capture equipment is built in, sothe economics of the plant can be improved by reducing the
CO2 out to refluxcondensers andcompression
CO2 condensatereturn
steam forCO2 release
cleaned flue gasfrom power plant
scrubber
fluegas
cooler
stripper
optionalrich
solventstorage
optionallean
solventstorage
blower
lean/richheat
exchanger
gas to stack
reboiler
flue gas
condensate from CO2
solvent solution
CO2
cooling water
Figure 15 Post -combustion capture plant with optional solvent storage tanks (Chalmers and Gibbins, 2007)

flow through the capture equipment during peak demand. Inaddition, operational issues are likely to arise for the firstwave of carbon capture systems that are deployed, so a bypasssystem will make it easier to service the carbon captureequipment while having a limited impact on the rest of theplant (Hildebrand and Herzog, 2008).
Another advantage of partial capture is that it uses lessresources. For a PC plant, full capture can increase the plant’swater demand by up to 116%. Lower capture levels reduce thedemand for raw water, which may ease permitting, as well asreducing the cost associated with circulating water and watertreatment systems. Operational costs associated withpurchasing solvents for FGD and carbon capture can also bereduced in partial capture (Hildebrand and Herzog, 2008).
A study underaken by NETL (2007) evaluated the technical
46
Partial capture of CO2
IEA CLEAN COAL CENTRE
and economic feasibility of retrofitting an existing PC powerplant for various levels of CO2 capture (90%, 70%, 50% and30%), The plant is the Conesville No 5 unit in Ohio, usingadvanced amine-based capture technology. A simplifiedprocess flow diagram is shown in Figure 16. The operationand performance of the existing boiler, air heater andelectrostatic precipitator (ESP) systems are identical to thebase case for all the capture cases and are not affected by theaddition of the post-combustion amine-based (MEA) CO2
recovery systems. Recovery of less than 90% of the CO2 isachieved by bypassing a fraction of the total flue gas streamaround the new CO2 absorber. Flue gas bypass was found tobe the least costly way to obtain lower CO2 recovery levels.Table 16 summarises the performance of the plant at thevarious levels of CO2 capture.
The total investment required to retrofit an existing plant is
air
bottomash
coal
stack
electrostaticprecipitator modified
FGD system
tri-sector
air heater
coalmining
PC boiler withselective catalytic
reductionCO2 productfor usage orsequestration
CO2compression &
liquefactionsystem
CO2 separation unit usingMEA absorption
steam coilair heater
steam coilair heater
fly ash lime FGD waste
combustionair
existingturbine
existinggenerator
let-down turbine/generator
steam for solvent regeneration
new equipment
ID fan
FD fan
PA fan
Figure 16 Simplified process flow diagram for power plant modified with the addition of an advanced aminebased CO2 capture system (NETL, 2007)
Table 16 Performance summary for retrofitting a PC plant (NETL, 2007)
CaseBase caseno capture
90% capture 70% capture 50% capture 30% capture
Net plant efficiency, % HHV 35.01 24.5 26.9 29.3 31.7
Energy penalty, % 0 10.5 8.1 5.7 3.3
Capacity factor, % 85 85 85 85 85
CO2 captured, kg/h 0 354,000 275,600 196,900 118,100
CO2 emissions, kg/h 393,210 39,870 118,110 196,700 275,320
CO2 mitigation cost, $/t – 89 96 100 113
CO2 capture cost, $/t – 59 64 67 77

also dependent on the rate of carbon capture. Reductions inboiler modification costs and carbon capture equipment sizeare the primary factors. There is an almost linear relationshipbetween the percentage of CO2 captured and the totalinvestment cost, based on the retrofitted plant net poweroutput. The NETL (2007) study shows that a 10% reductionin CO2 capture causes about a 10% reduction in the requiredretrofit investment across the study range of 30–90% capture.The project capital cost estimates (using July 2006 as the costdate) include all required retrofit equipment such as theamine-based CO2 scrubbing systems, the modified FGDsystem, the CO2 compression and liquefaction systems, andsteam cycle modifications. Boiler island modifications, otherthan for the FGD system, are not required.
Significant reductions of 10–30% in net plant output areincurred as a result of the CO2 capture system in eachcapture scenario. For example, capturing 90% of the carbonreduces the net plant output from 433.8 MW to 303.3 MW.Net plant thermal efficiency is also reduced from about35.0% HHV for the base case to 24.4–31.6% for the fourcapture options. The efficiency reductions result fromreductions in the steam turbine output. This is due to steamextraction for solvent regeneration and significant increasesin the auxiliary power requirement. The auxiliary powerincreases are mainly due to the CO2 compression andliquefaction system. The efficiency decrease is essentially alinear function of CO2 recovery level over the range of CO2
capture investigated (NETL, 2007).
Specific CO2 emissions were reduced from about 908 g/kWhfor the base case to 59–704 g/kWh, depending on the level ofCO2 recovery. This corresponds to between 6.6% and 77.5%of the base case CO2 emissions. The mass of CO2 produced in
47
Partial capture of CO2
Efficiency upgrades and partial carbon capture for coal-fired power plants
each case is similar. However, the significant reduction in netpower production in each of the retrofit cases results in ahigher CO2 production rate per kWh of power produced(NETL, 2007).
Specific investment costs are 540–1319 $/kWe as the CO2
capture level increases from 30% to 90%. The specificinvestment cost is a nearly linear function of CO2 recoverylevel, although equipment selection and economy of scaleeffects make this relationship much less linear than efficiency(NETL, 2007).
All cases studied incur significant increases to the levelisedcost of electricity (LCOE) as a result of CO2 capture. Theincremental LCOE, as compared to the base case (air firingwithout CO2 capture) increases from 2.31 to 6.92 ¢/kWh asCO2 capture level increases from 30% to 90%. Conversely,the CO2 mitigation cost increases slightly from 89 to133 $/tCO2 avoided as the CO2 capture level decreases from90% to 30%. The next linear decrease in incremental LCOEwith reduced CO2 capture indicates that there is no optimumCO2 recovery level. For the ranges studied, the incrementalLCOE is most impacted by the following parameters, in givenorder: CO2 by-product selling price, CO2 capture level,solvent regeneration energy, capacity factor, investment cost,and make-up power cost (NETL, 2007). Figure 17 shows theincremental LCOE and the CO2 mitigation cost of retrofittinga plant at various rates of capture.
6.2.1 Voluntary bypass
Partial capture at a PC plant with post-combustion capture isbest accomplished by bypassing a portion of the flue gas
8
6
4
2
0
case
1 (9
0% c
aptu
re)
Incr
emen
tal L
CO
E, ¢
/kW
h
10
12
case
2 (7
0% c
aptu
re)
case
3 (5
0% c
aptu
re)
case
4 (3
0% c
aptu
re)
80
60
40
20
0
case
1 (9
0% c
aptu
re)
Miti
gat
ed C
O2,
$/t
100
120
case
2 (7
0% c
aptu
re)
case
3 (5
0% c
aptu
re)
case
4 (3
0% c
aptu
re)
feedstock O&M (¢/kWh)
variable O&M (¢/kWh)
fixed O&M (¢/kWh)
capital component (¢/kWh)
Figure 17 Incremental levelised cost of electricity (LCOE) and CO2 mitigation cost of retrofitting a PC firedplant at various levels of carbon capture (NETL, 2007)

around the carbon capture equipment straight to the stack.The remaining flue gas enters the CO2 absorber, which isoperated just as it would be for full capture, so it capturesabout 90% of the CO2 flow through the column. The ratio ofbypass to flow to the CO2 absorber determines the capturelevel achieved. The primary impacts of CCS at a power plantare increased capital cost and reduced electrical output.Compared to full capture, certain technological aspects ofpartial capture allow these impacts to be mitigated(Hildebrand and Herzog, 2008).
When a plant retrofitted with CO2 capture is operating attypical design capture rates (about 85%), there is a significantreduction in power output. This might be avoided if a lowefficiency subcritical boiler/turbine island were replaced witha much more efficient supercritical steam cycle at the sametime as the CO2 capture plant was retrofitted. However, this isnot a practical option in many cases for various reasons. Forexample, plants to be retrofitted may already havesupercritical steam cycles, or the cost of a boiler/turbineretrofit may not be justified, even if CO2 capture is retrofittedto a subcritical unit. There might be occasions where thereduced output from plants retrofitted with CO2 capture couldlead to a shortfall in supply or the need to use excessivelyexpensive plants to generate electricity. In these cases, theability to bypass the capture unit and return the capacity ofthe retrofitted plant to its original value can be useful, as itavoids the need to build new capacity to fulfil this role. Theneed to provide replacement power is not likely to be entirelyavoided by the potential for voluntary bypass of retrofittedCO2 capture units. However, a delay in new buildrequirements could be valuable since it could reduce thebottlenecks, and hence excessive prices, in construction thatmight be observed if large number of replacement units had tobe built at the same time as numbers of CO2 capture plantswere being retrofitted (Chalmers and others, 2009).
Voluntary bypass of the capture plant could also be valuablefor plants built with CO2 capture from the outset, but theeconomic case is different as there is no requirement toreplace power that was available previously. Instead, the plantwould be sized with expected future demand in mind, amongother considerations, and voluntary bypass of the CO2 captureunit would only occur when electricity prices were very high,or the penalty for emitting CO2 was very low, for example attimes when an electricity price spike occurs due to failureselsewhere in the electricity system or very high demand.Another important difference is that the retrofitted plant willautomatically have a generator that is large enough to exportadditional power produced when the CO2 capture unit isbypassed since this is the required size for normal operationsbefore capture is fitted. For a plant operating with CO2
capture from the outset, project developers will need to decidewhether the generator should be oversized, so that theadditional capacity that can be made available by bypassingthe capture unit can be exported. This will involve trading-offexpected additional revenues, from being able to export morepower when capture is bypassed, with the costs associatedwith a larger generator (Chalmers and others, 2009).
Ho and others (2006) investigated whether there exists anoptimum gas mixture for recovered CO2 using gas separation
48
Partial capture of CO2
IEA CLEAN COAL CENTRE
membranes, for which the combined cost of capture andstorage is lowest. It was a conceptual study to investigate therecovery of CO2 from a flue gas stream of a typical Australianpulverised black coal fired power plant and then its injectioninto an offshore geological storage site.
They found that for low amounts of CO2 avoided and hencelow CO2 removal rates the total cost was dominated by thecapture component. With increasing CO2 recovery rates andCO2 avoided, the capital cost increased due to an increase inthe membrane area required for separation. For membranecapture systems, the cost of the compressors needed for feedgas compression dominated the capital costs, which canaccount for up to 80% of the total capital cost. The dominantcapital cost components are the compressor and expanders(60%), while the membrane cost makes up less than 10% ofthe total. As the membrane cost is only a small proportion ofthe total capital cost, and the tonnage of CO2 stored changesby significantly more than the change in capital cost, theoverall capture cost per tCO2 avoided decreased as theamount of CO2 avoided increased. This means that there areeconomies of scale, which result in a decrease in the cost ofcapture per tonne of CO2 avoided. Ho and others (2006)concluded that for the gas separation membrane cases studied,the lowest cost of capture and storage occurs when about 60%of the CO2 is avoided. In comparison, an amine- basedabsorption capture system is able to achieve a higher rate of70% CO2 avoided at even lower cost.
6.2.2 Flexible capture of CO2
Post-combustion capture is sometimes presented as anun-innovative ‘add on’ approach to a conventional system thatdoes not allow the synergies offered, for example, bypre-combustion CO2 capture in IGCC plant. However, this isnot true if the efficient integration of the ‘add on’ into thepower cycle is considered. The advantage of an ‘add on’system is that the original plant can be operated without it. IfCO2 capture options are compared only at steady state outputthis advantage will not be apparent. Since real electricityprices may vary by an order or two over a day, with muchlarger ‘spike’ prices at periods of high demand, then thestoring of solvent during periods of high electricity demandallows regeneration and compression to be postponed toperiods of low demand, giving significant reductions in realcapture penalty costs. Indefinite periods of high demand, suchas following unexpected power plant outages, can also beaccommodated by venting CO2 in the flue gas. Load can bepicked up extremely rapidly in all cases, giving pumpedstorage capabilities for a minimal additional cost. Thesebenefits are not straightforward to quantify as they depend onlocal market conditions, but are likely to assume greaterimportance as actual power plant projects are considered(Gibbins and others, 2005).
Post-combustion capture also offers considerable scope foroperational flexibility. The plant can be designed to have theoption to operate without a high degree of integration, andwith a slightly reduced overall efficiency. Feedwater heatingon current steam plants is an example of a complex system forthermal integration that is essential for achieving high

efficiency but which can be bypassed if required, while stilloperating the plant (Gibbins and others, 2005).
Chalmers and others (2009) focus on the flexible design andoperation of post-combustion capture to PC fired powerplants. Post-combustion capture could be deployed in threedifferent contexts at PC plants: from the start of operations ata new plant; retrofitted to a plant that was designed to becapture ready; and retrofitted to an existing plant that was notdesigned to be capture ready. Post-combustion plants may beable to realise a commercial benefit from operationalflexibility in the following areas (Gibbins and others, 2005): � improved reliability, availability, maintainability and
operability leading to a higher load factor;� additional power (about 20–25%) output achieved
through operating the plant without CO2 capture andcompression, to meet extended periods of high demandand system emergencies;
� a ‘peak lopping’ power facility – CO2 continues to becaptured but the rich solvent is stored, allowing thepenalty of regeneration and CO2 compression to beshifted to periods of lower electricity demand;
� rapid transient response, with the inherent flexibility ofthe steam plant supplemented by the additional scope forrapid and sustained changes in net plant output throughchanging steam and power supplies to the reboiler andCO2 compression system.
Coal-fired plants may not run continuously at full load.Instead, their output will vary, partly in response to changes insupply or demand within the grid so that the quality andsecurity of electricity supply is maintained. Understandingpart load performance of these plants is important todetermine how plant operation can be optimised within theiroperating environment. Flexible operation can providesupport services that help electricity network operators tomaintain the quality and security of supply. Another importantaspect of flexible operation is the need for power plantoperators to adhere to any regulations. For example, thepotential for voluntary bypassing could be ruled out ifregulators required hourly emissions of CO2 from every siteto be below a certain level (Chalmers and others, 2009).
A number of modes of flexible operation for power plantswith post-combustion capture can be identified. In somecases, a roughly constant proportion of CO2 produced bycurrent operations is captured and the rich solvent is thenimmediately regenerated to produce CO2 that can betransported to storage (Chalmers and others, 2009).
As well as identifying potential constraints due to interactionsbetween the boiler/steam turbine island and the CO2 capturesystem, it is also necessary to understand the flexibility of thepost-combustion capture system, and, in particular, whether itis also able to handle the changes in CO2 flow associated withchanges in boiler operation and hence, CO2 production.Dynamic models of absorber systems have been devised.Changes in design may be required when dynamicperformance is taken into account, in addition to steady stateoperation.
It is possible that dynamic performance could be improved by
49
Partial capture of CO2
Efficiency upgrades and partial carbon capture for coal-fired power plants
deliberate flexible operation of the post-combustion captureunit. There is the possibility of storing solvent so that many ofthe advantages associated with CO2 venting can be obtained,but without the associated CO2 emissions. In both of thesecases, relatively rapid and significant changes in steam flowto the low pressure turbine would be observed (Chalmers andothers, 2009).
Chalmers and others (2009) conclude that post-combustioncapture technologies are one of a range of approaches thatcould be used with CCS projects. Most literature on theseprojects is concerned with steady-state analysis of plantperformance, often at a single design point. However, inreality steady-state considerations alone are not sufficient todesign an optimum system for power plants. Even whereflexibility is not necessarily required, it is likely to bevaluable since it allows plant operators to vary output inresponse to changing demand and electricity selling prices.Chalmers and others (2009) consider that post-combustioncapture schemes should not constrain significantly thetechnical ability of power plants to change their output.However, it is necessary to gain an improved understanding ofthe dynamic performance of capture systems so that possiblechanges in CO2 emissions during transients, such as start-up,shut-down and load following can be included in plantperformance analysis, including economic studies injurisdictions where there is a cost associated with emittingCO2.
6.2.3 Solvent storage
Regulators may not allow the voluntary bypassing of CO2
capture units. In addition, even with potential additional valuefor ancillary service provision, it is possible that future costsassociated with CO2 emissions will be sufficiently high todiscourage power plant operators from operating with low orno CO2 capture if serious global action is taken to reduce CO2
emissions to low levels. An alternative option for flexibleoperation is solvent storage. It would allow the majority of thecapacity to be available for dispatch in the electricity networkfor limited periods by completely bypassing the CO2 captureunit, but without associated high CO2 emissions (Chalmersand others, 2009).
If a power plant uses solvent storage, two tanks are added inthe solvent loop: one for rich solvent and one for lean solvent.During times of high demand for power output, the absorbercolumn continues to operate. Rich solvent leaving the columnis sent to a storage tank and not directly to the stripper/boiler.In the short term, the majority of the energy penaltyassociated for the CO2 capture process (steam for the reboilerand energy for CO2 compression) is avoided. Later, whenpower demand is lower, the rich solvent is regenerated, inaddition to rich solvent being regenerated by ongoingoperations. This will incur an extra energy penalty comparedto normal operations (Chalmers and others, 2009).
The potential benefits for the whole system should also beconsidered. As with CO2 venting, the availability of solventstorage could defer the need to build additional capacity tomeet peak demands. An additional characteristic of plants

with solvent storage is that their minimum stable generationcapacity is effectively reduced while additional solvent isregenerated (Chalmers and others, 2009). However, it may notbe possible to regenerate the stored solvent and the ongoingprocess due to the limited availability of low pressure steam(Ploumen, 2009).
Essentially, solvent scrubbing plant is conventional PCcombustion technology with a final CO2 scrubbing stage. Lowlevels of SOx (about 10 ppmv) must also be achievedupstream of the CO2 scrubber to give acceptable solvent life.A large amount of low temperature (about 120°C) heat isrequired, in the form of steam taken from the low pressureturbine, to release the CO2 from the solvent so that the solventcan be reused, as well as electricity for CO2 compression.This results in a capture penalty of about 9–12 percentagepoints reduction in the plant LHV efficiency. A supercriticalPC plant with solvent scrubbing and storage of both rich andlean solvent, which could achieve 500 MW at 44% LHVefficiency without CO2 capture, could still give nearly thesame 500 MW output when rich solvent is being stored (orCO2 is not being captured), about 365 MW output whenoperating with no solvent storage (assuming 12 percentagepoints penalty), and about 230 MW output when regeneratingsolvent at twice the rate that it is being used. In all thesecases, the boiler would be operating at 100% capacity(Gibbins and Crane, 2004).
It could be economically beneficial to bypass voluntarily thepost-combustion capture plant using a current, typicalMEA-based solvent when $/MWh electricity prices were, atleast, an order of two to three times higher than $/tCO2
penalties for CO2 emissions. Chalmers and others (2009)compared the expected profit from selling electricity for aplant operating at maximum possible output with capture,with a plant operating at maximum possible output withoutcapture to determine the best operating decision.
Particularly for plants with supercritical boilers for reducedCO2 capture levels, potentially including partial or full bypassof the CO2 capture unit could provide a valuable option forrapid increases in power production. It is expected that steamflow could be diverted rapidly from the reboiler to the lowpressure turbines, assuming that the steam turbines aredesigned to handle this increased flow (Chalmers and others,2009).
Solvent storage in the capture process, located between thestripper and the scrubber column, can be considered as analternative to CO2 venting and can also provide additionalflexibility options when operating PC plants with capture. Inthis case, continuous capture of CO2 in the flue gas on thescrubber side of the process can be achieved independently ofsolvent regeneration/compression requirements (Lucquiaudand others, 2008).
Extrapolation from their work suggests that operating withmaximum additional regeneration of solvent for one hour,instead of operation with instantaneous regeneration at 70%of net power output, would reduce the net power plant outputby 190 MWe at times where the electricity selling price islow. This period of additional regeneration would be able to
50
Partial capture of CO2
IEA CLEAN COAL CENTRE
sustain the storage of CO2 rich solvent produced during 50minutes of full load operation, providing 139 MWe at highelectricity selling prices without any additional CO2
emissions (Lucquiaud and others, 2008).
6.2.4 Capture bycarbonation/calcination
The high cost of separating CO2 from flue gases is a majorbarrier to the wider use of CO2 removal technology. Thedevelopment of new CO2 capture processes is one possibleapproach to this challenge. Grasa and others (2005) haveresearched the use of carbonation/calcination cycles to obtain aCO2 rich gas stream. The process has two distinctive features:heat is transferred from the combustion chamber to the calcinerand the calciner works with a reduced partial pressure of CO2
(injection of steam or vacuum are the main options) to allowoperation at reduced calcination temperature. The heat supplyfrom the combustor to sustain the calcination reaction canreduce, or even avoid, the need for oxygen in the calciner. TheCO2 capture takes place at high temperature, reducing theefficiency penalties in the process. There are no hazardousmaterials involved in the process and limestone is a cheap andavailable CO2 regenerable solvent.
The injection of ultra-fine lime in a section of the exhaustduct of an existing boiler was studied by Grasa and others(2005). The separation efficiency depends largely on theparticle size and gas/particle contact times in the duct, and areexpected to be lower than in other cycle configurations. Theperceived benefit of this approach is the low capital cost toimplement the carbonation stage of the cycle.
This option can be applied to any kind of boiler. Thecarbonation reaction takes place in entrained mode, in anexhaust duct of the boiler at a temperature above 650°C. Theduct length needed and the quantity of solids depend on thecarbonation reaction rate and the mean particle conversionachieved. When the CO2 content in the flue gas is reduced, thecarbonated solids are sent to the calciner unit, where calcinationcan take place in a flame with an enriched O2/CO2 atmosphereto maintain the reaction temperature at around 1000°C. Thecalcined solids are separated from the CO2 stream in a cycloneand injected again in the carbonator unit, after passing througha heat exchanger (Grasa and others, 2005).
Carbonation experiments were carried out in a range ofconditions. For example, the carbonation temperature hasvaried from 540°C to 670°C. Reductions in the CO2 contentof the gas stream reached values close to 40% and in all thecases were between 20% and 30%. Thus, lime can act assorbent for CO2 capture in entrained mode. Although thereduction in CO2 achieved is lower than the reductionachieved with other contact methods, it has been proved to bearound 30%. The nominal gas/solid contact time to achievethis reduction in CO2 concentration is in the order of 2.5–3.5s. Potentially, these numbers could make a CO2 capturesystem based on this method quite feasible.
Epple and Ströhle (2009) have undertaken processsimulations for the retrofit of a 1052 MWe hard coal fired

power plant with a CO2 capture unit that uses lime as theabsorbent. They found that the total efficiency loss caused bycarbonate looping amounted to 5–7 percentage points, lowerthan that of other CO2 capture technologies. They also foundit to be economically efficient. The carbonation yield of thelimestone decreases with the number of cycles. Mostassumptions for the carbonate looping process are based onlaboratory-scale tests and simulations. Thus, furtherexperiments on a larger scale are required.
The drawbacks of using natural minerals such as limestone tocapture CO2 have been highlighted in an IEA Clean CoalCentre report by Davidson (2009). The use of natural calciumcarbonates as regenerable CO2 sorbents is limited by the rapiddecay of the carbonation conversion with the limited numberof cycles of carbonation/calcination, where calcination is theregeneration reaction. It has been calculated that it would bepossible to operate a CO2 capture system with efficiencies ofover 80% with fresh sorbent addition comparable to thoseused for sulphur control in some power stations burning highsulphur fuels. This would involve the use of 50–100 t freshlimestone/h for a 1000 MWth power plant based on coal. Forcomparison, the coal requirements of such a plant would beabout 400 t/h. Others have found that, based on experimentswith fluidised bed carbonator-combustor systems, 0.813 kg offresh limestone would be needed per 1 kg of coal in order tomaintain the activity.
Despite the need for large amounts of fresh sorbent, CO2
capture based on carbonation/calcination cycles have someinherent advantages compared with other approaches(Davidson, 2009):� the efficiency penalties are intrinsically low because both
the capture and sorbent regeneration processes arecarried out at high temperatures;
� the sorbent is cheap and widely available;� most of the individual processes are commercially
proven and/or there exist similar large-scale commercialprocesses;
� no hazardous materials are involved.
6.3 Economics
Power plants in an electric grid are instructed when to turn onand off, and thus generate electricity and accrue revenue,according to dispatch curves. Dispatch curves represent theelectrical plants in a grid and the cost to dispatch each plant’scapacity. A plant’s dispatch cost is comprised of its variableoperating cost and fuel cost, which depends on plantefficiency. Capital and fixed costs are not included. Thus aplant’s ability to dispatch depends mainly on factors related toits efficiency, and not the utility’s investment. As coal hasrelatively low operating and fuel costs, it tends to operate asbaseload plants (Hildebrand and Herzog, 2008).
As the use of CCS reduces power plant efficiency, the plant’sdispatch cost rises and its location on the dispatch curve shiftsso it becomes relatively less economic to turn the plant on.When many plants on the curve have CCS, the entire curveshifts and plants’ relative positions are not altered so much.However, if only a few plants have CCS, their dispatch curve
51
Partial capture of CO2
Efficiency upgrades and partial carbon capture for coal-fired power plants
may be so altered that they are not used as often. Theimplementation of full capture in a region of non-captureplants could result in stranding of the entire investment,depending on the mix of existing plants and theircharacteristics. This is a strong disincentive to be a first moverin implementing CCS. According to Hildebrand and Herzog(2008), partial capture can allow first-mover plants to abatetheir carbon emissions with a smaller efficiency penalty; itcan allow them to maintain baseload status and economicviability. Thus, partial capture may represent a means tofacilitate initial implementation of CCS by preservingeconomic viability of power plants with carbon capture.However, this could be overridden by legislation requiringthat plants with carbon capture capability are used first.
Post-combustion capture at large power generation units willprobably require multiple capture modules for a number ofreasons. For example, there are limits to the size of shopfabricated equipment which can be transported to the site. Inthis case, the optimum technique for partial capture wouldprobably be to feed part of the flue gas to a capture unit whichcaptures more than 80% of the CO2 and to bypass the rest ofthe flue gas around the capture unit. The cost of partialcapture in this situation, in terms of $/tCO2 avoided, would beessentially the same as in a high percentage capture plant,although there would be lower economies of scale for CO2
compression and transportation (Davison, 2009).
The capital cost of partial capture equipment will be less thanthat for full capture. For a commercial-scale plant, full captureis often achieved using two trains of CO2 absorbers andstrippers, and sometimes two compressors. Up to a certaincapture level, a single train can be used for partial capture.This represents significant savings in equipment capital costs.Another cost saving option for partial capture regards thereduction of SO2 levels in the flue gas to very low levels, as isnecessary for most types of solvents. For carbon capture, theSO2 levels must be lower than the environmentalspecifications for flue gas. Instead of installing a highlyefficient FGD, an SO2 polisher can be added to the CO2
absorber column to treat only the necessary portion of fluegas, which cuts capital cost (Hildebrand and Herzog, 2008).
Partial CCS at a coal-fired power plant can achieve a level ofCO2 emissions similar to those from natural gas, with asmaller investment and likely with a cost/tonne comparable tothat for full capture. If the price differential between coal andnatural gas feedstocks is great enough, coal with CCS couldbecome the economically preferred option. Thus, partialcapture could serve as an important hedge against high naturalgas prices (Hildebrand and Herzog, 2008).
Abu-Zahra and others (2007) have defined the economicbaseline for post-combustion CO2 capture from a 600 MWebituminous coal-fired power plant. The baseline captureprocess is based on 30% (by weight) aqueous solution of MEA.A process model was previously developed using the AspenPlus simulation programme where the baseline CO2 removalwas selected as 90%. The results from the process modellingprovided the required input data for the economic modelling.An economic parameter study for a CO2 capture process basedon absorption/desorption with MEA solutions was performed.

The process design can be subjected to optimisation. Forexample, it is possible to obtain a minimum in the thermalenergy required for solvent regeneration by varying the degreeof solvent regeneration. The effect of different lean solventloading including the removal of various percentages of CO2
has been studied. The cost of electricity was determined as afunction of lean solvent loading, which represents the degreeof solvent regeneration. Figure 18 shows the cost of electricity(COE) as a function of lean solvent loading. It shows that theCOE has a shallow minimum for the lean solvent loadingvalues between 0.25–0.33 mol CO2/mol MEA. This is therange in which the thermal energy requirement is at itsminimum, indicating a link between the thermal energyrequirement, and increased electricity cost. The COE isobviously influenced by the level of CO2 removal, with thelowest cost for the lowest value of CO2 removal. In Figure 19,the costs per tonne CO2 avoided are shown for differentvalues of the CO2 removal as a function of the lean solventloading (Abu-Zahra and others, 2007).
52
Partial capture of CO2
IEA CLEAN COAL CENTRE
The results show a near constant cost per tonne CO2 avoidedfor lean solvent loading values between 0.25 and 0.33 molCO2/mol MEA of around 40 N/tCO2. This value does not varyfor a CO2 removal between 80–95%. This means that themarginal cost for CO2 capture is constant in this range butincreases at higher CO2 removal values (Abu-Zahra andothers, 2007).
The COE and cost of CO2 avoided were studied at low CO2
removal as well. The results show that the COE increasedwith increasing CO2 removal and that partial removal of CO2
from the flue gas, that is CO2 removal below 80%, leads toincreased costs per tonne CO2 avoided. Abu-Zahra and others(2007) conclude that it is therefore not economically attractiveto aim for partial CO2 removal.
The COE with CO2 capture is more sensitive to the base plantefficiency than COE without capture. It is convenient to statethe ‘capture penalty’ as a number of percentage points
75
70
65
60
55
40
0.36
Lean loading, mol CO2/mol MEA
80
85
0.320.280.240.200.16 0.40
50
45
80% removal 90% removal 95% removal 99% removal
Cos
t of e
lect
ricity
, C/M
Wh
__
Figure 18 Cost of electricity as a function of lean solvent loading for different amounts of CO2 removed(Abu-Zahra and others, 2007)
65
60
55
50
45
30
0.36
Lean loading, mol CO2/mol MEA
70
80
0.320.280.240.200.16 0.40
40
35
80% removal 90% removal 95% removal 99% removal
Cos
t of C
O2
avoi
ded
, C/t__
75
Figure 19 Cost per tonne CO2 avoided as a function of lean solvent loading for different amounts of CO2removed (Abu-Zahra and others, 2007)

reduction in efficiency rather than as a decrease in plantoutput, since the former depends mainly on the effectivenessof the capture system alone; the same capture system gives avery similar percentage points penalty irrespective of the baseplant efficiency. CO2 capture with state-of-the-art solventsinvolves a loss in efficiency of about 9 percentage points forPC plants. Thus, for a base plant efficiency of 36% LHV,COE with capture (at 27% LHV efficiency) is 33% moresensitive to base plant efficiency than COE without capture.For state-of-the-art supercritical plant at 45% LHV baseefficiency the corresponding figure is 25%. The commercialpressure for better steam conditions, and hence efficiency, istherefore higher for CO2 capture plant than is currently thecase for plant without capture. While current US marketconditions apparently do not give a clear commercialadvantage to advanced supercritical plant, this wouldprobably change if CO2 capture were required (Gibbins andothers, 2005).
The effect of steam conditions on COE costs with capture isillustrated in Table 17. It compares the COE for an existingsubcritical PC plant retrofitted with post-combustion captureto the same plant with a new advanced supercritical(600/620°C) boiler and modified turbine. While the advancedsupercritical retrofit does not give a significant reduction inCOE without capture, it does result in 10% cost reductionwith capture, and further COE reductions may be obtained byreplacing MEA with another amine solvent with a lowerenergy requirement. Similar benefits for advancedsupercritical retrofit combined with post-combustion capturehave been suggested. It appears likely that fittingpost-combustion capture to low efficiency subcritical plantswill always give sub-optimal results, ruling out this approachas an appropriate CO2 capture option. Studies of
53
Partial capture of CO2
Efficiency upgrades and partial carbon capture for coal-fired power plants
post-combustion capture fitted to new PC plant with lowersteam temperatures and hence efficiencies are thus unlikely togive indicative results for current best COE values forpost-combustion capture plant (Gibbins and others, 2005).
There is a technological development argument for partialcapture as a near-term strategy for CCS deployment that hasbeen developed by Hildebrand and Herzog (2008).Large-scale pilot tests may be needed to obtain knowledgeand to demonstrate availability and reliability. Partial capturemay serve a role in a transition strategy. Hildebrand andHerzog (2008) argue that as it is cheaper, partial capture couldbe implemented sooner and more rapidly. Technical andoperating information could be gathered by deployingnumerous partial capture systems. Knowledge gathered wouldreduce the risk of implementing full capture and costs as moreplants are built. These will facilitate the large-scaledeployment of full capture systems. However, if plants arebuilt with only partial capture as an option, and their life maybe 40 years or more, they will never be the best availabletechnology, and there is still a large carbon lock-incommitment.
It should not be forgotten that the construction of anycapture-ready plant will only be economic with regulations,taxes or other financial incentives in place to mitigate CO2
emissions.
6.3.1 Comparison of IGCC and PC forpartial capture
In the NETL (2007) study, the costs of emissions avoidancegiven are calculated relative to a base case IGCC plant
Table 17 Estimated costs of electricity for existing subcritical PC plant post-combustion capture retrofit,with and without advanced supercritical steam cycle retrofit (Gibbins and others, 2004)
Subcritical, nocapture
Subcritical +MEA
ASCR, nocapture
ASCR + MEAASCR + KSsolvent
Generation efficiency, % LHV 36.0 24.0 43.5 31.5 34.5
Capital cost, $/kW* 160 1028 480 1282 1170
Capital charges, ¢/kWh 0.3 1.7 0.8 2.1 2.0
Opex† fixed, ¢/kWh 0.3 0.5 0.3 0.4 0.3
Opex variable, ¢/kWh 0.1 0.2 0.1 0.1 0.1
Additional opex of capture plant, ¢/kWh n/a 1.3 n/a 1.0 0.9
Fuel, ¢/kWh 1.9 2.9 1.6 2.2 2.0
Cost of electricity, ¢/kWh 2.6 6.5 2.7 5.8 5.3
Values for ASCR options were based on a UK Department of Trade and Industry (DTI) study covering only the subcritical plant options,converted to US dollars at the rate of $1.6/£. The following parameters were estimated to be applicable for retrofit plant built in the UK: 20 y life,10% discount rate, fuel cost £1.92/GJ LHV, 80% load factor and 10 MPa CO2 delivery pressure. KS series of sterically hindered amine solvents, such as KS-1, for CO2 capture developed by Kansai Electric Power Co Inc and Mitsubishi
Heavy Industries Ltd.* capital cost for fully-depreciated subcritical plant without capture covers refurbishment to achieve 20 y plant life. Cost data for MEA capture
plant was assumed to apply also to KS solvent capture plant within the estimate ±30% uncertainty band (for solvent changes only).† Opex = operational expendituren/a not available

without capture. Currently, IGCC without capture isconsidered to be more expensive than PC power plantswithout capture, although the extra cost of capture in IGCC islower than in PC power plants. The real overall cost ofcapture in IGCC therefore consists of the extra cost ofbuilding an IGCC compared to a PC plant, plus the extra costof including capture in the IGCC. This is shown in Figure 20which uses cost data for plants with and without 90% capturefrom NETL (2007) and has been used by Davison (2009). Itshows that the cost of power without CO2 capture is higherfor an IGCC plant than for a supercritical PC plant, but thatthe cost with 90% capture is lower for IGCC. The IEA GHGhas added approximate costs for 45% capture to illustrate themerits of partial capture. For post-combustion capture it hasbeen assumed that cost of capture increases in directproportion to the percentage capture. The figure shows thatfor 90% capture IGCC is cheaper than PC, but at 45%capture, the two technologies have similar costs (Davison,2009). In addition, preliminary estimates by Gibbins andCrane (2004) suggest that existing PC plant can be upgradedto give carbon capture plant with comparable COE values tonew IGCC plant.
Davison (2009) concludes that even if there are significantbenefits for partial capture within an IGCC process, partialcapture is still unlikely to be an attractive option. Partialcapture of CO2 emissions in individual power plants isunlikely to have wide appeal. If partial reduction of CO2
emissions is required, the lowest cost option would normallybe to have a portfolio of units with high percentage captureand units with no capture.
Post-combustion capture systems offer flexibility in bothconstruction/modification and operation. Once built,post-combustion capture plants could probably be adapted touse improved solvent formulations with minimalmodification and disruption to operation. ‘Capture ready’post-combustion plants would not be locked into the capturetechnology performance current at the time they were built,as would effectively be the case for ‘capture ready’ IGCCplants, but could take advantage of the best technologyavailable at the time when capture was added (Gibbins andothers, 2005).
54
Partial capture of CO2
IEA CLEAN COAL CENTRE
6.4 Discussion
Most power stations include multiple power generation units.Partial capture of CO2 at a multiple-unit power station couldbe achieved by either:� capturing a relatively low fraction of CO2 in each power
generation unit;� capturing a high (that is �80%) fraction of CO2 in one
or more units while not capturing CO2 at the other units;or
� capturing a high fraction part of the time.
Capturing a high fraction in some units and not capturing inothers, has an advantage in that when tighter emissionsregulations are introduced, capture could be added to theunabated generation units, and no changes would be requiredfor the units that already capture CO2. If a relatively lowfraction of CO2 is caught from all the units, changes wouldneed to be made to all the generating units to meet newlegislative requirements. It may be difficult to modify unitswith partial capture to achieve a higher percentage capture ofCO2.
An alternative to CO2 emission limits for each power stationwould be to regulate emissions on a state, national orcompany-wide basis. This would enable the same overallreduction in emissions to be achieved by fitting some powerstations with a high percentage capture, and leaving otherswith no capture facility. This would avoid the extra cost ofhaving to install CO2 pipelines to every site and would meanthat the extra expertise for CO2 capture could be concentratedat a smaller number of sites. The resulting overall cost ofabatement would probably be lower than if partial capturewere required at a greater number of power plants.
There is a possibility that novel capture processes could bedeveloped which have a lower percentage capture than solventscrubbing, but lower costs per tonne of CO2 captured. It islikely that high percentage capture will be required in thelonger term, which makes it unlikely that processes which canonly capture a small fraction of CO2 will be developed. Evenif such processes existed, utilities are unlikely to want toinstall them in power plants with long lives if they would bedifficult or impossible to upgrade to meet future, morestringent emission requirements (Davison, 2009).
For plants which have to vary their output to match variationsin power demand it could be advantageous to size the captureunit to process only part of the flue gas, to operate the captureunit as continuous load and to vary the flow rate of the bypassstream. The capture unit could thus operate at full load despitethe variation in the power plant load. However, the sameadvantage could be achieved by having separate capture andnon-capture power plants, operating the capture plants at fullload and varying the outputs of the non-capture plants. TheIEA GHG is planning to undertake work on CCS power plantoperating flexibility.
If a utility wished to have a portfolio of plants to achievepartial capture of CO2 the lowest cost option would be to havean IGCC with high percentage capture and a PC plant with no
80
60
40
20
0
Ele
ctric
ity c
ost,
$/M
Wh 100
120
Pulverised coalIGCC
90% capture 45% capture no capture
Figure 20 Costs of electricity with 90%, 45% andno CO2 capture (NETL 2007; Davison,2009)

capture. The resulting overall cost of abatement would be20% lower than for two IGCC plants with partial capture. Itcould be argued that the utility may choose to build IGCCplants with partial capture because the cost of upgrading themto high percentage capture would be lower than the cost ofadding capture to a PC plant. This would be a type of captureready pre-investment. However, the IEA GHG (2007) hasshown that major capture ready pre-investments are unlikelyto be worthwhile unless capture is installed soon after theplant is built. The same conclusion would apply to upgradinga plant to high percentage capture, that is the pre-investmentwould only be worthwhile if the upgrading took place soonafter the plant was built.
Hildebrand and Herzog (2008) consider that full capture ofCO2 (85–90%) will probably be too expensive and is toountested for near-term large-scale deployment. They believethat partial capture holds promise for reducing ‘first-mover’disincentives and expediting widespread deployment of fullcapture systems. As they stress, 45–65% capture reduces CO2
emissions to those of natural gas fired plant. This would allownear-term electricity requirements to be met by coal, with aclimate impact similar to natural gas, which they consider tohave strong implications for policy, as similar logic has beenapplied to energy policy in California.
The operation of real CCS systems will depend critically onthe regulatory environment that the project operates within.Some of the methods for improving power plant flexibilitysuch as voluntary bypassing of a CO2 capture unit, could beseverely constrained by some potential regulatoryrequirements, such as a minimum capture level of 90%(Chalmers and others, 2009).
Not a great deal of work has been done on post-combustioncapture of low fractions of CO2. Some recent work hasindicated that reducing the percentage capture inpost-combustion solvent scrubbing processes would result inan increase in the cost per tonne of CO2 avoided. Costs pertonne of CO2 avoided are shown to be almost constantbetween about 80–90% capture, but increase gradually byabout 15%, as the percentage capture is reduced from 80% to50%. The costs increase more rapidly, by almost a further50%, as capture is reduced from 50% to 25%.
55
Partial capture of CO2
Efficiency upgrades and partial carbon capture for coal-fired power plants

It is important to make rapid progress in reducing emissionsof CO2 from coal-fired power plant, but the commissioning ofplants with full carbon capture and storage (CCS) is notproceeding as fast as many would like. This report hasconsidered the other options that are available to reduceemissions, besides full CCS. The potential of partial captureof CO2 is also discussed. In the near term, improvements inCO2 emissions from PC fired plant are possible by:� the more widespread use of coal upgrading;� improvements in generation efficiency, by housekeeping
measures, improved monitoring and minor retrofits;� improved efficiency by more major retrofits and
upgrades, such as changing a plant from subcritical tosupercritical;
� substituting a fraction of the coal with biomass, asbiomass is considered CO2 neutral.
According to some sources, the adoption of all these measurescould reduce CO2 emissions from PC fired plant by 50–60%,to a level comparable to a modern gas-fired plant (King,2004). In CO2 terms, a coal-fired plant with an efficiency of35% LHV emits 943 gCO2/kWh of electricity produced. Anew advanced supercritical plant, with 46% LHV efficiency,emits 720 gCO2/kWh, which is a reduction of 23.6% inemissions. Figure 21 shows the projected CO2 reductionpossible from enhanced biomass cofiring, improved feedwaterheating, and, further into the future, the advanced AD700technology and CCS (Spalding, 2005a).
As many existing subcritical plants are suitable for advancedsupercritical boiler and turbine retrofit, these, in addition tonew-build supercritical plant, represent a potentially largemarket in which post-combustion capture systems can achieveoptimal performance. In addition, as CCS results insignificant efficiency penalties, of at least 9 percentage points,CCS will be most effective if added to efficient plant, such asthat using supercritical technology.
56 IEA CLEAN COAL CENTRE
Wide-ranging technological improvements need to be madeincrementally and soon, including in energy efficiency, infossil fuel production, in fuel combustion and in CCS toachieve the ambitious greenhouse gas emission reductiontargets and timing called for by the IPCC and others. There isno ‘silver bullet’ to achieve the massive reductions inemissions. Successful greenhouse gas emission abatementrequires the application of a broad variety of technologies inthe developed and developing world, such as those describedin this report.
The emissions from coal-fired power plants can be reducedsubstantially by a range of methods. First the quality of thefeed coal can be improved by various upgrading processeswhich will improve efficiency by a couple of per cent. Theefficiency of power plants can be improved by varioushousekeeping measures, turbine reblading, improvedmonitoring and others. More substantial improvements can bemade by upgrading a subcritical plant to super orultra-supercritical steam conditions. A different way to reduceemissions is by cofiring the coal with biomass. As biomass isconsidered CO2 neutral this is an effective method. Cofiring atup to 10% biomass on an energy basis has only minor impactson the coal-fired plant.
A final way to reduce emissions may be to install partialcapture systems, as a preview to full carbon capture. However,although it may be possible, it is probably politically andeconomically unattractive as an option. It is possible that theonly acceptable version of partial capture is full capture onone or more units of a multi-unit plant. This is likely to beviewed only as an intermediate step on the way to fullcapture. For example, if new plants are commissioned, it maybe with this form of partial capture, but with the rest of theplant designed to be capture ready.
Thus, there are many ways to reduce the emissions of
7 Conclusions
0.4
Year
Eq
uiva
lent
car
bon
inte
nsity
, tC
O2/
MW
h 0.86
1.0
202020122005 2050
0.4
Gas-fired CCGT
1st generation CCGT45%
3rd generation CCGT60%
0.8
Coal-fired plant
supercritical retrofit20%
enhanced biomass10-20%
feed water heating10-20%
carbon captureand storage
40%
20%
15%
50%
60%
0.60.55
Figure 21 Future-proofing coal plant (Spalding, 2005a)

greenhouse gases from coal-fired power plants, and not all ofthem are costly. It is also important for power plants to be runas effectively as possible prior to the addition of CCS as thishas a significant cost and efficiency penalty.
57
Conclusions
Efficiency upgrades and partial carbon capture for coal-fired power plants

Abu-Zahra M R M, Niederer J P M, Feron P H M,Versteeg G F (2007) CO2 capture from power plants. Part II.A parametric study of the economical performance based onmono-ethanolamine. International Journal of GreenhouseGas Control; 1; 135-142 (2007)Angelino G, Invernizzi C (2004) Ejector-assisted liquidmetal topping cycles. Proceedings of the Institution ofMechanical Engineers, Part A. Journal of Power and Energy;218 (A2); 111-121 (Mar 2004)Angelino G, Invernizzi C (2006) Binary and ternary liquidmetal-steam cycles for high-efficiency coal power stations.Proceedings of the Institution of Mechanical Engineers, PartA. Journal of Power and Energy; 220 (A3); 195-205 (May2006)Armor A F, Viswanathan R, Dalton S M, Annendyck H(2003) Ultrasupercritical steam turbines: design and materialsissues for the next generation. VGB PowerTech; 83 (10);48-53 (2003)Bauer F, Stamatelopoulos G N, Vortmeyer N, Bugge J(2003) Driving coal-fired power plants to over 50%efficiency. VGB PowerTech; 83 (12); 97-100 (2003)Bauer F, Tschaffon H, Hourfar D (2008) Role of 700°Ctechnology for the carbon-low power supply. VGBPowerTech; 88 (4); 30-34 (2008)Beér J M (2007) High efficiency electric power generation:the environmental role. Progress in Energy and CombustionScience; 33; 107-134 (2007)Bendixen K (2005) USC technology in CCT boilersapplying biomass cofiring. In: Power-Gen Europe 2005,Milan, Italy, 28-30 Jun 2005, CD-ROM, 14 pp (2005)Bergins C (2003) Kinetics and mechanism duringmechanical/thermal dewatering of lignite. Fuel; 82 (4);355-364 (2003)Blasiak W, Ryding M, Ekensteen K, Jönsson B (2008)Fuel switch from fossil to 100% biomass on tangential firedPC boiler. In: PowerGen Europe 2008, Milan, Italy, 3-5 June2008, CD-ROM, 20 pp (2008)Blum R, Kjaer S, Bugge J (2007) Development of a PFfired high efficiency power plant (AD700). In: Risoeinternational energy conference, Roskilde, Denmark, 22-24May 2007. Roskilde, Denmark, Risoe National Laboratory,pp 60-80 (May 2007)Bohm M C, Herzog H J, Parsons J E, Ram C S (2006)Capture-ready coal plants – options, technologies andeconomics. In: 8th international conference on greenhousegas control technologies, Trondheim, Norway, 19-22 Jun2006; International Journal of Greenhouse Gas Control; 1(1); 113-120 (Apr 2007)Booras G, Holt N (2004) Pulverised coal and IGCC plantcost and performance estimates. In: Gasification technologies2004, Washington DC, USA, 3-6 Oct 2004. Arlington, VA,USA, Gasification Technologies Council, CD-ROM paper29BOOR, 22 pp (2004) Bugge J, Kjaer S, Vanstone R, Klauke F, StolzembergerC, Bregani F, Concari S (2005) Review of the AD700technology: a European route to clean combustion of coal. In:Second international conference on clean coal technologiesfor our future, Cagliari, Sardinia, Italy, 10-12 May 2005.
58 IEA CLEAN COAL CENTRE
London, UK, IEA Clean Coal Centre, CD-ROM, 11 pp(2005)Buttigieg J, Hessami M A (2006) Power generation inAustralia: greenhouse gas emissions and CO2 abatementstrategies. In: Proceedings of the 2nd international greenenergy conference, Oshawa ON, Canada, 25-29 Jun 2006.Oshawa, ON, Canada, University of Ontario Institute ofTechnology, pp 702-712 (2006)Carbon Capture Journal (2009) ELCOGAS - integratingIGCC with CCS. Carbon Capture Journal; (7); 21-22(Jan-Feb 2009)Cau G (2009) Cagliari, Italy, Università degli Studi diCagliari, Personal communication, 1 pp (Jun 2009)Chalmers H (2009) London, UK, Imperial College, Personalcommunication, 5 pp (Jun 2009)Chalmers H, Gibbins J (2007) Initial evaluation of theimpact of post-combustion capture of carbon dioxide onsupercritical pulverised coal power plant part loadperformance. Fuel; 86; 2109-2123 (2007)Chalmers H, Lucquiaud M, Gibbins J, Leach M (2009)Flexible operation of coal fired power plants withpost-combustion capture of carbon dioxide. American Societyof Civil Engineers: Journal of Environmental Engineering;135 (6); 449-458 (2009)Chew P E (2003) PF-fired supercritical power plant.Proceedings of the Institution of Mechanical Engineers,Part A. Journal of Power and Energy; 217 (A1); 35-43(2003)CIAB/IEA (2008) Clean coal technologies - acceleratingcommercial and policy drivers for deployment. Available at:http://www.iea.org/textbase/papers/2008/Clean_Coal_CIAB_2008.pdf, Paris, France, OECD/IEA, 50 pp (2008)Çicek T (2008) Dry cleaning of Turkish coal. EnergySources, Part A: Recovery, Utilization and EnvironmentalEffects; 30 (7); 593-605 (2008)Ciesielski J, Stephen D, Azad T (2008) Turbine retrofitting -a response to energy market economical and environmentalneeds. In: Coal-Gen Europe 2008, Warsaw, Poland, 1-3 July2008 CD-ROM 21 pp (2008) Conroy C (2008) The science of turning coal green. WorldCoal; 42-45 (Aug 2008)Conti L, Franco M A, Manca G (2008) Environmentalimpact of the emissions in the co-firing of biomass in a largescale coal fuelled power plant. In: 16th European biomassconference and exhibition. From research to industry andmarkets, Valencia, Spain, 2-6 Jun 2008. Florence, Italy, ETA-Florence Renewable Energies, paper VP2.4.6, 1305-1308(2008)Couch G R (2002) Coal upgrading to reduce CO2 emissions.CCC/67, London, UK, IEA Clean Coal Centre, 72 pp(Oct 2002)Dai J J, Sokhansanj S, Grace J R, Bi X T, Lim C J,Melin S (2008) Overview and some issues related toco-firing biomass and coal. Canadian Journal of ChemicalEngineering; 86 (3); 367-386 (Jun 2008)Davidson R M (2009) Post-combustion carbon capture –solid sorbents and membranes. CCC/144, London, UK, IEAClean Coal Centre, 64 pp (Jan 2009)
8 References

Davison J (2009) Capture of lower fractions of CO2,personal communication, 4 pp (Feb 2009)Dettmer R (2005) The right stuff? IEE review; 51 (3); 44-48(Mar 2005)Douglas J (2007) Challenge of carbon capture. EPRIJournal; pp 14-21 (Spr 2007)Edelmann H, Effert M, Wieghardt K, Kirchner H (2007)The 700°C steam turbine power plant status of developmentand outlook. International Journal of Energy Technology andPolicy; 5 (3); 366-383 (Aug 2007)Eitz V A W (1996) Modernisierung und rauchgasreinigungbei den bestehenden braunkohlekraftwerken der VEAG. VGBKraftwerkstechnik; 76 (1); 52-58 (1996)Endo H, Koyanagi N, Kubo Y (2005) Coal preparationtechnology to developing countries. Coal and Safety; 26;23-30 (Mar 2005)Epple B, Ströhle J (2009) CO2 capture for the retrofit ofpower plants based on limestone. Presented at: VGBconference on power plants in competition, Prague, CzechRepublic 28-30 Apr 2009, 10pp (2009)Ericsson K (2007) Co-firing - a strategy for bioenergy inPoland? Energy (Oxford); 32 (10); 1838-1847 (Oct 2007)Fernando R (2005) Fuels for biomass co-firing. CCC/102,London, UK, IEA Clean Coal Centre, 37 pp (Oct 2005)Folke C, Franke U, Tschaffon H (2005) Integration of acomponent test facility into a 700 MW coal-fired powerstation. In: Second international conference on clean coaltechnologies for our future, Cagliari, Sardinia, Italy, 10-12May 2005. London, UK, IEA Clean Coal Centre, CD-ROM,9 pp (2005)Folke C, Tschaffon H, Gierschner G, Bierewirtz F (2007)Operating experience with COMTES700 - on track towardsthe 50plus power plant. In: PowerGen Europe, Madrid,Spain, 26-28 June 2007. CD-ROM Paper ID86, 14 pp (2007)Freithag J U, Neumann D (2007) Raising efficiency at theHeyden power plant through CFD-based flue gas draft flowoptimisation. VGB PowerTech; 87 (12); 76-79 (2007)Gadde S, White J, Herbanek R, Shah J (2007) CO2
capture: impacts on IGCC plant performance in a highelevation application using Western sub-bituminous coal. In:Gasification Technologies Conference, San Francisco, CA,USA, 15-17 Oct 2007. CD-ROM 20 pp (2007)Gibbins J R, Crane R I (2004) Preliminary assessment ofelectricity costs for existing pulverised fuel plant retrofittedwith an advanced supercritical boiler and turbine and solventCO2 capture. Proceedings of the Institution of MechanicalEngineers Part A: Journal of Power and Energy; 218; 551-555 (2004)Gibbins J R, Crane R I, Lambropoulos D, Booth C,Roberts C A, Lord M (2005) Maximising the effectivenessof post-combustion CO2 capture systems. In: Proceedings ofthe 7th international conference on greenhouse gas controltechnologies, Vancouver, Canada, 5-9 Sep 2004. Oxford, UK,Elsevier; vol 1, 139-146 pp (2005)Gjernes E, Poulsen H H (2007) Large scale utilisation ofbiomass in fossil fired boilers. In: Power-Gen Europe,Madrid, Spain, 26-28 June 2007. CD-ROM, 8 pp (2007)Grammelis P, Kakaras E, Koukouzas N (2004) Theperspectives of energy production from coal-fired powerplants in an enlarged EU. International Journal of EnergyResearch; 28 (9); 799-815 (Jul 2004)Grasa G, Simms N, Oakey J, Abanades J C (2005) In-duct
59
References
Efficiency upgrades and partial carbon capture for coal-fired power plants
sorbent injection for CO2 capture. In: Proceedings of the 7th
international conference on greenhouse gas controltechnologies, Vancouver, Canada, 5-9 Sep 2004. Oxford, UK,Elsevier; vol 2, 1771-1774 pp (2005) Gulyurtlu I, Abelha P, Lopes H H, Crujeira A T (2008)Co-firing of biomass and other wastes in fluidised bed systems.In: Coal for the future. Proceedings of the 33rd internationaltechnical conference on coal utilization and fuel systems,Clearwater FL, USA, 1-5 June 2008. Gaithersburg, MD, USA,Coal Technology Association vol 2, 877-890 pp (2008)Hardianto T, Prawisudha P, Suwono A (2004) Steady-stateperformance simulation of a coal drying pilot plant. In:Proceedings of the fifth international conference and exhibitionon Coal Tech 2004, Kuala Lumpur, Malaysia, 6-9 Dec 2004.Jakarta, Indonesia, Indonesian Coal Society, vp (2004)Henderson C (2003) Improving efficiencies of coal-firedpower plants in developing countries. CCC/70, London, UK,IEA Clean Coal Centre, 72 pp (Jan 2003)Hildebrand A N, Herzog H J (2008) Optimization of carboncapture percentage for technical and economic impact ofnear-term CCS implementation at coal-fired power plants. In:9th international conference on greenhouse gas controltechnologies, Washington, DC, USA, 16-20 Nov 2008.Available at: www.sciencedirect.com 8 pp (2008)Ho M T, Leamon G, Allinson G W, Wiley D E (2006)Economics of CO2 and mixed gas geosequestration of fluegas using gas separation membranes. Industrial andEngineering Chemistry Research; 45; 2546-2552 (2006)Hourfar D (2001) Efficiency and capacity potentials inexisting power plants. VGB PowerTech; 81 (8) pp 53-56 (2001)IEA (2007) Fossil-fuel fired power generation. Case studiesof recently constructed coal- and gas-fired power plants.Paris, France, International Energy Agency, 171 pp (2007)IEA (2008) Energy technology perspectives 2008 in supportof the G8 plan of action, scenarios and strategies to 2050.Paris, France, OECD/IEA 643 pp (2008)IEA Bioenergy (2006) Co-utilisation of biomass with fossilfuels. Summary and conclusions from the IEA BioenergyExCo55 Workshop. IEA Bioenergy ExCo 2006:02, Rotorua,New Zealand, 12 pp (2006)IEA/CIAB (2005) Reducing greenhouse gas emissions - thepotential of coal. Paris, France OECD/IEA, 69 pp (2005)IEA GHG (2007) CO2 capture ready plants. Cheltenham,UK, IEA Greenhouse Gas R&D Programme, CD- ROMreport 2007/4 (May 2007)Ionel H I (2003) Clean combustion of powdered coal byapplying drying methods. In: International workshop of cleancoal combustion in small and medium sized boilers inCentral and Eastern Europe, Brasov, Romania, 4-6 Sep 2002.Geneva, Switzerland, UNECE, CD-ROM, 12 pp (2003)Juniper L, Davison J (2003) A workbook for screeningoptions to reduce CO2 emissions from existing powerstations. In: Greenhouse gas control technologies,proceedings of the 6th international conference on greenhousegas control technologies, Kyoto, Japan, 1-4 Oct 2002.Oxford, UK, Elsevier Science, vol 1, pp 75-80 (2003)King L (2004) A future for coal. Power EngineeringInternational; 12 (10); 29,31 (Oct 2004)Klotz H, Brandt C (2008) Alstom’s largest and mostadvanced steam turbine generator set for E.ON’s power plantDATTELN 4. In: PowerGen Europe 2008, Milan, Italy,3-5 June 2008, CD-ROM, 19 pp (2008)

Komatsu N, Sugita S, Deguchi T, Shigehisa T, Makino E(2004) Development of upgraded brown coal process. In:Proceedings of the fifth international conference andexhibition on Coal Tech 2004, Kuala Lumpur, Malaysia,6-9 Dec 2004. Jakarta, Indonesia, Indonesian Coal Society,vp (2004)Kortz C, Adamczyk F (2002) Heat recovery systems forincreased efficiency and reduced CO2 emissions in fossilfired power plants. In: Power-Gen Europe 2002, 10th annualPower-Gen Europe conference and exhibition, Milan, Italy11-13 Jun 2002. Upshire, Essex, UK, PennWell Corp,CD-ROM, 10 pp (2002)Kruczek H, Zuwala J (2008) Utilization of biomass andwaste for heat and power production in Poland. In: Coal forthe future. Proceedings of the 33rd international technicalconference on coal utilization and fuel systems, ClearwaterFL, USA, 1-5 June 2008. Gaithersburg, MD, USA, CoalTechnology Association vol 2, 893- 904 pp (2008)Levy E, Bilirgen H, Samuelson C, Jeong K, Kessen M,Whitcomb C (2008) Separation of water and acid vaporsfrom boiler flue gas in a condensing heat exchanger. In: Coalfor the future. Proceedings of the 33rd international technicalconference on coal utilization and fuel systems, ClearwaterFL, USA, 1-5 June 2008. Gaithersburg, MD, USA, CoalTechnology Association vol 2, pp 789-800 (2008)Livingston W R (2007) Advanced biomass co-firingtechniques for retrofit and new build projects. In: Power-GenEurope 2007, Madrid, Spain, 26-28 Jun 2007. Upshire,Essex, UK, PennWell Corp, CD-ROM, 18 pp (2007)Lobo Balia M (2004) Policy and strategy of low rank coalutilization in Indonesia. In: Proceedings of the fifthinternational conference and exhibition on Coal Tech 2004,Kuala Lumpur, Malaysia, 6-9 Dec 2004. Jakarta, Indonesia,Indonesian Coal Society, vp (2004)Lucquiaud M, Chalmers H, Gibbins J (2008) Potential forflexible operation of pulverised coal power plants with CO2
capture. Energy Materials; 2 (3); 177-183 (2008)Luniewicz B, Walkowiak R, Ketlinski K (2003) The retrofitof 200 MW turbines of the LMZ type at the Turow powerstation in Poland. In: Russia power 2003 conference, RussianFederation, Moscow, 11-12 Mar 2003. Upshire, UK,PennWell Corp, CD-ROM, 11 pp (2003)Mäenpää L, Klauke F, Tigges K D (2008) Material aspectsof a 700°C power plant. In : PowerGen Europe 2008, Milan,Italy, 3-5 June 2008, CD-ROM, 8 pp (2008)Mao J (2009) Beijing, China, Tsinghua University, Personalcommunication, 1 pp (Mar 2009)Marshall L, Aroussi A, Roberts J (2008) Application ofH-VARB technology to improve coal flow balance atNanticoke generating station. In: Coal for the future.Proceedings of the 33rd international technical conference oncoal utilization and fuel systems, Clearwater FL, USA,1-5 June 2008. Gaithersburg, MD, USA, Coal TechnologyAssociation vol 2, pp (2008)Marshall L, Fralick C, Lyng R (2008) A utility perspectiveon the use of biomass co-firing. In: Coal for the future.Proceedings of the 33rd international technical conference oncoal utilization and fuel systems, Clearwater FL, USA,1-5 June 2008. Gaithersburg, MD, USA, Coal TechnologyAssociation vol 2, pp 929-937 (2008)Maurstad O, Herzog H, Bolland O, Beér J (2006) Impactof coal quality and gasifier technology on IGCC
60
References
IEA CLEAN COAL CENTRE
performance. In: 8th international conference on greenhousegas control technologies, Trondheim, Norway, 19-22 Jun2006. Cheltenham, UK, IEA Greenhouse Gas R&DProgramme CD-ROM, 6pp (2006)McMullan J T, Minchener A (2005) Strategy for sustainablepower generation from fossil fuels: clean coal technologyR&D in a European context. In: 2nd international conferenceon clean coal technologies for our future: CCT 2005,Castiadas, Italy, 10-12 May 2005. London, UK, IEA CleanCoal Centre, CD-ROM, 16 pp (2005)Meijer R, Koning T, Lenton D (2006) Co-firing: learningfrom over a decade of Dutch experience in a growing field.Modern Power Systems; 26 (6); 57-58, 60 (Jun 2006)Michels B, Adamczyk E, Koch J (2004) Retrofit of a fluegas heat recovery system at Mehrum power plant: an exampleof power plant lifetime evaluation in practice. In: Power-genEurope 2004, 12th annual Power-Gen Europe conference andexhibition, Spain, Barcelona, 25-27 May 2004. Upshire, UK,PennWell Corp, CD-ROM 22 pp (2004)Mijakovski V, Mijakovski I (2008) Another possibility forraising of efficiency at lignite fired thermo power plant with225 MW. In: 8th European conference on industrial furnacesand boilers, Vilamoura, Portugal, 25-28 March 2008,CD-ROM, 7 pp (2008) Minchener A (2007) Coal supply challenges for China.CCC/127, London, UK, IEA Clean Coal Centre, 41 pp(Sep 2007)MIT (2007) The future of coal - options for a carbonconstrained world. USA, MA, Massachusetts Institute ofTechnology, 192 pp (2007)Nalbandian H (2004) Upgrading instrumentation andcontrol in coal-fired plant. CCC/80, London, UK, IEA CleanCoal Centre, 52 pp (Jan 2004)Nalbandian H (2008) Performance and risks of advancedpulverised coal plant. CCC/135, London, UK, IEA CleanCoal Centre, 70 pp (May 2008)Nalbandian H (2009) London, UK, IEA Clean Coal Centre,Personal communication. 1 pp (Apr 2009)NETL (2007) Carbon dioxide capture from existingcoal-fired power plants, final report. DOE/NETL-401/11907,USA, National Energy Technology Laboratory, 229 pp(Nov2007)Nickull S, Petänen P (2007) Co-firing experiences ofbiomass with fossil fuel in the world’s largest biofuel boiler.In: Power-Gen Europe 2007, Madrid, Spain, 26-28 Jun 2007,CD-ROM, 14 pp (2007)OECD/IEA (2007) Tackling investment challenges in powergeneration. Paris, France, International Energy Agency,208 pp (2007)Otaka Y, Endo H, Deguchi T, Shigehisa T (2005)Demonstration of UBC Process – upgrading of low rank coal.Coal and Safety; 26; 19-22 (Mar 2005)Ploumen P (2002) The Netherlands, KEMA Nederland B.V.,Personal communication, 4 pp (Jun 2009)Poulsen H H (2005) Advantages of ultra super criticaltechnology in power generation. In: Second internationalconference on clean coal technologies for our future,Cagliari, Sardinia, Italy, 10-12 May 2005. London, UK, IEAClean Coal Centre, CD-ROM, 10 pp (2005)Ricketts B (2006) Focus on clean coal. Paris, France,International Energy Agency, 11 pp (Nov 2006)Roberts J, Marshall L, Aroussi A (2008) Combustion

improvements via burner line balancing - the impact ofH-VARB technology at Nanticoke Generating Station. In:Coal-Gen Europe 2008, Warsaw, Poland, 1-3 July 2008CD-ROM, 10 pp (2008)Rubek J, Janeba B (2006) Improvement of fossil powerplant efficiency by qualified maintenance of the plant atoptimal conditions by a supervising control system. In: 38Kraftwerksbetried unter künftigen, Dresden, Germany,24-25 Oct 2006, CD-ROM 8 pp (2006)Rueda RM (2008) Drycon - Dry ash conveyor - descriptionof the system. In: Coal-Gen Europe 2008, Warsaw, Poland,1-3 July 2008 CD-ROM ,14 pp (2008) Smajevic I, Kazagic A (2008) Sustainability assessment ofco-firing of coal with wooden biomass in 110 MW TPPKakanj Unit 5. In: Coal for the future. Proceedings of the33rd international technical conference on coal utilizationand fuel systems, Clearwater FL, USA, 1-5 June 2008.Gaithersburg, MD, USA, Coal Technology Association vol 2,953-964 pp (2008)Sommerlad R E, Dugdale K L (2007) Dynamic classifiersimprove pulverizer performance and more. Power; 151 (7);52, 54-55 (Jul 2007)Spalding D (2005a) Can coal become ‘green’? InternationalPower Generation; 28 (1); 17-18 (Feb 2005)Spalding D (2005b) Future proofing options for carbonabatement of advanced supercritical coal-fired power plants.In: Second international conference on clean coaltechnologies for our future, Cagliari, Sardinia, Italy,10-12 May 2005. London, UK, IEA Clean Coal Centre,CD-ROM, 10 pp (2005)Spalding D, Welford G (2008) Low CO2 emissions coalfired power plant and carbon capture technology solutions forEurope. In: Power-Gen Europe 2008, Milan, Italy, 3-5 Jun2008 CD-ROM, 13 pp (2008)Stephen D, Baldwin G, Rich G, Boneham M, Mills J(2007) An Alstom integrated boiler and turbine retrofitproject to increase unit output and efficiency. In: Power-GenEurope, Feria del Madrid, Spain, 26-28 June 2007,CD-ROM, 25 pp (2007)Subramaniam C, Nag J (2006) Co-firing of biomass withcoal - a perspective. In: International conference on GreenPower 5: development and management of resources andenergy security, New Delhi, India. 2-3 Feb 2006. New Delhi,India, India Core, pp 202-212 (2006)Umar D F, Santoso B, Usui H (2007) The effect ofupgrading processes on combustion characteristics of Beraucoal. Energy and Fuels; 21 (6); 3385-3387 (Nov-Dec 2007)Upton M, McKenna M, MacSween A (2007) Large plantretrofit coal and nuclear: aging coal-fired power plantbecomes clean and efficient. In: Power-Gen Europe, Feria deMadrid, Spain, 26-28 June 2007, CD-ROM, 17 pp (2007)Wei S, Guotao X, Xiao L, Bruneau T, Wendelberger K W(2008) Highest efficiency, flexibility and stability of steampower plant units by new control strategies. VGB PowerTech;88 (4); 35-40 (2008)Woskoboenko F, Johnson T R and Elkington R (2003)Meeting environmental challenges to brown coal in the 21stcentury. In: 12th international conference on coal science.Coal - contributing to sustainable world development, Cairns,Queensland, Australia, Australian Institute of Energy,CD-ROM, Paper 3D2, 9 pp (2003)Zabetta E C, Bariši V, Peltola K, Hotta A (2008) Foster
61
References
Efficiency upgrades and partial carbon capture for coal-fired power plants
Wheeler experience with biomass and waste in CFBs. In:Coal for the future. Proceedings of the 33rd internationaltechnical conference on coal utilization and fuel systems,Clearwater FL, USA, 1-5 June 2008. Gaithersburg, MD,USA, Coal Technology Association vol 2, pp (2008) Zippo M (2008) COVEL system for monitoring the velocityand coal flow rate distribution in the burner feeder pipes ofcoal-fired thermoelectric power plants. In: Coal-Gen Europe2008, Warsaw, Poland, 1-3 July 2008 CD- ROM, 11 pp(2008)
Copyright © 2022 FDOKUMEN