Wear resistance and wear mechanisms of WC–12%Co thermal sprayed coatings in three-body abrasion

J. Mater. Sci. Technol., 2010, 26(3), 251-257.
Effect of Different Surface Treatment Methods on the Friction
and Wear Behavior of AISI 4140 Steel
Mustafa Ulutan1)†, Osman N. Celik1), Hakan Gasan2) and Umit Er1)
1) University of Eskisehir Osmangazi, Faculty of Engineering, Department of Mechanical Engineering, Eskisehir, Turkey
2) University of Eskisehir Osmangazi, Institute of Metallurgy, Eskisehir, Turkey
[Manuscript received January 19, 2009, in revised form August 18, 2009]
In this study, the effects of various surface treatments on the friction and wear behavior of AISI 4140 steelhave been evaluated. Sample surfaces of AISI 4140 steel were treated by quenching, carburizing, boronizingand plasma transferred arc (PTA) modification. The microstructural characteristics of surface treated steelsamples were examined by optical microscopy and scanning electron microscopy (SEM). The mechanicalproperties of the samples including the surface roughness, microhardness, and abrasive and adhesive wearcharacteristics were also evaluated. Wear tests were applied by using a block-on-disc configuration under drysliding conditions. The wear behavior and friction characteristics of the samples were determined as a functionof sliding distance. Each sample group was compared with the other sample groups, and it was observed thatthe carburized samples demonstrated the lowest weight losses; however, PTA-treated samples demonstratedthe lowest coefficient of friction in comparison to the other sample groups at the same sliding distance.
KEY WORDS: AISI 4140 steel; Quenching; Boronizing; Plasma transferred arc (PTA);
Carburizing; Sliding wear
1. Introduction
AISI 4140 steel (DIN 42CrMo4) is a ubiqui-tously material in industrial applications, such asin the automotive, aerospace, and manufacturingindustries[1,2]. The included alloying elements of Crand Mo provide AISI 4140 steel with a high harden-ability and toughness. Thereby, it has become one ofthe most important substrate materials for abrasiveand adhesive wear applications[3].
Thermal or thermo chemical heat treatments arecommonly used to improve the surface properties ofAISI 4140 steel. Staia et al.[4] applied a pulse ion ni-triding process to the AISI 4140 steel that resultedin an improved surface wear resistance compared tountreated samples. Totik[5] evaluated the wear behav-ior of induction-hardened AISI 4140 steel under drysliding conditions. Sen et al.[6] reported the growthkinetics of a boride layer on boronized AISI 4140 steel,
† Corresponding author. Assist. Prof., Ph.D.; E-mail address:[email protected] (M. Ulutan).
and observed that the hardness of samplesurface-formed borides changed between 1446 and1739 HV0.1. In addition, different surface treatmentsand techniques have been applied to AISI 4140 steel,such as gas boronizing[7], plasma-enhanced chemicalvapour deposition[8], DC-pulsed plasma nitriding[9],laser surface hardening[10], and high velocity oxy-fuel[11].
The aim of this study was to investigate a com-parison of practical surface treatment processes forindustrial applications. Herein, four different surfacetreatments, including quenching, boronizing, carbur-izing, and plasma transferred arc (PTA) surface mod-ification, were applied to AISI 4140 steel substrates.
2. Experimental
The substrate material used in this study was com-mercial AISI 4140 steel (0.4 C, 1.2 Cr, and 0.2 Mo)(wt pct). The dimensions for each PTA-treated sam-ple were 100 mm×13 mm×20 mm. The dimensionsfor each sample of the remaining groups were

252 M. Ulutan et al.: J. Mater. Sci. Technol., 2010, 26(3), 251–257
Fig. 1 Plint TE-53 multipurpose friction and wear tester with the adapted data acquisition system
12.7 mm×12.7 mm×12.7 mm.The first group of samples was boronized with
Ekabor-1 powder using the pack boronizing method.Boronizing was applied at 900◦C for 4 h. The secondgroup of the samples was carburized in an ethane gasenvironment at 850◦C for 9 h. After the carburiz-ing process, the samples were cooled in quenching oilat 80◦C. The third group of samples was austenizedat 850◦C for 30 min, and then cooled to room tem-perature in quenching oil. The surfaces of the lastgroup of samples were treated using PTA. After PTAtreatment, the samples were cross-sectioned for micro-scopic examination. Surface treated AISI 4140 steelsamples were ground on Struers MD piano 220 and600 grit magnetic discs, polished using 3 µm diamondpaste, and etched with 2% nital solution for metallo-graphic examinations.
Microhardness profiles were obtained by perform-ing indentation with a load of 100 g for a dwell timeof 10 s.
Abrasive wear tests were conducted using block-on-disc contact geometry on a PLINT TE 53 multi-purpose friction and wear tester (England). Thecounter disc (60 mm in diameter and 16 mm width)was coated with 400 grit silicon carbide (SiC) abra-sive paper. The test load was selected to be 42 N,which is the lowest applicable load for the wear tester.All of the wear tests were performed at 0.94 ms−1
sliding speed (300 r/min). Prior to testing, speci-mens were ground for a few seconds and then cleanedwith acetone. The sliding distance was fixed to 400 mfor each specimen. The weight loss of each abrasivewear specimen was measured using a PrecisaXB 220Ascale with a precision′s degree of 10−4 g (Switzerland).The abrasive paper was changed after each wear test.Wear experiments were repeated three times and theaverage results were used for comparisons. All of thetests were performed at room temperature in air withnormal humidity (30%) for consistency throughoutthe wear tests.
Adhesive wear tests in dry sliding conditions were
performed using the same friction and wear tester.The counterpart disc was made from quenched AISI52100 (100Cr6) steel (∼65 HRC), and every test wasperformed using an unused disc. Prior to testing, bothdiscs and specimens were cleaned with acetone. Thesliding distance was selected to be 2000 m. Frictionforce data were simultaneously stored by a Honey-well data acquisition system, which was adapted tothe Plint TE-53 tester (Fig. 1). The load cell sensi-tivity of the tester was 0.01 N, while the coefficientof friction (COF) signals were recorded at an intervalof once every second during the entire test. The sur-face roughness of the samples was precisely measuredbefore and after the sliding tests using Taylor Hobson-Form TalySurf Series 2 surface roughness equipment(England).
3. Results and Discussion
3.1 Microstructure
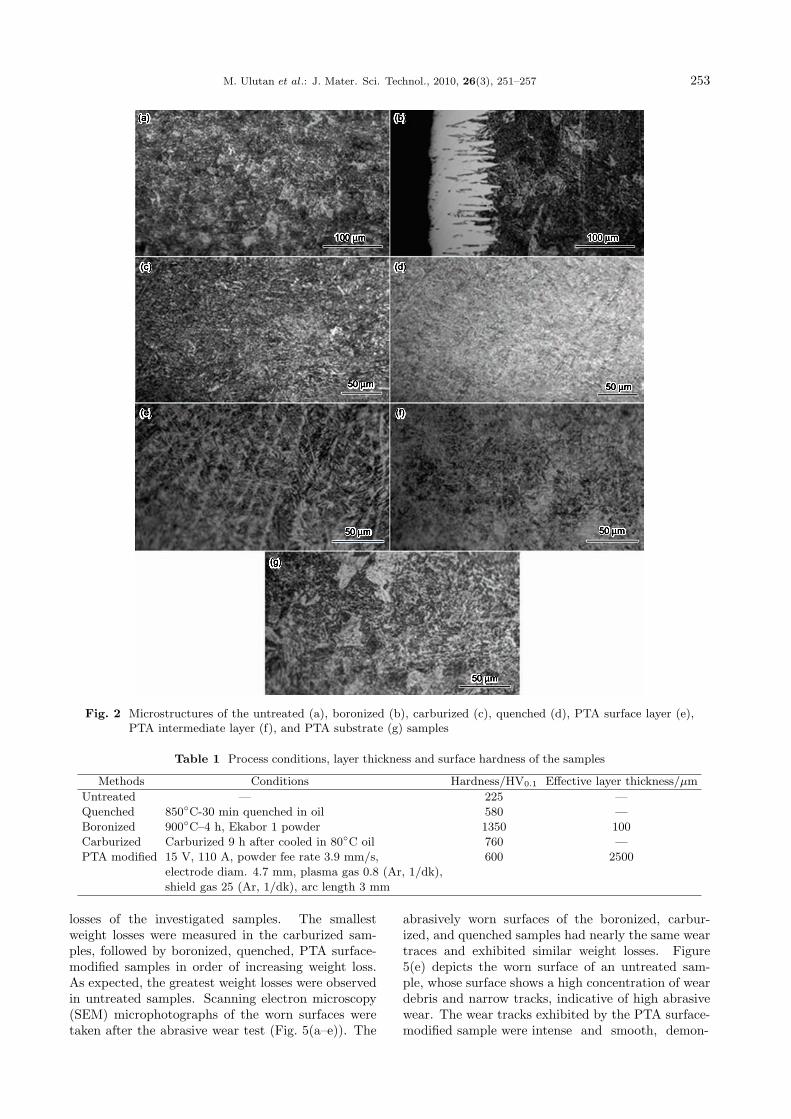
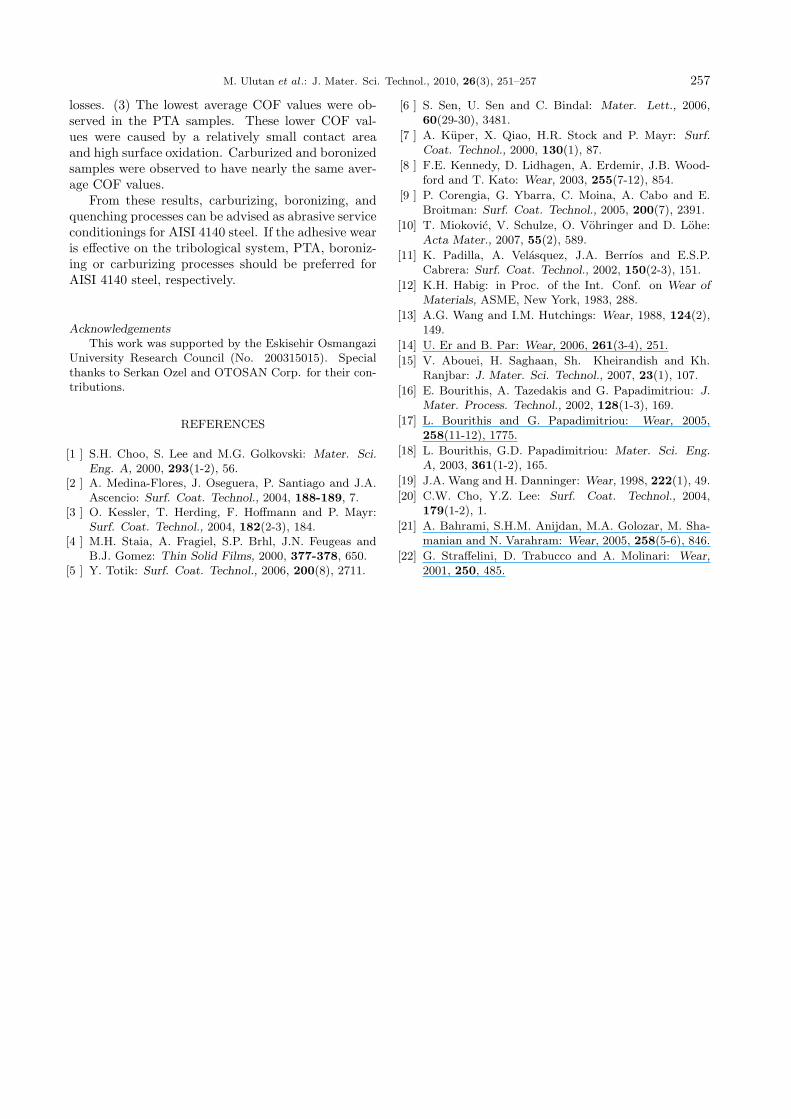
The microstructures of the untreated samples ex-hibit tempered ferrite and pearlite phases, which aredepicted in Fig. 2. Figure 2 also depicts the mi-crostructures of the boronized, quenched, carburized,and PTA surface-modified samples. The boronizingprocess produced thin FeB and Fe2B (∼100 µm thick-ness) layers on the substrate, which was further con-firmed by X-ray diffraction (XRD) analysis (Fig. 3).PTA surface treatment changed the microstructure tomartensite, with a small amount of retained austen-ite. The PTA-treated layer thickness was measuredto be approximately 2.5 mm. Although, martensitephase was observed in the microstructures of boththe quenched and carburized samples, the hardnessof the carburized samples was relatively higher dueto their high carbon (C) content. Table 1 summa-rizes the process conditions, layer thickness and sur-face hardness of the investigated samples.
3.2 Friction and wear tests
Figure 4 summarizes the abrasive wear weight
M. Ulutan et al.: J. Mater. Sci. Technol., 2010, 26(3), 251–257 253
Fig. 2 Microstructures of the untreated (a), boronized (b), carburized (c), quenched (d), PTA surface layer (e),PTA intermediate layer (f), and PTA substrate (g) samples
Table 1 Process conditions, layer thickness and surface hardness of the samples
Methods Conditions Hardness/HV0.1 Effective layer thickness/µm
Untreated — 225 —
Quenched 850◦C-30 min quenched in oil 580 —
Boronized 900◦C–4 h, Ekabor 1 powder 1350 100
Carburized Carburized 9 h after cooled in 80◦C oil 760 —
PTA modified 15 V, 110 A, powder fee rate 3.9 mm/s, 600 2500
electrode diam. 4.7 mm, plasma gas 0.8 (Ar, 1/dk),
shield gas 25 (Ar, 1/dk), arc length 3 mm
losses of the investigated samples. The smallestweight losses were measured in the carburized sam-ples, followed by boronized, quenched, PTA surface-modified samples in order of increasing weight loss.As expected, the greatest weight losses were observedin untreated samples. Scanning electron microscopy(SEM) microphotographs of the worn surfaces weretaken after the abrasive wear test (Fig. 5(a–e)). The
abrasively worn surfaces of the boronized, carbur-ized, and quenched samples had nearly the same weartraces and exhibited similar weight losses. Figure5(e) depicts the worn surface of an untreated sam-ple, whose surface shows a high concentration of weardebris and narrow tracks, indicative of high abrasivewear. The wear tracks exhibited by the PTA surface-modified sample were intense and smooth, demon-

254 M. Ulutan et al.: J. Mater. Sci. Technol., 2010, 26(3), 251–257
Fig. 3 XRD analysis of the boronized samples
strating that it suffered the highest weight loss in com-parison to the other treated samples.
The weight losses due to SiC emery paper abra-sion of the boronized samples were observed to begreater than those of the carburized samples, despitetheir larger hardness. Generally, it is accepted that a
Fig. 4 Weight losses of the samples
greater hardness increases wear resistance; however, itis not an absolute rule, and wear properties can alsodepend on different factors, according to the previousstudies. The wear results obtained for the boronizedand carburized samples agree well with those obtainedin literature. Habig[12] reported that silicon carbide(SiC) causes an increase in the wear of iron boride.
Fig. 5 SEM images of the abrasively worn surfaces of boronized (a), carburized (b), PTA (c), quenched (d) anduntreated (e) samples

M. Ulutan et al.: J. Mater. Sci. Technol., 2010, 26(3), 251–257 255
Table 2 Surface roughness and COF values of the samples after adhesive wear
Before test After test COF valuesProcess
Ra Rz Ra Rz Max. Mean Std.
Untreated 0.398 3.852 2.112 0.865 0.805 0.698 0.061
Quenched 0.524 5.321 0.646 6.941 0.712 0.663 0.0461
Boronized 0.402 4.115 0.357 3.651 0.619 0.525 0.0455
Carburized 0.424 4.312 0.332 4.228 0.593 0.526 0.0900
PTA 0.456 4.663 0.401 5.562 0.471 0.402 0.0383
Notes: Ra, average surface roughness; Rz, maximum surface roughness (µm)
Concentration/wt pct
Element Point 1 Point 2 Point 3 Point 4 Point 5
C 17.789 2.315 10.039 9.297 3.551
Si – 0.528 – – 0.528
Cr 0.820 0.702 0.750 0.935 0.976
V 0.126 – 0.108 – –
Mn 0.842 0.857 0.814 0.962 1.065
Mo – – – 0.530 0.414
Fe 80.423 95.599 88.290 88.277 93.467
Fig. 6 EDS analysis of carburized sample surface
Fig. 7 Coefficient of friction values of the samples plottedagainst distance
Wang and Hutchings[13] reported that the boronizedsteel has a much higher wear resistance to aluminaabrasives than to silicon carbide abrasives. Er andPar[14] noted that the boronized steels are harderthan the carburized steels which lost more weightagainst silicon carbide abrasive papers. The weightlosses of carburized steels were lower than those of thequenched samples. These lower weight losses may be
explained by (a) increasing steel hardness[15] and (b)increasing iron carbides formation. The energy dis-persive spectroscopy (EDS) investigations have shownthat the formation of iron carbides increases with theincreasing carbon content (Fig. 6). The hardness ofthe PTA surface-modified samples was observed to belower than that of the other samples. The high en-ergy input required by the PTA process leads to arelatively slow cooling rate, which facilitates the for-mation of retained austenite in the microstructure.The retained austenite decreases both the hardnessand the abrasive wear resistance of the modified sur-faces. Accordingly, the abrasive wear resistances ofPTA surface-treated samples were observed to be rel-atively low, as expected. These results agree well withprevious studies of different steel substrates[16–18].
Figure 7 depicts the plots of the COF vs distancefor the adhesive wear tests. Sample COF data (Table2) were recorded at one-second intervals for a con-stant distance of 2000 m and then averaged to obtainthe final results. The best adhesive wear resistancewas observed in the PTA surface-modified samples.Boronized, carburized, and quenched samples exhib-ited lower COF values compared to the untreatedsamples. Figure 8(a) depicts an SEM image of theboronized worn surface after the adhesive wear test,where cracks on the wear track, roughly perpendicularto the direction of sliding, are clearly observable. Ad-ditionally, hard particles, which are removed from theboronized surface during testing, are observed to im-pact the tribological system as an abrasive surface andcreate tracks on the worn surface. The COF valuesof the carburized samples are quite similar to thoseof the boronized samples due to the large oxidizedlayers on the treated sample surfaces. Figure 8(b) de-picts the oxidized layer as white in color. The COFvalues of the PTA surface-modified samples have amean value of 0.40 in the steady state period, whichis the lowest COF of all of the test samples. Thislow COF may be the result of the formation of anoxide layer during the incubation period. An oxidelayer is exceptionally hard, supports load, and pro-tects the surface. The formation of an oxide layer alsodecreases the COF, and therefore, decreases the wearrate. The debris and the worn surfaces of the counterdiscs of the PTA samples are dark brownish-red incolor, which may allude to the presence of magnetiteFe3O4; however, hard abrasive-oxide particles are ob-served to form high concentrations of debris on the

256 M. Ulutan et al.: J. Mater. Sci. Technol., 2010, 26(3), 251–257
Fig. 8 SEM images of adhesively worn surfaces of boronized (a), carburized (b), PTA (c), quenched (d) anduntreated (e) samples
sample surfaces (Fig. 8(c)). The presence of de-bris on the sample surface decreased the real con-tact area therefore decreased the COF values of thePTA surface-treated samples. The average surfaceroughness (Ra) of the PTA surface-treated samplesdecreased from 0.456 to 0.401 after adhesive wear test,while the maximum surface roughness (Rz) increasesfrom 4.663 to 5.562 µm (Table 2). The surface rough-ness measurements were corrected under the assump-tion of a decreasing real contact area.
Untreated and quenched samples exhibit nearlythe same COF values; however, quenched samplesexhibit lower standard COF deviations compared tothose of the untreated samples. The COF data ofthe untreated samples were greatly impacted by thesurface-adsorbed particles that were formed duringthe adhesive wear test, which increased the COF val-ues. SEM images of the worn surfaces of the untreated
and quenched samples are depicted in Fig. 8(d)–(e),and the bonded particles on the sample surfaces canclearly be seen. The friction and wear behaviors ofthe samples agree well with those obtained in previ-ous studies[19–22].
4. Conclusions
In this study, the following results were observed:(1) AISI 4140 steel surfaces were successfully hard-ened by the quenching, boronizing, carburizing, andPTA surface modification techniques. The great-est surface hardness was obtained by the boronizingprocess. (2) After the abrasive wear experiments, thecarburized sample lost the least weight, followed bythe weight losses from boronized, quenched, and PTAsurface-treated samples, in that order. Untreatedsamples, as expected, resulted in the greatest weight
M. Ulutan et al.: J. Mater. Sci. Technol., 2010, 26(3), 251–257 257
losses. (3) The lowest average COF values were ob-served in the PTA samples. These lower COF val-ues were caused by a relatively small contact areaand high surface oxidation. Carburized and boronizedsamples were observed to have nearly the same aver-age COF values.
From these results, carburizing, boronizing, andquenching processes can be advised as abrasive serviceconditionings for AISI 4140 steel. If the adhesive wearis effective on the tribological system, PTA, boroniz-ing or carburizing processes should be preferred forAISI 4140 steel, respectively.
AcknowledgementsThis work was supported by the Eskisehir Osmangazi
University Research Council (No. 200315015). Specialthanks to Serkan Ozel and OTOSAN Corp. for their con-tributions.
REFERENCES
[1 ] S.H. Choo, S. Lee and M.G. Golkovski: Mater. Sci.Eng. A, 2000, 293(1-2), 56.
[2 ] A. Medina-Flores, J. Oseguera, P. Santiago and J.A.Ascencio: Surf. Coat. Technol., 2004, 188-189, 7.
[3 ] O. Kessler, T. Herding, F. Hoffmann and P. Mayr:Surf. Coat. Technol., 2004, 182(2-3), 184.
[4 ] M.H. Staia, A. Fragiel, S.P. Brhl, J.N. Feugeas andB.J. Gomez: Thin Solid Films, 2000, 377-378, 650.
[5 ] Y. Totik: Surf. Coat. Technol., 2006, 200(8), 2711.
[6 ] S. Sen, U. Sen and C. Bindal: Mater. Lett., 2006,60(29-30), 3481.
[7 ] A. Kuper, X. Qiao, H.R. Stock and P. Mayr: Surf.Coat. Technol., 2000, 130(1), 87.
[8 ] F.E. Kennedy, D. Lidhagen, A. Erdemir, J.B. Wood-ford and T. Kato: Wear, 2003, 255(7-12), 854.
[9 ] P. Corengia, G. Ybarra, C. Moina, A. Cabo and E.Broitman: Surf. Coat. Technol., 2005, 200(7), 2391.
[10] T. Miokovic, V. Schulze, O. Vohringer and D. Lohe:Acta Mater., 2007, 55(2), 589.
[11] K. Padilla, A. Velasquez, J.A. Berrıos and E.S.P.Cabrera: Surf. Coat. Technol., 2002, 150(2-3), 151.
[12] K.H. Habig: in Proc. of the Int. Conf. on Wear ofMaterials, ASME, New York, 1983, 288.
[13] A.G. Wang and I.M. Hutchings: Wear, 1988, 124(2),149.
[14] U. Er and B. Par: Wear, 2006, 261(3-4), 251.
[15] V. Abouei, H. Saghaan, Sh. Kheirandish and Kh.Ranjbar: J. Mater. Sci. Technol., 2007, 23(1), 107.
[16] E. Bourithis, A. Tazedakis and G. Papadimitriou: J.Mater. Process. Technol., 2002, 128(1-3), 169.
[17] L. Bourithis and G. Papadimitriou: Wear, 2005,258(11-12), 1775.
[18] L. Bourithis, G.D. Papadimitriou: Mater. Sci. Eng.A, 2003, 361(1-2), 165.
[19] J.A. Wang and H. Danninger: Wear, 1998, 222(1), 49.
[20] C.W. Cho, Y.Z. Lee: Surf. Coat. Technol., 2004,179(1-2), 1.
[21] A. Bahrami, S.H.M. Anijdan, M.A. Golozar, M. Sha-manian and N. Varahram: Wear, 2005, 258(5-6), 846.
[22] G. Straffelini, D. Trabucco and A. Molinari: Wear,2001, 250, 485.
Copyright © 2022 FDOKUMEN