
Finite element modeling of erosive wear
10
Finite element modeling of erosive wear M.S. ElTobgy * , E. Ng, M.A. Elbestawi McMaster Manufacturing Research Institute, McMaster University JHE 316, 1280 Main St. W, Hamilton, ON, Canada L8S 4L7 Received 3 June 2004; accepted 13 January 2005 Available online 3 March 2005 Abstract Material damage caused by the attack of particles entrained in a fluid system impacting a surface at high speed is called ‘Erosion’. Erosion is a phenomenon that takes place in several engineering applications. It also can be used in several manufacturing process such as abrasive waterjet machining. Erosion is a complex process dependent on particle speed, size, angle of attack as well as the behavior of the eroded material. Extensive experimental results have been reported in the literature on the erosion of different materials. Simulating the erosion process through finite element enables the prediction of erosion behavior of materials under different conditions, which will substitute the need of experimentation, and will enable the identification of constants required for existing analytical models. In this paper, an elasto-plastic finite element (FE) model is presented to simulate the erosion process in 3D configuration. The FE model takes into account numerical and material damping, thermal elastic–plastic material behavior and the effect of multiple particle impacts as well as material removal. The workpiece material modeled was Ti–6Al–4V. The effects of strain hardening, strain rate and temperature were considered in the non-linear material model. Comparison against results reported in literature and erosion models by Finnie, Bitter and Hashish are made. It is shown that the predicted results are in agreement with published results obtained experimentally and from analytical erosion models. q 2005 Elsevier Ltd. All rights reserved. Keywords: Erosion; Finite element modeling; Elastic–plastic 1. Introduction The erosion of materials caused by impact of hard particles is one of several forms of material degradation generally classified as wear. Bitter [1] defined erosion as “Material damage caused by the attack of particles entrained in a fluid system impacting the surface at high speed” while Hutchings [2] wrote “Erosion is an abrasive wear process in which the repeated impact of small particles entrained in a moving fluid against a surface results in the removal of material from that surface”. Solid particle erosion is a serious problem in gas turbines, rocket nozzles, cyclone separators, valves, pumps and boiler tubes. However, solid particle erosion can be utilized in manufacturing processes such as abrasive waterjet cutting. Removal of material occurs through the processes of micro-plastic deformation and/or brittle fracture. For ductile materials such as pure metals and alloys, the impact of the hard particles causes severe, localized plastic strain at the impact site on the surface. Material is removed when the strain exceeds the material’s strain-to-failure. For brittle materials, such as ceramic and intermetallic compounds, the force of the impacting particle causes localized cracking at the surface. With subsequent impact events, these cracks propagate and eventually link together, and as a result, material becomes detached from the surface [3]. As a consequence, the particle impingement angle on the surface affects each material in a different manner. Material loss for ductile metals tends to peak at an oblique angle of impact, typically between 20 and 308. However, material loss for brittle materials tends to increase with increasing impingement angle with maximum material loss occurring at 908 [4]. Alman’s [3] studies on both ceramics and metals suggest that the attack angle is the best indicator for the erosion mechanism. Ductile materials exhibit maximum erosion rates at attack angles of about 20–408 while brittle materials exhibit a maximum erosion rate at an angle of 908. No external forces act on the impacting particle other than the contact forces exerted by the work piece material International Journal of Machine Tools & Manufacture 45 (2005) 1337–1346 www.elsevier.com/locate/ijmactool 0890-6955/$ - see front matter q 2005 Elsevier Ltd. All rights reserved. doi:10.1016/j.ijmachtools.2005.01.007 * Corresponding author. Tel.: C1 905 525 9140x24058; fax: C1 905 572 7944. E-mail address: [email protected] (M.S. ElTobgy).
Transcript of Finite element modeling of erosive wear

Finite element modeling of erosive wear
M.S. ElTobgy*, E. Ng, M.A. Elbestawi
McMaster Manufacturing Research Institute, McMaster University JHE 316, 1280 Main St. W, Hamilton, ON, Canada L8S 4L7
Received 3 June 2004; accepted 13 January 2005
Available online 3 March 2005
Abstract
Material damage caused by the attack of particles entrained in a fluid system impacting a surface at high speed is called ‘Erosion’. Erosion
is a phenomenon that takes place in several engineering applications. It also can be used in several manufacturing process such as abrasive
waterjet machining. Erosion is a complex process dependent on particle speed, size, angle of attack as well as the behavior of the eroded
material. Extensive experimental results have been reported in the literature on the erosion of different materials. Simulating the erosion
process through finite element enables the prediction of erosion behavior of materials under different conditions, which will substitute the
need of experimentation, and will enable the identification of constants required for existing analytical models.
In this paper, an elasto-plastic finite element (FE) model is presented to simulate the erosion process in 3D configuration. The FE model takes
into account numerical and material damping, thermal elastic–plastic material behavior and the effect of multiple particle impacts as well as
material removal. The workpiece material modeled was Ti–6Al–4V. The effects of strain hardening, strain rate and temperature were considered
in the non-linear material model. Comparison against results reported in literature and erosion models by Finnie, Bitter and Hashish are made. It
is shown that the predicted results are in agreement with published results obtained experimentally and from analytical erosion models.
q 2005 Elsevier Ltd. All rights reserved.
Keywords: Erosion; Finite element modeling; Elastic–plastic
1. Introduction
The erosion of materials caused by impact of hard
particles is one of several forms of material degradation
generally classified as wear. Bitter [1] defined erosion as
“Material damage caused by the attack of particles entrained
in a fluid system impacting the surface at high speed” while
Hutchings [2] wrote “Erosion is an abrasive wear process in
which the repeated impact of small particles entrained in a
moving fluid against a surface results in the removal of
material from that surface”. Solid particle erosion is a
serious problem in gas turbines, rocket nozzles, cyclone
separators, valves, pumps and boiler tubes. However, solid
particle erosion can be utilized in manufacturing processes
such as abrasive waterjet cutting.
Removal of material occurs through the processes of
micro-plastic deformation and/or brittle fracture. For ductile
0890-6955/$ - see front matter q 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijmachtools.2005.01.007
* Corresponding author. Tel.: C1 905 525 9140x24058; fax: C1 905 572
7944.
E-mail address: [email protected] (M.S. ElTobgy).
materials such as pure metals and alloys, the impact of the
hard particles causes severe, localized plastic strain at the
impact site on the surface. Material is removed when
the strain exceeds the material’s strain-to-failure. For brittle
materials, such as ceramic and intermetallic compounds, the
force of the impacting particle causes localized cracking at
the surface. With subsequent impact events, these cracks
propagate and eventually link together, and as a result,
material becomes detached from the surface [3]. As a
consequence, the particle impingement angle on the surface
affects each material in a different manner. Material loss for
ductile metals tends to peak at an oblique angle of
impact, typically between 20 and 308. However, material
loss for brittle materials tends to increase with increasing
impingement angle with maximum material loss occurring
at 908 [4]. Alman’s [3] studies on both ceramics and
metals suggest that the attack angle is the best indicator
for the erosion mechanism. Ductile materials exhibit
maximum erosion rates at attack angles of about 20–408
while brittle materials exhibit a maximum erosion rate at an
angle of 908.
No external forces act on the impacting particle other
than the contact forces exerted by the work piece material
International Journal of Machine Tools & Manufacture 45 (2005) 1337–1346
www.elsevier.com/locate/ijmactool

M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–13461338
surface. The contact forces are responsible for the
deceleration of the impacting particle [2].
Variables affecting the erosion can be broadly classified
into three types [5]:
(1)
impingement variables describing the particle flow:† particle velocity
† angle of impact
† particle concentration
(2)
particle variables:† particle shape
† particle density
† particle size
(3)
material variables (workpiece and particles):† Young’s modulus
† Poisson’s ratio
† plastic behavior
† failure behavior
A literature review on erosion theoretical models indicates
that various models, if supported by an appropriate tuning of
certain parameters, can be made to perform well. However, a
continuous tuning of these parameters is required.
Experimentally, one may measure volume loss or weight
loss of a material and investigate the erosion mechanism by
analyzing the worn surface and the erosion conditions.
However, erosion is a complex process, affected by many
factors. The interaction of these factors makes it difficult to
explain all information obtained experimentally. Computer
modeling allows ‘computational experiments’ under con-
trolled conditions to be performed. The effect of each
parameter on an erosion process can thus be studied
separately. Therefore, computer modeling provides an
effective method, complementary to experimental tech-
niques, for fundamental understanding of solid particle
erosion and for predicting material performance during
erosion processes. Several attempts have been made
previously to model the erosion using the finite element
method, Elalem and Li [6] presented a dynamic simulation
model (MSDM) in which they used an algorithm similar to
that used in the explicit formulation in FEM. The model
included strain hardening and material failure. However,
they simplified the erosion problem to a 2D configuration
which neglected the effect of the third component of strain
on the strain hardening and fracture strain. An axisymmetric
model would have been more accurate in this case (where
no dependency on impact angle is studied).
Chen et al. [7] extended the work on the MSDM. They
studied the effect of impact angle, velocity and shape of the
particle on erosion of ductile and brittle materials. The
predicted trends using the MSDM model are the same as
reported in literature both experimentally and analytically.
However, no comparisons were made for the magnitudes of
the erosion rates.
Shimizu et al. [8] studied the erosion of a structural mild
steel, SS400, and a ferritic spherical-graphite cast iron, FDI,
experimentally and through simulation. They simulated the
impact of a single particle and concluded that there should be
an intimate relationship between the erosion rate and the
protrusions at theedge ofan impressiondue toasingleparticle
impact. The FE simulation model did not include any failure
criteria and they made the assumption of plane strain. No
direct relation was established between the edge protrusion
and the erosion rate. The authors believe that this conclusion
is valid only for a small range of particles speeds where
material is removed by accumulation of plastic deformations.
Aquaro and Fontani [5] presented a comprehensive study
on erosion modeling; they used FE simulations to predict
the constant in the equations of some analytical models.
They used an Eulerian model for ductile behavior and a
Lagrangian model for brittle behavior. However, ductile and
brittle behavior should not be modeled separately, as it is
believed by most researchers that both ductile and brittle
behavior occur simultaneously in proportions depending on
the material properties and the impact stress states. Further
details on the modeling approach and the results obtained
are discussed in the following sections.
2. Erosion modeling
2.1. Finnie model for ductile erosion
Finnie [9,10] was the first to derive a single-particle
erosive cutting model. This model sets the main concepts
and assumptions for many subsequent single-particle
erosion models. The model assumes a hard particle with
velocity V impacting a surface at an angle a. The material of
the surface is assumed to be a rigid plastic one. The final
expression and boundary conditions for the volume of
material removed from the workpiece material due to the
impact of a single particle can be obtained from Eq. (1) by
Finnie [10]
W Z
mV2
Jpksinð2aÞK
6
ksin2ðaÞ
� �; tan a%
k
6
mV2
Jpk
k cos2ðaÞ
6
� �; tan aO
k
6
8>><>>: (1)
where a is the attack angle, k is the ratio of vertical to
horizontal force components, and J is the ratio of the depth
of contact l to the depth of the cut (Yt) as shown in Fig. 1, V
is the abrasive particle velocity, p is the flow stress of the
eroded workpiece material and W is the total volume of
target material removed.
The total volume removed by multiple particles having a
total mass M can be obtained from Eq. (2) [10]:
W Zc
MV2
Jpksinð2aÞK
6
ksin2ðaÞ
� �; tan a%
k
6
cMV2
Jpk
k cos2ðaÞ
6
� �; tan aO
k
6
8>><>>: (2)

Fig. 1. Depth of cut length of contact as given in [10].
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–1346 1339
The constant c is used to compensate for the particles that
do not follow the ideal model (some particles impact with
each other, or fracture during erosion), M is the total mass of
abrasive particles. Although, Finnie model for erosion is
oversimplified and very old, it is considered as the milestone
of erosion modeling and provides the basis for future
modeling of the process. It is only valid for ductile
materials, and does not include any brittle fracture behavior
of the material.
2.2. Bitter model for erosion
The Bitter model [1,4] makes the hypothesis that the
loss of material is the sum of material lost due to plastic
deformation WD (during the impact the material elastic
limit is exceed, the surface layer is destroyed and
fragments of it are removed) and material lost due to
cutting WC (the particle strikes the body scratching out
some material from the surface). Bitter used an approach
based on the Hertzian contact theory and making use of
the energy balance equation. In his analysis Bitter
assumed that deformation and cutting erosion occur
simultaneously and their effects can be superimposed.
Bitter introduces the concept of threshold velocity where a
particle cannot erode the workpiece if its velocity is less
than a threshold velocity Vel.
The particle velocity V can be resolved in two
components, one normal to the body surface and another
tangential to it. The normal component is responsible for the
particle penetration in the body while the tangential
component induces the particle scratching action. Depend-
ing on whether the particle velocity tangential to the body
becomes zero during the collision, two expressions of the
volume of material removed by cutting wear can be
evaluated.
Total wear is a summation of brittle wear and ductile
wear. The brittle wear (deformation wear) is calculated
using Eq. (3)
Wd ZM½V sin a KVel�
2
23b
; V sinðaÞOVel
0; V sinðaÞ!Vel
8<: (3)
where a is the attack angle, 3b is the deformation wear factor
(obtained experimentally), and Vel is the threshold velocity
(velocity at collision at which the elastic limit of the
workpiece material is just reached). Vel can be calculated
from the Hertzian contact theory using Eq. (4)
Vel Z1:54s5=2
yffiffiffiffiffirp
p1 Kn2
p
Ep
C1 Kn2
t
Et
� �(4)
where sy is the elastic load limit, rp is the particle density, np
and nt are the Poission’s ratios, and Ep and Et are the moduli
of elasticity of the particle and target workpiece respect-
ively. The threshold velocity Vel can be computed from the
approach velocity V and the rebound velocity V2 as shown in
Eq. (5), given in [1]:
V2 Zffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi2VVel KV2
el
q(5)
For the ductile erosion mode (cutting wear mode), Bitter
calculates the volume removed as shown in Eq. (6)
Wc Z
2MC 0½V sin a KVel�2ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
V sin ap
! V cos a KC 0½V sin a KVel�
2ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiV sin a
p fc
� �; a%a0
MfV2 cos2 a KK1½V sin a KVel�3=2g
2fc
; aRa0
8>>>>>>><>>>>>>>:
(6)
where fc is a material dependant wear factor obtained
experimentally and C 0, K1 are constants obtained from Eqs.
(7) and (8):
C 0 Z0:288
sy
ffiffiffiffiffiffirp
sy
4
r(7)
K1 Z 0:82s2y
ffiffiffiffiffiffisy
rp
4
s1 Kn2
p
Ep
C1 Kn2
t
Et
� �(8)
The angle a0 is estimated using Eq. (2).
Applying Bitter model requires the knowledge of the two
wear factors fc, 3b which have to be determined exper-
imentally. However, those two factors are dependant on
other parameters such as particle speed, size, as well as the
erodent, thus experimental identification of those factors for
each set of process parameters is required.
Bitter was the first to address the brittle behavior of
materials, several models followed the same foundations
laid by Bitter. However, all of them still require the
experimentally determined constants.

Table 1
Constants for Eq. (12)
A (MPa) B (MPa) n C m
1098 1092 0.93 0.014 1.1
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–13461340
2.3. Neilson and Gilchrist’s erosion model
Neilson and Gilchrist’s [11] simplified Bitter’s combined
model by assuming a simplified ductile erosion model while
retaining Bitter model for brittle erosion. Their model is
given in Eq. (9):
W Z
MV2 cos2ðaÞ
2fc
CM½V sinðaÞKVel�
2
23b
; aRa0
MV2 cos2ðaÞsinðnaÞ
2fc
CM½V sinðaÞKVel�
2
23b
; a%a0
8>><>>:
(9)
However, the simplification made still did not provide
any mean of eliminating or reducing the experimental work
required to determine the erosion constants.
2.4. Hashish modified model for erosion
Hashish [12] modified Finnie model for erosion to
include the effect of the particle shape as well as modify the
velocity exponent predicted by Finnie. The final form of his
model, which is more suitable for shallow angles of impact
is given in Eq. (10)
W Z7
p
M
rp
V
Ck
� �2:5
sinð2aÞffiffiffiffiffiffiffiffiffiffisin a
p(10)
where Ck can be computed from Eq. (11)
Ck Z
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3sfR
3=5f
rp
s(11)
where Rf is the particle roundness factor.
One of the main advantages of this model is that it does
not require any experimental constants, in addition, it is the
only model that accounts for the shape of particles.
However, in [12], the author did not perform any validation
or experimental investigation to investigate the accuracy of
the model and its boundaries. This model is only based on
the ductile behavior of material, so it is only suitable for
shallow impact angles for ductile materials.
A new model based on finite element method is presented
in this paper. This model includes only the basic mechanical
properties of the workpiece and the particles materials.
Table 2
Constants for Eq. (13)
d1 d2 d3 d4 d5
K0.09 0.27 0.48 0.014 3.870
3. Finite element modeling
3.1. Material modeling
The workpiece material modelled was Ti–6Al–4V with a
hardness of 35 HRcG2 HRc. The Johnson Cook [13]
material model was employed to model the flow stress
behavior of the target workpiece material. In the Johnson-
Cook model, as detailed in Eq. (12), the flow stress is
expressed as a function of the strain 3, strain hardening
index n, strain rate _3, reference strain rate _30, work piece
temperature T, room temperature Tr, melting temperature
Tm and strain-rate sensitivity index m.
sf Z ðA CB3nÞ 1 CC ln_3
30
� �� �1 K
T KTr
Tm KTr
� �� �(12)
A, B, and C are constants acquired experimentally by
Leseur [14] from compressive split Hopkinson bar tests in
punching shear configuration on Ti–6Al–4V. The Johnson-
Cook materials constants for Ti–6Al–4V are detailed in
Table 1.
3.1.1. Failure model
A shear failure criterion was incorporated in the material
model to simulate material removal during the erosion
process. The material failure strain 3f is detailed in Eq. (13),
as a function of non-dimensional plastic strain _3p=_30, a
dimensionless deviatoric-pressure stress ratio sp/se (where
sp is the pressure stress and se is the Von-Mises stress),
computed or modelled work piece temperature T, room
temperature Tr, and melting temperature Tm. The constants
d1, d2, d3 and d4 are acquired from Kay [15] and listed in
Table 2
3f Zðd1 Cd2 ed3ðsp=seÞÞ 1 Cd4 ln3p
30
� �� �
! 1 Cd5
T KTr
Tm KTr
� �� �ð13Þ
3.1.2. Impacting-particle material
The impacting-particle material simulated was a steel
ball with a density of 7870 kg/m3. In the finite element
model, the impacting-particle material was modeled as a
rigid body (stresses and strains are assumed to be zero in the
impacting particle material.)
3.2. Explicit formulation
Modeling of the erosion process was performed using a
general purpose, commercially available, finite element
solver; ABAQUS/EXPLICIT (version 6.3). The analysis
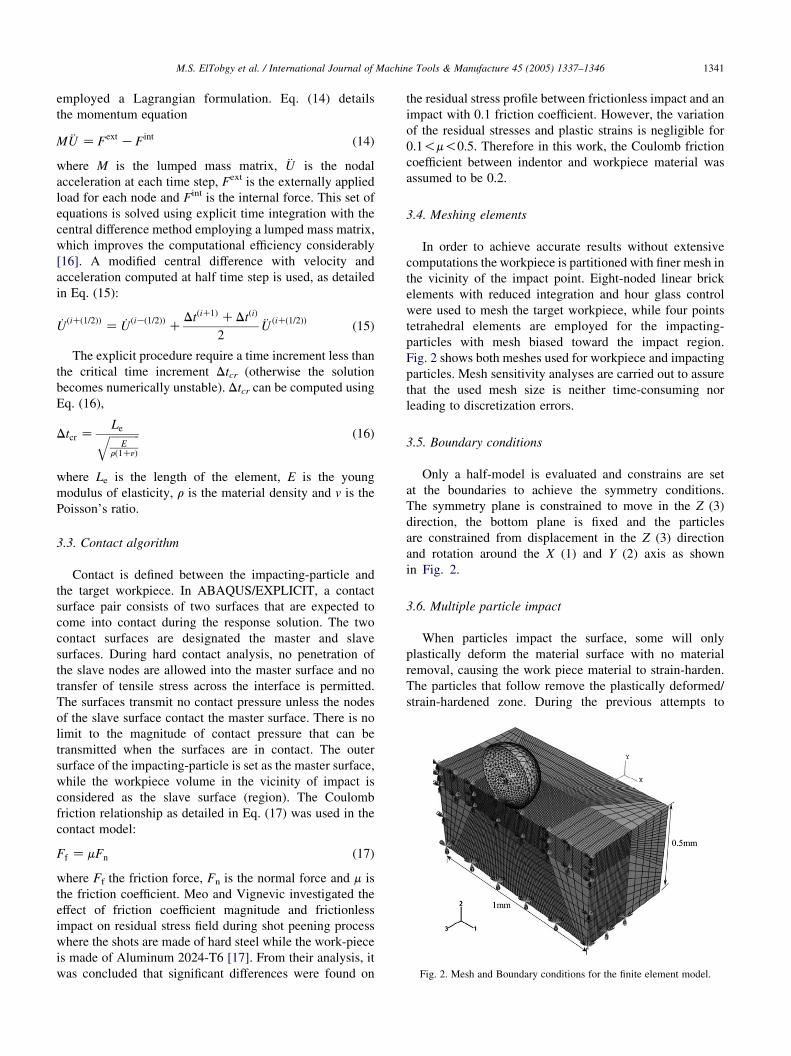
Fig. 2. Mesh and Boundary conditions for the finite element model.
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–1346 1341
employed a Lagrangian formulation. Eq. (14) details
the momentum equation
M €U Z Fext KFint (14)
where M is the lumped mass matrix, €U is the nodal
acceleration at each time step, Fext is the externally applied
load for each node and Fint is the internal force. This set of
equations is solved using explicit time integration with the
central difference method employing a lumped mass matrix,
which improves the computational efficiency considerably
[16]. A modified central difference with velocity and
acceleration computed at half time step is used, as detailed
in Eq. (15):
_UðiCð1=2ÞÞ Z _UðiKð1=2ÞÞC
DtðiC1Þ CDtðiÞ
2€U ðiCð1=2ÞÞ
(15)
The explicit procedure require a time increment less than
the critical time increment Dtcr (otherwise the solution
becomes numerically unstable). Dtcr can be computed using
Eq. (16),
Dtcr ZLeffiffiffiffiffiffiffiffiffiffiffi
Erð1CnÞ
q (16)
where Le is the length of the element, E is the young
modulus of elasticity, r is the material density and v is the
Poisson’s ratio.
3.3. Contact algorithm
Contact is defined between the impacting-particle and
the target workpiece. In ABAQUS/EXPLICIT, a contact
surface pair consists of two surfaces that are expected to
come into contact during the response solution. The two
contact surfaces are designated the master and slave
surfaces. During hard contact analysis, no penetration of
the slave nodes are allowed into the master surface and no
transfer of tensile stress across the interface is permitted.
The surfaces transmit no contact pressure unless the nodes
of the slave surface contact the master surface. There is no
limit to the magnitude of contact pressure that can be
transmitted when the surfaces are in contact. The outer
surface of the impacting-particle is set as the master surface,
while the workpiece volume in the vicinity of impact is
considered as the slave surface (region). The Coulomb
friction relationship as detailed in Eq. (17) was used in the
contact model:
Ff Z mFn (17)
where Ff the friction force, Fn is the normal force and m is
the friction coefficient. Meo and Vignevic investigated the
effect of friction coefficient magnitude and frictionless
impact on residual stress field during shot peening process
where the shots are made of hard steel while the work-piece
is made of Aluminum 2024-T6 [17]. From their analysis, it
was concluded that significant differences were found on
the residual stress profile between frictionless impact and an
impact with 0.1 friction coefficient. However, the variation
of the residual stresses and plastic strains is negligible for
0.1!m!0.5. Therefore in this work, the Coulomb friction
coefficient between indentor and workpiece material was
assumed to be 0.2.
3.4. Meshing elements
In order to achieve accurate results without extensive
computations the workpiece is partitioned with finer mesh in
the vicinity of the impact point. Eight-noded linear brick
elements with reduced integration and hour glass control
were used to mesh the target workpiece, while four points
tetrahedral elements are employed for the impacting-
particles with mesh biased toward the impact region.
Fig. 2 shows both meshes used for workpiece and impacting
particles. Mesh sensitivity analyses are carried out to assure
that the used mesh size is neither time-consuming nor
leading to discretization errors.
3.5. Boundary conditions
Only a half-model is evaluated and constrains are set
at the boundaries to achieve the symmetry conditions.
The symmetry plane is constrained to move in the Z (3)
direction, the bottom plane is fixed and the particles
are constrained from displacement in the Z (3) direction
and rotation around the X (1) and Y (2) axis as shown
in Fig. 2.
3.6. Multiple particle impact
When particles impact the surface, some will only
plastically deform the material surface with no material
removal, causing the work piece material to strain-harden.
The particles that follow remove the plastically deformed/
strain-hardened zone. During the previous attempts to

Fig. 3. Material removed for several particles impact and plastic strain after impact.
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–13461342
simulate the erosion wear using finite element, only the
effect of a single particle is simulated, which does not
consider the effect of previous particles. In this model,
multiple particles are simulated, with the erosion rate
calculated after each particle impact to take into account the
effect of strain-hardening. After the impact of the first
particle the erosion rate (volume removed per impacting
mass) is very small compared with the effect of the second,
third and fourth particles, respectively. Fig. 3 shows the
volume removed after the impact of one, two and three
particles, respectively. Fig. 4 gives the values of the
cumulative and individual volume removed per particle
and the erosion rate calculated after the impact of one, two,
three and four particles. The erosion rate was very small
after the impact of the first particle and then increased and
stabilized after impacting with three particles. It can be
concluded that simulating a single particle is not sufficient,
three or more particles are needed to simulate the erosion
process.
3.7. Test matrix
Table 3 gives an overview for the three different cases
studied in this work after the number of impacting particles
Fig. 4. Effect of number of simulated particle
has been identified. The first case studies the effect of
particle velocity on the erosion rate for five different
velocities selected in the range of 40–100 m/s
which considers a good range of erosion problems. The
second case is a study on the effect of impact angle on the
erosion rate; seven models are used with impact angles,
ranging from 15 to 808. The third case examines the effect of
particles size on the erosion rate with four size values,
ranging from 300 to 600 mm.
4. Results discussion
4.1. Effect of particle speed on volume removed
Particles impacting the workpiece at different speeds were
simulated using the Finite element model with an impact
angle of 458 for the same workpiece and abrasive materials.
Fig. 5 shows the relation between the erosion rate and the
impact speed plotted on a log–log scale. The relation follows
an exponential form with an exponent of 2.2525. An exponent
of 2 was proposed by Finnie [9] as given in Eq. (2) and 2.5 by
Hashish [12] as given in Eq. (10). Sheldon [18] determined
experimentally the velocity exponent to be in the range of
s on erosion rate and volume removed.

Table 3
Model test parameters
Parameter Phase I effect of
particle velocity
Phase II effect
of impact angle
Phase III effect
of particle size
Velocity (m/s) 40–100 75 75
Impact angle
(degrees)
45 15–80 45
Diameter (mm) 500 500 300–600
3 3 3
Fig. 6. Material removed by a single particle impact at different impacting
angles.
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–1346 1343
2–3. Yerramareddy [19] performed experiments on the
erosion of Ti–6Al–4V and found that the velocity exponent
is 2.35. Although the finite element simulation does not use
any experimentally determined constants, it was able to
predict the velocity exponent within the same range
proposed and found by other researchers [9,12,18,19]. The
erosion rate increase with the increase of the velocity can be
explained by the increase of the energy content of
the particles. This leads to more erosion of the workpiece
material at the same mass of impacting particles.
4.2. Effect of impact angle on erosion rate
Results shown in Fig. 6 represent volume removed
versus angle of impact. The simulation results show a peak
erosion rate at a 408 angle as shown in Fig. 7, which is a
typical behavior of ductile materials as mentioned in [4,9,
10,19]. The angle at which the peak erosion occur is
material dependant. Yerramareddy [19] performed
experiments on Ti–6Al–4V and found that the maximum
erosion occurs at an angle of 30–358.
Fig. 7 presents the results obtained from the finite
element simulation models compared with results obtained
from Finnie model for erosion given in Eq. (2) and Hashish
model for erosion in Eq. (10). The constants for Finnie
model are KZ4, CZ1 and jZ1, while material constant P
1098 MPa. The FE model agreed with Hashish model for
shallow impact angles and has better agreement for Finnie
model for angles in the mid range (O508). The erosion rates
values predicted from the Finite element model are within
the same order of magnitude when compared with the
values obtained experimentally. Further details about
Fig. 5. Impacting particles velocity vs. erosion rate.
the explanation of the parabolic behavior of ductile
materials can be found in [4,9,10,12]. Comparison with
the Bitter [1,4] and Neilson and Gilchrist [11] models
discussed earlier model are shown in Fig. 8. The FE
simulation results are in a good agreement with the pattern
predicted by Bitter and Neilson and Gilchrist models.
Fig. 9 shows the relation between the penetration depth
and the impact angle. The increasing trend of the
penetration depth can be explained by the increasing normal
component of the velocity. With higher impacting angles,
higher normal component of the velocity exists, causing
deeper penetration with lower material removal. This has
also been also observed by Shimuzu [8].
4.3. Effect of particles size on eroded volume
The simulation results given in Fig. 10 show a
slight increasing trend at the lower range of particle size
(!300 mm) and then a constant trend. A similar trend has
been observed by Tilly [20]; he found through experimental
measurements that the erosion rate tends to increase
considerably at particle size values below 200 mm and
then tends to remain constant. This trend has also been
observed by Yerramareddy [19] during his experimental
investigation.
The erosion rate tends to be constant for the higher
particle size range, because increasing the particle diameter
Fig. 7. Results obtained from Finnie and Hashish Models vs. Finite Element
simulation.
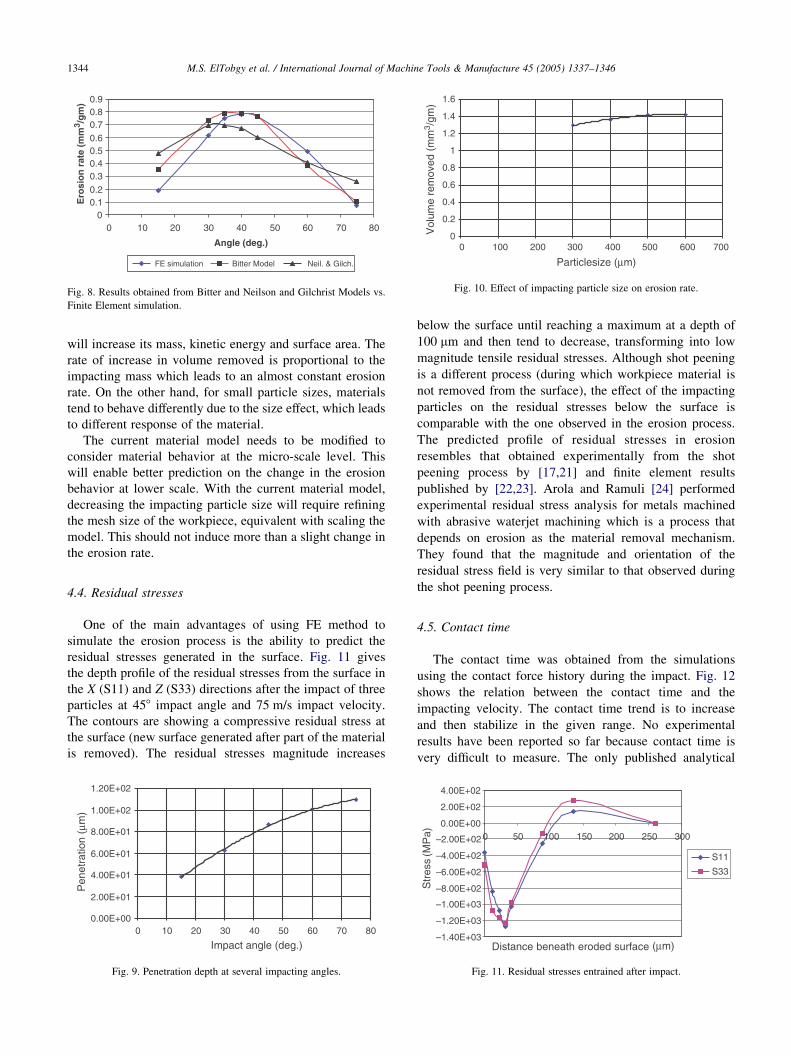
Fig. 8. Results obtained from Bitter and Neilson and Gilchrist Models vs.
Finite Element simulation.
Fig. 10. Effect of impacting particle size on erosion rate.
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–13461344
will increase its mass, kinetic energy and surface area. The
rate of increase in volume removed is proportional to the
impacting mass which leads to an almost constant erosion
rate. On the other hand, for small particle sizes, materials
tend to behave differently due to the size effect, which leads
to different response of the material.
The current material model needs to be modified to
consider material behavior at the micro-scale level. This
will enable better prediction on the change in the erosion
behavior at lower scale. With the current material model,
decreasing the impacting particle size will require refining
the mesh size of the workpiece, equivalent with scaling the
model. This should not induce more than a slight change in
the erosion rate.
4.4. Residual stresses
One of the main advantages of using FE method to
simulate the erosion process is the ability to predict the
residual stresses generated in the surface. Fig. 11 gives
the depth profile of the residual stresses from the surface in
the X (S11) and Z (S33) directions after the impact of three
particles at 458 impact angle and 75 m/s impact velocity.
The contours are showing a compressive residual stress at
the surface (new surface generated after part of the material
is removed). The residual stresses magnitude increases
Fig. 9. Penetration depth at several impacting angles.
below the surface until reaching a maximum at a depth of
100 mm and then tend to decrease, transforming into low
magnitude tensile residual stresses. Although shot peening
is a different process (during which workpiece material is
not removed from the surface), the effect of the impacting
particles on the residual stresses below the surface is
comparable with the one observed in the erosion process.
The predicted profile of residual stresses in erosion
resembles that obtained experimentally from the shot
peening process by [17,21] and finite element results
published by [22,23]. Arola and Ramuli [24] performed
experimental residual stress analysis for metals machined
with abrasive waterjet machining which is a process that
depends on erosion as the material removal mechanism.
They found that the magnitude and orientation of the
residual stress field is very similar to that observed during
the shot peening process.
4.5. Contact time
The contact time was obtained from the simulations
using the contact force history during the impact. Fig. 12
shows the relation between the contact time and the
impacting velocity. The contact time trend is to increase
and then stabilize in the given range. No experimental
results have been reported so far because contact time is
very difficult to measure. The only published analytical
Fig. 11. Residual stresses entrained after impact.

Fig. 12. Effect of impacting-particle velocity on contact time. Fig. 14. Effect of particle size on contact time.
M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–1346 1345
expression for the contact time is given by Tabor [25]
dt Zp
2
ffiffiffiffiffiffiffiffiffiffiffim
2ppr
r(18)
where m is the impacting-particle mass, p is the elastic load
limit and r is the impacting particle radius. The equation
gives the contact time from the time of impact until the
velocity in the normal direction reaches zero. Applied to the
simulation conditions it results in a value of 3eK6 s. Tabor
equation does not include the effect of the impact angle or
the particle velocity, however, it gives a value for contact
time within the same range as that obtained from the finite
element simulation. No previous reports of the effect of
impact angle on the contact time were found in literature.
The effect of the impact angle on the contact time is
shown in Fig. 13. This behavior can be explained by two
opposing effects of the impact angle on the contact time.
The first effect shows higher contact time with lower impact
angle due to ploughing action of the abrasive particles
(decreasing trend). The second effect would be the increase
of contact time with increasing impact angle due to deeper
penetration (increasing trend) as shown in Fig. 9. The
summation of both effects will produce the trend shown in
Fig. 13.
Fig. 14 shows the relation between the particle diameter
and the contact time. The contact time is believed to
Fig. 13. Effect of attack angle on contact time.
increase with particle diameter due to the increase in the
energy with larger particle size.
5. Conclusions
A finite element method to simulate the 3D erosion
process is presented in this paper. The material model
employed was elasto-plastic with material failure criteria
capabilities. This model can help in limiting the number of
experiments required to determine the experimental
constants used in analytical erosion models.
Multiple particles consideration is required to model the
erosion process accurately. This is because the erosion rate
only stabilized after three particles. The erosion rate
displayed an exponential relationship with particle velocity.
The exponent magnitude of 2.25 acquired from the model is
very close to those reported in other literature. The erosion
rate showed a parabolic trend with the attack angle. This
trend was also observed by both analytical models and
results acquired experimentally.
The present finite element model offers the unique
advantage of modeling the residual stresses generated
during the erosion process, which were found to follow a
profile similar to that observed in a shot peening process.
This model also offers the opportunity to study the effects
of the particles size, velocity and impact angle on
contact time.
Future research will include the application of the model
to brittle materials as well as the enhancement of the
model to incorporate material softening effects (Thermo-
mechanical analysis) with the emphasis on multiple particle
simulation rather than single particle simulation.
Acknowledgements
The authors are grateful for the financial support from
Materials and Manufacturing Ontario (MMO).

M.S. ElTobgy et al. / International Journal of Machine Tools & Manufacture 45 (2005) 1337–13461346
References
[1] J. Bitter, A study of erosion phenomena, part 1, Wear 6 (1963) 5–21.
[2] I.M. Hutchings, Particle erosion of ductile metals: a mechanism of
material removal, Wear 27 (1974) 121.
[3] D. Alman, J. Tylczak, J. Hawk, M. Hebsur, Solid particle erosion
behavior of an Si3N4–MoSi2, Mater. Sci. Eng. A261 (1999) 245–251.
[4] J. Bitter, A study of erosion phenomena, part 2, Wear 8 (1963)
161–190.
[5] D. Aquaro, E. Fontani, Erosion of ductile and brittle materials,
Mecanica 36 (2001) 651–661.
[6] K. Elalem, Dynamical simulation of an abrasive wear process,
J. Comput-Aided Mater. Des. 6 (1999) 185–193.
[7] Q. Chen, D.Y. Li, Computer simulation of solid particle erosion, Wear
254 (2003) 203–210.
[8] K. Shimizu, T. Noguchi, H. Seitoh, M. Okadab, Y. Matsubara, FEM
analysis of erosive wear, Wear 250 (2001) 779–784.
[9] I. Finnie, The mechanism of erosion of ductile metals, Proceedings of
the Third National Congress on Applied Mechanics, New York, 1958
pp. 527–532.
[10] I. Finnie, Erosion of surfaces by solid particles, Wear 3 (1960)
87–103.
[11] J. Neilson, A. Gilchrist, Erosion by a stream of solid particles, Wear
11 (1968) 111–122.
[12] M. Hashish, Modified model for erosion, Seventh International
Conference on Erosion by Liquid and Solid Impact, Cambridge,
England, 1987 pp. 461–480.
[13] G.R. Johnson, W. Cook, Fracture characteristics of three metals
subjected to various strains, strain rates, temperatures and pressures,
Eng. Fract. Mech. 21 (1) (1985) 31–48.
[14] D.R. Leseur, Experimental investigations of material models for
Ti–6Al–4V titanium and 2024-T3 aluminum. Tech. Rep. DOT/
FAA/AR-00/25, US department of Transportation, Federal Aviation
Administration, September, 2000.
[15] G. Kay, Failure modeling of titanium 6Al–4V and aluminum 2024-T3
with the Johnson-Cook material model. Tech. Rep. DOT/FAA/AR-
03/57, US department of Transportation, Federal Aviation Adminis-
tration, September, 2003.
[16] T. Belytschko, W.K. Liu, B. Moran, Nonlinear Finite Elements for
Continua and Structures, Wiley, New York, 2001.
[17] M. Meo, R. Vignevic, Finite element analysis of residual stress
induced by shot peening process, Adv. Eng. Software 34 (2003) 569–575.
[18] G.L. Scheldon, A. Kanhere, An investigation of impingement erosion
using single particles, Wear 21 (1972) 195–209.
[19] S. Yerramareddy, S. Bahadur, Effect of operational variables,
microstructure and mechanical properties on the erosion of Ti–
6Al–4V, Wear 142 (1991) 253–263.
[20] G.P. Tilly, A two stage mechanism of ductile erosion, Wear 23 (1973)
87–96.
[21] M. Torres, H. Voorwald, An evaluation of shot peening, residual
stress and stress relaxation on the fatigue life of AISI 4340 steel, Int.
J. Fatigue 24 (2002) 877–886.
[22] K. Schiffner, C. Helling, Simulation of residual stresses by shot
peening, Comput. Struct. 72 (1999) 329–340.
[23] S. Meguid, G. Shagal, J. Stranart, Finite element modeling of shot-
peening residual stresses, J. Mater. Proc. Tech. 92-93 (1999) 401–404.
[24] D. Arola, M. Ramuli, A residual stress analysis of metals machined
with the abrasive waterjet, Jetting Technology, Mechanical
Engineering Publications, London, 1996.
[25] D. Tabor, The Hardness of Metals, Clarendon Press, Oxford, 1951.
p. 132.




















