Friction behaviour of hydrophilic lubricious coatings for ...
Upload
independentCategory
view
3download
0
1
Effect of deformation behavior on the grain size of the 6061 aluminum
alloy joint with alumina by friction welding
Uday M. B.1, Ahmad Fauzi M.N.2, Zuhailawati H.3, Ismail A.B.4
School of Materials and Mineral Resources Engineering, Engineering Campus, Universiti Sains Malaysia 14300 Nibong Tebal, Penang, Malaysia
1 [email protected], 2 [email protected], 3 [email protected], 4 [email protected]
Keywords: Friction welding; 6061 Aluminum Alloy; ceramic; deformation; grain size
Abstract
Friction welding is widely used as a mass-production method in various industries. Joining of
ceramic-metal is one of the most essential needs of many industrial applications. Experiments were
performed to observe the deformation characteristics of 6061 aluminum alloy after joining with
alumina using friction-welding process at different rotational speeds and to relate difference in grain
size with differences in deformation behavior. In the present study, electron microscopy and X-ray
diffraction profile analysis were used to study the effect of plastic deformation of interface material
on the grain size of 6061 aluminum alloy when there is a joint with the ceramic. The effect of
rotation speed and the degree of deformation appeared to be high on the 6061 Al alloy than on the
ceramic part. Results showed different deformation mechanisms at different rotational speeds and
confirmed unambiguously the change in crystalline grains as a result of deformation mechanisms.
1. Introduction:
In most engineering fields, the application of ceramics is often restricted by the availability of an
adequate joining technique. In most tribological, thermal, or corrosive applications, ceramic-metal
joints are employed, instead of bulk ceramic parts, owing to the brittle behavior and high machining
costs of ceramic materials. For the joining of ceramics to metals, brazing, active brazing, and
diffusion bonding have been established. As earlier work indicates, friction welding could be an
interesting and cost effective alternative, provided that the strength of friction welded joints reaches
or exceeds the strength of those joints produced by other techniques (1).
Friction welding is a complicated process that involves the interaction of thermal and mechanical
phenomena. In friction welding, the heat for welding is obtained by conversion of mechanical
energy to thermal energy at the interface of the workpieces (2-5). The plastic deformation of the
bonding material, which affects the welding process and the joint quality greatly, is the essence of
friction welding. However, it is difficult to measure the stress, strain, and other field parameters,
thus it is very important to study these areas as well as other parameters of friction welding,
including interface material plastic deformation (6). Frequently, the weld interface appears to
comprise homogenous fine, dynamically recrystallized grains whose size is substantially less than
that in the base materials (7).
Plastic deformation is realized by external forces (8). These forces do work during the
deformation. A major portion of the work done (according to some measurements, 95-98% of the
work done) during plastic deformation is transformed into heat the remaining few percent is stored
in the material, increasing its energy level. The amount of stored energy depends primarily on the
magnitude of deformation, and increases proportionally with it. The magnitude of stored energy
depends to a small extent on the microstructure of the deformed material as well. The same degree
of deformation results in materials having a fine microstructure than in those possessing coarse
grains.
The objective of the present research was to develop a basic understanding of the evolution of
microstructure in the deformation regions and to relate it to the friction welding process variables
i.e. pressure, rotational speed, and time. Such a correlation has not been attempted before perhaps

2
Alumina
because of the difficulty in quantifying the process variables. To overcome such difficulties,
measuring and modeling the local temperature transients during friction welding was utilized, and
an approximate method was employed to estimate the strain and strain rate in the weld interface.
2. Materials and procedures:
The materials used in this investigation consisted of friction-welded bars of alumina ceramic
(99.4Al2O3, 0.33SiO2, 0.11Na2O, 0.024CaO, 0.081Fe2O3, 0.014NiO, wt %) prepared in-house
through slip casting technique, and commercial 6061 aluminum alloy rods (96Al, 0.6Si, 0.95Mg,
0.33Fe, 0.17Cu, 0.066Cr, 0.04Mn, 0.022Ti, 0,014Zn, 0.014Ni, 0.013Ga) which are typically used
for aerospace applications. Tests were conducted on the weld joints, which were produced by
friction welding of 16 mm diameter rods of the sintered alumina and the aluminum alloy. The joints
were prepared on a direct drive friction-welding machine modified from an existing lathe machine
model (APA TUM-35). Friction-bonded alumina/6061 aluminum alloy joints were cross-sectioned
at different locations in the metal side to the bond interfaces by using a low-speed diamond saw.
The cross sectional direction locations of the samples taken for the microstructural analysis are
shown in Fig.1. The sectioned samples were prepared using standard metallographic procedures and
were etched using a sodium hydroxide solution (1%NaOH, 15min time). The microstructure of the
metal alloy was observed using the Field Emission Scanning Electron Microscopy (ZEISS SUPRA
35VP). X-ray diffraction analysis was also performed in order to investigate the effect of plastic
deformation on the grain size of metal side near the welding interface.
Fig.1: The cross sectional view representation of friction-welded alumina and 6061 aluminum alloy showing
the locations cutting surfaces to the interface (a)3mm (b)1mm (c) 0.5mm.
3. Results and Discussion:
3.1 Aluminum alloy characterization before friction welding:
To understand the influence of the friction welding parameters on the microstructural
development, and to correlate it with the deformation zone in this study, the reader must have some
knowledge in 6061 aluminum alloy characterization before the friction welding process. It should
also be noted that the aluminum alloy is affected by the welding process and not by the ceramic
materials. The microstructural characterization was performed for the base metal alloy to quantify
the grain size and shape using image analysis for FESEM. The images (Fig.2) shows that the alloy
consists of average grain size ~12.75µm. The base material 6061 Al alloy is seen to have grains of
equal size and distribution, with the grains tending to be uniform.
Interface
(a)
6061 Al Alloy
(b
)
(c)

3
0
2000
4000
6000
8000
10000
12000
14000
10 30 50 70 90
Inte
nsi
ty (
arb
.unit
)
2-Theta
Fig.2: Microstructure of base 6061 Al Alloy without deformation (a)500X, (b)1000X.
In order to determine the distribution of the grains in the weld metal, the welding sample of 6061
Al alloy was analyzed by X-ray diffraction, using a copper target. The experimental results are
shown in Fig. 3. The relevant parameters corresponding to the diffraction peaks in the diagram have
been computed using X’ Pert High Score Plus software. These computed results were compared
with the relevant parameters of aluminum alloy (reference code 98-010-1523), which have been
deformed by friction welded joint with alumina.
Fig.3: The XRD spectrum and relevant parameters of the base 6061 aluminum alloy.
3.2 Aluminum alloy characterization after friction welding:
Friction welding can be considered as a hot-working process in which a large amount of
deformation is imparted to the workpiece through the rotating dissimilar materials. Such
deformation gives rise to a weld interface, an effected deformation zone (DZ) and unaffected zone
(UZ). Regularly, the weld interface appears to include equaled, fine, dynamically recrystallized
grains whose size is substantially less than that in the base metal (7). In addition, the pressure is
used to bring the atoms of metals and alloys together by plastic deformation to produce welds
without fusion i.e. there is a localized effect on the microstructure. The effect on the microstructure
depends on the temperature that is applied under pressure and a certain speed, which is the reason
for the plastic deformation to take place (9).
The selected measurement boundary is at the positions 3mm, 1mm and 0.5 mm where the original
point (0mm) is located at the interface of the weld as shown in Fig. 4a. Three adjacent samples were
then cut in the transverse section. The selected positions (3mm, 1mm, and 0.5mm) can be seen by
the difference between these samples by means of a scanning electron microscope (FESEM) and X-
ray diffraction profile analysis. The grain size and grain shape are two major criteria used to
determine the deformation zone (10). The average grain size in the effected deformation zone (close
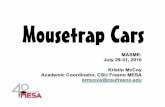
to the boundary) was approximately 2-5μm (Fig.4b) (11). Fig.5 shows a FESEM image of the 6061
aluminum alloy after 3mm distance from the interface. The difference in grain shape and
dimensions between this distance (Fig.5a) and the base metal (Fig.5b) is quite evident. The mean
Formula sum Al4.00
Formula mass/ g/mol 107.9260
Density (calculated)/ g/cm3 2.6830
Space group (No.): F m -3 m (225)
Crystallite Size/ nm (Scherrer method) 42.22
Lattice parameters
a/ Å 4.0573 alpha/ ° 90
b/ Å 4.0573 beta/ ° 90
c/ Å 4.0573 gamma/ ° 90
●113
●222
●022
●002
●111
● Aluminum
(a) (b)

4
value of the grain size as measured by FESEM was between 26.8- 46.84µm in the (3mm) under the
impact of increased rotational speeds in the friction welding machine compared with ~12.75µm in
the base alloy.
Fig. 4 (a) Interface of specimen welded observed under FESEM without etching (b) Grain size of 6061 Al
Alloy in the effected deformation zone with etching (1% NaOH).
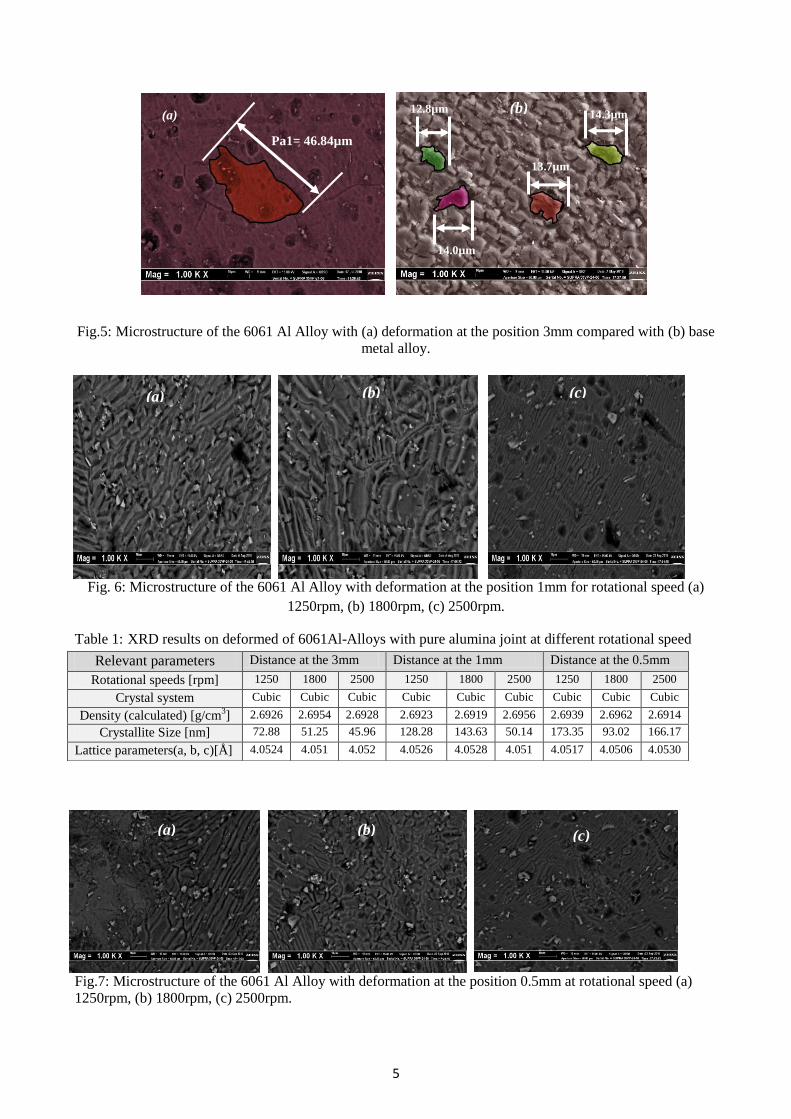
The microstructure of the 6061 aluminum alloy with deformation at the position 1mm of the
different rotational speeds is shown in Fig. 6. The grains of the 6061 aluminum alloy are elongated
along the pulled direction. The effect of increasing rotational speed over the friction welding joint is
that both the temperature gradient and axial shortening increased as a result of more mass being
transferred out of the welding interface (11). A through-thickness longitudinal section of the
dissimilar 6061 aluminum alloy/alumina weld at a rotational speed of 1250-2500 rpm is shown in
Figs. 6(a-c). At high rotational speeds, shorter heating upset times are required allowing propagation
of thermal energy along the cross section area of the samples. A greater volume of material is
therefore heated, leading to lower cooling rates and more grains were pulled neatly and evenly
(Fig.6c).
From Figs. 7 (a-c), it can be seen that the microstructure of the metal alloy began to change grains
shape after 0.5mm position at the different rotational speeds. Hence, this analysis indicates that
restoration processes such as dynamic recrystallization were operative during friction welding of
6061 Al alloy especially with the decreased grain size in this distance (0.5mm). The XRD data did
show (Table1) that changes in metal alloy crystallite size, density and lattice parameters occurred
over the test distances at different rotational speeds. The data obtained from the results show more
change, indicating the crystallite size was influenced significantly during the friction welding
experiments. These XRD results Figs. (8-10) were compared to the base metal measurements to
determine the differences of the XRD for crystallite size evaluation using Scherrer method. The
results also showed the location density in the metal alloy after friction welded using XRD analysis.
Compared to the initial location density in the base metal alloy (2.6830g/cm3), which could be
found in the different test distances (3mm,1mm,0.5mm), a slight increase of the location density
was obvious up to 2.6830 g/cm3 at different rotational speeds during the friction welding. The
location density and lattice parameters of the grain structure can significantly influence the strain-
hardening behavior associated with location movements during deformation in friction welding.
Therefore, this variables observation of transient microstructure is important in understanding the
complicated friction welding process, which includes the plastic deformation and dynamic
recrystallization at changed rotational speeds.
Alumina 6061 Al Alloy (a) 6061 Al Alloy (b)
5
Fig.5: Microstructure of the 6061 Al Alloy with (a) deformation at the position 3mm compared with (b) base
metal alloy.
Fig. 6: Microstructure of the 6061 Al Alloy with deformation at the position 1mm for rotational speed (a)
1250rpm, (b) 1800rpm, (c) 2500rpm.
Table 1: XRD results on deformed of 6061Al-Alloys with pure alumina joint at different rotational speed
Fig.7: Microstructure of the 6061 Al Alloy with deformation at the position 0.5mm at rotational speed (a)
1250rpm, (b) 1800rpm, (c) 2500rpm.
Relevant parameters Distance at the 3mm Distance at the 1mm Distance at the 0.5mm
Rotational speeds [rpm] 1250 1800 2500 1250 1800 2500 1250 1800 2500
Crystal system Cubic Cubic Cubic Cubic Cubic Cubic Cubic Cubic Cubic
Density (calculated) [g/cm3] 2.6926 2.6954 2.6928 2.6923 2.6919 2.6956 2.6939 2.6962 2.6914
Crystallite Size [nm] 72.88 51.25 45.96 128.28 143.63 50.14 173.35 93.02 166.17
Lattice parameters(a, b, c)[Å] 4.0524 4.051 4.052 4.0526 4.0528 4.051 4.0517 4.0506 4.0530
14.3µm
13.7µm
14.0µm
12.8µm (b)
Pa1= 46.84µm
(a)
(a) (b)
(a) (b) (c)
(c)

6
Fig. 8: XRD profiles for 6061 aluminum alloy deformation (3mm distance) with ceramic joint at different
rotational speeds.
Fig.9: XRD profiles for 6061 aluminum alloy deformation (1mm distance) with ceramic joint at different
rotational speeds.
Fig.10: XRD profiles for 6061 aluminum alloy deformation (0.5 mm distance) with ceramic joint at different
rotational speeds
35 45 55 65 75 85
Inte
nsi
ty (
arb
.un
it)
2-Theta (Degree)
●Aluminum
Without deformation
1250 rpm deformation
1800 rpm deformation
2500 rpm deformation ●111
●002
●022
●113
●222
35 45 55 65 75 85
Inte
nsi
ty (
arb
-unit
)
2-Theta (Degree)
Without deformation
1250 rpm deformation
1800 rpm deformation
2500 rpm deformation
●Aluminum
●111
●002
●022 ●113
●222
35 45 55 65 75 85
Inte
nsi
ty (
arb-u
nit
)
2-Theta (Degree)
●Aluminum
2500 rpm deformation
1800 rpm deformation
1250 rpm deformation
without deformation
●111
●002
●022 ●113 ●222

7
Conclusion
Aluminium alloy 6061 was suffered a significant deformation when friction welded joint with
alumina, relative to the base metal alloy. The microstructure after joint could be divided into two
regions: an effected deformation zone (DZ) and unaffected zone (UZ). The grains were fine and
equaled dynamically recrystallized near the weld interface and elongated after the affected
deformation zone region. The effect of increasing rotational speed over the friction-welding joint
was that both the temperature gradient and the axial shortening increased as a result of more mass
being transferred out of the welding interface. The XRD data did show that changes in metal alloy
crystallite size, density and lattice parameters occurred over the test distances at different rotational
speeds. The data obtained from the results show more change, indicating the crystallite size was
influenced significantly during the friction welding experiments. The XRD variables observation of
transient microstructure is important in understanding the complicated friction welding process,
which includes the plastic deformation and dynamic recrystallization at changed rotational speeds.
Acknowledgements
This work is supported by the USM-RU-PGRS grant No. 8042035. The authors would also like to
acknowledge the support provided by the Universiti Sains Malaysia Fellowship scheme.
References:
[1] R. Weiss, Sassani, F., Materials Science and Technology 14 (1998) 554-560.
[2] M. Maalekian, Kozeschnik, E., Brantner, H. P., Cerjak, H., Acta Materialia 56 (2008)
2843-2855.
[3] E. Ceretti, Fratini, L., Giardini, C., La Spisa, D., International Journal of Material
Forming 3 1015-1018.
[4] J. Sorina-Müller, Rettenmayr, M., Schneefeld, D., Roder, O., Fried, W., Computational
Materials Science.
[5] M. Maalekian, Kozeschnik, E., Brantner, H. P., Cerjak, H., Metallurgical and Materials
Transactions A 39 (2008) 844-852.
[6] Q. Li, Li, Fuguo, Li, Miaoquan, Fu, Li, Wan, Qiong, Journal of Materials Engineering
and Performance 15 (2006) 627-631.
[7] K.V. Jata, S.L. Semiatin, M. Air Force Research Lab Wright-Patterson Afb Oh, D.
Manufacturing, (2000).
[8] M. Tisza, Physical metallurgy for engineers, Asm Intl, (2001).
[9] R.W. Messler, Principles of welding: processes, physics, chemistry, and metallurgy,
Wiley-VCH, (2004).
[10] D. Huang, Investigation of heterogeneity of FSW Inconel 718 coupled with welding
thermal cycles, Brigham Young University, (2009).
[11] M.N. Ahmad Fauzi, Uday, M. B.,Zuhailawati, H.,Ismail, A. B., Materials & Design 31
(2010) 670-676.
Copyright © 2022 FDOKUMEN