
Effect of additional elements on mechanical properties of a specially constituted Zr-based alloy
7
Materials Science and Engineering A 447 (2007) 167–173 Effect of additional elements on mechanical properties of a specially constituted Zr-based alloy M. Iqbal a,b,∗ , W.S. Sun a , H.F. Zhang a , J.I. Akhter b , Z.Q. Hu a a Shenyang National Laboratory for Materials Science, Institute of Metal Research, Chinese Academy of Sciences, 72 Wenhua Road, Shenyang 110016, PR China b Physics Research Division, Pakistan Institute of Nuclear Science and Technology, P.O. Nilore, Islamabad, Pakistan Received 8 June 2006; received in revised form 4 September 2006; accepted 16 October 2006 Abstract Bulk metallic glasses (BMGs), especially ZrCuAlNi alloys, are important materials due to their very attractive physical and mechanical prop- erties. However, their applications are restricted due to processing limitations and cost effectiveness. Materials scientists are trying to design and synthesize economical BMGs using inexpensive materials with improved properties. In the present study, six alloys having compositions (Zr 0.65 Cu 0.18 Ni 0.09 Al 0.08 ) 100−x M x (where M=Y, Ti, Nb, Er and W and x = 0 and 2 at.%) were synthesized by Cu mould casting using 2–3N pure elements. The base alloy Zr 65 Cu 18 Ni 9 Al 8 was designed following the Inoue’s rules and also adopting the criterion of average valance electrons/atom (e/a ratio = 1.3950) and average atomic size R a = 0.1498 nm. Characterization of alloys was done by XRD, differential scanning calorimetry (DSC) and SEM/EDS. Maximum T x was found to be 129 K for the base alloy. Mechanical properties like Vicker’s microhardness, nanohardness, elastic modulus, density, fracture strength and shear angles were measured. Enhancement in ductility was achieved by adding Ti and Nb. Microstructure of as-cast and heat-treated compression tested samples was evaluated. © 2006 Elsevier B.V. All rights reserved. Keywords: Zr-based bulk amorphous alloys; Mechanical properties; Bulk metallic glasses; Nanohardness; Shear angle; Glass-forming ability; Microalloying 1. Introduction The production of multicomponent bulk metallic glasses (BMGs) with extended supercooled liquid region (T x ) has been the subject of considerable interest because of their promis- ing properties and possible applications as engineering materials [1–4]. However, the production of BMGs has been restricted to thin samples in the form of ribbons, lines, sheets, wires and cylin- ders due to occurrence of crystallization at low cooling rates. Inoue et al. succeeded in finding new multicomponent alloy systems especially Zr-based alloys with lower critical cooling rates 0.1–10 K/s [5] and successfully synthesized bulk ingots, cylindrical rods and pipes of very large sizes [6–8]. Inoue pro- posed three empirical rules for the synthesis of amorphous alloys with low cooling rates [1,5] but these rules were not found sufficient for determining the alloy compositions with the best ∗ Corresponding author. Tel.: +86 24 23971827; fax: +86 24 23992092. E-mail addresses: [email protected] (M. Iqbal), [email protected] (J.I. Akhter). glass-forming ability (GFA) [9]. Later on, a criterion of aver- age conduction electrons per atom (e/a ratio ∼1.4) and constant atomic size R a (∼0.1496 nm) of an alloy was proposed [10–13]. Following this criterion and Inoue’s rules of multicomponent system an alloy having composition Zr 64.5 Ni 15.5 Al 11.5 Cu 8.5 was synthesized by Cu mould casting at low vacuum by Iqbal et al. [14] that showed wide T x and improved GFA. Mechanical properties and mode of fracture are also impor- tant considerations in the case of BMGs. It is well known that BMGs deform mainly by shear fracture with little plasticity before fracture and the fracture surfaces show shear bands. According to Tresca criterion [15], BMGs fracture along the maximum shear stress plane, i.e., at an angle of 45 ◦ . However, deviation from Tresca criterion has been reported with the addition of fifth element in case of Zr-based BMGs [16]. The quaternary alloy reported previously [14] was shown to have fracture strength ∼1988 MPa, which was higher compared to the previous reported alloys. It was also shown that the shear angle was ∼36 ◦ , which is less than that reported for most of the Zr-based alloys. The number and atomic size of constituent elements play a vital role in the production of BMGs. The amor- 0921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2006.10.039
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Effect of additional elements on mechanical properties of a specially constituted Zr-based alloy

A
ea(e(amo©
K
1
(bi[tdIsrcpws
2
0d
Materials Science and Engineering A 447 (2007) 167–173
Effect of additional elements on mechanical properties of a speciallyconstituted Zr-based alloy
M. Iqbal a,b,∗, W.S. Sun a, H.F. Zhang a, J.I. Akhter b, Z.Q. Hu a
a Shenyang National Laboratory for Materials Science, Institute of Metal Research, Chinese Academy of Sciences, 72 Wenhua Road,Shenyang 110016, PR China
b Physics Research Division, Pakistan Institute of Nuclear Science and Technology, P.O. Nilore, Islamabad, Pakistan
Received 8 June 2006; received in revised form 4 September 2006; accepted 16 October 2006
bstract
Bulk metallic glasses (BMGs), especially ZrCuAlNi alloys, are important materials due to their very attractive physical and mechanical prop-rties. However, their applications are restricted due to processing limitations and cost effectiveness. Materials scientists are trying to designnd synthesize economical BMGs using inexpensive materials with improved properties. In the present study, six alloys having compositionsZr0.65Cu0.18Ni0.09Al0.08)100−xMx (where M = Y, Ti, Nb, Er and W and x = 0 and 2 at.%) were synthesized by Cu mould casting using 2–3N purelements. The base alloy Zr65Cu18Ni9Al8 was designed following the Inoue’s rules and also adopting the criterion of average valance electrons/atome/a ratio = 1.3950) and average atomic size Ra = 0.1498 nm. Characterization of alloys was done by XRD, differential scanning calorimetry (DSC)
nd SEM/EDS. Maximum �Tx was found to be 129 K for the base alloy. Mechanical properties like Vicker’s microhardness, nanohardness, elasticodulus, density, fracture strength and shear angles were measured. Enhancement in ductility was achieved by adding Ti and Nb. Microstructuref as-cast and heat-treated compression tested samples was evaluated. 2006 Elsevier B.V. All rights reserved.
llic gl
gaaFss[
tBbAm
eywords: Zr-based bulk amorphous alloys; Mechanical properties; Bulk meta
. Introduction
The production of multicomponent bulk metallic glassesBMGs) with extended supercooled liquid region (�Tx) haseen the subject of considerable interest because of their promis-ng properties and possible applications as engineering materials1–4]. However, the production of BMGs has been restricted tohin samples in the form of ribbons, lines, sheets, wires and cylin-ers due to occurrence of crystallization at low cooling rates.noue et al. succeeded in finding new multicomponent alloyystems especially Zr-based alloys with lower critical coolingates 0.1–10 K/s [5] and successfully synthesized bulk ingots,ylindrical rods and pipes of very large sizes [6–8]. Inoue pro-
osed three empirical rules for the synthesis of amorphous alloysith low cooling rates [1,5] but these rules were not foundufficient for determining the alloy compositions with the best
∗ Corresponding author. Tel.: +86 24 23971827; fax: +86 24 23992092.E-mail addresses: [email protected] (M. Iqbal),
[email protected] (J.I. Akhter).
daqftate
921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2006.10.039
asses; Nanohardness; Shear angle; Glass-forming ability; Microalloying
lass-forming ability (GFA) [9]. Later on, a criterion of aver-ge conduction electrons per atom (e/a ratio ∼1.4) and constanttomic size Ra (∼0.1496 nm) of an alloy was proposed [10–13].ollowing this criterion and Inoue’s rules of multicomponentystem an alloy having composition Zr64.5Ni15.5Al11.5Cu8.5 wasynthesized by Cu mould casting at low vacuum by Iqbal et al.14] that showed wide �Tx and improved GFA.
Mechanical properties and mode of fracture are also impor-ant considerations in the case of BMGs. It is well known thatMGs deform mainly by shear fracture with little plasticityefore fracture and the fracture surfaces show shear bands.ccording to Tresca criterion [15], BMGs fracture along theaximum shear stress plane, i.e., at an angle of 45◦. However,
eviation from Tresca criterion has been reported with theddition of fifth element in case of Zr-based BMGs [16]. Theuaternary alloy reported previously [14] was shown to haveracture strength ∼1988 MPa, which was higher compared to
he previous reported alloys. It was also shown that the shearngle was ∼36◦, which is less than that reported for most ofhe Zr-based alloys. The number and atomic size of constituentlements play a vital role in the production of BMGs. The amor-
1 nd En
parlwtriopopiRitdcRoWZ
2
Aatn4WaYtacpiaSXtasDantm15Csats
rD
3
wtacdpacrIthermal stability, high temperature DSC was performed at aheating rate of 20 K/min and results are shown in Fig. 2(a).Thermal parameters were derived from DSC curves and resultsare summarized in Table 1. It shows thermal parameters like
68 M. Iqbal et al. / Materials Science a
hous systems have at least one alloying element with smalltomic size and at least one alloying element with large atomicadius relative to base element [17]. Elements with atomic sizearger than 0.16 nm (like Y, Er, Sc, Hf, etc.) and small atomsith atomic size less than 0.12 nm (like B, Si, C, O, etc.) affect
he thermal and mechanical properties of materials. Manyesearchers have investigated the effect of additional elementsn BMGs especially in Zr-based alloys and explained the rolef minor alloying addition [9,18–21]. It has been reported thatroper microalloying of appropriate concentration (≤2 at.%)f a suitable element enhances the mechanical and thermalroperties of BMGs. The beneficial effects of microalloyingn Zr-based BMGs have also been demonstrated [19–21].ecently, Iqbal et al. [22] reported that addition of 2 at.% Er
mproved mechanical properties of Zr–Cu–Ni–Al alloy, but thehermal properties were reduced slightly. The composition ofifferent constituents was chosen so that criterion of averageonduction electrons per atom e/a ∼1.4 and constant atomic sizea ∼0.15 nm [10,13] was fulfilled. The present study is carriedut to investigate the effect of 2 at.% addition of Y, Ti, Nb and
on the thermal and mechanical properties of a base alloyr65Cu18Ni9Al8.
. Experimental
The alloy buttons of compositions (Zr0.65Cu0.18Ni0.09l0.08)100−xMx (where M = Y, Ti, Nb, Er and W, where x = 0
nd 2 at.%), were first prepared by melting atleast four time,he mixtures of 2–3N pure elements in a Ti gettered arc fur-ace under inert atmosphere of high purity Ar at a pressure of.5 × 10−4 Pa. Bulk materials were used for preparation while
was added in the form of thin wires of ∼1 cm length. Thelloys1–6 represent base alloy and those with 2 at.% addition of, Ti, Nb, Er and W, respectively. The base alloy was designed
o have conduction electron/atom (e/a ratio = 1.395) and aver-ge atomic size Ra = 0.1498 nm of the alloy. The metals wereleaned ultrasonically in ethanol before melting. Bulk sam-les of all the alloys with 3–5 mm diameter and 50–70 mmn length were synthesized in an induction furnace under Artmosphere by Cu mould casting using vacuum 1–2 × 10−3 Pa.heets of 60 mm × 5 mm × 2.5 mm were also synthesized. ForRD, D/Max-2500 Rigaku diffractometer using Cu K�1 radia-
ion (λ = 1.54056 A) was used to characterize the structure of thelloys. In order to evaluate the thermal parameters, differentialcanning calorimetry (DSC) was performed using NETZSCHSC 404C apparatus at heating rate of 20 K/min under Ar
tmosphere. Vicker’s microhardness was measured by hard-ess testing machine MVK-H3 Mitutoya and average of eighto ten readings was taken. MTS Nanoindenter XP was used to
easure the nanohardness of all as-cast alloys under a load of0 mN. Heat treatments of samples were performed at 440 and50 ◦C for 20 min using quartz capsules under inert atmosphere.ompression tests were applied under uniaxial compressive qua-
istatic loading at constant strain (ε) rate of 4.2 × 10−4 s−1 forll the alloys using cylindrical samples with aspect ratio 2. Frac-ured surfaces of compression tested samples were examined incanning electron microscope (SEM). Microanalysis was car-
F2
gineering A 447 (2007) 167–173
ied out by EDS (energy dispersive system) attached with SEM.ensity was measured by Archimedes principle.
. Results and discussion
XRD patterns of as-cast samples with a diameter of 3 mmere recorded and results are shown in Fig. 1(a). It is clear
hat alloys1–5 with a diameter of 3 mm have a broad bandnd contain no Braggs diffraction peaks while alloy6 has fewrystalline peaks. This indicates that alloys1–5 with 3 mmiameter are amorphous, while alloy6 has some crystallinehase. XRD patterns of 5 mm samples showed that alloy1, 2nd 4 are amorphous as shown in Fig. 1(b) while alloy3, 5 and 6ontain crystalline phases. Polished samples examined in SEMevealed featureless surface of alloys1–5 with diameter 3 mm.n order to measure the thermal parameters and to determine
ig. 1. XRD patterns of alloys1–6 having diameter 3 mm (a) and XRD of alloy1,and 4 with diameter 5 mm (b).

M. Iqbal et al. / Materials Science and Engineering A 447 (2007) 167–173 169
Table 1Thermal parameters of alloys under study
Alloy Tg (K) Tx (K) Tp (K) �Tx (Tx − Tg) (K) Tm (K) Tl (K) Trg (Tg/Tm) Trg (Tg/Tl) γ = Tx/(Tg + Tl)
Alloy1 (base) 612 741 748.7 129 1103 1123 0.5548 0.5449 0.4270Alloy2 (Y2%) 603 688.5 704.5 85.5 1062 1104 0.5677 0.5461 0.4033Alloy3 (Ti2%) 616 735.4 744.1 119.4 1063.8 1100 0.5790 0.560 0.4285AAA
gpmgRaw8c
F(
ZtF�
Mt
lloy4 (Nb2%) 616 737 753 121lloy5 (Er2%) 611 730 735.4 119lloy6 (W2%) 616 719 726.4 103
lass transition temperature Tg, crystallization temperature Tx,eak temperature Tp, supercooled liquid region �Tx (Tx − Tg),elting temperature Tm and liquid temperature Tl and reduced
lass transition temperature Trg of six alloys under study.educed glass transition temperatures Trg (Tg/Tm and Tg/Tl)nd γ parameter Tx/(Tg + Tl) were also calculated. Highest �Tx
as found to be 129 K for the base alloy. For alloy2, it reduces to5.5 K because Y addition reduces all thermal parameters espe-ially Tg, Tp, Tm and Tx. This observation is in agreement withig. 2. (a) High temperature DSC plots performed at heating rate of 20 K/min.b) Low temperature DSC plot at heating rate of 10 K/min.
aaascigTihTqvaγ
bTt
Ttimamatawa
TD
A
AAAAAA
1100.2 1116.2 0.5599 0.5518 0.42541077 1107 0.5673 0.5519 0.42491101 1124 0.5595 0.5480 0.4132
hang et al. [23]. A decrease in �Tx was observed for the addi-ion of 2 at.% Y, while Zhang observed decrease above 2 at.% Y.or alloy3 and 5, �Tx was found to be ∼119 K while alloy4 hadTx ∼ 121 K. Addition of W reduces supercooled liquid region.aximum value of Trg and γ were found to be for the alloy3
hat contains Ti. The best thermal parameters are found for thelloy1. Low temperature DSC was conducted for all the alloyst heating rate of 10 K/min to confirm the thermal parametersnd results are plotted in Fig. 2(b). The parameters are almostame as deduced from the high temperature DSC. However, inase of alloy3 and 4 double crystallization reaction is revealedn DSC conducted at low heating rate. The GFA of BMGs isenerally discussed in terms of �Tx, Trg and γ . The value ofrg in the present study ranges between 0.5449 and 5600, which
s close to the value of 0.562 reported for Zr65Al7.5Cu17.5Ni10aving composition close to the present base alloy [24,25].he thermal parameters Tg, Tx and Tl used to calculate theseuantities are, to some extent, heating rate dependent. Theariation in the parameter γ has been reported to be within 5%s the heating rate varied from 10 to 40 K/min [26]. The value ofvaries in the range of 0.4033–0.4285, which is comparable or
etter than the value reported for Zr65Al7.5Cu17.5Ni10 [13,24].herefore, considering γ as GFA parameter, the base alloy and
he alloys containing Ti, Nb and Er show very good GFA.Density of the alloys was measured and results are given in
able 2. Densities of arc melted ingots were found to be higherhan induction melted ingots due to difference of structure asnduction melted ingots of alloys1–5 are amorphous while arc
elted ingots are crystalline. Samples with crystalline phaseslways have higher density [14]. Alloy6, containing W hasaximum density. The results of density measurements are in
greement with other studies [10–13]. Vicker’s hardness HV of
he as cast and heat-treated samples was measured and resultsre summarized in Table 3. Vicker’s hardness of the as-cast alloyas found to be 385. Additives enhanced the hardness while Wddition has maximum effect on hardness, i.e., 12% increase
able 2ensity “ρ” in g/cm3 of arc and induction melted ingots of alloys under study
lloy ρ1, arc melted ρ2, induction melted ρ1 − ρ2
lloy1 6.878 6.834 0.044lloy2 6.864 6.810 0.054lloy3 6.880 6.839 0.041lloy4 6.932 6.850 0.082lloy5 6.920 6.872 0.048lloy6 7.099 7.060 0.039
170 M. Iqbal et al. / Materials Science and Engineering A 447 (2007) 167–173
Table 3Vicker’s hardness HV of as-cast and heat-treated Zr-based alloys under study
Alloy As-cast 440 ◦C 550 ◦C Increase in HV for550 ◦C (in %)
Alloy1 385 606 615 59.7Alloy2 400.6 581 677 68.8Alloy3 407.7 614 667 63.5Alloy4 419.9 509 557 32.6Alloy5 400.0 517 695 73.8Alloy6 431.1 562 544 26.2
Fo
caAVtihpm96tsa
si
detirwfatIaFsw6swrs
mTFr
TM
A
AAAAAA
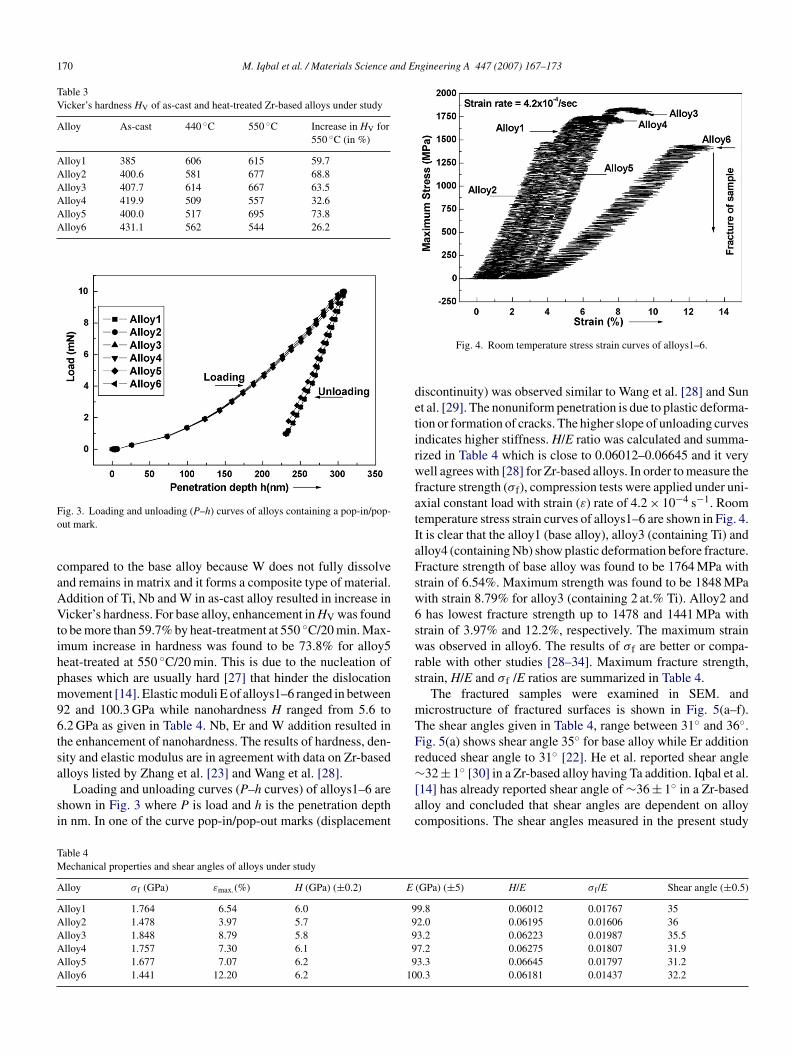
ig. 3. Loading and unloading (P–h) curves of alloys containing a pop-in/pop-ut mark.
ompared to the base alloy because W does not fully dissolvend remains in matrix and it forms a composite type of material.ddition of Ti, Nb and W in as-cast alloy resulted in increase inicker’s hardness. For base alloy, enhancement in HV was found
o be more than 59.7% by heat-treatment at 550 ◦C/20 min. Max-mum increase in hardness was found to be 73.8% for alloy5eat-treated at 550 ◦C/20 min. This is due to the nucleation ofhases which are usually hard [27] that hinder the dislocationovement [14]. Elastic moduli E of alloys1–6 ranged in between
2 and 100.3 GPa while nanohardness H ranged from 5.6 to.2 GPa as given in Table 4. Nb, Er and W addition resulted inhe enhancement of nanohardness. The results of hardness, den-ity and elastic modulus are in agreement with data on Zr-based
lloys listed by Zhang et al. [23] and Wang et al. [28].Loading and unloading curves (P–h curves) of alloys1–6 arehown in Fig. 3 where P is load and h is the penetration depthn nm. In one of the curve pop-in/pop-out marks (displacement
∼[ac
able 4echanical properties and shear angles of alloys under study
lloy σf (GPa) εmax.(%) H (GPa) (±0.2) E
lloy1 1.764 6.54 6.0 9lloy2 1.478 3.97 5.7 9lloy3 1.848 8.79 5.8 9lloy4 1.757 7.30 6.1 9lloy5 1.677 7.07 6.2 9lloy6 1.441 12.20 6.2 10
Fig. 4. Room temperature stress strain curves of alloys1–6.
iscontinuity) was observed similar to Wang et al. [28] and Sunt al. [29]. The nonuniform penetration is due to plastic deforma-ion or formation of cracks. The higher slope of unloading curvesndicates higher stiffness. H/E ratio was calculated and summa-ized in Table 4 which is close to 0.06012–0.06645 and it veryell agrees with [28] for Zr-based alloys. In order to measure the
racture strength (σf), compression tests were applied under uni-xial constant load with strain (ε) rate of 4.2 × 10−4 s−1. Roomemperature stress strain curves of alloys1–6 are shown in Fig. 4.t is clear that the alloy1 (base alloy), alloy3 (containing Ti) andlloy4 (containing Nb) show plastic deformation before fracture.racture strength of base alloy was found to be 1764 MPa withtrain of 6.54%. Maximum strength was found to be 1848 MPaith strain 8.79% for alloy3 (containing 2 at.% Ti). Alloy2 andhas lowest fracture strength up to 1478 and 1441 MPa with
train of 3.97% and 12.2%, respectively. The maximum strainas observed in alloy6. The results of σf are better or compa-
able with other studies [28–34]. Maximum fracture strength,train, H/E and σf /E ratios are summarized in Table 4.
The fractured samples were examined in SEM. andicrostructure of fractured surfaces is shown in Fig. 5(a–f).he shear angles given in Table 4, range between 31◦ and 36◦.ig. 5(a) shows shear angle 35◦ for base alloy while Er additioneduced shear angle to 31◦ [22]. He et al. reported shear angle32 ± 1◦ [30] in a Zr-based alloy having Ta addition. Iqbal et al.
14] has already reported shear angle of ∼36 ± 1◦ in a Zr-basedlloy and concluded that shear angles are dependent on alloyompositions. The shear angles measured in the present study
(GPa) (±5) H/E σf/E Shear angle (±0.5)
9.8 0.06012 0.01767 352.0 0.06195 0.01606 363.2 0.06223 0.01987 35.57.2 0.06275 0.01807 31.93.3 0.06645 0.01797 31.20.3 0.06181 0.01437 32.2

M. Iqbal et al. / Materials Science and Engineering A 447 (2007) 167–173 171
F e alloa and d
aHsoatgswdscItfptoa
sb
twafa4bocFoo
ig. 5. Fracture studies of alloys under study showing shear angle of 35◦ in baslloy4 (c), spherical and elongated liquid droplets in alloy5 (d), shear bands (e)
re lower or comparable to those listed by Zhang et al. [16] ande et al. [30] for Zr-based alloys. Extensive veins patterns, as
hown in Fig. 5(b), were observed in compression tested samplesf all alloys as already reported elsewhere [14,31–34]. The shapend size of veins were found to be different in the alloys from areao area (within the same sample). In alloy containing Nb rectan-ular shaped veins like basket weave structure were observed ashown in Fig. 5(c). Liquid droplets of different shapes and sizesithin the veins were also observed as shown in Fig. 5(b and). There are intersecting, parallel and branched shear bands ashown in Fig. 5(e). In addition to veins patterns, dimples indi-ating ductile fracture as shown in Fig. 5(f) were also observed.n case of BMGs, strain localization and shear band propaga-ion are particularly problematic under tensile stress states whereailure may occur along a single shear plane with very limited
lastic deformation [4]. In order for BMGs to be used in struc-ural applications, failure due to the formation and propagationf a single dominant shear band must be prevented. The dimplesnd droplets observed in the present alloys are indicative of thelfat
y (a), veins patterns/liquid droplets in base alloy (b), basket weave structure inimples indicating ductile fracture in base alloy (f).
ignificant material softening and viscous flow within the shearand.
Compression tests were also conducted on samples heat-reated at 440 ◦C/20 min and microstructure of fractured surfacesas found to be different compared to the as-cast fractured
lloys. The secondary electron images (SEI) of the fracture sur-aces of heat-treated samples are shown in Fig. 6(a–f). Shearngle of 39◦ was observed for the base alloy heat-treated at40 ◦C, as shown in Fig. 6(a). For other alloys, the fracture wasrittle and no shear angle was possible to measure. Density/sizef veins and liquid droplets varied in heat-treated samples asompared to as-cast fractured samples as shown in Fig. 6(b).ig. 6(c) indicates the branched and intersecting shear bandsbserved in the heat-treated sample of alloy1. Flat facets werebserved in heat-treated samples as shown in Fig. 6(d) simi-
ar to those reported by Das et al. [32]. Fracture surface in theorm of parallel stair like steps was observed in heat-treatedlloy3 as shown in Fig. 6(e). The fracture was intergranular inhe heat-treated base alloy as shown in Fig. 6(f).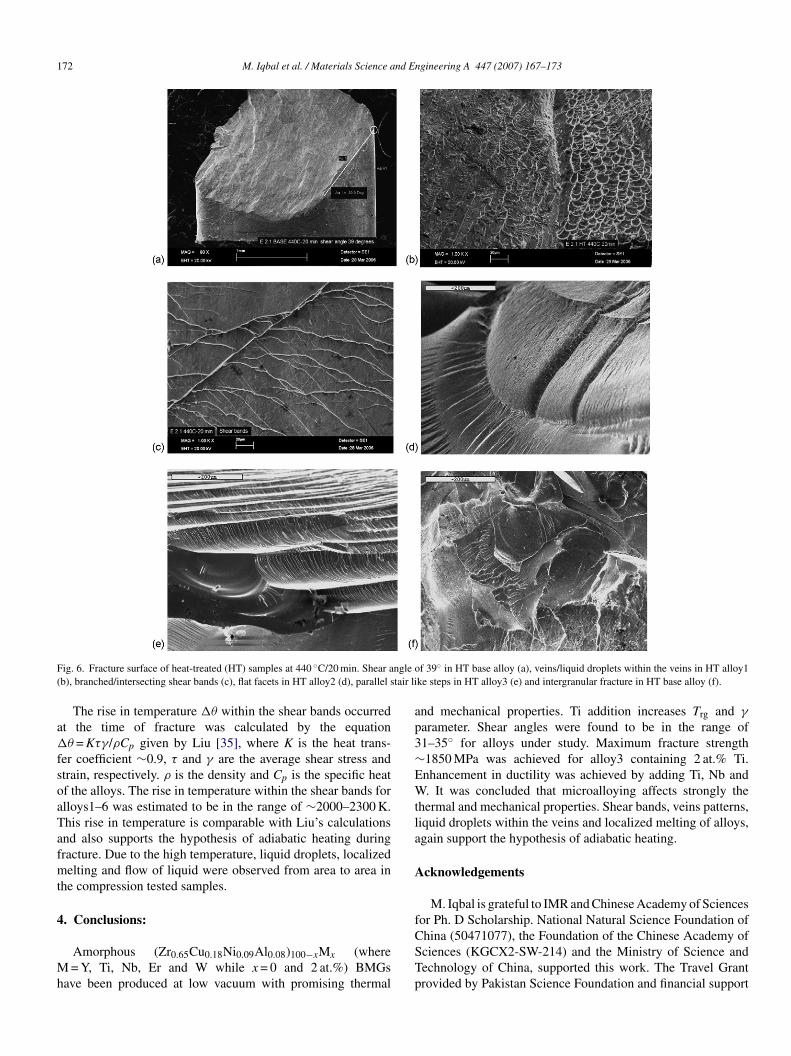
172 M. Iqbal et al. / Materials Science and Engineering A 447 (2007) 167–173
F ngle o( tair li
a�
fsoaTafmt
4
Mh
ap3∼EWtla
A
f
ig. 6. Fracture surface of heat-treated (HT) samples at 440 ◦C/20 min. Shear ab), branched/intersecting shear bands (c), flat facets in HT alloy2 (d), parallel s
The rise in temperature �θ within the shear bands occurredt the time of fracture was calculated by the equationθ = Kτγ/ρCp given by Liu [35], where K is the heat trans-
er coefficient ∼0.9, τ and γ are the average shear stress andtrain, respectively. ρ is the density and Cp is the specific heatf the alloys. The rise in temperature within the shear bands forlloys1–6 was estimated to be in the range of ∼2000–2300 K.his rise in temperature is comparable with Liu’s calculationsnd also supports the hypothesis of adiabatic heating duringracture. Due to the high temperature, liquid droplets, localizedelting and flow of liquid were observed from area to area in
he compression tested samples.
. Conclusions:
Amorphous (Zr0.65Cu0.18Ni0.09Al0.08)100−xMx (where= Y, Ti, Nb, Er and W while x = 0 and 2 at.%) BMGs
ave been produced at low vacuum with promising thermal
CSTp
f 39◦ in HT base alloy (a), veins/liquid droplets within the veins in HT alloy1ke steps in HT alloy3 (e) and intergranular fracture in HT base alloy (f).
nd mechanical properties. Ti addition increases Trg and γ
arameter. Shear angles were found to be in the range of1–35◦ for alloys under study. Maximum fracture strength1850 MPa was achieved for alloy3 containing 2 at.% Ti.nhancement in ductility was achieved by adding Ti, Nb and. It was concluded that microalloying affects strongly the
hermal and mechanical properties. Shear bands, veins patterns,iquid droplets within the veins and localized melting of alloys,gain support the hypothesis of adiabatic heating.
cknowledgements
M. Iqbal is grateful to IMR and Chinese Academy of Sciencesor Ph. D Scholarship. National Natural Science Foundation of
hina (50471077), the Foundation of the Chinese Academy ofciences (KGCX2-SW-214) and the Ministry of Science andechnology of China, supported this work. The Travel Grantrovided by Pakistan Science Foundation and financial support
e and
bnaDc
R
[[
[[
[
[[
[[[[[
[
[
[[[[[[
[
[
[
[
M. Iqbal et al. / Materials Scienc
y PAEC to present this work at Engineering Conference Inter-ational (ECI) March 23–28, 2006, Beijing, China is highlyppreciated. Thanks are due to Prof. J.Z. Zhao, Prof. W. Wei,r. N.M. Butt, Dr. M.A. Shaikh, M. Ahmad and G. Ali for good
o-operation and help.
eferences
[1] A. Inoue, Acta Mater. 48 (2000) 279.[2] A. Inoue, In Proc. Jpn. Acad. 81-B (2005) 156.[3] W.L. Johnson, Mater. Res. Bull. Oct. (1999) 42.[4] M. Telford, Mater. Today 7 (2004) 36.[5] A. Inoue, Mater. Sci. Eng. A 267 (1999) 171.[6] N. Nishiyama, A. Inoue, Appl. Phys. Lett. 80 (2002) 568.[7] A. Inoue, A. Takeuchi, Mater. Sci. Eng. A 375-377 (2004) 16.[8] A. Inoue, T. Zhang, Mater. Trans. JIM 37 (1996) 185.[9] C.T. Liu, Z.P. Lu, Intermetallics 13 (2005) 415.10] W. Chen, Y. Wang, J. Qiang, C. Dong, Acta Mater. 51 (2003) 1899.11] Y.M. Wang, W.P. Xu, J.B. Qiang, C.H. Wong, C.H. Shek, C. Dong, Mater.
Sci. Eng. A 375-377 (2004) 411.12] C.H. Shek, Y.M. Wang, C. Dong, Mater. Sci. Eng. A291 (2000) 78.13] C. Dong, Y. Wang, J. Qiang, D. Wang, W. Chen, C.H. Shek, Mater. Trans.
45 (2004) 1177.
14] M. Iqbal, J.I. Akhter, W.S. Sun, H.F. Zhang, Z.Q. Hu, J. Alloy. Comp. 422(2006) 218.15] P.E. Donovan, Acta Metall. 37 (1989) 445.16] Z.F. Zhang, G. He, J. Eckert, L. Schultz, Phys. Rev. Lett. 91 (2003)]
045505-1.
[
[
Engineering A 447 (2007) 167–173 173
17] O.N. Senkov, D.B. Miracle, Mater. Res. Bull. 30 (2001) 2183.18] A. Inoue, T. Shibata, T. Zhang, Mater. Trans. JIM 36 (1995) 1420.19] Z.P. Lu, C.T. Liu, J. Mater. Sci. 39 (2004) 3965.20] C. Fan, H. Choo, P.K. Liaw, Scripta Mater. 53 (2005) 1407.21] M. Iqbal, J.I. Akhter, W.S. Sun, J.Z. Zhao, M. Ahmad, W. Wei, Z.Q. Hu,
H.F. Zhang, Mater. Lett. 60 (2006) 662.22] M. Iqbal, Z.Q. Hu, H.F. Zhang, W.S. Sun, J.I. Akhter, J. Non-Cryst. Solids
352 (2006) 3290.23] Y. Zhang, M.X. Pan, D.Q. Zhao, R.J. Wang, W.H. Wang, Mater. Trans. JIM
41 (2000) 1410.24] Z.P. Lu, C.T. Lu, Acta Mater. 50 (2002) 3501.25] A.H. Cai, G.X. Sun, Y. Pan, Mater. Des. 27 (2006) 479.26] Z.P. Lu, C.T. Liu, Phys. Rev. Lett. 91 (2003) 115505-1.27] Y. Wang, C. Wang, X. Pan, C. Dong, Mater. Lett. 59 (2005) 2574.28] J.G. Wang, B.W. Choi, T.G. Nieh, C.T. Liu, J. Mater. Res. 15 (2000) 798.29] Y.F. Sun, T.L. Cheung, Y.R. Wang, C.H. Shek, W.H. Li, B.C. Wei, Mater.
Sci. Eng. A 398 (2005) 22.30] G. He, Z.F. Zhang, W. Loser, J. Eckert, L. Schultz, Acta Mater. 51 (2003)
2383.31] W. Loser, J. Das, A. Guth, H.-J. Klauß, C. Mickel, U. Kuhn, J. Eckert, S.K.
Roy, L. Schultz, Intermetallics 12 (2004) 1153.32] K. Das, A. Bandyopadhyay, Y.M. Gupta, Mater. Sci. Eng. A 394 (2005)
302.33] X.D. Hui, H.C. Kou, J.P. He, Y.L. Wang, W. Dong, G.L. Chen, Intermetallics
10 (2002) 1065.34] U. Kuhn, J. Eckert, N. Mattern, L. Schultz, Mater Sci. Eng. A 375–377
(2004) 322.35] L.F. Liu, L.H. Dai, Y.L. Bai, B.C. Wei, J. Non-Cryst. Solids 351 (2005)
3259.




















