
Dr. Medhavi Sharma 1.pdf - mgumst
23
. 1
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Dr. Medhavi Sharma 1.pdf - mgumst

.
1

.
2

.
3
Veneer preparation kit
Depth cuttersLVS 1-.3MMLVS 2- .5MM
Two grit diamond burs
Torpedo bur
.
4
.
5
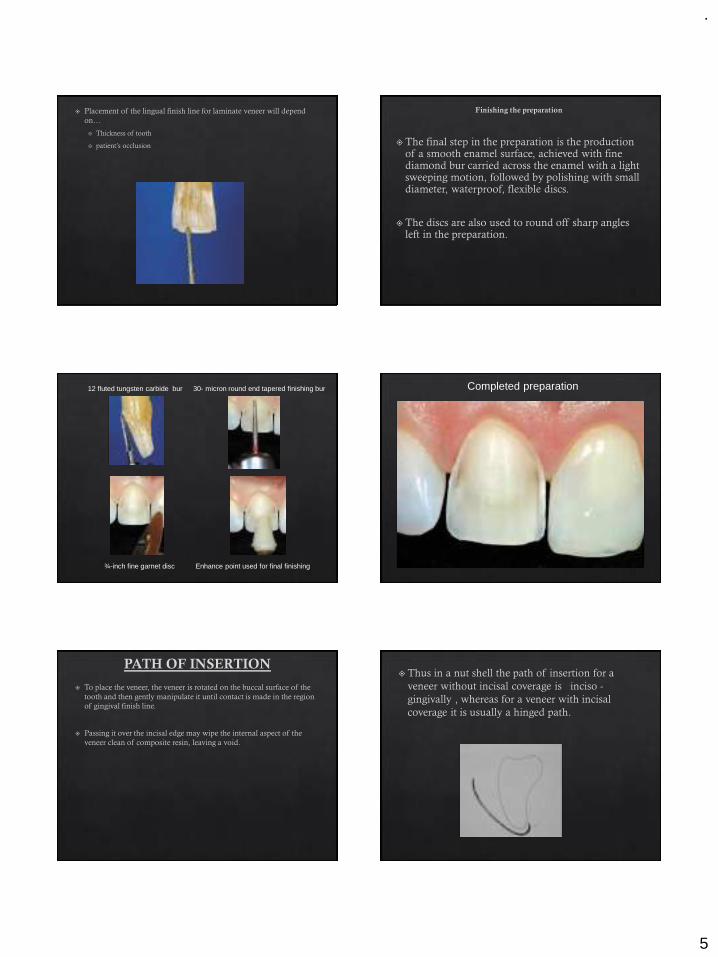
12 fluted tungsten carbide bur 30- micron round end tapered finishing bur
¾-inch fine garnet disc Enhance point used for final finishing
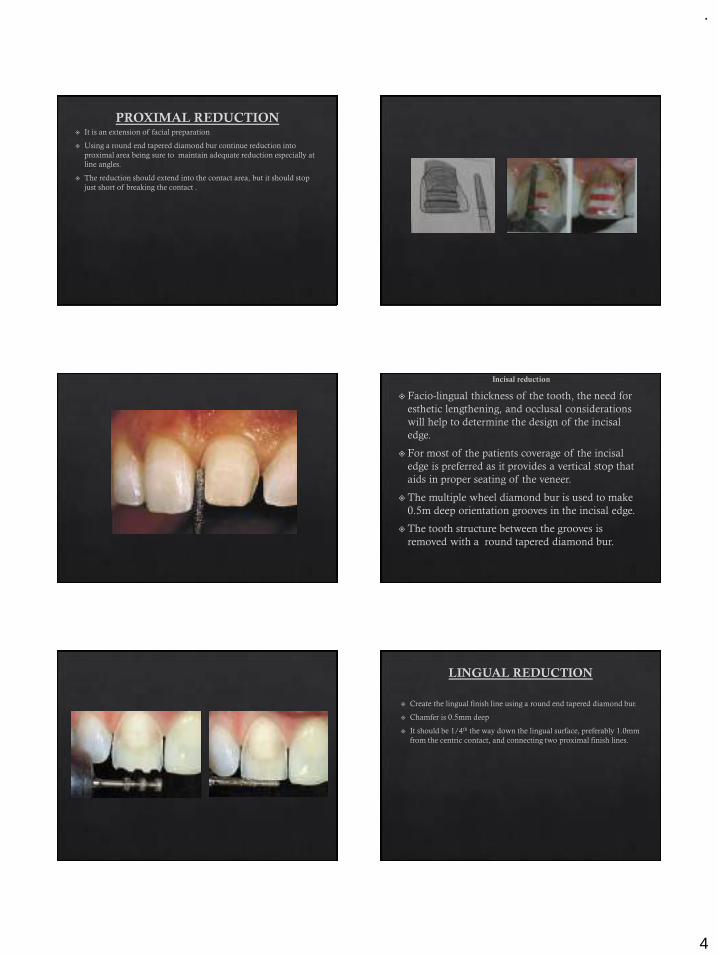
Completed preparation

.
6
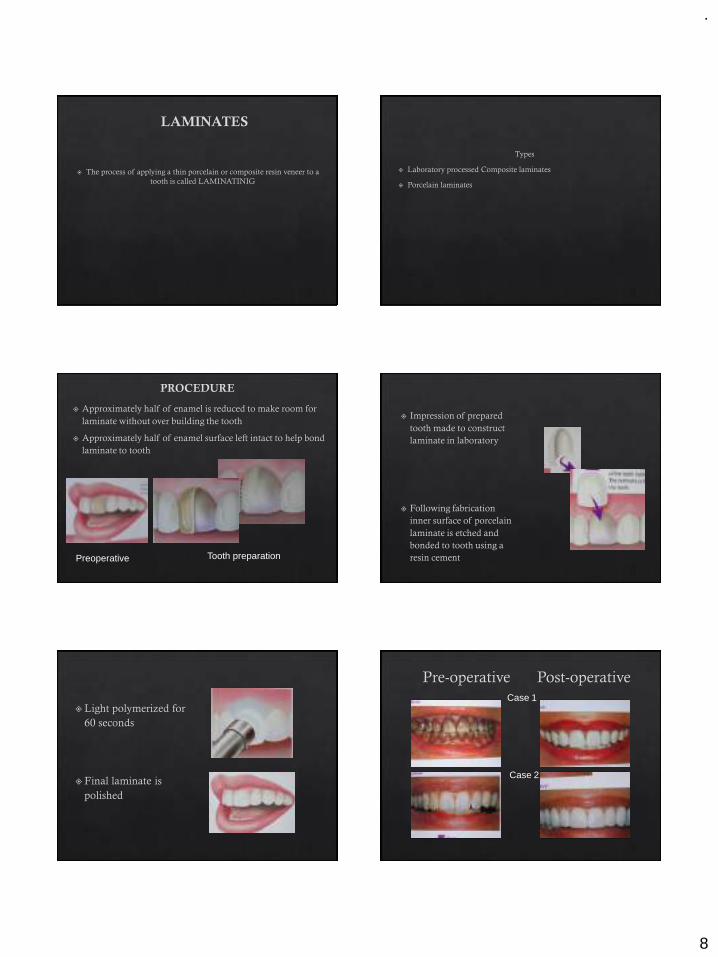
Preoperative
Postoperative
Preoperative Tooth preparation
Before polishing After polishing

.
7
.
8
Preoperative Tooth preparation
Case 1
Case 2
.
9
.
10
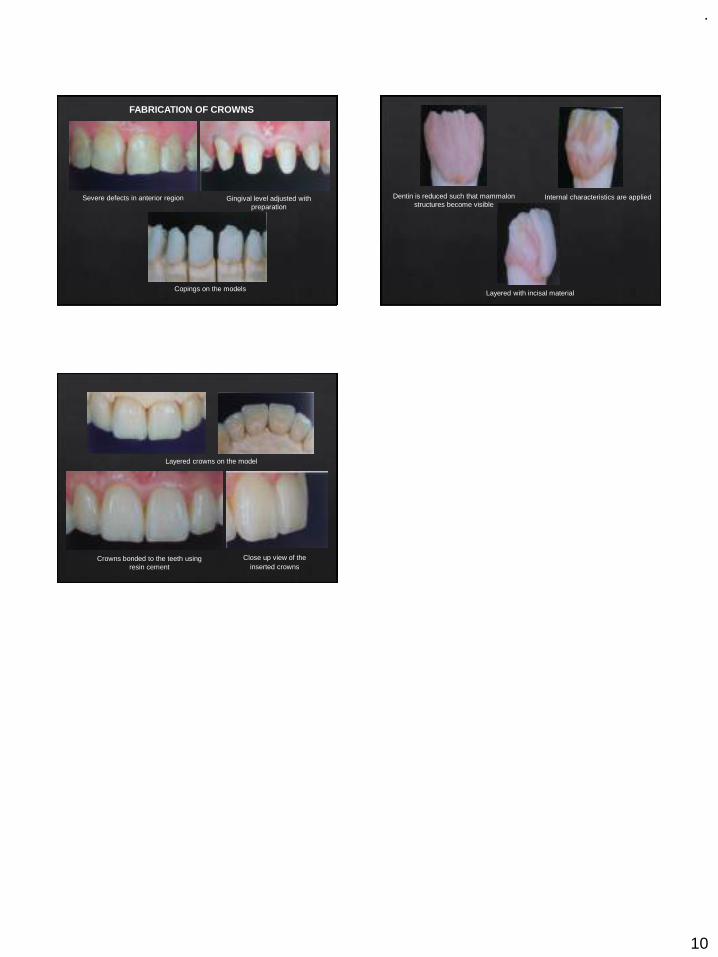
Severe defects in anterior region Gingival level adjusted with preparation
Copings on the models
FABRICATION OF CROWNS
Dentin is reduced such that mammalon structures become visible
Internal characteristics are applied
Layered with incisal material
Layered crowns on the model
Crowns bonded to the teeth using resin cement
Close up view of the inserted crowns
•.
•1
• DR.MEDHAVI SHARMA
• DEPARTMENT OF CONSERVATIVE DENTISTRY AND ENDODONTICS
Introduction
The dental profession has used precision-typecastings for the most part of century. Using thelost wax technique, Taggart in 1907developed a process for making castings usedin restoration of prepared teeth. Since theprocess did not take into account all thedimensional changes associated with thecasting technique, the resultant product didexhibit some problems in terms of dimensionalaccuracy.
Definition
Casting is a fabrication process whereby a totally moltenmetal is poured into a mold cavity having a desired shape ;upon solidification, the metal assumes the shape of themold.
Classification of Dental Casting Alloys
Alloy Type Total noble metal contentHigh noble metal contains≥40 wt% Au and ≥60 wt% of
the noble metal elements (Au+Ir+Os+Pt+Rh+Ru )
Noble metal Contains ≥25 wt% of the noble metal
elements
Predominantly base metal Contains <25 wt% of the noble metal elements
Journal of American Dental Association (1984)
Classification of Alloys for All Metal Restorations , Metal Ceramic Restorations, and Frameworks for Removable Partial Dentures
Alloy Type All Metal Metal Ceramic Removable Partial Dentures
High Noble Au-Ag-Cu-Pd
Metal Ceramic alloys
Au-Pt-Pd
Au-Pd-Ag(5-12 wt% Ag)
Au-Pd (no Ag)
Au-Ag-Cu-Pd
Noble Ag-Pd-Au-Cu
Ag-Pd
Metal Ceramic alloys
Pd-Au (no Ag)
Pd-Au-Ag
Pd-Ag
Pd-Cu
Pd-Co
Pd-Ga-Ag
Ag-Pd-Au-Cu
Ag-Pd
Base Metal Pure Ti
Ti-Al-V
Ni-Cr-Mo-Be
Ni-Cr-Mo
Co-Cr-W
Al bronze
Pure Ti
Ti-Al-V
Ni-Cr-Mo-Be
Ni-Cr-Mo
Co-Cr-W
Pure Ti
Ti-Al-V
Ni-Cr-Mo-Be
Ni-Cr-Mo
Co-Cr-W
Phillips’; Science of dental material ; 10th edition
Classification Of Traditional Casting Alloys
TYPE HARDNESS USE
I Soft Single Surfaces
II Medium Inlays/Onlays
III Hard Crowns/Bridges
IV Extra Bridges & partial dentures
JADA, Leinfelder ;1997;128;37-45

•.
•2
Casting Shrinkage
Most metals & alloys, including gold & noble metalalloys, shrink when they change from the liquid to thesolid state.Shrinkage occurs in 3 stages:
• The thermal contraction of the liquid metal betweenthe temperature to which it is heated and the liquidustemperature.
• The contraction of metal inherent in its change fromliquid to the solid state.
• The thermal contraction of the solid metal that occursdown the room temperature.
Phillips’; Science of dental material ; 10th edition
COMPENSATION FOR SHRINKAGE
• Setting or Hygroscopic expansion of investment material: Hygroscopic low heat technique
• Thermal expansion of investment: High heat thermal expansion technique
Hygroscopic low heat technique
Obtains its compensation expansion from 3 sources:1. The 37˚C water bath expands the wax pattern
2. The warm water entering the investment mold from the top adds some hygroscopic expansion
3. The thermal expansion at 500˚C provides the needed thermal expansion.
Because of the potential for reduced venting, back pressure porosity is a greater hazard in this technique than the high heat technique, since the investments generally employed with this technique may be more dense.
High heat thermal Expansion
• Obtain its compensation expansion almost entirely by burn-out.
• Additional expansion results from the slight heating of gypsum investments on setting, thus expanding the wax pattern, & the water entering the investment from the wet liner, which adds a small amount of hygroscopic expansion to the normal setting expansion.
INVESTMENT MATERIALS
◼ Gypsum Bonded Investments
◼ Phosphate Bonded Investments
◼ Ethyl Silicate Bonded Investments
Phillips’; Science of dental material ; 10th edition
Gypsum Based Investments
The gypsum based investments have traditionally been used for casting of gold alloy inlays, onlays, crowns and fixed partial dentures.Main Constituents:- a - hemihydrate of gypsum and quartz which serves as a binder and gives strength to the investment.Gypsum shrinks at a temperature range between 200 and 400˚C, it slightly expands between 400 and 700˚C and than it undergoes significant shrinkage beyond 700˚C. Because of this property, the gypsum should not be heated beyond 700˚C. In order to compensate for this shrinkage (which could cause the pattern void to expand) the pure gypsum moulds are significantly undersized.Silica is added to provide a refractory component. If silica is added to the investment, this shrinkage can be reduced or even turned into expansion.
Phillips’; Science of dental material ; 10th edition

•.
•3
Phosphate Bonded Investments
The spread of use of phosphate based investment is caused byan increase in use of metal ceramic prosthesis, which requirehigher melting temperatures than gold alloys.
The investment consists also of binders and refractory filler,which are the same as for the gypsum based investments.However, the binder in this case is magnesium oxide and amonoammonium phosphate. Carbon is also often added to theinvestment in order to help to produce a clean casting and toencourage easier divesting of the casting from the mould.Differently to the gypsum based investments, these investmentin practice do not show signs of setting shrinkage, but rather ofslight expansion.
Phillips’; Science of dental material ; 10th edition
Ethyl Silicate Bonded Investments
• Used in construction of high-fusing base metal partial denture alloys.
• Binder is Silica gel which reverts to silica on heating.
• This type of investment can be heated to 1090˚C -1180˚C & is compatible with higher
fusing alloys.
CASTING- LOST WAX PROCEDURE
The process involves producing a metal casting using a refractory mould made from a wax replica pattern.The steps involved in the process or the lost wax casting are:
· Create a wax pattern of the missing tooth / rim· Sprue the wax pattern· Invest the wax pattern· Eliminate the wax pattern by burning it (inside the furnace or
in hot water) .This will create a mould.· Force molten metal into the mould - casting.· Clean the cast.· Remove sprue from the cast· Finish and polish the casting on the die.
:SPRUE:
A sprue is the channel in a refractory investment mold through which molten metal flows.
Figure 1 – Spherical reservoir on the vertical sprue (left), indirect sprue with the horizontal reservoir bar
Sprue
Lost - Head(Reservoir)
For preventing cavities and
porosities, due to thermal contraction
LINER:Investment materials have a property of expanding on setting.If the investment was confined on the outside this could cause shrinkage of the of the mould / wax pattern.
In order to prevent this effect a flexible split ring or a rubber ring could be used.
However, the most commonly used technique is to line the casting ring with either an aluminosilicate liner or a cellulose liner.

•.
•4
The molten mass
Hot zoneCrucible(melting pot)
Casting mold
CASTING THE DENTAL ALLOY
CASTING MACHINES
1. Centrifugal Casting Machine
2. Electrical Resistance-Heated Casting Machine
3. Induction Melting Machine
Melting Noble Metal Alloys:
There are several methods for melting of alloys, which are combined with the casting
methods and appropriate casting machines.:
· Torch melting,
· Electrical melting.
•.
•5
Cleaning the cast:
. The dark surface of the casting can be removed by a process called pickling – heating the discoloured casting in an acid until the discoloration vanishes.
. Polishing of the casting is the final in its preparation. Rubber, rag or felt wheels impregnated with abrasivesare used in the initial phase of this stage. Final polishing is achieved using various oxides of tin and aluminium used in conjunction with a small rag or chamois buffing wheel, followed with an iron oxide rouge.
CASTING DEFECTS
Defects in casting can be classified as:
1. DISTORTION
2. SURFACE ROUGHNESS & IRREGULARITIES
3. POROSITY
4. DISCOLOURATION
5. INCOMPLETE CASTING OR MISSING DETAIL
Distortion:
Causes-• Distortion of wax pattern• Due to uneven movement of the walls of wax pattern
when investment is setting. The gingival margins are forced apart by the mold expansion, whereas the solid occlusal bar of wax resists expansion during the early stage of setting.
Solutions-• Proper manipulation of wax & handling of the
pattern.
Poor Surface finish:
Causes-• Air bubbles on the pattern• Water films causing ridges & veins on the surface.• Too rapid heating resulting in fins or spines• Underheating causing incomplete elimination of wax• Inappropriate water/powder ratio• Prolonged heating• Temperature of alloy too high• Casting pressure too high• Foreign bodies• Impact of molten alloy• Pattern position
Solutions-• Use of Vacuum Investing Technique• Vibrate before & after mixing• Use a wetting agent to reduce surface tension of wax pattern.• Air dry the wetting agent as excess water will dilute
investment, causing irregularities• The mold should be heated gradually• Heat the ring for sufficient period of time so that the
carbonaceous residue is removed• Water/powder ratio should be accurate• Gypsum bonded investments should never be heated above
700˚C
• Alloys submitted to vacuum casting showed decreased surface roughness, compared to alloys submitted to acetylene- oxygen flame casting.
Journal of Prosthetic dentistry, 2004, vol 92, 274-277

•.
•6
Porosity:
Porosity of the casting can be spread within the casting and on its surface. The surface porosity adds to surface roughness, but can also be a sing of the internal porosity. The internal porosity could weaken the casting, may cause discoloration if spread to the surface and in extreme cases could lead to a leakage.
Classification of porosities (According to Phillips’):
Porosities
Solidification
DefectsTrapped gases Residual Air
Localized
ShrinkageMicroporosity
Pinhole
Porosity
Gas
Inclusions
Subsurface
Porosity
Phillips’; Science of dental material ; 10th edition
Localized Shrinkage Porosity
Causes:Generally caused by incomplete feeding of molten metal during solidification.If the sprue is not properly designed and implemented then it may solidify before the feeding is complete thus preventing a continuous supply of molten alloy. This type of defect usually occurs close to the sprue-casting junction.
Solutions:Ryge et al recommended the use of a sprue diameter larger than the thickest cross section of the casting.
Journal of dental rest.; Jan 1981; vol 60; no1; page 59-67
Phillips’; science of dental materials; 10th edition
Macroporosity:Causes-
• Primarily a shrinkage porosity• The portion of a cylindrical casting which solidifies
last is the low pressure side of the liquid metal close to the free surface of the button, therefore macroporosity always appears in this portion of casting.
Solution-• Reduce by providing a reservoir contiguous or close
to the low pressure end of the liquid metal• It may be affected by the closeness of the individual
units in a multiple unit casting.
Phillips’; Science of dental material ; 10th edition
Journal of dental restoration; Jan 1981;vol 60; no. 1;page 59-67
HOT SPOT:-
Localized shrinkage porosity may result from the formation of HOT SPOT when metal impinges on the mold surface so that here the metal remains molten while it solidifies everywhere else. This hot spot causes the local region to freeze last and result in SUCK BACK POROSITY.

•.
•7
Solutions:
▪ Flare the point of sprue attachment
▪ Proper placement of sprue
▪ Do not use excessively long sprue
▪ Use a reservoir
▪ Reduce the mold-melt temperature differential (i.e. lower the casting temperature by about 30˚C).
Microporosity:
Microporosity is also caused by solidification shrinkage, but generally happens in fine grain alloys when the solidification is too rapid for the microvoids to segregate. This in turn is caused the mould or casting temperature being too low.
Trapped Gases
1. Pinhole Porosity
2. Gas Inclusion Porosity
• Both these porosities are related to the entrapment of gas during solidification.
• Both are characterized by a spherical contour.
• Gas inclusion porosities are much higher than pinhole porosities.
SUBSURFACE POROSITYCause-
Simultaneous nucleation of solid grains and gas bubbles at the first moment that the metal freezes at the mold walls
Solution-• Diminished by controlling the rate at which the molten metal
enters the mold • Ryge et al reported that subsurface & microporosities are
reduced by the use of a sufficiently long sprue & a melt temperature of 100˚C-150˚C above the melting point of alloy.
• According to Leinfelder et al reported that long sprues are preferable for thick castings while short sprues are beneficial for thin castings i.e. the sprue design should be related to the surface area-to-volume ratio of castings.
Journal of dental rest.; Jan 1981; vol 60; no1; page 59-67
ENTRAPPED AIR POROSITY
• Referred to as Back Pressure porosity.
• Can produce large concave depression.
Causes-
Inability of the air in the mold to escape through the pores in the investment or by the pressure gradient that displaces the air pocket toward the end of the investment via the molten sprue & button.
Journal of dental rest.; Jan 1981; vol 60; no1; page 59-67
Phillips’; science of dental materials; 10th edition
•.
•8
Solution-• Proper burnout• An adequate mold & casting temperature.• A sufficiently high casting pressure• Proper liquid : powder ratio.• The thickness of investment between the tip of the pattern and
the end of the ring should not be greater than 6mm.• Srickland & Sturdevant suggested that sprue design variables
have no effect on these porosities; venting, high melt temperatures, proper positioning of the pattern in the ring, choice of investment & the use of reservoir can assist in reducing or eliminating the back pressure porosities.
Journal of dental rest.; Jan 1981; vol 60; no1; page 59-67
• Phillips’; science of dental materials; 10th edition
INCOMPLETE CASTINGS
Causes-• Inadequate spruing ( sprue former too small)• Alloy not hot enough• Incomplete elimination of wax residues from the mold• Mold too cold• Ingate obstructed• Insufficient casting force
Solutions-
• Use proper size of sprue former
• Casting temperature should be higher than the liquidus temperature of alloy
• Ensure that no debris blocks the ingate
• Use adequate amount of force for casting
DISCOLOURATIONCauses-• Sulphur contamination of casting causing black
castings• Contamination with copper during pickling• Contamination with mercurySolution-• Avoid overheating of investment • Avoid use of torch flame as it contains sulphur• Avoid use of steel tongs to hold casting during
pickling• Castings should never be placed with amalgam dies
or kept on a table where amalgam scrap is present

•.
•9
References
• Phillips’; Science of dental materials; 10th edition.
• Journal of American Dental Association, Leinfelder ;1997
• Journal of American Dental Association: 1984
• Journal of Dental Restoration; Jan 1981; vol 60
• Journal of American Dental Association; 1993
• Journal of Prosthetic Dentistry; 1989
• Journal of Prosthetic Dentistry; 2004
.
1
CLASS—II CAVITY PREPARATION FOR
AMALGAM
.DR. MEDHAVI SHARMA
DEPT. OF CONSERVATIVE DENTISTRY & ENDODONTICS
Definition:
Cavity in the proximal surfaces of Bicuspids and Molars :
CLASS—II CAVITY PREPARATION FOR
AMALGAM
Indications and contraindications:
Incidence----When the caries incidence is high,
amalgam restoration is chosen over more
expensive gold restorations
2. Extent of proximal caries –Amalgam is the
material of choice for treatment of small proximal
lesions because cavity preparation should be
conservative, so as to have extended service
life for the restoration.
3. Age of the patient—Amalgam is most appropriate in
both young and elderly patients who are susceptible
to recurrent caries.
4 Esthetics—Since amalgam is metallic restorative
material,some patients object to the metallic
appearance especially when mesio-facial wall of the
cavity is over extended for premolars and1st
molars.
5 Economics—Amalgam is most economical.
1Facial and lingual walls
2 Axial wall
3 Gingival seat
4 Isthmus
5 Reverse curve
6 Line angles and point angles
7 Relieving contacts
8 Beveling at gingival margins
9 Roundening axio pulpal line angle
PREPARATION FEATURES:
.
2
1. Facial and lingual walls: The walls are flared
mesio-distally as well as occluso- gingivally. This
wall design provides mechanical undercuts for
retention and also provides contact clearance.
Development of walls in this manner to have
broad gingival seat preserves the marginal ridge,
resulting in narrow isthmus.
1. Axial wall : It is the internal wall that is parallel to
the long axis of the tooth. Axial wall is always
placed in the dentine for the following reasons:
a) To utilize resiliency and elasticity of dentine
[resistance form]
b) To obtain bulk for the restoration [resistance form]
c) To improve visibility and access [convenience form]
d) For the placement of retentive locks [retention form]
Axial wall has to be straight or convex or it should follow
the external contour of the tooth. But it should never be
concave.
Length of the axial wall is 0.4 to 0.6 mm, i.e. from AP line
angle to the Axiogingival line angle.
Gingival Seat :
It is the external cavity wall of proximal preparation,
which is perpendicular to the long axis of the tooth.
Gingival seat is extended either beyond the contact area
or to uncover the entire proximal carious legion
whichever is greater. This helps in clearing the gingival
margin with the next tooth.
For the amalgam restoration, gingival seat has to be placed
supragingivally, to maintain the health of interdental papilla.
Gingival seat is made flat so that masticatory forces are
distributed equally.
Width of gingival seat is 0.6 to 0.8 mm (0.6 mm into dentin)
for PM and 0.8 to 1 mm for molars.
Ideally gingival seat should consist of 2/3 of dentine & 1/3rd
of enamel . Gingival seat is prepared by using inverted cone
bur.
Isthmus :
Junction of occlusal and proximal box in a Cl-II cavity
preparation is termed as isthmus.
Ideal width for isthmus is 1/4th of the intercuspal
distance. As the width increases more, then the life of
the restoration reduces.

.
3
Reverse curve :
Viewed occlusogingivally, the direction of mesio facial
enamel wall is parallel and the direction of enamel rods
thus creating a ‘S’ shaped curve in the proximal outline.
This is called as reverse curve.
• to provide butt joint of the cavity margins.
• to increase bulk for restoration.
• to preserve triangular ridges of adjacent cusps.
Line angles and point angles :
There are eleven line and six point angles in a Class-II cavity.
line Angles Point Angles.
Occlusal part 5 Occlusal part 2
Proximal part 5 Proximal part 2
At the junction 1/11 At the junction 2/6
Relieving Contacts :
Purpose :
• to place the proximal margins in a self cleansing areas.
(Facial,lingual and gingival)_
• to maintain a butt joint at cavosurface margin.
• to maintain access and visibility.
• to maintain bulk for restoration.
• for easy placement of matrix bond.
Beveling :
GMT is used to establish a slight cavosurface level of 20
degrees declining gingivally. This is done to match the
gingival seat at the margin with the direction enamel
rods, since enamel rods are placed in slightly apical
direction. This procedure removes unsupported enamel
rods at the gingival margins.
Roundening Axiopulpal line angles :
The same GMT is need for making the AP Line angle
rounded. This increases the bulk and therefore strength of
the restoration at the junction of occlusal and proximal
portion. Moreover this rounded junction will induce less
stress concentrations from occlusal forces thus
preventing # of the restoration at the junction.

.
4
Cavity preparation :-
Armamentarium :-- Basic Instruments – mouth mirror, explorer,
cotton plices etc.- Hand Instruments – Excavators, enamel hatchet,
monangle or binangle, chisels, GMT.- Rotary Instruments – Burs No. ¼ , ½, 1, 2
carbide burs 55, 56, 57.- Ultra speed and conventional speed contrangle
handpiece.- Safety glasses.




















