
Dr. Anastasio Montero - Aitex
60
año XVI nº 52 enero 2016 Head of the Regeneration Research Group and Heart Transplant at La Fe Health Research Institute, and Director of the Clinical Heart Disease Unit at the Hospital La Fe in Valencia Dr. Anastasio Montero Biocompatible surgical polymer nanofibres for skin regeneration [p.08] Testing facilities to evaluate the protection provided by personal protective equipment against chemical hazard [p. 28]
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Dr. Anastasio Montero - Aitex
año
xv
i nº
52 e
ner
o 2
016
Head of the Regeneration Research Group and Heart Transplant at La Fe Health Research Institute, and Director of the Clinical Heart Disease Unit at the Hospital La Fe in Valencia
Dr. Anastasio Montero
Biocompatible surgical polymer nanofibres for skin regeneration [p.08]
Testing facilities to evaluate the protection provided by personal protective equipment against chemical hazard [p. 28]


AITEX ReviewJanuary 2016 número 52
La responsabilidad por las opiniones emitidas en los artículos publicados corresponden exclusivamente a sus autores. Se autoriza la publicación de los artículos de esta Revista indicando su procedencia.
AITEX, Instituto tecnológico textil, es una asociación privada sin ánimo de lucro, que nace en 1985 por iniciativa de los empresarios textiles y de la Generalitat Valenciana a través del IVACE, Instituto Valenciano de Com-petitividad Empresarial (antes IMPIVA), y forma parte de la red de institutos REDIT.
Edita: AITEX, Instituto Tecnológico TextilPlaza Emilio Sala, 1 E-03801 Alcoy • Tel. 96 554 22 00 • Fax 96 554 34 94 [email protected]ño y maquetación: ENGLOBA Grupo de ComunicaciónDepósito Legal: V-2170-2001ISSN: 2173-1012
Our new year’s proposal this year is to carry on working hard for our associates, widening our catalogue of services, backing research, advancing in every way, in short strengthening our commitment to serve and be of use to the entire textile industry.
In this edition we interview Dr. Anastasio Montero, Head of Research in Regeneration and Heart Transplants at the La Fe Health Research Institute (ISS), which is collaborating with AITEX on biomedical re-search, as you can read further on. One of these projects is the de-velopment of nanoveil-coated catheters which have a slow-release capability. The research group and AITEX are also working on re-search into nanofibre scaffolds and their uses in skin tissue regene-ration. Dr. Montero is also a specialist in cardiovascular surgery at La Fe Teaching Hospital in Valencia. During 2015, Dr. Montero’s team implanted 5 synthetic hearts and he will explain the future of mecha-nically-assisted circulation, which he considers to be vital to treating terminal heart disease patients and for those who do not meet the requirements for a heart transplant.
In the Research Section we take a look at work being carried out on biocompatible polymer nanofibres and their applications in skin regeneration. These nanofibres are a skin replacement designed to improve treatments requiring skin grafts using a biocompatible textile substrate. The project involves AITEX’s Environmental, Health and Technical Finishes Research Group and La Fe Health Research Ins-titute.
AITEX is a leading international technology centre in the field of per-sonal protection both for the diversity of services we provide and the cutting-edge laboratory facilities and the experience of our technical staff. The Innovation Section includes two articles on our evaluation service for chemical PPEs and protective head gear.
This edition also looks at our most recent in-house R+D projects and collaborative work: SMARTWORK, BIOAVANT III and NON-STRESS CABIN III.
Finally the issue covers some R+D success stories in collaboration with our research teams. The BEAUTYCOMP project developed by SUALFOMBRA has created textile structures using Wilton technology which, as well as providing unique aesthetic qualities to the product, also offers the possibility of using the results as reinforcing in com-posites. The ECODENTEX project by HILATURAS MIEL is creating water, oil and dirt-repellent acrylic yarns and our third success story involves GERMAINE DE CAPUCHINI in collaboration with the Institute in the development of an anti-wrinkle treatment using functionalised electro-spun nanofibres. The section closes with two AITEX-coordina-ted European projects: BIOMOMI and SUSTEXNET.
Editorial
Index
04 Technological news08 Biocompatible surgical polymer nanofibres for skin regeneration12 An interview to Dr. José Anastasio Montero Argudo 16 Research into new sports textile solutions and materials to enhance physical activity20 Development of polyethylene-based fibre from renewable sources and Posidonia oceanica fibre in the
manufacture of natural fibre reinforced plastics 24 AITEX’s new line of services to evaluate head protection28 Testing facilities to evaluate the protection provided by personal protective equipment against chemical hazard32 A smart monitoring system for health and safety in the workplace34 The development of advanced biocomposites from bioresins and natural fibre35 Research and development of technological solutions to reduce stress and improve comfort in aircraft cabins36 Textile reinforcing structures for the manufacture of composite materials developed using Wilton carpet-
manufacturing technology38 Functionalising acrylic yarn using an environmentally-friendly process based on Carbon 6 technology (C6)40 A new cosmetic application system based on functionalised nanofibre veils44 A new BIO-MOnitoring system providing automatic control of MIcrobiological proliferation in industrial water
systems.46 Sustainability and competitiveness in the Mediterranean Basin textile industry, through the SUSTEXNET Project48 European Projects52 Publicly financed projects54 News

4
_technology news / www.observatoriotextil.com
Is presented below a selection of recent innovations identified by the Textile TechnologyObservatory Aitex. It is a tool with multiple capabilities for textile technology watch, and a uniquetool for identifying technology of today, identify opportunities and initiate processes of appliedresearch. More information www.observatoriotextil.com
Study on aroma finish using vanillin on cotton based home textilesThe paper is aimed at the application of aroma finish to cotton based home décor textiles for the stimulation of emotive feelings for value enhancement of home textiles. Beta-Cyclodextrin is used as a host to form inclusion complexes with vanillin working as a guest that is incor-porated in the cavities of beta- cyclodextrin, thereby curtailing the aroma release from the treated substrates. The performance of chitosan as well as citric acid had been explored as the potential binder/ cross linking bridge between beta-cyclodextrin and the cotton fabric for imparting aroma to the textiles. Also, the impact of fragrance finishing on cotton properties has been investigated. The chitosan based aroma finishing was found to be a more effective than citric acid for the aroma retention in terms of retention of vanillin and physical properties of treated cotton
Autor: Shelly Khanna, Amandeep KaurReferencia: DAFFODIL INTERNATIONAL UNIVERSITY JOURNAL OF SCIENCE AND TECHNOLOGY, VOLUMEN 10, NÚMERO 1-2, JULIO 2015
[Development of] Materials design with low-friction and moisture-wicking For In the field of sportswear, the structure and morphology of textiles are of great importance to achieve good moisture transport and low friction, which are two critical comfort-related pro-perties. To improve these properties, dual-layer nanofibrous nonwoven mats were studied in this work. Core–shell nanofibers with a polyacrylonitrile (PAN)-rich core and a poly(vinylidene fluoride) (PVDF)-rich shell were fabricated by single-spinneret electrospinning and used as the inner layer of the dual-layer mats, while thick base-treated Cellulose Acetate (CA) nanofi-brous mats were used as the outer layer. The core-located PAN and a small amount of PAN on the PAN/PVDF nanofiber surface ensure good moisture transport through the nanofi-brous mats. The synergistic combination of a considerably hydrophobic PAN/PVDF inner
layer and a highly hydrophilic CA outer layer induces a strong push–pull effect, resulting in efficient moisture transport from the inner to the outer layer. Furthermore, the fluorine-rich PVDF shell of the inner layer touches the human skin and provides a lubricating effect to enhance comfortability. This design provides a promising route for sports textiles with both good moisture-wicking and low friction.
Autor: Yuliang Donga, Junhua Konga, Chenzhong Mua, Chenyang Zhaoa, Noreen L. Thomasc, Xuehong LuaReferencia: Materials & Design Volume 88, 25 December 2015, Pages 82–87
Home Textiles
Clothing Textiles and sport
Experimental investigation of the influence of wool structures on the stab resistance of woven body armor panelsIn the production of body armor panels, multilayer aramid fabrics are normally used. A main problem of these panels is the high weight and consequential lower comfort for the wearer. To reduce layers with a concomitance of the same safety standards, the panel has to be improved. One solution is to reduce the slippage of the yarns during the penetra-tion of the knife and with this to increase the absorbed impact energy. The tests showed that the placement of a layer of wool fabric on the top of the aramid panel changes the penetration behavior. The main goal of this work is the investigation of the influence of the woven wool structure over the penetration of aramid panels. For this investigation, the stab resistance of five aramid fabrics with different properties and patterns combined with
one layer of wool on the top and bottom of the panel has been tested and compared against pure aramid panels, according to the VPAM test instruction "Stab- and Impact Protection". The experimental results confirm that wool can increase the stab resistance of body armor panels, but results are dependent on the properties and pattern of the aramid fabrics, too.
Autor: Priscilla Reiners, Yordan Kyosev, Laurence Schacher, Dominique Adolphe, Katalin Küster Referencia: Textile Research Journal0040517515596934, first published on August 5, 2015
Protective textiles and workwear

5
aitex January 2016_aitex enero 2010_
Research of the effect of reinforcement length for different geosynthetic reinforcements on strip footing on sand soil This paper presents the results of laboratory model tests of a surface strip footing on unrein-forced and reinforced sand beds to investigate the effects of reinforcement length. Multiples of footing width B were employed in the tests, namely B. 2B, 3B, 5B and, in some tests, even 7B. The type and number of reinforcements were also varied to determine whether these parame-ters had an influence on the optimum reinforcement length. The comprehensive results from laboratory model tests on strip footings supported on a woven geotextile and different Geogrids are presented. The load settlement and Bearing Ratio values obtained from the model test pro-gram were compared. Based on the results, the length of footing required to achieve optimum
improvement was determined for different numbers of reinforcement layers and different reinforcement types. It was also observed that the improvement obtained by reinforcing the subgrade was different for low settlement ratio values and large settlement values.
Autor: Cicek, E; Guler, E; Yetimoglu, TReferencia: SOILS AND FOUNDATIONS, 55 (4):661-677; 10.1016/j.sandf.2015.06.001 AUG 2015
Geotextiles, agrotex-tiles and sports sur-faces
Flexural strength of roller compacted concrete pavements reinforced with glass-roved textilesThe one-way (two-way) flexural strength of RCC prisms (circular slabs) reinforced with glass fiber textiles is addressed. To this end, alkaline-resistant glass fiber textiles with three surface weights were used in the composite, the matrix concrete was designed with zero/nonzero slump, and the textiles were used with/without an intermediate layer provided by epoxy resin and sand mortar. Prisms were tested under a four-point loading apparatus and circular slabs were placed on simple supports under a central load. Effects of the amount and geometry of reinforcement, matrix workability, and the intermediate layer on the ultimate load and deflec-tion were investigated. Results revealed that, with a specific reinforcement amount, there is
an optimum textile tex for each case, depending on the matrix mix design and the presence of intermediate layer. Similar results were obtained in one-way and two-way bending tests.
Autor: Madhkhan, M; Nowroozi, S; Torki, ME,Referencia: STRUCTURAL ENGINEERING AND MECHANICS, 55 (1):137-160; JUL 10 2015
Constru-textiles
Dyeing properties of PSA/MPIA blended yarn The purpose of this paper was to study the dyeing properties of polysulphonamide (PSA)/ara-mid 1313 (MPIA) blended yarn by selecting suitable dyes and carriers required in the dyeing process. Dyeing the blended yarn with cationic dyes, acid dyes, disperse dyes, reactive dyes and pigment, and comparing the shades, K/S values and fastness of the blended yarns. The PSA/MPIA blended fibre is suitable for dyeing with the cationic dye at high temperature and pressure in the presence of carrier acetophenone, and good homochromatism is seen on the two fibres when using same type of dye. PSA fibre is a thermo-resistant and flame-retardant product made in China in recent years. Blended with aramid 1313 fibre, it may acquire good spinnability. But there is little technical report about properties of the blended yarn in the litera-
ture at present. This paper reports the dyeing property of such fibres for the first time.
Autor: Cui, SL; Dou, CXReferencias: PIGMENT & RESIN TECHNOLOGY, 43 (5):256-262; 10.1108/PRT-12-2013-0117 2014
Technical finishings
Development of a Piezo-Resistive Fabric Stretch Sensor Glove This paper presents a potential connected health solution for home-monitoring of Rheu-matoid Arthritis (RA) patients. Home monitoring is a key tool in learning about the effects and treatments these diseases. This paper compares an in house developed sensor glove based on piezo-resistive fabrics with a motion capture VICON Nexus system. The results from these experiments deem the glove to be a suitable mode of measuring the hand mo-vements while being cheap to manufacture. Wearable fabric sensors have potential to beco-me more accessible than high spec camera systems and expensive commercially available motion capture gloves. They have the advantage of being low-cost and smart fabric sensors are more comfortable to wear compared to systems based on conventional metallic com-
ponents.
Autor: O’Quigley, C; Sabourin, M; Coyle, S; Connolly, J; Condall, J; Curran, K; Corcoran, B; Diamond, DReferencia: 2014 11TH INTERNATIONAL CONFERENCE ON WEARABLE AND IMPLANTABLE BODY SENSOR NETWORKS WORK-SHOPS (BSN WORKSHOPS), 23-26; 10.1109/BSN.Workshops.2014.15 2014
Smart and functional textiles

6
_technology news / www.observatoriotextil.com
Efficient wound odor removal Polymer-cyclodextrin (CD) composite nanofibers, have tremendous potential in a variety of biomedical applications, we report the formation of poly(epsilon-caprolactone) (PCL)/-CD functional nanofibers by electrospinning their mixture from chloroform/N,N-dimethylformami-de (60 : 40). The efficiency of wound odor absorbance by these composite fibers was studied using a simulated wound odor solution, Immersion tests indicated that even under less than ideal test conditions, the nanofibers containing -CDs were very efficient in masking the odor. The odor masking capability of the -CD functionalized PCL nanofibers were further confirmed by thermogravimetric analyses and GC observations, with the former method showing unique degradation patterns. The PCL/-CD nanocomposites, by virtue of having their -CD cavities free
and unthreaded by PCL, could potentially be an ideal substrate for removing wound odors through formation of inclusion compounds with odorants, while providing an ideal environment for the wound to heal. These results suggest tailoring polymer-CD nanostructures for specific applications in wound odor absorbance,
Autor: Narayanan, G; Ormond, BR; Gupta, BS; Tonelli, AEReferencia: JOURNAL OF APPLIED POLYMER SCIENCE, 132 (45):10.1002/app.42782 DEC 5 2015
Medical textiles, hygie-ne and cosmetics
Morphology and pore size distribution of electrospun and centrifugal forcespun nylon 6 nanofiber membranesThe porosity and high surface-area-to-volume ratio of nanofiber membranes offer poten-tial for diverse applications, including high-efficiency filters and barrier fabrics for use in protective textiles. The objective of this research is to examine the morphology and pore size distribution of nanofiber membranes prepared using two spinning methods, that is, electrospinning and forcespinning. The results indicate that fiber diameter is impacted by spinning solution viscosity in an analogous way for both spinning methods. Higher concen-trations resulted in larger fiber diameters in both electrospun and forcespun membranes. Fiber diameter and membrane areal density were found to significantly impact membrane pore size distribution. A theoretical model was used to describe pore size variation and was
found to agree with the empirical patterns in the case of electrospun membranes.
Autor: Mourad Krifa Wei Yuan Referencia: Textile Research Journal 0040517515609258, first published on October 5, 2015
Spinning and fibers
Application of Artificial Neural Networks to Predict the Air Permeability of Woven FabricsAir permeability is very important in technical textiles, especially for automotive airbags, There are a lot of structural properties of textile materials influencing air permeability and there are also statistically significant interactions between the main factors influencing the air permeability of fabrics. The complexity of relationships between the air permeability of woven fabrics and their struc-ture justifies the purposefulness of the application of artificial neural networks (ANNs) to predict fabric permeability. Investigations carried out in the work presented confirmed that ANNs can be successfully applied to predict the air permeability of woven fabrics.
Autor: Matusiak, MReferencia: FIBRES & TEXTILES IN EASTERN EUROPE, 23 (1):41-48; JAN-FEB 2015
Automotive and transport textiles

7
TANATEXCHEMICALS.COMPASSION FOR TEXTILES
Protection that lastsWith TANATEX’s Insect Proof concept, you can now enjoy a hike without having to
worry about unwanted company. The long-lasting fi nish protects users from insects
stinging through the fabric and does not leave a negative effect on handle. It also
deters ticks that transmit Lyme disease. Insect Proof is a fi nish that can be used on all
types of fabric, lasts up to 100 washes and is not noticeable to the user.
INSECT PROOF

8
__research
Biocompatible surgical polymer nanofibres for skin regeneration
Approximately 75,000 people suffer burns annually in the US and need hospitalisation; 13.1% of these patients have severe burns requiring skin grafts and tissue engineering. In Spain the number of annual burns unit admissions is around 1,000. Exis-ting technology can meet the needs of the majority of these but is insufficient for many others who will require autologous skin equivalents. Bioengineering research into skin graft technology is organised around two main lines: the optimisation of in-vitro trials to cultivate and proliferate skin cells, and the develop-ment of biomaterials which can mimic human skin and the vital function it performs.
Skin has a complicated layered
Skin performs a range of vital basic functions for the body. It is a complex organ of three main layers; the outer layer or epidermis, the dermis and the deepest layer, the hypodermis. The skin’s function is primarily to act as a medium between the body and its surroundings and it receives and interprets stimuli such as temperature and pressure, etc. Secondly, the skin protects the body against exterior aggression and is a barrier to exterior or-ganisms and chemicals. Thirdly, the skin performs homeostasis, (it is the organ which regulates body temperature) and lastly it synthesis vitamin D, vital for ensuring the body’s correct function.
Depending on where it is on the body, skin thickness and co-lour may vary and it may include hair or glands.
• The epidermis
The outer layer is also known as the cuticle. It is seve-ral cells thick and has an outer layer of dead cells which slough off from the surface and are replaced by others from the basal germinal layer and contains square cells which constantly divide. These cells flatten out as they ap-proach the surface and are eliminated; the outer layer also contains the melanocytes, or pigmentation cells which contain various levels of melanin.
• The dermis
The internal layer is the dermis. It is made up of a network of collagen, elastic fibre, blood vessels, nerves, fatty tis-sue, hair follicles and sweat glands. The interface between the dermis and the epidermis is highly irregular and con-sists of a series of papillae which are smaller where the skin is thinnest and larger in the palms of the hands and the soles of the feet. Each papilla either contains a capi-llary loop of blood vessels or specialised nerve endings. The blood vessels provide nutrients to the epidermis and outnumber the neural papillae by approximately 4 to 1.
• The hypodermis
The hypodermis is the body’s adipose layer and the most important energy reserve, as it is here that fatty acids are stored and released. The fatty cells, or adipocytes, are lar-ge cells with a flat nucleus which adheres to the cell wall with lipid.
The classification and treatment of burns
Depending on tissue type, burns are classed as first, second, third or fourth-degree burns (Figure 1). First-degree or surface burns regenerate from the unaffected areas of the epidermis, while in 2nd, 3rd and 4th-degree burns, also called deep burns as the dermis and epidermis have been partially destroyed, hea-ling is slower and commences at the edges of the burn.
Medical protocol considers a patient with 10% deep burns or 20% superficial burns, or who has received burns to other sma-ller visible areas such as the face, as severely burned.
Hospitalisation in a burns unit in these cases is always requi-red, as these patients’ lives are at risk and their prognosis is grave. Treatment consists of removing all damaged tissue and
Dra. Pilar SepúlvedaResearcher at IIS La Fe-Fundación La Fe, Cardiocirculatory and Technical Finishing Research Group, Health and
the Environment at AITEX
Tissue engineering is a promising new field which is opening up in biomedical research, and which has enormous potential in applications such as burns treatment where acellular synthetic skin pro-ducts and temporary synthetic coverings have already been introduced to help reduce skin graft rejection.

9
aitex January 2016_
its immediate replacement with a suitable dressing to redu-ce healing time and minimise the risk of infection, sepsis and death.
Traditional renewal is achieved by skin grafts from unaffected areas of the patient and works well, although on occasions there is not sufficient remaining skin to allow this. Grafts from deceased donors provide an alternative, although the risk of rejection is high; xenografts are temporary grafts of animal skin, usually pig, and are only used to protect the graft as the onset of rejection is rapid; amniotic membranes accelerate skin growth but are only temporary, like xenografts, and are rarely used except where no alternative remains.
Alternative coverings
The launch of new products in the competitive and demanding world of medicine is not always successful, even when it invol-ves a functional and innovative product. Appropriate solutions to a particular problem must be backed up by solid knowledge,
robust research and the use of the most appropriate materials to make a viable, cost-effective product which meets medical requirements.
Definitive cover needs to fulfil certain ideals:
Cell cultivation creates autologous grafts
Since the discovery in 1988 that epidermal keratinocytes can be cultivated in vitro, they began to be used in autologous grafts and were the first definitive covering described by medical scien-ce. Cultivated cells begin from a small sample of the patient’s own healthy skin which is scraped and treated with enzymes to isolate the cells which are then used to grow healthy cells under strict conditions (in solutions of unborn calf serum containing epidermal growth agents and insulin, etc.), until a confluent layer of keratinocytes is obtained. While this layer is autologous, it is fragile and sensitive to infection, as well as only providing irregu-lar engraftment.
� DermisLa capa interna es la dermis. Está constituida por una red de colágeno y de fibras
elásticas,capilaressanguíneos,nervios,lóbulosgrasosylabasedelosfolículospilosos
ydelasglándulassudoríparas.Lainterfaseentredermisyepidermisesmuyirregulary
consisteenunasucesióndepapilas,quesonmáspequeñasenlaszonasenquelapiel
esfina,ymáslargasenlapieldelaspalmasdelasmanosydelasplantasdelospies.
Cada papila contiene o bien un lazo capilar de vasos sanguíneos o una terminación
nerviosa especializada. Los lazos vasculares aportan nutrientes a la epidermis y
superanennúmeroalaspapilasneurales,enunaproporciónaproximadadecuatroa
uno.
� HipodermisLahipodermiseslacapaadiposadelorganismo.Representalareservaenergéticamás
importantedelorganismograciasalalmacenamientoyalaliberacióndeácidosgrasos.
Suscélulasgrasas,losadipocitos,soncélulasvoluminosas.Elnúcleoaplanadodeestas
célulasestápegadoenlaperiferiaporunagotadelípido.
Figura1.Anatomíadelapielyclasificacióndelasquemaduras.
CAPADETEJIDO ESPESOR GRADO
Epidermis 0.10mm 1
Dermis 0.20mm 2
Tejidosubcutáneo 0.35mm 3
Músculo 0.40mm 4
TISSUE LAYER HICKNESS DEGREE
Epidermis 0.10 mm 1
Dermis 0.20 mm 2
Subcutaneous tissue 0.35 mm 3
Muscle 0.40 mm 4
Figure 1. Skin anatomy and burn classification

10
_research
Synthetic skin acts as an extra-cellular matrix
The first synthetic skin graft materials are made from acellular matrices which promote skin regeneration.
The first of these inert synthetic coverings is made from an ou-ter layer of porous silicon to prevent moisture loss and bacte-rial infection, over a spongy internal layer of collagen fibre and chondroitin sulphate, which acts as skin regeneration matrix allowing cells to grow from the base of the wound.
Other solutions also describe an external (epidermal) compo-nent and a dermal layer which, as well as including a collagen matrix, also contain autologous fibroblasts and other cells. Acellular human dermis, processed from deceased donors is also used to energise cells to prevent rejection and is com-monly used in oral, plastic and reconstructive surgery.
Other recently-developed synthetic coverings, designed as temporary skin grafts have an external layer of silicon polymer and an internal nylon scaffold, which use cultivated human fibroblasts which deposit collagen, extracellular proteins and growth agents. They are used for covering large-surface graft donor areas, surface burns and large-scale covering for skin diseases.
New skin graft material: biocompatible polymer nanofibres
None of the grafts described fully meet the properties provided by the patient’s own skin, but unfortunately this may not always be available in sufficient quantities, and this means that alter-natives must be found.
The latest research is looking at ways of developing a hybrid product which combines the advantages of synthetic and na-tural grafts, and AITEX’s Technical Finishings, Health and Envi-ronment Research Group is currently involved in a collaborati-ve project with the Health Research Institute at La Fe Hospital in Valencia.
The aim is to develop an synthetic skin to improve skin treatment in cases where skin grafts are necessary, using a biocompatible polymer nanofibre textile matrix (a synthetic skin), which acts as a biomimetic scaffold to improve the fixing, growth and proliferation of an autologous keratinocyte cell cultivate.
Structural functionality is provided by electrospinning the fibres to create a highly porous layer with a thickness of around 30 µm, of tangled polymer with nanometric diameters around 550 nm. The structure helps improve cellular bonding and provides a temporary support structure for the formation and growth of new skin tissue and improved angiogenesis (blood vessel for-mation). The structure is biomimetic to allow the fibroblasts and keratinocytes to remain metabolically active and create their own proteins and collagen.
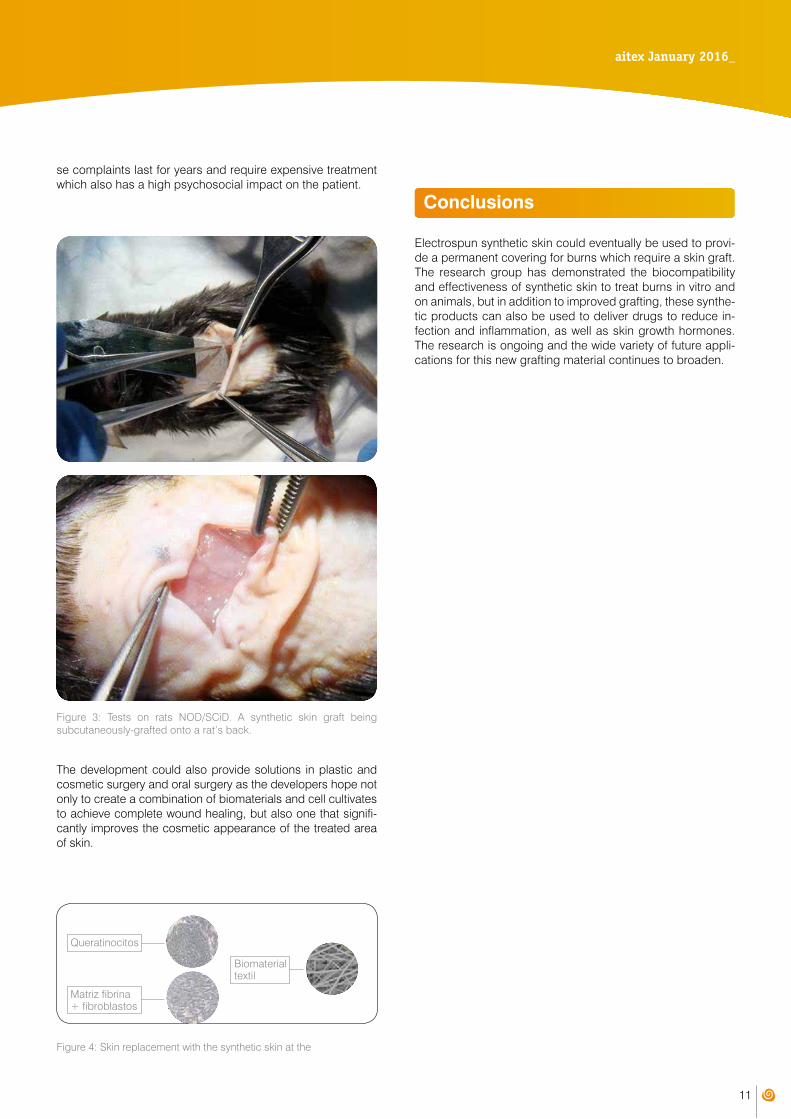
Synthetic skin polymers are selected for their biocompatibility, biodegradability and other aspects such as their response to inflammation and their angiogenic capacity with the implanted synthetic skin, which has been established through in-vitro tes-ting to determine adhesion and growth of human fibroblasts, and on animals (Figure 3).
Unlike grafts from autologous cells, which require 2 to 3 weeks preparation for each patient, this graft (Figure 4) can be used immediately as well as being considerably easier to handle in the operating theatre than fragile human skin grafts, reducing surgery time and complications such as infections and patient care costs.
The on-going research will broaden the use of nanofibre synthetic skin
The new synthetic skin will offer improved contact with the base of the wound, favouring cell migration and revascula-risation and will also be able to act as a delivery system for drugs to prepare the wound and increase the percentage of viable grafts. The creation of electrospun nanofibre scaffolds will allow a range of substances to be additivated to the po-lymer raw material, which will be retained within the nanofi-bre and released slowly through bio-erosion or diffusion. These could include anti-inflammatory drugs and antibiotics or growth hormones and other substances to improve initial grafting and subsequent regeneration. The research group is obtaining promising initial results in this respect.
Other conditions where the grafts could be useful include se-rious injuries, defined as injuries which do not heal within 6 weeks and include bed sores, venal and diabetic ulcers and diabetic skin, all common complaints in Western society. The-
Figura2.Característicasidealesdelascoberturascutáneas.
Lastécnicasdecultivocelularproduceninjertosautólogos
Desdeeldescubrimientodeque losqueratinocitosepidérmicospodíancultivarse invitro,en
1988comenzaronaproducirseinjertosautólogosdeestascélulasdelaepidermis,resultando
la primera cobertura definitiva descrita. Los cultivos celulares, se inician a partir de una
pequeña biopsia de piel sana del propio paciente, sobre la que se realiza una disgregación
mecánicaacompañadadeunadigestiónenzimáticaconlaqueseobtienenlascélulasaisladas
y que posteriormente se cultivan en determinadas condiciones y medios de cultivo que
contienen diversas sustancias (ej. suero de ternero nonato, factores de crecimiento
epidérmico,insulina,etc.),hastaobtenerunaláminaconfluentedequeratinocitos(láminade
epidermis estratificada). Resulta en una cobertura autóloga, pero es frágil, sensible a la
infecciónyconunprendimientoirregular.
Losanálogosdérmicossirvencomomatricesextracelulares
Ausenciadeancgenicidad
Biocompacbilidad
Ausenciadetoxicidadlocalysistémica
Permeabilidadalaguasimilaralapielnormal
Impermeabilidadalosmicroorganismos
Fuerteyrápidaadherenciaallechodelaherida
Vidamediaindefinida
Mínimosrequerimientosparasualmacenamiento
Prevencióndelaproliferacióndemicroorganismosensu
superficie
Biodegradabilidad
Bajocoste
Lasuperficieprofundadebepermicrelcrecimiento
fibrovascular
Flexibilidad,plegabilidadyelasccidad
Resistentealasfuerzasdistractoras
maria 2/12/15 12:21
Comentario: Enesteapartadoheomitidolasmarcascomerciales,paraevitarlapublicidadgratuita,jeje.
Figure 2: Ideal characteristics of skin covering
11
aitex January 2016_
se complaints last for years and require expensive treatment which also has a high psychosocial impact on the patient.
The development could also provide solutions in plastic and cosmetic surgery and oral surgery as the developers hope not only to create a combination of biomaterials and cell cultivates to achieve complete wound healing, but also one that signifi-cantly improves the cosmetic appearance of the treated area of skin.
Conclusions
Electrospun synthetic skin could eventually be used to provi-de a permanent covering for burns which require a skin graft. The research group has demonstrated the biocompatibility and effectiveness of synthetic skin to treat burns in vitro and on animals, but in addition to improved grafting, these synthe-tic products can also be used to deliver drugs to reduce in-fection and inflammation, as well as skin growth hormones. The research is ongoing and the wide variety of future appli-cations for this new grafting material continues to broaden.
Figure 3: Tests on rats NOD/SCiD. A synthetic skin graft being subcutaneously-grafted onto a rat’s back.
comportamientobiomiméticoquepermitequelosfibroblastosyqueratinocitospermanezcan
metabólicamenteactivos,produciendosuspropiasproteínasmatricialesydecolágeno.
Los polímeros para la formación de los biovelos son seleccionados en base a su grado de
biocompatibilidad, biodegradabilidad y otros aspectos como la respuesta inflamatoria y la
capacidadangiogénicadelbioveloimplantado,ensayadostantoinvitro(estudiosdeadhesión
ycrecimientodefibroblastoshumanos),comoinvivo,medianteelusodemodelosanimales
delesióndérmicasusceptibledeinjerto(Figura3.
Figura3.EstudiosinvivoenratonesNOD/SCID.Momentoenelqueseponeelbioveloenel
dorsodelratónanivelsubcutáneo.
Adiferenciadelos injertosprovenientesdebiopsiasdecélulasautólogas(querequierenuna
preparaciónpreviade2ó3semanasparacadapaciente),elEDendesarrollo(Figura4)podrá
utilizarseinmediatamenteyademásmejoraráconsiderablementesumanejabilidadenelacto
operatorio con respecto a los frágiles autoinjertos, reduciendo los tiempos de cirugía y por
tantolascomplicacionesderivadascomoinfeccionesylosgastosenatenciónalospacientes.
Figura4:Esquemadelequivalentedérmicoconelbioveloenlabaseyplacaencultivoconel
equivalentedérmicohumanoensuinterior.
comportamientobiomiméticoquepermitequelosfibroblastosyqueratinocitospermanezcan
metabólicamenteactivos,produciendosuspropiasproteínasmatricialesydecolágeno.
Los polímeros para la formación de los biovelos son seleccionados en base a su grado de
biocompatibilidad, biodegradabilidad y otros aspectos como la respuesta inflamatoria y la
capacidadangiogénicadelbioveloimplantado,ensayadostantoinvitro(estudiosdeadhesión
ycrecimientodefibroblastoshumanos),comoinvivo,medianteelusodemodelosanimales
delesióndérmicasusceptibledeinjerto(Figura3.
Figura3.EstudiosinvivoenratonesNOD/SCID.Momentoenelqueseponeelbioveloenel
dorsodelratónanivelsubcutáneo.
Adiferenciadelos injertosprovenientesdebiopsiasdecélulasautólogas(querequierenuna
preparaciónpreviade2ó3semanasparacadapaciente),elEDendesarrollo(Figura4)podrá
utilizarseinmediatamenteyademásmejoraráconsiderablementesumanejabilidadenelacto
operatorio con respecto a los frágiles autoinjertos, reduciendo los tiempos de cirugía y por
tantolascomplicacionesderivadascomoinfeccionesylosgastosenatenciónalospacientes.
Figura4:Esquemadelequivalentedérmicoconelbioveloenlabaseyplacaencultivoconel
equivalentedérmicohumanoensuinterior.
Figure 4: Skin replacement with the synthetic skin at the
comportamientobiomiméticoquepermitequelosfibroblastosyqueratinocitospermanezcan
metabólicamenteactivos,produciendosuspropiasproteínasmatricialesydecolágeno.
Los polímeros para la formación de los biovelos son seleccionados en base a su grado de
biocompatibilidad, biodegradabilidad y otros aspectos como la respuesta inflamatoria y la
capacidadangiogénicadelbioveloimplantado,ensayadostantoinvitro(estudiosdeadhesión
ycrecimientodefibroblastoshumanos),comoinvivo,medianteelusodemodelosanimales
delesióndérmicasusceptibledeinjerto(Figura3.
Figura3.EstudiosinvivoenratonesNOD/SCID.Momentoenelqueseponeelbioveloenel
dorsodelratónanivelsubcutáneo.
Adiferenciadelos injertosprovenientesdebiopsiasdecélulasautólogas(querequierenuna
preparaciónpreviade2ó3semanasparacadapaciente),elEDendesarrollo(Figura4)podrá
utilizarseinmediatamenteyademásmejoraráconsiderablementesumanejabilidadenelacto
operatorio con respecto a los frágiles autoinjertos, reduciendo los tiempos de cirugía y por
tantolascomplicacionesderivadascomoinfeccionesylosgastosenatenciónalospacientes.
Figura4:Esquemadelequivalentedérmicoconelbioveloenlabaseyplacaencultivoconel
equivalentedérmicohumanoensuinterior.
comportamientobiomiméticoquepermitequelosfibroblastosyqueratinocitospermanezcan
metabólicamenteactivos,produciendosuspropiasproteínasmatricialesydecolágeno.
Los polímeros para la formación de los biovelos son seleccionados en base a su grado de
biocompatibilidad, biodegradabilidad y otros aspectos como la respuesta inflamatoria y la
capacidadangiogénicadelbioveloimplantado,ensayadostantoinvitro(estudiosdeadhesión
ycrecimientodefibroblastoshumanos),comoinvivo,medianteelusodemodelosanimales
delesióndérmicasusceptibledeinjerto(Figura3.
Figura3.EstudiosinvivoenratonesNOD/SCID.Momentoenelqueseponeelbioveloenel
dorsodelratónanivelsubcutáneo.
Adiferenciadelos injertosprovenientesdebiopsiasdecélulasautólogas(querequierenuna
preparaciónpreviade2ó3semanasparacadapaciente),elEDendesarrollo(Figura4)podrá
utilizarseinmediatamenteyademásmejoraráconsiderablementesumanejabilidadenelacto
operatorio con respecto a los frágiles autoinjertos, reduciendo los tiempos de cirugía y por
tantolascomplicacionesderivadascomoinfeccionesylosgastosenatenciónalospacientes.
Figura4:Esquemadelequivalentedérmicoconelbioveloenlabaseyplacaencultivoconel
equivalentedérmicohumanoensuinterior.
comportamientobiomiméticoquepermitequelosfibroblastosyqueratinocitospermanezcan
metabólicamenteactivos,produciendosuspropiasproteínasmatricialesydecolágeno.
Los polímeros para la formación de los biovelos son seleccionados en base a su grado de
biocompatibilidad, biodegradabilidad y otros aspectos como la respuesta inflamatoria y la
capacidadangiogénicadelbioveloimplantado,ensayadostantoinvitro(estudiosdeadhesión
ycrecimientodefibroblastoshumanos),comoinvivo,medianteelusodemodelosanimales
delesióndérmicasusceptibledeinjerto(Figura3.
Figura3.EstudiosinvivoenratonesNOD/SCID.Momentoenelqueseponeelbioveloenel
dorsodelratónanivelsubcutáneo.
Adiferenciadelos injertosprovenientesdebiopsiasdecélulasautólogas(querequierenuna
preparaciónpreviade2ó3semanasparacadapaciente),elEDendesarrollo(Figura4)podrá
utilizarseinmediatamenteyademásmejoraráconsiderablementesumanejabilidadenelacto
operatorio con respecto a los frágiles autoinjertos, reduciendo los tiempos de cirugía y por
tantolascomplicacionesderivadascomoinfeccionesylosgastosenatenciónalospacientes.
Figura4:Esquemadelequivalentedérmicoconelbioveloenlabaseyplacaencultivoconel
equivalentedérmicohumanoensuinterior.
Queratinocitos
Biomaterialtextil
Matriz fibrina + fibroblastos
12
_interview
Dr. José Anastasio Montero Argudo
You are a recognised cardiovascular surgical specia-list, with a long and distinguished career in the field and combine this with research, teaching and scientific pu-blishing. What to you is the most personally satisfying of all this?
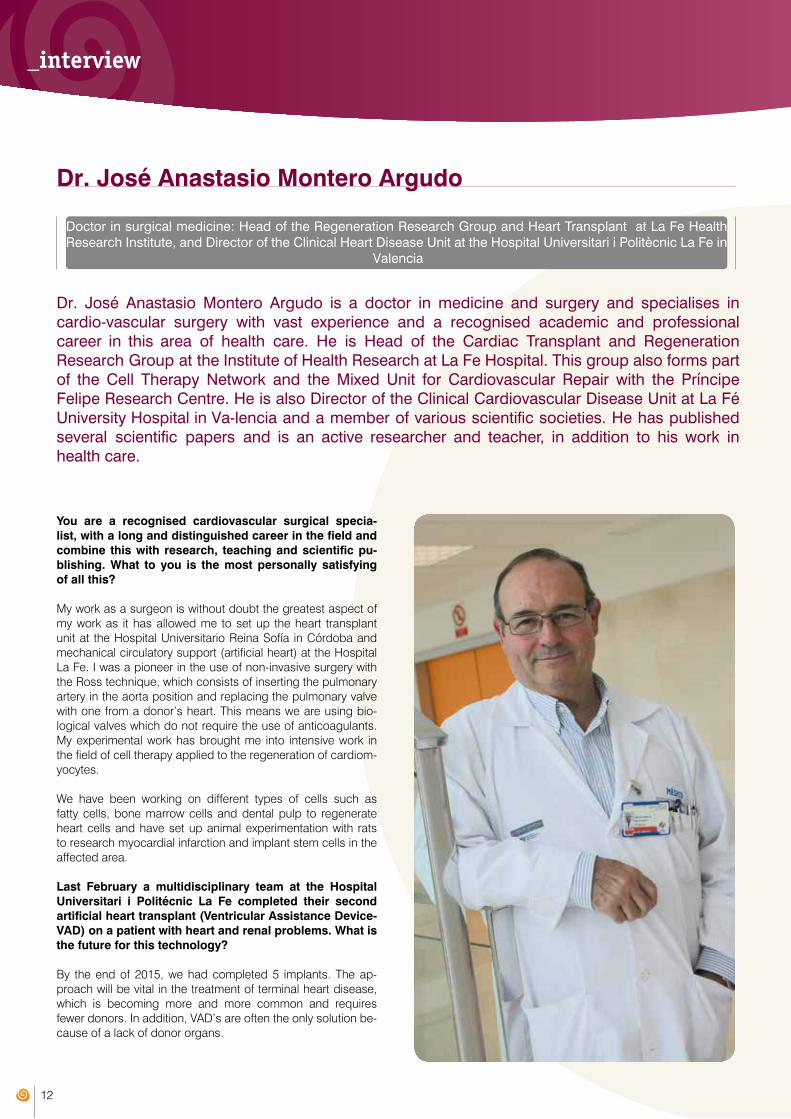
My work as a surgeon is without doubt the greatest aspect of my work as it has allowed me to set up the heart transplant unit at the Hospital Universitario Reina Sofía in Córdoba and mechanical circulatory support (artificial heart) at the Hospital La Fe. I was a pioneer in the use of non-invasive surgery with the Ross technique, which consists of inserting the pulmonary artery in the aorta position and replacing the pulmonary valve with one from a donor’s heart. This means we are using bio-logical valves which do not require the use of anticoagulants. My experimental work has brought me into intensive work in the field of cell therapy applied to the regeneration of cardiom-yocytes.
We have been working on different types of cells such as fatty cells, bone marrow cells and dental pulp to regenerate heart cells and have set up animal experimentation with rats to research myocardial infarction and implant stem cells in the affected area.
Last February a multidisciplinary team at the Hospital Universitari i Politécnic La Fe completed their second artificial heart transplant (Ventricular Assistance Device-VAD) on a patient with heart and renal problems. What is the future for this technology?
By the end of 2015, we had completed 5 implants. The ap-proach will be vital in the treatment of terminal heart disease, which is becoming more and more common and requires fewer donors. In addition, VAD’s are often the only solution be-cause of a lack of donor organs.
Doctor in surgical medicine: Head of the Regeneration Research Group and Heart Transplant at La Fe Health Research Institute, and Director of the Clinical Heart Disease Unit at the Hospital Universitari i Politècnic La Fe in
Valencia
Dr. José Anastasio Montero Argudo is a doctor in medicine and surgery and specialises in cardio-vascular surgery with vast experience and a recognised academic and professional career in this area of health care. He is Head of the Cardiac Transplant and Regeneration Research Group at the Institute of Health Research at La Fe Hospital. This group also forms part of the Cell Therapy Network and the Mixed Unit for Cardiovascular Repair with the Príncipe Felipe Research Centre. He is also Director of the Clinical Cardiovascular Disease Unit at La Fé University Hospital in Va-lencia and a member of various scientific societies. He has published several scientific papers and is an active researcher and teacher, in addition to his work in health care.
13
aitex enero 2010_aitex January 2016_
Mechanical Circulatory Support devices are also used on patients who are not valid heart transplant receivers.
The technique will be a life-long treatment as current survival curves are better than surgical intervention survival curves.
Briefly, what other areas of research are you currently involved in?
I’m working on aortic valve surgery techniques which use un-supported valves and hypertrophic cardiomyopathy surgery using a new technique we are developing to clear blocked left ventricles and ECMO, which is implanted through the skin via a catheter in the femoral artery and vein and connected to pump and oxygenator which allows us to resuscitate a heart attack victim who would otherwise die if we tried to use traditio-nal methods. This cardio-respiratory support system now lets us save a patient and then perform a transplant or implant a cardio-circulatory support device.
What has been the most outstanding advance in tissue engineering in recent years, and what can we expect to see in the future?
Tissue engineering in the field of heart surgery is still at an ex-perimental phase, but I think we will see the creation of heart valves and advances in the regeneration of myocytes.
What are you currently working on with AITEX?
The group is currently collaborating on the development of nanofibre veil-coated catheters with a controlled-drug release capability.
The La Fe Hospital and AITEX are working jointly to deve-lop nanofibre fabric scaffolds to help skin regeneration. What are the potential advantages of this in other appli-cations?
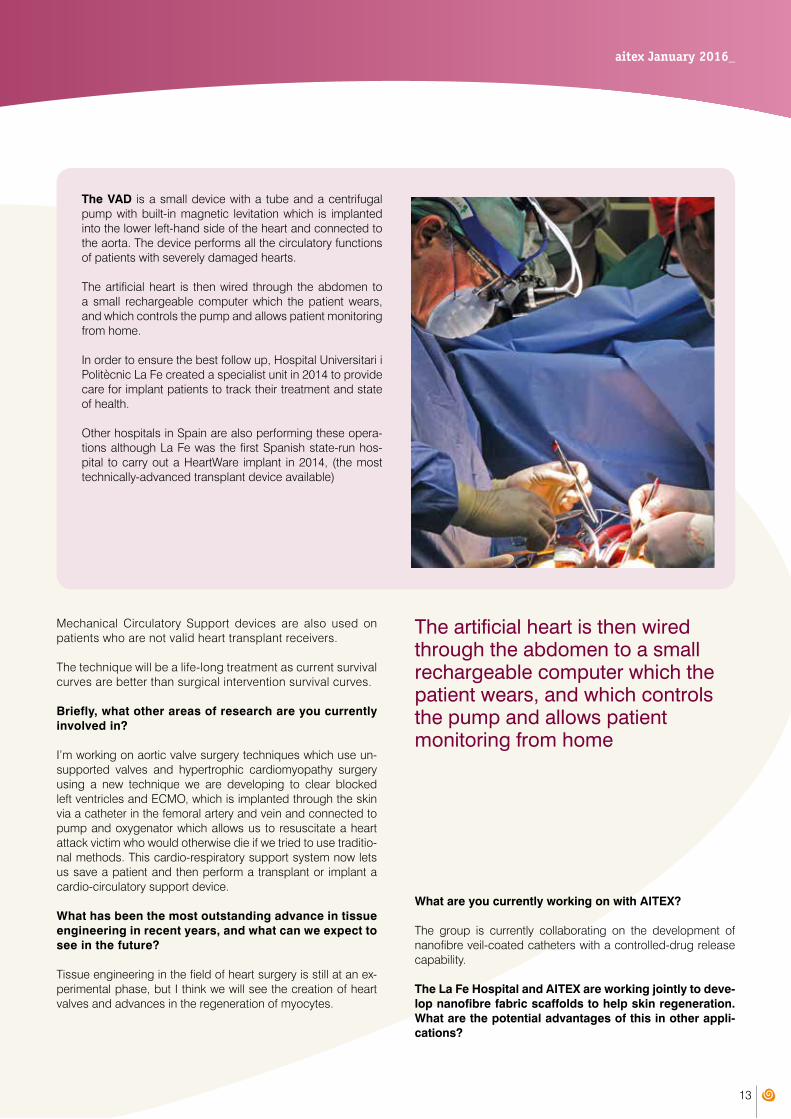
The VAD is a small device with a tube and a centrifugal pump with built-in magnetic levitation which is implanted into the lower left-hand side of the heart and connected to the aorta. The device performs all the circulatory functions of patients with severely damaged hearts.
The artificial heart is then wired through the abdomen to a small rechargeable computer which the patient wears, and which controls the pump and allows patient monitoring from home.
In order to ensure the best follow up, Hospital Universitari i Politècnic La Fe created a specialist unit in 2014 to provide care for implant patients to track their treatment and state of health.
Other hospitals in Spain are also performing these opera-tions although La Fe was the first Spanish state-run hos-pital to carry out a HeartWare implant in 2014, (the most technically-advanced transplant device available)
The artificial heart is then wired through the abdomen to a small rechargeable computer which the patient wears, and which controls the pump and allows patient monitoring from home

14
_interview
The use of nanofibre fabric scaffolds is being tested in the la-boratory to grow heart valves. The technology has a promising future as the need for valve-replacement surgery is increasing as the population ages.
R+D of implantable medical devices needs the ap-proval of several technical committees to guarantee safety, and this is slow and time-consuming as well as adding costs to the product. Do you think that the approval process could be simplified without compro-mising safety, to incentivise innovative developments?
I think that would be difficult as strict controls are vitally impor-tant to ensuring public safety.
According to the WHO, cardiovascular disease is the main cause of death across the globe, what do you think we can do in our everyday lives to prevent it?
We can influence it on many levels: firstly, through diet. In my opinion a healthy balanced diet is vital to preventing arterios-clerosis and cancer. Secondly, get active; exercise is a key
element in the metabolisation of glucose and lipids and the development of the muscles and blood circulation. Thirdly, good rest and mental fitness ensure that we are relaxed and help avoid stress.
Image 1: Dr Montero and the Heart Transplant team at La Fe
Tissue engineering in the field of heart surgery is still at an experimental phase, but I think we will see the creation of heart valves and advances in the regeneration of myocytes.The use of nanofibre fabric scaffolds is being tested in the laboratory to grow heart valves
Image 2: La Fe Hospital at night

15
aitex enero 2010_
16
Finishes Technical, Health and Environment Research Group of AITEX
Research into new sports textile solutions and materials to enhance physical activity
The SPORT@FUTURE project
SPORT@FUTURE – Research into new sports textile solutions and footwear to improve the future athlete’s comfort, safety, protection and performance, is an R+D consortium of 7 private companies and 3 leading technology centres. The project is supported by CDTI through the CIEN Programme: CIEN is a strategic programme which provides funding to large industrial research and experimental deve-lopment programmes run in collaboration with experimental groups and oriented to undertaking planned research in key strategic areas of future development with the potential to become international projects.
The R+D projects included in the Programme are all designed to undertake activity which add to our present knowledge and approaches in ways which will be useful to the creation of new products, processes and services or which make a considera-ble contribution to improving existing products which incorpo-rate relevant developments.
PROJECT objectives
Modern society is increasingly interested in sports, and this growing interest is the direct result of a greater awareness of our health and the desire to acquire healthy lifestyles and begins at school and continues through the use of gym-nasiums the growth in the number of wellbeing clinics, im-proved sports centre facilities and services. The elderly are more active than ever and take walks and get involved in other physical activity better suited to their possibilities.
There is now a greater willingness on the part of the con-sumer to adopt technological advances in functional and technical products which will help them as professional or weekend athletes.
The main objective of the project is focused on research into innovative and competitive sports solutions to enhan-ce safety, comfort and performance and prevent injuries in professional and amateur athletes using new technologies and next-generation materials. The solutions must be tech-nically and commercially viable as well as possessing a high added-value factor giving the manufacturer a strong market position against the competition, and allow the consortium members to become leaders in the sports textiles sector. The project is a pioneer at national and international level.
The need for the project
The degree of interest expressed by modern society in sports is undeniable. According to statistics provided by the Sports Council, (from a 2013 survey on sports), 70% of the Spanish population describes their interest in sports as either high or quite high and 42% take part in at least one sport, with more than half of these taking part in sport three or more times per week. See Figure 1.
There is a great weight of scientific evidence which backs up the claims that regular physical activity helps prevent certain illnesses and conditions as well as helping avoid back pro-blems, reduce obesity, combat depression and stress and strengthening muscles, etc.
_research
The number of people who take part in sports in Spain and Europe as a whole is increasing rapidly thanks to improved life expectancy, growing concerns about healthy living and the popularity of professional athletes. The development of specialist sports materials is one of the most important lines of research for the clothing and footwear sectors and the resulting products improve comfort and performance.

17
The data presented below show how the positive effects of a healthy active lifestyle translate into savings that help the sustainability of the public health service.
According to a study by the American Heart Institute in 2012, health care costs for fit and healthy 70-year-old men were 36% less than for those who did no sport. In Catalonia, the Regional Council carried out a 15-year study and calcula-ted that the positive effects of an active lifestyle resulted in short-term savings of 7 to 15 euros per person, rising to 50 euros per person in the long term. There was also a study conducted in 2010 in the US by the Centre for the Control and Prevention of Diseases which confirmed that a person who does sport for 30 minutes three or more times per week reduces healthcare costs by up to 330 dollars. Research carried out in Sabugo (Asturias) between June 2012 and March 2013, with 294 participants of an average age of 55.3 years old showed that the majority of patients suffering from anxiety and depression continued to practice some sport after being advised to do so by their doctor and reduced the number of visits they made to the doctor to the same levels as the healthy population.
The continuing rise in amateur athletes has led many spor-ting goods manufacturers to undertake research into ad-vanced sports clothing and articles designed for extreme sports. The correct sports product helps the athlete improve their performance by enhancing the human body through the use of optimised light-weight fabrics.
However, despite all the innovation involved there are still numerous limits that need to be researched and better
understood to improve safety, comfort and performance. The majority of these limitations are related to the lack of standards which control the performance which an item of sportswear must comply to.
Work packages
The project is divided into four work packages:
•Research into solutions designed to guarantee the athlete’s safety
•Research into solutions designed to guarantee the athlete’s comfort
• Research into solutions designed to enhance the athlete’s performance
•Research into solutions designed to enhance the athlete’s health
The consortium
The SPORT@FUTURE consortium covers a wide range of disciplines and includes companies which are active in complementary sports clothing and footwear sectors and which have all the scientific and technical skills and know-how to undertake research into highly technical functional solutions which are at the cutting edge of what the sector is capable of. The objective is to bring together all the investi-gative weight of the leading national companies in a range of related sectors to achieve advances across the board in all areas of the project.
aitex January 2016_
Figure 1: the conclusions reached by a 2013 survey into Spanish sporting activity conducted by SportCultura Barcelona. source: http://www.csd.gob.es/csd/estaticos/noticias/estu-dio-sportculturabarcelona-saludfisicodeportiva-esp-2013.pdf
Figure 2: the geographical distribution of the consortium

18
_research
The consortium is led by ANGLÉS TEXTIL, S.A.; UNITEX, S.A.; TEJIDOS INDESMALLABLES GEISA, S.L.; ANTONIO MORÓN De BLAS, S.L.; TEJIDOS ELÁSTICOS LLOVERAS, S.A.; MLS ELEBE 1992, S.L. and TAG INGENIEROS CONSULTORES, S.L.
The consortium also counts on the technical support of the following research institutions: Aitex – Textile Technology Ins-titute, UPC – A3 Chair in Leather innovation Business at the Catalonia Polytechnic University and UV – GIBD
–The sports Biomechanical Research Group at the University of Valencia.
The consortium includes members from all over Spain (both private sector and technology centres) to reflect the true geo-graphical distribution of sporting goods manufacturers. Where demand for and consumption of sports facilities is highest the number of manufacturers is also highest.
The consortium leader’s job is to ensure that each of the partner’s know-how is provided in a well-coordinated and sea-mless manner to ensure the successful outcome of the project. The consortium’s work in this case is to direct all their efforts to enhancing the functional properties of sports textiles and foot-wear and to optimise protection, comfort and safety of athletes by integrating textile engineering technology into the search for
meeting the athlete’s needs. Each member of the consortium will in turn increase their capacity to develop next-generation sports textiles and sporting goods.
This type of consortium-based project involving groups of com-panies will help ensure that great leaps forward are achieved in technology within a common R+D context which also renders the attaining of such goals affordable, where in the absence of such consortiums the results would be too costly for a single manufacture to bear.
Image 1: consortium meeting at the AITEX headquarters.
The research project is within the framework of the SPORT@FUTURE project, funded by the CDTI – the Centre for Industrial Technological Development and co-financed by the European Regional Development Fund through the Strategic Program-me for National Business Research Consortiums (CIEN).

19
aitex octubre 2009_
20
_research
Introduction
The objective of this research project is to develop natural fibre-reinforced plastics (NFRP) from renewable polyethyle-ne and Posidonia oceanica fibre.
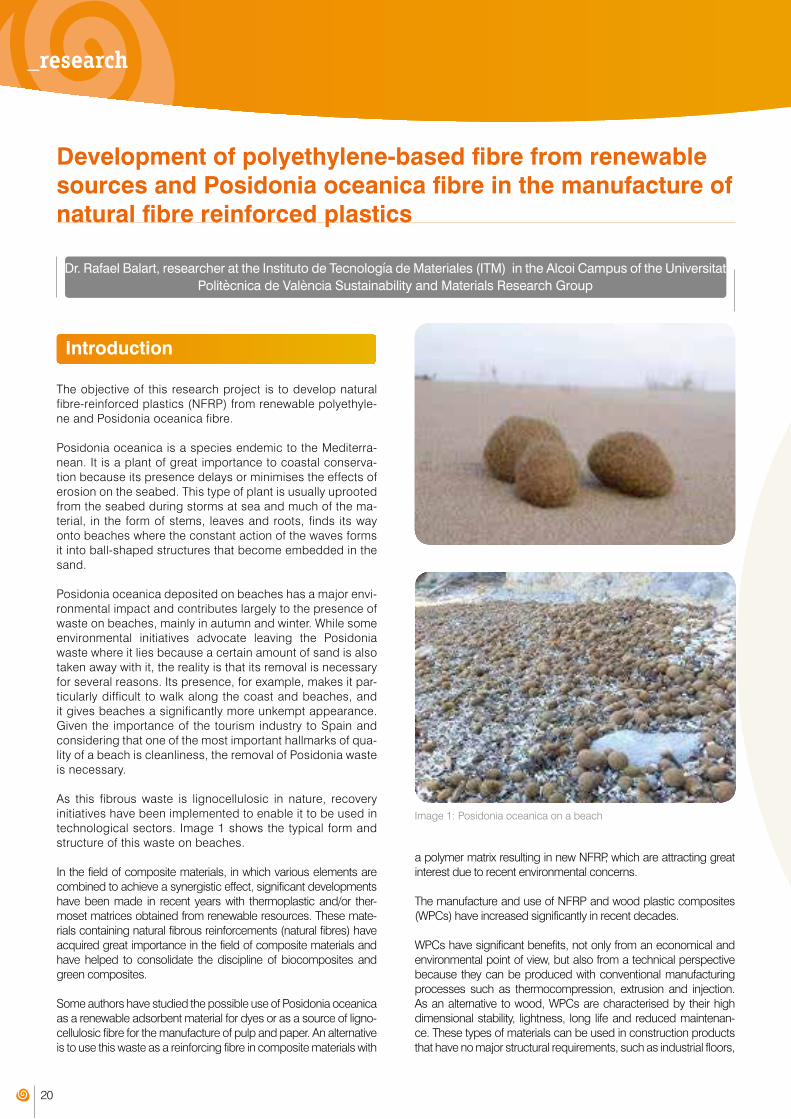
Posidonia oceanica is a species endemic to the Mediterra-nean. It is a plant of great importance to coastal conserva-tion because its presence delays or minimises the effects of erosion on the seabed. This type of plant is usually uprooted from the seabed during storms at sea and much of the ma-terial, in the form of stems, leaves and roots, finds its way onto beaches where the constant action of the waves forms it into ball-shaped structures that become embedded in the sand.
Posidonia oceanica deposited on beaches has a major envi-ronmental impact and contributes largely to the presence of waste on beaches, mainly in autumn and winter. While some environmental initiatives advocate leaving the Posidonia waste where it lies because a certain amount of sand is also taken away with it, the reality is that its removal is necessary for several reasons. Its presence, for example, makes it par-ticularly difficult to walk along the coast and beaches, and it gives beaches a significantly more unkempt appearance. Given the importance of the tourism industry to Spain and considering that one of the most important hallmarks of qua-lity of a beach is cleanliness, the removal of Posidonia waste is necessary.
As this fibrous waste is lignocellulosic in nature, recovery initiatives have been implemented to enable it to be used in technological sectors. Image 1 shows the typical form and structure of this waste on beaches.
In the field of composite materials, in which various elements are combined to achieve a synergistic effect, significant developments have been made in recent years with thermoplastic and/or ther-moset matrices obtained from renewable resources. These mate-rials containing natural fibrous reinforcements (natural fibres) have acquired great importance in the field of composite materials and have helped to consolidate the discipline of biocomposites and green composites.
Some authors have studied the possible use of Posidonia oceanica as a renewable adsorbent material for dyes or as a source of ligno-cellulosic fibre for the manufacture of pulp and paper. An alternative is to use this waste as a reinforcing fibre in composite materials with
a polymer matrix resulting in new NFRP, which are attracting great interest due to recent environmental concerns.
The manufacture and use of NFRP and wood plastic composites (WPCs) have increased significantly in recent decades.
WPCs have significant benefits, not only from an economical and environmental point of view, but also from a technical perspective because they can be produced with conventional manufacturing processes such as thermocompression, extrusion and injection. As an alternative to wood, WPCs are characterised by their high dimensional stability, lightness, long life and reduced maintenan-ce. These types of materials can be used in construction products that have no major structural requirements, such as industrial floors,
Dr. Rafael Balart, researcher at the Instituto de Tecnología de Materiales (ITM) in the Alcoi Campus of the Universitat Politècnica de València Sustainability and Materials Research Group
Development of polyethylene-based fibre from renewable sources and Posidonia oceanica fibre in the manufacture of natural fibre reinforced plastics
Imagen 1 y 2. Residuos de Posidonia Oceánica en la playa
(INCLUIR SOLO 1 DE LAS 2, EN CASO DE QUE FALTARA ESPACIO) En el marco de los materiales compuestos, basados en la combinación de diversos componentes para alcanzar un efecto sinérgico, actualmente merece la pena destacar los importantes desarrollos realizados en los últimos años a partir de matrices termoplásticas y/o termoestables obtenidas de recursos renovables. El empleo de estos materiales con refuerzos fibrosos de origen natural (fibras naturales) ha adquirido gran peso en el sector de los materiales compuestos, habiéndose consolidado la disciplina de los biocomposites o green composites. Algunos autores han estudiado posibles usos de Posidonia oceanica como adsorbente renovable para tintes o como fuente de fibras lignocelulósicas para la producción de la pulpa y el papel. Una alternativa es utilizar estos residuos como fibras de refuerzo en materiales compuestos con una matriz polimérica que conduce a nuevos plásticos reforzados con fibras naturales (PRFN) los cuales están ganando un interés atractivo debido a las preocupaciones ambientales recientes. La producción y el uso de PRNF y compuestos plásticos de madera (WPC) han aumentado considerablemente en las últimas décadas. Los WPC muestran ventajas significativas no solo desde el punto vista económico y ambiental sino también desde un punto de vista técnico, ya que pueden ser desarrollados por procesos de fabricación convencionales, tales como termocompresión, extrusión y proceso de inyección. Como alternativa a la madera, los WPC se caracterizan por su alta estabilidad dimensional, ligereza, mayor vida útil y menor necesidad de mantenimiento. Estos tipos de materiales se utilizan en la construcción en productos sin grandes exigencias estructurales, como suelos industriales, cubiertas, barandillas, molduras, paredes, muebles de interior, partes interiores de automóvil, etc. Por otra parte, con el fin de mejorar la naturaleza ecológica del WPC, se están utilizando como matrices plásticos reciclados y plásticos biodegradables que conduce a propiedades mecánicas similares de polímeros vírgenes o polímeros derivados de la petroquímica. Cabe destacar el caso de la empresa “Braskem” que produce industrialmente polietileno a partir de la caña del azúcar. Las diferentes calidades comerciales de "Green PE" suministrados por Braskem ofrecen propiedades idénticas a las del correspondiente grado a base de petróleo, por lo que nos encontramos ante un notable beneficio ambiental.
Este trabajo plantea el empleo de los residuos de Posidonia oceanica y HDPE (High Density
Polyethylene o polietileno de alta densidad) de origen renovable como materiales de partida para el desarrollo de biocomposites en diferentes porcentajes de ambos materiales con amplio abanico de posibles aplicaciones finales.
DESARROLLO EXPERIMENTAL Materiales
Imagen 1 y 2. Residuos de Posidonia Oceánica en la playa
(INCLUIR SOLO 1 DE LAS 2, EN CASO DE QUE FALTARA ESPACIO) En el marco de los materiales compuestos, basados en la combinación de diversos componentes para alcanzar un efecto sinérgico, actualmente merece la pena destacar los importantes desarrollos realizados en los últimos años a partir de matrices termoplásticas y/o termoestables obtenidas de recursos renovables. El empleo de estos materiales con refuerzos fibrosos de origen natural (fibras naturales) ha adquirido gran peso en el sector de los materiales compuestos, habiéndose consolidado la disciplina de los biocomposites o green composites. Algunos autores han estudiado posibles usos de Posidonia oceanica como adsorbente renovable para tintes o como fuente de fibras lignocelulósicas para la producción de la pulpa y el papel. Una alternativa es utilizar estos residuos como fibras de refuerzo en materiales compuestos con una matriz polimérica que conduce a nuevos plásticos reforzados con fibras naturales (PRFN) los cuales están ganando un interés atractivo debido a las preocupaciones ambientales recientes. La producción y el uso de PRNF y compuestos plásticos de madera (WPC) han aumentado considerablemente en las últimas décadas. Los WPC muestran ventajas significativas no solo desde el punto vista económico y ambiental sino también desde un punto de vista técnico, ya que pueden ser desarrollados por procesos de fabricación convencionales, tales como termocompresión, extrusión y proceso de inyección. Como alternativa a la madera, los WPC se caracterizan por su alta estabilidad dimensional, ligereza, mayor vida útil y menor necesidad de mantenimiento. Estos tipos de materiales se utilizan en la construcción en productos sin grandes exigencias estructurales, como suelos industriales, cubiertas, barandillas, molduras, paredes, muebles de interior, partes interiores de automóvil, etc. Por otra parte, con el fin de mejorar la naturaleza ecológica del WPC, se están utilizando como matrices plásticos reciclados y plásticos biodegradables que conduce a propiedades mecánicas similares de polímeros vírgenes o polímeros derivados de la petroquímica. Cabe destacar el caso de la empresa “Braskem” que produce industrialmente polietileno a partir de la caña del azúcar. Las diferentes calidades comerciales de "Green PE" suministrados por Braskem ofrecen propiedades idénticas a las del correspondiente grado a base de petróleo, por lo que nos encontramos ante un notable beneficio ambiental.
Este trabajo plantea el empleo de los residuos de Posidonia oceanica y HDPE (High Density
Polyethylene o polietileno de alta densidad) de origen renovable como materiales de partida para el desarrollo de biocomposites en diferentes porcentajes de ambos materiales con amplio abanico de posibles aplicaciones finales.
DESARROLLO EXPERIMENTAL Materiales
Image 1: Posidonia oceanica on a beach
21
aitex octubre 2009_aitex January 2016_
roofs, handrails, mouldings, walls, indoor furniture, interior automo-tive parts, etc.
Moreover, in order to improve the ecological nature of WPCs, they are being used as recycled plastic matrices and biodegradable plastics with mechanical properties similar to virgin or petroche-mical-derived polymers. Worthy of note is the company, Braskem (Sao Paulo, Brazil), which produces polyethylene industrially from sugar cane. Braskem’s various commercial grades of Green PE offer properties identical to petroleum-based grades, resulting in a significant environmental benefit.
This paper proposes the use of Posidonia oceanica waste and high density polyethylene (HDPE) from renewable sources as starting materials for the manufacture of biocomposites in different percen-tages of both materials with a wide range of potential end applica-tions.
Experimental production
Materials
Balls of Posidonia oceanica were collected from different bea-ches located along the Valencian coast of Spain. The material was washed with a 4% NaOH solution for 4 hours to remove impurities such as sand, earth and other contaminants. After washing, it was dried at room temperature and then ground to a powder using an ultra-centrifugal mill at a speed of 6,000 rpm to obtain a particle size of 250µm.
The HDPE used as the matrix was Braskem’s commercial brand Green HDPE (Ref. SHA7260) for injection moulding. This bio-HDPE is made from ethanol derived from sugar cane. It has a flow rate of 20 g (10 min) -1, a density of 0.956 g•cm-3 and a minimum bio-based content of 94.5%.
Methodology
To manufacture the biocomposites, two basic processes were used: extrusion and injection. The extrusion process was used to obtain the HDPE-Posidonia oceanica compound with a twin screw extruder at a speed of 40 rpm. The different composites produced had Posidonia oceanica weights of 5, 10, 20, 30 and 40% and the operating temperatures were 160, 165 and 170°C respectively. After the compound was cooled, the samples were made into pellets – the starting material for the injection process. This process was used to obtain various samples of HDPE-Posidonia oceanica composite to enable proper characterisation. For this, a Meteor 270/75 injection machine (Mateu and Solé, Barcelona, Spain) was used with an injection temperature of 190°C to avoid degra-dation of the lignocellulosic component. To obtain standard sample geometry, a steel mould with a shiny finish was used.
After the various defined biocomposites were produced, they were properly characterised in terms of mechanical proper-
ties (tensile, bending, Shore hardness, Charpy impact, water absorbency and SEM morphological analysis tests).
Results obtained
Mechanical properties
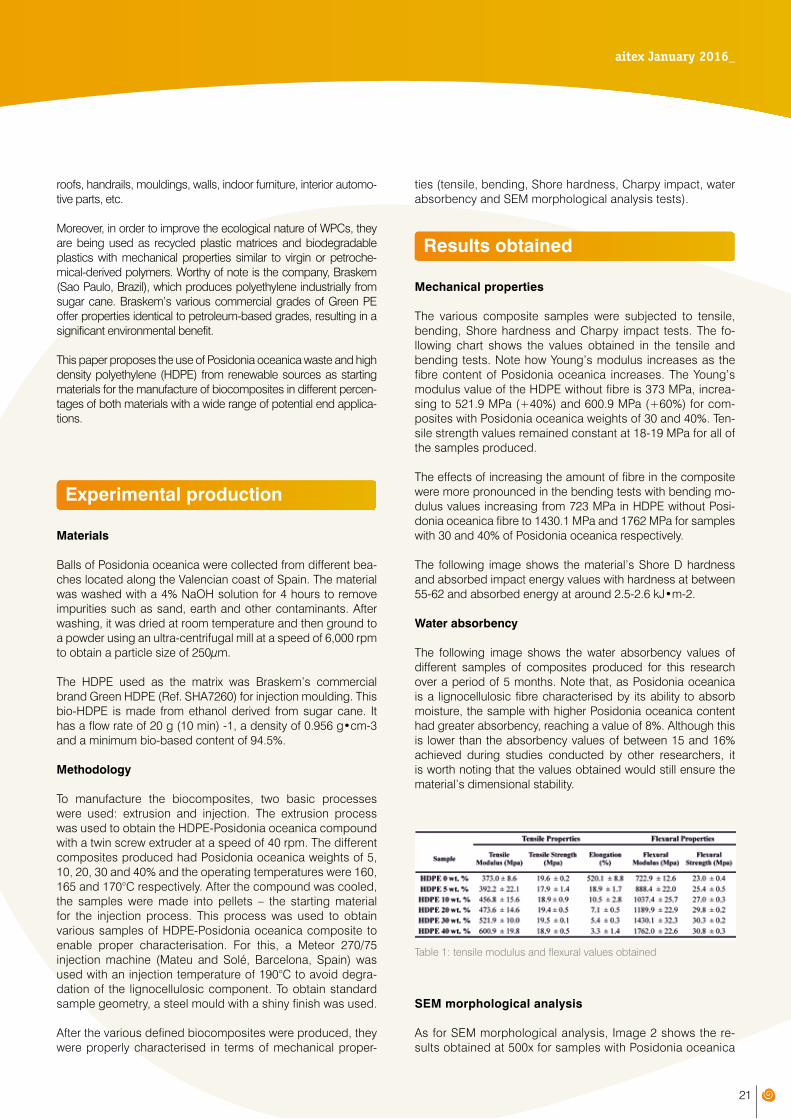
The various composite samples were subjected to tensile, bending, Shore hardness and Charpy impact tests. The fo-llowing chart shows the values obtained in the tensile and bending tests. Note how Young’s modulus increases as the fibre content of Posidonia oceanica increases. The Young’s modulus value of the HDPE without fibre is 373 MPa, increa-sing to 521.9 MPa (+40%) and 600.9 MPa (+60%) for com-posites with Posidonia oceanica weights of 30 and 40%. Ten-sile strength values remained constant at 18-19 MPa for all of the samples produced.
The effects of increasing the amount of fibre in the composite were more pronounced in the bending tests with bending mo-dulus values increasing from 723 MPa in HDPE without Posi-donia oceanica fibre to 1430.1 MPa and 1762 MPa for samples with 30 and 40% of Posidonia oceanica respectively.
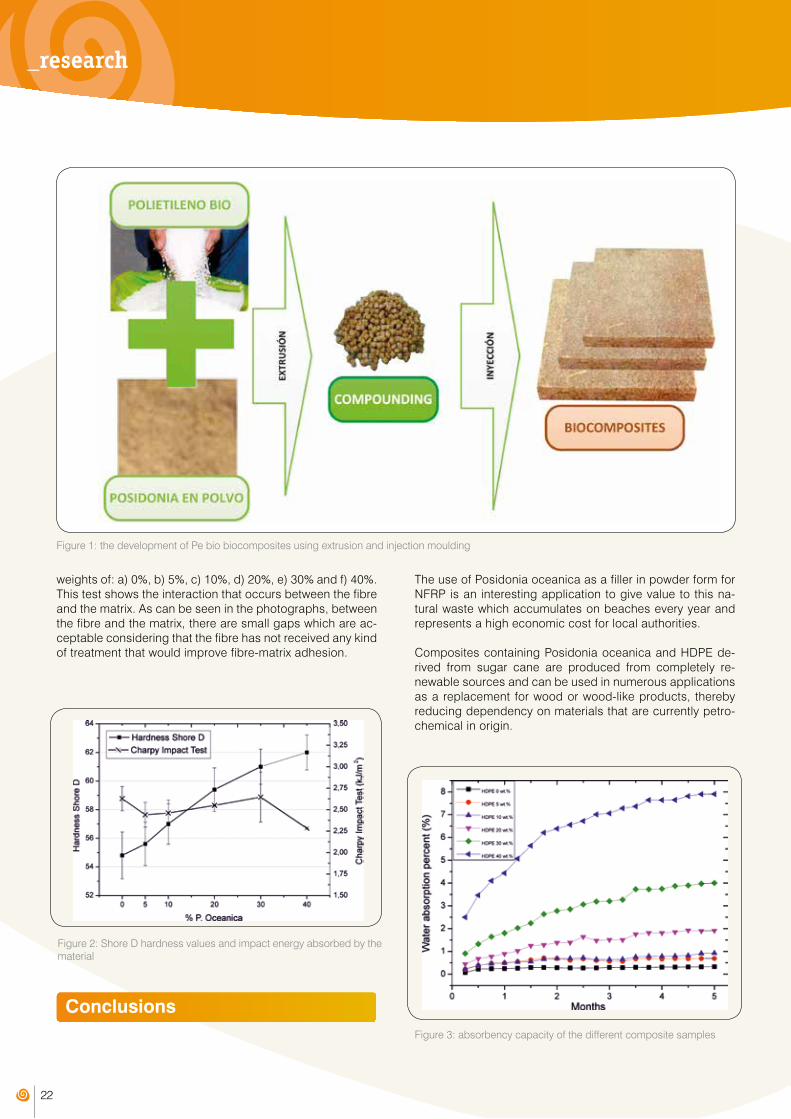
The following image shows the material’s Shore D hardness and absorbed impact energy values with hardness at between 55-62 and absorbed energy at around 2.5-2.6 kJ•m-2.
Water absorbency
The following image shows the water absorbency values of different samples of composites produced for this research over a period of 5 months. Note that, as Posidonia oceanica is a lignocellulosic fibre characterised by its ability to absorb moisture, the sample with higher Posidonia oceanica content had greater absorbency, reaching a value of 8%. Although this is lower than the absorbency values of between 15 and 16% achieved during studies conducted by other researchers, it is worth noting that the values obtained would still ensure the material’s dimensional stability.
SEM morphological analysis
As for SEM morphological analysis, Image 2 shows the re-sults obtained at 500x for samples with Posidonia oceanica
Table 1: tensile modulus and flexural values obtained
Tabla 1. Valores obtenidos en los ensayos de tracción y flexión
El efecto del aumento de la cantidad de fibra en el composite se ve más acusado en los ensayos de flexión, obteniéndose valores del módulo de flexión que aumenta desde 723 MPa para el caso del HDPE sin fibra de Posidonia oceánica a valores de 1430,1 MPa y 1762 MPa para las muestras con un 30 y 40% de Posidonia oceánica respectivamente.
La siguiente imagen muestra los valores obtenidos en cuanto a la dureza Shore D del material y la energía de impacto absorbida por el material, siendo valores entre 55-62 de dureza y valores en torno a 2,5-2,6 kJ·m-2 de energía absorbida.
Capacidad de absorción de agua La siguiente imagen muestra los valores obtenidos en cuanto a la capacidad de absorción de agua de las diferentes muestras de composites desarrolladas en el marco de la presente investigación durante un período de 5 meses. Destacar que tal y como se ha comentado anteriormente la Posidonia oceánica es una fibra lignocelulósica que se caracteriza por su capacidad de absorción de humedad, por ello se observa como la muestra con mayor contenido de Posidonia oceánica presenta mayor capacidad de absorción llegando a valores de un 8%. Sin embargo, si se compara con otros estudios llevados a cabo por otros investigadores los WPC suelen tener valores de absorción comprendidos entre 15-16%. En este sentido destacar que los valores obtenidos garantizarían una estabilidad dimensional del material.
22
_research
weights of: a) 0%, b) 5%, c) 10%, d) 20%, e) 30% and f) 40%. This test shows the interaction that occurs between the fibre and the matrix. As can be seen in the photographs, between the fibre and the matrix, there are small gaps which are ac-ceptable considering that the fibre has not received any kind of treatment that would improve fibre-matrix adhesion.
Conclusions
The use of Posidonia oceanica as a filler in powder form for NFRP is an interesting application to give value to this na-tural waste which accumulates on beaches every year and represents a high economic cost for local authorities.
Composites containing Posidonia oceanica and HDPE de-rived from sugar cane are produced from completely re-newable sources and can be used in numerous applications as a replacement for wood or wood-like products, thereby reducing dependency on materials that are currently petro-chemical in origin.
Tabla 1. Valores obtenidos en los ensayos de tracción y flexión
El efecto del aumento de la cantidad de fibra en el composite se ve más acusado en los ensayos de flexión, obteniéndose valores del módulo de flexión que aumenta desde 723 MPa para el caso del HDPE sin fibra de Posidonia oceánica a valores de 1430,1 MPa y 1762 MPa para las muestras con un 30 y 40% de Posidonia oceánica respectivamente.
La siguiente imagen muestra los valores obtenidos en cuanto a la dureza Shore D del material y la energía de impacto absorbida por el material, siendo valores entre 55-62 de dureza y valores en torno a 2,5-2,6 kJ·m-2 de energía absorbida.
Capacidad de absorción de agua La siguiente imagen muestra los valores obtenidos en cuanto a la capacidad de absorción de agua de las diferentes muestras de composites desarrolladas en el marco de la presente investigación durante un período de 5 meses. Destacar que tal y como se ha comentado anteriormente la Posidonia oceánica es una fibra lignocelulósica que se caracteriza por su capacidad de absorción de humedad, por ello se observa como la muestra con mayor contenido de Posidonia oceánica presenta mayor capacidad de absorción llegando a valores de un 8%. Sin embargo, si se compara con otros estudios llevados a cabo por otros investigadores los WPC suelen tener valores de absorción comprendidos entre 15-16%. En este sentido destacar que los valores obtenidos garantizarían una estabilidad dimensional del material.
Figure 2: Shore D hardness values and impact energy absorbed by the material
Figure 3: absorbency capacity of the different composite samples
Análisis morfológico mediante microscopia electrónica de barrido SEM. En cuanto al análisis morfológico realizado mediante microscopia electrónica de barrido SEM, la siguiente imagen muestra los resultados obtenidos a 500X para las muestras: a) 0%, b) 5%, c) 10%, d) 20%, e) 30% y f) 40% en peso de Posidonia Oceánica. Este ensayo muestra la interacción que se produce entre la fibra y la matriz. Como se puede observar en las fotografías existen pequeños huecos entre la fibra y la matriz, siendo este pequeño hueco aceptable teniendo en cuenta que no se ha realizado ningún tipo de tratamiento a la fibra que permitiera mejorar la adhesión fibra- matriz.
Figure 1: the development of Pe bio biocomposites using extrusion and injection moulding

23
aitex octubre 2009_aitex January 2016_
Image 2: morphological analysis results viewed with an SEM
Composites containing 30-40% Posidonia oceanica have in-teresting mechanical properties. Their water absorbency, for example, ensures dimensional stability for outdoor applica-tions such as roofs, flooring, handrails, interior parts of cars, indoor furniture, etc.
In terms of SEM morphological analysis, results show that Posidonia oceanica can be properly dispersed in an HDPE matrix from renewable sources and, in spite of the matrix-fibre interaction obtained being poor, its mechanical stren-gth properties increase and its tenacity remains more or less constant.
REFERENCES
• B. Ferrero, T. Boronat, R. Moriana, O. Fenollar, and R. Balart. (2013), “Green composites based on wheat gluten matrix and posidonia oceánica waste fibers as reinforcements” Po-lym. Compos., 34, 1663.
• Calistor Nyambo, Amar K. Mohanty and Manjusri Misra. (2010), “Polylactide-Based Renewable Green Composites from Agricultural Residues and Their Hybrids” Biomacromo-lecules, 11 (6), pp 1654–1660.
• Curvelo AAS, de Carvalho AJF and Agnelli JAM. Thermo-plastic starch-cellulosic fibers composites: preliminary re-sults, Carbohydrate Polymers; 45(2):183-188.
CONCLUSIONES El uso de la Posidonia Oceánica como carga en formato de polvo para plásticos reforzados con fibras naturales (PRFN) es una aplicación interesante para dar valor a este residuo natural, el cual se acumula en las playas cada año ocasionando un coste económico elevado para los gobiernos locales. El desarrollo de composites de Posidonia Oceánica con HDPE derivado de azúcar permite obtener materiales basados completamente en fuentes renovables, los cuales podrían emplearse en múltiples aplicaciones sustituyendo a la madera o productos similares a la madera reduciendo así la dependencia que se tiene actualmente con los materiales de origen petroquímico. Los composites con un 30-40% de Posidonia oceánica son los que presentan propiedades mecánicas interesantes. Las pruebas de absorción de agua realizadas garantizan una estabilidad dimensional de estos materiales para aplicaciones al aire libre como cubiertas, pisos, pasamanos, partes interiores de automóviles, muebles de interior, etc. En cuanto al análisis morfológico realizado mediante SEM los resultados muestran que la Posidonia Oceánica podría ser dispersada correctamente en una matriz HDPE de origen renovable y a pesar de que la interacción matiz-fibra obtenida ha sido pobre, las propiedades de resistencia mecánica han aumentado y la tenacidad se ha mantenido más o menos constante.
CONCLUSIONES El uso de la Posidonia Oceánica como carga en formato de polvo para plásticos reforzados con fibras naturales (PRFN) es una aplicación interesante para dar valor a este residuo natural, el cual se acumula en las playas cada año ocasionando un coste económico elevado para los gobiernos locales. El desarrollo de composites de Posidonia Oceánica con HDPE derivado de azúcar permite obtener materiales basados completamente en fuentes renovables, los cuales podrían emplearse en múltiples aplicaciones sustituyendo a la madera o productos similares a la madera reduciendo así la dependencia que se tiene actualmente con los materiales de origen petroquímico. Los composites con un 30-40% de Posidonia oceánica son los que presentan propiedades mecánicas interesantes. Las pruebas de absorción de agua realizadas garantizan una estabilidad dimensional de estos materiales para aplicaciones al aire libre como cubiertas, pisos, pasamanos, partes interiores de automóviles, muebles de interior, etc. En cuanto al análisis morfológico realizado mediante SEM los resultados muestran que la Posidonia Oceánica podría ser dispersada correctamente en una matriz HDPE de origen renovable y a pesar de que la interacción matiz-fibra obtenida ha sido pobre, las propiedades de resistencia mecánica han aumentado y la tenacidad se ha mantenido más o menos constante.
CONCLUSIONES El uso de la Posidonia Oceánica como carga en formato de polvo para plásticos reforzados con fibras naturales (PRFN) es una aplicación interesante para dar valor a este residuo natural, el cual se acumula en las playas cada año ocasionando un coste económico elevado para los gobiernos locales. El desarrollo de composites de Posidonia Oceánica con HDPE derivado de azúcar permite obtener materiales basados completamente en fuentes renovables, los cuales podrían emplearse en múltiples aplicaciones sustituyendo a la madera o productos similares a la madera reduciendo así la dependencia que se tiene actualmente con los materiales de origen petroquímico. Los composites con un 30-40% de Posidonia oceánica son los que presentan propiedades mecánicas interesantes. Las pruebas de absorción de agua realizadas garantizan una estabilidad dimensional de estos materiales para aplicaciones al aire libre como cubiertas, pisos, pasamanos, partes interiores de automóviles, muebles de interior, etc. En cuanto al análisis morfológico realizado mediante SEM los resultados muestran que la Posidonia Oceánica podría ser dispersada correctamente en una matriz HDPE de origen renovable y a pesar de que la interacción matiz-fibra obtenida ha sido pobre, las propiedades de resistencia mecánica han aumentado y la tenacidad se ha mantenido más o menos constante.

24
The AITEX Personal Protection Equipment Laboratory
AITEX’s new line of services to evaluate head protection
The head contains some of the body’s most essential or-gans and can be exposed to various hazards including mechanical bumps and knocks, noises and vibrations, electromagnetic radiation, electrical contacts, aerosols, vapours, particles, etc.
All head protection, such as safety helmets, must bear a CE marking in order to be sold in the European Union. Testing on head protection equipment must be carried out on the complete product and repeatedly on the entire size range to be sold. Safety helmets can also offer pro-tection against different kinds of hazards such as ther-mal, electrical and mechanical.
Special attention needs to be paid to the key compo-nents of the helmet, which fulfil the function of minimising blows to the head. These blows are typically measured in terms of acceleration. The main components of a safety helmet are:
• Shell: external/visible part of the safety helmet made from a hard material with a smooth finish
• Harness: various elements whose function is to keep the helmet properly positioned on the head and to ab-sorb kinetic energy during an impact
Risks to be covered against
Different material, such as foam, is used to gradually ab-sorb the impact and reduce the acceleration of the head. Material is selected according to the nature of the hazard. Foam, for instance, can be used to absorb small impacts from small projectiles; while stronger, more inelastic ma-terials are required for greater impacts.
A safety helmet must:
• Limit the pressure applied to the skull during an impact
• Divert falling objects away from the head through its shape, finish and design
• Dissipate and disperse the potential energy transmitted away from the head and neck
• Not create other hazards such as reduced visibility
• Provide protection against sharp objects
• Be comfortable and lightweight, and feature a flexible harness made from materials that do not irritate the skin
Head protection is required for two main hazards:
• Head impacts against stationary objects (e.g. when cycling, skiing or skating)
• Objects impacting the head (e.g. an object falling on a worker’s head from a height)
The minimum requirements of a safety helmet depend on the nature of the hazard. The following harmonised European Union standards must be used when certifying a safety helmet:
_innovation_innovación www.aitex.es

25
aitex enero 2010_aitex January 2016_
Minimum requirements
Los requisitos mínimos que debe cumplir un casco, van en función del riesgo y la naturaleza de este. Según el lista-do de normas armonizadas de la Unión Europea, estas son las normas que se deben emplear a la hora de certificar un caso:
• EN 397:2012+A1:2012 Industrial safety helmets
• EN 50365:2002 Electrically insulating helmets for use on low voltage installations
• EN 812 Industrial bump caps
• EN 14052 High-performance industrial helmets
• EN 443:2008 Helmets for firefighting in buildings and other structures
• EN 966:2012+A1:2012 Helmets for airborne sports
• EN 1077:2007 Helmets for alpine skiers and snowboar-ders
• EN 1078:2012+A1:2012 Helmets for pedal cyclists and for users of skateboards and roller skates
• EN 1080:2013 Impact protection helmets for young chil-dren
• EN 1385:2012 Helmets for canoeing and white water sports
• EN ISO 10256:2003 Head and face protection for use in ice hockey
• EN 12492:2012 Mountaineering equipment. Helmets for mountaineers. Safety requirements and test methods
Standard EN 397 specifies requirements and test methods for the certification of industrial safety helmets. This is the main standard for industrial PPE.
It includes a set of mandatory tests that have to be applied to all kinds of safety helmets, irrespective of their intended use:
• Shock absorbency
• Puncture resistance
• Flame resistance

26
And a series of optional tests to be applied to helmets desig-ned for specific groups of users:
• Dielectric strength
• Resistance to lateral deformation
• Resistance to low temperatures
The following chart shows the different requirements for safety helmets used as industrial PPE:
STANDARD
EN 397 EN 14052 EN 8121 EN 397 + EN 50365
Impact absorption Yes Yes Yes Yes
Penetration resistance Yes Yes Yes Yes
Flame resistance Yes Yes Optional Yes
Resistance to very low temperatures Optional Optional Optional Optional
Resistance to high temperatures Optional Optional - Optional
Resistance to radiant heat - Optional -
Electrical properties Optional Optional Yes
Resistance to lateral deformation Optional - - Optional
Resistance to molten metal splash Optional Optional - Optional
1. This standard does NOT apply to protection of the head from falling objects.
As well as bearing the mandatory CE marking in accordance with the provisions of Spanish Royal Decree 1407/1992 and Council Directive 89/686, industrial safety helmets must also have the following information embossed or printed on them:
• The number of the European standard with which it com-plies
• Manufacturer’s details
• Year and quarter of manufacture
• Model or type of safety helmet
• Size or size chart
• Other information, such as instructions or recommen-dations for adjustment, assembly, use, cleaning, disin-fection, maintenance, checking and storage specified in the instructions for use.
• If it is a Category III safety helmet (see the European Union’s PPE Blue Guide), the name of the Notified Body that carried out the assessment of the product, in accor-dance with Article 11 of the Directive, must appear next to the CE marking
• In addition to mandatory markings, safety helmets should also include additional information for use, mainte-nance, cleaning, disinfection and care
• If the safety helmet complies with any optional require-ments, such as very low temperatures, very high tempe-ratures, electrical insulation, lateral deformation or molten metal splash, they must also appear
• Manufacturer’s details
• Accessories
• Expiry date
To help manufacturers and importers of PPE head protection, the client has a fully-equipped PPE certification laboratory for testing all kinds of safety helmets for industry and sport.
This laboratory has two safety helmet drop testing machines
• The first machine is used to assess safety helmets for cyclists, skiers, skaters, etc., designed to protect the head from impacts against static objects and involves dropping the safety helmet, containing an aluminium head of a specific weight, from different heights onto a static object. This machine measures the deceleration experienced by the head when hitting the static object.
• The second machine is used to drop objects of varying shapes and sizes onto the safety helmet from different heights and features a sensor that measures the ener-gy transmitted from the helmet to the base of the head
The laboratory also has machines to assess resistance to pe-netration, flames, very low temperatures and very high tem-peratures, dielectric strength and fastening systems, among other tests. The laboratory, along with the client’s Notified Body, is accredited to assess whether the safety helmets tes-ted meet European standards, thereby helping companies to comply with the requirements of mandatory CE markings.
_innovation

aitex enero 2010_
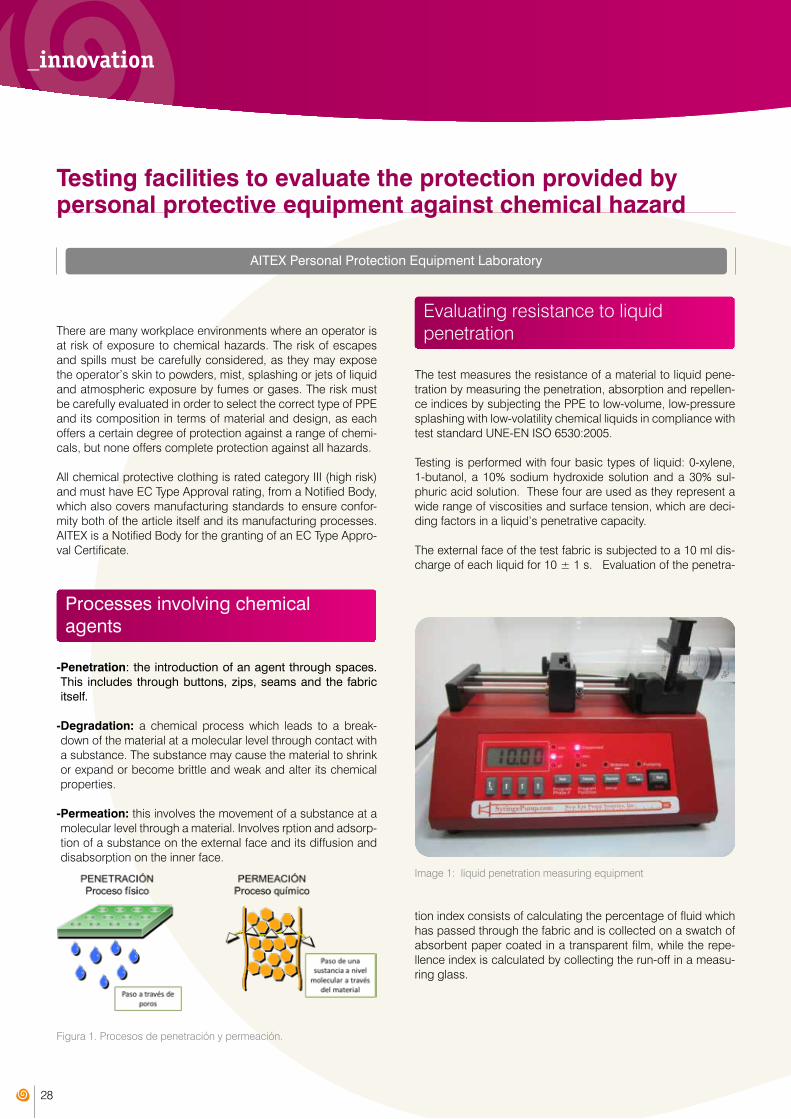
28
AITEX Personal Protection Equipment Laboratory
Testing facilities to evaluate the protection provided by personal protective equipment against chemical hazard
There are many workplace environments where an operator is at risk of exposure to chemical hazards. The risk of escapes and spills must be carefully considered, as they may expose the operator’s skin to powders, mist, splashing or jets of liquid and atmospheric exposure by fumes or gases. The risk must be carefully evaluated in order to select the correct type of PPE and its composition in terms of material and design, as each offers a certain degree of protection against a range of chemi-cals, but none offers complete protection against all hazards.
All chemical protective clothing is rated category III (high risk) and must have EC Type Approval rating, from a Notified Body, which also covers manufacturing standards to ensure confor-mity both of the article itself and its manufacturing processes. AITEX is a Notified Body for the granting of an EC Type Appro-val Certificate.
Processes involving chemical agents
- Penetration: the introduction of an agent through spaces. This includes through buttons, zips, seams and the fabric itself.
- Degradation: a chemical process which leads to a break-down of the material at a molecular level through contact with a substance. The substance may cause the material to shrink or expand or become brittle and weak and alter its chemical properties.
- Permeation: this involves the movement of a substance at a molecular level through a material. Involves rption and adsorp-tion of a substance on the external face and its diffusion and disabsorption on the inner face.
Evaluating resistance to liquid penetration
The test measures the resistance of a material to liquid pene-tration by measuring the penetration, absorption and repellen-ce indices by subjecting the PPE to low-volume, low-pressure splashing with low-volatility chemical liquids in compliance with test standard UNE-EN ISO 6530:2005.
Testing is performed with four basic types of liquid: 0-xylene, 1-butanol, a 10% sodium hydroxide solution and a 30% sul-phuric acid solution. These four are used as they represent a wide range of viscosities and surface tension, which are deci-ding factors in a liquid’s penetrative capacity.
The external face of the test fabric is subjected to a 10 ml dis-charge of each liquid for 10 ± 1 s. Evaluation of the penetra-
tion index consists of calculating the percentage of fluid which has passed through the fabric and is collected on a swatch of absorbent paper coated in a transparent film, while the repe-llence index is calculated by collecting the run-off in a measu-ring glass.
_innovation
Figura 1. Procesos de penetración y permeación.
Image 1: liquid penetration measuring equipment

29
aitex enero 2010_
Evaluating resistance to permeation
This test measures the resistance of a PPE material to permea-tion by a chemical agent by measuring the breakthrough time, permeation flow and permeation accumulation in compliance with ISO 6529:2013.
The test is performed with different chemical agents which to-gether represent the majority of chemicals a wearer may en-counter:
Tests can also be carried out using chemicals, concentrations and temperatures specified by the manufacturer.
Testing consists of placing a sample of material in the inter-mediate face of a cell so the external face remains exposed to the agent and the internal face is in contact with the collector medium.
The concentration of fluid which crosses the material in a set period of time is measured to determine the breakthrough time, (Breakthrough Time, BT) which measures the permeation flow of a fluid in 1 µg/cm2/min.
Materials classification
Standard UNE- EN 14325:2004 is used to classify the degree of protection offered by a material according to its resistance to
liquid penetration. The standard, which is a compendium of all the chemical and non-chemical tests and classification criteria applicable to chemical PPEs and is considered to be the indus-try standard assigns a penetration class of 1, 2 or 3 (highest) depending on the test results.
The degree of protection offered by a material to permeation by chemical agents is evaluated using UNE-EN 14325:2004, depending on the breakthrough time recorded and is classified from 1 to 6, where 6 is the highest.
All materials are permeable to chemicals to one degree or another and it only depends on the contact time.
We have looked at the two basic chemical-resistance tests which PPE materials are subjected to determine their barrier effect and the degree of protection. However, it is not only the
material which plays a crucial role in chemical protection; de-sign is just as important. In fact, the protection offered by the PPE will depend to a large extent on the design itself: whether the seams and joints are hermetically-sealed, etc. AITEX has a battery of test chambers available to evaluate full chemical
PPEs including the spray test, resistance to a jet of fluid and the ability to determine the penetration of fine-particle aerosols through the suit.
aitex January 2016_
Class Breakthrough time
6 >480 min
5 >240 min
4 >120 min
3 >60 min
2 >30 min
1 >10 min
Code Chemical agent CAS number Clase
A Methanol 67-56-1 Primary alcohol
B Acetone 67-64-1 Cetone
CAcetonitril 75-05-8 Organic compound
containing nitrile groups
D Dichloromethane 75-09-2 Chlorinated hydrocarbon
E Carbon disulphate
75-15-0 Organic compound containing sulphur
F Toluene 108-88-3 Aromatic hydrocarbon
G Diethylamine 109-89-7 Amine
HTetrahydrofuran 109-99-9 Heterocyclic
compound and ethere
I Ethyl acetate 141-78-6 Ester
J n-Heptane 142-85-5 Saturated Hydrocarbon
K Sodium hydroxide 40%
1310-73-2 Inorganic base
L Sulphuric acid 96%
1664-93-9 Inorganic mineral acid
Class Repellence index
3 > 95%
2 > 90%
1 > 80%
Class Penetration index
3 < 1%
2 < 5%
1 < 10%

30
_innovation
The spray test
The spray test is conducted in compliance with UNE-EN ISO 17491- 4:2009. A human test subject enters the chamber wea-ring an absorbent suit under the PPE to be tested. The PPE is sprayed with an aqueous solution containing a dye from four nozzles. The spray continues for 1 minute after which time a visual inspection is performed of the inside of the PPE and the outer face of the absorbent suit to identify any entry points on the PPE. The surface area of each stain is measured and com-pared to a standard stain pattern performed before the test is carried out.
The results are used to classify the PPE by measuring the total stained area of the absorbent suit which must be less than or equal to three times the total area of the standard stain obtai-ned prior to the test.
Evaluating resistance to a jet of liquid
Testing is undertaken in compliance with UNE-EN ISO 17491-3:2009, which is very similar to the previous test but differs in that critical points must be identified prior to the test and include all joints, seams and assemblies which must be tested at three separate places. Special care must be taken to cross seams and covered zips as well as connections between different com-ponents such as flaps between the jacket and trousers or joints between the jacket and hoods, gloves and boots; each of these
must be tested at one place per join. The jet of fluid is directed at the test point for 5 seconds beginning at the lowest point. Inspection, evaluation and classification is performed as in the previous test.
Evaluating ingress of a fine-particle aerosol
This test evaluates the PPE to determine the degree of protec-tion it offers against fine dry-particle aerosols. PPEs are norma-lly made of breathable material and performance is measured by their resistance to solid particle ingress. The test used to
measure this is UNE-EN ISO 13982-2:2005, which consists of placing a subject wearing an under garment fitted with 3 probes at different places on the body (the chest, waist and knee) in a hermetically-sealed chamber: the probes measure fine particle ingress. The subject then dons the PPE over this under garment.
The subject enters the chamber and performs a series of tasks while wearing the PPE: standing still, walking at 5 kmh on a treadmill and sitting down. The probes collect the particles which may penetrate the garment to provide a protection clas-sification of protection against chemical ingress.
AITEX has a complete infrastructure and all the resources ne-cessary to evaluate PPEs against chemical hazards, and this is complemented by the rest of the facilities available for classi-fying PPEs against a wide range of other hazards. Our facilities make us a leading international centre in the field of personal protection and we have one of the most versatile and diverse ranges of testing facilities and laboratory services available to the private sector.
Figure 2: Spray test.
Figure 3: Jet test.

31
aitex enero 2010_

32
_investigación_research
AITEX ICT Research Group
A smart monitoring system for health and safety in the workplace
Background
In recent years there have been huge leaps forward in the development of
smart cities. The term refers to a type of sustainability-based urban deve-lopment which can respond to the basic demands of public administra-tion, private enterprise and the inha-
bitants themselves with regards to the local economy, day-to-day running and
social and environmental aspects.
This global view requires a range of strategies to be crea-ted relating to advances in energy-efficiency planning, the internet of the future, the internet of things, human beha-viour, environmental sustainability and mobility to design the city of the future which is smart, efficient and sustaina-ble. This concept has led to an explosion of technologies in sensorisation, Wi-Fi communication and bespoke data management systems.
The future of smart building and space development is based on a group of technologies:
• Smart objects: this concept is part of the idea of the in-ternet of things which involves the integration of sensors and devices into everyday objects to connect them to the internet via Wi-Fi.
• Communication systems: these allow signals from all these sensors and devices to be sent to the various pro-cessing hubs.
• Smart systems: these are tasked with analysing and processing all this data to uncover patterns of behaviour which may differ from that which is expected and to raise alarms or perform certain preventative tasks as neces-sary.
Project objectives
This is the context within which the AITEX development project SMARTWORK has been using new technologies with applica-tions in organisations and business environments to help im-prove and enhance them in terms of efficiency and sustainable
development as well as paying close attention to improving the employee’s quality of life and health and safety.
Throughout the project a range of tasks have been undertaken to research these technologies and develop working prototypes which can be used as demonstrators to help open the doors to their acceptance by the private sector. The difference between this project and others is that we have taken the point of view of the employee as our starting point, with the view that any impro-vement to the individual will spread up through the chain and ultimately benefit the company or organisation.
This has required the development of a system which can moni-tor workplace environmental aspects which may affect the work carried out there and evaluate possible risk and accident situa-tions and decide whether they can be prevented by combining data from a range of sources and parameters.
Sensorised smart clothing has also been studied which sends data to the system which can then monitor the wearer in real time and evaluate any risks they may be exposed to and alert them to any dangers to avoid any hazardous situation they may have inadvertently placed themselves in.
Figura1:Estacióndemonitorizaciónambiental
Figura2:LogoSMARTWORK
Image 1: an environmental monitoring station

33
aitex January 2016_
Tasks completed
The tasks undertaken in this project have focused on four prin-cipal developments:
• A workplace environment system: Using different sensors to evaluate the workplace environment. This includes constant monitoring of air quality, CO2, noise pollution and lighting levels in the area where the opera-tor is working.
• Climatised jacket: This development has concentra-ted on a study of how to incorporate climatising sys-tems into a garment to help combat extremes of tem-perature.
• Sensorisation in clothing: This aspect has studied sensors connected with textile electrodes and has analysed the optimum location and dimensions to re-duce interference and maintain comfort.
• RFID systems: Here, the project studied the benefits of incorporating RFID into clothing to improve control over the use of PPEs. For example, the system can warn the wearer if they are entering a zone which requi-res a greater level of protection or of any oversights or errors they may have committed.
An important aspect of the project was the choice of materials and devices to be used. The objective of each component was studied to identify thresholds of use and the technical require-ments of their location on the body.
Software development was also studied for each development to ensure that adequate data management was maintained at all times.Technical aspects such as frequencies and threshold
definition were closely studied to ensure that they are easy to use and can be integrated into longer-range systems.
Results
The use of a range of workplace sensors to monitor both the workplace itself and the operator using wearable technology makes greater control over working conditions possible and practical.
The development has been made possible thanks to a sys-tem which has been designed to use the incoming data effi-ciently and then convert it into useful responses which adapt the manner in which a warning can be given to an operator to the situation. The sensors have been designed to capture the vital signs of the wearer on the one hand, and their real-time workplace environment data on the other to ensure that the system knows where each operator is at any time and can monitor the parameters of their surroundings.
The data on the wearer and their environment is sent via com-munication protocols to the central unit which processes it and presents it in a readable fashion to allow warnings to be issued as necessary to help guarantee workplace safety and improved production efficiency. The system has been desig-ned to be compatible with all the most commonly-used pro-tocols and devices and can be upgraded with new sensors, etc. to guarantee that future developments in monitoring and analysis can be added.
The project is a national flagship for organisations of all ty-pes and can be adapted to different environments and indus-tries to help create smart workplaces of the future which can compile and analyse day-to-day information and make the employee’s life easier and safer while offering the company improved workplace efficiency and production.
This R+D project is within the framework of the “SMARTWORK Project- A smart monitoring system for health and safety in the workplace” and is funded by the Conselleria d'economia Sostenible, Sectors Productius, Comerç i treball, through IVA-CE (instituto Valenciano de Competitividad empresarial), and co-funded through the ERDF, file: IMAMCI/2014/1.
aitex octubre 2009_
Image 2: workplace environment software
Figura5.Mediciónambiental

_research
AITEX Research Group in New Materials and Sustainability
The development of advanced biocomposites from bioresins and natural fibre
34
Background
The composite material industry is one of the major consumers of technical textile fabrics. The use of technical fibre such as carbon, glass or aramid fibre is widespread in composites and they are used in the car industry, transport, construction and furniture, to name a few.
The composite industry has recently witnessed the appearan-ce of new trends in the use of environmentally-friendly mate-rials in response to growing public awareness of environmental concerns. Research is now under way to develop new mate-rials from natural fibre such as linen, hemp and jute combined with bioresins.
Biocomposites reinforced with natural fibre have certain ad-vantages over other materials: they are obtained from natural renewable sources, they are abundant, lightweight are easy to process and the raw materials are inoffensive to workers when being handled in the manufacturing plant. Natural fibre biocomposites have excellent mechanical properties and are good acoustic and thermal insulators. Comparing natural fibre to glass fibre manufacturing processes, natural fibre manu-facturing produces lower atmospheric emissions and is more environmentally-friendly.
Project objectives
This is the context within which BIOAVANT has been develo-ped: the objective is to develop advanced biocomposites from bioresins and natural fibre as an alternative to the petro-chemi-cal polymers and glass fibre which are currently used.
Development and results
In order to ensure that BIOAVANT reaches a successful con-clusion, intensive work has been undertaken in the optimisa-tion of the component materials in a composite, both in the reinforcing (natural fibre) and the bioresin which acts as the matrix to the biocomposite.
Work was carried out into the modification of the bioresin by additivating it with fireproofing additives to give it a flame retar-dant property.
With respect to the textile reinforcing the project studied sur-face treatments on linen fibre to improve adherence between the fibre and the resin to improve the composite’s mechanical properties. This required the use of different types of coupling agents, and silane and titanate compounds were found to be particularly well suited.
The biocomposites were vacuum formed. The linen fabric was placed in a plastic vacuum bag in the mould and connected to a vacuum pump. As the air is pumped from the bag, the resin is drawn in and fills the spaces between the reinforcing fibres impregnating it completely. The vacuum is maintained until the resin has completely polymerised. Curing begins to take pla-ce immediately and continues throughout the vacuum-forming process. Once the piece reaches the desired level of rigidity, it is removed from the mould.
Los nuevos biocomposites se han desarrollado mediante la técnica de infusión de resina
VARTM. Para ello el tejido de lino se coloca en el molde y se sella con la bolsa, dejando un
huecoparalaentradaderesinayotroparaconectarconlabombadevacío.Conestatécnica,
la resina fluye a través del refuerzo hasta alcanzar el punto de escape, impregnando la
totalidaddelapieza.Elvacíodebemantenersehastalacompletapolimerizacióndelaresina.
Elcuradodelaresinacomienzaduranteelllenadoycontinúaduranteelprocesodevaciado.
Unavezlapiezadesarrollalasuficienterigidezesdesmoldeada.
BIOAVANT III – “Technological Development of Advanced Bio-composites", is undertaken in conjunction with AIMPLAS and is funded by the Conselleria d'economia Sostenible, Sectors Productius, Comerç i treball, through IVACE (instituto Valencia-no de Competitividad empresarial), and co-financed by ERDF, file: IMDECA/2014/65
Image 1. The biocomposite process used in BIOAVANT.
35
Introduction
Aviation is the use of aircraft, particularly aeroplanes, for the civil or military trans-portation of passengers or cargo from ori-gin to destination. As well as their transport function, aeroplanes also need to be places in which passengers can comfortably rest, eat and sleep. They are confined environ-ments where the concepts of comfort and ergonomics play as important a role as sa-fety.
Textiles, leather and furnishings are key ele-ments in aircraft interiors, and any enhan-cement of their functional aspects goes a long way to ensuring improved passenger comfort.
Project objective
The focus of the NON-STRESS CABIN project was to investi-gate ways of improving the high value-added niche of aircraft cabin interior design by measuring, assessing and stimulating comfort through the incorporation of innovative technologi-cal solutions that currently do not exist in the aviation market. To achieve this, work went into researching and developing various elements that make up an aeroplane’s equipment: a smart seat for parameterising and improving passenger comfort/stress, surfaces capable of releasing chemical agents in a controlled manner to improve environmental psychology and advanced acoustic and thermal insulation systems using composite material development technologies.
Results obtained
During the project, work was carried out on the development of technical panels using resin infusion systems and the use of special honeycomb-structured cores and wet-laid nonwo-vens developed from waste materials. This resulted in mate-rials with acoustic and thermal insulation properties ideal for aircraft cabin interior applications. Furthermore, with the aim of reducing vibration inside the cabin, and therefore impro-ving user comfort, work was also carried out on developing
luminescent technical panels using resin infusion processes in two ways: by adding chromoactive pigments to the resin as a composite matrix and incorporating electro-luminescent elements into the structure of the composite.
The use of functionalised materials comes from aromatherapy and has the purpose of creating an optimum environment for pas-senger relaxation: a new technology was used which enables textiles to act as a ve-hicle to promote user comfort, for example, providing greater relaxation to prevent stress caused by the fear of flying that some pas-sengers experience. In this case, cyclodex-trins, zeolites and advanced microcapsules were used as controlled aroma release sys-tems for their ability to release a scent only
when suitable environmental conditions of humidity exist. Mo-reover, given the importance of comfort in aeroplane seats, also studied was the incorporation of materials with fabric phase changes to ensure thermal comfort for the user.
Finally, the laboratory, Retail Innovation Lab (RIL), was used for empirical validation of the prototype in a virtual environment set up for measuring environmental neuropsychology.
aitex octubre 2009_
AITEX Sustainability and New Materials Research Group
Research and development of technological solutions to reduce stress and improve comfort in aircraft cabins.
aitex January 2016_
The NON-STRESS CABIN project is backed by the Valencian Regional Ministry of Sustainable Economy, Productive Sec-tors, Commerce and Work, through the Valencian Institute of Business Competitiveness (IVACE), and is funded by the Euro-pean Union’s ERDF fund. IMDECA file/2014/56.

36
The composite materials market has one of the highest de-mands for textiles with technical and/or differential characteris-tics. In the last two decades, this industry has been notable for its predominant use of carbon-, glass- or aramid-based textiles. As the composites industry has entered new markets like the au-tomotive sector, transportation, construction and furniture, it has been able to make use of new materials such as natural fibres (flax, jute, hemp), inorganic fibres (basalt, slate) and high-per-formance polymeric fibres (PPS, PEI, PEEK), all of which have interesting end applications.
The composites industry has recently seen new aesthetic trends in technical pieces using plain woven fabrics with simple weaves such as taffeta, twill or rib. Most of the aesthetic fabrics identified combine carbon technical fibres with aramid, glass fibre and me-tallised glass fibre. In order to meet this need in the development of new composite materials with aesthetic finishes, the client has worked to develop complex textile structures through the use of new technical fibres that have demonstrated their applicability as composite reinforcement systems. As an additional characteris-tic, new textile structures can provide the end product with lumi-nescent properties, which are particularly suitable for signalling and design applications.
SUALFOMBRA, in collaboration with AITEX, has developed various kinds of textile structures with differentiating aesthetic finishes for use as reinforcement in composite materials. The new fabrics are a combination of conventional fibres and high-performance fibres such as slate fibre, polymeric optical fibre and fancy yarns.
Project objective
The main objective of the BEAUTYCOMP project was research into and development of woven textile structures capable of being used as reinforcement for composites through the appli-cation of technology for the manufacture of carpets.
These structures will fulfil a dual role in composite materials: isotropic reinforcement and providing a differentiating aesthe-tic finish.
To achieve this, the company conducted thorough research into developing new textile structures including new fibres with extremely interesting technical properties for the field of com-posite materials. These included high-performance polymeric fibres and inorganic fibres such as slate fibre.
Properties of the new product
It is very important to highlight the properties exhibited by the new fabrics compared to those currently on the market and used to manufacture composites.
• Isotropic in nature in terms of mechanical properties as a result of the triple directionality of the yarns that make up this kind of structure. The client’s weaving systems enabled highly accurate control of thread density in all of the three spatial directions.
• Possibility of integrating into the same textile structure di-fferent yarns in terms of composition, colour and size. This made it possible to develop a wide variety of weaves and designs to create textiles with unique physical-mechanical and aesthetic properties compared to traditional structures produced on flat looms.
• Possibility of creating new circular aesthetic motifs or roun-ded shapes instead of the usual straight geometric motifs characteristic of this market segment.
•The structures fulfil a dual function: as a reinforcement ma-terial and aesthetic finish for composites. This will significantly reduce composite manufacturing costs in terms of labour, es-pecially in stacking processes or placing the textile reinforce-ments in moulds or vacuum bags.
Textile reinforcing structures for the manufacture of composite materials developed using Wilton carpet-manufacturing technology
_success stories
AITEX Sustainability and New Materials Research Group
SUALFOMBRA, S.A. in collaboration with AITEX has developed the BEAUTYCOMP Project who-se objective is to research and develop new woven structures using Wilton technology which can be used as composite reinforcing material

37
aitex octubre 2009_
• Luminescent properties in textile structures including polyme-ric optical fibre.
Results and conclusions
The BEAUTYCOMP project has resulted in the development of new woven textile structures using Wilton technology with potential applications as reinforcement material in composites. New fabrics include slate fibre, polymeric optical fibre and fan-cy yarns, whose combination enables a wide variety of designs to be created.
The innovative nature of these fabrics lies in the complexity of incorporating new fibres into the Wilton weaving process. The extensive research work carried out, however, has enabled its implementation, resulting in fabrics with a distinctive aesthetic finish and mechanical properties ideal for reinforcing compo-site materials.
The results obtained show that there is a wide range of possi-ble applications for technical textiles developed in this research project.
Based on the textile structures developed under the BEAU-TYCOMP project, AITEX has worked with the company in the validation of the fabric as a reinforcement material for composi-tes. In this regard, work has been carried out on the manufactu-re of composite pieces using the VARTM resin infusion techni-que. The VARTM vacuum infusion technique is a simplification of the RTM technique, in which moulds are used without a cou-nter-mould, which instead becomes a vacuum bag or film. The reinforcement system is placed in the mould and sealed with the bag, leaving one hole for the entry of resin and another for connection to the vacuum pump. With this technique, the resin flows through the reinforcement to the escape point, impregna-ting the whole piece. The vacuum must be maintained until the resin is completely polymerised. The curing of the resin starts during filling and continues during the vacuum process. Once the piece has acquired sufficient rigidity, it is demoulded.
The results obtained in terms of the composite’s mechanical and UV resistance properties make its application possible in
various markets such as transportation, construction and de-coration.
This initiative has been welcomed by SUALFOMBRA, S.A. as a great opportunity that has generated the necessary scientific and technical knowledge to develop textile structures for cer-tain technical applications that are completely different to the needs currently covered by its usual products.
aitex January 2016_
Francisco Pascual Galvañ. R+D Technician at SUALFOMBRA, S.A.
“Our company is geared to the design and development of qua-lity rugs and carpets and innovation is the key to our compe-titiveness. The new articles stemming from BEAUTYCOMP will open the company up to markets such as composites, which is highly demanding of the quality of the raw materials it uses.”
Project backed by the CDTI – Spanish Centre for the Develo-pment of Industrial Technology and co-funded by the Euro-pean Regional Development Fund (ERDF) through the R&D Operational Programme by and for the benefit of companies – Technology Fund.

38
_success stories
Functionalising acrylic yarn using an environmentally-friendly process based on Carbon 6 technology (C6)
AITEX Biotechnology Research Group
Introduction
The textile industry, like many others is experiencing a growing demand from consumers for the use of environmentally-friendly products and processes and needs to demonstrate its commitment to an ever-more demanding public.
The incorporation of new properties to textile substrates is achieved during manufacture through the application of a range of chemical agents during continuous or discontinuous processes and which create large volumes of effluent in pro-cesses which are energy-hungry.
The development of a process which can functionalise acrylic and acrylic blend yarns without the use of chemicals contai-ning PFOS (perflurooctane sulphonic acid) or PFOA (perflu-rooctanic acid), both of which are highly damaging to the en-vironment and create large quantities of industrial waste water, and which require high temperatures during processing is a challenge to the textile industry which can only be overcome through the use of biotechnology.
Beginning the research process
The modern textile industry is made up of many different inter-rela-ted subsectors which produce everything the industry needs, from the raw fibre through to the end product. Each of these sectors can be considered as a separate industry although the final product of each is the main raw material for the next link in the textile chain.
Each stage uses a wide variety of dyes and other chemicals (acids, bases, salts, wetting agents, etc.), and all of the resulting waste has an environmental impact.
In the case of anti-staining finishes alone, fluorocarbons are widely used, which offer excellent anti-stain performance but which have
in recent years raised public concerns over their prevalence in the environment and their accumulation in the food chain.
Hilaturas Miel, S.L. (HIMIESA) is aware of the problem but also un-derstands the need for anti-staining finishes and so has been un-dertaking research into functionalising acrylic yarns through the in-corporation of environmentally-friendly polymers made from PFOS and PFOA-free carbon monomers. These advanced polymers are ecologically treated to repel water, oil and dirt. However, given that the water-repellent nature of the yarn makes it difficult to apply sur-face treatments effectively, they have been treated with enzymes in a sustainable process to improve the bonding of the treatment onto the fibre surface.
HILATURAS MIEL, S.L., in collaboration with AITEX has developed the ECODENTEX Project, whose goal is to undertake research and the subsequent development of a process to spin waterproof and oil and dirt-repellent acrylic yarn. The process uses products with a low environ-mental impact in a sustainable process which substitutes the more conventional fluorocarbons.
Figure 1: a diagram explaining the benefits of the ECO-DENTEX pro-ject.
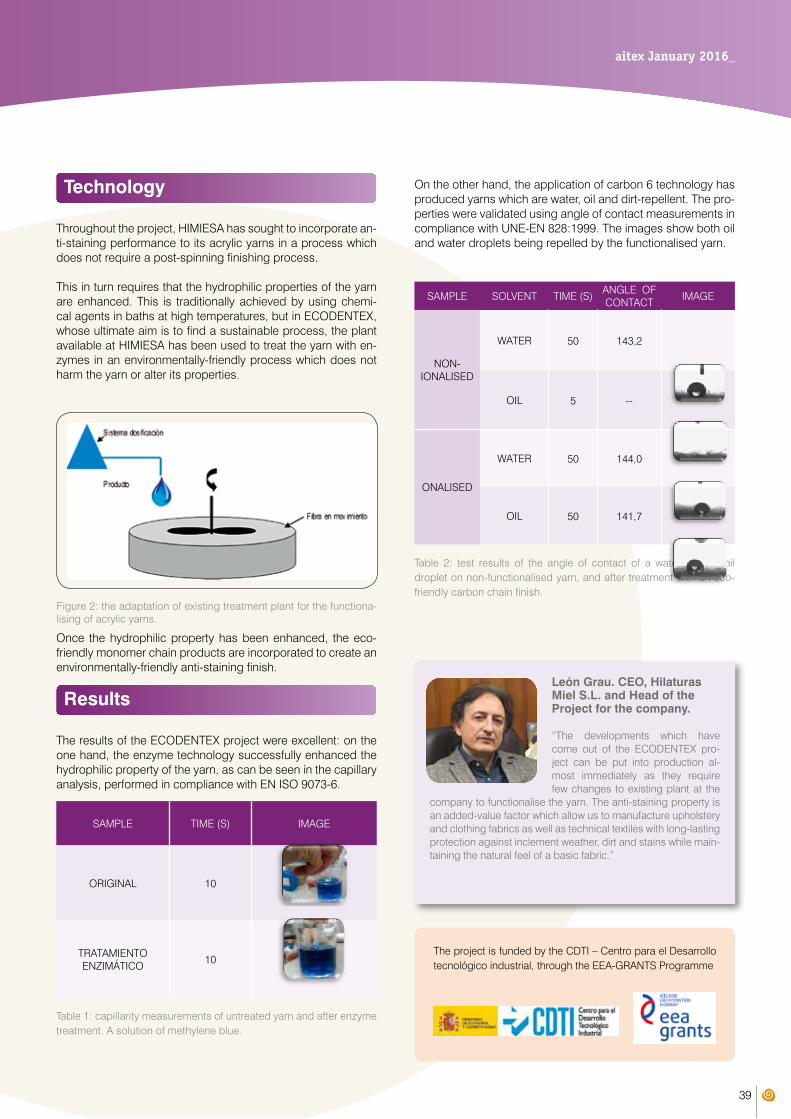
39
aitex octubre 2009_aitex January 2016_
Technology
Throughout the project, HIMIESA has sought to incorporate an-ti-staining performance to its acrylic yarns in a process which does not require a post-spinning finishing process.
This in turn requires that the hydrophilic properties of the yarn are enhanced. This is traditionally achieved by using chemi-cal agents in baths at high temperatures, but in ECODENTEX, whose ultimate aim is to find a sustainable process, the plant available at HIMIESA has been used to treat the yarn with en-zymes in an environmentally-friendly process which does not harm the yarn or alter its properties.
Once the hydrophilic property has been enhanced, the eco-friendly monomer chain products are incorporated to create an environmentally-friendly anti-staining finish.
Results
The results of the ECODENTEX project were excellent: on the one hand, the enzyme technology successfully enhanced the hydrophilic property of the yarn, as can be seen in the capillary analysis, performed in compliance with EN ISO 9073-6.
SAMPLE TIME (S) IMAGE
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Table 1: capillarity measurements of untreated yarn and after enzyme treatment. A solution of methylene blue.
On the other hand, the application of carbon 6 technology has produced yarns which are water, oil and dirt-repellent. The pro-perties were validated using angle of contact measurements in compliance with UNE-EN 828:1999. The images show both oil and water droplets being repelled by the functionalised yarn.
SAMPLE SOLVENT TIME (S) ANGLE OF CONTACT
IMAGE
NON-IONALISED
WATER 50 143,2
OIL 5 --
ONALISED
WATER 50 144,0
OIL 50 141,7
Table 2: test results of the angle of contact of a water and an oil droplet on non-functionalised yarn, and after treatment with an eco-friendly carbon chain finish.
Figure 2: the adaptation of existing treatment plant for the functiona-lising of acrylic yarns.
Tras la ejecución del proyecto ECODENTEX los resultados obtenidos han sido satisfactorios: por una parte con la tecnología enzimática se ha logrado aumentar la hidrofilidad de los hilados de acrílica tal y como se muestra en el análisis de capilaridad basado en la norma: EN ISO 9073-6:
MUESTRA TIEMPO (S) IMAGEN
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Tabla1.Resultadosdelamedidadecapilaridaddelhiloenestadooriginalytraseltratamientoenzimático.
Disolucióndeazuldemetileno.
Por otro lado, con la aplicación de la tecnología Carbono 6 (C6), se han obtenido hilados que repelen el agua, el aceite y la suciedad. Esta propiedad ha sido validada según la determinación del ángulo de contacto basado en la norma: UNE-EN 828:1999. En las imágenes que se muestran, puede verse que, tanto el aceite como el agua no son absorbidos por el hilado funcionalizado.
MUESTRA DISOLVENTE TIEMPO (S) ÁNGULO
CONTACTO (º) IMAGEN
AGUA 50 143,2
SIN FUNCIONALIZAR
ACEITE 5 --
AGUA 50 144,0
FUNCIONALIZADA
ACEITE 50 141,7
Tabla2.Resultadosdelángulodecontactodeunagotadeaguayaceitesobreelhilosinfuncionalizarytrasel
tratamientoconproductosECOdecadenasC6.
LeónGrau.GerentedeHilaturasMielS.A.yResponsabledelProyectoenlaempresa.
Tras la ejecución del proyecto ECODENTEX los resultados obtenidos han sido satisfactorios: por una parte con la tecnología enzimática se ha logrado aumentar la hidrofilidad de los hilados de acrílica tal y como se muestra en el análisis de capilaridad basado en la norma: EN ISO 9073-6:
MUESTRA TIEMPO (S) IMAGEN
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Tabla1.Resultadosdelamedidadecapilaridaddelhiloenestadooriginalytraseltratamientoenzimático.
Disolucióndeazuldemetileno.
Por otro lado, con la aplicación de la tecnología Carbono 6 (C6), se han obtenido hilados que repelen el agua, el aceite y la suciedad. Esta propiedad ha sido validada según la determinación del ángulo de contacto basado en la norma: UNE-EN 828:1999. En las imágenes que se muestran, puede verse que, tanto el aceite como el agua no son absorbidos por el hilado funcionalizado.
MUESTRA DISOLVENTE TIEMPO (S) ÁNGULO
CONTACTO (º) IMAGEN
AGUA 50 143,2
SIN FUNCIONALIZAR
ACEITE 5 --
AGUA 50 144,0
FUNCIONALIZADA
ACEITE 50 141,7
Tabla2.Resultadosdelángulodecontactodeunagotadeaguayaceitesobreelhilosinfuncionalizarytrasel
tratamientoconproductosECOdecadenasC6.
LeónGrau.GerentedeHilaturasMielS.A.yResponsabledelProyectoenlaempresa.
Tras la ejecución del proyecto ECODENTEX los resultados obtenidos han sido satisfactorios: por una parte con la tecnología enzimática se ha logrado aumentar la hidrofilidad de los hilados de acrílica tal y como se muestra en el análisis de capilaridad basado en la norma: EN ISO 9073-6:
MUESTRA TIEMPO (S) IMAGEN
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Tabla1.Resultadosdelamedidadecapilaridaddelhiloenestadooriginalytraseltratamientoenzimático.
Disolucióndeazuldemetileno.
Por otro lado, con la aplicación de la tecnología Carbono 6 (C6), se han obtenido hilados que repelen el agua, el aceite y la suciedad. Esta propiedad ha sido validada según la determinación del ángulo de contacto basado en la norma: UNE-EN 828:1999. En las imágenes que se muestran, puede verse que, tanto el aceite como el agua no son absorbidos por el hilado funcionalizado.
MUESTRA DISOLVENTE TIEMPO (S) ÁNGULO
CONTACTO (º) IMAGEN
AGUA 50 143,2
SIN FUNCIONALIZAR
ACEITE 5 --
AGUA 50 144,0
FUNCIONALIZADA
ACEITE 50 141,7
Tabla2.Resultadosdelángulodecontactodeunagotadeaguayaceitesobreelhilosinfuncionalizarytrasel
tratamientoconproductosECOdecadenasC6.
LeónGrau.GerentedeHilaturasMielS.A.yResponsabledelProyectoenlaempresa.
Tras la ejecución del proyecto ECODENTEX los resultados obtenidos han sido satisfactorios: por una parte con la tecnología enzimática se ha logrado aumentar la hidrofilidad de los hilados de acrílica tal y como se muestra en el análisis de capilaridad basado en la norma: EN ISO 9073-6:
MUESTRA TIEMPO (S) IMAGEN
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Tabla1.Resultadosdelamedidadecapilaridaddelhiloenestadooriginalytraseltratamientoenzimático.
Disolucióndeazuldemetileno.
Por otro lado, con la aplicación de la tecnología Carbono 6 (C6), se han obtenido hilados que repelen el agua, el aceite y la suciedad. Esta propiedad ha sido validada según la determinación del ángulo de contacto basado en la norma: UNE-EN 828:1999. En las imágenes que se muestran, puede verse que, tanto el aceite como el agua no son absorbidos por el hilado funcionalizado.
MUESTRA DISOLVENTE TIEMPO (S) ÁNGULO
CONTACTO (º) IMAGEN
AGUA 50 143,2
SIN FUNCIONALIZAR
ACEITE 5 --
AGUA 50 144,0
FUNCIONALIZADA
ACEITE 50 141,7
Tabla2.Resultadosdelángulodecontactodeunagotadeaguayaceitesobreelhilosinfuncionalizarytrasel
tratamientoconproductosECOdecadenasC6.
LeónGrau.GerentedeHilaturasMielS.A.yResponsabledelProyectoenlaempresa.
Tras la ejecución del proyecto ECODENTEX los resultados obtenidos han sido satisfactorios: por una parte con la tecnología enzimática se ha logrado aumentar la hidrofilidad de los hilados de acrílica tal y como se muestra en el análisis de capilaridad basado en la norma: EN ISO 9073-6:
MUESTRA TIEMPO (S) IMAGEN
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Tabla1.Resultadosdelamedidadecapilaridaddelhiloenestadooriginalytraseltratamientoenzimático.
Disolucióndeazuldemetileno.
Por otro lado, con la aplicación de la tecnología Carbono 6 (C6), se han obtenido hilados que repelen el agua, el aceite y la suciedad. Esta propiedad ha sido validada según la determinación del ángulo de contacto basado en la norma: UNE-EN 828:1999. En las imágenes que se muestran, puede verse que, tanto el aceite como el agua no son absorbidos por el hilado funcionalizado.
MUESTRA DISOLVENTE TIEMPO (S) ÁNGULO
CONTACTO (º) IMAGEN
AGUA 50 143,2
SIN FUNCIONALIZAR
ACEITE 5 --
AGUA 50 144,0
FUNCIONALIZADA
ACEITE 50 141,7
Tabla2.Resultadosdelángulodecontactodeunagotadeaguayaceitesobreelhilosinfuncionalizarytrasel
tratamientoconproductosECOdecadenasC6.
LeónGrau.GerentedeHilaturasMielS.A.yResponsabledelProyectoenlaempresa.
Tras la ejecución del proyecto ECODENTEX los resultados obtenidos han sido satisfactorios: por una parte con la tecnología enzimática se ha logrado aumentar la hidrofilidad de los hilados de acrílica tal y como se muestra en el análisis de capilaridad basado en la norma: EN ISO 9073-6:
MUESTRA TIEMPO (S) IMAGEN
ORIGINAL 10
TRATAMIENTO ENZIMÁTICO
10
Tabla1.Resultadosdelamedidadecapilaridaddelhiloenestadooriginalytraseltratamientoenzimático.
Disolucióndeazuldemetileno.
Por otro lado, con la aplicación de la tecnología Carbono 6 (C6), se han obtenido hilados que repelen el agua, el aceite y la suciedad. Esta propiedad ha sido validada según la determinación del ángulo de contacto basado en la norma: UNE-EN 828:1999. En las imágenes que se muestran, puede verse que, tanto el aceite como el agua no son absorbidos por el hilado funcionalizado.
MUESTRA DISOLVENTE TIEMPO (S) ÁNGULO
CONTACTO (º) IMAGEN
AGUA 50 143,2
SIN FUNCIONALIZAR
ACEITE 5 --
AGUA 50 144,0
FUNCIONALIZADA
ACEITE 50 141,7
Tabla2.Resultadosdelángulodecontactodeunagotadeaguayaceitesobreelhilosinfuncionalizarytrasel
tratamientoconproductosECOdecadenasC6.
LeónGrau.GerentedeHilaturasMielS.A.yResponsabledelProyectoenlaempresa.
León Grau. CEO, Hilaturas Miel S.L. and Head of the Project for the company.
“The developments which have come out of the ECODENTEX pro-ject can be put into production al-most immediately as they require few changes to existing plant at the
company to functionalise the yarn. The anti-staining property is an added-value factor which allow us to manufacture upholstery and clothing fabrics as well as technical textiles with long-lasting protection against inclement weather, dirt and stains while main-taining the natural feel of a basic fabric.”
The project is funded by the CDTI – Centro para el Desarrollo tecnológico industrial, through the EEA-GRANTS Programme

40
Background
Research has revealed two types of skin ageing processes: one which is genetic and known as intrinsic and the other cau-sed by external factors known as extrinsic.
Intrinsic ageing is the natural ageing process and begins at around 20 years of age. The body’s production of collagen and elastin begins to diminish and natural regeneration begins to slow down.
Extrinsic ageing is caused by a whole range of external factors, among which the leading causes are:
• Solar radiation: small quantities of UV radiation are beneficial to the skin and play a vital role in producing vitamin D, but excessive exposure is linked to different types of skin cancer and accelerated skin ageing.
• Tobacco: smoking increases the production of free ra-dicals which speed up ageing and reduces vitamin A which protects the skin from free radicals.
• Stress: stress releases hormones such as cortisol which can break down the nervous system, muscle tissue and makes the skin thinner which in turn provokes the appea-rance of wrinkles.
• Diet: a healthy diet includes vitamins, minerals and anti-oxidants which help in the fight against free radicals.
Modern lifestyles are increasing the appearance of extrinsic ageing, which in turn has led to an increase in the number of treatments available. There are many different ways of comba-ting face wrinkles, and include:
• Lifting: a surgical technique which repositions the mus-cle layer, skin and fat by pulling the excess tissue by ma-king a cut at the hairline and behind the ears and scalp.
_success stories
AITEX Environmental Health and Technical Finishes Research Group
A new cosmetic application system based on functionalised nanofibre veils
GERMAINE DE CAPUCCINI S.A., in collaboration with AITEX has developed an innovative anti-ageing anti-wrinkle cosmetic treatment using functionalised electrospun nanofibres.

41
aitex octubre 2009_aitex January 2016_
• Laser lifting: this is less invasive and aggressive than surgical lifting. The laser cuts the surface of the skin des-troying the epidermis. As this layer begins to regenerate, the skin is smoother, tighter and has fewer wrinkles. The laser also acts on the inner layers, stimulating collagen production which contracts the skin and makes it tense up naturally.
• Facial mesotherapy: this consists of applying a cos-metic product (such as hyaluronic acid combined with vi-tamins, moisturising agents and substances similar to the botox) via multiple microinjections all over the face. The injections stimulate the natural production of hyaluronic acid and collagen.
• Facial cosmetic treatments: there is a huge range of cos-metic facial treatments available in many different formats including creams, emulsions, lotions, gels and sprays. The most widely-used anti-ageing products are sold as creams. The active ingredients include combinations of hyaluronic acid, anti-oxidants, minerals, amino acids, vitamins and botox.
In recent years, GERMAINE De CAPUCCINI has undertaken nu-merous R+D projects to investigate treatments and consump-tion in professional beauty salons of latest-generation active compounds which have agreeable textures and notable efficacy.
On this occasion the company has gone one step further and embarked on research into an anti-ageing facial treatment which is free from any bulking agent such as cream, gel, foam or spray or any preservative.
Project objectives
The main objective of the project focuses on undertaking re-search into a new cosmetic application system using functio-nalised electrospun nanofibre veils. The veils have been addi-tivated with very specific active ingredients which confer the anti-ageing, firming and anti-wrinkle properties on the product.
Electrospinning creates lightweight nanometric fibres from a polymer dissolved in a charged solution, by applying an electri-cal current across two electrodes whose structure makes them an excellent vehicle for the release of active ingredients.
Results obtained
The new cosmetic treatment is based on a textile substrate of a nonwoven nanofibre veil from a water-soluble polymer con-taining the active ingredients. The substrate was made into patches for easy application, in keeping with its use in beauty salons.
When the water-soluble patch has been placed on the skin, a water-based emulsion is sprayed on which dissolves the patch and releases the active ingredients onto the skin.
Electrospinning has been well-researched in a range of fields including biomedicine, acoustics, filtration, etc. and its use to manufacture facial anti-ageing products has several advanta-ges:
- The high surface area achieved with the nanofibre veils creates an excellent carrier for the active ingredients and ensures they are well distributed across the entire
patch to guarantee the even delivery of the ingredients onto the patient’s skin.
- The resulting product is environmentally-friendly as the use of nanofibres eliminates the need for preservatives and bulking agents.
- Electrospinning allows unstable active ingredients to be stabilised within the fibre awaiting release, at which point they enter into direct contact with the skin.
RESULTADOS OBTENIDOS
El nuevo tratamiento cosmético desarrollado consiste en un sustrato textil, concretamente una
variante de no tejido formado por velos de nanofibras, obtenido con un polímero hidrosoluble que
actúa como soporte de los principios activos. Al soporte se le ha dado formato de bandas o
parches con la finalidad de facilitar la aplicación, puesto que se trata de un tratamiento definido
para su aplicación en cabina.
RESULTADOS OBTENIDOS
El nuevo tratamiento cosmético desarrollado consiste en un sustrato textil, concretamente una
variante de no tejido formado por velos de nanofibras, obtenido con un polímero hidrosoluble que
actúa como soporte de los principios activos. Al soporte se le ha dado formato de bandas o
parches con la finalidad de facilitar la aplicación, puesto que se trata de un tratamiento definido
para su aplicación en cabina.
Image 1. Electrospinning nanofibres.
Image 2. The new treatment uses nanofibre patches.

- Each pack includes all the patches necessary for a sin-gle treatment and avoids having to leave the pack open, degrading the product.
- Using nanofibres to control the slow release of the active compounds means that they remain in contact with the skin for the maximum length of time, as when the patches dissolve they leave behind a protective film, trapping the compounds underneath.
42
_success stories
Inmaculada Vivó Sesé: Technical Director, GERMAINE DE CAPUCCINI S.A.“The successful completion of this R+D project has allowed GERMAI-NE De CAPUCCINI to broaden its research into an exciting new field for the company and the consumer: cosmotextiles. We have created an
exciting anti-ageing product for use in beauty salons.”
The research falls within the framework of the NANO- COSME-TOTEX Project, funded by the CDti – Centro para el Desarrollo tecnológico industrial and co-financed by the ERDF through its R+D Investment programme to help technology-based companies.
Cuando a la banda de material hidrosoluble colocado sobre la piel se le aplica una emulsión
acuosa por pulverización, la banda textil se solubiliza y desaparece liberándose completamente
el principio activo y entrando en contacto directo con la piel.
Mediante la tecnología de electrohilatura, tecnología con la cual se han realizado numerosas
investigaciones en otros ámbitos tales como el de la biomedicina, acústica, filtración, etc., se ha
obtenido un novedoso tratamiento cosmético facial antiedad que presenta las siguientes
ventajas:
- Debido a la elevada superficie específica que presentan los velos de nanofibras, se obtiene un
excelente vehículo de liberación de los principios activos junto con una buena distribución de los
mismos a lo largo de toda la banda cosmética, consiguiéndose una liberación homogénea.
- Se trata de un producto cosmético respetuoso con el medio ambiente. El empleo de velos de nanofibras
como portador de los principios activos cosméticos evita completamente el uso de excipientes y
conservantes.
- Mediante la tecnología de electrohilatura se pueden incluir y estabilizar principios activos inestables
frente a agentes externos ya que el principio activo queda embebido en el interior de las nanofibras
hasta su liberación en la cual los activos entran en contacto directo con la piel.
- En cada envase se incluyen las bandas necesarias para un tratamiento individual, de este modo se
evita dejar el recipiente abierto durante un período prolongado hasta su completo consumo o caducidad.
- Mediante la liberación de los activos cosméticos a través de nanofibras se obtiene una elevada
permanencia del cosmético en la piel ya que se crea una especie de film protector que le proporciona un
“efecto parche”.
Cuando a la banda de material hidrosoluble colocado sobre la piel se le aplica una emulsión
acuosa por pulverización, la banda textil se solubiliza y desaparece liberándose completamente
el principio activo y entrando en contacto directo con la piel.
Mediante la tecnología de electrohilatura, tecnología con la cual se han realizado numerosas
investigaciones en otros ámbitos tales como el de la biomedicina, acústica, filtración, etc., se ha
obtenido un novedoso tratamiento cosmético facial antiedad que presenta las siguientes
ventajas:
- Debido a la elevada superficie específica que presentan los velos de nanofibras, se obtiene un
excelente vehículo de liberación de los principios activos junto con una buena distribución de los
mismos a lo largo de toda la banda cosmética, consiguiéndose una liberación homogénea.
- Se trata de un producto cosmético respetuoso con el medio ambiente. El empleo de velos de nanofibras
como portador de los principios activos cosméticos evita completamente el uso de excipientes y
conservantes.
- Mediante la tecnología de electrohilatura se pueden incluir y estabilizar principios activos inestables
frente a agentes externos ya que el principio activo queda embebido en el interior de las nanofibras
hasta su liberación en la cual los activos entran en contacto directo con la piel.
- En cada envase se incluyen las bandas necesarias para un tratamiento individual, de este modo se
evita dejar el recipiente abierto durante un período prolongado hasta su completo consumo o caducidad.
- Mediante la liberación de los activos cosméticos a través de nanofibras se obtiene una elevada
permanencia del cosmético en la piel ya que se crea una especie de film protector que le proporciona un
“efecto parche”.
Cuando a la banda de material hidrosoluble colocado sobre la piel se le aplica una emulsión
acuosa por pulverización, la banda textil se solubiliza y desaparece liberándose completamente
el principio activo y entrando en contacto directo con la piel.
Mediante la tecnología de electrohilatura, tecnología con la cual se han realizado numerosas
investigaciones en otros ámbitos tales como el de la biomedicina, acústica, filtración, etc., se ha
obtenido un novedoso tratamiento cosmético facial antiedad que presenta las siguientes
ventajas:
- Debido a la elevada superficie específica que presentan los velos de nanofibras, se obtiene un
excelente vehículo de liberación de los principios activos junto con una buena distribución de los
mismos a lo largo de toda la banda cosmética, consiguiéndose una liberación homogénea.
- Se trata de un producto cosmético respetuoso con el medio ambiente. El empleo de velos de nanofibras
como portador de los principios activos cosméticos evita completamente el uso de excipientes y
conservantes.
- Mediante la tecnología de electrohilatura se pueden incluir y estabilizar principios activos inestables
frente a agentes externos ya que el principio activo queda embebido en el interior de las nanofibras
hasta su liberación en la cual los activos entran en contacto directo con la piel.
- En cada envase se incluyen las bandas necesarias para un tratamiento individual, de este modo se
evita dejar el recipiente abierto durante un período prolongado hasta su completo consumo o caducidad.
- Mediante la liberación de los activos cosméticos a través de nanofibras se obtiene una elevada
permanencia del cosmético en la piel ya que se crea una especie de film protector que le proporciona un
“efecto parche”.
Image 3. Applying the cosmetic patch

43
aitex octubre 2009_
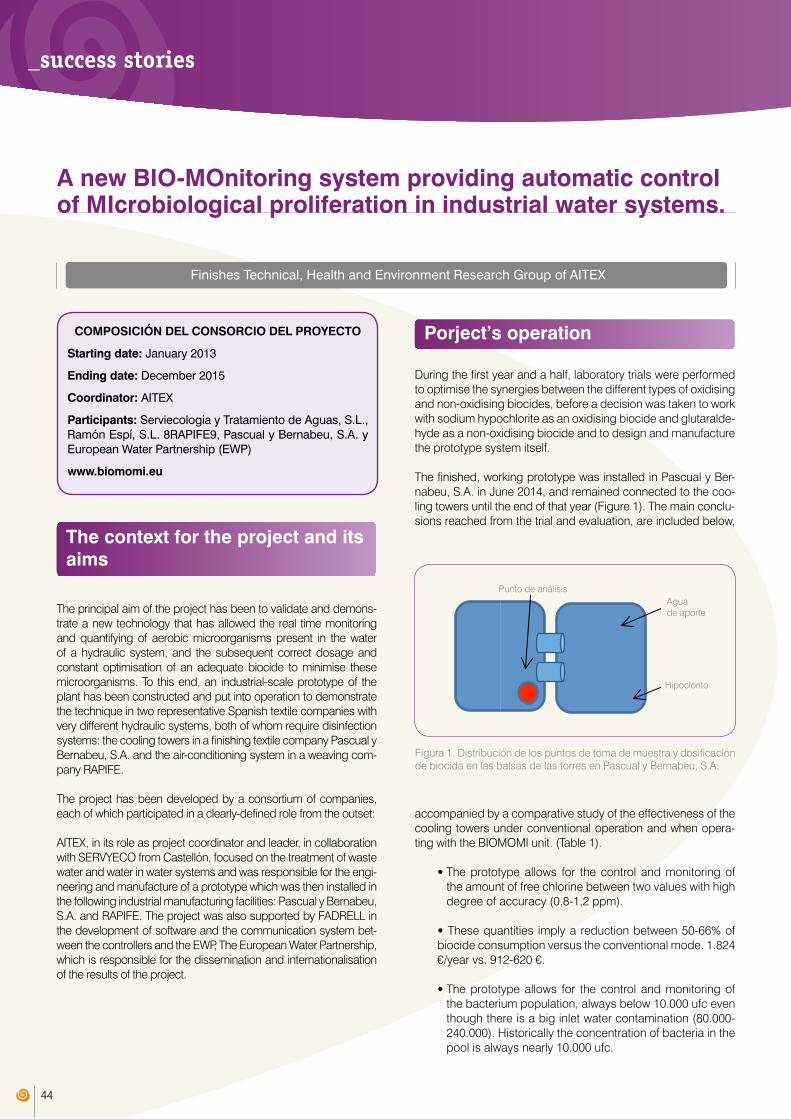
44
Figura 1. Distribución de los puntos de toma de muestra y dosificación de biocida en las balsas de las torres en Pascual y Bernabeu, S.A.
_success stories
The context for the project and its aims
The principal aim of the project has been to validate and demons-trate a new technology that has allowed the real time monitoring and quantifying of aerobic microorganisms present in the water of a hydraulic system, and the subsequent correct dosage and constant optimisation of an adequate biocide to minimise these microorganisms. To this end, an industrial-scale prototype of the plant has been constructed and put into operation to demonstrate the technique in two representative Spanish textile companies with very different hydraulic systems, both of whom require disinfection systems: the cooling towers in a finishing textile company Pascual y Bernabeu, S.A. and the air-conditioning system in a weaving com-pany RAPIFE.
The project has been developed by a consortium of companies, each of which participated in a clearly-defined role from the outset:
AITEX, in its role as project coordinator and leader, in collaboration with SERVYECO from Castellón, focused on the treatment of waste water and water in water systems and was responsible for the engi-neering and manufacture of a prototype which was then installed in the following industrial manufacturing facilities: Pascual y Bernabeu, S.A. and RAPIFE. The project was also supported by FADRELL in the development of software and the communication system bet-ween the controllers and the EWP, The European Water Partnership, which is responsible for the dissemination and internationalisation of the results of the project.
Porject’s operation
During the first year and a half, laboratory trials were performed to optimise the synergies between the different types of oxidising and non-oxidising biocides, before a decision was taken to work with sodium hypochlorite as an oxidising biocide and glutaralde-hyde as a non-oxidising biocide and to design and manufacture the prototype system itself.
The finished, working prototype was installed in Pascual y Ber-nabeu, S.A. in June 2014, and remained connected to the coo-ling towers until the end of that year (Figure 1). The main conclu-sions reached from the trial and evaluation, are included below,
accompanied by a comparative study of the effectiveness of the cooling towers under conventional operation and when opera-ting with the BIOMOMI unit. (Table 1).
• The prototype allows for the control and monitoring of the amount of free chlorine between two values with high degree of accuracy (0,8-1,2 ppm).
• These quantities imply a reduction between 50-66% of biocide consumption versus the conventional mode. 1.824 €/year vs. 912-620 €.
• The prototype allows for the control and monitoring of the bacterium population, always below 10.000 ufc even though there is a big inlet water contamination (80.000-240.000). Historically the concentration of bacteria in the pool is always nearly 10.000 ufc.
Finishes Technical, Health and Environment Research Group of AITEX
A new BIO-MOnitoring system providing automatic control of MIcrobiological proliferation in industrial water systems.
COMPOSICIÓN DEL CONSORCIO DEL PROYECTO
Starting date: January 2013
Ending date: December 2015
Coordinator: AITEX
Participants: Serviecologia y Tratamiento de Aguas, S.L., Ramón Espí, S.L. 8RAPIFE9, Pascual y Bernabeu, S.A. y European Water Partnership (EWP)
www.biomomi.eu
Punto de análisisAgua de aporte
Hipoclorito
aguaesvitalenestasactividadesindustrialescomopartedelprocesoyseutilizaenelpulido,
humidificación,refrigeración,etc.
Figura1.TorresderefrigeracióndePascualyBernabeu.Distribucióndelospuntosdetomademuestray
dosificacióndebiocidaenlasbalsasdelastorres.
Figura2:Valoreshistóricosdecontaminaciónmicrobiológicayconcentracióndeclorolibre,delabalsa
delastorresderefrigeración,versusresultadosobtenidosconelprototipoBIOMOMI.
Figura3.Distribuciónfinaldelospuntosdedosificacióndelhipocloritoparaconseguirunabuena
homogenizacióndelmismo,portodalabalsa.
CONTROLCONVENCIONALFUNCIONAMIENTO
TORRES
Valoresmedioshistóricos:
- pH:7,10–7,90
- FreeCl(ppm):1,6–2,5
- Ufc/mL:10.000
-
CONTROLBIOMOMIFUNCIONAMIENTOTORRES:
- pH:7,10–7,90
- FreeCl(ppm):0,7–1.2
- Ufc/mL:<5.000
Aguade
aporte
Hipoclorito
Puntode
análisis
Agua
de
aporte
Dosificaciónde
Hipoclorito
Puntode
análisis
Dosificaciónde
Hipoclorito
1 1
2
2
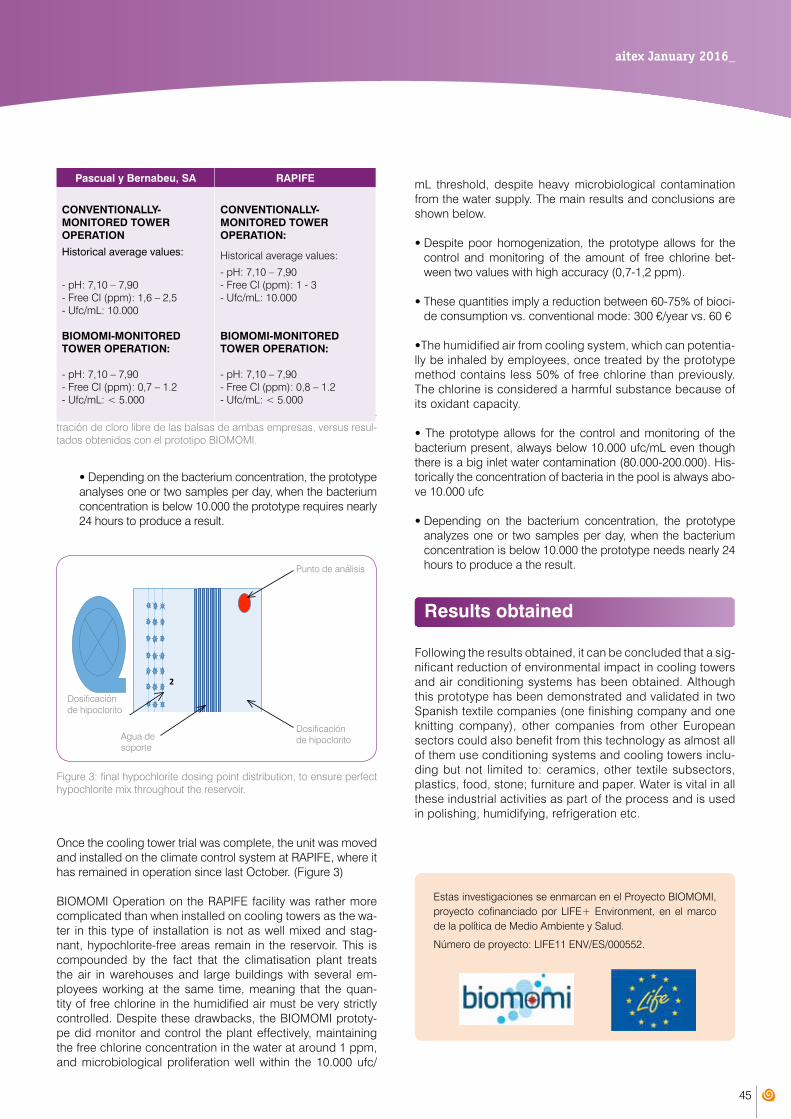
Estas investigaciones se enmarcan en el Proyecto BIOMOMI, proyecto cofinanciado por LIFE+ Environment, en el marco de la política de Medio Ambiente y Salud.
Número de proyecto: LIFE11 ENV/ES/000552.
45
aitex octubre 2009_aitex January 2016_
• Depending on the bacterium concentration, the prototype analyses one or two samples per day, when the bacterium concentration is below 10.000 the prototype requires nearly 24 hours to produce a result.
Once the cooling tower trial was complete, the unit was moved and installed on the climate control system at RAPIFE, where it has remained in operation since last October. (Figure 3)
BIOMOMI Operation on the RAPIFE facility was rather more complicated than when installed on cooling towers as the wa-ter in this type of installation is not as well mixed and stag-nant, hypochlorite-free areas remain in the reservoir. This is compounded by the fact that the climatisation plant treats the air in warehouses and large buildings with several em-ployees working at the same time, meaning that the quan-tity of free chlorine in the humidified air must be very strictly controlled. Despite these drawbacks, the BIOMOMI prototy-pe did monitor and control the plant effectively, maintaining the free chlorine concentration in the water at around 1 ppm, and microbiological proliferation well within the 10.000 ufc/
mL threshold, despite heavy microbiological contamination from the water supply. The main results and conclusions are shown below.
• Despite poor homogenization, the prototype allows for the control and monitoring of the amount of free chlorine bet-ween two values with high accuracy (0,7-1,2 ppm).
• These quantities imply a reduction between 60-75% of bioci-de consumption vs. conventional mode: 300 €/year vs. 60 €
•The humidified air from cooling system, which can potentia-lly be inhaled by employees, once treated by the prototype method contains less 50% of free chlorine than previously. The chlorine is considered a harmful substance because of its oxidant capacity.
• The prototype allows for the control and monitoring of the bacterium present, always below 10.000 ufc/mL even though there is a big inlet water contamination (80.000-200.000). His-torically the concentration of bacteria in the pool is always abo-ve 10.000 ufc
• Depending on the bacterium concentration, the prototype analyzes one or two samples per day, when the bacterium concentration is below 10.000 the prototype needs nearly 24 hours to produce a the result.
Results obtained
Following the results obtained, it can be concluded that a sig-nificant reduction of environmental impact in cooling towers and air conditioning systems has been obtained. Although this prototype has been demonstrated and validated in two Spanish textile companies (one finishing company and one knitting company), other companies from other European sectors could also benefit from this technology as almost all of them use conditioning systems and cooling towers inclu-ding but not limited to: ceramics, other textile subsectors, plastics, food, stone; furniture and paper. Water is vital in all these industrial activities as part of the process and is used in polishing, humidifying, refrigeration etc.
Tabla 1. Valores históricos de contaminación microbiológica y concen-tración de cloro libre de las balsas de ambas empresas, versus resul-tados obtenidos con el prototipo BIOMOMI.
Figure 3: final hypochlorite dosing point distribution, to ensure perfect hypochlorite mix throughout the reservoir.
Dosificación de hipoclorito
Agua de soporte
Punto de análisis
Dosificación de hipoclorito
aguaesvitalenestasactividadesindustrialescomopartedelprocesoyseutilizaenelpulido,
humidificación,refrigeración,etc.
Figura1.TorresderefrigeracióndePascualyBernabeu.Distribucióndelospuntosdetomademuestray
dosificacióndebiocidaenlasbalsasdelastorres.
Figura2:Valoreshistóricosdecontaminaciónmicrobiológicayconcentracióndeclorolibre,delabalsa
delastorresderefrigeración,versusresultadosobtenidosconelprototipoBIOMOMI.
Figura3.Distribuciónfinaldelospuntosdedosificacióndelhipocloritoparaconseguirunabuena
homogenizacióndelmismo,portodalabalsa.
CONTROLCONVENCIONALFUNCIONAMIENTO
TORRES
Valoresmedioshistóricos:
- pH:7,10–7,90
- FreeCl(ppm):1,6–2,5
- Ufc/mL:10.000
-
CONTROLBIOMOMIFUNCIONAMIENTOTORRES:
- pH:7,10–7,90
- FreeCl(ppm):0,7–1.2
- Ufc/mL:<5.000
Aguade
aporte
Hipoclorito
Puntode
análisis
Agua
de
aporte
Dosificaciónde
Hipoclorito
Puntode
análisis
Dosificaciónde
Hipoclorito
1 1
2
2
Pascual y Bernabeu, SA RAPIFE
CONVENTIONALLY-MONITORED TOWER OPERATIONHistorical average values:
- pH: 7,10 – 7,90- Free Cl (ppm): 1,6 – 2,5 - Ufc/mL: 10.000
BIOMOMI-MONITORED TOWER OPERATION:
- pH: 7,10 – 7,90- Free Cl (ppm): 0,7 – 1.2 - Ufc/mL: < 5.000
CONVENTIONALLY-MONITORED TOWER OPERATION:
Historical average values:
- pH: 7,10 – 7,90- Free Cl (ppm): 1 - 3- Ufc/mL: 10.000
BIOMOMI-MONITORED TOWER OPERATION:
- pH: 7,10 – 7,90- Free Cl (ppm): 0,8 – 1.2 - Ufc/mL: < 5.000

46
_success stories
Cooperation between countries in the Mediterranean Basin is one of the objectives pursued by the SUSTEXNET project - THE SUSTAINABLE MEDITERRANEAN TEXTILE NETWORK, a tool for strengthening the textile industry: identifying the strengths and weaknesses of the participating countries (Spain, Italy, Tunisia and Egypt) and establishing synergies to promote competitiveness and innovation and trade op-portunities through the complementarity of the common problems facing the industry in terms of the sustainability of manufacturing processes, environmental and social issues.
Principal results obtained
An analysis of the current situation in the textile industry in the Mediterranean Basin reveals that despite the significant drop in employment and output in the last ten years (see Table 1), the sector is still an important pillar in the economies of the four SUSTEXNET member states in terms of turnover, employment and technical specialities.
The European private sector is seeking specialisation and al-ternative raw materials (such as fluorine-free liquid repellents, halogen-free flame retardants, biofibres with new applications) and North African industry seeking new technologies, optimi-sed processes and the creation of home-grown know-how. SWOT analysis also reveals the existence of a range of oppor-tunities for cooperation and collaboration between companies in these countries.
In order to identify opportunities for improving environmental, social, economic and manufacturing sustainability, a common diagnostic approach was developed with 5 key points of action (Figure 1).
THE PROJECT CONSORTIUM MEMBERS
Coordinator: AITEX
Participants: VALENCIAN INSITUTE FOR PRIVATE-SEC-TOR COMPETITIVENESS (IVACE - Spain), Artes Research (ARTES - Italy), BARI e BARLETTA-ANDRIATRANI (CON- FINDUSTRIA - Italy), CENTRE TECHNIQUE DU TEXTILE (Cettex - France), POLE De COMPÉTITIVITÉ (MFC POLE– France), FEI, CONFEDERATION OF EGYPTIAN AND EURO-PEAN BUSINESS ASSOCIATIONS (CEEBA – Egypt).
Web: http://sustexnet.eu/
Twitter: Sustexnet
Facebook: www.facebook.com/SUSTEXNET-607031056041600/?fref=ts
AITEX Environmental, Health and Technical Finishing Research Group
Sustainability and competitiveness in the Mediterranean Basin textile industry, through the Sustexnet Project
Table 1. Variations in output and employment in textiles in Spain, Italy, Tunisia and Egypt (Source: SUSTEXNET Project, 2014)
El desarrollo de dicha metodología y su uso a través de -por ejemplo- cuestionarios de
evaluación como el elaborado en SUSTEXNET puede permitir identificar puntos de
mejora a nivel sectorial o incluso a nivel empresa individual. Así, en el análisis de los
resultados de los cuestionarios provenientes de empresas españolas, se observaron claros aspectos a tener en cuenta que pueden mejorarse como un 30% de empresas
que no disponen de ningún sistema de gestión/ahorro de la energía (Figura 2,
izquierda), o que solamente un 12% de empresas conocen y aplican los conceptos ‘Ecoinnovación’ o ‘Ecodiseño’ en sus líneas de producción (Figura 2, derecha).
Figura 2. Algunos resultados obtenidos del análisis de cuestionarios completados por
empresas españolas que colaboraron en SUSTEXNET.
En el caso de Italia, destaca que mucha de la producción todavía se mantiene en Italia
apostando por el ‘Made in Italy’ y combinando el uso de materiales avanzados y el alto
diseño con el know-how procedente del diseño tradicional e incluso artesanal.
Para Túnez, hasta el 82% de empresas participantes indicaron que sus niveles
potenciales de mejora de la sostenibilidad son medios/elevados, apuntando a necesidades de futuros proyectos como instalación de sistemas de cogeneración,
sistemas de tintura como mínimos consumos de agua/energía/materias primas,
reutilización de aguas residuales, reciclado de materiales textiles e implantación de
certificados RSC o ecolabels.
Y en el caso de Egipto, se identifica una urgente necesidad de actualización,
desarrollo y modernización del sector a través de planes de actuación a corto y largo plazo.
Figure 1. The aspects to consider when planning actions to improve sustainability in a textile company.
Production index Employment
Spain -29% (2006-13) -35% (2006-13)
Italy -19% (2005-11) -25% (2005-11)
Tunisia -20% (2008-13) -15% (2004-13)
Egipto n/a n/a

47
aitex octubre 2009_aitex January 2016_
El proyecto SUSTEXNET es parte del programa ENPI CBC, progra-ma de cooperación transfronteriza en la Cuenca Mediterránea ENPI CBC (2007-2013). Esta cooperación transfronteriza (CBC) se trata de una iniciativa multilateral, financiada por la Unión Europea en el marco del Instrumento Europeo de Vecindad y Asociación (IEVA), reúne a 14 países de ambas orillas del Mediterráneo con el fin de abordar los desafíos comunes en ámbitos tales como el apoyo a las agrupaciones económicas y las PYME, la sostenibilidad del me-dio ambiente, mejora del patrimonio cultural, la cooperación de las personas y la gobernanza local. Más información sobre el programa está disponible en la siguiente web: www.enpicbcmed.eu
El proyecto SUSTEXNET tiene un presupuesto total de 1.488.299,16€ y una financiación de 1.339.406,24€ (90%) por la Unión Europea (programa ENPI CBC, programa de cooperación transfronteriza en la Cuenca Mediterránea ENPI CBC (2007-2013) a través del Instru-mento Europeo de Vecindad y Asociación (IEVA).
http://sustexnet.eu
The development of the approach and its use through evalua-tion questionnaires such as those developed by SUSTEXNET enables the identification of the points which can be improved both industry-wide and on a case-by-case basis. An analysis of the questionnaires returned by Spanish companies reveals clear points which must be considered for improvement, as well as the fact that 30% of these companies have no energy management system in place, or that only 12% understand and use Ecoinnovation and Ecodesign in their production li-nes.
In the case of Italy, it is clear to see that the country retains much of its production at home through the “Made in Italy” campaign and a combination of advanced materials, and the design and know-how it gleans from traditional, hand-made designs.
In Tunisia, 82% of participating companies recognised that their potential for improved sustainability is medium to high and underline the need for the installation of cogeneration systems, next-generation dyeing systems with reduced water, energy and raw material consumption, the recycling of waste water and textile waste and the implantation of RSC Certifica-tes and eco-labels.
For Egypt, there is an urgent need for short and long-term updating, development and modernisation plans throughout the industry.
The conclusions reached by SUSTEXNET include the imple-mentation of pilot plans and other actions listed below:
• The validation of a natural, biological product as a base for a flame-retardant product for textiles.
• The use of energy-management tools already developed and their integration into the SUSTEXNET virtual tool
• The validation of dry treatment and finishing systems such as ozone and hotmelt adhesives.
• Promoting the use of advanced designs and materials com-bined with the know-how from traditional sectors.
• The validation and monitoring of improved waste wa-ter treatment systems (such as changing from chemical treatment to biological treatment).
These and other actions which will be carried out will be un-dertaken from within the project framework itself and will be included in a Best-Practices Guide. Once completed, it is the intention of SUSTEXNET to continue to promote collaborati-ve projects between a diverse range of bodies including re-search institutes, the private sector and trade associations. Improved sustainability in the textile industry technically, envi-
ronmentally, socially and economically remains the long-term goal of the project.
Consolidating the SUSTEXNET network
The eight partners, from the four participating Mediterranean Basin countries have, over recent months, held 3 workshops and closing event in Valencia on the 4th and 5th of November under the umbrella of the European event “FOCUS INNOVA PYME”, between the 1st and 2nd of December in Alexandria at the Meditex event and the 16th and 17th of December in Mo-nastir, which saw the final workshop and End-of Project event.
The events have focused on innovation and efficient environ-mental management practices to provide competitiveness in the Mediterranean textile industry. At the events, the sector analysis results were presented and the project has served as a voice-piece for both industry and policies to offer a overview of the possible future actions to be carried out, including new technologies and plant. The focus is also on energy manage-ment practices, waste revalorisation and other environmental practices designed to improve competitiveness in the sector. The results of the research and analysis carried out during SUSTEXNET form a solid foundation for the promotion and ex-change of know-how and best practices.
48
_european projects
Fecha de inicio: Octubre 2013
Fecha de finalización: Octubre 2016
Coordinador: ASCORA GMBH
Participantes: AITEX, Atos Spain, S.A., Atos Wordline Spain S.A. Charite - Universitaetsmedizin Berlin, Technis-che Universitaet Darmstadt, Stichting Nationaal Ouder-enfonds, Talkamatic Ab, E-Seniors: Initiation Des Seniors Aux Ntic Association, Tie Nederland B.V., Universidad De Navarra.
www.alfred.eu
ALFRED – Interactive personal assistant for independent living and an active old age
El proyecto ALFRED está financiado por el Séptimo Programa Marco de la Comisión Europea bajo el Grant Agreement 611218
The European ALFRED project, whose objective is to develop a mobile perso-nalised virtual assistant for the elderly to help them live an independent life in their own home, keep in contact with loved ones and remain an active mem-ber of society was chosen by the EC to have its own stand at the “ITC 2015 Innovate, Connect, Transform” event (a leading EC ICT R+D showcase held in
Lisbon from the 20th to the 22nd of October last year. The event was attended by 6000 visitors, 140 exhibitors, 2 European Com-missioners and hosted 120 networking sessions and 4 full com-mittee meetings in 7 exhibition halls at the Lisbon Congress Cen-tre and the pavilion installed in the Praça do Comércio.
AITEX was present on the stand throughout the event to explain the aims of the ALFRED project to interested visitors and show off the technology developed to date. AITEX also presented the smart t-shirt specially developed for ALFRED and which connects the wearer to the system and displays vital signs including breathing, heart rate, temperature and physical activity to remote carers via a Bluetooth connection to a smart phone from where it is uplinked to the website. Carers and family members can access the data in a user-friendly manner to keep an eye on their loved ones far away.
The exhibition demonstrated the state of the art of European ICT technology (7PM, CIP and Horizon 2020). The EC also organised simultaneous workshops and conferences to discuss upcoming work programmes in the R+D financing calls for 2016 and 2017, involving ICT in the Horizon 2020 framework as well as the latest research and future visions and was a showcase for the most outstanding activities, with the greatest potential for impacting on the health and wellbeing of Europe’s citizens and the competitive-ness of European industry.
Other developments in the ALFRED project were also presented, including the voice control device and a range of “serious games” which help the elderly to maintain an active daily life. In short, the event served to communicate the aims of ALFRED to a wider au-
dience: that of providing assisted living and remote monitoring of the elderly.
Image 2. An interview with Josué Ferri on the ALFRED stand during ITC 2015 (G.I. ICT researcher at AITEX)
Image 1. The smart t-shirt. An app for monitoring, storing and uploading the wearer’s vital signs: developed by AITEX.

The UNITE project: “University and industry for the modernisa-tion of textile manufacturing sector in Belarus”, coordinated by the Greek University of Piraeus will draw to an end in April. The project has been undertaken within the TEMPUS programme which supports the modernisation of higher education in Eastern Europe to bring it into line with other member states.
The objective of UNITE is to provide links between university education and the textile industry of Belarus by establishing links between the private sector and universities. The long-term aim is to improve efficiency in the textile industry and provide a perma-nent process of modernisation and feedback.
The last consortium meeting was held in October in Belarus and was the final opportunity for members to get together as well as celebrating a public conference explaining the project and its results.
The meeting was held in Minsk, the Belarus capital at the Minsk School of Economics (BSEU), a consortium partner. During the meeting the partners had the opportunity to visit a work opportu-nities fair also being held at the university at the same time and which serves as a link between different private-sector indus-tries and final-year students to promote job opportunities in the Belarus textile industry, which is the principal aim of the UNITE programme. The job fair brought together the private sector, the universities and hundreds of final-year students and provided information on job placements.
The second part of the meeting was held in the city of Vitebsk at the Vitebsk State Technological University which hosted the final conference involving all partners with the aim of presenting the main results of the project. The conference was attended by an audience of around 100 from Belarus and other EU member states including lecturers, students and private-sector represen-tatives of the textile industry.
Throughout the project there has been a series of workshops, trainings sessions, seminars, specialised courses, on-line cour-ses and visits to European research centres in Belarus and across the EU which helped the Belarus partners to improve links between the textile industry and teaching centres to help modernisation both in the industry and universities and improve job opportunities in the textile industry.
aitex enero 2010_
Start date: December 2013
End date: April 2016
Coordinator: TEI of Piraeus.
Participants: IDEC SA, Universiteit Gent, Universida-de de Beira, Centro tecnológico das indústrias têxtil e do Vestuário de Portugal, Kaunas University of tech-nology, Polytechnic University of Valencia – Campus of Alcoy (EPSA), Textile Industry Research Association (AITEX), Vitebsk State technological University, Mogi-lev State University of Food technologies, Belorussian State economical University and Bellegrom Concern.
http://unite-tempus.eu/
PROJECT UNITE – The interchange of experiences in collaboration between universities and the Belarus textile industry
EThe project is financed by EC through the TEMPUS Program-me, part of the JOIN PROJECTS sub-programme. Application number: 544390-TEMPUS-1-2013- 1-GR- TEMPUS-JPHES
49
aitex January 2016_
Image 2. The partners meet in Minsk
Image 1. The UNITE Project consortium visiting the job opportunities fair
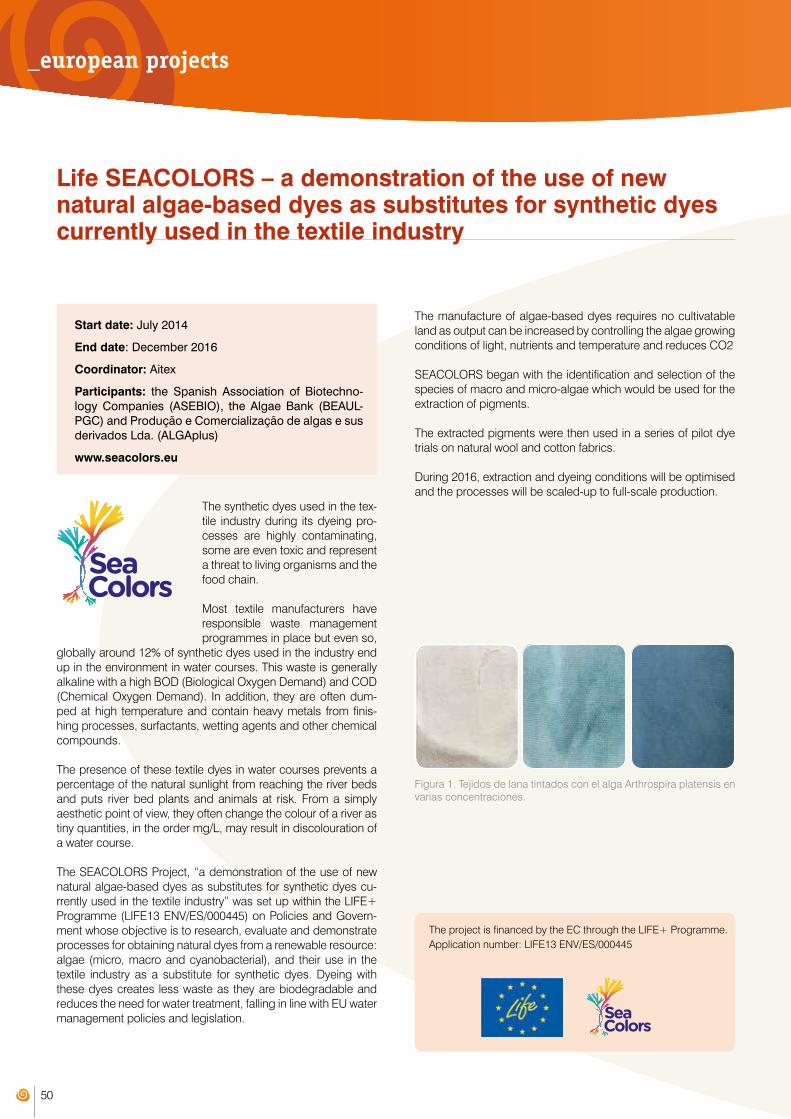
50
_european projects
The synthetic dyes used in the tex-tile industry during its dyeing pro-cesses are highly contaminating, some are even toxic and represent a threat to living organisms and the food chain.
Most textile manufacturers have responsible waste management programmes in place but even so,
globally around 12% of synthetic dyes used in the industry end up in the environment in water courses. This waste is generally alkaline with a high BOD (Biological Oxygen Demand) and COD (Chemical Oxygen Demand). In addition, they are often dum-ped at high temperature and contain heavy metals from finis-hing processes, surfactants, wetting agents and other chemical compounds.
The presence of these textile dyes in water courses prevents a percentage of the natural sunlight from reaching the river beds and puts river bed plants and animals at risk. From a simply aesthetic point of view, they often change the colour of a river as tiny quantities, in the order mg/L, may result in discolouration of a water course.
The SEACOLORS Project, “a demonstration of the use of new natural algae-based dyes as substitutes for synthetic dyes cu-rrently used in the textile industry” was set up within the LIFE+ Programme (LIFE13 ENV/ES/000445) on Policies and Govern-ment whose objective is to research, evaluate and demonstrate processes for obtaining natural dyes from a renewable resource: algae (micro, macro and cyanobacterial), and their use in the textile industry as a substitute for synthetic dyes. Dyeing with these dyes creates less waste as they are biodegradable and reduces the need for water treatment, falling in line with EU water management policies and legislation.
The manufacture of algae-based dyes requires no cultivatable land as output can be increased by controlling the algae growing conditions of light, nutrients and temperature and reduces CO2
SEACOLORS began with the identification and selection of the species of macro and micro-algae which would be used for the extraction of pigments.
The extracted pigments were then used in a series of pilot dye trials on natural wool and cotton fabrics.
During 2016, extraction and dyeing conditions will be optimised and the processes will be scaled-up to full-scale production.
Start date: July 2014
End date: December 2016
Coordinator: Aitex
Participants: the Spanish Association of Biotechno-logy Companies (ASEBIO), the Algae Bank (BEAUL- PGC) and Produção e Comercialização de algas e sus derivados Lda. (ALGAplus)
www.seacolors.eu
Life SEACOLORS – a demonstration of the use of new natural algae-based dyes as substitutes for synthetic dyes currently used in the textile industry
The project is financed by the EC through the LIFE+ Programme. Application number: LIFE13 ENV/ES/000445
Figura 1. Tejidos de lana tintados con el alga Arthrospira platensis en varias concentraciones.
El punto de partida del
SEACOLORS ha consistido
en la identificación y
selección de
especies/cepas de
macroalgas y microalgas a
partir de las cuales se han
podido extraer pigmentos
para la tintura textil.
Una vez se han extraído los pigmentos, se han llevado a cabo las primeras pruebas de
tintura sobre tejidos naturales de algodón y lana.
En la próxima anualidad del 2016, se han de optimizar las condiciones de los procesos
de extracción así como la tintura de la materia textil y escalar dichos procesos a
niveles industriales.
Figura1.TejidosdelanatintadosconelalgaArthrospiraplatensisenvariasconcentraciones

51
aitex enero 2010_

52
• IMINTEX II – R+D OF INNOVATIVE IMPLANTS MADE FROM MEDICAL TEXTILESThe project was designed to study the field of products and materials used in medical implants to determine the viability of the use of textile ma-terials as substitutes for currently-available products, or in new applications. The aim is to develop biocompatible textile structures using different manufacturing technologies including electrospinning, monofilament, multifilament and weaving technologies among others. The project aims to advance current understanding and know-how into the development of new textile products which can be used as implants to grow human tissue and improve the body’s natural functions using the natural properties that a textile provides, such as its light weight, flexibility, adaptability and strength. The objective is to develop textile articles for use as reinforcing, support structures for tissue regeneration, full or principal implant covering and the restoration of motor functions in the muscles, bones, tendons, ligament and cartilage.
The project has the additional objective of creating know-how through its R+D activities to improve the competitiveness and capabilities of IBV and AITEX. Original R+D is one of the primary objectives of technology centres as research bodies: the use of the technological knowledge created for the development and advancement of the competitive capability of the private sector. The project has been run with the collaboration of IBV File number: IMDECA/2015/20
• SUSTAINABLE HABITATS III – THE DEVELOPMENT AND INTEGRA-TION OF SOLUTIONS TO ENHANCE ENVIRONMENTAL COMFORTThe main objective of the project is the design and development of sustaina-
ble solutions and devices for enhancing comfort (lighting, heating and air quality) in the home and public buildings using Smart materials through a custom-made study. The solutions will be included in the open control platform using the pro-tocol developed by OPEN-HABITAT and managed via the smart environmental-management system developed by the same platform. Environmental improve-ment will also save energy. The use of the products developed during the project (modified where necessary) and adapted to healthcare use included field testing and evaluation. The project was run in collaboration with AIDIMA and ITC. File number: IMDECA/2015/21
• FUNTEXCAL – THE FUNCTIONALISATION OF ADHESIVE TEXTILE STRUCTURES FOR THE CLOTHING AND FOOTWEAR INDUSTRIES
The overall aim of FUNTEXCAL is to carry out research and development of new adhesive materials and structures with a diverse range of functional properties
depending on combinations of material and hotmelt adhesives with enhanced levels of comfort and foot hygiene.
• The development of textiles for use in clothing and footwear as shoe in-soles and lining fabrics for jackets which care for the wearer’s personal hygiene and improve comfort. The materials have been designed to provide a stable temperature in the shoe and reflect infrared radiation from the foot to stimulate blood flow.
• The development of functional hotmelt adhesives from fire-retardant reactive polyu-rethane. The adhesive is anti-static and anti-microbial and can be used in seams on clothing and footwear alike. The project has also studied which joint sealing process works best with each adhesive and material mix. The project has been undertaken in collaboration with INESCOP. File number: IMDECA/2015/34
This section is a compendium of projects recently carried out by the Institute which have received public funding. For more information, contact us at [email protected]
Projects within the Collaborative R+D Project Programme aimed at Technology Centres in the Valencian Region, financed by the Institut Valencià de Competitivitat Empresarial (IVACE), and the EU through ERDF.
_proyectos con financiación pública

53
aitex January 2016_
• AMFAB – ADVANCED MANUFACTURING TECHNIQUES FOR TRADITIONAL ARTICLES USING AN ADDITIVE MANUFACTURING AP-PROACH
The overall objective of the project is to improve the competitiveness of Va-lencian manufacturers by developing functional, customised toys, clothing and footwear with a high added-value factor. The project will also be adap-table to other industrial sectors such as compounding, mould-making, packaging and the car industry, among others. It will also have positive repercussions on the socio-economic backbone of the region by increasing employment and improving social welfare.
AIJU, AITEX and INESCOP will collaborate on the development of an advanced integrated manufacturing system for fabricating customised functional articles for each sector using FDM to develop functionalised polymer formulations, yarns and fibres and the necessary design tools to allow manufacturers to provide the customer with bespoke articles with new characteristics which are not commercially-available. A collaborative pro-ject between AIJU and INESCOP.
File number: IMDECA/2015/50
• NANOSURF – SURFACE MODIFICATION USING NANOTECHNOLOGY ON POLYMERS, METAL, WOOD, TEXTILES AND CERAMIC.The overall objective of the project is to study the use of surface treatment technology using nanotechnology to obtain new substrate properties. Given that different manufacturing sectors use different technologies, the aim here is to work closely with each sector to interchange know-how and find ways in which a well-used technology in one sector can be implanted in others.
The sectors involved are: plastics, textile, wood, metal and ceramic.
In order to achieve the global aims of the project, know-how on surface treatment of materials in each sector will need to compiled to extrapo-late possible common uses, seek out new materials for the materials being studied and identify the most effective and environmentally-friendly techniques. A collaborative project between AIMPLAS, AIMME, AIDIMA and ITC
File number: IMDECA/2015/65
• COSMETOSUP – SUPERCRITICAL-FLUID TECHNOLOGY APPLIED TO THE R+D OF MULTIFUNCTIONAL COSMETOTEX-TILES MADE FROM LOCAL VALENCIAN PRODUCTS.The main objectives of the COSMETOSUP project are the develop-ment of textile innovations with cosmetic and therapeutic properties using raw materials which are autochthonous to the Valencian Re-gion and the correct use of environmentally-friendly manufacturing and processing techniques. COSMETOSUP promotes the preferential use of plants from the region as a source of active ingredients which can be incorporated into the cosmetotextile manufacturing process. This will in turn raise the profile and value of companies creating products from medicinal and aromatic plants. The manufacture of high-quality cosmetotextiles which meet growing consumer demands for safe, natural and environmentally-friendly products requires the use processing technologies such as: bioactive substances which provide a cosmetic property
and the impregnation of free bioactive substances on textile substrates. These would then be used to create cosmetotextiles which offer an alternative to micro-encapsulated substances. The project has been carried out in collaboration with AINIA. . File: IMDECA/2015/83
aitex enero 2010_
Projects within the Collaborative R+D Project Programme aimed at Technology Centres in the Valencian Region, financed by the Institut Valencià de Competitivitat Empresarial (IVACE), and the EU through ERDF.

54
Advanced manufacturing is the complete range of activities ca-rried out to provide outstanding products or services made in a way which is different to traditional methods and represents a huge opportunity for the manufacturing sector.
On October the 29th last year, the ROYO GROUP in Quart de Poblet (Valencia) hosted the event “Future manufacturing. A vision for the growth of manufacturing”. A multi-disciplinary workshop organised by PLATECMA, the technology platform for manufacturing sectors in collaboration with PLANETIC, MA-NUKET and FOTONICA.
The aim was to explain the advantages of using advanced production in manufacturing processes as a strategic element for growth and competitiveness. Additionally, within the vision represented by Horizon 2020, the challenges and demands of industry were explained along with the technological tools ne-cessary for the implanting of these processes in industry.
The event was opened by Félix Lafuente of the ROYO GROUP, and followed by the first speaker, Mª Ángeles Ferre González, Deputy Director General of Public-Private sector Collaboration – at the Directorate General for Innovation and Competitivity. Mª Ángeles explained the Spanish strategy for science, technolo-gy and innovation 2013 – 2020 for public-private collaboration to meet future social challenges. The Challenges-Collaboration Call was drawn up to achieve the aims of the strategy. The speaker gave an analysis of the results of the Call and went on to underline the importance of SMEs in the Call, which gained the greatest benefit from the programme.
The second speaker was Mª Carmen Vicente, Head of the In-dustrial Sector Area at the Office of Public-Private-sector Co-llaboration. Mª Carmen introduced the State Leadership Pro-gramme as one of the central pieces of the National Scientific, Technical and Innovative Research Plan whose objective is to improve the competitiveness of the private sector to create products and services with an added-value factor. This inclu-des the Areas of Special Innovation (ASI), which includes ad-vanced manufacturing, and on which an inter-platform working group involving FOTONICA 21, MANUKET, PLANETIC, and PLATECMA is working on a route map outlining the objectives and which has identified 90 technologies which it classifies as production elements.
The moderator of the round table titled “The Needs of Manu-facturers and Available Essential Technologies.” was Miquel Hernandis, a journalist at the newspaper el Mundo. The round table included Andreu LLambrich, from AIRCABLE S.L., César taboas of ROYO GROUP S.A, Carles Oriach of MONOCROM S.L., Luis Guaita of KERABEN GROUP S.A and EMPRESA SECTOR DE BIENES DE EQUIPO. Representing the platforms were, Miguel Fuster of the Instituto Tecnológico de Informática – ITI, Manuel Belanche of AIDIMA, Pablo Romero of AIMEN and Jordi Romero of MANUKET.
The audience heard an interesting series of speakers, each of whom shared their business experiences, some the keys to their strategies, success stories as well as some initiatives which, for one reason or another failed to reach initial expec-tations.
When the workshop finished, PLATECMA held its General Mee-ting where it explained its current and short-term actions and aims.
The general aim of PLATECMA – TECHNOLOGY PLATFORM FOR TRADITIONAL MANUFACTURING SECTORS, is to impro-ve competitiveness and sustainability of traditional manufac-turing by promoting research, technological development and innovation and it is through initiatives such as this one where it seeks to promote the completion of applied research and technological development programmes among its members, in this case focusing on one of the keys to any project: sources of finance.
PLATECMA has received funding from the Ministry for Eco-nomy and Competitiveness through the Aid Programme for Te-chnology Platforms within the State Programme for Research and Development Applied to Social Challenges
The PLATECMA workshop, "Future manufacturing. A vision for the growth of manufacturing"
_news
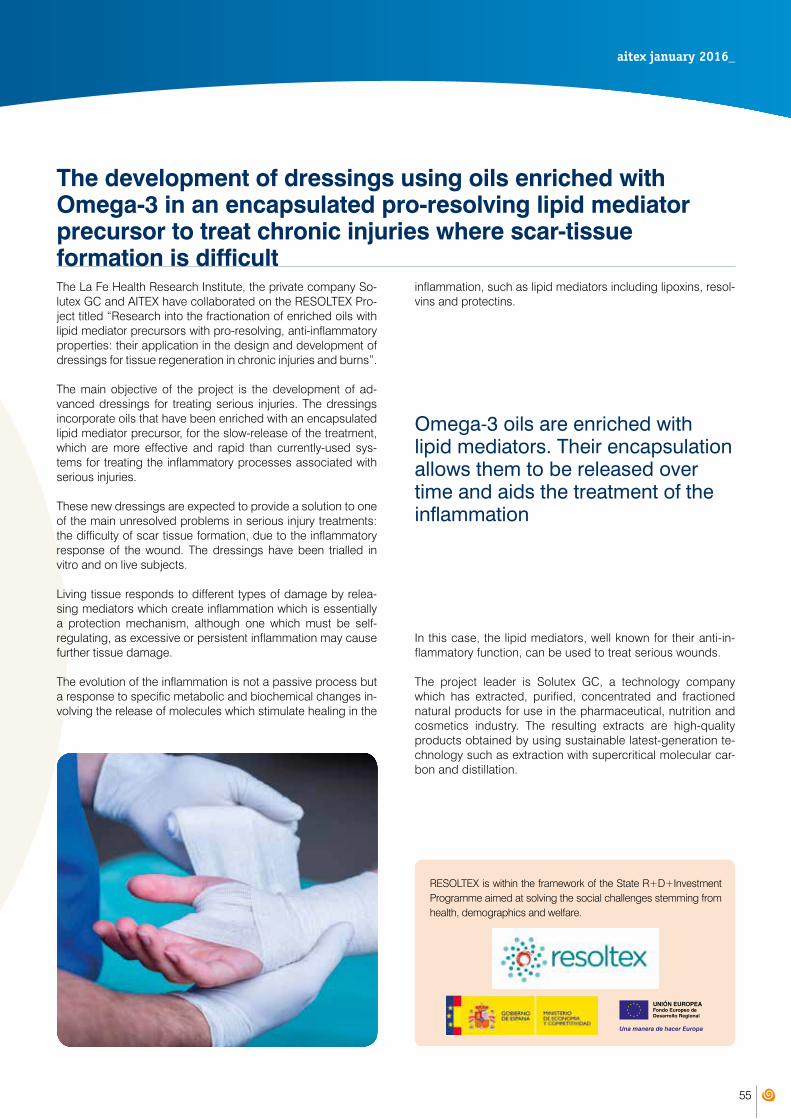
55
aitex enero 2010_aitex january 2016_
The La Fe Health Research Institute, the private company So-lutex GC and AITEX have collaborated on the RESOLTEX Pro-ject titled “Research into the fractionation of enriched oils with lipid mediator precursors with pro-resolving, anti-inflammatory properties: their application in the design and development of dressings for tissue regeneration in chronic injuries and burns”.
The main objective of the project is the development of ad-vanced dressings for treating serious injuries. The dressings incorporate oils that have been enriched with an encapsulated lipid mediator precursor, for the slow-release of the treatment, which are more effective and rapid than currently-used sys-tems for treating the inflammatory processes associated with serious injuries.
These new dressings are expected to provide a solution to one of the main unresolved problems in serious injury treatments: the difficulty of scar tissue formation, due to the inflammatory response of the wound. The dressings have been trialled in vitro and on live subjects.
Living tissue responds to different types of damage by relea-sing mediators which create inflammation which is essentially a protection mechanism, although one which must be self-regulating, as excessive or persistent inflammation may cause further tissue damage.
The evolution of the inflammation is not a passive process but a response to specific metabolic and biochemical changes in-volving the release of molecules which stimulate healing in the
inflammation, such as lipid mediators including lipoxins, resol-vins and protectins.
In this case, the lipid mediators, well known for their anti-in-flammatory function, can be used to treat serious wounds.
The project leader is Solutex GC, a technology company which has extracted, purified, concentrated and fractioned natural products for use in the pharmaceutical, nutrition and cosmetics industry. The resulting extracts are high-quality products obtained by using sustainable latest-generation te-chnology such as extraction with supercritical molecular car-bon and distillation.
The development of dressings using oils enriched with Omega-3 in an encapsulated pro-resolving lipid mediator precursor to treat chronic injuries where scar-tissue formation is difficult
RESOLTEX is within the framework of the State R+D+Investment Programme aimed at solving the social challenges stemming from health, demographics and welfare.
Omega-3 oils are enriched with lipid mediators. Their encapsulation allows them to be released over time and aids the treatment of the inflammation

56
The UPV and AITEX sign a joint agreement to offer a Master’s Degree in Textile Engineering
AITEX at Home Textiles Premium by Textilhogar
New edition of the MEDICA Fair
On the 19th of October, the Rector of the Polytechnic University of Valencia, Francisco J. Mora Mas and the Director of AITEX, Vi-cente Blanes signed an agreement to offer a University Master’s Degree in Textile Engineering.
The Master will be taught at the Alcoi Campus of the UPV and at AITEX. AITEX has also committed to employing the three best students from the first term. The Master will involve 160 hours of practical work in the AITEX laboratories and pilot plants where the students will have the opportunity for some hands-on experience with the most up-to-date equipment at one of Europe’s top five centres.
_news
The first edition of the Home textiles Premium by textilhogar was held last September at the Royal Upholstery Factory in Madrid. The event was organised by Feria Valencia and coor-dinated by the textile association ATEVAL. Home textiles From Spain was aimed at promoting the upholstery industry as a platform for suppliers and customers and to help boost exports
and promote our upholstery industry on the world stage. The fair lasted three days from the 17th to the 19th and the ope-ning was well-attended by local and national authorities and institutions.
60 leading Spanish and Portuguese manufacturers were pre-sent and the exclusive nature of the event was underlined by the 47 specially-chosen exhibitors. The products on display in-cluded upholstery, rugs and carpets, embroidery and linen and were well-received by the exclusive professional visitors.
AITEX presented the results of our R+D work, advanced la-boratory facilities and technological consultancy services at our own stand. The fair was visited by 1,880 visitors from 23 countries.
For more information visit: http://www.textilhogar.com/
The event MEDICA 2015 was held in Dusseldorf between the 16th and 19th of November 2015 and a team from the Institute was present at the fair, attended by people from the medical technology, electro-medicine, laboratory technology and or-thopaedics sectors among others. AITEX presented its suite of healthcare services and R+D infrastructure which are designed to improve the efficacy and quality of patient care.
The event is the world’s largest medical fair and hosts more than 4,800 exhibitors and receives 130,000 visitors from all over the world. It is an excellent opportunity to keep up to date with the latest trends and new lines of research as well as for making useful contacts.
For more information visit: http://www.medica.de/
57
The Federation Internacionale de l’Automobile (FIA) recognises AITEX as a Certifying Laboratory for protective gloves and clothing
aitex enero 2010_aitex January 2016_
The FIA is a not-for-profit organisation which includes more than 200 automobile organisations from 125 countries. It was founded in 1904, and is known the world over for controlling the most important motor sports events across the world, but its authority includes all aspects of motoring including roads, mobility, the environment and road safety.
The Association specifies testing requirements and com-pliances and the design of protective gear used by racing riders and drivers. All clothing used in races must comply with the FIA 8856-2000 Standard (modified on 10/07/2015) which stipulates protection requirements against heat and flame for the following products:
•Exterior clothing (Racing suits)• Interior clothing• Socks• Shoes• Balaclavas• Foul weather outerwear• Gloves
Helmets are not covered by this Standard.
AITEX now has FIA recognition as a testing and homologation laboratory for clothing and gloves including underwear and ba-laclavas in compliance with FIA Standard 8856-2000.
Tests required
Every article must be subjected to specific tests depending on type and includes the following:
• Fire resistance – UNE-EN ISO 15025:2003• Transmission of convected heat – ISO 9151:1995• Strength – FIA 8856-2000: Clause 7.3• Tensile strength – ISO 13935-1:2014• Dimensional stability – ISO 5077:2007• Design evaluation – FIA 8856-2000
When an article has passed all the necessary tests, a report is issued and the following procedures applied:
• Exterior clothing – the laboratory issues a report together with a sample garment via the National Sports Authority. The FIA then issues a homologation number for each mo-del which is registered and published in a document ca-lled Technical List No.27 – part 1.
• The same procedure is followed for all other equipment although other articles are not issued with a specific
homologation number but are approved and published thus:
- Technical List No.27– part 2: underwear, socks, shoes, balaclavas and foul weather gear.
- Technical List No.27– part 3: gloves
All articles must be labelled in compliance with Article 9 of the FIA regulations.
After receiving FIA approval, modifications may be made by re-questing that the FIA-recognised laboratory which carried out the first test issues an extension report or an authorised letter of modification.

58
Visit by the Regional Minister for Sustainable Economy, Productive Centres, Commerce and Employment to AITEX
AITEX at Composite Spain 2015
AITEX attends the A+A Congress 2015
On the 10th of October last, the Regional Minister for Sustaina-ble Economy, Productive Centres, Commerce and Employment Rafael Climent, visited the offices of the European Centre for In-novating Companies (CEEI) and AITEX, to show the Ministry’s support for technology companies.
After the visit the Minister, the Director General of Industry and Energy, Julia Company, the CEEI President, José Manuel Pérez and the CEEI Director Roberto Payá Rafael Climent visited the Institute’s facilities accompanied by the AITEX Director Vicente Blanes.
_news
The new edition of the Composite Spain Fair was held over the 4th and 5th of November in Madrid. COMPOSITE SPAIN is the first fair to be dedicated to the composites industry in Spain.
AITEX had our own stand where we presented new solutions and lines of research in the field of composite materials.
The fair is aimed at professionals from sectors including aero-nautics and aerospace, metal and mechanics and the railway industry among others who come to discover products and so-lutions from companies who are working to develop technology and make advances in composite materials. The fair was visited by more than 3,500 visitors from different countries from the EU and beyond.
The latest edition of the Congress on Health and Safety in the Workplace (A+A) was held in Dusseldorf between the 27th and the 30th October.
AITEX had our own stand at what is considered to be the lea-ding fair for work protection and is recognised throughout Eu-rope and across the world. The Institute was there to discover the innovations and technological advances presented and to establish synergies of international collaboration on research.
The Congress is a meeting point for the industry in which inno-vations and advances are exhibited, as well as the latest infor-mation on legislation, PPEs and workplace health and safety.
The event was supported by more than 1,880 exhibitors from 57 countries and visited by 65, 000 visitors from all over the world.
For more information visit http://www.aplusa-online. com/
For more information visit http://www.compositespain.com/

aitex enero 2010_





















