Документ Microsoft Word
23
1. Классификация механизмов, узлов деталей Механизмы и их классификация Механизмы, применяемые в современных машинах и системах, весьма многообразны и классифицируются по многим признакам. 1. По области применения и функциональному назначению: - механизмы летательных аппаратов; - механизмы станков; - механизмы кузнечных машин и прессов; - механизмы двигателей внутреннего сгорания; - механизмы промышленных роботов (манипуляторы); - механизмы компрессоров; - механизмы насосов и т.д. 2. По виду передаточной функции на механизмы: - с постоянной передаточной функцией; - с переменной передаточной функцией: - с нерегулируемой (синусные, тангенсные); - с регулируемой: - со ступенчатым регулированием (коробки передач); - с бесступенчатым регулированием (вариаторы). 3. По виду преобразования движения: - вращательное во вращательное (редукторы, мультипликаторы, муфты) - вращательное в поступательное; - поступательное во вращательное; - поступательное в поступательное. 4. По движению и расположению звеньев в пространстве: - пространственные; - плоские; - сферические. 5. По изменяемости структуры механизма на механизмы: - с неизменяемой структурой; - с изменяемой структурой. 6. По числу подвижностей механизма: - с одной подвижностью W = 1; - с несколькими подвижностями W > 1: - суммирующие (интегральные); - разделяющие (дифференциальные). 7. По виду кинематических пар (КП): - с низшими КП ( все КП механизма низшие ); - с высшими КП ( хотя бы одна КП высшая ); - шарнирные (все КП механизма вращательные – шарниры). 8. По способу передачи и преобразования потока энергии: - фрикционные (сцепления); - зацеплением; - волновые (создание волновой деформации); - импульсные. 9. По форме, конструктивному исполнению и движению звеньев: - рычажные; - зубчатые; - кулачковые; - планетарные; - манипуляторы. Классификация деталей машин - ПЕРЕДАЧИ предназначены для передачи и преобразования движения, энергии в машинах. Их разделяют на передачи зацеплением, передающие энергию посредством взаимного зацепления зубьев (зубчатые, червячные и цепные), и передачи трением, передающие
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Документ Microsoft Word

1. Классификация механизмов, узлов деталейМеханизмы и их классификацияМеханизмы, применяемые в современных машинах и системах, весьма многообразны и
классифицируются по многим признакам.1. По области применения и функциональному назначению:- механизмы летательных аппаратов;- механизмы станков;- механизмы кузнечных машин и прессов;- механизмы двигателей внутреннего сгорания;- механизмы промышленных роботов (манипуляторы);- механизмы компрессоров;- механизмы насосов и т.д.2. По виду передаточной функции на механизмы:- с постоянной передаточной функцией;- с переменной передаточной функцией:- с нерегулируемой (синусные, тангенсные);- с регулируемой:- со ступенчатым регулированием (коробки передач);- с бесступенчатым регулированием (вариаторы).3. По виду преобразования движения:- вращательное во вращательное (редукторы, мультипликаторы, муфты)- вращательное в поступательное;- поступательное во вращательное;- поступательное в поступательное.4. По движению и расположению звеньев в пространстве:- пространственные;- плоские;- сферические.5. По изменяемости структуры механизма на механизмы:- с неизменяемой структурой;- с изменяемой структурой.6. По числу подвижностей механизма:- с одной подвижностью W = 1;- с несколькими подвижностями W > 1:- суммирующие (интегральные);- разделяющие (дифференциальные).7. По виду кинематических пар (КП):- с низшими КП ( все КП механизма низшие );- с высшими КП ( хотя бы одна КП высшая );- шарнирные (все КП механизма вращательные – шарниры).8. По способу передачи и преобразования потока энергии:- фрикционные (сцепления);- зацеплением;- волновые (создание волновой деформации);- импульсные.9. По форме, конструктивному исполнению и движению звеньев:- рычажные;- зубчатые;- кулачковые; - планетарные; - манипуляторы.
Классификация деталей машин- ПЕРЕДАЧИ предназначены для передачи и преобразования движения, энергии в машинах. Их
разделяют на передачи зацеплением, передающие энергию посредством взаимногозацепления зубьев (зубчатые, червячные и цепные), и передачи трением, передающие

энергию посредством сил трения, вызываемых начальным натяжением ремня (ременныепередачи) или прижатием одного катка к другому (фрикционные передачи).
- ВАЛЫ и ОСИ. Валы служат для передачи вращающего момента вдоль своей оси и дляподдержания вращающихся деталей передач (зубчатые колёса, шкивы звёздочки),устанавливаемых на валах. Оси служат для поддержания вращающихся, деталей безпередачи полезных вращающих моментов.
- ОПОРЫ служат для установки валов и осей.- ПОДШИРНИКИ. Предназначены для закрепления валов и осей в пространстве. Оставляют
валам и осям только одну степень свободы - вращение вокруг собственной оси.Подшипники делятся на две группы в зависимости от вида трения в них: а)качения; б) скольжения.
- МУФТЫ предназначены для передачи крутящего момента с одного вала на другой. Муфтыбывают постоянными, не допускающие разъединения валов при работе машин и сцепные,допускающие сцепление и расцепление валов.
- СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ (СОЕДИНЕНИЯ) соединяют детали между собой.Они бывают двух видов:а) разъемные - их можно разобрать без разрушения. К ним относятся резьбовые,
штифтовые, шпоночные, шлицевые, клеммовые;б) неразъемные - разъединение деталей невозможно без их разрушения или связано с
опасностью их повреждения. К ним относятся сварочное, клеевое, заклепочное,прессовое соединения.
- УПРУГИЕ ЭЛЕМЕНТЫ. Их применяют: а) для защиты от вибраций и ударов; б) для совершенияв течение длительного времени полезной работы путем предварительногоаккумулирования или накопления энергии (пружины в часах); в) для создания натяга,осуществления обратного хода в кулачковых и других механизмах и т.д.
- КОРПУСНЫЕ ДЕТАЛИ организуют внутри себя пространство для размещения всех остальныхдеталей, обеспечивают их защиту.
- ДЕТАЛИ СПЕЦИФИЧЕСКИЕ. К ним можно отнести механизмы управления, устройства длязащиты от загрязнений, для смазывания и т.д.
Рамки учебного курса не позволяют изучить все разновидности деталей машин и все нюансыпроектирования. Однако знание, по крайней мере, типовых деталей и общих принциповконструирования машин даёт инженеру надёжный фундамент и мощный инструмент длявыполнения проектных работ практически любой сложности.
В следующих главах мы рассмотрим приёмы расчёта и проектирования типовых деталеймашин.
Соединения деталей машинКаждая машина состоит из деталей, число которых зависит от сложности и размеров
машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определеннымобразом, образуя подвижные и неподвижные соединения. Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение).
Подвижные соединения определяют кинематику машины, а неподвижные – позволяют расчленить машину на отдельные блоки, элементы, детали.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные, сварные, клеевые соединения, атакже соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование).
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей. К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.

По форме сопрягаемых поверхностей соединения делят на плоское, цилиндрическое, коническое, сферическое, винтовое и т.д.
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т.е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
1) сильного сжатия достаточно качественно обработанных поверхностей;2) введения прокладок из легко деформируемого материала.При этом рабочее удельное давление q в плоскости стыка должно лежать в
пределах q = (1,5…4)p, p – внутренне давление жидкости в сосуде.Экспериментальные исследования показали, что жесткость соединения во много раз
меньше жесткости соединяемых элементов, а поскольку жесткость системы всегда меньшежесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
Выбор типа соединения определяет инженер.Достоинства и недостатки сварных соединений по сравнению с заклепочными (или
литыми деталями).Достоинства:- простота конструкции сварного шва и меньшая трудоемкость в изго-
товлении, обусловленной сравнительной простотой технологического процесса сварки.- значительное снижение массы конструкции при тех же габаритах: по сравнению с
литыми — на 30-50%, посравнению с заклепочными и болтовыми — до 20%. При заменезаклепочных соединении сварными экономия в весе получается за счет отказа отприменения различных накладок, необходимых в заклепочных соединениях, а также частивеса самих заклепок; при замене литых деталей сварными конструкциями вес ихуменьшается за счет более высоких механических свойств прокатного металла.
- возможность соединения деталей любых форм;- герметичность и плотность соединения;- бесшумность технологического процесса сварки;- возможность автоматизации сварочного процесса;- сварное соединение дешевле заклепочного.
- соединение деталей может выполняться встык без накладок. - возможность сварки толстых профилей.
Недостатки:- возникновение остаточных напряжений в свариваемых элементах;- коробление деталей из-за неравномерного нагрева в процессе сварки;
- зависимость качества шва от исполнителя и трудность контроля; применение автоматической сварки устраняет этот недостаток.
- склонность к образованию трещин в местах перехода от шва к цельному металлу вследствие термических напряжений, возникающих при остывании. Трещины особенно опасны при динамических нагрузках (вибрационных и ударных), поэтому в таких случаях сварные швы стараются не применять, заменяя их заклепочными соединениями. Термические напряжения могут быть частично или полностью устранены термообработкой сварного соединения (низкотемпературным отжигом). Термическая обработка исключает также последующее коробление сварных конструкций.
Область применения. В настоящее время сварные соединения почти полностью вытеснилизаклепочные соединения. Сварка применяется для соединения элементов сосудов,испытывающих давление (резервуары, котлы); для изготовления турбин, доменных печей,мостов, химической аппаратуры; с помощью сварки изготовляют станины, рамы иоснования машин, корпуса редукторов, зубчатые колеса (рис.6), шкивы, звездочки,маховики, барабаны и т. д. Сварку широко применяют как способ получения заготовокдеталей из проката в мелкосерийном и единичном производстве, а также в ремонтномделе.

Классификация и разновидности сварных соединений (швов)Классификация.Сварные швы классифицируют по следующим признакам:- по протяженности - на непрерывные и прерывистые;- по назначению - прочные (обеспечивают передачу нагрузки с одного элемента на
другой); прочно-плотные (обеспечивают передачу нагрузки герметичность соединения —непроницаемость для жидкостей и газов);
- по расположению сварного шва в пространстве (рис. 7)— нижнее (а); вертикальное (в), горизонтальное (б); потолочное (г). При всех прочих равныхусловиях нижний шов самый прочный, потолочный — наименее прочный (значенияпрочности указанных выше швов относятся как 1:0,85; 0,9:0,8).
По взаимному расположению свариваемых элементов различают следующие виды
соединений- стыковые (рис.8);- нахлесточные, лобовые (рис. 9, а); фланговые (рис. 9, б);- с накладками (рис. 10);
- тавровые (рис. 11, а, б). Свариваемые элементы располагаются во взаимноперпендикулярных плоскостях. Соединение может быть выполнено угловыми (рис.11, а)или стыковыми (рис. 11, б) швами.
- угловые (рис. 11 в, г). Применяются для изготовления тары из листовой стали,ограждений и др. Выполняются угловыми швами. Эти соединения передают малые нагрузкии поэтому не рассчитываются на прочность.
Паяные соединенияПаяные соединения — неразъемные соединения, образуемые силами молекулярного
взаимодействия между соединяемыми деталями и присадочным материалом, называемымприпоем. Припой-сплав (на основе олова, меди, серебра) или чистый металл, вводимый врасплавленном состоянии в зазор между соединяемыедеталями. Температура плавленияприпоя ниже температуры плавления материалов деталей. По конструкции паяныесоединения подобны сварным (рис. 29, а - в). преимущественное применение имеютсоединения внахлестку. Стыковое соединение и соединение втавр применяют при малыхнагрузках.
Рис.29
В отличие от сварки пайка позволяет соединят не только однородные, но иразнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и др.
При пайке поверхности деталей очищают от окислов и обезжиривают с целью полученияхорошей смачиваемости поверхности припоем качественного заполнения им зазоров.Нагрев припоя и деталей в зависимости от их размеров осуществляют паяльником,газовой горелкой, электронагревом, в термических печах и др. Для уменьшения вредноговлияния окисления поверхности деталей при пайке применяют флюсы (на основе буры,канифоли, хлористого цинка), а также паяют в вакууме или в среде нейтральных газов(аргон). Расплавленный припой растекается по нагретым поверхностям стыка деталей ипри охлаждении затвердевает, прочно соединении детали.
Размер зазора в стыке определяет прочность соединения. При малом зазоре лучшепроявляется эффект капиллярного течения припоя, процесс растворения материалов

деталей в расплавленном припое распространяется на всю толщину паяного шва(прочность образующегося раствора на 30…60% выше прочности припоя).
Размер зазора принимают 0,03…0,2 мм в зависимости припоя (легкоплавкий илитугоплавкий) и материала деталей.
Припой с температурой плавления до 400 °С называют легкоплавкими. Наиболееширокое применение имеют оловянные-свинцовые, оловянно-свинцовые сурьмянистые припои(ПОС90, ПОС61). Эти припои не следует применять для соединений, работающих притемпературе свыше 100 °С или подверженных действию ударных нагрузок.
Припои с температурой плавления свыше 400 0С называют тугоплавкими (серебряные илина медной основе). Припой на медной основе (ВПр1, ВПр2) отличаются повешеннойхрупкостью, их применяют для соединения деталей, нагруженных статической нагрузкой.Серебряные припои (ПСр40, ПСр45) применяют для ответственных соединений. Ониустойчивы против коррозии и пригодны для соединения деталей, воспринимающих ударнуюи вибрационную нагрузки.
Достоинством паяных соединении является возможность соединения разнородныхматериалов, стойкость против коррозии, возможность соединения тонкостенных деталей,герметичность, малая концентрация напряжений вследствие высокой пластичности припоя.Пайка позволяет получать соединения деталей в скрытых и труднодоступных местахконструкции.
Недостатком пайки по сравнению со сваркой является сравнительно невысокаяпрочность, необходимость малых и равномерно распределенных зазоров междусоединяемыми деталями, что требует их точной механической обработки и качественнойсборки, а также предварительной обработки поверхностей перед пайкой.
Применение паяных соединений в машиностроении расширяется в связи с внедрениемпластмасс, керамики и высокопрочных сталей, которые плохо свариваются. Пайкойсоединяют листы, стержни, трубы и др. Ее широко применяют в автомобилестроении(радиаторы и др.) и самолетостроении (обшивка с сотовым промежуточным заполнением).Пайка является одни из основных видов соединений в радиоэлектронике иприборостроении.
Расчет на прочность паяных соединений производят на сдвиг методами сопротивленияматериалов. Надо учитывать, что в нахлесточном соединении площадь расчетного сеченияравна площади контакта деталей. Для нахлесточных соединений деталей изнизкоуглеродистой стали, полученных оловянно-свинцовыми припоями (ПОС40),допускаемое напряжение на сдвиг [τ]с=60 Н/мм2.
Клеевые соединенияВ настоящее время все шире применяют неразъемные соединения металлов и
неметаллических материалов, получаемые склеиванием. Это соединения деталейнеметаллическим веществом посредством поверхностного схватывания и межмолекулярнойсвязи в клеящем слое.
Наибольшее применение получили клеевые соединения внахлестку (рис.30), реже —встык. Клеевые соединения позволили расширить диапазон применения в конструкцияхмашин сочетаний различных неоднородных материалов — стали, чугуна, алюминия, меди,латуни, стекла, пластмасс, резины, кожи и т. д.
Рис.30. Клеевое соединение внахлестку Применение универсальных клеев типа БФ, ВК, МПФ и других (в настоящее время
употребляют более ста различных марок клеев) позволяет довести прочность клеевыхсоединений до 80% по отношению к прочности склеиваемых материалов. Наибольшее

применение в машиностроении клееные соединения, работающие на сдвиг. Оптимальнаятолщина слоя клея 0,05…0,15 мм.
На прочность клееных соединений влияют характер нагрузки, конструкция соединения,тип и толщина слоя клея (при увеличении толщины прочность падает), технологиясклеивания, и время (с течением времени прочность некоторых клеев уменьшается).
Прочность и плотность соединения обеспечивается хорошей зачисткой склеиваемыхповерхностей и сдавливанием их при температурах от 15 до 100°С с последующейвыдержкой от нескольких минут до нескольких часов.
Достоинства и недостатки клеевых соединений.Достоинства:- простота получения неразъемного соединения и низкая стоимость работ по
склеиванию;- возможность соединения практически любых встречающихся в промышленности
конструкционных материалов;- возможность получения неразъемного соединения разнородных материалов любых
толщин;- отсутствие коробления получаемых деталей;- герметичность, коррозионная стойкость и бензомаслостойкость соединения;- возможность соединении очень тонких листовых деталей;- значительно меньшая, чем при сварке, концентрация напряжений;- высокое сопротивление усталости;- значительно меньшие, чем при сварке и клёпке, трудовые затраты на единицу
продукции;- малая масса.Недостатки:- сравнительно невысокая прочность;- неудовлетворительная работа на неравномерный отрыв;- уменьшение прочности соединения с течением времени («старение»), (некоторые
клеи обладают высокой устойчивостью против «старения»); - низкая теплостойкость – прочность соединения нарушается при сравнительно
невысоких температурах 60…100°С. (В последнее время созданы некоторые марки клеев наоснове элементоорганических и неорганических полимеров, удовлетворительно работающихпри t≤1000°C. Однако большинство из них не обладает достаточной эластичностью).
Область применения. Клеевые соединения широко применяют в самолетостроении, приизготовлении режущего инструмента, электро- и радиооборудования, в оптической идеревообрабатывающей промышленности, строительстве, мостостроении. В настоящее времясозданы некоторые марки клеев на основе полимеров, удовлетворительно работающих притемпературе до 1000°. Клеевыми соединениями создают новые конструкции (сотовые,слоистые), отдельные зубчатые колеса соединяют в общий блок, повышают прочностьсопряжения зубчатых венцов со ступицами, ступиц с валами, закрепляют в корпусенеподвижное центральное зубчатое колесо планетарной передачи, наружное кольцоподшипника качения, стопорят резьбовые соединения, крепят пластинки режущегоинструмента и др.
Заклёпочные соединенияЗаклепочные соединения состоят из двух или нескольких листов или деталей, соединяемых
(склепываемых) в неразъемную конструкцию с помощью заклепок (рис. 1).Заклепкой называют круглый стержень, имеющий сформированную закладную головку 1 на
одном конце и формируемую в процессе клепки замыкающую головку 2 на другом егоконце. При этом детали сильно сжимаются, образуя прочное, неподвижное неразъёмноесоединение.
Заклепочным швом называют соединение, осуществляемое группой заклепок (рис. 3).Отверстия под заклепки в деталях продавливают или сверлят. При продавливании
образуются мелкие трещины по периферии отверстий. Трещины могут быть причинойразрушения заклепочного шва во время работы. Продавленные отверстия применяют вмалоответственных конструкциях. Сверление – процесс малопроизводительный и дорогой.

Сверленые отверстия применяют в конструкциях, где требуется высокая надежность. Прибольших диаметрах отверстий практикуют продавливание с последующим рассверливанием.
Каждая заклепка имеет свою зону действия D, на которую распространяетсядеформация сжатия в стыке деталей. Если зоны действия соседних заклепокпересекаются, то соединение будет плотным. Вследствие пластических деформаций впроцессе клепки стержни заклепок заполняют отверстия и заклепки стягиваютсоединяемые детали. В результате относительному сдвигу склепанных деталейоказывают сопротивление как стержни заклепок, так и силы трения, возникающие наповерхности стыка.
Для обеспечения плотности шва иногда выполняют чеканку (пластическоедеформирование листов, например, пневматическими молотками) вокруг заклепок и покромкам листов.
Заклепки поставляются как готовые изделия.Заклепочное соединение получают следующим способом.В отверстия соединяемых деталей вставляют заклепки (см. рис. 2). Под закладную
головку 1 устанавливают инструмент-поддержку. Специальной клепальной машиной иливручную (ударами молотка, кувалды) выступающий конец заклепки (l1≈1,5d3) осаживаютобжимкой в замыкающую головку 2. Для стальных заклепок с d3≤12 мм производят клепкувхолодную, то же относится к заклепкам из цветных металлов и сплавов; с d3≥12 мм снагревом заклепки до светло-красного каления (1000—1100 0С). Этот способобеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваютсяпри остывании и стягивают детали, создавая на стыке их поверхностей большие силытрения, препятствующие относительному сдвигу деталей при действии нагрузки
Клёпку проводят вручную или машинами. При машинной клёпке отверстие заполняетсяметаллом лучше, что благоприятно сказывается на работе заклёпочного соединения. Воизбежание химической коррозии в соединениях заклёпки ставят из того же материала,что и соединяемые детали.
Достоинства и недостатки заклепочных соединений по сравнению с другими
видами неразъемных соединений.Достоинства:- высокая надежность соединения;- удобство контроля качества клепки;- повышенная сопротивляемость ударным и вибрационным нагрузкам;- возможность соединения деталей из трудносвариваемых металлов, например из
алюминия;- неизменность физико-химических свойств материалов соединяемых деталей в
процессе клепки.- не дают температурных деформаций;- детали при разборке не разрушаются.Дополнительно отметим, что, так как заклепки изготовляют
из высокопластичных материалов, их разрушению предшествуют значительные остаточныедеформации, которые в некоторых случаях как бы сигнализируют об опасностиразрушения, что и позволяет принять предупредительные меры. При разборке соединения(разрушении заклепок) соединяемые детали обычно почти не повреждаются и могут бытьиспользованы повторно.
Клепаная конструкция с большим количеством заклепок вместо сварки (авиация,котлы, мосты) хотя и создает высокую концентрацию напряжений вблизи отверстийсоединяемых деталей, при возникновении трещины не позволяет ей распространяться навсю ширину детали, а лишь от одного отверстия до другого.
Недостатки:- высокая стоимость, так как процесс получения заклепочного шва состоит из
большого числа операций (разметка, продавливание или сверление отверстий, нагревзаклепок, их закладка, клепка) и требует применения дорогостоящего оборудования(станки, прессы, клепальные машины).

- повышенный расход материала для этого соединения (из-за ослабления соединяемыхдеталей отверстиями под заклепки требуется увеличение их толщины, применениенакладок и т. п.). Вес заклёпок составляет 4% от веса конструкции (вес сварных швов– 1,5%).
- детали ослаблены отверстиями;- высокий шум и ударные нагрузки при изготовлении;- невозможность соединения деталей сложной конфигурации.- соединение деталей встык требует применения специальных накладок, что приводит
к дополнительному увеличению массы конструкций.- заклепки и соединяемые детали должны быть однородными (в местах соединений
разнородных металлов возникают гальванические токи, разрушающие соединение) содинаковым температурным коэффициентом линейного расширения. Указанные недостаткивесьма существенны, поэтому они привели к резкому сокращению применения заклепочныхсоединений и замене их сварными, паяными и клеевыми соединениями.
Область применения.В настоящее время в связи с бурным развитием сварки заклепочные соединения имеют
ограниченное применение (в конструкциях, для которых методы сварки и склеивания ещенедостаточно разработаны или малоэффективны, а также в соединениях, работающих прибольших вибрационных или ударных нагрузках при высоких требованиях к надежностисоединения). Также в соединениях окончательно обработанных деталей, в которыхприменение сварки недопустимо из-за их коробления при нагреве. Большой объемклепально-сборочных работ производится при изготовлении летательных аппаратов.Некоторые самолеты имеют более миллиона заклепок. Заклепочные соединения находятприменение в подъемно-транспортных машинах, в строительстве железнодорожных мостов,котлостроении и т. п.
Классификация.Заклепочные швы классифицируют:- по назначению — прочные швы (мостовые и крановые фермы, самолеты и т. д.),
обеспечивающие прочность соединения, прочноплотные (в котлах и резервуарах с высокимдавлением), плотные (в резервуарах с небольшим внутренним давлением), обеспечивающиепрочность и герметичность;
- по взаимному расположению склепываемых деталей - швы встык с одной или двумянакладками (см. рис. 1) и швы внахлестку (см. рис.3);
- по числу рядов (для швов встык число рядов учитывается по одну сторону стыка)— однорядные (см. рис. 3) и многорядные (рис. 4);
- по расположению заклепок в рядах — параллельные (рис. 5) и шахматные (рис. 6)швы;
- по условиям работы (по числу плоскостей среза) — односрезные швы — с однойплоскостью среза в каждой заклепке (см. рис. 3, 5) и многосрезные — с несколькимиплоскостями среза каждой заклепки (двухсрезные — см. рис. 1; 6).
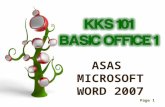
Основные типы заклепок. Выбор формы закладной головки зависит от назначения заклепочного шва. В швах,
требующих большой прочности и плотности, применяют заклепки с полукруглойголовкой ГОСТ 10299-80, 14797-85 (рис. 7, а). Заклепки с потайной или полупотайнойголовкой ГОСТ 10300-80, 14798-85 (рис. 7, б, в) используют в том случае, когдавыступающие закладные головки заклепок мешают перемещению каких-либо деталей или вслучае больших гидродинамических и аэродинамических сопротивлений (в судостроении исамолетостроении). Заклепки с бочкообразной головкой (рис. 7, г) применяют там, где ониомываются горячими газами, в топках парового котла и т. п.; в процессе эксплуатацииголовки обгорают и приобретают полукруглую форму, сохраняя необходимую прочность.
Заклепки с широкой головкой (рис. 7, д) применяют для соединения тонколистовых (до1,5 мм) материалов, трубчатые заклепки (пистоны) ГОСТ 12638-80, 12640-80 (рис. 7, е) —в слабонагруженных металлических соединениях, а также в соединениях неметаллическихматериалов (фибра и др.). Трубчатые заклёпки применяются также для того, чтобыиспользовать их отверстие в заклёпочном соединении для пропуска электрическихпроводников, крепёжных или других деталей. Полупустотелые заклёпки применяются в тех
случаях, когда не желательно или не допустимо заклёпочные соединения подвергатьударам.
Рис.7. Основные типы заклепок В случае невозможности образования замыкающей головки обычными способами (в
труднодоступных — «узких» местах) применяют взрывные заклепки (рис. 7, ж).
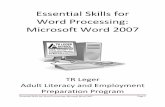
Соединение деталей с гарантированным натягом (прессовые соединения)Соединение деталей может осуществляться за счет посадки одной детали на другую.В посадках (рис. 12, а) обеспечивается зазор в соединении. В этом случае детали
легко перемещаются относительно друг друга.В посадках с натягом (рис. 12, б) в соединении обеспечивается натяг. Такие
посадки (на рис. 13 - показаны поля допусков посадок по ГОСТ 25347—82) могутобеспечивать передачу вращающего момента без применения шпонок, клиньев, болтов и т.п.
Основной задачей расчета соединения с гарантированным натягом является выбор посадки,обеспечивающей передачу заданного вращающего момента.
Соединения деталей с натягом – это напряженные соединения, в которых натягсоздается необходимой разностью посадочных размеров вала и втулки. Для закреплениядеталей используют силы упругости предварительно деформированных деталей.
Соединения с натягом можно разделить на две группы:- соединение деталей по цилиндрическим или коническим поверхностям (здесь
отсутствуют какие-либо специальные соединительные детали);- соединения деталей по плоскости с помощью стяжных колец или планок.Основное применение в машиностроении имеют соединения первой группы (по
цилиндрическим поверхностям).В машиностроении применяют переходные посадки, при которых возможно получение как
зазора, так и натяга.Соединение деталей с гарантированным натягом относится к соединениям, передающим рабочие
нагрузки за счет сил трения между валом и отверстием.К основным достоинствам цилиндрических соединений с гарантированным натягом
относятся: простота конструкции, возможность передачи больших нагрузок какстатических, так и динамических (ударных), обеспечение хорошего центрированиясоединяемых деталей; возможность применения при очень больших осевых нагрузках ивращающих моментах. Шлицевые и особенно шпоночные соединенияпри динамическом нагружении быстро обминаются.
Характерной особенностью соединений с натягом является то, что они могутвоспринимать произвольно направленные силы и моменты, а соединения по цилиндрическими коническим поверхностям дополнительно обеспечивают хорошее центрирование и нетребует специальных крепёжных деталей.
Обычно соединения с гарантированным натягом относят к неразъемным соединениям,однако цилиндрические соединения допускают разборку (распрессовку) и сборку(запрессовку) деталей.
К основным недостаткам цилиндрических соединений с гарантированным натягомотносятся: сложность сборки и разборки соединений, возможность уменьшения величинырасчетного натяга соединяемых деталей и повреждения их посадочных поверхностей присборке (запрессовке), требование пониженной шероховатости посадочных поверхностей ивысокие требования к точности их изготовления, повышенная концентрация напряжений,большое рассеивание сил сцепления в связи с рассеиванием действительных посадочныхразмеров в пределах допусков и коэффициентов трения, ограниченность несущейспособности при вибрационной нагрузке за счет фреттинг - коррозии (разрушениесопряжённых поверхностей при очень малых колебательных относительных перемещениях).

Характерными примерами соединение с натягом могут служить кривошипы, пальцыкривошипов, детали составных коленчатых валов двигателей автомобилей, венцы зубчатыхи червячных колес, ступиц колес с валом, колёсные центры на ось и бандажижелезнодорожных колёс, диски турбин, роторы электродвигателей, гребные винтыкораблей, подшипники качения, штампы и т.д.
На практике часто применяют комбинацию прессового соединения со шпоночным. Приэтом прессовое соединение может быть и основным и вспомогательным. Точный расчеткомбинированного соединения ещё не разработан. Его сложность заключается вопределении долей нагрузки, которые передаёт каждое из соединений.
Соединения с натягом обладают сравнительно невысоким сопротивлением усталости.Разрушение схватываемой детали происходит при напряжениях в 1,5-3 раза ниже пределавыносливости стандартного гладкого образца из такого же материала. Это объясняетсявысокой концентрацией напряжений на краях соединения после сборки и в процессеэксплуатации.Соединения с натягом применяют не только для тел вращения, но и для фасонных деталей. Сегодня рассмотрены задачи, в которых схватывающая деталь представляет собой пластину с наружным контуром в виде квадрата и эллипса, эксцентрик, венец зубчатого колеса с зубьями, подшипник, звено цепи. Весьма эффективно и перспективно использование ЭВМ для расчета параметров соединений с натягом.
Рис. 12. Соединения с гарантированным натягом: а — посадка с зазором; б — посадкас натягом
Натягом называют положительную разность размера вала dB и отверстия do до сборки:N= dВ -do>0. После сборки соединения на сопрягаемых контактных поверхностях деталей вследствие
упругих деформаций возникает давление р (рис.13) и соответствующее ему трение,обеспечивающее необходимую неподвижность сопрягаемых деталей соединения.
Разность между размерами отверстия и вала и определяют характер соединения - такназываемую стандартную посадку, то есть большую или меньшую свободу перемещения однойдетали относительно другой или степени их неподвижности.
Например:
Минимальный натяг Nmin = 18 мкмМаксимальный натяг Nmax = 59 мкмЕсли размер отверстия больше размера вала, то положительная разность между этими
размерами называется зазором.Способы получения соединений с натягомСоединения с натягом (прессовые соединения) могут быть получены тремя способами:- запрессовкой, простейший и высокопроизводительный способ, обеспечивающий
удобного контроля измерения силы запрессовки, но связанный с опасностью поврежденияповерхностей и затрудняющий применение покрытий;
- нагревом охватывающей детали до температуры ниже температуры отпуска – способ,обеспечивающий повышения прочности сцепления более чем в 1,5 раза по сравнению сзапрессовкой, так как при запрессовке неровности на контактных поверхностях деталейчастично срезаются и сглаживаются, что приводит к ослаблению прочности соединения.
- охлаждением охватываемой детали – способ, преимущественно применяемый длянебольших деталей при их установке в массивные корпуса с помощью твёрдой углекислоты
(сухой лёд -790С) или в жидком воздухе (температура -1900С) в последнем случае нужнобыть особенно осторожным и обеспечить тщательное обезжиривание деталей.
- комбинированной, например, гидропрессовкой, при которой одновременно с осевымусилием в зону контакта сопрягаемых деталей подается масло под высоким давлением дляполучения необходимой поперечной деформации.
Конструкции резьбовых деталей и применяемые материалы Традиционные конструкцииК этой группе отнесены хорошо известные и широко применяемые – болты с нормальной
и уменьшенной шестигранной головкой, винты и винты самонарезающие с полукруглой,потайной, полупотайной, плоской головками, прямым и крестообразным шлицем типа Н,шпильки, гайки шестигранные нормальные, низкие и высокие, гайки прорезные икорончатые, гайки и болты приварные, гайки неподвижные (клинч) и закладныеквадратные, пальцы, штифты, заклёпки, разнообразные виды шайб –плоские нормальные и увеличенные, пружинные, стопорные зубчатые, с лапками, сносиком и др.
Основные резьбовые крепежные детали — болты, винты, шпильки, гайки, а также шайбы иустройства, предохраняющие резьбовые соединения от самоотвинчивания, гаечные ключи.
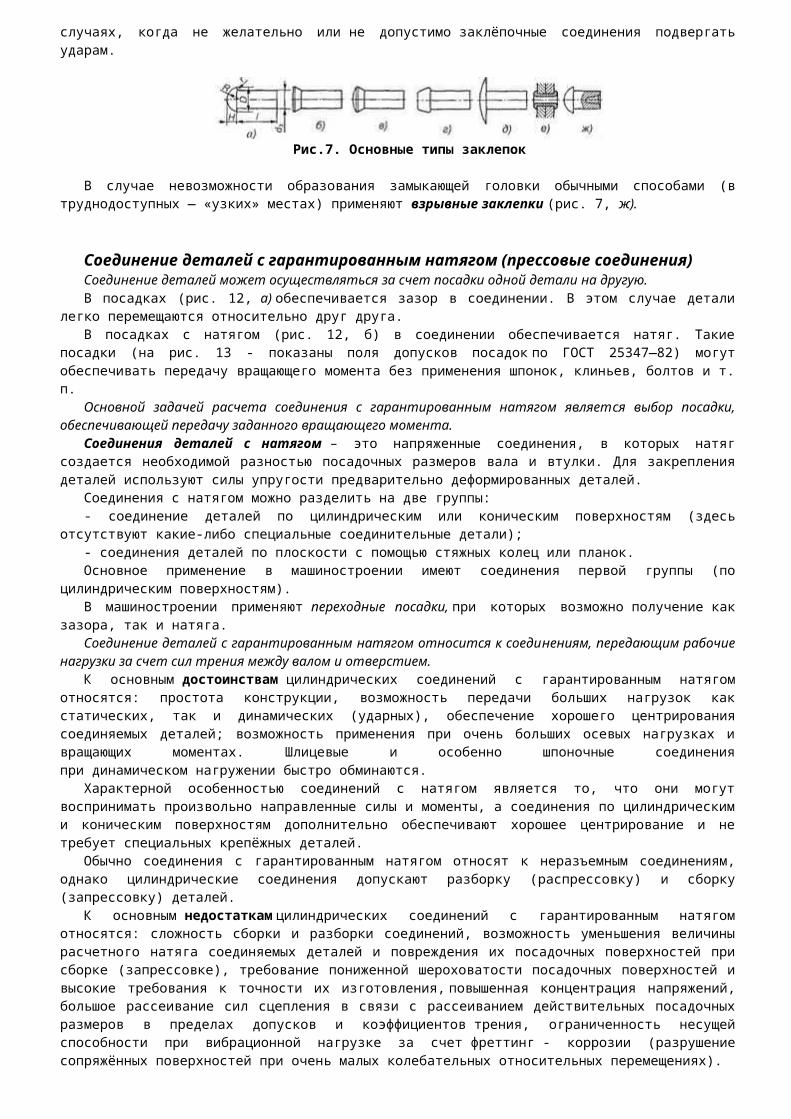
Болтом (см. рис. 14, а) называется резьбовое изделие цилиндрической (иликонической) формы, снабженное на одном конце головкой, а на другом резьбой, накоторую навинчивается гайка. На рис. 14, б показан винт.
Рис. 14. Типы резьбовых соединений: а — болтовое; б — соединениевинтом; в, г — соединение шпилькой
Резьбовое изделие цилиндрической формы, снабженное на одном конце головкой, а на
другом резьбой (гайкой служит деталь), называется винтом.Болтами (рис. 14, а) скрепляют детали не очень большой толщины. Отверстия в
соединяемых деталях выполняют несколько большего диаметра, чтобы можно было легковставить болт, не повредив резьбы. С торца головку болта обтачивают на конус(снимают фаску), чтобы срезать вершины углов призмы, которые могут создаватьзатруднения при захватывании ключом. Болт требует для размещения гайки много местачто увеличивает габариты и вес конструкции. Зато, при обрыве он легко заменяется.
Винт может иметь головку разной формы, в частности и шестигранную. Винтввертывается в корпус и поэтому требует мало места для размещения, что сокращаетразмеры и вес конструкции. Однако, при сборке, резьба в корпусе (в особенностичугунном или алюминиевом) может быть повреждена. При обрыве трудно извлечьоставшуюся в резьбе часть винта.
Применять винтовое и шпилечное соединения необходимо, когда установка болтовнерациональна. При многократных разборках-сборках соединений винтовое соединениеприменять не следует.
Резьбу у болтов накатывают или нарезают на заготовках, полученных горячейвысадкой из прутка. Болты также изготовляют из фасонного прутка (шестигранного илидругого профиля) на токарно-винторезных станках или автоматах.
Болты и винты находят широкое применение во всех отраслях машиностроения дляполучения разъемных соединений. Они стандартизованы.
Конструктивные формы болтов и винтов.

По форме головки болты и винты бывают с шестигранной головкой (рис.15, а), квадратной (рис. 15, б), цилиндрической (рис. 15, в), полукруглой (рис. 15, г), по-тайной (рис. 15, д) с углублением под шестигранный ключ (рис. 15, е) или специальнуюотвертку (рис. 15, ж). Имеются и другие конструкции головок.
Болты, как правило, имеют головку, захватываемую снаружи инструментом — гаечнымключом, рис. 15, а, б, винты — специальным торцовым ключом (рис. 15, в—ж) и сголовками, препятствующими провороту винта.
Головки винтов с наружным захватом. Обеспечивают наибольшую силу затяжки, но приэтом требуется больше места для захвата ключом.
Головки с торцовым захватом. Можно размещать в углублениях, что улучшает внешнийвид, уменьшает габариты и создает удобства обслуживания машины.
Головки, препятствующие провороту. Подразделяют на головки специальной формы,закладываемые в гнезда, или головки с двумя параллельными рабочими гранями,закладываемые в пазы, и круглые головки с усиком, вызывающие обмятие детали.
Концы болтов и винтов выполняют плоскими (рис. 16, а), с конической фаской (рис.
16, б) или сферическими (рис. 16, в).В зависимости от формы стержня болты и винты бывают с нормальным стержнем (рис.
17,а); с подголовком (рис.17,б); с точно обработанным утолщенным стержнем дляпостановки без зазора в отверстие из-под развертки (рис.17, в); со стержнемуменьшенного диаметра ненарезанной части для повышения упругой податливости ивыносливости при динамических нагрузках (рис.17, г).
В зависимости от точности изготовления болты и винты выполняют нормальной иповышенной точности.
В зависимости от назначения болты и винты бывают общего назначения, установочные испециальные.
Винты, показанные на рис. 18, называются установочными. Их применяют для фиксацииположения деталей и предотвращения их сдвига, например, при соединении двух валов спомощью втулки и шпонок, осевая фиксация втулки относительно вала осуществляется спомощью установочных винтов. Винты с плоским торцом (рис. 18, а) можно применять прималой толщине деталей; с коническим (рис. 18, б) и ступенчатыми (рис. 18, в, г) — длядеталей, имеющих предварительное засверливание. Установочные винты изготавливаютсянебольшой длины с резьбой по всей длине. Винты с засверленным концом (рис.18, д) используют совместно с шариком).
Рис. 18. Установочные винты К специальным болтам относят фундаментные болты (рис.19,а) для соединения машин с
фундаментом; болты конусные для отверстий из – под развертки (рис. 19, б), грузовыевинты (рым-болты, рис. 19, в), распорные болты для сохранения постоянного расстояниямежду соединяемыми деталями; анкерные болты для укрепления станин машин, работающих сдинамическими (ударными) нагрузками, к фундаменту; откидные болты для закрепления иосвобождения деталей в часто разбираемых соединениях; установочные винты длязакрепления на валу установочных колец, небольших шкивов, указателей и т. д. с цельюпредотвратить их смещение вдоль оси вала при небольших осевых силах.

Рис.19. Примеры специальных болтов Шпильки.На рис. 14, в, г показана шпилька. Шпильки применяют, когда по конструктивным
особенностям соединений установить болт или винт нельзя и когда по условиюэксплуатации требуется частая разборка и сборка соединения деталей, одна из которыхимеет большую толщину. Применение винтов в этом случае привело бы к преждевременномуизносу резьбы детали при многократном отвинчивании и завинчивании. При динамическихнагрузках прочность шпилек выше, чем прочность болтов. Шпильку ввинчивают в детальпри помощи гайки, навинченной поверх другой гайки или припомощи специального шпильковерта.
Шпилька — резьбовое изделие цилиндрической формы, имеющее с обоих концов резьбы,один конец которой (головка) ввинчивается в деталь, для чего имеет с этой сторонытугую нарезку, а на другой навинчивается гайка. Резьбовое изделие, показанное нарис. 14, г, можно назвать болтом-шпилькой.
При разборке свинчивается только гайка и тугая резьба в корпусе не повреждается.Шпильки рекомендуется применять при чугунных или алюминиевых корпусах.
Шпильки делят на два типа по ГОСТ 11765-81: с проточкой (рис. 20, а); без проточки,со сбегом резьбы на посадочном конце (рис. 20, б). Один конец шпильки ввинчивается втело детали до отказа с затяжкой на сбег резьбы (шпилька ввинчивается, например, спомощью двух гаек, рис. 37, а). Диаметр резьбы на обоих концах шпильки, как правило,одинаков. Глубина ввинчивания lш зависит от материала детали, определяется по табл.5.
Гайки.Болты и шпильки снабжены гайками.Гайки имеют различную форму. Наиболее распространены шестигранные гайки. На рис.
21 показаны шестигранные гайки, применяемые в машиностроении: а — с одной фаской; б —с одной фаской и проточкой; в — прорезные; г — корончатые. У корончатых гаек дляустановки стопорных шплинтов выполнены прорези. Имеются и другие конструктивныеразновидности шестигранных гаек. В зависимости от высоты шестигранные гайки бываютнормальные, высокие и низкие. Высокие гайки применяют при частых разборках и сборкахдля уменьшения износа резьбы. Прорезные и корончатые гайки также выполняют высокими.В зависимости отточности изготовления шестигранные гайки, аналогично болтам, бываютнормальной и повышенной точности. Для крепления подшипников качения, рулевогоустройства в велосипедах, мотоциклах и других машинах применяют круглые гайки сошлицами (рис. 21, д). При частом отвинчивании и завинчивании с небольшой силой затяжкиприменяют гайки-барашки (рис. 21, е, ж).
На рис. 22: в — шестигранная гайка с двумя фасками для больших осевых нагрузок; г —
шестигранная гайка с одной фаской для незначительных осевых нагрузок; ж —шестигранная гайка с глухим резьбовым отверстием; з — шестигранная гайка сбуртиком; и — круглая гайка с накаткой и углублением под ключ; к — круглая гайка сотверстиями на торце под ключ.
Шайбы.Под гайки, головки болтов и винтов, как правило, устанавливают шайбы.Шайбы условно делят на простые и стопорные (предохранительные).

Простые шайбы ставят под гайку или головку болта для уменьшения смятия детали илидля перекрытия зазора в отверстии при большой его величине, а также дляпредохранения поверхности детали от царапин при завинчивании. В других случаяхставить простую шайбу нецелесообразно.
Для стопорения (контровки) служат специальные шайбы. Наибольшее распространение вмашиностроении получили шайбы круглые (рис. 36, а). Первые изготовляют штамповкой,вторые обрабатывают на токарных станках. Толщина шайбы и наружный диаметр зависят отдиаметра резьбового изделия. Шайбу плоскую квадратную или особой формы(рис.36, б) применяют для стопорения гайки; круглую лепестковую (рис. 36, в) —для стопорения круглых гаек со шлицами; круглую пружинную (рис. 36, г)— для стопорения любых гаек. Шайбы пружинные изготавливаются из Ст.65Г стермообработкой, отгибные пластины и проволока для завязывания - из Ст.1.
Стопорение резьбовых соединенийСуществует очень много способов стопорения (контровки) или предохранения гаек
от самоотвинчивания. Самоотвинчивание разрушает соединения и может привести каварии. Предохранение от самоотвинчивания важно для повышения надежности резьбовыхсоединений и совершенно необходимо при вибрациях, переменных и ударныхнагрузках. Вибрации понижают трение и нарушают условие самоторможения в резьбе.
1. Стопорение дополнительным трением (рис.37), за счёт создания дополнительныхсил трения, сохраняющихся при снятии с винта внешней нагрузки (контргайка,воспринимающая основную осевую нагрузку, и ослабляющая силу трения и затяжки врезьбе основной гайки, необходима взаимная затяжка гаек; самоконтрящиесягайки срадиальным натягом резьбы после нарезания резьбы и пластического обжатия специальнойшейки гайки на эллипс; самоконтрящиеся гайки с несколькими радиальными прорезями;гайки с полиамидными кольцами без резьбы, которая нарезается винтом призавинчивании, обеспечивают большие силы трения, в винте применяют полиамиднуюпробку; контргайка цангового типа (сверху) при навинчивании обжимается на коническойповерхности; арочного типа (снизу) при навинчивании разгибается и расклиниваетрезьбу; пружинные шайбы, усиливающие трение в резьбе; пружинные шайбы с несколькимиотогнутыми усиками; специальные винты через медную или свинцовую прокладку илидеформированием гайки с прорезями, перпендикулярными оси, применяют при спокойныхнагрузках.
2. Стопорение специальными запирающими элементами (рис.38), полностью
исключающими самопроизвольный проворот гайки (шплинты ГОСТ 397-79 сгибаемые изпроволоки полукруглого сечения плоскими сторонами внутрь, их выпадению препятствуютпетля и разогнутые концы; шайбы с лапками ГОСТ 3693/95-52, одна из которыхотгибается по грани гайки, а другая по грани детали, стопорение такими шайбами, каки шплинтами, весьма надёжно и широко распространено; шайбы с лапками ГОСТ 11872-80 стопорят гайки со шлицами при регулировке подшипников качения на валу,внутренний носик отгибается в канавку винта, а наружные лапки – в шлицы гайки;обвязка головок болтов проволокой через отверстия в групповых соединениях снатяжением проволоки в сторону затяжки болтов.
3. Стопорение может выполняться также пластическим деформированием или приваркой
после затяжки.4. Гаечные замки. Во избежание самоотвинчивания гаек, винтов применяют особые
устройства, называемые гаечными замками. При установке контргайки 2 (рис.39, а) создается дополнительное натяжение и трение в резьбе,поэтому самоотвинчивание гайки 1 затрудняется. При установке пружинной шайбы (см.рис. 39, г)самоотвинчивание исключается за счет упругости шайбы. Кроме того,упругость этой шайбы значительно уменьшает вибрации гайки. При установке шплинта(рис. 39, б, в) или при обвязке группы болтов проволокой (рис. 39, г) гайка жесткосоединяется со стержнем болта (шпильки). Иногда гайки жестко соединяют с деталью спомощью специальной шайбы (см. рис. 36, б), планки (рис. 39, д) и т. п.
5. Гайки самостопорящиеся

Самостопорящимися называют гайки, обеспечивающие фиксацию соединения за счётдополнительных сил трения, возникающих между деформированными участками резьбы гайкиили неметаллической вставки и резьбой стержневой детали – болта, винта, шпильки, илииным способом. Деформированный участок резьбы препятствует свободному (без усилия)завинчиванию или отвинчиванию гайки. Характеристику этого явления называют«преобладающим моментом» завинчивания гайки на болт до приложения момента затяжкиили отвёртывания после снятия усилия затяжки. Величину преобладающего моментаизмеряют во время вращения гайки. Надёжная фиксация резьбовых соединенийобеспечивается без использования таких вспомогательных деталей, как контргайки,пружинные, стопорные (зубчатые), тарельчатые шайбы или шплинты.
В цельнометаллических гайках увеличение трения в резьбе достигается за счётнекоторого местного искажения резьбы на небольших участках с помощью операции,которую принято называть «обжатием». Она производится на специальных автоматахпосле нарезки резьбы и термообработки. Обжатие может производиться в радиальномнаправлении (по граням или по торцевому выступу), в осевом направлении или подуглом к оси резьбы со стороны торца или торцевого выступа (рис.40).
Рис. 40. Гайки самостопорящиеся Гайки с неметаллической вставкой (кольцом из полимера). При сборке с корпусом
гайки вставку фиксируют от проворачивания. Внутренний диаметр вставки примерноравен среднему диаметру резьбы. При навинчивании гайки на болт в полимерной вставкевыдавливается резьба, а упругие свойства этого материала обеспечивают стопорение.После снятия гайки резьба во вставке не сохраняет своей формы – частично заплывает,что позволяет сохранять стопорящие свойства при многократных сборках – разборках.
Болтовое соединение нагружено силами в плоскости стыка.Условием надежности соединения является отсутствие сдвига деталей в стыке.
Конструкция может быть собрана по двум вариантам. Расчет болта, нагруженного поперечной силой Fr при установке его с зазором (рис. 52).В этом случае болт ставится с зазором в отверстие деталей. Для обеспечения
неподвижности соединяемых листов 1, 2, 3 болт затягивают силой затяжки F3. Во избежаниеработы болта на изгиб его следует затянуть так сильно, чтобы силы трения на стыкахдеталей были больше сдвигающих сил Fr.
Основные допущения.1) Деформация соединяемых деталей не учитывается, то есть детали принимают
абсолютно жесткими.2) Внешние нагрузки передаются от одной детали на другую локально, через зоны,
расположенные вокруг болтов.3) Расчет ведут на предотвращение сдвига деталей по условию неподвижности стыка.Основным критерием расчета является условие неподвижности стыка.

Рис. 52. К расчету болтов соединения, несущего поперечную нагрузку.Болт установлен с зазором
Рис. 53. К расчету болтов соединения, несущего поперечную нагрузку.Болт установлен без зазора
Обычно силу трения принимают с запасом: Ff= KFr. (К –коэффициент запаса по сдвигу
деталей, К = 1,3 – 1,5 при статической нагрузке, К = 1,8 – 2 при переменнойнагрузке).
Найдем требуемую затяжку болта. Учтем, что сила затяжки болта может создавать
нормальное давление на i трущихся поверхностях (на рис. 52) или в общемслучае
где i – число плоскостей стыка деталей (на рис.52 – i = 2; при соединении только двухдеталей i = 1); f – коэффициент трения в стыке (f = 0,15 – 0,2 для сухих чугунных истальных поверхностей);
Как известно при затяжке болт работает на растяжение и кручение поэтомупрочность болта оценивают по эквивалентному напряжению. Так как внешняя нагрузка непередается на болт, его рассчитывают только на статическую прочность по силе затяжкидаже при переменной внешней нагрузке. Влияние переменной нагрузки учитывают путемвыбора повышенных значений коэффициента запаса.
Проектировочный расчет болта:внутренний диаметр резьбы
Расчет болта, нагруженного поперечной силой, с установкой его без зазора (рис. 53).Основные допущения.1) Деформации деталей не учитываются, то есть считают детали абсолютно жесткими.2) Внешние нагрузки передаются с одной детали на другую локально, через зоны,
расположенные вокруг болтов.3) Силы трения, связанные с затяжкой болтов, не учитываются.4) Основным критерием расчета является условие неподвижности стыка.5) При установке болта без зазора неподвижность обеспечивается сопротивлением
болта срезу и смятию.В этом случае отверстие калибруют разверткой, а диаметр стержня болта выполняют с
допуском, обеспечивающим беззазорную посадку. При расчете прочности данного соединенияне учитывают силы трения в стыке, так как затяжка болта не контролируется. В общемслучае болт можно заменить штифтом. Стержень болтарассчитывают по напряжениямсреза и смятия.
Условие прочности

где - расчетное напряжение среза болта; Fr — поперечная сила; dc —диаметр стержня в опасном сечении; [τ]ср — допускаемое напряжение среза для болта; i —число плоскостей среза (на рис. 53 i = 2);
[τ]ср=(0,2÷0,3)σT.
Рис. 54. Варианты конструкций, разгружающие болты от поперечной нагрузки
Проектировочный расчет.Диаметр стержня из условия среза
Закон распределения напряжений смятия по цилиндрической поверхности контактаболта и детали трудно установить точно. Это зависит от точности размеров и формдеталей соединения. Поэтому расчет на смятие производят по условным напряжениям.Эпюру действительного распределения напряжений заменяют условной с равномернымраспределением напряжений (рис.54.1).
Рис.54.1
Для средней детали (и при соединении только двух деталей)
для крайних деталей
Формулы (23) и (24) справедливы для болта и деталей. Из двух значений [σ]см вэтих формулах расчет прочности выполняют по наибольшему, а допускаемое напряжениеопределяют по более слабому материалу болта или детали. Сравнивая вариантыпостановки болтов с зазором и без зазора (рис.52 и 53), следует отметить, чтопервый вариант дешевле второго, так как не требует точных размеров болта иотверстия. Однако условия работы болта, поставленного с зазором, хуже, чем беззазора. Так, например, приняв коэффициент трения в стыке деталей f= 0,2, К = 1,5и i = 1, из формулы (20) получим Fзаm = 7,5F. Следовательно, расчетная нагрузка болтас зазором в 7,5 раз превышает внешнюю нагрузку. Кроме того, вследствиенестабильности коэффициент трения и трудности контроля затяжки работа такихсоединений при сдвигающей нагрузке недостаточно надежна.
Шпоночные соединенияНазначение и краткая характеристика основных типов, достоинства и недостатки, област
ь применения шпоночных соединений

Шпоночные и шлицевые соединения служат для закрепления на валу (или оси) вращающихсядеталей (зубчатых колес, шкивов, муфт и т. п.), а также для передачи вращающего момента от вала 1к ступице детали 2 или, наоборот, от ступицы к валу (рис. 1 и 2).
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки идр.). Шпонка представляет собой стальной брус, устанавливаемый в пазы вала иступицы. Она служит для передачи вращающего момента между валом и ступицей. Основныетипы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковымили концевыми фрезами, в ступицах протягиванием.
Достоинства шпоночных соединений. - простота конструкции, дешевизна и сравнительная легкость монтажа и демонтажа,
вследствие чего их широко применяют во всех отраслях машиностроения.Недостатки шпоночных соединений.- шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали (из-за этого
приходится увеличивать толщину ступицы и диаметр вала). Ослабление вала обусловленоне только уменьшением его сечения, но главное, значительной концентрацией напряженийизгиба и кручения, вызываемой шпоночным пазом.
- шпоночные соединения нарушают центрирование колеса на валу (для этогоприходится применять две противоположные шпонки;
- шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевойфрезой требуется ручная пригонка шпонки по пазу; при изготовлении паза дисковойфрезой крепление шпонки в пазу винтами (от возможных осевых смещений);
- трудность обеспечения их взаимозаменяемости (необходимость ручной подгонкишпонок), что ограничивает их применение в крупносерийном и массовом производстве.
По конструкции шпонки подразделяют на:- призматические выполняют прямоугольного сечения с соотношением сторон h:b≈1:1 для
валов малых диаметров и 1:2 для больших диаметров вала со скругленными исполнение1 (рис. 3, а, в, и рис. 4) и плоскими торцами исполнение 2 (рис. 3, б, г и рис. 4); с однимплоским, а другим скругленным торцом исполнение 3 (рис. 4);эти шпонки не имеют уклонаи их закладывают в паз, выполненный на валу (рис. 3, в, г — шпонки имеют отверстиядля их закрепления). Шпонки исполнения 1 рекомендуются для более точных соединений.
Призматические шпонки изготовляют следующих трех типов:- обыкновенные (ГОСТ 23360-78) и высокие (ГОСТ 10748-79); их используют для
неподвижных соединений ступиц с валами;- направляющие с креплением на валу (ГОСТ 8790-79), применяемые в том случае,
когда ступицы должны иметь возможность перемещения вдоль валов;- скользящие сборные (ГОСТ 12208-66), соединяющиеся со ступицей выступом
(пальцем) цилиндрической формы и перемещающиеся вдоль вала вместе со ступицей. сегментные (рис. 3, д и рис. 5 и 6); представляют собой сегментную пластину,
заложенную закругленной стороной в паз соответствующей формы, профрезерованный навалу (рис. 6). Сегментные шпонки, как и призматические, работают боковыми гранями.Их применяют при передаче относительно небольших вращающих моментов и частоприменяют для конических концов валов, на валах небольших диаметров (до 38 мм) ипри короткой ступице. Сегментные шпонки (ГОСТ 24071-80) и пазы для них просты визготовлении, удобны при монтаже и демонтаже (шпонки свободно вставляют в паз ивынимают), однако вал ослабляется глубоким пазом под шпонку. Широко применяют всерийном и массовом производстве;
- цилиндрические используют для закрепления деталей на конце вала. Отверстие подшпонку сверлят и обрабатывают разверткой после посадки ступицы на вал. Прибольших нагрузках ставят две или три цилиндрические шпонки, располагая их подуглом 180° или 120°. Цилиндрическую шпонку устанавливают в отверстие с натягом. Внекоторых случаях шпонке придают коническую форму. Круглые цилиндрические иликонические шпонки не стандартизованы. Их используют в том случае, если втулкунеобходимо установить на конец вала. При диаметре вала D диаметр шпонки d=(0,16-0,17)D, длина l=(3-4)d. Отверстия под эти шпонки получают при сборке с обеспечением всопряжении посадки с натягом Н7/r6. Центр отверстия должен быть смещен в сторонуцентра вала (оси) на расстояние е=0,5[D-(D2-d2)0,5].

- клиновые без головки (рис. 3, е, ж и рис. 7) и с головкой (рис. 3, з); Условияработы этих шпонок одинаковы. Клиновые шпонки имеютформу односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют ипазы в ступицах. Головка служит для выбивания шпонки из паза. По нормам безопасностивыступающая головка должна иметь ограждение (1 на рис. 7). В этих соединениях ступицуустанавливают на валу с небольшим зазором. Клиновую шпонку забивают в пазы вала иступицы, в результате на рабочих широких гранях шпонки создаются силы трения,которые могут передавать не только вращающий момент, но и осевую силу. Эти шпонки нетребуют стопорения ступицы от продольного перемещения вдоль вала. При забиванииклиновой шпонки в соединении возникают распорные радиальные усилия, которыенарушают центрирование детали на валу, вызывая биение. Клиновые шпонки работаютширокими гранями. По боковым граням имеется зазор. Соединения клиновыми шпонкамиприменяют в тихоходных передачах. Они хорошо воспринимают ударные изнакопеременные нагрузки. Клиновая форма шпонки может вызвать перекос детали, прикотором ее торцевая плоскость не будет перпендикулярна к оси вала. Эти недостаткипослужили причиной того, что применение клиновых шпонок резко сократилось в условияхсовременного машиностроения.
- тангенциальные шпонки (рис.8). Тангенциальная шпонка состоит издвух односкосных клиньев с уклоном 1:100 каждый. Работает узкими боковыми гранями.Клинья вводятся в пазы вала и ступицы ударом; образуют напряженное соединение.Распорная сила между валом и ступицей создается в касательном (тангенциальном)направлении. Применяют для валов диаметром свыше 60 мм при передаче большихвращающих моментов с переменным режимом работы (крепление маховика на валу двигателявнутреннего сгорания и др.). Изготавливаются по стандартам (ГОСТ 24069-80 и 24070-80), охватывающим два вида соединений: шпонки тангенциальные, нормальные для валовдиаметром 60–1000 мм и усиленные для валов диаметром 100–1000 мм. Работают узкимигранями. Вводятся в пазы ударом. Создают напряженное соединение. Натяг между валом иступицей создается в касательном (тангенциальном) направлении. При реверсивнойработе ставят две пары тангенциальных шпонок под углом 120°. В современномпроизводстве имеют ограниченное применение.
- специальные шпонки. Материал шпонок. Стандартные шпонки изготовляют из специального
сортаментареднеуглеродистой чистотянутой стали с σв≥600 Мпа чаще всего изсталей 45, Ст6. В нагруженных соединениях применяют шпонки из легированных сталей(например, из стали 40Х с термической обработкой до 37-47 HRCЭ). Термическиобработанные шпонки шлифуют по рабочим граням.
Шлицевые (зубчатые) соединенияНазначение и краткая характеристика основных типов, достоинства и недостатки, област
ь применения шлицевых соединенийШлицевые соединения можно рассматривать как многошпоночные, в которых шпонки как
бы изготовлены заодно с валом. Рабочими поверхностями являются боковые сторонызубьев. В последние годы, в связи с общим повышением напряжений в деталях машин,шлицевые соединения получили самое широкое распространение взамен шпонок. Этомуспособствует оснащение промышленности специальным оборудованием - шлицефрезерными ипротяжными станками. Некоторые авторы называют их зубчатыми соединениями.
Шлицевые соединения образуются выступами - зубьями на валу, ходящими во впадинысоответствующей формы в ступице. Вал и отверстие в ступице обрабатывают так, чтобыбоковые поверхности зубьев или участки цилиндрических поверхностей (по внутреннемуили наружному диаметру зубьев) плотно прилегали друг к другу. Соответственноразличают шлицевые соединения с центрированием по боковым поверхностям зубьев, повнутреннему или наружному диаметру. Центрирование по диаметрам обеспечивает болеевысокую соосность вала и ступицы, а центрирование по боковым граням обеспечиваетболее равномерное распределение нагрузки по зубьям. По характеру соединенияразличают: неподвижные – для закрепления детали на валу; подвижные - допускающиеперемещение детали вдоль вала (например, блока шестерен коробки передач станка).
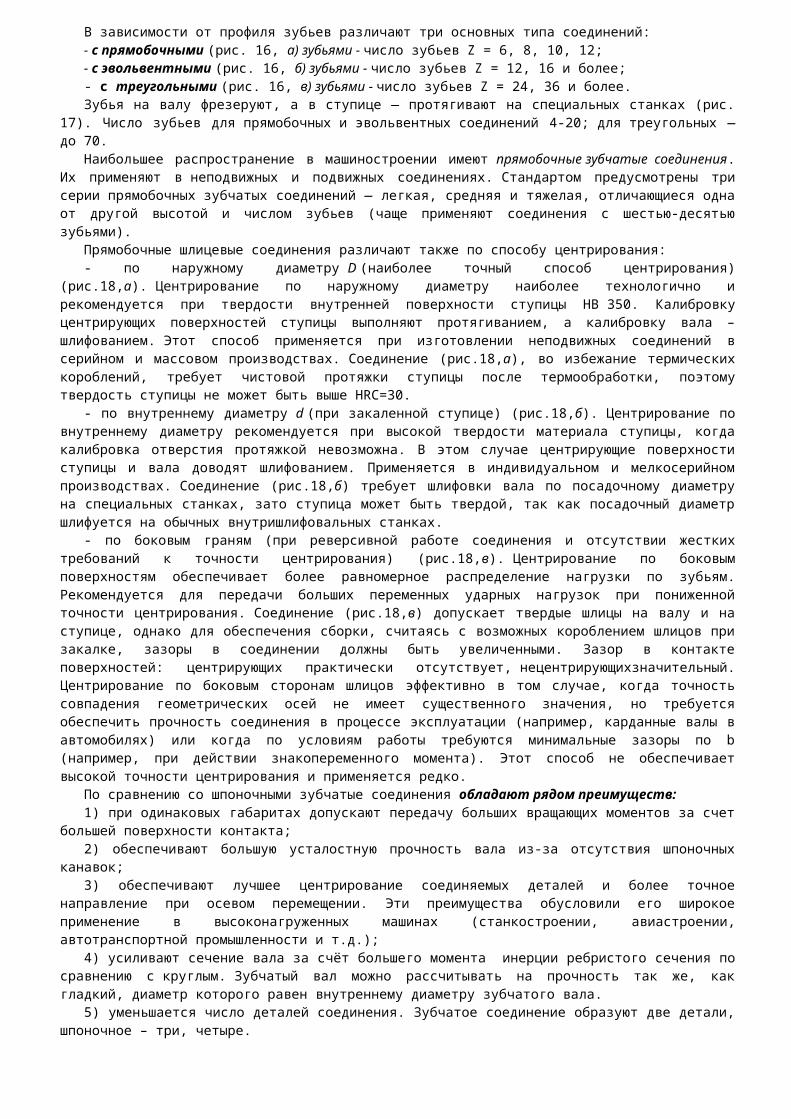
В зависимости от профиля зубьев различают три основных типа соединений:- с прямобочными (рис. 16, а) зубьями - число зубьев Z = 6, 8, 10, 12;- с эвольвентными (рис. 16, б) зубьями - число зубьев Z = 12, 16 и более;- с треугольными (рис. 16, в) зубьями - число зубьев Z = 24, 36 и более.Зубья на валу фрезеруют, а в ступице — протягивают на специальных станках (рис.
17). Число зубьев для прямобочных и эвольвентных соединений 4-20; для треугольных —до 70.
Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения.Их применяют в неподвижных и подвижных соединениях. Стандартом предусмотрены трисерии прямобочных зубчатых соединений — легкая, средняя и тяжелая, отличающиеся однаот другой высотой и числом зубьев (чаще применяют соединения с шестью-десятьюзубьями).
Прямобочные шлицевые соединения различают также по способу центрирования:- по наружному диаметру D (наиболее точный способ центрирования)
(рис.18,а). Центрирование по наружному диаметру наиболее технологично ирекомендуется при твердости внутренней поверхности ступицы НВ 350. Калибровкуцентрирующих поверхностей ступицы выполняют протягиванием, а калибровку вала –шлифованием. Этот способ применяется при изготовлении неподвижных соединений всерийном и массовом производствах. Соединение (рис.18,а), во избежание термическихкороблений, требует чистовой протяжки ступицы после термообработки, поэтомутвердость ступицы не может быть выше HRC=30.
- по внутреннему диаметру d (при закаленной ступице) (рис.18,б). Центрирование повнутреннему диаметру рекомендуется при высокой твердости материала ступицы, когдакалибровка отверстия протяжкой невозможна. В этом случае центрирующие поверхностиступицы и вала доводят шлифованием. Применяется в индивидуальном и мелкосерийномпроизводствах. Соединение (рис.18,б) требует шлифовки вала по посадочному диаметруна специальных станках, зато ступица может быть твердой, так как посадочный диаметршлифуется на обычных внутришлифовальных станках.
- по боковым граням (при реверсивной работе соединения и отсутствии жесткихтребований к точности центрирования) (рис.18,в). Центрирование по боковымповерхностям обеспечивает более равномерное распределение нагрузки по зубьям.Рекомендуется для передачи больших переменных ударных нагрузок при пониженнойточности центрирования. Соединение (рис.18,в) допускает твердые шлицы на валу и наступице, однако для обеспечения сборки, считаясь с возможных короблением шлицов призакалке, зазоры в соединении должны быть увеличенными. Зазор в контактеповерхностей: центрирующих практически отсутствует, нецентрирующихзначительный.Центрирование по боковым сторонам шлицов эффективно в том случае, когда точностьсовпадения геометрических осей не имеет существенного значения, но требуетсяобеспечить прочность соединения в процессе эксплуатации (например, карданные валы вавтомобилях) или когда по условиям работы требуются минимальные зазоры по b(например, при действии знакопеременного момента). Этот способ не обеспечиваетвысокой точности центрирования и применяется редко.
По сравнению со шпоночными зубчатые соединения обладают рядом преимуществ:1) при одинаковых габаритах допускают передачу больших вращающих моментов за счет
большей поверхности контакта;2) обеспечивают большую усталостную прочность вала из-за отсутствия шпоночных
канавок;3) обеспечивают лучшее центрирование соединяемых деталей и более точное
направление при осевом перемещении. Эти преимущества обусловили его широкоеприменение в высоконагруженных машинах (станкостроении, авиастроении,автотранспортной промышленности и т.д.);
4) усиливают сечение вала за счёт большего момента инерции ребристого сечения посравнению с круглым. Зубчатый вал можно рассчитывать на прочность так же, какгладкий, диаметр которого равен внутреннему диаметру зубчатого вала.
5) уменьшается число деталей соединения. Зубчатое соединение образуют две детали,шпоночное – три, четыре.

6) обеспечивается высокая надежность при динамических и реверсивных нагрузках,вследствие равномерного распределения нагрузки по зубьям.
7) уменьшается длина ступицы.Недостатки зубчатых соединений: требуют специального оборудования для изготовления
отверстий, более сложная технология изготовления, а следовательно, и более высокаястоимость.
Клиновые соединенияКлиновым называют разъёмное соединение, затягиваемое или регулируемое с помощью
клина. Клиновое соединение представляет собой соединение стержня со втулкой (рис. 27). Стержень имеет поперечный клиновой паз с углом, равным углу клина, а втулка имеет паз постоянного сечения. Забивая клин или перемещая его посредством винта, затягивают клиновое соединение.
Достоинства клиновых соединений заключается в простоте конструкции, быстроте сборки и разборки, возможности создания больших усилий затяжки.
К недостаткам клиновых соединений относятся не технологичность конструкции, ослабление основных деталей прорезями для установки клина и необходимость в ответственных случаях устройств, стопорящих клин.
Указанные недостатки ограничивают применение клиновых соединений. Они всё же находят применение там, где удобство и быстрота сборки и разборки имеют решающее значение, например, в зажимных устройствах станков.
В клиновых соединениях применяют почти исключительно односкосные клинья. Уклоны рабочей поверхности клина в зависимости от назначения назначают в пределах 1:100; 1:40; 1:10; 1:4.
По назначению клиновые соединения разделяются на:- силовые, предназначенные для прочного скрепления деталей;- установочные, применяемые для установки, регулировки взаимного положения
деталей.В свою очередь силовые клиновые соединения в зависимости от метода сборки и
характера воспринимаемых нагрузок подразделяют на:- ненапряжённые, собираемые без предварительной затяжки и предназначенные для
восприятия постоянных по величине и знаку усилий;- напряжённые, собираемые с предварительной затяжкой.При нагружении соединений осевыми усилиями, изменяющимися по величине и знаку,
как правило, применяют напряжённые конструкции. В этих соединениях, до приложения внешней нагрузки, при запрессовке клина создаётся предварительная затяжка. Величина её должна гарантировать совместность работы соединения при внешней переменной нагрузке. Обязательное условие надёжной работы таких соединений, сохранение остаточной затяжки деталей соединения после приложения внешней нагрузки.
Штифтовые и профильные соединенияШтифтовые соединения служат для соединения осей и валов с установленными на них деталями
при передаче небольших вращающихся моментов и точного взаимного фиксированиядеталей. Образуются совместным сверлением соединяемых деталей и установкой вотверстие с натягом специальных цилиндрических или конических штифтов (рис. 29).
Известны цилиндрические (рис.30,а,б), конические (рис.30, в, г, д), цилиндрическиепружинные разрезные (рис.30, е), просечённые цилиндрические, конические и др.(рис.30, ж, з, и, к), простые, забиваемые в отверстия (рис.30, б, в), выбиваемые изсквозных отверстий с другой стороны (гладкие, с насечками и канавками, пружинные,вальцованные из ленты, снабжённые резьбой для закрепления или извлечения(рис.30, д) и т.д. Применяются специальные срезаемые штифты, служащиепредохранителями.
Цилиндрические штифты устанавливают в отверстиях с натягом; иногда штифтырасклепывают.
Конические штифты выполняют с конусностью 1:50, обеспечивающей самоторможение ицентрирование деталей. Наибольшее распространение имеют гладкие конические штифты.Они обеспечивают надёжное самоторможение и центрирование деталей. Конические

штифты в основном применяют в соединениях деталей по плоскостям, стягиваемымкрепёжными болтами. В этих соединениях штифты осуществляют фиксацию деталей, аосновная нагрузка воспринимается силами трения в стыке, создаваемыми начальнойзатяжкой болтов.
Под насеченные цилиндрические штифты с коническими или цилиндрическими насечкамине нужно развертывать отверстие - насечки обеспечивают надежное соединение ипредохраняют штифт от выпадения в процессе работы.
Установочные штифты обычно устанавливают в глухое отверстие по посадке с натягомв одной из соединяемых деталей; выступающий конец штифта входит в отверстие другойдетали по посадке H7/js6 или H7/h6.
По назначению их разделяют на силовые и установочные. На рис.31 показанаустановка цилиндрического штифта. В качестве силовых используют конические ифасонные штифты.
Гладкие конические и цилиндрические штифты чаще всего применяют вкачестве установочных. Конические штифты изготавливают с конусностью 1:50,обеспечивающей самоторможение, они допускают многократную сборку–разборку и поэтомуприменяются чаще.
Хорошо зарекомендовали себя в качестве крепежных насеченные штифты, которыенадежно сцепляются при забивании со стенками отверстия, допускают многократнуюсборку – разборку без заметного ухудшения сцепления. Пружинные штифты ввиду большойподатливости можно устанавливать в грубо обработанные отверстия, причемобеспечивается надежное сцепление при вибрационных и ударных нагрузках, допускаетсямногократная разборка и сборка.
Достоинства штифтовых соединений:- простота конструкции;- простота монтажа-демонтажа;- точное центрирование деталей благодаря посадке с натягом;- работа в роли предохранителя, особенно при креплении колёс к валу.Недостатком штифтовых соединений является ослабление соединяемых деталей
отверстием.Профильные соединения относятся к бесшпоночным соединениям. Соединяемые детали
скрепляются между собой посредством взаимного контакта по некруглой поверхности.Простейшим профильным соединением является соединение с валом или с осью, какпоказано на рис. 32, а. Более совершенными являются профильные соединения с овальнымконтуром поперечного сечения. Последние применяются при передаче не только крутящегомомента, но и осевой нагрузки. По сравнению со шпоночными и шлицевыми соединениямипрофильные обеспечивают лучшее центрирование и более высокую прочность, отсутствиеконцентрации напряжений, но сложность изготовления профильного отверстияограничивает их применение. Расчет на прочность профильных соединений сводится восновном к проверке их рабочих поверхностей на смятие, прочности и радиальнойдеформации ступицы.
Рис. 32. Профильные соединения Клеммовое соединениеРазъемные соединения. Применяемые для закрепления на осях, валах, стойках,
штангах различных устройств (рычагов, разъемных муфт и шкивов и т. д.) за счет сил трения (без шпонок, шлицев или установочных винтов), называют клеммовыми (рис.33).
По конструктивным признакам различают два основных типа клеммовых соединений: а) со ступицей, имеющей прорезь; б) с разъемной ступицей.
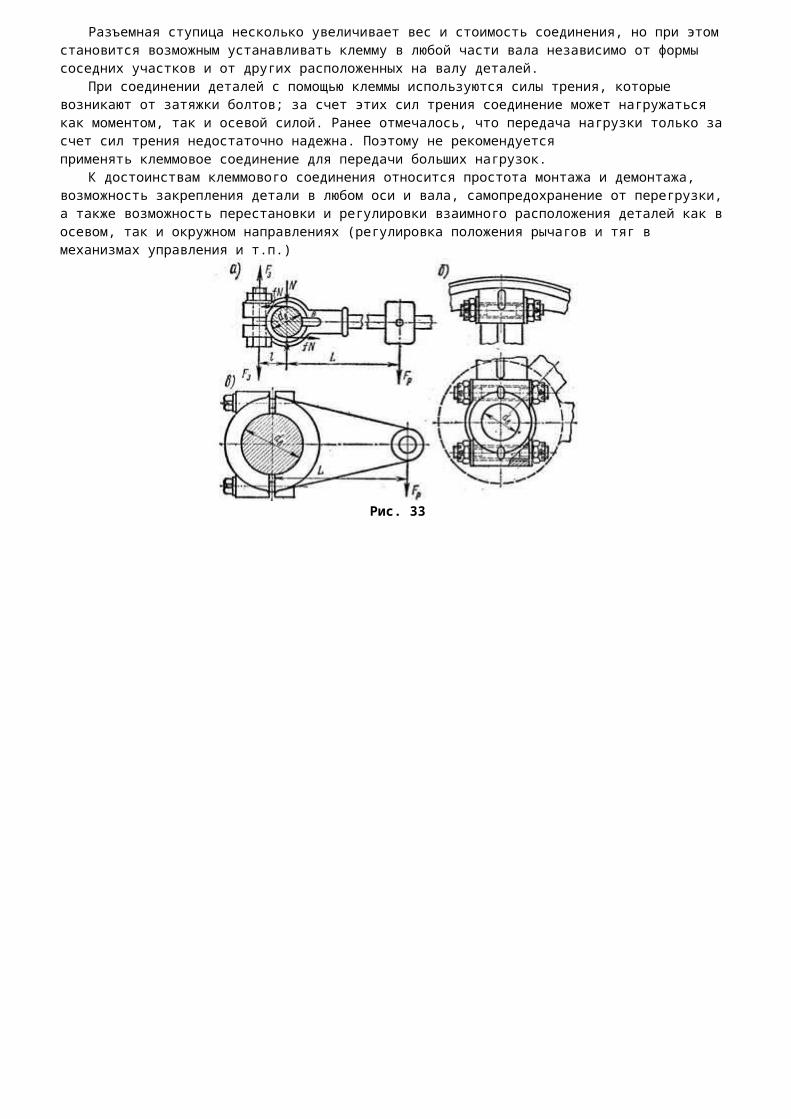
Разъемная ступица несколько увеличивает вес и стоимость соединения, но при этом становится возможным устанавливать клемму в любой части вала независимо от формы соседних участков и от других расположенных на валу деталей.
При соединении деталей с помощью клеммы используются силы трения, которые возникают от затяжки болтов; за счет этих сил трения соединение может нагружаться как моментом, так и осевой силой. Ранее отмечалось, что передача нагрузки только за счет сил трения недостаточно надежна. Поэтому не рекомендуется применять клеммовое соединение для передачи больших нагрузок.
К достоинствам клеммового соединения относится простота монтажа и демонтажа, возможность закрепления детали в любом оси и вала, самопредохранение от перегрузки, а также возможность перестановки и регулировки взаимного расположения деталей как в осевом, так и окружном направлениях (регулировка положения рычагов и тяг в механизмах управления и т.п.)
Рис. 33