
DISEÑO DE RED DE DISTRIBUCIÓN PARA SUMINISTRO DE VAPOR Y SELECCIÓN DE CALDERAS Y EQUIPOS PARA UNA...
146
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE” VICE-RECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO DE RED DE DISTRIBUCIÓN PARA SUMINISTRO DE VAPOR Y SELECCIÓN DE CALDERAS Y EQUIPOS PARA UNA ESCUELA DE OFICIALES. SAMUEL LAMEDA ABRAHAM PERAZA TUTOR: ING. EDUARDO ÁLVAREZ
-
Upload
layaguaradistritocapital -
Category
Documents
-
view
0 -
download
0
Transcript of DISEÑO DE RED DE DISTRIBUCIÓN PARA SUMINISTRO DE VAPOR Y SELECCIÓN DE CALDERAS Y EQUIPOS PARA UNA...
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO BARQUISIMETO
DEPARTAMENTO DE INGENIERÍA MECÁNICA
DISEÑO DE RED DE DISTRIBUCIÓN PARA SUMINISTRO DE VAPOR Y
SELECCIÓN DE CALDERAS Y EQUIPOS PARA UNA ESCUELA DE
OFICIALES.
SAMUEL LAMEDAABRAHAM PERAZA
TUTOR: ING. EDUARDO ÁLVAREZ
MAYO, 2008
ii
ÍNDICE GENERAL
Pág.
ÍNDICE DE TABLAS.........................................vi
ÍNDICE DE FIGURAS.......................................vii
RESUMEN................................................viii
INTRODUCCIÓN.............................................ix
CAPÍTULO I...............................................11
PLANTEAMIENTO DEL PROBLEMA.............................11
Descripción del Problema.............................11
Justificación e Importancia..........................12
Alcances.............................................12
OBJETIVOS..............................................13
Objetivo General.....................................13
Objetivos Específicos................................13
CAPÍTULO II..............................................14
REVISIÓN BIBLIOGRÁFICA.................................14
Vapor de Agua........................................14
Diferencia entre Vapor Saturado y Sobrecalentado...15
Importancia del Vapor..............................15
Calderas de Vapor....................................16
Partes de una Caldera de Vapor.....................17
Clasificación......................................17
iii
Calderas Pirotubulares.............................18
Calderas Acuotubulares.............................19
Accesorios de Calderas.............................20
Ramales............................................20
Ramales Principales de Vapor.......................20
Aislamiento Térmico................................21
Trampas de Vapor...................................21
Soportes...........................................22
Línea de Retomo de Condensado......................22
CAPÍTULO III.............................................23
METODOLOGÍA............................................23
Tipo de Investigación................................23
ACTIVIDADES............................................24
Fase 1.............................................24
Fase 2.............................................24
CAPÍTULO IV..............................................25
DESARROLLO DE ACTIVIDADES..............................25
Fase 1: Consumo por área y selección de equipos........25
Marmitas.............................................25
Secadoras............................................26
Plancha Prensas......................................27
Plancha Rodillo......................................28
Fase 2: Diseño de la Instalación de Vapor..............30
Definición de Requerimientos.........................30
iv

Normalización y Totalización de Consumos.............31
Secadora 100 lbs...................................33
Secadora 75 lbs....................................34
Planchas Largas....................................35
Plancha de Rodillo.................................37
Marmita............................................38
Totalización de Consumo..............................39
Potencia Nominal de las Calderas...................41
Presión de Operación de las Calderas...............43
Selección de las Unidades de Generación de Vapor
(Calderas):........................................44
Diseño de la Tubería de Distribución de Vapor........45
Criterios de Diseño................................45
Trazado de la Red de Distribución de Vapor.........49
Asignación de Caudales Máximos Probables de Cada
Tramo..............................................50
Estimación de Diámetros Probables o Tentativos.....50
Longitudes Equivalentes por Fricción en Accesorios. 52
Caída de Presión Unitaria..........................53
Cálculo de Caídas de Presión y Definición de
Diámetros de Cada Tramo de la Red de Distribución de
Vapor..............................................54
Evaluación de las Cargas de Condensado de las Trampas 56
Trampa de Drenaje de Aparatos......................56
Trampas Finales de Tuberías de Vapor...............57
v

Evaluación del Diferencial de Presión a través de las
Trampas............................................59
Diseño de la Línea de Retorno de Condensado..........64
Retornabilidad del Condensado......................64
Trazado de las Líneas de Retorno...................65
CAPÍTULO V...............................................72
RECOMENDACIONES GENERALES..............................72
Equipo Auxiliar de la Sala de Calderas...............72
Equipo Suavizador..................................72
Tanque de Condensado...............................73
Bombas de Alimentación.............................74
Tanquilla de Purga.................................76
Depósito de Combustible............................77
Manifold o Distribuidor de Vapor...................79
Generalidades sobre la Sala de Calderas..............81
CAPÍTULO VI..............................................82
CONCLUSIONES.............................................82
BIBLIOGRAFÍA.............................................83
ANEXOS...................................................84
ANEXO Nº 1. Marmitas Angelopo (Catálogo).............85
ANEXO Nº 2. Secadoras Electrolux y Cissel (Catálogo). 89
ANEXO Nº 3. Prensas Forentas (Catálogo)..............93
ANEXO Nº 4. Planchas Rodillo Domus (Catálogo)........98
ANEXO Nº 5. Calderas Continental (Catálogo).........101
ANEXO Nº 6. Dimensiones de Tuberías de Acero........106
vi
ANEXO Nº 7. Trazado de Red de Distribución de Vapor. 109
ANEXO Nº 8. Longitudes Equivalentes por Fricción en
Accesorios..........................................111
ANEXO Nº 9. Tablas de Vapor de Agua.................114
ANEXO Nº 10. Aislantes Isover (Catálogo)............120
ANEXO Nº 11. Dimensiones, Pesos y Presiones de Prueba.
....................................................122
ANEXO Nº 12. Fatigas Admisibles en Plantas de Proceso,
Psi.................................................125
ANEXO Nº 13. Lista de Compra de Materiales y Accesorios
....................................................127
vii
ÍNDICE DE TABLAS
Pág.
TABLA Nº 1. Consumo de alimentos por alumno en el almuerzo.
.........................................................25
TABLA Nº 2. Kilogramos de ropa a secar por alumno........26
TABLA Nº 3. Kilogramos de ropa a planchar por alumno.....27
TABLA Nº 4. Kilogramos de ropa a planchar por alumno.....28
TABLA Nº 5. Espesores Nominales para Tuberías de Vapor.. .47
TABLA Nº 6. Criterios de Velocidad para Tuberías de Vapor.
.........................................................47
TABLA Nº 7. Diámetros Tentativos de acuerdo al Caudal....51
TABLA Nº 8. Longitudes Equivalentes por Fricción en
Accesorios...............................................52
TABLA Nº 9. Caídas de Presión en Tuberías de Vapor.......56
TABLA Nº 10. Trampas de Drenaje por Aparato..............64
TABLA Nº 11. Porcentaje en peso del Condensado que se
convierte en Vapor Flash.................................69
TABLA Nº 12. Capacidad de Tuberías.......................77
TABLA Nº 13. Diámetro para Boca y Tubería de Llenado.....78
TABLA Nº 14. Diámetro para Boca de Llenado y Respiradero. 78
viii
ÍNDICE DE FIGURAS
Pág.
FIGURA Nº 1. Normalización del consumo en un aparato.....31
FIGURA Nº 2. Descargas de Condensado Reutilizable........60
FIGURA Nº 3. Caudal de Vapor Flash Kg/h..................71
ix

UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO BARQUISIMETO
DEPARTAMENTO DE INGENIERÍA MECÁNICA
DISEÑO DE RED DE DISTRIBUCIÓN PARA SUMINISTRO DE VAPOR Y
SELECCIÓN DE CALDERAS Y EQUIPOS PARA UNA ESCUELA DE
OFICIALES.
AUTORES: Lameda, Samuel
Peraza, Abraham
TUTOR:
Ing. Asís Eduardo Álvarez
RESUMEN
x
La presente investigación se enmarca bajo la modalidad deproyecto factible. Se planteó como objetivo realizar eldiseño de la red de distribución para suministro de vapor,y selección de calderas y equipos para la ampliación de laescuela de formación de Guardias Nacionales Coronel (G.N.)“Martín Bastidas Torres”, con el propósito de que susestudiantes cuenten con instalaciones más amplias yequipadas que les garanticen las comodidades necesariaspara conseguir su formación profesional. En este trabajo sedeterminaron los equipos necesarios para dicha ampliación,de acuerdo a la cantidad de alumnos. Partiendo de sucapacidad se calculó el consumo de vapor total, una veztotalizados los consumos de los mismos se procedió aseleccionar la caldera y al posterior diseño de su red dedistribución de vapor.
xi

INTRODUCCIÓN
En la ESCUELA DE FORMACIÓN DE GUARDIAS NACIONALES CORONEL
(G.N.) “MARTÍN BASTIDAS TORRES” se forman militares
profesionales aptos para comandar las unidades básicas de
la Guardia Nacional de Venezuela.
En los últimos años la matrícula de estudiantes de la
escuela se ha incrementado notablemente, lo que ha hecho
imperante la necesidad de ampliar la planta física de la
misma y la instalación de nuevos equipos en las áreas de
comedor, cocina y lavandería, que puedan realizar labores
domésticas en cantidades industriales para cumplir dicha
demanda.
De esta problemática surgió la necesidad de diseñar toda la
red de distribución para suministro de vapor, la selección
de calderas y equipos para la ampliación de la ESCUELA DE
FORMACIÓN DE GUARDIAS NACIONALES CORONEL (G.N.) “MARTÍN
BASTIDAS TORRES”.
La estructura del trabajo consta de tres partes
principales:
xii
Capítulo I: Planteamiento del Problema. Contiene en forma
resumida la descripción de la naturaleza del trabajo a
desarrollar, así como los procedimientos que se llevarán a
cabo. Además se presenta la justificación e importancia,
los alcances y finalmente los objetivos generales y los
objetivos específicos.
Capítulo II: Revisión Bibliográfica. Formada por los
antecedentes y la revisión de la literatura. Contiene la
base conceptual donde se encuentra enmarcado el trabajo.
Capítulo III: Metodología. Abarca la determinación de las
acciones a tomar para el diseño de una propuesta factible
al problema, aplicando conocimientos previos adquiridos a
lo largo de la carrera.
Capítulo IV: Desarrollo de Actividades.
Capítulo V: Recomendaciones Generales.
Capítulo VI: Conclusiones.
xiii
CAPÍTULO I
PLANTEAMIENTO DEL PROBLEMA
Descripción del Problema
La ESCUELA DE FORMACIÓN DE GUARDIAS NACIONALES CORONEL
(G.N.) “MARTÍN BASTIDAS TORRES” ubicada en la avenida
Intercomunal, sector Ramo Verde, Los Teques Edo. Miranda,
es una organización que tiene como misión, formar militares
profesionales aptos para comandar las unidades básicas de
la Guardia Nacional de Venezuela.
Actualmente la escuela de oficiales no cuenta con una
planta física que pueda cubrir la demanda de nuevos
estudiantes que quieren ingresar a la misma, por esta razón
se está llevando a cabo un proyecto para ampliar la
institución. Dicho proyecto consiste en la construcción de
una nueva estructura que servirá de núcleo para el comedor
de los alumnos, cocina y lavandería.
14

Para tal fin se necesitan instalar planchas industriales de
vapor para el almacén de planchado, secadoras industriales
de vapor para el área de secado, y marmitas industriales
para el área de cocido (cocina). Estos equipos para poder
funcionar necesitan vapor, el cual debe ser suministrado
por una caldera, a través de una red de tuberías.
Tomando esto en cuenta se propone el diseño de una red de
distribución para suministro de vapor y selección de
calderas y equipos para la escuela de oficiales.
A fin de lograr este objetivo se debe abordar el trabajo
con un diagnóstico y presentar las variables a estudiar y
sus requerimientos, para proceder con la selección de
equipos, selección de la caldera y finalmente el diseño de
la red de vapor.
Justificación e Importancia
Se considera que el diseño de una red de distribución para
suministro de vapor y selección de calderas y equipos para
la escuela de oficiales, contribuye, de manera resumida, en
que:
15
Los estudiantes de la ESCUELA DE FORMACIÓN DE GUARDIAS
NACIONALES CORONEL (G.N.) “MARTÍN BASTIDAS TORRES” contarán
con unas instalaciones más amplias y equipadas con las
últimas tecnologías que les garanticen las comodidades
necesarias para conseguir su formación profesional.
Alcances
Se realizará el diseño de la línea de vapor y la selección
de los equipos necesarios para la ampliación de la ESCUELA
DE FORMACIÓN DE GUARDIAS NACIONALES CORONEL (G.N.) “MARTÍN
BASTIDAS TORRES”.
16
OBJETIVOS
Objetivo General
Diseño de la red de distribución para suministro de vapor y
selección de calderas y equipos para la ampliación de la
ESCUELA DE FORMACIÓN DE GUARDIAS NACIONALES CORONEL (G.N.)
“MARTÍN BASTIDAS TORRES”, ubicada en la avenida
Intercomunal, sector Ramo Verde, Los Teques Edo. Miranda.
Objetivos Específicos
Determinar el consumo de vapor por área. Seleccionar los equipos para las áreas de planchado,
secado y cocina. Seleccionar la caldera. Diseñar la red de tubería para la distribución de vapor.
17
CAPÍTULO II
REVISIÓN BIBLIOGRÁFICA
Vapor de Agua
El vapor de agua se define como agua en estado gaseoso la
cual es empleada para generar y trasmitir energía en muchas
actividades domésticas y procesos industriales.
18
El vapor de agua tiene infinitas aplicaciones, desde
procesos muy simples hasta el uso en procesos bastante
complejos e importantes. El vapor de agua también se sigue
usando mucho para la calefacción de edificios, y sirve para
propulsar a la mayoría de los barcos comerciales del mundo.
El punto de ebullición del agua a la presión
correspondiente al nivel del mar, es decir, 101,3
kilopascales (kPa), es de unos 100°C. A esa temperatura, la
adición de 226 julios de calor por kilogramo de agua
convierte a ésta en vapor a la misma temperatura. Cuando el
agua está sometida a una presión mayor, el punto de
ebullición crece progresivamente de acuerdo a la ley de
Boyle-Mariotte hasta que, a una presión de 222,1 kPa,
hierve a una temperatura de 374,15 °C. Esta combinación de
temperatura y presión se denomina punto crítico. Por encima
del mismo no existe diferencia entre el agua en estado
líquido y el vapor de agua.
19

Cuando el vapor se encuentra exactamente en el punto de
ebullición que corresponde a la presión existente se lo
denomina vapor saturado. Si se calienta el vapor por encima
de esta temperatura se produce el llamado vapor
sobrecalentado. El sobrecalentamiento también se produce
cuando se comprime el vapor saturado o se estrangula
haciéndolo pasar por una válvula situada entre un
recipiente de alta presión y otro de baja presión. El
estrangulamiento hace que la temperatura del vapor caiga
ligeramente, pero a pesar de ello su temperatura es
superior a la del vapor saturado a la presión
correspondiente. En los sistemas modernos de generación de
energía eléctrica suele emplearse vapor en este estado
sobrecalentado.
Diferencia entre Vapor Saturado y Sobrecalentado
a) Zona de Vapor Sobrecalentado: En esta zona se separan las
isóbaras de las isotérmicas. Además de la información obvia
que se extrae directamente del diagrama (Entalpía y
Entropía en un punto), se puede además obtener información
adicional.
20

b) Calor Específico a Presión Constante: En la zona de vapor
sobrecalentado la pendiente de la isobara está relacionada
con Cp, en efecto Cp = dQ/dT ; por lo tanto si uno supone
un calentamiento isobárico se tiene que dQ = dH o bien ∆Q =
∆H para un valor de ∆T razonable (por ejemplo 5 a 10ºC).
c) Calor Específico a Volumen Constante: Si en el diagrama de Mollier
aparecen las isócoras (líneas de volumen específico
constante) también es posible obtener los valores de Cv en
diferentes partes de la zona de vapor sobrecalentado usando
un método análogo al anterior.
Importancia del Vapor
Se puede decir que la máquina alternativa de vapor
representa el tipo de máquina térmica más antigua, dado que
sus primeros antecedentes datan de los primeros años del
1700. A pesar de su antigüedad, ésta máquina constituye el
antecedente de aquellas usadas hoy en día como turbinas de
vapor en las centrales termoeléctricas convencionales.
Las centrales termoeléctricas modernas están constituidas
por módulos en "bloques", cada uno de los cuales consiste
de:
21
Un generador de vapor. Un grupo turbo-generador. Un transformador elevador.
La central completa contiene un conjunto de instalaciones,
que a grandes rasgos, incluye:
Zona de manejo de combustibles. Generador de vapor. Turbina y condensador. Circuitos diversos para la recuperación del calor,
de los gases de combustión.
Calderas de Vapor
Las Calderas o Generadores de Vapor son dispositivos cuyo
objetivo es:
a) Generar agua caliente para calefacción y uso general.
b) Generar vapor para plantas de fuerza, procesos
industriales o calefacción.
22
Funcionan mediante la transferencia de calor, producido
generalmente al quemarse un combustible, al agua contenida
o circulando dentro de un recipiente metálico.La capacidad
de una caldera está determinada por la cantidad de calor
absorbida por el agua desde los productos de la combustión.
Partes de una Caldera de Vapor
En toda caldera se distinguen dos zonas importantes:
a) Hogar o Cámara de Combustión: Es el lugar donde se quema el
combustible. La transferencia de calor en esta zona se
realiza principalmente por Radiación (llama - agua). Puede
ser interior o exterior con respecto al recipiente
metálico.
Interior: El hogar se encuentra dentro del recipiente
metálico o rodeado de paredes refrigeradas por agua.
Exterior: Hogar construido fuera del recipiente
metálico. Está parcialmente rodeado o sin paredes
refrigeradas por agua.
23
b) Zona de Tubos: Es la zona donde los productos de la
combustión (gases o humos) transfieren calor al agua
principalmente por Convección (gases - agua). Está
constituida por tubos, dentro de los cuales pueden circular
los humos o el agua.
Clasificación
Existen varias formas de clasificación de calderas, entre
las que se pueden señalar:
a) Según su utilización:
De vapor. De agua caliente. Móvil o Portátil. Fija o Estacionaria.
b) Según la presión de trabajo:
Baja Presión: 0 a 2.5 Kg/cm2
Media Presión: 2,5 a 10 Kg/cm2
Alta Presión: 10 a 225 Kg/cm2
Supercríticas: Más de 225 kg/cm2
24

c) Según la circulación de agua dentro de la caldera:
Circulación Natural: El agua se mueve por efecto térmico. Circulación Forzada: El agua se hace circular mediante
bomba.
Sin embargo, la clasificación más aceptada se basa en la
circulación del agua y de los gases calientes en la zona de
tubos de las calderas. Según esto se tienen dos tipos
generales de calderas:
a) Pirotubulares o de Tubos de Humos: En estas calderas los humos
pasan por dentro de los tubos cediendo su calor al agua que
los rodea.
b) Acuotubulares o de Tubos de Agua: El agua circula por dentro de
los tubos, captando calor de los ya calientes que pasan por
el exterior.
Es posible encontrar también, para bajas capacidades,
calderas con tubos de humo y tubos de agua, denominadas
Calderas Mixtas.
Calderas Pirotubulares
25
Básicamente son recipientes metálicos, comúnmente de acero,
de formas cilíndricas, atravesados por grupos de tubos por
donde circulan los gases de combustión.
Por problemas de resistencia de materiales, su tamaño es
limitado. Sus dimensiones alcanzan a 4,5 m. de diámetro y
10 m. de largo. Se construyen para capacidades máximas de
15.000 kg/h de vapor y sus presiones de trabajo no superan
as 18 kg/cm2
Pueden producir agua caliente o vapor saturado. En el
primer caso se les instala un estanque de expansión que
permite absorber las dilataciones del agua. En el caso e
calderas de vapor poseen un nivel de agua a 10 o 20 cm.
sobre los tubos superiores.
A algunas calderas mixtas se les instala un banco de tubos
recalentadores de vapor, ubicado en el hogar o cerca de él.
Entre sus características se puede mencionar:
Sencillez de construcción. Facilidad de inspección, reparación y limpieza. Gran peso. Lenta puesta en marcha.
26
Gran peligro en caso de explosión o ruptura debido
al gran volumen de agua almacenada.
Calderas Acuotubulares
Se componen de uno o más cilindros que almacenan el agua y
vapor (colectores) unidos por tubos de pequeño diámetro por
donde circula el agua. Estas calderas son apropiadas
cuando los requerimientos de vapor, en cantidad y calidad
son altos.
Se construyen para capacidades mayores a 5000 kg/h de vapor
(5 ton/h), con valores máximos, en la actualidad de
2000ton/h. Permiten obtener vapor a temperaturas del orden
de 500ºC y presiones de 200 Kg/cm2 o más.
Debido a que utilizan tubos de menor diámetro, aceptan
mayores presiones de trabajo, absorben mejor las
dilataciones y son más seguras. Su peso en relación a la
capacidad es reducido. Requieren poco tiempo de puesta en
marcha y son más eficientes. No se construyen para bajas
capacidades debido a que su construcción más compleja las
hacen más caras que las calderas pirotubulares.
Accesorios de Calderas
27
Los accesorios son indispensables para la seguridad, para
la economía y para la comodidad. Los accesorios externos
incluyen los indicadores de nivel y grifos de prueba,
drenes y válvulas de purga (de la superficie y del fondo),
válvulas de seguridad o de alivio, grifos de ventilación
(purga de aire) y trampas de vapor, conexiones para
muestras de agua, válvulas de retención (protección contra
retroceso), tapones fusibles, silbatos, sopladores de
hollín e inyectores de aire por encima del fuego. Entre los
accesorios de medición para el control de las condiciones
de operación de la caldera, están incluidos los manómetros,
indicadores del nivel de agua, termómetros, medidores de
caudal para vapor y aparatos de alarma.
Ramales
Son salidas del ramal principal de vapor que alimentan
equipos específicos que utilizan vapor. El sistema completo
debe diseñarse y conectarse de manera de prevenir la
acumulación de condensado en cualquier punto.
Ramales Principales de Vapor
28

Estos se encargan de llevar el vapor desde la caldera a un
lugar en el cual están instaladas unidades múltiples que
usan vapor.
Aislamiento Térmico
El aislamiento es un material que posee baja conductividad
térmica y que por lo tanto presenta una gran resistencia al
paso de calor, forma parte del sistema termoaislante, que
está formado por la combinación de materiales de sujeción,
barrera de vapor, materiales de acabado y recubrimiento.
Son tipos de materiales que se utilizan por su alta
resistencia al calor. Este tipo de material esta
constituido por el revestimiento exterior que cubre la
tubería de distribución y cuya función principal es reducir
y retardar las pérdidas de calor a través de las paredes de
las tuberías. Si las tuberías no son cubiertas con un
aislante térmico, de determinado espesor la perdida de
calor ocasionaría gastos de combustible. Los materiales
usados para el revestimiento de las tuberías son: asbesto,
amianto, lana mineral, etc. Las partes irregulares como los
codos, las uniones, las bridas y otros se recomienda no
dejarlas sin un aislamiento térmico.
29

Trampas de Vapor
Una trampa de vapor es una válvula automática cuya misión
es descargar condensado sin permitir que escape vapor vivo.
Así mismo, las trampas de vapor han de tener una buena
capacidad de eliminación de aire. Es muy importante que los
sistemas de distribución sean siempre drenados de manera
eficiente. Siendo las trampas de vapor la llave para
optimizar el drenaje del condensado en los sistemas de
vapor, estas deben cumplir con las tres funciones básicas
que se mencionan a continuación:
Eliminación de condensado. Eliminación de aire y otros gases no condensables. Prevenir las pérdidas de vapor.
Soportes
30
Estos, son soportes que se caracterizan por mantener los
puntos deseados de la tubería en posiciones fijas según
desplazamientos verticales pero permitiendo el movimiento
de expansión en dirección opuesta desde el punto anclado,
debiendo ser colocados y fijados a los miembros
estructurales de tal manera que resistan las fuerzas y
movimientos bajo todas las condiciones de servicio.
Línea de Retomo de Condensado
Reciben el condensado desde muchas líneas de descarga de
trampas y llevan éste de vuelta a la sala de calderas. La
recuperación de condensados implica un ahorro de
combustible en la caldera y menores costos de generación de
vapor por las siguientes razones:
a) El condensado normalmente retorna a una temperatura de
70 a 90 °C, lo cual significa que contiene una cantidad de
calor que si no es aprovechada, tiene que ser aportada por
el combustible para calentar el agua de alimentación hasta
la misma temperatura.
31
b) Si el condensado (que es esencialmente agua pura) se
pierde, el agua de alimentación tiene que ser tratada, lo
cual implica mayores gastos operativos por el tratamiento y
el costo mismo del agua.
c) El agua de alimentación que reemplaza a un condensado
no aprovechado contiene impurezas que incrementan el
régimen de purga y las pérdidas de calor asociados a dicha
purga. Además cuando se recupera el condensado se pueden
obtener beneficios adicionales como: reducción de
accidentes por descargas a la atmósfera, reducción del
impacto ambiental, mejora la velocidad de arranque de las
calderas.
32
CAPÍTULO III
METODOLOGÍA
Tipo de Investigación.
De acuerdo al problema planteado, y en función de los
objetivos expuestos anteriormente, el tipo de investigación
se denomina Proyecto Factible, este tipo de investigación
se sitúa dentro de los diseños de campo no experimentales,
donde se observan los hechos estudiados tal como se
manifiestan en su ambiente natural, y en este sentido, no
se manipulan de manera intencional las variables. Tiene
como fin generar solución a un problema real de tipo
práctico para satisfacer una necesidad de un grupo social
en específico.
Para la realización de este proyecto es necesario contar
con la información precisa y clara de las variables
involucradas, con el propósito de diseñar adecuadamente la
línea de vapor.
33

Conocer los fundamentos teóricos que sustenten este tema y
de qué forma se va a tratar el problema.
Obtenida la información necesaria para la realización del
proyecto se procederá al estudio de las variables
involucradas en el mismo y a hacerle el estudio que
ameriten con la finalidad de obtener los valores precisos
que se necesitarán para el diseño.
34

ACTIVIDADES
Fase 1: Determinar el consumo por área y realizar la
selección de equipos.
Para la realización de esta fase, se requiere de la
información necesaria, acerca de la proyección del número
de alumnos que estarán en la zona de la ampliación, para
determinar así la carga con que operarán los equipos.
Luego se procede a escoger los equipos necesarios que
satisfagan los requerimientos de carga por cada una de las
áreas, tomando en cuenta diversas marcas y modelos.
La información de los equipos se buscará en Internet o
directamente con proveedores para la solicitud de catálogos
de equipos y manuales de operación.
Luego de seleccionar los equipos adecuados partiendo de su
capacidad se calcula el consumo de vapor total de los
mismos y se totalizarán los consumos.
Fase 2: Diseño de la Instalación de Vapor.
35
Una vez totalizados los consumos, se determinará la
capacidad nominal de la caldera. Y se realizará el diseño
de la línea de retorno de condensado y la evaluación de la
cargas de condensados en las trampas de cada aparato y su
respectiva selección
Se hará un estudio de los planos proporcionados para el
cálculo de la red de distribución de vapor, se determinarán
longitudes, diámetros, Schedule, tipos de uniones, modos de
sujeción, accesorios, material de la tubería y el
aislamiento en las líneas de distribución.
36

CAPÍTULO IV
DESARROLLO DE ACTIVIDADES
FASE 1: CONSUMO POR ÁREA Y SELECCIÓN DE EQUIPOS.
Marmitas
Para la alimentación de los alumnos en el comedor se
procedió a realizar la siguiente estimación de acuerdo al
menú básico de 2.000 calorías.
Contando con el caso crítico de mayor preparación de
alimentos que es en el almuerzo, se tiene:
TABLA Nº 1. Consumo de alimentos por alumno en el almuerzo.
37
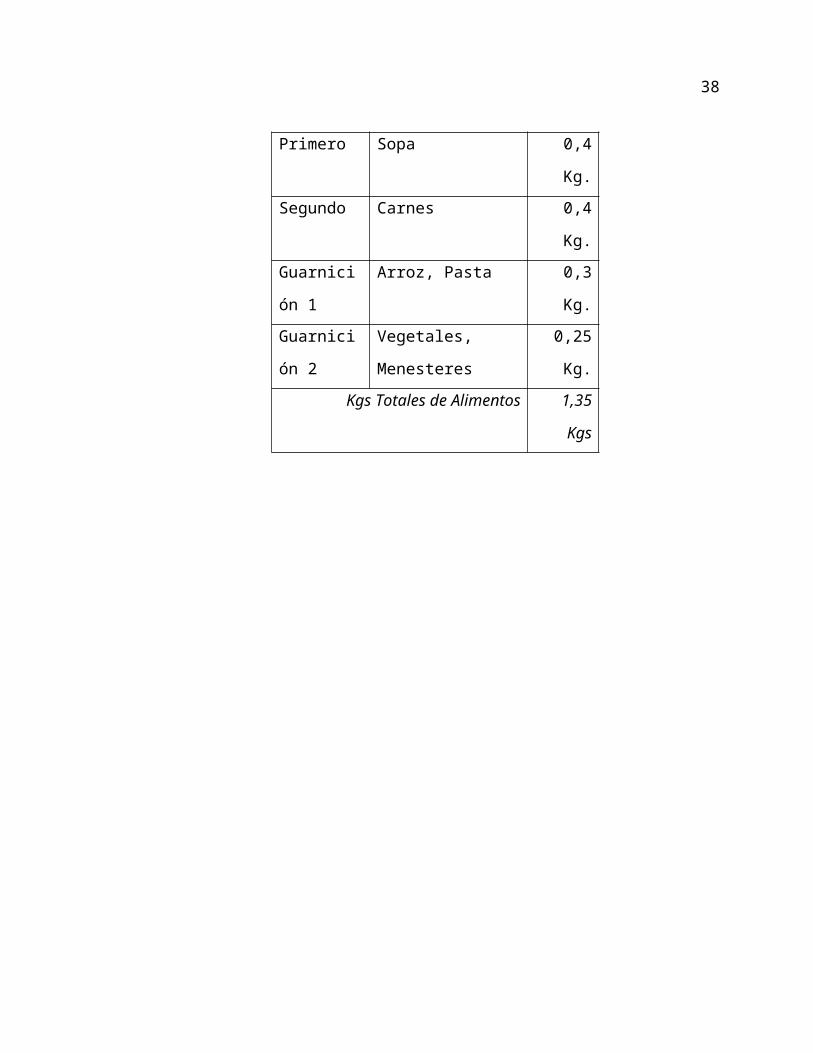
Primero Sopa 0,4
Kg.Segundo Carnes 0,4
Kg.Guarnici
ón 1
Arroz, Pasta 0,3
Kg.Guarnici
ón 2
Vegetales,
Menesteres
0,25
Kg.Kgs Totales de Alimentos 1,35
Kgs
38
Fuente: Los Autores.
De acuerdo con la Tabla Nº 1 cada alumno consumirá cerca de
1,35 Kgs (2,69 lbs) de alimentos al día, multiplicando esto
por el número de alumnos (300 alumnos) con que contará la
ampliación, se tiene:.80730069,2 lbsx
Para cubrir con esta demanda se instalarán 3 Marmitas de
Calentamiento Indirecto Marca Angelopo, Serie PR 200, de
200 lts de capacidad, con una potencia de consumo de 88,18
lbs/hr por unidad. (Ver Anexo Nº 1).
Esta selección se justifica en el hecho de que las marmitas
sugeridas cubren la demanda exigida en el consumo máximo de
alimentos, debido a que en cada una de ellas se puede cocer
hasta 200 lbs de alimentos en 30 minutos.
Secadoras
Para estimar el número de secadoras se procedió a definir
qué tipo de ropa por alumno sería tratada en los equipos y
su peso aproximado.
TABLA Nº 2. Kilogramos de ropa a secar por alumno.
39

1 Pantalón Drill 0,6
Kg1 Camisa Drill 0,4
Kg1 Franela de
Algodón
0,2
Kg1 Juego de Sabana 0,7
KgKgs Totales de Ropa a
Secar
1,9
Kgs
40
Fuente: Los Autores.
De acuerdo con la Tabla Nº 2 cada alumno producirá 1,9 Kgs
(4,19 lbs) de ropa a secar, multiplicando esto por el
número de alumnos (300 alumnos) con que contará la
ampliación, se tiene:
.125730019,4 lbsx
Para cubrir con esta demanda se instalarán 6 Secadoras de
Calentamiento Indirecto Marca Cissel, Modelo HD 100, de 100
lbs de capacidad , con una potencia de consumo por unidad
de 154 lbs/hr y dos Secadoras de Calentamiento Indirecto,
Marca Cissel, Modelo HD 75, de 75 lbs de capacidad, con
una potencia de consumo de 203,45 lbs/hr por unidad. (Ver
Anexo Nº 2).
Esta selección se justifica en el hecho de que las
Secadoras sugeridas tienen un tiempo de secado cada una de
30 minutos aproximadamente, así con la serie escogida podrá
secar 1500 lbs de ropa en una hora.
Plancha Prensas
41

Para estimar el número de planchas prensas se procedió a
definir qué tipo de ropa por alumno sería tratada en los
equipos y su peso aproximado.
TABLA Nº 3. Kilogramos de ropa a planchar por alumno.
1 Pantalón Drill 0,6
Kg1 Camisa Drill 0,4
Kg1 Franela de Algodón 0,2
KgKgs Totales de Ropa a
Prensar
1,2
Kgs
42
Fuente: Los Autores.
De acuerdo con la Tabla Nº 3 cada alumno producirá 1,2 Kgs
(2,64 lbs) de ropa a prensar, multiplicando esto por el
número de alumnos (300 alumnos) con que contará la
ampliación, se tiene:
.79230064,2 lbsx
Para cubrir esta demanda se seleccionaron 6 Prensas Cortas
y 4 Prensas Largas Marcas Forenta, Modelos A-AT19VS y A-
AT51VL respectivamente. Ambas tienen una potencia de
consumo de 25,875 lbs/hr por unidad. (Ver Anexo Nº 3).
Esta selección se justifico en el hecho de que cada pieza
debe estar 6 segundos aproximadamente en prensa para lograr
un buen planchado, agregando a esto un margen de 4 segundos
entre introducirla y quitarla de la plancha, entonces se
estima el tiempo de planchado real. Son 900 piezas para 10
planchas prensa, lo que implica que sean 90 piezas para
cada plancha. Estimando que cada plancha tarde 10 segundos
con una pieza, tardarían 900 segundos con la totalidad de
las piezas, lo que equivale a unos 15 minutos.
Plancha Rodillo
43

Para estimar el número de planchas rodillo se procedió a
definir qué tipo de ropa por alumno sería tratada en los
equipos y su peso aproximado.
TABLA Nº 4. Kilogramos de ropa a planchar por alumno.
1 Juego de Sabana 0,7
KgKgs Totales de Ropa a
Planchar
0,7
Kg
44
Fuente: Los Autores.
De acuerdo con la TABLA Nº 4 cada alumno producirá 0,7 Kg
(1,54 lbs) de ropa a planchar, multiplicando esto por el
número de alumnos (300 alumnos) con que contará la
ampliación se tiene:
.46230054,1 lbsx
Para cubrir esta demanda se seleccionó una Plancha Rodillo
Marca Domus, Modelo CM e 2550, con una potencia de consumo
de 198 lbs/hr. (Ver Anexo Nº 4).
Esta selección se justifica en el hecho de que el rodillo
sugerido tiene un tiempo de secado de 3 segundos por juego
de sabanas. Como son 900 juegos de sabanas por 3 segundos,
tardarían 2700 segundos con la totalidad de las piezas, lo
que equivale a unos 45 minutos.
45

FASE 2: DISEÑO DE LA INSTALACIÓN DE VAPOR
El diseño de la instalación de vapor se puede resumir en
las siguientes etapas:
Definición de Requerimientos. Normalización y Totalización de Consumos. Selección de los Generados de Vapor. Diseño de la Tubería de Distribución de Vapor. Evaluación de las Cargas de Condensado de las Trampas. Diseño de la Línea de Retorno de Condensado.
Definición de Requerimientos
Para definir el alcance de la instalación de vapor es
necesario disponer de la siguiente información:
Planos de Arquitectura de la Edificación. Objetivos Generales del Edificio. Requisitos específicos de cada aparato o servicio
(ubicación del punto). Consumo de Vapor (lb/hr) (máximo, promedio). Presiones o Rango de Presiones de Consumo. Temperatura o Calidad. Forma y Duración de Consumo.
46
No siempre se conocen estos datos y puede ser necesario
calcular, estimar o definir algunos de ellos mediante la
aplicación de los principios de Termodinámica y
Transferencia de Calor.
47
Normalización y Totalización de Consumos
Debido a que los diferentes aparatos o servicios de una
instalación pueden requerir vapor en diferentes cantidades
o caudales y a diferentes condiciones de presión, y, que
además pueden producir condensado utilizable en diferentes
proporciones y a diferentes condiciones de temperatura y
presión, la simple sumatoria o caudales no es suficiente
para definir la capacidad de generación de vapor de las
calderas. Por estas razones, es necesario normalizar los
consumos de los aparatos en términos energéticos que luego
de totalizados producen la potencia requerida por los
generadores de vapor.
La Normalización del consumo en un aparato consiste en
traducir su consumo de vapor y su posible retorno de
condensado en términos de la potencia calorífica que debe
suplir la caldera para preparar dicho caudal de vapor a
partir del condensado reutilizable y del agua que sea
necesario reponer al sistema.
FIGURA Nº 1. Normalización del consumo en un aparato.
48
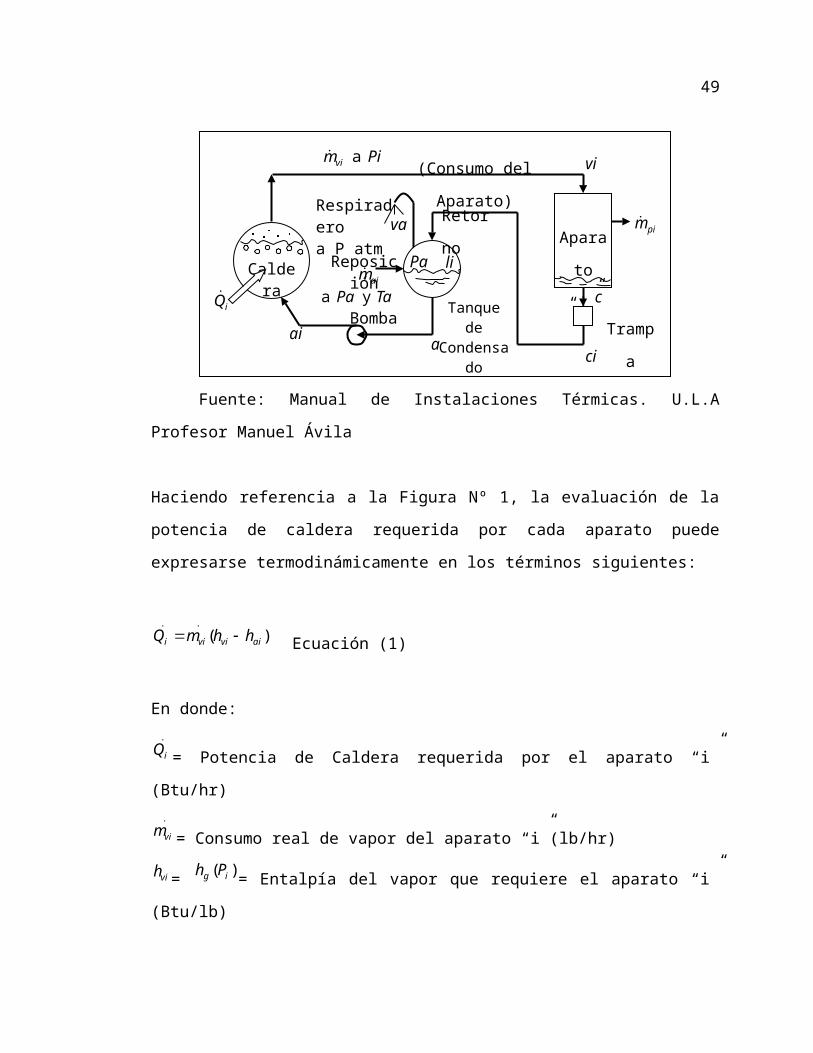
Fuente: Manual de Instalaciones Térmicas. U.L.A
Profesor Manuel Ávila
Haciendo referencia a la Figura Nº 1, la evaluación de la
potencia de caldera requerida por cada aparato puede
expresarse termodinámicamente en los términos siguientes:
)(..
aivivii hhmQ Ecuación (1)
En donde: .iQ = Potencia de Caldera requerida por el aparato “i”
(Btu/hr).vim = Consumo real de vapor del aparato “i”(lb/hr)
vih = )( ig Ph = Entalpía del vapor que requiere el aparato “i”
(Btu/lb)
Respiradero a P atm
iQCaldera
Pa liApara
to
“i”
Pimvi a
va
Reposición
Bomba
(Consumo del
Aparato)
Tanque de
Condensado
Retor
no
Tramp
a
aimTaPa y a
aai
vi
c
ci
pim
49
aih = Entalpía del agua de alimentación según las condiciones
de retorno.
Esta entalpía se evalúa como se indica a continuación:
pim.
= Caudal de vapor Perdido en el proceso de aparato “i”.cim = Caudal de mezcla (V+L) que retorna al tanque de
condensado, proveniente del aparato “i”
pivici mmm...
cix = Calidad de la mezcla de retorno al tanque de condensado
)()()(
afg
afifci Ph
PhPhx
cicili mxm..
)1( Caudal de retorno líquido reutilizable por la
caldera.
liviai mmm...
= Caudal de agua de reposición requerida
por el aparato.
b
aiaf
vi
afliafaiai
PPPV
m
PhmThmh
))(()()(
.
..
La eficiencia de la bomba se tomará como 6,0b
Secadora 100 lbs
Consumo de Vapor: 70 kg/hr
50
Presión de Vapor: 300 – 800 kpa
(Ver Anexo Nº 2).
)(..
asvsvss hhmQ
Presión de Trabajo 800 kpa
ash = )( ig Ph = Entalpía del vapor que requiere la secadora =
2.769 kj/kg
psvscs mmm...
Donde psm.
= 0 suponiendo un proceso ideal.
Calculando Calidad de la mezcla de retorno al tanque de
condensado
Caudal de Retorno líquido Reutilizable por la Caldera
Caudal de Reposición Requerido por la Secadora:
Calculando la entalpía del agua de alimentación según las
condiciones de retorno:
51

b
aiaf
vs
aflsafasas
PPPV
m
PhmThmh
))(()()(
.
..
Finalmente sustituyendo en (1), se tiene:
Así la potencia requerida por la secadora es
De manera análoga se calcula el resto de los equipos.
Secadora 75 lbs
Consumo de Vapor: 5,9 bhp = 92,30 Kg/hr.
Presión de Vapor: 8 bar = 800 kpa.
(Ver Anexo Nº 2).
)(..
asvsvss hhmQ
Presión de Trabajo 800 kpa.
ash = )( ig Ph = Entalpía del vapor que requiere la secadora =
2.769,6 kj/kg
52

psvscs mmm...
Donde = 0 suponiendo un proceso ideal.
Calculando Calidad de la mezcla de retorno al tanque de
condensado
* kgkjhf /342.734 evaluada a la presión de Trabajo se tiene
que:
Caudal de Retorno líquido Reutilizable por la Caldera
Caudal de Reposición Requerido por la Secadora:
Se calcula la entalpía del agua de alimentación según las
condiciones de retorno:
b
aiaf
vs
aflsafasas
PPPV
m
PhmThmh
))(()()(
.
..
Finalmente sustituyendo en (1), se tiene:
53
Así la potencia requerida por la secadora es
Planchas Largas
Consumo de Vapor: 11,7 Kg/hr
Presión de trabajo: 800 Kpa
(Ver Anexo Nº 3).
)(..
aplvplvplpl hhmQ
Presión de Trabajo 800 kpa
aplh = )( ig Ph = Entalpía del vapor que requiere la plancha
larga = 2.769 Kj/kg
pplvplcpl mmm...
Donde pplm.
= 0 suponiendo un proceso ideal.
Calculando la Calidad de la Mezcla de Retorno al Tanque de
Condensado:
)()()(
afg
afifcpl Ph
PhPhx
= 0,1339
Caudal de Retorno Líquido Reutilizable por la Caldera
54

Caudal de Reposición Requerido por la Plancha Larga:
Se calcula la entalpía del agua de Alimentación según las
condiciones de retorno:
b
aiaf
vpl
aflplafaplapl
PPPV
m
PhmThmh
))(()()(
.
..
Finalmente sustituyendo en (1), se tiene:
hrKjkgKjkgKjhrkghhmQ aplvplvplpl /614.27745/59.397/2769/7.11)(..
Así la potencia requerida por la plancha larga
*
* Nota: Mismo Valor para Las Planchas Cortas
Plancha de Rodillo
Consumo de Vapor: 113 Kg/hr
55
Presión de Trabajo: 800 Kpa
(Ver Anexo Nº 2).
)(..
aprvprvprpr hhmQ
Presión de Trabajo 800 kpa
aprh = )( ig Ph = Entalpía del vapor que requiere la plancha de
rodillos = 2.769 kj/kg
pplvplcpl mmm...
Donde pplm.
= 0 suponiendo un proceso
ideal.
Calculando la Calidad de la Mezcla de Retorno al Tanque de
Condensado:
)()()(
afg
afifcpr Ph
PhPhx
=0,1339
Caudal de Retorno líquido Reutilizable por la Caldera
Caudal de Reposición Requerido por la Plancha Larga:
Se calcula la entalpía del agua de alimentación según las
condiciones de retorno:
56

b
aiaf
vpr
aflprafaprapr
PPPV
m
PhmThmh
))(()()(
.
..
Finalmente sustituyendo en (1), se tiene:
Así la potencia requerida por la Plancha de Rodillo
Marmita
Consumo de Vapor: 40 Kg / hr
Presión de Trabajo: 70 psi 482,63 kpa
(Ver Anexo Nº 1).
)(..
amvmvmm hhmQ
Presión de Trabajo 482,63 kpsc
aprh = )( ig Ph = Entalpía del vapor que requiere la plancha de
rodillos = 2.747,03 Kj/Kg
pmvmcm mmm...
Donde pmm.
= 0 suponiendo un proceso ideal.
57
Calculando la Calidad de la Mezcla de Retorno al Tanque de
Condensado:
Caudal de Retorno líquido Reutilizable por la Caldera
Caudal de Reposición Requerido por la Plancha Larga:
Se calcula la entalpía del agua de alimentación según las
condiciones de retorno.
b
aiaf
vm
aflmafamam
PPPV
m
PhmThmh
))(()()(
.
..
Finalmente sustituyendo en (1), se tiene:
Así la potencia requerida por la Marmita es de
58
Totalización de Consumo
La potencia total que debe suministrar al agua el equipo de
generación de vapor (caldera) se puede determinar por
aplicación de uno de los métodos siguientes:
Curva de Carga. Estudio de Simultaneidad. Combinación de los métodos Anteriores.
El método a utilizar en este caso es el de Simultaneidad,
este es aplicable cuando se trata de un número
relativamente alto de aparatos de corta duración, de
consumo y de operación esporádica o intermitente. En este
caso el consumo energético total se puede calcular con
expresiones del tipo:
..iijt QffQ
El valor numérico de los factores de simultaneidad entre
aparatos (fi) y entre grupos (fj) está determinado por el
tipo de aparatos, su forma y duración de consumo y la
interdependencia que pueda existir entre los diferentes
aparatos.
59

En donde:
tQ.
= Consumo Energético Total de la Instalación (Btu/hr).iQ = Consumo Energético de cada Aparato (Btu/hr) según la
Ecuación (1)
jf = Factor de simultaneidad entre los consumos máximos de
los diferentes grupos de instalación.
if =Factor de simultaneidad entre aparatos similares del
grupo j.
...
iijt QffQEcuación (2)
Para este caso: 1if y 1jf , sustituyendo:
Por lo tanto el Consumo total de la instalación es de 1 Kw
= 3412,14 Btu/hr
60

Potencia Nominal de las Calderas
La potencia nominal del conjunto de calderas será igual a
la potencia o consumo energético total de la instalación (
) aumentada en los siguientes porcentajes para
considerar:
a) Condensación en las Líneas (Transferencia de Calor): De 10 a 20 %
según la extensión de la instalación, el tamaño relativo de
las tuberías y la efectividad del aislamiento.
b) Fugas de Vapor: De 10 a 15 % según la extensión de la
instalación y la calidad de las conexiones.
c) Posibilidades de Ampliación del Servicio: De 5 a 20 % según
programación de la planta.
De esta manera:..tn QQ + % Condensación (en las tuberías de vapor).
Ecuación (3)
+ % Fugas.
61
+ % Ampliación.
En donde:.nQ = Potencia Nominal de las Calderas ( Btu/hr).tQ =Consumo Energético total de la Instalación.
Sustituyendo en (3)
hrBtuhrBtuhrBtuQn /235.3060761)/49.2040507(5.0/4.2040507.
Existen otras dos formas de expresar la capacidad de
calderas necesaria para la instalación, una se denomina
“producción normalizada de vapor” y la otra “potencia en
caballos de caldera (Bhp)”.
La producción normalizada de vapor expresa el caudal de
vapor saturado a 212 ºF que se producirá con la Potencia
Nominal (Btu/hr) a partir de líquido saturado a 212 ºF,
esto es:
970)º212(
...
n
fg
nn
QFh
Qm (Ecuación 4)
En donde:
nm.= Producción Normalizada de Vapor (Lb/hr).
62

.nQ = Consumo Energético Total de la Instalación(Btu/hr)
)º212( Fhfg = Entalpía de Evaporación a 212ºF o a 1 atm = 970
Btu/lb
La potencia en caballos de caldera (Bhp es una expresión
que se origina en la utilización del vapor en máquinas
alternativas, cuyos diseños iniciales utilizaban vapor a
baja presión (casi atmosférica) y requerirían
aproximadamente 34,5 lb/hr de vapor para producir un
caballo de potencia. Hoy en día la producción de potencia
en turbinas y máquinas de vapor requieren consumos
unitarios de menos de 10 lb/hr por caballo de potencia
producida, pero para efectos de clasificación de calderas
se sigue manteniendo la misma equivalencia original, es
decir.
1 BHP = 34,5 lb/hr de Vapor A & D 212°F
1 BHP =34,5 lb/br x 970 Btu/lb = 33475 Btu/hr
Con lo cual la potencia nominal de una caldera en caballos
de caldera puede expresarse o calcularse como:
63
33475
.n
nQBHP
Ecuación (5)
5.34
.vn
nmBHP
Ecuación (6)
Debe anotarse que aunque sería conveniente referirse a la
potencia nominal de calderas en términos de Btu/hr
únicamente, continúa imperando la costumbre de
clasificarlos en caballos de caldera, especialmente en el
caso de las calderas de vapor saturado y agua caliente de
capacidad reducida (menos de 300 BHP).
Por lo tanto, conviene de todas maneras calcular la
potencia de caldera necesaria para la instalación,
utilizando la Ecuación (5) ya que éste es el principal dato
de especificación de la capacidad de las calderas en los
catálogos de los proveedores.
Sustituyendo en (5) se tiene:
BHPQBHP n 43.9133475235.3060761
33475
.
Presión de Operación de las Calderas
64
El diseño de la instalación de vapor debe garantizar que la
presión de suministro a cada equipo debe ser un 20%
superior a la presión manométrica prevista para el consumo
del aparato. Este 20% se toma en consideración al futuro
deterioro de los equipos y de la tubería (desarrollo de
incrustaciones, corrosión y fugas), a incrementos en la
caída de presión por aumento de caudal en las tuberías de
distribución (ampliación de servicios), a pérdidas en
accesorios de conexión de los aparatos (filtros, válvulas)
y para dar posibilidades de regulación del consumo y la
presión del aparato.
Además, la presión de la caldera debe compensar la caída de
presión por fricción en la tubería de distribución. En
principio se puede estimar que la caída de presión entre
las calderas y el punto más distante de servicio, es del
orden de un 5% de la presión manométrica de consumo. Por
consiguiente,
deconsumomaxcaldera PP .25.1 Ecuación (7)
calderaP = Presión de las Calderas (psig)
deconsumoP .max = Presión Máxima de consumo (psig)
65
La Presión de Operación de la Caldera
condumodec PP max25.1 =1,25 (101,33psig)=126.662 psig =141,362
psia
Pmax de consumo= 800 kp =101,33 psig
Selección de las Unidades de Generación de Vapor (Calderas):
Esta selección se refiere a la determinación del número y
la potencia de cada una de las unidades entre las cuales se
ha de repartir la potencia total que requiere la
instalación.
En general, se puede decir que un número reducido de
unidades representa menores costos iniciales, pero un
número grande de unidades ofrece mayor confiabilidad y
funcionalidad y puede reducir los costos de operación. En
todos los casos se recomienda dividir la carga total en por
lo menos dos unidades. (Ver Anexo Nº 5).
66
Diseño de la Tubería de Distribución de Vapor
A manera de guía de diseño se recomiendan las etapas
siguientes:
Determinación de Criterios de Diseño. Trazado de la Red de Distribución. Asignación de Caudales Probables a cada Tramo. Estimación de Diámetros Tentativos. Cálculo de Longitudes Equivalentes por fricción en
Accesorios. Cálculo de la Caída de Presión Unitaria. Cálculo de Caídas de Presión y Definición del Diámetro
de cada Tramo.
Criterios de Diseño
Estos criterios se refieren al tipo y calibre de tubería y
a las velocidades y caídas depresión permisibles.
a) Material de la Tubería: Se escogió una tubería de acero negro
ASTM A-53 Grado A sin costura. Con las uniones soldadas.
67
b) Calibre de Tubería: Tanto el material como el espesor de la
tubería se seleccionan de acuerdo con las condiciones de
trabajo (presión y temperatura).
El espesor mínimo admisible en una tubería por condiciones
de resistencia de materiales, puede expresarse como sigue:
CSDPMtm 2
En donde:
mt = Espesor Mínimo (pulgadas).
M=Tolerancia de Fabricación =1.125
P= Presión de Diseño (psig).Normalmente se toma un 10%
sobre la máxima prevista.
S=Fatiga Máxima Admisible (psi), según la temperatura de
trabajo. (Ver Anexo Nº 12).
D= Diámetro Exterior de la tubería (pulgadas).
C= Tolerancia de Corrosión y Rosca en (pulgadas).
Para Diámetros Lisos:
"1D C=0,05”"1D C=0,065”
68
Para Tubería de Extremos Roscados:
D=1/4, 3/8” C=0,04444 + 0,05 “
D=1/2,3/4 C=0,05714 + 0,05”
D=1” C=0,06957 + 0,05”
D=1 ¼ a 2 “ C=0,06957 + 0,065”D 2” C=0,10000 + 0,065”
De la ecuación se elabora una tabla de espesores mínimos
para los tamaños de la tubería previstos en la instalación.
Estos espesores se comparan con los espesores nominales de
las tuberías comerciales del Anexo Nº 6, y de ésta
comparación se determina la lista o calibre que debe tener
la tubería de la instalación.
69
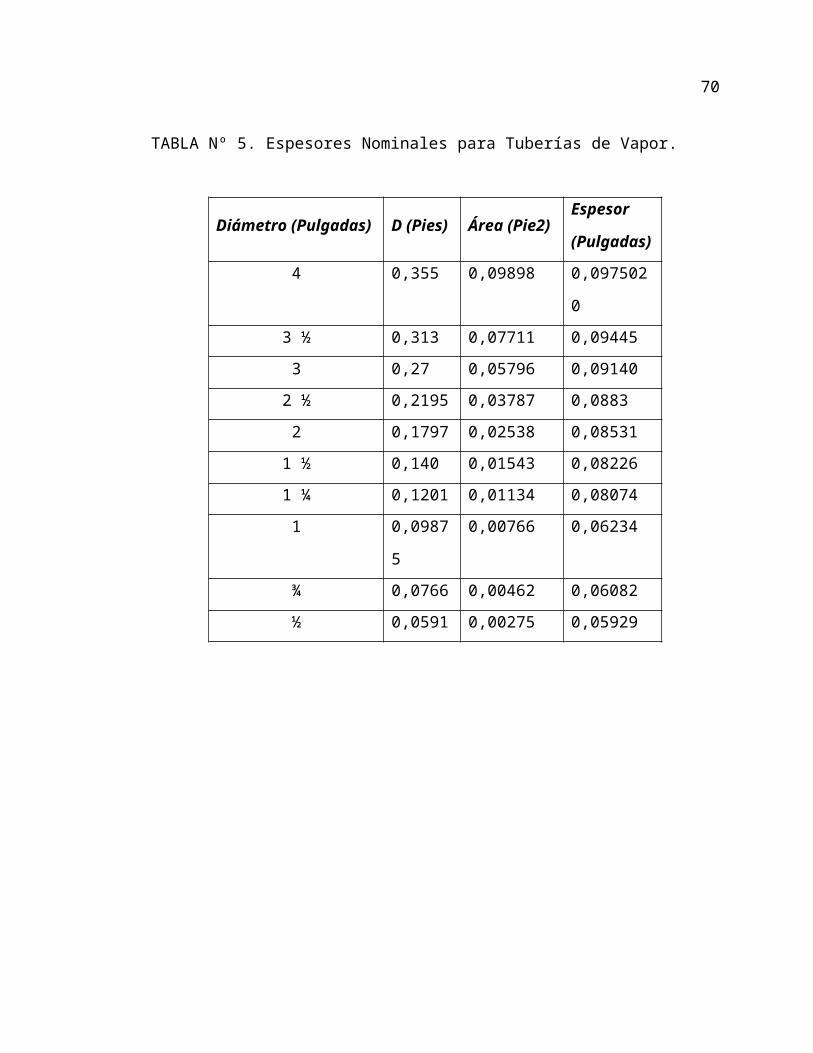
TABLA Nº 5. Espesores Nominales para Tuberías de Vapor.
Diámetro (Pulgadas) D (Pies) Área (Pie2)Espesor
(Pulgadas)
4 0,355 0,09898 0,097502
03 ½ 0,313 0,07711 0,094453 0,27 0,05796 0,091402 ½ 0,2195 0,03787 0,08832 0,1797 0,02538 0,085311 ½ 0,140 0,01543 0,082261 ¼ 0,1201 0,01134 0,080741 0,0987
5
0,00766 0,06234
¾ 0,0766 0,00462 0,06082½ 0,0591 0,00275 0,05929
70
Fuente: Los Autores.
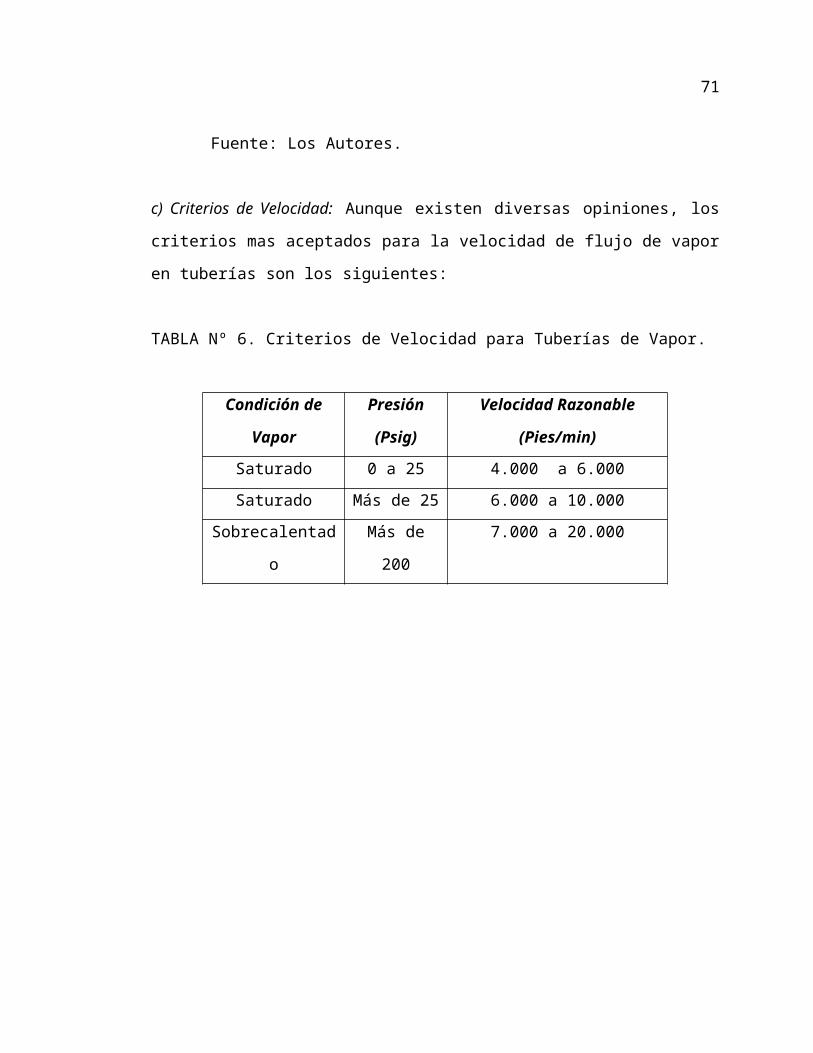
c) Criterios de Velocidad: Aunque existen diversas opiniones, los
criterios mas aceptados para la velocidad de flujo de vapor
en tuberías son los siguientes:
TABLA Nº 6. Criterios de Velocidad para Tuberías de Vapor.
Condición de
Vapor
Presión
(Psig)
Velocidad Razonable
(Pies/min)
Saturado 0 a 25 4.000 a 6.000Saturado Más de 25 6.000 a 10.000
Sobrecalentad
o
Más de
200
7.000 a 20.000
71

Fuente: Manual de Instalaciones Térmicas. U.L.A Prof.
Manuel Ávila
En tramos cortos con gran congestión de accesorios se
recomienda limitar la velocidad al rango de 1000 a 1200
pies /min por cada pulgada de diámetro interno de la
tubería, es decir:
V(pie/min.) = (1.000 a 1.200) x d (pulgadas)
Debe mencionarse que algunas autoridades (ASHRAE Handbook
of Fundamentals) recomiendan dar importancia a los limites
de velocidad únicamente cuando el vapor y el condensado
precipitado viajan en direcciones opuestas; en el caso
contrario solo se da importancia a la caída de presión por
fricción como efecto determinante de la velocidad.
d) Criterios de Caída de Presión: En conjunto con los criterios de
velocidad, los criterios de caída de presión tienen por
finalidad optimizar económicamente tanto la generación del
vapor como los costos de la tubería y sus accesorios.
72
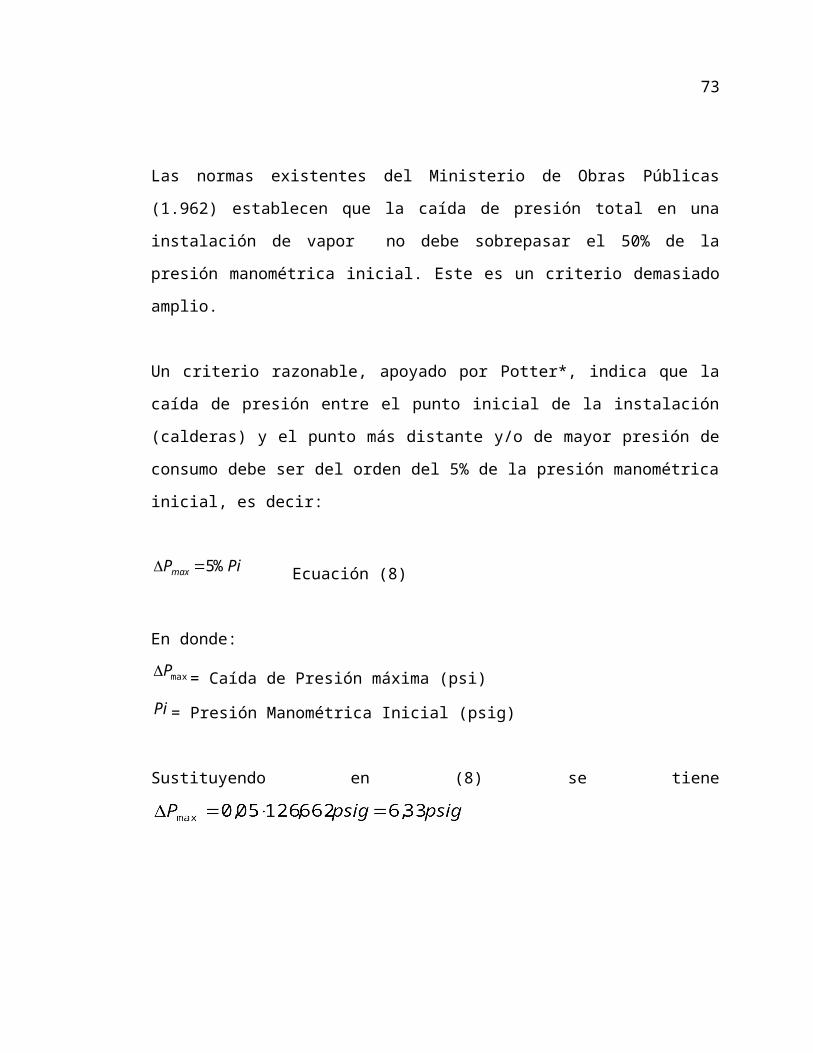
Las normas existentes del Ministerio de Obras Públicas
(1.962) establecen que la caída de presión total en una
instalación de vapor no debe sobrepasar el 50% de la
presión manométrica inicial. Este es un criterio demasiado
amplio.
Un criterio razonable, apoyado por Potter*, indica que la
caída de presión entre el punto inicial de la instalación
(calderas) y el punto más distante y/o de mayor presión de
consumo debe ser del orden del 5% de la presión manométrica
inicial, es decir:
PiPmax %5 Ecuación (8)
En donde:
maxP = Caída de Presión máxima (psi)Pi = Presión Manométrica Inicial (psig)
Sustituyendo en (8) se tiene
73
El criterio de la Ecuación (8) tiene la ventaja de limitar
la caída de presión total independientemente de la
extensión de la instalación.
Trazado de la Red de Distribución de Vapor
Para el trazado se tomaron en cuenta los siguientes
factores:
Ubicación de los Puntos de Servicio (Zonificación de
Presiones y Consumos). Ubicación de la Sala de Calderas. Tamaño de la Tubería (con aislamiento). Drenaje de Condensado de la Tubería de Vapor. Pendiente 0,5% para flujo paralelo. Pendiente 2% para contraflujo. Cambios de elevación en tramos largos y esquinas. Instalación de trampas y accesorios en puntos bajos de la
línea. Posibilidades de fijación de los soportes y anclajes de
la tubería. Posibilidades de trazado de la tubería de Retorno de
condensado en forma paralela a la tubería de vapor. Posibilidades de coordinación o aprovechamiento de otras
tuberías e instalaciones
74
Requisitos arquitectónicos o funcionales. Regulaciones de trabajo (aislamiento, altura mínima de
2,30 m). Posibilidades de mantenimiento, control y ampliación de
servicio. Economía de tubería y accesorios.
Una vez analizados estos factores se realizó el trazado, el
mismo se observa en el Anexo Nº 7.
Asignación de Caudales Máximos Probables de Cada Tramo
Una vez conseguido un trazado satisfactorio de la red de
distribución, debe asignarse una nomenclatura que permita
identificar cada tramo de tubería.
A cada uno de los tramos se le asigna el caudal de diseño o
caudal máximo probable, teniendo en cuenta la simultaneidad
de consumo de todos los aparatos servidos por el tramo en
cuestión, adicionándole porcentajes similares a los
previstos en la sección para efectos de condensación (10 a
20%) y fugas de vapor (10 a 15%) y para posibles
ampliaciones (5 a 20%) en los tramos principales de
distribución. Estos caudales asignados se anotan en la
columna 4 de la Tabla de Caidas de Presión .
75

Estimación de Diámetros Probables o Tentativos
Esta estimación se basa en la elaboración de una tabla de
capacidades calculada con los criterios de velocidad y el
volumen especifico del vapor.
Se presenta a continuación una tabla de capacidades de
tubería elaborada para una instalación en la cual el vapor
se distribuye a una presión aproximada de 145 psi.
Ecuación Utilizada
VgVAmv
.
Ecuación (9)
En donde:vm
.= Caudal de Vapor (lb/hr)
V= Velocidad de flujo (pie/hr)
A = Área Interna del tubo (pié2)
Vg=Volumen Especifico del Vapor (pié3/lb)
Vg = Vg (145 psi) =3,1185 pie3/lb3
Para la presión indicada (141.362 psi) la tabla (1) de
Criterios de Velocidad señala
Vmin = 6000 pies/min. = 3.6 105 pie/hr
Vmáx = 10000 pies/min. = 6. 105 pie/hr
76

Para una tubería de DN= ¾ ”
A= 577,2 pie2
hrLbmvmin /32.3461185.32.577610.3 5.
hrLbmvmax /2.5771185.32.5776105.
De manera Análoga se tiene que capacidades de Tubería para
Vapor a 141.362 psi
TABLA Nº 7. Diámetros Tentativos de acuerdo al Caudal.
DN (”) vm.
mínimo (lb/hr) vm.
máximo (lb/hr)
¾ 346,32 577,203 6.519,6 10.866,62 2.854,8 4.758,48
1 ¼ 1.274,4 2.126,161 860,4 1.424,88
77

Fuente: Los Autores.
La Tabla Nº 7 sirve para elegir los diámetros tentativos de
cada tramo de tubería, según el caudal que le haya sido
asignado.
Longitudes Equivalentes por Fricción en Accesorios
Para los efectos de cómputos de caída de presión en la
tubería de distribución, los efectos de fricción en
accesorios se homologan a determinada longitud equivalente
de tubo recto del mismo diámetro. Estas longitudes se han
encontrado experimentalmente y se presentan en el Anexo Nº
8 en forma de monograma y tablas.
TABLA Nº 8. Longitudes Equivalentes por Fricción en
Accesorios.
78

Tramo DN Codos Tees Válvulas Otros LongitudLEA LTR LTE
Z-A 3 ” 3 x 90°10.5
1Compuerta
0.8
11.3 27.62
38.92
Z´-A 3 ” 3 x 90°10.5
1Compuerta
0.8
11.3 27.62
38.92
A-R 3” 1Compuerta
1.4
1 Reductor
15
16.4 65.61
81.61
R-M 1¼” 3 x 90°3x180º36
1Derivada
6
5 Globo5
Retentoras75
Reductorde Presión
2Manómetros
15
137 31.98
168.98
R-D 2” 1Compuerta
0.8
1 Reductor15
15.8 84.56
100.36
D-Q 1” 6 x 90°½”
1 x 90°1”
6 x180º70
1Derivada
5
6 Globo6
Retentoras84
159 70.2 229.2
D-X 2 ” 8 x 90°8 x 180º
108
1Derivada
7
8 Globo8
Retentoras272
482,4
81.04
563.44
D – Y 1 ” 1Derivada
5
4 Globo½”
1 Globode ¾”4
Retetnoras ½” 1
Retetnoras de ¾”
86
121.7
76.10
195.8
79

Fuente: Los autores.
En donde:DN = Diámetro Nominal del Tramo (pulgadas)LEA = Longitud Equivalente de Accesorios (pies)LTR = Longitud de Tubo Recto (pies)LTE = LEA + LTR = Longitud Total Equivalente (pies). Estedato se lleva a la columna 3 de la Tabla Nº 8.
Caída de Presión Unitaria
Antes de aplicar algún criterio de caída de presión
conviene el punto crítico de la instalación, como el punto
de consumo debe recibir vapor a mayor presión y/o se
encuentre más alejado equipo de generación de vapor.
Con los datos tentativos (DN tentativos) de la Tabla Nº 6
de longitudes totales equivalentes de cada tramo se puede
calcular la longitud total del recorrido del vapor desde
las calderas hasta el punto critico (esta longitud también
se puede estimar como el doble de la longitud de recto
correspondiente).
Con esta longitud y el criterio de caída de presión se
puede la caída de presión unitaria de la instalación en la
forma:
80
ic
c
LP
cLipmaxP 05.0
Ecuación (10)
En donde:P =Caída de Presión Unitaria (psi/pie)maxp = Criterio de Caída de Presión (psi)
cP = Presión Manométrica de Trabajo de las Calderas (psig)
icL = Longitud Total de las Calderas al Punto Crítico (pies).
En la instalación de vapor el punto “critico” esta ubicado
a una longitud total de 182,29 pies de la caldera y debe
consumir vapor a 126,66 psig.
piepsigpies
psigL
PcLi
pmaxPic
c /0347.029.182)66.126(05.005.0
Con el valor de la caída de presión unitaria, se puede
determinar la caída de presión que debe ocurrir en cada
tramo si se selecciona el diámetro adecuado de tubería.
Esta caída de presión esperada en cada tramo estará dada
por la ecuación
TEE LPP . Ecuación (11)
En donde:
81
EP = Caída de Presión Esperada en el tramoP =Caída de presión unitaria (psi/pie)
TEL = Longitud total equivalente del tramo (pie), tomada de
la última columna de la Tabla 7.
Cálculo de Caídas de Presión y Definición de Diámetros de Cada Tramo de
la Red de Distribución de Vapor
En esta parte se calculan las velocidades y caídas de
presión reales en cada tramo y se comparan con los
criterios de velocidad y con la caida de presión esperada,
En caso de ser satisfactorias las comparaciones el
diámetros asignado es adecuado, de otra manera debe
reemplazarse por otro hasta conseguir la mejor
aproximación.
Ecuaciones Utilizadas:
AVm
V gv
.
Ecuación (12)
2.
5.6.310001321.0
v
gf m
dLteV
dP
Ecuación (13)
82
fif PPP Ecuación (14)
En donde:
V= Velocidad del vapor (pie/seg). En la tabla 9 se anota
pie/min.vm = Caudal de Vapor (lb/seg)
Vg = Volumen especifico de vapor saturado (pie3/lb)
evaluado del Anexo Nº 9 de la presión promedio del tramo.
A = Área de flujo de la tubería (pie2). Tomada del Anexo Nº
6.
fP = Caída de Presión por fricción (Lbf/pie2) En la tabla
9 se anota en psi
LTE = Longitud Total Equivalente del tramo (pies) tomada de
la ultima columna de la tabla 7.
d = Diámetro Interior de la tubería (pies), tomada del
Anexo Nº 6.
g = Aceleración de Gravedad = 32,17 pie/seg2
Pf = Presión Final Tramo (psig)
Pi =Presión inicial del Tramo (psig)
Los cálculos de la caída de presión de presentan en la
Tabla Nº 9.
83

84

TABLA Nº 9. Caídas de Presión en Tuberías de Vapor.
Tram
o
DN
(")Lte (')
.vm
(lb/hr)
vg
(pie3/lb
)
V
(pie/min
)
APe
(psi)
APf
(psi)
Pi
(psig)
Pf
(psig)
Z-A 3
38,9
2 1.728 3,20
1.590,
0 1,35 0,08
126,6
6
126,5
8
Z´-A 3
38,9
2 1.728 3,20
1.590,
0 1,35 0,08
126,6
6
126,5
8
A-R 3
81,6
1 2.160 3,20
1.987,
8 2,83 0,26
126,6
6
126,4
0
R-M 1 ¼
168,
98 288 3,20
1.354,
2 4,13 0,65
126,6
6
125,7
3
R-D 2
100,
36 1.872 3,20
3.933,
6 3,48 2,36
126,6
6
124,3
0
D-Q 1
187,
30 180 3,20
1.253,
4 6,50 1,23
126,6
6
125,4
3
D-X 2
563,
44 1.620 3,20
3.404,
4
19,5
5 9,94
126,6
6
116,7
2D –
Y 1
195,
80 72 3,20 501,6 6,79 0,21
126,6
6
126,4
5
85
Fuente: Los autores.
Evaluación de las Cargas de Condensado de las
TrampasSe determinaran primero las trampas de drenaje de aparatos
y luego las trampas de las tuberías de vapor.
Trampa de Drenaje de Aparatos
La carga normal de condensado que deben descargar estas
trampas debe corresponder al consumo de vapor del aparato
respectivo.
Ecuación (15)
tm.= Carga o caudal de la trampa (lb/hr)
vm.= Consumo Normal del Aparato (lb/hr)
sm.= Caudal de Selección de la Trampa (lb/hr)
Fs= Facto de Seguridad 53 Fs
Se toma Fs=5 y sustituyendo en (15): Secadora de 100 lbs: Consumo de vapor 70 Kg/hr
hrlbmss /617.771.
86
Secadora de 75 lbs: Consumo de vapor 92.30 Kg/hr
hrlbmss /429.1017.
Planchas Largas: Consumo de Vapor 11.7 Kg/hr
hrlbmpl /974.128.
Planchas Cortas: Consumo de Vapor 11.7 Kg/hr
hrlbmpc /974.128.
Plancha de Rodillo: Consumo de Vapor 11.3 Kg/hr
hrlbprm /561.124.
Marmita: Consumo de Vapor 40 Kg/hr
mm.= 440.92 lb /hr
Trampas Finales de Tuberías de Vapor
La trampa debe seleccionarse para descargar el condensado
producido por las pérdidas por radiación:
rEttCLWpQ
)( 121
Q = Carga de Condensado.
Wp = Peso de la tubería en Kg/m (Ver Anexo Nº 11).
L1 = Longitud total de la tubería de vapor.
t2,t1 = Temperatura Inicial y Temperatura Final.
C = Calor Especifico de la Tubería Acero 0.125 Kcal/kg K.
87
E = Eficiencia del Aislamiento.
R = Calor Latente.
Para las tuberías se seleccionó un aislante ISOVER de
elementos moldeados de lana de vidrio con forma cilíndrica
y estructura concéntrica. Llevan practicada una apertura en
su generatriz para permitir su abertura y de esta forma su
colocación sobre la tubería y están provistas de un
recubrimiento de aluminio forzado con una lengüeta auto
adhesiva que permite fácil cierre. (Ver Anexo Nº 10).
E = 93.53 %
r = 2257 Kj/Kg
C = 0.125 Kcal/Kg K
Cálculo de la carga de condensado para final de Línea 1
(Principal):
hkgkgkj
kkkgKjkgQ /8.2/22579353.0º60º/5225.069.221
hkgQ /8.2
Cálculo de Carga Q para el Manifold:
hkgkgkj
Q /47.1/22579353.0605225.084,1672,6
hkgQ /47.1
88
Cálculo de la carga de condensado para final de Línea 2
(Marmitas):
hkgkgkj
kkkgKjkgQ /16.0/22579353.0º60º/5225.071.12
Cálculo de la carga de condensado para final de Línea 3
(Secadoras):
hkgkgkj
kkkgKjkgQ /61.0/22579353.0º60º/5225.006.47
Cálculo de la carga de condensado para final de Línea 4
(Prensas Cortas):
hkgkgkj
kkkgKjkgQ /31.0/22579353.0º60º/5225.05.24
Cálculo de la carga de condensado para final de Línea 5
(Planchas Largas y Rodillo):
hkgkgkj
kkkgKjkgQ /20.0/22579353.0º60º/5225.06.15
Evaluación del Diferencial de Presión a través de las Trampas
89
La Presión de Entrada (Pe) es igual a la presión del vapor
que consume el aparato o que circula por la tubería que se
drena con la trampa en cuestión. Sin embrago, durante el
periodo de calentamiento de dichos equipos o tuberías, esta
presión puede ser inferior debido al proceso de
condensación acelerado.
La Presión de Descarga (Pd) depende el destino que se de al
condensado. Suponiendo el condensado reutilizable, se
pueden tener dos situaciones indicadas en la fig. 2. En el
primer caso (línea llena), la descarga de la trampa esta a
un nivel superior del tanque de condensado y en el segundo
caso (línea de trazos), la descarga de la trampa se
encuentra a un nivel inferior al nivel del tanque de
condensado.
La diferencia de presión disponible para hacer fluir el
condensado desde el aparato hasta el tanque de condensado,
el cual se encuentra a presión atmosférica, es igual a la
presión manométrica de funcionamiento del aparato o de
flujo si es una tubería, es decir,
vae PPP Ecuación (16)
90
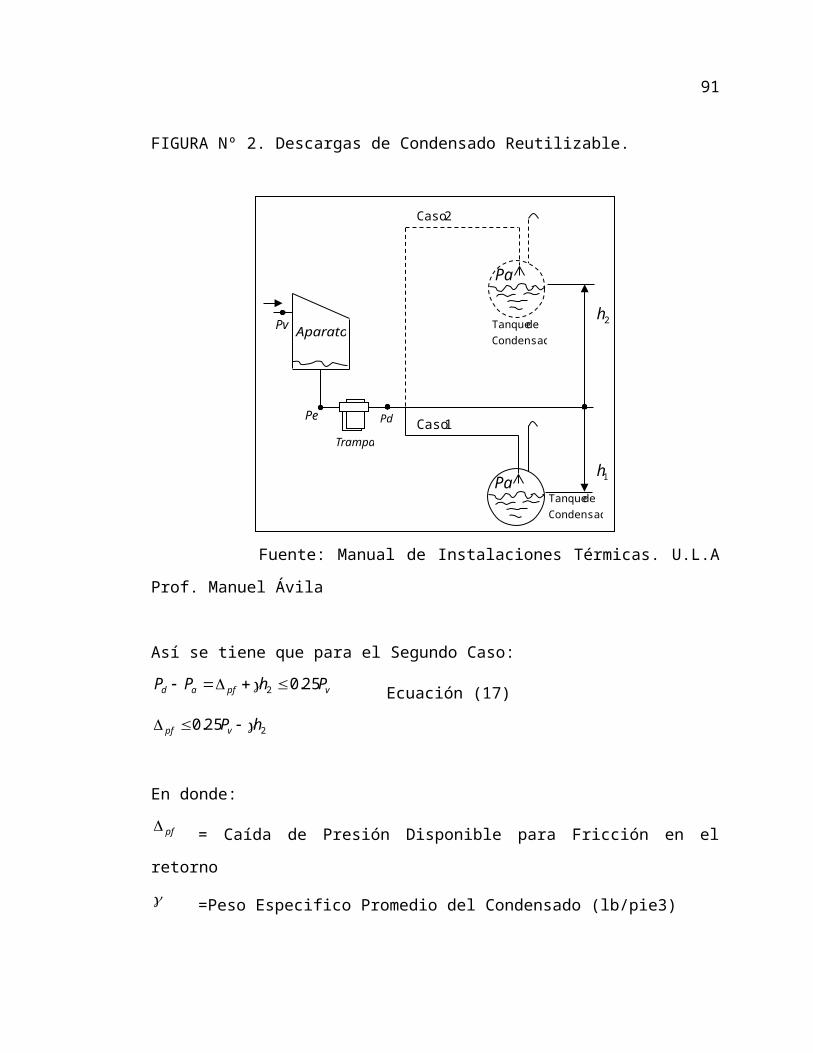
FIGURA Nº 2. Descargas de Condensado Reutilizable.
Fuente: Manual de Instalaciones Térmicas. U.L.A
Prof. Manuel Ávila
Así se tiene que para el Segundo Caso:
vpfad PhPP 25.02 Ecuación (17)
225.0 hPvpf
En donde:
pf = Caída de Presión Disponible para Fricción en el
retorno =Peso Especifico Promedio del Condensado (lb/pie3)
Pa
Pa
1 Caso
2h
1h
Condensadode Tanque
2 Caso
Condensadode Tanque
Aparato
Pe Pd
Pv
Trampa
91
vP =Presión Manométrica del Vapor Consumido por el
Aparato o por la Tubería.(psig)h = Altura (pies)
Sustituyendo en la Ecuación (17) Para Planchas y Secadora 100lb:
hPvpf 25.0 = 0.25 x (101.331psia) – 9.8424 pies x 0.3114
lbm/ pies3= 22.26 psia
Para Secadora de 75 lb:hPvpf 25.0 = 0.25 x (110.03psia) – 9.8424 pies x 0.3114
lbm/ pies3= 24.4 psia
Para la Marmita:hPvpf 25.0 = 0.25 x (55.29psia) – 9.824 pies x 0.3114
lbm/ pies3 = 10.763 psia
Para el cálculo de la Caída de Presión basta con expresar
el diferencial de presión por el valor limite de la
expresión (17), y así poder determinar la presión de
descarga de cada aparato:
Planchas y Secadora 100 lb:
ad PP = 22.26 psia
92
Pd=22.26 psia + Pa = 22.26 psia + 14.7 psia = 36.96 psia
Secadora 75 Lb:
ad PP = 24.44 psia
Pd=24.44 psia + Pa = 24.44 psia + 14.7 psia = 39.14 psia
Marmita:
ad PP = 10.763 psia
Pd=10.763 psia + Pa = 10.763 psia + 14.7 psia = 25.463 psia
Una vez calculado esto y sabiendo que la presión de
entrada es igual a la presión del vapor que consume el
aparato, la caída de presión en las Trampas :
Para las Planchas y la Secadora 100 lb:
Pe-Pd = 116.031 psia – 36.96 psia = 79.071 psia Para la Secadora de 75 lb:
Pe-Pd = 124.73psia – 39.14 psia = 85.59 psia Para la Marmita:
Pe- Pd = 69.99 psia – 25.463 psia = 44.536 psia
93
Ahora bien para garantizar el funcionamiento de las
trampas, es deseable que su diferencial de presión
sea lo mas alto que se pueda. Normalmente se trata de
diseñar la tubería de retorno de tal manera que:
vaede PPPPP 75.0)%(75 Ecuación (17)
En donde:
= Diferencial de Presión de la Trampa
= Presión manométrica del aparato o tubería drenada.
Sustituyendo en (17), para este caso se tiene que:
Presión de Trabajo (Planchas Cortas, Planchas Largas,
Planchas de Rodillo) = 800kpa=101.331 psig.psigPPP vde 99.7575.0
Presión de Trabajo de la Secadora de 100lb = 800 kpa =
101.331 psigpsigPPP vde 99.7575.0
Presión de Trabajo de La Secadora de 75lb es de 860 kpa
= 110.03 psig
94

Presión de Trabajo de la Marmita = 482.63 kpa = 55.29
psigpsigPPP vde 47.4175.0
Para efectos de especificación de las trampas, basta
expresar el diferencial de presión por el valor límite de
la expresión (16).
Sabiendo que la Presión Manométrica es de 101,33 kps para
las Planchas y Secadoras se tiene que:
kpscPP ae 33.101
kpscPP ae 63.482
Con estos datos seleccionamos la trampa para nuestro caso
será una Trampa Termodinámica con las siguientes
especificaciones, según Catálogo Product Specification TLV.
Trampa Termodinámica Modelo A3N Size 32 mm Capacidad de Descarga (Para Planchas y Secadoras)= 1.500
Kg/h Capacidad de Descarga (Marmita)= 1.166,66 Kg/h
95

TABLA Nº 10. Trampas de Drenaje por Aparato.
APARATO tm.
sm.
eP p TIPO
Secadora
100lb
44,0
92
771,6
1
101,3
31
79,0
71
Termodinám
icaSecadora 75
lb.
202,
82
1017,
42
110,0
3
85,5
9
Termodinám
icaPlanchas
Largas
25,7
9
128,9
6
101,3
31
79,0
71
Termodinám
icaPlanchas
Cortas
25,7
9
128,9
6
101,3
31
79,0
71
Termodinám
icaPlanchas de
Rodillo
24,9
1
124,5
5
101,3
31
79,0
71
Termodinám
icaMarmita 88,1
84
440,9
2
55,29 44,5
36
Termodinám
ica
96
Fuente: Los autores.
Diseño de la Línea de Retorno de Condensado
El diseño de la tubería de retorno de condensado se puede
atacar en la siguiente secuencia:
Estudio de Retornabilidad del Condensado. Trazado de las líneas de retorno de condensado. Asignación de Diámetros.
Retornabilidad del Condensado
El primer paso del diseño del sistema de retorno consiste
en determinar cuales de los aparatos, producen o descargan
condensado reutilizable por las calderas.
El segundo paso consiste en definir cuales de las trampas
anteriores producen condensado que vale la pena devolver
hacia las calderas, teniendo en cuenta los siguientes
factores:
Caudal relativo (% de la alimentación de las calderas). Distancia a la sala de calderas. Presión de la tubería o aparato drenado.
97
Temperatura de descarga del condensado. Posibilidades de drenaje directo (disponibilidad de agua
fría y cloacas).
Trazado de las Líneas de Retorno
El trazado de las tuberías de retorno de condensado debe
seguir patrones de diseño similares a los de la tubería de
vapor; este trazado depende de:
Ubicación de los puntos de recolección (trampas). Ubicación de la sala de calderas. Tamaño de la tubería (con aislamiento). Posibilidades de mantenimiento y ampliación de servicios. Requisitos arquitectónicos y funcionales.
Esta instalación debe preverse en conjunto con el diseño o
trazado de la línea de vapor.
Especificaciones Preliminares
En esta sección se presentan las especificaciones de
materiales, calibre de tubería, aislamiento y diámetro
mínimo.
98
Materiales
La tubería de retorno de condensado debe ser de Acero Negro
ASTM A-53 Grado A, sin costura, extremos lisos o roscados
según el tamaño.
Calibre o Espesor de Tubería
La tubería de retorno de condensado debe diseñarse para
las mismas condiciones de presión y temperatura que la
línea de vapor en previsión de paso directo en alguna de
las trampas. De otra parte, la tubería de retorno lo mismo
que la de agua caliente, está sometida a condiciones
severas de corrosión por lo que normalmente se especifican
espesores de tubería correspondientes a la lista o calibre
80.
Diámetro Mínimo
Por las condiciones de corrosión mencionadas en el párrafo
anterior y por la posibilidad de obstrucción de las
tuberías de tamaños muy pequeños, las tuberías de retorno
de condensado no deben tener diámetros nominales menores de
3/4”. Se exceptúan de este criterio las conexiones cortas
de trampas pequeñas por condiciones de peso y economía de
accesorios.
99
Diseño de La Línea de Retorno de Condensado
La manera más sencilla de recuperar el condensado seria
devolverlo directamente desde cada trampa a la caldera
pero, al trabajar con muchos equipos esta solución seria
cara y poco practica. Es mucho más lógico dirigir la salida
de las distintas trampas a un conducto común que dirija a
la caldera la totalidad del condensado.
Cuando las conducciones de descarga de varios equipos
consumidores de vapor se conectan a un conducto común, la
presión de cada equipo debe ser superior a la presión en la
línea de condensado. De esta forma la presión diferencial
siempre será positiva y las trampas podrán drenar el
condensado.
En las líneas de condensado se produce normalmente una
cierta revaporización del condensado (vapor flash); por la
tubería circula pies una mezcla de líquido y vapor. Si
este hecho no se tiene en cuenta al dimensionar la tubería,
y se considera que por ella circula solamente líquido se
elegirá un diámetro demasiado pequeño, este error es
bastante habitual y sus consecuencias son nefastas.
100
Si la tubería de condensado es de un diámetro inferior a lo
necesario, la presión en ella (contrapresión) aumenta por
encima de lo previsto; a consecuencia de ello disminuye la
presión diferencial a la que trabajan las trampas, lo que
disminuye su capacidad, por lo que los equipos consumidores
de vapor no funcionan bien y , a menudo, se inundan el de
condensado en los momentos de máximo consumo. Muchos de los
problemas usualmente encontrados en las instalaciones que
consumen vapor tiene su origen en un dimensionamiento
inadecuado de las tuberías de condensado.
Para el caso particular, el Cálculo se realizo en cuatro
etapas:
1. Se calculó la cantidad total de condensado que la
línea debe vehicular, como la suma del condensado que
produce cada uno de los equipos conectados a la línea y a
las tuberías.
Producción Total de Condensado:
6 Secadoras de 100 lb Consumo de Vapor 70
kg/hr 2 Secadoras de 75 lb Consumo de Vapor 92.30
kg/hr
101
4 Planchas Largas Consumo de Vapor 11.7
kg/hr 6 Planchas Cortas Consumo de Vapor 11.7
kg/hr 1 Plancha de Rodillo Consumo de Vapor 11.3
kg/hr 3 Marmitas Consumo de Vapor 40
kg/hr Trampa de fin de Línea 1 Consumo de Vapor 2.8
kg/hr Trampa Manifold Consumo de Vapor 1.47
kg/hr Trampa de fin de Línea 2 Consumo de Vapor 0,16
kg/hr Trampa de fin de Línea 3 Consumo de Vapor 0,61
kg/hr Trampa de fin de Línea 4 Consumo de Vapor 0,31
kg/hr Trampa de fin de Línea 5 Consumo de Vapor 0,20
kg/hr
47.18.24033,1117,1167,1143,922706 xxxxxxPt
20,031,061,016,0
102
hrlbsPt /45,858
Se calculó el porcentaje de condensado que se convertirá en
vapor flash. Para ello debe conocerse la presión de vapor
en las trampas y la presión que se desea tener en la línea
de condensado que se convierte en vapor flash.
En la Tabla Nº 11 se tiene que la presión primaria de 8
bar por ser la mayor presión a la cual están sometida los
aparatos (Presión de Entrada) ; y la secundaria es de 3 bar
siendo esta en promedio la presión critica de descarga. Así
se tiene que:
103

TABLA Nº 11. Porcentaje en peso del Condensado que se
convierte en Vapor Flash.
104

Presión Primaria (Bar)Presión Secundaria (Bar)
0 0,2 0,5 1 2 4
0,2 0,970,5 2,21 1,251 3,90 2,94 1,712 6,38 5,44 4,22 2,544 9,88 8,96 7,77 6,13 3,656 12,4
0
11,5
0
10,3
3
8,72 6,28 2,70
8 14,4
4
13,5
5
12,4
0
10,8
1
8,41 4,88
10 16,1
2
15,2
4
14,1
1
12,5
3
10,1
7
6,69
12 17,6
3
16,7
6
15,6
3
14,0
8
11,7
4
8,30
14 18,9
5
18,0
9
16,9
8
15,4
4
13,1
2
9,72
16 20,1
5
19,3
0
18,1
9
16,6
7
14,3
7
11,0
018 20,7
3
19,3
8
18,7
8
17,2
6
14,9
7
11,6
221 22,7
6
21,9
3
20,8
4
19,3
5
17,1
0
13,8
0
105
Fuente: Retorno del Condensado. Hoja Técnica Nº 9.
Servicios y Distribuciones Técnicas S.A (SEDITESA).
Interpolando:
%88.443
%41.82
barxbar
bar
X=6.645 %
Para una Presión primaria de 3 Bar el porcentaje en peso
del condensado que se convierte en vapor flash es de
6,645%.
Se calcula la cantidad de vapor que circulará por la línea
de Condensado, aplicando el porcentaje. Se tiene que la
cantidad de Vapor Flash que circulará por la tubería de
condensado será:
0,06645 x 858,45 = 57,04 kg/hr
Se dimensiona la tubería como si por ella solamente
circulara vapor, empleando la Tabla Nº 11. La velocidad de
diseño, generalmente este valor se encuentra entre 10 m/s y
20 m/s. Para el siguiente diseño se tomará el valor mínimo
10 m/s. Con una presión secundaria de 3 Bar.
Haciendo uso de la Figura Nº 3, se determina que el
diámetro de la tubería es de 1 ¼ ”.
106

107
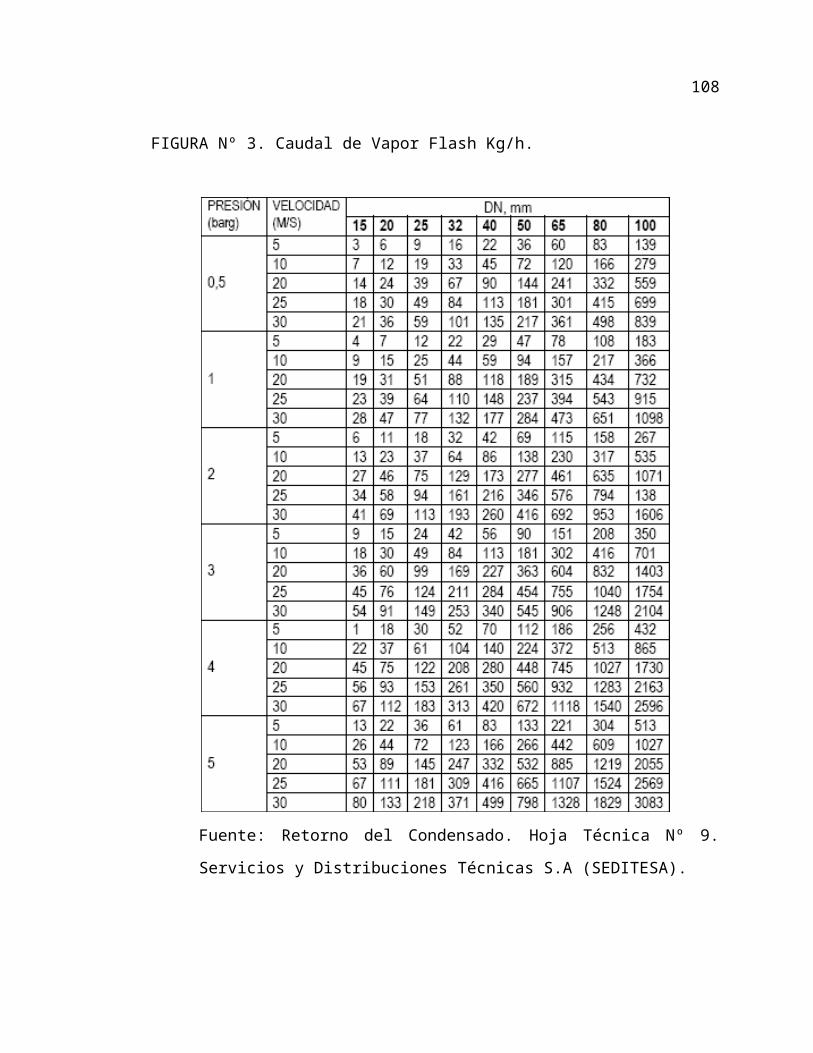
FIGURA Nº 3. Caudal de Vapor Flash Kg/h.
Fuente: Retorno del Condensado. Hoja Técnica Nº 9.
Servicios y Distribuciones Técnicas S.A (SEDITESA).
108
CAPÍTULO V
RECOMENDACIONES GENERALES
Equipo Auxiliar de la Sala de Calderas
Además de las calderas, la sala de calderas debe contener
los siguientes elementos:
Equipo Suavizador. Tanque de Condensado. Bombas de Alimentación. Tanquilla de Purga. Deposito de Combustible. Manifold o Distribuidor de Vapor.
Equipo Suavizador
109
El agua que se alimenta a las calderas para reponer la que
se haya perdido por fugas de vapor o condensado no
retornable debe recibir un tratamiento previo debido a que
normalmente contiene impurezas (carbonatos de calcio y
magnesio y sales minerales) que pueden resultar corrosivas
o que pueden producir depósitos o incrustaciones que se
adhieren a las superficies de calefacción reduciendo la
eficiencia de la transferencia de calor.
Se dispone comercialmente de una gama muy amplia de equipos
de tratamiento de agua desde los filtros sencillos hasta
plantas completamente automáticas. El tipo la capacidad del
equipo de tratamiento de agua que más conviene a una
instalación debe determinarse con la asesoría de un
especialista (consulta a proveedores) con base en el
análisis químico del agua de reposición, el caudal
requerido y el tipo de caldera y su sistema de purga.
110
Uno de los sistemas de mayor utilización en instalaciones
de vapor de tipo industrial es el denominado “Suavizador de
Intercambio Iónico”, a base de Zeolita. El principio de
operación consiste fundamentalmente en que al pasar el agua
por el tanque, la empacadura de Zeolita cambia los
carbonatos de calcio en carbonatos de sodio que tienen
menor adherencia a los metales y pueden purgarse fácilmente
en la caldera. Cuando la Zeolita agota su sodio para
intercambio, se dispone de un proceso de retrolavado y
enjuague con salmuera para regenerar la Zeolita y reiniciar
el proceso de suavización del agua de reposición. Los
suavizadores modernos tienen completamente automatizados
los ciclos de suavización, retrolavado y enjuague.
Tanque de Condensado
El tanque de condensado de una instalación de vapor cumple
las siguientes funciones:
Recolectar los condensados producidos en las tuberías de
vapor y en algunos equipos de consumo. Mezclar y calentar el agua de reposición del agua y vapor
perdidos en la instalación (purgas, fugas y condensados no
retornables).
111
Garantizar un suministro temporal de agua de alimentación
a la caldera para el caso de falla en el suministro normal
de agua de la planta. Proveer un lugar para la adición de compuestos químicos
(anticorrosivos y sedimentadores) y purga de algunas
impurezas.
El nivel de agua se regula a la mitad del tanque para dar
posibilidad a la evaporación espontánea del condensado que
retorna. El nivel se controla normalmente por medio de un
sistema de flotante o de electrodos sumergidos y una
válvula solenoide. El tanque debe tener también un tubo de
rebose para evitar niveles demasiados altos aunque no
funcione el sistema de control. En algunos diseños se
incluyen alarmas sonoras o luminosas que actúan cuando se
presentan niveles muy altos o muy bajos.
112
La capacidad del tanque de condensado se calcula de tal
manera que pueda contener el suministro normal de agua a
las calderas conectadas durante un periodo de 5 a 10
minutos dependiendo del caudal de retorno de condensado y
de la confiabilidad del suministro de agua de reposición.
El espesor de placa del tanque debe estar diseñado para
resistir presiones hasta de 30 psig pero en ningún caso
debe ser menor de 3/16” por consideraciones de corrosión,
debe además tener un revestimiento anticorrosivo tanto
interno como externo.
El diámetro y la longitud del tanque pueden variar según la
disponibilidad de espacio en la sala de calderas. Sin
embargo existe disponibilidad comercial de tamaños
estandarizados de acuerdo a la potencia de las calderas.
La estructura de soporte del tanque puede ser de perfiles
angulares o tubulares de tal manera que el nivel de agua
quede a una altura ligeramente superior al nivel normal de
agua en la caldera.
En la parte inferior del tanque se encuentran las
conexiones de purga ( 1” de diámetro normalmente) y de
succión de la(s) bomba(s).
113
Bombas de Alimentación
Cada caldera debe tener su propia bomba de alimentación.
Solo se debe usar una bomba para alimentar varias calderas
en situaciones de emergencia y para ello se dispone de
válvulas y conexiones de derivación. El motor de la bomba
arranca y apaga según un control de nivel en la caldera
respectiva.
La bomba de alimentación se especifica para un caudal igual
al doble del consumo normal de la caldera y para un
incremento de presión de 1,1 veces la diferencia de presión
que tiene que vencer el agua para entrar a la caldera, es
decir:
cb mm..
2
cPfcPb PP 1.1)(1.1
nmHP Pbb
.
En donde:
= Caudal de Diseño de la bomba (lb/hr).
114
= Consumo Normal de la Caldera (Producción Normal de
Vapor) (lb/hr).
= Incremento de Presión de Diseño (Psi).
= Presión manométrica de la Caldera (Psig).
= Caída de Presión por Fricción en la tubería de
Alimentación (Psi).
= Potencia de la Bomba(HP) (deben usarse las
convenciones adecuadas).
= Densidad del Agua de Alimentación (lb/pie3).
n = Eficiencia de la bomba (0.6 a 0.7)
El conjunto motor bomba debe especificarse con control
electromagnético de arranque y parada, filtro de succión y
manómetro de descarga. El tamaño (diámetro) de las tuberías
de succión y descarga de la bomba debe de especificarse
según el caudal de diseño (mb) y los siguientes criterios
de velocidad:
Succión: 4 a 7 pie/seg
Descarga: 8 a 15 pie/seg
Tanquilla de Purga
115
Esta tanquilla o deposito temporal tiene por función
alojar el agua de purga de calderas, del tanque de
condensado y del equipo de tratamiento de agua durante un
periodo de tiempo suficiente para que el agua de purga se
enfríe y pueda descargarse a la red de cloacas a una
temperatura segura para estas tuberías. En algunos casos es
necesario disponer de un tubo de inyección de agua fría
para garantizar el enfriamiento.
La capacidad (volumen) útil de la tanquilla debe ser
suficiente para contener el volumen total de agua contenido
normalmente en la caldera más grande de la instalación
También puede diseñarse con un volumen menor pero debe
preverse el suministro de agua de enfriamiento.
Las paredes y fondo de la tanquilla son de concreto fundido
en el lugar y la tapa es de concreto armado o reforzado con
cabillas de ¼ ” con marco de ángulo de 2” y contramarco de
2 ½ ”.
Las conexiones tienen las siguientes características:
116
a) El Respiradero es de acero galvanizado y debe subir
sobre el techo de la sala de calderas. Su diámetro debe ser
tal que el área de flujo sea equivalente a la de las
tuberías de purga.
b) Las tuberías de descarga de las purgas deben ser de
acero negro y de tamaño adecuado al caudal de purga (1”
mínimo). La tubería debe llegar al fondo de la tanquilla y
debe poseer agujeros que permitan la inyección y mezcla
progresiva del agua caliente. La tubería de purga debe
tener una pendiente mayor del 2% en la dirección de la
tanquilla.
c) El sifón de drenaje debe ser de fundición de acero y
debe tener un tamaño mínimo de 3” 0. La conexión de agua
fría y la válvula correspondiente deben tener un diámetro
acorde con el caudal necesario
Depósito de Combustible
Aunque estos depósitos no pueden ubicarse dentro de la sala
de calderas por razones de espacio y seguridad, se incluyen
en esta sección por ser equipo accesorio de las calderas.
Estos tanques tienen las siguientes características:
117

a) Tanque:
Presión de Prueba de 5 a 10 psig
Espesor de la Pared (Calibre USG)
TABLA Nº 12. Capacidad de Tuberías.
Capacidad
(Galones)
Acero
Negro
Acero
Galvanizado
<< 285 14 16286 a 560 12 14561 a 1.100 10 12
1.101 a 4.000 7 -4.001 a 12.000 3 -
118

Fuente: Manual de Instalaciones Térmicas. U.L.A
Prof. Manuel Ávila
b) Boca y Tubería de Llenado: Su diámetro varía según el tipo de
combustible y método de llenado.
TABLA Nº 13. Diámetro para Boca y Tubería de Llenado.
Combustible Diámetro
Mínimo
Aceites Nº 1 al 4 2”Aceite Nº 5 (llenado
con bomba)
2”
Aceite Nº 5 (llenado
sin bomba)
4”
Aceite Nº 6 (llenado
con bomba)
3”
Aceite Nº 6 (llenado
sin bomba)
6”
119
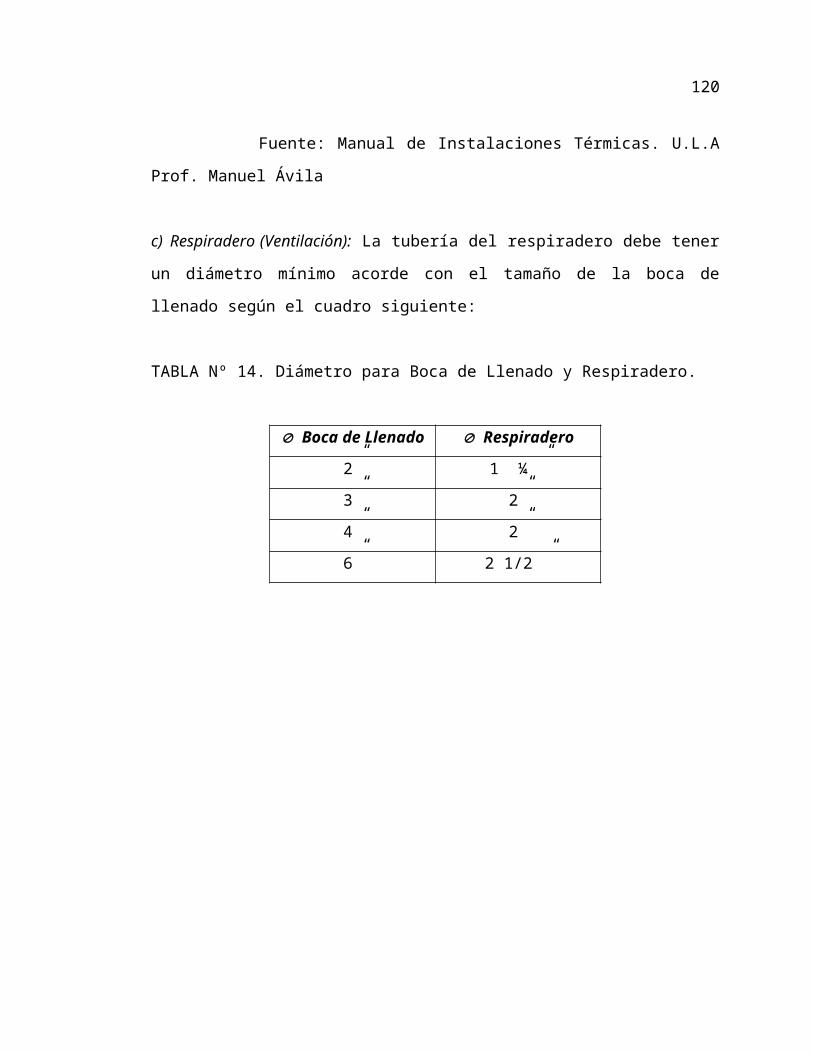
Fuente: Manual de Instalaciones Térmicas. U.L.A
Prof. Manuel Ávila
c) Respiradero (Ventilación): La tubería del respiradero debe tener
un diámetro mínimo acorde con el tamaño de la boca de
llenado según el cuadro siguiente:
TABLA Nº 14. Diámetro para Boca de Llenado y Respiradero.
Boca de Llenado Respiradero
2” 1 ¼ ”3” 2”4” 2”6” 2 1/2 ”
120
Fuente: Manual de Instalaciones Térmicas. U.L.A
Prof. Manuel Ávila
d) Caja de Concreto: El tanque está ubicado dentro de una caja
de concreto de 15 cm de espesor. El espacio entre el tanque
y la caja se rellena con arena lavada.
e) Boca de Visita: Para efectos de inspección y mantenimiento,
el tanque deberá estar provisto de una boca o tapa de
visita de diámetro mayor de 60 cm.
f) Calentadores: Los aceites livianos (Nº 1 al 4) no requieren
calentamiento para asegurar su fluidez y buena atomización
en los quemadores, Los aceites pesados (Nº 5 y 6) requieren
calentamiento tanto en el tanque (serpentines de vapor)
como antes del quemador (calentadores de carcaza y tubo).
Manifold o Distribuidor de Vapor
El Manifold tiene las siguientes Características:
a) Material: Igual al de las tuberías de vapor (acero negro).
121
b) Calibre: Al Manifold se le asigna normalmente un calibre o
numero de lista superior al de la tubería de vapor con el
fin de conseguir buena rigidez estructural para soportar
las conexiones, el Manifold está construido de trozos de
tubería y bridas unidos por soldadura eléctrica y tapas
atornilladas.
c) Diámetro: El diámetro del Manifold se selecciona de tal
manera que su área interna de flujo sea equivalente a la
suma de las áreas de entrada de las tuberías provenientes
de las calderas (esta información está contenida en los
catálogos de calderas). También se busca que la velocidad
de flujo de vapor sea relativamente baja para favorecer la
separación de humedad y para minimizar las pérdidas de
presión por fricción.
d) Longitud: La longitud del Manifold debe ser suficiente para
disponer el número de entradas y salidas de vapor que se
requieran para uso inmediato o que se prevean para el
futuro (nuevas calderas o nuevas líneas de distribución de
vapor). Debe tener en cuenta que las conexiones de las
válvulas son de brida para dejar el espaciamiento adecuado.
122
e) Aislamiento: Lo mismo que el resto de la tubería, el
Manifold debe recubrirse con una capa de material aislante
de espesor adecuado a su diámetro. Este aislamiento tiene
por función reducir pérdidas de calor y formación de
humedad excesivos y además evitar riesgos de accidentes
para el personal que opera las válvulas.
f) Drenaje: El Manifold debe estar ligeramente inclinado hacia
algunos de sus extremos (preferiblemente en dirección del
flujo de vapor) y debe poseer su propio sistema de drenaje
de humedad por medio de una trampa con sus conexiones de
derivación y su retorno al tanque de condensado.
g) Válvulas: Todas las conexiones de vapor, tanto de entrada
como de salida, deben realizarse por la parte superior con
la finalidad de retener en el Manifold la máxima cantidad
de condensado. Por tanto, sobre el Manifold van instaladas
las válvulas de cierre de las calderas (válvulas de
compuerta) y las válvulas de regulación de las salidas
(válvulas de globo o de control automático). Todas estas
válvulas deben ser de brida, lo cual facilita su inspección
o reemplazo.
123
h) Soporte: El Manifold puede apoyarse sobre estructuras de
concreto o metálicas, sobre el piso de la sala de calderas,
o puede colgarse de la estructura de techo mediante
tensores.
i) Ubicación del Manifold: El Manifold puede localizarse en
cualquier parte de la sala de calderas que resulte
conveniente para la operación de las válvulas y para la
conexión de las tuberías de entrada y salida de vapor.
Estas tuberías están sometidas a grandes cambios de
temperatura y por tanto, debe dárseles suficiente
elasticidad para absorber los movimientos de dilatación y
contracción.
Generalidades sobre la Sala de Calderas
Además de contener las unidades mencionadas anteriormente,
la sala de calderas debe ser un ambiente de trabajo que
reúnen las siguientes condiciones:
Buena ventilación e iluminación tanto natural como
artificial.
124

Facilidad de limpieza. Normalmente se dispone un sistema
de canales de desagüe que también puede servir para
conducir algunas tuberías (purga, alimentación de agua y
combustible). Techo liviano sobre estructura metálica. El techo liviano
provee una posible vía de escape de ondas explosivas y la
estructura metálica facilita el soporte de tuberías. Suministro adecuado de agua y electricidad.
125

CAPÍTULO VI
CONCLUSIONES
Tomando en cuenta el problema y los objetivos planteados en
el presente trabajo de investigación, se diseñó una red de
distribución para suministro de vapor, se seleccionaron
calderas y equipos para la ampliación de la Escuela de
Formación de Guardias Nacionales Coronel (G.N.) “Martín
Bastidas Torres”.
Una vez definidos los requerimientos se seleccionaron 3
marmitas de 20 litros, 6 secadoras de 100 libras y 2 de 75
libras, 6 planchas prensas cortas, y 4 planchas prensas
largas, así como 1 plancha de rodillo. Luego se totalizó el
consumo de vapor y se seleccionaron 2 calderas de 50 BHP
cada una.
126

Luego de estas selecciones se diseñó la tubería, trazando
la red de distribución de vapor, estimando los diámetros
probables o tentativos, realizando estudios de longitudes
equivalentes por fricción en accesorios y caída de presión
unitaria, así se calcularon las caídas de presiones,
definiendo así los diámetros de cada tramo de la red de
distribución de vapor.
Se evaluaron las cargas de condensado, seleccionando
trampas de drenaje de aparato y de finales de línea, y se
realizó el trazado de las líneas de retorno, especificando
materiales y diámetros.
127
BIBLIOGRAFÍA
1974. Adaptado de E.E.U.A., Purgadores de Vapor. Editorial
Labor. Barcelona, España.
Álvarez F. y Jesús Andrés. Maquinas Térmicas Vol. 2
Ávila M.; 1980. Instalaciones Térmicas. Universidad de los
Andes. Mérida, Venezuela.
Birollo, L. Centrales Térmicas Descripción Operación y
Mantenimiento. UNEXPO Barquisimeto, Venezuela.
Croecker, K.; 1973. Piping Handbook. 5ª Edición. Editorial
McGraw-Hill, New York, EE.UU.
Graterol E y Velásquez D.; 2005. Análisis Energético del
Sistema de Generación y Distribución de Vapor del Hospital
Central “Antonio Maria Pineda” de Barquisimeto-Lara,
UNEXPO. Barquisimeto, Venezuela.
Rase, H.; 1973. Diseño de Tuberías para Plantas de Proceso.
Editorial Blume, Barcelona, España.
128

129
ANEXOS
130

ANEXO Nº 1. MARMITAS ANGELOPO (CATÁLOGO).
131

ANEXO Nº 2. SECADORAS ELECTROLUX Y CISSEL
(CATÁLOGO).
89

ANEXO Nº 3. PRENSAS FORENTAS (CATÁLOGO).
93

ANEXO Nº 4. PLANCHAS RODILLO DOMUS (CATÁLOGO).
98
ANEXO Nº 5. CALDERAS CONTINENTAL (CATÁLOGO).
101
ANEXO Nº 6. DIMENSIONES DE TUBERÍAS DE ACERO.
106

ANEXO Nº 7. TRAZADO DE RED DE DISTRIBUCIÓN DE
VAPOR.
109

ANEXO Nº 8. LONGITUDES EQUIVALENTES POR FRICCIÓN
EN ACCESORIOS.
111
ANEXO Nº 9. TABLAS DE VAPOR DE AGUA.
114

ANEXO Nº 10. AISLANTES ISOVER (CATÁLOGO).
120

ANEXO Nº 11. DIMENSIONES, PESOS Y PRESIONES DE
PRUEBA.
122

ANEXO Nº 12. FATIGAS ADMISIBLES EN PLANTAS DE
PROCESO, PSI
125

ANEXO Nº 13. LISTA DE COMPRA DE MATERIALES Y
ACCESORIOS
127

128

LISTA DE MATERIALES Y ACCESORIOS
Codos de 90º
6 Codos de ½”1 Codo de 1”3 Codos de 1 ¼”8 Codos de 2”6 Codos de 3”
Codos de 180º6 Codos de 1”3 Codos de 1 ¼”8 Codos de 2”
Tees2 Derivada 1”1 Derivada 1 ¼”1 Derivada 2”
Válvulas de Compuerta 1 Válvulas de 2”3 Válvulas de 3”
Válvulas de Globo
4 Válvulas de ½”1 Válvulas de ¾”6 Válvulas de 1”5 Válvulas de 1¼”8 Válvulas de 2”
Válvulas Retentoras
4 Retentoras de ½”1 Retentoras de ¾”6 Retentoras de 1”5 Retentoras de 1¼”8 Retentoras de 2”
Reductores de Presión
1 Reductor dePresión 1 ¼”1 Reductor dePresión 2”1 Reductor dePresión 3”
129
Manómetros 2 Manómetros 1 ¼”
Tubos de Acero Negro ASTM-A53
79,5 Metros de 1 ¼”58,5 Metros de 2”28,5 Metros de 3”2 Metros de 4”
130




















