
Dilute sulphuric acid pretreatment and enzymatic hydrolysis of Jatropha curcas fruit shells for...
11
1 Dilute sulphuric acid pretreatment and enzymatic hydrolysis of Jatropha curcas fruit shells for ethanol production Pre-print of the paper published in Industrial Crops & Products 53 (2014) 148–153 Published Journal Article is available at http://dx.doi.org/10.1016/j.indcrop.2013.12.029 Ariel García a,b , Cristóbal Cara b , Manuel Moya b , Jorge Rapado a , Jürgen Puls c , Eulogio Castro b , Carlos Martín a,c* a Departament of Chemistry and Chemical Engineering, University of Matanzas, 44740 Matanzas, Cuba; b Departament of Chemical, Environmental and Materials Engineering, University of Jaén, 23071 Jaén, Spain; c TI-Institute for Wood Research, 21031 Hamburg, Germany *Corresponding author (current address: Department of Chemistry, Umeå University, SE-901 87, Umeå, Sweden; E-mail: [email protected]; Phone: +46 90 786 54 67) Abstract Jatropha curcas is a promising source of oil for the biodiesel industry, and the shells of its fruits could be considered for ethanol production. In this work, the composition of J. curcas shells is investigated, and the potential of dilute-sulphuric acid pretreatment for improving the enzymatic hydrolysis of cellulose is evaluated. A Box-Behnken experimental design was used for assessing the effect of temperature (110-150°C), H2SO4 concentration (0.5-2.5%) and pretreatment time (15-45 min) on the formation of sugars during pretreatment and on the enzymatic conversion of cellulose. Cellulose conversions above 80% were achieved both in the separated enzymatic hydrolysis and in the simultaneous saccharification and fermentation of the pretreated materials. Optimal SSF conversions were predicted for pretreatments at low temperature (136°C) and moderate acid concentrations (1.5%) and reaction time (30 min). The inclusion of an extraction step prior to the pretreatment revealed a further improvement of the enzymatic conversion of cellulose. Keywords: Jatropha curcas shells, acid pretreatment, enzymatic hydrolysis, lignocellulosic materials 1. Introduction The concerns on environmental pollution and on the possible depletion of fossil fuels has considerably increased the interest for biodiesel and bioethanol as potential substitutes of petrodiesel and gasoline, respectively (Agarwal, 2007). However, the use of cereals and edible oils as raw materials could restrict the expansion of the biofuel industry. Therefore, alternative feedstocks, such as lignocellulosic bioresources and non-edible oils should be utilized for production of ethanol (Wyman, 2008) and biodiesel (Azam et al., 2005), respectively. The potential of different non-edible oilseeds is being investigated in Cuba (Martín et al., 2010; Hernández et al., 2013), and Jatropha curcas is one of the most attractive options. The feasibility of J. curcas as a source of oil has been demonstrated, and there is an increasing interest on its use for biodiesel production (Koh et al., 2011). Prior to extraction of the oil, J. curcas seeds should be separated from the fruits, and residual shells are generated in that operation. The amounts of generated shells are rather high (up to 8 t/ha) considering that they represent 31.6% of the weight of the fruits (Martín, unpublished), and that J. curcas can yield up to 25 tons of fruits per hectare (Kumar et al., 2003). Different uses have been
Transcript of Dilute sulphuric acid pretreatment and enzymatic hydrolysis of Jatropha curcas fruit shells for...

1
Dilute sulphuric acid pretreatment and enzymatic hydrolysis of Jatropha curcas fruit shells
for ethanol production
Pre-print of the paper published in Industrial Crops & Products 53 (2014) 148–153
Published Journal Article is available at http://dx.doi.org/10.1016/j.indcrop.2013.12.029
Ariel Garcíaa,b, Cristóbal Carab, Manuel Moyab, Jorge Rapadoa, Jürgen Pulsc, Eulogio Castrob,
Carlos Martína,c*
aDepartament of Chemistry and Chemical Engineering, University of Matanzas, 44740 Matanzas, Cuba; bDepartament of Chemical, Environmental and Materials Engineering, University of Jaén, 23071 Jaén, Spain;
cTI-Institute for Wood Research, 21031 Hamburg, Germany
*Corresponding author (current address: Department of Chemistry, Umeå University, SE-901 87, Umeå,
Sweden; E-mail: [email protected]; Phone: +46 90 786 54 67)
Abstract
Jatropha curcas is a promising source of oil for the biodiesel industry, and the shells of its fruits
could be considered for ethanol production. In this work, the composition of J. curcas shells is
investigated, and the potential of dilute-sulphuric acid pretreatment for improving the enzymatic
hydrolysis of cellulose is evaluated. A Box-Behnken experimental design was used for assessing the
effect of temperature (110-150°C), H2SO4 concentration (0.5-2.5%) and pretreatment time (15-45
min) on the formation of sugars during pretreatment and on the enzymatic conversion of cellulose.
Cellulose conversions above 80% were achieved both in the separated enzymatic hydrolysis and in
the simultaneous saccharification and fermentation of the pretreated materials. Optimal SSF
conversions were predicted for pretreatments at low temperature (136°C) and moderate acid
concentrations (1.5%) and reaction time (30 min). The inclusion of an extraction step prior to the
pretreatment revealed a further improvement of the enzymatic conversion of cellulose.
Keywords: Jatropha curcas shells, acid pretreatment, enzymatic hydrolysis, lignocellulosic
materials
1. Introduction
The concerns on environmental pollution and on the possible depletion of fossil fuels has
considerably increased the interest for biodiesel and bioethanol as potential substitutes of
petrodiesel and gasoline, respectively (Agarwal, 2007). However, the use of cereals and edible oils
as raw materials could restrict the expansion of the biofuel industry. Therefore, alternative
feedstocks, such as lignocellulosic bioresources and non-edible oils should be utilized for
production of ethanol (Wyman, 2008) and biodiesel (Azam et al., 2005), respectively. The potential of different non-edible oilseeds is being investigated in Cuba (Martín et al., 2010;
Hernández et al., 2013), and Jatropha curcas is one of the most attractive options. The feasibility of
J. curcas as a source of oil has been demonstrated, and there is an increasing interest on its use for
biodiesel production (Koh et al., 2011).
Prior to extraction of the oil, J. curcas seeds should be separated from the fruits, and residual shells
are generated in that operation. The amounts of generated shells are rather high (up to 8 t/ha)
considering that they represent 31.6% of the weight of the fruits (Martín, unpublished), and that J.
curcas can yield up to 25 tons of fruits per hectare (Kumar et al., 2003). Different uses have been
2
proposed in order to deal with such a voluminous residue. For example, due to their high calorific
value (between 16-17 MJ/kg), J. curcas shells are attractive for energy applications (Kratzeisen and
Müller, 2009). They can also be used for activated charcoal production (Ramakrishnan and
Namasivayam, 2009). The possibility of producing ethanol from J. curcas shells and other co-
products resulting from biodiesel production was recently reported (Visser et al., 2011). The in situ
produced ethanol could be directed, together with the oil, to biodiesel production in an integrated
configuration. As shown by Gutiérrez et al. (2009), the integration of ethanol and biodiesel
production processes using a single source of biomass would allow considerable reduction of the
energy costs compared with the autonomous production of each of them, and would lead to
decrease of the generation of solid wastes.
In order to obtain sugars that could be fermented to ethanol, the polysaccharides contained in
lignocellulosic materials, such as J. curcas shells, should be hydrolysed by means of acids or
enzymes (Taherzadeh and Karimi, 2007). Enzymatic hydrolysis produces higher sugar yields and
lower decomposition products than acid hydrolysis, but it requires a pretreatment step in order to
make cellulose macromolecules accessible to cellulolytic enzymes. Different pretreatment methods
have been investigated, and the leading technologies are discussed and described elsewhere (Yang
and Wyman, 2008). Dilute-acid prehydrolysis is a pretreatment method that has resulted effective
for different materials, and that has high potential for industrial application (Mosier et al., 2005;
Rocha et al., 2011). Due to that this method leads to high recovery (80-90%) of the hemicellulosic
sugars upon pretreatment, and to high cellulose conversion (above 90%) upon enzymatic
hydrolysis, it is favoured by the National Renewable Energy Laboratory (NREL), which is leading
the largest cellulosic ethanol development effort in the world (Yang and Wyman, 2008).
The reports on pretreatment and hydrolysis of J. curcas shells are rather scarce in the literature. In
the first reported work, the pretreatment of J. curcas shells at 121°C for 1 h with either 0.5% H2SO4
or 1% NaOH led to rather low glucan conversion (40-41%) (Visser et al., 2012). In another recent
publication, Marasabessy et al. (2012) reported the pretreatment of J. curcas shells in the range of
140-180°C with 0.1-0.9% H2SO4, and showed that the highest glucan conversion upon
simultaneous saccharification and fermentation (SSF) can be achieved for the material pretreated at
178°C, 0.9% H2SO4 and 30 min. In the current work, we used slightly higher acid concentrations
than those used by Marasabessy et al. (2012) in order to assess the possibility of obtaining
comparable hydrolytic conversions at lower temperature. Additionally, we investigated not only
simultaneous saccharification and fermentation, but also the separate hydrolysis scheme.
2. Materials and methods
2.1. Materials
J. curcas fruits, harvested in June, 2011 in a two-years plantation (Granja Paraguay, Guantánamo,
Cuba), were collected manually, air dried to 85-90% dry matter content and peeled in a knife-mill
(Retsch, SM 100, Haan, Germany). The shells were dried at 50°C for 24 h, milled to 2-mm particle
size, sieved to remove the rejects, and kept in plastic bags at room temperature until further use. A
small fraction of the shells was screened through a 1-mm sieve and used for the raw material
analysis.
2.2. Pre-extraction of the raw material
Milled J. curcas shells corresponding to 70 g dry matter (DM) were suspended in 700 mL of water
in a 1-L blue-cap bottle. The bottle with the suspension was heated at 120°C for 1 h in an autoclave
(EZE-Seal, Parker Autoclave Engineers, Erie, PA). After that, the solid material was separated
from the extract by vacuum filtration, and the filter cake was washed with water, and dried for 5
days at room temperature until a final dry matter content of approximately 94%.
3
2.3. Pretreatment
The pretreatment was performed in a 1-L reactor (Parr Instruments Company, Moline, IL) heated
with an external electrical mantle. A Box-Behnken response surface experimental design was
applied to evaluate the effect of the temperature (110-150°C), the sulphuric acid concentration (0.5-
2.5%) and the pretreatment time (15-45 min) on the enzymatic hydrolysis. The selection of the
factors and their ranges were based on preliminary results by this group (García et al., 2012). J.
curcas shells (50 g dry matter) were suspended in a dilute-sulphuric acid solution giving a 500 g
reaction mixture. The reaction batch was heated to the work temperature (heating time, 10–15 min),
and held for the time indicated in the experimental design. The temperature was monitored by an
internal thermocouple, and controlled with a PID module. After elapsing the reaction time, the
reactor was cooled to approximately 30-35°C (cooling time, 15–20 min) by immersion in an ice
water bath. In an additional experiment, triplicate pretreatments of raw and pre-extracted J. curcas
shells were carried out at 165°C with 1% H2SO4 and for 35 min.
2.4. Enzymatic hydrolysis
An aliquot (1.25 g) of the dried pretreated solids was suspended in 25 mL of 0.1 M citrate buffer
(pH 4.8). A commercial preparation of Trichoderma reesei cellulases (Celluclast 1.5L) and a -
glycosidase preparation (Novozym 188), both kindly donated by Novozymes A/S (Bagsværd,
Denmark), were used. The cellulases were added at a loading of 15 FPU/g DM, and the -
glycosidase as 15 IU/mL. The reaction mixture was incubated in an orbital shaker (Certomat-IS,
Braun, Germany) at 50°C and 150 rpm for 48 h. At the end of the hydrolysis, glucose was
quantified by HPLC, and the results were used for calculating the enzymatic convertibility of
cellulose. All of the experiments were performed in duplicates.
2.5. Simultaneous saccharification and fermentation
Suspensions of 1.25 g of the pretreated solids in 24 mL of citrate buffer (pH 4.8) were prepared in
Erlenmeyer flasks. The suspensions were supplemented with yeast extract (5 g/L), NH4Cl (2 g/L),
KH2PO4 (1 g/L) and MgSO4·7H2O (0.3 g/L). Enzymes were added in the same amounts as for the
enzymatic hydrolysis. A Saccharomyces cerevisiae culture (1 mL) was inoculated, and the reaction
mixture was incubated at 35°C and 150 rpm for 72 h. All of the experiments were performed in
duplicates.
2.6. Analytical methods
The content of moisture, mineral components, extractive compounds, structural carbohydrates and
lignin in the raw J. curcas shells and in the pretreated materials was analysed according to NREL
analytical procedures. Moisture was determined gravimetrically after drying the material at 105°C
(Sluiter et al., 1998a). Mineral components were determined as ash after incineration of an aliquot
of the material at 550°C (Sluiter et al., 1998b). Extractives were determined by consecutive
extractions with water and ethanol (Sluiter et al., 1998d). The extractive-free material obtained after
water and ethanol extraction was submitted to analytical acid hydrolysis for determination of the
structural carbohydrates and lignin. The released sugars were quantified chromatographically, and
lignin was determined gravimetrically (Sluiter et al., 1998c). The quantification of the sugars in the
analytical acid hydrolysates was performed by HPLC (Varian Scientific Instruments, Palo Alto,
CA). Glucose, xylose, arabinose, galactose and mannose were separated with an Aminex HPX-87H
column (Bio-Rad, Hercules, CA) at 65°C using sulphuric acid (4 mM) as mobile phase at a flow
rate of 0.6 mL/min, and were detected with an RI detector. The content of total reducing sugars in
the prehydrolysates obtained in the pretreatment was determined using the dinitrosalicylic acid
method (Miller, 1959). The experimental results were statistically processed using the softwares
Statgraphics Plus 5.0 and Design-Expert ® 7.0.
4
3. Results and discussion
3.1. Chemical characterisation
The results of the chemical characterization are shown in Table 1. The content of glucans (32.8%) is
comparable to that of other lignocellulosic materials (Martín et al., 2006), and it is higher than the
content reported for J. curcas shells from Indonesia (20.4%) (Marasabessy et al., 2012) and from
Brazil (26.5%) (Visser et al., 2012). An interesting feature of the carbohydrates contained in J.
curcas shells is the relatively high overall content of hexosans (37.7% of the dry matter content
considering the sum of glucans, mannans and galactans). Because of that, J. curcas shells could be
considered a potential feedstock for ethanol production. The hydrolysis of these hexosans render
glucose, mannose and galactose, which are fermentable by S. cerevisiae, the main ethanologenic
organism used in the industry (Martín and Jönsson, 2003).
Component Content, % (w/w)
Glucans 32.8 (2.2)
Xylans 8.3 (0.3)
Arabinans 0.9 (0.0)
Mannans 2.7 (0.0)
Galactans 2.2 (0.0)
Lignin 19.6 (0.2)
Water extractives (WE) 32.7 (1.3)
Sugars in WE* 5.8 (0.2)
Ethanol extractives 4.0 (0.3)
Minerals 14.4 (1.4) Table 1. Chemical composition of J. curcas shells
*Determined as total reducing sugars
Lignin content is comparable to that reported for shells of Brazilian J. curcas (Visser et al., 2012),
and it is within the typical range observed for other biomass materials (Martín et al., 2006).
However, it is considerably higher than the one reported for Indonesian samples (Marasabessy et
al., 2012). On the other hand, the ash content was rather high, and compares only with a few
materials, such as rice hulls (López et al., 2010) and barley husks (Garrote et al., 2004). It should be
remarked that ash determination was performed in parallel, but not sequentially, with the analyses
of extractives, carbohydrates and lignin. Part of the components accounted as ash might have been
solubilised during the water extraction and the analytical acid hydrolysis. Therefore, it is not correct
to include the ash content in a summative analysis together with the other biomass components.
It is noteworthy the high amount of water extractives (32.7%) in the raw material. The sugars
contained in the fraction of water extractives reached 5.8% of the dry weight of the raw shells.
Although they could also be of interest for ethanol production, no prediction of their fermentability
by S. cerevisiae can be made since their analysis in this work was restricted to the quantification of
total reducing sugars. A further chromatographic identification of the individual sugars is required.
Another interesting observation was the color of the water extract. It was dark brown at pH 4 - 7,
and it turned light brown when the pH was adjusted to 1 - 2. It would be of interest to identify the
colored components contained in that fraction.
3.2. Dilute-acid pretreatment

5
As can be seen from the yields of pretreated solids, which ranged from 51.1 to 75.3% (Table 2), the
dilute-acid pretreatment led to the solubilisation of between one quarter and one half of the raw
material. The analysis of significance of the independent factors showed that the yield of solids
significantly decreased with the temperature, the sulphuric acid concentration and their interaction,
whereas it significantly increased with the quadratic effect of the pretreatment time (Fig. 1-A).
Indeed, the yield of pretreated solids was above 70% at 110ºC, but it decreased to 51.1-65.5% in the
pretreatments performed at 150°C. The decrease of the yield with the increase of sulphuric acid
concentration is evident when comparing the pairs of experimental runs performed with different
concentrations but at the same temperature and pretreatment time. For example, for pretreatments 1
and 4, carried out at 110ºC and 30 min, the yield in the experimental run 4 (70.7%), in which the
H2SO4 concentration was 2.5%, was lower than in the number 1 (73.4%), which was performed
with 0.5% H2SO4. The same was true for the experiments 5 and 10 (130°C for 15 min), 6 and 11
(130°C for 45 min), and 12 and 15 (150°C for 30 min). The yields of solids in all the experiments at
110°C and in those at 130°C performed with the lowest acid concentration are comparable with the
result (72.9%) reported previously for pretreatment of J. curcas shells at 121°C with 0.5% H2SO4
(Visser et al., 2012).
+-
0 4 8 12 16 20 24
AA
AB
B:Time
BB
AC
C:acid conc
A:Temperature
Figure 1. Yield of pretreated solids after pretreatment. A, Analysis of significance of the independent factors; B,
Estimated response surface for the effect of temperature and sulphuric acid concentration.
The effect of temperature and sulphuric acid concentration on the yield of solids is very well
illustrated in the diagram of response surface (Fig. 1-B). Although, in general, the yield of solids
also decreased when the pretreatment time rose from 15 to 45 min, that trend was noticed mainly in
the pretreatments performed at 130 and 150ºC, but not in those carried out at 110ºC (Table 2), and
Temperature
H2SO4 conc110 120 130 140 150
00.5
11.5
22.5
45
55
65
75
85
A
B

6
the effect was not significant (Fig. 1-A). This can clearly be shown when comparing the
experimental runs 5 and 6 (130°C, 0.5% H2SO4), 10 and 11 (130°C, 2.5% H2SO4), and 13 and 14
(150°C, 1.5% H2SO4). On the other hand, in the runs 2 and 3, performed under identical
temperature (110°C) and H2SO4 concentration (1.5%) but for different pretreatment time, the same
yield was obtained. Based on the experimental results, the following model (Eq. 1, R2 = 94.3%),
showing the effect of the temperature (T), pretreatment time (t), sulphuric acid concentration (conc)
and their interactions on the yield of solids, was developed: 2t5.8 conc T5.6 conc 9.1T 14.164.4solids of Yield (Equation 1)
No Temperature, °C H2SO4 concentration,
% (w/w)
Time, min Yield of
solids, %
1 110 0.5 30 73.4
2 110 1.5 15 75.3
3 110 1.5 45 75.3
4 110 2.5 30 70.7
5 130 0.5 15 73.3
6 130 0.5 45 69.6
7 130 1.5 30 65.0
8 130 1.5 30 64.0
9 130 1.5 30 63.4
10 130 2.5 15 64.2
11 130 2.5 45 59.0
12 150 0.5 30 65.5
13 150 1.5 15 62.4
14 150 1.5 45 58.8
15 150 2.5 30 51.1
Table 2. Box-Behnken experimental design used for investigating the acid pretreatment of J. curcas shells, and yield of
solids obtained.
The negative signs of the coefficients of temperature and acid concentration reflect the decrease of
the recovery of pretreated solids with the increase of those variables. On the other hand, the sign of
the interaction means that using high temperature requires lower acid concentrations and vice versa
in order to avoid the decrease of the yield. As the quadratic time is significant, the response surface
diagram features some curvature (Fig. 1-B). The model predicted an optimal yield of 77.5% for the
pretreatment performed at 110.2°C, 0.5% H2SO4 and for 15.1 min.
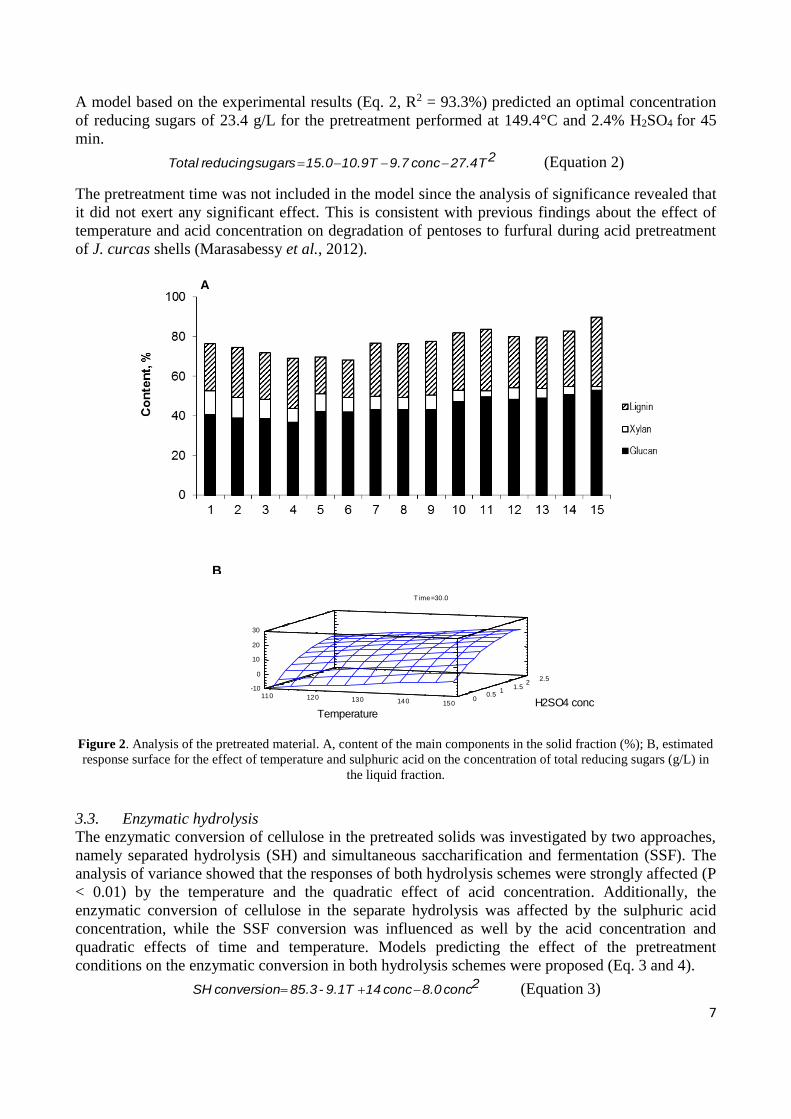
Glucan and lignin content in the pretreated solids increased with the raise of temperature, H2SO4
concentration and pretreatment time (Fig. 2-A). Xylan content dropped with the increase of all the
experimental variables as a result of its partial hydrolysis. Mannans and galactans were also mostly
solubilised.
As a result of the partial solubilisation and hydrolysis of xylans, mannans and arabinans, simple
sugars were formed. As shown in the response surface diagram (Fig. 2-B), the concentration of total
reducing sugars in the pretreatment liquors increased with the increase of the temperature and the
sulphuric acid concentration. For example, for the experiments performed at 150°C and 30 min, the
increase of the concentration of sulphuric acid from 0.5 to 2.5% led to a sharp increase of the sugar
concentration from 7 to 20.6 g/L. These results are in good agreement with the values achieved by
Marasabessy et al. (2012), who reported increasing release of pentoses and hexoses with increasing
of the temperature and the sulphuric acid concentration.
7
A model based on the experimental results (Eq. 2, R2 = 93.3%) predicted an optimal concentration
of reducing sugars of 23.4 g/L for the pretreatment performed at 149.4°C and 2.4% H2SO4 for 45
min. 2T27.4 conc 9.7T 10.915.0sugars reducing Total (Equation 2)
The pretreatment time was not included in the model since the analysis of significance revealed that
it did not exert any significant effect. This is consistent with previous findings about the effect of
temperature and acid concentration on degradation of pentoses to furfural during acid pretreatment
of J. curcas shells (Marasabessy et al., 2012).
T ime=30.0
TemperatureH2SO4 conc
110 120 130 140 1500
0.51
1.52
2.5
-10
0
10
20
30
Figure 2. Analysis of the pretreated material. A, content of the main components in the solid fraction (%); B, estimated
response surface for the effect of temperature and sulphuric acid on the concentration of total reducing sugars (g/L) in
the liquid fraction.
3.3. Enzymatic hydrolysis
The enzymatic conversion of cellulose in the pretreated solids was investigated by two approaches,
namely separated hydrolysis (SH) and simultaneous saccharification and fermentation (SSF). The
analysis of variance showed that the responses of both hydrolysis schemes were strongly affected (P
< 0.01) by the temperature and the quadratic effect of acid concentration. Additionally, the
enzymatic conversion of cellulose in the separate hydrolysis was affected by the sulphuric acid
concentration, while the SSF conversion was influenced as well by the acid concentration and
quadratic effects of time and temperature. Models predicting the effect of the pretreatment
conditions on the enzymatic conversion in both hydrolysis schemes were proposed (Eq. 3 and 4). 2conc8.0 conc14 T 9.1- 85.3 conversion SH (Equation 3)
A
B

8
2t18.3 2conc8.3 -conc5.0 2T11.3 T8.0 81.3 conversion SSF (Equation 4)
The cellulose-to-glucose and cellulose-to-ethanol conversions achieved in the SH (Fig. 3-A) and
SSF (Fig. 3-B), respectively, were high, with several individual experimental runs reaching values
above 80%. In general, the best conversions were achieved for the pretreatments performed at
intermediate severity, whereas the materials pretreated at either low or high values of the
independent factors gave rise to values below 70% of the theoretical yield. In the separate
hydrolysis, the developed model (Eq. 3) predicted an optimal cellulose-to-glucose conversion
(87.1%) for the material pretreated at 134°C, 1.0% H2SO4, and for 32.4 min. Meanwhile, the model
developed for the SSF experiments (Eq. 4) predicted a maximal cellulose-to-ethanol conversion
(82.0%) for the material pretreated at 136°C, 1.5% H2SO4 and for 30 min. Since the SSF
conversions achieved in this work were higher than the optimal glucan yield reported for the
pretreatment performed at 178°C, 0.9% H2SO4, and 30 min (Marasabessy et al., 2012), one can
conclude that low temperature pretreatments (around 135°C) combined with moderate acid
concentrations (1.5%) are more favourable for activating the cellulose contained in J. curcas shells
than high temperature pretreatments (around 180°C) at lower acid concentration (1%). This result
has economic implications due to the energy saved in heating the reactor.
TemperatureH2SO4 conc
110 120 130 140 1500
0.51
1.52
2.5
55
65
75
85
95
Temperature H2SO4 conc
110 120 130 140 1500
0.51
1.52
2.5
55
65
75
85
Figure 3. Estimated response surface for the effect of temperature and sulphuric acid concentration on the cellulose-to-
glucose conversion of the separated hydrolysis (A) and on the cellulose-to-ethanol conversion in the SSF (B).
A
A
B

9
3.4. Pretreatment with preliminary water extraction
The high content of extractives revealed by the raw material analysis can affect the processing of
the J. curcas shells. This fact has been reported in other lignocellulosic materials. For example,
Ballesteros et al. (2011) stated that enzymatic hydrolysis of pretreated olive tree pruning could be
affected by condensation reactions between extractives and acid insoluble lignin during
pretreatment. The removal of water-soluble extractives prior to pretreatment could improve the
pretreatment effectiveness and save the carbohydrates contained in that fraction, which otherwise
would be destroyed during high temperature processing of the raw material. In order to confirm the
above-stated hypothesis, an additional experiment was performed. The water extracts were removed
by an extraction step at 120°C, and the resulted solids were submitted to pretreatment in parallel
with a sample that was not subjected to preliminary extraction. The experiment was performed at
165°C, with the aim of comparing the effect of the pre-extraction at a temperature between our
optimum and the optimum reported by Marasabessy et al. (2012).
Figure 4. Results of the pretreatment with (white columns) and without (black columns) preliminary removal of water
extractives.
The solids resulting from the pretreatment of the pre-extracted J. curcas shells contained less lignin
and displayed better enzymatic conversion than those resulting from the direct pretreatment of the
raw material (Fig. 4). The higher Klason lignin content of the non-extracted solids might be due to
the formation of acid-insoluble by-products as result of the degradation of sugars and some other
components of the extracts during pretreatment. The better enzymatic conversion of the pre-
extracted material might be related with the removal of potential cellulase inhibitors contained in
the water extracts. The preliminary extraction of the raw material also led to a higher concentration
of reducing sugars in the pretreatment liquors.
4. Conclusions
The high cellulose-to-ethanol conversion achieved by both separate enzymatic hydrolysis and
simultaneous saccharification and fermentation of acid-pretreated J. curcas shells shows the
feasibility of low temperature (around 135°C) pretreatment combined with moderate acid
concentrations (1.5%) for activating the cellulose contained in J. curcas, and compares favourably
with previously reported results at higher temperature 180°C and lower acid concentration. The

10
potential of a preliminary extraction step for improving the effectiveness of the dilute acid
pretreatment of J. curcas shells was also demonstrated.
Acknowledgments
The experimental work was financially supported by Estancias de Excelencia, Junta de Andalucía
(Spain). The financial support given by the Alexander von Humboldt Foundation and by the Swiss
Agency for Development and Cooperation through the BIOMAS-Cuba project is also gratefully
acknowledged.
References 1. Agarwal, A.K., 2007. Biofuels (alcohols and biodiesel) applications as fuels for internal
combustion engines. Progr. Energy Comb. Sc. 33, 233-271.
2. Azam, M.M., Waris, A., Nahar, N.M., 2005. Prospects and potential of fatty acid methyl esters
of some non-traditional seed oils for use as biodiesel in India. Biomass Bioenerg. 29, 293-302.
3. Ballesteros, I., Ballesteros, M., Cara, C., Sáez, F., Castro, E., Manzanares, P., Negro, M.J.,
Oliva, J.M., 2011. Effect of water extraction on sugars recovery from steam exploded olive tree
pruning. Bioresour. Technol. 102, 6611-6616.
4. García, A., Martínez, D., Pedroso, I., Taherzadeh, M.J., Lundin, M., Suárez, J., Martín, C.,
2012. Acid prehydrolysis of J. curcas L. fruit shell residues for obtention of sugars, in: Suárez,
J., Martín, G. (Eds.), Biomass as renewable energy source in rural environments – The
experience of BIOMAS-Cuba project. “Indio Hatuey” Experimental Station, Matanzas, Cuba.
pp. 89-99. ISBN 978-959-7133-14-3.
5. Garrote, G., Domínguez, H., Parajó, J.C., 2004. Production of substituted oligosaccharides by
hydrolytic processing of barley husks. Ind. Eng. Chem. Res. 43, 1608-1614.
6. Gutiérrez, L.F., Sánchez, O.J., Cardona, C.A., 2009. Process integration possibilities for
biodiesel production from palm oil using ethanol obtained from lignocellulosic residues of oil
palm industry. Bioresour. Technol. 100, 1227-1237.
7. Hernández, E., García, A., López, M., Parajó, J.C., Puls, J., Martín, C., 2013. Dilute sulphuric
acid pretreatment of Moringa oleifera pods for enzymatic hydrolysis. Ind. Crop. Prod. 44, 227-
231.
8. Koh, M.Y., Idaty, T., Ghazi, M., 2011. A review of biodiesel production from Jatropha curcas
L. oil. Renew. Sust. Energ. Rev. 15, 2240–2251
9. Kratzeisen, M., Müller, J., 2009. Energy from seed shells of Jatropha curcas. Landtechnik 64,
391-393.
10. Kumar, S., Gupta, A.K., Naik, S.N., 2003. Conversion of non-edible oil into biodiesel. Journal
Sci. Ind. Res. 62, 124-132.
11. López, Y., García, A., Karimi, K., Taherzadeh, M.J., Martín, C., 2010. Chemical
characterisation and dilute-acid hydrolysis of rice hulls from an artisan mill. BioResources 5,
2268-2277.
12. Marasabessy, A., Maarten, A., Kootstra, J., Sanders, J.P.M., Weusthuis, R.A., 2012. Dilute
H2SO4-catalyzed hydrothermal pretreatment to enhance enzymatic digestibility of Jatropha
curcas fruit hull for ethanol fermentation. International J. Energy Environm. Eng. 3, 1-15.
13. Martín, C., Jönsson, L.J., 2003. Comparison of the resistance of industrial and laboratory strains
of Saccharomyces and Zygosaccharomyces to fermentation inhibitors in lignocellulose
hydrolyses. Enzyme Microb. Tech. 32, 386-395.

11
14. Martín, C, López, Y, Plasencia, Y, Hernández, E., 2006. Characterisation of agricultural and
agro-industrial residues as raw materials for ethanol production. Chem. Biochem. Eng. Q. 20,
443-446.
15. Martín. C., Moure. A., Martín. G., Carrillo. E., Domínguez. H., Parajó. J. C., 2010. Fractional
characterization of jatropha, neem, moringa, trisperma, castor and candlenut seeds as potential
feedstocks for biodiesel production in Cuba. Biomass Bioenerg, 34, 533-538.
16. Miller, G.L., 1959. Use of dinitrosalicylic acid reagent for determination of reducing sugar.
Anal. Chem. 31, 420-428.
17. Mosier, N., Wyman, C., Dale, B., Elander, R., Lee, Y., Holtzapple, M., Ladisch, M., 2005.
Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour.
Technol. 96, 673-686.
18. Ramakrishnan, K., Namasivayam, C., 2009. Development and characteristics of activated
carbons from Jatropha husk, an agroindustrial solid waste, by chemical activation methods. J.
Environ. Eng. Manage. 19, 173-178.
19. Rocha, G.J.M., Martín, C., Soares, I.B., Souto-Maior, A.M., Baudel, H., Abreu, C.A.M., 2011.
Dilute mixed-acid pretreatment of sugarcane bagasse for ethanol production. Biomass Bioenerg.
35, 663-670.
20. Sluiter, A., Hames, B., Hyman, D., Payne, C., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D.,
Wolfe, J., 1998a. Determination of total solids in biomass and total dissolved solids in liquid
process samples. Laboratory Analytical Procedure (LAP). Technical Report NREL/TP-510-
42621. National Renewable Energy Laboratory, Golden, Colorado.
21. Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., 1998b. Determination
of ash in biomass. Laboratory Analytical Procedure (LAP). Technical Report NREL/TP-510-
42622. National Renewable Energy Laboratory, Golden, Colorado.
22. Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., Crocker, D., 1998c.
Determination of structural carbohydrates and lignin in biomass. Laboratory Analytical
Procedure (LAP). Technical Report NREL/TP-510-42618. National Renewable Energy
Laboratory, Golden, Colorado.
23. Sluiter, A., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., 1998d. Determination of extractives
in biomass. Laboratory Analytical Procedure (LAP). Technical Report NREL/TP-510-42619.
National Renewable Energy Laboratory, Golden, Colorado.
24. Taherzadeh. M.J., Karimi. K., 2007. Acid-based hydrolysis processes for ethanol from
lignocellulosic materials: A review. BioResources 2, 472-499.
25. Visser, E.M., Filho, D.O., Martins, M.A., Steward, B.L., 2011. Bioethanol production potential
from Brazilian biodiesel co-products. Biomass Bioenerg. 35, 489-494.
26. Visser, E.M., Filho, D.O., Tótola, M.R., Martins, M.A., Guimarães, V,M., 2012. Simultaneous
saccharification and fermentation (SSF) of Jatropha curcas shells: utilization of co-products
from the biodiesel production process. Bioprocess Biosyst. Eng. 35, 801-807.
27. Wyman, C., 2008. Cellulosic ethanol: a unique sustainable liquid transportation fuel. MRS
Bull. 33, 381-383.
28. Yang, B., Wyman, C.E., 2008. Pretreatment: the key to unlocking low-cost cellulosic ethanol.
Biofuels Bioproducts Bioref. 2, 26-40.




















