
DIAGNOSTICO MOTOR ABIERTO (METROLOGIA
17
DIAGNOSTICO MOTOR ABIERTO (METROLOGIA) Explicación teórico-práctica por parte de los alumnos-aprendices sobre El manejo de instrumentos de precisión para el sector automotor. Calibrador pie de rey: Se utiliza para medir en milímetros y pulgadas, se llama también vernier. Con él se pueden medir interiores, exteriores y profundidades. Es un instrumento sumamente delicado y debe maniobrarse con habilidad, cuidado y delicadeza, con precaución de no rayarlo ni doblarlo (en especial, la colisa de profundidad). Consta de una "regla" con una escuadra en un extremo, sobre la cual se desliza otra destinada a indicar la medida en una escala. Permite apreciar longitudes de 1/10, 1/20 y 1/50 de milímetro utilizando el nonio. Posee dos escalas: la inferior milimétrica y la superior en pulgadas. Micrómetro: El principio de funcionamiento o de operación de un micrómetro se basa en que, si un tornillo montado en una tuerca fija se hace girar, el desplazamiento de éste en el sentido longitudinal, es proporcional al giro dado Todos los tornillos micrométricos empleados en el sistema métrico decimal tienen una longitud de 25 mm, con un paso de rosca de 0,5 mm, de modo que girando el tambor una vuelta completa el palpador avanza o retrocede 0,5 mm. El micrómetro tiene una escala longitudinal, línea longitudinal que sirve de fiel, que en su parte superior presenta las divisiones de milímetros enteros y en la inferior las de los medios milímetros, cuando el tambor gira deja ver estas divisiones. En la superficie del tambor tiene grabado en toda su circunferencia 50 divisiones iguales, indicando la fracción de vuelta que ha realizado, una división equivale a 0,01 mm.
Transcript of DIAGNOSTICO MOTOR ABIERTO (METROLOGIA

DIAGNOSTICO MOTOR ABIERTO (METROLOGIA)
Explicación teórico-práctica por parte de los alumnos-aprendices sobre El manejo de instrumentos de precisión para el sector automotor.
Calibrador pie de rey: Se utiliza para medir en milímetros y pulgadas, se llama también vernier. Con él se pueden medir interiores, exteriores y profundidades. Es un instrumento sumamente delicado y debe maniobrarse con habilidad, cuidado y delicadeza, con precaución de no rayarlo ni doblarlo (en especial, la colisa de profundidad).
Consta de una "regla" con una escuadra en un extremo, sobre la cual se desliza otra destinada a indicar la medida en una escala. Permite apreciar longitudes de 1/10, 1/20 y 1/50 de milímetro utilizando el nonio. Posee dos escalas: la inferior milimétrica y la superior en pulgadas.
Micrómetro: El principio de funcionamiento o de operación de un micrómetro se basa en que, si un tornillo montado en una tuerca fija se hace girar, el desplazamiento de éste en el sentido longitudinal, es proporcional al giro dado
Todos los tornillos micrométricos empleados en el sistema métrico decimal tienen una longitud de 25 mm, con un paso de rosca de 0,5 mm, de modo que girando el tambor una vuelta completa el palpador avanza o retrocede 0,5 mm.
El micrómetro tiene una escala longitudinal, línea longitudinal que sirve de fiel, que en su parte superior presenta las divisiones de milímetros enteros y en la inferior las de los medios milímetros, cuando el tambor gira deja ver estas divisiones.
En la superficie del tambor tiene grabado en toda su circunferencia 50 divisiones iguales, indicando la fracción de vuelta que ha realizado, una división equivale a 0,01 mm.

Para realizar una lectura, nos fijamos en la escala longitudinal, sabiendo así la medida con una apreciación de 0,5 mm, el exceso sobre esta medida se ve en la escala del tambor con una precisión de 0,01 mm.
En la fotografía se ve un micrómetro donde en la parte superior de la escala longitudinal se ve la división de 5 mm, en la parte inferior de esta escala se aprecia la división del medio milímetro. En la escala del tambor la división 28 coincide con la línea central de la escala longitudinal, luego la medida realizada por el micrómetro es: 5 + 0,5 + 0,28 = 5,78.
Detalle del micrómetro con una lectura de 5.78 mm
Comparador de caratulas: Instrumento de medición en el cual un pequeño movimiento
del husillo se amplifica mediante un tren de engranes que mueven en forma angular una
aguja indicadora sobre la carátula del dispositivo. La aguja indicadora puede dar tantas
vueltas como lo permita el mecanismo de medición del aparato. El comparador no es un
instrumento independiente, para hacer mediciones se requiere de un plano de referencia y
de un aditamento sujetador del comparador.
La figura 001 muestra los componentes de la parte frontal, como del interior de un indicador de carátula. Es obvio que el indicador de carátula no es instrumento completo, ya que debe complementarse con algún dispositivo (soporte) que permita sujetarlo firmemente y alinearlo en la dirección que se efectuará la medición. Existen diferentes tipos de soportes, los cuales se fabrican para satisfacer las diversas necesidades de medición. La figura 002 nos muestra un ejemplo de un indicador de carátula sujetado a un soporte.

En la imagen superior tenemos un comparador de carátula mostrando sus distintas partes y en la inferior, una base magnética que sirve para fijar el comparador.

Alexometro: Primero y después de haber puesto en cero el alexómetro, cogeremos la pieza y el alexómetro e introduciremos el extremo donde se encuentra el pistón y lo posicionaremos correctamente, asegurándonos de que el contacto de apoyo y el pisto tienen contacto con ambos extremos del diámetro, y nos fijaremos si el alexómetro está en una posición perpendicular al plano horizontal (como puede ser una mesa de planitud.). Nos cercioramos de que la aguja habrá dado alguna que otra vuelta, eso significa que el pistón funciona perfectamente y que el proceso de medición va bien. Después hemos visto tenemos una aguja grande y una pequeña que una tomará los milímetros y otra los decimales y centésimas. Fijándonos en las vueltas que ha dado, y la medida que finalmente marca, podremos leer en el reloj la medida final.
Asegurarnos de que el alexómetro es el instrumento adecuado para la pieza que vayamos a medir.
Ser cuidadoso y no dañar las puntas de medición para interiores.
Eliminar cualquier clase de polvo del pistón y contactos de medida antes de usarlo (con papel o tela que no desprenda pelusa).
Revisar que las agujas y el pistón se mueven suavemente. No debe sentirse prieto. Corrija cualquier problema que encuentre ajustando los tornillos de presión y de fijación.
Antes de medir poner el comparador en cero, para ello moveremos la arandela

que tiene en la arista del reloj y lo giraremos hasta el punto en el que creamos conveniente dejarlo y tomarlo como punto de referencia cero, sea tomándolo sin o con pieza el punto de referencia, dependiendo del uso (medición o comparación).
A la hora de la lectura de la medida mirarlo al mismo nivel y paralelamente al reloj comparador para evitar visiones erróneas.
Medir con el alexómetro perpendicularmente al plano horizontal (mesa de planitud…), asegurándonos no dejar ningún tipo de desvío.
Asegurarnos de que el pistón que tenemos, es el adecuado para la medición.
La cinta métrica: Es utilizada en medición de distancias se construye en una delgada lámina de acero al cromo, o de aluminio, o de un tramado de fibras de carbono unidas mediante un polímero de teflón (las más modernas). Las cintas métricas más usadas son las de 5, 10, 15, 20, 25, 30, 50 y 100 metros.
Las dos últimas son llamadas de agrimensor y se construyen únicamente en acero, ya que la fuerza necesaria para tensarlas podría producir la extensión de las mismas si estuvieran construidas en un material menos resistente a la tracción.
Las más pequeñas están centimetradas e incluso algunas milimetradas, con las marcas y los números pintados o grabados sobre la superficie de la cinta, mientras que las de agrimensor están marcadas mediante remaches de cobre o bronce fijos a la cinta cada 2 dm, utilizando un remache algo mayor para los números impares y un pequeño óvalo numerado para los números pares.
Por lo general están protegidas dentro de un rodete de latón o PVC. Las de agrimensor tienen dos manijas de bronce en sus extremos para su exacto tensado y es posible desprenderlas completamente del rodete para mayor comodidad..
Distintos modelos de cintas métricas
Calibre fijo
Se llama galga o calibre fijo a los elementos que se utilizan en el mecanizado de piezas para la verificación de las cotas con tolerancias estrechas cuando se trata de la verificación de piezas en serie.
La galga también es una unidad de medida utilizada para indicar el grosor de materiales

muy delgados o extremadamente finos. La galga es el grosor del objeto en micras multiplicado por 4. Así por ejemplo, diremos que una lámina de polietileno que tiene un grosor de 25 micras (0,025 mm.) es Galga 100. Una micra es la milésima parte de un milímetro, es decir, 0,001 mm.
Las galgas están formadas por un mango de sujeción y dos elementos de medida, donde una medida corresponde al valor máximo de la cota a medir, y se llama NO PASA, y la otra medida corresponde al valor mínimo de la cota a medir y se llama PASA.
Las galgas son de acero templado y rectificado con una gran precisión de ejecución.
Galgas de espesores
La llave dinamométrica es una herramienta manual que se utiliza para apretar los tornillos que por sus condiciones de trabajo tienen que llevar un par de apriete muy exacto.
Hay tornillos que si van poco apretados se van a aflojar causando una avería en la máquina que los incorpora, y si van muy apretados se pueden descabezar y romperse los tornillos por exceso de tensión.
Para estos casos de apriete de precisión se utilizan las llaves dinamométricas. Una llave dinamométrica consisten en una llave fija de vaso que puede ser
intercambiable con otras llaves de vaso de otras dimensiones, a la que se acopla un brazo que incorpora un mecanismo en el que se regula el par de apriete, de forma que si se intenta apretar más, salta el mecanismo que lo impide. Nunca se debe reapretar a mano un tornillo que antes haya sido apretado al par adecuado ni utilizar una llave dinamométrica para aflojar tornillos
Llave dinamométrica de reloj, uso de una llave dinamométrica

Reconozca, identifique y en documento y haga un listado apoyado en fotografías de
herramientas Utilizadas para la inspección de motores.
Calibrador pie de rey
Regla planitud.
Micrómetro.
Comparador de caratulas.
Manómetros.
Compresimetro.
Vacuómetro.
Osciloscopio.
Alexometro.
Calibrador de galgas.
Llave dinamométrica.
Analizador de gases.
Llaves: de vaso, de estrella, fijas.
Trinquete ó ratchet.
Volvedor.
Mangos: deslizante, acelerador.
Junta cardan.
Cierra anillos.
Explicación y demostración de mediciones hechas sobre motores por Parte de los
alumnos aprendices.
Longitud de válvulas: Con esta medición verificamos la longitud de cada válvula y la
comparamos con los datos del manual del fabricante, para de esta forma saber cuál es su
desgaste. Esta medida la tomamos con el calibrador pie de rey.
Diámetro de los vástagos de las válvulas: Con esta medida sabremos cual es el
desgaste de los vástagos, y para tomarla utilizamos el micrómetro. Esta medida debe ser
tomada arriba, en el centro y abajo del vástago.

Juego de válvula: Introducimos la válvula en su respectiva posición en la culata,
dejándola abierta aproximadamente con una distancia de una pulgada, procedemos a
tomar la medida con un comparador de caratulas. La idea es que en esta posición
movemos la válvula para que el comparador de caratula registre el juego.
Verificación de los muelles de válvula: Para tomar esta medida utilizamos el pie de rey,
de la forma que nos muestra la figura.
Desviación del muelle respecto a la vertical: Para tomar esta medida utilizamos una
escuadra y un calibrador de galgas, ubicamos un lugar que sea plano, colocamos el
resorte en posición vertical y junto a él colocamos la escuadra, luego procedemos a medir
con las galgas la desviación si la hubiere.

Excentricidad del árbol de levas y del cigüeñal: Colocamos el eje de levas ó cigüeñal
en dos apoyos hechos para este fin, luego colocamos y aseguramos el comparador de
caratulas, hacemos girar el eje sin llegarlo a mover. En el caso del cigüeñal la prueba se
realiza en los muñones de bancada.
Diámetro exterior de los apoyos del árbol de levas: Para tomar esta medida utilizamos
el micrómetro, se realizan dos medidas en cruz.

Medida máxima del lóbulo de levas: Para tomar esta medida utilizamos el micrómetro,
de la que muestra la figura.
Juego axial: Para realizar esta prueba utilizamos el comparador de caratulas, colocamos
el cigüeñal en el bloque y luego ajustamos el comparador en uno de los extremos del
cigüeñal, luego procedemos a mover al cigüeñal, hacia adelante y hacia atrás de esta
forma verificamos la medida.
Alabeo del volante: Esta prueba se realiza con el comparador de caratulas, con el
volante en su posición, se ajusta y asegura el comparador, se gira el volante y se toma el
resultado de la medida registrada. Es algo parecido a la siguiente imagen pero con el
volante y no un freno de disco.

AFIANZAMIENTO DEL APRENDIZAJE
DESMONTAJE Y VERIFICACIÓN DE LA CULATA
LONGITUD DE LA VALVULA
Medida tomada con el calibrador pie de rey
Cilindro No. Válvula de admisión Válvula de escape
1 100.46mm 100.50mm
2 100.48mm 100.51mm
3 100.48mm 100.49mm
4 100.47mm 100.48mm

DIAMETRO DEL VASTAGO DE LAS VALVULAS Medida tomada con el micrometro
Cilindro No. Válvula Arriba Centro Abajo
1 Válvula admisión 7mm 6.6mm 7mm
Válvula escape 7mm 6.6mm 7mm
2 Válvula admisión 7mm 6.6mm 7mm
Válvula escape 7mm 6.6mm 7mm
3 Válvula admisión 7mm 6.6mm 7mm
Válvula escape 7mm 6.6mm 7mm
4 Válvula admisión 7mm 6.6mm 7mm
V Válvula escape 7mm 6.6mm 7mm
JUEGO DE VALVULAS Medida tomada con el comparador de caratulas
Cilindro No. Válvula de admisión Válvula de escape
1 0.9mm 0.9mm
2 0.9mm 0.9mm
3 0.9mm 0.9mm
4 0.9mm 0.9mm
LONGITUD MUELLES DE VALVULAS Medida tomada con el calibrador pie de rey

Cilindro No. Muelle válvula de admisión Muelle válvula de escape
1 41mm 41mm
2 41mm 40.9mm
3 41mm 41mm
4 40.8mm 41mm
DESVIACION DEL MUELLE RESPECTO A LA VERTICAL Medida tomada con una escuadra y un calibrador de espesores
Cilindro No. Muelle de admisión Muelle de escape
1 100.46mm 100.50mm
2 100.48mm 100.51mm
3 100.48mm 100.49mm
4 100.47mm 100.48mm DIAMETRO DE APOYOS EJE DE LEVAS
Medida tomada con el micrómetro
Apoyo 1 Apoyo 2 Apoyo 3 Apoyo 4 Apoyo 5
Medida A 40.41mm 40.20mm 39.94mm 39.70mm 39.43mm
Medida B 40.43mm 40.22mm 39.98mm 39.74mm 39.40mm

MEDIDA MÁXIMA DEL LÓBULO DE LAS LEVAS Medida tomada con el micrómetro
Cilindro No. Leva de admisión Leva de escape
1 31.72mm 32.14mm
2 31.71mm 32.21mm
3 31.67mm 32.19mm
4 31.66mm 32.20mm
VERIFICACION DEL CIGÜEÑAL OVALIZACION Y CONICIDAD DEL CIGÜEÑAL
Medida tomada con el micrómetro BIELA
Cilindro 1 2 3 4
x y x y x y x y
Muñón de biela Lado a
59.75mm 59.63 mm
59.84 mm
59.75 mm
59.63 mm
59.80 mm
59.58 mm
59.53 mm
Muñón de biela Lado b
59.64mm 59.72 mm
59.58 mm
59.56 mm
59.53 mm
59.71 mm
59.50 mm
59.65 mm
BANCADA
Muñón 1 2 3 4 5
x y x y x y x y x y
Muñón de bancada Lado a
59.75mm
59.63 mm
59.84 mm
59.75 mm
59.63 mm
59.80 mm
59.58 mm
59.53 mm
59.53
mm
59.63m
m
Muñón de bancada Lado b
59.64mm
59.72 mm
59.58 mm
59.56 mm
59.53 mm
59.71 mm
59.50 mm
59.63
59.63
mm
59.58m
m

-Haga una tabla comparativa en los diferentes sistemas de medición, Teniendo como
referencia las mediciones realizadas en el punto anterior.
LONGITUD DE LA VALVULA Medida tomada con el calibrador pie de rey
Cilindro No. Válvula admisión Válvula escape Sistema Ingles
1 100.46mm 4.0184 pulgadas
1 100.50mm 4.02 pulgadas
2 100.48mm 4.0192 pulgadas
2 100.51mm 4.0204 pulgadas
3 100.48mm 4.0192 pulgadas
3 100.49mm 4.0196 pulgadas
4 100.47mm 4.0188 pulgadas
4 100.48mm 4.0192 pulgadas
DIAMETRO DEL VASTAGO DE LAS VALVULAS
Medida tomada con el micrometro
Cilindro No.
Válvula Arriba Arriba Centro Centro Abajo Abajo
1 Admisión 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
1 Escape 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
2 Admisión 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
2 Escape 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
3 Admisión 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
3 Escape 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
4 Admisión 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
4 Escape 7mm 0.28 pulg. 6.6mm 0.264pulg. 7mm 0.28 pulg.
JUEGO DE VALVULAS Medida tomada con el comparador de caratulas
Cilindro No. Válvula de admisión
Válvula de admisión
Válvula de escape
Válvula de escape
1 0.9mm 0.036 pulg.
1 0.9mm 0.036 pulg.
2 0.9mm 0.036 pulg.
2 0.9mm 0.036 pulg.
3 0.9mm 0.036 pulg.
3 0.9mm 0.036 pulg.
4 0.9mm 0.036 pulg.
4 0.9mm 0.036 pulg.

LONGITUD MUELLES DE VALVULAS Medida tomada con el calibrador pie de rey
Cilindro No. Muelle válvula de admisión
Muelle válvula de admisión
Muelle válvula de escape
Muelle válvula de escape
1 41mm 1.64 pulg.
1 41mm 1.64 pulg.
2 41mm 1.64 pulg.
2 40.9mm 1.636 pulg.
3 41mm 1.64 pulg.
3 41mm 1.64 pulg.
4 40.8mm 1.632 pulg.
4 41mm 1.64 pulg.
DIAMETRO DE APOYOS EJE DE LEVAS Medida tomada con el micrómetro
Apoyo 1 Apoyo 2 Apoyo 3 Apoyo 4 Apoyo 5
Medida A 40.41mm 40.20mm 39.94mm 39.70mm 39.43mm
Medida B 40.43mm 40.22mm 39.98mm 39.74mm 39.40mm
Medida A 1.6164pulg. 1.608pulg. 1.5976pulg. 1.588pulg. 1.5772pulg.
Medida B 1.6172pulg. 1.6088pulg. 1.5992pulg. 1.5896pulg. 1.576pulg.
MEDIDA MÁXIMA DEL LÓBULO DE LAS LEVAS Medida tomada con el micrómetro
Cilindro No. Leva de admisión
Leva de admisión
Leva de escape Leva de escape
1 31.72mm 1.2688pulg.
1 32.14mm 1.2856pulg
2 31.71mm 1.2684pulg.
2 32.21mm 1.2884pulg.
3 31.67mm 1.2668pulg.
3 32.19mm 1.2876pulg.
4 31.66mm 1.2664pulg.
4 32.20mm 1.288pulg.
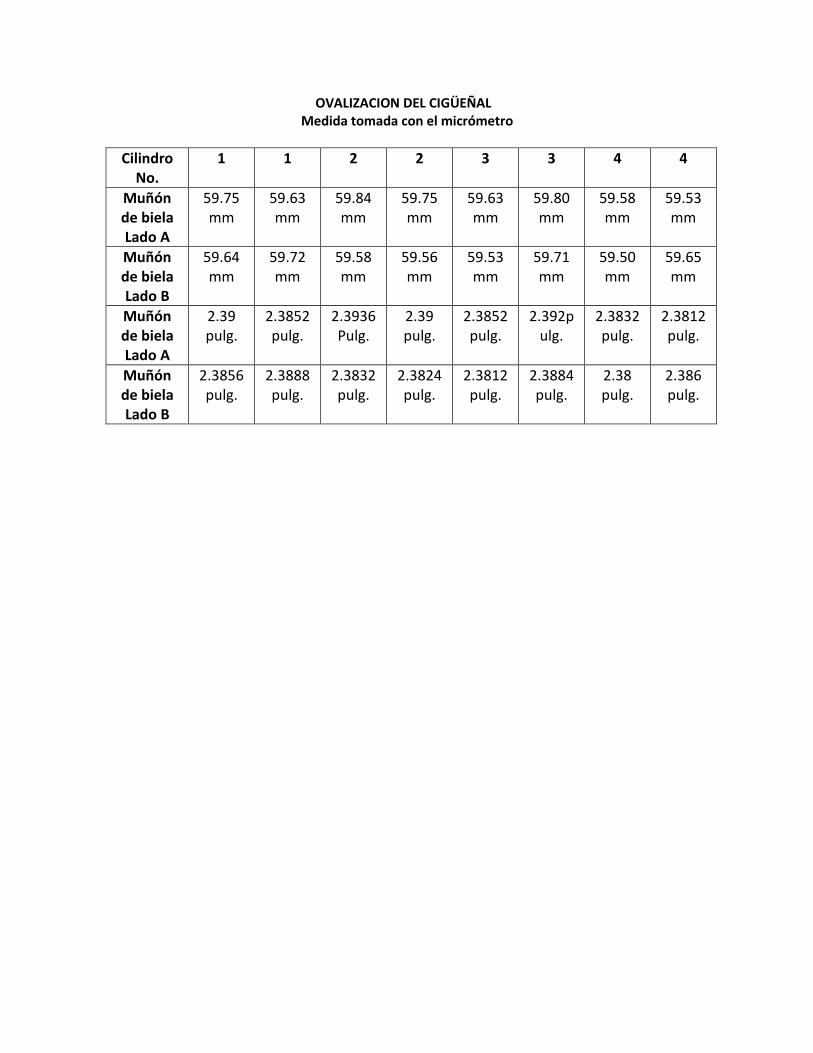
OVALIZACION DEL CIGÜEÑAL Medida tomada con el micrómetro
Cilindro No.
1 1 2 2 3 3 4 4
Muñón de biela Lado A
59.75 mm
59.63 mm
59.84 mm
59.75 mm
59.63 mm
59.80 mm
59.58 mm
59.53 mm
Muñón de biela Lado B
59.64 mm
59.72 mm
59.58 mm
59.56 mm
59.53 mm
59.71 mm
59.50 mm
59.65 mm
Muñón de biela Lado A
2.39 pulg.
2.3852 pulg.
2.3936Pulg.
2.39 pulg.
2.3852 pulg.
2.392pulg.
2.3832 pulg.
2.3812 pulg.
Muñón de biela Lado B
2.3856 pulg.
2.3888 pulg.
2.3832 pulg.
2.3824 pulg.
2.3812 pulg.
2.3884 pulg.
2.38 pulg.
2.386 pulg.




















