
Dense Alumina–Zirconia Coatings Using the Solution Precursor Plasma Spray Process
7
Dense Alumina–Zirconia Coatings Using the Solution Precursor Plasma Spray Process Dianying Chen, z Eric H. Jordan, w,y Maurice Gell, z and Xinqing Ma z z Materials Science and Engineering Program, Institute of Materials Science, University of Connecticut, Storrs, Connecticut 06269 y Department of Mechanical Engineering, University of Connecticut, Storrs, Connecticut 06269 z Inframat Corporation, Farmington, Connecticut 06032 For the first time, dense coatings have been made by the solution precursor plasma spray (SPPS) process. The conditions are de- scribed for the deposition of dense Al 2 O 3 –40 wt% 7YSZ (yttria- stabilized zirconia) coatings; the coatings are characterized and their thermal stability is evaluated. X-ray diffraction analysis shows that the as-sprayed coating is composed of a-Al 2 O 3 and tetragonal ZrO 2 phases with grain sizes of 72 and 56 nm, re- spectively. The as-sprayed coating has a 95.6% density and consists of ultrafine splats (1–5 lm) and unmelted spherical particles (o0.5 lm). The lamellar structure, typical of conven- tional plasma-sprayed coatings, is absent at the same scale in the SPPS coating. The formation of a dense Al 2 O 3 –40 wt% 7YSZ coating is favored by the lower melting point of the eutectic composition, and resultant superheating of the molten particles. Phase and microstructural thermal stabilities were investigated by heat treatment of the as-sprayed coating at temperatures of 10001–15001C. No phase transformation occurs, and the grain size is still in the nanometer range after the 15001C exposure for 2 h. The coating hardness increases from 11.8 GPa in the as- coated condition to 15.8 GPa following 15001C exposure due to a decrease in coating porosity. I. Introduction B ULK nanostructured materials have exhibited excellent prop- erties such as hardness, strength, and wear resistance over conventional, micrograined counterparts. 1 Recently, the tech- nology for deposition of nanostructured ceramics coatings using the plasma spraying process has been developed. 2–5 It is report- ed that nanostructured coatings, with a duplex microstructure, have improved mechanical properties compared with that ob- served in commercial coatings. Duplex nanostructured Al 2 O 3 – 13 wt% TiO 2 coatings have superior mechanical properties, such as a two times increase in adhesion strength, a three times in- crease in abrasive wear resistance, and a much better spallation resistance in bend and cup tests, in comparison with convention- al coatings. 2–4 Plasma-sprayed nanostructured zirconia coatings also possess better wear resistance than traditional coarser- grained coatings. 6 In air plasma spray (APS), individual nanoparticles cannot be thermally sprayed because of their low mass and the resultant inability to be carried in a moving gas stream and deposited on a substrate. 3 To overcome this, reconstitution of individual nano- particles into spherical micrometer-sized granules is necessary. Recently, a solution precursor plasma spray (SPPS) process was developed for the deposition of durable, low-thermal- conductivity 7YSZ (yttria-stabilized zirconia) thermal barrier coatings. 7,8 In the SPPS process, liquid-precursor solutions are injected directly into the plasma jet. The atomized droplets un- dergo a series of physical and chemical reactions before depo- sition on the substrate as a coating. The SPPS process for the deposition of ceramic coatings offers several advantages over the conventional plasma spray method, such as circumvention of the powder-feedstock preparation step, better control over the chemistry of the deposit, the ability to deposit compositionally graded coatings with ease, the ability to deposit coatings that are inherently nanostructured (nanometer-scale grain sizes), and processing versatility. These advantages and the potential to de- posit a wide range of ceramics (oxides and nonoxides) make the SPPS method attractive. Both alumina and zirconia have gained wide applications as structural ceramics or protective coatings due to their excellent mechanical and thermal properties. In the Al 2 O 3 –ZrO 2 binary system, there is a eutectic with the composition of Al 2 O 3 –40 wt% ZrO 2 at 18801C. Because the eutectic temperature is lower than the melting points of pure zirconia (B27001C) and pure alumina (B21001C), the droplets with this eutectic composition will be easily melted compared with the pure zirconia and alumina. Because a dense coating using the SPPS process is de- pendent on generating exclusively ultra-fine splats, 9 it was hy- pothesized that this would be a favorable composition for demonstrating the ability of the SPPS process to make dense coatings. II. Experimental Procedure (1) Precursor Preparation The precursor is an aqueous solution containing aluminum, yttrium, and zirconium salts that are mixed based on molar volumes to produce a ceramic composition of Al 2 O 3 –40 wt% 7YSZ (7 wt% Y 2 O 3 ). (2) Precursor Characterization The precursor solution was dried on a hot plate at B1001C. To study the phase evolution of the solution precursor, the dried precursor powders were then heated to various temperatures (8001–12001C) at a heating rate of 101C/min, and then held for 1 h. (3) Plasma Spray Deposition Figure 1 shows the SPPS process, where an atomizing nozzle, attached to the plasma torch, injects solution precursor mist into the plasma jet. The direct current (DC) plasma torch used here is the Metco 9MB (Sulzer—Metco, Westbury, NY), which is attached to a six-axis robotic arm. Argon and hydrogen are used W. Mullins—contributing editor This work was supported by the U.S. Office of Naval Research under Grant No. N00014-02-1-0171 managed by Dr. Lawrence Kabacoff. w Author to whom correspondence should be addressed. e-mail: [email protected] Manuscript No. 22628. Received December 26, 2006; approved July 20, 2007. J ournal J. Am. Ceram. Soc., 91 [2] 359–365 (2008) DOI: 10.1111/j.1551-2916.2007.02023.x r 2007 The American Ceramic Society 359
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Dense Alumina–Zirconia Coatings Using the Solution Precursor Plasma Spray Process

Dense Alumina–Zirconia Coatings Using the Solution Precursor PlasmaSpray Process
Dianying Chen,z Eric H. Jordan,w,y Maurice Gell,z and Xinqing Maz
zMaterials Science and Engineering Program, Institute of Materials Science, University of Connecticut, Storrs,Connecticut 06269
yDepartment of Mechanical Engineering, University of Connecticut, Storrs, Connecticut 06269
zInframat Corporation, Farmington, Connecticut 06032
For the first time, dense coatings have been made by the solutionprecursor plasma spray (SPPS) process. The conditions are de-scribed for the deposition of dense Al2O3–40 wt% 7YSZ (yttria-stabilized zirconia) coatings; the coatings are characterized andtheir thermal stability is evaluated. X-ray diffraction analysisshows that the as-sprayed coating is composed of a-Al2O3 andtetragonal ZrO2 phases with grain sizes of 72 and 56 nm, re-spectively. The as-sprayed coating has a 95.6% density andconsists of ultrafine splats (1–5 lm) and unmelted sphericalparticles (o0.5 lm). The lamellar structure, typical of conven-tional plasma-sprayed coatings, is absent at the same scale in theSPPS coating. The formation of a dense Al2O3–40 wt% 7YSZcoating is favored by the lower melting point of the eutecticcomposition, and resultant superheating of the molten particles.Phase and microstructural thermal stabilities were investigatedby heat treatment of the as-sprayed coating at temperatures of10001–15001C. No phase transformation occurs, and the grainsize is still in the nanometer range after the 15001C exposure for2 h. The coating hardness increases from 11.8 GPa in the as-coated condition to 15.8 GPa following 15001C exposure due toa decrease in coating porosity.
I. Introduction
BULK nanostructured materials have exhibited excellent prop-erties such as hardness, strength, and wear resistance over
conventional, micrograined counterparts.1 Recently, the tech-nology for deposition of nanostructured ceramics coatings usingthe plasma spraying process has been developed.2–5 It is report-ed that nanostructured coatings, with a duplex microstructure,have improved mechanical properties compared with that ob-served in commercial coatings. Duplex nanostructured Al2O3–13 wt%TiO2 coatings have superior mechanical properties, suchas a two times increase in adhesion strength, a three times in-crease in abrasive wear resistance, and a much better spallationresistance in bend and cup tests, in comparison with convention-al coatings.2–4 Plasma-sprayed nanostructured zirconia coatingsalso possess better wear resistance than traditional coarser-grained coatings.6
In air plasma spray (APS), individual nanoparticles cannot bethermally sprayed because of their low mass and the resultantinability to be carried in a moving gas stream and deposited on asubstrate.3 To overcome this, reconstitution of individual nano-particles into spherical micrometer-sized granules is necessary.
Recently, a solution precursor plasma spray (SPPS) processwas developed for the deposition of durable, low-thermal-conductivity 7YSZ (yttria-stabilized zirconia) thermal barriercoatings.7,8 In the SPPS process, liquid-precursor solutions areinjected directly into the plasma jet. The atomized droplets un-dergo a series of physical and chemical reactions before depo-sition on the substrate as a coating. The SPPS process for thedeposition of ceramic coatings offers several advantages over theconventional plasma spray method, such as circumvention ofthe powder-feedstock preparation step, better control over thechemistry of the deposit, the ability to deposit compositionallygraded coatings with ease, the ability to deposit coatings that areinherently nanostructured (nanometer-scale grain sizes), andprocessing versatility. These advantages and the potential to de-posit a wide range of ceramics (oxides and nonoxides) make theSPPS method attractive.
Both alumina and zirconia have gained wide applications asstructural ceramics or protective coatings due to their excellentmechanical and thermal properties. In the Al2O3–ZrO2 binarysystem, there is a eutectic with the composition of Al2O3–40wt% ZrO2 at 18801C. Because the eutectic temperature is lowerthan the melting points of pure zirconia (B27001C) and purealumina (B21001C), the droplets with this eutectic compositionwill be easily melted compared with the pure zirconia andalumina. Because a dense coating using the SPPS process is de-pendent on generating exclusively ultra-fine splats,9 it was hy-pothesized that this would be a favorable composition fordemonstrating the ability of the SPPS process to make densecoatings.
II. Experimental Procedure
(1) Precursor Preparation
The precursor is an aqueous solution containing aluminum,yttrium, and zirconium salts that are mixed based on molarvolumes to produce a ceramic composition of Al2O3–40 wt%7YSZ (7 wt% Y2O3).
(2) Precursor Characterization
The precursor solution was dried on a hot plate at B1001C. Tostudy the phase evolution of the solution precursor, the driedprecursor powders were then heated to various temperatures(8001–12001C) at a heating rate of 101C/min, and then held for1 h.
(3) Plasma Spray Deposition
Figure 1 shows the SPPS process, where an atomizing nozzle,attached to the plasma torch, injects solution precursor mist intothe plasma jet. The direct current (DC) plasma torch used hereis the Metco 9MB (Sulzer—Metco, Westbury, NY), which isattached to a six-axis robotic arm. Argon and hydrogen are used
W. Mullins—contributing editor
This work was supported by the U.S. Office of Naval Research under Grant No.N00014-02-1-0171 managed by Dr. Lawrence Kabacoff.
wAuthor to whom correspondence should be addressed. e-mail: [email protected]
Manuscript No. 22628. Received December 26, 2006; approved July 20, 2007.
Journal
J. Am. Ceram. Soc., 91 [2] 359–365 (2008)
DOI: 10.1111/j.1551-2916.2007.02023.x
r 2007 The American Ceramic Society
359

as the primary and the secondary plasma gases, respectively.The coating was deposited on Type 304 stainless steel substrates(disks 25 mm diameter, 3 mm thickness) with an APS NiAl bondcoat (Metco 450NS, Ni5Al, B100 mm thickness).
To investigate phase and microstructural stability, the as-sprayed coatings were detached by immersion of the specimen ina bath of hydrochloric acid. The acid attacked the substrate/topcoat interface and the coating become detached after 1 week.The detached specimens were then heated in a furnace at tem-peratures of 11001, 12001, 13001, 14001, and 15001C for 2 h.
(4) Characterization
The crystalline phase composition of all samples was determinedusing X-ray diffraction, (XRD, CuKa radiation; D5005, BrukerAXS, Karlsruhe, Germany). The XRD patterns were collectedin a 2y range from 201 to 801 at a scanning rate of 21/min. Theaverage crystallite size was estimated based on XRD peakbroadening using the Scherrer formula10
Dhkl ¼0:9l
bhklcosy
where Dhkl is the average dimension of crystallites, l is thewavelength of the X-ray radiation (l5 0.15405 nm), and y is theBragg angle of reflection of a specific crystalline plane, and bhklis the full-width of half-maximum (FWHM) of the peak inten-sity after correction for the instrumental line broadening. Fortetragonal ZrO2, a (111) reflection was used and for a-Al2O3,a (012) reflection was used. There are several ways to take theinstrumental line broadening into account. One suggested byTaylor11 and used in this study is
bhkl ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiB2 � b2p
where B is the FWHM of the peak and b is the instrumental linebroadening. The instrumental line broadening was obtainedfrom FWHM of peaks in the same angular region for poly-crystalline a-Al2O3 and ZrO2 samples with a crystal size41 mm.
The chemical composition and the binding state of elementsin the deposited coating surface were characterized by X-rayphotoelectron spectroscopy (XPS, VG Scientific ESCALABMark II) using a MgKa X-ray source and a pass energy of 60eV. All the spectra were calibrated at the Carbon 1s bindingenergy (284.8 eV). Survey scans were performed up to 1100 eVat 1 eV/s. The data analysis was performed with CasaXPSsoftware. The relative sensitivity factors were selected from theScofield element library in CasaXPS.
An environmental scanning electron microscope (ESEM2020, Philips Electron Optics, Eindhoven, the Netherlands)and a JEOL JSM-6335F field emission scanning electron mi-croscope (FESEM) were used to characterize the coatingmicrostructure. Coating porosity was measured on the polishedcross section (�2500 magnification) by image analysis. TheVickers hardness of the as-sprayed coatings was measured on
the polished cross section with a 0.98 N normal load and a dwelltime of 15 s. The hardness value for each sample is the averageof 10 measurements.
III. Experimental Results
(1) Solution Precursor Phase Evolution
The XRD patterns of the Al2O3–40 wt% 7YSZ composite pow-ders heated in the lab furnace at various temperatures are dis-played in Fig. 2. It can be seen that at 8001C, the compositepowders are still amorphous. The zirconia crystalline peak in thecomposite powders begins to appear at 9001C, which is muchhigher than the crystallization temperature (B4001C) of zirconiafrom the pure zirconium salt precursor.12 The increased crystal-lization temperature of zirconia may result because Al2O3 sup-presses zirconia crystallization.13 a-Al2O3 was formed atB12001C, without experiencing any other intermediate phases,such as, g, d, y, in the calcined samples.
(2) Deposition of Dense SPPS Al2O3–7YSZ Coatings
Figure 3 shows the representative surface morphology of the as-sprayed Al2O3–40 wt% 7YSZ coating. The coating is composedof ultrafine splats (1–5 mm) and dense fine spheres. No gel-likeunpyrolyzed precursor appears on the coating surface. The ul-trafine splats are quite similar to what is observed in APS coat-ings; however, the diameters of the splats in the SPPS coating(1–5 mm) are much smaller than that in a typical APS coating(100–150 mm).5,14 These splats and spherical particles indicatethat melting and solidification take place during SPPS coatingformation.
Copper Anode
TungstenCathode
+
+
-
Plasma Jet
SolutionPrecursor
Gas
Atomizing Nozzle
Substrate
Coating
Fig. 1. Schematic illustration of the solution precursor plasma sprayprocess.
20 30 40 50 60 70 80
1200°C
1100°C
1000°C
900°C
800°C
2θ (°)
α ααZ
ZZ
α
ZZ
ZZ
Z
Z
Fig. 2. X-ray diffraction patterns of as-calcined powders: (Z: Zirconia,a: a-Al2O3).
Fig. 3. Typical coating surface morphology.
360 Journal of the American Ceramic Society—Chen et al. Vol. 91, No. 2

The XRD pattern (Fig. 4(a)) shows that the coating is com-posed of two distinct phases: a-Al2O3 and ZrO2. The split of(400) and (004) peaks shown in Fig. 4(g) indicates that thezirconia phase is metastable tetragonal (t0). The grain sizes ofa-Al2O3 and metastable tetragonal ZrO2 phases determined bythe Scherrer equation are 72 and 56 nm, respectively.
XPS investigation of the as-sprayed coating surface has beenconducted (Fig. 5). The atomic ratio of Al and Zr elements wascalculated by considering the sensitivity factor using CasaXPSsoftware from the integrated area under the assigned elementpeak in the XPS spectra. It shows the molar ratio of Al over Zris 3.65, which is very close to the theoretical molar ratio of 3.61.The results indicate that the coating composition can be con-trolled from the precursor chemistry.
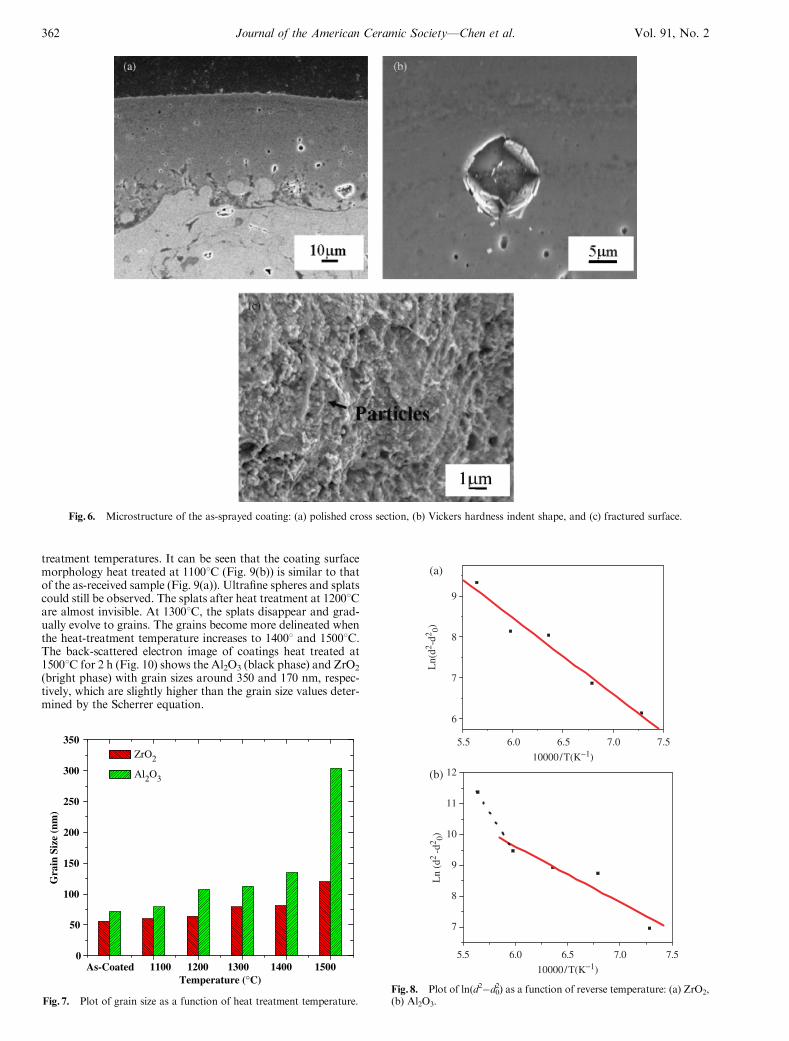
Polished cross sections of the as-sprayed coating are present-ed in Figs. 6(a) and (b). The thickness of the coating is approx-imately 50 mm. A lamellar structure, which is a commoncharacteristic in conventional plasma-sprayed coatings, cannotbe seen at this magnification in the present SPPS coating. Thecoating is quite dense, with a measured porosity of only 4.4%,based on image analysis. The average hardness of the as-sprayedcoating is 11.8 GPa. The typical Vickers indentation shape isshown in Fig. 6(b). Figure 6(c) shows a SEM micrograph of thefracture surface of an as-deposited coating. Spherical particlesare observed in the fracture surface (as indicated by the arrow),which are trapped and cemented into the coating by subsequentdeposits.
(3) Heat Treatment of the As-Sprayed Coatings
(A) Phase Stability and Grain Growth ActivationEnergy: The coating phase and microstructure stability areinvestigated by heat treatment for 2 h at temperatures between11001 and 15001C. Figure 4 shows the typical XRD patterns ofthe heat-treated coatings. It can be seen that both the Al2O3 andZrO2 peak intensities after heat treatment are stronger than inthe as-received coating. Again, the split of (400) and (004) peaks(Fig. 4(h)) of the 7YSZ phase indicates that the coating stillretains the metastable tetragonal zirconia phase after 15001Cheat treatment; no phase transformation occurred during heattreatment. The average grain size of Al2O3 and ZrO2 determinedby the Scherrer equation is plotted in Fig. 7. Up to 14001C, boththe Al2O3 and ZrO2 grain sizes increase very slowly. At 15001C,the Al2O3 grain size coarsens more quickly than 7YSZ grains,but is still within the nanometer range. Owing to the rapid Al2O3
grains’ growth at 15001C, in the following part, the calculationof the activation energy for Al2O3 grain growth is based on thegrain size data at heat treatments below 15001C.
The activation energies of grain growth for Al2O3 and ZrO2
are calculated by the following equation15
d2 � d20 ¼ kt
where d is the grain size, d0 is the initial grain size, and t isthe time. The term k is sensitive to temperature and is usuallywritten as
k ¼ k0 exp�QRT
� �
The grain size as a function of temperature can also beexpressed as
lnðd2 � d20 Þ ¼
�QRTþ k
0
0
where k0 and k00 are constant. By plotting ln(d2�d02) as a func-tion of the inverse temperature, the activation energy can becalculated from the slope. Figure 8 shows the plot of ln(d2�d02)as a function of the inverse temperature for Al2O3 and ZrO2,respectively. From the slope of Fig. 8, the activation energiesfor Al2O3 and ZrO2 grain growth were determined to be Q(Al2O3)5 150.5718.5 kJ/mol and Q (ZrO2)5 154.6736.5kJ/mol, respectively.
(B) Microstructural Evolution: Figure 9 illustrates theSEM secondary electron images of coatings at various heat-
1000 800 600 400 200 0
2000
4000
6000
8000
10000
12000
CK
LL
OK
LL
O1s
Zr
3p 1
/2Z
r3p
3/2
C1s
Zr
3d
Al 2
sA
l 2p
CPS
Binding energy (eV)
Fig. 5. X-ray photoelectron spectroscopy of the as-sprayed coating.
20 40 60 80
(f)
(e )
(d )
(c)
(b )
2θ (°) 2θ (°)
(111
)
α
t
(012
)
(a)
71 72 73 74 75 76
(004)
(004)
(h)
(g)
(400)
(400)
Fig. 4. X-ray diffraction of the as-sprayed (a, g) and heat-treated coatings at temperatures of (b) 11001C, (c) 12001C, (d) 13001C, (e) 14001C, and (f) and(h) 15001C. (t: tetragonal zirconia; a: a-alumina).
February 2008 Dense Alumina–Zirconia Coatings Using SPPS Process 361
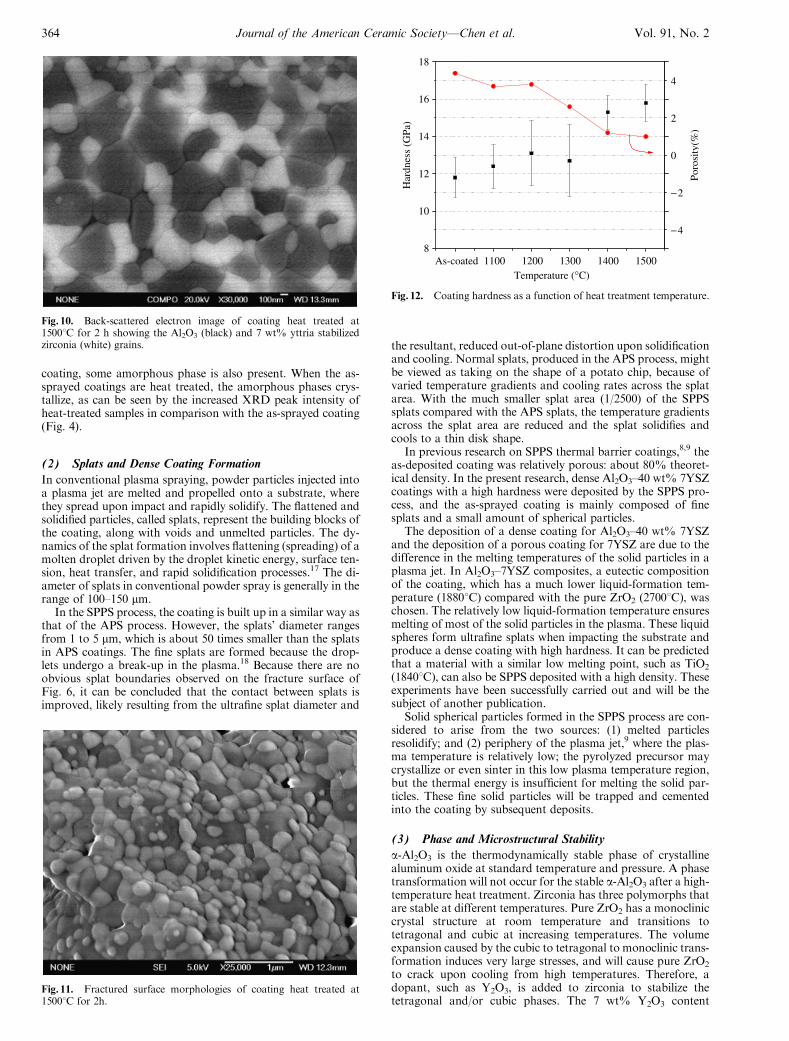
treatment temperatures. It can be seen that the coating surfacemorphology heat treated at 11001C (Fig. 9(b)) is similar to thatof the as-received sample (Fig. 9(a)). Ultrafine spheres and splatscould still be observed. The splats after heat treatment at 12001Care almost invisible. At 13001C, the splats disappear and grad-ually evolve to grains. The grains become more delineated whenthe heat-treatment temperature increases to 14001 and 15001C.The back-scattered electron image of coatings heat treated at15001C for 2 h (Fig. 10) shows the Al2O3 (black phase) and ZrO2
(bright phase) with grain sizes around 350 and 170 nm, respec-tively, which are slightly higher than the grain size values deter-mined by the Scherrer equation.
0
50
100
150
200
250
300
350
Gra
in S
ize
(nm
)
As-Coated 1100 1200 1300 1400 1500Temperature (°C)
ZrO2
Al2O3
Fig. 7. Plot of grain size as a function of heat treatment temperature.
5.5 6.0 6.5 7.0 7.5
6
7
8
9
Ln(
d2 -d2 0)
(a)
5.5 6.0 6.5 7.0 7.5
7
8
9
10
11
12
Ln
(d2
-d2 0)
10000/T(K−1)
10000/T(K−1)
(b)
Fig. 8. Plot of ln(d2�d02) as a function of reverse temperature: (a) ZrO2,(b) Al2O3.
Fig. 6. Microstructure of the as-sprayed coating: (a) polished cross section, (b) Vickers hardness indent shape, and (c) fractured surface.
362 Journal of the American Ceramic Society—Chen et al. Vol. 91, No. 2
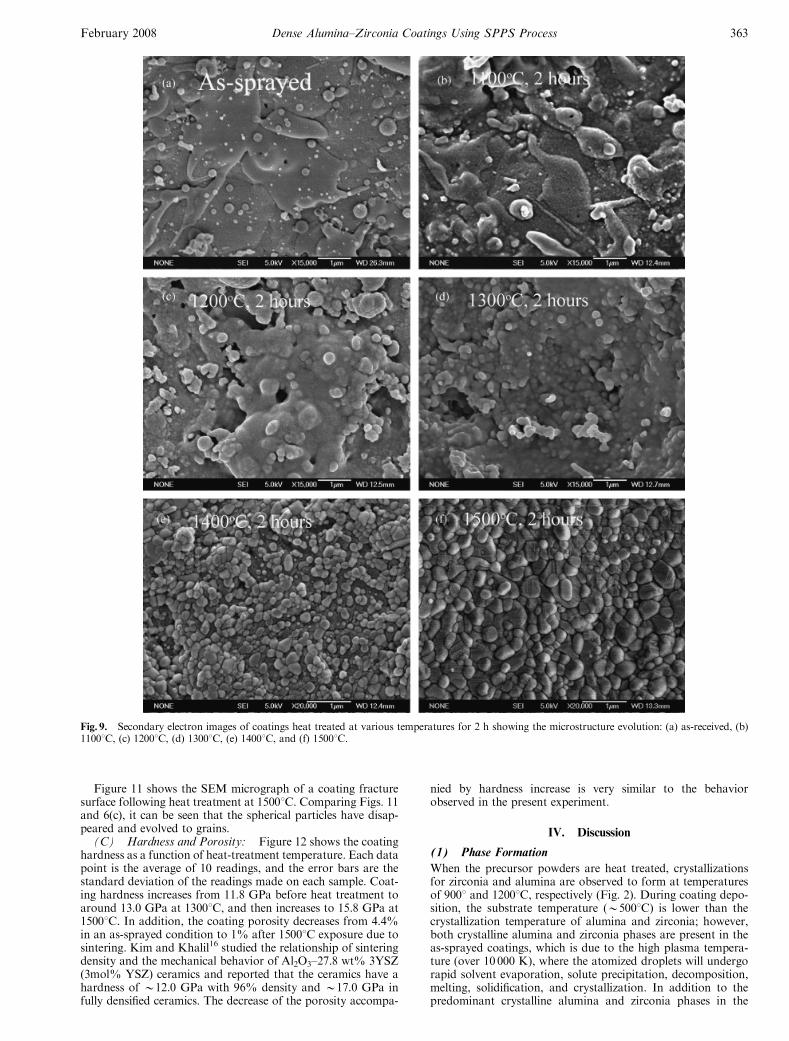
Figure 11 shows the SEM micrograph of a coating fracturesurface following heat treatment at 15001C. Comparing Figs. 11and 6(c), it can be seen that the spherical particles have disap-peared and evolved to grains.
(C) Hardness and Porosity: Figure 12 shows the coatinghardness as a function of heat-treatment temperature. Each datapoint is the average of 10 readings, and the error bars are thestandard deviation of the readings made on each sample. Coat-ing hardness increases from 11.8 GPa before heat treatment toaround 13.0 GPa at 13001C, and then increases to 15.8 GPa at15001C. In addition, the coating porosity decreases from 4.4%in an as-sprayed condition to 1% after 15001C exposure due tosintering. Kim and Khalil16 studied the relationship of sinteringdensity and the mechanical behavior of Al2O3–27.8 wt% 3YSZ(3mol% YSZ) ceramics and reported that the ceramics have ahardness of B12.0 GPa with 96% density and B17.0 GPa infully densified ceramics. The decrease of the porosity accompa-
nied by hardness increase is very similar to the behaviorobserved in the present experiment.
IV. Discussion
(1) Phase Formation
When the precursor powders are heat treated, crystallizationsfor zirconia and alumina are observed to form at temperaturesof 9001 and 12001C, respectively (Fig. 2). During coating depo-sition, the substrate temperature (B5001C) is lower than thecrystallization temperature of alumina and zirconia; however,both crystalline alumina and zirconia phases are present in theas-sprayed coatings, which is due to the high plasma tempera-ture (over 10 000 K), where the atomized droplets will undergorapid solvent evaporation, solute precipitation, decomposition,melting, solidification, and crystallization. In addition to thepredominant crystalline alumina and zirconia phases in the
Fig. 9. Secondary electron images of coatings heat treated at various temperatures for 2 h showing the microstructure evolution: (a) as-received, (b)11001C, (c) 12001C, (d) 13001C, (e) 14001C, and (f) 15001C.
February 2008 Dense Alumina–Zirconia Coatings Using SPPS Process 363
coating, some amorphous phase is also present. When the as-sprayed coatings are heat treated, the amorphous phases crys-tallize, as can be seen by the increased XRD peak intensity ofheat-treated samples in comparison with the as-sprayed coating(Fig. 4).
(2) Splats and Dense Coating Formation
In conventional plasma spraying, powder particles injected intoa plasma jet are melted and propelled onto a substrate, wherethey spread upon impact and rapidly solidify. The flattened andsolidified particles, called splats, represent the building blocks ofthe coating, along with voids and unmelted particles. The dy-namics of the splat formation involves flattening (spreading) of amolten droplet driven by the droplet kinetic energy, surface ten-sion, heat transfer, and rapid solidification processes.17 The di-ameter of splats in conventional powder spray is generally in therange of 100–150 mm.
In the SPPS process, the coating is built up in a similar way asthat of the APS process. However, the splats’ diameter rangesfrom 1 to 5 mm, which is about 50 times smaller than the splatsin APS coatings. The fine splats are formed because the drop-lets undergo a break-up in the plasma.18 Because there are noobvious splat boundaries observed on the fracture surface ofFig. 6, it can be concluded that the contact between splats isimproved, likely resulting from the ultrafine splat diameter and
the resultant, reduced out-of-plane distortion upon solidificationand cooling. Normal splats, produced in the APS process, mightbe viewed as taking on the shape of a potato chip, because ofvaried temperature gradients and cooling rates across the splatarea. With the much smaller splat area (1/2500) of the SPPSsplats compared with the APS splats, the temperature gradientsacross the splat area are reduced and the splat solidifies andcools to a thin disk shape.
In previous research on SPPS thermal barrier coatings,8,9 theas-deposited coating was relatively porous: about 80% theoret-ical density. In the present research, dense Al2O3–40 wt% 7YSZcoatings with a high hardness were deposited by the SPPS pro-cess, and the as-sprayed coating is mainly composed of finesplats and a small amount of spherical particles.
The deposition of a dense coating for Al2O3–40 wt% 7YSZand the deposition of a porous coating for 7YSZ are due to thedifference in the melting temperatures of the solid particles in aplasma jet. In Al2O3–7YSZ composites, a eutectic compositionof the coating, which has a much lower liquid-formation tem-perature (18801C) compared with the pure ZrO2 (27001C), waschosen. The relatively low liquid-formation temperature ensuresmelting of most of the solid particles in the plasma. These liquidspheres form ultrafine splats when impacting the substrate andproduce a dense coating with high hardness. It can be predictedthat a material with a similar low melting point, such as TiO2
(18401C), can also be SPPS deposited with a high density. Theseexperiments have been successfully carried out and will be thesubject of another publication.
Solid spherical particles formed in the SPPS process are con-sidered to arise from the two sources: (1) melted particlesresolidify; and (2) periphery of the plasma jet,9 where the plas-ma temperature is relatively low; the pyrolyzed precursor maycrystallize or even sinter in this low plasma temperature region,but the thermal energy is insufficient for melting the solid par-ticles. These fine solid particles will be trapped and cementedinto the coating by subsequent deposits.
(3) Phase and Microstructural Stability
a-Al2O3 is the thermodynamically stable phase of crystallinealuminum oxide at standard temperature and pressure. A phasetransformation will not occur for the stable a-Al2O3 after a high-temperature heat treatment. Zirconia has three polymorphs thatare stable at different temperatures. Pure ZrO2 has a monocliniccrystal structure at room temperature and transitions totetragonal and cubic at increasing temperatures. The volumeexpansion caused by the cubic to tetragonal to monoclinic trans-formation induces very large stresses, and will cause pure ZrO2
to crack upon cooling from high temperatures. Therefore, adopant, such as Y2O3, is added to zirconia to stabilize thetetragonal and/or cubic phases. The 7 wt% Y2O3 content
Fig. 10. Back-scattered electron image of coating heat treated at15001C for 2 h showing the Al2O3 (black) and 7 wt% yttria stabilizedzirconia (white) grains.
Fig. 11. Fractured surface morphologies of coating heat treated at15001C for 2h.
8
10
12
14
16
18
−4
−2
0
2
4
Poro
sity
(%)
As-coated 1100 1200 1300 1400 1500Temperature (°C)
Har
dnes
s (G
Pa)
Fig. 12. Coating hardness as a function of heat treatment temperature.
364 Journal of the American Ceramic Society—Chen et al. Vol. 91, No. 2

relative to the ZrO2 was chosen for the current composition tostabilize the zirconia. Thus, the as-sprayed and heat-treatedcoatings have the desired metastable tetragonal ZrO2 phase.
Up to 14001C, both the Al2O3 and ZrO2 grain sizes increaseslowly and the two phases’ grain sizes are very close (Fig. 7),which are consistent with their near-identical activation energyvalues. At 15001C, the Al2O3 grain size coarsens more quicklythan 7YSZ grains (Fig. 7); this suggests that the mechanism forgrain coarsening for the Al2O3 above 14001C may be differentfrom that at lower temperatures. It is worth comparing the graingrowth behavior in single- and dual-phase materials. The aver-age grain size for the single- phase 7YSZ coating heat treated at15001C for 2 h is B500 nm (Fig. 13), which is about three timeslarger than that in the Al2O3–40 wt% 7YSZ dual-phase coating.The limited grain growth of zirconia in the Al2O3–40 wt% ZrO2
nanocomposite can be attributed to the limited solid solubilityof the two phases and the increased diffusion path relative to thesingle-phase oxides. According to the phase diagram,19 the mu-tual solubility of Al2O3 and ZrO2 is very limited. Grain growthwill, therefore, be controlled by grain boundary and interphase-boundary diffusion. Because there is 40 wt% 7YSZ in the com-posite coating, the 7YSZ and Al2O3 grains are interpenetrated(Fig. 10). It is expected that the grain growth occurs mainly bydiffusion of species along interphase boundaries, rather thangrain boundaries. Therefore, the diffusion path will be increased.As a result, grain growth behavior is inhibited. The results pre-sented here are consistent with the previous work on bulkceramic sintering of Al2O3–58.7 wt% ZrO2,
20 where coarseningis severely retarded by a dual-phase interpenetrating microstruc-ture. The growth rates in the duplex composition Al2O3–58.7wt% ZrO2 are 160 and 3500 times lower that that for single-phase Al2O3 and ZrO2, respectively.
20
V. Conclusions
Dense Al2O3–7YSZ nanocomposite coatings with high hardnesshave been deposited using the SPPS process. The coating iscomposed of nanograined a-alumina and tetragonal zirconiaphases. The deposition of a dense coating is attributed to theformation of ultra-fine splats, which are generated from the low
liquid formation temperature of the eutectic composition. XPSquantitative analyses indicate that the coating composition canbe accurately controlled by the precursor chemistry composi-tion. High-temperature heat treatments of the coating show thatboth the phase and nanograin structure are very stable. Graingrowth is suppressed in the dual-phase Al2O3–7YSZ comparedwith the single-phase 7YSZ coating.
References
1J. R. Weertman, D. Farkas, K. Hemker, H. Kung, M. Mayo, R. Mitra, and H.Van Swygenhoven, ‘‘Structure and Mechanical Behavior of Bulk NanocrystallineMaterials,’’ MRS Bull., 24 [2] 44–50 (1999).
2E. H. Jordan, M. Gell, Y. H. Sohn, D. Goberman, L. Shaw, S. Jiang, M.Wang, T. D. Xiao, Y. Wang, and P. Strutt, ‘‘Fabrication and Evaluation of Plas-ma Sprayed Nanostructured Alumina–Titania Coatings with Superior Proper-ties,’’Mater. Sci. Engg. A—Struct. Mater. Properties Microstruct. Process., 301 [1]80–9 (2001).
3L. L. Shaw, D. Goberman, R. M. Ren, M. Gell, S. Jiang, Y. Wang, T. D. Xiao,and P. R. Strutt, ‘‘The Dependency of Microstructure and Properties of Nano-structured Coatings on Plasma Spray Conditions,’’ Surface Coatings Technol., 130[1] 1–8 (2000).
4Y. Wang, S. Jiang, M. D. Wang, S. H. Wang, T. D. Xiao, and P. R. Strutt,‘‘Abrasive Wear Characteristics of Plasma Sprayed Nanostructured Alumina/Titania Coatings,’’ Wear, 237 [2] 176–85 (2000).
5P. Fauchais, V. Rat, U. Delbos, J. F. Coudert, T. Chartier, and L. Bianchi,‘‘Understanding of Suspension DC Plasma Spraying of Finely Structured Coat-ings for SOFC,’’ IEEE Trans. Plasma Sci., 33 [2] 920–30 (2005).
6H. Chen, C. X. Ding, P. Y. Zhang, P. Q. La, and S. W. Lee, ‘‘Wear of Plasma-Sprayed Nanostructured Zirconia Coatings Against Stainless Steel UnderDistilled-Water Conditions,’’ Surf. Coatings Technol., 173 [2–3] 144–9 (2003).
7M. Gell, L. D. Xie, X. Q. Ma, E. H. Jordan, and N. P. Padture, ‘‘HighlyDurable Thermal Barrier Coatings Made by the Solution Precursor Plasma SprayProcess,’’ Surf. Coatings Technol., 177, 97–102 (2004).
8N. P. Padture, K. W. Schlichting, T. Bhatia, A. Ozturk, B. Cetegen, E. H.Jordan, M. Gell, S. Jiang, T. D. Xiao, P. R. Strutt, E. Garcia, P. Miranzo, and M.I. Osendi, ‘‘Towards Durable Thermal Barrier Coatings with Novel Micro-structures Deposited by Solution-Precursor Plasma Spray,’’ Acta Mater., 49 [12]2251–7 (2001).
9L. D. Xie, X. Q. Ma, E. H. Jordan, N. P. Padture, D. T. Xiao, and M. Gell,‘‘Deposition of Thermal Barrier Coatings Using the Solution Precursor PlasmaSpray Process,’’ J. Mater. Sci., 39 [5] 1639–46 (2004).
10H. P. Klug and L. E. Alexander, X-Ray Diffraction Procedures for Polycrys-talline and Amorphous Materials, pp. 491–4. John Wiley & Sons Inc., London,1954.
11A. Taylor, An Introduction to X-ray Metallography. Chapman & Hall Ltd.,London, 1952.
12D. Chen, E. H. Jordan, and M. Gell, ‘‘Thermal and Crystallization Behaviorof Zirconia Precursor Used in the Solution Precursor Plasma Spray Process,’’J. Mater. Sci. 42 [14] 5576–80 (2007).
13S. Bhattacharyya, S. K. Pratihar, R. K. Sinha, R. C. Behera, and R. I. Ganguly,‘‘Preparation of Alumin–Zirconia Microcomposite by Combined Gel–Precipita-tion,’’ Mater. Lett., 53, 425–31 (2002).
14S. Sampath, X. Y. Jiang, J. Matejicek, A. C. Leger, and A. Vardelle, ‘‘Sub-strate Temperature Effects on Splat Formation, Microstructure Development andProperties of Plasma Sprayed Coatings Part I: Case Study for Partially StabilizedZirconia,’’ Mater. Sci. Engg. A—Struct. Mater. Properties Microstruct. Process.,272 [1] 181–8 (1999).
15H. V. Atkinson, ‘‘Theories of Normal Grain Growth in Pure Single PhaseSystems,’’ Acta Metallurg., 36 [3] 469–91 (1988).
16S. W. Kim and K. A. R. Khalil, ‘‘High-Frequency Induction Heat Sinteringof Mechanically Alloyed Alumina–Yttria-Stabilized Zirconia Nano-Bioceramics,’’J. Am. Ceram. Soc., 89 [4] 1280–5 (2006).
17A. Vardelle, C. Moreau, and P. Fauchais, ‘‘The Dynamics of Deposit For-mation in Thermal-Spray Processes,’’ MRS Bull., 25 [7] 32–7 (2000).
18L. D. Xie, X. Q. Ma, E. H. Jordan, N. P. Padture, D. T. Xiao, and M. Gell,‘‘Identification of Coating Deposition Mechanisms in the Solution-Precursor Plas-ma-Spray Process Using Model Spray Experiments,’’Mater. Sci. Engg. A—Struct.Mater. Properties Microstruct. Process., 362 [1–2] 204–12 (2003).
19‘‘Phase Diagrams for Ceramics’’; National Institute of Standards andTechnology, The American Ceramic Society Inc., Al2O3–ZrO2 Fig. 4377, 4378,6452.
20D. Joanthan, M. P. H. French, M. C. Helen, and G. A. Miller, ‘‘Coarsening-Resistant Dual-Phase Interpenetrating Microstructures,’’ J. Am. Ceram. Soc., 73[8] 2508–10 (1990). &
Fig. 13. 7 wt% yttria stabilized zirconia coating microstructure heattreated at 15001C for 2 h.
February 2008 Dense Alumina–Zirconia Coatings Using SPPS Process 365




















