D E S I G N I N G C E L L U L O S E - Cellulose From Finland
73
DESIGNING CELLULOSE FOR THE FUTURE DESIGN-DRIVEN VALUE CHAINS IN THE WORLD OF CELLULOSE (DWOC) 2013-2018
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of D E S I G N I N G C E L L U L O S E - Cellulose From Finland

D E S I G N I N G
C E L L U L O S E
F O R T H E F U T U R E
D E S I G N - D R I V E N VA L U E C H A I N S I N T H E W O R L D O F C E L L U LO S E
( D W O C ) 2 0 1 3 - 2 0 1 8

Design Driven Value Chains in the World of CellulosedWoC
C o p y - S e tH e l s i n k i 2 0 1 8
K I R S I K ATA J A
& P I R J O K Ä Ä R I Ä I N E N
( E D S . )
D E S I G N I N G
C E L L U L O S E
F O R T H E F U T U R E
D E S I G N - D R I V E N VA L U E C H A I N S I N T H E W O R L D O F C E L L U LO S E
( D W O C ) 2 0 1 3 - 2 0 1 8

CO
NT
EN
TS 2 I N T R O D U C T I O N
4 P R E S E N T I N G T H E DWOC - F A C T S A N D F I G U R E S
6 Why cellulose?
7 The DWoC in a nutshell
10 The DWoC vision
11 Road maps 2030
13 Towards new businesses
1 5 C O L L A B O R A T I O N B E T W E E N D E S I G N , T E C H N O L O G Y A N D B U S I N E S S
17 Cellulose-driven design approach - A synthesis of quantitative and qualitative material properties
19 Design research meets material science - Knowledge creation through iterative prototyping
21 Design-driven material research from the perspective of architecture and interiors
23 A case study of designers and scientists collaborating in materials research
25 Design-driven approach in materials research from the business perspective
71 Dyedandprintednanocellulosefilms73 Cellulosenanofibrilcoatingaspaint76 Casted wood
77 New machinery for new materials
79 Spinningmachinery80 I Coaxial wet spinning with a CNF core81 II Dry-jet wet spinning of DES (Deep Eutectic Solvent)-treated pulp83 Machineryfor3Dprinting
86 3D printing of cellulosic materials
87 3Dtextilesbyprintingcelluloseon cellulose91 3Dprintingofpulpfilaments94 3Dprintingofsolidobjects95 UtilisingFDMtechnology-3Dprinting ofthermoplasticcellulosederivatives
97 Towards ready-made concepts: Circularknittedpulpfilament
99 Creating a new cellulose ecosystem
107 DWoC IPR
1 1 3 C O N C L U S I O N S
114 Lessons learned
119 Technology highlights
121 Designing cellulose for the future: next steps
123 DWOC TIMELINE129 LISTOFPUBLICATIONS133 INDEX135 TEAMMEMBERS
2 8 R E S U L T S
29 Home and everyday life: Textiles
30 Towardswater-stableandfunctional cellulosicfilaments31 Producingfibreyarnfrompulpwithout dissolution31 ISpinningpulpfibreswitharheology modifier-Spin-offcompanySpinnova34 IISpinningpulpfibreswithdeep eutecticsolvents(DESfibreyarn)35 Nanocellulose-basedfilamentsbywet anddryspinning37 Filamentsfromenzymaticallyfibrillated pulp38 Improvingthewetstrengthoffibre filamentsusingpartialdissolutionwith NMMO40 Gas-phasemodificationofCNFfilaments usinghydrophobicchemicals40 Conductivefilaments41 Non-woventextilesbyfoamforming44 Howtowearoldnewspaper - Fabrics fromwastecellulose
45 Health and wellbeing
47 Exploringtheformabilityof nanocelluloseforsolidstructures53 All-celluloseshoe:Novelwood-based materialsinfootwear
56 Architecture and spatial applications
57 3Dformsandsurfacestructuresfrom foamforming62 Foam-formedinteriorelements65 Conductive(heating)non-woventextiles and3Delements67 Testingnaturaldyesforcellulosic materials68 Glueingwithnanocellulose68 Cellulosenanofibril-basedcoatingasfire retardant70 Laminatedstructuresforinterior architecture

F I G U R E 1 ExperimentingwithnanocellulosefortubularstructuresbyTiinaHärkäsalmi.
INTRODUCTION
Since2013,wehavehad theopportunitytoworktogetheronaspecialbio-material,cellulose, in a multidisciplinary researchproject called D e s i g n - D r i v e n V a l u e
C h a i n s i n t h e W o r l d o f C e l l u l o s e (D W o C ). The central aim of the projecthasbeentochallengethe traditionalwayof using cellulose, to explore possiblenew applications for thismaterial, and toexperienceatfirsthandhowco-operationbetween designers, material engineersand business researchers can work inpractice,andwhatkindofoutcomewecanexpect.
In addition to advancing materialsresearch, we have aimed to refresh theimage of cellulose as a material forthe sustainable future. We have alsoambitiously targeted thebirthof a newcellulose-based ecosystem in Finland.By using tools and methods from thefieldsofdesignandarchitecture,wehavecommunicated the work-in-progressandtheresultsoftheprojecttoavarietyofaudiences.
The DWoC project has been a greattraining exercise and valuable learningexperience for us all. Now it is timeto wrap it up, and to move on to newprojects. Through this publicationwe would like to share our five-yearexperimental journey with you, andproudlypresentthemainresultsofthisuniquecollaborationproject.
With compliments, the DWoC team
1 2

F I G U R E 2 Pulp.
PRESENTING THE DWoC- Facts and
figures
3 4

F I G U R E 3 Woodchips.
‘The renewability of this raw material and the recyclability of cellulose end products makes cellulose a real supermaterial for the future.’
WHY CELLULOSE?
As one of its most abundant materials,cellulose is a construction material ofnature.It isastructuralelementofplantcell walls, and one of the three maincomponents of wood (the others arehemicelluloseandlignin).
Cellulose nanofibrils, (CNF), commonlytermed nanocellulose, can be liberatedfrom cellulose fibres using mechanicalforces, chemical treatment, enzymes,or combinations of these. The mosttypical mechanical methods includehomogenisation, microfluidisation, micro-grindingorcryocrushing.Afterfibrillation,the width of micro/nanofibrils is typicallybetween 5 and 20 nm, and its lengthseveral micrometers. Micro/nanofibrilshavehighbindingpotential.
Cellulose is a biobased and bio-degradable product with multipleapplications. Cellulosic fibres and fibrilsare already widely utilised for paper andboard, films, filters, absorbents, textiles,andnon-wovenmaterialsforhygieneand
home care.Aswood-based cellulose is arenewablerawmaterial,itisworthfindingtotallynew,highadded-valueapplicationsforitinadditiontothoseinthetraditionalwoodorpaperandpulpindustry.
Cellulose is a natural material, andusers find it comfortable and friendly:breathable, warm and soft or strong,depending on the produced structure.It is also safe for users and causes noallergies.Cellulosecanbeprocessedandfunctionalised in various ways, andwiththeaidofthesenew,developedcellulosematerials, we can improve our livingenvironment in a sustainable way. Multi-use cellulose can be used to substitutefossil-basedrawmaterialsin,forexample,textile products, architectural elementsand various everyday objects. Fromcellulose we can manufacture productsthat are light, soft, hard, breathable,colourful, 3D-printable, absorbable,filterable, noise and heat insulating,or extremely durable (nanocellulose).
5 6

Design Driven Value Chains in theWorld of Cellulose (DWoC)was amulti-disciplinary research project funded byTe k e s , the Finnish Funding Agency forInnovation (now B u s i n e s s F i n l a n d ),which focusedonfindingnew, innovativeapplications for cellulosic materials. TheDWoCproject combineddesign thinkinganddesign-drivenprototypingwithstrongcompetence in technology development.The goal has been to make Finland asourceofvalue-addedcellulosicproductsandbusinessconcepts.
The project partners were: V T T Tech-nical Research Centre of Finland, A a l t o
U n i v e r s i t y , Ta m p e r e U n i v e r s i t y o f
Te c h n o l o g y and the U n i v e r s i t y o f
V a a s a .
The project consisted of two phases:Phase I, 2013–2015; and Phase II, 2015–2018.Thereportofthefirstphasecanbefound at: http://www.vtt.fi/Documents/DWoC1.pdf
Thetotalbudgetoftheprojectwas11M€.
About 110 people participated theresearch work over the years, and54 manmonthsofinternationalresearcherexchangewas also realized.The researchworkintheprojectproduced40scientificpublications, 12 theses, 19 notificationsof invention, 10 patent applications, andover 50 technology, product or businessconcepts. Three of the technologieswere upscaled, and one start-up beganoperationsalreadyinJanuary2015.
Six seminars and 11 exhibitions wereheld;theexhibitionswereattendedbyanoverwhelming70000people.
Moreinformation:w w w . C e l l u l o s e F r o m F i n l a n d . f i
THE DWoC IN A NUTSHELL
F I G U R E 4 Sprayablebiofibre-
basedacousticcoatingbyTiinaHärkäsalmi,
prototypingincollaborationwith
LumirOy.
Ali
Har
lin, R
esea
rch
prof
esso
r, VT
T
‘Our aim throughout the project was to accelerate our knowledge refinement and by doing so, to reveal the distinctive attributes of the material, such as its recycling capabilities, and to combine these with new production processes to enable a breakthrough in innovations utilising cellulose.’
7 8

F I G U R E 5 Cellulose in it’s variousforms,DWoC2017.
Erja
Äm
mäl
ahti
, Sen
ior
Adv
isor
, Tek
es
‘This research project is distinct from others in that it gives designers an active role in the development cycle, which allows entirely new and unusual positive human collisions that result in innovation.’
Wood cellulose has traditionally playeda considerable role in Finnish industry,although the products have mainlybeenhigh volumewith lowadded value,involving no design. The DWoC projectwas initiated to strengthen the role ofFinland as a source of value-addedcellulosic products and business con-cepts. The DWoC team has aimed toexplore and challenge existing andemerging technologies, and to analyseand test the design and business po-tential of these findings. The target hasbeen to accelerate the transformation ofthecurrentlarge-scaleforestbioeconomyinto a vivid ecosystem containing bothlarge- and small-scale businesses, allcapitalisingonthenumerousapplicationsof cellulose. The DWoC vision seesFinland becoming an agent of this newcircular economy on a global scale.
T O M A K E T H I S H A P P E N , W E N E E D
• toutilisecelluloseinhighlyrefinedproductssuchastextilesandthoseintheareasoffashion,interiordecoration,healthproducts,architecture,andconstruction.• to accelerate the reform of theforest industry into a pervasive cellulose-basedbusinessecosystem.• to strengthen Finland’s com-petitivenessbycreatinganewgenerationof highly competitive cellulose-baseddesignproducts-Finlandwillbecomeanagent of this new circular economy on aglobalscale.• toinspirestudentsofengineering,business and design to collaborate tofind new, sustainable solutionsfor the utilisation of biomaterials.
THE DWOC VISION
9 10
ROAD MAPS 2030
Raija Koivisto, Anna Leinonen, Heidi Auvinen, Kirsi Kataja, Olli Salmi, Tiina Härkäsalmi, Jukka Itälä, Marjaana Tanttu
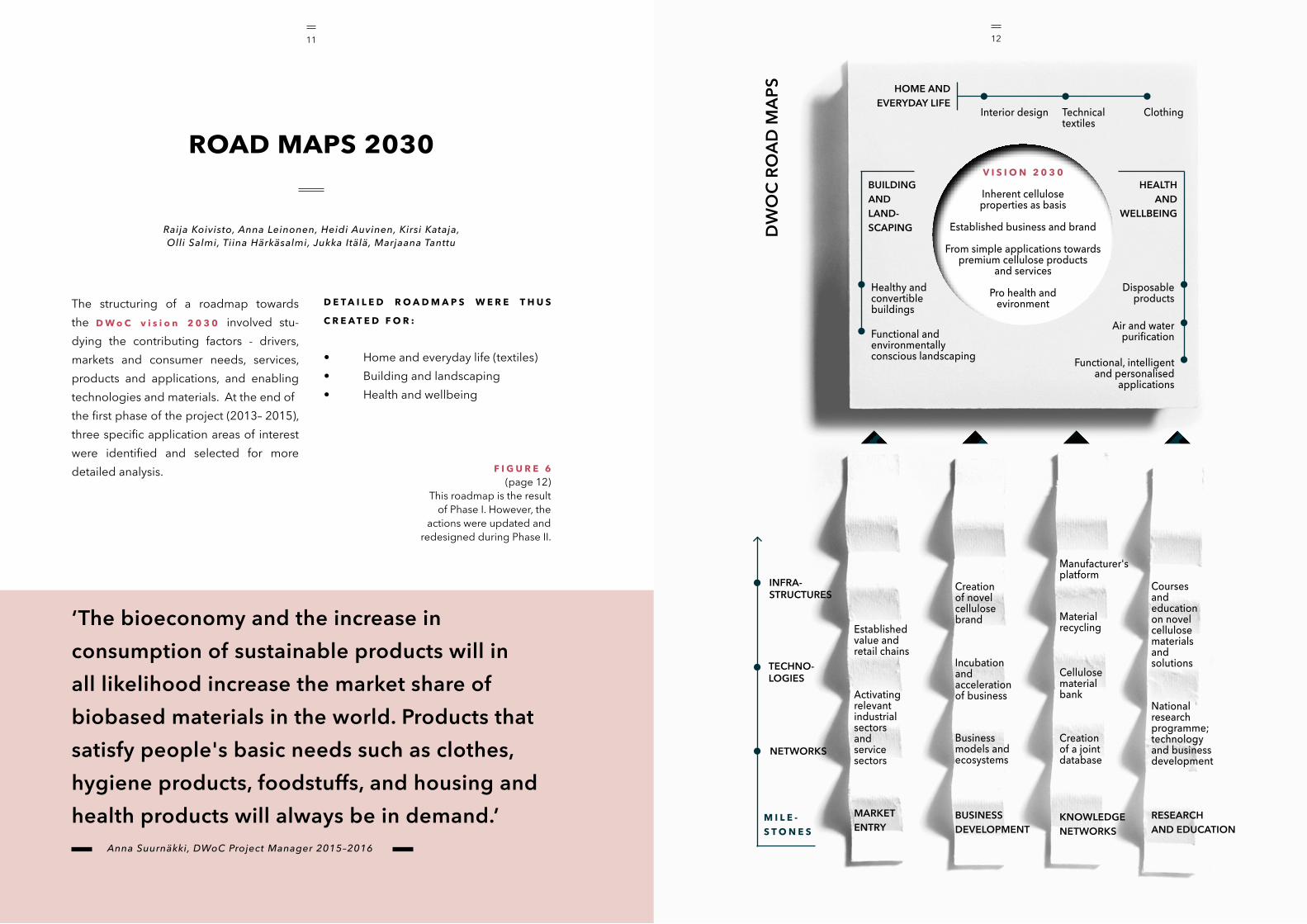
The structuring of a roadmap towardsthe D W o C v i s i o n 2 0 3 0 involved stu-dying the contributing factors - drivers,markets and consumer needs, services,products and applications, and enablingtechnologiesandmaterials.Attheendofthefirstphaseoftheproject(2013–2015),threespecificapplicationareasofinterestwere identified and selected for moredetailedanalysis.
D E T A I L E D R O A D M A P S W E R E T H U S
C R E A T E D F O R :
• Homeandeverydaylife(textiles)• Buildingandlandscaping• Healthandwellbeing
Anna Suurnäkki, DWoC Project Manager 2015–2016
‘The bioeconomy and the increase in consumption of sustainable products will in all likelihood increase the market share of biobased materials in the world. Products that satisfy people's basic needs such as clothes, hygiene products, foodstuffs, and housing and health products will always be in demand.’
F I G U R E 6 (page12)
ThisroadmapistheresultofPhaseI.However,the
actions were updated and redesignedduringPhaseII.
HEALTH AND
WELLBEING
BUILDING AND LAND-SCAPING
M I L E -S T O N E S
Established value and retail chains
Activating relevant industrial sectors and service sectors
MARKET ENTRY
BUSINESS DEVELOPMENT
KNOWLEDGE NETWORKS
Creation of novel cellulose brand
Incubation and acceleration of business
Business models and ecosystems
Cellulose material bank
Manufacturer's platform
Material recycling
Creation of a joint database
Courses and education on novel cellulose materials and solutions
National research programme; technology and business development
RESEARCH AND EDUCATION
Healthy andconvertible buildings
Functional and environmentally conscious landscaping
Air and water purification
Disposable products
Functional, intelligent and personalised
applications
HOME AND EVERYDAY LIFE
Interior design ClothingTechnical textiles
V I S I O N 2 0 3 0 Inherent cellulose properties as basis
Established business and brand
From simple applications towards premium cellulose products
and services
Pro health and evironment
NETWORKS
TECHNO-LOGIES
INFRA-STRUCTURES
DW
OC
ROA
D M
APS
11 12

filaments, and foam technology-based all-cellulose elements orcomposite structures. The mostfavourable of these concepts to developwere described, and technologyreadiness levels assessed.Work includedexpanding some of these concepts inworkshops with I n d u s t r i a l A d v i s o r y
B o a r d members and other externalpartners to find pathways towardscommercialisation.
In general, two main pathways tocommercialisation were identified.The first could be classified as Te c h -
n o l o g y t r a n s f e r , and involves part-nering with large organisations of thecellulose ecosystem as part of a jointventureor some formof consortium.Thesecond path - P i l o t i n g t e c h n o l o g i e s
t o w a r d s s t a r t - u p s o r s p i n - o f f s -hasbeen using a roadmap, which includesideation, a demo, a pilot, amodel, andstart-up.
A good example of the second path isS p i n n o v a ,aspin-offcompanyofVTTthatbegan operations in January 2015. Thecoreofitsbusinessideaisthepulp-basedspinning method demonstrated in theDWoCproject(PhaseI).In2017SpinnovawontheU u s i p u u competitionforwood-based solutions to challenges set byglobal mega trends. The F a b r i k L i n k N e t w o r k alsonominatedSpinnovayarnsas one of the Top 10 textile Innovations2017.
The overall aim of business research inPhase IIof theDWoCwastoexploreandpromote a new business ecosystem forcellulose-derived design products. Thebusinessresearchobjectivesoftheprojectwere
• to build an expansive businessecosystembasedoncellulosebygatheringanetworkofpartners,and• to increase the network’sunderstanding of the economic benefitsof the material by publishing andcommunicatingcutting-edgeresearch.
In addition to technical properties, thefocus was on developing materialswith an interesting design for versatileuse in products, and for fulfilling futurecustomers’ demands (consumers or/and B2B). The most potential prototypesand materials were recognised throughstakeholder interviews and teams’ inter-naldiscussions.Clearfavourableconceptsto take forward include: wall elements,all-cellulose sandwich structures in gene-ral, 3D printing of textiles, non-wovens,strongnanocellulosetubestructures,func-tionalnanocellulosecoatings, functional
TOWARDS NEW BUSINESSES
Greg O’Shea, Ainomaija Haarla, Teemu Kautonen, Henri Hakala, Steffen Farny, Seppo Luoto, Kirsi Kataja, Tomi Erho
Spinnova Ltd. https://spinnova.fi
‘Our vision is a more sustainable
textile industry, in which cellulose-based materials
are a cost-efficient, environmentally
friendly and preferred option
for brands, and are available to all
consumers.’
F I G R U R E 7 Exampleofall-cellulosecompositeboardsgluedwithnanocellulose.SeealsoGlueingwithnanocellulose,page68.
13 14

F I G U R E 8 Strongstructuresfromnovellaminatedmaterialcombiningcelluloseandnanocellulose.SeeLaminatedstructuresforinteriorarchitecture,page70.DesignbyHeidiTurunen.
COLLABORATION BETWEENDESIGN,TECHNOLOGY AND BUSINESS
• to provide new approaches for technology development and ideas for possible applications,
• to enhance and speed up material development through iterative hands-on prototyping, and • to enable communication with a multifaceted audience using design tools.
I N T H E D W O C P R O J E C T , D E S I G N H A D T H R E E M A I N F U N C T I O N S :
F I G U R E 9 Strongblockstructuresfromcelluloseandnanocellulose,seepage70.
The unique starting point for the DWoCwas a new kind of multidisciplinarycollaboration combining basic research,design, architecture, and business. TheDWoC team has focused on exploringnew ways of using cellulose whilstintegrating a user-centred approach,technological development of materialsand the development of business co-operationnetworksbasedon the circulareconomy. Possible cellulose productswere tested through hands-on proto-typing and trial and error, and at thesame time,weexploredvariouspotentialapplicationareas.
‘Designers should be involved in materials research and technology development in the early stages.’
Pirjo Kääriäinen, Professor, Aalto ARTS
15 16

Oneofthe goals of the DWoCprojectwas to develop wood-based cellulosicmaterials to be applied in novelapplication areas. For new materials tobe commercialised, they have to fulfilthe technical requirements of a productand support the creation of product per-sonality, which means the synthesis ofquantitative and qualitative aspects.A holistic design perspective is aninterconnection between technical,perceptual and associative materialcharacteristics, which can be dividedinto subcategories (F i g u r e 1 0 ).
Functional parameters, together withmaterial processability, sustainabilityand senso-aesthetic properties areconsidered simultaneously, and includetheeconomicviabilityofsolutions.Intrinsictechnical properties include the qualitiesof the material itself, such as its densityand mechanical, thermal and chemicalproperties. The processing propertiesare related to manufacturing processessuch as the volume of production, theappropriateness of existing manu-facturing techniques, and the cost of
production. Moreover, the impacts onhuman health and the environment haveto be taken into account throughoutthe life cycles. Perceptualqualities relatetothesensoryimpressionsofthematerials,including visual, tactile, and smell andsound characteristics. The visualperformance and tactility of thematerialsare essential to fulfil end-users’ expec-tations and needs. Associative charac-teristics entail intangible features thatare typically culturally dependent. Forexample,inFinland,theforesthaspositiveconnotations, and wood-based materialsare considered ‘the green gold of theforest’.White isassociatedwith innocenceandpurity. Design can be seen as an integrativediscipline and complementary toscientific research, thereby supportingmaterials research in interdisciplinarycollaborations in particular not onlyby exploring applications for newtechnologies, but also by contributingtothecreationofnewknowledgefromamoreholisticpointofview.
Tiina Härkäsalmi, Jukka Itälä
CELLULOSE-DRIVEN DESIGN APPROACH - A synthesis of quantitative
and qualitative material properties
F I G U R E 1 0 Meaningful
primarymaterial
characteristicsindesign.
TECHN
ICAL
PERC
EPTU
AL
ASSOCIATIVE
Associative qualities +€
PRIMARY MATERIAL CHARAC-
TERISTICS
Sound and smell qualities
Tactile qualities
Visual qualities Environmental qualities
Intrinsic technical qualities
Processing qualities
Health qualities
17 18

forming process. The researchexplored foam-formed pulp at thesame time as its possible applicationin sound insulation, and its contexts of use (acoustic indoor elements). Italso studied process technologiesthrough iterative design methodologyentailing early phase prototyping incollaboration with design researchersand materials scientists and engineers.
Iterative design methodology is basedon a nonlinear, cyclical process, in whichthe prototyping, testing, analysis, andrefining of a product or process arerepeated stage by stage. The physicalprototypes had designed structures onseveral different scales, ranging frommacroscopic forms (m−cm scales) tosurface texture (mm scale) and materialpores (μm scale), and they embodiedvarious kindsof technical andperceptualinformation on the interactions betweenwood-pulp fibres, the perforated mouldand the formingprocess. In addition, thedyed pulp, together with the multi-scaleforms provided interesting variations invisual quality, and the surface textureenhancedthematerial’stactileproperties,givingahigherqualityfeelandenhancedrigidity. The iterative prototyping turnedout to be an advantageous way ofintegrating knowledge from differentdisciplines, assisting communication,visualising the scenarios of use inacousticsanddemonstratingthepotentialapplications of foam-forming technology.
The development of new materials istypically executed by materials scientistsand engineers, and in general, theresearch focuseson the technicalaspectsof the materials and processes. Inte-grating the design perspective into thetechnical development of materials isfairly uncommon. Science and engi-neering rely on quantitative methods, incontrast to the design approach, whichcommonlyrestsonthequalitative,human-centred approach. The key challengeis how to conjoin the specialised andtheoreticalscientificperspectiveswiththeholistic and practical design standpoint in order to contribute to the creation ofnew coherent and complementaryknowledge.
An illustrative example in the DWoCproject was the interdisciplinary deve-lopmentoffoam-formingtechnologythataimed toexplorenewwaysofproducingcolourful 3D-shaped objects and tofind the benefits and limits of the foam-
*BasedonHärkäsalmi, T., Lehmonen, J., Itälä, J., Peralta, C., Siljander, S., Ketoja, J. 2017. Design-driven inte-grateddevelopmentof technical andperceptualqua-litiesinfoam-formedcellulosefibrematerials,Cellulose,pp. 5053-5068. DOI: 10.1007/s10570-017-1484-
Tiina Härkäsalmi*
DESIGN RESEARCH MEETS MATERIAL SCIENCE - Knowledge creation through iterative prototyping
‘Science and engineering rely on quantitative methods contrary to the design approach, which commonly rests on the qualitative, human-centred approach.’
Tiina Härkäsalmi, Design resercher
F I G U R E 1 1 Acoustic panels from pulp, see 3D forms
and surface structures from foam-forming,
page 57.
19 20

F I G U R E 1 2 Very strong structures by laminating cellulose and
nanocellulose. See also Laminated structures for
interior architecture, page 70.
DESIGN-DRIVEN MATERIAL RESEARCH FROM THEPERSPECTIVE OFARCHITECTURE AND INTERIORS
Heidi Turunen
Hei
di T
urun
en, A
rchi
tect
‘Cellulosic materials might not yet fulfill all the general technical demands of construction materials, despite already being pleasing and diverse on a visual and tactile level.’
Materials have an important culturalsignificance in people’s living environ-ments both when preparing forcelebrations or just living everyday life.In addition, materials can acquire mea-ning by rooting people in places, andproperly selected materials can improvethe pleasure of living. Throughout theages, natural or man-made materialshavebeenprocessed toenable studyona practical level, and we have interactedwith them to shape materials for protec-tive shelters or buildings. This practicalmaterial research has created knowledgethrough shaping ambiences for thefuture.
As well as providing experience andcultural meaning, materials have manyother tasks in living environments. Forspatial applications, when newmaterialsaredeveloped,versatiletechnicalaspectsmust be taken into account. Materialsinherently interact with indoor andoutdoor atmospheres. At the practicallevel, this means keeping heat, cold,moisture or water outside living areasandallowingair or light topass through.
Butmaterialscanalsobepassiveelementsin surroundings, and carry loads. It isimportant that architects understand thetechnical capabilities of a material whendesigning spatial experiences for theusers of buildings. This means that therightmaterialwillbedesignedintherightplace,standingthetestoftime.Ingeneral,indwellingsandsheltersthatarenotbuiltfor temporary use, the duration for thematerial,inthesenseoftime,wearandvisuality, must be durable. People tendto explore surroundings through theirsenses, hence studying merely technicalaspectsisnotenoughtomakemeaningfulspatial experiments. In general, materialscan come very close to the experiencer,and depending on design, some canbe experienced from a short distance.Because of this, materials can supportspatial experience in a tactile but also avisualway.
Architecture can benefit from materialresearch, particularly when designingenvironmentally friendly materials;materials that improve living conditionsor even interact with their surroundings.When co-operating with design, thepremise of the spatial experience canalso be developed to create a morepleasant environment, to which the usercan become attached and find mea-ningful.Cellulosic materials might notyet fulfill all the general technicaldemands of construction materials,despite already being pleasing anddiverseonavisualandtactile level. Thedevelopmentof cellulosic materials canbeseenasreachingtowardstheopportu-nity to make sustainable solutions forfuture inhabitants and users of buildings.
21 22

A CASE STUDY OF DESIGNERS AND SCIENTISTS COLLABORATING
IN MATERIALS RESEARCH
Carlos Peralta
This research studied the dynamics ofinterdisciplinarycollaboration inmaterialsresearch and identified key aspects of itseffectiveness. Itsfindingscome fromdatacollected from the direct observationsofdesignersandscientists,aseriesoffourcollaborative workshops, and eleven in-depthinterviewswithdesigners,scientists(8)andprojectmanagers(3). T H E R E S E A R C H I D E N T I F I E D T H E S E
K E Y A S P E C T S :
• Tosetupandcommunicateaclearpolicy for patenting, IPR, confidentialityand authorship credit, it is necessary toguaranteeopenandfluidcollaboration.• To foster the integration of re-searchteams,timemustbeallocatedandspecific activities undertaken at thebeginningof theproject.Havinga~1 to1 ratio of scientists and designers is alsonecessary to produce a better researchoutput. Also, it has been identified thatcollaborationincreasesifprojectmanagersactivelyencouragepeople tocollaborate.• Enabling thephysical proximity ofthe researchers is crucial, as this makescollaboration more efficient and fostersinformalworkinteractions.
• The ideal personality traits andattitudes of collaborators are open-mindedness,flexibility,willingnesstochan-ge,enthusiasm,ahands-onapproachandan attitude that demonstrates interest.• Steps must be taken to bringdesigners up to speed with specifictechno-scientific knowledge as soon asthe collaboration starts. It is also crucialthat scientists are made aware of thedesigners’ capability at the beginning oftheresearch.• Planning a sufficient supply ofmaterials is fundamental, especiallyconsidering that designers requiresubstantially larger amounts of rawmaterials while undertaking researchactivitiesthanscientists.• Joint ideation and prototypingsessions are essential for successfulresearch. “Thinking and doing together”increases the quality ofmaterial researchoutput, as it enables the integration ofdesigners’ and scientists’ research andproblem-solvingtools.• A shared understanding of pro-ject goals and targets is consideredcentraltomakingcollaborationsuc-cessful.Also, a design-driven approach to mate-rials development should be employed,asitenablestheintegrationofdesignerlyand scientific approaches while fosteringinnovative research with high applicationpotential.
Carlos Peralta, Design Researcher
‘To set up and communicate a clear policy for patenting, IPR, confidentiality and authorship credit, open, fluid collaboration is essential.’
F I G U R E 1 3 Designersandscientistsinacollaborativeworkshop.
23 24

In the 1990s, the digital media increa-singly took over the print media, and asa result, thepaperandpulp industryhadtofindnewend-usesfortherawmaterialsof wood; cellulose, hemicellulose andlignin.At thesame time,consumersweresearching for more ecological solutions.However, the growth in demand forpackaging materials and hygiene pro-ductswasnotsufficienttocompensateforthe fall indemand for cellulose.Recently,we have seen the introduction of variousbiorefinery concepts according to whichseveral other biomaterial-based productsareproducedonthesamesiteasthemainproduct – pulp – utilising side and wastestreams from themain process. To date,out-of-the-box thinking and design inparticularhaveplayedaminorrole intherenewaloftheforestindustry.
ThetimingoftheDWoCprojecthasbeenperfect.Todayweknowmuchmoreaboutnatural supermaterials such as cellulose,hemicellulose and lignin than we did a
decade ago: we know more about theirstructure,nature,behaviour,andhowtheycan be processed. Recent research hasbeenboth intensiveandwide-ranging, inparticular that relating to nanocelluloseand lignin. At the same time, future-oriented designers have been searchingfor new ecological, sustainable andrecyclable materials, and selecting themforendlessapplicationstosatisfytheneedsof consumers both today and in thefuture. We now understand that materialknow-howisessentialinthedesignphasein our way towards a circular economy.To add value to cellulose and other rawmaterials,inthefutureitwillbenecessarytoutilisedesignthinkingandotherdesigntools throughout the development andcommercialisationprocesses.
Wearenowat thebeginningofournewcollaborative journey.Obtaining themostpromising initiatives, testing them onthe laboratory scale, and then pilotingthem will take time. One of the end-useapplications with the greatest potentialis textiles,butmanymorewill follow.Theroad from the idea and first trials to theready product and profitable business islongandunsecure.Achieving real resultswill also demand patience from funders.Step-by-step,we areproceeding towardsa new wood raw material-based biomateriality,andluckilywedonotlackrawmaterial: on the contrary, Finnish forestsaretakengoodcareofandproducemuchmorewoodthanweusetoday.
DESIGN-DRIVEN APPROACH IN MATERIALS RESEARCH FROM THE BUSINESS PERSPECTIVE
Ainomaija Haarla, Pirjo Kääriäinen
F I G U R E 1 4Pulp yarn and dyed nanocellulose films.
Ain
omai
ja H
aarl
a, S
enio
r A
dvis
or
‘To add value to cellulose and other raw materials, it will be necessary in the future to utilise design thinking and other design tools throughout the development and commercialisation processes.’
25 26

F I G U R E 1 5 Casted wood. Designed by Heidi Turunen, see page 76.
RESULTS
27 28

F I G U R E 1 6 Textilesfromrecycledcottonandcardboards,producedusingIoncelltechnology.Thebrowncolorcomesfromlignin.DesignedbyMarjaanaTanttu,2014.SeealsoHowtowearoldnewspaper,page44.
HOME AND EVERYDAY LIFE: TEXTILES
Textiles play an important role in oureveryday lives, not only as clothing orhome textiles, but also as hygiene pro-ducts or more technical applications.Currently the industry is in transitiontowards more sustainable productionprocessesandbusinessmodels,andnew
materialinnovationsareseenasoneofthemainsolutions.Forexample,wood-basedfibre yarns have possible applications innon-wovens or composites, and pulp-based wet-laid non-wovens could beproducedusingwoodfibreyarninsteadofsyntheticorviscosefibres.
F I G U R E 1 7 Continuousnanocellulose-basedfilaments,seealsopage35.
In the first phase of the DWoC, the aimof the work was to develop filamentmanufacturing technologies of nativecellulosematerials using several differentemerging technologies. In the secondphase, the most promising technologieswere selected and further developed toimprove the mechanical and chemicalperformanceoffilaments,andtodevelopfunctional cellulose filaments. Both pulp-based filaments and nanocellulose-basedfilamentsweredeveloped.
The project examined four differentmethods to enhance mechanicalproperties(strengthandductility)andthewaterstabilityofcellulose-basedfilaments.These methods were: crosslinkingcellulose fibres or fibrils, gas-phasemodification of CNF filaments withhydrophobic chemicals, improvingthe wet strength of fibre filamentswith partial dissolution with NMMO,and UV-crosslinkable CNF by graftingbenzophenone onto TEMPO-oxidisedCNF.
Towardswater-stableandfunctionalcellulosicfilaments
29 30

Fibre yarn has many properties that differ from regenerated cellulose filaments. This low cost, carbon neutral yarn can also be utilised in disposable applications when high biodegradability is required. The easy modifiability of the cellulose material also makes fibre yarn an ideal material in functional filament applications. The chemical manufacturing route of fibre yarn can be utilised to tune the water absorption properties of fibre yarn. Two different technologies for spinning pulp fibres were developed.
Producing fibre yarn from pulp without dissolution
F I G U R E 1 8 Early stage
prototyping with Spinnova materials
2017. Woven samples by Justus Kantakoski, Aalto
University.
A new technique for producing man-made yarns directly from woodfibre suspension by a wet spinningprocess was introducedbyV T T already before DWoC began. In this method,fibre suspension using a rheologymodifier, dispersion agent, and otheradditives such as surface active agents,iswet-extruded through a nozzle to formfilament yarn. After this, the water isremoved. This method has the potentialto produce low-cost yarn with adequatemechanical properties and has a verylowenvironmentalimpact.
The initial technology was furtherdeveloped in DWoC during 2014.Laboratory-scale yarn production machi-nery was constructed and developed.Several fibre types were tested as a raw
material for yarn making. In additionto process parameters, crosslinkingchemicals, a rheology modifierand strength additives were furtherresearchedandtested.
In the final developed technology, fibresuspension was extruded on a formingwire using a special nozzle, and wetpressing with moving wire was used toremove the excess water from the yarn.Cross-linking gel was needed aroundthe fibres to create wet strength for thewetpressingstage.
After the excellent research results, aspin-off company of VTT – S p i n n o v a –beganoperationsinJanuary2015,andhassincedevelopedthismethodfurther.
Editedby Kirsi Kataja Researchers Juha Salmela, Johanna Liukkonen,
Jarmo Kouko, Ville Klar, Thomas Widmaier
I
Spinningpulpfibreswitharheologymodifier-Spin-offcompanySpinnova
31 32

F I G U R E 1 9 DESfibreyarn.
In addition tospinningpulp fibres with a rheology modifier, another approachto manufacturing pulp-based filamentyarn has been developed. The initialhypothesis of the mechanism for thisother approach was to swell the pulpfibresurfacesandtherebyassisttheinter-actions of fibres in the extrusion throughthe nozzle to produce filament yarn.Deep eutectic solvent (DES), composedof choline chloride (ChCl) and ureashowedtobeasuitablemediumforpulpfibreyarn formation.Thiseutecticmixturecan disperse pulp fibres and form a gel-like suspension that can be further spuninto fibre yarns using the extrusionmethod. Our research produced clearevidence of swelling, and no dissolutionof cellulose took place in the process,meaning that the cellulose I structureremainedintact. The developed filament productionmethod uses dry-jet wet spinning, andis easily up-scalable with simultaneousspinningjets.Thisenablesagreatamountof fibre yarn filaments to be made ina short time. The prepared filament ismadewaterresistantbycombininganon-toxic crosslinking additive (5–10%) with ashort heat treatment. Thismethod allows
continuous filament production, and thefilament can be cut into staple fibre ifrequired. The produced filament exhibitsnative wood cellulose structure with nolossesofhemicelluloses.
T E C H N I C A L D A T A : Filament diameteris between 60 µm and 120 µm, and thelength-mass is 170-250 dtex (dependingon the utilised nozzle diameter). The fila-mentisfullyrecyclableandmanufacturingcostsare low.ThepropertiesofDESfibreyarnareverydifferenttothoseoftheearlierdescribed pulp yarn produced with therheologymodifier.TheDESfibreyarnhashigh porosity and high water absorptioncapacity (500%), and still has high wetstrength, up to 60% of that recorded indry conditions (130 MPa with an elon-gation of 17%). The surface of the fibreyarn is easily modified using chemicalmodificationstrategies.
P O T E N T I A L A P P L I C A T I O N S : Rein-forcing biocomposite materials, givingstrengthandelasticitytonon-woventextiles(seeNon-woventextilesbyfoamformingpage41),waterabsorbingstructures,andsubstratesforaffinitycaptureapplications.SeeHormonecapturing,page108.
Tiia-Maria Tenhunen, Hannes Orelma, Hille Rautkoski, Ville Klar, Minna Hakalahti, Jaakko Pere, Tuomas Hänninen, Ali Harlin
I I
Spinningpulpfibreswithdeepeutecticsolvents(DESfibreyarn)
33 34

Nanocellulose-basedfilamentsbywetanddryspinning
Meri Lundahl, Ling Wang, Gisela Cunha, Ester Rojo, Ville Klar, Yingfeng Shen, Ali Harlin, Pezhman Mohammadi, Markus Linder,
Hannes Orelma, Ilari Filpponen, Orlando Rojas
We demonstrated several methods forpreparing cellulosic filaments with nativecelluloseIcrystallinestructuresduringthefirstphaseof theproject.Theaimwas todevelop high performance, continuousfilaments(fibreyarns)usingnativecellulosenanofibrils (CNF). Crystalline regions inCNFhavebeenreportedtohaveYoung’smodulusashighas138GPa.Thus,thehighcrystallinity and thepresenceof celluloseI suggests that CNF-based fibres have asuperior mechanical performance to thatof existing cellulosic materials (cottonand regenerated cellulose fibres withcellulose II, forexample).Suchfavourableperformance can be augmented if CNFis aligned properly during the spinningprocess. Long CNF-based filamentswere produced using several spinningtechnologies.
The team produced monomaterialfilaments (only CNF), coaxial filaments(CNF core and polymer surface), hybridfilaments (using recombinantly producedgenetically engineered fusion proteinsand CNF) and composite filaments(enzymatically fibrillated cellulose andcrosslinker polymer). Some of the con-cepts, i.e themost suitable for upscaling
tocontinuousspinning,wereselected forthe second phase of the DWoC project.In the second phase, we identified threemain challenges in filament production:waterstability,makingtheyarnsuitablefortextileproducts, and theupscalingof theproduction process for high throughput.
We wet-spun the monofilaments fromnanofibrillated cellulose using differentkinds of pretreatments.Theproperties oftheensuingfilamentswere influencedbythe pretreatment and solids content ofthenanofibrils. Tosolve thechallengeofwater stability, we used benzophenone-modifiednanofibrils toproducefilamentsthat became stable in water via UV-triggered crosslinking. Another approachwas to use a water-repellent additiveor coating for the filaments. In order toproduce larger filament batches, wedeveloped a coaxial spinning method,which incorporated a supportive, re-cyclable polymer shell around thenanocellulose hydrogel during wet-spinning.
Alaboratory-scaleconceptfor conductivefilamentswasalsodeveloped.
M A T E R I A L C H A R A C T E R I S T I C S : Thefilaments are rather stiff and surfacesconsiderably rough. Thickness can becontrolledbyvarying thediameterof thewet-spinningnozzleor the solids contentof the nanocellulose hydrogel. Roundor flat cross-sectional shapes can beobtained by drying the filament withor without squeezing on a winder, res-pectively. The filaments with pretreatedfibrils in particular absorb water stronglyand fully disperse in water over time.UV-crosslinked filaments can easily behandled,eveninwater.
T E C H N I C A L D A T A : The dry tensilestrength of a monofilament can reachapproximately 300 MPa. By using pre-treatment, Young’s modulus can be
increasedfrom15.5±1.7GPato21.3±5.5GPa, while elongation at break decreasesfrom6.9±0.9%to2.8±0.5%.However,the pretreated filaments retain less than1%oftheirstrengthinwetconditions,anduntreatedfilamentsretaincloseto2%.Wetstrength can be increased above 80% ofdrystrengthviaUV-crosslinking.
P O T E N T I A L A P P L I C A T I O N S : Thefilaments can be used in applications inwhich the combination of high strength,stiffness and lightness is important. Forexample, they could be used to reinforcebiocomposite materials. In addition, thefilamentcanbechoppedandusedinnon-wovens. This was already demonstratedby preparing a non-woven sample byfoamforming.
F I G U R E 2 0 Differentkindsofnanocellulose-basedfilaments.
35 36

Steven Spoljaric, Jukka Seppälä
Filamentsfromenzymaticallyfibrillatedpulp
F I G U R E 2 1 (page38)Filamentsfromnanocellulose.
Improvingthewetstrengthof
fibrefilamentsusingpartial dissolution
withNMMO
Hannes Orelma, Hille Rautkoski, Antti Korpela
In order to enhance spinnability andimpart strength and water stability, weblended enzymatically fibrillated pulp(EFP)withselectedcrosslinkingchemicalstoprepare spinningdopes.Thefilamentswereeitherdirectly spun intoanacetonebath, or were spun in air. No additionalconcentration or removal of water wasnecessaryfollowingcrosslinking. T E C H N I C A L D A T A : The dry tensilestrengthof themonofilamentwas40±6MPa, and elongation at break was 1–5%.Wettensilestrengthwas65±4MPa,andelongation 17± 2%.The reference valuesfordrycottonyarnare625±225MPaand3-8%, and forwet cotton yarn590±150MPaand9±2%.
P O T E N T I A L A P P L I C AT I O N S : The greatpotential of this type of filament is itsapplicability in combined processes inwhich the spun filament yarn is, for ex-ample, knitted in to the ready-madeproduct during the same process. Byutilising heating, appropriate viscosity canbe achieved, allowing the monofilamentsto go from spinning to knitting almostinstantaneously.Bycombiningthespinningprocess with a manufacturing process,the production chain can be significantlyshortened.Thisinturncanreducethecosts,leadtimes,andenvironmentalimpactsofproduction.
We developed a post-treatment methodforimprovingthewetstrengthofcellulosefilaments by partial dissolution andregeneration with NMMO. NMMO wasapplied to the filament structure usingtwodifferentmethods, includingNMMO-methanol impregnation and NMMO-melt
treatment.NMMO-meltpartiallydissolvedonlytheouterlayerofafilament,whereasNMMO-methanol treatment cross-linkedthewhole filament structure. Using thesetools,thefilamentpropertiescanbetunedfordifferentenduses.
37 38

F I G U R E 2 2 Conductivefilament.The1cmlongfilamentsampleisonthetopleftinthecircuit.
We adopted a straightforward gas-solidapproachtohydrophobiseCNFwet-spunfilaments, using selected chemicals. Themodified CNF filaments presented notonlyahydrophobiccharacterbut,insomecases, showed lipophobicity, which alsodenotesanamphiphobiccharacter.
Gas-phasemodificationofCNFfilamentsusinghydrophobicchemicals
Gisela Cunha, Ling Wang, Orlando Rojas
Conductive filaments were successfullyproduced in a two-step process. Lignocellulose nanofibres (LCNF) were firstmade into filaments, after which carbonfibres(CF)withhighporosityweretreatedusingone-stepcarbonization.
Conductivefilaments
Ling Wang, Orlando Rojas,
39 40

Foam forming enables the productionof a vast variety of fibre-basedmaterials.Feeding the fibre foam into a porousfabric and sucking out the liquid phaseleaves a fibre network, which forms theskeleton of the non-woven fabric. Multi-scale structural features affect both thetechnical and perceptual qualities of thematerial.
We combined cellulose yarns and fibresinto different types of non-wovens, ran-ging from thin textiles to thick elasticmaterials.Thematerialcharacteristicsvary
greatly depending on the type of yarnsand fibres, their relative proportions andhow tightly the material units are boundtogether. The basic fibre componentshave been pulp yarn (by DES process),commercial paper yarn, viscose fibres,pineorbirchkraftpulpandsomeaddedlatex.
T E C H N I C A L D A T A : Materials with yarnare generally quite light, with densitiesvarying in the range of 150−300 kg/m3. The obtained strengths showed aconsiderable scatter, 0.2−2.8MPawith areferencevalueof6.8MPaforapurepinekraft sheetwith latex.We found a similarscatter in the breaking strain with somehighlyextensiblesamples.
P O T E N T I A L A P P L I C A T I O N S : Thenon-woven fabrics can be utilised in, forexample, technical textiles, commodityproducts, composite applications, andinteriordecoration.
Jukka Ketoja, Atsushi Tanaka, Jani Lehmonen
Non-woventextilesbyfoamforming
F I G U R E 2 3 Pulp-based non-woven textiles by foam forming.
F I G U R E 2 4 ’Spacepanel’;opticalfibresintegratedintofoam-formedpulpboardproductionprocess.
F I G U R E 2 5 Lampshadeproducedbyfoamformingandmoldtechnology.
MolddesignbyAnastasiaIvanova.
41 42

F I G U R E 2 6 Textile filaments, yarns and
fabric from old newspapers. Fabric designed by Marjaana Tanttu.
T E C H N I C A L D A T A :
I o n c e l l isanew,sustainabletechnologyfor producing high-quality textile fibres.The process uses an environmentallyfriendly solvent called ionic liquid,developedbyateamofresearchers fromA a l t o U n i v e r s i t y and the U n i v e r s i t y
o f H e l s i n k i.Thisprocesscanturnwoodpulp, used cotton textiles, or even oldnewspapers and cardboard into newhigh-quality textile fibres without usingharmfulchemicals.
As material recycling and upcycling arebecoming an important topic in oursociety,therecyclingofcottontextilesandcard-board were tested already duringthefirstphaseoftheDWoC.Inthesecond
phasethetaskwasevenmorechallenging.We spun Ioncell fibres from a deinkednewsprint/(DBNH)OAc dope using adry-jet wet spinning method. The fila-ment jets were coagulated in water. Thefila-mentswerecutinto40mm-longstaplefibres before they were washed. Thesefibres were blended with commercialviscose fibres, carded, drafted together,and ring-spun into a yarn from a 50:50blend of Ioncell newsprint fibres andviscose.Thespunyarnwasknitted,leadingtothefinalproduct.
M A T E R I A L C H A R A C T E R I S T I C S : Ioncell newsprint fibres are strong even whenwet. They feel soft and are shiny inappearance. The cross section is circular.Thefibreshavegoodwaterabsorbency.
P O T E N T I A L A P P L I C A T I O N S : Usingnewsprint as raw material for cellulosicfibre spinning offers new possibilitiesto upgrade waste material to high-value-added products. Fibres spunfrom newsprint are suitable for textileapplication, bio-composite applicationsandothertechnicalfibres.
How to wear old newspaper - Fabricsfromwastecellulose
Yibo Ma, Marjaana Tanttu, Shirin Asaadi, Michael Hummel, Herbert Sixta
43 44

Consumers and governments are increasingly demanding products that are recyclable or biodegradable and made from renewable raw materials, using environmentally friendly manufacturing processes. Future materials have to be safe to wear and use, and their use should not be harmful to nature, as microplastics are today. For example, nanocellulose is biocompatible and can be processed into extremely light, strong structures. We also tested another approach, the all-cellulose concept in, for example, the prototyping of footwear.
HEALTH AND WELLBEING
F I G U R E 2 7 Prototype bicycle with white nanocellulose structures 2017.
F I G U R E S 2 8 A N D 2 9 Extremelylight,strongtubularstructuresfromnanocellulose,
seepage47.
45 46

Fibrillated nanocellulose can be pro-cessed using moulding technologyinto extremely light, strong 3D forms,structures and constructions that arebased on the chemical bonding ofcellulosic fibres. These explorations wereused to challenge and test materials inways that would create new knowledgeon the formability of fibrillatednanocellulose in solid 3D objects andidentify interesting design uses in newapplicationareas.
In the beginning, the material itself,fibrillated nanocellulose, was the startingpoint for explorations with a moreopportunistic and intuitive approach, andthere were no strictly predefined met-hods and systems. Thus, preconceivedideas do not limit the creative process,whichisnonlinearanditerativebynature.In the first phase, the explorations wereused to challenge and test materialsin ways that would bring forth newknowledge of the formability offibrillated nanocellulose in solid 3Dobjects entailing different colours,forms, structures and compounds.The material was dyed with reactivetextile dyes using the cold pad-batch
method. We chose three main forms:hemispheres, tubesandsheets,whichweusedforall-celluloseconstructions.Theseareeasytocustomiseintermsoftechnicalqualities, shape, size, and colour, andthey offer wide-ranging opportunities forfurther development, especially inproducts that have to be recyclable andbiodegradable.
Hollow, colourful, solid nanocellulosestructures, as well as all-cellulose com-posite structures (multilayered) wereproduced with the developed mouldingmethod. Structures included various3D forms such as tubes, polygonalforms, honeycombs and corrugatedsheets. Light, strong cellulose-basedstructures can be moulded withoutchemicals and these properties arebased on the chemical bonding ofcellulosicfibres.Alayer-by-layerormono-layer method and the use of differentCNF, CMF, pulp, and CMC combinationsenable high variations of tailoredproperties. Topography can be tunedwith sanding (basic tools can be used,the material does not cause wearing ofthe tools) and the surface can be alsostructured.
Tiina Härkäsalmi
Exploringtheformabilityofnanocelluloseforsolidstructures
T E C H N I C A L P R O P E R T I E S : light and strong, tailorable material properties. E.g. birch tube: diameter 16.5 mm, thickness 0.61; length 95 mm, weight 3.99 g, density ~ 810 g/m2, strength/stress ~ 80 MPa
M A N U F A C T U R I N G P R O C E S S E S : a layer-by-layer or mono-layer method, high shrinkage in drying process > special requirements for form and mould design
S E N S O R I A L P R O P E R T I E S :
B V i s u a l : opaque, non-reflective, light absorbing, high variety of colourfulness, high intensity of coloursB S m e l l : odourless (dry/wet)B To u c h : from smooth to rough depending on the mould surface or surface finishing, hard/semi-hard, warm handle, wood-like touchB S o u n d : “clattering”
S U S T A I N A B I L I T Y : 100% renewable material, easily recyclable/reusable, (bioeconomy, circular economy), biodegradable and compostable, mono-material, non-toxic, traceability (certified pulp)
H E A L T H : non-outgassing, non-allergenic, non-toxic, odourless
M A T E R I A L C H A R A C T E R I S T I C S
F I G U R E 3 0 Colour palette for reactive-
dyed nanocellulose by Tiina Härkäsalmi 2016.
47 48

F I G U R E 3 1 Cellulosenanofibril
sheetswithpulpfilaments.
F I G U R E 3 2 Corrugatedsheetstructuresfromnanocellulose.
F I G U R E 3 3 Light,durable
honeycombstructuresfromnanocellulose.
F I G U R E 3 4 Tubularstructure.
F I G U R E 3 5 Corrugatedsheetstructuresfromnanocellulose.
F I G U R E 3 6Composite
sheetsbasedonnanocellulose.3 1
3 2
3 3
3 4 3 5
3 6
49 50

F I G U R E 3 7Conceptkayakingpaddle.
F I G U R E 3 8Concept stool no.2withIoncellfabric.
F I G U R E 3 9Conceptstoolno1.
F I G U R E 4 0Prototypebicyclewithload-bearingnanocellulosestructure(whitetubes).TheCNFtubeswereproducedbyTiinaHärkäsalmi.TheprototypewasmadebyKimAntinandTuomasPärnänen.ThemechanicalstrengthofCNFtubeswastestedbyMaunoKemppainenandStevenSpoljaric.
51 52

All-celluloseshoe:Novelwood-basedmaterialsinfootwear
Saara Kinnunen, Jukka Ketoja, Atsushi Tanaka, Kari Kammiovirta, Kirsi Kataja
There is a need to find alternatives tocommonly used footwearmaterials, suchas chrome-tanned leather, oil-basedsynthetic materials or cotton, which aretoo often harmful to the environment.Ecological wood-based materials couldbeonesolution.
ThepurposeoftheA l l - C e l l u l o s e S h o e
was to test and develop selected wood-based materials on the demo product.The material development was design-driven and carried out together withmaterialresearchers.
The main aim was to find a suitablematerial for the upper part of footwear.This material must be strong, elastic,water-andheat-resistant,andbreathable.It was developed in various ways, be-ginningwithathin,easilybreakablewoodfibre-based non-woven (foam-formed)material. Itwasclearalreadyat thispointthatthedevelopedmaterialwasnotlikelytoachieveall thequalities that theupperpart of a shoe should have. Therefore, adecision was made to concentrate ondeveloping strength and elasticity.For the final demo (see F i g u r e
4 2 )thethicknesswasadjustedtogivegoodstrengthbutnotto formwrinkles in the toe
area. Pulp based filaments (see Spinningpulp fibres with deep eutectic solvents,page34)gavestrengthandelasticitytothebasematerial,whichconsistedofpulpandviscose fibres. Birch fibreswere replacedwithpinefibresbecausetheyarelonger.
In order to make the material evenstrongerandtoprevent itbreakingwhenthe shoe was removed from the last, atypeofcellulosederivative,colouredwithtextilepigment,wasappliedtothesurfaceofthenon-wovenmaterialbya3Dprinter.
Traditionally,thetoepuffandheelcounterofashoearemadefromleatherorplastics.In this research, we usedmicrofibrillatedcellulose paste (MFC) to reinforce thestructureof theshoe.MFCwasalsousedasaglueinalldemos.
The materials endured the shoemakingprocess, despite being doused in water,heated, glued, sewn, and handled byheavymachines.Eventhoughthematerialsare yet not strong enough to be used in
commercial footwear, they turnedouttobeversatileandprovedtohavepotential.
F I G U R E 4 2All-cellulosedemoshoes.DesignandphotobySaaraKinnunen.
F I G U R E 4 1Protoypingwasanessentialpartofthedesign-drivenmaterialresearch.PhotobySaaraKinnunen.
MoreinfointheBachelor’sThesis:Saara Kinnunen,All-Cellulose-Shoe,Wood-BasedMaterialsinFootwear,HAMK,2017
53 54

The combination of recently emergedmanufacturing methods and the inten-sive research on wood-based materialswill also enhance future sustainablesolutions in architecture. New cellulose-based elements and all-cellulose struc-tures can be lightweight and recyclable.Good acoustic properties and easily convertible visuality make these newapplications especially interesting forinteriorarchitecture.
ARCHITECTURE AND SPATIAL
APPLICATIONS
F I G U R E 4 3 Laminatedall-celluloseboardwithstructuredsurface,seepage68.
F I G U R E 4 4 (page 55)Laminatedall-cellulosematerialpressedto3Dform,seepage68.
5655

Foamed pulp can be used in the pro-ductionofsoundabsorbingandinsulatingpanels. Due to its special structural andrheological properties, the interactionbetween the foam,fibrematerial and thestructural details of themoulddeterminethe final product properties. The uniqueporous structure (tunable proportionof large pores) obtained through foamforming enables material propertiessuch as density, stiffness, gas or liquidpermeability, heat insulation or soundabsorptiontobetailored.
The non-linear design process consistedof iterative loops between the differentpanel designs of the shell-like formswith both curved and edgy profiles and
moulds and different surface textures.The moulds were manufactured usingdifferent technologies and materialssuch as plywood for hill-like structures;polystyrene, which was perforated bylaser cutting and vacuum-formed intothe correct shape; a metal wire materialwith sharp regular bends in its structure;anda3D-printedPLAmould fora sharp-edge form. The surface texture can bevaried by, for example, changing thedensityandsizeoftheholesintheplasticmould. On the other hand, a metal wiremoud can also produce a unique textile-like texture, in which traces of the wireappear as textile yarns. Sufficiently smallanddensedewateringchannelscausethesub-mm-scaleregulartexturetodisappear.
3Dformsandsurfacestructuresfromfoamforming
Tiina Härkäsalmi, Jukka Itälä, Jani Lehmonen, Jukka Ketoja
F I G U R E 4 5 Acousticpanelsfrompulp.DesignedbyTiinaHärkäsalmi.
M A T E R I A L C H A R A C T E R I S T I C S
P H Y S I C A L P R O P E R T I E S :
B S t i f f n e s s : semi-rigidB S t r u c t u r e : closedB S u r f a c e : textures B T r a n s p a r e n c y : opaqueB S u r f a c e h a r d n e s s : semi-hard,soft
A C O U S T I C P R O P E R T I E S : sound-absorbing, sound-diffusing, sound-reflecting
S U S T A I N A B I L I T Y P R O P E R T I E S : bio-degradable, recyclable, lightweight, lowcarbonfootprint,single/monomaterial
P O T E N T I A L A P P L I C A T I O N S : Interior acoustic elements. It is possible tomanufacturemultifunctionalproductsthatcan tackle various needs in constructionand renovation. The dyed pulp and formtogether provided an interesting varia-tion to the material’s visual qualities.Moreover, the surface texture enhanceditstactilepropertiesandgavethematerialafeelofhigherquality.
Early dyeing of pulp with reactive dyesbefore the actual foam-forming processenables good colour penetration, andensures uniform and integral colouringof theend-product. Inaddition, thedyedpulp enables a multitude of differentcolours, which are obtained by mixingbatches of different basic colours.Multi-scale 3D forms entailing sub-mm-scale surface textures and micro-scalefibre network structures can be easilycustomised. Foam-forming allows regularflow patterns with which the desiredsurface texture can be easily formed.This is particularly beneficial for fibre-based applications in which perceptualproperties related to thematerial surfaceareessential.Typicalexamplesareinteriorelements,panelling(e.g.vehicle interiors)or furniture. In addition to acoustics andvisual performance, the surface texturemayalsoaffectother technicalpropertiessuch as light scattering and surfacestrength, which are important for interiordesign.
The material’s density, stiffness,permeability, heat insulation, and soundabsorption can be tailored. The form ofthepanelscanbecustomisedonmultiplescalesbymouldingwith,forinstance,laser-cut and vacuum-formed plastic moulds,or a 3D-printed mould. Multiple colourvariantscanbeproducedbymixingpulpfromjustafewdifferentcolourbatches.
All-cellulose panels are easy to recycleafter use. The foam-forming process issimple and requires a relatively lightinfrastructure. The mouldability of thematerialenablestailoredsolutions.
57 58

F I G U R E 4 6 Firstprototypesof3Dfoamformedpulp2014.DesignbyTiinaHärkäsalmiandJukkaItälä
F I G U R E 4 7 Secondcycleof3Dfoamformedpulp2014.DesignedbyTiinaHärkäsalmiandJukkaItälä
F I G U R E 4 8 Third cycle of 3D
foam-formed pulp 2017. Designed by Tiina Härkäsalmi in
collaboration with Eeva Suorlahti.
59 60

F I G U R E 4 9UV- printed foam-formed pulp boards (resembling plasterboards). The board surface looks and feels like a textile surface because the wire pattern is copied to the foam surface. The print pattern strengthens the impression of textile surface. The researched aspects by means of design were the printing quality of thin and overlapping coloured lines and appearance when printing on the wire patterned surface. Print designed by Heidi Turunen.
Foam-formedinteriorelements
Jani Lehmonen, Jukka Ketoja, Atsushi Tanaka, Heidi Turunen, Anastasia Ivanova
F I G U R E 5 0 Researchingthestrengtheningoffoampanels.
Foam-forming technology enables theproduction of a vast variety of fibre-based materials. Through this research,we produced a new type of board frompulp by foam forming and pressing. Thematerial of these boards contained onlypulpandasmallamountofadditives(suchasafoamingadditive). M A T E R I A L C H A R A C T E R I S T I C S : Thedensityprofileofthesefoam-formedpulpboards (resembling plasterboard) canbe adjusted. The board surface can bedesignedasprintedorpatterned.
T E C H N I C A L D A T A : The bendingstiffness for the commercial peeledplasterboard reference was 1.13 ± 0.13MPa, and correspondingly for the foam-formed pulp board, 2.95 ± 0.43MP. Themaximum deflection for the commercialpeeled plaster board was 0.5 ± 0.1 mmandcorrespondinglyforthefoam-formedpulpboard14.45±0.38mm.
P O T E N T I A L A P P L I C A T I O N S : Pulp-based alternative for traditionalplasterboard. Decorative and functionalelements.
61 62

F I G U R E S 5 1 - 5 3 Differentkindsofinteriorelement
demosusingfoamformingandpressing.
DesignedbyHeidiTurunen.
63 64

The aim of our research was to achieveoptimum conductive properties incellulose-based non-woven textiles,using a minimum amount of materialsand chemicals, and a minimum numberof processing steps. In the developmentprocess,weusedsonicationtohomogenisethedispersionofcarbonnanotubes(CNTs)and nanocellulose. The dispersion wasmixed with matrix fibres (e.g. cellulosepulpandviscosestaplefibres),usingfoamforming.Theresultingconductivematerialcanbe in the formofeitheranon-woventextileorathick3D-shapedelement.
M AT E R I A L C H A R A C T E R I S T I C S : Thematerials and processes used madeevery singlecellulosefibre in thecreatedmaterial structure conductive. Themaximum achievable temperature of aheating structure is already adjusted inthe production process by the amountof carbon nanotubes. CNTs act as a fireretardant.
T E C H N I C A L D A T A : Heating of totalvolume–nohotspots.Nofirehazard.Themaximumtemperaturecanbecustomised.Low voltage (e.g. 9V) canbe used in theproducts,whichmeans that they are safeand easy to install. Rapid cooling. Nochemicalreactions.
P O T E N T I A L A P P L I C A T I O N S : Therearevariouspossibilitiesforusingthisinventionin different applications. The conductivenon-woven element can also be usedinsidedifferentstructures.Examples:Boatcabin walls, car interior panels, personalheatersinoffices.
Sanna Siljander, Pasi Keinänen, Anna Räty, Atsushi Tanaka,
Jani Lehmonen, Anastasia Ivanova
Conductive(heating)non-woventextilesand3Delements
F I G U R E 5 4 Heatingelement‘Salmiakki’.DesignedbyAnastasiaIvanova.
65 66

Natural dyes, derivedmainly from plants,have traditionally been used for textiles.Historical recipes include compoundswhich are today considered harmful, andmany recipes have been updated. Thereis a growing interest in utilising naturaldyes and finishings not only for softmaterials, but also for interior elementsand objects. In this project we dyed allsortsof cellulose-basedmaterial samples,using natural colours. The experimentswere conducted on nanocellulose in theformoffilmandsphere,pinewood,birchveneer, pulp sheets, pulp fibre filamentsand yarns, and fabrics made from cottonor flax. The colour sources were forexample birch, lupine, nettle, onions,tancy, webcap, madder and cochineal.The dying followed the traditionalprocess: we added the colourants toboilingwaterandusedmordantstoattachthecolour.
M A T E R I A L C H A R A C T E R I S T I C S : Thehuesweresoftandnatural.Wewereableto generate different types of tones, andasestimated,thesoakingtimeaffectedtheintensity of the colour.The shadesof thesamples were almost equal, despite theuse of cellulosicmaterials. Nanocellulosedyed remarkably well, but the intensityof the tone increased due to shrinkageduringthedryingphase.Thecolourswerefastened by using suitable mordants foreach colourant. However, their durabilityagainstlight,humidityandrubbingshouldbe further researched, and the recipesmight require adjustments to optimisetheprocessforeachmaterial.
P O T E N T I A L A P P L I C A T I O N S : Natural dyescouldalsobeasustainable,safewayto colour various cellulosic or woodenmaterials on an industrial scale in thefuture.Applicationareascouldbealmostanywhere where cellulosic materialsareused.
Testing natural dyes for cellulosic materials
Heidi Turunen
F I G U R E 5 5Thin sheets of
wood coloured with natural dyes
by Heidi Turunen. We developed a material combinationof microfibrillated cellulose (HefCel) andinorganic nano-scale pigments, whichcan act as a fire retardant on a woodensurface. HefCel acts as a binder. Thematerialcontainsnoadditionalchemicals. M A T E R I A L C H A R A C T E R I S T I C S : Thedeveloped fire retardant material is easytoapply towood,usingabrush, rollerorspray. Importantly, unlikemost traditionalfire retardants, it is safe for both theenvironment and humans. It dries whenheatandairflowoflessthan60sforsinglelayer is used.A surface layerof thicknessless than 100 microns is capable ofprotecting wood from ignition during a180secondflameexposure.
P O T E N T I A L A P P L I C A T I O N S : Can be used as a fire retardant on wood (orother similar cellulosic surfaces) in dryconditions.
We have filed a patent applicationfor the concept. Research activitiesto commercialise the technology areongoing.
Jaakko Pere, Vesa Kunnari, Timo Kaljunen
Cellulosenanofibril-basedcoatingasfireretardant
All-cellulose structures such as soft/hard,soft/film, hard/film cellulose structures,can be easily glued with enzymaticallyfibrillated nanocellulose (HefCel). Wedeveloped an adhesion test method fortwounlikecellulosicmaterialsurfaces.Thetest results showan importantcorrelationbetween fibre-based material porosityand adhesion gained with nanocelluloseparticle suspension: the higher theporosity, the better the bond strengthbetweentwoadherents.
P O T E N T I A L A P P L I C A T I O N S : Glueingall-cellulosic structures for end-use in dryconditions.
Glueingwithnanocellulose
Jaakko Pere, Jyri Roppola, Vesa Kunnari
6867

F I G U R E 5 6 All-cellulose demo structuresfrom cellulose and nanocellulose.Designed by Heidi Turunen.
This is a method of producing a novellaminated material structure that com-bines nanocellulose and cellulose. Noadditional glue is needed. The methodhas been demonstrated by creatinginteriorarchitecturaldesignelements. M A T E R I A L C H A R A C T E R I S T I C S : Thematerial is strong and light. Various finis-hing possibilities include embossedpatterns, printed pictures and painted surfaces.Wetmaterialcanbeshapedinto3D forms. Thematerial can be drilled orsawn using conventional woodworkingtools. It is totally bio-based and bio-degradable.
Laminatedstructures forinteriorarchitecture
T E C H N I C A L D A T A : The bendingstrength of this novel structure is 28 N/mm2, which is higher than the strengthof the tested reference materials chip-board (8N/mm2),gypsumboard (EH,10N/mm2),MDF (26N/mm2)andsoftwoodplywood(22N/mm2). E C O N O M Y : Competitive raw materialprice,simpleproductionprocess. P O T E N T I A L A P P L I C A T I O N S : Interior architectural design elements, analternative to domestic partition wallsmadefromgypsumandchipboard,officepartition walls that are light and soundabsorbing,andfurniture.
Vesa Kunnari, Heidi Turunen, Timo Kaljunen, Jaakko Pere,Ali Harlin, Ulla Salonen, Vuokko Liukkonen, Jyri Roppola (TUT, student), Kirsi Kale (Omnia, student)
F I G U R E 5 7 Testing the strength of laminated material in the final exhibition of the DWoC project (Finlandia hall, 9-10.1.2018).
7069

Dyed and printed nanocellulosefilms
Heidi Turunen, Vesa Kunnari, Jaakko Pere, Pauliina Varis, Timo Kaljunen
Cellulose micro/nanofibrils have highbinding and film-forming potential.Earlierprojectshaveupscaledthisfeatureto produce films on a pilot scale withdifferent characteristics. In this project,we studied the design-driven productionof dyed and printed films to determinetheir potential, and to inspire innovativefuture applications. Dyed nanocellulosefilms were produced on the V T T S u t C o
l i n e , using film-making technologybased on a patent shared by A a l t o
U n i v e r s i t y and V T T . The prints wereproducedusingoneoftwotechniques;silkscreenprin-tingoranofficeinkjetprinter.
M AT E R I A L C H A R A C T E R I S T I C S : Filmsmayhave different characteristics dependingon the fibre origin and processingmethod. Without dyeing, their appea-rance varies from completely transparentto translucent. Prior to film preparation,micro/nanofibrils can be easily dyed forvisual effects. Films are up to ten timesstronger than copy paper, but somewhatmorebrittle.
P O T E N T I A L A P P L I C A T I O N S : Micro/nanofibril films can provide naturallyexcellent barriers against oxygen andgrease in, for example, food packaging.By chemical surface functionalisation,these films can be tailored for differentenduses.Dyed andprinted films canbeused in many applications that demandvisuallyaestheticproperties.
F I G U R E 5 8 Inkjet printed nanocellulose films. Printed microscope images of willow bark by Jinze Dou, Aalto University. Designed by Heidi Turunen.
F I G U R E 5 9 Dyed or screen-
printed nanocellulose films. Pattern and color
design Pauliina Varis.
71 72

F I G U R E 6 0 Wooden Rag Rug. Horizontal timberstrips with various widths painted using colourednanocellulose. Designed by Heidi Turunen.
Cellulosenanofibrilcoatingaspaint
Jaakko Pere, Vesa Kunnari, Heidi Turunen
Cellulose micro/nanofibrils have aninherent ability to bind to wood andto various small-scale particles such ascolour pigments. These features havebeen combined by applying colour towoodsurfacesusingonlynanocelluloseasabinder. F I G U R E 6 1 Woodenreliefspaintedwithcolourednanocellulose.
DesignofreliefsbyHeidiTurunen.PhotobyAnneKinnunen.
M A T E R I A L C H A R A C T E R I S T I C S : CNFhave different characteristics, dependingon the fibre origin and processing met-hod. Their appearance as dried layersmay optically vary from completely trans-parent to translucent. Micro/nanofibrilscanbeeasilydyed for visualeffects. Filmsand structures made from nanofibrils ingeneral have tensile strength com-parable to aluminium, although theirsurface appears paper-like. They are alsocompletely recyclable. Micro/nanofibrilpaint can be washed away from surfacesusing water. Using nanofibril manufac-turing technology developed at V T T , thepaintapplicationsolidisbetween10%and15%,anddryingtimeiscomparabletothatoftraditionalwater-basedpaints.
P O T E N T I A L A P P L I C A T I O N S : Micro/nanofibril coating as paint may providea new eco-friendly interior decorationoption for surface treatment. Non-permanent markings that are removedusing water spray and a cloth in, forexample,construction,stencils,temporaryprotection during transport, or dressingpaint, could apply this technology. Thistechnology will be developed further toprovideenhancedwatertolerance.
73 74

F I G U R E 6 2 Balls made of wood dust mixed with nanocellulose by Heidi Turunen
F I G U R E S 6 3 , 6 4 Casted wood. Designed by Heidi Turunen
Nanocellulose is mixed with wooddust or coarse sawdust to produce the material for casting. A waterymaterialcombinationmaybepouredintodesigned moulds, resulting in hardpredetermined shapes after the waterhas evaporated. The cast pieces canbe reproduced by reusing the moulds.Machining is not necessary, though lightsurface grinding may be necessary,depending on the applications. Theshapingpossibilities,whenusingmoulds,are somewhat similar to the cast mate-rials in general. Completely wood-based material combination has a lowenvironmentalimpactandisrecyclable.
M A T E R I A L C H A R A C T E R I S T I C S : Thesurface structures of the material can bedesigned usingmoulds or by alternatingthegranularityof thewooden ingredient.Thematerialcanbedyedby,forexample,usingnaturalmineralpigmentsornaturalcolours. The tone of the dyedmaterial is
soft, due to the inherent beige colour ofthewood.Thesurfaceofthematerialfeelswarmasdowoodensurfaces.
T E C H N I C A L D A T A : The shrinkage ofthecastedmaterialandthestrengthofthedriedmaterialdependonthemixingratiooftherawmaterial.However,itsshrinkageis relatively lower than that of nano-cellulose,atjustafewpercent.Itsacousticfeatures are presumably close to thepropertiesofwoodenmaterial. P O T E N T I A L A P P L I C A T I O N S : Whenwoodenmaterialsareusedinamalleableform, application areas expand. Theoutcomescanbeusedinvariousproductssuch as wall reliefs for artwork, sound-directing designed objects, applicationsin the sports or toy industry, jewellery,shoes,disposableapplicationsingardens,interior decoration products, furnishings,or products related to the constructionindustry.
Casted wood
Heidi Turunen6 4
75 76

NEW MACHINERY FOR NEW MATERIALS
Many of the wood-based cellulosicmaterials researched in the DWoCprojectareentirelynew.Assuch,mostofthem are not directly usable in establis-hed industrial manufacturing processesandmachinery.For instance,manyof thespinning dopes cannot be directly usedinconventionalspinning linesas thetimescales for filament and yarn formationare completely different. While in theirsimplestform,filamentscanbeproducedby simple extrusion, these types of spin-ning approaches are often suboptimalin terms of both filament properties andproductionrates.
To address these issues early, wedeveloped new process machinery andapproachesat the same timeas spinningraw materials. Many prototypes wereconstructed to identify bottlenecks andchallengingfunctionsinthemanufacturingprocess. The early identification of thesecriticalareasiscrucial,asaddressingthemlateronisfarmorecostly.
The prototypeswere iteratively improvedthroughout the DWoC project. They alsoenabledustostudytheinfluenceofcriticalprocessparametersandtheiroptimisation.F i g u r e 6 5 illustrates the adopteddevelopmentprocessmodel.
MachinerydevelopmentintheDWoCcanbe roughly divided into two categories:filament spinning and 3D-printing,which are discussed in more detail inSections Spinning machinery, page 79,and Machinery for 3D printing, page83, respectively. The main target in thedevelopment of the spinning machinerywas to upscale production rates whilemaintaining or even improving theproperties of the yarn/filament. Regar-ding 3D printing, we tested variousextruders (both commercial and owndesigns) and developed a testing plat-form to efficiently test the 3D printabilityofawiderangeofcellulosicrawmaterials.
F I G U R E 6 5 Processmodelusedinmachinedevelopment.
77 78

Spinningmachinery
InthefirstphaseoftheDWoCproject,wetested, developed and successfullydemonstrated several approaches tofilament spinning. In the second phasewe set out to further develop thesetechnologiesintermsofboththematerialsand processes. As regards upscalingand spinning machinery development,we worked on three approaches;
• WetspinningofCNF• CoaxialwetspinningwithaCNFcore• Dry-jet wet spinning of DES (Deep
Eutecticsolvent)treatedpulp
The aim of upscaling was to assess thetechnological readiness and scalabilityof the spinning methods. Furthermore,to test the yarns and filaments as parts
of larger structures such as non-wovens,textiles or composites, we needed toproducethemathigherproductionrates.
The spinning dope characterisation aswell as the filament/yarn analysis met-hodsaredescribedindetailearlierinthisreport. For each spinning approach, 2–5prototypes were constructed. The fidelityoftheprototypesrangedfromveryroughto fully functional. The different spinningline prototypes were iteratively improvedthroughout the DWoC project, resultingin improved fibre yarn and filamentproperties, as well as increased production rates. Each spinning approach and therelateddevelopment isbriefly introducedbelow.
F I G U R E 6 6 Photographofcoaxialspinninglineprototype.PhotobyVilleKlar.
OneofthemainchallengeswithspinningCNF is that it develops wet strengthmuch slower than, for example, cellulosesolutions. In the process domain, thistranslates into having to be very gentlewith incipient filament to maintain thecontinuity of the spinning process. Totackle this problem, we studied how asupportive outer polymer could be usedtoenablefacileprocessingoftheincipientfilamentwithhigherdrawratios.
We developed several prototypes forthis approach, which are illustrated inF i g u r e s 6 6 and 6 7 . Depending onthe coagulation speed of the supportivepolymer, the incipient filament could
either be immediately picked up by arotatingroll,ortransportedonaconveyorbelt. The rotating roll was heated toexpedite the drying of the filament.Various mechanisms were studied forthe traversing movement of the filamentguides. Eventually, the best approachwith slowly coagulating sheath polymerswas to move the roll itself instead ofusing guides. This approach subjectedthe incipient structure to the leastamountstress.
Although these prototypes were used toproducesignificantquantitiesoffilament,their mechanical properties were lowerthan those of the pure CNF filamentsreported in literature. Furthermore, theroll-based drying method resulted infilaments of a ribbon-like shape. Thesefactors prevented deeper investigationsof the coaxial filaments as part oflarger structures such as textiles andcomposites.
I
CoaxialwetspinningwithaCNFcore
Meri Lundahl, Ling Wang, Ville Klar, Hannes Orelma, Petri Kuosmanen, Orlando Rojas
F I G U R E 6 7 Schematicviewsofspinninglineswithout(a)andwith(b)aconveyorbelt.
79 80

F I G U R E 6 8 Prototypeinclinedchannelspinningline.Photo:VilleKlar.
II
Dry-jetwetspinningofDES(DeepEutecticSolvent)-treatedpulp
Ville Klar, Hannes Orelma, Hille Rautkoski, Tiia-Maria Tenhunen, Ali Harlin, Petri Kuosmanen
The D E S m e t h o d for producing fibreyarnswasdeveloped in thefirstphaseofthe DWoC. The softwood pulp fibres aremixedwithaDES.TheDESpre-treatmentresults inagel-likespinnablesuspension,which can be solidified by removing theDESwithasuitablesolventsuchasethanol.These structures are unlike conventionalcellulosic monofilaments or yarns, andthereforewerefertothemasfibreyarns.
We developed a series of prototypesrelated to this wood fibre yarn spinningprocess. Similarly to CNF, the incipientfibre yarn had low wet strength, whichmeantwecouldnotemployconventionalwet spinning approaches. After rapid
prototyping, an inclined channel approachshowedmost promise sowe chose this asthemain concept.Thenovel featureof thespinning approach is that unlike traditionalwet spinning or dry-jet wet spinning, thedope is extrudedonto an inclined channelinsteadofastationarybath.
Inclined ethanol stream serves threepurposes. Firstly, it enables gentle,controlled drawing of the incipient fibreyarn. In early testing, various rolls andgodets were tested and we found thatthe incipientfibreyarnstructure lacked thewetstrengthtoensurecontinuousspinning.Secondly, the ethanol stream enabledexpedited removal of the DES from the
incipient yarn. Thirdly, inclined ethanolstream is a gentle way of simultaneouslyremoving DES and transporting the yarntoapick-uproll.Thisidea,withsuccessfultests,ledtotheinventiondisclosure.
We constructed a modular prototypespinning line (shown in F i g u r e 6 8 ), inwhich process-critical parameters couldbe measured and controlled. Westudied the influence of various spinningparameters and were able to increasethe load-bearing capacity and de-crease the linear density of the yarn. Byadjusting the angle of the channel andtheflowrateof theethanolwewereableto continuously spin the yarn. The in-clined channel spinning approach bothreduced the linear density and increasedthe load-bearing capacity of the yarn.Lineardensitiesdecreasedfrom21–24tex
to13–15tex.Tenacitiesimprovedfromthepreviouslyreported5.3±1.8cN/texto7.5±0.3cN/tex.
Despite substantial increases in theproduction rates in several spinningapproaches, the properties of the yarnremained low compared to, for example,regenerated cellulose fibres. The yarnshadanirregularcross-sectionalgeometry,which led to variation in the tensileproperties. This limited the use of theproduced yarn and filament samples inthe research of woven or knitted textilestructures. Instead, the produced yarnwasused for the researchofnon-wovenswith different staple lengths See Non-woven textiles with foam-forming,page41.
F I G U R E 6 9 DESfibreyarn.
81 82

InthesecondphaseoftheDWoCproject,a custom 3D-printing testing platformwasdeveloped.Thegoalwas todevelopan efficient way of testing a wide varietyof different pastes, solutions and otherliquids. One of the main requirementswas to be able to extrude high-viscosityliquids, even through small orifices, in acontrolledmanner.
Machineryfor3Dprinting
Ville Klar, Pyry Kärki, Hannes Orelma, Tiia-Maria Tenhunen, Petri Kuosmanen
F I G U R E 7 0Printingofnon-thermoplasticcellulose materialswithnewmachinery.
F I G U R E 7 1 Syringeextruderprototypeand3D-printerframe.PhotobyVilleKlar.
The cartesian motion was performedby a commercial inexpensive table-topCNC frame.Open-sourceelectronics andfirmwarewereusedtotranslatetheg-codeinto stepper motor movements. Most ofthe software toolchain in the 3D printerprototypewasopensource,whichmeantit was highly configurable, unlike mostcommercialalternatives.
The printer development focused ondesigningtheextruder.Thedevelopmentwork began by benchmarking variouscommercialsolutionsandtestingdifferentextrusion methods. Several 3D-printedprototypes were tested, and the mostperformantextruderdesignwasasyringepump. To further improve the syringepump idea, we attached a load cell tothe piston, which enabled us to monitorandcontrol theextrusionpressureswhileprinting. In addition, the printing couldbeperformedateitheraconstantspeedora constantpressuremode. F i g u r e 7 1
showstheprinterandextruderprototype.
Thetestedmaterialsincluded• Aqueous suspensions of variousnano- and microfibrillar celluloses withdifferentsolidscontents• Differentcellulosederivativessuchascelluloseacetateinvarioussolvents(e.g.acetone)• Cellulose solutions (ionic liquidas solvent)ofdifferent substrates suchasfabric and non-wovens (described in thenextchapter)
We also developed methods for eva-luating the drying related geometricaldistortion of the 3D-printed structures.The first iteration of this evaluationmethod was based on a custom opticalsystembasedonphotographyandimagerecognition. The second iteration wasbasedonthealgorithmicanalysisofpointcloudsfrom3Dscans.
83 84

F I G U R E 7 2 Extruderprototypefor3Dprintingnon-thermoplasticcellulosicmaterials.DesignedandconstructedbyPyryKärkiandVilleKlar.
3D PRINTING OF CELLULOSIC MATERIALS
Material extrusion-based additivemanufacturing, often termed three-dimensional (3D) printing, has risen tothe status of a standard manufacturingtechniqueinjustafewdecades.Itenablestoolless and patternless production ofcomplexgeometries.Furthermore,duetoitsdigitalnature,3Dprintingcanbeusedforlocalon-demandproductionaswellasmass-customisation.
Many3D-printingtechniquesrelyonlayer-wise shape production. Thermoformablematerials such as metals and plasticsare widely used. Non-thermoformablematerials such as ceramics are alsoused in paste-based printing. We havefocusedourresearchontwoprintingtech-nologies:D i r e c t I n k W r i t i n g (D I W )andF u s e d D e p o s i t i o n M o d e l i n g (F D M ).
In the DWoC project we believe that 3Dprinting with cellulose-based materialsholds the potential to realise a trulysustainable and circular economy. Themajority of current research efforts in thecontext of the 3D printing of cellulosicmaterialsareinthebiofabricationcontext,meaning, forexample, tissueengineeringandwounddressings.IntheDWoCwesetouttoexpandthepossibilitiesofcelluloseasa3D-printingrawmaterial.
Several different cellulose-based mate-rials were successfully 3D printed usingDIWorFDMtechnologies.Theresultsaredescribed in the following threesections.The research in the first three sectionswas conducted using DIW technology,and the fourth case was performedusing FDM. The distinctive trait of DIWtechnology was that the solidificationof the printed structures was not basedon phase transition frommolten to solidform, but rather on evaporation or theremoval of a solvent or liquid phase.DIW technology is necessary for mostcellulose-based materials, as they lackthe necessary thermoformability forconventional 3D-printing techniques. TheDWoC project used both a commercialprinter (nScrypt) and a custom testingplatform (described in the previoussection). We tested a wide variety ofdifferent cellulose-based liquids andpastes. We also tested the use of athermoformable filament in existingFDM 3D printers. The different printingtrialsarediscussed in furtherdetail in thefollowingfoursections.
85 86

Several experimental garments havebeen 3D printed over recent years. Insome cases, the material structure hasbeen reminiscent of textiles, but the rawmaterial has been plastic based andunsuitable for everyday use. Instead ofprinting the whole textile, an interestingoption could be printing on textiles.The use of cellulose-based printingmaterials in fabric modifications couldhave high application potential becauseof the structural similarities between thecellulose fabric and the print. Moreover,thesematerialscouldbeutilisedto installfunctionalities on fabric surfaces as light
3D textiles by printing cellulose
on cellulose
Tiia-Maria Tenhunen, Pirjo Kääriäinen, Marjaana Tanttu, Ilona Damski, Pauliina Varis, Kari Kammiovirta, Ville Klar
or thermo-responsible materials. From adesignpointofview,affordablemodifyingor personalisation of textiles using 3Dprinting will make them available to themasses, and the use of personalisationwillrapidlyexpandinthenearfuture.
We tested the suitability of severalcellulosic materials for 3D printing onfabrics. Textile applications that coulduse cellulose materials on cellulose-based fabrics would be environmentallyfriendlier, less allergy-causing, and easierto recycle. This approach to modifyingandcustomisingtextilesusing3Dprinting
F I G U R E 7 3 3D/2D printed pattern on fabric changes its visual and elastic properties.
and bio-based materials could open upwhole new application areas and designandserviceconcepts.
3D printing of cellulosic materials oncellulosic fabrics was performed using adirect-write method by printing cellulosederivatives on woven and knitted cottonand woven viscose fabrics. The adhesionof the printed structures was evaluatedvia peeling and washability tests. Theresults indicated that although both thecellulosederivativesused–rigidcelluloseacetate (CA) and flexible acetoxypropylcellulose (APC)–hadapositiveattractiontothecellulosesubstrate,CAhadahigheraffinity and good adhesion properties,
whereas the more branched molecularstructure ofAPCwas less firmly attachedtocellulosicmaterial.
The applicability of 3Dprinting cellulosicmaterials for textile modification andfunctionalisation was assessed throughiterative prototyping. Visual effectsand functional surface structures weredemonstrated. The utilisation of 3D prin-ting of cellulosic materials for surfacetailoring of cellulosic textiles eliminateslabour-intensive processing or externalglues and may enable new, simplecustomisation processes with minimisedmaterialusage.
F I G U R E 7 4 3D printing cellulose derivative
on cellulose-based fabric.
87 88

F I G U R E S 7 5 , 7 6 3D-printedtextiles,functionalprototypes.DesignedbyPauliinaVaris.Above:AthermoresponsiveprototypeutilisingthermocromicpowdermixedwithAPCsolution.Aconductivemetalyarnisembeddedintotheprint.Whencurrentpassesthroughthewire,theproducedheatchangesthecoloroftheprintedtagonthefabric.Below:Printedseammaterial(colouredAPC)replacingstitchesinthepocket.
F I G U R E 7 7 Structures printed using cellulose dissolved in ionic liquid could be used for smocking effects. Design by Pauliina Varis and Ilona Damski, 2016-2017
89 90

feel could be achieved by applying acellulose-basedcoating.Thecoatingalsoprovidesadegreeofwaterstability.
T E C HN I C A L DATA : The dry tensilestrengthof themonofilamentwas40±6MPa and elongation at break 1–5%.Wettensile strength was 65 ± 4 MPa, andelongation17±2%.The referencevaluesfor dry cotton yarnwere 625± 225MPaand3-8%,and forwetcottonyarn590±150MPaand9±2%.
POT E N T I A L A P P L I C AT I O N S : Non-woven structures can be utilised invarious3Dand2Dapplications,includinginterior decoration and décor products, furnishings, matts/coverings, andconstructionapplications.
We prepared monofilaments fromenzymatically fibrillated pulp blendedwith crosslinkedpolymer and a lubricant.The incorporationof crosslinkedpolymermanipulated dope rheology, allowingsuccessful spinning of filaments.We alsoincorporated strength, stiffness and adegree ofwater stability. The addition ofa lubricant increased filament ductilityand elongation, without compromisingstrength. Finally, we applied a thermo-plastic cellulose-based coating to thefilaments to enhance water stability andprovideasmoothfilamentsurface.
MAT E R I A L C H A R AC T E R I S T I C S : Thestructures were tough and hard, yetdelicate. Strength and robustness couldbe increased by applying more filamentlayers to the structure. The puremonofilamentswererough,butasmooth
3Dprintingofpulpfilaments
Steven Spoljaric, Jukka Seppälä
F I G U R E 7 8 3D-printedlacefrompulpfilaments.
91 92

F I G U R E 7 9 3D-printed cellulose objects. Designed by Anastasia Ivanova, Ville Klar and Pyry Kärki
We printed solid cellulose-basedstructures from both aqueous cellulosefibresuspensionsandcellulosederivativesolutions. We studied the influence ofraw material parameters (such as solidcontent and concentration) and printingparameters (such as infill density andextruder diameter) on the geometricalandmechanicalpropertiesof theprintedstructures.
Themainchallengewithprintingaqueouscellulose suspensions is that they aretypically only processable (i.e. extrudablethrough small diameters) at low solidcontents. The problem with low solidcontents is that as the structures dry,they undergo significant deformation, asmost of the volume is lost (evaporates)during solidification. Specialiseddrying methods such as freeze-dryinghave shown to be an effective way ofpreventing collapse and thus retainingthe intended shape in the 3D prints.However, these techniques suffer froma significant drawback; the loss ofmechanicalstrength.
Our aim was to control the dryingdeformation by printing at higher solidcontents and concentrations, and usingair drying with controlled temperatureand humidity. A further objective wasto quantify the drying deformation via3D scanning in a more accurate way, toenable drying compensation. Dryingcompensationessentiallymeans thatwitha known distortion, the reverse couldbe applied to the digital model, thusattenuating the geometrical distortionandimprovingshapefidelity.
MAT E R I A L C H A R A C T E R I S T I C S : 3D -printed objects can be designedto have different characteristics. Byusing different slicing parameters (e.g.infill patterns and layer thicknesses),objects can be modified to suit differentapplications. Different materials canbe incorporated into a single modelusing multiple extruders. Furthermore,cellulose-based materials can be printedon top of othermaterials, such as fabric. POT E N T I A L A P P L I C AT I O N S : 3D printing can be used to create complexthree-dimensional objects. Propertiescan be tailor made to fit the specificapplications. Different structures (e.g.composites) can also be prototypedusing 3D printing. One promising areais prosthetics. Strong, biocompatiblecellulose-based prosthetics can beprinted to fit each individual perfectly.Optimising theprintingprocess to achie-vebothgoodcontrolofthegeometryandhighmechanicalpropertiescouldbroadenthe application range to, for instance,packagingandarchitecture.
3Dprintingofsolidobjects
Ville Klar, Pyry Kärki, Hannes Orelma, Jaakko Pere,Tiia Tenhunen, Anastasia Ivanova
93 94

Arto Salminen, Jukka Seppälä
UtilisingFDMtechnology-3Dprintingofthermoplastic
cellulosederivatives
Of the different 3D technologies, F u s e d
D e p o s i t i o n M o d e l i n g (F D M ) isthe most common technique amonghousehold printers. 3D FDMprinters usethermo-plastic polymers as raw materialand the market is largely dominated by
two plastics; ABS and PLA. To broadenthe selection of renewablematerials andinvestigate the suitability of cellulose-based raw materials in 3D printing,we studied the 3D FDM printing ofthermoplasticcellulosederivatives.
F I G U R E 8 0 First tests of 3D-printed thermoplastic cellulose derivative 2014.
M A T E R I A L C H A R A C T E R I S T I C S : We selected a thermoplastic cellulose deri-vativewith a lowprocessing temperaturefor the 3D printing trials. The purecellulose derivative performed poorlyduring3Dprintingduetoinsufficientlayeradhesion.Theperformanceofthematerialwas improved through plasticisation,which reduced the melt viscosity andlower glass transition temperature.Plasticisation improved the layeradhesion and overall performanceduring 3D FDM printing, thus enabling3D structures from the thermoplasticcellulosederivative.
P O T E N T I A L A P P L I C AT I O N S : Theflexibility of 3D FDM technology enablesthe manufacture of a variety of smallvolume products that are tailoredand customised for individual needs.3D FDM technology is mainly usedto manufacture three-dimensionalobjects, and potential applicationscould be decor items and utensils.
F I G U R E 8 1Cellulose-based3DstructuresusingFDMtechnologyandthermoplasticcellulosederivative.
95 96

One objective of the second phase ofthe DWoC project was to create a con-ceptforcombinedfibreyarnspinningandtextile production. More precisely, theaim was to integrate the spinning (yarnformation) phase directly into a textile,composite or non-woven productionprocess.Combining thespinningprocessand a manufacturing process would
significantly shorten the productionprocess. Consequently, the costs, leadtimes and environmental impacts ofproduction can be reduced. As anexample, in the context of knitting, yarnbobbinscouldbereplacedbyspinnerets,directly outputting yarn. This idea isillustrated in F i g u r e 8 3 .
Ali Harlin, Steven Spoljaric, Ville Klar, Arja Puolakka
F I G U R E 8 2 Proof of concept research:
Pulp-based filament was circular knitted directly from
paste to product (white loops in the red textile).
TOWARDS READY-MADE CONCEPTS: CIRCULAR KNITTED PULP FILAMENT
F I G U R E 8 3 Illustrationofacombinedspinningandknittingprocess.
TENSIONING
KNITTING
EXTRUSION
SOLIDIFICATION (HEATING)
ACCUMULATOR
FORMING
Even though a combined process coulddrastically shorten the path from fibreyarn to usable structures, this was achallenging undertaking. The mostsignificant hurdlewas related to choo-sing to use the filaments and fibre yarnthat were still under development. Thesespinning approaches were ill-suited to acombinedapproach,as thedevelopmentofstrength in the incipientwasveryslow.A melt or solvent spinning techniquemight have been a better choice for acombinedprocess.
We are proud to report that thecombined process was successfullydemonstrated with the dry-spun fila-ments (described in 3D-printing of pulpfilaments) coupledwith a circular knittingmachine.Severalloopswereknittedusinga conventional circular knitting machine.The developed concept is a giant leapforwardincompletetextilemanufacturing.The systematic testing and optimisationof the concept remained limited due totime constraints, and thus need furtherresearchinfutureprojects.
97 98

CREATING A NEW CELLULOSE ECOSYSTEM
Greg O’Shea, Ainomaija Haarla, Henri Hakala, Teemu Kautonen,
Steffen Farny, Seppo Luoto, Kirsi Kataja
‘Ecosystem’ is one of the buzzwords ofourtime.Wehaveidentifiedtheexistenceof at least the following ecosystems:a business ecosystem, an innovationecosystem, an industrial ecosystem andan entrepreneurial ecosystem. At thecore of the concept is co-evolution,which occurs between companies andother actors in a business ecosystem inthe same way as between organismsin a natural ecosystem. Entrepreneurialecosystems are formed by a diverseset of interdependent actors and arecharacterised by ‘high rates ofentrepreneurship in a local region’(Spiegel, 2017) and ‘rapid job rotation,GDP growth, and long-term productivity’(Isenberg, 2010). This clearly involves amajor challenge requiring a conduciveculture and enabling policies and
leadership, availability of appropriatefinances, quality human capital, venture-friendlymarkets forproducts,anda largerange of institutional support (Isenberg,2010). Context is also important becauseeachecosystememergesunderauniqueset of conditions and circumstances. Atthe beginning of the DWoC project, wehadonlyagoal– toaddvaluetotherawmaterials of wood through design – butalong the way, an emerging communityofinterested,curiousand,invariousways,capable people, was born. It was a self-organisingsystem.
The business research of the DWoCproject elaborated on the developmentof phases, and identified the roles ofthe key actors in creating a C e l l u l o s e
E n t r e p r e n e u r s h i p E c o s y s t e m (C E E )F I G U R E 8 4 Businessresearchcontentandoutcomes.
in Finland. The CEE underwent severalphases during its development. In thebeginning, we had a C o m m u n i t y o f
D r e a m s , in which awareness and inter-actionbetweenlike-mindedactorsbegantotakeplace,bothvirtuallyandphysically.This was followed by the transition to aC o m m u n i t y o f C o m m i t m e n t , inwhichameaningwascreated,andthenamovetoa scientific research-focusedC o m m u n i t y
o f I n q u i r y . Finally this led to a go-to-market focused C o m m u n i t y o f
C o m m e r c e , which enabled us to findmany gaps still needing to be filled:branding and marketing; certificationsfor materials; sufficient raw materials forpilots; risk-taking, capable entrepreneurs;andbusiness initiatives that requiremanyphasesandpatientinvestors.
R E F E R E N C E S
Spigel, B. 2017. The relational organization ofentrepreneurial ecosystems. Entrepreneurship Theory and Practice,41(1),49-72.
Isenberg, D.J. 2010. The big idea: How to startan entrepreneurial revolution. Harvard Business Review,88(6),40–50.
We increased our understanding ofopportunityrecognition,developmentandexploitation, and therefore value-creationin the ecosystem(s) around cellulose-derived design products, throughliterature reviews, theory-based researchand interviews with large stakeholdergroups.We also researched actors’ rolesandlegitimacydevelopmentinthesevaluesystems.
99 100

Themainoutcomeofthebusinessresearchandactivities:
01 The development of theCellulose community was catalysed byvisits, interviews, information sharing,and workshops with tens of companies,both large and small/medium sized.The focus was on building awareness,interaction and commitment, andpar-ticularly on capitalising on thew w w . C e l l u l o s e F r o m F i n l a n d . f i plat-form (a virtual community). Distinctivemodel-narratives for innovation,business,and entrepreneurial ecosystems all stresstheimportanceoftheformsofinteractionwithintheecosystem.
02 WeconductedMarket/Userunderstanding interviews, and identifiedthe highest potential product categories:special packaging solutions, interiorwall structures and dividers, acousticelements, business gifts, toys, and allkinds of applications replacing mdfboard. In addition, we clarified in oursurvey which of our materials interestusers the most, user willingness to payfor the materials, and areas requiringdevelopment.
F I G U R E 8 5 Ourecosystemdevelopmentstagesandidentifiedgaps.WearenowinStage2;movingfromcommunityofinquirytocommunityofcommerce.
F I G U R E 8 6Dyeing research of pulp. See page 58.
03 The role of environmentalfriendliness-akeyadvantageofcellulose-based products - as a factor in Finnishmanufacturing SMEs’ decisions to switchto new input materials was examinedthrough a large survey. The resultsshowedthatafirmismorelikelytoadopta new material if it is substantially moreenvironmentallyfriendlythantheircurrentmaterial. Sustainability is a significant,robust predictor of the willingness toswitch inputmaterials; even ifwe controlfor many different strategic parameters.This bodes well for bio-based materials!
04 We identified the gaps tobe filled in the value network. Policy-makers have primarily supported thecreation of knowledge ecosystems,assuming that these ecosystems willautomatically trigger the developmentof business ecosystems. In the case ofbiomaterial businesses, this developmenthasnotbeen realisedasefficiently aswewould have hoped. Other actions areneeded.Mostimportantly,wearefacingafundinggapandneedurgent action.Weneed raw material producers to providefor the entrepreneurs starting productionof new cellulose-based products.The problem, however, is: Who startsproducingrawmaterialwhen there isnotyetamarket for it?Andwhocanbeginabusinessbasedonarawmaterialthathasnot been yet produced?We need fundsfor upscaling research, and pilot mac-hineryfornewmaterialproduction.
101 102

06 We described key roles inthe phase transitions in the ecosystem,see F i g u r e 8 8 . The role of promoterswas investigated using a case studywithina largecollaborationorecosystemin the Finnish bioeconomy. Throughthe identification of key promoter roles,the policy-maker (leader, fundingbody) may be better informed to buildecosystemsandrecruitpeopleforspecificroles. In addition, people working withinthe ecosystem can better identify theirown key role in the catalysation ofemergence.
07 We identified twomain pathways to commercialisingnew cellulose-based design productinventions: Te c h n o l o g y T r a n s f e r
would involve partnering with largeorganisations in the cellulose ecosystemaspartofajointventureorsomeformofconsortium.TheotherpathwayistoP i l o t
t e c h n o l o g i e s t o w a r d s s t a r t - u p s o r
s p i n - o f f s .
08 We estimated thetechnology readiness level (TRL) andcommercial readiness level (CRL) of thetechnologies and concepts developed intheproject.WealsocreatedanIPRmaptovisualisecommercialisationpossibilities.
05 Our Cellulose Entrepre-neurship Ecosystem underwent severalphases of development, a series ofemergent forms or phases of a com-munity transition, and eventually becamethe entrepreneurial ecosystem. Wecreatedguidelines for furtherdevelopingthe new cellulose ecosystem. Despitethe self-organising characteristics ofthese ecosystems, we stress that it isimportant toviewsustainableecosystemsas something that can be catalysed,created and led. We propose that theecosystems approach should embrace amore diverse understanding of leader-ship than it currently does. Actors playkey roles in critical processes that causephase transitions.Tosuccessfullydevelopcommunity-based ecosystems, leaderswill need to manage new operatingmodels and learn new ways of colla-borating and of creating and capturingvalue, as well as find a process for co-creation thatencompassesvariousactors.Opportunities are generated within theCommunity of inquiry through the threemain process elements of co-intuiting,co-interpreting and co-integrating workto produce new venture ideas andopportunity confidence. A strong, sharedintentionisapowerfulenablerforkeepingsuchaCommunityofinquirytogether.
09 We collaborated withstudents from three A a l t o U n i v e r s i t y
C a p s t o n e courses. The students madebusinessmodelsforsomepossiblefutureproducts, based on the technologiesand concepts developed in this project.The first Capstone project looked at theuses and go-to-market possibilities forcellulosic non-woven fibre materialsand found a possible competitive nicheuse for the material in the form ofmulch. The second Capstone projectrecommended possible go-to-marketsteps for nanocellulosic tubes, and apathway for their use as kayak paddles.The third project looked at the go-to-market possibilities of casted wood anditsuseasfurniture.
10 We began activities tostrengthen awareness and emotionalcommitment tonewcelluloseecosystemsvia the creation of meaningful narrativesandby findinga ‘champion’ figure to tellthese narratives. We participated in thewriting of a leaflet/book called ‘Wood-based Bioeconomy: Solutions for GlobalChallenges’editedbyTEM, tobeutilisedin their international activities.This leaflettellsthestoryofS p i n n o v a .
F I G U R E 8 7 Thefinalmainresultsoftheproject
werepresentedintheseminariDesigningcelluloseforthefutureIII,
9.1.2018,FinlandiaHall,Helsinki
103 104

F I G U R E 8 8 : Keyrolesandroledescriptionsinthephasetransitions.
PHASE KEY ROLES DESCRIPTION
VisionaryAdriving,future-orientedroleimaginesandclarifiesnewentrepreneurialopportunitiesandlarge-scaleinstitutionalchangetoaddressfutureoppor-tunities.
Resource explorer
Collectsandorganisesexistingresourcesandnetworks;influencesexternalactors;helpsintheprocessofrecombiningexistingpractices,technologies,andinstitutionsasaresource.
Diplomat
Showspoliticalawarenessinunderstandingtheinterestsoftheotheractorsintheexpandingcommunity,helpsframethedreamagendatoappealtotheinterestsandidentitiesofactorsoutsidetheinitialcom-munity,andliaisescloselywiththefundingbodyandlocalandnationalgovernment.
Missionary
Helpscreateandthenconveymeaningandmeaningfulstoriesabouttheimportanceoftheentrepreneurialecosystemvision,andabouttheneedforactorsandotherstomakeinstitutionalchangesandtakeactionsthatcanhelppromotesuchachange.
ConductorNurturesmembershipbybuildingoneverydayconversations,createsagreementonhowtoensuretransparencyindecision-makingprocesses,helpsthestructuringneededforeffectiveself-organising.
InterpreterKeepsthediverse,multidisciplinegrouptogether,mediatesthedialoguebetweenthedomainsofexpertise,facilitatesanopencommunicationprocess.
Sense-helper
Createsandpresentsframeworkstohelpwiththemutualandindividualsensemakingprocessesthatareneededtogiveindividualswithinthecommunitysomeclarityofdirectioninthemediumtolongerterm.
Boundary crosser
Takesthemundanefromonedisciplineacrossaboundaryintotheirowndiscipline;recognises,gathers,interprets,anddisseminatesrelevantinformationacrossboundariestocreateideasfornewopportunities.
Co-creator
Facilitates,helpsarticulateandsupportemergingunderstandingsandtheopportunityideasofthepartnersandofthegroup-levelcollabo-rationneededasabasisforjointaction,andfacilitatesanopen,equalapproachtoinnovation.
Architect
Leadstheconstructionprocessofanindustrialinfrastructureforcom-mercialisation,implementsthroughnegotiationandpersuasion,andhelpsdesigncriticalinstitutionalarrangementssuchasclarityregardingpropertyrights,materialsandcertification,supplychainconstructionandfuturefinancingarrangements.
Bridger
Possessesjointventureandpartneringexpertisetoleadcollaborationwithlargerpartners,SMEsorpossiblein-housestart-upsorspin-offsthatevolvefrompilots;createsandsupportsactivitiesthatenhancetheentrepreneurialenvironment–forexample,lobbyinggovernmentandestablishingorganisationsthatsupportentrepreneurialactivity.
MentorProvidesdirector-levelexperiencethroughpositionsontheboardsofstart-upsorspin-offs.Actsasateacherandjudgeinnewstudentstart-upcompetitions.
COM
MER
CEIN
QU
IRY
DRE
AM
105 106

Filaments and textiles (without dissolution)
Machinery
Textile from old newspapers
3D printingFoam
Other
Functional coating
Glueing
Composites
296
35B4
133 14
103
84
35A3
14(5)
392
113 73
6433
44
362
303
162
235
204
215324
224
24A3
24E3
313
24F3
25(3)
193
343
264
333 AaltoVTTTUT
VTT + AaltoTUT + Aalto
TUT + VTTTUT + VTT + Aalto
403
182
24
274
24C4
124
374
284
54
155
174
215Technology or concept id
TRL level
DWOC IPR 01 Pulp f ibre yarn us ing DES as a medium
Pulpfibreyarnismanufacturedusingthedeepeutecticsolvent(DES)systemasamedium.Thiseutecticmixturecandispersepulpfibresanddissolvethecrosslinkingpolymer,withnodissolutionofcellulose.DESiswashedawayfromthespunyarnbyethanol.Thismethodcouldenabletheproductionofwood-basedtextileswithouttheuseofharshchemicalsorexcessiveconsumptionofwater,bringingnewoptionstothetextileindus-try.SeealsoSpinningpulpfibreswithdeepeutecticsolvents(DESfibreyarn),page34andDry-jetwetspinningofDES(DeepEutecticSolvent)-treatedpulp,page81.Patented.B [email protected]
02 Method for producing wood-based yarn f i laments
Thismethodisbasedonthemethodintro-ducedinItem1:‘PulpfibreyarnusingDESasmedium’.Itenablestheproductionofmorefibreyarnfilamentsinthesametimespanasiscurrentlypossible.Thesolventcanalsobecir-culatedandusedagainduringtheproductionprocess.Furthermore,thepresentinventionreducestheinvestmentcostsandtheproduc-tiontime,andenableseasierupscalingoftheprocess.SeealsoSpinningpulpfibreswithdeepeutecticsolvents(DESfibreyarn),page34andDry-jetwetspinningofDES(DeepEutecticSolvent)-treatedpulp,page81.Patentapplicationfiled.B [email protected]
03 Water-absorbent appl icat ion of pulp yarn (DES)
Thefibreyarn,preparedusingthewet-spin-ningapproachandadeepeutecticsolventasaspinningmedium,absorbs500%waterfromitsownweight.Thefilamenthasaporousinnerstructure,butisstillfullywaterresistant.Thedrytensilestrengthofthefibreyarnisapproximately130MPa,withanelongationof17%.SeealsoSpinningpulpfibreswithdeepeutecticsolvents(DESfibreyarn),page34andDry-jetwetspinningofDES(DeepEutecticSolvent)-treatedpulp,page81. DES yarn pro-ductionhasbeenpatented.Thewaterabsorp-tionresultshavebeenpublished.B Contact [email protected]
04 Hormone captur ing - appl ica-t ion of pulp yarn
Astrategywasdevelopedtoproduceawoodfibre-basedyarn tobeusedasaplatform forhuman and veterinary pharmaceutical hor-mone capture from wastewater. The conceptwas tested successfully using synthetic estro-gen hormone capture from water. The pulpyarnswerepreparedbyspinningwiththeDESmedium, and were crosslinked. Despite theirhigh porosity and water absorption capac-ity, the spun fibre yarns displayed high wetstrength. See also Spinning pulp fibres withdeepeutectic solvents (DESfibreyarn),page34 and Dry-jet wet spinning of DES (DeepEutectic Solvent)-treated pulp, page 81. Pub-lished.B [email protected]
05 Novel cel lu lose f ibre-based non-wovens by foam forming Thisincludesultra-thin,layeredorverythicknon-wovens.Thenon-wovenpropertiesarecontrolledbyfibreentanglement,andfunc-tionalfibrescanbeembedded.Possibleappli-cationsincludetechnicaltextiles,commodityproducts,compositeapplications,andinteriordecoration.Density,150−300kg/m3;highextensibility;strength,0.2−2.8Mpa.SeealsoNon-woventextilesbyfoamforming,page41andAll-celluloseshoe:Novelwood-basedmaterialsinfootwear,page53.B Contact [email protected]
06 Dry-spinning of CNF fi laments on a non-adhesive surface
Patent application filed, sold to company.B [email protected]
07 Improving mechanical perfor-mance of cel lu lose (yarn) by part ia l d issolut ion with NMMO
AgenericmethodtocombinepulporCNFstructurecomponents.Itproducesenhancedmechanicalproperties.SeealsoImprovingthewetstrengthoffibrefilamentsusingpartialdissolutionwithNMMO,page38.PublishedforCNFfilm.B [email protected]
107 108

08 Coaxial spinning of CNF f i la -ments
Nanocellulosedemonstratesitsfullstrengthwheneffectivelyorientedinsideamaterial.Thisorientationcanbeachievedbywet-spin-ningnanocelluloseintofilaments.Filamentpropertiesarecontrolledbytheprocessing:(1)Nozzlesize,watercontentinnanocellulose,windingspeed filamentthickness(2)Batchspinningof5–50cmfilaments strongandstifffilaments,slowprocess(3)Continuousspinningofupto2km/h brittlefilaments,scalableprocess(4)Water-repellentadditiveorcoating stabilityinwater.Nanocellulosefilamentscanbeusedasareinforcementincompositematerialsinwhichthecombinationofstrengthandlightweightisimportant(e.g.,materialsfortransportation).SeealsoCoaxialwetspinningwithaCNFcore,page80.B Contactinformation:[email protected]
09 Composite f i lament
Microfibrillatedcellulose-basedcompositefilament,waterstable.Noadditionalwaterremovalaftercrosslinking.SeealsoIPR35BandFilamentsfromenzymaticallyfibrillatedpulp,page37. B Contactinformation:[email protected]
10 Hydrophobic CNF f i laments
B Contactinformation:[email protected]
11 Conduct ive f i laments
Nodetailedinformationwillbegivenconcern-ingproductionprocess. B Contactinforma-tion:[email protected]
12 Conduct ive (heat ing) cel lu-lose-based composite mater ia l for l iv ing spaces
Wedevelopedamethodtoproduceacon-ductive(heating)cellulose-basednon-woventextileorthick3D-shapedelement.Thestruc-tureisproducedusingaminimumamountofmaterialsandchemicals,andminimumprocessingsteps.Inthedevelopedprocess,sonicationisusedtohomogenisethedisper-sionofcarbonnanotubes(CNTs)andnano-cellulose.Thedispersionismixedwithmatrix
fibres(e.g.cellulosepulpandviscosestaplefibres)usingfoam-forming.SeealsoCon-ductive(heating)non-woventextilesand3Delements,page65.Patentapplicationfiled. B [email protected],[email protected]
13 Preparat ion of photoreact ive nanocel lu los ic mater ia ls v ia benzo-phenone graft ing
Thisisastrategyforgraftingbenzophenone(BP)ontohighlyhydrophilic,TEMPO-oxidisedcellulosenanofibrils(TOCNF).ThedevelopedmethodmaybeeasilyadaptedforfurthergraftingofotherfunctionalgroupsontoCNFfibrils.TheUV-inducedcrosslinkingofBP-TOCNFmakesfilmsstronginevenhumidorwetconditions.Usefulinapplicationsthatrequireincreasedwetstrengthandresistanceagainstlightinducedageing.SeealsoTo-wardswater-stableandfunctionalcellulosicfilaments,page30.Resultshavebeenpub-lished. B Contactinformation:[email protected]
14 3D pr inter for cel lu lose mate-r ia ls
Wedevelopeda3D-printerprototypetoexplorevariouscellulosicmaterialsinadditivemanufacturing.Variouspasteextrudersweredeveloped,testedandcomparedtocommer-ciallyavailablepasteextruders.Aclosed-loopcontrolsyringepumpdesignwasshowntobemostfunctionalandwasusedtoprintvariouscellulosesolutionsandsuspensions.SeealsoMachineryfor3Dprinting,page83.NoIPRtopatent.B Contactinformation:[email protected]
15 High dry content nanocel lu-lose paste for 3D pr int ing and ad-just ing pr int parameters
(1)Wedevelopednanocellulosepastema-terialwithsolidcontentsabove15-w%,andachievedbettercontrolofthedryingdefor-mation.(2)Weadjustedprintingparameterstominimisethedryingdeformation.(3)Wetestedairdryingwithcontrolledtemperatureandhumidity.(4)Wedevelopedamethodforquantifyingthedryingdeformationvia3Dscanninginamoreaccurateway,toenabledryingcompensation.(5)Weresearchedthe
21 Fire retardancy – new func-t ional propert ies us ing nanocel lu-lose
Wedevelopedamaterialcombinationofmi-crofibrillatedcellulose(HefCel)andinorganicnanoscalepigments,whichactsasfireretar-dantonwoodsurfaces.Asurfacelayerwithathicknesslessthan100micronsiscapableofprotectingwoodfromignitionduringflameexposureof180seconds,whichisaverygoodresult.Thematerialiseasytoapplytowoodandissafefortheenvironment,unliketraditionalfireretardants.SeealsoCellulosenanofibril-basedcoatingasfireretardant,page68.Patentapplicationfiled.B Contact information:[email protected]
22 Nanocel lu lose paint
Thisisanovelnanocellulosetechnology(Hef-Cel=High-ConsistencyEnzymaticFibrillationofCellulose),adoptedtoproducematerialwitha10%consistency,dyedandsprayedonwoodensurfacestoprovidecoverageandactaswatersolublepaint.SeealsoCellulosenanofibrilcoatingaspaint,page73.Pub-lished.B Contactinformation:[email protected]
23 Nanocel lu lose (HefCel ) as glue
All-cellulosestructures,suchassoft/hard,soft/film,hard/filmcellulosestructures,canbeexcellentlygluedwithenzymaticallyfibrillatednanocellulose(HefCel*).*HefCel=High-Con-sistencyEnzymaticFibrillationofCellulose.SeealsoGlueingwithnanocellulose,page68.HefCeltechnologyisdevelopedandpatentedatVTT. B Contactinformation:[email protected]
24A Al l -cel lu lose sandwich struc-tures – Nanocel lu lose -based sheets and corrugated sheet s t ructures
Light,strongandstiffall-cellulosestructureswithseverallayers(nanocellulose-basedsheetsandcorrugatedsheets)canbepro-ducedusingthismethod.Nodetailedinfor-mationwillbegivenconcerningproductionprocess.B Contactinformation:[email protected]
relationbetweensolidcontentandtensileproperties.Seealso3Dprintingofcellulosicmaterials,page86.B Contactinformation:[email protected],[email protected]
16 Ultra l ight , cel lu lose-based 3D pr int ing mater ia l
Seealso3Dprintingofcellulosicmaterials,page86B Contactinformation:[email protected]
17 Customis ing text i les through 3D pr int ing - smocking
Theshrinkingcharacteristicsofcellulosedissolvedintoionicliquidcanbeutilisedintextiledesignforsmockingstructures.Seealso3Dtextilesbyprintingcelluloseoncellu-losepage,87.Resultshavebeenpublished.B Contactinformation:[email protected]@vtt.fi.
18 Customis ing text i les with 3D pr int ing – funct ional effects
Wedevelopedanewall-celluloseapproachformodifyingandfunctionalisingtextiles:Theuseof3Dprintingandtwoacetylatedcellulosederivativesoncellulosicfabrics.Wegeneratedprototypesusingadesign-drivenapproach,anddemonstratedvisualeffectsandfunctionalsurfacestructures.Seealso3Dtextilesbyprintingcelluloseoncellulose,page87.Resultshavebeenpublished.B Con-tactinformation:[email protected]@vtt.fi.
19 Composites f rom nanocel lu-lose powder and commercia l cel lu-lose der ivat ive
B Contactinformation:[email protected]
20 Preparat ion of HefCel for spray appl icat ion
*HefCel=High-ConsistencyEnzymaticFibrillationofCellulose.SeealsoGlueingwithnanocelluloseandCellulosenanofibril-basedcoatingasfireretardant,page68.Nodetailedinformationwillbegiven.HefCeltechnologyisdevelopedandpatentedatVTT.B Contact information:[email protected]
109 110

24C Al l -cel lu lose sandwich structures - Laminated cel lu lose st ructures
Wedevelopedamethodforproducingnovel,hardandsolidblockstructures,combiningnanocelluloseandcellulose.Themethodwasdemonstratedbycreatinginteriorarchitec-turedesignelements.Thestrengthproper-tiessurpassthoseofthereferencematerialssoftwoodplywoodandmedium-densityfibreboard(mdf).Thesurfaceofthestructurecanbefinishedusingpatterns,picturesor3Dforms.Thedevelopedstructureisbio-basedandbio-degradable.Economy:competitiverawmaterialprice,simpleproductionprocess.SeealsoGlueingwithnanocellulose,page68andLaminatedstructuresforinteriorarchi-tecture,page70.Patentapplicationfiled.B Contactinformation:[email protected]
24E Layered, t ransparent CNF -composite f i lm structures
B Contactinformation:[email protected]
25 Designed structures us ing sawdust/wood f lour etc . and CNF
Nanocellulose and wood dust or coarse sawdustaremixedandcastedindesignedmoulds,resultinginhardpredeterminedshapes,afterthewaterhasevaporated.Thesecastpiecesarereproducibleasthemouldscanbereused.Nomachiningisnecessary.Thecompletelywood-basedmaterialcombinationhasalowenvironmentalimpactandisrecy-clable.SeealsoCastedwood,page76.B Contactinformation:[email protected]
26 Nanocel lu lose t reatment of non-wovens
See also Non-woven textiles by foamforming, page 41 and All-cellulose shoe:Novelwood-basedmaterialsinfootwear,page53. B Contact information: [email protected]
27 Different k ind of casted nano-cel lu los ic s t ructures/nanocel lu lose tubes
Nanocellulose can be processed into ex-tremely light, strong tubular structures by
using moulding technology. With a mate-rial thickness of less than 1 mm, it is strongenough for many load bearing applications.See also Exploring the formability of nano-cellulose for solid structures, page 47. B Contact information: [email protected]
28 Acoust ic panels with foam and mould technology
Foamedpulpisusedtoproduceacousticandinsulatingpanels.Thematerial’sdensity,stiff-ness,permeability,heatinsulation,andacous-ticpropertiescanbetailored.Theformofthepanelscanbecustomisedonmultiplescalesandthemouldabilityofthematerialenablestailoredsolutions.Multiplecolourvariantscanbeproducedbymixingpulpfromjustafewdifferentcolourbatches.All-cellulosepanelsareeasytorecycleafteruse.Thefoam-form-ingprocessissimpleandrequiresarelativelylightinfrastructure.Seealso3Dformsandsurfacestructuresfromfoamforming,page57.Published.B Contactinformation:[email protected],[email protected]
29 Text i les f rom old newspapers
WespunIoncellnewsprintfibresfromadeinkednewsprint/(DBNH)OAcdopeusingadry-jetwetspinningmethod.Thefibreswerecutinto40mm-longstaplesbeforewashing.Theyarnswerespunfroma50:50blendofIoncellnewsprintfibresandcommercialvis-cosefibres.Theywereknittedintotextiles.SeealsoHowtowearoldnewspaper-Fabricsfromwastecellulose,page44.Patentapplicationfiled.B Contactinformation:[email protected]
30 Dyeing of (nano)cel lu lose
Wesuccessfullyusedthesimpleandcost-effectivecoldpad-batchdyeingmethodfordyeingnanocelluloseandpulpwithreactivedyes.Wecreatedacolourpalette.Anamountaslowas5%ofdyednanocellulosemixedwith99%nativenon-dyednanocellulosegavetheproductabeautifulcolour.Seealso3Dformsandsurfacestructuresfromfoamforming,page57. B Contactinformation:[email protected]
31 Conf ident ia l
32 Coat ing of wood veneer with cel lu lose nanof ibr i ls .
Nanocellulosetreatmentofveneerintheglu-ingprocessenhancesplywoodstrength.Pat-entapplicationfiled.B Contactinformation:[email protected],[email protected]
33 Knit - re inforced cel lu lose st ructures
Nanocellulosestructurereinforcedwithknittedcellulosicyarn.Thedemocaseswereastoolandabike.WedevelopedamethodforfurtherreinforcingnanocelluloselayersincasttubeswiththeIoncell-Ffilamentknitonamandrel.SeealsoIPRid27andExploringtheformabilityofnanocelluloseforsolidstruc-tures,page47 B Contactinformation:[email protected]
34 Yarn f i lament/fabr ic re in-forced composites
B Contactinformation:[email protected],[email protected]
35A Ready-made text i le - l ike st ructure - Machinery
Combinedprocesses:spinningofthefilamentandproductionofatextile-likeproductinoneprocess.Proofofconcepts–prototypes:(1)Combinedknitting,(2)Combinedplanar,(3)Combinednon-woven.SeealsoTowardsready-madeconcepts:Circularknittedpulpfil-ament,page97.B Contactinformation:[email protected],[email protected]
35B Ready-made text i le - l ike st ructure - Mater ia l
(1)Microfibrillatedcellulose-basedcompositefilament(waterstable).(2)Noadditionalwaterremovalaftercrosslinking.(3)Materialcanbespunintofilamentandknittedintoaproductinoneprocess,seeIPRids09and35A,SeealsoTowardsready-madeconcepts:Circularknittedpulpfilament,page97.B Contact information:[email protected]
36 Design Concept: Personal(ised) Ass ist ive Products - Case: Orthoses
Wehavedevelopedtheorthosesconcept,buthavenotyetdemonstratedit.Inthisconcept,cellulose-basedmaterialsoffervaluableprop-ertiesfororthoses,whichmayincreasetheirusability,effectiveness,andrecyclability.B Contactinformation:[email protected]
37 Foam-formed pulp board ( resembl ing plasterboard)
Thisboardisproducedfrompulpbyfoamformingandpressing.Foamformingenablestheproductionofavastvarietyoffibre-basedmaterials.Thematerialoftheseboardscon-tainsonlypulpandasmallamountofaddi-tives(suchasafoamingadditive).Thedensityprofileofthesefoam-formedpulpboards(resemblingplasterboard)canbeadjusted.Boardsurfacecanbedesigned–printedorpatterned.SeealsoFoam-formedinteriorele-ments,page62.B Contactinformation:[email protected]
39 Gradient pr int ing 3D 4D
40 2D and 3D non-woven struc-tures prepared f rom cel lu lose-based composite monof i lament
SeeIPRids35B and 09.Material:microfibril-latedcellulose-basedcompositefilament(wa-terstable).Monofilamentsretaintheirshapeandformwithoutshrinkingorcrackingwhilstdrying.Seealso3D-printingofpulpfilaments,page91.Notpublishedindetail.B Contact information:[email protected]
111 112

F I G U R E 8 9 Foamed pulp.
CONCLUSIONS
LESSONS LEARNED
Kirsi Kataja, Pirjo Kääriäinen, Ainomaija Haarla, Tiina Härkäsalmi,
Carlos Peralta
I Learningprocess
The DWoC project has been a learning experience beyond comparison for all parties involved. The engineers learnt from the designers that, for example, it is not only functionality that matters but also perceptual characteristics such as haptic properties, aesthetics and symbolic experiences. Furthermore, the issue is not only fine-tuning a solution to the final end, but also experimentation, that is, iterative prototyping and taking quick corrective actions. Design provides tools for communicating scientific processes and results through, for
example, visualisation, videos and exhibitions. Design tools can also be used for future scenario building. From their perspective, the designers in turn gained a deep understanding of materials and learned from material scientists and engineers about the potential of various materials and how they can be functionalised, processed and recycled. The intense collaboration also provided designers with access to the newest research information and tangible material samples even during the early phases of development.
113 114

The DWoC design team provided newapproaches to technology developmentand ideas for material applications,enhanced and accelerated materialdevelopment through iterative hands-onprototyping,andhandledcommunication.
Based on our experiences, the meaningand the role of design, designers anddesignresearchersneedstobeprofoundlydiscussed already during the preparationphase of the project plan. Design as aterm is asbroad as engineering, and thedesigners,whoareengineersorscientists,have varying skills and specialisations.We recommend involving designprofessionals already in the projectplanning phase to help define the bestpossible set of design skills for thespecific project. For example: doesthe project need a facilitator for co-creation workshops, does it require skillsin advanced prototyping or mouldingtechniques,orareinfographicsandvisualcommunication the main need? Andwhatkindofdesignexpertiseisrequired:knowledgeoftextiles,architecture,digitaldesign,orsomethingelse?
III TheroleofDesign
Multidisciplinary collaboration is alwaysa challenge. Each discipline has its owntraditions, working culture and researchmethods, which means that workingtogether is not necessarily easy. Towork effectively together, we need acommonlanguagewhichrequiresmutualunderstanding,acommonpurpose,mutualtrust andmutual respect. This takes timeandagreatdealofeffort. IntheDWoC,acultural feature that smoothed our pathwastheabsenceofahierarchicalstructurein the collaboration. We identified thefollowing benefit from working togetherinamultidisciplinary team:wecanbettersolve complex problems and fostercreativityand impact,andcater for largeraudiences.
II Collaboration
F I G U R E 9 0 Nanocellulose filmdyedwithcurcuma,seealsoTestingnaturaldyesforcellulosicmaterials,page67.
IV Technologydevelopment
Several spinning approaches weresuccessfullydemonstratedonasmallscalein thefirstphaseof theproject.Theworkplan of the second phase of the projectunderestimated the challenges and workrequired in upscaling these processes,which meant that insufficient resourceswere allocated to this task. This causedproblems in the planned research workto develop yarn structures and furthermultiaxial structures for textiles andcomposites. We had an alternative planto avoid the lack of cellulose I filament
yarn,butthisplandidnotworkeither.Thiscausedconfusion inproject collaborationdynamics and hindered the work, until anewfocuswasfound.
The lesson learned is that projectmanagement should constantly createalternative plans, as soon as delaysare observed. In this kind of strategicopenings, it must be possible to adapteven the most important aims throughagilemanagementdecisions.
F I G U R E 9 1 Lightweight, durable structure of nanocellulose and pulp by Tiina Härkäsalmi.
115 116
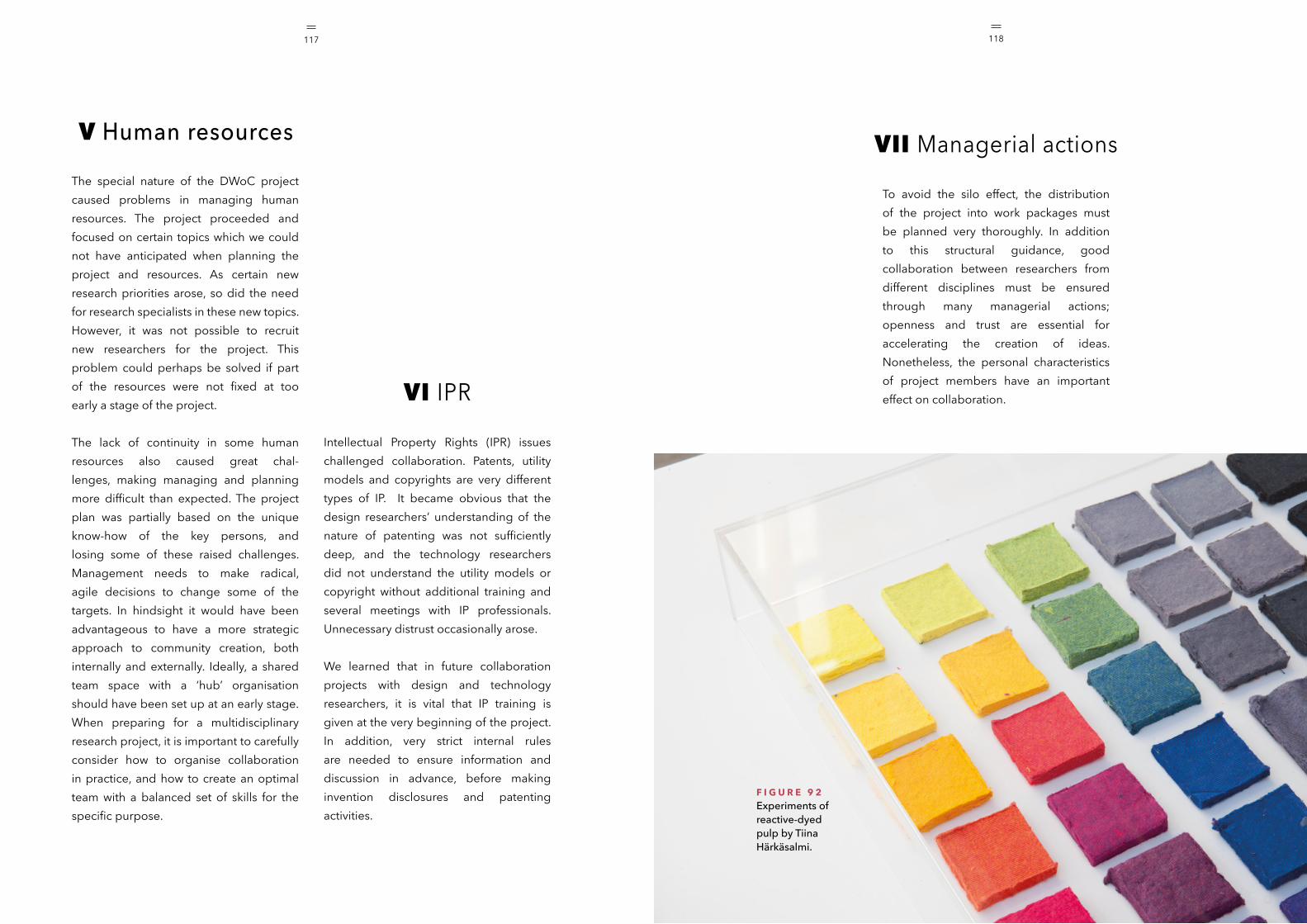
V Human resources
The special nature of the DWoC projectcaused problems in managing humanresources. The project proceeded andfocusedoncertaintopicswhichwecouldnot have anticipated when planning theproject and resources. As certain newresearchprioritiesarose, sodid theneedforresearchspecialistsinthesenewtopics.However, it was not possible to recruitnew researchers for the project. Thisproblem could perhaps be solved if partof the resources were not fixed at tooearlyastageoftheproject.
The lack of continuity in some humanresources also caused great chal-lenges, making managing and planningmore difficult than expected. The projectplan was partially based on the uniqueknow-how of the key persons, andlosing some of these raised challenges.Management needs to make radical,agile decisions to change some of thetargets. In hindsight it would have beenadvantageous to have a more strategicapproach to community creation, bothinternally andexternally. Ideally, a sharedteam space with a ‘hub’ organisationshouldhavebeensetupatanearlystage.When preparing for a multidisciplinaryresearchproject,itisimportanttocarefullyconsider how to organise collaborationinpractice,andhow tocreateanoptimalteamwith a balanced set of skills for thespecificpurpose.
Intellectual Property Rights (IPR) issueschallenged collaboration. Patents, utilitymodels and copyrights are very differenttypes of IP. It became obvious that thedesign researchers’ understanding of thenature of patenting was not sufficientlydeep, and the technology researchersdid not understand the utility models orcopyright without additional training andseveral meetings with IP professionals.Unnecessarydistrustoccasionallyarose.
We learned that in future collaborationprojects with design and technologyresearchers, it is vital that IP training isgivenattheverybeginningoftheproject.In addition, very strict internal rulesare needed to ensure information anddiscussion in advance, before makinginvention disclosures and patentingactivities.
VI IPR
To avoid the silo effect, the distributionof the project into work packages mustbe planned very thoroughly. In additionto this structural guidance, goodcollaboration between researchers fromdifferent disciplines must be ensuredthrough many managerial actions;openness and trust are essential foraccelerating the creation of ideas.Nonetheless, the personal characteristicsof project members have an importanteffectoncollaboration.
VII Managerialactions
F I G U R E 9 2 Experiments of reactive-dyed pulp by Tiina Härkäsalmi.
117 118

TECHNOLOGY HIGHLIGHTS
developed. We also developed newprocess machinery and approaches atthe same time as spinning rawmaterials.Already during the first phase of theproject, after excellent research results,a V T T spin-off company – S p i n n o v a –began operations in January 2015, andhassince furtherdevelopedoneof thesemethods.
One intended objective of the DWoCproject was to create a concept forcombined fibre yarn spinning and textileproduction. More precisely, the aim wasto integrate the spinning (yarn formation)phase directly into a textile, compositeor non-woven production process. Webelieved that combining the spinningprocess with a manufacturing processwouldsignificantlyshortentheproductionchain.
The main technological concepts provenin the project were all-cellulosic com-posites, cellulose coatings, nanocelluloseprototypes, and ready-manufacturedproducts. All-cellulose materials solvedthe major challenges of recycling andmicroplastic contamination. Nano-cellulose coating provided not onlyaesthetically pleasant surfaces, but alsobreathability and fire protection. Theproject also demonstrated efficienttechnologies that enable productiondirectlyfromcellulosefibredispersionsorfibre-based pastes to final products suchasfunctionalmouldingsorknittedcloth.
We demonstrated and up-scaledseveral methods for preparing cellulosicfilamentswithnativecellulose Icrystallinestructures. Both pulp-based filamentsand nanocellulose-based filaments were
F I G U R E 9 3 Amazing cellulose - from thin, transparent sheets to thick, durable panels. We are extremely proud to report that
the combined process was successfullydemonstrated by dry-spun pulp-basedcomposite filaments, coupled with aconventional circular knitting machine.Several loops were knitted. The deve-loped concept is a giant leap forwardtowardscompletetextilemanufacturing.
We developed several simple tech-nologies for producing cellulose mono-material structures or all-cellulosecomposites with good strength pro-perties. The concept of all-cellulosecompositesisnotnew;earlierprototypeshave been commonly prepared usingcellulose solvents or other chemicals to
fuse components together. But reactivebinding agents may be unfavourable totheenvironmentandruinthepossibilitiesofrecycling.Ourroutesaremorefeasible,andweachievedsufficientadhesionusingwater and cellulose itself as a binder.These technologies enable the emer-gence of new sustainable businessconcepts and help accelerate thetransformation of the current large-scaleforest industry into a dynamic ecosystemfor the bioeconomy,which contains bothlargeandsmall-scalebusinesses.
F I G U R E 9 4 Spinningresearch.
119 120

DESIGNING CELLULOSE FOR THE FUTURE: NEXT STEPS
The developed concepts indicated awide variety of novel and innovativeapplications. It is essential that industrialmanufacturing can be demonstrated,and that the characteristic benefits ofcellulose, such as safety in use, recycla-bility and biodegradability, can beconnected to these novel products.Several platforms for possible futureproducts were developed, and open-minded business development andmaterial innovations need to findcompanies committed to scale-up,which is still a topic of risk financing.This involves not only the concept ofmass production, but also personalisedproducts and materials, as a service
providing novel opportunities forbreakthroughs.Multidisciplinary collaboration may beone of the key enablers in materialresearchprojects in the future.Designersplay a vital role as interpreters betweendisciplines and as enablers of thehumanisationof technology.Ourfindingsshow that design has three key roles inmaterials research. Firstly, designers canhelp scientists orientate their research attheveryearlystagebyexploringpotentialfuture application sectors. Designers canevenhelpscientistschallengethemselvesand raise the target level of their workthrough placing the innovation potentialinto future scenarios. Secondly, through
‘The DWoC project has created a globally unique cellulose knowledge platform that benefits from a cross-disciplinary approach. Many of the innovative material concepts developed will create new business in the near future.’
Christine Hagström-Näsi, Chairman of the DWoC Board
FigureXX:Loremipsumdolorsitamet,consectetur adipiscingelit, sed do eiusmodtemporincididunt utlaboreet dolore magna.
F I G U R E 9 5 Casted wood,see page 76.
hands-on experimentation and iterativeprototyping cycles, designers mightspeed up scientific research or suggesttotallynewopportunities.This isbecause,as designers are trained in reframingideas, they can imagine problems andidentify opportunities to see whether ornot something isnecessary.The thirdkeytaskiscommunication:howtopresenttheprocess and results to different kinds ofaudiencesinaninterestingway.
To conclude, the DWoC has been animportantplatformnotonly for cellulose-basedmaterialresearchand innovations,but also for testing new methods of
collaboration and of nurturing the newecosystem. This transformation stillrequires an amalgamation of designers,materialscientists,engineersandbusinessprofessionals. The potential of cellulose(and other wood-based materials) needsto be communicated further, and designentrepreneurs shouldbecomepromotersofnewmaterials.Thecoherentintegrationof technology into business conceptsand continuous dialogue within thebusinessecosystemshouldcontinueinallpossiblewaysinthefuture.
We wish to thank everyone who participated in, supported and encouraged our project throughout five amazing years! THANK YOU!
121 122

2013
2015
2014
S P I N - O F F C O M PA N Y
S P I N N O V A I S F O U N D E DB
R O A D M A P
W O R K C O M P L E T E DB
‘ D E S I G N I N G C E L LU LO S E F O R T H E F U T U R E
I ’, S E M I N A R A N D E X H I B I T I O N , 2 0 1 4B
D W O C P H A S E I S TA R T SB
P R OJ E C T I D E A F R O M C H E M A R T S
S U M M E R S C H O O LB
B T E C H N O LO GY L E A P S
2 0 1 4 - 2 0 1 5 :
• W AT E R - S TA B L E
C E L LU LO S E F I B R E
F I L A M E N T S
• V E R Y S T R O N G
N A N O C E L LU LO S E
B A S E D F I L A M E N T S
B D E S I G N & T E C H L E A P S 2 0 1 4 - 2 0 1 5 :
• F O A M F O R M I N G C O M B I N E D W I T H
M O L D T E C H N O LO GY
• 3 D - P R I N T I N G C O N C E P T S
( C E L LU LO S E P R I N T S O N C E L LU LO S E
B A S E D T E X T I L E )
THE DWOC TIMELINE
2016
2017
2018
‘ D E S I G N I N G C E L LU LO S E F O R T H E F U T U R E I I I ’,
S E M I N A R A N D E X H I B I T I O N , 2 0 1 8B
P R O O F O F R E A DY- M A D E C O N C E P T: P U L P- B A S E D F I L A M E N T D I R E C T LY F R O M
PA S T E TO K N I T T E D P R O D U C TB
D W O C I N V I T E D TO S U P E R M AT E R I A L
E X H I B I T I O N I N LO N D O NB
D W O C I N V I T E D I N N A K U N A E X H I B I T I O N B Y
A A LTO U N I V E R S I T Y I N M I L A NB
D E S I G N M E E T S C E L LU LO S E - S E M I N A R 1 3 . 6 . 2 0 1 7 ,
D E S I G N M U S E U MB
E N T E R A N D E N C O U N T E R , E X H I B I T I O N
AT D E S I G N M U S E U M , H E L S I N K I , 2 0 1 7B
F I N A L
D E M O S
A R E
A G R E E D
B
S E V E R A L T E C H N O LO GY L E A P S 2 0 1 6 - 2 0 1 7 :
• P R O C E S S TO C R E AT E V E R Y S T R O N G
N A N O C E L LU LO S E T U B E S ,
• L A M I N AT E D C E L LU LO S E M AT E R I A L ,
• C O N D U C T I V E N O N - W O V E N S
• N A N O C E L LU LO S E - B A S E D F I R E R E TA R D A N T
B
AT T I T U D E I N F I N L A N D H A S
C H A N G E D :
• B I G F O R E S T C O M PA N I E S
W A N T TO C O L L A B O R AT E
M O R E W I T H S M E S
• D E S I G N R E S E A R C H E R S A N D
M AT E R I A L R E S E A R C H E R S
S TA R T TO C O L L A B O R AT E I N
S E V E R A L OT H E R P R OJ E C T S
B
W E B S I T E C E L LU LO S E F R O M F I N L A N D. F I L A U N C H E DB
‘ D E S I G N I N G C E L LU LO S E F O R
T H E F U T U R E I I ’ S E M I N A R A N D
E X H I B I T I O N , 2 0 1 6
B ‘ D E S I G N I N G
C E L LU LO S E F O R
T H E F U T U R E I I ’,
S H O W R O O M ,
H A B I TA R E 2 0 1 6
B
F O C U S I N G T H E
R E S E A R C H I N T H E
P R OJ E C T, P H A S E I I
S TA R T S .
B
123 124

N o v e m b e r 2 0 1 4
N o v e m b e r 2 0 1 4
A u g u s t 2 0 1 6
A u g u s t 2 0 1 6
125 126

M a y 2 0 1 6
M a y 2 0 1 6
J a n u a r y 2 0 1 8
M a r c h 2 0 1 7
127 128
LISTOFPUBLICATIONS
Scientificpublications
Asaadi, S., Hummel, M., Hellsten, S., Härkäsalmi, T., Ma, Y., Michud, A. & Sixta, H.2016.RenewableHigh-Performance Fibers from the ChemicalRecyclingofCottonWasteUtilizinganIonicLiquid.ChemSusChem.Vol.9,no22,s.3250-3258.
Cunha A. G., Lundahl M. J., Ansari F., Rojas O. J. Surface structuring of organosilanes onnanocellulose filaments and its effect on waterinteractions.InreviewforACS Applied Materials & Interfaces.
Haarla, A., Lehtonen, M. J., Kotabe, M. How New Technological Inventions Evolve into NewInnovations:ACaseofCellulose-BasedMaterialsinJapan.InreviewforAsian Business & Management (Japanfocusededition).
Haarla, A., O’Shea, G., Hakala, H. 2018.Re-Chapter‘Re-imagingtheforest:EntrepreneurialEcosystemDevelopment for Finnish Cellulosic Materials’(pages 191-214) in the book Entrepreneurial,Innovative and Sustainable Ecosystems, Editors:Leitão, J.,Alves,H., Krueger,N., Park, j., SpringerPublishing2018
Hakala, H., O’Shea, G., Kautonen, T. PromotorRoles in Ecosystem Development. Manuscriptunderpreparation.
Hakala, H., O’Shea, G. Buzz before Business: Generating opportunities in a community ofinquiry.InreviewforSpecialIssueofSmall Business Economics.
Hakalahti, M., Faustini, M., Boissiere, C., Kontturi, E., Tammelin, T. 2017. Interfacial Mechanisms ofWater Vapor Sorption into Cellulose NanofibrilFilms Revealed by Quantitative Models.Biomacromolecules.Sep11;18(9):2951-2958.doi:10.1021/acs.biomac.7b00890.
Heikkilä, P., Kataja, K., Salmela, J., Lehmonen, J., Ketoja, J., Hänninen, T., Härkäsalmi, T., Qvintus, P., Harlin, A. 2014. Cutting-Edge TechnologicalDevelopments for Design-Driven World ofCellulose. Conference proceedings: 8th Aachen-Dresden InternationalTextileConference,27 -28November2014,Dresden,Germany.
Hummel, M., Michud, A., Asaadi, S., Ma, Y., Sixta, H., Tanttu, M., Netti, E. 2015High-TenacityTextileCellulose Fibers from Ionic Liquid Solutions.ChemicalFibersInternational.65,2,p.105-107.
Hummel, M., Michud, A., Tanttu, M., Asaadi, S., Ma, Y., Hauru, L. K. J., Parviainen, A., King, A. W. T., Kilpeläinen, I. & Sixta, H. 2015. Ionic liquidsfor the production of man-made cellulosicfibers-opportunitiesandchallenges.Cellulose chemistryandproperties:fibers,nanocellulosesand advanced materials. Rojas, O. J. (ed.).p.133-168(Advancesinpolymerscience;no.271). Härkäsalmi, T., Lehmonen, J., Itälä, J., Peralta, C., Siljander, S., Ketoja, J. A. 2017. Design-Driven IntegratedDevelopment of Technical andPerceptual Qualities in Foam-Formed CelluloseFibreMaterials.Cellulose,Vol.24,No.11,pp.5053-5068.doi:10.1007/s10570-017-1484-6 Klar, V., Kärki, P., Orelma, H., Kuosmanen, P. 2017. Analysis of Drying Deformation of 3DPrinted Nanocellulose Structures. Conferenceproceedings: European Cellulose Materials PhDStudentsConference,23.10-25.10.2017Austria.
Kääriäinen, P., Tervinen, L. (eds.) 2017. Lost in theWood(s):TheNewBiomateriality inFinland. Aalto University publication series, Crossover;2017, nro 9. Book chapters: Kangas, H.: Super Materials from Wood- Cellulose, Hemicelluloseand Lignin Peralta, C.: Collaborative MaterialResearch;Kataja, K.:DWoC-DesigningCellulosefortheFuture;Härkäsalmi, T.:Cellulose-LedDesignResearch; Ketoja, J.: Joint Adventures in FoamForming;Klar, V.:NewMaterials,NewMachinery;Turunen, H.: Future Vision: 3D Printing Cellulosefor Architecture, Haarla, A, O’Shea, G., Hakala, H.: An Emerging Business Ecosystem for FinnishBiomaterials
Kunnari, V., Kaljunen, T., Harlin, A., Pere, J. & Turunen, H. 2017. Dyed Cellulose NanofibrilCoating as Paint. Conference proceedings:The Forest Products Society’s 71st InternationalConvention.
Lundahl, M. J., Berta, M., Ago, M., Stading, M., Rojas, O. J. Shear and extensional rheology ofaqueous suspensions of cellulose nanofibrils forfilament spinning with biopolymer carriers. InreviewforJournal of Rheology.
Lundahl, M. J., Klar, V., Norberg, N., Ago, M., Cunha, A. G., Rojas, O. J. Cellulosenanofibrilhydrogelsincoaxial wet-spinning: a toolbox towards scalableandtunablebiobasedfilaments.InreviewforACS Applied Materials & Interfaces.
Lundahl, M.J., Klar, V., Wang, L., Ago, M. & Rojas Gaona, O.2017.SpinningofCelluloseNanofibrilsintoFilaments:AReview.Industrial and Engineering Chemistry Research.56,1,p.8–19.
Lundahl, M. J., Cunha, A. G., Rojo, E., Papageorgiou, A., Rautkari, L., Arboleda, J. C., Rojas, O. J. 2016.Strength and Water Interactions of Cellulose IFilaments Wet-Spun from Cellulose NanofibrilHydrogels.ScientificReports.6,p.30695.
Luoto, S., Hakala, H., O’Shea, G., Farny, S. NarrativesofEcosystems.InreviewforInternational Journal of management Reviews.
Ma, Y., Stubb, J., Kontro, I., Nieminen, K., Hummel, M. & Sixta, H. 2018.Filament spinningofunbleachedbirchkraftpulps:Effectofpulpingintensity on the processability and the fiberproperties. Carbohydrate Polymers. 179, p. 145-151.
Ma, Y., Hummel, M., Kontro, I., Sixta, H. 2017.HighPerformance Man-Made Cellulosic Fibres fromRecycledNewsprint.GreenChemistry,10/2017
Ma, Y., Hummel, M., Määttänen, M., Särkilahti, A., Harlin, A., Sixta, H. 2015.UpcyclingofWastePaperandCardboardtoTextiles. Green Chemistry.18, 3, p.858-866.DOI:10.1039/C5GC01679G
Ma, Y., Asaadi, S., Johansson, L.S., Ahvenainen, P., Reza, M., Alekhina, M., Rautkari, L., Michud, A., Hauru, L., Hummel, M. and Sixta, H. 2015. High-Strength Composite Fibers fromCellulose–LigninBlends Regenerated from Ionic Liquid Solution.
ChemSusChem,8(23),pp.4030-4039.Michud, A., Tanttu, M., Asaadi, S., Ma, Y., Netti, E., Kääriäinen, P., Persson, A., Berntsson, A., Hummel, M. & Sixta, H. 2016. Ioncell-F:ionic liquid-based cellulosic textile fibers asan alternative to viscose and Lyocell. Textile research journal. 86,5,p.543-55210p
Orelma, H., Vuoriluoto, M., Johansson, L.S., Campbell, J.M., Filpponen, I., Biesalski, M. and Rojas, O.J. 2016. Preparation of PhotoreactiveNanocellulosic Materials via BenzophenoneGrafting.RSCAdvances,6(88),pp.85100-85106.
Orelma, H., Virtanen, T., Spoljaric, S., Lehmonen, J., Seppälä, J., Rojas, O. J. & Harlin, A. 2018.Cyclodextrin-FunctionalizedFiberYarnsSpunfromDeepEutecticCelluloseSolutionsforNonspecificHormone Capture in Aqueous Matrices.Biomacromolecules,19,2,s.652-661.
Orelma, H., Korpela, A., Kunnari, V., Suurnäkki, A., Tammelin, T., Harlin, A. 2017.PartialDissolutionasaReinforcingChemistryforCNFFilms.Conferenceproceedings: 253rdACSNationalMeeting, 2 - 6April2017,SanFrancisco,UnitedStates:AmericanChemicalSocietyACS.
Orelma, H., Korpela, A., Kunnari, V., Harlin, A., Suurnäkki, A. 2017. Improving the MechanicalProperties of CNF Films by NMMO PartialDissolutionwithHotCalenderActivation.Cellulose,Vol.24,No.4,pp.1691-1704.doi:10.1007/s10570-017-1229-6
Rojo, E., Peresin, M., Sampson, W., Hoeger, I., Vartiainen, J., Laine, J., Rojas, O. 2015. Acomprehensive Investigation to Understandthe Effect of Residual Lignin on the Physical,Barrier, Mechanical and Surface Properties ofNanocellulose Films, Green Chemistry, 53, 345–355. Schillebeeckx, S., Kautonen, T., Hakala, H. Pro-Environmental Resource Substitution and DesignDependence:AcontingencyPerspective.InreviewforforStrategic Management Journal.
Shen, Y., Orelma, H., Sneck, A., Kataja, K., Salmela, J., Qvintus, P., Suurnäkki, A., Harlin, A. 2016.HighvelocityDrySpinningofNanofibrillatedCellulose(CNF) Filaments on an Adhesion ControlledSurfacewithLowFriction.Cellulose,Vol.23,No.6,pp.3393-3398.doi:10.1007/s10570-016-1044-5
129 130

Siljander, S., Lehmonen, J., Tanaka, A., Ketoja, J., Heikkilä, P., Putkonen, M., Lahti, J., Sarlin, E, Vuorinen, J. 2015.TheEffectofPhysicalAdhesionPromotion Treatments on Interfacial Adhesion inCellulose-Epoxy. 20th International Conferenceon Composite Materials, 19 - 24 July 2015,Copenhagen, Denmark: International Committeeon Composite Materials. Proceedings of 20thInternational Conference on CompositeMaterial,pp. P-ID 3408-1. http://www.iccm-central.org/Proceedings/ICCM20proceedings/
Siljander, S., Keinänen, P. , Räty, A., Ramakrishnan, K., Tuukkanen, S., Kunnari, V., Harlin, A., Vuorinen, J., Kanerva, M. Effect of surfactant type andsonication energy on the electrical conductivityproperties of nanocellulose-CNT nanocompositefilms. Synthesis and Applications of Biopolymer Composites.[Forthcoming].
Solala, I., Koistinen, A., Siljander, S., Vuorinen, J. & Vuorinen, T. 2016. Composites of High-Temperature Thermomechanical Pulps andPolylacticAcid.Bioresources.11,1,s.1125-1140.
Spoljaric, S., Auvinen, H., Orelma, H., Pere, J.,Seppälä, J. 2017. Enzymatically FibrillatedCellulose Pulp-Based Monofilaments Spun FromWater;EnhancementofMechanicalPropertiesandWaterStability.Cellulose, Vol.24,No.2,pp.871-887.doi:10.1007/s10570-016-1133-5
Tanaka, A., Lehmonen, J., Pöhler, T., Ketoja, J. 2015.ModifiedFoamProcesstoProduceHomogeneousLaboratorySheetswith24mmFibers.Conferenceproceedings: 9th International Paper PhysicsConference, 29 October - 1 November 2015,Tokyo,Japan.pp.107
Tenhunen, T-M., Lewandowska, A., Orelma, H., Johansson, L-S., Virtanen, T., Harlin, A., Österberg, M., Eichhorn, S., Tammelin, T. 2017.Understandingthe Interactions of Cellulose Fibres and DeepEutectic Solvent of Choline Chloride and Urea.Cellulose (2018)25:137-150 Tenhunen, T-M., Moslemian, O., Kammiovirta, K., Harlin, A., Kääriäinen, P., Österberg, M., Tammelin, T., Orelma, H. 2017.SurfaceTailoringandDesign-DrivenPrototypingofFabricswith3D-Printing:AnAll-Cellulose Approach: Scientific and TechnicalPress.MaterialsandDesign,140(2018),409-419
Tenhunen, T-M., Hakalahti, M., Kouko, J., Salminen, A., Härkäsalmi, T., Pere, J., Harlin, A., Hänninen, T. 2016. Method for Forming Pulp Fibre YarnsDeveloped by a Design-Driven Process: Dept.of Wood and Paper Science, College of NaturalResources, North Carolina State University.BioResources, Vol. 11, No. 1, pp. 2492-2503.doi:10.15376/biores.11.1.2492-2503 Tenhunen, T-M., Hakalahti, M., Pere, J., Kouko, J., Salminen, A., Härkäsalmi, T., Harlin, A., Hänninen, T.2015.Water-StablePulpFibreYarnsfromDeepEutectic Solvent Dope. Conference proceedings:18th International Symposium on Wood, Fibreand Pulping Chemistry, ISWFPC 2015, 9 - 11September 2015, Vienna, Austria: University ofNaturalResourcesandLifeSciences,Vienna.
Turunen, H., Orelma, H. 2017.Chapter: Cellulose:Future Applications – From Pulp to Form. In thebook Rethinking Wood - Future Dimensions ofTimberAssemblies.Hudert, M., Pfeiffer, S. (Eds.)
Turunen, H., Kunnari, V. 2017.VisualPotentialsofTranslucent Cellulose Nanofibril Films Producedfrom Renewable Resources. Conferenceproceedings: The International Conference onAdvances on Sustainable Cities and BuildingsDevelopment - SB-LAB 2017 . Editors RogérioAmoêda,CristinaPinheiro.Pages391-398.
Turunen, H. 2016 Additive Manufacturing andValue Creation in Architectural Design, DesignProcessandEnd-Products.Complexity&Simplicity.Conference proceedings: 34th InternationalConference on Education and Research inComputer AidedArchitectural Design in Europe,Oulu, Finland, 24.-26.8.2016. Herneoja, A., Toni, Ö. & Markkanen, P. (eds.). 1ed.eCAADe,Vol.1,p.103-111.
Vuoriluoto, M., Lundahl, M., Ago, M., Borghei, M., Cunha, G., Orelma, H., Filpponen, I. & Rojas, O. J. Nanocellulose-Water Interactions: A NecessaryEvil?Conferenceproceedings:TAPPIInternationalConference on Nanotechnology for RenewableMaterials2016.Vol.1,p.182-195.
Vuoriluoto, M., Orelma, H., Lundahl, M., Borghei, M. & Rojas, O. J. 2017. Filaments with AffinityBinding and Wet Strength Can Be Achievedby Spinning Bifunctional Cellulose Nanofibrils.Biomacromolecules.18,6,p.1803-1813.
Vuorinen, T., Hakala, H., Kohtamäki, M., Uusitalo, K. 2017.MappingtheLandscapeofStrategyTools:AReviewon StrategyTools Published in LeadingJournals within the Past 25 Years. Long Range Planning,7/2017.
Itälä, Jukka.2014.HowDesigncanContribute toMaterials Research. Explorative Prototyping as aMethod for Collaboration Between Design andMaterialsScience.Master’sThesis,AaltoUniversity. Kinnunen, Saara. 2017.All-CelluloseShoe-Wood-Based Materials in Footwear. Bachelor’s Thesis,HämeUniversityofAppliedSciences. Kärki, Pyry.2017.3DprintingofCellulose-BasedMaterials.Master’sThesis,AaltoUniversity. Larimo, Ville. 2018.MappingBusinessEcosystemin Biomaterials Market. Master’s Thesis, AaltoUniversity. Nikinmaa, Miika. 2015. Nanocellulose/PolyesterComposite Stabilized by Inter-Material Reactions.Master’sThesis,AaltoUniversity. Rantasalo, Sami. 2015. Propagation of FlexuralProperties from Fibre to Fabric. Master’s Thesis,TampereUniversityofTechnology.
Räty, Anna. 2017. Electro-Mechanical Integrity ofNanocellulose- Carbon Nanotube Films. Master’sThesis,TampereUniversityofTechnology. Roppola, Jyri. 2017. Preparation andCharacterization of All-Cellulose Composites.Master’sThesis,TampereUniversityofTechnology. Somervuori, Minttu. 2015. Presenting andCommunicatingRawMaterials&MaterialScience.Master’sThesis,AaltoUniversity.
Tanttu, Marjaana. 2015.Trendittekstiilimateriaalienkonseptisuunnittelussa. Master’s Thesis, AaltoUniversity.
Tenhunen, Tiia-Maria.2018.Utilizationofcellulosicbuilding blocks in material design. Doctoraldissertation,AaltoUniversity.
Varis, Pauliina. 2018. MaterialsExperienceDesignfor Performance Apparel. Master’s Thesis, AaltoUniversity.
Coated wood veneer and method for treatingwood veneer; FI20185063; Inventors Jaakko Pere, Vesa Kunnari, Matti Kairi, Pekka Ahtiala. Filed23.1.2018. Formable solid lignocellulosic structures forinteriorcomponentsandconstruction;FI2018501;Inventors Vesa Kunnari, Jaakko Pere, Ali Harlin. Filed8.1.2018. Methodforproducingwood-basedyarnfilaments;20175927; Inventors Orelma Hannes, Harlin Ali, Rautkoski Hille, VTT, Ville Klar, Aalto. Filed20.10.2017
Nanocelluloseasacarrierforcarbonnanotubes;FI20176178;InventorsSanna Siljander, Ali Harlin, Atsushi Tanaka, Pasi Keinänen.Filed28.12.2017. Regenerated cellulose products from oldnewspaper; Inventors Herbert Sixta, Michael Hummel, Yibo Ma.Filed2017. Fire retardant composition and coating;20175604; Inventors Jaakko Pere, Vesa Kunnari, Timo Kaljunen.Filed27.6.2017. Core-shell filaments, ribbons and other shapes;20160126;InventorsMeri Lundahl, Ville Klar, Tero Kämäräinen, Maryam Borghei, Orlando Rojas. Filed13.5.2016. Method for producing high tensile strengthnanofiber yarn;WO 2016/102782 A1; InventorsYingfeng Shen, Ali Harlin, Juha Salmela.Published30.62016. Process for producing shaped articles based oncellulose; KI014002/B4570PFI; Inventors Tiia-Maria Tenhunen, Minna Hakalahti, Jaakko Pere, Tuomas Hänninen.Filed27.2.2015. Methodandapparatusforproducingfibreyarn;FI20145360; Inventors: Juha Salmela, Johanna Liukkonen, Thomas Widmaier, Pasi Kuosmanen, Panu Kiviluoma, Hans Koskinen, Tuomas Starck, Tuomas Isomaa, Jyri Lehto.Filed16.4.2014.
Theses Patents
131 132

F I G U R E 9 6 Printedfinishingmaterial(dyedcellulosederivative)forapocket,designedbyPauliinaVaris INDEX
3D printing 13,78,83,85-88,91,94-96,
98, 107, 109, 110, 112, 129, 131, 132
Acoustic panel 20, 57, 111
All-cellulose composites 14, 47, 120, 132
Boards 6, 14, 42, 56, 61, 62, 70, 101, 111,
112,
Casted wood 27, 75, 76, 104, 111, 112
Cellulose filaments 30, 31, 38, 109, 129
Cellulose nanofibrils, CNF See
Nanocellulose
Coaxial wet spinning 79, 80, 109, 130
Conductive 35, 39, 40, 65, 89, 109
Design-Driven 2, 7, 19, 21, 23, 25, 53, 54,
71, 110, 129, 131
Dye/dyeing 19, 26, 47, 48, 58, 71, 72, 74,
76,102,111,130,133.SeealsoNatural
dyes
Ecosystem (Cellulose Ecosystem) 2, 10,
12,13,99-105,120,122,129,130,132
Enzymatically fibrillated 30, 35, 37, 68,
91, 109, 110, 131
Fibre yarn 29,31,33-35,53,79,81,82,97,
98, 108, 119, 131, 132
Filament 13,30-32,34-40,43,44,49,53,
67,78-82,86,91,92,97,98,107-109,112,
116,119,120,129-132
Film 6,26,67,68,71,72,74,108-111,115,
129-132
Fire retardant 65, 68, 110, 132
Foam-forming, foam 13, 19, 20, 34, 36, 41,
42,53,57-62,64,65,82,107-109,111-113,
129, 131
Glueing 14, 53, 68, 70, 107, 23, 111
Heating element 65, 66, 109
HefCel 68, 110
Interior elemets/design/architecture/
decoration 10, 12, 15, 41, 56, 58, 62, 64,
67, 70, 74, 76, 91, 101, 108, 111, 112
Ioncell 29, 44, 51, 111, 112, 130
Laminated material/structures 15, 21, 56,
70, 111
Machinery 32, 77, 78, 79, 83, 98, 102, 107,
109, 112, 119, 120, 129
Nanocellulose, cellulose nanofibrils,
CNF 1,6,13-16,21,25,26,30,35-37,40,
45-49,52,65,67-76,79,80,81,108,109-
112,115,116,119,129-132
Natural dyes 67, 115
Non-woven 6, 13, 29, 34, 36, 41, 53, 65,
79, 82, 84, 97, 104, 108, 109, 111, 112, 119
Panels 20, 42, 57, 58, 62, 65, 111, 119
Promotor role 103, 122, 129
Pulp yarn/filament 26, 34, 41, 49, 91, 92,
97, 98, 108, 112
Reactive dyes 47, 48, 58, 111, 118
Ready-made concept 37, 97, 112
Spinning 13, 32, 34, 35, 36, 37, 44, 53, 78,
79, 80, 81, 82, 91, 97, 98, 108, 109, 111,
112, 116, 119, 120, 130, 131,
Textile-like structure 112
Value network/value chain gaps 100-102
Water stable 30, 109, 112, 131
133 134

T E AM M EMB E R S
A a l t o U N I V E R S I T Y
AsaadiShirinCunhaGiselaDamskiIlonaFarnySteffenFilpponenIlariGalvisLeonardoHaarlaAinomaijaHeikkinenPekkaHummelMichaelHärkäsalmiTiinaIkkala OlliItälä JukkaIvanovaAnastasiaJacobsonSusanneKautonenTeemuKlarVille
KoskinenHansKuosmanenPetriKärkiPyryKääriäinenPirjoLaine JanneLarimoVilleLindbergAndreasLinder MarkusLundahlMeriMaYiboMohammadiPezhmanO’SheaGregoryOrelmaHannesPeraltaCarlosPillaiMayaPönniRaili
RasRobinRojasOrlandoRojoEsterSalminenArtoSeppälä JukkaSixtaHerbertSolala IinaSomervuoriMinttuSpoljaricStevenTanttuMarjaanaTervinenLiisaTurunen HeidiVarisPauliinaVuorinenTapaniWangLingWidmaierThomas
AntikainenMariaAuvinenHeidiBuchertJohannaErhoTomiHakalahtiMinnaHarlinAliHeikkiläPirjoHänninenTuomasKaljunenTimoKammiovirtaKariKangasHeliKatajaKirsiKetojaJukkaKinnunenSaara
KoivistoRaijaKoukoJarmoKujanpääMarjukkaKunnariVesaKupiEijaLahtinenPanuLehmonenJaniLeino MariLeinonenAnnaLiukkonenJohannaLiukkonenVuokkoMäättänenMarjoNakari-SetäläTiinaOrelmaHannes
PereJaakkoQvintusPiaRautkoskiHilleSalmelaJuhaSalmiOlliSandquistDavidShenYingfengSimonsMagnusSuurnäkkiAnnaSärkilahtiAiriTammelinTeklaTanakaAtsushiTenhunenTiia-Maria
V T T
Hagström-NäsiChristine,CLICInnovationsLtd.LarjavaKari,ManninenJussi,VTTLaineJanne/VuorinenTapani,AaltoCHEMKeinonenTurkka/NiinimäkiKirsi,AaltoARTSTemmesArmi,AaltoBIZVuorinenJyrki,KanervaMikko,TUTVesalainenJukka,UVÄmmälahtiErja,VaajoensuuJuha,Tekes
S t e e r i n g g r o u p m e m b e r s
Ta m p e r e U n i v e r s i t y o f Te c h n o l o g y
HakalaTomiKanervaMikkoPuolakkaArjaRantasaloSamiRätyAnnaRissanenMarjaRoppolaJyriSiljanderSannaVuorinenJyrki
U n i v e r s i t y o f V a a s a
Hakala HenriLuoto Seppo
I n d u s t r i a l A d v i s o r y B o a r d
HassinenEsa,UPMOyjHienonenKati,PerhosvaikutusHuldénMargareta,MarkkuKoivistoSuominenOyjKolinenPetteri,DesignForumFinlandLassilaMikko,ExelCompositesOyjMikkolaMatti,PuutuoteteollisuusMustonenTuomas,PapticPajunenNani,SitraQvintusPia,FinproSvenfeltFrank,SamujiOyVälimaaSirpa,StoraEnsoOyjVonWeymarnNiklas,MetsäGroup
135 136

E D I T O R S Kirsi Kataja
Pir jo Kääriäinen
P H O T O G R A P H E R Eeva Suorlahti
P R O O F R E A D I N GAlice Lehtinen / Altexta
G R A P H I C D E S I G N Pir i ta Lauri
P R I N T E D B YCopy-Set
Helsinki 2018
ISBN 978-952-94-0720-0 (s id.)ISBN 978-952-94-0721-7 (PDF)
137 138

ww
w.C
ell
ulo
seFr
om
Fin
lan
d.f
i
CELLULOSE - the next super material
The Design Driven Value Chains in the World of Cellulose (DWoC) project has challenged the traditional way of using wood cellulose and explored possible new and innovative applications and business opportunities for this amazing material. It has been a platform to test how co-operation between designers, material engineers and business researchers can work in practice, and what kind of outcome can be expected.
The DWoC project has been a great training exercise and valuable learning experience for all the participants. We catalysed in many ways the development of the new Cellulose community, with the goal of making Finland the source of value-added cellulosic products and business concepts.
Through this publication we would like to share our five-year long experimental journey with you and proudly present the main results of this unique collaboration project.
ISBN 978-952-94-0720-0 (sid.)ISBN 978-952-94-0721-7 (PDF)
139






![E=F9;mklge]j ZYjge]l]j L`ak lae] alÌk h]jkgfYd2 ^jge [gfkme]j lg [g%[j]Ylgj](https://static.fdokumen.com/doc/165x107/631789cb7451843eec0ab6f2/ef9mklgej-zyjgelj-lak-lae-alik-hjkgfyd2-jge-gfkmej-lg-gjylgj.jpg)