
Interfacial tension for various organic-water systems and study ...
Upload
khangminh22Category
view
1download
0
:COUPLING AGENT EFFECTS ON THE INTERFACIAL
ADHESION IN A SHEATH/CORE TYPE BICOMPONENT FIBER,
A Thesis Present to the Faculty of the college of
~ngineering and Technology Ohio university
In partial Fulfillment of the ~equirements
for the Degree Master of Science
By Jian-xing Li/ - March 1989
Acknowledgement
I wish to thank my advisors, Dr. John collier and Dr.
Billie Collier for their advice, guidance and help. I
would like to thank the college technical staff for their
help to modify the equipment, the ~ational science
Foundation for supporting this project, Avtex ~ibers
Incorporated, Allied Chemical and Dow corning corporation
for supplying the viscose rayon, nylon and polypropylene
monofilament, and the coupling agents. I wish to express
my special thanks to Mr. Richard L. Rabe for his help and
for his assistance with the photographic work.
Abstract
Rayon/nylon-6 and rayon/polypropylene bicomponent
S/C fibers were produced by a coating process. The purpose
of this research is to promote the interfacial adhesion
between skin and core materials to improve the durability
of the coating.
Fiber pretreatment techniques were used to improve
the surface properties of fiber before it was coated in
order to promote the interfacial adhesion of the S/C
fiber. Water was used to remove the spin finishes on the
synthetic fiber. Coupling agent solutions were used to
pretreat the fibers. Both pretreatment techniques were
sufficient to promote the interfacial adhesion at the
certain conditions. The effects of the pretreatment on
both adhesion and tensile properties of the S/C fibers
were determined.
TABLE OF CONTENTS
Page
....................................... List of Tabes IV
..................................... List of Figures VI
............................. Chapter I . Introduction 1
Chapter I1 . ~iterature Review ....................... 2
A . Bicomponent Fiber ........................... 2
B . The Properties of Rayon. .................... Nylon. and Polypropylene 7
1 . Rayon .................................... 7
2 . Nylon .................................... 14
............................ . 3 Polypropylene 1 8
................................. C . Spin Finish 21
........................ D . Interfacial Adhesion 22
............................. E . Coupling Agents 26
F . Interfacial Adhesion Test ................... 29
Chapter I11 . Experimental ........................... 3 3
A . Material and Equipment ...................... 3 3
B . Fiber Pretreatment Procedure ................ 3 5
1 . Removal Spin Finish ...................... 3 5
.............. 2 . Coupling Agent Pretreatment 36
C . Fiber Coating Procedure ..................... 36
D . Fiber Analysis and Testing .................. 4 5
1 . Linear Density ........................... 4 5
2 . Tensile Properties ....................... 46
.......... 3 . Interfacial Adhesion Properties 4 7
I1
a . Sample Preparation ................... 48
b . Test Procedure ....................... 48
.......................... . c calculation 49
4 . Surface Properties ......................... 49
a . Dyeability ........................... 49
............ b . Microscopical Observation 50
. ................... Chapter IV Result and Discussion 52
............................. . A Rayon/PP Fibers 52
. ..................... 1 Interfacial Adhesion 52
......... a . Effect of Spin Finish Removal 53
b . Effect of pH of the coupling ........................ Agent Solution 53
c . Effect of the Concentration of ........... the Coupling Agent Solution 55
d . Effect of Water Pretreatment Time ..... 59
e . Effect of Coupling Agent ...................... Pretreatment time 61
. ........................ 2 Tensile Properties 63
a . Effect of Coupling Solution .......................... Concentration 63
b . Effect of pH of the Coupling ......................... Agent Solution 63
c . Effect of the Pretreatment Time ........ 63
d . Summary of Pretreatment Effect on Tensile Properties .................. 64
. ................... 3 Qualitative Observation 64

I11
a . Microscopical Observation ............. 64
b . Dyeability ............................ 67
........................... B . Rayon/Nylon Fibers 72
...................... 1 . Interfacial Adhesion 72
a . Effect of Water Pretreatment Time ..... 73
b . Effect of Concentration of ........... the Coupling Agent Solution 76
........ . c Summary of Pretreatment Effect 78
........................ . 2 ensile Properties 79
................... . 3 Qualitative Observation 79
. ............. Chapter V Conclusion and Recommendation 84
A . Conclusion ................................... 84
B . Recommendation ............................... 85
References ............................................ 86 Appendices ........................................ 90
.......... A . Coupling Agent Solution Preparation 90
B . Experiment Data .............................. 91

TABLES
Table Page
Ranges of concentrations for
rayon spinning bath ......................... 11
Average degree of polymerization
for cellulosic fibers ....................... 11
Properties of rayon fibers .................. 13
Properties of nylon-6,6 and nylon-6
fiber ....................................... 17
Properties of olefin fibers ................. 2 0
Formation of acid coagulation bath .......... 36
Operating conditions of tensile test ........ 46
Formation of the dye solution ............... 5 0
Effect of pH of 2-6032/water solution
on the adhesion of rayon/PP fibers .......... 5 5
Effect of Z-6032/water solution
concentration on the adhesion of
rayon/PP fibers ............................. 59
Effect of pretreatment on rayon/
PP fibers ................................... 61
Effect of pretreatment on the
adhesion of rayon/nylon 6,6 fibers .......... 79
Effect of concentration of 2-6032
solution on tensile properties of
PP and rayon/PP fibers ...................... 91
B-2. Effect of pH of 2-6032 solution on
tensile properties of PP and rayon/
................................... PP fibers 92
B-3. Effect of water and 2-6032 solution
pretreatment on tensile properties
.......................... of rayon/PP fibers 93
....... B-4. Tensile properties of rayon/PP fibers 94
B-5. Effect of water pretreatment time
on tensile properties of nylon and
...................... rayon/nylon 6,6 fibers 95
B-6. Effect of water and 41-6106
pretreatment time on tensile
properties of nylon 6,6 and
..................... rayon/nylon 6,6 fibers 96
B-7. Effect of water and Q1-6106
solution pretreatment time on
tensile properties of rayon/
............................. nylon 6,6 fibers 97

FIGURES
Figure Page
1 . Side-by-Side type bicomponent fiber .......... 3
2 . Pictorial drawing showing the bilateral structure of a wool fiber .......... 3
3 . Sheath-Core type bicomponent fiber ............ 5
4 . Cross sectional view of a fiber coating die .................................. 5
5 . Matrix fiber ................................. 6
6 . Molecular structures of sodium ............. cellulose xanthate and cellulose 9
7 . Stress-strain curves of high-tenacity .................... and regular viscose rayon 12
........................ 8 . Formation of nylon 6. 6 15
.......................... . 9 Formation of nylon 6 15
10 . The hydrogen bonding of nylon 6 and .................................... nylon 6. 6 16
.............. . 11 The polymerize of polypropylene 19
......... . 12 Molecular structure of polypropylene 19
13 . Schematics of autohesion of simple .......................... liquids and polymer 24
14 . Structure of microscopic rootlike ..................................... cavities 27
. ............. 15 Principle of the pull-out method 30
16 . The microdeboding apparatus of ................................ pull-out test 31
Coupling agent solution
....................... pretreatment procedure 37
......... The new single fiber coating process 39
......... The old single fiber coating process 40
.................................... ~ c i d bath 41
The cross sectional view of
................. the single fiber coating die 43
Position of the fiber in the
die and in the acid bath ..................... 44
Effect of spin finish removal on
coating weight loss of rayon/PP
fibers ....................................... 54
Effect of pH of 2-6032 solution on
coating weight loss of rayon/PP
fibers ....................................... 56
Effect of concentration of 2-6032
solution on coating weight loss
........................... of rayon/PP fibers 58
Effect of water and coupling agent
pretreatment time on coating weight
...................... loss of rayon/PP fibers 60
Effect of 2-6032 solution and water
pretreatment time on coating weight
...................... loss of rayon/PP fibers 62
Photomicrograph of rayon/PP fibers
with water pretreatment for one hour ......... 65

VIII
29. Photomicrograph of rayon/PP fibers
......... with water pretreatment for 24 hours 66
30. Photomicrograph of rayon/PP fibers
with water pretreatment for one hour
and 2-6032 solution pretreatment for
................................... 52 seconds 68
31. Photomicrograph of rayon/PP fibers
with water pretreatment for one hour
and 2-6032 solution pretreatment for
............ 52 seconds (duplicate experiment) 6 9
32. Photomicrograph of rayon/PP fibers
with 2-6032 solution pretreatment
............................... for 51 seconds 70
3 3 . Effect of water pretreatment time
on coating weight loss of rayon/
............................. nylon 6,6 fibers 74
34. Effect of water pretreatment time
on coating weight loss of rayon/
nylon 6,6 fibers treated with coupling
agent 41-6106 solution for 22 sec ............ 75
35. Effect of concentration of 41-6106
solution on coating weight loss of
....................... rayon/nylon 6,6 fibers 77
3 6 . Photomicrograph of rayon/nylon 6,6
fibers with water pretreatment
for two hours ................................ 81
37. Photomicrograph of rayon/nylon 6,6
fibers with 41-6106 solution
pretreatment for 52 seconds .................. 82
38. Photomicrograph of rayon/nylon 6,6
fibers with no pretreatment .................. 83

1
CHAPTER I. INTRODUCTION
A new sheath/core type bicomponent fiber produced by
a coating process has been obtained at Ohio university,
which has both synthetic fiber mechanical properties and
natural fiber surface properties. The Sheath/Core (S/C)
fibers which were produced by the previous investigator
have the expected properties with the exception of the
durability of the coating. The coating could be dislodged
by finger touching (1,2,3,4) . ~t is necessary to improve the interfacial adhesion of the S/C fibers before they can
be used commercially.
The techniques of spin finish removal and coupling
agent solution pretreatment were used to improve the
interfacial adhesion of the fibers. Water as a solvent was
used to remove the spin finishes which were on the
synthetic fibers. This removal was done so that the
coating would have good contact with the core fibers to
improve the interfacial adhesion. Aqueous solutions of two
Dow Corning proprietary coupling agents, 2-6032, Specific
for polypropylene (PP), and Q1-6106, specific for nylon
were used to treat the core fibers. These agents form
chemical bonds or improve the interfacial compatibility
between the fiber layers, thereby promoting adhesion. The
durability of the coating was promoted by using those
pretreatment for rayon/PP and rayon/nylon 6,6 bicomponent
fibers.
CHAPTER 11. LITERATURE: REVIEW
A. Bicomponent Fibers
Fibers which are made of different polymers or
variants of the same polymer can be combined into a single
fiber in order to take advantage of the special
characteristics of each polymer such fibers are called
bicomponent or bicomponent bigeneric fibers (5).
Production of bicomponent fibers represent one of the new
techniques for producing man-made fibers so that some call
these kinds of fibers as "third-generation man-made
fibers1' (5) . A bicomponent fiber is defined by the American
Society for Testing and Materials (ASTM D-123) as: "a
fiber consisting of two polymers which are chemically
different , physically different , or both (6) . There are
two types of bicomponent fibers : side-by-side (S/S) type
and sheath-core (S/C) type. Side-by-side fibers are
produced by feeding the different polymers to the
spinneret orifice together so that they exit from the
spinneret opening side-by-side (Fig. 1) (5) . The structure of S/S bicomponent fiber is similar to that of the natural
fiber wool which is shown in Fig.2 (7). The characteristic
of this kind of fiber is its crimp due to the dissimilar
materials. The two components react differently to
moisture and other conditions resulting in differential
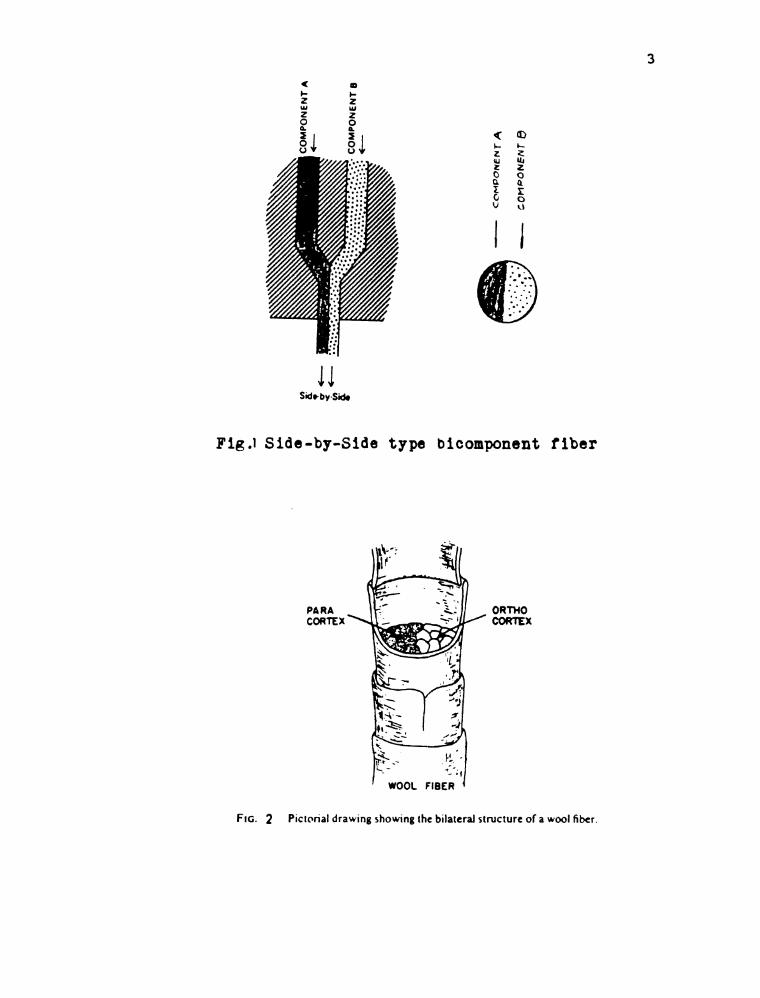
Fig.1 Side-by-Side type bicomponent f iber
PARA C M T E X
' WOOL FIBER I
Pictonal drawing showing the bilateral structure of ' a wool fiber.
4
shrinkage. There have been a number of fibers produced
with crimp induced by the side-by-side structural
differences ( 8 , 9 ) .
S/C fibers require that one component be completely
surrounded by the other. The polymer is generally fed into
the spinneret as shown in Fig. 3 (5) . S/C type fibers can also be made by a coating process (Fig.4) (1). The
externalproperties of S/C type fibers are offered by one
polymer and the internal properties are offered by another
polymer. Generally, the load will be carried by the core
material and the surface properties such as sorptivity and
dyeability will depend on the skin material. In this
project, S/C type bicomponent fibers were made by a
coating process in order to obtain fibers with good bulk
properties and good surface properties.
Bicomponent bigeneric fibers are defined by ASTM (D-
4466) (10) as fibers Blessentially a physical combination
or mixture of two or more chemically distinct constituents
or components combined at or prior to the time of
extrusion." This type of matrix fiber (M/F) is shown in
Fig.5 (11). Matrix fibers are formed by mixing two totally
different generic types of polymers together during or
just prior extrusion. These fibers have characteristics of
both materials.
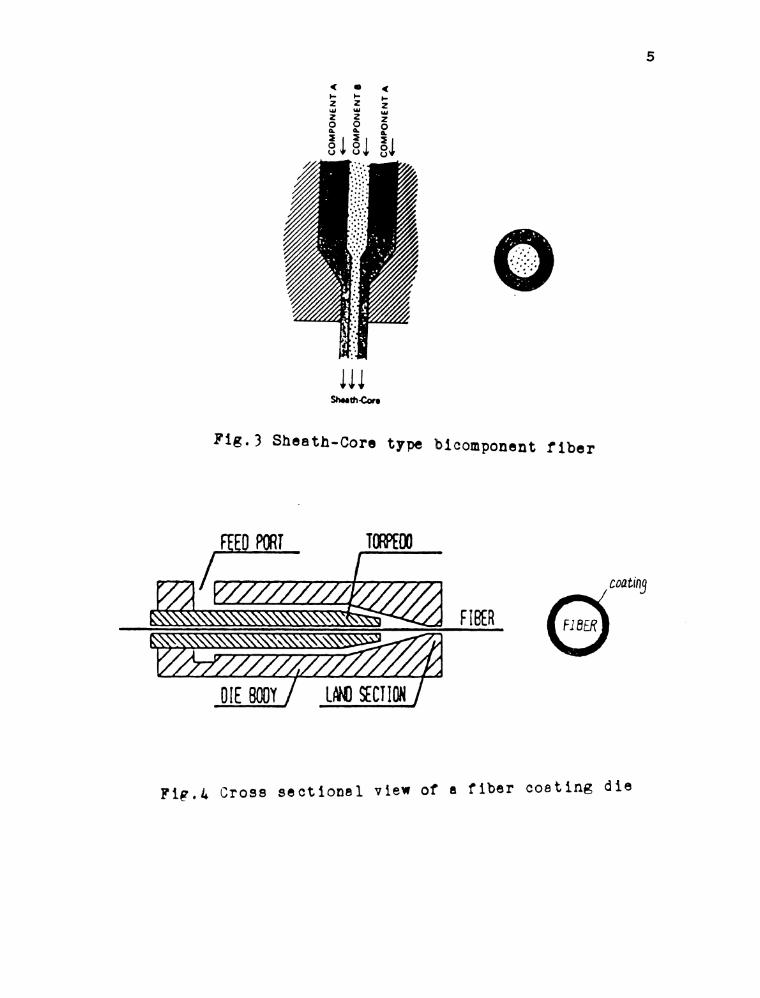
Fig . 3 Sheath-Core type blcomponsnt f i b e r
DIE BOO! / LEIO PCTIDH /
FIBER
, coatinq
Flp.4 Cross sectional view of a f i b e r coating d i e

,droplets of /component B in 'component A !
~ i g . 5 Matrix f i b e r
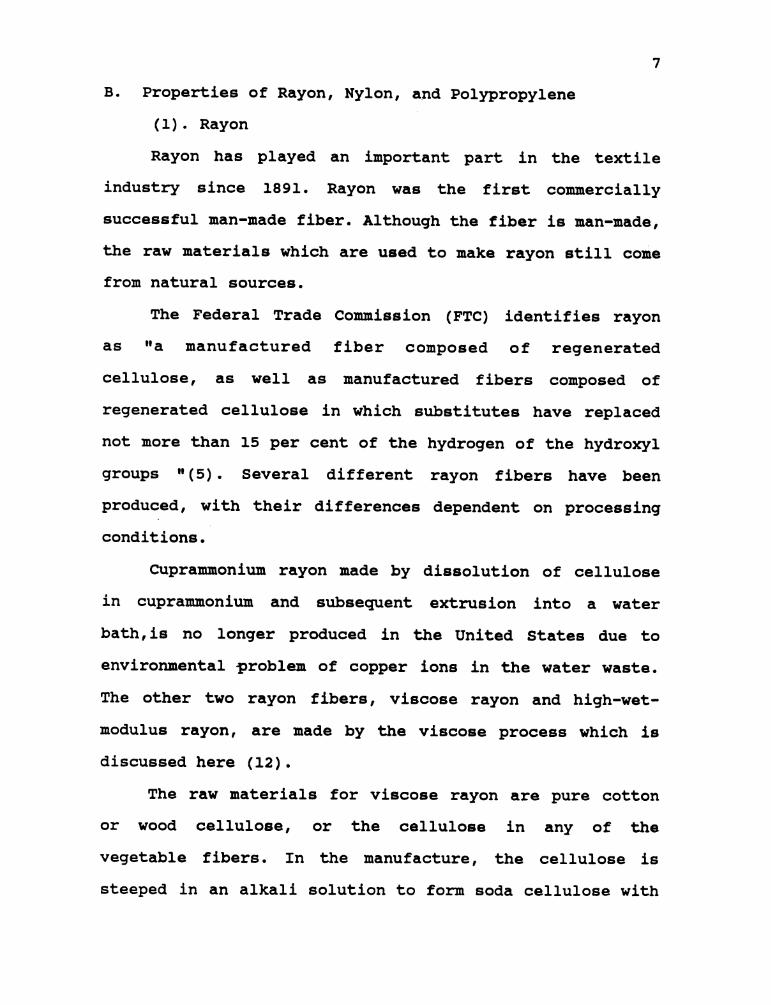
B. Properties of Rayon, Nylon, and Polypropylene
(1) . Rayon Rayon has played an important part in the textile
industry since 1891. Rayon was the first commercially
successful man-made fiber. Although the fiber is man-made,
the raw materials which are used to make rayon still come
from natural sources.
The Federal Trade Commission (FTC) identifies rayon
as "a manufactured fiber composed of regenerated
cellulose, as well as manufactured fibers composed of
regenerated cellulose in which substitutes have replaced
not more than 15 per cent of the hydrogen of the hydroxyl
groups (5) . Several different rayon fibers have been
produced, with their differences dependent on processing
conditions.
Cuprammonium rayon made by dissolution of cellulose
in cuprammonium and subsequent extrusion into a water
bath,is no longer produced in the United States due to
environmental problem of copper ions in the water waste.
The other two rayon fibers, viscose rayon and high-wet-
modulus rayon, are made by the viscose process which is
discussed here (12).
The raw materials for viscose rayon are pure cotton
or wood cellulose, or the cellulose in any of the
vegetable fibers. In the manufacture, the cellulose is
steeped in an alkali solution to form soda cellulose with

a white color.
(C6H1005)n + n NaOH ----- (C6HgO5Na)n 4- n H20
cellulose caustic soda soda cellulose water
The soda cellulose is aged to reduce the molecular
weight of the cellulose and it is then treated with carbon
disulfide to produce sodium cellulose xanthate with bright
orange color.
soda cellulose carbon sodium cellulose disulf ide xanthate
The sodium cellulose is dissolved in dilute sodium
hydroxide to form a honey-color liquid which is called
viscose. The viscose is ripened to reach the proper
viscosity. In order to produce filament fibers, the
viscose is spun into an acid bath. The pure cellulose
within the viscose is coagulated by sulfuric acid (12,13).
sodium sulfuric cellulose carbon sodium cellulose acid (viscose disulfide sulfate xanthate (dilute) type rayon)
The molecular structures of sodium cellulose xanthate and
cellulose are shown in Fig.6 (12).
The acid bath generally contains sulfuric acid,

Sudium Cellulose Xanthate
n c-0 7-:\ ,n \ 4 \ /O\ /OH n
\ o \ C-C / \ j\r C -o O / I I n n I H on W H
Cellulose
Fig. 6 Molecular Structure of Sodium
Cellulose Xanthate and Cellulose
10
sodium sulfate, glucose, zinc, and water. Sulfuric acid is
used to regenerate cellulose from the viscose; sodium
sulfate is used to hasten the pre'cipitation of filaments;
glucose is added to improve the softness and pliability of
the filaments; zinc sulfate helps to decrease the serrated
cross section; and water is to provide the necessary
volume (12). The range of the concentrations for rayon
coagulating bath is shown in the Table 1 (1).
One of the disadvantages of viscose rayon is its poor
wet strength which discourages machine washing of rayon
fabrics. Consequently manufacturers have modified the
processing conditions to produce a viscose rayon fiber
with higher wet strength. This fiber, high wet modolus
(I-IWM) rayon, is produced by retaining a higher degree of
polymerization in the cellulose during the viscose
process than that of the general cellulose. Table 2 shows
the average degree of polymerization for cellulosic fibers
(12). HWM rayon has higher average molecular weight than
regular rayon giving it higher wet and dry strength (Fig.7
(14) , Table 3 (12) ) .

TABLE 1 Ranges o f Concent ra t ions f o r
Rayon Spinning Ba th
Weight Component Pe rcen t
S u l f u r i c Acid 7-10
Sodium S u l f a t e 12-18
Water 60-80
Zinc S u l f a t e 0- 1
Glucose 0- 4
TABLE 2 Average Degree of Polymerization (dp) for Cellulosic Fibeni
Fiber Degree of Polymerization
cotton 9,000-10,000 viscose rayon
regular 300-500 high- tenacity 400-600 high-wet-modulus 800-1,000
cuprammonium rayon 400-500 saponified cellulose rayon 500-700
- --
SOURCE: J . W. S. Hearle and R. H. Peters, Fiber Strudure (London: Bu~tenvorth k Co., 1963:1, p. 12.

Elongation ( ~ e r cent)
Fig. 7 Stress-strain curves of high-tenacity
and regular viscose rayon
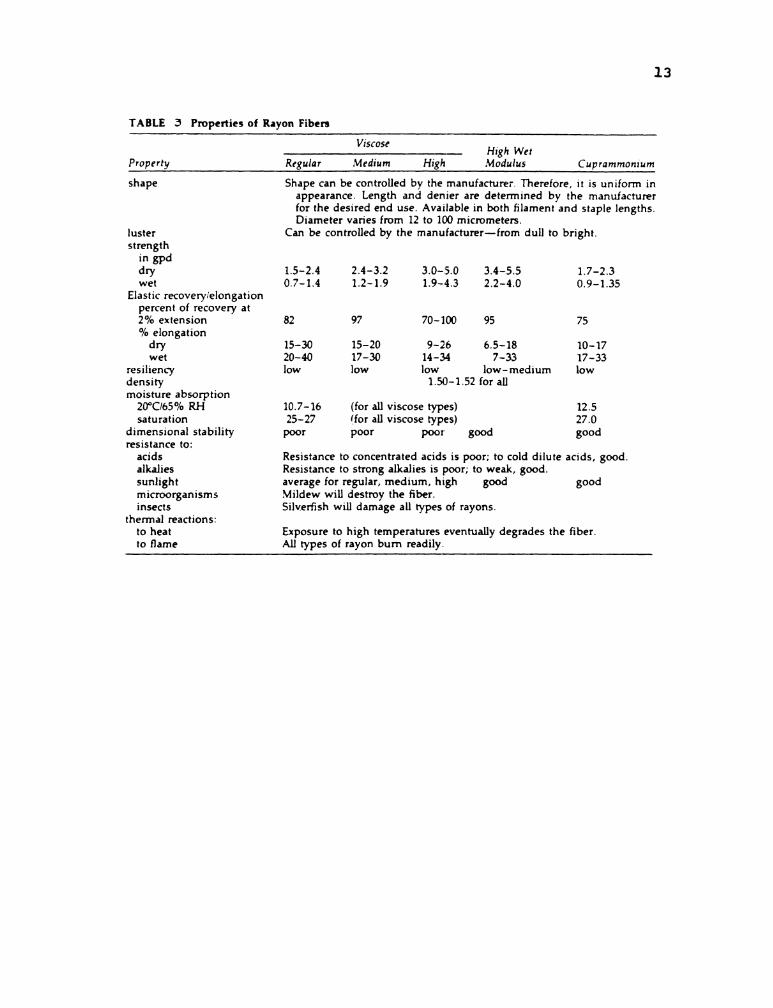
TABLE 3 Properties of Rayon Fiben
V ~ s c o s e - Htgh Wet Property Regular ,Medtum H ~ g h Modulus Cuprarnmontum
shape
luster strength
in gpd dry wet
Elastic recoveryielongation percent of recovery at 2% extension % elongation
dry wet
resiliency density moisture absorption
20"Cl65% RH saturation
dimensional stability resistance to:
acids alkalies sunlight microorganisms insects
thermal reactions: to heat to flame
Shape can be controlled by the manufacturei Therefore, i t is uniform in appearance. Length and denier are determined by the manufacturer for the desired end use. Available in both filament and staple lengths. Diameter varies from 12 to 100 micrometers.
Can be controlled by the manufacturer-from dull to bright.
15-30 15-20 9-26 6.5-18 10-17 20-40 17-30 14-34 7-33 17-33 low low low low-medlum low
1.50-1.52 for all
10.7-16 (for all viscose types) 12.5 25- 27 (for all viscose types) 27.0
Poor poor poor good good
Resistance to concentrated acids is poor; to cold dilute acids, good Resistance to strong alkalies is poor; to weak, good. average for regular, medium, high good good Mildew will destroy the fiber. Silverfish wlll damage all types of rayons.
Exposure to high temperatures eventually degrades the fiber. AU types of rayon bum readily.
14
2. Nylon
Nylon was the first fiber to be synthesized from
materials none of which had previously been fibrous in
nature (16t17t18t19). ~ccording to the Federal Trade
Commission, nylon is "a manufactured fiber in which the
fiber-forming substance is a long-chain synthetic
polyamide in which less than 85 per cent of the amide (-C-
NH-) linkages are attached directly to two aromatic rings
I! (11) . Although a variety of structures is covered by
this definition, only nylon 6 and nylon 6,6 are produced
in this country.
In the manufacture of nylon 6,6 , hexamethylene
diamine and adipic acid are reacted to form nylon 6,6
salt. The salt is then polymerized under a certain
pressure and temperature to form nylon 6,6 (Fig.8) (20).
Nylon 6 is made by polymerizing caprolactam (Fig. 9) (20) . Hydrogen bonding can be formed between the molecules of
nylon (Fig.lO), which increases the degree of
crystallization giving nylon fibers higher tensile
properties. The properties of nylon fibers are shown in
Table 4 (12).
Comparing Table 3 with Table 4, nylon fibers have
very good strength and wrinkle resistance, whereas rayon
fibers are noted for surface properties such as moisture
sorption. A composite fiber could offer the advantage of
both. Therefore a coating process was designed to make a

H, NIGH,),-NH7 + HOOC-(CH, 1,--COOH - hexamethylene diam~ne a d ~ p ~ c ac~d
Hear H,N-(CH,),-NH; OOC-(CH, ),-COOH -----.)
nylon salt
water nylon 6.6
Fig. 8 Formation of nylon 6,6
caprolrtom nylon 6
Fig. 9 Formation of nylon 6
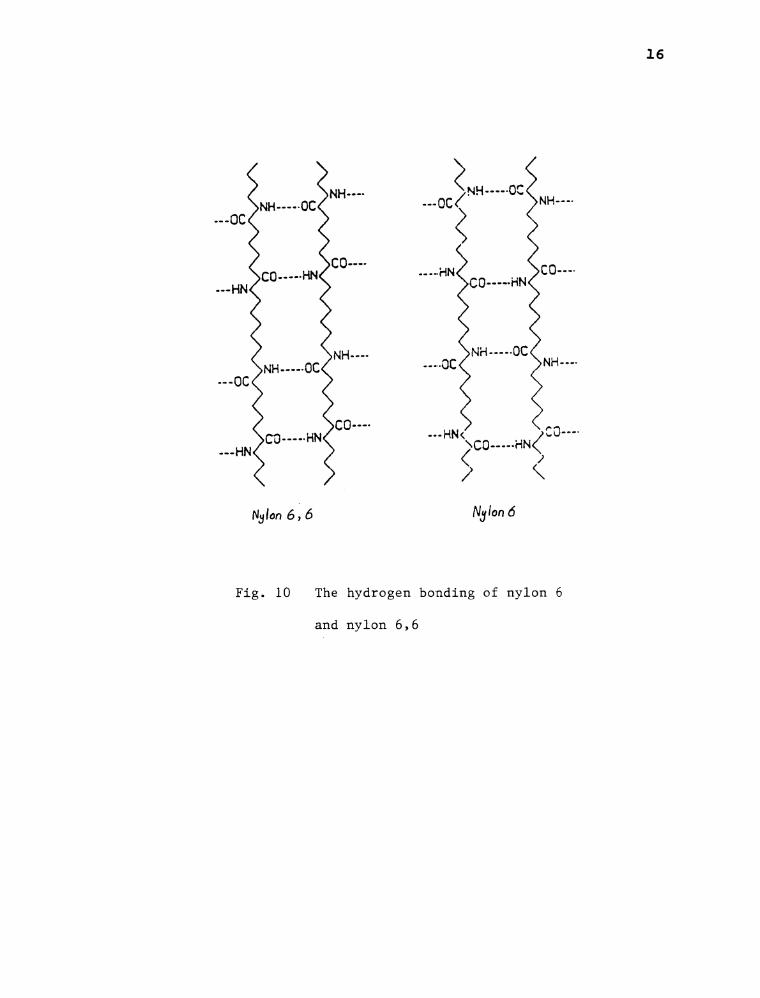
F i g . 10 The hydrogen bonding of n y l o n 6
and n y l o n 6 , 6

TABLE 4 Properties of Nylon 6,6, Nylon 6, and Qiana Fibers
Property
shape
luster strength, dry
wet e l a s t ~ c recovery elongatron dry
wet resil~ency density morsture absorp t~on
standard cond~t ions saturation
d ~ m e n s ~ o n a l s tab~li ty reslstance to:
acrds
alkal~es sunlight
reslstance to mlcrwrganrsms Insects
thermal reactrons to heat Ironing temperature to flame
Nylon 6.6 Nylon b;
Shape is controlled by the ma~iufacturer. Filaments are uniform In appear- ance; length and diameter are determined by the manufacturer for specl- fied types of end-uses.
Fiber is available in filament or staple length. F iben are translucent. Luster is controllable, from bright to dull 1.3-9.0 gpd 3 5-'9.0 gpd 4.0-7.6 gpd 3.2-8.0 gpd 1009'0 at 4% extension for all types 19-40% 16-50% 20-4670 18-55% good goodl 1.14 I 14
3 8-4.5% 8.09'0 excellent
3 5-!j OO/a 8 5% excellent
All nylon has poor reslstance to a c ~ d s Some m ~ n e r a l acrds, as well a s some organlc acids, drssolve nylon f~bers
Resistance of all nylons IS good Sunlight is destruct~ve to nylon f~bers unless spec~al f rn~shes have been
added
h1gh high resistant to most, may be darn,rged by ants. crickets, and roaches
All nylons wlll soften and eventually melt. 1 W C - 175°C 150°C Heat sensrtive; shnnk from flame, melt, drip, b u m In open flame; consid-
ered to be se l f -ex t lngu~sh~ng Some f l n ~ s h e s and dyestuffs may alter be- havior rn flame

18
rayon/nylon sheath-core bicomponent fiber. The advantages
of the bicomponent fiber have been evidenced by prior work
( 1 , 2 , 3 , 4 )
3.Polypropylene
Fibers composed of polyethylene or polypropylene are
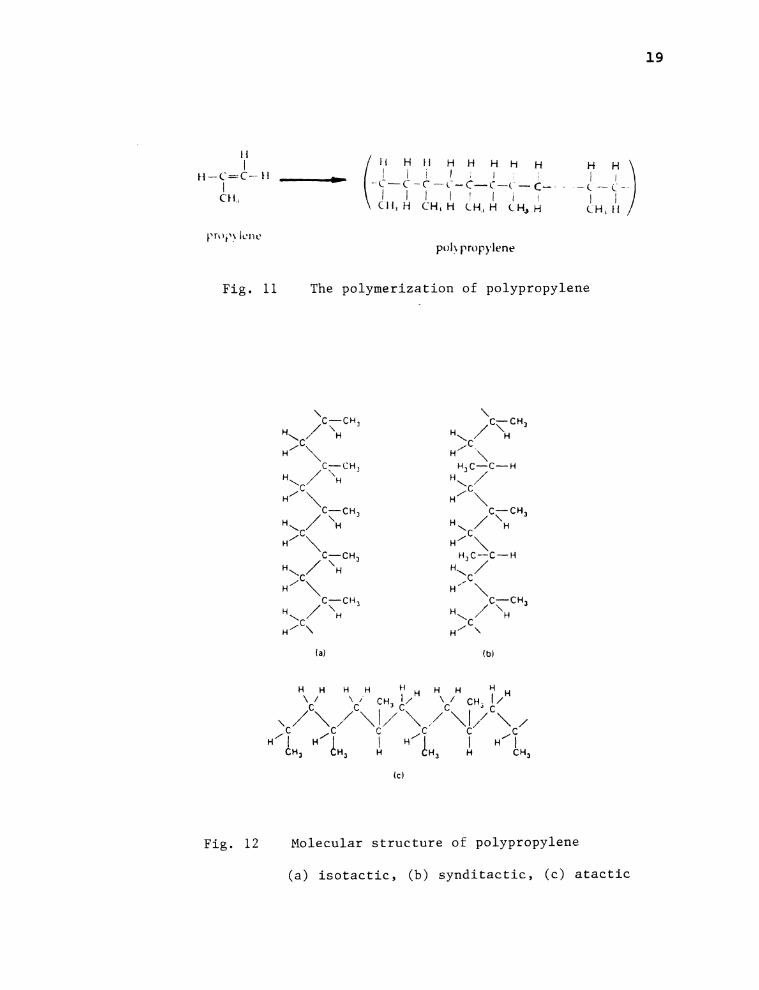
defined as olefines. Polypropylene is made from propylene
by opening the double bonds in a chain growth
polymerization reaction in the presence of organometallic
catalysis (Fig. 11) (21) . In the formation of polypropylene, three different
stereochemical forms of the polymer are possible (Fig.12).
An atactic polymer is produced if methyl side chains are
randomly arranged on either side of the carbon backbone.
This polymer is not capable of the crystalline packing
necessary for fiber formation because of the irregular
occurrence of the bulky methyl groups. A more steroregular
polymer, termed syndiotactic, is formed if the methyl
groups lie alternately on each side of the carbon chain,
but crystalline packing is still somewhat inhibited. The
tightest packing of polymer chains is possible in the
isotactic form of polypropylene, where all the methyl
groups are on one side of the chain. This enables the
formation of crystalline areas which gives isotactic
polypropylene its fiber forming characteristics (19,20).
The properties of polypropylene fibers are listed in
I i I l l H t I H H H H H
t{-<-=c-tl I I I
I - C-C - C - i -c-i-i - C- - c -- - C t l , I I ' I I
C I i , H CH, H CH, H CH, H C H , I 1 1 I
p r t ) , l \ I L Y - I C pol\ prop),lene
Fig. 11 The polymerization of polypropylene
\
H\ /c<Cnl H y c \
C-CH, ,' 'H H,-,
\ C-CH,
H, / 'H
H y C , H,C-C-H
", ,, /
d C . \
l a ) Ib )
Fig. 12 Molecular structure of polypropylene
( a ) isotactic, (b) synditactic, (c) atactic

Table 5 . P r o p e r t i e s of O l e f i n F i b e r s
f'olyt,fhyler~e P o l y p ~ o p y l e r ~ ~
shape Contrilllcd t i u l ~ r i ~ ni'ini~l.lctirrt~. Iwt usually olcfiri fibcrs arc round luster Cnntrtdlo~1 . l ~ i d rn,i\. 1.c. h g h t tn dull strength 1.5-3 fl gpd fol- Ic>~~-pressurc 3.5-8.0 gpd,
4.0-7.0 gpd fnr high prcsslrre elastic recoven I()()%, at 2'Yo cx t t ,~~s ivn for both e l o ~ i g a t ~ o n 20- Fr71%t 15-50°i, r e s i l i r r i ~ good guod density 0.92-0.96 0 90-0,9 1 moisturc absorbency less tliari I % to1 i-(lth d~mens inna l stability if s t ab~l i t c t l , good resistdllce unlcs.; s r ~ l ~ j e c l c d to tcvnpcraturcs above 120°C resistance to:
acids exccllen t excellent alkalies excellcn t e ~ c e l l ~ n t o r ~ a r i i c solvents medium nicdlum sunlight s lo~vly degradc~c sIo\~.l! cjr,gr.idz~ rnic~.oorganisms good good insccts good g o l d
thermal reactions to heat shrinL a t 7j°C di r ink at 120°C'
n d t .it low te11iperatu1-e nit.lt a t 170°C' to flame both f ~ b r r s burn and emit hcav!,, sooty. \vary snioke
21
Table 5 (20).
Polypropylene fibers have high strength and wrinkle
resistance, but poor dyeability and absorptivity.
Therefore polypropylene is another choice as a core
material of the rayon coated fibers.
C. Spin Finish
Spin finishes, also called spinning finishes,
dressings, treating agents, spinning lubricants, coatings,
fiber finishes, processing agents, textile treating
agents, textile treating compositions, and conditioning
agents, are antistatic lubricants applied to the surface
of man-made fibers as soon as practical after formation
(22). The purpose of addition of a spin finish is to
reduce the friction and the static electrical charges
between the filaments and processing equipment. Natural
fibers, such as cotton and wool, do not require spin
finishes because they have cotton wax or wool wax on their
surfaces enabling them to be processed on carding and
spinning equipment. However man-made fibers do not have
this inherent surface property so they cannot be processed
without spin finishes (22,23) . Spin finishes usually consist of a lubricating
ingredient to reduce friction, an antistatic agent to
reduce the static electrical charges on the surface of the
yarn during the processing, an antioxidant or thermal
22
stabilizing agent to promote the thennostability of the
fibers, and an emulsifying agent to form an aqueous
emulsion (24). The lubricants may be fatty acid esters,
white mineral oils, and or other synthetic lubricants. The
antistatic agents are mostly long chain alkyl or aralkyl
compounds of the non-ionic anionic or cationic type.
Different kinds of spin finishes should be used for
different kinds of fibers. However, spin finishes should
have good solubility, i.e. they should easily be
completely removed from the fibers under mild scouring
conditions before application of dye or another finish to
the textile. Incomplete removal of a spin finish can cause
dyeing problems and potential soiling spots in the final
fabric. Use of a selfmulsifiable type of lubricant and
addition of an emulsifier assure the easy removal of the
spin finish by water or other chemicals under mild washing
conditions ( 2 3 ) .
D. Interfacial adhesion
Adhesion occurs when two dissimilar bodies are held
together by intimate interfacial contact so that
mechanical force or work can be transferred across the
interface. The interfacial forces can be formed by van der
Waals forces, chemical bonding, or electrostatic
attraction (25) .
23
There are three kinds of adhesion: thermodynamic
adhesion, chemical adhesion, and mechanical adhesion.
Thermodynamic adhesion refers to equilibrium interfacial
forces or energies associated with reversible processes.
Chemical adhesion involves chemical bonding at the
interface. Mechanical adhesion arises from microscopic
mechanical interlocking which is over substantial portions
of the interface (25).
In order to obtain good interfacial adhesion, it is
necessary to form an adhesive bond between the materials.
This involves first the establishment of interfacial
molecular contact by wetting. The molecules will then
undergo motions toward preferred configurations to achieve
an adsorptive equilibrium, diffuse across the interface to
f orm a diffuse interfacial zone, and/or react chemically
to form primary chemical bonds across the interface (25).
During the S/C type bicomponent fiber development the
previous workers considered using the autohesion property
of polymers. When two phases attain molecular contact by
wetting, segments of the macromolecules will diffuse
across the interface to some extent (Fig. 13) (26) . For
simple liquids, wetting and diffusion occur
simultaneously, and the interface disappears
instantaneously upon interfacial contact. For polymers,
autohesion is a two stage process; wetting is followed by
interdiffusion. The autohesion will be complete only after
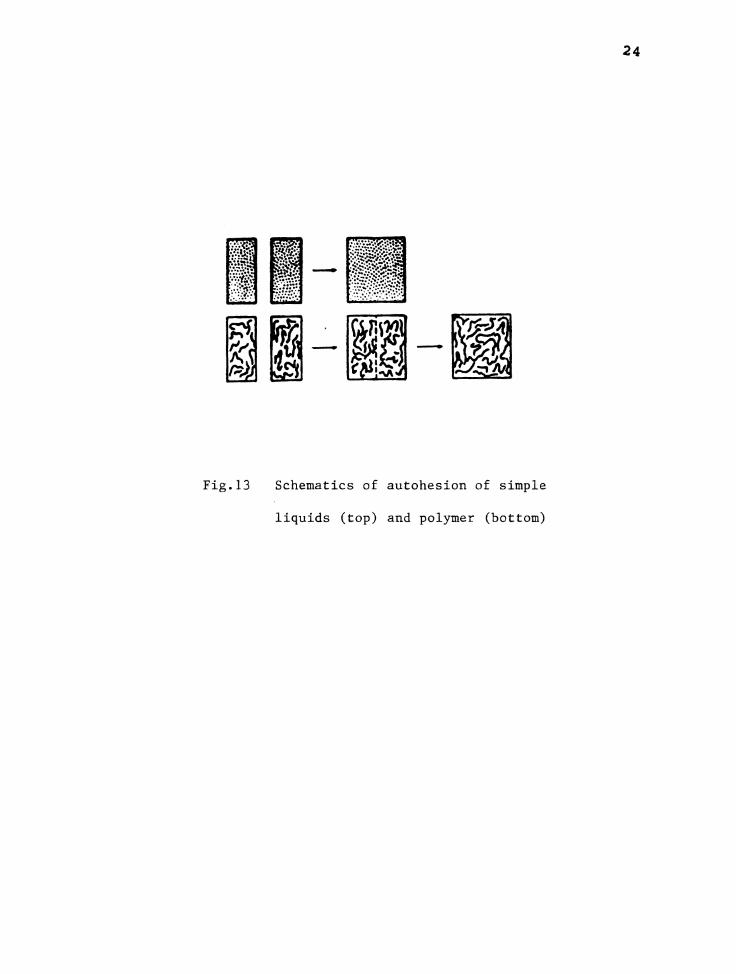
Fig.13 Schematics of autohesion of simple
liquids (top) and polymer (bottom)
2 5
extensive interdiffusion of chain segments across the
interface to reestablish the entangled network. Although,
interdiffusion coefficients for polymers are very small,
some local segmental diffusion still can occur to form a
diffuse interfacial layer of 10--1000 between two
incompatible polymers. Suitable temperature and pressure
conditions are required for this autohesion. A previous
worker used a coextrusion process to produce nylon 6 core
and rayon skin bicomponent fiber. However this process was
not viable as the temperature required for extrusion of
the core material exceeded the thermal stability of the
rayon viscose used to form the skin (27). Therefore the
fiber coating process as described above was used for the
rayon/nylon bicomponent fibers. However, since skin and
core are not formed at the same time there is less
opportunity for interdiffusion of the polymers, and
adhesion between skin and core was not satisfactory.
To solve the durability problem, the spin finish
should be removed from the uncoated fiber so that the core
material would have better contact with the coating and
improve the thermodynamic adhesion. Modh (3) and McDonald
(28) tried to improve the interfacial adhesion of
rayon/nylon fibers by passing the nylon fiber through an
acid bath and subsequent bleach rinse to remove the spin
finish. This was not sufficient, however because either
the spin finish was not completely removed by that method
26
or the thermodynamic adhesion between the two materials
was not strong enough. If thermodynamic adhesion is not
strong enough to hold the core material and the skin
material together, chemical adhesion and mechanical
adhesion methods should be considered.
Mechanical adhesion refers to the formation of
micromechanical interlocking which can produce strong
adhesive bonds resistant to hydrolytic and thermal
degradation. The adherent surface must have sufficient
numbers of microscopic undercutting or rootlike cavities
(Fig.14) (24).
Chemical adhesion refers to forming interfacial
chemical bonding which can increase the adhesive bond
strength by both preventing molecular slippage at a sharp
interface (which has little or no interfacial diffusion
occurring) during fracture and increasing the fracture
energy by increasing the interfacial attraction. Chemical
adhesion can be obtained by inserting small amounts of
adhesion promoting functional groups or using coupling
agents (25,29,30).
E. Coupling Agents
Coupling agents are several classes of compounds
which can promote adhesion apparently by chemically
coupling the adhesive to the adherents (31). Generally, a

S u r f a c e t o p o g r a p h y of c o p p e r foil Pecl s t r e n g t h , g lcm
Flat 670
0.3-u m d e n d r i t e s
0. 3 - D m d e n d r i t e s - + oxides -
3- v m Pyramids w 2- urn Low hills +
0 .3- IJ m d e n d r i t e s
2 - L m Lorv hills +
0 . 3 - ;l m d e n d r i t e s + o x i d e s
- 3 - s m Pyramids +
0. 3- ;. m d e n d r i t e s + o x i d e s
Nickel foil with k n o b b e d nodules
Fig. 14 Structure of microscopic rootlike cavities
28
coupling agent has two different functional groups, one
which can react with the adhesive, and another which
reacts with the adherent. If those actions occur, the
coupling agent may act as a bridge to bond the two
materials together with a chain of primary bonds. This
could be expected to lead to the strongest interfacial
bond (30).
Organosilanes are used as coupling agents for resin
and glass, and have the general structure R--Si--X. The X
is a hydrolyzable group such as an alkoxy group or
chlorine. It can hydrolyze to silanol groups and then
react with the silanol groups on the glass surface to form
ether linkages. The R is an alkyl or a functional alkyl
group, which can react with appropriate chemical groups in
the resin (25). Therefore the resin and the glass are
chemically coupled together.
Generally, if a coupling agent has a nonreactive
functional group, it will not promote adhesion (32).
However, in some cases, coupling agents can promote
adhesion by improving interfacial compatibility (33). It
is expected to promote the interfacial adhesion of the
experimental rayon coated fibers described above by using
coupling agents to form chemical bonding and/or improve
the interfacial compatibility between the core material
and the skin material.

29
F. Interfacial Adhesion Test
There are several methods to test interfacial
adhesion properties of coated fibers. The general method
is the coating pull-out test (34,35,36,37,38). A single
fiber pull-out technique is shown in Fig.15 (34).
Fig.lS(a) illustrates the Shiriajeva method for a small
fiber-resin seam. There are two small diameter glass rods
supporting the resin. When the resin is cured, the fiber
is cut on one side of the seam. The other end is then
loaded in tension until it is pulled out (35). For a
thinner and more fragile fiber, a Duraluminum ring is used
instead of the glass rods (Fig.15 (b) ) (34). Adhesion
strength is measured as following:
Adhesion Strength = F/ (Z*d*l)
where: F is the force required for pull-out.
d is the diameter of the fiber.
1 is the length of the withdrawn fiber.
Another single fiber pull-out technique is shown in
Fig.16 (36). The fiber with coating beads attached is hung
on load cell hook. The debonding blades are adjusted to
touch the fiber. The blades are then translated by a
positioning motor to the position of the beads. The force
required to pull off the beads is measured (36). A higher
force indicates better interfacial adhesion.
Because those kinds of instrument are not available
in the lab and the rayon coating requires acid for
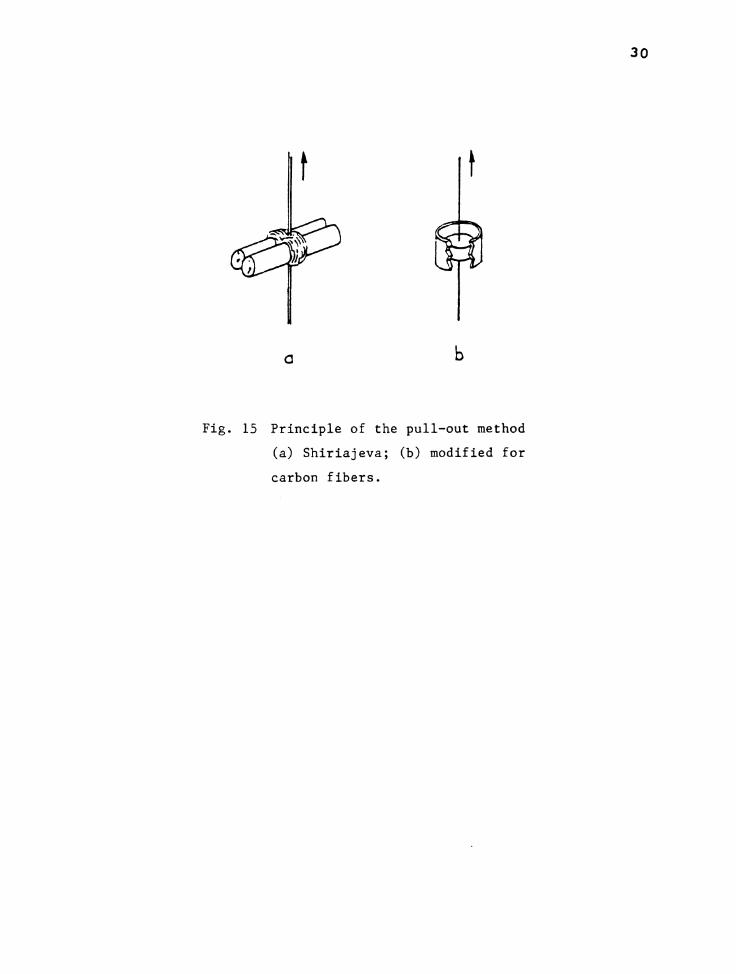
Fig . 15 P r i n c i p l e of t h e p u l l - o u t method
(a ) S h i r i a j e v a ; (b ) modif ied f o r
carbon f i b e r s .

u u -,
1. d i a l indicator 4 . sonp l e 7. translat ion stage
2 . fast dr ive motor 5 . tronslable blade 8 . optoelectronic l i m i t sensor / 3 h o o k f r o n l a a d c e I l 6 . f i r e d b l o d e - 9 . slow dr ive motor
F i g . 16 The microdeboding a p p a r a t u s of p u l l - o u t t e s t

coagulation, another method was found to measure
interfacial adhesion.
The Ameraican Assiociation of Textile Chemists and
Colorists (AATCC) Accelerator is used to test abrasion
resistance of fabrics under standard AATCC method 93-1984
"In this test an unfettered fabric specimen is driven by an impeller (rotor) along a zigzag course in a generally circular orbit within a cylindrical chamber, so that it repeatedly impinges on the walls and abradant liner of the chamber while at the same time being continually subjected to extremely rapid, high velocity impacts, subjected to flexing, rubbing, shock, compression, stretching and other mechanical forces in the cyl indrica 1 corklined chamber. Abrasion is produced throughout the specimen by rubbing of fiber against fiber, surface against surface, and surface against abradant. Evaluation is made on the basis of weight loss of the specimen. (39)
The test condition is harsh enough to take the
coating off the composite fibers. If the test does not
cause any damage to the core materials, the method could
be used to measure the durability of the coated fibers
because all of the weight loss would be due to loss of
coating.

CHAPTER 111. EXPERIMENTAL
The experimental materials, equipment, fiber
pretreatment methods, coating procedure, as well as
methods for determination of fiber properties are
described in this section.
A. Materials and Equipment
The following is a list of materials and equipment
which were used for this project.
MATERIALS :
1. High wet modulus viscose rayon solution, supplied by
Avtex Incorporated.
2. 101.6 micron diameter nylon 6 monofilament, supplied
by Allied Chemicals.
3. 105.7 micron diameter polypropylene (PP) monofilament,
supplied by Allied Chemicals.
4. 98% reagent ACS sulfuric acid, purchased from Fisher
Scientific.
5 . Anhydrous sodium sulfate, low in nitrogen, purchased
from Fisher Scientific.
6. ACS methylene chloride, purchased from Fisher
Scientific.
7. Glacial acetic acid, purchased from Fisher scientific.
8. 41--6106 adhesion promoter, supplied by Dow Corning
Corporation.
9. 2--6032 silane adhesion promoter, supplied by Dow

3 4
Corning Corporation.
10. Distilled water, supplied by the Ohio University
Polymer Lab.
11. Dye, Solophenyl red 3BL, purchased from Dyestuffs and
Chemicals Division CIBA-GEIGY Corporation.
12. Sodium Chloride U.S.P., purchased from Fisher.
13. Dry nitrogen gas, cylinder with Fisher Scientific
0-28000 KPa, flow control, purchased from AGA company.
14. Plastic cones with 3'51' angle and 170 mm length
donated by Textube.
15. FISHERbrand microscope slides, purchased from Fisher.
16. FISHERbrand disposable cover slips, purchased from
Fisher.
EQUIPMENT
1. 500 ml Pyrex separator funnel with stop cock and one
hole stopper.
2. Fiber coating die, manufactured by Ohio University
Physics shop and DuPont, with an additional 1/74"
diameter land section machined by the College
technical staff.
3. 3 inch diameter 60 inch and 70 inch length Pyrex glass
tubes.
4. 3 inch diameter 12*12 inch Pyrex glass breach tubes.
5. 3 inch Pyrex glass tube seals.
6. Take up mechanism with transverse.
7. Stainless steel tank with the inside dimensions
20*11.75*8 inches.
8. Instron TTD tensile tester.
9. DuPont 951 Thermogravimeteric Analyzer.
10. Accelerotor, AATCC standard instrument.
11. Wild M5A microscope.
12. Pressure transducer, Omega PX931-025GV.
13. Pressure meter, Omega DP350.
B. Fiber Pretreatment Procedure
In order to promote the interfacial adhesion
properties of coated fiber, it is necessary to improve the
surface properties of the uncoated fiber. One of the
method to accomplish this is removal of the spin finish
from the uncoated fiber. If sufficient interfacial
adhesion were still not achieved, a coupling agent would
be used to pretreat the fibers. The methods employed to
remove the spin finish and pretreat the fiber with a
coupling agent are described below.
1. Removal of Spin Finish
Spin finishes generally are water soluble and should
be easily removed under mild washing conditions (23,24).
Therefore distilled water was chosen as a solvent. This
pretreatment included the following steps: First, the
uncoated fiber from a large fiber spool was rewound onto
small fiber cones. Then the fiber cones were immersed in
distilled water for 1, 2, 4, 6, 10, or 24 hours. The cones

36
were removed from the water and washed with distilled
water for one to two minutes. They were then left to dry
at room temperature for several hours.
2. coupling agent pretreatment
The coupling agent/water solutions were prepared in
three different concentrations (appendices A-1). Two glass
guides were set in a 500 ml or 1000 ml beaker in order to
obtain a longer residence time of the fiber in the
solutions. The fiber was passed around the guides then
linked to the take up (Fig.17). The pretreatment time,
i.e. the residence time of the fiber in the coupling agent
solution, was calculated by the take up speed and the
total length of the fiber passing the solution.
C. Fiber Coating Procedure
The coagulation bath for the fiber coating process
was prepared according to the formulation shown in Table
6.
Table 6. Formulation of acid coagulation bath
Chemicals Amount
Sulfuric Acid
Sodium Sulfate
Distilled Water
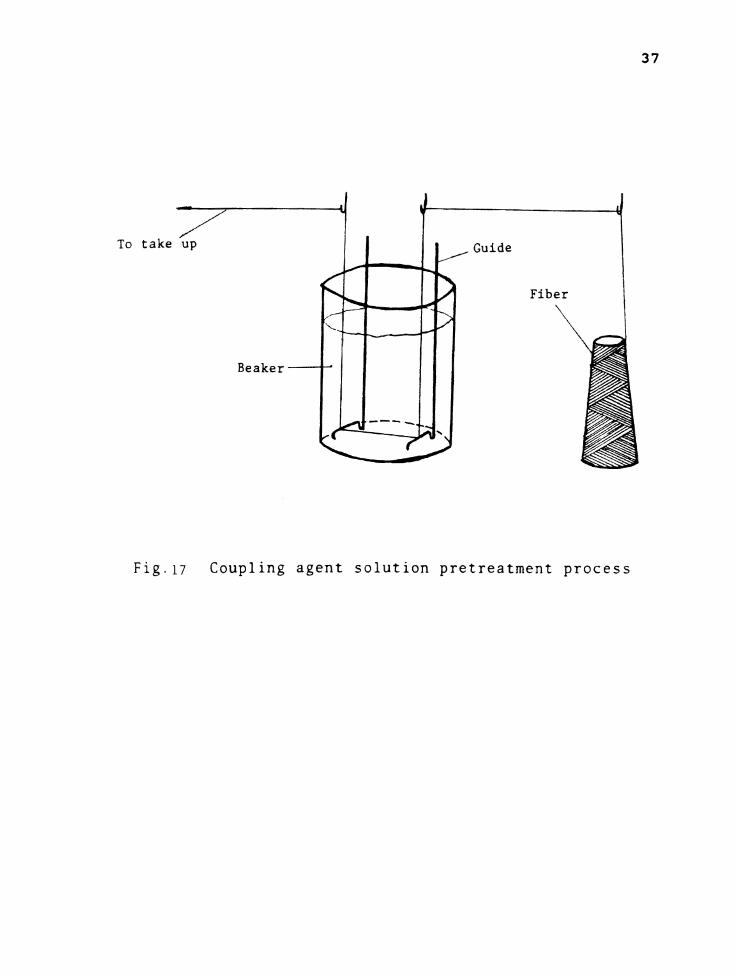
To take
Fig.17 Coupling agent solution pretreatment p r o c e s s

38
Eighteen liters of distilled water were placed in the
stainless steel tank, and 1.135 L of sulfuric acid were
added very slowly. After 10 minutes, 3000 g sodium sulfate
was added. It was necessary to stir the solution
continuously in order to dissolve the sodium sulfate
completely. The acid solution was stored in the tank until
ready for use.
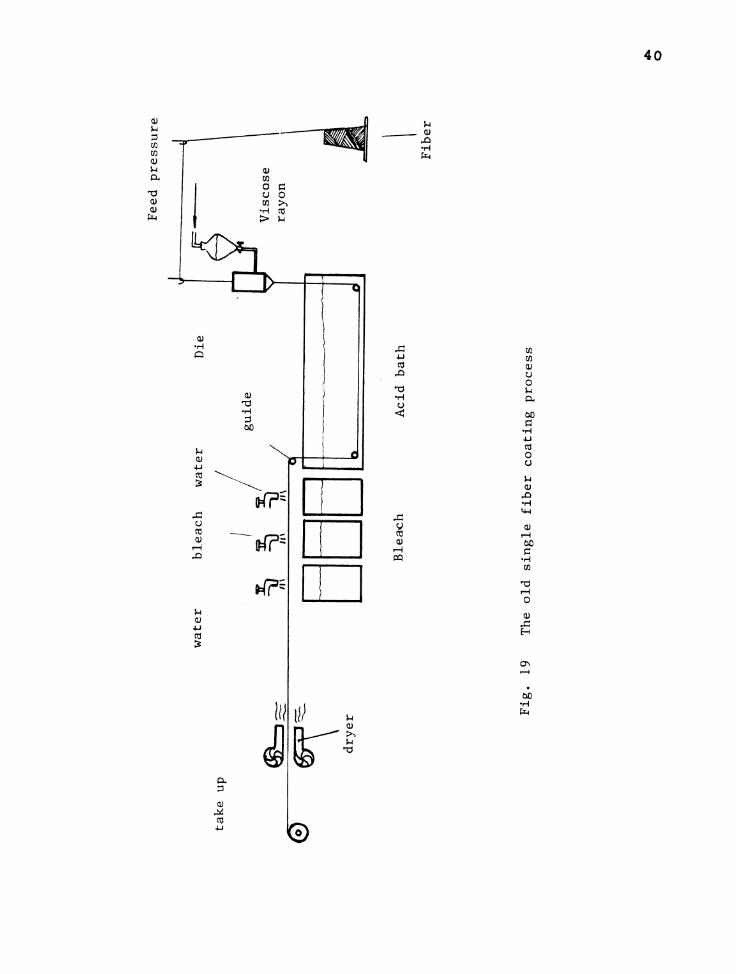
The fiber coating apparatus was assembled as shown in
Fig. 18 for a single fiber coating process. There are
several differences between this apparatus and that used
by a former researcher (Fig.19) (1,2,3,4). The
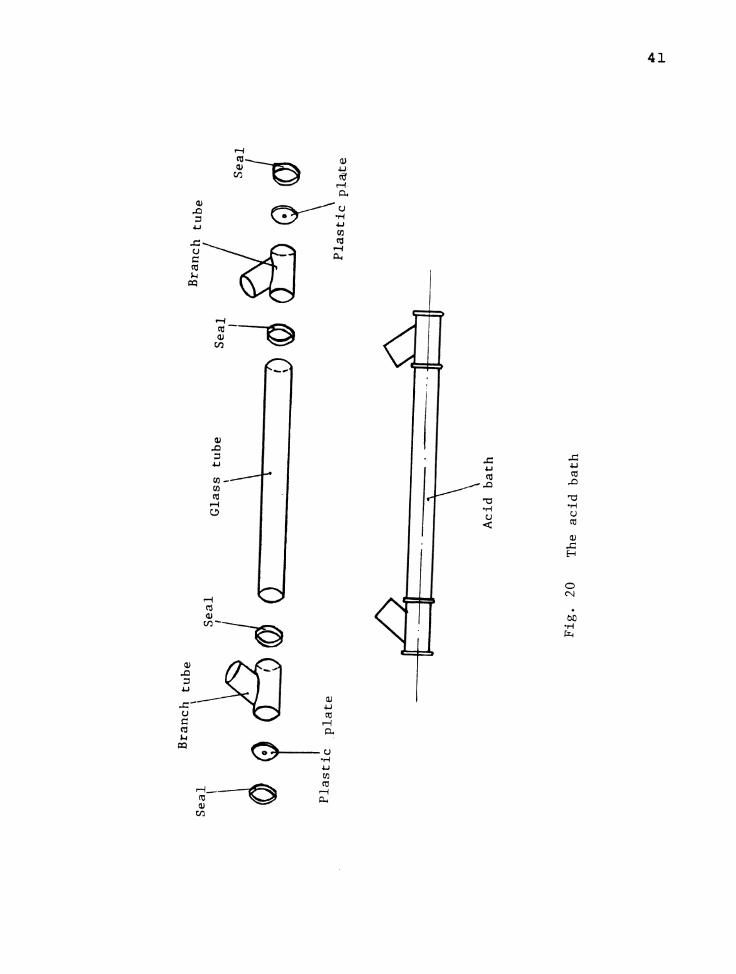
predominant difference is the structure of the acid bath.
This new acid bath consists of nine parts: a 3 inch
diameter and 70 inch length glass tube, two 3 inch
diameter and 6*12 inch branch glass tubes, four 3 inch
tube seals, and two 3 inch diameter and 1/8 inch thick
polyethylene plates with a 1/16 inch hole in the center
(Fig.20). The bath was altered to give the fiber a longer
residence time before reaching any guide, and so prevent
peeling of coating areas which were not fully regenerated.
The new acid bath has a strict structure. There are no
guides in the bath so that the viscose rayon could be
solidified in the bath before touching any other surfaces.
Another difference is the addition of a pressure
transducer linked to the die enabling the feed pressure in
the die to be measured during the coating process. In

ffl ill
(I]
U (I] m ri :--a aJ CL
m
aJ e 1 U
(I] -/ V) m 4 C3
-.
ri a

42
addition, the bleach bath used in other work was omitted
because there had been no significant effect of this
treatment on the properties of the coated fiber except
whitening. The single fiber coating die previously used
was retained (Fig.21).
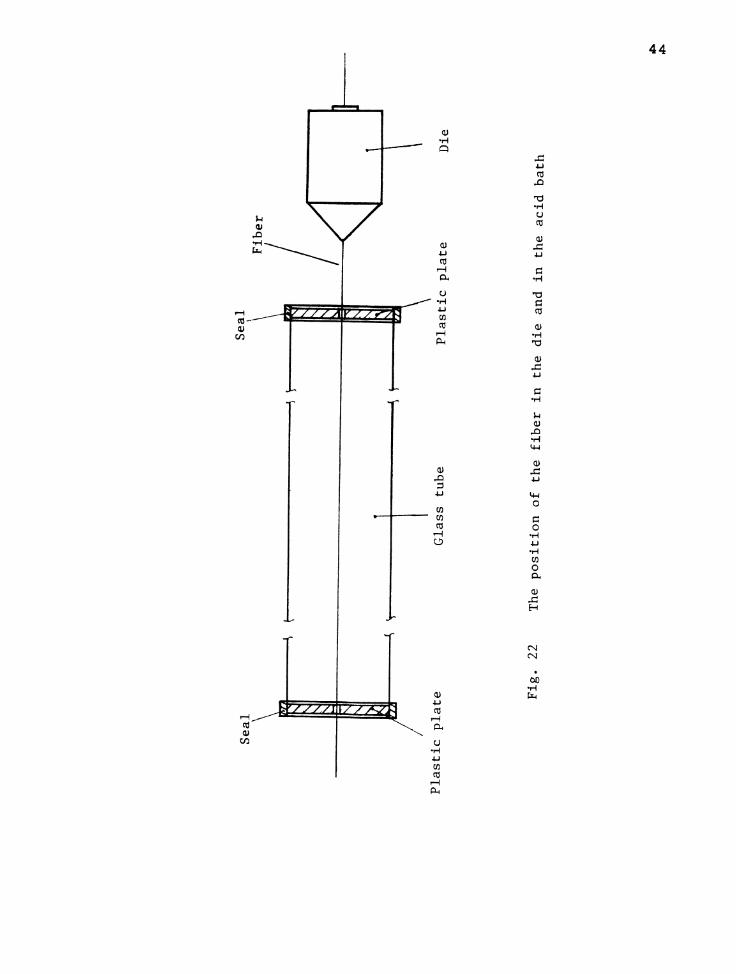
The fiber coating equipment was assembled in the
following manner (Fig.18). The filament core was threaded
through the die, the acid bath, the drying tube, and then
linked to the take up. Before addition of the acid
solution to the acid bath, the take up was started to
assure that the fiber could move in the system smoothly
and that the die was positioned correctly in order for the
fiber to pass through the center of the holes of the
plastic plates which were at the ends of the acid bath
(Fig.22) . The latter was done by adjusting the end of the acid bath nearest the die then leveling the acid bath. The
fiber would then be in the center of the holes.
After the fiber was set in the system, the acid
solution was added to the bath. The wash water, dryer, and
the take up were started, the viscose reservoir was opened
and the nitrogen cylinder opened and set at the selected
feed pressure. As the filament passed through the die, the
viscose rayon surrounded and coated its surface. When the
coated fiber passed through the acid bath, the cellulose
was regenerated from the viscose, forming a solid rayon
coating. Then the coated fiber was washed with water to

Fig. 21 The cross sectional view of the single
fiber coating die.
45
remove any remaining acid. The fiber was then dried by
warm air and wound on the take up.
D. Fiber Analysis and Testing
Fiber analysis and testing included linear density,
tensile properties, interfacial adhesion, and surface
properties.
1. Linear Density
The linear density of the fibers was measured with a
duPont 951 Thermogravimeteric Analyzer according to ASTM
D-1577 Standard Test Method of Linear Density of Textile
Fibers (33). A fiber skein was prepared by wrapping a 2
meter length of fiber around a 5/8 inch diameter bottle,
removing the coil from the bottle, then wrapping the end
of the fiber length around the coil and tieing the ends.
Five skeins of each sample were prepared.
Before the test, the samples were kept at 70°F and
65% relative humidity for 72 hours. A skein was weighed on
the ~hermogravimetric Analyzer, and linear density
calculated according to the equation:
Average linear density (dtex) = W/(L*n)
Where: W is weight of bundle, mg.
L is length of the fiber, m.
n is number of fibers in the bundle.
46
2 . Tensile Properties
The tensile properties of the fibers were measured
with an Instron model TTD constant-rate-of extension
tensile tester according to ASTM 3822-82 Standard Test
Method of Tensile Properties of Single Textile Fibers
(10). The tests were made with a 200 pound load cell and
pneumatic fiber grips controlled by a Hercules Air-Val
foot controller and Campell-Hausfied 3/4 HP compressor.
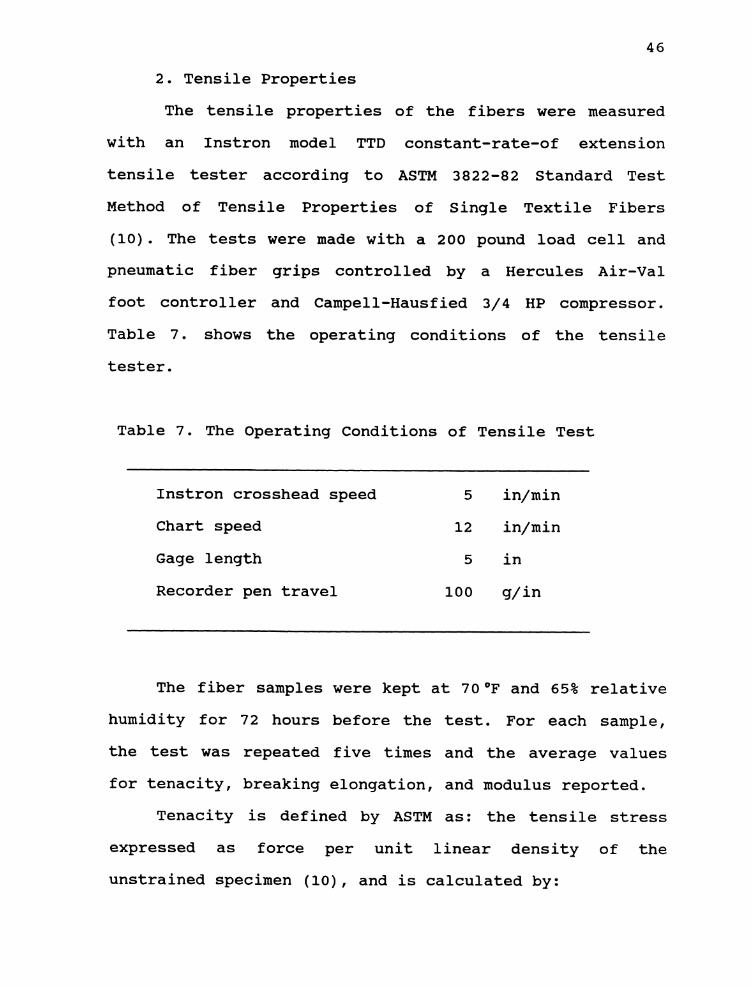
Table 7 . shows the operating conditions of the tensile
tester.
Table 7 . The Operating Conditions of Tensile Test
Instron crosshead speed 5 in/min
Chart speed 12 in/min
Gage length 5 in
Recorder pen travel 100 g/in
The fiber samples were kept at 70°F and 65% relative
humidity for 7 2 hours before the test. For each sample,
the test was repeated five times and the average values
for tenacity, breaking elongation, and modulus reported.
Tenacity is defined by ASTM as: the tensile stress
expressed as force per unit linear density of the
unstrained specimen (lo), and is calculated by:
~reaking tenacity (gf/tex) = M /T
Where: M is breaking load, in grams-force.
T is linear density, in tex.
Elongation at the breaking load is defined by ASTM
as: the elongation corresponding to the maximum load (lo),
and is calculated by:
Elongation at the breaking load ( % ) = 100 B / C
Where: B is the fiber elongation, cm.
C is the calculated effective specimen
length,cm.
Initial Modulus is defined by ASTM as: the slope of
the initial straight portion of a stress-strain curve
(10)
3. Interfacial Adhesion
The Accelerotor test method was used to mesure the
interfacial adhesion of the S/C fibers. Preliminary
experiments demonstrated that the uncoated PP and nylon
fibers did not have any weight loss under the test
conditions of up to 3000 rpm for 4 minutes. Therefore, at
the same test condition, any weight loss in the coated
fibers is assumed to be due to coating loss. Speeds higher
than 3000 rpm were not feasible as the fiber samples
became entangled. It was possible in the preliminary test
to distinguish coating abrasion (inherent weight loss)
from coating debonding (coherent weight loss). Inherent
48
abrasion was identified by a powdery residue from the
coating after abrasion and a skin layer that was still
continuous and fairly even. This indicates that
interfacial adhesion between skin and core is sufficient
to hold the two components together, but the abrasion
resistance of the skin material is insufficient to prevent
gradual reduction in the skin thickness. In the case of
coherent adhesion , however the lost coating fibrillated and came away from the core in strips. After the test the
remaining coating was not even. Under the same conditions,
the weight loss for these samples was generally of the
latter tape. The coherent adhesion between the skin and
the core materials was weaker than the inherent adhesion
of the skin and the skin was sloughed off rather than
being gradually abraded. Consequently, the Accelerator
method was considered to be an indirect measure of the
interfacial adhesion properties of the composite fibers.
a. Sample Preparation
Two meters of fiber were used to make a skein which
was first used for determination of linear density. For
each test, five skeins were prepared. The skeins were
conditioned for 72 hours at 70°F and 65% relative humility
before testing.
b. Test Procedure
First, the five skeins are weighed together to

49
+0.0001 g on an analytical balance. Then the five skeins -
were placed in the Accelerotor and the door locked. The
Accelerotor and timer were started and the speed held to
+lo0 rpm for the desired time. The test speed (2000-3000 -
rpm) and time (2-4 min) depended on the samples. The
Accelerotor was stopped at the end of test period and the
samples removed. The skeins were then reweighed on the
analytical balance to +0.0001 g.
c. Calculation
The coating loss per cent is given by:
E % = (B-C)/(B-A) *%
Where: A is the weight of five uncoated fiber skeins (g).
B is the weight of five coated fiber skeins before
the Accelerotor test (g).
C is the weight of five coated fiber skeins after
the Accelerotor test (g).
Lower values of E indicate less coating loss, and
better adhesion.
4. Surface Properties
a. Dyeability
Nylon, PP, and rayon have different dyeabilities and
the color differences can be noted by the eye, and also by
the colorimeter. The coating on the fiber sometimes is so
thin that it is difficult to see. In order to confirm the
50
presence of the coating, the coated and uncoated fibers
were dyed and the color differences observed.
The formulation of the dye solution is shown in the
table 8. The dyeing procedure was:
1). 150 ml dye solution was placed in a 250 ml beaker
and the samples were added.
2). The solution was heated to 100°C and kept at this
temperature for 15 to 20 minutes.
3). The samples are removed from the solution and
dried on paper towels.
Table 8. Formation of the dye solution
Composition Amount
Dye
NaCl
Distilled Water
b. Microscopic Observation
The surface of the fibers was observed using a Wild
M5A stereomicroscope with attached Wild MPS15 semiphotomat
and interchangeable 35 mm magazine loaded with Kodak Tri-X
Pan 400 speed film.
Samples were prepared for microscopic evaluation by
placing them on a precleaned microscope slide with double
51
ystick tape. A disposable cover slip was used to cover the
samples and was held in place by the tape.

52 CHAPTER IV RESULTS AND DISCUSSION
The purpose of this project was to promote the
interfacial adhesion properties of coated fibers in order
to improve the durability of the coating. The
investigation includes spin finish removal and coupling
agent pretreatment. Water as a solvent was used to remove
the spin finish on the uncoated fibers. Two different
coupling agents recommended by Dow Corning Corporation
were used: 41-6106 for rayon/nylon fibers and 2-6032 for
rayon/polypropylene fibers.
A. Rayon / Polypropylene Bicomponent Fiber
For rayon/polypropylene sheath/core bicomponent
fibers, rayon is the coating material and polypropylene is
the core material. The pretreatment was applied to the
polypropylene core fiber. The effects of both the spin
finish removal and the coupling agent solution
pretreatment on the interfacial adhesion, tensile, and
surface properties of the S/C fibers were investigated.
1. ~nterfacial Adhesion
The interfacial adhesion property was measured by the
Accelerotor test (39). It was assumed that higher
interfacial adhesion would result in lower coating weight
loss in this test.
53
a. Effect of spin finish removal
Water and methylene chloride as solvents were used to
remove the spin finish from the polypropylene fibers for a
pretreatment time of 24 hours. The pretreated fibers, as
well as untreated fibers, were coated under the same
process conditions. Results of the Accelerotor test on the
coated fibers are shown in the Fig.23. There was much less
coating lost for the fibers pretreated for removal of the
spin finish than for untreated fibers. This indicates that
the spin finish did indeed reduce the interfacial adhesion
of the S/C fibers and its removal promoted adhesion
between the core and the coating. The results also show
that the two solvents have different effects on removal of
the spin finish. Although use of methylene chloride shows
better adhesion results than use of water does, water was
still considered to be the preferred solvent because of
its much lower cost and much higher degree of safety. As
is shown below, water pretreatment gave superior results
at selected pretreatment times.
b. Effect of pH of the Coupling Solutions
The pH of the coupling solutions has been shown to
affect the properties of the pretreated materials (30,40).
This effect was determined for the bicomponent fiber in
this work. Polypropylene fibers were pretreated with water
for 24 hours to remove the spin finish. Aqueous solutions

Coating weight l o s s (2 )
None H2° C H 2 C 1 2
Spin f i n i s h removal s o l v e n t
F ig . 23 E f f e c t of s p i n f i n i s h removal on c o a t i n g
weight l o s s of rayon/PP f i b e r s .

of coupling agent 2-6032 (0.5%) were prepared and adjusted
to pH levels 3.5, 4.0, 4.5, and 5.0. Core fibers were
pretreated with these solutions for 22 seconds. The fibers
were coated at 25.6 m/min with a viscose feed pressure of
1.17 atm. Fig.24 and Table 9 show the Accelerotor test
results for the pH effect. The pH of the pretreatment
solution did have an effect on the interfacial adhesion
for the S/C fibers. At a solution concentration of 0.5%, a
minimum loss of fiber coating was obtained at a pH of 4.0.
Table 9. Effect of pH of 2-6032/water solution on the adhesion of rayon/PP fibers *
PH Coating Coating weight weight (g) loss (%)
* Pretreated with water for 24 hours and with 0.5% 2-6032 for 22 seconds.
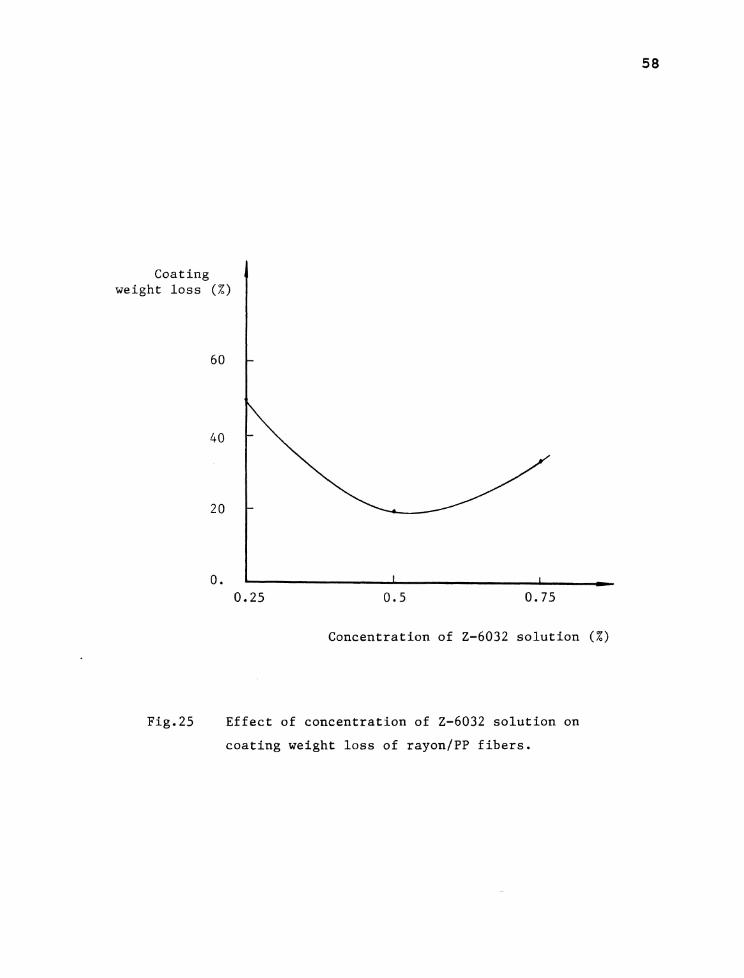
c. Effect of the concentration of the coupling solutions
Polypropylene fibers were pretreated with water for
24 hours to remove the spin finish and then pretreated

pH o f 2-6032 s o l u t i o n
Coa t ing weight l o s s (%)
1C)O
86
60
40
2 0
0 .
Fig.24 E f f e c t of pH o f 2-6032 s o l u t i o n on c o a t i n g
weight l o s s of rayonIPP f i b e r s .
-
-
-
-
- . I I I I
3.0 3 . 5 4.0 4 . 5 5 .0

57
with 0.25%, 0.5%, and 0.75% 2-6032/water solutions at a
constant pH of 4.0 for 22 seconds. The fibers were coated
at 1.17 atm feed pressure and 25.6 m/min take up speed.
Fig.25 shows the Accelerotor test results for the
concentration effect. The 0.5% 2-6032/water solution
pretreated sample exhibited better results than the other
concentrations. Table 10 shows that at the same
pretreatment and coating conditions, the sample treated
with the 0.25% 2-6032 solution had a lower coating weight.
Perhaps the coating for these fibers was so unstable that
much of it was lost during the coating process, when the
freshly coated fiber passed the guides or during the take
up step. This type of behavior also occurred in samples
with no pretreatment. Evidently the 0.25% concentration
of the 2-6032 solution was too low to improve the
interfacial adhesion for the S/C fibers over untreated
fibers. However, the higher 0.75% concentration gave poor
results as well. The reason may be that pH 4.0 may not be
a suitable condition for the 0.75% solution since pH has a
significant effect on adhesion. Although it is possible to
find a suitable pH for 0.75% solution, the 0.5%
concentration is recommended because the concentration
should be as low as possible for economic reasons.
The results of this series of experiments indicate
that the spin finish should be removed before fiber
coating and the concentration and pH of the coupling agent
0.25 0.5 0.75
Concentration of 2-6032 solution (%)
Coating weight loss (%)
60
Fig.25 Effect of concentration of 2-6032 solution on
coating weight loss of rayon/PP fibers.
I
-
20 -
0. I I

59
solutions do have apparent effects on the interfacial
adhesion of the S/C fibers. Under these experimental
conditions 0.5% concentration of the coupling agent Z-
6032 at pH 4.0 is recommended for PP fiber pretreatment.
Table 10. Effect of Z-6032/water solution concentration on the adhesion of rayon/PP fiber *
Concentration Coating Coating weight of the solution weight (g) loss (%)
* Pretreated with water for 24 hours and Z-6032/water solution (pH 4.0) for 22 seconds.
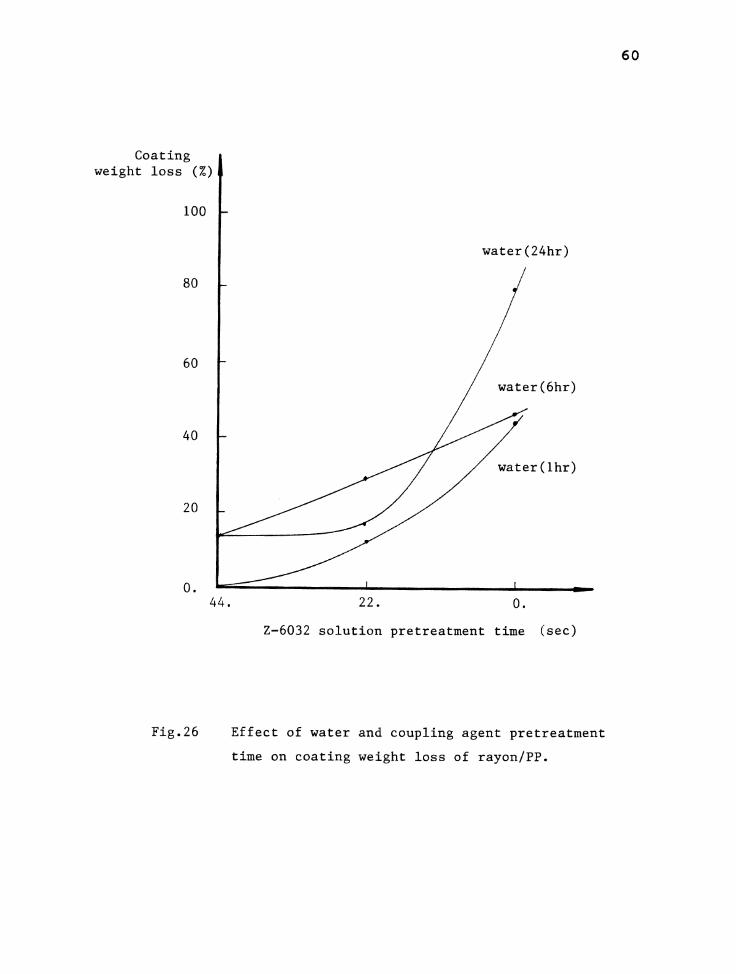
d. Effect of water pretreatment time
Polypropylene fibers were pretreated with distilled
water for 1, 6, or 24 hours and were then treated with a
0.5% Z-6032/water solution at pH 4.0. The fibers were
coated under the coating conditions described above. The
effect of water pretreatment time on the interfacial
adhesion of the coated fibers is shown in Fig.26. The
samples pretreated in water for one hour exhibited better
interfacial adhesion than those treated for longer time.
2-6032 solution pretreatment time isec)
Coating weight loss (%)
100
Fig.26 Effect of water and coupling agent pretreatment
time on coating weight loss of rayon/PP.
-
water(24hr)
80 -
60 -
40 -
I
44. 22. 0.

61
Therefore increasing the water treating time was not
helpful in improving the interfacial adhesion. However,
the interfacial adhesion for all the water pretreated
samples was better than those with no pretreatment.
Therefore, removal of the spin finish does promote
interfacial adhesion in the S/C fibers.
e. Effect of Coupling Agent Pretreatment Time
The effect of the coupling solution pretreatment time
is shown in Fig.27. The interfacial adhesion of the
coupling solution pretreated samples is better than that
of unpretreated samples; further the longer the
pretreatment in the coupling solution, the less coating is
lost from the fibers. Samples pretreated with both water
and the coupling solution exhibited better interfacial
adhesion than those treated only with the coupling
solution (Table 11) . Therefore the short water washing
time and the longer coupling solution pretreatment time
are recommended.
Table 11. Effect of pretreatment on rayon/PP fibers *
Water treat 2-6032 solution Coating weight time (hr) treat time (s) loss (%)
* 0.5% 2-6032 solution at pH 4.0.

Water pretreatment time (hr)
Coating weight loss (%)
100
80
6 0
40
2o
0.
Fig. 27
-
-
2-6032 (0. SCC) -
-
/ 2-6032 (22 set) -- 2-6032 (44 sec)
I I I I I
Effect of 2-6032 solution and water pretreatment
time on coating weight lose of rayon/PP fibers.
0. 5 10 15 2 0 2 5

63 2. Tensile Properties
The tensile properties, such as breaking tenacity,
initial modulus and elongation at the breaking load, were
measured for both coated and uncoated fibers.
a. Effect of the Coupling Solution Concentration
The concentration of Z-6032/water solutions had the
same effect on both coated and uncoated fibers. The linear
density of the samples was slight increased with higher
concentrations. Although the breaking tenacity was not
affected, the initial modulus decreased with increasing
concentration of coupling agent. The breaking elongation
had a maximum value at 0.5%. (App.Bl).
b. Effect of pH of the Coupling Agent Solutions
For both the coated and the uncoated samples, there
was not much difference in the linear density, the
breaking tenacity, the initial modulus, and breaking
elongation over a coupling agent solution pH range of 3.5
to 5.0 (App.B2).
c. Effect of the Pretreatment Time
There was no apparent effect on the tensile
properties of the coated fibers with the different water
pretreatment times. However, increasing the coupling
agent pretreatment time from 22 sec to 4 4 sec increased
the linear density, without apparently affecting the

breaking tenacity and the elongation (App. B 3 ) .
d. Summary of Pretreatment Effects on Tensile
Properties
The S/C fiber samples with water washing for one hour
and treatment with a 0 . 5 % solution of coupling agent at pH
4.0 for 52 seconds exhibited the best interfacial
adhesion, while maintaining tensile properties similar to
the original rayon/pp fibers (App. B4) .
3. Qualitative Observation
a. Microscopical observation
The surface of -both coated and uncoated fibers was
observed under a Wild stereomicroscope and
photomicrographs obtained. Each photograph contains three
samples for comparison. At the top is an uncoated fiber
which has undergone the same pretreatment conditions as
the others. In the middle is the coated fiber before
Accelerotor abrasion, At the bottom is the coated fiber
and after the Accelerotor test. The uncoated samples have
a very smooth surface and are thinner than the coated
ones, and are therefore distinguishable.
Figures 28 and 29 show the photomicrograph of the
rayon/PP fiber pretreated in water for one hour (Fig.28)
and 24 hours (Fig.29). There was a little coating
Fig.28 Rayon/PP fibers with water pretreatment for
one hour. (a) uncoated; (b) coated but
not abraded; ( c ) coated and abraded in
Accelerotor . ( 7 0 X )
F i g . 2 9 ~ a ~ o n / P P fibers with water pretreatment for
24 hours. (a) uncoated; (b) coated but
not abraded; (c) coated and abraded in
Accelerotor. (70x1
67
remaining on the fibers after the Accelerotor test for
both pretreatment times. This demonstrates that only
removal of the spin finish was not sufficient to promote
the durability of the coating of rayon/PP fibers. ~igures
30 and 31 show the photomicrographs from duplicate
experiments of rayon/PP fibers pretreated in water for one
hour and in 2-6032 solution for 52 seconds. The fibers
maintained their even coating on the surface even after
abrasion in the Accelerotor. Calculation of per cent
weight loss during Accelerotor abrasion confirms these
results of the integrity of the skin. Fig.32 shows the
rayon/PP fibers pretreated with only the 2-6032 solution
pretreated for 52 seconds. More coating was retained on
the fiber than in the case of the water pretreated samples
but less coating remained than for those pretreated with
both water and coupling agent 2-6032. Therefore. for
rayon/PP fibers, it is necessary to pretreat the PP fibers
with both water and the coupling solution.
b. Dyeability
Both the PP core fibers and the rayon/PP fibers with
water pretreatment for 1 hour and 2-6032 solution
pretreatment for 52 sac were dyed in 100 OC red dye
solution for 20 min. The PP fiber exhibited no color
change. However the rayon/PP fibers was colored red color,

Fig.30 Rayon/PP fibers with water pretreatment for
one hour and Z-6032/water solution pretreatment
for 52 seconds. (a) uncoated; (b) coated but
not abraded; (c) coated and abraded in
Accelerotor. (70x1
Fig.31 Rayon/PP fibers with water pretreatment for one
hour and Z-6032lwater solution pretreatment
for 52 seconds. (Duplicate experiment)
(a) uncoated; (b) coated but not abraded;
(c) coated and abraded in Accelerotor. (70X)

Fig.32 Rayon/PP fibers with Z-6032/water solution
pretreatment for 52 seconds. (a) uncoated;
(b) coated but not abraded; (c) coated and
abraded in Accelerotor. (70x1

7 1
which means t h a t t h e r e is an even rayon coa t ing on t h e
rayon/PP f i b e r , even though t h e coat ing is very t h i n .
7 2
B. Rayon / Nylon 6,6 ~icomponent Fibers
Like other synthetic fibers, nylon is usually
produced with a surface spin finish, which reduces
interfacial adhesion in the rayon/nylon S/C fibers
(1,2,3, ) . Efforts had been made to remove the spin finish by passing the nylon fiber through a acid bath and
subsequent bleach bath (3,28) . Although this improved the durability of the coating, the adhesion was still not
sufficient. There are two possible explanations for those
results. Firstly, the spin finish removal method was not
sufficient leaving some spin finish on the fiber. In this
case, it is necessary to find an improved method to remove
the spin finish. Another reason is that the thermodynamic
adhesion between rayon and nylon is not strong enough to
hold these two materials together, even with removal of
the spin finish. In this case, a third material, such as a
coupling agent, is required to improve the interfacial
adhesion. Therefore, the present investigation was based
on both spin finish removal and coupling agent
pretreatment.
1. Interfacial Adhesion properties
Water was used as a solvent to remove the spin finish
rather than the acid and bleach bath treatment previously
used.

73
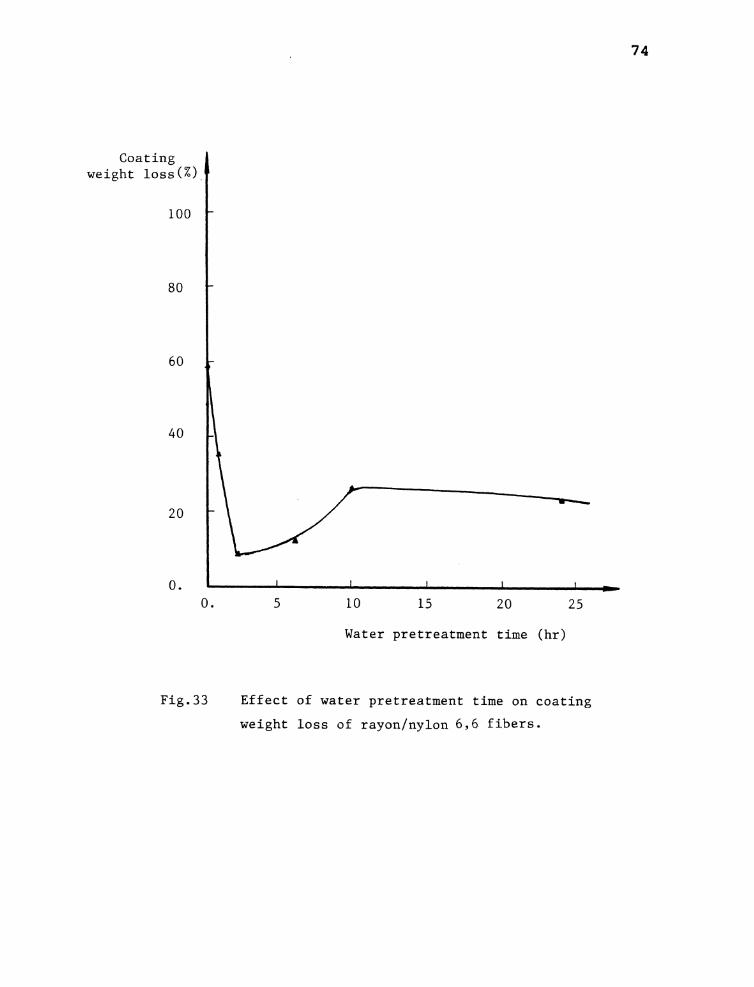
a. Effect of water pretreatment time
The nylon 6,6 fibers were washed with distilled water
for 1, 2, 6, 10, or 24 hours and then were coated under
the coating conditions described above in order to find a
suitable water pretreatment time. Fig.33 shows the effect
of water treatment times on weight loss during Accelerator
abrasion. There was more than 50% coating lost for the
samples with no spin finish removal; however there was
only 10% coating loss for the samples washed in water for
two hours. Results indicate that there was a minimum
weight loss for the fiber pretreated in water for 2 hours;
there was more coating loss for both increasing and
decreasing water pretreatment times. Apparently when the
water pretreatment time was less than two hours, the spin
finish was not as completely removed so that the
interfacial adhesion properties were reduced by the spin
finish. At pretreatment time longer than two hours, there
may have been unexpected damage to the fibers, which also
decreased the interfacial adhesion of the fibers. For
instance, at longer times the water soluble spin finish
may have diffused into the fiber, further inhibiting
interfacial adhesion between skin and core.
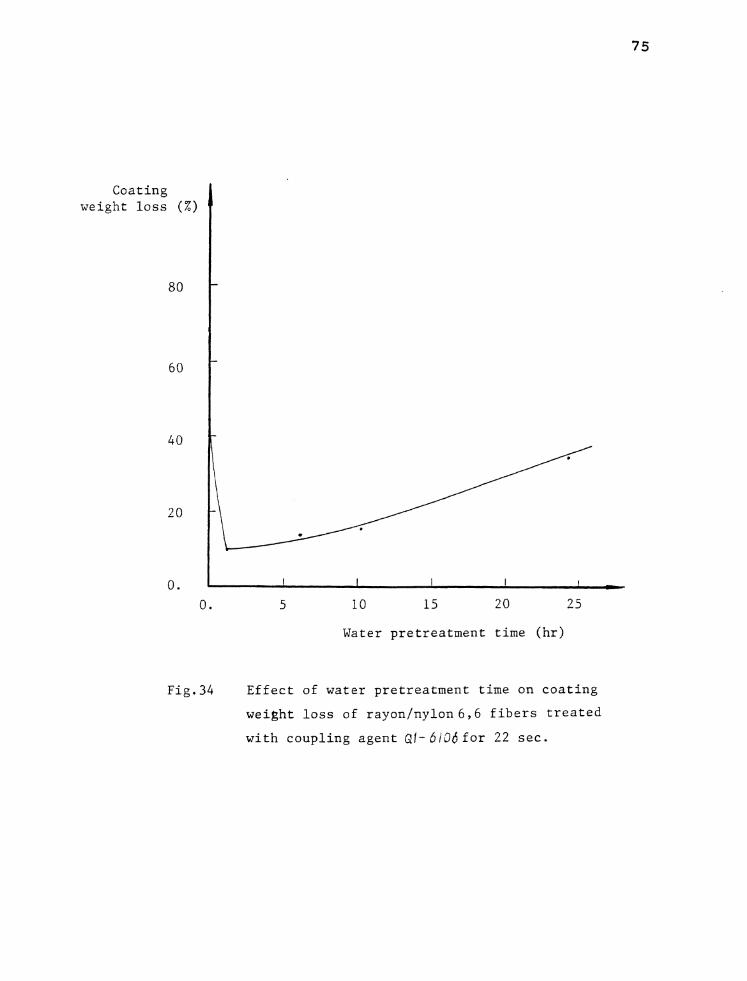
Nylon 6 , 6 fibers water treated for different time
periods were treated with aqueous solutions of the
coupling agent 41-6106, and then were coated at the
coating conditions described above. Fig.34 shows the
Coating weight loss (%)
Water pretreatment time (hr)
Fig.33 Effect of water pretreatment time on coating
weight loss of rayon/nylon 6,6 fibers.
Water pretreatment time (hr)
Coating weight loss ( 2 )
8 0
6 0
4 0
Fig.34 Effect of water pretreatment time on coating
weight loss of rayon/nylon6,6 fibers treated
with coupling agent Q t - 6 iOd for 22 sec.
-
-
2 0
0. I I I I I
0. 5 10 15 2 0 2 5
76
Accelerotor test result for those samples. There was only
a 10% coating weight loss for the samples washed in water
for one hours and pretreated with the coupling solution
for 22 seconds. When the water pretreatmental time was
longer than one hours, the coating weight loss increased
with water pretreatment time.
Consequently, these experiment results show that
water does remove the spin finish on the nylon 6,6 fiber
with subsequent promotion of the interfacial adhesion of
the S/C fiber. The 41-6106 coupling agent pretreatment
also improved the interfacial adhesion of the S/C fibers
even without complete removal of the spin finish, as will
be shown later.
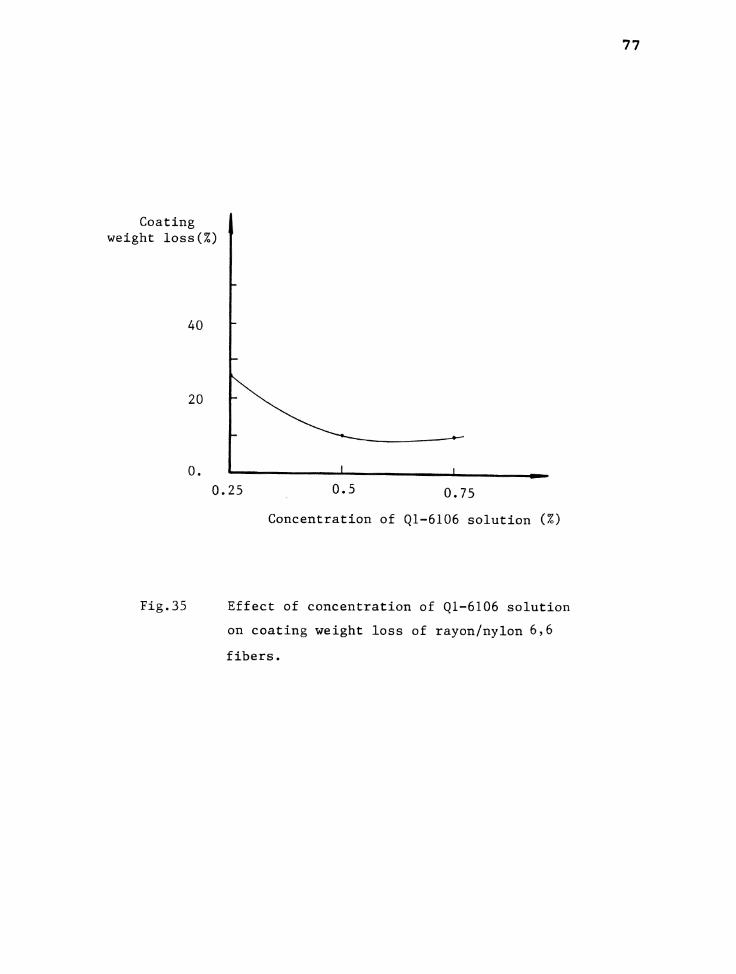
b. Effect of Concentration of Coupling Agent
Solution
Nylon 6,6 fibers were washed with water for ten hours
and pretreated with 0.25%, 0.5%, and 0.75% solutions of
41-6106 for 22 seconds. The fibers were then coated using
the conditions described above. The Accelerotor test
results shown in Fig.35 indicate that the coating weight
loss decreased with increasing concentration from 0.25% to
0.5%, but there was no difference in coating weight loss
when the concentration changed from 0.5% to 0.75%.
Therefore 0.5% is the recommended concentration for this
coupling agent.
Coating 1 weight loss (%) I
Concentration of Ql-6106 solution (%I
Fig. 35 Effect of concentration of 41-6106 solution
on coating weight loss of rayonlnylon 6 , 6
fibers.
78
Acetic acid treated as described in Appendix A-2 was
used to prepare the Q1-6106/water solutions because Q1-
6106 was difficult to dissolve in water. The pH of the
prepared solutions was about 3.2. The effect of pH was
omitted in this series of experiments because of the
difficulty in obtaining a series of solutions with
different pH.
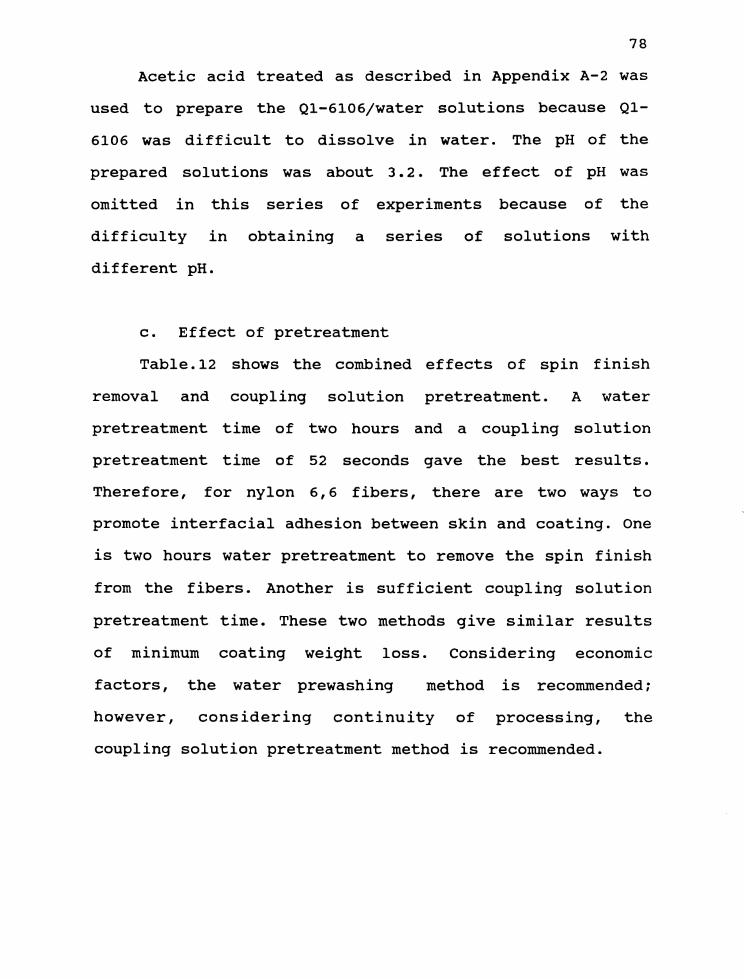
c. Effect of pretreatment
Table.12 shows the combined effects of spin finish
removal and coupling solution pretreatment. A water
pretreatment time of two hours and a coupling solution
pretreatment time of 52 seconds gave the best results.
Therefore, for nylon 6,6 fibers, there are two ways to
promote interfacial adhesion between skin and coating. One
is two hours water pretreatment to remove the spin finish
from the fibers. Another is sufficient coupling solution
pretreatment time. These two methods give similar results
of minimum coating weight loss. Considering economic
factors, the water prewashing method is recommended;
however, considering continuity of processing, the
coupling solution pretreatment method is recommended.
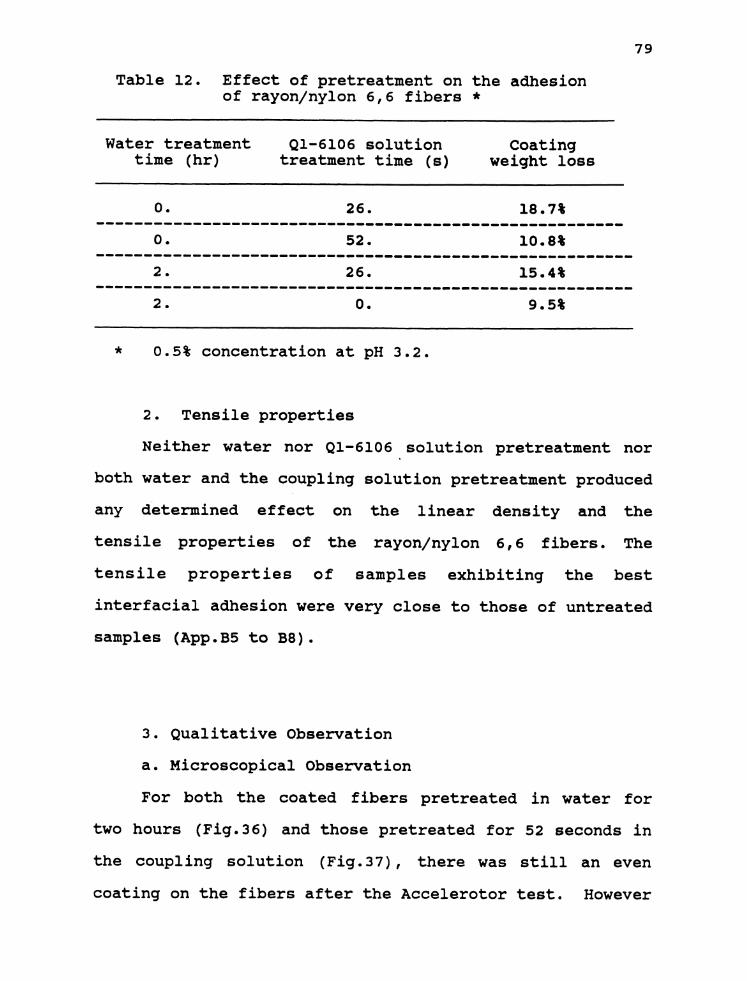
Table 12. Effect of pretreatment on the adhesion of rayon/nylon 6,6 fibers *
Water treatment 41-6106 solution Coating time (hr) treatment time (s) weight loss
0.5% concentration at pH 3.2.
2. Tensile properties
Neither water nor 41-6106 solution pretreatment nor
both water and the coupling solution pretreatment produced
any determined effect on the linear density and the
tensile properties of the rayon/nylon 6,6 fibers. The
tensile properties of samples exhibiting the best
interfacial adhesion were very close to those of untreated
samples (App. B5 to B8) .
3. Qualitative Observation
a. Microscopical Observation
For both the coated fibers pretreated in water for
two hours (Fig.36) and those pretreated for 52 seconds in
the coupling solution (Fig.37), there was still an even
coating on the fibers after the Accelerotor test. However

fibers undergoing no pretreatment showed much coating loss
with little coating remaining on the core fiber (Fig.38).
b. Dyeability
Nylon 6,6 core fibers, rayon/nylon 6,6 fibers with
water pretreatment for two hours, and rayon/nylon 6,6
fiber with 41-6106 solution pretreatment for 52 sec were
dyed with a direct red dye for 20 min at 100 C. Both S/C
fibers showed more bright and dark red color than the
nylon fiber. It means that there was an even rayon coating
on the rayon/nylon fibers because rayon has better
affinity for this dye than nylon does.
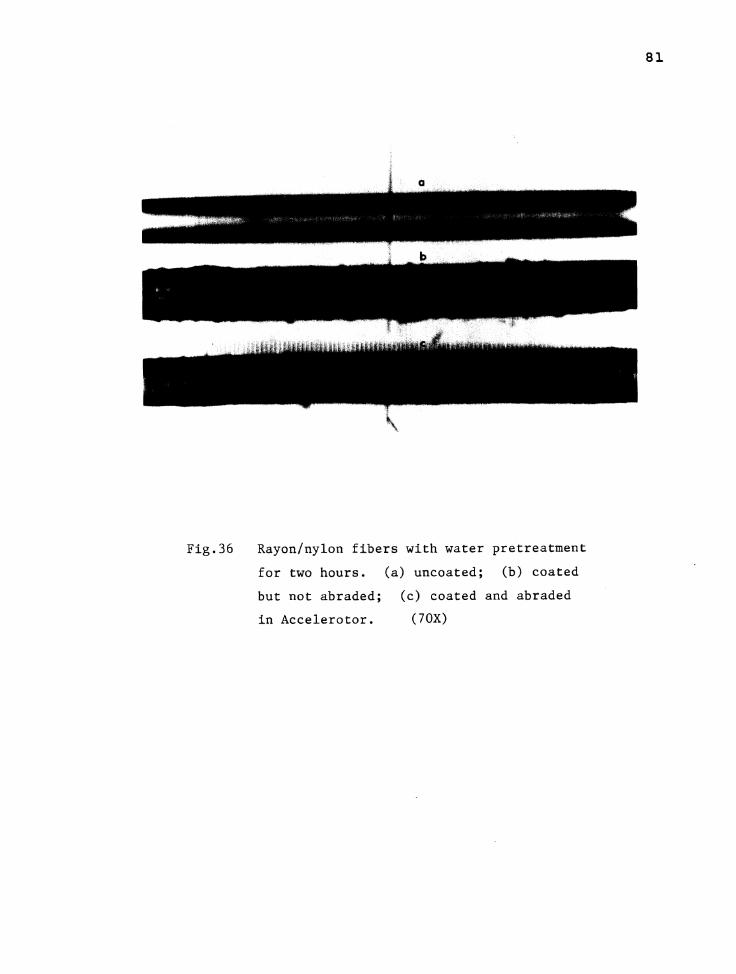
Fig.36 Rayon/nylon fibers with water pretreatment
for two hours. (a) uncoated; (b) coated
but not abraded; (c) coated and abraded
in Accelerotor. (70x1
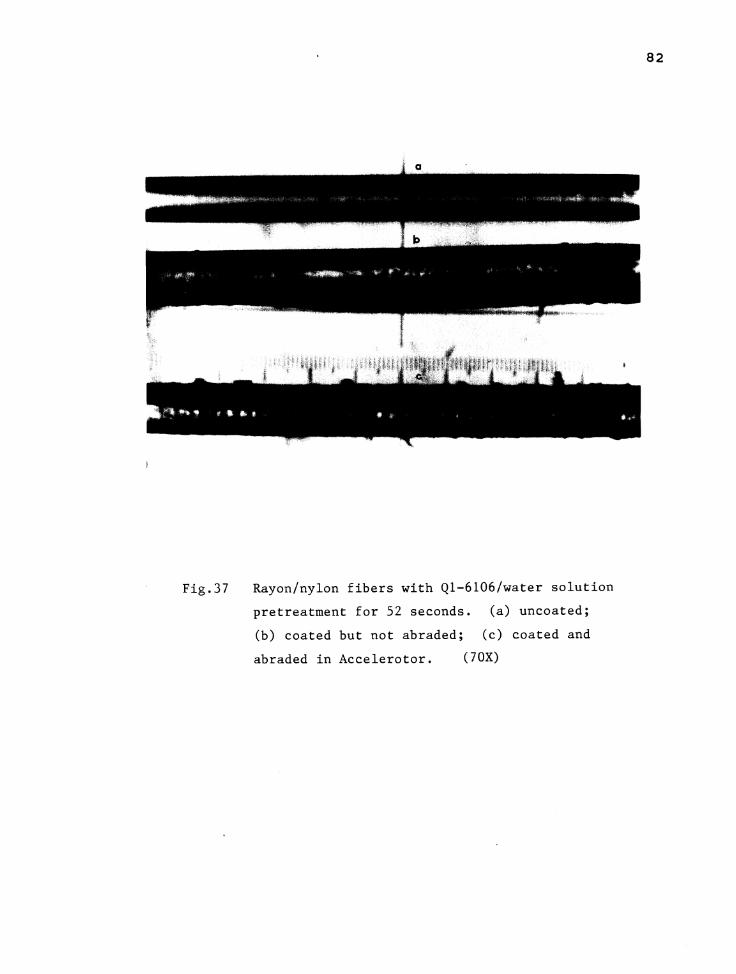
Fig.37 Rayon/nylon fibers with ~1-61061water solution
pretreatment for 52 seconds. (a) uncoated;
(b) coated but not abraded; (c) coated and
abraded in Accelerotor . (70x1

Fig. 38 Rayon/nylon 6,6 fibers with no pretreatment
(a) uncoated; (b) coated but not abraded;
(c) coated and abraded in Accelerotor.
(70x1
CHAPTER V. CONCLUSIONS AND RECOMMENDATIONS
A. Conclusions
1. ~ i s t i l led water pretreatment can promote
interfacial adhesion of rayon/PP and rayon/nylon 6,6
fibers. The water pretreatment time had an effect on the
interfacial adhesion of the S/C fibers. Water pretreatment
for one to two hours is recommended for PP and nylon 6,6
fibers.
2. A suitable coupling agent solution pretreatment
promotes interfacial adhesion of the S/C fibers.
Increasing the pretreatment time increased the interfacial
adhesion of the fibers. Concentration and pH of coupling
agent solution also affects the interfacial adhesion of
the fibers.
3. The results of this indicate improved adhesion for
rayon/PP fibers, with a water pretreatment for one hour
and pretreatment with a 0.5% 2-6032 coupling agent-water
solution at pH 4.0 for 52 seconds or longer.
4. For rayon/nylon 6,6 fibers, either a water
pretreatment for two hours or a 0.5% Q1-6106 coupling
agent-water solution with pH 3.2 pretreatment for 52
second or longer is effective enhancing adhesion.
5. Neither a water pretreatment nor a coupling agent
(either 2-6032 or 41-6106) solutions pretreatment causes a
significant change in the tensile properties of rayon/PP
and rayon/nylon 6,6 fibers.
85
B. ~ecommendations
The durability of the rayon coating of rayon/PP and
rayon/nylon 6,6 fibers was promoted in this investigation.
If subsequent fabric studies suggest the interfacial
adhesion of the fibers is not sufficient. A more intensive
study for coupling agents and treatment times should be
considered. This should include finding other coupling
agents which have greater influence on promoting
interfacial adhesion. Furthermore a combining of the
corona discharge pretreatment technique with a coupling
agent solution pretreatment and/or with spin finish
removal pretreatment should also be considered.
To further develop the fiber coating technique for
industrial production, a more intensive study should be
considered to extend the fiber coating technique from
single fiber to multiple filaments. Improvement of the
water pretreatment technique to reduce the pretreatment
time and make the pretreatment process continuous should
be considered. utility of the techniques could also be
enhanced by combining the coupling agent solution
pretreatment method with the water pretreatment and the
coating processes.

REFERENCES
1. Wright,D.L., llDevelopment of Internally Reinforced
Rayon Fibers by Means of a Fiber Coating Processf1,
M.S. Thesis, Ohio University, June 1985.
2. Rabe,R.L., !'Drag and Pressure Die Flow Effects on
the Production and Properties of-a Rayon/nylon Skin-
Core Type Bicomponent Fiberf1, M.S. Thesis, Ohio
University, March 1987.
3. Modh,H.A., Chemical Treatment and Adhesion in
Internally Reinforced Rayon Fibers M.S. Thesis,
Ohio University, March 1988.
4. Rabe,R.L., ~ollier,B.J.,~ollier,J.R., "~rocessability
and Properties of a Rayon/nylon composite ~iber",
ext tile Research J., 58, 12, 735-42, (1988).
5. Tortora,P.G., Understandins Textiles, Third edition,
Macmillan, N.Y., (1987) . 6. American Society for Testing and Materials, 1987
Annual Book of ASTM Standards, Section 7, Vol. 07.01,
Easton, MD., (1987).
7. Carter,M.E., Essential Fiber ~hemistrv, Marcel
Dekker, N.Y., (1971) . 8. Placek,C., Multicom~onent Fibers, Noyes Data Corp.,
N. J., (1971) . 9. Papero, P. V., Kubu, E., l1 Fundamental Property
Considerations in Tailoring a New Fiber, Textile
Research J., Oct. 1967, 823-33, (1967).
American Society for Testing and ~aterials, 1987
Annual Book of ASTM Standards, Section 7, Vol. 07.02,
Easton, MD, (1987).
Chang,D.H., polvm. Enai. Sci,, 18, 1019-29, (1978).
Joseph,M.L., Introductory Textile Science, Fourth
edition, Holt, N.Y., (1981).
Spurlin,H.M., Grafflin,M.W., Cellulose and Cellulose
Derivatives, Interscience Publishers, Inc., N.Y.,
(1954).
Moncrieff,R.W., plan-Made Fibers, John Wiley and
Sons, N.Y., (1975).
Leeming,J., Ravon the First Man-Made Fiber, Chemical
Publishing Co., N.Y., (1950).
Stout,E.E., Zntroduction to Textile, Third edition,
John Wiley and Sons, N.Y., (1970).
Linton,G.E., Natural and Man-Made Textile Fibers,
Duell, N.Y., (1966) . Kohan,M.I., Yvlon Plastics, John Wiley and Sons,
N.Y., (1973).
Inderfurth,K.H., pvlon Technolosv, McGraw-Hill, N.Y.,
(1953).
Smith,B.F., Textiles in Pers~ective, Prentice-Hall
Inc., N.Y., (1982).
Pajgrt, O., Reichstadter, B. , Production and
Awwlications of Polvwrowvlene Textiles, Elsevier

8 8
Scientific Publishing Com., N.Y., (1983).
Postman, W. , Spin Finishes Explained, ext tile Research Journal, Vo1.50, July, 444-53, (1980).
Redston,J.P., Bernholz,W.F., Schlatter,C., chemicals
Used as Spin Finishes for Man-Made Fiber, Textile
Research Journal, Vo1.43, June, 325-35 (1973).
Shay,M.B., Nonswellins Texturins Swin Finish, (to
ICI Americas Inc.), U.S. Pat. 3, 704, 225, Vo1.28,
(1972).
Wu,S.H., Polvmer Interface and Adhesion, E.I.du Pont
de. Nemours and Company, N.Y., (1982).
Voyutskii,S.S., Autohesion and adhesion of Hish
Polvmer, Interscience, New York, (1963).
Lange,D.M., Melt Transformation Coextrusion of
Polypropylene/Polyethylene Fibers and Rayon/Nylon
Fibers 11, M.S. Thesis, Ohio University, (1985).
McDonald,J.E., Abrasion Resistance of Internally
Reinforced Rayon Fibers ", M.S. Thesis, Ohio
University, Aug.1987.
Wake,W.C., Recent Advances in Adhesioq, Lee,L.H.
ed.,Cordon and Breach, New York, (1973).
Plueddemann,E.P., Silane Cou~lina Asents, Plenum
Press, New York, (1982).
Cassidy,P.E., Yager,B.J., Rev. Polvm. Technol., 1, 1,
(1972).
Plueddemann,E., Collins,W.T., Adhesion Science and

89
Technoloqy, Vol. 9A, L.H.Lee,ed., Plenum Press, New
York, (1975).
Bascom,W.d., Adv. Chem. Sci, 87, 38, (1968).
Favre,J.P., Carbon Fiber Adhesion to Organic
Materices, J. Materials Sci,, 7, 1113-8, (1972).
Shiriajeva,G.V., Andreevakaya,G.D., Sov. Plastics,
No.4, 40, (1962).
McAlea,K.P., Besio,G.J., @ @ The Adhesion Kinetics
of Polybutylene Terephthalate to E-Glass Fibersw,
Polymer Physics and Eng. Branch Corporate Research
and Development General Electric Corn., N.Y., (198 ) .
Eagles,D.B., Blumentritt,B.F., Cooper,S.L., J. Aml.
Polvm. Sci., 20, 435, (1976).
Chua,P.S., Piggott,M.R., The Glass Fiber-Polymer
Interface: I--Theoretical Consideration for Single
Fiber Pull-out TestsN, Com~osites Sci. and Tech., 22,
33-42, (1985).
AATCC 93-1984.
Tesoro,G.C., Rajendran,G.P., "Imide Silanes: Adhesion
Promoters for P~lyimides@~, J. ~dhesion Sci . Tech. , Vol.1, No.1, 39-51 (1987).
APPENDICES
A. Coupling Agent solution Preparation
A-1. Preparation of 2-6032 Solution
A measured amount of 2-6032 was added to distilled
water in a flask to reach the desired concentration. The
pH of the solution was then adjusted with acetic acid and
alkacid test ribbons with a pH range of 3.0 to 5 . 0 were
used to measure the solution.
A-2. Preparation of 41-6106 Solution
Since 41-6106 is difficult to dissolve in water,there
were two steps to prepare a 41-6106 solution. A mixture of
100 part 41-6106 and 5 part water was prepared and kept at
room temperature for 24 hours. After that acetic acid was
used to adjust the pH of water to about 3.5. Then the
previously water treated and aged Q1-6106 was added to the
pH adjusted water, then the mixture must be stirred
strongly. After that the pH of this mixture was adjusted
again to the desired value with acetic acid. The amount of
water and the diluted 01-6106 depended on the desired
concentration of the solution. Alkacid test ribbons with a
pH range of 3 . 0 to 5 . 0 were used to measure the solution.
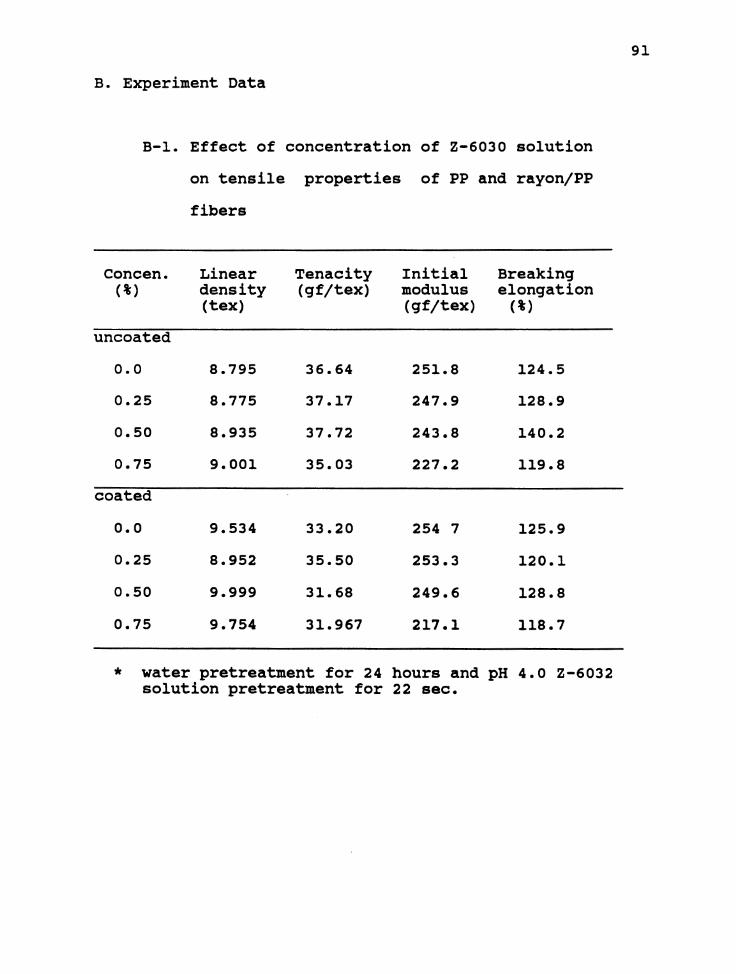
B. Experiment Data
B-1. Effect of concentration of 2-6030 solution
on tensile properties of PP and rayon/PP
fibers
Concen. Linear Tenacity Initial Breaking ( % density (gf/tex) modulus elongation
(tex (sf/tex) ($1
uncoated
0.0 8.795 36.64 251.8 124.5
0.25 8.775 37.17 247.9 128.9
0.50 8.935 37.72 243.8 140.2
0.75 9.001 35.03 227.2 119.8
coated
* water pretreatment for 24 hours and pH 4.0 2-6032 solution pretreatment for 22 sec.
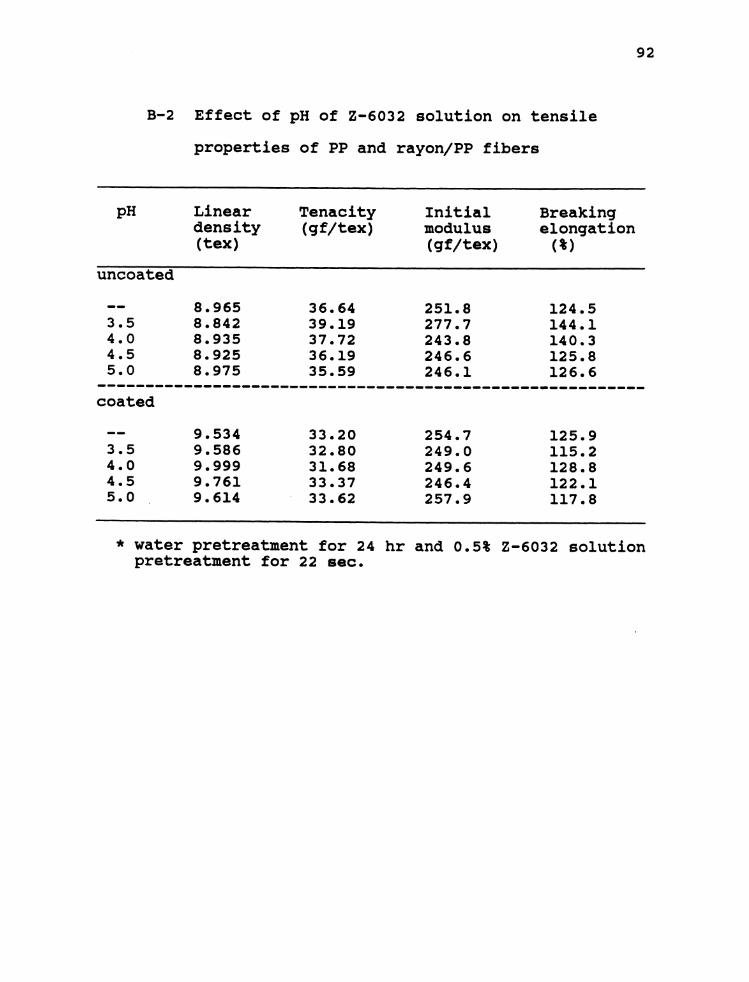
B-2 Effect of pH of 2-6032 solution on tensile
properties of PP and rayon/PP fibers
PH Linear Tenacity Initial Breaking density (gf/tex) modulus elongation (tex) (gf/tex) ( % I
uncoated
-- 8.965 36-64 251.8 124.5 3.5 8.842 39.19 277.7 144.1 4.0 8.935 37.72 243.8 140.3 4.5 8.925 36.19 246.6 125.8 5.0 8.975 35-59 246.1 126.6 .........................................................
coated
* water pretreatment for 24 hr and 0.5% 2-6032 solution pretreatment for 22 sec.
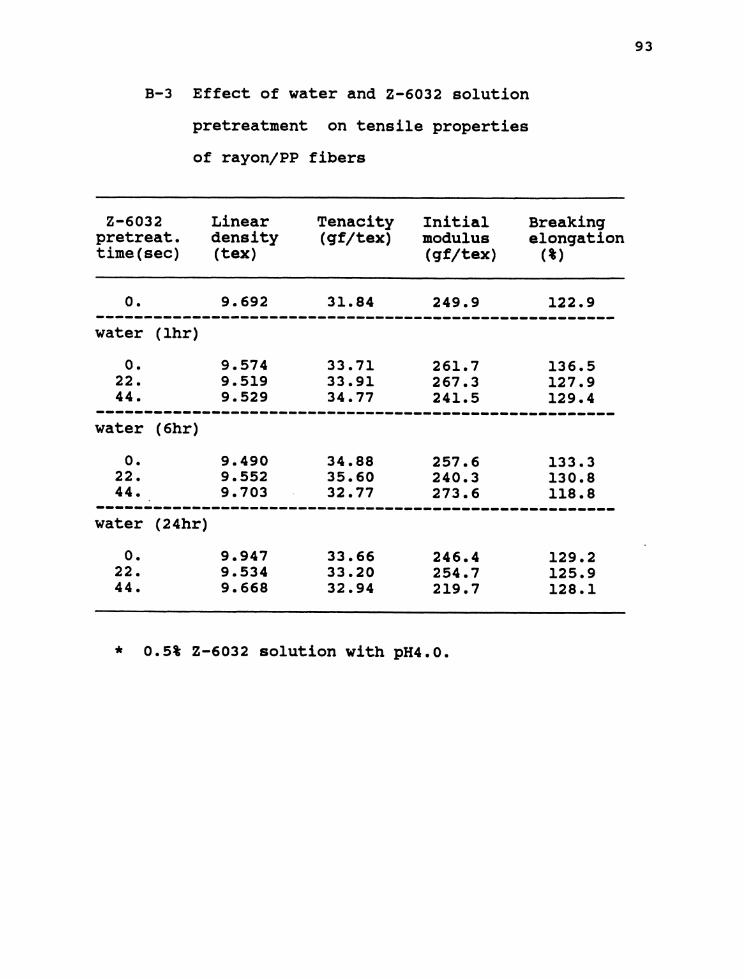
B-3 Effect of water and 2-6032 solution
pretreatment on tensile properties
of rayon/PP fibers
2-6032 Linear Tenacity Initial Breaking pretreat. density (gf/tex) modulus elongation time (sec) (tex) (gf/tex) (%
0. 9.692 31.84 249.9 122.9 -------------------------------.---------------------- water (lhr)
0. 9.574 33.71 261.7 136.5 22. 9.519 33.91 267.3 127.9 44. 9.529 34.77 241.5 129.4 --.----------------------------.----.-----------------
water (6hr)
0. 9.490 34.88 257.6 133.3 22. 9.552 35.60 240.3 130.8 44. 9.703 32.77 273.6 118.8 -------------------------------.----------------------
water (24hr)
* 0.5% 2-6032 solution with pH4.0.

B-4 tensile properties of rayon/PP fibers
2-6032 Linear Tenacity Initial Breaking pretr . density (gf/tex) modulus elongation time (sec) (tex 1 (gf/tex) ( % I
water (lhr)

B-5 Effect of water pretreatment time on tensile
properties of nylon and rayon/nylon fiber
Water Linear Tenacity Initial Breaking pretr. density (gf/tex) modulus elongation time (hr) (tea (gf/tex) ( 8 )
uncoated
0. 10.56 58.53 166.3 46.1 1. 10.39 57.06 161.3 40.3 2. 10.48 58.56 153.6 47.6 6. 10.42 58.94 157.3 45.9 10. 10.35 59.21 162.5 46.8 24. 10.35 60.20 163.7 45.7 ---.-------------------------------.-------.-----------
coated

B-6 Effect of water and 41-6106 pretreatment time on
tensile properties of nylon and rayon/nylon 6,6
fibers
Water Linear Tenacity Initial Breaking pretr. density (gf/tex) modulus elongation time (hr) (tex) (gf/tex) ($1
uncoated 0. 10.5647 58.535 166.281 46.10
coated 0. 11.0108 44.393 148.859 30.95 .........................................................
Q1-6106 (22sec) uncoated
coated
-
* 0.5% 41-6106 solution with pH 3.2.

B-7 Effect of water and 41-6106 solution
pretreatment time on tensile properties
of rayon/nylon 6,6 fibers
Pretreatment Linear Tenacity Initial Breaking time density (gf/tex) modulus elongation
(tex) (gf/tex) ( % I
water (hr) 2. 11.93 38.59 128.8 30.50
Q1-6106 (sec) 44. 12.06 38.48 129.0 38.48
* 0.5% 41-6106 solution with pH 3.2.
Copyright © 2022 FDOKUMEN




















