
Corte-de-engrenagens.pdf - LMT Tools
204
LMT Fette Tallado de Engranajes Herramientas y Conocimientos Engrenagens LMT Fette Ferramentas e noções www.lmt-tools.com
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Corte-de-engrenagens.pdf - LMT Tools

LMT Fette Tallado de EngranajesHerramientas y Conocimientos Engrenagens LMT FetteFerramentas e noções
www.lmt-tools.com
Ferramentas e noções
LM
T F
ett
e T
all
ad
o d
e E
ng
ran
aje
s H
err
am
ien
tas
y C
on
ocim
ien
tos
En
gre
nag
en
s L
MT
Fe
tte F
err
am
en
tas
e n
oçõ
es

© by LMT Tool Systems GmbHLa reproducción, total o parcial, solamente está permitida con nuestra autorización. Todos los derechos reservados. Errores en cuanto al contenido y errores de composición ode imprenta no dan derecho a reclamaciones. Las ilustraciones, los modelos y las medidas corresponden al nivel actual en el momento de publicación de este impreso. Sujeto amodificaciones técnicas. La representación gráfica de los productos no tiene que corresponder siempre y en todos los detalles al aspecto real.A cópia, mesmo de alguns exemplares, apenas com o nosso consentimento. Todos os direitos reservados. Erros, erros de impressão ou frases não dão direito a qualquerindenização. Imagens, modelos e tamanhos correspondem a atualidade na publicação desta impressão. Estão reservadas as modificações técnicas. As imagens dos produtospodem não corresponder, em todos os casos e em detalhe, ao seu aspecto real.
Fuentes de las imágenes: Liebherr-Components Biberach GmbH, Biberach an der Riss; Liebherr-Verzahntechnik GmbH, Kempten; Siemens AG, BocholtFontes de imagem: Liebherr-Components Biberach GmbH, Biberach an der Riss; Liebherr-Verzahntechnik GmbH, Kempten; Siemens AG, Bocholt

2 PrefacioPrefácio
3 La EmpresaA empresa
4
El nuevo material de corte – un material que está en una clase propiaO novo material de corte – uma classe em si
5 Fresas madre para la fabricación de ruedas cilíndricas de dentado recto y helicoidal con fl ancos evolventesFresas de engrenagens para fabrico de rodas cilíndricas dentadas com fl ancos envolventes
7 Indicaciones respecto a las des-cripciones y tablas de medidas de construcción para fresas cilíndricas de evolventeIndicações para descrições e tabelas de medições para fresas dentadas cilíndricas.
10 Fresas madre con un elevado número de ranuras de desprendimientoFresas de engrenagens de muitos canais
15 También optimizaremos su proceso de fresado por rodamientoNós otimizamos seu processo de fresagem
16 Pictogramas – ExplicaciónPictogramas – Descrição
17 Formulario de solicitud de informaciónFormulário de pedido
h P0
h fP
0
h FfP
0
h FaP
0
haP
0
h prP
0
αtK
αt
αtpr
PP
sta
staK
d Fa
d ad FaV
h Kd bp
r
d
q tx Em
n
C0
FStV
d fE
d b
ψb
prtP0
d bK
dFf
V
dFf
α tK
α t α tpr
pt
2
Fresa madreFresa de
engrenagens
Evolvente útilEnvolvente
Evolvente derotura de cantoEnvolvente de chanfradura
Línea dereferencia de perfilLinha do perfil de referência
Recta de talladoLinha de fresagem Evolvente de
protuberanciaEnvolvente de protuberância
Rueda dentadaDisco dentado
Fresa madre para ruedas dentadas cilíndricas HSS/SpeedCoreFresa de engrenagens para rodas cilíndricas HSS/SpeedCore
Fresas madre para ruedas dentadas cilíndricas metal duroFresas de engrenagens para rodas cilíndricas Metal duro
Sistemas de herramientas ChamferCut Sistemas de ferramentas ChamferCut
Fresas madre para ruedas de cadena, poleas
para correas dentadas, engranajes enchufables
Fresas de engrenagenspara rodas de correntes de correias dentadas
Herramientas para perfi les especialesFerramentas com perfi s especiais
Fresas madre para ruedas helicoidalesFresas de engrenagens para rodas de parafusos
Fresas madre con placas reversibles de metal duro para ruedas dentadas cilíndricasFresas de engrenagens com enxertos de metal duro para rodas cilíndricas
Fresas para perfi les de diente con placas reversibles de metal duroFresas formadoras de dentes com enxertos de metal duro
AnexoAnexo

PrefacioPrefácio
www.lmt-tools.com2
Distinguidos clientes, distinguidas personas interesadas:
Con el catálogo „LMT Fette Tallado de engranajes – Herramien-tas y Conocimientos“, estructurado y clasificado de una manera completamente nueva, proseguimos consecuentemente nuestro nuevo concepto de catálogos LMT.
Desde hace varias décadas producimos exitosamente herra-mientas para la fabricación de ruedas dentadas. Los desarrollos innovadores fueron perfeccionados por nosotros hasta quedar listos para la producción en serie y así poder satisfacer los requi-sitos cada vez más exigentes. Hoy en día les podemos ofrecer a nuestros clientes el programa de herramientas para el fresado de engranajes más amplio que existe en el mercado. Nuestra gama de productos abarca herramientas de módulos pequeños y gran-des para el fresado previo y fresado de acabado de engranajes.
Queremos que este catálogo sobre el tallado de engranajes le sirva como una guía de productos para la selección de la herra-mienta óptima. Los nuevos criterios de selección, unos pictogra-mas claros, así como las recomendaciones de uso le facilitarán la búsqueda.
Le hemos dado gran importancia al apéndice técnico para poder informarle ampliamente sobre la aplicación de las herramientas.
Esperamos que nuestra colaboración sea larga y productiva.
Su equipo de „Tallado de engranajes“
Caros clientes e interessados,
através do novo catálogo estruturado „LMT Fette Engrenagem – Ferramentas e Conhecimento“, nós continuamos com o nosso novo conceito de catálogo LMT.
Há várias décadas nós produzimos ferramentas para engrena-gens com sucesso. Novos desenvolvimentos foram aperfeiçoa-dos por nós para conseguir responder às exigências crescentes. Deste modo, disponibilizamos para nossos clientes a mais ampla gama de ferramentas para engrenagem do mercado. O portfólio de produtos abrange ferramentas de pequeno e grande porte para acabamentos de engrenagens.
Esse catálogo de engrenagens servirá como guia de produto para a seleção da ferramenta perfeita. Os novos critérios de seleção, pictogramas individuais bem como dicas de utilização apoiam você.
Nós continuamos a dar grande valor ao anexo técnico, para infor-mar você acerca das aplicações das ferramentas.
Esperamos uma boa colaboração produtiva
A sua equipa de engrenagens

www.lmt-tools.com 3
LMT Onsrud es especialista en herramientas para el mecaniza-do a alta velocidad de aluminio, plásticos y composites.Junto con LMT Belin, LMT Onsrud forman el grupo especializa-do en el mecanizado de composites.
LMT Onsrud é especializada em ferramentas para a usinagem de alta velocidade de alumínio, plásticos e materiais compostos. A empresa é uma das líder mundiais no fornecimento de ferramentas para a usinagem de materiais compostos complexos. Em conjunto com a LMT Belin, a LMT Onsrud, forma o centro de competência para o processamento Composite dentro da LMT.
LMT está asociado a Boehlerit de Austria y es uno de los líde-res en la fabricación de metal duro. Su variedad de productos también incluye herramientas para tornear, fresar y descorte-zado.
O parceiro da LMT, Boehlerit da Áustria, é um dos líder mun-diais na fabricação de materiais de corte de metal duro. Além desses produtos, eles também produzem ferramentas para torneamento, fresagem e torneamento rotativo.
LMT está asociado a Bilz, líder en la fabricación de porta-he-rramientas. Además de los porta-herramientas de sujección por contración térmica ThermoGrip en las máquinas térmicas, también incluyen los portas para el roscado con machos a altas velocidades de mecanizado.
O parceiro da LMT Bilz é um fabricante líder de sistemas de fixação de moldes. Fazem parte de seu portfólio aparelhos de retração para fixação térmica, ThermoGrip bem como roscas de corte para a usinagem de alta velocidade.
LMT Belin, en Lavancia (Francia), está especializada en herra-mientas de precisión para el mecanizado de plásticos, metales ligeros y composites. LMT Belin y LMT Onsrud juntos forman el el grupo especializado el el mecanizado de composites.
LMT Belin com sede em Lavancia, França, se especializou em ferramentas de precisão para o processamento de plásticos, metais leves e materiais compostos. Em conjunto com a LMT Onsrud, a LMT Belin forma o centro de competência para o pro-cessamento Composite dentro do grupo.
LMT Fette es el líder mundial en la fabricación de herramientas de corte para la fabricación de engranajes.LMT Fette actúa dentro del grupo como el especialista en fabricación de engranajes, roscado por laminación y también de herramientas para el mecanizado general.
LMT Fette é um dos líder mundiasi de fresas de engrenagens, sistemas de abertura de roscas por rolamento, brocas e ferramentas de fresagem. LMT Fette é o centro de competência dentro do grupo para as áreas de engrenagem e rolamento bem como usinagem geral.
LMT Kieninger es especialista en herramientas especiales para mecanizado. La empresa es líder en tecnología para herramientas para el mecanizado de componentes complejos, sistemas de corte especiales y mecanizado de precisión para la producción de moldes y matrices y la construcción de modelos.Es el especialista en moldes y matrices y para el mecanizado de componentes, tiene su central en Lahr, pone especial énfasis en la industria de automoción y en sus proveedores de componentes.
LMT Kieninger se especializou em ferramentas especiais para trabalhos de usinagem exigentes. A empresa é líder em sistemas de ferramentas para usinagem de carcaças, sistemas de fresa-gem especial e a usinagem de precisão na construção de formas e moldes.Como centro de competência nas áreas da construção de formas e moldes bem como usinagem de componentes, foi criado o departamento com sede em Lahr, sendo esse o fornecedor de indústria automóvel.
La EmpresaA empresa
LMT Tool Systems es una empresa multinacional de ventas dentro del grupo LMT. Sus ventas y servicios junto con empresas especializada asociadas hacen posible ofrecer a los clientes todo tipo de herramientas para la industria en todo el mundo.
LMT Tool Systems é uma empresa internacional do grupo LMT. A LMT Tool Systems, em conjunto com seus representantes e com parceiros altamente especializados, oferece a seus clientes em todo o mundo soluções de ferramentas abrangentes na escala industrial.

El nuevo material de corte – un material que está en una clase propiaO novo material de corte – uma classe em si
www.lmt-tools.com4
Com o SpeedCore, desenvolveu-se um novo substrato para fre-sas de engrenagens. A resistência térmica desse material de cor-te intermetálico possibilita velocidades de corte pelo menos 30 % maiores em relação às fresas de engrenagens HSS-PM4/14, e assim tempos de usinagem mais curtos, sem perdas da vida da ferramenta e satisfazendo as exigências dos clientes após o manuseio não complexo e reprocessamento mais fácil. Com a combinação do novo substrato SpeedCore com o revestimento adequado, os serviços de ponta são obtidos com uma implemen-tação simples e alto nível de segurança operacional.
Vantagens ◼ Mais produtividade em até 70 % ◼ Segurança operacional (como HSS-PM) ◼ Simples de implementar, mesmo em máquinas mais velhas ou
precárias ◼ Pós-esmerilhamento e revestimento sem problemas
Con SpeedCore se desarrolló un nuevo sustrato para fresas ma-dre. La dureza en caliente incrementada de este material de corte intermetálico permite unas velocidades de corte como mínimo un 30 % más elevadas en comparación con fresas madre de HSS- PM4/14 y, por tanto, unos tiempos de producción más cortos sin sufrir mermas en los tiempos de vida útil y complaciendo las exigencias de nuestros clientes de un manejo sencillo y un re-procesamiento fácil. Mediante la combinación del nuevo sustrato SpeedCore con un recubrimiento hecho a medida se alcanzan unos rendimientos muy altos con una seguridad de funcionamien-to elevada, mientras que la implementación sigue siendo fácil.
Ventajas ◼ Aumento de la productividad de hasta un 70 % ◼ Seguridad de funcionamiento (como HSS-PM) ◼ Fácil de implementar, también en máquinas viejas o lábiles ◼ Repasado a la muela y aplicación de recubrimientos nuevos
es posible sin ningún problema
Rendimiento/Productividad Serviço/produtividade
Seguridad de funcionamiento Segurança operacional
Res
iste
ncia
al d
esga
ste
Res
istê
ncia
a d
esga
ste
HSS-PM
VHM
0
20
60
40
80
100
120
140
160
180
200
+56 %
–26 %
HSS-PM
Aumento de la productividadAumento da produtividade
Reducción de costesRedução de custos
SpeedCore HSS-PM SpeedCore
%
Para aplicación de SpeedCore, consulte nuestra página web www.lmt-tools.de, véanos en YouTubeUtilização SpeedCore em www.lmt-tools.de, watched us on YouTube

Fresas madre para la fabricación de ruedas cilíndricas de dentado recto yhelicoidal con fl ancos evolventesFresas de engrenagens para fabrico de discos dentados com flancos envolventes
Los principios geométricos de una fresa madre de ruedas denta-das para fabricar ruedas dentadas con flancos evolventes están determinados y descritos detalladamente en la norma DIN 8000. Conforme a las prescripciones el cuerpo base siempre debe ser un tornillo sin fin. Al proveer éste de ranuras de virutas se obtie-nen los dientes de la fresa, los cuales adquieren su funciónpor el llamado „rectificado“.
El rectificado se realiza en máquinas especialmente diseñadas para este procedimiento que requiere mucho tiempo y por lo tanto sale muy costoso. Para las fresas madre de exigencias limitadas en cuanto a la precisión basta emplear como proceso de rectificado el destalonado. Para altas exigencias de calidad la fresa será rectificada destalonada.
Por regla general, la fresa detalonada corresponde casi a la cali-dad B según la norma DIN 3968. Las fresas madre de rectificado destalonado alcanzan la calidad A, AA y mayor precisón. La calidad más alta de la norma DIN 3968 es la AA. Para muy altas exigencias de calidad es usual precisar las tolerancias todavía más. Una calidad correspondiente a AAA según DIN 3868 sin comentario significa la exactitud del 75 % de las toleranciasde AA para todos los valores de medición salvo el taladro.
Para determinar límites de tolerancias en comparación con la to-lerancia AA, se clasifican mediante AAA indicando los diferentes valores de medición y la limitación de tolerancia en % ó direc-tamente en μm. Por ejemplo: calidad AAA según DIN 3968, nrs. corrientes 16, 17 limitado al 50 % de la tolerancia AA.
Las tolerancias de fresas madre están destinadas a ordenar las herramientas a una calidad respecto a su precisión. Debido a las calidades de fresas madre se podrán dar pronósticos acerca de la calidad de rueda a obtener.
No todas las exigencias que tienen el fin de una „buena calidad de rueda“ en sentido amplio, como son p. ej. una marcha muy reposada o un deseado retorno de cabezal o pie, se alcanzan solamente con una fresa de alta calidad. Ante tales exigencias, aquellas fresas madre comprobaron su precisión que tienen un definido bombeado de altura de perfil. Dependiente de la carga y la respectiva exigencia en la rueda dentada es posible seleccio-nar el adecuado bombeado de altura de perfil en las tablasN102S, N102S/3 o N102S/5 resp. Hay que observar que el bom-beado de altura de perfil de la herramienta no sea transmitida del100 % a la rueda dentada. Rige la regla: Cuanto menor sea el número de los dientes de la rueda, tanto menor será la parte de bombeado eficiente.
Os termos geométricos de uma fresa dentada cílindrica para fabricação de discos dentados com flancos envolventes, estão definidos e descritos na DIN 8000. Deste modo, o corpo de saída geométrico da fresa de engrenagens é sempre um parafuso sem-fim. Se esse parafuso sem-fim tiver canais, obtém-se a fresa dentada. Essa consegue cortar através da „Usinagem posterior“.
A usinagem posterior é feita em máquinas específicas para esse procedimento, no entanto, demora muito tempo e é dispendio-sa. Em fresas de engrenagens para trabalhos não complexos, é realizada apenas uma usinagem para entalhes, e para uma alta qualidade, a fresa de engrenagens é inclinada posteriormente.
As fresas com abertura de entalhe correspondem à classe B de acordo com DIN 3968. Fresas inclinadas conseguem a classe A, AA e mais exata. Na DIN 3968 é mais alta classe é AA. Para uma qualidade alta, as tolerâncias da classe AA são ainda menores. Classe AAA coforme DIN 3868, sem comentário, significa um restringimento de 75 % das tolerâncias de AA para todas as medições com exceção da perfuração.
Se pretender restringimentos específicos da tolerância AA, isso é conseguido com a indicação AAA. No entanto, as medidas individuais e os limites de tolerância são indicados em % ou diretamente em µm, p. ex., classe AAA conforme DIN 3968, nº 16 e 17 limitado a 50 % da tolerância AA.
Tolerâncias de fresas de engrenagens têm como tarefa atribuir uma classe às ferramentas conforme a sua exatidão. De acordo com as classes das fresas de engrenagens podem ser feitos depois prognósticos da qualidade do disco.
Nem todas as exigências, para atingir uma boa qualidade do disco, por ex., através da ausência de vibrações ou uma correção do cabeçote ou do pé, são asseguradas pela alta qualidade da fresa. Nesta condições, se verificou que fresas com uma espessura de perfil para compensar a deflexão, são as melhores. Dependendo da carga e exigência do disco dentado, pode selecionar de várias tabelas N102S, N102S/3 ou N102S/5 a espessura de perfil necessária. Observe que a espessura de perfil da ferramenta não é transmitida a 100 % no disco dentado. Portanto: Quanto menor o número do dentado do disco, menor é o efeito da espessura.
Evolventebombeadade alturaEnvolvente espessa em cima
FfSau
FfSao
FfSfu
FfSfo
FfSfu
FfSfo
Diferencia de forma del canto de corteDesvio da forma da aresta de corte
Pie dentado de laherramientaPé dentado da ferramenta
Cabezal dentado de la herramientaCabeçote dentado da ferramenta
Campo de tolerancia Campo de tolerância
www.lmt-tools.com 5
www.lmt-tools.com6
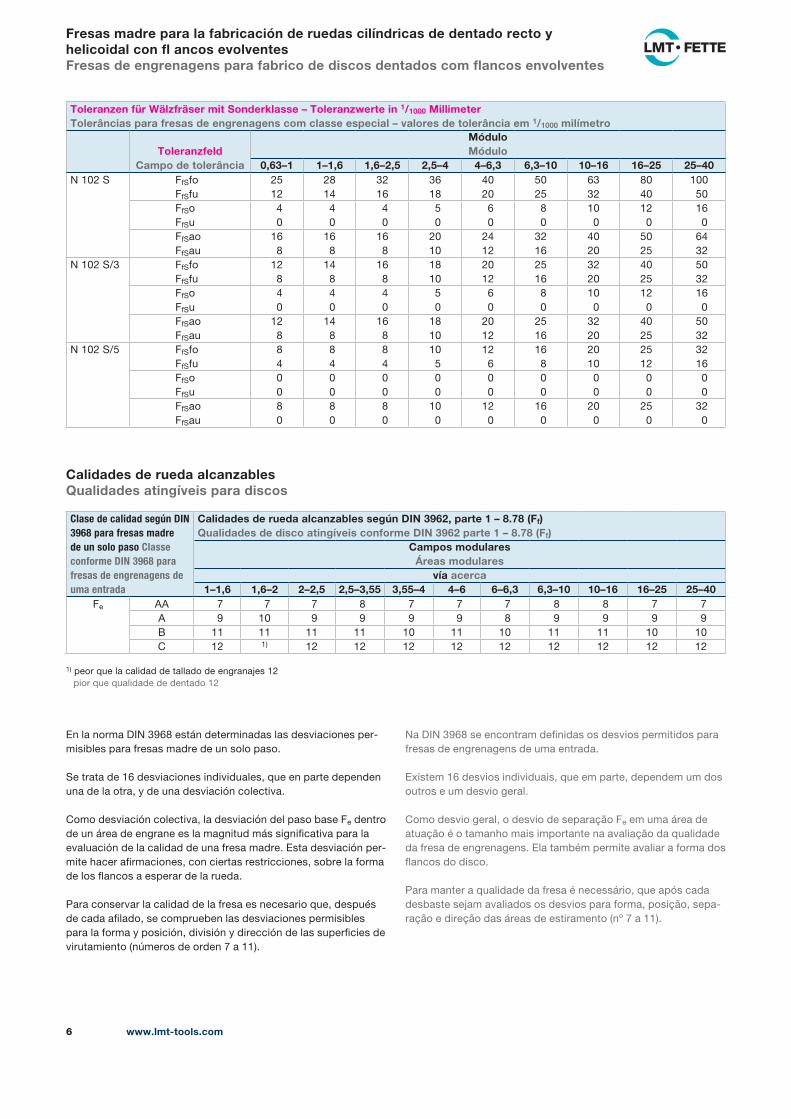
Toleranzen für Wälzfräser mit Sonderklasse – Toleranzwerte in 1/1000 MillimeterTolerâncias para fresas de engrenagens com classe especial – valores de tolerância em 1/1000 milímetro
ToleranzfeldCampo de tolerância
MóduloMódulo
0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 25–40N 102 S FfSfo 25 28 32 36 40 50 63 80 100
FfSfu 12 14 16 18 20 25 32 40 50FfSo 4 4 4 5 6 8 10 12 16FfSu 0 0 0 0 0 0 0 0 0FfSao 16 16 16 20 24 32 40 50 64FfSau 8 8 8 10 12 16 20 25 32
N 102 S/3 FfSfo 12 14 16 18 20 25 32 40 50FfSfu 8 8 8 10 12 16 20 25 32FfSo 4 4 4 5 6 8 10 12 16 FfSu 0 0 0 0 0 0 0 0 0 FfSao 12 14 16 18 20 25 32 40 50FfSau 8 8 8 10 12 16 20 25 32
N 102 S/5 FfSfo 8 8 8 10 12 16 20 25 32FfSfu 4 4 4 5 6 8 10 12 16FfSo 0 0 0 0 0 0 0 0 0FfSu 0 0 0 0 0 0 0 0 0FfSao 8 8 8 10 12 16 20 25 32FfSau 0 0 0 0 0 0 0 0 0
Fresas madre para la fabricación de ruedas cilíndricas de dentado recto yhelicoidal con fl ancos evolventesFresas de engrenagens para fabrico de discos dentados com flancos envolventes
Clase de calidad según DIN 3968 para fresas madre de un solo paso Classe conforme DIN 3968 para fresas de engrenagens de uma entrada
Calidades de rueda alcanzables según DIN 3962, parte 1 – 8.78 (Ff)Qualidades de disco atingíveis conforme DIN 3962 parte 1 – 8.78 (Ff)
Campos modularesÁreas modulares
vía acerca1–1,6 1,6–2 2–2,5 2,5–3,55 3,55–4 4–6 6–6,3 6,3–10 10–16 16–25 25–40
Fe AA 7 7 7 8 7 7 7 8 8 7 7A 9 10 9 9 9 9 8 9 9 9 9B 11 11 11 11 10 11 10 11 11 10 10C 12 1) 12 12 12 12 12 12 12 12 12
Calidades de rueda alcanzablesQualidades atingíveis para discos
En la norma DIN 3968 están determinadas las desviaciones per-misibles para fresas madre de un solo paso.
Se trata de 16 desviaciones individuales, que en parte dependen una de la otra, y de una desviación colectiva.
Como desviación colectiva, la desviación del paso base Fe dentro de un área de engrane es la magnitud más significativa para la evaluación de la calidad de una fresa madre. Esta desviación per-mite hacer afirmaciones, con ciertas restricciones, sobre la forma de los flancos a esperar de la rueda.
Para conservar la calidad de la fresa es necesario que, después de cada afilado, se comprueben las desviaciones permisibles para la forma y posición, división y dirección de las superficies de virutamiento (números de orden 7 a 11).
Na DIN 3968 se encontram definidas os desvios permitidos para fresas de engrenagens de uma entrada.
Existem 16 desvios individuais, que em parte, dependem um dos outros e um desvio geral.
Como desvio geral, o desvio de separação Fe em uma área de atuação é o tamanho mais importante na avaliação da qualidade da fresa de engrenagens. Ela também permite avaliar a forma dos flancos do disco.
Para manter a qualidade da fresa é necessário, que após cada desbaste sejam avaliados os desvios para forma, posição, sepa-ração e direção das áreas de estiramento (nº 7 a 11).
1) peor que la calidad de tallado de engranajes 12 pior que qualidade de dentado 12

www.lmt-tools.com 7
Indicaciones respecto a las descripciones y tablas de medidas deconstrucción para fresas cilíndricas de evolventeIndicações para descrições e tabelas de dimensões para fresas dentadas cilíndricas
DimensionesLas cuatro medidas principales de las fresas madre son fijadas en el siguiente orden: diámetro de fresa, longitud de filo, largo total y diámetro de taladro, p.ej. para el módulo 8, no. cat. 2032: Ø 125 × 130/138 × Ø 40. Podría ser necesario aplicar otras dimensionescorrespondientes a la forma del útil, la limitación de las dimensio-nes de la fresa, las dimensiones y el rendimiento de la máquina fresadora sin fin. También las dimensiones de los vástagos de fresa existentes o el deseo de obtener unos parámetros de corte y tiempos de mecanizado predeterminados requerirán dimensio-nes diferentes.
Materiales para fresasEl material estándar es el acero de corte rápido EMo5Co5 (1.3243). Cuando se aplican velocidades de corte y avances elevados, se utilizan aceros de corte rápido de una aleación superior fabricados de material pulverulento. En comparación con PM-HSS, el rendimiento del material SpeedCore es más alto. SpeedCore está compuesto por cobalto, molibdeno y hierro libre de carbono. Esta combinación permite aumentar conside-rablemente la dureza en caliente del material de corte frente al sustrato PM-HSS convencional. Los metales duros se utilizan para el fresado de alto rendimiento por vía seca y húmeda o para el fresado por rodamiento.
RecubrimientoMediante una capa de materia dura de unas 2 a 3 μm se puede aumentar el tiempo de mecanizado de las fresas madre y se pue-den alcanzar unas capacidades productivas de virutas más altas. Para más informaciones sobre los recubrimientos consulte las páginas 134 y 136 en la parte técnica del presente catálogo.
Perfiles de referenciaLa definición y la descripción de los diversos perfiles de referen-cia figuran en la parte técnica de este catálogo en las páginas 113 hasta 132.
Angulo de engraneEl ángulo de engrane está predeterminado, tanto como el módu-lo, por los datos de engranaje del útil y será considerado para el dimensionado del perfil de referencia de la fresa madre.
Rotura de canto de cabezaPara proteger los cantos de cabeza contra deterioros, los mismosson rotos fibrosamente. Esta rotura del canto de cabeza es aplicable en el proceso del fresado mediante una fresa madre adecuadamente dimensionada. Se requieren los datos completos del engranaje para el perfil de referencia de la fresa madre. El tamaño de la rotura del canto de cabeza generado depende del número de los dientes, es decir al utilizar la misma fresa madre con diferentes números de dientes de las ruedas, la roturade canto disminuirá cuanto más pequeño sea el número dedientes. Para un sector de números de dientes mayor se ne-cesitarán varias fresas diferentes. Estudios detallados sobre el contexto y recomendaciones para los diversos valores de rotura de canto están a su disposición.
MediçõesAs quatro principais medições das fresas de engrenagens estão definidas do seguinte modo: Diâmetro da fresa, comprimento dos cortes, comprimento total e diâmetro de perfuração, por ex. para módulo 8, cat. nº 2032: Ø 125 × 130/138 × Ø 40. Podem ser necessárias medições diferentes devido à forma da peça, devido ao limite das medições da fresa, devido à potência da máquina de fresagem. Igualmente devido às dimensões do mandril da fresa ou para alcançar os parâmetros de corte ou tempos de usinagem.
Materiais da fresaO material padrão é o aço rápido EMo5Co5 (1.3243). Em caso de maior velocidade de corte e avanços maiores, são utilizados aços rápidos com liga maior e mais resistentes. Pode ser aumentada a capacidade de PM-HSS através do material SpeedCore. SpeedCore é composto por cobalto, molibdênio e ferro sem car-bono. Essa combinação permite aumentar a dureza do material de corte relativamente ao substrato PM-HSS normal. Metais duros são utilizados na fresagem de alto rendimento na usinagem a seco e molha ou na maquinagem com fresa-mãe.
RevestimentoCom um revestimento de material duro de 2 a 3 μm, a vida útil das fresas é aumentada e se consegue alcançar maior rendi-mento de usinagem. Estão disponíveis mais informações acerca do revestimento nas páginas 134 até 136 na parte técnica do catálogo.
PerfisA definição e descrição dos vários perfis encontra-se na parte técnica do catálogo nas páginas 113 até 132.
Ângulo de pressãoO ângulo de pressão é indicado através dos dados do dentado da peça e deve ser observado na definição do perfil da fresa.
Chanfradura da cabeçaPara proteger as arestas da cabeça contra danos, essas são chanfradas por fases. Essa chanfradura da cabeça pode ser realizada com as respetivas fresas de engrenagens direcionadas. Para a avaliação correta do perfil da fresa de engrenagens, são necessários os dados do dentado completos. O tamanho da chanfradura da cabeça depende do dentado, ou seja, se utilizar a mesma fresa e se os discos tiverem dentados diferentes, a chan-fradura fica menor se existirem menos dentados. Para uma área grande de dentados, são necessárias várias fresas.
Dicas e conselhos, acerca das sugestões de tamanhos de chan-fraduras podem ser disponibilizados a pedido.

www.lmt-tools.com8
Recepción de flanco cabezalSi un par de ruedas funcionan bajo carga, la recepción del flanco cabezal disminuirá o evitará el empujón de entrada. Para el dimensionado del perfil de referencia de la fresa madre se requie-ren los datos completos de engranaje y el plano del útil, resp. El valor de la recepción de flanco depende del número de dientes, semejante al caso de la rotura de canto.
ProtuberanciaLa protuberancia genera un corte libre en el fondo del diente así que el disco rectificador o la rueda rascadora ya no mecanizarán el fondo del diente en el paso de trabajo posterior. De esta mane-ra se evitan unas alzas de tensión debidas a pasos de rectificado o rascado.
Los perfiles de referencia de protuberancias no son normales y sesuministran sobre demanda según las propias exigencias suyas. Si su empresa no dispone de experiencias en este campo, po-dremos ofrecerle nuestras proposiciones y en su caso elaborar gráficos (plott) de perfiles para sus engranajes.
Fresas madre de filete múltipleLas fresas madre de filete múltiple están destinadas al aumen-to de capacidad del fresado, particularmente en caso de los módulos pequeños (≤ módulo 2,5) y en caso de alto número de dientes. Para las fresas madre con ranuras de virutas de simetría el número de filetes será seleccionado solo de tal forma que un ángulo de paso del 7,5° no sea superado. De lo contrario habría que contar con que se producirá una superficie deficiente en los flancos de la rueda debida a los entrantes flancos de diente.
Dirección del pasoAplicando el común fresado del mismo sentido para ruedas dentadas inclinadas, la dirección del paso de la fresa madre y la dirección oblicua de la rueda son idénticas. En caso del fresado en contrasentido las direcciones son opuestas. Para las ruedas dentadas rectas son aplicables tanto las fresas ascendentesa la derecha como a la izquierda. En general, se utilizan las fresas ascendentes a la derecha.
Fresas de interferenciaEl diámetro de círculo de cabeza de las ruedas es interferido por el fondo del diente de la fresa madre. Cualquier cambio del ancho de diente originará también un cambio de diámetro de la cabeza y del pie.
EntradaAl usar la fresa madre para ruedas dentadas inclinadas de diáme-tro grande, las fresas no siempre pueden ser seleccionadas con el largo necesario para tapar el área de trabajo completo. A fin de evitar demasiado desgaste de los dientes de fresa en el sector de entrada, la fresa está provisionada con una entrada cónica. También para las ruedas con doble engranaje inclinado pueden hacer falta las fresas madre con entrada si la distanciaentre ambos engranajes es relativamente pequeña.
Entrada do flanco da cabeçaSe um par de discos está sob pressão, a entrada do flanco da cabeça serve para reduzir ou evitar a pancada de entrada. Para a avaliação correta do perfil da fresa de engrenagens, são necessários os dados do dentado completos ou o desenho da peça. O tamanho da entrada do flanco criado depende, como na chanfradura, do dentado.
ProtuberânciaA protuberância cria um corte livre na base do dentado, de modo que na próxima etapa de trabalho o disco de desbaste não usina mais a base do dentado. Através disso são evitadas pressões altas devido ao desbaste.
Os perfis da protuberância não são normalizados e são forneci-dos a pedido. Se não tiver tido experiência com isso, nós damos conselhos e se necessário criamos perfis para seus dentados.
Fresas de engrenagens com várias entradasFresas de engrenagens com várias entradas servem para aumen-tar a capacidade de fresagem. Isso é válido particularmente em módulos pequenos (≤ módulo 2,5) e com maior número de den-tados. Nas fresas de engrenagens com canais paralelos ao eixo, as entradas devem estar selecionadas de modo a não exceder um ângulo de passo de 7,5º. Se não, deve contar que será criada uma superfície má, devido ao desgaste dos flancos dentados, nos flancos do disco.
Direção de passoNa fresagem paralela de discos cilíndricos helicoidais, a direção de passo da fresa e a direção de inclinação do disco são as mesmas, na fresagem oposta são opostas. Nos discos cilíndricos dentados retos, podem ser utilizadas fresas com passo esquerdo ou direito. Normalmente se utiliza fresas de passo direito.
Fresas de sobreposiçãoO diâmetro do cabeçote das fresas é sobreposto pela base do dentado da fresa. Alterações na largura do dentado também altera o diâmetro do cabeçote e pé.
RecorteNa fresagem de discos cilíndricos helicoidais com grande diâ-metro, nem sempre as fresas podem ter um comprimento tão grande como seria necessário para toda a área de trabalho. Para evitar um desgaste muito grande dos dentados, a fresa tem um recorte em forma de cone. Também em discos com dentados inclinados duplos podem ser necessárias fresas com recorte, se a distância entre os dois dentados for pequena.
Indicaciones respecto a las descripciones y tablas de medidas deconstrucción para fresas cilíndricas de evolventeIndicações para descrições e tabelas de dimensões para fresas dentadas cilíndricas

www.lmt-tools.com 9
Dependiendo si el fresado se realiza en el mismo sentido o en contrasentido, la entrada se encuentra en el lado de entrada o de salida de la fresa – en general 5 a 6 por módulo de lo largo y con el ángulo de inclinación de 5° hasta 10°.
Angulo de viruta de cabezaSalvo otros convenios, las fresas madre tienen un ángulo de viruta de cabeza de 0°. Esta norma no rige para las fresas madre de diente brochador con un ángulo de viruta de cabeza de +8° y para fresas madre de plaquita intercambiable y de hélice inversa con ángulos de viruta de cabeza de –10° hasta –30°.
Ranuras de virutasEl número alto de ranuras de viruta aumentan la capacidad productiva de virutas de las fresas madre y la densidad de red de envolvente, pero al mismo tiempo reducen el largo de diente operable si no se aumenta el diámetro de fresa correspondiente-mente. En el caso de fresas madre macizas las ranuras de virutas son realizadas de simetría hasta un ángulo de paso de 6° y con paso si es superior de los 6°.
DP y CPEn los países de idioma inglés se sustituye el módulo por las denominaciones DP y CP.
DP significa DIAMETRAL PITCH (paso diametral) y CP es CIRCULAR PITCH (paso circular).
Es oportuno cambiar los valores arriba indicados en módulo y seguir trabajando de manera habitual con el módulo calculado.
Die Gleichungen für die Umrech nung in Modul lauten:
m = 25,4 / DPm = 25,4 · CP / 3.1416
Dependendo do modo de fresagem e avanço paralelo ou oposto, o recorte encontra-se – geralmente 5 a 6 x o comprimento do módulo e 5º a 10º de inclinação de ângulo – do lado de entrada ou saída da fresa.
Ângulo de corte do cabeçote Se não existir outra indicação, as fresas têm um ângulo de corte do cabeçote de 0°. Existe uma exceção para as fresas com dentado de brocha com um ângulo de corte do cabeçote de +8° e enxertos e fresas de torneamento com um ângulo de corte do cabeçote de –10° a –30°.
CanaisUm número alto de canais aumenta a capacidade de usina-gem das fresas e a espessura da rede de curva intrínseca, mas reduzem também o comprimento do dentado disponível se o diâmetro da fresa não for aumentado. No caso de fresas em aço completo, os canais são efetuados com um ângulo de passo de 6º paralelo ao eixo e mais de 6º de passo.
DP e CPNos países de língua inglesa, em vez de módulo são utilizadas as designações DP e CP.
DP significa DIAMETRAL PITCH e CP significa CIRCULAR PITCH.
É útil se calcular os tamanhos descritos em módulo e continuar a trabalhar com o módulo calculado.
As equações para o cálculo em módulo são:
m = 25,4 / DPm = 25,4 · CP / 3.1416

www.lmt-tools.com10
Fresas madre con un elevado número de ranuras de desprendimientoFresas de engrenagens de muitos canais
Son especialmente idóneas para el fresado sin fin de ruedas dentadas de gran rendimiento las fresas madre de acero macizo recubiertas y con alto número de ranuras de virutas ya que son más estables que cualquier fresa compuesta. El alto número de ranuras de virutas proporciona elevadas capacidades productivas de virutas y el tiempo de mecanizado es evidentemente aumenta-do debido al recubrimiento y, en su caso, revestimiento nuevo.
Las exigencias puestas en las fresas madre de gran rendimientocomparadas con las versiones convencionales son:
◼ Aumentadas cantidades de mecanizado ◼ Reducidos tiempos de fresado ◼ A condición de una calidad de engranaje constante si no
mejorada.
Para estas exigencias existe reciprocidad de manera que las medidas que pudieran ser adecuadas para reducir el tiempo de fresado podrían influir en unas cantidades menores de mecaniza-do o la calidad de engranaje.
Las fresas madre solo pueden ser optimizadas en cuanto a su destino individual considerándose su entorno respectivo. Partien-do de la geometría y las características de materiales y calidad de los correspondientes engranajes, el diseño de la fresa madre y los parámetros de corte serán coordinados de tal manera que las exigencias puestas se cumplirán de forma óptima.
Grueso de la viruta de cabezaUno de los criterios más importantes al diseñar y optimizar las fresas madre consiste en el grueso de la viruta de cabeza.El grueso de la viruta de cabeza es el máximo espesor teórico de viruta separada por las cabezas de los dientes de la fresa.
Las siguientes características de fresa y parámetros de corte sonconsiderados al calcular el grueso de la viruta de cabeza:
◼ Módulo ◼ Número de dientes ◼ Ángulo de inclinación ◼ Desplazamiento de perfil ◼ Diámetro de fresa ◼ Número de ranuras de virutas ◼ Número de filetes ◼ Avance axial ◼ Profundidad de fresado
As fresas com revestimento de aço completo e muitos canais são ótimas para a fresagem de alto rendimento de discos dentados. Os vários canais permitem uma capacidade de usinagem alta e a vida útil é aumentada através do revestimento e se necessário através do novo revestimento.
Em comparação com fresas normais, as fresas de alto rendimen-to permitem: Usinar mais peças com tempos de fresagem mais rápidos e com uma qualidade de dentado superior.
No entanto, p, ex., as medidas para reduzir o tempo de fresagem podem reduzir a quantidade de peças ou afetar a qualidade do dentado.
As fresas apenas podem ser otimizadas observando a finalida-de de utilização. Dependendo da geometria, do material e da qualidade dos respetivos dentados, as fresas e parâmetros de corte devem ser sincronizados de modo a alcançar os padrões exigidos.
Espessura de aparasAo definir e otimizar as fresas de engrenagens, a espessura das aparas é um critério importante.A espessura das aparas é a espessura máxima teórica que os cabeçotes do dentado da fresa conseguem cortar.
As seguintes características da fresa e parâmetros de corte são observados no cálculo da espessura das aparas:
◼ Módulo ◼ Numero de dentados ◼ Ângulo de hélice ◼ Desvio de perfil ◼ Diâmetro da fresa ◼ Número de canais ◼ Número de entradas ◼ Avanço axial ◼ Profundidade de fresagem
Máximo grosor de viruta en la cabezaEspessura máxima de aparas
Profun-didad
de corte
ra0
h1 max
Pieza de trabajoPeça
Centro de la fresaPonto central da fresa
Profundidade de corte
m = Módulo Módulo Z2 = Número de dientes Numero de dentadosβ0 = Ángulo de inclinación (rad) Ângulo de hélice (disco)xP = Factor de corrección de perfil Fator deslocamento de perfilra0 = Medio diámetro de la fresa Metade do diâmetro da fresai = Número de ranuras de desprendimiento/ número de espiras en el rodillo Número de canais/entradasfa = Avance axial Avanço axiala = Profundidad de fresado Profundidade de fresagem
Ejemplo Exemplo:
m = 4 β0 = 16 ra0 = 55 fa = 4Z2 = 46 xP = 0,2 i = 12/2 a = 9
h1 = 0,3659
h1 max = 4,9 · m · Z2(9,25 · 10–3 · β0 – 0,542) · e–0,015 · β0 ·
· e–0,015 · xp · ( ra0 ___ m )(–8,25 · 10–3 · β0 – 0,225) · i–0,877 ·
· ( fa __ m )0,511
· ( a __ m )
0,319
[mm]
cont
agem
, po
r fa
vor
Tesis doctoral de Bernd Hoffmeister 1970 Dissertação de Bernd Hoffmeister 1970

www.lmt-tools.com 11
Vidas útiles más largasUna medida constructiva decisiva para prolongar la vida útil es el aumento del número de ranuras de desprendimiento. De este modo se dispone de más filos cortantes en la fresa sin que la longitud de los filos varíe. Esto contribuye a prolongar la vida útil. El número de ranuras de desprendimiento óptimo se puede de-terminar por medio de un análisis del valor de corte y/o por medio de un cálculo de gastos. La estructura de costes y la utilización de la capacidad en las instalaciones del cliente también juegan un papel decisivo.Sin embargo, el aumento del número de las ranuras de virutas influirá en los eventuales reafilados a condición de un mismo diámetro de fresa.
Las fresas con 20 a 30 ranuras de virutas y una longitud de diente utilizable para unos 10 afilados posteriores son denominadas fresas de cabeza estriada.
La evolución de los últimos años ha mostrado que en la mayo-ría de las aplicaciones la fresa de cabeza estriada es la mejor herramienta.
Maior número de peçasUma medida importante para aumentar o número de peças é aumentando o número de canais. Deste modo, com o mesmo comprimento de corte estão disponíveis mais canais. Através disso aumenta a produção de peças. A quantidade de canais mais apropriada pode ser determinada através de uma análise do valor do corte ou por um cálculo. A estrutura de custos e capaci-dade do usuário são também fatores importantes.
O aumento dos canais, mantendo o diâmetro da fresa, pode reduzir o número de afiações.
As fresas com 20 a 30 canais e com um comprimento de dentado para 10 afiações são chamadas fresas de múltiplo dentado.
Os desenvolvimentos dos últimos anos demonstraram que na maior parte das vezes a fresa de múltiplo dentado é a mais apropriada.
Estrategia shift: Shift bastoEstratégia Shift: Shift geral
Recorrido shift (del desplazamiento tangencial)Caminho shift
Dirección shiftDireção do shift
SG
SK
SK = Salto shift al desplazamiento convencional Avanço Shift durante Shift convencional SG = Salto shift al desplazamiento basto Avanço Shift durante Shift geral
Traslado del punto de arranqueAvanço do ponto inicial
Shift bastoShift geral Shift bastoShift geral
Shift convencionalShift convencional
Punto de arranqueStarting point
n. Paso shiftn. Processo Shift 3. Paso shift3. Processo Shift 2. Paso shift2. Processo Shift 1. Paso shift1. Processo Shift

www.lmt-tools.com12
Una fresa con un alto número de ranuras de virutas también ge-nera una red de evolventes más densa, es decir la forma del perfil de engranaje mejora. Ello tiene importancia especial en caso de menores números de dientes del útil.
Para grandes cantidades de mecanizado es imprescindible el recubrimiento de las fresas madre de gran rendimiento. El alto grado de dureza del recubrimiento así como la reducción del roce entre las virutas y las superficies de virutaje y libres de los dientes de la fresa permiten unas velocidades de corte y avances más elevadas y a su vez una cantidad de mecanizado considerable-mente aumentada.
Al afilar las fresas madre hay un efecto erosivo sobre el recubri-miento en las superficies de virutaje. En las superficies de virutaje ahora sin revestimiento aumentará el desgaste erosivo y se redu-cirá la cantidad de mecanizado. A fin de explotar el alto potencial de rendimiento de estas fresas completamente, es consecuente volver a recubrir las fresas madre para el fresado de gran rendi-miento después del afilado.
Lógicamente, la cantidad de mecanizado aumenta con una mayor longitud de fresa ya que el recorrido del desplazamiento tangencial es prologado por la misma cifra por la cual se está aumentando la longitud de fresa.
La estrategia del desplazamiento tangencial influye considera-blemente en la cantidad de mecanizado. La estrategia para el fresado sin fin de gran rendimiento se denomina desplazamiento tangencial basto.
Es conocido que el salto del desplazamiento se calcula dividien-do el recorrido del desplazamiento tangencial disponible por el número de útiles o útiles apilados, resp. que pueden ser fresados entre dos procesos de afilado. En las máquinas fresadoras sin fin convencionales se usaba un desplazamiento completo con esta cifra del salto de desplazamiento tangencial calculada para después afilar. Sin embargo, en las prácticas se ha comprobado que la cantidad de mecanizado aumenta considerablementecuando la fresa se desplaza completamente varias veces con un mayor salto de desplazamiento tangencial. Es importante que el punto de arranque para el paso de desplazamiento posterior sea siempre trasladado por una cifra menor en la dirección del desplazamiento tangencial.
En el caso del desplazamiento tangencial basto se puede obser-var muy bien el progreso de desgaste y es posible mantener el an-cho de la marca de desgaste sin problemas, siehe Abb. Seite 11.
Tiempos de fresado más cortosAl aplicar la fresa madre el tiempo de fresado (tiempo principal)está determinado por un lado por el ancho de la rueda y el número de dientes y por el otro lado por la velocidad de corte, el diámetro de fresa, el número de filetes y el avance axial.
El ancho de rueda y el número de dientes son valores geomé-tricos predeterminados, mientras que la velocidad de corte depende mucho del material de la rueda dentada así como de su resistencia a la tracción y mecanizabilidad.
Uma fresa com vários canais cria também uma rede de curvas intrínsecas mais espessa, ou seja, a forma do perfil é melhorada. Isto é particularmente importante em dentados reduzidos.
Para produção de muitas peças é necessário que as fresas de engrenagens sejam revestidas. A alta dureza do revestimento e a redução da fricção entre as aparas e as áreas fixas e livres do dentado da fresa permitem maiores velocidades e avanços de corte e maior número de peças produzidas.
Através da afiação das fresas, o revestimento nas áreas fixas desaparece. Nas áreas que se encontram sem revestimento, o desgaste abrasivo aumenta e são produzidas menos peças. Para poder utilizar todo o potencial dessas fresas, é necessário reves-tir novamente as fresas de engrenagens depois daafiação.
As peças produzidas também aumentam se o comprimento das fresas aumentar, por que o caminho Shift aumenta simultanea-mente com o aumento do comprimento da fresa.
A estratégia Shift tem uma grande influência na produção de pe-ças. A estratégia para a fresagem de alto rendimento é chamada Shift geral.
O avanço Shift é calculado dividindo-se o caminho Shift pela quantidade de peças ou pacotes de peças que podem ser fre-sadas entre duas afiações. Em máquinas de fresagem normais costumava-se efetuar o Shift na fresa e depois afiar. No entanto, verificou-se que as peças produzidas aumentam se for efetuado um avanço Shift maior várias vezes na fresa. É importante que o ponto inicial do próximo Shift seja avançado minimamente em direção do Shift.
No Shift geral, o desgaste pode ser observado e controlado facil-mente, veja fig. na página 11.
Tempos de fresagem mais curtosO tempo de fresagem (principal) é calculado através da largura do disco e dentado bem como através da velocidade de corte, diâmetro da fresa, número de entradas e avanço axial.
A largura do disco e número de dentado, são tamanhos geomé-tricos fixos e a velocidade de corte depende largamente do mate-rial e dureza do disco dentado.
O tempo de fresagem se altera com o diâmetro da fresa. Se a fresa tiver um diâmetro pequeno e uma velocidade de corte constante, aumenta a rotação da árvore e da mesa de fresagem e o tempo de fresagem é reduzido. O caminho de fresagem axial também é reduzido se o diâmetro da fresa for menor.
Fresas madre con un elevado número de ranuras de desprendimientoFresas de engrenagens de muitos canais

www.lmt-tools.com 13
El tiempo de fresado cambia con el diámetro de fresa. Con undiámetro de fresa menor y una velocidad de corte constante au-mentan los números de revoluciones del árbol portafresas y dela mesa y se reduce el tiempo de fresado. Igualmente el recorridodel fresado axial se reduce con un diámetro de fresa menor.
Al seleccionar el diámetro de fresa es recomendable observarque el número de ranuras de virutas está limitado por el diámetrode fresa y que las grandes cantidades de mecanizado y menoresfuerzas de corte requieren altos números de ranuras de virutas.
Por estas razones conviene seleccionar un diámetro de fresasolamente tan pequeño como sea imprescindible para mantenerun intervalo de trabajo predeterminado. Un diámetro demasiadopequeño influirá sobre la cantidad de mecanizado y la calidadde engranaje.Los altos avances axiales y fresas madre de filete múltiple redu-cen el tiempo de fresado considerablemente, también originanmayores gruesos de viruta de cabeza, que aumentan máscon el número de filetes que con el avance axial mayor.
El avance se seleccionará relativamente grande y el número defiletes más bien pequeño. Esta combinación resultará en el grue-so de viruta de cabeza más pequeño. Para el cálculo del tiempo de fresado los dos valores tienen la misma importancia, es decir el producto del avance y del número de filetes es el factor decisi-vo para calcular el tiempo de fresado.
Na seleção do diâmetro da fresa deve observar que, o número de canais é limitado pelo diâmetro da fresa e que para produzir muitas peças com uma força de corte reduzida, são necessários muitos canais.
Portanto, o diâmetro da fresa apenas deve ser do tamanho necessário para manter o tempo de ciclo indicado. Um diâmetro de fresa pequeno reduz as peças produzidas e a qualidade do dentado.
Altos avanços axiais e fresas de engrenagens com várias en-tradas reduzem o tempo de fresagem. Mas também provocam maiores espessuras de aparas que aumentam mais com o núme-ro de entradas do que com um avanço axial maior.
Deve selecionar um avanço relativamente alto e um número de entradas pequeno. Essa combinação produz uma espessura de aparas menor. Para calcular o tempo de fresagem, ambos os tamanhos são importantes, ou seja, o avanço e as entradas são relevantes para o cálculo do tempo de fresagem.
Deve aumentar sempre o número de entradas quando o avanço é limitado pela profundidade das marcações do avanço, sem alcançar a espessura máxima de aparas. A profundidade das marcações do avanço dependem do tipo de fresagem (pré-fresa-gem ou fresagem de acabamento).
Tiempo de fresado (tiempo principal) en el fresado sin finTempo de fresagem (principal) na fresagem de engrenagens
th = z2 · da0 · π · (E + b + A)
______________________ z0 · fa · vc · 100
th [min] = Tiempo de fresado Tempo de fresagem
z2 = Número de dientes del engranaje a fresar Número do dentado a ser fresado
da0 [mm] = Diámetro de cabeza de la fresa madre Diâmetro do cabeçote da fresa de engrenagens
E [mm] = Recorrido de entrada de la fresa madre Caminho de entrada da fresa de engrenagens
b [mm] = Ancho de diente del engranaje a fresar Largura do dentado a ser fresado
A [mm] = Sobre-recorrido de la fresa madre Avanço da fresa de engrenagens
z0 = Número de filetes de la fresa madre Número de entradas da fresa de engrenagens
fa [mm/WU] = Avance axial Avanço axial
vc [m/min] = Velocidad de corte Velocidade de corte
Profundidad de las huellas de avance Profundidade das marcas de avanço
fa
δx
d
δx [mm] = ( fa _______ cos β0
)2 · sin αn
______ 4 · da0
δx [mm] = Profundidad de la huella de avance Profundidade da marca de avanço
fa [mm/WU] = Avance axial Avanço axial
β0 = Ángulo de inclinación Ângulo de hélice
αn = Ángulo de engrane Ângulo do perfil
da0 [mm] = Díametro de cabeza de la fresa madre Diâmetro do cabeçote da fresa de engrenagens

www.lmt-tools.com14
Fresas madre con un elevado número de ranuras de desprendimientoFresas de engrenagens de muitos canais
Calidad de engranajeEn primer lugar, la calidad de engranaje depende de la precisiónde la máquina fresadora sin fin, de la calidad de fresa madre, de una sujeción estable del útil así como de perfecta marcha con-céntrica y transversal tanto del útil como de la fresa madre.
El avance axial y el diámetro de fresa son determinantes para laprofundidad de las marcaciones de avance. Considerándose la calidad de engranaje al fresado terminado o para los demás procesos de trabajo ulteriores, como son p. ej. el rascado y el afilado, se requiere limitar la profundidad y las marcaciones de avance, es decir el propio avance.
El número de filetes y el número de ranuras de virutas influyen altamaño de las tolerancias de corte envolvente. El diámetro de fresa, el número de ranuras de virutas, el número de filetes, el avance axial y la profundidad de fresado entran en el cálculo de los gruesos de viruta de cabeza y a consecuencia influyen en las fuerzas de corte y la calidad del engranaje. Bajo los criterios de calidad no hace falta solamente determinar para cada dimen-sionado de fresa la adecuada calidad de fresa madre conforme a la norma DIN 3968 u otras normativas semejantes para fresas madre, sino también hace falta controlar si el grueso de virutade cabeza, las marcaciones de avance y las tolerancias de corteenvolvente se hallan dentro de los limites prescritos.
ResumenAl optimizar el proceso de fresado sin fin es imprescindible tomar en cuenta el sistema completo que consiste en la máquina fresa-dora, el útil, la fresa madre y los parámetros de corte. Cambiando uno de los factores de este sistema habrá que investigar los efectos sobre los diversos fines de trabajo tanto desde el puntode vista ecológico como de calidad. Una fresa madre de gran rendimiento optimizada siempre está destinada a una aplicación de engranaje individual. Por lo tanto, la tabla de dimensiones que figura en la página 34 tiene mero ca-rácter orientativo para limitar la variedad de las posibles dimen-siones de fresa y así atribuir a unos gastos reducidos.
Qualidade do dentadoA qualidade do dentado depende em primeiro lugar da exatidão da máquina de fresagem, da qualidade da fresa de engrenagens, de uma fixação estável da peça e do respetivo curso da peça e fresa.
O avanço axial e o diâmetro da fresa são determinantes para a profundidade das marcas do avanço. Para assegurar a qualidade do dentado na fresagem de acabamento ou em outras etapas de trabalho como, usinagem fina ou desbaste, é necessário limitar a profundidade das marcas do avanço.
Número de entradas e número de canais influenciam o tamanho dos desvios do passo de geração. O diâmetro da fresa, número de canais, número de entradas, avanço axial e profundidade de fresagem entram no cálculo das espessuras das aparas e influen-ciam assim a força de corte e a qualidade do dentado.Para manter a qualidade da fresa, não é apenas necessário de-finir a qualidade correta da fresa, conforme DIN 3968 ou normas semelhantes para fresas de engrenagens, também deve verificar se a espessura das aparas, as marcas do avanço e os desvios do passo de geração se encontram dentros dos limites indicados.
ResumoNa otimização do processo de fresagem deve observar o sistema completo, que é composto pela máquina de fresagem, a peça, a fresa de engrenagens e os parâmetros de corte.Se alterar um dos tamanhos nesse sistema, deve verificar relati-vamente aos resultados, os efeitos sob ponto de vista econômico e qualitativo.Uma fresa de engrenagens de alto rendimento está sempre cons-truída para a tarefa do dentado individual. A tabela de dimensões na página 34, deve ser vista como um guia para limitar a varieda-de de dimensões de fresas e deste modo economizar custos.
123468
1012141618202224262830
MóduloMódulo
Velocidad de corte Vc en m/minVelocidade de corte Vc in m/min
60
50
40
30
20
10
10 20 30 40 50 60 70Mecanizabilidad en %Maquinabilidade em %

www.lmt-tools.com 15
Descripción del útil: ◼ Módulo ◼ Ángulo de engrane ◼ Ángulo de inclinación ◼ Número de dientes ◼ Diámetro de cabeza ◼ Altura de diente o diámetro de pie ◼ Factor de deplazamiento de perfil o dimensiones de control
del grosor de dientes ◼ Ancho de la rueda ◼ Material y resistencia a la tracción ◼ Número de los útiles a fresar, en su caso, volumen del lote
Descripción de la fresa madre utilizada anteriormente: ◼ Diámetro de cabeza de la fresa ◼ Longitud de filo ◼ Número de ranuras de virutas ◼ Número de filetes ◼ Material de corte ◼ Con o sin recubrimiento ◼ Recubrimiento en estado nuevo de la fresa, reafilado con o sin
recubrimiento
Descripción de los parámetros de proceso: ◼ Velocidad de corte ◼ Avance ◼ Salto de desplazamiento tangencial ◼ Número de los útiles sujetos apilados ◼ Procedimiento de corte único o múltiple ◼ Procedimiento de paso en un sentido o en contrasentido
Descripción de los resultados de trabajo: ◼ Cantidad de mecanizado por cada reafilado ◼ Longitud de la marca de desgaste en la fresa madre ◼ Tiempo de fresado por pieza o apilado
En caso de problemas de calidad: ◼ Calidad obtenida en el útil
Formular los objetivos de la optimización:Los posibles objetivos podrían ser p. ej.:
◼ Reducidos tiempos de fresado ◼ Mayores cantidades de mecanizado ◼ Mejor calidad de engranaje
Al fijar los objetivos se observará que las medidas tomadas p. ej.para la finalidad „mejorar la calidad de engranaje“ también ten-drán efectos en el tiempo de fresado y los gastos de engranaje.Por este motivo, el objetivo fijado se complementará siempre conuna predeterminación suya referente a cantidad y calidad de losdemás resultados de proceso.
Es imprescindible indicar los valores límites determinadospor la misma máquina como son:
◼ Max. diámetro de fresa ◼ Max. longitud de fresa ◼ Max. número de revoluciones de árbol portafresas y mesa ◼ Max. recorrido de desplazamiento tangencial
Para este fin necesitamos una descripción completa del útil,de las fresas madre aplicadas hasta el momento, los parámetrosde proceso y resultados de trabajo. Ud. nos suminstraráuna clara fijación de sus finalidades para que logremos lo óptimo.
Para isso, é necessária uma descrição detalhada da peça, das fresas utilizadas, dos parâmetros do processo e os resultados do trabalho. Para o processo de otimização, deve ser definido um resultado claro.
También optimizaremos su proceso de fresado por rodamientoNós otimizamos seu processo de fresagem
Descrição da peça: ◼ Módulo ◼ Ângulo de pressão ◼ Ângulo de hélice ◼ Numero de dentados ◼ Diâmetro do cabeçote ◼ Altura do dentado ou diâmetro do pé ◼ Fator de deslocação do perfil ou medições de controle da
espessura do dentado ◼ Largura do disco ◼ Material e dureza ◼ Quantidade das peças a serem fresadas, tamanho do lote
Descrição da fresa de engrenagens utilizada: ◼ Diâmetro da fresa ◼ Comprimento de cortes ◼ Número de canais ◼ Número de entradas ◼ Material de corte ◼ Com ou sem revestimento ◼ Revestimento da fresa nova, desbastada com ou sem pós-re-
vestimento
Descrição dos parâmetros do processo: ◼ Velocidade de corte ◼ Avanço ◼ Avanço Shift ◼ Número das peças fixadas ◼ Processo de corte simples ou múltiplo ◼ Avanço paralelo ou oposto procedimento
Descrição dos resultados do trabalho: ◼ Peças produzidas por afiação ◼ Comprimento da marca de desgaste na fresa de engrenagens ◼ Tempo de fresagem por peça ou pacote
Em caso de problemas de qualidade: ◼ Qualidade alcançada na peça
Formulação dos resultados otimizados:Possíveis resultados a alcançar podem ser p. ex.,
◼ Tempos de fresagem mais curtos ◼ Maior número de peças produzidas ◼ Melhor qualidade de dentado
Ao formular os resultados, deve observar que as medidas apro-priadas para alcançar um „melhoramento da qualidade do denta-do“, têm consequências no tempo de fresagem e nos custos do dentado. O resultado deve, portanto, ser completado com uma indicação qualitativa e quantitativa relativamente aos resultados dos outros processos.
Limites das máquinas como: ◼ Diâmetro máximo da fresa ◼ Comprimento máximo da fresa ◼ Rotação máxima da árvore e mesa de fresagem ◼ Deve ser indicado o caminho Shift máximo

Pictogramas – ExplicaciónPictogramas – Descrição
Una visión general de todos los pictogramas se encuentra en la página 196.Está disponível uma vista geral de todos os pictogramas na página 196.
l2
l3
d1 d2
Fresas madre con protuberancia para engranajes de dientes en evolventeFresas de engrenagens com protuberância para dentados envolventes
¡ Ranura longitudinal Encaixe longitudinal
“ Ángulo de engrane 20° Ângulo de pressão 20º
¶ De un solo paso, dentado a derecha
Passo direito de uma entrada
¢ De un solo paso, dentado a izquierda
Passo esquerdo de uma entrada
[ Destalonado Inclinado
] KHSS-E KHSS-E
| SpeedCore SpeedCore
{ HSS-PM HSS-PM
} Recubrimientos Revestimentos
≠ Norma Norma
« Perfil de referencia especial Perfil especial
RH1 LH1 Reliefground
KHSS-E
SpeedCore20°
α HSS-PM
AL2Plus
DIN3968A
SpecialBP
¡ “ ¶ ¢ [ ] | { } «≠
1) 1) 2)
www.lmt-tools.com16

N.º de ident. LMT Fette:LMT Fette-Nº Id:
N.º de dibujo de pieza de trabajo:Nº desenho da peça:
N.º de dibujo de herramienta:Nº desenho da ferramenta:
Número de piezas: □ 1 □ 2 □ 3Unidades: □ 4 □
□ Módulo: □ DP □ CP Módulo:
□ División: Separação:
Ángulo de engrane:Ângulo de pressão:
□ Fresa para fres. previo □ Fresa acabadora Fresa de Fresa de desbaste acabamento
Perfil de referencia Perfi:
□ „1“ DIN 3972 □ „2“ DIN 3972□ „3“ DIN 3972 □ „4“ DIN 3972□ DIN 5480 □ ISO 53 □ BS 2062 □ AGMA 201.02-1968□ AGMA 201.02-1968 STUB
Material: □ PM □ SpeedCore □ HM
Recubrimiento Revestimento: □ TiCN Plus □ AL2Plus
□ De datos de rueda: De dados do disco:
□ De especificaciones del cliente: De dados do cliente:
Bisel □ sí simChanfradura □ no não
Protuberancia □ sí simProtuberância □ no não
Despulla de cabeza □ sí simSobrecorte □ no não
Überschneider □ sí simRegulação flancos □ no não
Radio completo □ sí simRaio completo □ no não
□ con despulla □ destalonado inclinado usinagem por entalhe
Datos de la herramienta Dados de ferramentas
Clase de calidad □ AAAClasse □ AA □ A
Según norma □ DIN 3968 □ N132Conforme norma □ AGMA □ BS
Tolerancia especial:Tolerância especial:
Número de espiras en el rodillo:Número de entradas:
Dirección del avance □ Derecha DireitaDireção da hélice □ Izquierda Esquerda
Ø exterior (d1):Exterior-Ø (d1):
Longitud del filo cortante (l3):Comprimento corte (l3):
Longitud total (l1):Comprimento total (l1):
Ø de perforación (d2):Perfuração-Ø (d2):
Número de ranuras de desprendimiento:Número de canais:
Ángulo de ataque:Ângulo de corte do cabeçote:
Número de ranuras de desprend. – especificación del cliente: Número de canais indicação do cliente:□ sí sim □ no não
Accionamiento Transmissão□ con ranura longitudinal DIN 138
com encaixe longitudinal DIN 138□ con una ranura transversal derecha DIN
com encaixe vertical direito DIN 138□ con una ranura transversal izquierda DIN 138
com um encaixe vertical esquerdo DIN 138□ con dos ranuras transversales
com dois encaixes verticais□ con mango tipo GP1 com haste tipo GP1□ con mango tipo GP2 com haste tipo GP2□ con mango tipo GP3 com haste tipo GP3□ con mango tipo GP4 com haste tipo GP4□ con mango tipo LH1 com haste tipo LH1□ Mango especial Haste especial
Observaciones Observações:
Perfil de refer. de los datos del engran.Perfil de dados do disco
□ Módulo Módulo □ DP □ CP□ División Separação:
Número de dientes:Numero de dentados:
Ángulo de engrane:Ângulo de pressão:
Ángulo de inclinación:Ângulo de hélice:
Ø del círculo de cabeza:Cabeçote Ø:
Ø del círculo del pie:Pé Ø:
Ø del círculo de cabeza útil:Área do cabeçote Ø:
Ø del círculo del pie útil:Área do Pé Ø:
Valor radial del bisel de cabeza:Valor radial da chanfradura:
Sobremedida por flanco:Medida por flanco:
Número de dientes de medición:Medição dentado:
Anchura de diente Largura dentado:Acabado ProntoFresado Fresado
Ø de bola/rodillo de medición:Esfera/rolos de controlo Ø:
Dimensión diametral entre bolas:Controlo diametral do dentado com esfera:Acabado ProntoFresado Fresado
Dimensión diametral entre rodillos:Controlo diametral do dentado com rolos duplos:Acabado ProntoFresado Fresado
Datos de perfil de referencia de las especificaciones del clienteDados de perfil das indicações do cliente
Altura de cabeza en po/2 (haP0):Altura cabeçote em po/2:
Altura de diente (hP0):Altura dentado (hP0):
Radio de la cabeza (ρaP0): Diâmetro cabeçote (ρaP0):
Radio del pie (ρfP0): Diâmetro pé (ρfP0):
Profundidad de fresado (frt): Profundidade de fresagem (frt):
Valor de la protuberancia (prP0):Valor protuberância:
Altura del bisel (hFfP0):Altura chanfradura:
Ángulo del bisel (αKP0):Ângulo chanfradura:
Protuberanzflanke Flanco de protuberância
Werkzeug-ProfilbezugslinieLinha do perfil referência da ferramenta
KantenbruchflankeFlanco da chanfradurda
P = Modul · πP = Módulo · π
Fresas madre para ruedas dentadas cilíndricas y ejes dentadosFresas de engrenagens para discos dentados ondulados
LMT Tool Systems GmbHHeidenheimer Strasse 84 · 73447 OberkochenTeléfono +49 7364 9579-0 · Telefax +49 7364 [email protected] · www.lmt-tools.com
LMT Fette Werkzeugtechnik GmbH & Co. KGGrabauer Strasse 24 · 21493 SchwarzenbekTeléfono +49 4151 12 - 0 · Telefax +49 4151 [email protected] · www.lmt-fette.com
Formulario de solicitud de información
Formulário de pedido
CalleRua
Código postal/PoblaciónLocal
EmpresaEmpresa
N.º de clienteNº cliente
NombreNome
FechaData
Rellenar el formulario y enviarlo a: Preencher formulário e enviar para: [email protected]

FRESAS MADRE FRESAS MADRE FRESAS PARA RUEDAS DENTADASMADRE PARA RUEDAS DENTADASMADRE CILÍNDRICAS PARA RUEDAS DENTADAS CILÍNDRICAS PARA RUEDAS DENTADAS HSS/SPEEDCORE CILÍNDRICAS HSS/SPEEDCORE CILÍNDRICASFRESAS DE ENGRENAGENS HSS/SPEEDCOREFRESAS DE ENGRENAGENS HSS/SPEEDCORE PARA DISCOS DENTADOSFRESAS DE ENGRENAGENS PARA DISCOS DENTADOSFRESAS DE ENGRENAGENS HSS/SPEEDCORE PARA DISCOS DENTADOS HSS/SPEEDCORE PARA DISCOS DENTADOS

www.lmt-tools.com 19www.lmt-tools.com 19
Fresas madre para ruedas dentadas cilíndricas, HSS/SpeedCoreFresas de engrenagens para discos dentados, HSS/SpeedCore
20 Fresas madre para engranajes de dientes en evolventeFresas de engrenagens para dentados envolventes
22 Fresa madre de cremalleraFresas de engrenagens com dente da brocha
24 Fresas madre de cremallera para engranajes de dientes en evolventeFresas de engrenagens com dente da brocha para dentados envolventes
25 Fresas madre con protuberancia para engranajes de dientes en evolventeFresas de engrenagens com protuberância para dentados envolventes
Fres
as m
adre
par
a ru
edas
den
tada
s ci
líndr
icas
HSS
/Spe
edCo
reFr
esas
de
engr
enag
ens
para
dis
cos
dent
ados
HSS
/Spe
edCo
re
abre
viar
, por
favo
rac
orta
r alg
o, ¡P
or fa
vor!

www.lmt-tools.com20
Fresas madre para engranajes de dientes en evolventeFresas de engrenagens para dentados envolventes
l2
l3
d1 d2
No. cat. Número no catálogo 2032
m d1 l3 l1 d2 z Ident No.1 50 25 31 22 14 12051651,25 50 25 31 22 14 12051741,5 56 32 38 22 12 12051831,75 56 32 38 22 12 12051922 63 40 46 27 12 12052092,25 70 50 56 27 12 12052182,5 70 50 56 27 12 12052272,75 70 50 56 27 12 12052363 80 63 69 32 12 12052453,25 80 63 69 32 12 12052543,5 80 63 69 32 12 12052633,75 90 70 78 32 12 12052724 90 70 78 32 12 12052814,5 90 70 78 32 10 12052905 100 80 88 32 10 12053075,5 100 80 88 32 10 12053166 115 100 108 40 10 12053256,5 115 100 108 40 10 12053347 115 100 108 40 10 12053438 125 130 138 40 10 12053529 125 130 138 40 10 1205361
10 140 160 170 40 10 120537011 160 170 180 50 9 120538912 170 185 195 50 9 120539813 180 200 210 50 9 120540514 190 215 225 50 9 120541415 200 225 235 60 9 120542316 210 238 248 60 9 120543217 220 238 248 60 9 226441018 230 260 270 60 9 120545019 240 260 270 60 9 120398620 250 286 296 60 9 120547821 260 290 300 60 9 120398822 270 290 300 60 9 210547523 280 310 320 60 9 120399024 280 310 320 60 9 210738425 290 320 330 60 9 211792626 310 320 330 80 9 225116827 320 330 340 80 9 120399228 320 330 340 80 9 120399429 340 340 350 80 9 120399630 340 340 350 80 9 2117930
RH1 Reliefground
KHSS-E
SpeedCore
Recubrimientos a petición Revestimentos a pedido
20°α HSS
-PMDIN
3968A
DIN3972BP II
1) 1)
1) a petición a pedido

www.lmt-tools.com 21
RH1 Reliefground
KHSS-E
SpeedCore20°
α HSS-PM
AL2Plus
DIN3968A
DIN3972BP II
l2
l3
d1 d2
No. cat. Número no catálogo 2033
m d1 l3 l1 d2 z Ident No.1 50 44 50 22 15 12057712 63 80 90 27 15 12057732,5 70 90 100 27 15 12057753 80 110 120 32 15 12057774 90 120 130 32 15 12057795 100 140 150 32 15 12057816 115 140 150 40 15 12057837 125 140 150 40 15 12057858 140 180 190 50 15 12057879 140 180 190 50 14 1205789
10 160 200 210 50 14 1205791
Fresas madre para engranajes de dientes en evolventeFresas de engrenagens para dentados envolventes
1) a petición a pedido
1) 1)
Wäl
zfrä
ser f
ür S
tirnr
äder
HSS
/Spe
edCo
re
Hobs
for s
pur g
ears
HSS
/Spe
edCo
re

www.lmt-tools.com22
Las fresas madre de diente brochador son idoneas para altas capacidades productivas de virutas al desbaste con la muela de ruedas dentadas a partir del módulo 6, con altos numeros de dientes y grandes anchos de rueda.
Las altas capacidades productivas de virutas son posibles a cau-sa de la selección de una geometría de filos favorable así como la distribución del volumen de viruta en un número relativamente alto de filos frontales de la herramienta.
Debido a una constante carga de filo esta herramienta se destacapor su marcha especialmente constante tanto durante la opera-ción de fresar como en avances y secciones de viruta grandes.
Para el diseño constructivo de la fresa madre de diente brocha-dor son considerados los siguientes puntos:
◼ En la producción de un engranaje el volumen a fresar aumenta de segundo grado con el módulo. Sin embargo, la selección de ranuras de viruta disminuye en las dimensiones usuales de fresas debido a la mayor altura de perfil, resultando una carga más alta de cada uno de los dientes de fresa.
◼ Casi un 75 % del trabajo de fresado se realiza en el sector de cabeza de los dientes de fresa. Especialmente en el des-bastado se observa una carga altamente desequelibrada y formación de desgaste en los dientes de fresa. El aumentado desgaste de esquinas de cabeza determina el fin del tiempo de mecanizado mientras que los cantos de corte en el centro y el pie del diente solo demuestran poco desgaste.
◼ De una fresa madre económica y de alto rendimiento se exige un número mayor de ranuras de viruta, sin que el diámetro ex-terior de la fresa aumente externamente. El número de los filos de cabeza debería ser más alto que el de los filos de flanco y pie, respectivamente.
Através das nossas fresas de engrenagens com dente da brocha é conseguida uma usinagem de alto rendimento no desbaste de dentados a partir do módulo 6, com muitos dentados e grande largura de discos.
Essa usinagem de alto rendimento é possível devido à geometria de corte especial e à separação do volume de aparas em um grande número de arestas de corte da ferramenta.
Devido à carga uniforme do corte, essa ferramenta tem particu-larmente pouca vibração durante a fresagem. O mesmo é válido para grandes avanços e ranhuras transversais.
A construção da fresa de engrenagens com dente da brocha resulta das seguintes características:
◼ O volume de aparas, no fabrico de dentados, aumenta pro-gressivamente com o módulo. O número de canais se reduz devido à maior altura do perfil relativamente às dimensões das fresas. O resultado é uma maior carga dos dentados indivi-duais da fresa.
◼◼ ± 75 % da usinagem é realizada na área do cabeçote dos dentados. Particularmente no desbaste é produzida uma car-ga descontrolada e um desgaste dos dentados. O desgaste nos cantos do cabeçote determinam a vida útil, enquanto que os cantos de corte da área central e do pé têm um desgaste mínimo.
◼ Uma fresa de engrenagens de alto rendimento e econômica, tem de ter portanto uma grande quantidade de canais sem que o diâmetro exterior da fresa aumenta muito. O número de arestas de corte do cabeçote devem ser superior às arestas de corte dos flancos e pés.
Fresas madre de diente brochadorFresas de engrenagens com dente da brocha

www.lmt-tools.com 23
00
B
A
Sección A–0Corte A-0
Sección B–0Corte B-0
2,25 · m2.25 · m
1,5 · m1.5 · m
0,75 · m0.75 · m
F2 F1 F2
La fresa madre de diente brochador LMT Fette cumple con estas exigencias de manera ideal debido a sus dientes escalonados en altura. Solo en cada segunda fi la los dientes de fresa alcanzan la altura completa de perfi l. Los dientes entrepuestos están limita-dos a 1/3 de la altura de perfi l.
Este principio constructivo permite colocar 20 ranuras de viruta en un diámetro de fresa todavía más practicable.
En general, los 10 dientes completos colocados en el diámetro de fresa son sufi cientes para generar la forma de perfi l dentrode las tolerancias requeridas. Por lo tanto, la fresa madre de diente brochador es aplicable como una fresa de acabado.
Dependiendo de cada calidad deseada la fresa madre de dientebrochador se suministra tanto en versión de destalonado como de rectifi cado destalonado.
Para el mecanizado de desbaste los dientes de fresa son apli-cables con ranuras de viruta escalonadas que distribuyen las virutas y reducen las fuerzas de corte así como el desgaste.
Se puede efectuar el afi lado con las fresas madre de diente bro-chador en cualquier máquina de fresado sin fi n. El ajuste del paso de ranura de viruta fi jado puede mantenerse independientemente de la profundidad de ranura de viruta. Hasta un ángulo de paso de 6° las fresas madre de diente brochador están hechas con ranuras de viruta paralelas al eje, condición para el proceso del afi lado profundo.
Lógicamente, el principio constructivo de la fresa madre de diente brochador no está limitado a los perfi les de referencia para engranajes de evolventes según módulo o pitch diametral. Igualmente es aplicable para todos los demás perfi les comunes en el mercado y perfi les especiales.
A fresa de engrenagens com dente da brocha da LMT Fette corresponde otimamente a estas exigências devido aos dentados em altura. Apenas em cada segunda fi leira os dentados têm a altura máxima. Os dentados intermédios estão limitados a 1/3 da altura do perfi l.
Esse princípio de construção permite colocar 20 canais em um diâmetro de fresa ainda aceitável.
Os 10 dentados completos no diâmetro da fresa são sufi cientes para criar a forma do perfi l com as tolerâncias permitidas. A fresa de engrenagens com dente da brocha pode ser também utilizado como fresa de acabamento.
Dependendo do respetivo grau de qualidade, a fresa de engre-nagens com dente da brocha pode ser fornecida para usinagem com entalhes ou inclinada.
Para desbaste, podem ser ainda aplicadas ranhuras que separam as aparas e reduzem a carga do corte e o desgaste.
A afi ação ou desbaste da fresa de engrenagens com dente da brocha pode ser efetuada em qualquer máquina de desbaste. O ajuste do passo dos canais pode ser mantido independente da profundidade dos canais. Até um ângulo de passo de 6º, as fresas de engrenagens com dente da brocha são produzidas com canais paralelos ao eixo. Isso é uma condição para o desbaste em profundidade.
O princípio de construção da fresa de engrenagens com dente da brocha não está limitado ao perfi l de dentados envolventes conforme o módulo ou Pitch Diametral. Essa também pode ser utilizada para todos os outros
Proyección frontal de una fresamadre de diente brochadorVista frontal da fresa de engrenagens com dente da brocha
Partes de virutaje en el diente de fresa:
Cabeza de diente igual a superfi cie F1 ≈ 75 %Pie de diente igual a superfi cie F2 ≈ 25 %
Volumen de espacio entre dientes = 100 %
Percentagem de usinagem no dentado:
Cabeçote do dentado corresponde à área F1 ≈ 75 %Pé do dentado corresponde à área F2 ≈ 25 %
Volume intervalo do dentado = 100 %W
älzf
räse
r für
Stir
nräd
er H
SS/S
peed
Core
Ho
bs fo
r spu
r gea
rs H
SS/S
peed
Core

www.lmt-tools.com24
Fresas madre de cremallera para engranajes de dientes en evolventeFresas de engrenagens com dente da brocha para dentados envolventes
l2
l3
d1 d2
No. cat. Número no catálogo 2061 2063
m d1 l3 l1 d2 z Ident No. Ident No. 6 150 108 118 50 20 1208017 1208053 7 150 126 136 50 20 1208019 1208055 8 160 144 154 50 20 1208021 1208057 9 160 162 172 50 20 1208023 120805910 170 180 190 60 20 1208025 120806111 180 198 208 60 20 1208027 120806312 190 216 226 60 20 1208029 120806513 200 234 244 60 20 1208031 120806714 210 252 262 60 20 1208033 120806915 230 270 280 80 20 1208035 120807116 240 288 300 80 20 1208037 120807318 260 318 330 80 20 1208039 1208075203) 287 318 330 80 20 1208041 120807720 290 360 372 100 20 1208043 120807922 300 396 408 100 20 1208045 120808124 310 432 444 100 20 1208047 120808327 330 486 498 100 20 1208049 120808530 340 540 552 100 20 1208051 1208087
HSS-PM
AL2Plus
DIN3968B/C
Reliefturned
DIN3968A
Reliefground
DIN3972BP III
2) opcionalmente por opção3) Para máquinas fresadoras sin fin con Ø de transmisión max. de 290 mm y para longitud de fresa max. = 330 mm Para máquinas de fresas de engrenagens com fluxo máx. – Ø 290 mm e para comprimento de fresa = 330 mm
2) 1) RH1 KHSS
-E20°α
1) a petición a pedido

www.lmt-tools.com 25
l2
l3
d1 d2
No. cat. Número no catálogo 2026
m d1 l3 l1 d2 z Ident No. Ident No.1 70 50 56 27 17 1223334 12233442 70 90 100 27 15 1223326 12233463 80 110 120 32 15 1223338 12233484 90 120 130 32 14 1223340 12233505 100 140 150 32 14 1223343 12233526 140 140 150 40 14 1223345 12233557 150 140 150 40 14 1223347 12233578 160 160 170 50 14 1223349 12233599 170 160 170 50 14 1223351 1223361
10 180 180 190 50 14 1223353 122336312 200 200 210 60 12 1223356 1223365
Fresas madre con protuberancia para engranajes de dientes en evolventeFresas de engrenagens com protuberância para dentados envolventes
1) a petición a pedido
2)
2) para el fresado previo al rectificado o fresado de desbarbado sin finPerfil de referencia ha0 = 1,4 · m, ρa0 = 0,4 · mSobremedida por flanco: qP0 = 0,09 + 0,0125 · mValor de protuberancia:prP0 = 0,129 + 0,290 · m hasta módulo 7prP0 = 0,181 + 0,235 · m mayor de módulo 7para desbaste ou maquinagem com fresa-mãePerfil: ha0 = 1,4 · m, ρa0 = 0,4 · mMedida por flanco: qP0 = 0,09 + 0,0125 · mValor protuberância:prP0 = 0,129 + 0,290 · m até módulo 7prP0 = 0,181 + 0,235 · m até módulo 7
RH1 LH1 Reliefground
KHSS-E
SpeedCore20°
α HSS-PM
AL2Plus
DIN3968A
SpecialBP
1) 1) RH LH
Wäl
zfrä
ser f
ür S
tirnr
äder
HSS
/Spe
edCo
re
Hobs
for s
pur g
ears
HSS
/Spe
edCo
re
FRESAS FRESAS MADRE MADRE FRESAS MADRE FRESAS FRESAS MADRE FRESAS PARA RUEDAS DENTADAS MADRE PARA RUEDAS DENTADAS MADRE CILÍNDRICAS METAL DURO PARA RUEDAS DENTADAS CILÍNDRICAS METAL DURO PARA RUEDAS DENTADAS FRESAS DE ENGRENAGENS CILÍNDRICAS METAL DURO FRESAS DE ENGRENAGENS CILÍNDRICAS METAL DUROPARA DISCOS DENTADOS FRESAS DE ENGRENAGENS PARA DISCOS DENTADOS FRESAS DE ENGRENAGENS DE METAL DUROPARA DISCOS DENTADOS DE METAL DUROPARA DISCOS DENTADOS

www.lmt-tools.com 27
Fresas madre para ruedas dentadas cilíndricas, metal duroFresas de engrenagens para discos dentados, metal duro
28 Fresa madre de carburo metálicoFresas de engrenagens de metal de alta dureza
34 Tabla de medidas de construcción para fresas madre de carburo metálicoTabela de dimensões para fresas de engrenagens de metal de alta dureza
35 Fresa madre de cepillarFresas de torneamento
43 Fresa madre de cepillar con placas de metal duro soldadasFresas de torneamento com enxertos de metal duro soldados
Fres
as m
adre
par
a ru
edas
den
tada
s ci
líndr
icas
met
al d
uro
Fres
as d
e en
gren
agen
s pa
ra d
isco
s de
ntad
os m
etal
dur
o
abre
viar
, por
favo
rac
orta
r alg
o, ¡P
or fa
vor!

www.lmt-tools.com28
Comparado con acero rápido, el fresado sin fin con metal duro facilita un aumento de las velocidades de corte hasta en el sector del mecanizado de alta velocidad (HSC).
Con la elaboración de los dimensionados correspondientes paramáquinas de fresado sin fin, en la práctica se pueden aprovechar las ventajas que ofrecen las fresas madre de metal duro macizo.
Especiales potenciales de alta racionalización están a disposiciónmediante la combinación del mecanizado de alta velocidad (HSC) y el fresado en seco.
Actualmente, las fresas madre de metal duro se destacan por las siguientes características de rendimiento:
◼ Altas velocidades de corte ◼ Reducidos tiempos de elaboración ◼ Alta duración de mecanizado ◼ Excelente aptitud también para el mecanizado en seco ◼ Reducidos gastos de engranaje (según el caso de aplicación)
Fresas de engrenagens com metal duro permitem – em compa-ração com aço rápido – velocidades de corte mais altas até à alta velocidade (HSC).
Através das máquinas correspondentes, poderá utilizar as fresas de engrenagens de metal duro com todas as vantagens.
Isso permite um grande potencial de razionalização através da combinação da usinagem de alta velocidade (HSC) com a usina-gem a seco.
Hoje em dia, as fresas de engrenagens de metal duro têm as seguintes características:
◼ Alta velocidade de corte ◼ Tempo de usinagem mais curto ◼ Maior vida útil ◼ Excelente na usinagem a seco ◼ Custos de dentados reduzidos
(depende do tipo de usinagem)
Fresas madre de metal duro macizoFresas de engrenagens de metal de alta dureza

www.lmt-tools.com 29
Clases de metal duroLo común son las clases de metal duro de los grupos principales de virutaje K y P. En dependencia de su consistencia material (elementos y partes de aleación) así como del tamaño de grano las clases demuestran ciertas ventajas y desventajas.
Mientras que los metales duros K solo se pueden emplear con recubrimiento completo debido a la tendencia de conglutinación de las virutas en el sustrato no recubierto, los metales duros P también se pueden utilizar sin recubrimiento y por ello se evita un nuevo revestimiento de la superficie de viruta reafilada. Así es que se reducen considerablemente los gastos de preparación para las fresas madre de metales duros P.
De lo contrario, en la actualidad, solamente las clases K permiten el desarrollo de metales duros de grano fino. Los metales duros de grano fino facilitan unos valores de dureza muy altos y por lo tanto una alta resistencia al desgaste con muy buena viscosidad al mismo tiempo.
Por regla general, los sustratatos K completamente revestidos permiten elevados tiempos de mecanizado en comparación con las fresas madre de metal duro P, las cuales permanecen sin recubrimiento en la superficie de viruta a más tardar después del primer repaso de rectificación. A consecuencia hacen faltamás cambios de herramienta en caso del metal duro P.
Fresado con y sin lubrificante refrigeradorEn el virutaje de materiales de acero se genera mucho calor en el sitio de la separación de viruta. En caso de temperaturas dema-siado altas, el filo de la herramienta se rompe muy rápidamente.
Para refrigerar la herramienta y lubrificar el filo al mismo tiempo,hasta la actualidad se están aplicando los lubrificantes refrige-radores (KSS) en el punto de contacto del filo de la herramienta con el material a exponer al virutaje. Las materias lubrificadoras refrigeradoras también tienen el fin de arrastrar por el agua las virutas producidas.
Pero en muchos casos de aplicación los lubrificantes refrigerado-res tienen considerables desventajas ecológicas, económicas e incluso tecnológicas.
Las materias KSS son objetadas ecológicamente, ya que cargan el medio ambiente de vapores y neblinas de aceite y pueden perjudicar la salud humana.
Económicamente, las KSS no pueden ser recomendadas ya queaumentan los gastos de fabricación debido al alto coste de provi-sión y tratamiento de desechos. Mediante el mecanizado en secoes posible ahorrar hasta un 16 % del total de los gastos de engranaje.
Además, por razones tecnológicas las KSS pueden tener unos efectos muy negativos. En muchas operaciones de fresado con filos de metal duro, el uso de las KSS resulta un rápido agota-miento de la herramienta debido al cuarteamiento por tensiones (termochoque); motivo por el cual las velocidades de corte al fresado en húmedo están limitadas a 250 m/min (en comparación
Tipos de metais durosOs mais utilizadas são tipos de metais duros dos grupos de usinagem K e P. Dependendo do tipo de material (elementos e percentagens de liga) e do tamanho do granulado, os vários tipos têm vantagens e desvantagens.
Enquanto os metais duros K – devido à colagem de aparas no substrato não revestido – apenas podem ser utilizados com revestimento completo, os metais duros P também podem ser utilizados sem revestimento, deste modo, não é necessário um revestimento novo da área usinada. Através disso, os investimen-tos em fresas de metal duro P é reduzido.
No entanto, apenas é possível utilizar metais duros de grão fino nos tipos K. Metais duros de grão fino têm um grau de dureza muito alto e consequentemente uma alta resistência ao desgaste e simultaneamente uma boa tenacidade.
Normalmente os substratos K completamente revestidos têm uma durabilidade maior em comparação com as fresas de metal duro P, estas perdem normalmente o revestimento depois do primeiro desbaste. A consequência é uma substituição frequente das ferramentas de metal duro P.
Fresas com e sem líquido de refrigeraçãoNa usinagem de materiais de aço, a área das aparas aquece mui-to. Se as temperaturas forem demasiadas altas, a aresta de corte é destruída rapidamente.
Para refrigerar a ferramenta e simultaneamente lubrificar a aresta de corte, são colocados líquidos de refrigeração (KSS) nos pontos de contato da aresta de corte e do material usinado. Os líquidos de refrigeração também são responsáveis pela remoção das aparas.
Líquidos de refrigeração têm, no entanto, várias desvantagens do ponto de vista ecológico, econômico e tecnológico.
Do ponto de vista ecológico, os líquidos de refrigeração têm desvantagens por que são liberados, como vapor de óleo, para o meio ambiente e podem provocar problemas de saúde em pessoas.
De ponto de vista econômico, os líquidos têm desvantagens por que aumentam consideravelmente os custos da aquisição e eli-minação. Através da usinagem a seco pode economizar até 16 % dos custos totais dos dentados.
Para além disso, os líquidos de refrigeração podem ter várias desvantagens do ponto de vista tecnológico. Deste modo a utili-zação de líquidos de refrigeração provoca, em várias operações de fresagem com arestas de corte de metal duro, a fissuração (choque de temperatura). Devido a isso, as velocidades de corte na usinagem molhada estão limitadas a 250 m/min (350 – 450 m/min na usinagem a seco). A tabela indica vantagens e desvanta-gens do líquido de refrigeração na fresagem com metal duro.
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com30
Fresas madre de metal duro macizoFresas de engrenagens de metal de alta dureza
con unas velocidades hasta los 350–400 m/min en el mecanizado en seco). La tabla siguiente demuestra las ventajas y desventajas del lubrificante refrigerador para el fresado sin fin con metal duro.
El problema principal del mecanizado en seco consiste en un au-mento de la temperatura de corte. El calor generado es desviado hasta un 80 % con las virutas si se toman en cuenta un dimensio-nado de herramienta correcto y uso de los parámetros de corte adecuados.
La configuración de la herramienta depende de los datos de la rueda a fabricar. Un importante valor que influye es el grueso de la viruta de cabeza resultante del dimensionado de la fresa (número de filetes, número de ranuras de virutas, diámetro), de la geometría del útil (módulo, número de dientes, profundidadde fresado, ángulo de inclinación) así como del avance seleccio-nado. Para todo ello es muy importante, que – al contrario de laaplicación HSS – el grueso de viruta de cabeza no esté sola-mente limitado con respecto a valores superiores, sino que hay que observar también un grueso mínimo. Cuanto mayor sea el volumen de viruta, tanto más calor puede adaptar una sola viruta. Son factores a observar para que al mecanizado en seco la ma-yor parte del calor de virutaje salga por las mismas virutas.
O problema principal na usinagem a seco é o aumento da tempe-ratura de corte. O calor produzido, se observar o posicionamento correto da ferramenta e se utilizar os parâmetros de corte apro-priados, é removido em 80 % juntamente com as aparas.
A configuração da ferramenta depende dos dados do disco a ser produzido. Um tamanho importante é a espessura das aparas. Essa resulta da concepção da fresa (número de entradas, núme-ro de canais, diâmetro), a geometria da peça (módulo, dentados, profundidade de fresagem, ângulo de hélice) e o avanço selecio-nado. É importante que, ao contrário de KHSS-E, a espessura das aparas não apenas esteja limitada a um máximo, mas tam-bém terá de ter uma espessura mínima. Quanto maior o volume de aparas, mais calor uma apara individual pode absorver. Deve observar que na usinagem a seco, a maior parte do calor térmico é absorvido pelas aparas.
Ventajas y desventajas del lubrificante refrigerador al empleo de herramientas de engranajeVantagens e desvantagens do líquido de refrigeração na utilização de ferramentas dentadas
VenjatasVantagens
DesvenjatasDesvantagens
MáquinaMáquina
◼ Apoyo de salida de las virutas ◼ Menos calentamiento de la máquina ◼ Suporte pela bsorção das aparas ◼ Aquecimento mínimo da máquina
◼ Grupos (filtros, bombas, ...), por ello ◼ Mas espacio ocupado ◼ Adicionales gastos de explotación
(mantenimiento, energía, ...) ◼ Agregados (filtro, bomba, ...), através disso ◼ É necessário mais espaço, ◼ Custos adicionais (manutenção, eletricidade ...)
HerramientaFerramenta
◼ Refrigeración de la herramienta ◼ Lubrificación de las zonas de rozamiento ◼ Refrigeração da ferramenta ◼ Lubrificação das zonas de fricção
◼ Una vida útil reducida a causa de la formación de fisuras (choque térmico) es posible
◼ Vida útil reduzida devido a fissuras (choque térmico)
UtilPeça
◼ Menos calentamiento ◼ Menos tolerancias ◼ Protección anticorrosiva ◼ Aquecimento reduzido ◼ Desvios reduzidos ◼ Proteção contra corrosão
◼ Limpieza necesaria ◼ Necessário limpar
Medio ambienteAmbiente
◼ Enlace de polvos de grafito en la mecanización de la fundición
◼ Formação de pó de grafite na usinagem de fundição
◼ Riesgo para la salud ◼ Risco para a saúde
Otros gastosOutros custos
◼ Regulación de la temperatura del útil, por ello medición más rápida
◼ Termostatização da peça, medição mais rápida
◼ Gastos de adquisición ◼ Gastos de almacenaje ◼ Virutas sucias, por ello ◼ Procedimiento de recliclaje más costoso y ◼ Elevados gastos de tratamiento de desechos ◼ Custos de aquisição ◼ Custos de armazenamento ◼ Aparas sujas, consequentemente ◼ Procedimento de reciclagem dispendioso e ◼ Altos custos de eliminação

www.lmt-tools.com 31
Usinagem de alta velocidade (HSC)As vantagens da usinagem HSC são:
◼ Maior qualidade da superfície e tempo de usinagem reduzido (depende do tipo da usinagem)
◼ Menor carga no corte que resulta em um melhoramento da exatidão da peça e da vida útil da ferramenta.
Devido a um contato reduzido entre a apara e a aresta de corte, o calor produzido não tem tempo para entrar na ferramenta ou na peça. Deste modo, a ferramenta e a peça permanecem frias. No entanto, as aparas aquecem muito e têm de ser removidas rapidamente para se evitar um aquecimento da máquina.
Devido à usinagem HSC sem líquido de refrigeração, as peças aqueceram durante um teste até 50–60 °C. No local da produção das aparas existem temperaturas muito superiores que podem atingir até 900 ºC, como demonstraram as aparas. Devido a essa observação e através dos parâmetros de usinagem no processo HSC na usinagem a seco, foi testado se a estrutura da peça se alterou.
Os flancos dentados usinados com HSC e as amostras analisa-das de uma peça testada, não demostraram qualquer alteração da estrutura devido ao processo de usinagem.
Como já foi exemplificado, a usinagem HSC tem ser observa-da em conjunto com a usinagem a seco. No início dos anos 90, foram efetuadas as primeiras observações em máquina de fresagem HSC. Hoje em dia, esse processo permite a usinagem a seco segura de dentados com uma velocidade de 350 m/min e superior.
Áreas de utilização e valores de corteAs áreas de utilização testadas das ferramentas de metal duro completo, são as áreas de produção de discos dentados em uma zona modular de m = 0,8 a m = 4. A construção é normalmente em monobloco com perfuração ou haste. Em ferramentas mais pequenas aconselha-se a haste. As velocidades de corte são de 150–350 m/min dependendo do tamanho do módulo e processo (seco ou molhado).
A figura mostra a diferença das velocidades de corte na fresagem a seco e molhada de materiais de diferente dureza. Os valores desse diagrama são válidos para uma fresa de engrenagens de metal duro, m = 2.
Em comparação com a fresagem molhada, na usinagem a seco podem ser realizadas velocidades de corte muito superiores.
Mecanizado de alta velocidad (HSC)El mecanizado de alta velocidad ofrece las ventajas siguientes:
◼ Alta calidad de superficie y reducidos tiempos de mecanizado (según el caso de aplicación)
◼ Menores fuerzas de corte que favorecen a la precisión del útil y al tiempo de mecanizado de la herramienta.
Debido al reducido tiempo de contacto entre la viruta y el filo, el calor generado no tiene tiempo para penetrar ni en la herramienta ni en el útil. De esta manera, tanto la herramienta como el útil permanecen relativamente fríos. De lo contrario, las virutas son altamente calentadas y deben ser quitadas muy rápidamentepara impedir un calentamiento de la máquina.
A continuación de un mecanizado HSC sin material lubrificante refrigerador en una aplicación ejemplar los útiles fueron calenta-dos a 50–60 °C aprox. Pero, en el lugar de la generación de las virutas hay unas temperaturas mucho más altas y según las con-diciones pueden ascender hasta unos 900 °C como lo demuestra alguna viruta ardiente. A raíz de tales observaciones fue estudia-do por eventuales influencias metalográficas la sección de un útil mecanizado con corte en seco y parámetros de mecanización óptimos para el proceso de fresado sin fin de alta velocidad.
Los flancos de diente fresados a alta velocidad y las pruebas de referencia de una pieza cruda torneada analizadas para la comparación no mostraron ninguna clase de influencias en la estructura por el respectivo proceso de mecanizado aplicado.
Como arriba se indica, hay que tomar en cuenta el mecanizado HSC en relación con el mecanizado en seco. A principios de los años 90 se realizaron los primeros ensayos en máquinas de fresado sin fin de alta velocidad. Hoy en día este procedimiento facilita el mecanizado en seco en proceso seguro para ruedas dentadas a velocidades de corte de hasta 350 m/min.
Aplicaciones y valores de corteLas areas comprobadas de aplicación de herramientas de metal duro macizo son la fabricación de ruedas y piñones en un campo de módulo de m = 0,5 a m = 4. En general, las herramientas estánconstruídas en versión estable como monobloque con taladro o con recepción de vástago. Para las herramientas pequeñas es recomendable la recepción de vástago. Las velocidades de corte se hallan entre los 150 m/min y 350 m/min según el tamaño de módulo y el procedimiento aplicado (en seco o en húmedo).
La ilustración demuestra la diferencia de las velocidades de corteal fresado sin fin en seco y en húmedo de materiales con diferen-tes resistencias a la tracción. Los valores del diagrama rigen para una fresa madre de metal duro macizo (VHM), m = 2.
En comparación con el fresado en húmedo el mecanizado en seco brinda evidentes velocidades de corte mayores.
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com32
Fresas madre de metal duro macizoFresas de engrenagens de metal de alta dureza
Velocidades de corte para diferentes resistencias a la tracción de materiales en el fresado sin fin de metal duro, en seco o en húmedo, módulo 2Velocidades de corte para diferentes durezas de material na fresagem de metal duro, seco ou molhado, módulo 2
320
300
280
260
240
220
200
180
160
140
120
600 700 800 900 1000 1100
Vel
oci
dad
de
cort
e v c
[m/m
in]
Vel
oci
dad
e d
e co
rte
v c [m
/min
]
Resistencia a la tracción [N/mm2]Tenacidade [N/mm2]
Fresado en secoFresagem a secoFresado en húmedoFresagem úmida
Comportamiento de desgasteEn las fresas de metal duro se observa como forma de desgasteprincipalmente el desgaste de superficie libre.
Normalmente, el desgaste erosivo frecuente en las fresas madre HSS en el empleo de metal duro no tiene importancia. Igualmente se observan a veces microroturas en el canto de corte después de romper la capa de materia dura. A continuación de la rotura del recubrimiento en las clases K son posibles las conglutinacio-nes de viruta en el canto de corte, entonces sin recubrimiento. Por lo tanto, es necesario aplazar el momento de la primera rotu-ra del revestimiento para que pase lo más tarde posible.
A partir de un ancho de marca de desgaste de aprox. 0,1 mm el aumento de desgaste es progresivo e influye bastante en la eco-nomía del proceso. Por este motivo es recomendable, no superar un ancho de marca de desgaste de 0,15 mm y recubrir la fresa nuevamente después de cada repaso de rectificación. Raras veces las clases P demuestran conglutinaciones en el canto de corte desgastado y por lo tanto sin recubrimiento, así quelas clases P no requieren recubrimientos nuevos.
ConservaciónAl afilar las fresas madre de metal duro macizo se observará un mínimo de esfuerzo térmico de la cabeza de diente. Además se recomienda un tratamiento de canto definido. Según la construc-ción de fresa (p. ej. ángulo de viruta positivo o negativo así como ancho del taco de diente) son necesarios aprox. 10–20 reafilados.
Comportamento de desgasteO modo de desgaste mais comum nas fresas de metal duro é o desgaste das áreas abertas.
O desgaste das fresas de engrenagens KHSS-E não tem grande influência na utilização de metal duro. Por vezes, se verifica uma pequena quebra na área de corte depois de fresar a camada du-ra. Depois de desgastar o revestimento, as aparas podem colar nas áreas não revestidas. Portanto, tem de retardar o máximo possível o desgaste do revestimento.
O aumento do desgaste é progressivo a partir de uma largura de desgaste de 0,1 mm e influencia muito a eficiência do processo. Por isso, aconselha-se a não ultrapassar uma largura de des-gaste de 0,15 mm e a revestir novamente a fresa depois de cada afiação. Nos tipos P, a colagem de aparas nas partes desgasta-das é mais rara. Por isso, pode ser dispensado um revestimento novo no tipo P.
ManutençãoAo desbastar as fresas de engrenagens de metal duro deve ter cuidado para que o cabeçote do dentado não seja exposto a altas condições térmicas. Aconselha-se também um tratamento das arestas. Dependendo da construção da fresa (por ex., ângulo de hélice positivo ou negativo bem como do dentado da fresa) são possíveis 10–20 desbastes novos.

www.lmt-tools.com 33
Para fresas madre de metal duro K se requieren adicionalmen-te las fases de trabajo „quitar recubrimiento“ y „recubrimiento nuevo“.Para más informaciones detalladas sobre el mantenimiento de herramientas de engranaje de metal duro macizo (VHM) consulte, por favor, la página 162.
DimensionesEn la tabla de dimensiones para fresas madre de metal duro figuran las dimensiones de las fresas para las cuales LMT Fette aprovisiona piezas crudas de metal duro. Estas piezas crudas todavía no tienen la ranura de arrastre, de manera que es posible colocarles una ranura horizontal en el borde de control derecho o izquierdo, a opción del cliente.Para las fresas madre de metal duro LMT Fette recomienda ranuras horizontales con reducida profundidad de ranura. Las dimensiones de ranura figuran en la tabla siguiente.
Para fresas de engrenagens de metal duro K são necessárias as etapas „Retirar e recolocar revestimento“.
Estão disponíveis mais informações para manutenção de ferra-mentas dentadas de metal duro na página 162.
MediçõesNa tabela de dimensões para fresas de engrenagens de metal duro, estão indicadas as dimensões de fresas aconselhadas pela LMT Fette. Esses esboços ainda não têm ranhura de chaveta de modo que o cliente pode pedir uma ranhura transversal se pretender.
LMT Fette aconselha para fresas de metal duro, ranhuras trans-versais com profundidade reduzida. As dimensões das ranhuras podem ser vistas na seguinte tabela.
Dimensiones de ranura horizontal de una fresa madre de metal duro Dimensões de ranhura transversal de uma fresa de engrenagens de metal duro
t3H12
dH5A
A0,2
b3H11f2
f2
r3
r3
Ø TaladroPerfuração-Ø b3 t3
r3 f2
Toler. admiditaDesvio
permitido
Toler. admiditaDesvio
permitido 8 5,4 2,00 0,6 –0,2 0,4 0,1 10 6,4 2,25 0,8 –0,2 0,5 0,1 13 8,4 2,50 1,0 –0,2 0,5 0,1 16 8,4 2,80 1,0 –0,3 0,6 0,2 22 10,4 3,15 1,2 –0,3 0,6 0,2 27 12,4 3,50 1,2 –0,3 0,8 0,2 32 14,4 4,00 1,6 –0,4 0,8 0,2 40 16,4 4,50 2,0 –0,5 1,0 0,3 50 18,4 5,00 2,0 –0,5 1,0 0,3 60 20,5 5,60 2,0 –0,5 1,0 0,3 70 22,5 6,25 2,5 –0,5 1,2 0,3 80 24,5 7,00 2,5 –0,5 1,2 0,3100 24,5 8,00 3,0 –0,5 1,6 0,5
t3 = ½ Profondidad swgún DIN 138½ Profundidade conforme DIN 138
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com34
Tabla de medidas de construcción para fresas madre de carburo metálicoTabela de dimensões para fresas de engrenagens de metal de alta dureza
Dimensiones recomendadasDimensões aconselhadas
d1 l3 l1 d2 c d3 h0 zcorto curto
56 52 70 22 9 42 3 19 63 72 90 27 9 48 4 19 70 100 120 32 10 54 5 19 80 100 120 32 10 54 7 19 90 100 120 40 10 66 8 19100 120 140 40 10 72 10 19120 138 160 50 11 80 13 19
largo longo 56 82 100 22 9 42 3 19 63 112 130 27 9 48 4 19 70 160 180 32 10 54 5 19 80 160 180 32 10 54 7 19 90 160 180 40 10 66 8 19100 180 200 40 10 72 10 19120 208 230 50 11 80 13 19
SolidCarbide
Ø d1 Ø d2 Ø d3
c l3
l1
Vista „X“Vista
„X“195
240(162) 47
4055
Ø 3
2 h4
Ø 4
0
8°17
'50"
Ø 2
5,4
Ø 3
9,6
Ø 4
0
„A“
„A“
Corte A–ACorte
200
SK30abreviadocurto
50
10 3521,2
225
1 × 45°
290
8°17
'50"
Ø 2
5
Ø 1
7
Ø 3
2 h4
Ø 4
6
Mögliche Schaftausführung Tipo de hélice

www.lmt-tools.com 35
Fresa madre de cepillarFresas de torneamento
Procedimiento y aplicacionesEl fresado desbarbador sin fin es un proceso de virutaje traba-jando con fresas madre de desbarbado para fresar engranajes desbastados con la muela y templados.
El campo principal de aplicación es el fresado de ruedas frontalesy helicoidales. Además son mecanizables ejes dentados, perfilesde rodillos y una gran variedad de perfiles especiales rodables.Aplicando este procedimiento se pueden obtener una gran diver-sidad de resultados deseados.
Fresado de acabado de engranajesMediante el fresado de desbarbado se impide la deformación detemple y se mejora la calidad del engranaje.
La capacidad del virutaje es considerablemente mayor en el fre-sado desbarbador que en los demás procedimientos de rectifica-do comunes. Por ello es económico reemplazar el rectificado en los sectores de tolerancias de deformación bruta y media por el fresado desbarbador.
Como valor tipo para la precisión alcanzable se indicará la cali-dad de engranaje 6 según DIN 3862. También las modificaciones de perfil y flanco, como son el bombeado de altura, la entrada deflanco o el bombeado de ancho son realizables mediante los perfiles de fresa madre adecuados y el control de máquina cor-respondiente.
Preparación del rectificadoEn caso de altas exigencias en la calidad de engranaje las ruedasson rectificadas. Los gastos del engranaje pueden ser reducidosconsiderablemente el quitar la deformación de temple median-te el fresado desbarbador sin fin sacando al mismo tiempo el material hasta la necesaria medida de rectificado. Los tiempos y gastos de rectificado son reducidos y capacidades de rectificado adicionales son menores.
ConstrucciónLa característica de construcción más importante de las fresas de desbarbado sin fin es el ángulo de viruta de cabeza negativo. Se llama negativo si las superficies de viruta de los dientes de fresa se hallan delante del nivel de referencia de la herramienta en dirección del movimiento de corte. El nivel de referencia de herramienta es el nivel en que se hallan los filos de cabeza de la fresa paralelos al eje y al eje de fresa.
Por causa del ángulo de viruta de cabeza negativo los filos de flanco están inclinados hacia el nivel de referencia efectivo (nivel vertical hacia el movimiento de corte). Así generan un corte desbarbador.
En el área de pie de los dientes de fresa el ángulo de inclinación es mayor que en el área de cabeza. Los filos de cabeza no tienen ángulo de inclinación eficiente y por lo tanto no pueden produ-cir viruta de desbarbado. Se entiende que las fresas madre de desbarbado solo deberán producir virutas de flanco y que para el desbaste con la muela de los engranajes se usarán solo fresas de protuberancia.
Procedimento e área de utilizaçãoA maquinagem com fresa-mãe é um tipo de usinagem com apa-ras em que a fresa de torneamento é utilizada para a pré-fresa-gem de dentadosduros.
A área de utilização mais comum é a fresagem de discos dentados helicoidais. Também podem ser usinados dentados ondulados, roletes cônicos e vários outros perfis especiais com a fresa de torneamento. Os resultados dessa utilização podem ser diferentes.
Fresagem de acabamento de dentadosAtravés da maquinagem com fresa-mãe, a dureza é eliminada e a qualidade do dentado é melhorada.
A capacidade de usinagem na maquinagem com fresa mãe é maior que no desbaste normal. Por isso, é mais econômico substituir o desbaste em áreas de grande e média tolerância de dentado, pela fresagem de torneamento.
Como valor referencial de exatidão, pode ser indicada a qualida-de de dentado 6 conforme DIN 3962.
Também podem ser criadas modificações de perfil e flancos, como p. ex., a espessura em altura, entrada de flancos ou espes-sura em largura através de perfis de fresas de engrenagens e o correspondente controlo da máquina.
Preparar o desbasteEm caso de alta qualidade de dentados, são desbastados os discos. Os custos de dentados podem ser reduzidos se, antes do desbaste a dureza for eliminada através da fresagem de tornea-mento e simultaneamente o material for desbastado até atingir a medida necessária. Os tempos e custos do desbaste são reduzi-dos e é conseguida uma capacidade de desbaste adicional.
ConstruçãoUma característica de construção das fresas de torneamento é o ângulo de corte negativo. Esse é designado como nega-tivo, quando as áreas de aparas dos dentados se encontram na direção de corte do nível da ferramenta. O nível de corte da ferramenta é o nível em que as arestas de corte da fresa paralela se encontram no eixo da fresa.
Devido ao ângulo de corte negativo, as arestas dos flancos estão inclinadas para o nível de efeito (nível vertical ao corte). Através disso essas produzem um corte descascável.
O ângulo de inclinação na área do pé é maior que do dentado na área do cabeçote. As arestas de corte não têm um ângulo de inclinação com efeito e não produzem aparas. Por isso, as fresas de torneamento apenas produzem aparas nos flancos e deste modo para a pré-fresagem dos dentados deve ser utilizada uma fresa de protuberância.
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com36
Fresa madre de cepillarFresas de torneamento
Material de corteUnos grosores de virutaje pequeños y materiales de rueda denta-da templados constituyen altas exigencias en la consistencia de canto del material de corte. Como material de corte para fresas madre de desbarbado se utilizan metales duros de los grupos aplicables ISO K 05 hasta K 15.
Formas de construcciónDependientemente del tamaño de módulo y las exigencias en precisión se puede diferenciar esencialmente entre tres formas de construcción de fresas madre de desbarbado:
◼ Metal duro macizo hasta módulo 4 incl. LMT Fette no. cat. 2028
◼ Placas de metal duro soldadas para módulo > 4, LMT Fette no. cat. 2129
◼ Placas intercambiables de metal duro a partir de módulo 5, LMT Fette no. cat. 2153
Entre las formas de construcción anteriormente nombradas hay una especial: la fresa madre de desbarbado con placas intercam-biables de metal duro. Este tipo de fresa no requiere el afilado de precisión. Solo aquellas placas que hayan alcanzado el max. ancho de marca de desgaste son volteadas o cambiadas.
Es lógico que una fresa montada de un cuerpo de fresa, segmen-tos de diente y placas intercambiables no podrá cumplir tanto con todas las exigencias puestas en la precisión como lo puede una fresa de metal duro macizo. Por ello, la fresa con placas intercambiables es especialmente idonea para la preparacióndel rectificado. La mayoría de las fresas madre de desbarbadoson fabricadas como fresa taladradora. Por motivos técnicosde acabado, las fresas madre de desbarbado de metal duro macizo se fabrican con ranura horizontal de un lado o bilateral. En general, para las fresas madre de desbarbado de alta clase de calidad se preferirá el taladro con ranura horizontal en vez de la vertical. Una taladro exacto sin ranura vertical es más fácil de fabricar y prometerá también una mejor marcha contínua de la fresa madre en la máquina fresadora sin fin. Para las exigenciasde alta precisión es posible compensar todavía la tolerancia de marcha contínua entre el vástago de fresa y la fresa por mediode una herramienta-vástago.
Material de corteEspessuras de aparas pequenas e materiais de disco dentados duros exigem muito à tenacidade das arestas de corte. Como material de corte para fresas de torneamento são utilizados me-tais duros dos grupos ISO K 05 a K 15.
Tipos de construçãoDependendo do tamanho do módulo e dos requisitos de exati-dão, pode distinguir-se entre três tipos de construção de fresas de torneamento:
◼ Metal duro até módulo 4 LMT Fette nº cat. 2028
◼ Enxertos de metal duro soldados para módulo > 4, LMT Fette nº cat. 2129
◼ Enxertos descartáveis de metal duro a partir de módulo 5, LMT Fette nº cat. 2153
Um tipo especial das construções indicadas é a fresa de tornea-mento com exertos descartáveis de metal duro. Nesse tipo de fresa não é necessário um desbaste. Apenas os enxertos que atingirem o desgaste máximo são voltados ou trocados.
Compreende-se que uma fresa com segmentos de dentados e enxertos descartáveis não tem a exatidão como uma fresa de metal duro inteiriço. Deste modo, a fresa com enxertos descartá-veis é apropriada para a pré-usinagem de desbaste.
Maioritariamente as fresas de torneamento são produzidas como fresas de perfuração. Fresas de torneamento de metal duro inteiriço são produzidas devido a razões técnicas com ranhura transversal simples ou dupla. Em geral, para fresas de engrenagens de alta qualidade deve escolher uma perfuração com ranhura transversal em vez de ranhura longitudinal. Uma perfuração exata sem ranhura longitudinal é mais fácil de fabricar e permite também uma melhor circulação da fresa na máquina de fresagem. Para alta exatidão, pode também ser compensado, através de uma ferramenta de haste, o desvio de circulação entre mandril e fresa.
–γ
λs
vc
–γ = Ángulo de viruta de cabeza Ângulo de corte do cabeçoteλs = Ángulo de inclinación del filo de flanco Ângulo de inclinação da aresta de corte dos flancosvc = Velocidad de corte Velocidade de corte

www.lmt-tools.com 37
Clases de calidadEn general, las fresas madre de desbarbado son producidas en lacategoría de calidad AA según DIN 3968. En caso necesario, las formas de construcción de metal duro macizo y con placas de metal duro soldadas también pueden ser producidas en la cate-goría de calidad AAA (el 75 % de las tolerancias de AA).
Usual es la versión con una forma de flanco alta en la fresa madrepara alcanzar un reducido bombeado de altura en la herramienta.
Preparación del fresado de desbarbado sin finLa demasía de mecanizado depende del tamaño de módulo y la deformación de temple. Según las experiencias queda entre 0,15 y 0,30 mm/flanco en el sector de módulo 2 a 10.
Hay que fresar el fondo de diente primeramente hasta tal pro-fundidad que posteriormente la cabeza de diente de la fresa desbarbadora sin fin no lo corte.
LMT Fette recomienda el empleo de fresas madre con protube-rancia, como p. ej. LMT Fette no. cat. 2026.
La dureza del engranaje será limitada para el proceso desbarba-dorodado en HRC 62 +2.
Velocidad de corteLa velocidad de corte depende del tamaño de módulo y de la dureza de la rueda dentada. Como valor tipo para módulo 30 se puede indicar una velocidad de corte de 36 m/min y para módulo 2 una de 110 m/min.
Para los módulos pequeños también son posibles unos valoresmás altos entre 140 y 160 m/min. Sin embargo, estas velocidadesde corte tan altas perjudican al tiempo de mecanizado de la fresamadre de desbarbado y las influencias en la estructura de laherramienta son más frecuentes.
ClassesFresas de engrenagens são normalmente produzidas em classe AA conforme DIN 3968. Se necessário, podem ser fabricados de metal duro inteiriço com enxertos de metal duro soldados na classe AAA (75 % das tolerâncias de AA).
Normalmente, utilizam-se flancos ocos na fresa de engrenagens para que na peça exista uma espessura em altura reduzida.
Preparação para a fresagem de torneamentoA usinagem depende do tamanho do módulo e da dureza. Para a área do módulo 2 a 10 essa é de 0,15 e 0,30 mm/flanco.
A base do dentado deve ser fresado com uma profundidade sufi-ciente para que o cabeçote do dentado da fresa de torneamento não o corte posteriormente.
LMT Fette aconselha utilizar fresas de engrenagens com protube-rância por ex., LMT Fette nº cat. 2026.
A dureza do dentado deve ser limtada para o processo de tor-neamento em HRC 62 +2.
Velocidade de corteA velocidade de corte depende do tamanho do módulo e da du-reza do disco dentado. Como valor indicativo, pode ser escolhido para o módulo 30, uma velocidade de corte de 36 m/min e para módulo 2 de 110 m/min.
Para os módulos mais pequenos são também possíveis valores superiores de 140 e 160 m/min. Essas altas velocidades de corte diminuem, no entanto, a vida útil da fresa de torneamento e po-dem ocorrer frequentemente problemas na estrutura da peça.
Fresa madre de desbarbado de metal duro macizoFresas de engrenagens de metal duro inteiriço
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com38
Fresa madre de cepillarFresas de torneamento
Para durezas de útil a partir de HRC 62 se limitará la velocidad decorte primeramente a 70 m/min. Posteriormente será optimizadasegún el resultado de fresado y la cantidad de mecanizado de laherramienta.
AvanceLa profundidad de las marcas de avance influyen en la estructura de las superficies mecanizadas con fresas madre. La profundidad de las marcas de avance aumenta de segundo grado con el valor del avance. Por ello hay que diferenciar entre los avances para el acabado de corte y el primer corte:
Valores tipo para el avance:
Para el acabado de corte:1,5 a 2 mm/revolución
Para el primer corte:Hasta 4 mm/revolución
Proceso de sincronismoPara el fresado desbarbador sin fin tiene preferencia la marcha igual porque con este procedimiento se obtiene el mejor tiempo de mecanizado de las fresas madre de desbarbado.
Eliminación de capa por flancoConsiderando el tiempo de mecanizado de las fresas madre serecomienda no eliminar más de 0,15 ÷ 0,20 mm/flaco en un corte.
En caso de altas exigencias de calidad hay que trabajar con varios pasos de fresado. Para el último corte se procurará una eliminación de 0,1 mm/flanco para la más mínima influencia en la estructura del material de la rueda dentada.
RefrigeraciónAl refrigerar intensamente en el fresado sin fin la herramienta, elútil, la suspensión y la máquina con los aceites de corte usuales,se reducen los valores de error dependientes de temperaturas y au-menta la vida de mecanizado de las fresas madre de desbarbado.
Para durezas de peça a partir de HRC 62 deve limitar a velocida-de de corte a 70 m/min. A velocidade pode depois ser otimizada dependendo do resultado da fresagem e das peças produzidas.
AvançoA estrutura das superfícies usinadas com fresas de engrena-gens é influenciada pela profundidade das marcas de avanço. A profundidade das marcas de avanço aumenta progressivamente com o tamanho do avanço. Por isso, deve distinguir entre avan-ços para o corte final e pré-corte.
Valores de referência do avanço:
Para corte final:1,5 a 2 mm/rotação da ferramenta
Para pré-corte:até 4 mm/rotação da ferramenta
Avanço paraleloA fresagem de torneamento com avanço paralelo é preferido por que com esse procedimento a vida útil das fresas de torneamen-to é maior.
Desgaste por flancoDurante o corte a fresa não deve ser desgastada mais de 0,15 ÷ 0,20 mm/flanco, para aumentar a vida útil.
Se pretender uma qualidade alta, deve fresar em várias etapas. No último corte deve desgastar 0,1 mm/flanco para não influen-ciar a estrutura do material do disco dentado.
RefrigeraçãoAtravés da refrigeração intensiva da ferramenta, peça, fixação e da máquina com os líquidos de refrigeração, os erros de corte são reduzidos e a vida útil das fresas de torneamento á aumen-tada.
Fresa madre de desbarbado conplaquitas intercambiables soldadasFresas de torneamento com enxertos descartáveis de metal duro
Fresa madre de desbarbado conplacas de metal duro soldadasFresas de torneamento com barras de metal duro soldados
Fresa madre de desbarbado conplacas de metal duro soldadasFresas de torneamento com enxertos de metal duro soldados
www.lmt-tools.com 39
Ancho de marca de desgasteEl ancho de marca de desgaste en las fresas madre de desbarba-do no alcanzará más de 0,15 mm.
Con un aumentado ancho de marca de desgaste suben las fuer-zas de corte. Las virutas muy finitas originan un desplazamiento de los filos de fresa madre.
Las posibles consecuencias son:Pérdidas de calidad, roturas en los filos de metal duro, y cambios indebidos de estructura por procesos de arranque y postemple en las ruedas dentadas.
Desgaste permanente mediante shiftEl desgaste se produce únicamente en los flancos de diente de las fresas madre de desbarbado. Las marcas de desgaste son re-lativamente cortas y siguen el recorrido de las líneas de engrane.
Mediante shift, es decir el desplazamiento de la fresa paso por paso en dirección del eje después del fresado de una rueda o más ruedas apiladas, el desgaste es distribuido regularmente por los filos de flanco y la longitud total de filo de la fresa. Este pro-ceso es más fácil, si la máquina fresadora está equipada con un dispositivo shift sincronizado que proporciona un giro adicional de la mesa de la máquina cuando se desplaza el carro tangencial. La posición relativa del paso de fresa madre hacia el engranaje se mantiene como ajustado en el centrado.
Largo de mecanizadoEl largo de mecanizado de la fresa madre es igual a la suma de las longitudes de todos los dientes del útil fresados entre dos afilados de precisión de la fresa.
Para el cálculo del tiempo de mecanizado, de necesidades deherramienta, de gastos parciales de herramienta, etc. se basa en el largo de mecanizado por cada diente de fresa. Depende deltamaño de módulo y la dureza del engranaje a mecanizar. Por experiencia, el largo de mecanizado en el fresado desbarbador sin fin queda entre 2 y 4 m por diente de fresa.
Calidad de engranajeLa calidad de engranaje en el fresado desbarbador sin fin depen-de del conjunto de numerosos componentes y parámetros, como son:
◼ Fresa madre de desbarbado (material de corte, afilado exacto, precisión suficiente)
◼ Sólida máquina fresadora sin fin ◼ Suspensión estable de fresa madre y útil ◼ Dimensionado de fresa madre con marcha contínua de la más
alta precisión ◼ Ajuste exacto ◼ Selección correcta de velocidad de corte, avance y elimina-
ción de capa por flanco ◼ Observación del max. ancho de marca de desgaste ◼ Material, preparación y termotratamiento de los útiles
Largura de desgasteA largura de desgaste nas fresas de torneamento não deve ser superior 0,15 mm.
Se aumentar a largura do desgaste também aumenta a carga do corte. Em caso de aparas finas, as arestas de corte são desvia-das.
As consequências podem ser:Perda de qualidade, quebras nas arestas de corte de metal duro e modificações não permitidas devido a durezas nos dentados.
Desgaste uniforme através de ShiftO desgaste apenas ocorre nos flancos do dentado das fresas de torneamento. As marcas de desgaste são curtas e seguem as linhas de entradas.
Através do Shift, ou seja, através do avanço por etapas da fresa em direção do eixo depois da fresagem de um disco, o desgaste é distribuído de modo uniforme sobre as arestas de corte dos flancos e em todo o comprimento da fresa. Esse processo é ain-da facilitado se a máquina de fresagem estiver equipada com um dispositivo de sincronização Shift. Esse mecanismo permite uma rotação auxiliar da mesa quando o carro tangencial for ativado. A posição relativa do caminho da fresa no dentado permanece na mesma posição da centralização.
Comprimento de peçaO comprimento de peça de um fresa de engrenagens correspon-de à soma dos comprimentos de todos dentados fresados entre dois desbastes da fresa.
Para calcular a vida útil, quantidade de ferramentas, custos de ferramentas, etc. é necessário o comprimento de peça por den-tado da fresa. Essa depende do tamanho do módulo e da dureza do entado a ser usinado. Normalmente o comprimento de peça na fresagem de torneamento é de 2 e 4 m por dentado da fresa.
Qualidade do dentadoA qualidade do dentado na fresagem de torneamento depende de uma gama de componentes e parâmetros como:
◼ Fresa de torneamento (material de corte, desbaste, exatidão) ◼ Máquina de fresagem estável, fixação exata e estável da fresa
de engrenagens e da peça ◼ Fresas de engrenagens circulares com alta precisão centradas ◼ Seleção correta de velocidade de corte, avanço e desgaste
por flanco ◼ Observação da largura máxima de desbaste ◼ Material, usinagem e tratamento térmico das peças
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com40
Fresa madre de cepillarFresas de torneamento
La máquina fresadora sin fin produce tolerancias de líneas diver-soras y de flanco.
La forma de perfil depende principalmente de la calidad de las fresas madre. Los parámetros de corte, la dureza de los útiles, y el estado de desgaste de las fresas intervienen sobre todo en las fuerzas de corte que tienen efectos reactivos en la herramienta y la máquina y, de esa manera, también determinan la calidad de engranaje.
Provisionando unas buenas condiciones y escrupulosa operación es alcanzable la calidad de engranaje 6 según DIN 3962 con una aspereza de superficie de Rt = 1 a 2 μm.
Máquina fresadora sin finPor regla general, también las máquinas fresadoras sin fin convencionales sirven para el fresado desbarbador sin fin. Lo decisivo es siempre el estado de la máquina.
Es importante mantener lo más bajo posible el juego en el roda-miento axial del husillo de fresa y en el accionamiento de mesa yavance.
Las máquinas fresadoras sin fin modernas son equipadas con accionamiento de mesa de dos ejes, o suspensión de mesa hidráulica, husillo con bolas circulantes para el avance axial y rodamiento axial presujetado de husillo de fresa y ofrecen las me-jores condiciones para una buena calidad de engranaje. También son importantes los dispositivos para el centrado automáticoy para el shift sincrono.
Mantenimiento de lafresa madre de desbarbadoLa fresa madre de desbarbado será afilada al llegar a un ancho de marca de desgaste de 0,15 mm. El afilado se efectúa median-te muelas diamantadas en proceso de corte pendular o afilado profundo.
El ángulo de viruta de cabeza negativo condiciona el ajuste ex-céntrico de la muela afiladora. La medida para el ajuste del disco afilador depende del respectivo diámetro de fresa. Figura en el diagrama para afilar la fresa adjunto a cada fresa.
Las superficies de viruta serán afiladas a profundidad de las asperezas para evitar mellas y microroturas en los cantos de filo observándose las tolerancias prescritas según DIN 3968 en cuanto se refiere a las ranuras de viruta.
Desvios de linhas de separação e flancos são provocados pela máquina de fresagem.
A forma de perfil depende muito da qualidade das fresas de engrenagens. Os parâmetros de corte, a dureza das peças e o estado de desgaste das fresas influenciam as forças de corte, na ferramenta e máquina e determinam assim a qualidade do dentado.
Se existirem condições ótimas e se trabalhar cuidadosamente, pode ser alcançada a qualidade do dentado 6 conforme DIN 3962 com uma rugosidade de superfície de Rt = 1 a 2 μm.
Máquina de fresagemNormalmente as máquinas de fresagem convencionais também são apropriadas para a fresagem de torneamento. O estado da máquina é importante.
É importante que o intervalo do rolamento axial da árvore de fresagem e do avanço da mesa seja o mais pequeno possível.
Claro que as máquinas de fresagem modernas com transmissão de mesa de duplo parafuso sem fim ou fixação hidráulica, com árvore de esfera circular para o avanço axial e suporte axial da árvore de fresagem têm condições otimizadas para um bom resultado de dentados. Importantes são também os mecanismos para centralização automática e para Shift sincronizado.
Manutenção da fresa de torneamentoA fresa de torneamento deve ser desbastada quando atingir uma largura de desgaste de 0,15 mm. O desbaste é efetuado com discos de diamante no modo de desbaste pendural ou em profundidade.
Devido ao ângulo de corte negativo o disco de desbaste não está centrado. A medida para definição do disco de desbaste depen-de do diâmetro da fresa. Essa pode ser consultada no diagrama de desbaste da fresa.
As áreas devem ser desbastadas superficialmente para evitar bisel e quebras microscópicas nas arestas de corte. Devem ser respeitadas as tolerâncias conforme DIN 3968, dos canais.

www.lmt-tools.com 41
Tabla de afilado para fresas madre de cepillar con placas reversibles de metal duroTabela de desbaste para fresas de torneamento com enxertos descartáveis de metal duro
N.º de ident.Nº ID
N.º de dibujoNº desenho
4-84216
N.º de fresa:Nº fresa:
R2160 N.º de herramienta:Nº ferramenta:
IM155139
Módulo:Módulo:
3,27742 Ángulo de engrane:Ângulo de pressão:
25°
Carrera:Curso:
4,45 Altura del diente:Altura de dentado:
8,2
Número de ranuras de desprendimiento:Número de canais:
12
Ø exterior (valor real):Exterior-Ø (medida real):
79,875 u (valor real):u (medida real):
–13,681
Longitud de la cabeza del diente (valor real):Comprimento cabeçote dentado-Ø (medida real):
7
L u Da0 L u Da07 –13,681 79,875 1,554 –13,261 77,5356,859 –13,67 79,815 1,416 –13,25 77,4756,717 –13,66 73,755 1,278 –13,239 77,4156,576 –13,649 79,695 1,141 –13,229 77,3556,435 –13,638 79,635 1,003 –13,218 77,2956,294 –13,627 79,575 0,866 –13,207 77,2356,153 –13,617 79,5156,013 –13,606 79,4555,872 –13,595 79,3955,731 –13,685 79,3355,591 –13,574 79,2755,45 –13,563 79,2155,31 –13,552 79,1555,163 –13,542 79,0955,029 –13,531 79,0354,889 –13,52 78,9754,749 –13,509 78,9154,609 –13,439 78,8554,469 –13,488 78,7954,329 –13,477 78,7354,19 –13,466 78,6754,05 –13,456 78,6153,911 –13,445 78,5553,771 –13,434 78,4953,632 –13,423 78,4353,493 –13,412 78,3753,354 –13,402 78,3153,275 –13,391 78,2553,076 –13,38 78,1952,937 –13,369 78,1352,738 –13,358 78,0752,66 –13,348 78,0152,521 –13,337 77,9552,382 –13,326 77,0952,244 –13,315 77,8352,106 –13,304 77,7751,963 –13,294 77,7151,83 –13,283 77,6551,692 –13,272 77,595
–u
L = Longitud de la cabeza del diente Tooth length at tooth tip u = Spanflächenabstand Cutting face offset Da0 = Fräserdurchmesser Cutter diameter
L
Da0
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

www.lmt-tools.com42
Fresa madre de cepillarFresas de torneamento
l1
l3
d1 d2
No. cat. Número no catálogo 2028
m d1 l3 l1 d2 z Ident No.2 80 100 120 32 15 23528902,5 80 100 120 32 15 23528913 90 100 120 40 15 23528923,5 100 120 140 40 15 23528934 100 120 140 40 15 4021516
20°α RH Relief
groundSolidCarbide
AL2Plus
DIN3968AA
SpecialBP
1) Perfil de referencia ha0 =1,15 · m, ρa0 = 0,1 · m Perfil ha0 = 1,15 · m, ρa0 = 0,1 · m
1)

www.lmt-tools.com 43
l2
l3
d1 d2
No. cat. Número no catálogo 2129
m d1 l3 l1 d2 z Ident No.4,5 130 130 150 40 12 12231355 130 130 150 40 12 12231395,5 160 140 160 50 12 12231376 160 140 160 50 12 12231467 170 140 160 50 12 12231558 170 150 170 50 12 12231649 180 150 170 50 12 1223173
10 190 160 180 50 12 122318211 220 180 200 60 12 122319112 220 190 210 60 12 122320813 240 200 220 60 12 122325314 250 220 240 60 12 122321715 250 230 250 60 12 122326216 260 240 260 60 12 122322617 260 250 270 80 12 122327118 270 270 290 80 12 122323519 270 280 300 80 12 122329020 280 290 310 80 12 1223244
Car-bide
DIN3968AA
SpecialBP
Fresa madre de cepillar con placas de metal duro soldadasFresas de torneamento com enxertos de metal duro soldados
20°α RH Relief
ground
1) Perfil de referencia ha0 =1,15 · m, ρa0 = 0,1 · m Perfil ha0 = 1,15 · m, ρa0 = 0,1 · m
1)
Wäl
zfrä
ser f
ür S
tirnr
äder
Har
tmet
all
Carb
ide
hobs
for s
pur g
ears

SISTEMAS SISTEMAS DE HERRA-DE HERRA-SISTEMAS DE HERRA-SISTEMAS MIENTASDE HERRA-MIENTASDE HERRA- CHAMFERCUTMIENTAS CHAMFERCUTMIENTASSISTEMAS DE FERRAMENTAS CHAMFERCUTSISTEMAS DE FERRAMENTAS CHAMFERCUT CHAMFERCUTSISTEMAS DE FERRAMENTAS CHAMFERCUTSISTEMAS DE FERRAMENTAS

www.lmt-tools.com 45
Sistemas de herramientas, ChamferCutSistemas de ferramentas, ChamferCut
46 ChamferCut – Desbarbado rápido y económicoChamferCut – chanfragem rápida e econômica
49 Formulario de solicitud de informaciónFormulário de pedido
Sist
emas
de
herr
amie
ntas
Cha
mfe
rCut
Sist
emas
de
ferr
amen
tas
Cham
ferC
ut

www.lmt-tools.com46
Después del proceso de fresado del engranaje se nos plantea el problema del desbarbado de las piezas de trabajo.Para el achaflanado de ruedas dentadas, actualmente se aplican en la industria diferentes métodos como reparar y repasar por laminación, presión, corte o manualmente. Estos métodos re-quieren máquinas e instalaciones separadas y, por lo tanto, son caros y muy laboriosos.
Para ahorrar tiempo y gastos al desbarbar, LMT Fette ha desarrollado el ChamferCut. Todas las herramientas para el engranaje y el desbarbado están fijadas en un mandril. Después de haber producido el engrana-je con una fresa madre de LMT Fette, es el turno de LMT Fette ChamferCut, que se encuentra en el mismo mandril de sujeción.
Depois da fresagem do dentado existe o problema da chanfragem das peças.Para a chanfragem de discos dentados, existem vários pro-cessos na indústria como, rolamento, pressão, corte e manual. Esses métodos precisam de instalações e máquinas separadas e são dispendiosos e caros.
Para economizar tempo e dinheiro na chanfragem, a LMT Fette desenvolveu o ChamferCut. Todas as ferramentas para dentados e chanfragem estão fixadas em um único espinho. Depois da fabricação do dentado com uma fresa de engrenagens LMT Fette, é utilizado o LMT Fette ChamferCut no mesmo espinho.
ChamferCut – Desbarbado rápido y económicoChamferCut – Chanfragem rápida e econômica

www.lmt-tools.com 47
Dos herramientas ChamferCut para un desbarbado óptimo.El primer ChamferCut se encarga del desbarbado en el lado superior, creando un achaflanado uniforme en el borde frontal. A continuación, el segundo ChamferCut se encarga del desbarbado en el lado inferior. El resultado es una rueda dentada achaflanada que ya no se tiene que repasar.
Todo el achaflanado con el LMT Fette ChamferCut se puede controlar óptimamente por medio de un software para máquinas de tallado de engranajes. Consulte a su proveedor de máquinas para obtener más información al respecto.
ChamferCut está patentado.
Duas ferramentas ChamferCut para uma chanfragem otimizada.O primeiro ChamferCut efetua a chanfragem na superfície e cria uma chanfragem uniforme da aresta. Depois o segundo Cham-ferCut efetua esse etapa na parte inferior. O resultado é um disco dentado chanfrado que não precisa mais ser pós-usinado.
A chanfragem completa com LMT Fette ChamferCut pode ser controlada com um Software de máquina de dentados. Para isso, contate o seu fornecedor de máquinas.
ChamferCut está patenteado.
Análisis del valor de corte Análise valor de corteDatos de la pieza de trabajo Dados da peçaMódulo normal mnMódulo normal
1,5
Número de dientes de la rueda Número de dentados do disco
30
Ángulo de inclinación βÂngulo de hélice β
20°
Datos de la fresa madre Dados da fresa de engrenagensØ exteriorExterior-Ø
70
Número de espiras en el rodilloNúmero de entradas
4
Tiempo útil Tempo principalTiempo útil durante el achaflanado/ladoTempo principal na chanfragem/página
5,28 sec
Para la aplicación de ChamferCut, consulte nuestra página web www.lmt-tools.de, véanos en YouTubeChamferCut-Anwendung ver www.lmt-tools.de, watched us on YouTube
Sist
emas
de
herr
amie
ntas
Cha
mfe
rCut
Sist
emas
de
ferr
amen
tas
Cham
ferC
ut

www.lmt-tools.com48
Achaflanado económico de ruedas dentadas con LMT Fette ChamferCut
◼ Tallar engranajes y desbarbar en una sola máquina ◼ Todas las herramientas están fijadas en un mandril ◼ Un software de tallado de engranajes controla el proceso de
fabricación ◼ No es necesario ningún trabajo de repaso manual o mecánico ◼ No se requieren máquinas y herramientas adicionales para el
desbarbado ◼ Alta calidad ◼ Vida útil prolongada
Chanfragem econômica de discos dentados com o LMT Fette ChamferCut
◼ Dentados e chanfragem na mesma máquina ◼ Todas as ferramentas são fixadas em um espinho ◼ Software de corte para o processo de acabamento ◼ Sem pós-usinagem manual ou com máquina ◼ Não são necessárias máquinas e ferramentas adicionais para
a chanfragem ◼ Alta qualidade ◼ Vida útil longa
La innovación en las herramientas de tallado de engranajes.Desbarbar rápida y económicamente con ChamferCut en pocos segundosA inovação em ferramentas de dentados.Chanfragem rápida e econômica com ChamferCut em poucos segundos
Optimizar la fabricación de ruedas dentadas con LMT Fette ChamferCutLMT Fette ChamferCut es fabricado según los requisitos especia-les de su producción. Por favor, indíquenos los parámetros de-seados para sus productos y nosotros le elaboraremos una oferta para una fresa madre y el LMT Fette ChamferCut.Por favor, anote todos sus datos y su dirección y envíenos el formulario.
Com LMT Fette ChamferCut otimizar a produção de dentadosLMT Fette ChamferCut é fabricado conforme os requisitos espe-ciais da sua produção. Nos diga os parâmetros pretendidos para seus produtos e nós criamos uma oferta para fresa de engrena-gens e o LMT Fette ChamferCut.
Favor introduza seus dados e remetente e nos envie o formulário.

Para el cálculo de la fesa madre desbarbadora necesitamos los siguientes datosPara calcular a fresa de engrenagens de chanfragem precisamos das seguintes informações
Las posibilidades de uso del ChamferCut dependen del espacio disponible en la dentadora de fresa madre.
Condicionadas por el procedimiento, las siguientes condiciones son válidas:
◼ Para la superficie frontal superior e inferior del engranaje se requieren dos ChamferCut, uno para cada superficie.
◼ Para el diámetro „d“ del ChamferCut se puede suponer el diámetro de la fresa madre para el engranaje.
◼ Para la distancia „h“ del ChamferCut se puede suponer un valor de 0,3 x d.
◼ La distancia „a“ entre el eje de la rueda y el eje del Chamfer-Cut se obtiene del siguiente modo:
a ≈ √_______________
(( d __ 2
)2 – h2) + df __
2
Bajo las condiciones descritas se tiene que comprobar si se puede descartar una colisión con el dispositivo de sujeción o si se puede adaptar el dispositivo de sujeción a los requisitos.
As possibilidades de utilização do ChamferCut são determinadas pelas condições do espaço na máquina de fresagem.
São necessários os seguintes requisitosfor the procedure: ◼ Para a área inferior e superior do dentado são necessários
dois ChamferCut. ◼ O diâmetro „d“ do „ChamferCut“ pode ser aplicado conforme
o diâmetro da fresa de engrenagens para o dentado. ◼ A distância „h“ do ChamferCut pode ser de 0,3 x d. ◼ A distância „a“ entre o eixo do disco e eixo do ChamferCut é
a seguinte:
a ≈ √_______________
(( d __ 2
)2 – h2 ) + df __
2
Nas condições descritas deve verificar se, não existe perigo de colisão com o mecanismo de fixação e se o mecanismo de fixa-ção pode ser ajustado aos requisitos necessários.
„df“ ist der Fußkreisdurchmesserder Verzahnung.
„df“ = the root diameter of the gear.
d
a
df
h
h
Elemento de fijación 1
Elemento de fixação 1
Elemento de fijación 2
Elemento de fixação 2
Rueda dentada Disco dentado
Ø c
Ø a
ChamferCutChamferCut
Datos de la rueda Dados do disco
Módulo normal:Módulo normal:
Ángulo de engrane:Ângulo de pressão:
Diámetro del círculo del pie:Diâmetro do pé:
Sobreespesor de mecanizado(sobremedida por flanco):Adição da usinagem(Medida por flanco):
Dirección del flanco (dcha./izq.):Direção do flanco (D/E):
Número de dientes de medición:Medição dentado:
Diámetro del círculo de la cabeza:Diâmetro do cabeçote:
Ángulo de inclinación:Ângulo de hélice:
Anchura de diente:Largura dentado:
O Ou
Dimensión diametral entre bolas:Controlo diametral da esfera:
Diámetro de bola, diámetro de rodillo:Diâmetro da esfera e rolo:
Anchura de diente:Largura dentado:
Elementos de fijación Clamping elements
Diámetro de fijación a:Diâmetro do pé a:
Diámetro de fijación c:Diâmetro do pé c:
N.º de ident. de laherramienta de tallado de engranajes:Nº ID daferramenta de dentado:
Formulario de solicitud de información
Formulário de pedido
CalleRua
Código postal/PoblaciónLocal
EmpresaEmpresa
N.º de clienteNº cliente
NombreNome
FechaData
Rellenar el formulario y enviarlo a: Preencher formulário e enviar para: [email protected]
LMT Tool Systems GmbHHeidenheimer Strasse 84 · 73447 OberkochenTeléfono +49 7364 9579-0 · Telefax +49 7364 [email protected] · www.lmt-tools.com
LMT Fette Werkzeugtechnik GmbH & Co. KGGrabauer Strasse 24 · 21493 SchwarzenbekTeléfono +49 4151 12 - 0 · Telefax +49 4151 [email protected] · www.lmt-fette.com
Sist
emas
de
herr
amie
ntas
Cha
mfe
rCut
Sist
emas
de
ferr
amen
tas
Cham
ferC
ut

FRESAS FRESAS MADREFRESAS MADREFRESAS PARA RUEDAS DE CADENA, POLEAS MADRE PARA RUEDAS DE CADENA, POLEAS MADRE PARA CORREAS DENTADAS, PARA RUEDAS DE CADENA, POLEAS PARA CORREAS DENTADAS, PARA RUEDAS DE CADENA, POLEAS ENGRANAJES ENCHUFABLES PARA CORREAS DENTADAS, ENGRANAJES ENCHUFABLES PARA CORREAS DENTADAS, FRESAS DE ENGRENAGENS PARA ENGRANAJES ENCHUFABLES FRESAS DE ENGRENAGENS PARA ENGRANAJES ENCHUFABLESDISCOS DE CORRENTE, DISCOS DE FRESAS DE ENGRENAGENS PARA DISCOS DE CORRENTE, DISCOS DE FRESAS DE ENGRENAGENS PARA CORREIAS DENTADAS, DENTADOSENDISCOS DE CORRENTE, DISCOS DE CORREIAS DENTADAS, DENTADOSENDISCOS DE CORRENTE, DISCOS DE

www.lmt-tools.com 51
Fresas madre para ruedas de cadena, poleas para correas dentadas, engranajes enchufablesFresas de engrenagens para discos de correntes, discos de correias dentadas e dentados
52 Fresas madre para engranajes de cadenaFresas de engrenagens para discos de corrente dentada
53 Fresas madre para poleas de correas dentadas SynchroflexFresas de engrenagens para discos de correias dentadas Synchroflex
54 Fresas madre para poleas de correas dentadas con flancos evolventesFresas de engrenagens para discos de correias dentadas com flancos envolventes
55 Fresas madre para ejes dentados con flancos evolventesFresas de engrenagens para dentados ondulados com flancos envolventes
57 Fresas madre para ejes dentados con flancos rectos para flancos de pieza de trabajo arqueadosFresas de engrenagens para árvore estriada com flancos lineares para flancos da peça elipsoidais
Fres
as m
adre
par
a ru
edas
de
cade
na, p
olea
s pa
ra c
orre
as d
enta
das,
eng
rana
jes
ench
ufab
les
Fres
as d
e en
gren
agen
s pa
ra d
isco
s de
cor
rent
es, d
isco
s de
cor
reia
s de
ntad
as e
den
tado
s
abre
viar
, por
favo
rac
orta
r alg
o, ¡P
or fa
vor!

www.lmt-tools.com52
Fresas madre para engranajes de cadenaFresas de engrenagens para discos de corrente dentada
l2
l3
d1 d2
No. cat. Número no catálogo: 2301
PasoSeparação
Ø Rodillo/manguitoRolos/bobinas-Ø d1 l1 d2 z Ident No.
5 3,2 56 38 22 12 12262046 4 56 38 22 12 12262138 5 63 38 27 12 12262319,525 6,35 70 46 27 12 1226268
12,7 7,92 80 56 32 12 122628612,7 7,75 80 56 32 12 122628612,7 7,77 80 56 32 12 122628612,7 8,51 80 56 32 12 122629515,875 10,16 90 69 32 10 122630219,05 11,91 100 88 32 10 122632019,05 12,07 100 88 32 10 122632025,4 15,88 110 108 40 10 122633931,75 19,05 125 133 40 10 122635738,1 22,23 140 150 40 10 122636638,1 25,4 140 150 40 10 122637544,45 25,4 160 170 50 9 122638444,45 27,94 160 170 50 9 122639350,8 28,58 170 190 50 9 211164050,8 29,21 170 190 50 9 122641963,5 39,37 190 235 50 9 211018963,5 39,68 190 235 50 9 211018976,2 47,63 225 290 60 9 211018876,2 48,26 225 290 60 9 2108994
RH1 Reliefground
KHSS-E
SpeedCore
HSS-PM
AL2Plus
DIN8196
DIN8187
DIN8188
1) a petición a pedido
1) 1) 1)

www.lmt-tools.com 53
Fresas madre para poleas de correas dentadas SynchroflexFresas de engrenagens para discos de correias dentadas Synchroflex
l2
l3
d1 d2
No. cat. Número no catálogo: 2342
PasoSeparação
Ámbito no. dientesÁrea de dentados d1 l3 l1 d2 z Ident No.
T 2,5 se 12– 20 50 25 31 22 14 1228006T 2,5 21– 45 50 25 31 22 14 1228015T 2,5 46– 80 50 25 31 22 14 1228024T 5 se 10– 14 56 32 38 22 14 1228033T 5 se 15– 20 56 32 38 22 14 1228042T 5 21– 50 56 32 38 22 14 1228051T 5 51–114 56 32 38 22 14 1228060T 10 se 12– 15 70 50 56 27 14 1228079T 10 se 16– 20 70 50 56 27 14 1228088T 10 21– 45 70 50 56 27 14 1228097T 10 46–114 70 50 56 27 14 1228104T 20 se 15– 20 90 80 88 32 14 1228113T 20 21– 45 90 80 88 32 14 1228122T 20 46–119 90 80 88 32 14 1228131
RH1 Reliefground
KHSS-E
SpeedCore
HSS-PM
AL2Plus
DIN3968A
La forma de espacios entre dientes „se“ se aplica hasta 20 dientes incl., para más de 20 dientes = perfil normal.A forma de módulo „se“ é utilizada até 20 dentados, mais de 20 dentados = Perfil normal.
ToppingSobrecorte
1) 1) 1)
1) a petición a pedido
Wäl
zfrä
ser f
ür D
IN-P
rofil
e Ho
bs fo
r DIN
pro
files

www.lmt-tools.com54
Fresas madre para poleas de correas dentadas con flancos evolventesFresas de engrenagens para discos de correias dentadas com flancos envolventes
l2
l3
d1 d2
No. cat. Número no catálogo: 2352
PasoSeparação
Ámbito no. dientesÁrea de dentados d1 l3 l1 d2 z Ident No.
0,08 MXL 10 a até 23 50 25 31 22 14 1203010ab up 24 50 25 31 22 14 2257398
1/8 XXL ab up 10 50 25 31 22 14 12030121/5 XL ab up 10 56 32 38 22 14 12283003/8 L ab up 10 70 50 56 27 14 12283191/2 H 14–19 70 63 69 27 14 12283281/2 H ab up 20 70 63 69 27 14 12283377/8 XH ab up 18 100 80 88 40 14 1228346
11/4 XXH ab up 18 115 100 108 40 14 1228355
1) a petición a pedido
RH1 Reliefground
KHSS-E
SpeedCore
HSS-PM
AL2Plus
DIN3968A
DINISO5294
1) 1) 1)
ToppingSobrecorte

www.lmt-tools.com 55
Fresas madre para ejes dentados con flancos evolventesFresas de engrenagens para dentados ondulados com flancos envolventes
l2
l3
d1 d2
No. cat. Número no catálogo: 2472
m d1 l3 l1 d2 z Ident No.0,6 50 25 31 22 14 12339190,8 50 25 31 22 14 12339281 50 25 31 22 14 12339371,25 50 25 31 22 14 12339461,5 56 32 38 22 14 12339552 63 40 46 27 14 12339642,5 70 50 56 27 14 12339733 70 50 56 27 14 12339824 80 63 69 32 14 12339915 90 70 78 32 14 12340086 100 80 88 32 14 12340178 115 100 108 40 14 1234026
10 125 130 138 40 14 1234035
1) a petición a pedido
30°α RH1 Relief
groundKHSS
-ESpeedCore
HSS-PM
AL2Plus
DIN3968A
DIN5480
1) 1) 1)
Wäl
zfrä
ser f
ür D
IN-P
rofil
e Ho
bs fo
r DIN
pro
files

www.lmt-tools.com56
Fresas madre para ejes dentados con flancos evolventesFresas de engrenagens para dentados ondulados com flancos envolventes
l2
l3
d1 d2
No. cat. Número no catálogo: 2452
m
Medida nominalarboles dentados
Dimensão nominal do dentado ondulado d1 l3 l1 d2 z Ident No.
1,6 15 x 12 56 32 38 22 12 12330181,6 17 x 14 56 32 38 22 12 12330181,6 18 x 15 56 32 38 22 12 12330181,6 20 x 17 56 32 38 22 12 12330181,6 22 x 19 56 32 38 22 12 12330181,6 25 x 22 56 32 38 22 12 12330181,75 28 x 25 56 32 38 22 12 12330271,75 30 x 27 56 32 38 22 12 12330271,75 32 x 28 56 32 38 22 12 12330271,75 35 x 31 56 32 38 22 12 12330271,9 38 x 34 63 40 46 27 12 12330361,9 40 x 36 63 40 46 27 12 12330361,9 42 x 38 63 40 46 27 12 12330362 45 x 41 63 40 46 27 12 12330452 48 x 44 63 40 46 27 12 12330452 50 x 45 63 40 46 27 12 12330452 52 x 47 63 40 46 27 12 12330452 55 x 50 63 40 46 27 12 12330452 58 x 53 63 40 46 27 12 12330452 60 x 55 63 40 46 27 12 12330452,1 62 x 57 63 40 46 27 12 12330542,1 65 x 60 63 40 46 27 12 12330542,1 68 x 62 63 40 46 27 12 12330542,1 70 x 64 63 40 46 27 12 12330542,1 72 x 66 63 40 46 27 12 12330542,1 75 x 69 63 40 46 27 12 12330542,1 78 x 72 63 40 46 27 12 12330542,1 80 x 74 63 40 46 27 12 12330542,25 82 x 76 70 50 56 27 12 12330632,25 85 x 79 70 50 56 27 12 12330632,25 88 x 82 70 50 56 27 12 12330632,25 90 x 84 70 50 56 27 12 12330632,25 92 x 86 70 50 56 27 12 12330632,25 95 x 89 70 50 56 27 12 12330632,25 98 x 92 70 50 56 27 12 12330632,25 100 x 94 70 50 56 27 12 1233063
1) a petición a pedido
30°α RH1 Relief
groundKHSS
-ESpeedCore
HSS-PM
AL2Plus
DIN3968A
DIN5482
1) 1) 1)

www.lmt-tools.com 57
Fresas madre para ejes dentados con flancos rectos para flancos de pieza de trabajo arqueadosFresas de engrenagens para árvore estriada com flancos lineares para flancos da peça elipsoidais
l2
l3
d1 d2
No. cat. Número no catálogo: 2462
PasoSeparação
Medida nominal árboles con estria-
do triangularDimensão nominal da árvore estriada d1 l3 l1 d2 z Ident No.
0,842 7 x 8 50 25 31 22 16 12334101,01 8 x 10 50 25 31 22 16 12334291,152 10 x 12 50 25 31 22 16 12334381,317 12 x 14 50 25 31 22 16 12334471,517 15 x 17 50 25 31 22 16 12334561,761 17 x 20 56 32 38 22 16 12334652,033 21 x 24 56 32 38 22 16 12334742,513 26 x 30 56 32 38 22 16 12334832,792 30 x 34 56 32 38 22 16 12334923,226 36 x 40 56 32 38 22 16 12335083,472 40 x 44 63 40 46 27 16 12335173,826 45 x 50 63 40 46 27 16 12335264,123 50 x 55 63 40 46 27 16 12335354,301 55 x 60 63 40 46 27 16 12335444,712 60 x 65 70 50 56 27 16 12335534,712 65 x 70 70 50 56 27 16 12335534,712 70 x 75 70 50 56 27 16 12335534,712 75 x 80 70 50 56 27 16 12335534,712 80 x 85 70 50 56 27 16 12335534,712 85 x 90 70 50 56 27 16 12335534,712 90 x 95 70 50 56 27 16 12335534,712 95 x 100 70 50 56 27 16 12335534,712 100 x 105 70 50 56 27 16 12335534,712 105 x 110 70 50 56 27 16 12335534,712 110 x 115 70 50 56 27 16 12335534,712 115 x 120 70 50 56 27 16 12335534,712 120 x 125 70 50 56 27 16 1233553
1) a petición a pedido
RH1 Reliefground
KHSS-E
SpeedCore
HSS-PM
AL2Plus
DIN3968A
DIN5481
1) 1) 1)
Wäl
zfrä
ser f
ür D
IN-P
rofil
e Ho
bs fo
r DIN
pro
files

HERRA-HERRA-MIENTAS MIENTAS HERRA-MIENTAS HERRA-HERRA-MIENTAS HERRA- PARA PERFILES MIENTAS PARA PERFILES MIENTAS ESPECIALES PARA PERFILES ESPECIALES PARA PERFILES FERRAMENTAS ESPECIALESFERRAMENTAS ESPECIALES PARA PERFIS ESPECIAISFERRAMENTAS PARA PERFIS ESPECIAISFERRAMENTAS

www.lmt-tools.com 59
Herramientas para perfiles especialesFerramentas para perfis especiais
60 Fresas madre para rotores de compresorFresas de engrenagens para rotores-compressores
61 Fresas de acabado, fresas de fresado previo, para rotoresFresas de engrenagens, fresas de desbaste para rotores
62 Fresas de acabado, fresas de fresado previo, para rotoresFresas de engrenagens, fresas de acabamento para rotores
63 Fresas madre para husillos de bombaFresas de engrenagens para fusos de bomba
64 Fresas de perfil para tornillos sin fin de entradas múltiples y tornillos transportadores con perfilesFresas de perfil para parafusos sem fim multicanal e fusos com perfis especiais
65 Fresas seccionales de cremallerasFresa de cremalheira
66 Fresas madre especiales y fresas madre de ajusteFresas de engrenagens especiais
Herr
amie
ntas
par
a pe
rfile
s es
peci
ales
Ferr
amen
tas
para
per
fis e
spec
iais

www.lmt-tools.com60
Rotores son los tornillos transportadores de un compresor de hélice colocados de par en par en una carcasa.
Los conductos de tornillo entrelazantes tienen perfil simétrico o asimétrico.
Una marcha regular con buen grado de eficiencia de los rotores depende de la precisión de los perfiles de rotor.
Los buenos resultados en la fabricación de los rotores se deben alas ventajas del procedimiento del fresado sin fin:
◼ Alta precisión de piezas ◼ Reducida deformación por eliminación de virutas constante,
regular en todos los espacios ◼ Mantenimiento de la fresa madre sin problemas debido al
rectificado en las superficies de viruta
En relación con la fabriación de rotores esta tecnología está condicionada al desarrollo de procedimientos calculatorios para perfiles de rotores y fresas madre, la adaptación de los progra-mas informáticos necesarios y alto estándar de producción en el campo de las fresas madre de precisión.
Hay altas exigencias puestas en las máquinas de fresado sin fin en cuanto a rigidez, rendimiento, estabilidad térmica y precisión de posicionamiento.
El empleo con éxito de las fresas madre también depende del grado de coordinación de la forma de perfil, el juego y la distri-bución del juego entre los fabricantes de herramientas y rotores así como los constructores de rotores, dentro del margen de las posibilidades técnico-productivas. De manera que este procedi-miento permite una moderna producción económica cuya calidad y acabado dependen principalmente de la herramienta y de la máquina.
Rotores são fusos multicanais de um compressor de parafuso, que estão alocados em uma carcaça.
Os canais dos parafusos encaixados têm perfil simétrico e assi-métrico.
O funcionamento sem vibração e um bom desempenho dos roto-res dependem da exatidão dos perfis dos rotores.
Os bons resultados na fabricação de rotores resulta das vanta-gens da fresagem de engrenagens:
◼ Alta exatidão de peças ◼ Desgaste mínimo devido a remoção de aparas uniforme e
constante em todos espaços ◼ Manutenção sem problemas da fresa de engrenagens através
de desbaste das áreas de corte
Requisito para essa tecnologia relativamente à fabricação de rotores, é o desenvolvimento de processos de cálculo apropria-dos para perfis de rotores e fresas de engrenagens, a criação dos programas de cálculo necessários e um alto padrão de acaba-mento na área das fresas de engrenagens de alta precisão.
São impostos altos requisitos às máquinas de fresagem no que diz respeito à tenacidade, potência, estabilidade térmica e exatidão.
A utilização com sucesso de fresas de engrenagens depende também da forma do perfil, tamanho e distribuição do jogo entre os fabricantes de ferramentas e por outro lado do fabricante de rotores e das possibilidades de produção técnica. Deste modo, esse processo permite uma produção moderna e econômica em que a qualidade e execução dependem em primeiro lugar da ferramenta e da máquina.
Fresas madre para rotores de compresorFresas de engrenagens para rotores-compressores
Rodete auxiliarRotor secundário
Rodete principalRotor principal
Rotores en sección frontalRotores em seção transversal

www.lmt-tools.com 61
l2
l3
d1 d2
No. cat. Número no catálogo 2091
m d1 l3 l1 d2 zØ Rotor
Rotor diameterAltura de perfilProfile height
≈ 5,2 112 90 106 40 16 47/44,5 ≈ 10,2≈ 9,1 140 154 170 50 16 81,6 ≈ 17,5≈ 11,4 170 184 200 60 16 102 ≈ 22≈ 14,2 212 234 250 60 16 127,5 ≈ 27,5≈ 18,2 265 299 315 80 16 163,2 ≈ 35,5≈ 22,7 305 319 335 100 16 204 ≈ 44≈ 22,7 335 319 335 100 16 204 ≈ 44
No es posible fabricar toda clase de rotores en procedimiento defresado debido a su respectivo tamaño. Son el mismo procedi-miento arriba presentado y la maquinaria existente que determi-nan la selección de las herramientas.
LMT Fette participó preponderantemente en la introducción del proceso de fresado sin fin para la fabricación de rotores. Gracias a estas experiencias LMT Fette ofrece su asesoría competentepara todos los casos de aplicación deseada.
Ya no existen dudas sobre las ventajas del procedimiento de fresado sin fin las cuales figuran en el siguiente resumen:
◼ Producción rápida, sin problemas de rotores con buenas superficies, perfiles y pasos exactos.
◼ Las regletas de junta en la cabeza de diente y las ranuras de junta en el fondo de diente de los rotores pueden ser rodados en un solo paso de trabajo junto con los flancos.
◼ Los rotores fabricados con fresas madre pueden ser cambia-dos en todo momento gracias a su precisión constante.
◼ Mantenimiento fácil y económico de las herramientas ya que las fresas madre son afiladas solo en la superficie de viruta.
Nem todos os rotores podem ser produzidos através de fresa-gem, devido ao seu tamanho. Para além disso, outros processos estabelecidos ou os tipos de máquinas determinam a seleção de ferramentas.
LMT Fette fez parte da introdução do processo de fresagem de engrenagens para produção de rotores.Através desse conhecimento, a LMT Fette pode aconselhar você de modo competente.
As vantagens do processo de fresagem de engrenagens é indis-cutível e se resume ao seguinte:
◼ Fabricação rápida e sem problemas de rotores com boas superfícies, perfis e separações exatas.
◼ A fita de vedação no cabeçote do dentado e as ranhuras de vedação no pé dos rotores podem ser desbastadas conjunta-mente com os flancos.
◼ Os rotores produzidos com fresas de engrenagens podem ser trocados devido à sua exatidão constante.
◼ Manutenção fácil e econômica das ferramentas por que as fresas apenas são desbastadas na área de corte.
Las dimensiones son valores tipo para dimensiones de rotores con L/D = 1,65
Rogamos poner a disposición junto con su pedido los planos de útil y datos sobre el perfil de sección frontal (lista de coordenadas).
As dimensões são valores indicativos para dimensões de rotores com L/D = 1,65.
Na encomenda deve disponibilizar os desenhos dos rotores e as indi-cações do perfil da seção transversal (lista coordenadas).
Fresas de acabado, fresas de fresado previo, para rotoresFresas de engrenagens, fresas de desbaste para rotores
RH1 HSS-PM
AL2Plus
1)
Herr
amie
ntas
par
a pe
rfile
s es
peci
ales
Ferr
amen
tas
para
per
fis e
spec
iais

www.lmt-tools.com62
l2
l3
d1 d2
No. cat. Número no catálogo 2092
m d1 l3 l1 d2
Ø RotorRotor-Ø
Altura de perfilAltura perfil
≈ 5,2 140 74 90 60 47/44,5 ≈ 10,2≈ 9,1 190 124 140 80 81,6 ≈ 17,5≈ 11,4 236 154 170 80 102 ≈ 22≈ 14,2 265 196 212 100 127,5 ≈ 27,5≈ 18,2 300 249 265 100 163,2 ≈ 35,5≈ 22,7 305 299 315 100 204 ≈ 44≈ 22,7 335 299 315 100 204 ≈ 44
As dimensões são valores indicativos para dimensões de rotores com L/D = 1,65.
Todo o perfil, incluíndo a vedação e ranhura, é fresado de uma só vez. O diâmetro exterior dos rotores está desbastado com medida final.
Na encomenda deve disponibilizar os desenhos dos rotores e as indicações do perfil da seção transversal (lista coordenadas).
Las dimensiones son valores tipo para dimensiones de rotores con L/D = 1,65.
El perfil completo, inclusive la regleta de junta y ranura, es fresado en una sola fase de trabajo.
Rogamos poner a disposición junto con su pedido los planos de útil y datos sobre el perfil de sección frontal (lista de coordenadas).
Fresas de acabado, fresas de fresado previo, para rotoresFresas de engrenagens, fresas de acabamento para rotores
RH1 HSS-PM
AL2Plus
DIN3968AA
1) estrechado según DIN 3968 apertado conforme DIN 3968
2) a petición a pedido
1) 2)

www.lmt-tools.com 63
RH1 HSS-PM
AL2Plus
DIN3968AA
1) apertado conforme DIN 39682) D = Diâmetro exterior, d = Diâmetro interior3) a pedido
As dimensões descritas são valores indicativos e podem ser ajustados no comprimento e diâmetro ao espaço de trabalho da fresadora.
Na encomenda deve indicar o seguinte: Dimensões do perfil da seção transversal, diâmetro exterior, diâmetro interior, passo e direção de passo – normalmente fuso de transmis-são direito, fuso de passagem esquerdo.
1) estrechado según DIN 39682) D = Diámetro exterior, d = Diámetro interior3) a petición
Las dimensiones indicadas son valores tipo y podrán ser adapta-das tanto en longitud como en diámetro al lugar de trabajo de la máquina fresadora sin fin.
Rogamos poner a disposición junto con su pedido los datos siguientes correspondientes al útil: medidas del perfil de sección frontal, diámetro exterior, diámetro interior; paso y dirección de paso – en caso normal husillo de accionamiento a la derecha, husillo de traslado a la izquierda.
Fresas madre para husillos de bomba Fresas de engrenagens para fusos de bomba
Husillo de accionamiento y de traslado Fuso de transmissão e passagem
l2
l3
d1 d2
No. cat. Número no catálogo 2094
d1 l3 l1 d2 z
Husillo accionamientoFuso de transmissão
D x d2)
Husillo traslaciónFuso de passagem
D x d2)
100 52 60 32 16 18 x 10,8 10,8 x 3,6100 55 63 32 16 20 x 12 12 x 4112 72 80 32 16 30 x 18 18 x 6118 82 90 32 16 35 x 21 21 x 7125 87 95 40 16 38 x 22,8 22,8 x 7,6140 98 106 40 18 45 x 27 27 x 9150 104 112 50 18 52 x 31,2 31,2 x 10,4160 110 118 50 18 60 x 36 36 x 12180 122 132 50 18 70 x 42 42 x 14
1) 3)
Herr
amie
ntas
par
a pe
rfile
s es
peci
ales
Ferr
amen
tas
para
per
fis e
spec
iais

www.lmt-tools.com64
Sección frontalSeção transversal
Sección de ejeCorte axial
a
r
αA
P
ö
P
αS
r
Para além das fresas para parafusos sem fim com flancos direi-tos, nós produzimos fresas especiais para produção de quais-quer roscas individuais. Exemplos de tais peças são bombas de roscas para líquidos e gases, parafusos de coextrusão, parafusos envolventes multicanal para transmissões, etc.
Fig. 1:Peça: Par de fusos, 2 canais, para bomba de parafuso, ferramen-ta: Fresa acabamento de perfil, dentado linear, desbastada.
Fig. 2:Peça: Fuso de transmissão e passagem de uma bomba de líqui-do, ferramenta: Fresa acabamento de perfil, dentado cruzado, desbastada.
Fig. 3:Peça: Rotor secundário de um compressor de parafuso, ferramenta: Fresa de desbaste de perfil com arestas, dentado cruzado.
Para determinar os perfis de fresas, nós temos programas de cálculo universais para vários tipos de parafusos.
Se os perfis de fresas ainda não estiverem determinados, preci-samos conforme fig. 4 as seguintes informações dos parafusos a serem fresados:
◼ o passo do parafuso H ◼ coordenadas da seção transversal r, ρ, αs ou coordenadas do
eixo transversal r, a, αA
Coordenadas do eixo transversal são determinadas através de: a = arc ρ · H/2π
tan αA = tan αs · H/2rπ
Fresas de perfil para tornillos sin fin de entradas múltiples y tornillos transportadores con perfilesFresas de perfil para parafusos sem fim multicanal e fusos com perfis especiais
3 4
Aparte de las fresas helicoidales normales con flancos rectos fabricamos fresas especiales para la producción de todo tipo de engranajes de tornillo en procedimiento de una sola pieza. Los útiles, como son p. ej. bombas helicoidales para líquidos y gases, extrusionadores helicoidales, tornillos de evolventes sin fin de filete múltiple para engranajes, etc.
Fig. 1:Util: Par de transportadores sin fin, de 2 filetes, para una bombahelicoidal; herramienta: fresa de acabado de perfil, de engranajerecto, rectificado destalonado.
Fig. 2:Util: Husillos motriz y de marcha de una bomba de líquidos;herramienta: fresa de acabado de perfil, de engranaje cruzado, rectificado destalonado.
Fig. 3:Util: Rodete auxiliar de un compresor de hélices; herramienta:fresa para desbaste con filos insertados, de engranaje cruzado,véase también.Para determinar los perfiles de fresa disponemos de programas informáticos universales para todo tipo de perfiles helicoidales.
Si los perfiles de fresa todavía no son conocidos, necesitaremos los datos siguientes sobre los tornillos a fresar seg. fig. 4:
◼ el paso helicoidal H ◼ las coordenadas de sección frontal r, ρ, αs o coordenadas de
sección de eje r, a, αA
Las coordenadas de sección de eje son determinadas por la relación: a = arc ρ · H/2π
tan αA = tan αs · H/2rπ
1 2

www.lmt-tools.com 65
Las fresas de grupos para cremalleras son aplicadas tanto en máquinas fresadoras transversales como también en fresadoras automáticas para cremalleras especiales. Por lo tanto no existen normas de dimensiones unificadas. La tabla anterior tiene carácter de recomendación y servirá para facilitar la selección de dimensiones para fresas. El ancho de fresa de trabajo depende del módulo (m) y el número de hileras dentadas (n).
b3 = m · π · n
En caso de anchos de fresa más grandes (mayores de 40 mm) se preferirá una versión con ranura en espiral (3°–5° hacia la derecha). Las herramien-tas se pueden fabricar también como fresas de interferencia. En caso de valores de engranaje mayores de módulo 5 se recomiendan fresas combinadas para cremalleras.
Salvo otras prescripciones, suministraremos con perfil de referencia I según DIN 3972.
Para nuestro asesoramiento técnico necesitaremos el número de las hile-ras dentadas en la fresa, aparte de los datos de engranaje.
Fresas de cremalheiras são utilizadas em fresadoras horizontais normais bem como em fresadoras especiais de cremalheira. Deste modo não exis-tem dimensões gerais. A tabela superior aconselha e serve para facilitar a seleção de dimensões de fresas. A largura da fresa utilizável depende do módulo (m) e quantidade de filas do dentado (n).
b3 = m · π · n
Em caso de larguras de fresa grandes (maior que 40 mm), deve utilizar uma com ranhuras torcidas (3–5° torção direita). As ferramentas podem ser também fresas de sobreposição. Em tamanhos de dentados maior que módulo 5, aconselha-se a utilização de fresas de cremalheira acoplada.
Se não determinado de outra maneira, fornecemos com perfil I con-forme DIN 3972.
Para o processamento técnico, precisamos para além dos dados do dentado também a quantidade de filas dentadas na fresa.
Fresas seccionales de cremalleras Fresa de cremalheira
No. cat. Número no catálogo 2560
mz = 14 z = 18 z = 22
d1 d2 d1 d2 d1 d2
1 70 27 100 32 125 401,25 70 27 100 32 125 401,5 70 27 100 32 125 401,75 70 27 100 32 125 402 90 32 125 40 160 502,25 90 32 125 40 160 502,5 90 32 125 40 160 502,75 90 32 125 40 160 503 110 32 140 40 180 503,25 110 32 140 40 180 503,5 110 32 140 40 180 503,75 110 32 140 40 180 504 125 40 160 50 200 604,25 125 40 160 50 200 604,5 125 40 160 50 200 604,75 125 40 160 50 200 605 125 40 160 50 200 60
20°α KHSS
-EHSS-PM
SpeedCore
AL2Plus
DIN3972BP I
DIN3972BP II
b3
Número de hilerasde dientes nLinha de dentado n
d2
d1
p
1) a petición a pedido
1) 1) 1)
Herr
amie
ntas
par
a pe
rfile
s es
peci
ales
Ferr
amen
tas
para
per
fis e
spec
iais

www.lmt-tools.com66
Aparte de los engranajes por enchufe y de guía estándar así como engranajes para cadenas y poleas de transmisión, gracias a sus ventajas bien conocidas el procedimiento de fresado sin fin es recomendable también para un gran número de perfi-les especiales, de las cuales mostramos algunos ejemplos a continuación. Las fresas madre para los perfiles especiales muy frecuentados en la aplicación son descritas detalladamente en los anteriores capítulos del presente catálogo, como p. ej. las fresas madre especiales para rotores.
Son denominados perfiles especiales aquellas versiones de perfilque no están sujetas a ninguna norma.
Las versiones más frecuentes son las fresas madre especiales para ruedas de trinquete, ruedas de transporte, rodillo de trans-porte, rodillos para encartonar, perfiles de canto múltiple, discos de ranuras, ruedas dentadas orbitales y engranajes cíclicos.
La forma particular de determinados perfiles especiales requierecon frecuencia un acabado de la fresa como fresa madre de ajuste.
En estos casos el tornillo de perfil no está diseñado uniforme-mente por todo el largo de la fresa madre, sino los dientes de fresa o partes del diente demuestran formas de perfil diferentes. Hay que ajustar estas fresas madre en la máquina fresadora sin fin en su dirección de eje hacia el útil o centro de la máquina, resp. para llevar los dientes de fresa específicamente diseñadosen la posición precisa hacia el engrane.
Mientras la norma que reglamenta el perfil Io permita, se pueden diseñar fresas madre de ajuste para distintas posiciones y con una longitud mayor para alcanzar una mayor rentabilidad. Una solución económica para dentados de perfil bajo y con un gran número de dientes son las fresas madre de lama de ajuste de múltiples entradas. Estas herramientas se caracterizan por tener un número de entradas y de dientes idéntico al número de ranuras.
La posible utilización de fresas madre para el tallado de engra-najes de perfiles especiales tiene que ser estudiado primero en base a planos de las piezas. Por esta razón siempre que se de el caso de producir grandes cantidades de piezas que tengan un perfil constante le recomendamos que confíe en el equipo de ingeniería de LMT Fette para ofrecerles soluciones de acuerdo a sus necesidades.
O processo de fresagem de engrenagens é aconselhado também em perfis especiais, descritos a seguir. Fresas de engrenagens para perfis especiais frequentemente utilizadas, foram descritas neste catálogo de modo exaustivo, por ex., fresas especiais para rotores.
Os perfis especiais são todos os perfis que não se enquadram em uma norma.
Os tipos mais frequentes são fresas de engrenagens especiais para disco de roquete, discos de transporte, rolos de transporte, rolos de cartonagem, perfis multicanto, discos de came facial, dentados orbita e ciclodentados.
A forma especial de determinados perfis especiais exige frequen-temente uma fresa de regulação. O parafuso do perfil não se estende em todo o comprimento da fresa, mas os dentados têm diferentes formas de perfis. Essas fresas devem ser ajustadas na máquina de fresagem em direção ao eixo da peça e máquina, para que o dentado possa cortar na posição prevista.
Se a norma do perfil permitir, podem ser aplicadas várias fresas de regulação para várias posições e com maior comprimento, alcançando assim maior rentabilidade. Uma solução particular-mente econômica em pequenos perfis e muitos dentados são as fresas de regulação dentadas. Nessas fresas, o número de entradas e dentado é idêntico com o número de canais.
A questão da utilização do processo de fresagem de engrena-gens para formas de perfis especiais, deve ser clarificada caso a caso, utilizando também os desenhos. Deste modo, em qualquer caso de dentados em que existem várias peças com uma forma de perfil repetida no diâmetro exterior, deve aconselhar-se com os engenheiros da LMT Fette dos respetivos departamentos de construção e fabricação.
Fresas madre especiales y fresas madre de ajusteFresas de engrenagens especiais

www.lmt-tools.com 67
Ejemplos para perfiles rodables con fresas madre de ajuste Exemplos para perfis fresáveis com fresas de regulação
Beispiele für wälzbare SonderprofileExemplos de perfis especiais para fresagem
Fresas madre especiales y fresas madre de ajusteFresas de engrenagens especiais
Herr
amie
ntas
par
a pe
rfile
s es
peci
ales
Ferr
amen
tas
para
per
fis e
spec
iais

FRESAS MADRE FRESAS MADRE FRESAS PARA RUEDAS HELICOIDALESMADRE PARA RUEDAS HELICOIDALESMADRE FRESAS DE ENGRENAGENS PARA PARA RUEDAS HELICOIDALESFRESAS DE ENGRENAGENS PARA PARA RUEDAS HELICOIDALES DISCOS DE PARAFUSOS FRESAS DE ENGRENAGENS PARA DISCOS DE PARAFUSOS FRESAS DE ENGRENAGENS PARA

www.lmt-tools.com 69
Fresas madre para ruedas helicoidales Fresas de engrenagens para discos de parafusos
70 Fresas madre para ruedas helicoidales Fresas de engrenagens para discos de parafusos
Fres
as m
adre
par
a ru
edas
hel
icoi
dale
s
Fres
as d
e en
gren
agen
s pa
ra d
isco
s de
par
afus
os
abre
viar
, por
favo
r
acor
tar a
lgo,
¡Por
favo
r!

www.lmt-tools.com70
Fresas madre para ruedas helicoidales Fresas de engrenagens para discos de parafusos
Los valores determinantes de la fresa madre dependen principal-mente de los datos de hélice.
A fin de evitar la carga de canto del tornillo sin fin en la rueda helicoidal la fresa madre de ruedas helicoidales necesaria para producir la rueda helicoidal jamás debe presentar un diámetro parcial que sea menor al diámetro central del tornillo sin fin. Debi-do al trabajo posterior disminuye el diámetro de la fresa madre en el rectificado. Por lo tanto hace falta aumentar el diámetro parcial de la fresa madre de ruedas helicoidales en estado nuevo con respecto al del tornillo sin fin. Este valor se fija en dependencia de módulo, diámetro central y número de filetes.
El diámetro exterior de una nueva fresa madre de rueda helicoidal se calcula como sigue:
Diámetro central del tornillo sin fin
+Aumento de círculo parcial
+2 x altura de cabeza del tornillo sin fin
+2 x juego de cabeza
Formas de flancoLa forma de flanco de la fresa madre de ruedas helicoidales se determina por la forma de flanco del tornillo sin fin. La DIN 3975 norma las diversas formas de flancos. Según la normativa y cada proceso de fabriación se diferencia entre los tornillos sin fin ZA, ZN, ZI y ZK.
◼ El tornillo sin fin ZA tiene un perfil de flanco rectilíneo en corte axial. Esta forma de flanco es generada al colocar una cuchilla de torno en forma de trapecio con sus filos puestos en el corte axial.
◼ El tornillo sin fin ZN tiene un perfil de flanco rectilíneo en el corte normal. Esta forma de flanco se obtiene al colocar una cuchilla de torno de forma de trapecio a la altura del eje con sus filos puestos en el nivel inclinado por el ángulo de paso central y el perfil del tornillo sin fin es generado en este ajuste.
◼ El tornillo sin fin ZI tiene flancos evolventes en el corte fron-tal. Esta forma de flanco se genera, p.ej. si el perfil del tornillo sin fin es producido con un cuerpo plano de fresado o rectifi-cado cuyo eje es girado por el ángulo de paso central hacia el eje del tornillo e inclinado hacia la normal en el eje del tornillo sin fin por un ángulo de generación „α0“.
◼ El tornillo sin fin ZK tiene una forma de flanco bombeada en corte axial. Esta forma de tornillo sin fin se produce al entrar girando una polea bicónica en el ángulo de paso de centrado pasando la línea de simetría del perfil de polea por el punto de cruce de los ejes y en esta posición general el perfil del tornillo sin fin.
Os tamanhos das fresas de engrenagens dependem dos dados dos parafusos.
Para evitar a resistência da aresta do dentado do parafuso de transmissão no disco de parafuso, a fresa de engrenagens para produção do disco de parafuso não pode ter um diâmetro primitivo de referência inferior ao diâmetro primitivo do parafuso. Devido à usinagem posterior, o diâmetro da fresa de engrena-gens se reduz no desbaste. Deste modo, o diâmetro primitivo de referência da fresa de engrenagens do disco de parafuso, em novo, tem de ser maior ao do parafuso. Essa diferença depende do módulo, diâmetro primitivo e do número de entradas.
O diâmetro exterior de uma fresa de engrenagens de disco do parafuso é calculado do seguinte modo:
Diâmetro primitivo do parafuso
+Aumento do diâmetro primitivo de referência
+2 x altura do parafuso
+2 x jogo do cabeçote
Formas de flancosA forma do flanco da fresa de engrenagens do disco de parafuso é determinada pela forma do flanco do parafuso. Na DIN 3975 estão normalizadas as várias formas de flancos. Distingue-se, dependendo do modo de produção, entre parafusos ZA-, ZN-, ZI- e parafusos ZK.
◼ Parafuso ZA tem um perfil de flanco linear no corte transver-sal. Essa forma de flanco é alcançada quando uma ferramenta de acabamento em forma de trapézio, tem arestas de corte axiais.
◼ Parafuso ZN tem um perfil de flanco linear com corte normal. Essa forma de flanco é alcançada, se uma ferramenta de aca-bamento em forma de trapézio estiver montada de forma que as arestas de corte se encontram no ângulo do passo nivelado e dessa forma produzir o perfil do parafuso.
◼ Parafuso ZI tem flancos envolventes na seção transversal. Essa forma de flanco é produzida, por ex., se um corpo de fresagem ou desbaste, cujo eixo está inclinado para o eixo do parafuso com ângulo de passo e na normal inclinado para o eixo do parafuso em ângulo de produção.
◼ Parafuso ZK tem um forma de flanco espessa no corte axial. Essa forma de parafuso ocorre quando um disco de cone duplo é inclinado no ângulo de passo e a linha simétrica do perfil do disco se encontra no ponto de cruzamento dos eixos e nessa posição cria o perfil do parafuso.

www.lmt-tools.com 71
Para além das formas normalizadas ainda existem formas espe-ciais, a mais utilizada é a forma de flanco oco.
As formas de perfil de parafusos indicados também podem ser usados em Duplexengrenagens de parafusos. Os parafusos Duplex, têm diferentes passos nos flancos esquerdos e direitos. Através disso, consegue-se uma alteração da força do dentado no passo dos parafusos e através do desvio axial do parafuso, relativamente ao disco do parafuso, é possível um ajuste do jogo.
Procedimento e dimensõesFresas de engrenagens de disco de parafuso são construídas em diferentes dimensões. Distingue-se entre os seguintes tipos:
Aparte de las formas nombradas existen formas especiales de lascuales se aplica ante todo la forma de flanco hueco.
Los perfiles de tornillos sin fin también se pueden emplear en engranajes helicoidales Duplex. Los tornillos sin fin Duplex tienen diferentes pasos en los flancos de la derecha e izquierda. Así cambian contínuamente las fuerzas de diente en los tornillos sin fin y se puede lograr un ajuste del tornillo sin fin mediante un des-plazamiento axial del tornillo en relación con la rueda helicoidal.
Procedimiento y formas constructivasLas fresas madre de ruedas helicoidales son dimensionadas en diversas formas de construcción. Se distingue entre las clases siguientes:
Tornillo sin fin ZNParafuso ZN
Generatriz rectaLinha de produção
Cuchilla de tornoFerramenta de acabamento
FresaFresa
γm
αo
Tornillo sin fin ZAParafuso ZA
Rueda de corteDisco de corte
αo
Cuchilla de tornoFerramenta de acabamento
Tornillo sin fin ZIParafuso ZI
ab
αoαo
do =∞
dm
MuelaDisco de desbaste
γm
Tornillo sin fin ZKParafuso ZK
αo
do
dm
MuelaDisco de desbaste
γm
Wäl
zfrä
ser f
ür S
chne
cken
räde
r Ho
bs fo
r wor
m g
ears

www.lmt-tools.com72
Procedimiento radialEste proceso cuenta con fresas cilíndricas. Las herramientas realizan el fresado en la rueda helicoidal radialmente hasta la profundidad de diente completa y pueden ser desplazadas tan-gencialmente por un valor pequeño en los flancos a fin de mejorarlos cortes envolventes. Este método de fresado cuenta con el tiempo de mecanizado más corto y, en general, es utilizado para las fresas madre de ruedas helicoidales con ángulos de paso hasta aprox. 8 grados. La longitud de filo debe ser por lo menos tan larga como la longitud de penetración con la rueda helicoidal a fresar. Lógicamente, para un desplazamiento tangencial (shift) también se ofrece una versión más larga.
Procedimiento tangencialEste procedimiento es idóneo para engranajes helicoidales de uno o múltiples filetes. Sin embargo, la condición es que la máquina fresadora sin fin esté equipada con una cabeza de fresa tangencial. Las fresas tienen una parte de primer corte relativa-mente larga, que realiza el mayor trabajo de virutaje. En la parte cilíndrica se hallan uno o dos dientes de acabado por cada paso de fresa. La herramienta se ajusta en distancia de ejes antes de comenzar el trabajo, después hace falta el recorrido del sector de penetración entre la fresa y la rueda helicoidal. De esta manera se obtiene la posibilidad de variar opcionalmente la distancia de los cortes evolventes que forman el centro mediante la selección de los valores adecuados de avances. Debido a los largos recorridos tangenciales este procedimiento tiene un tiempo de fresadomucho más largo en comparación con el procedimiento tangencial.
Procedimento radialNesse processo são utilizadas fresas cilíndricas. As ferramentas fresam de modo radial no disco do parafuso com uma pro-fundidade total do dentado e podem ser desviadas de modo tangencial para melhorar o passo de geração nos flancos. Esse método de fresagem é o mais rápido e é utilizado normalmente para fresas de engrenagens de disco do parafuso com um ângulo de passo até 8 graus. O comprimento das arestas tem de ser no mínimo do comprimento de penetração do disco do parafuso a ser fresado. Para o Shift também poderá ser utilizado um compri-mento maior.
Procedimento tangencialEsse procedimento é apropriado para engrenagens de parafusos com uma ou várias entradas. No entanto, a máquina de fresagem tem de estar equipada com cabeçote de fresagem tangencial. As fresas têm um corte relativamente comprido que efetua a usinagem principal. Na parte cilíndrica encontram-se um ou dois dentados de acabamento por entrada. A ferramenta é colocada antes de iniciar o trabalho em distância do eixo e depois a área de penetração entre a fresa e o disco de parafuso tem der usi-nada de modo tangencial. Deste modo e através da seleção de avanços apropriados, existe a possibilidade de alterar a distância do passo da geração que forma o dentado. Devido aos caminhos tangenciais mais longos, esse procedimento é mais demorado do que o procedimento radial.
Fresas madre para ruedas helicoidales Fresas de engrenagens para discos de parafusos
Fresa de taladro con ranura transversal para el fresado radialFresa para discos tangenciais para fresagem radial
Fresa madre de rueda helicoidal DuplexFresa para discos tangenciais duplex
Fresa madre de rueda helicoidal para fresado tangencialFresa para discos tangenciais para fresagem tangencial
Fresa madre vástago de rueda helicoidal para fresado radialFresa de haste para discos tangenciais para fresagem radial

www.lmt-tools.com 73
Tornillos de rascado sin finPara los engranajes helicoidales de alta precisión también se em-plean tornillos sin fin de rascado para el acabado de perfilado delas ruedas helicoidales desbastadas con la muela. Estas herra-mientas tienen solamente aumentos de círculo primitivo de algunos décimos de milímetros, ángulos de despullo mínimos y altos números de ranuras de viruta. De todas las fresas madre de rueda helicoidal son las más aproximadas en las dimensiones al engranaje helicoidal y, por lo tanto, ofrecen los mejores gráficos de contacto.
Procedimiento radialcon distancia entre ejes constante
Debido al uso actual de las modernas máquinas fresadoras sin finONC LMT Fette ha elaborado un procedimiento que facilita la aplicación de herramientas económicas. Las fresas madre de rueda helicoidal anteriormente usadas requieren un ajuste nuevo después de cada rectificado, es decir hay que volver a encontrar el gráfico de contacto. Esto origina altos gastos de producción.
Con el procedimiento nuevo las fresas madre radiales cilíndricasson aplicadas siendo acabadas axialmente en los flancos. De esta manera se sustituye el fresado tangencial usual con altos ángulos de paso (> 8°). El ajuste del útil para el estado nuevo es cálculado numéricamente. En el primer empleo es optimizadoy posteriormente el útil se aplica durante toda la duración de vida con la misma distancia entre ejes y ángulo de ajuste.
Gracias a un dimensionado bien pensado se alcanza un gráfico de contacto seguro después de cada rectificado de precisión considerando la respectiva exigencia al engranaje helicoidal.
Ya que se trata de fresas radiales este concepto de fresa madre tiene – en comparación con las fresas madre tangenciales comu-nes – la ventaja de que se pueden reducir los tiempos de fresado.
Parafusos de calibraçãoPara engrenagens de alta exatidão, também são utilizados pa-rafusos de calibração para acabamento de discos de parafuso. Essas ferramentas têm apenas dimensões circulares de algumas décimas de milímetros, ângulos livres mínimos e muitos canais. Devido às suas dimensões, essas são as mais parecidas com o parafuso de transmissão e deste modo permitem as melhores marcas de contato do dentado.
Procedimento radialcom distância de eixo constante
Devido à utilização das máquinas modernas de fresagem CNC, a LMT Fette desenvolveu um processo que permite a utilização de ferramentas enconômicas. As fresas para discos tangencias normais, têm de ser ajustadas depois de cada afiamento, ou seja, a marca de contato do dentado tem de ser encontrada de novo. Isso provoca custos de produção altos.
No procedimento novo, são utilizadas fresas radiais cilíndricas que estão usinadas de modo axial nos eixos. Através disso, substitui-se a fresagem tangencial normal em ângulos de passo altos (> 8°). O ajuste da ferramenta é calculada para o novo esta-do. Na primeira utilização essa é otimizada e depois a ferramenta é utilizada durante toda a vida útil com a mesma distância de eixos e mesmo ângulo de passo.
Dependendo da utilização da engrenagem do parafuso, é alcançada uma marca de contato do dentado depois de cada afiamento.
Como se trata de fresas radiais, esse conceito de fresas de engrenagens tem a vantagem da fresagem ser mais rápida com-parando com as fresas tangenciais normais.
Lado de salidaLado de saída
Lado de entradaLado de entrada
Lado de salidaLado de saída
Lado de entradaLado de entrada
Pas
os d
el e
jeS
epar
ação
de
eixo
Sec
ción
de
cent
rad
oC
orte
cen
tral
Líneas de contacto en el flanco de rueda helicoidalLinhas de contato no flanco do disco de parafuso
Campo de engraneCampo de atuação
Wäl
zfrä
ser f
ür S
chne
cken
räde
r Ho
bs fo
r wor
m g
ears

www.lmt-tools.com74
Campo de engrane y gráfico de contactoLos importantes valores determinantes para la forma de diente y el campo de engrane de la rueda helicoidal son: módulo, número de dientes, desplazamiento de perfil y el correspondiente tornillo sin fin. Hoy en día, los cálculos complejos de las relaciones de engrane en el engranaje helicoidal son realizables con suma exactitud gracias a los ordenadores de gran rendimiento.
En la práctica se desean unos gráficos de contacto con una participación de engrane del 50–70 %. Gracias al software de LMT Fette, nuestro departamento especializado está capacita-do para elaborar el dimensionado óptimo de la herramienta. El programa permite calcular muy bien y seguro las fresas madre de rueda helicoidal. No obstante, cabe mencionar que el campo de engrane es predeterminado por el fabricante del engranaje y solo puede ser reducido en su valor por parte del producente de la herramienta. El gráfico de contacto debe ser generado al fresar,de manera que resulta un grado de cobertura de > 1°. En casosproblemáticos referente al ajuste de la herramienta en el lugar delusuario, LMT Fette puede simular la situación en el ordenador. De esta forma es posible corregir lo necesario. Además nuestros técnicos expertos de aplicaciones ayudarán in situ. En base del material gráfico indicado se presentan algunos cál-culos a continuación.
Indicaciones para los pedidosLas fresas madre de rueda helicoidal son acabadas como fresas de taladro con ranura longitudinal u horizontal o como fresa de mango. En general, se prefieren las fresas de taladro econó-micas, pero si los diámetros de fresa son muy pequeños y los perfiles muy altos hará falta elegir una versión de mango. Median-te el diagrama que figura al lado se puede estimar si se necesi-tará una fresa de taladro o de mango. Si Ud. se decide por una herramienta de mango rogamos suministrarnos el fabricado y el modelo de la máquina fresadora sin fin así como las medidas del lugar de trabajo o las dimensiones de la fresa de mango según la ilustración.
Campo de atuação e marca de contato do dentadoAs dimensões mais importantes para cálculo do módulo do disco de parafuso e campo de atuação são: Módulo, número de denta-do, desvio de perfil e respetivo parafuso. Os cálculos complexos das relações de atuação na engrenagem do parafuso podem ser calculadas com muita precisão através de computadores de alta capacidade.
Na prática, pretendem-se marcas de contato do dentado com uma percentagem de 50–70 %. Com o software da LMT Fette, o nosso departamento especializado consegue obter a ferramen-ta mais apropriada. Deste modo, é possível calcular de modo seguro e exato fresas de engrenagens de disco de parafuso. No entanto, deve-se dizer que o campo de atuação é pré-definido pelo fabricante de engrenagens e que o fabricante das ferra-mentas apenas pode diminuir o tamanho. A marca de contato do dentado deve ser criada de modo que na fresagem exista um grau de sobreposição de > 1º. Em caso de problemas, no ajuste da ferramenta, a LMT Fette consegue simular teoricamente com o computador. Deste modo, pode ser efetuada uma respetiva correção. Também os nossos técnicos podem ajudá-lo no local.Estão disponíveis alguns cálculos nas figuras apresentadas.
Indicações para encomendaAs fresas de engrenagens tangenciais, podem ser produzidas como fresas de perfuração com ranhura longitudinal ou transver-sal ou como fresa de acabamento. Geralmente, são preferidas as fresas de perfuração mais econômicas. No entanto, se o diâme-tro da fresa for muito pequeno e os perfis muito altos, pode ser necessário escolher uma com ranhuras. Com ajuda do diagrama ao lado, pode avaliar se será necessária uma fresa de perfuração ou com ranhuras. Se escolher uma ferramenta com ranhuras, pe-dimos que nos forneça o modelo e tipo da máquina de fresagem bem como as dimensões da sala de trabalho ou as dimensões da fresa com ranhuras, conforme a fig.
Fresas madre para ruedas helicoidales Fresas de engrenagens para discos de parafusos
Lado de salidaLado de saída
Lado de entradaLado de entrada
Distancia entre flanco de tornillo sin fin y de ruedaDistância entre flanco de parafuso e disco
0,005 mm hasta 0,010 mm0,005 mm a 0,010 mm
0,010 mm hasta 0,015 mm0,010 mm a 0,015 mm
≦ 0,005 mm ≦ 0,005 mm
Topografía del flanco de rueda helicoidalTopografia do flanco do disco de parafuso

www.lmt-tools.com 75
dm = Círculo de centrado Circuito central-Ø
Fresa de taladroposiblePossibilidade fresa de perfuração
Fresa de mangonecesarioNecessária fresa de ranhuras
Número de forma (ZF)Quociente diametral (ZF)
106 7 8 9 11 12 13 14 15 16 17 18
13
12
11
10
9
8
7
6
5
4
3
2
1
Mód
ulo
(m)
Mód
ulo
(m)
mdmZF =
d5 d1 d2d3d
L5
sin primer cortefresado radialsem corte fresas radiais
corte a laizquierdacorte esquerdo
corte a la derechacorte direito
d4
L4
L31)
L1)
L21)
SWL1
1) Dato si le es conocido al fabricante Indicar se conhecer
Primer corte izquierdafresado tangencialCorte esquerdo fresas tangenciais L6
1)
Primer corte derechafresado tangencialCorte direito fresas tangenciais
L61)
Dimensiones de mango Shank di men sions
As dimensões não podem ser normalizadas devido a razões já descritas, mas devem ser ajustadas aos dados técnicos das engrenagens dos parafusos e aos processos de fresagem.
Para a produção dessas fresas precisamos das seguintes indicações:
◼ Módulo de eixo ◼ Ângulo de produção ◼ Círculo primitivo-Ø do parafuso ◼ Número de entradas e direção de entrada ◼ Forma de flancos conforme DIN 3975 (A, N, I ou K)
Os dados indicados podem também ser enviados em forma de desenhos de parafusos e discos de parafusos.
Se não indicado de outra forma, nós produzimos as fresas do seguinte modo:
◼ Altura do cabeçote do dentado = 1,2 × m ◼ Altura do dentado = 2,4 × m ◼ Não sobreposto ◼ Perfil de dentado desbastado ◼ Fresas cilíndricas para fresagem radial até 8º ângulo de passo ◼ Fresas para fresagem tangencial com corte no lado da entrada
com > 8º ângulo de passo
Por los motivos anteriormente indicados, las dimensiones no pueden ser mencionadas, sino que serán adaptadas a los datos técnicos de los tornillos sin fin y el procedimiento de fresado.
Para la producción de estas fresas necesitaremos los datos siguientes:
◼ Módulo de eje ◼ Ángulo de generación ◼ Ø Círculo de centrado del torni llo sin fin ◼ Número de filetes y dirección de paso ◼ Forma de flanco según DIN 3975 (A, N, I o K)
Los datos indicados también se podrán poner a disposición nues-tra en forma de planos del tornillo sin fin y la rueda helicoidal.
Salvo otras predeterminaciones nuestro dimensionado para las fresas es el siguiente:
◼ Altura de cabeza de diente = 1,2 × m ◼ Altura de diente = 2,4 × m ◼ No cruzador ◼ Perfil de diente rectificado destalonado ◼ Fresas cilíndricas para el fresado radial hasta un ángulo de
paso de aprox. 8° ◼ Fresas para el fresado tangencial con primer corte en el lado
de entrada con un ángulo de paso > 8°Fresa de taladro/fresa de mango Bore-/ shank- type hob
Wäl
zfrä
ser f
ür S
chne
cken
räde
r Ho
bs fo
r wor
m g
ears

FRESA FRESA FRESA FRESA MADRE MADRE FRESA MADRE FRESA FRESA MADRE FRESA CON PLACAS REVERSIBLES DE MADRE CON PLACAS REVERSIBLES DE MADRE METAL DURO PARA RUEDAS CON PLACAS REVERSIBLES DE METAL DURO PARA RUEDAS CON PLACAS REVERSIBLES DE DENTADAS CILÍNDRICAS METAL DURO PARA RUEDAS DENTADAS CILÍNDRICAS METAL DURO PARA RUEDAS FRESAS DE ENGRENAGENS DENTADAS CILÍNDRICASFRESAS DE ENGRENAGENS DENTADAS CILÍNDRICAS COM ENXERTOS DE METAL DURO FRESAS DE ENGRENAGENS COM ENXERTOS DE METAL DURO FRESAS DE ENGRENAGENS PARA DISCOS DENTADOS COM ENXERTOS DE METAL DURO PARA DISCOS DENTADOS COM ENXERTOS DE METAL DURO

www.lmt-tools.com 77
Fresas madre con placas reversibles de metal duro para ruedas dentadas cilíndricasFresas de engrenagens com enxertos descartáveis de metal duro para discos dentados
78 Fresas madre con placas reversibles de metal duroFresas de engrenagens com enxertos descartáveis de metal duro
81 VariantesVariantes de produção
83 Formulario de solicitud de informaciónFormulário de pedido
84 Fresas madre de desbaste, premecanizadoFresas de desbaste, pré-usinagem
85 Fresas madre de cepillar, acabadoFresas de torneamento, usinagem de acabamento
Fres
as m
adre
con
pla
cas
reve
rsib
les
de m
etal
dur
o pa
ra ru
edas
den
tada
s ci
líndr
icas
Fres
as d
e en
gren
agen
s co
m e
nxer
tos
desc
artá
veis
de
met
al d
uro
para
dis
cos
dent
ados
abre
viar
, por
favo
r
acor
tar a
lgo,
¡Por
favo
r!

www.lmt-tools.com78
Fresas madre con placas reversibles de metal duroFresas de engrenagens com enxertos descartáveis de metal duro
Desde hace más de 40 años, nuestros ingenieros desarrollan herramientas para el tallado de engranajes con filos cortantes de metal duro intercambiables. Antes los insertos de corte solamen-te estaban disponibles en forma soldada, hoy en día están dispo-nibles en la mayoría de los casos en forma de placas reversibles. De esta manera es posible adaptar óptimamente el material de corte y la geometría al respectivo uso de la herramienta. Esta tecnología ofrece las siguientes ventajas:
◼ Rápida disponibilidad ◼ Rápido cambio de los filos cortantes ◼ Calidad reproducible al 100 % ◼ Altos valores de corte/valores de trabajo posibles ◼ Económico gracias a placas reversibles de varios filos cortantes ◼ Adaptación óptima al material a mecanizar por arranque de
viruta ◼ Sustratos de metal duro, geometrías y recubrimientos adecuados ◼ Innovación en portaherramientas existentes con nuevas pla-
cas reversibles
En las siguientes páginas, LMT Fette le ofrece un amplio proga-ma de herramientas con placas reversibles para:
◼ Fresas para perfiles de diente, módulos 6 a 100 para el fresa-do previo y el acabado
◼ Fresas madre de un solo paso y paso múltiple, módulos 6 a 45 para fresado previo y el acabado
◼ Fresas de rotores ◼ Soluciones especiales
Nuestra tecnología de cuerpos portadores moderna nos permite alcanzar unas clases de calidad excelentes en el acabado de ruedas dentadas. La seguridad de proceso y tiempos de mecani-zado cortos son hoy en día los criterios más importantes para la producción de ruedas dentadas. Infórmese en las siguientes pá-ginas acerca de los conocimientos fundamentales de LMT Fette. Nuestros expertos le asesorarán con mucho gusto. Herramientas de placas reversibles LMT Fette: innovadoras, potentes, universales y fiables.
Há mais de 40 anos nossos engenheiros desenvolvem ferramen-tas dentadas com arestas de corte descartáveis. Antigamente as arestas eram soldadas, hoje em dia, essas são produzidas em forma de enxertos descartáveis. Deste modo, é possível um ajuste otimizado do material de corte e da geometria para a res-petiva utilização da ferramenta. Essa tecnologia têm as seguintes vantagens:
◼ Disponibilidade imediata ◼ Substituição mais rápida das arestas ◼ 100 % qualidade reproduzível ◼ Valores de corte altos/valores de trabalho possíveis ◼ Econômico devido a enxertos descartáveis com várias arestas ◼ Ajuste otimizado para o material a ser usinado ◼ Substratos de metal duro, geometria e revestimentos ajusta-
dos ◼ Inovação em portadores de ferramentas com novos enxertos
LMT Fette disponibiliza nas seguintes páginas um amplo progra-ma de ferramentas com enxertos para:
◼ Fresas de módulos, módulo 6 a 100 para pré-usinagem e usinagem de acabamento
◼ Fresas de uma ou várias entradas, módulo 6 a 45 para pré- usinagem e usinagem de acabamento
◼ Fresas de rotor ◼ Soluções especiais
Nossa moderna tecnologia de suporte de ferramenta permite atingir, particularmente na usinagem de acabamento de denta-dos, a melhor qualidade. A segurança do processo e tempos de usinagem reduzidos são, hoje em dia, os critérios mais importan-tes para a fabricação de dentados. Informe-se acerca do Know How da LMT Fette nas próximas páginas. Os nossos técnicos especializados ajudarão você. Ferramentas de enxertos descar-táveis da LMT Fette: Inovador, alta capacidade, universal e confiável.
1) Perfil de rueda en función del número de dientes Perfil de disco dependendo do número do dentado2) El uso de una fresa para perfiles de diente o de una fresa madre con
placas de corte reversibles depende en esta área de los datos de uso del cliente.
A utilização de uma fresa de módulo ou fresa de engrenagens com arestas de corte descartáveis depende dos dados de utilização do usuário.
504030
Tie
mp
o d
e fa
bri
caci
ón
Tem
po
de
fab
rica
ção
Número de dientesNumero de dentados
1)
1)
1)
2)
Fresas para fresado previo/acabadoFresa pré-usinagem/acabamento
Clase de calidadClasse
Fresa para perfiles de diente con placas reversibles Módulo: 6 a 70 Fresas de módulos com exertos descartáveis Módulo: 6 até 70
hasta la calidad de rueda 9até qualidade de disco 9
Fresas madre con plac. reversib. Módulo: 6 a 45De un solo paso y de paso dobleFresas de engrenagens com exertos descartáveis Módulo: 6 até 45, One and two-starts
B/C a AAA/A B/C até AAA/A
Otras herramientas de tallado de engranajes Outras ferramentas de dentados
ChamferCutChamferCutFresa madre de acero macizoFresa de engrenagens de aço inteiriço
Otros módulos a petición. Outros módulos a pedido.

www.lmt-tools.com 79
Fresas madre con placas reversibles de metal duroFresas de engrenagens com enxertos descartáveis de metal duro
Con estas herramientas, el fresado y desbastado de engranajes a partir del módulo 6 es sumamente económico.
El concepto para la construcción consiste en la combinación de las conocidas ventajas del procedimiento de fresa madre con el alto rendimiento de los metales duros y las ventajas económicas de la técnica de plaquitas intercambiables. Mediante los plaqui-tas intercambiables de metal duro es posible obtener un virutaje a altas velocidades de corte con grandes volúmenes por cada unidad de tiempo.
Ya no se requiere el afilado de precisión necesario en las fresas madre comunes. Por este motivo, se ahorran también los gastos de afilado y cambio de herramienta. Las marcaciones de desgas-te en los diferentes dientes de fresa tienen diferentes anchos se-gún cada procedimiento. En el sector de los engranajes grandes este fenómeno es compensado por parte mediante shift. Por ello, en la fresa madre siempre hay dientes con diferentes anchos de marca de desgaste. La técnica de plaquitas intercambiables pro-porciona voltear o cambiar solamente aquellas placas que hayanalcanzado el ancho máximo de marca de desgaste.
Para cambiar las placas intercambiables no hace falta sacar la fresa de la máquina y por lo tanto se reducen los tiempos de paro de la máquina fresadora.
Al intercambiar las placas es posible elegir la clase de metal duropiás óptima para el material de la pieza a mecanizar.
Las condiciones más importantes para una aplicación con éxito de las herramientas con plaquitas de metal duro son máquinas de fresado sin fin que disponen de la suficiente rigidez y el número de revoluciones y potencia propulsora necesarios.
Com essas ferramentas, a fresagem de desbaste de dentados a partir do módulo 6 é muito econômica.
O conceito para a construção, é a combinação das vantagens da fresagem de engrenagens com a alta capacidade do metal duro e as vantagens dos custos da tecnologia de enxertos descartáveis. Com enxertos descartáveis de metal duro, em altas velocidades de corte, podem ser usinados grandes volumes por unidade de tempo.
O desbaste não é necessário. Deste maneira, economiza-se os custos do desbaste. As marcas do desgaste nos dentados individuais dependem do processo e têm larguras diferentes. Na área de dentados grandes, esse desgaste apenas pode ser anulado parcialmente através do Shift. Devido a isso, nas fresas de engrenagens existem sempre dentados com larguras de des-gaste diferentes. Na tecnologia de enxertos descartáveis, apenas podem ser utilizados ou substituídos os enxertos que atingem a largura máxima de desgaste.
Para substituir os enxertos descartáveis não é necessário retirar a fresa da máquina. Isso permite paragens curtas da máquina de fresagem.
Através da substituição dos enxertos descartáveis, o tipo de me-tal duro pode ser ajustado otimamente ao material do dentado.
O requisito para a utilização com sucesso dessas ferramentas com metal duro, são máquinas de fresagem com uma tenacidade suficiente e uma rotação e potência suficiente.
Wäl
zfrä
ser m
it W
ende
plat
ten
Hobs
with
inse
rts

www.lmt-tools.com80
Fresas madre con placas reversibles de metal duroFresas de engrenagens com enxertos descartáveis de metal duro
BauweiseLMT Fette Hartmetall-Wendeplatten-Wälzfräser bestehen aus einem Fräserkörper, auf dem Zahnsegmente aufgeschraubt sind, sowie aus den Hartmetall-Wendeplatten. Diese werden von Spannschrauben in den Platten sitzen der Segmente gehalten.
In den zylindrischen Fräserkörper ist eine schraubenförmig verlaufende Nut eingestochen. Die Flan ken der Nut sind ents-prechend der Fräsersteigung geschliffen. Die zwischen den Nutenwindungen verbleibenden Teile des geschliffenen Zylinder-mantels dienen als Auflageflächen für die Zahnseg mente. In den Zahnseg menten angeordnete Zylinderstifte werden in der Nut ge-führt und bestimmen die Lage der Seg mente. Die Segmente sind mit Innen sechskantschrauben auf dem Fräserkörper befestigt.
Auf den Zahnsegmenten sind die Plattensitze für die Hartmetall-Wende platten tangential angeordnet. Die Plattensitze innerhalb eines Seg mentes sind, soweit möglich, wechsel seitig angeordnet. Mit dieser Maßnahme sollen die axialen Reaktionskräfte auf den Fräser und die tangentialen Schnittkraft komponenten auf das Zahnrad so gering wie möglich gehalten werden.
Die Hartmetall-Wendeplatten müssen die Schneidkanten des Fräserzahnes komplett abdecken. Die erforder liche Anzahl von Platten und ihre Anordnung hängen von den Ab messungen der Wendeplatten und von der Größe der Verzahnung ab. Um das Vorverzahnen optimal für das Schälwälzfräsen oder Schlei fen zu gestalten, können die Hartmetall-Wälzfräser mit Wende platten so ausgeführt werden, dass sie sowohl Fußfreischnitt als auch Kantenbruch am Zahnrad bilden (véase la ilustración abajo).
Modo de construçãoFresas com enxertos descartáveis de metal duro têm um corpo de fresagem onde estão aparafusados dentados e os próprios enxertos descartáveis. Esses são segurados por parafusos de fixação nos suportes dos segmentos.
No corpo de fresagem cilíndrico está inserida uma ranhura em forma de parafuso. Os flancos da ranhura estão desbastados conforme o passo da fresa. As partes entre a ranhura do manto do cilindro desbastado servem como suportes dos dentados. As cavilhas dos segmentos do dentado são inseridos na ranhura e determinam a posição dos segmentos. Os segmentos estão fixados no corpo da fresa através de parafusos sextavados.
Nos segmentos do dentado, os suportes para os enxertos de metal duro estão alocados de modo tangencial. Os suportes dos enxertos, em um segmento, estão distribuídos de modo bidirecional. Através dessa medida, as forças de reação axiais na fresa e os componentes tangenciais de corte no dentado, são diminuídos.
Os enxertos descartáveis de metal duro devem tapar completa-mente os cantos das arestas do dentado. A quantidade neces-sária de enxertos e sua distribuição dependem das dimensões dos enxertos descartáveis e do tamanho do dentado. Para a maquinagem de desbaste ser otimizada para a fresagem de torneamento ou desbaste, as fresas de metal duro com enxertos descartáveis podem ser colocadas de modo a produzirem uma maquinagem de fundo para retificação bem como chanfradura no dentado (ver figura em baixo).

www.lmt-tools.com 81
VariantesVariantes de produção
PremecanizadoPré-usinagemDesbastado con protuberanciaDesbaste com protuberância< mód. 16
Zeff 75 % en la cabeza 75 % no cabeçote 100 %Bordes cortantes placas reversiblesEnxertos descartáveis com aresta de corte
4/4 4/4
Clase de calidad Classe B/C B/CCalidad de la rueda Qualidade do disco 10–12 10–12Productividad Produtividade 75 % 100 %
PremecanizadoPré-usinagemDesbastado con protuberancia Desbaste com protuberância> mód. 16
Zeff 75 % en la cabeza 75 % no cabeçote 100 %Bordes cortantes placas reversiblesEnxertos descartáveis com aresta de corte
4/4/4 4/4/4
Clase de calidad Classe B/C B/CCalidad de la rueda Qualidade do disco 10–12 10–12Productividad Produtividade 75 % 100 %
AcabadoUsinagem de acabamentoFresado de acabado Fresagem de acabamento
Zeff 50 % 100 %Bordes cortantes placas reversiblesEnxertos descartáveis com aresta de corte
4/4 4/2
Clase de calidad Classe AAA/A AAA/ACalidad de la rueda Qualidade do disco hasta até 8 hasta até 8Productividad Produtividade 50 % 100 %
Todas las medidas de herramientas según la serie de medidas de construcción. Herramientas de paso doble a petición.Todas as dimensões da ferramenta conforme dimensões de construção. Ferramentas de 2 entradas a pedido.
Productividad Produtividade
Productividad Produtividade
Productividad Produtividade
Wäl
zfrä
ser m
it W
ende
plat
ten
Hobs
with
inse
rts

www.lmt-tools.com82
Fresas madre con placas reversibles de metal duroFresas de engrenagens com enxertos descartáveis de metal duro
Fresa madre de paso doble – la solución rápida para calidadLas fresas madre de un solo paso con placas reversibles de metal duro son fáciles de usar, tecnológicamente maduras y optimizadas. Hemos añadido un segundo paso: con el desarro-llo de una fresa madre de paso doble con placas reversibles de metal duro. Con esta innovación usted puede reducir sus tiempos de fabricación, acortar los tiempos de equipamiento y, al mismo tiempo, alcanzar una mejor calidad de la superficie y del engrane de las piezas de trabajo.
Ventajas ◼ Costes de procesamiento reducidos ◼ Tiempos de fabricación más cortos, mayor productividad ◼ Producción segura ◼ Gastos de equipamiento reducidos ◼ Costes de herramienta reducidos ◼ Vidas útiles prolongadas ◼ Versión con diferentes perfiles (6 perfiles ya realizados) ◼ Ningún afilado ◼ Tallado de engranajes de alta calidad (pequeñas marcas de
avance) – hasta la calidad 8 ◼ Cambio óptimo de las placas de corte reversibles de metal duro ◼ Tipos y recubrimientos de metal duro adaptados
Fresa de engrenagens de duas marchas – a solução de qualidadeFresas de engrenagem com enxertos descartáveis de uma entra-da são fáceis para os usuários, tecnologicamente desenvolvidas e otimizadas. Engatamos a marcha seguinte: Com fresas de engrenagens com enxertos descartáveis de metal duro de duas entradas. Com essa inovação, você reduz os tempos de fabrica-ção, diminui os tempos de montagem e ao mesmo tempo obtém uma qualidade de superfície e engrenagem superior nas peças.
Vantagens ◼ Custos inferiores de processamento ◼ Menores tempos de fabricação, maior produtividade ◼ Produção segura ◼ Custos de preparo menores ◼ Custos de ferramentas menores ◼ Maior tempo de uso da ferramenta ◼ Execução com perfis diferentes (já realizados 6 perfis) ◼ Sem afiação ◼ Alta qualidade de engrenagem (sem marcas de avanço) – até
qualidade 8 ◼ Troca otimizada dos enxertos descartáveis de metal duro ◼ Tipos e revestimentos de metal duro adaptados
1. paso1. entrada
2. paso2. entrada
Ejemplo: Fresado de acabado de una corona dentadaExemplo: Fresagem de acabamento de coroa dentada
Módulo Módulo m : 12Ángulo de engrane Ângulo de atuação E∢ : 20°Número de dientes Numero de dentados z : 231Ancho de la rueda Largura do disco b : 150Material Material : 42 CrMo 4
Herramientas Ferramentas
Fresa madre de paso doble con placas reversibles de metal duro Fresa de engrenagens com enxertos descartáveis de metal duro com duas entradas
Ø exterior Exterior-Ø 280Número de ranur. de desprend. Número de canais eff. 16Número de espiras en el rodillo Número de entradas 2
Fresa madre de cremalleraFresas de engrenagens com dente da brocha
Ø exterior Exterior-Ø 220Número de ranur. de desprend. Número de canais 22Número de espiras en el rodillo Número de entradas 2
Datos de corte Dados de corte
29 110
Velocidad de corteVelocidade de corte
Vc m/min
3,5 4,0
AvanceAvanço
fa mm/WU
181 55
Tiempo útil/FresadoTempo principal/fresagem
min
Ahorro = 126 min. de tiempo de procesamientoEconomização = 126 min. tempo de usinagem
Especificación: máx. profundidad de las marcas de avance 5 µm.Indicação: profunidade máxima de marca de avanço 5 µm.
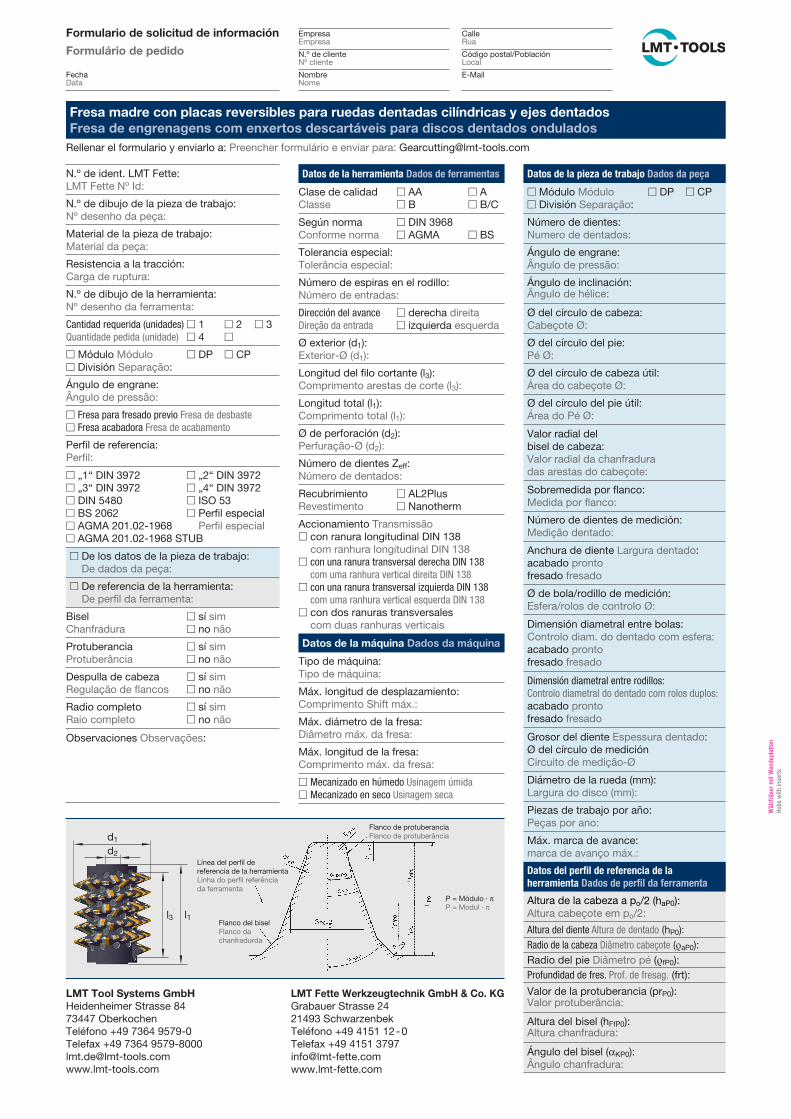
N.º de ident. LMT Fette:LMT Fette Nº Id:
N.º de dibujo de la pieza de trabajo:Nº desenho da peça:
Material de la pieza de trabajo:Material da peça:
Resistencia a la tracción:Carga de ruptura:
N.º de dibujo de la herramienta:Nº desenho da ferramenta:
Cantidad requerida (unidades) □ 1 □ 2 □ 3Quantidade pedida (unidade) □ 4 □
□ Módulo Módulo □ DP □ CP□ División Separação:
Ángulo de engrane:Ângulo de pressão:
□ Fresa para fresado previo Fresa de desbaste□ Fresa acabadora Fresa de acabamento
Perfil de referencia:Perfil:
□ „1“ DIN 3972 □ „2“ DIN 3972□ „3“ DIN 3972 □ „4“ DIN 3972□ DIN 5480 □ ISO 53 □ BS 2062 □ Perfil especial□ AGMA 201.02-1968 Perfil especial□ AGMA 201.02-1968 STUB
□ De los datos de la pieza de trabajo: De dados da peça:
□ De referencia de la herramienta:De perfil da ferramenta:
Bisel □ sí sim Chanfradura □ no não
Protuberancia □ sí sim Protuberância □ no não
Despulla de cabeza □ sí sim Regulação de flancos □ no não
Radio completo □ sí sim Raio completo □ no não
Observaciones Observações:
Datos de la herramienta Dados de ferramentas
Clase de calidad □ AA □ AClasse □ B □ B/C
Según norma □ DIN 3968 Conforme norma □ AGMA □ BS
Tolerancia especial:Tolerância especial:
Número de espiras en el rodillo:Número de entradas:
Dirección del avance □ derecha direita Direção da entrada □ izquierda esquerda
Ø exterior (d1):Exterior-Ø (d1):
Longitud del filo cortante (l3):Comprimento arestas de corte (l3):
Longitud total (l1):Comprimento total (l1):
Ø de perforación (d2):Perfuração-Ø (d2):
Número de dientes Zeff:Número de dentados:
Recubrimiento □ AL2PlusRevestimento □ Nanotherm
Accionamiento Transmissão□ con ranura longitudinal DIN 138
com ranhura longitudinal DIN 138□ con una ranura transversal derecha DIN 138
com uma ranhura vertical direita DIN 138□ con una ranura transversal izquierda DIN 138
com uma ranhura vertical esquerda DIN 138□ con dos ranuras transversales
com duas ranhuras verticais
Datos de la máquina Dados da máquina
Tipo de máquina:Tipo de máquina:
Máx. longitud de desplazamiento:Comprimento Shift máx.:
Máx. diámetro de la fresa:Diâmetro máx. da fresa:
Máx. longitud de la fresa:Comprimento máx. da fresa:
□ Mecanizado en húmedo Usinagem úmida□ Mecanizado en seco Usinagem seca
Datos de la pieza de trabajo Dados da peça
□ Módulo Módulo □ DP □ CP□ División Separação:
Número de dientes:Numero de dentados:
Ángulo de engrane:Ângulo de pressão:
Ángulo de inclinación:Ângulo de hélice:
Ø del círculo de cabeza:Cabeçote Ø:
Ø del círculo del pie:Pé Ø:
Ø del círculo de cabeza útil:Área do cabeçote Ø:
Ø del círculo del pie útil:Área do Pé Ø:
Valor radial del bisel de cabeza:Valor radial da chanfradura das arestas do cabeçote:
Sobremedida por flanco:Medida por flanco:
Número de dientes de medición:Medição dentado:
Anchura de diente Largura dentado:acabado pronto fresado fresado
Ø de bola/rodillo de medición:Esfera/rolos de controlo Ø:
Dimensión diametral entre bolas:Controlo diam. do dentado com esfera:acabado prontofresado fresado
Dimensión diametral entre rodillos:Controlo diametral do dentado com rolos duplos:acabado prontofresado fresado
Grosor del diente Espessura dentado:Ø del círculo de mediciónCircuito de medição-Ø
Diámetro de la rueda (mm):Largura do disco (mm):
Piezas de trabajo por año:Peças por ano:
Máx. marca de avance:marca de avanço máx.:
Datos del perfil de referencia de la herramienta Dados de perfil da ferramenta
Altura de la cabeza a po/2 (haP0):Altura cabeçote em po/2:
Altura del diente Altura de dentado (hP0):Radio de la cabeza Diâmetro cabeçote (ρaP0):Radio del pie Diâmetro pé (ρfP0):Profundidad de fres. Prof. de fresag. (frt):
Valor de la protuberancia (prP0):Valor protuberância:
Altura del bisel (hFfP0):Altura chanfradura:
Ángulo del bisel (αKP0):Ângulo chanfradura:
LMT Tool Systems GmbHHeidenheimer Strasse 8473447 OberkochenTeléfono +49 7364 9579-0Telefax +49 7364 [email protected]
LMT Fette Werkzeugtechnik GmbH & Co. KGGrabauer Strasse 2421493 SchwarzenbekTeléfono +49 4151 12 - 0Telefax +49 4151 [email protected]
Flanco de protuberancia Flanco de protuberância
Línea del perfil de referencia de la herramientaLinha do perfil referência da ferramenta
Flanco del biselFlanco da chanfradurda
P = Módulo · πP = Modul · π
d1
d2
l1l3
Fresa madre con placas reversibles para ruedas dentadas cilíndricas y ejes dentadosFresa de engrenagens com enxertos descartáveis para discos dentados ondulados
Formulario de solicitud de información
Formulário de pedido
CalleRua
Código postal/PoblaciónLocal
EmpresaEmpresa
N.º de clienteNº cliente
NombreNome
FechaData
Rellenar el formulario y enviarlo a: Preencher formulário e enviar para: [email protected]
Wäl
zfrä
ser m
it W
ende
plat
ten
Hobs
with
inse
rts

www.lmt-tools.com84
Fresas madre de desbaste, premecanizadoFresas de desbaste, pré-usinagem
l2
l3
d1 d2
No. cat. Número no catálogo 2163
20°α
1) a petición a pedido
Car-bide
SpecialBP
1)
m d1
Filas de cuchillasFilas de
arestas de corte Zeff l3
Ranura transversal unilateralRanhura
vertical um lado
l2
Ranura longitudinal
Ranhura longitudinal
l2 d2
5,5 270 30 15 15 120 180 165 806 270 30 15 15 130 190 175 807 270 30 15 15 152 215 200 808 270 30 15 15 174 235 220 809 270 30 15 15 196 255 240 80
10 270 30 15 15 217 285 270 8011 300 34 17 17 239 300 285 8012 300 34 17 17 261 325 310 8014 300 34 17 17 304 370 355 8016 300 34 17 17 348 415 400 8018 300 34 17 17 392 360 445 8020 300 34 17 17 436 505 490 8022 360 38 19 16 415 485 470 8024 360 38 19 16 453 520 505 80
5,5 240 26 13 20 123 177 165 606 240 26 13 20 135 192 180 607 240 26 13 20 157 212 200 608 240 26 13 20 179 232 220 609 240 26 13 20 202 257 245 60
10 240 26 13 20 224 282 270 6011 270 30 15 15 239 297 285 6012 270 30 15 15 261 322 310 6014 270 30 15 15 304 367 355 6016 270 30 15 15 348 412 400 6022 5 Espiras
5 Espiras245,5 210 23 12 18 123 176 165 506 210 23 12 18 135 191 180 507 210 23 12 18 157 211 200 508 210 23 12 18 179 231 220 509 210 23 12 18 202 256 245 50
10 210 23 12 18 224 281 270 5011 240 23 12 17 239 297 285 6012 240 23 12 17 261 332 310 6014 240 23 12 17 304 367 355 60

www.lmt-tools.com 85
Fresas madre de cepillar, acabadoFresas de torneamento, usinagem de acabamento
l2
l3
d1 d2
No. cat. Número no catálogo 2153
RH1 Reliefground
Car-bide
1) Perfil de referencia ha0 =1,15 · m, ρa0 = 0,1 · mPerfil ha0 = 1,15 · m, ρa0 = 0,1 · m
SpecialBP
1)
m d1
Filas de cuchillasFilas de
arestas de corte Zeff l3
Ranura transversal unilateralRanhura
vertical um lado
l2
Ranura longitudinal
Ranhura longitudinal
l2 d2
5,5 270 30 15 15 120 180 165 806 270 30 15 15 130 190 175 807 270 30 15 15 152 215 200 808 270 30 15 15 174 235 220 809 270 30 15 15 196 255 240 80
10 270 30 15 15 217 285 270 8011 300 34 17 17 239 300 285 8012 300 34 17 17 261 325 310 8014 300 34 17 17 304 370 355 8016 300 34 17 17 348 415 400 8018 300 34 17 17 392 360 445 8020 300 34 17 17 436 505 490 8022 360 38 19 16 415 485 470 8024 360 38 19 16 453 520 505 80
5,5 240 26 13 20 123 177 165 606 240 26 13 20 135 192 180 607 240 26 13 20 157 212 200 608 240 26 13 20 179 232 220 609 240 26 13 20 202 257 245 60
10 240 26 13 20 224 282 270 6011 270 30 15 15 239 297 285 6012 270 30 15 15 261 322 310 6014 270 30 15 15 304 367 355 6016 270 30 15 15 348 412 400 6022 5 Espiras
5 Espiras245,5 210 23 12 18 123 176 165 506 210 23 12 18 135 191 180 507 210 23 12 18 157 211 200 508 210 23 12 18 179 231 220 509 210 23 12 18 202 256 245 50
10 210 23 12 18 224 281 270 5011 240 23 12 17 239 297 285 6012 240 23 12 17 261 332 310 6014 240 23 12 17 304 367 355 60
Wäl
zfrä
ser m
it W
ende
plat
ten
Hobs
with
inse
rts
FRESAS PARA FRESAS PARA FRESAS PERFILESPARA PERFILESPARA DE DIENTE CON PLACAS PERFILES DE DIENTE CON PLACAS PERFILES REVERSIBLES DE METAL DURO DE DIENTE CON PLACAS REVERSIBLES DE METAL DURO DE DIENTE CON PLACAS FRESA MÓDULO DE DENTADO REVERSIBLES DE METAL DURO FRESA MÓDULO DE DENTADO REVERSIBLES DE METAL DUROCOM ENXERTOS DESCARTÁVEIS COM ENXERTOS DESCARTÁVEIS FRESA MÓDULO DE DENTADOCOM ENXERTOS DESCARTÁVEIS FRESA MÓDULO DE DENTADO DE METAL DUROCOM ENXERTOS DESCARTÁVEIS DE METAL DUROCOM ENXERTOS DESCARTÁVEIS
FRESAS

www.lmt-tools.com 87
Fresas para perfi les de diente con placas reversibles de metal duroFresas módulo com enxertos descartáveis de metal duro
88 Fresas para perfi les de diente con placas reversibles de metal duroFresas módulo com enxertos descartáveis de metal duro
92 Fresado exterior/fresado interiorFresagem exterior/interior
94 La fresa segmentada para perfi les de diente reduce el tiempo necesario para el cambio de herramientasA fresa de módulos segmentada reduz o tempo de troca da ferramenta
94 Placa reversible con 8 bordes cortantes positivosEnxerto descartável com 8 arestas de corte positivas
95 Formulario de solicitud de informaciónFormulário de pedido
96 Fresa para el fresado previo de perfi les de dienteFresa de desbaste de módulo
98 Fresa para el fresado previo de perfi les de diente para rotoresFresa de desbaste de módulo para rotores
99 Recomendaciones de valores de corteRecomendações para valores de corte
Fres
as p
ara
perfi
les
de d
ient
e co
n pl
acas
reve
rsib
les
de m
etal
dur
oFr
esas
mód
ulo
com
enx
erto
s de
scar
táve
is d
e m
etal
dur
o
abre
viar
, por
favo
r
acor
tar a
lgo,
¡Por
favo
r!

www.lmt-tools.com88
Fresas para perfiles de diente con placas reversibles de metal duroFresas módulo com enxertos descartáveis de metal duro
Productivo e innovador:Competencia en el tallado de engranajes de gran tamañoEn todos aquellos lugares en donde se tienen que mover grandes masas y fuerzas los encontramos. Nos referimos a los engranajes de gran tamaño para las siguientes ramas industriales: energía eólica, industria naval y construcción de máquinas. En estos engranajes, unas ruedas dentadas con engranaje interior y exterior realizan el trabajo con máxima precisión. Estos compo-nentes se producen con distintos métodos de fabricación. LMT Fette fabrica desde hace más de 100 años herramientas de talla-do de engranajes para la producción de ruedas dentadas de gran tamaño. Nuestros clientes confían desde entonces en nuestros conocimientos técnicos en el desarrollo y el uso de la tecnolo-gía de herramientas más moderna. La seguridad de proceso y tiempos de mecanizado cortos son hoy en día los criterios más importantes para la producción. Para ello, en las máquinas de ta-llado de engranajes modernas se utilizan herramientas equipadas con placas reversibles. LMT Fette le ofrece un amplio programa de fresas madre y fresas de perfiles de diente para el fresado previo y el fresado de acabado.
Las fresas de perfiles de diente LMT Fette son: Innovadoras, potentes, universales y fiables.
Produtivo e inovador:Competência em engrenagens grandesSempre que forem movimentadas grandes quantidades e forças, elas estão presentes. Nós nos referimos a indústrias como: Energia eólica, indústria naval e maquinagem. Nessas engrena-gens, os discos dentados interiores e exteriores trabalham com a máxima precisão. Essa peças são produzidas através de diferentes modos de produção. LMT Fette fabrica há mais de 100 anos ferra-mentas para a produção de discos dentados de grandes módulos. Nossos clientes confiam em nosso Know How no desenvolvimento e utilização da mais moderna tecnologia de ferramentas. A segu-rança do processo e tempos de usinagem reduzidos representam, hoje em dia, os critérios mais importantes para a fabricação. Em máquinas de usinagem modernas, são utilizadas ferramentas com tecnologia de enxertos descartáveis. LMT Fette disponibiliza uma gama de ferramentas, desde fresas de engrenagens e fresas de módulos para a pré-usinagem e usinagem de acabamento.
Fresas de módulos da LMT Fette: Inovador, alta capacidade, universal e confiável.

www.lmt-tools.com 89
Para el fresado previo de engranajes se pueden utilizar tanto fresas de perfiles de diente (método de diente individual) como fresas madre. La selección del tipo de herramienta óptimo de-pende del tamaño del lote a mecanizar y del número de dientes correspondiente. El fresado por rodamiento es el método más productivo para el engrane de grandes ruedas con un alto núme-ro de dientes. Las fresas de perfiles de diente son especialmente recomendables en el caso de números de dientes reducidos y/o lotes de pequeño tamaño. El diagrama proporciona una orienta-ción para la selección de la herramienta correspondiente.Bajo el punto de vista de costes, las fresas de perfiles de diente son más económicas respecto a los costes de adquisición, así como respecto a los gastos corrientes de las placas de corte reversibles que las fresas madre con placas de corte reversibles. Técnicamen-te, las fresas de perfiles de diente se caracterizan por la posibilidad de concebirlas como fresas para el fresado previo o para el acaba-do. En lo que respecta a las fresas para el fresado previo, en este catálogo figuran las series con medidas de construcción que LMT Fette puede suministrar en plazos de entrega cortos.
Para o desbaste de dentados podem ser utilizadas fresas de módulos (processo individual) ou fresas de engrenagens. A seleção do tipo de ferramenta otimizada, depende do tamanho a ser produzido e do número de dentados no disco. A fresagem de engrenagens é o procedimento mais produtivo para usinagem de discos de módulos grandes com vários dentados. Fresas de mó-dulo devem ser utilizadas, particularmente, em caso de poucos dentados e pequenos tamanhos. O diagrama ajuda na seleção da respetiva ferramenta.
No que diz respeito aos custos de compra e manutenção, as fresas de módulos são mais enconômicas do que as fresas de engrenagens com enxertos descartáveis. Fresas de módulos podem ser utilizadas para desbaste e acaba-mento. Neste catálogo estão representadas as fresas de desbas-te que podem ser fornecidas rapidamente pela LMT Fette.
Comparación Fresa madre con placas reversibles LMT Fette /fresa para perfiles de diente con placas reversibles LMT FetteComparação Fresas de engrenagens com enxertos descartáveis da LMT Fette / Fresas de módulos com enxertos descartáveis LMT Fette
Programa de productos LMT Fette suministrables para el tallado de engranajes de gran tamañoPrograma de fornecimento da LMT Fette para dentados grandes
1) Perfil de rueda en función del número de dientes Perfil de disco dependendo do número do dentado2) El uso de una fresa para perfiles de diente o de una fresa madre con
placas de corte reversibles depende en esta área de los datos de uso del cliente.
A utilização de uma fresa de módulo ou fresa de engrenagens com arestas de corte descartáveis neste área depende dos dados do cliente.
504030
Tie
mp
o d
e fa
bri
caci
ón
Tem
po
de
fab
rica
ção
Número de dientesNumero de dentados
1)
1)
1)
2)
Fresas para fresado previo/acabadoFresa pré-usinagem/acabamento
Clase de calidadClasse
Fresa para perfiles de diente con placas reversiblesModul: 6 a 70 Fresas de módulos com enxertos descartáveisMódulo: 6 até 70
hasta la calidad de rueda 9até qualidade de disco 9
Fresa madre con placas reversiblesMódulo: 6 a 45De un solo paso y de paso dobleFresas de engrenagens com exertos descartáveisMódulo: 6 até 45 One and two-starts
B/C a AAA/A B/C até AAA/A
Otras herramientas de tallado de engranajesOutras ferramentas de dentados
ChamferCutChamferCutFresa madre de acero macizoFresa de engrenagens de aço inteiriço
Otros módulos a petición.Outros módulos a pedido.
Zahn
form
fräs
er m
it W
ende
plat
ten
Gear
mill
ing
cutte
rs w
ith in
sert
s

www.lmt-tools.com90
En la práctica, los métodos de mecanizado de ruedas dentadas con módulos grandes son muy diferentes. El número y los valores de engranaje de las ruedas, el rendimiento de la máquina de en-granaje así como la virutabilidad y calidad de rueda constituyen solo algunos de los factores que influyen en la selección de las herramientas fresadoras.
Os métodos de usinagem de discos dentado com módulos grandes variam muito. A quantidade e tamanhos de dentados de discos, a capacidade da máquina bem como a maquinabilidade e qualidade do disco são apenas alguns fatores que influenciam a seleção das ferramentas de fresagem.
Fresas para perfiles de diente con placas reversibles de metal duroFresas módulo com enxertos descartáveis de metal duro
Fresa para el desbaste del perfil del diente no. cat. 2667 con plaquitas intercambiables de metal duro Fresa de módulos desbaste nº cat. 2667 com enxertos descartáveis de metal duro
Fresa de desbaste para émbolos rotativos (soplete Roots) de dos piezas, Ø 312 x 260 x Ø 120 mm, 92 plaquitas intercambiablesFresa desbaste de perfil para êmbolo curvo2 peças, Ø 312 x 260 x Ø 120 mm, 92 enxertos descartáveis
Fresa de acabado del perfil del diente no. cat. 2675 con plaquitas intercambiables de metal duro, perfil de evolventes Fresas de acabamento de módulos nº cat. 2675 com enxertos descartáveis de metal duro, perfil envolvente
Fresa cortante de múltiples entradas para el perfil del diente, m 50, ángulo E 20°, 11 dientes, sin redondeado de pie, Ø 295 x 190 x Ø 80 mm, 136 plaquitas intercambiablesFresa de disco módulo m 50, E ∢ 20°, 11 dentados, sem pé circular, Ø 295 x 190 x Ø 80 mm, 136 enxertos decartáveis

www.lmt-tools.com 91
LMT Fette tem muita experiência na produção dessas ferramen-tas. Particularmente para o desbaste, foram desenvolvidas fresas de desbaste de alta capacidade para as diferentes máquinas de usinagem. A produção de material inteiriço está desenvolvida para a utilização em máquinas normais de fresagem de discos. Para as máquinas com cabeçotes de fresagem de alta capaci-dade, nós produzimos fresas com enxertos descartáveis (cat nº 2675 e 2667).
Para a fabricação de formas especiais, a LMT Fette produz fresas de perfil individuais e de diferentes tipos. Para além disso, nossa experiência também é incorporada na utilização e manutenção das fresas.
LMT Fette dispone de gran experiencia en el dimensionado de estas herramientas. Particularmente, para el desvirutado previo se desarrollaron unas fresas de desbaste de alto rendimiento para las más diversas máquinas de mecanizado. Las versiones macizas son dimensionadas para el empleo en las fresas de engranajes convencionales (catálogo 2630). Suministramos los fresolines del perfil del diente (no. cat. 2620 y 2621) para módulos grandes, como p.ej. para el mecanizado de segmentos de diente en mandrinadoras de placas. Para las máquinas de engranajecon cabezas de fresa a motor de alto rendimiento fabricamos fresas con plaquitas intercambiables (no. cat. 2675 y 2667).
Para la producción de formas especiales LMT Fette fabrica fresas de perfil de las más diversas construcciones y dimensionados individuales. Además ponemos a su disposición nuestras expe-riencias para el empleo y la conservación de las fresas.
Fresolín del perfil del diente (fresa para el desbaste) m Stub 48 (acero calibrado), ángulo E 20°, Ø 150 x 180 mm longitud,22 plaquitas intercambiablesFresa cônica de módulos (desbaste) m 48-Stub, E ∢ 20°, Ø 150 x 180 mm comprimento, 22 enxertos descartáveis
Zahn
form
fräs
er m
it W
ende
plat
ten
Gear
mill
ing
cutte
rs w
ith in
sert
s

www.lmt-tools.com92
Fresado exterior/fresado interiorFresagem exterior/interior
Fresa para fresado previoFresa de desbaste
Fresa para fres. previo con sobremed. biseladaFresa de desbaste com medida facetada
Fresa para fresado previo con sobremedida uniformeFresa de desbaste com medida uniforme
Fresa acabadoraFresa de acabamento
Calidad de rueda alcanzada Qualidade de disco alcançada + ++ +++ +++ / ++++
Distribución de placas reversiblesAtribuição de enxertos descartáveis
Flanco recto Flanco linear
Perfil adaptado Perfil ajustado
Perfil acabado Perfil acabado
Perfil acabado Perfil acabado
Placa reversible tipo – cabezaEnxertos descartáveis tipo – Cabeçote
Estándar Padrão
Estándar / semi-estándar Padrão / Semi Padrão
Semi-estándar Semi Padrão
Semi-estándar Semi Padrão
Placa reversible tipo – flancoEnxertos descartáveis tipo – Flanco
Estándar Padrão
Estándar Padrão
Semi-estándar Semi Padrão
Semi-estándar Semi Padrão
Cuerpo de la herramientaCorpo da ferramenta
Pág. 96–97, Estándar P. 96–97, Padrão
Pág. 96–97, Serie preferencial LMT Fette a peticiónP. 96–97, LMT Fette série aconselhada a pedido
Pág. 96–97, Serie preferencial LMT Fette a peticiónP. 96–97, LMT Fette série aconselhada a pedido
Pág. 96–97, Serie preferencial LMT Fette a peticiónP. 96–97, LMT Fette série aconselhada a pedido
Costes de herramientaCustos da ferramenta € €€ €€€ €€€€
Plazo de entregaTempo de fornecimento
En
gra
naj
e in
teri
or
(EI)
Den
tad
o in
teri
or
En
gra
naj
e ex
teri
or
(EE
) D
enta
do
ext
erio
r
Calidad de rueda creciente Qualidade de disco aumentado
EE Desbastado contorno adaptado Desbaste AV contorno ajustado
EI Desbastado grueso Desbaste IV Grosso
EI Desbastado contorno adaptado Desbaste IV contorno ajustado
EE Desbastado grueso Desbaste AV Grosso

www.lmt-tools.com 93
Fresa para fresado previoFresa de desbaste
Fresa para fres. previo con sobremed. biseladaFresa de desbaste com medida facetada
Fresa para fresado previo con sobremedida uniformeFresa de desbaste com medida uniforme
Fresa acabadoraFresa de acabamento
Calidad de rueda alcanzada Qualidade de disco alcançada + ++ +++ +++ / ++++
Distribución de placas reversiblesAtribuição de enxertos descartáveis
Flanco recto Flanco linear
Perfil adaptado Perfil ajustado
Perfil acabado Perfil acabado
Perfil acabado Perfil acabado
Placa reversible tipo – cabezaEnxertos descartáveis tipo – Cabeçote
Estándar Padrão
Estándar / semi-estándar Padrão / Semi Padrão
Semi-estándar Semi Padrão
Semi-estándar Semi Padrão
Placa reversible tipo – flancoEnxertos descartáveis tipo – Flanco
Estándar Padrão
Estándar Padrão
Semi-estándar Semi Padrão
Semi-estándar Semi Padrão
Cuerpo de la herramientaCorpo da ferramenta
Pág. 96–97, Estándar P. 96–97, Padrão
Pág. 96–97, Serie preferencial LMT Fette a peticiónP. 96–97, LMT Fette série aconselhada a pedido
Pág. 96–97, Serie preferencial LMT Fette a peticiónP. 96–97, LMT Fette série aconselhada a pedido
Pág. 96–97, Serie preferencial LMT Fette a peticiónP. 96–97, LMT Fette série aconselhada a pedido
Costes de herramientaCustos da ferramenta € €€ €€€ €€€€
Plazo de entregaTempo de fornecimento
Calidad de rueda creciente Qualidade de disco aumentado
EE Prealisado, placas reversibles adaptadasAV Pré-torneamento, enxertos descartáveis ajustados
EE AlisadoAV torneamento
EI Prealisado, placas reversibles adaptadasIV Pré-torneamento, enxertos descartáveis ajustados
EI AlisadoIV torneamento
Zahn
form
fräs
er m
it W
ende
plat
ten
Gear
mill
ing
cutte
rs w
ith in
sert
s

www.lmt-tools.com94
La producción de ruedas dentadas se caracteriza por una gran diver-sidad de variantes con diferentes módulos, perfiles y lotes pequeños. Para la producción de todas estas ruedas dentadas se tienen que utilizar herramientas optimizadas para los respectivos requisitos. En el tallado de engranajes interiores y exteriores de ruedas dentadas, el desmontaje de estas herramientas es muy laborioso. Además, el cambio de las placas de corte reversibles se tiene que realizar frecuentemente después del desmontaje de la herramienta. Según la versión de máquina utilizada, el cambio de herramientas puede ser muy laborioso, especialmente debido al desmontaje del árbol de transmisión y el subsiguiente trabajo de ajuste.
Con la nueva fresa segmentada para perfiles de diente de LMT Fette se puede reducir drásticamente el tiempo que se necesita para el cambio de herramientas. El cuerpo base puede permane-cer en el árbol para todas las tareas de tallado de engranajes y, por ello, el cambio de los segmentos ya premontados es bastante rápido. La fresa segmentada para perfiles de diente es concebida para el perfil a fresar más grande, permitiendo así una producción flexible.
Ventajas ◼ Cambios de herramienta rápidos: aprox. 15 min. ◼ El cambio de las placas reversibles se puede realizar fuera
de la máquina ◼ Refrigeración interna ◼ Apropiado para engranajes exteriores e interiores ◼ Con bisel ajustable (opcional)
A fabricação de discos dentados é caracterizada por diversas variedades de discos dentados com diversos módulos, perfis e pequenos tamanhos de lotes. Para a produção desses dentados devem ser utilizadas ferramentas otimizadas para os respetivos requisitos. Na usinagem de dentados interiores e exteriores, a desmontagem dessa ferramenta é bastante difícil. E mesmo a troca dos enxertos de corte descartáveis geralmente ocorre após a desmontagem da ferramenta. Essa troca das ferramen-tas consome muito tempo, dependendo da versão da máquina, especialmente com a desmontagem dos eixos propulsores e a instalação demora muito tempo.
Com a fresa de módulos segmentada e recém-desenvolvida pela LMT Fette, o tempo de troca da ferramenta pode ser drastica-mente reduzido. O corpo básico pode ficar no eixo para todas as tarefas de criação de rodas dentadas e assim ocorre um intercâmbio rápido dos segmentos pré-montados. A fresa de módulos segmentada foi projetada para o perfil a ser fresado e assim permite uma fabricação bem flexível.
Vantagens ◼ Troca rápida de ferramenta, aprox. 15 minutos ◼ Troca dos enxertos descartáveis também pode ser feita fora
da máquina ◼ Refrigeração interna ◼ Adequada para engrenagens com dentados internos ou
externos ◼ Com quebra de cantos ajustável opcional
El programa de fresas de perfiles de diente para engranajes interiores y exteriores es complementado por cuerpos base optimizados, así como por placas de corte positivas con filos cortantes 8 veces utilizables. Gracias a este dimensionamiento se logran unos cortes más suaves incluso a avances altos. Los metales duros y los recubrimientos están hechos a medida para las cargas del mecanizado de los materiales de ruedas dentadas, tanto durante el desbastado como durante el alisado.
Placa reversible con 8 bordes cortantes positivosEnxerto descartável com 8 arestas de corte positivas
O programa de fresas de módulos para engrenagens com dentados internos ou externos é completada por corpos básicos otimizados e por enxertos de cortes com bordas utilizáveis 8 vezes. Com essa dispo-sição, podem-se obter cortes mais suaves mesmo com avanços mais altos. Os metais duros e revestimentos são talhados especi-ficamente para as exigências do processamento de materiais de discos dentados, seja em alisamento ou em esmerilhamento.
La fresa segmentada para perfiles de diente reduce el tiempo necesario para el cambio de herramientasA fresa de módulos segmentada reduz o tempo de troca da ferramenta

Fresa para perfiles de diente con placas reversibles para engranajes interiores y exterioresFresas de módulos com enxertos descartáveis para dentados interiores e exteriores
N.º de ident. LMT Fette:LMT Fette-Nº Id:
N.º de dibujo de la pieza de trabajo:Nº desenho da peça:
Dibujo de herramienta/N.º del perfil de referencia:Desenho da peça/perfil nº:
Material de la pieza de trabajo:Material da peça:
Resistencia a la tracción:Carga de ruptura:
Cantidad requerida (unidades) 1 2 3Quantidade pedida (unidade) 4
Módulo Módulos DP CP División Separação:
Ángulo de engrane:Ângulo de pressão:
Fresa para fresado previo Fresa de desbaste Fresa acabadora Fresa de acabamento
Perfil de referencia:Perfil:
„1“ DIN 3972 „2“ DIN 3972 „3“ DIN 3972 „4“ DIN 3972 DIN 5480 ISO 53 BS 2062 Perfil especial AGMA 201.02-1968 Perfil especial AGMA 201.02-1968 STUB
De los datos de la pieza de trabajo: De dados da peça:
Bisel sí sim Chanfradura no não
Protuberancia sí sim Protuberância no não
Despulla de cabeza sí simRegulação de flancos no não
Radio completo sí simRaio completo no não
Datos de la herramienta Dados de ferramentas
Clase de calidad AA AClasse B B/C
Según norma DIN 3968 Conforme norma AGMA BS
Tolerancia especial:Tolerância especial:
Ø exterior: (d1):Exterior-Ø:(d1):
Longitud del filo cortante (l3):Comprimento de cortes (l3):
Longitud total (l1):Comprimento total (l1):
Ø de perforación (d2):Perfuração-Ø (d2):
Diámetro del collarín:Diâmetro rebordo:
Número de dientes Zeff:Numero de dentados:
Material de corte LCP35HMaterial de corte LC630XT
Accionamiento Transmissão con ranura longitudinal DIN 138com encaixe longitudinal DIN 138
con una ranura transversal derecha DIN 138 com uma ranhura vertical direita DIN 138
con una ranura transversal izquierda DIN 138com um encaixe vertical esquerdo DIN 138
con dos ranuras transversalescom dois encaixes verticais
con alimentación interna de refrigerantecom alimentação de fluído de refrigeração interna
Datos de la máquina Dados da máquina
Tipo de máquina:Tipo de máquina:
Máx. longitud de desplazamiento:Comprimento Shift máx.:
Máx. diámetro de la fresa:Diâmetro máx. da fresa:
Máx. longitud de la fresa:Comprimento máx. da fresa:
Mecanizado en húmedo Usinagem úmida Mecanizado en seco Usinagem seca
Observaciones Observações:
Datos de la pieza de trabajo Dados da peça
Engranaje interior (EI) Dentado interior Engranaje exterior (EE) Dentado exterior
Módulo Módulo DP CP División Separação:
Número de dientes:Numero de dentados:
Ángulo de engrane:Ângulo de pressão:
Ángulo de inclinación:Ângulo de hélice:
Ø del círculo de cabeza:Cabeçote Ø:
Ø del círculo del pie:Pé Ø:
Ø del círculo de cabeza útil:Área do cabeçote Ø:
Ø del círculo del pie útil:Effective root circle dia.:
Curvatura del pie:Área do Pé Ø:
Valor radial del bisel de cabeza:Valor radial da chanfradura das arestas do:
Sobremedida por flanco max.:Medida por flanco min.:
Número de dientes de medición:Medição dentado:
Anchura de diente Largura dentado:acabado pronto fresado fresado
Ø de bola/rodillo de medición:Esfera/rolos de controlo Ø:
Dimensión diametral entre bolas:Controlo diametral do dentado com esfera:acabado pronto fresado fresado
Dimensión diametral entre rodillos:Controlo diametral do dentado com rolos duplos:acabado pronto fresado fresado
Grosor del diente Espessura dentado:Ø del círculo de mediciónCircuito de medição-Ø
Calidad de la rueda DINQualidade do disco AGMA
Diámetro de la rueda (mm):Largura do disco (mm):
Piezas de trabajo por año:Peças por ano:
Bild
b1
d1d2
Formulario de solicitud de información
Formulário de pedido
CalleRua
Código postal/PoblaciónLocal
EmpresaEmpresa
N.º de clienteNº cliente
NombreNome
FechaData
Rellenar el formulario y enviarlo a: Preencher formulário e enviar para: [email protected]
LMT Tool Systems GmbHHeidenheimer Strasse 84 · 73447 OberkochenTeléfono +49 7364 9579-0 · Telefax +49 7364 [email protected] · www.lmt-tools.com
LMT Fette Werkzeugtechnik GmbH & Co. KGGrabauer Strasse 24 · 21493 SchwarzenbekTeléfono +49 4151 12 - 0 · Telefax +49 4151 [email protected] · www.lmt-fette.com
Zahn
form
fräs
er m
it W
ende
plat
ten
Gear
mill
ing
cutte
rs w
ith in
sert
s

www.lmt-tools.com96
N = Número de bordes cortantes Quantidade das bordas de corte
N4 N4 N4 N4 N4 N4 N8 N8
Código LMT
XNHQ251405012 XNHQ251405020 XNHQ191406032 XNHQ151207044 XNHQ121406048 XNHQ141206060 LNHQ1206 LNKU1206
Clases de material de corte N.º de ident. Tipos de materiais de corte Ident nº
LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35Hm d1 b1 d2 Zeff t Ident No. 7052952 7078874 7053699 7078875 7053725 7078876 7053739 7078877 7078881 7078878 7078882 7078879 9203919 7078880 7007153 7062832
6 220 70 60 8 17 7078803 16 6 270 70 60 10 17 7078804 20 6 350 70 80 12 17 7078805 24 8 220 70 60 8 17 7078806 16 8 270 70 60 10 17 7078807 20 8 350 70 80 12 17 7078808 2410 220 70 60 8 23 7078809 16 1610 270 70 60 10 23 7078810 20 2010 350 70 80 12 23 7078811 24 2412 220 70 60 6 34 7078812 12 1212 270 70 60 8 34 7078813 16 1612 350 90 80 8 34 7078814 16 1614 220 70 60 6 43 7078815 12 1814 270 70 60 8 43 7078816 16 2414 350 90 80 8 43 7078817 16 2416 270 90 60 6 43 7078818 12 1816 350 90 80 8 43 7078819 16 2416 450 90 100 10 43 7078820 20 3018 270 90 60 6 52 7078821 12 2418 350 90 80 8 52 7078822 16 3218 450 90 100 10 52 7078823 20 4020 270 90 60 6 56 7078824 12 3020 350 90 80 8 56 7078825 16 4020 450 90 100 10 56 7078826 20 5022 270 90 60 6 56 7078827 12 3022 350 120 80 8 56 7078828 16 4022 450 120 100 10 56 7078829 20 5024 270 120 60 6 62 7078830 12 3624 350 120 80 8 62 7078831 16 4824 450 120 100 10 62 7078832 20 6026 350 120 100 8 63 7078833 16 4826 450 120 100 10 63 7078834 20 6028 350 120 100 8 67 7078835 16 5628 450 120 100 10 67 7078836 20 7030 350 120 100 8 81 7078837 16 6430 450 120 100 10 81 7078838 20 8032 400 120 100 8 81 7078839 16 6432 500 120 100 10 81 7078840 20 8036 400 140 100 8 92 7078841 16 7236 500 140 100 10 92 7078842 20 90
1150-86 1158-2 1150-84 1188-3 1150-80A 1158-2 1150-84 1158-31045766 T15 1045777 T20 2217211 T15 1045777 T20
Fresa para el fresado previo de perfiles de dienteFresa de desbaste de módulo
b1
d1
t
d2
Car-bide20°
α DIN3972BP IV
Dimensiones preferenciales
Su ventaja ◼ Plazos de entrega cortos ◼ Ahorro de gastos
Dimensões vantajosas
Suas vantagens ◼ Maior rapidez no fornecimento ◼ Economização de custos

www.lmt-tools.com 97
N = Número de bordes cortantes Quantidade das bordas de corte
N4 N4 N4 N4 N4 N4 N8 N8
Código LMT
XNHQ251405012 XNHQ251405020 XNHQ191406032 XNHQ151207044 XNHQ121406048 XNHQ141206060 LNHQ1206 LNKU1206
Clases de material de corte N.º de ident. Tipos de materiais de corte Ident nº
LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35H LC630XT LCP35Hm d1 b1 d2 Zeff t Ident No. 7052952 7078874 7053699 7078875 7053725 7078876 7053739 7078877 7078881 7078878 7078882 7078879 9203919 7078880 7007153 7062832
6 220 70 60 8 17 7078803 16 6 270 70 60 10 17 7078804 20 6 350 70 80 12 17 7078805 24 8 220 70 60 8 17 7078806 16 8 270 70 60 10 17 7078807 20 8 350 70 80 12 17 7078808 2410 220 70 60 8 23 7078809 16 1610 270 70 60 10 23 7078810 20 2010 350 70 80 12 23 7078811 24 2412 220 70 60 6 34 7078812 12 1212 270 70 60 8 34 7078813 16 1612 350 90 80 8 34 7078814 16 1614 220 70 60 6 43 7078815 12 1814 270 70 60 8 43 7078816 16 2414 350 90 80 8 43 7078817 16 2416 270 90 60 6 43 7078818 12 1816 350 90 80 8 43 7078819 16 2416 450 90 100 10 43 7078820 20 3018 270 90 60 6 52 7078821 12 2418 350 90 80 8 52 7078822 16 3218 450 90 100 10 52 7078823 20 4020 270 90 60 6 56 7078824 12 3020 350 90 80 8 56 7078825 16 4020 450 90 100 10 56 7078826 20 5022 270 90 60 6 56 7078827 12 3022 350 120 80 8 56 7078828 16 4022 450 120 100 10 56 7078829 20 5024 270 120 60 6 62 7078830 12 3624 350 120 80 8 62 7078831 16 4824 450 120 100 10 62 7078832 20 6026 350 120 100 8 63 7078833 16 4826 450 120 100 10 63 7078834 20 6028 350 120 100 8 67 7078835 16 5628 450 120 100 10 67 7078836 20 7030 350 120 100 8 81 7078837 16 6430 450 120 100 10 81 7078838 20 8032 400 120 100 8 81 7078839 16 6432 500 120 100 10 81 7078840 20 8036 400 140 100 8 92 7078841 16 7236 500 140 100 10 92 7078842 20 90
1150-86 1158-2 1150-84 1188-3 1150-80A 1158-2 1150-84 1158-31045766 T15 1045777 T20 2217211 T15 1045777 T20
Zahn
form
fräs
er m
it W
ende
plat
ten
Gear
mill
ing
cutte
rs w
ith in
sert
s

www.lmt-tools.com98
Estas herramientas son especialmente económicas debido a su alto rendimiento de eliminación de capa y conservación sin problema. El perfil se forma como polígono de sectores rectos y cuenta con una demasía mínima para el acabado de fresado.A fin de alcanzar unas demasías de acabado muy paralelas se apli-can formas modificadas aparte de las plaquitas intercambiables es-tándar. Las modificaciones están provistas de fases o redondeados.
Essas ferramentas são particularmente econômicas devido à sua grande capacidade de usinagem e manutenção fácil. O perfil é em forma de polígonos tem seções lineares e tem uma medida mínima para o desbaste.Para conseguir medidas de desbaste paralelas, para além dos enxertos descartáveis padrão também são utilizadas formas mo-dificadas. Essas contêm chanfraduras ou arredondamentos.
Fresa para el fresado previo de perfiles de diente para rotoresFresa de desbaste de módulo para rotores
No. cat. Número no catálogo 2695
Dimensiones rotorDimensões do rotor
Dimensiones fresa (variables)Dimensões de fresas
Ø ExteriorExterior-Ø
Altura de perfilAltura perfil
TipoTipo d1 b1 d2
100 22 HL 220 60 60 25– 36100 22 NL 220 60 60127,5 27,5 HL 250 70 80 32– 45127,5 27,5 NL 250 70 80163,2 35,5 HL 250 80 80 40– 56163,2 35,5 NL 250 80 80204 44 HL 300 100 100 50– 70204 44 NL 300 100 100255 55 HL 320 125 100 63– 85255 55 NL 320 100 100318 70 HL 350 160 100 70–100318 70 NL 350 125 100
Forma l s dDenominación
DescriçãoTornillo de sujeciónParafuso de fixação
A 12,70 6,35 14,29 1185-11 1150-8012,70 7,94 15,88 1185-1515,88 7,94 15,88 M4-2176419,05 6,35 14,29 1185-31
B 12,70 6,35 14,29 M4-2085912,70 7,94 15,88 M4-19730-2
C 19,05 6,35 14,29 M4-21045D 25,40 6,35 14,29 M4-20924
19,05 6,35 14,29 1185-35
Formas de portaútiles intercambiablesFormas de enxertos descartáveis
Car-bide
HL = Rodete principal Rotor principal (MALE), (macho = MALE), NL = Rodete auxiliar Rotor secundário (FEMALE) (hembra = FEMALE)
A B C Dd
l
s

www.lmt-tools.com 99
Recomendaciones de valores de corteRecomendações para valores de corte
Valores de referencia para la potencia necesariadurante el fresado previo de perfiles de diente:
Rm = Resistencia a la tracción (N/mm2)Vc = Velocidad de corte (m/min)hm1 = Grosor de viruta medio (cabeza) (mm) Valor ≈ 0,1 mmz = Número de filos cortantes (cabeza) / 2fz = Avance por diente (mm)a = Profundidad radial (mm) (profundidad de corte)D = Ø de la herramientavf = Avance (mm/min)Qspez. = Factor de potencia (cm3 min · kW) (valor de la tabla)
Fórmula válida para la profundidad de perfil completa:
P(kW) = 3,19 · Mod.2 · vf ________________ 1000 · Qspez.
vf = fz · n · z
fz = hm1 _____
√ ___
a __ D
Valores de referência de capacidadena fresagem de desbaste de módulos:
Rm = Tenacidade (N/mm2)Vc = Velocidade de corte (m/ min)hm1 = Aparas médias (mm) Valor ≈ 0,1 mmz = Quantidade arestas de corte / 2fz = Avanço do dentado (mm)a = Profundidade radial (mm) (Profundidade de corte)D = Ferramenta-Øvf = Avanço (mm/ min) Qspez. = Fator de desempenho (cm3 min · kW) (Valor da tabela)
Forma válida para profundidade de perfil total:
P(kW) = 3,19 · Mod.2 · vf
1000 · Qspez.
vf = fz · n · z fz =
hm1 _____
√ ___
a __ D
180500
600
700
800
900
1000
1100
1200
1300
1400
1500
170 160 150 140 130 120 110 100 90 80 70
Vc (m/min)
Rm
(N/m
m2 ) M = 6
M = 10M = 14M = 18M = 20M = 22
Zahn
form
fräs
er m
it W
ende
plat
ten
Gear
mill
ing
cutte
rs w
ith in
sert
s

ANEXOANEXOANEXOANEXOANEXO
h P0
h fP
0
h FfP
0
h FaP
0
haP
0
h prP
0
αtK
αt
αtpr
PP
sta
staK
d Fa
d ad FaV
h Kd bp
r
d
q tx Em
n
C0
FStV
d fE
d b
ψb
prtP0
d bK
dFf
V
dFf
α tK
α t α tpr
pt
2
Fresa madreFresa de
engrenagens
Evolvente útilEnvolvente
Evolvente derotura de cantoEnvolvente de chanfradura
Línea dereferencia de perfilLinha do perfil de referência
Recta de talladoLinha de fresagem Evolvente de
protuberanciaEnvolvente de protuberância
Rueda dentadaDisco dentado
αtαtα
sta
staK
d Fa
d ad FaV
h K
pt
2
Fresa madreFresa de
engrenagens
Evolvente útilEnvolvente
Evolvente derotura de cantoEnvolvente de chanfradura
Línea de

Anex
o An
exo
www.lmt-tools.com 101
AnexoAnexo
102 Contraposición: paso – módulo – paso diametral – paso circular Com par i son: pitch – mod ule – diametral pitch – circular pitch
103 Tolerancias para fresas madre de un fileteTolerâncias para fresas de engrenagens de uma entrada
104 Tolerancias para fresas madre de filete múltipleTolerâncias para fresas de engrenagens de várias entradas
106 protocolos de verificación de fresas madreprotocolos de verificação para fresas de engrenagens
108 Efectos sobre la rueda dentada originados por las tolerancias en las fresas y errores de sujeción de fresasConsequências de desvios de fresas e erros de montagem no disco dentado
110 Influencia de las categorías de calidad de la fresa madre en la calidad de engranajeInfluência das classes de qualidade da fresa de engrenagens na qualidade do dentado
111 Recepción portaherramientas para las fresas madre en la máquina fresadora sin finColocação de fresas de engrenagens na máquina de fresagem
113 perfil de referencia de herramienta y perfil de rueda dentada en el fresado sin finperfil de ferramenta e perfil do disco dentado na fresagem de engrenagens
114 perfiles de referencia para ruedas frontales con engranaje de evolventeperfis para discos dentados com dentado envolvente
116 perfiles de referencia normados para ruedas frontales con engranaje de evolventeperfis normalizados para discos dentados com dentado envolvente
117 perfiles de referencia de fresa madreperfis de fresas de engrenagens
124 perfiles de engranajes corrientes y perfiles de referencia de fresas madre correspondientesperfis de dentados normais e os respetivos perfis de fresas de engrenagens
133 Materiales de corteMateriais de corte
134 Recubrimiento pVDRevestimento pVD
136 Recubrimientos en el metal duro para útiles talladores de dentadosRevestimentos duros em ferramentas dentadas
137 Formación de desgasteFormação de desgaste
139 parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens
150 Longitud de regulaciónComprimento ajustado
154 Longitud conformadora del perfilComprimento de formação de perfil
156 Carrera de shiftingCaminho Shift
157 Desplazamiento basto con una traslación constanteShift grosso com avanço constante
158 Carrera axialCaminho axial
160 Mantenimiento de fresas madreManutenção de fresas de engrenagens
176 Fresas madre de protuberanciaFresas de engrenagens de protuberância
181 Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
194 Fresas para tallar la forma del diente con plaquitas giratoriasFresas de módulos com exertos descartáveis
196 Relación de números DINDiretório de números DIN
196 pictogramasVista geral pictograma

www.lmt-tools.com102
Contraposición: paso – módulo – paso diametral (diametral pitch) –paso circular (circular pitch)Comparação: passo – Módulo – Diametral pitch – Circular pitch
paso Separação
mmMóduloMódulo Dp Cp
paso Separação
mmMóduloMódulo Dp Cp
paso Separação
mmMóduloMódulo Dp Cp
0,31416 0,1 2,84987 28 22,22500 7/8
0,34558 0,11 2,98451 0,95 22,79899 3 1/2
0,37699 0,12 3,06909 26 23,81250 1 5/16
0,39898 200 3,14159 1 25,13274 80,43982 0,14 3,17500 1/8 25,40000 10,44331 180 3,32485 24 26,59892 30,45598 175 3,62711 22 26,98750 1 1/16
0,49873 160 3,92699 1,25 28,27433 90,50265 0,16 3,98982 20 28,57500 1 1/8
0,53198 150 4,43314 18 29,01689 2 3/4
0,56549 0,18 4,71239 1,5 30,16250 1 3/16
0,62831 0,20 4,76250 3/16 31,41593 100,62832 127 4,98728 16 31,75000 1 1/4
0,66497 120 5,49779 1,75 31,91858 2 1/2
0,69115 0,22 5,69975 14 33,33750 1 5/16
0,75997 105 6,28319 2 34,55752 110,78540 0,25 6,35000 1/4 34,92500 1 3/8
0,79796 100 6,64970 12 35,46509 2 1/4
0,83121 96 7,06858 2,25 36,51250 1 7/16
0,87965 0,28 7,85398 2,5 37,69911 120,90678 88 7,93750 5/16 38,10000 1 1/2
0,94248 0,30 7,97965 10 39,89823 20,99746 80 8,63938 2,75 41,27500 1 5/8
1,09557 0,35 8,86627 9 43,98230 141,10828 72 9,42478 3 44,45000 1 3/4
1,24682 64 9,52500 3/8 45,59797 1 3/4
1,25664 0,40 9,97456 8 47,62500 1 7/8
1,32994 60 10,21018 3,25 50,26548 161,41372 0,45 10,99557 3,5 50,80000 21,57080 0,50 11,11250 7/16 53,19764 1 1/2
1,58750 1/16 11,39949 7 56,54867 181,59593 50 11,78097 3,75 62,83185 201,66243 48 12,56637 4 63,83716 1 1/4
1,72788 0,55 12,70000 1/2 69,11504 221,73471 46 13,29941 6 75,39822 241,81356 44 14,13717 4,5 78,53982 251,88496 0,60 14,28750 9/16 79,79645 11,89992 42 14,50845 5 1/2 81,68141 261,99491 40 15,70796 5 87,96459 282,04204 0,65 15,87500 5/8 91,19595 7/8
2,09991 38 15,95930 5 94,24778 302,19911 0,70 17,27876 5,5 100,53096 322,21657 36 17,46250 11/16 106,39527 3/4
2,34695 34 17,73255 4 1/2 109,95574 352,35619 0,75 18,84956 6 113,09734 362,49364 32 19,05000 3/4 125,66371 402,51327 0,80 19,94911 4 127,67432 5/8
2,65988 30 20,42035 6,5 141,37167 452,67035 0,85 20,63750 13/16 157,07963 502,82743 0,90 21,99115 7 159,59290 1/2
Módulos
m = 25,4 _____ DP
m = 25 · 4 ______ π x CP
paso diametral
DP = π ___ CP
DP = 25,4 _____ m
paso circular
CP = π ___ DP
CP = m · π ______ 25 · 4
PasoPasso

www.lmt-tools.com 103
Anex
o An
exo
Tolerancias para fresas madre de un filete para ruedas frontalescon engranaje de evolventes DIN 3968 en µmTolerâncias para fresas de engrenagens de uma entrada pra discos dentados com dentados envolventes DIN 3968 em µm
No.corr.1)
Nº a.c.1)
MediciónMedição
SignoAbrevia-
tura
Cate-gor.
Classe
para sector de módulopara área modular
más de acerca
0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 25–40
1 Diámetro detaladroDiâmetro da perfuração
AA H 5A H 5B H 62)
C H 6D H 7
4 Tolerancia de marcha concéntrica en rosetas de controlDeslocamento axial nos rebordos de teste
frp AA 5 5 5 5 5 5 6 6 8A 5 5 5 6 8 10 12 16 20B 6 6 6 8 10 12 16 20 25C 10 10 10 12 16 20 25 32 40
5 Tolerancia de marcha transversal en superficiesde sujeciónDesvio da fresa nas áreas de corte
fps AA 3 3 3 3 3 4 5 5 6A 3 3 3 5 5 8 8 10 10B 4 4 4 6 6 10 10 12 12C 6 6 6 10 10 16 16 20 20D 10 10 10 16 16 25 25 32 32
6 Tolerancia de marcha concéntrica en cabezas de dienteDeslocamento axial nos cabeçotes dentados
frk AA 10 10 12 16 20 25 32 40 50A 12 16 20 25 32 40 50 63 80B 25 32 40 50 63 80 100 125 160C 50 63 80 100 125 160 200 250 315D 100 125 160 200 250 315 400 500 630
7 Tolerancia de forma y posición de la cara de virutaDesvio de forma e posição da área de corte
FfN AA 10 10 12 16 20 25 32 40 50A 12 16 20 25 32 40 50 63 80B 25 32 40 50 63 80 100 125 160C 50 63 80 100 125 160 200 250 315D 100 125 160 200 250 315 400 500 630
8 Paso individual de ranuras de virutaPasso individual dos canais
ftN +–
AA 10 10 12 16 20 25 32 40 50A 12 16 20 25 32 40 50 63 80B 25 32 40 50 63 80 100 125 160C 50 63 80 100 125 160 200 250 315D 100 125 160 200 250 315 400 500 630
10 Paso aditivo de ranuras de virutaPasso total dos canais
FtN AA 20 20 25 32 40 50 63 80 100A 25 32 40 50 63 80 100 125 160B 50 63 80 100 125 160 200 250 315C 100 125 160 200 250 315 400 500 630D 200 250 315 400 500 630 800 1000 1250
11 Dirección de ranuras de viruta con más de 100 mm de longitud de fresaDireção dos canais em 100 mm comprimento da fresa
fHN +–
AA 50A 70B 100C 140D 200
12 Tolerancia de forma delcanto de corteDesvio da forma da borda de corte
FfS AA 6 6 6 8 10 12 14 18 22A 10 11 12 14 16 20 25 32 40B 20 22 25 28 32 40 50 63 80C 40 45 50 56 63 80 100 125 160
AA 16 16 16 20 25 32 40 50 6313 Espesor del diente en
cilindro de referenciaEspessura do dente no cilindro
fs – A 25 28 32 36 40 50 63 80 100B 50 56 63 71 80 100 125 160 200C 100 112 125 140 160 200 250 320 400D 100 112 125 140 160 200 250 320 400
14 Altura de paso de fresa, de canto de corte a canto de corte en dirección de filetePasso de fresa de borda de corte a borda de corte em direção da entrada
fHF +–
AA 4 4 4 5 6 8 10 12 16A 6 7 8 9 10 12 16 20 25B 12 14 16 18 20 25 32 40 50C 25 28 32 36 40 50 63 80 100D 50 56 63 71 80 100 125 160 200
15 Altura de paso de fresa en dirección de filete entre cantos de corte arbitrarios de una espira Passo de fresa em direção de entrada entre bordas de corte de uma espira
FHF AA 6 6 6 8 10 12 14 18 22A 10 11 12 14 16 20 25 32 40B 20 22 25 28 32 40 50 63 80C 40 45 50 56 63 80 100 125 160D 80 90 100 112 125 160 200 250 320
16 Segmento de paso de engrane de canto de corte a canto de corte Seção de passo de borda de corte a borda de corte
fe +–
AA 4 4 4 5 6 8 10 12 16A 6 7 8 9 10 12 16 20 25B 12 14 16 18 20 25 32 40 50C 25 28 32 36 40 50 63 80 100
17 Paso de engrane dentro de un sector de engranePasso dentro de uma área de atuação
Fe AA 8 8 8 10 12 16 20 25 32A 12 14 16 18 20 25 32 40 50B 25 28 32 36 40 50 63 80 100C 50 56 63 71 80 100 125 160 200
1) Número corriente de los puntos de medición según DIN 3968 Nº do ponto de medição conforme DIN 39682) Según normas de la fábrica las fresas madre de Fette se elaboran en categoría de calidad B con tolerancia de taladro H5. Conforme norma de
fabricação, as fresas de engrenagens LMT Fette com classe de qualidade B são produzidas com tolerância de perfuração H 5
7
8
10
11
12
14
15
16, 17
n · HN · Hi (HN ± H)
HN · Hi (HN ± H)
HN · Hi (HN ± H)
Profundidadde fresadoProfundidade de fresagem
Nivel de ejeNível do eixo
LíneateóricaLinha de referência
u
42
1
4 21
3
12
11
10
100 mm
fHN
FfS
Sector de engrane
Passo te
i

www.lmt-tools.com104
No.corr.
Nº a.c.MediciónMedição
SignoAbrevia-
tura
Cat.calidadClasse
para sector de módulopara área modular
más de acerca0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 25–40
1 Diámetro de taladroDiâmetro da perfuração
AA H 5
A H 5
B H 6
Tolerancias en µmTolerâncias em µm
4 Tolerancia de marchaconcéntrica en rosetas de controlDeslocamento axial nos rebordos de teste
frp AA 5 5 5 5 5 5 6 6 8
A 5 5 5 6 8 10 12 16 20
B 6 6 6 8 10 12 16 20 25
5 Tolerancia de marchatransversal en superficies de sujeciónDesvio da fresa nas áreas de corte
fps AA 3 3 3 3 3 4 5 5 6
A 3 3 3 5 5 8 8 10 10
B 4 4 4 6 6 10 10 12 12
6 Tolerancia de marchaconcéntrica en cabezas de dienteDeslocamento axial nos cabeçotes dentados
frk 2–4filetes2–4
entradas
AA 10 12 16 20 25 32 40 50 63
A 16 20 25 32 40 50 63 80 100
B 32 40 50 63 80 100 125 160 200
5–7filetes5–7
entradas
AA 12 16 20 25 32 40 50 63 80
A 20 25 32 40 50 63 80 100 125
B 40 50 63 80 100 125 160 200 250
7 Tolerancia de formay posición en carade viruta Desvio de forma e posição da área de corte
FfN AA 10 10 12 16 20 25 32 40 50
A 12 16 20 25 32 40 50 63 80
B 25 32 40 50 63 80 100 125 160
8 Paso individualde ranuras de virutaPasso individual dos canais
ftN +– AA 10 10 12 16 20 25 32 40 50
A 12 16 20 25 32 40 50 63 80
B 25 32 40 50 63 80 100 125 160
10 Paso aditivode ranuras de virutaPasso total dos canais
FtN AA 20 20 25 32 40 50 63 80 100
A 25 32 40 50 63 80 100 125 160
B 50 63 80 100 125 160 200 250 315
11 Dirección de ranuras de viruta más de 100 mm de longitud de fresa Direção dos canais em 100 mm comprimento da fresa
fHN +– AA 50
A 70
B 100
12 Tolerancia de formadel canto de corteDesvio da forma da borda de corte
FfS 2filetes
2entradas
AA 6 6 8 10 12 14 18 22 28
A 11 12 14 16 20 25 32 40 50
B 22 25 28 32 40 50 63 80 100
3–4filetes3–4
entradas
AA 6 8 10 12 14 18 22 28 36
A 12 14 16 20 25 32 40 50 63
B 25 28 32 40 50 63 80 100 125
5–6filetes5–6
entradas
AA 8 10 12 14 18 22 28 36 45
A 14 16 20 25 32 40 50 63 80
B 28 32 40 50 63 80 100 125 160
Tolerancias para fresas madre de filete múltipleTolerâncias para fresas de engrenagens de várias entradas

www.lmt-tools.com 105
Anex
o An
exo
No.corr.
Nº a.c.MediciónMedição
SignoAbrevia-
tura
Cat.calidadClasse
para sector de módulopara área modular
más de acerca0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 25–40
Tolerancias en µmTolerances in µm
13 Espesor del diente encilindro de referenciaEspessura do dente no cilindro
fs – AA –25 –28 –32 –36 –40 –50 –63 –80 –100
A –25 –28 –32 –36 –40 –50 –63 –80 –100
B –50 –56 –63 –71 –80 –100 –125 –160 –200
14 Altura de paso de lafresa de canto de corte a canto de corte en dirección de marchaPasso de fresa de borda de corte a borda de corte em direção da entrada
fHF +– 2filetes
2entradas
AA 4 4 5 6 8 10 12 16 20
A 7 8 9 10 12 16 20 25 32
B 14 16 18 20 25 32 40 50 63
3–4filetes3–4
entradas
AA 4 5 6 8 10 12 16 20 25
A 8 9 10 12 16 20 25 32 40
B 16 18 20 25 32 40 50 63 80
5–6filetes5–6
entradas
AA 5 6 8 10 12 16 20 25 32
A 9 10 12 16 20 25 32 40 50
B 18 20 25 32 40 50 63 80 100
15 Altura de paso de lafresa en dirección de marcha entre cantos de corte arbitrarios deun paso axialPasso de fresa em direção de entrada entre quaisquer bordas de corte de um passo axial
FHF 2filetes
2entradas
AA 6 6 8 10 12 14 18 22 28
A 11 12 14 16 20 25 32 40 50
B 22 25 28 32 40 50 63 80 100
3–4filetes3–4
entradas
AA 6 8 10 12 14 18 22 28 36
A 12 14 16 20 25 32 40 50 63
B 25 28 32 40 50 63 80 100 125
5–6filetes5–6
entradas
AA 8 10 12 14 18 22 28 36 45
A 14 16 20 25 32 40 50 63 80
B 28 32 40 50 63 80 100 125 160
18 Tolerancia de pasoentre pasos vecinos de un taco de dienteDesvio de passo entre entradas vizinhas de um dentado da fresa
fpx +– 2–3filetes2–3
entradas
AA 5 5 6 7 8 11 13 16 20
A 7 8 9 10 12 16 20 25 32
B 14 16 18 20 25 32 40 50 63
4–6filetes4–6
entradas
AA 6 7 8 11 13 16 20 25 32
A 9 10 12 16 20 25 32 40 50
B 18 20 25 32 40 50 63 80 100
19 Tolerancia de pasoentre pasos arbitrarios de un taco de diente dentro de la altura de paso de la fresaDesvio de passo entre entradas de um dentado dentro do passo da fresa
Fpx 2–3filetes2–3
entradas
AA 8 8 8 11 14 17 20 25 31
A 14 15 17 20 22 28 35 45 56
B 28 31 35 39 45 56 70 88 112
4–6filetes4–6
entradas
AA 10 10 10 13 16 19 22 29 35
A 16 18 19 22 26 32 40 51 64
B 32 35 40 45 51 64 80 101 128

www.lmt-tools.com106
Las tolerancias de las fresas madre de un filete para ruedas frontales con engranaje de evolventes están prescritas en la norma DIN 3968 y las tolerancias para las fresas madre de la mecánica de precisión figuran en la norma DIN 58413.Los perfiles especiales están definidos en las normas de fábrica osegún acuerdos entre el fabricante y el comprador.
Las fresas madre son clasificadas por las escalas de calidad A, B, C, D y la categoría especial AA. Para las más altas exigencias se acostumbra acordar otras limitaciones para la categoría de calidad AA y denominar las mismas como categoría de calidad AAA.
As tolerâncias de fresas de engrenagens de uma entrada para discos dentados com envolventes estão definidas na DIN 3968 e as tolerâncias para fresas de engrenagens da tecnologia fina na DIN 58 413.As tolerâncias para fresas de engrenagens de várias entradas e para fresas com perfis especiais são definidas em normas de fábrica ou conforme acordo entre o produtor e o comprador.
As fresas de engrenagens são classificadas na classe de qualidade A, B, C, D e a classe especial AA. Para alto rendimento, é normal classificar as tolerâncias da classe de qualidade AA como classe de qualidade AAA.
protocolos de verificación de fresas madreprotocolos de verificação para fresas de engrenagens
(4) Marcha concéntrica derecha(4) Movimento circular direito
(5) Marcha transversal derecha(5) Movimento circular esquerdo
(5) Marcha transversal izquierda(5) Movimento plano esquerdo
(4) Marcha concéntrica izquierda(4) Movimento circular esquerdo
Teórico Referência Real Real Teórico Referência Real Real Teórico Referência Real Real Teórico Referência Real Real
frp 5 AA 2 AAA fps 3 AA 2 AAA fps 3 AA 2 AAA frp 5 AA 2 AAA(6) Marcha concéntrica cabeza diente(6) Movim. circular cabeçote dentado
(7) Forma y posición cara viruta(7) Forma e posição área de
corte
(8, 10) Paso ranuras viruta(8, 10) Passo canais
(11) Dirección ranuras viruta(11) Direção canais
NL R mm
. 5 6.6
1 3 5K F
N1 14 mm
0 100
L R
Teórico Referência Real Real Teórico Referência Real Real Teórico Referência Real Real Teórico Referência Real Real
frk 12 AA 7 AAA Ffn 12 AA 5 AAA FtN 25 AA 11 AAA fHN 50 AA 5 AAAftN 12 AA 8 AAA
(14, 15) Paso derecha(14, 15) Passo direito
(14, 15) Paso izquierda(14, 15) Passo esquerdo
(16, 17) Paso engrane derecha(16, 17) Passo direito
(16, 17) Paso engrane izquierda(16, 17) Passo esquerdo
NL R
NL R
NF K
NF K
Teórico Referência Real Real Teórico Referência Real Real Teórico Referência Real Real Teórico Referência Real Real
FHF 6 AA 3 AAA FHF 6 AA 2 AAA Fe 8 AA 4 AAA Fe 8 AA 3 AAAfHF 4 AA 1 AAA fHF 4 AA 1 AAA fe 4 AA 2 AAA fe 4 AA 2 AAAPaso de eje derechaPasso axial direito
Paso de eje izquierdaPasso axial esquerda
Grafícas según:DIN 3968 AAATolerâncias conforme: DIN 3968 AAA
Fecha: R
20 my Verificado por: W No.. plano: 61574
Fich. med.: E1305 05M F
NL R
NL R
Teórico Referência Teórico Referência
Fpx 2 Fpx 4fpx 1 fpx 2
MEDICIÓN DE FRESA MADREMEDIÇÃO FRESAS DE ENGRENAGENS
No. ident.:Nº ID:
Ø círculo de cabeza:Cabeçote Ø:
58.979 Ángulo de paso:Ângulo de passo:
02° 43'33“
No. fresa:Nº fresa:
E1305 Ancho de filo:Largura de arestas de corte:
150 Altura de paso:Altura de passo:
7.8314
Módulo:Módulo:
2.49 Ø taladro:PerfuraçãoØ:
– Perfil referencia:Perfil:
–
Ángulo engrane:Ângulo de pressão:
20° 00'00" Dirección/número filetes:Direção/número da entrada:
R1 Modificación perfil:Modificação de perfil:
–
Altura cabeza diente:Altura cabeçote do dentado:
3.82 Número ranuras viruta:Número de canais:
14 Profundidad fresado:Profundidade de fresagem:
–
Espesor diente axial:Espessura axial de dentado:
3.9154 Distancia caras de viruta:Comp. radial da face de corte:
0 Material:Material:
–
Altura diente:Altura de dentado:
6.6 Paso ranura de viruta:Passo de canais:
1.E + 100 Dureza:Dureza:
HRC –

www.lmt-tools.com 107
Anex
o An
exo
Las tolerancias de los valores medidos pueden ser apuntados o registrados a mano, pueden ser registrados mecánicamente o memorizados por un ordenador.En las categorías de calidad AA y AAA se acostumbra A documentar las tolerancias de los valores medidos en un protocolo de verificación. El protocolo de verificación está destinado a supervisar la fresa durante la completa duración de vida.
El protocolo de verificación es especialmente expresivo cuando el paso de engrane o la tolerancia de forma del canto de corte y la tolerancia de la altura de paso de fresa son representadas como diagramas.Tales diagramas pueden ser comparados e interpretados directamente con las minutas de perfil de las ruedas fresadas.
El protocolo de ensayo es representado en una hoja DIN A4.
Os desvios dos tamanhos medidos podem ser escritos e gravados manualmente ou salvos por um computador.Nas classes de qualidade AA ou AAA é normal, documentar os desvios dos tamanhos medidos em um protocolo de verificação. O protocolo de verificação serve para monitorar a fresa durante toda a vida útil.
O protocolo de verificação é particularmente relevante, se o passo ou o desvio da forma da borda de corte e o desvio do passo da fresa forem representados em diagramas. Esses diagramas podem depois ser comparados e interpretados com a medição do perfil dos discos fresados.
O protocolo de verificação é representado em DIN A4.
(12) Tolerancia de forma del canto de corte(12) Desvio da forma da borda de corte
CabezaCabeçote
PiePé
0
6.6
3.82
(LF) Teórico
Referência
Teórico
Real
(13) Grueso de diente fs(13) Espess. do dent. fs
Soll
Referência
Real
Real(RF) Teórico
Intended value
Real
Real
FfS 6 AA 3 AAA –16 AA –3 AAA FfS 6 AA 2 AAA
Nota Observações:
Fecha: R
20 my Verificado por: W No. plano: 61574
Fich. med.: E1305 05M F
MEDICIÓN DE FRESA MADREMEDIÇÃO FRESAS DE ENGRENAGENS
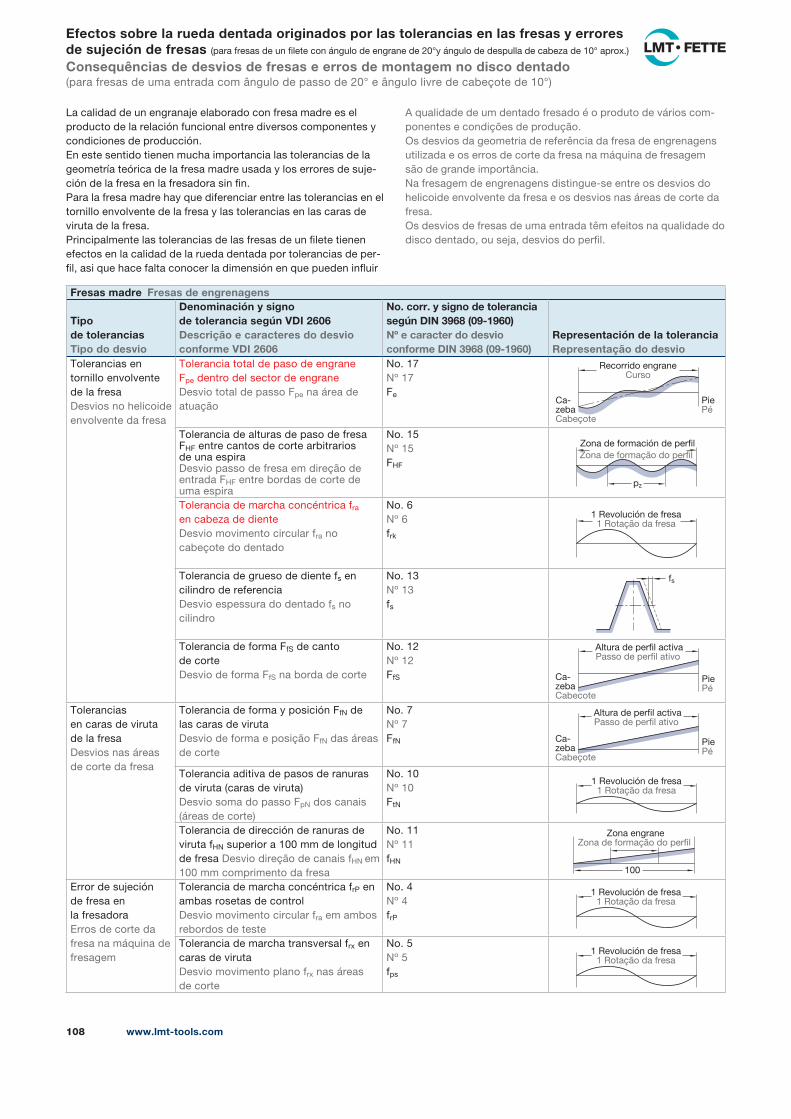
www.lmt-tools.com108
La calidad de un engranaje elaborado con fresa madre es el producto de la relación funcional entre diversos componentes y condiciones de producción.En este sentido tienen mucha importancia las tolerancias de la geometría teórica de la fresa madre usada y los errores de sujeción de la fresa en la fresadora sin fin.Para la fresa madre hay que diferenciar entre las tolerancias en eltornillo envolvente de la fresa y las tolerancias en las caras de viruta de la fresa.Principalmente las tolerancias de las fresas de un filete tienen efectos en la calidad de la rueda dentada por tolerancias de perfil, asi que hace falta conocer la dimensión en que pueden influir
A qualidade de um dentado fresado é o produto de vários componentes e condições de produção.Os desvios da geometria de referência da fresa de engrenagens utilizada e os erros de corte da fresa na máquina de fresagem são de grande importância.Na fresagem de engrenagens distinguese entre os desvios do helicoide envolvente da fresa e os desvios nas áreas de corte da fresa.Os desvios de fresas de uma entrada têm efeitos na qualidade do disco dentado, ou seja, desvios do perfil.
Efectos sobre la rueda dentada originados por las tolerancias en las fresas y errores de sujeción de fresas (para fresas de un filete con ángulo de engrane de 20°y ángulo de despulla de cabeza de 10° aprox.)
Consequências de desvios de fresas e erros de montagem no disco dentado(para fresas de uma entrada com ângulo de passo de 20° e ângulo livre de cabeçote de 10°)
Fresas madre Fresas de engrenagens
Tipode toleranciasTipo do desvio
Denominación y signo de tolerancia según VDI 2606Descrição e caracteres do desvio conforme VDI 2606
No. corr. y signo de tolerancia según DIN 3968 (09-1960)Nº e caracter do desvio conforme DIN 3968 (09-1960)
Representación de la toleranciaRepresentação do desvio
Tolerancias entornillo envolventede la fresaDesvios no helicoide envolvente da fresa
Tolerancia total de paso de engraneFpe dentro del sector de engraneDesvio total de passo Fpe na área de atuação
No. 17Nº 17Fe
Recorrido engraneCurso
Ca-zebaCabeçote
PiePé
Tolerancia de alturas de paso de fresaFHF entre cantos de corte arbitrariosde una espiraDesvio passo de fresa em direção de entrada FHF entre bordas de corte de uma espira
No. 15Nº 15FHF
Zona de formación de perfilZona de formação do perfil
pz
Tolerancia de marcha concéntrica fra en cabeza de dienteDesvio movimento circular fra no cabeçote do dentado
No. 6Nº 6frk
1 Revolución de fresa1 Rotação da fresa
Tolerancia de grueso de diente fs encilindro de referenciaDesvio espessura do dentado fs no cilindro
No. 13Nº 13fs
fs
Tolerancia de forma FfS de canto de corteDesvio de forma FfS na borda de corte
No. 12Nº 12FfS
Altura de perfil activaPasso de perfil ativo
Ca-zebaCabeçote
PiePé
Tolerancias en caras de viruta de la fresaDesvios nas áreas de corte da fresa
Tolerancia de forma y posición FfN delas caras de virutaDesvio de forma e posição FfN das áreas de corte
No. 7Nº 7FfN
Altura de perfil activaPasso de perfil ativo
Ca-zebaCabeçote
PiePé
Tolerancia aditiva de pasos de ranurasde viruta (caras de viruta)Desvio soma do passo FpN dos canais (áreas de corte)
No. 10Nº 10FtN
1 Revolución de fresa1 Rotação da fresa
Tolerancia de dirección de ranuras deviruta fHN superior a 100 mm de longitud de fresa Desvio direção de canais fHN em 100 mm comprimento da fresa
No. 11Nº 11fHN
100
Zona engraneZona de formação do perfil
Error de sujeción de fresa en la fresadoraErros de corte da fresa na máquina de fresagem
Tolerancia de marcha concéntrica frP enambas rosetas de controlDesvio movimento circular fra em ambos rebordos de teste
No. 4Nº 4frP
1 Revolución de fresa1 Rotação da fresa
Tolerancia de marcha transversal frx encaras de virutaDesvio movimento plano frx nas áreas de corte
No. 5Nº 5fps
1 Revolución de fresa1 Rotação da fresa

www.lmt-tools.com 109
Anex
o An
exo
las tolerancias en la fresa madre y los errores de sujeción de la fresa enla calidad de la rueda.Estas relaciones figuran en la tabla respectiva. Hace falta observar que la precisión de trabajo de la fresa madre podría ser afectada considerablemente al efectuar un repaso de rectificación de defectos. Por lo tanto, un control de las tolerancias en las caras de viruta de la fresa debería ser obligatoriamente requerido después de cada afilado de precisión.La verificación según la especialidad de las fresas madre, los medios auxiliares necesarios y la valorización de los resultados de medición son detalladamente descritos en la directiva VDI/VDE 2606.
É importante saber quais as consequências, dos desvios na fresa de engrenagens e os erros de corte da fresa, na qualidade do disco.As consequências podem ser vistas na seguinte tabela. Deve observar que, a exatidão de usinagem da fresa de engrenagens pode ser muito dificultada por um desbaste errado. Um controle dos desvios nas áreas de corte da fresa deve ser efetuado obrigatoriamente depois de cada desbaste.A verificação correta das fresas de engrenagens, as ajudas e avaliação dos resultados da medição estão descritas detalhadamente na Diretiva VDI/VDE 2606.
Rueda dentada Disco dentado
Efectos de la toleranciaEfeito do desvio
Dimensión de efectosTamanho do efeito
Curva típica de toleranciaOcorrência típica do desvio
Tolerancia de perfilDesvio do perfil
≈ 100 %
Ca-zebaCabeçote
PiePé
Tolerancia de perfil (es eficiente solo la tolerancia de larespectiva zona de formación de perfil)Desvio do perfil (apenas o desvio da respetiva zona de formação de perfil tem efeito)
≈ 100 %Ca-zebaCabeçote
PiePé
Tolerancia de forma en fondo entredientes (es eficiente solo la tolerancia de filos de cabeza que forman el cilindro de pie) Desvio da forma na base do dentado (apenas o desvio das arestas de corte do pé tem efeito)
≈ 20 %
(Tolerancia de grueso de diente)(Desvio espessura do dentado)
(≈ 100 %) En general, la tolerancia del grueso de diente de la fresa es compensada por una corrección de la distancia de eje de la fresadora y por lo tanto no es eficiente como tolerancia de grueso del diente en la rueda dentada. De esta corrección hay cambios de los siguientes diámetros del engranaje: círculo de pie y círculo útil de pie, círculo de cabeza en fresas cruzadoras, círculo útil de cabeza en caso de fresas con rotura de canto. O desvio da espessura do dentado da fresa é normalmente igualada pela correção da distância do eixo da máquina de fresagem e por isso não tem efeito como desvio de espessura do disco dentado. Essa correção provoca alterações em seguintes diâmetros do dentado: Círculo de pé e área do pé, círculo do cabeçote em fresas sobrepostas, área do cabeçote em fresas com chanfradura.
Tolerancias de diámetroDiâmetro de desvio
> 100 %
Tolerancia de perfilDesvio do perfil
≈ 100 %
Ca-zebaCabeçote
PiePé
Tolerancia de perfilDesvio do perfil
≈ 10 %
Ca-zebaCabeçote
PiePé
Tolerancia de perfilDesvio do perfil
≈ 10 %Ca-zebaCabeçote
PiePé
Tolerancia de perfil (eficiente solo la tolerancia de zona de formación de perfil)Desvio do perfil (apenas o desvio da zona de formação de perfil tem efeito)
≈ 10 %
Ca-zebaCabe-çote
PiePé
Flanco derecho Flanco direito
Flanco izquierdo Flanco esquerdo
Tolerancia de perfilDesvio do perfil
≈ 30 %Ca-zebaCabeçote
PiePé
Tolerancia de perfilDesvio do perfil
≈ 100 %Ca-zebaCabeçote
PiePé

www.lmt-tools.com110
Las tolerancias de los valores determinantes para ruedas fron-tales figuran en las normas DIN 3962 a DIN 3967. La calidad del engranaje comprende 12 escalas calitativas denominadas con lascifras de 1 a 12. La calidad de engranaje 1 es la más precisa.
Las tolerancias admitidas para las fresas madre de un filete están prescritas en la norma DIN 3968. En correspondencia a la precisión distingue entre cinco categorías de calidad que son la A, B, C, D y la categoría especial AA.
El paso de engrane en la fresa madre permite cierta conclusión sobre la tolerancia total de perfil en la rueda dentada. Por lo tanto, es recomendable comparar la tolerancia de paso de engrane Fe dentro de un sector de engrane de la fresa madre con la tolerancia total de perfil Ff de la rueda dentada.
Al mismo tiempo hace falta observar que la tolerancias totales deperfil no solo son generadas por las tolerancias en la fresa madre,sino también por la fresadora sin fin, por errores al sujetar la fresamadre a útil y por las fuerzas de corte.
La tabla „Calidades de rueda alcanzables“ se basa en la suposición de que 2/3 de la tolerancia total de perfil en la rueda dentadason originados por la fresa madre y el resto por los demás factores influyentes arriba indicados.
Las tolerancias admitidas para fresas madre de un solo filete están determinadas en la norma DIN 3968.
Se trata de 16 tolerancias indiviuales, algunas dependientes entre sí, así como de una tolerancia colectiva.El valor más expresivo para juzgar la calidad de la fresa madre como tolerancia colectiva, es la tolerancia de paso de engrane Fe dentro de un sector de engrane. Hasta cierto límite, este valor también permite afirmaciones sobre la forma de flanco a esperar para la rueda fabricada.
Para conservar la calidad de fresa es necesario comprobar las tolerancias admitidas referentes a forma y posición, paso y dirección de las caras de viruta (nos. corrs. 7 hasta 11, página 108) después de cada afilado de precisión.
Para discos dentados nas DIN 3962 a DIN 3967, estão descritas as tolerâncias para os tamanhos. A qualidade do dentado está subdividida em doze classes de qualidade descritas com os números 1 A 12. A qualidade de dentado 1 é a mais exata.
Os desvios permitidos para fresas de engrenagens de uma entrada estão definidos na DIN 3968. Distinguemse cinco classes de qualidade relativamente à exatidão, estas são A, B, C, D e a classe especial AA.
O passo da fresa de engrenagens permite ver o desvio total do perfil do dentado. Deste modo, pode comparar o desvio do passo Fe dentro da área de passo da fresa de engrenagens com o desvio total do perfil Ff do disco dentado.
Deve observar que o desvio total do perfil pode ser provocado não apenas pelos desvios na fresa de engrenagens, mas também pela máquina de fresagem, por erros no corte de fresas, pela peça e por forças de corte.
Conforme a tabela „Qualidades de disco alcançáveis“, 2/3, é possível que o desvio total do perfil no dentado tenha sido provocado pela fresa e pelos outros fatores de influência.
Na DIN 3968 se encontram definidas os desvios permitidos para fresas de engrenagens de uma entrada
Existem 16 desvios individuais, que em parte, dependem um dos outros e um desvio geral.Como desvio geral, o desvio de passo Fe em uma área de atuação é o tamanho mais importante na avaliação da qualidade da fresa de engrenagens. Ela também permite avaliar a forma dos flancos do disco.
Para manter a qualidade da fresa é necessário, que após cada desbaste sejam avaliados os desvios permitidos para forma, posição, passo e direção das áreas de corte (nº 7 a 11, página 108).
Influencia de las categorías de calidad de la fresa madre en la calidad de engranajeInfluência das classes de qualidade da fresa de engrenagens na qualidade do dentado
Categoría de calidadsegún DIN 3968 para fresas madre de un filete hastaClasse conforme DIN 3968 para fresas de engrenagens de uma entrada
Calidades de rueda alcanzables según DIN 3962 parte 1 – 8.78 (Ff )Qualidades de disco atingíveis conforme DIN 3962 parte 1 – 8.78 (Ff )
Sectores de móduloÁreas modularesmás de acarca
1–1,6 1,6–2 2–2,5 2,5–3,55 3,55–4 4–6 6–6,3 6,3–10 10–16 16–25 25–40Fe AA 7 7 7 8 7 7 7 8 8 7 7
A 9 10 9 9 9 9 8 9 9 9 9B 11 11 11 11 10 11 10 11 11 10 10C 12 1) 12 12 12 12 12 12 12 12 12
1) peor que la calidad de engranaje 12 pior que qualidade de dentado 12

www.lmt-tools.com 111
Anex
o An
exo
Recepción portaherramientas para las fresas madre en la máquina fresadora sin finColocação de fresas de engrenagens na máquina de fresagem
La recepción portaherramientas tiene dos funciones muy importantes. Por un lado es la transmisión del par y por el otro lado es la fijación de la posición de la herramienta en la máquina. Lógicamente, ello también rige para el interfaz y punto de separación resp. entre la fresadora y la fresa madre o, en su caso, el vástago de fresa. Por lo general, la formación geométrica de esta relación estará predeterminada por el fabricante de la máquina fresadora sin fin.
Se utilizan dos variantes básicas para el acabado de fresas madre en el interfaz o punto de separación entre la máquina herramienta y fresa madre o, en su caso, vástago de fresa. Y son: la versión de taladro o de vástago.
En la versión de taladro se distingue entre las variantes siguientes:
◼ Taladro con ranura longitudinal para la transmisión del par en unión positiva
◼ Taladro con ranura transversal uni o bilateral para la transmisión del par en unión positiva
◼ Taladro con transmisión del par friccional frontal
En la versión de vástago se distingue entre las variantes siguientes:
◼ Vástagos cilíndricos cortos bilaterales con transmisión del par en arrastre de fuerza
◼ Vástagos cónicos bilaterales con transmisión del par en arrastre de fuerza
◼ Versión variable en lado de impulsión y lado de contrasoporte – cilíndrica y cónica
◼ Versión de cono de vástago hueco ◼ Versión de cono pronunciado en el lado de impulsión y versión
cilíndrica y cónica, resp. en el lado de contrasoporte
Considerando y adaptándose a la función de la aplicación respectiva, el fabricante suele recomendar una de las dos versiones arriba indicadas para la compra de una fresadora. Hay que observar las diferencias entre la versión de la cabeza de fresa y por lo tanto la recepción portaherramientas en los modelos de los diversos fabricantes de máquinas. El uso de adaptadores para la recepción de herramientas de una misma clase se considera solo como solución auxiliar puesto que en la mayoría de los casos hay que contar con pérdidas de calidad en el útil fresado. Por este motivo, es importante saber sobre la uniformidad del interfaz o punto de separación resp. antes de adquirir una máquina fresadora sin fin. De otra manera, se requiere un gran número de versiónes de fresas madre al aplicar diferentes recepciones portaherramientas en las fresadoras.
La versión de fresa madre más difundida es la versión de taladrocon ranura longitudinal. Para la producción en series pequeñas y exigencias menores en la precisión del útil, las fresas madre en versión de taladro constituyen buena selección. En general, las fresas madre son acabadas en acero rápido con una ranura longitudinal según DIN 138. Las necesidades geométricas también permiten la versión con una ranura transversal uni o bilateral según DIN 138 (también en versión acortada). Las fresas madre de metal duro se producen únicamente con una ranura transversal de uno o ambos lados y casi siempre en versión acortada (½ de la profundidad de la ranura transversal con las indicaciones según DIN 138). No obstante, las fresas madre de taladro también pueden ser acabadas sin ranura longitudinal o transversal.
A colocação da ferramenta tem duas funções importantes. Uma é a transmissão do binário e a outra é a fixação da ferramenta na máquina. Isso também é válido para a posição de corte ou separação entre a máquina de fresagem e a fresa. Geralmente, a distribuição geométrica dessa ligação é determinada pelo fabricante da máquina de fresagem.
São utilizadas as seguintes duas variantes no desenvolvimento da máquina de fresagem entre o local de corte da máquina e fresa: Com perfuração ou haste.
Com a perfuração distinguese as variantes: ◼ Perfuração com ranhura longitudinal para transmissão do
binário ◼ Perfuração com ranhura vertical dupla para transmissão do
binário ◼ Perfuração com transmissão de binário frontal e friccional
Com haste distinguese as variantes: ◼ Haste curtas cilíndricas com transmissão de binário pertinente ◼ Hastes cônicas duplas com transmissão de binário pertinente ◼ No lado da transmissão e chumaceira diferentes tipos – cilín
drico e cônico ◼ Haste oca cônica ◼ Cone de grande abertura no lado da transmissão e cilíndrico
ou cônico na chumaceira
A função e tarefa das variantes é normalmente informada na compra da máquina de fresagem pelo fabricante da máquina. Deve observar que existem diferenças no cabeçote da fresa e, deste modo, na colocação da ferramenta entre os diferentes fabricantes da máquina de fresagem. A utilização de adaptadores para colocação de ferramentas do mesmo tipo apenas deve ser considerada como ajuda, por que muitas vezes isso provoca uma perda de qualidade na peça fresada. Deste modo, é necessário que conheça a uniformização da linha de corte e separação antes de comprar a máquina de fresagem. Se não, são necessários vários tipos de fresas de engrenagens se as máquinas de fresagem utilizarem diferentes modos de colocação de ferramentas.
O tipo mais comum de fresas de engrenagens é a fresa com perfuração e ranhura longitudinal. Para a produção de pequenas séries e pouca exatidão da peça, as fresas de engrenagens com perfuração são uma boa escolha. Normalmente, as fresas são produzidas em aço rápido com ranhura longitudinal conforme DIN 138. Dependendo das exigências geométricas, também pode utilizar tipos com ranhuras verticais duplas conforme DIN 138 (também versão curta). Fresas de engrenagens de metal duro são produzidas com uma ou dupla ranhura vertical. Aqui quase sempre em versão curta (½ profundidade de ranhura conforme DIN 138). Fresas de engrenagens com perfuração podem não ter ranhura longitudinal ou vertical.

www.lmt-tools.com112
Sobretudo na produção de grandes séries, são utilizadas fresas de engrenagens com hastes curtas cilíndricas em ambos os lados. A vantagem é uma troca rápida da ferramenta e uma alta exatidão do movimento circular na máquina. Não é necessário um préajuste na fresa. O elemento de separação (espigão) não é necessário. Deve também observar a compatibilidade das fresas em máquinas de fresagem de diferentes fabricantes, ao comprar as máquinas de fresagem.
Os outros tipos de fresas descritos em cima, constituem outras possibilidades que devem ser vistas como casos especiais para clientes.
Se necessário, as fresas de engrenagens tangenciais são produzidas conforme à geometria de corte da máquina de fresagem (ver capítulo fresagem tangencial).
Ante todo en la producción en series grandes se utilizan cada vezmás las fresas madre con vástagos cortos cilíndricos en amboslados. Las ventajas están en el cambio rápido de herramienta y laelevada precisión de marcha concéntrica de las fresas madre en la máquina. No hace falta un preajuste en el vástago de fresa. El elemento del punto de separación (el vástago de fresa) es eliminado. En su caso, al comprar una nueva máquina fresadora sin fin hará falta observar la compatibilidad de fresas madre en fresadoras sin fin de diferentes fabricantes.
Los demás trabajos de las versiones de fresas madre arriba indicadas constituyen otras posibilidades que, sin embrago, han de ser consideradas como casos especiales cumpliendo con las exigencias individuales puestas por los clientes.
En caso necesario, las fresas madre de rueda helicoidal son dimensionadas con una geometría de interfaz adaptada a la máquina fresadora sin fin (ver capítulo fresado sin fin de ruedas helicoidales).
Recepción portaherramientas para las fresas madre en la máquina fresadora sin finColocação de fresas de engrenagens na máquina de fresagem
Cono 7:24Taper 7:24
Sujeción de fresa madre ranura longitudinalFixação de fresas de engrenagens Ranhura longitudinal
Sujeción de fresa madre ranura transversal bilateralFixação de fresas de engrenagens ranhura vertical dupla
Sujeción de fresa madreranura transversal unilateralFixação de fresas de engrenagensranhura vertical única
Sujeción de fresa madre transmisión del par friccionalFixação de fresas de engrenagens transmissão de binário friccional
⩠ Superficie de verificación de marcha concéntrica Área de ensaio movimento circular⩠ Superficies de soporte y contacto Áreas de colocação e referência⩠ Fuerza de sujeción Força de fixação
Sujeción de fresa madre vástago cilíndricoFixação de fresas de engrenagens haste cilíndrica
Sujeción de fresa madre vástago cónicoFixação de fresas de engrenagens haste cônica
⩠ Superficie de verificación de marcha concéntrica Área de ensaio movimento circular⩠ Superficies de soporte y contacto Áreas de colocação e referência⩠ Fuerza de sujeción Força de fixação

www.lmt-tools.com 113
Anex
o An
exo
Fresa madreFresa de engrenagens
Rueda dentadaDisco dentado
Evolvente deprotuberanciaEnvolvente de protuberância
h P0
h fP
0
h FfP
0
h FaP
0
haP
0
h prP
0
α tK
αt
αtpr
Evolvente derotura de cantoEnvolvente de chanfradura
Evolvente útilEnvolvente
Línea dereferencia de perfilLinha do perfil de referência
PP
Recta de talladoLinha de fresagem
sta
staK
d Fa
d ad FaV
h Kd bp
r
d
qtx Em
n
C0
FStV
d fE
d b
ψb
prtP0
d bK
dFf
V
dFf
α tK
α t α tpr
pt
2
perfil de referencia de herramienta y perfil de rueda dentada en el fresado sin finperfil de ferramenta e perfil do disco dentado na fresagem de engrenagens
perfil frontal de rueda frontal inclinada de engranaje previo con rotura de canto y corte de despulla de pie con el respectivo perfil de referencia de la herramienta de pre-engranaje (protuberanz)perfil frontal de disco cilíndrico helicoidal frontal desbastado com chanfradura e corte de pé livre,com perfil correspondente da ferramenta de desbaste (protuberância)

www.lmt-tools.com114
Los perfiles de flanco de ruedas frontales con engranaje de evolvente son evolventes circulares en la sección frontal (nivel de sección longitudinal hacia el eje de la rueda).
Entre otras, la forma de la evolvente depende del número de dientes de las ruedas. Cuando el número de dientes aumenta disminuirá la curvatura de la evolvente cada vez más. En caso de un número de dientes de z = ∞ una rueda frontal se convierte en una cremallera con flancos rectos. Es decir que la cremallera puede reemplazar a una rueda frontal y garantizar en el engrane, mediante una contrarueda, una transmisión de movimiento uniforme y sin perturbaciones.
Ya que la forma de una cremallera es más fácil de representar que la de una rueda frontal, era lógico medir los valores de engranaje de ruedas frontales en la llamada cremallera de referencia y denominar ésta como perfil de referencia.
La definición del perfil de referencia es:
El perfil de referencia de un engranaje de rueda frontal es el corte normal por el engranaje de la cremallera de referencia resultando de un engranaje de rueda exterior mediante el aumento de z = ∞ y así un diámetro hasta d = ∞. Los flancos del perfil de referencia de un engranaje de evolventes son rectas. Los valores del perfil de referencia se denominan adicionalmente con el índice P.
La base para las medidas en el perfil de referencia es el módulo m. El módulo es la medida lineal con la unidad mm. Resulta como cociente del paso p y el número π. Las medidas en el perfil de referencia se suelen definir proporcionales al módulo.
La línea de referencia de perfil está cortando el perfil de referencia de tal manera que el espesor del diente y la distancia entredientes corresponden a la mitad del paso.
En general, la altura de cabeza corresponde a 1 · m.
Puesto que las cabezas de diente de una contrarrueda no deben tocar el fondo entredientes de la rueda, la altura de pie hfP del perfil de referencia es mayor que su altura de cabeza en la suma del juego de cabeza cp.
El ángulo de perfil αp en el perfil de referencia es igual al ángulo de engrane normal de la rueda correspondiente.
Indicación sobre perfiles de referencia normados para ruedas frontales:
DIN 867DIN 58 400ISO 53
Os perfis de flancos de discos dentados envolventes, na seção transversal (nível de corte vertical ao eixo do disco), são envolventes circulares.
A forma da envolvente depende do número do dentado dos discos. Quanto mais dentados, menor é a curvatura da envolvente. Em um número de dentados z = ∞, o disco dentado transformase em cremalheira dentada com flancos lineares. A cremalheira pode, portanto, ocupar a posição de um disco dentado e permite com outro disco, uma transmissão de movimento uniforme e sem problemas.
Como a forma de uma cremalheira é mais simples de descrever que o disco dentado, os discos dentados foram assimilados à cremalheira e essa foi descrita como peril de referência.
A definição do perfil de referência é:
O perfil de referência de um disco dentado é o corte normal pelo dentado da cremalheira de referência, que é produzida por um dentado exterior através do aumento do número do dentado até z = ∞, e se forma o diâmetro até = ∞. Os flancos do perfil de referência de um dentado envolvente são linhas. Os tamanhos do perfil de referência são descritos com o Índice adicional P.
A base para as dimensões no perfil de referência é o módulo m. O módulo é uma medida de comprimento com a unidade mm. Esse resulta do quociente do passo T e do número π. É costume, definir as dimensões de modo proporcional no perfil de referência.
A linha do perfil de referência corta o perfil de tal modo que a espessura do dentado e o espaço correspondem a metade do passo.
O passo do cabeçote corresponde geralmente a 1 ∙ m.
Como os cabeçotes do dentado do disco conjugado não podem tocar no fundo do espaço do dentado, o passo do pé hfP do perfil de referência, é mais alto considerando o jogo do cabeçote, cp do que o passo do cabeçote.
O ângulo do perfil αp no perfil de referência, é igual ao ângulo de passo do respetivo disco.
Indicação para perfis de referência normalizados para discos dentados:
DIN 867 DIN 58 400 ISO 53
perfiles de referencia para ruedas frontales con engranaje de evolventeperfis para discos dentados com dentado envolvente

www.lmt-tools.com 115
Anex
o An
exo
perfil de referencia de un engranaje de rueda frontalperfil de referência de um disco dentado
p = m · π = Paso Passo
eP = Distancia entredientes en la línea de referencia de perfil Largura de espaço na linha do perfil de referênciasP = Espesor de diente en la línea de referencia de perfil Espessura do dentado na linha do perfil de referênciahP = Altura de perfil Passo do perfilhaP = Altura de cabeza Passo do cabeçote hfP = Altura de pie Passo do pé αP = Ángulo de perfil (ángulo de engrane) Ângulo do perfil (ângulo de passo)ρfP = Radio de redondeado de pie Raio do péhwP = Altura de diente conjunta de perfil de referencia y contraperfil Perfil de referência e perfil opostocP = Juego de cabeza entre perfil de referencia y contraperfil Jogo de cabeçote entre perfil de
referência e perfil oposto
La nomenclatura para los valores del perfilde referencia de rueda frontal agrega elíndice p.Os tamanhos do perfil de referência do disco dentado são descritos com o Índice p.
Línea de pieLinha pé
Línea de referencia de pieLinha do perfil de referência
Mediana del dienteLinha central do dentado
Fondo entredientesBase do dentado
Redondeado de piePé circular
Línea de cabezaLinha cabeçote
ContraperfilPerfil oposto
αP
hwP
p = π · m
sP =p2
eP =p2
hP
cP
cP
hfP
haP
ρfP

www.lmt-tools.com116
perfiles de referencia normados para ruedas frontales con engranaje de evolventeperfis normalizados para discos dentados com dentado envolvente
p = Paso PassoeP = Distancia entredientes en la línea de referencia de perfil Largura de espaço na linha do perfil de referênciasP = Espeso de diente en la línea de referencia de perfil Espessura do dentado na linha do perfil de referênciahP = Altura de perfil Passo do perfilhaP = Altura de cabeza Passo do cabeçote hfP = Altura de pie Passo do pé αP = Ángulo de perfil (ángulo de engrane) Ângulo do perfil (ângulo de passo)ρfP = Radio de redondeado de pie Raio do péhwP = Altura de diente conjunta de perfil de referencia y contraperfil Passo do dentado junto com Perfil de referência e perfil opostocP = Juego de cabeza entre perfil de referencia y contraperfil Jogo de cabeçote entre perfil de referência e perfil opostom = Módulo Módulo CaP = Retroceso de cabeza Correção do cabeçote hCaP = Altura de retroceso de cabeza Passo de correção do cabeçote
DIN 867 – Perfil de referencia para ruedas frontales (ruedas cilíndricas con engranajes de evolvente)DIN 867 – Perfil de referência para discos dentados (discos cilíndricos com dentados envolventes)haP = mhfP = m + ccP = 0,1 · m hasta até 0,3 · m = 0,4 · m en casos especiales em casos especiaishwP = 2 · m ρfPmax. = 0,25 · m con em cP = 0,17 · m = 0,38 · m con em cP = 0,25 · m = 0,45 · m con em cP = 0,3 · m
ISO 53 – Perfil de referencia para ruedas frontales con flancos de evolventeISO 53 – Perfil de referência para discos dentados com flancos envolventesp = m · π
sP = p __ 2
haP = mhfP = 1,25 · mhP = 2,25 · mαP = 20°ρfP = 0,38 · mCaP = 0,02 · mhCaP = 0,6 · m
perfiles de referencia para engranajes de evolventeperfis de referência para dentados envolventes1
2
αP = 20°
hwP
p = π · m
sP =p2
eP =p2
hP
cP
cP
hfP
haP
ρfP
hP
hCaP
p
p2
p2 CaP
hfP
haP
αP ρfP

www.lmt-tools.com 117
Anex
o An
exo
Definición de los perfiles de referencia de fresa madreEn general, la definición de los perfiles de referencia de fresa madre es derivada de los perfiles de referencia de engranajes de rueda frontal. Para los engranajes de rueda frontal solo rige limitadamente y no sirve para engranajes especiales, ya que para los últimos no existen perfiles de referencia.Por regla general, el perfil de referencia de fresa madre se definirá como sigue:
◼ La línea de referencia de perfil de la cremallera talla sobre un definido diámetro de fresado sin fin de la rueda de trabajo.
◼ El paso de la cremallera es igual al paso en el diámetro de fresado sin fin.
◼ El engrane con la rueda de trabajo es realizado: – según el principio del engranaje, pasando la normal con
junta en el punto de contacto de flanco de rueda y flanco de cremallera por el punto de contacto de círculo de tallado y línea de referencia (punto de tallado), ó
– por trayectorías relativas de partes del perfil de cremallera en la rueda de trabajo.
Los esfuerzos necesarios por cálculo y construcción para determinar el perfil de referencia dependen del tipo de engranaje de larueda de trabajo. El método más sencillo es la determinación delperfil de referencia de fresa madre para ruedas frontales con flancos de evolventes.
perfil de referencia de fresa madre para ruedasfrontales con engranaje de evolventeEl perfil de referencia de fresa madre o herramienta es el contraperfil del perfil de referencia del engranaje de rueda frontal. Las líneas de referencia de perfil del perfil de referencia de fresa madre y rueda frontal coinciden, es decir el grueso de diente sP0 es igual a medio paso. La altura de cabeza haP0 corresponde a la altura de pie hfP en el perfil de referencia de rueda frontal, y el radio de redondeado de cabeza ρaP0 es igual al radio de redondeado de pie ρfP en el perfil de referencia de rueda frontal.
Con una misma fresa madre se pueden fabricar ruedas frontales y helicoidales con arbitrarios números de dientes, ángulos de paso y desplazamientos de perfil, si el perfil de referencia de fresa madre no implica modificaciones de perfil como son p.ej. rotura de canto, arrastre de flanco, protuberancia etc.
Indicación sobre perfiles de referencia de fresa madre normados:DIN 3972DIN 58412
perfil de referencia de fresa madre y perfil de fresa madreEl perfil de referencia de fresa madre jamás se considerará igual al propio perfil de fresa madre. Por un lado, el perfil de referencia es la base para el cálculo del perfil de fresa madre, sin embargo, también influyen en el perfil de fresa madre el diámetro y el número de filetes. Los detalles son de la responsabilidad del fabricante de la fresa madre. El garantizará que las fresas madre con un mismo perfil de referencia dentro de las tolerancias admitidas para fresas madre, generarán engranajes idénticos.
Definição dos perfis de referência de fresas de engrenagensA definição dos perfis de referência está geralmente baseada nos perfis de referência dos discos dentados. Esse procedimento apenas é válido para discos dentados com restrições e não é utilizável em dentados especiais por que para esses não existem perfis de referência.O perfil de referência para fresas de engrenagens pode ser definido do seguinte modo:O perfil de referência para fresas de engrenagens é o perfil de corte normal de uma cremalheira, que está engrenada no disco dentado com as seguintes condições:
◼ A linha do perfil de referência da cremalheira fresa em um diâmetro de fresagem do disco definido.
◼ O passo da cremalheira é igual ao passo do diâmetro da fresagem.
◼ A engrenagem com o disco é efetuada: – ac cord ing to the ba sic law of the tooth system, the com
conforme as leis do dentado, em que o vetor normal passa pelo ponto de contato do flanco do disco e flanco da cremalheira pelo ponto de contato do raio de fresagem e linha de referência (ponto de fresagem), ou
– por bandas relativas de partes do perfil da cremalheira do disco.
O cálculo e esforço construtivo para a definição do perfil de referência depende do tipo do disco dentado. O mais fácil é a determinação do perfil de referência da fresa para discos dentados com flancos envolventes.
perfil de referência de fresas de engrenagens para discos dentados com dentado envolventeO perfil de referência da fresa de engrenagens ou ferramenta é o perfil oposto ao perfil de referência do disco dentado. As linhas do perfil de referência da fresa de engrenagens e do perfil de referência do disco dentado são iguais, ou seja, a espessura do dentado sP0 é igual a metade do passo. O passo do cabeçote haP0 corresponde ao passo do pé hfP no perfil de referência do disco dentado e o diâmetro do cabeçote ρaP0 é igual ao diâmetro do pé ρfP no perfil de referência do disco dentado.
Com a mesma fresa de engrenagens é possível produzir discos dentados ou de engrenagens com vários dentados, ângulos de inclinação e desvios de perfis, se o perfil de referência da fresa de engrenagens não tiver modificações de perfil, como p. ex., chanfradura, entrada de flancos, protuberância, etc.
Indicação de perfis de referência normalizados de fresas de engrenagens: DIN 3972 DIN 58412
perfil de referência e perfil de fresas de engrenagensO perfil de referência da fresa de engrenagens não deve ser igualado ao perfil da fresa de engrenagens. O perfil de referência é a base para o cálculo do perfil da fresa de engrenagens, mas também o diâmetro e número de entradas influenciam o perfil da fresa de engrenagens. Os detalhes são descritos pelo fabricante das fresas de engrenagens. Esse deve assegurar que as fresas de engrenagens com o mesmo perfil de referência, relativamente às tolerâncias da fresa, produzam dentados idênticos.
perfiles de referencia de fresa madreperfis de fresas de engrenagens

www.lmt-tools.com118
perfiles de referencia de fresa madreperfis de fresas de engrenagens
perfil de referencia de fresa madreperfil de referência de fresas de engrenagens
p = m · π = Paso Passo
sP0 = Espesor de diente Espessura dentado hP0 = Altura de perfil Passo do perfilhaP0 = Altura de cabeza Passo do cabeçote hfP0 = Altura de pie Passo do pé αP0 = Ángulo de perfil (ángulo de engrane) Ângulo do perfil (ângulo de passo)ρaP0 = Radio de redondeado de cabeza Raio do cabeçoteρfP0 = Radio de redondeado de pie Raio do péhNaP0 = Altura útil de cabeza Passo nominal do cabeçotehNfP0 = Altura útil de pie Passo nominal do pé
La nomenclatura para los valores del perfil de referencia de herramienta agrega los índices P0.Os tamanhos do perfil de referência da ferramenta são descritos com o Índice P0.
hNfP0
hNaP0
Linea de referencia de perfil de herramienteLinha do perfil referência da ferramenta
hfP0
αP0
ρfP0
p2
sP0 =
hP0
haP0
ρaP0
perfiles de referencia de fresa madre según DIN 3972perfis de referência para fresas de engrenagens conforme DIN 3972
haP0 = Altura de cabeza del perfil de referencia Passo do cabeçote do perfil de referênciahP = Altura de perfil de la rueda = profundidad de fresado Passo de perfil do disco = Profundidade de fresagemhP0 = Altura de perfil del perfil de referencia Passo de perfil do perfil de referênciasP0 = Espesor de diente Espessura dentado ρaP0 = Radio de redondeado de cabeza Raio do cabeçoteρfP0 = Radio de redondeado de pie Raio do pé
DIN 3972 – Perfil de referencia I Ángulo de perfil de 20°Perfil de referência I Ângulo de perfil 20°
haP0 = 1,167 · mhP = 2,167 · mhP0 = 2,367 · mρaP0 ≈ 0,2 · mρfP0 ≈ 0,2 · m
sP0 = π __ 2
· m
para mecanización de acabadopara usinagem de acabamento
1
20°ρfP0
sP0
hP0hP
haP0
ρaP0

www.lmt-tools.com 119
Anex
o An
exo
DIN 3972 – Perfil de referencia II Ángulo de perfil de 20°DIN 3972 – Perfil de referência II Ângulo de perfil 20°
haP0 = 1,250 · mhP = 2,250 · mhP0 = 2,450 · mρaP0 ≈ 0,2 · mρfP0 ≈ 0,2 · m
sP0 = π __ 2
· m
para mecanización de acabado para usinagem de acabamento
DIN 3972 – Perfil de referencia IIIÁngulo de perfil de 20° DIN 3972 – Perfil de referência III Ângulo de perfil 20°
haP0 = 1,25 · m + 0,25 3 √ ___
m' hP = 2,250 · mhP0 = 2,450 · mρaP0 ≈ 0,2 · mρfP0 ≈ 0,2 · m
sP0 = π __ 2
· m
q = 0,25 3 √ ___
m´ · sin 20°
para preparación de afilado o rascadopara preparação de desbaste ou raspagem
DIN 3972 – Perfil de referencia IVÁngulo de perfil de 20° DIN 3972 – Perfil de referência IV Ângulo de perfil 20°
haP0 = 1,25 · m + 0,60 3 √ ___
m' hP = 2,250 · mhP0 = 2,450 · möaP0 ≈ 0,2 · möfP0 ≈ 0,2 · m
sP0 = π __ 2
· m
q = 0,6 3 √ ___
m´ · sin 20°
para preparación de acabadopara preparação de torneamento
2
3
4
20°ρfP0
sP0
hP0hP
haP0
ρaP0
20°
q
ρfP0
sP0
hP0hP
haP0
ρaP0
ρfP0
20°
sP0
hP0hP
haP0
ρaP0
q

www.lmt-tools.com120
DIN 58 412 – Perfil de referencia U I cruzador – Ángulo de perfil de 20°DIN 58 412 – Perfil de referência U I sobreposto – Ângulo de perfil 20°
hfP0 = 1,1 · mhPw = 2,2 · mhPw = 2,2 · mhP = hP0 = 2,6 · m de módulo de módulo 0,1 ÷ 0,6hP = hP0 = 2,45 · m superior a módulo sobre módulo 0,6 ÷ 1ρaP0 ≈ 0,2 · mρfP0 ≈ 0,2 · m Medida máxima Dimensão máxima
para mecanización de acabadopara usinagem de acabamento
DIN 58 412 – Perfil de referencia N 1 no cruzador – Ángulo de perfil de 20°DIN 58 412 – Perfil de referência N 1 não sobreposto – Ângulo de perfil 20°
hfP0 = 1,3 · mhPw = 2,4 · mhP = 2,6 · m de módulo de módulo 0,1 ÷ 0,6hP = 2,45 · m superior a módulo sobre módulo 0,6 ÷ 1hP0 = 2,8 · m de módulo de módulo 0,1 ÷ 0,6hP0 = 2,65 · m superior a módulo sobre módulo 0,6 ÷ 1ρaP0 ≈ 0,2 · mρfP0 ≈ 0,2 · m Medida máxima Dimensão máxima
para mecanización de acabadopara usinagem de acabamento
5
6
perfiles de referencia de fresa madreperfis de fresas de engrenagens
perfiles de referencia de fresa madre según DIN 58 412perfis de referência para fresas de engrenagens conforme DIN 58 412
hfP0 = Altura de pie del perfil de referencia Passo do pé do perfil de referência hPw = Distancia entre fondo de diente y extremo del flanco recto del perfil de referencia Distância entre base do dentado e o fim do flanco linear do perfil de referênciahP0 = Altura de perfil del perfil de referencia Passo de perfil do perfil de referênciahP = Altura de perfil de la rueda = profundidad de fresado Passo de perfil do disco = Profundidade de fresagem
sP0 = π __ 2
· m = Espesor del diente Espessura do dentado
ρaP0 = Radio de redondeado de cabeza Raio do cabeçoteρfP0 = Radio de redondeado de pie Raio do pé
U1 Para engranajes con perfil de referencia según DIN 58 400
N1 } Para dentados com perfil de referência conforme DIN 58 400
V1
U2 Para engranajes con perfil de referencia según DIN 867
N2 } Para dentados com perfil de referência conforme DIN 867
V2
20°
15°
ρfP0
sP0
hP0hPw
hfP0
ρaP0
20°
15°
ρfP0
sP0
hP0hP hPw
hfP0
ρaP0

www.lmt-tools.com 121
Anex
o An
exo
DIN 58 412 – Perfil de referencia N 2no cruzador – Ángulo de perfil de 20°DIN 58 412 – Perfil de referência N 2não sobreposto – Ângulo de perfil 20°
hfP0 = 1,2 · mhPw = 2,2 · mhP = 2,25 · mhP0 = 2,45 · mρaP0 = 0,2 · mρfP0 = 0,2 · m Medida máxima Dimensão máxima
para mecanización de acabado para usinagem de acabamento
DIN 58 412 – Perfil de referencia V 1 no cruzador – Ángulo de perfil de 20° DIN 58 412 – Perfil de referência V 1 não sobreposto – Ângulo de perfil 20°
hfP0 = 1,3 · mhP = 2,6 · m de módulol de módulo 0,3 ÷ 0,6hP = 2,45 · m superior a módulo sobre módulo 0,6 ÷ 1hP0 = 2,8 · m de módulol de módulo 0,3 ÷ 0,6hP0 = 2,65 · m superior a módulo sobre módulo 0,6 ÷ 1
sP0 = π __ 2
· m – 2q _____ cos α
ρaP0 = 0,1 · mρfP0 = 0,2 · m Medida máxima Dimensão máximaq = 0,05 · m + 0,03
para mecanización previa para préusinagem
DIN 58 412 – Perfil de referencia V 2 no cruzador – Ángulo de perfil de 20° DIN 58 412 – Perfil de referência V 2 não sobreposto – Ângulo de perfil 20°
hfP0 = 1,2 · mhP = 2,25 · mhP0 = 2,45 · m
sP0 = π __ 2
· m – 2q _____ cos α
ρaP0 = 0,1 · mρfP0 = 0,2 · m Medida máxima Dimensão máximaq = 0,05 · m + 0,03
para mecanización previapara préusinagem
DIN 58412 – Perfil de referencia U 2 cruzador – Ángulo de perfil de 20°DIN 58412 – Perfil de referência U 2 sobreposto – Ângulo de perfil 20°
hfP0 = 1 · mhPw = 2 · mhP = hP0 = 2,25 · mρaP0 = 0,2 · mρfP0 = 0,2 · m Medida máxima Dimensão máxima
para mecanización de acabado para usinagem de acabamento
8
9
10
7
20°
15°
ρfP0
sP0
hP0hP hPw
hfP0
ρaP0
20°
q
ρfP0
sP0
hP0hP
hfP0
ρaP0
20°
q
ρfP0
sP0
hP0hP
hfP0
ρaP0
20°
15°
ρfP0
sP0
hP0hPw
hfP0
ρaP0

www.lmt-tools.com122
perfiles de referencia de fresa madreperfis de fresas de engrenagens
Para engranajes según British Standard 2062,parte 1, 1959, para DP 1 ÷ DP 20Ángulo de perfil de 20°Para dentados conforme British Standard 2062,Part 1, 1959, para DP 1 ÷ DP 20Ângulo de perfil 20°
haP0 = 1,25 ____ DP
25,4
hP = 2,25 ____ DP
25,4
hP0 = 2,45 _____ DP
25,4
sP0 = 1,5708 _______ DP
25,4
hCP0 = 0,63 _____ DP
25,4
CP0 = 0,019 ______ DP
25,4
RCP0 = 12,9 _____ DP
25,4
ρaP0 = 0,3 ____ DP
25,4
ρfP0 = 0,2 ____ DP
25,4
Para engranajes según AGMA 201.02 – 1968para DP 1 ÷ DP 19,99Ángulo de perfil de 14° 30'Para dentados conforme AGMA 201.02 – 1968para DP 1 ÷ DP 19,99Ângulo de perfil 14° 30’
haP0 = 1,157 ______ DP
25,4
hP = 2,157 ______ DP
25,4
hP0 = 2,357 ______ DP
25,4
sP0 = 1,5708 _______ DP
25,4
ρaP0 = 0,209 ______ DP
25,4
ρfP0 = 0,2 ____ DP
25,4
11
12
perfiles de referencia de fresa madre para engranajes de paso diametral (Diametral pitch)perfis de referência para fresas de engrenagens para dentados Diametral pitch
haP0 = Altura de cabeza del perfil de referencia Passo do cabeçote do perfil de referênciahP = Altura de perfil de la rueda = profundidad de fresado Passo de perfil do disco = profundidade de fresagemhP0 = Altura de perfil del perfil de referencia Passo de perfil do perfil de referênciasP0 = Espesor de diente Espessura dentado hCP0 = Altura del arrastre Passo da recolha CP0 = Ancho del arrastre Largura da recolha RCP0 = Radio del arrastre Raio da recolha ρaP0 = Radio de redondeado de cabeza Raio do cabeçoteρfP0 = Radio de redondeado de pie Raio do pé
20°
ρfP0
sP0
hP0
CP0
hP
hCP0
RCP0
haP0
ρaP0
14° 30'
ρfP0
sP0
hP0hP
haP0
ρaP0

www.lmt-tools.com 123
Anex
o An
exo
13
14
Para engranajes según AGMA 201.02 – 1968para DP 1 ÷ DP 19,99Ángulo de perfil de 20°Para dentados conforme AGMA 201.02 – 1968para DP 1 ÷ DP 19,99Ângulo de perfil 20°
haP0 = 1,25 _____ DP
25,4
hP = 2,25 _____ DP
25,4
hP0 = 2,45 _____ DP
25,4
sP0 = 1,5708 _______ DP
25,4
ρaP0 = 0,3 ____ DP
25,4
ρfP0 = 0,2 ____ DP
25,4
Para engranajes según AGMA 201.02 – 1968para DP 1 ÷ DP 19,99Ángulo de perfil de 20°StubVerzahnungPara dentados conforme AGMA 201.02 – 1968para DP 1 ÷ DP 19,99Ângulo de perfil 20°Dentado Stub
haP0 = 1 ___ DP
25,4
hP = 1,8 ____ DP
25,4
hP0 = 2 ___ DP
25,4
sP0 = 1,5708 _______ DP
25,4
ρaP0 = ρfP0 = 0,2 ____ DP
25,4
20°
ρfP0
sP0
hP0hP
haP0
ρaP0
20°
ρfP0
sP0
hP0hP
haP0
ρaP0

www.lmt-tools.com124
perfiles de engranajes corrientes y perfiles de referencia de fresas madre correspondientesperfis de dentados normais e os respetivos perfis de fresas de engrenagens
Engranaje de evolventes para ruedas frontales y helicoidales, perfil de referencia de fresa p. ej. DIN 3972 I–IV.
Indíquese en su pedido, p. f.:Módulo, ángulo de engrane α, perfil de referencia del engranaje o perfil de referencia de fresa madre.
Engranaje de evolventes para ruedas frontales y helicoidales con retroceso de cabeza. Esta formación de perfil está destinada a impedir el choque de entrada.
Indíquese en su pedido, p. f.:Módulo, ángulo de engrane α, número de dientes, ángulo de inclinación, desplazamiento de perfil y diámetro de círculo de cabeza de la rueda, perfil de referencia del engranaje, altura y ancho del retroceso de cabeza o perfil de referencia de fresa madre.Las ruedas de engranajes de marcha rápida son corregidas en las cabezas de diente para reducir los ruidos. Para esta corrección se considera el curvado de diente elástico adaptando la corrección de fresa al número de dientes de rueda a fresar.
pieza perfil de referencia de fresapeça perfil de referência da fresah = Altura de perfil = profundidad de fresado hP0 = Altura de perfil Passo de perfil = profundidade de fresagem Passo do perfilha = Altura de cabeza haP0 = Altura de cabeza Passo do cabeçote Passo do cabeçote hf = Altura de pie α = Ángulo de perfil (ángulo de engrane) Passo do pé Ângulo do perfil (ângulo de passo)
p __ π = m = Módulo
= m = Módulo
pieza perfil de referencia de fresapeça perfil de referência da fresahCaP = Altura de retroceso de cabeza hCP0 = Altura del arrastre sobre la línea de referencia Passo da correção do cabeçote Passo da recolha sobre linha de referência CaP = Retroceso de cabeza RCP0 = Radio del arrastre Correção do cabeçote Raio da recolha
Dentados envolventes para discos dentados e engrenagens, perfil de referência de fresa, p. ex., DIN 3972 I–IV.
Ao encomendar indicar:Módulo, ângulo de passo α, perfil de referência do dentado ou perfil de referência da fresa.
Dentado envolvente para discos dentados e engrenagens com correção do cabeçote. Essa formação de perfil evita o encontro de entrada.
Ao encomendar indicar:Módulo, ângulo de passo α, número de dentado, ângulo de inclinaçção, desvio de perfil e diâmetro do cabeçote do disco, perfil de referência do dentado, passo e largura da correção do cabeçote ou perfil de referência da fresa de engrenagens.
É efetuada a correção dos cabeçotes do dentado, em engrenagens de alta velocidade, para reduzir o ruído. Nessa correção está calculada a curvatura elástica do dentado. A correção da fresa está ajustada ao número do dentado do disco.
h h
α
pρfP0
sP0
hP0
ha
hf haP0
ρaP0
h h
α
pρfP0
sP0
hP0
ha
hf haP0
ρaP0
h
p
h
ρfP0sP0
hP0
hCaP
CaP
hf
ha
haP0
hCP0
RCP0
ρaP0
h
p
h
ρfP0sP0
hP0
hCaP
CaP
hf
ha
haP0
hCP0
RCP0
ρaP0
2
1

www.lmt-tools.com 125
Anex
o An
exo
hh
ρfP0sP0
pP0
hP0
hf
hK
αKαKP0
ha
haP0
hFfP0
ρaP0
hh
ρfP0sP0
pP0
hP0
hf
hK
αKαKP0
ha
haP0
hFfP0
ρaP0
Engranaje de evolventes para ruedas frontales y helicoidales con rotura de canto de cabeza.Indíquese en su pedido, p. f.:Módulo, ángulo de engrane α, número de dientes, ángulo de inclinación, desplazamiento de perfil y diámetro de círculo de cabeza de la rueda, perfil de referencia del engranaje, importe radial y ángulo de la rotura de canto o perfil de referencia de fresa madre.La rotura de canto de cabeza se considerará como fase de seguradad que protege el canto de la cabeza de diente de daños y formación de rebaba. Para las grandes series recomendamos romper previamente el canto de cabeza de rueda con la fresa madre. En este caso, el sector de número de dientes a fresar con la fresa madre es limitado, puesto que de otra manera la rotura de canto sería demasiado reducida en caso de un número pequeño de dientes de rueda y demasiado alta en caso de un número grande de dientes.
pieza perfil de referencia de fresa peça perfil de referência da fresahK = Importe radial de la rotura de canto hFfP0 = Altura útil de pie del perfil de referencia de fresa Valor radial da chanfradura Passo nominal do pé do perfil de referência da fresa αK = Ángulo de la rotura de canto αKP0 = Ángulo de perfil del flanco de canto muerto Ângulo da chanfradura Ângulo do perfil do flanco da chanfradura
Dentado envolvente para discos dentados e engrenagens com chanfradura.
Ao encomendar indicar:Módulo, ângulo de passo α, número de dentado, ângulo de inclinaçção, desvio de perfil e diâmetro do cabeçote do disco, perfil de referência do dentado, passo e largura da correção do cabeçote ou perfil de referência da fresa de engrenagens.
A chanfradura pode ser vista como face de proteção, que protege a borda do cabeçote do dentado contra danificação e rebarba. Em série grandes, aconselhase a remover a borda do cabeçote do disco com a fresa de engrenagens. O número de dentado a ser fresado com fresa de engrenagens é limitado, se não o tamanho da chanfradura seria muito pequena ou muito grande, dependendo do dentado.
3
Engranaje de evolventes para ruedas frontales y helicoidales con protuberancia (corte de despullo de pie de diente). Esta formación del perfil está seleccionada con ruedas que se preparan para el rascado, afilado o desbarbado sin fin.
Indíquese en su pedido, p. f.:Módulo, ángulo de engrane α, perfil de referencia del engranaje, adición de mecanización y corte de despulla de pie o perfil de referencia de fresa madre.Las ruedas con un engranaje con medición de rascado o afilado son generadas correctamente con una fresa de protuberancias. El corte de despullo del pie de diente asi obtenido aumenta el tiempo de mecanizado de la herramienta rascadora y mejora la calidad de la rueda rascada o afilada, resp.
pieza perfil de referencia de fresa peça perfil de referência da fresaq = Adición de mecanización PrP0 = Importe de protuberancias Adição da usinagem Valor protuberância
Dentado envolvente para discos dentados e engrenagens com protuberância (retificação do fundo do pé dentado) Essa formação de perfil é selecionada para perfis que são préusinados para raspagem, desbaste ou fresagem de torneamento.
Ao encomendar indicar:Módulo, ângulo de passo α, perfil de referência do dentado, usinagem e corte de pé livre ou perfil de referência da fresa de engrenagens.Discos dentados com raspagem ou espessura de retificação, são usinados com uma fresa de protuberância. A retificação do fundo do pé dentado alcançado aumenta a vida útil da ferramenta de raspagem e melhora a qualidade do disco raspado ou desbastado.
hq h
p
ρfP0sP0
hP0
hf
ha
haP0
PrP0
ρaP0
hq h
p
ρfP0sP0
hP0
hf
ha
haP0
PrP0
ρaP0
4

www.lmt-tools.com126
perfiles de engranajes corrientes y perfiles de referencia de fresas madre correspondientesperfis de dentados normais e os respetivos perfis de fresas de engrenagens
Engranaje de evolventes para ruedas frontales y helicoidales con protuberancia (corte de despulla del pie de diente) y roturade canto de cabeza.Este perfil puede ser aplicado para ruedas destinadas al rascado o afilado que tendrán rotura de canto de cabeza en estado acabado.
Indíquese en su pedido, p. f.:Módulo, ángulo de engrane α, número de dientes, ángulo de inclinación, desplazamiento de perfil y diámetro de círculo de cabeza de la rueda, perfil de referencia del engranaje, importe radial y ángulo de rotura de canto o perfil de referencia de fresa madre.
pieza perfil de referencia de fresa peça perfil de referência da fresa
Dentado envolvente para discos dentados e engrenagens com protuberância (retificação do fundo do pé dentado) e chanfradura.
Esse perfil é utilizado em discos que foram préusinados para raspagem ou desbaste e que devem ter uma chanfradura.
Ao encomendar indicar:Módulo, ângulo de passo α, número de dentado, ângulo de inclinaçção, desvio de perfil e diâmetro do cabeçote do disco, perfil de referência do dentado, passo e largura da correção do cabeçote ou perfil de referência da fresa de engrenagens.
5
hq
p
h
ρfP0sP0
hP0hFfP0
PrP0
hK
αK αKP0
hf
ha
haP0
ρaP0
hq
p
h
ρfP0sP0
hP0hFfP0
PrP0
hK
αK αKP0
hf
ha
haP0
ρaP0
h
pρfP0
sP0
hP0
hf
ha
haP0
ρaP0
h
pρfP0
sP0
hP0
hf
ha
haP0
ρaP0
6
Engranaje de evolventes para ruedas frontales y helicoidales para el cruzado simultáneo del diámetro exterior (fresa de interferencia). Esta versión de perfil también es aplicable para los perfiles nos. 1 hasta 5 arriba indicados.
Indíquese en su pedido, p. f.:„Cruzador“ y los datos correspondientes de los perfiles de 1 a 5.
En su mayoría las fresas de interferencia se emplean para engranajes pequeños a fin de alcanzar una buena marcha concéntrica del engranaje al taladro. Principalmente, los cruzadores se aplican en los utiles cuyo acabado de taladro se realiza posteriormente al engranaje. Al sujetar las piezas en las cabezas de diente está garantizada una buena marcha concéntrica del taladro con el engranaje.
pieza perfil de referencia de fresa peça perfil de referência da fresa hP0 = h
Dentado envolvente para discos dentados e engrenagens para sobrecortar simultaneamente o diâmetro exterior (fresa de sobreposição). Esse perfil também pode ser utilizado para todos os perfis anteriores 1 a 5.
Ao encomendar indicar:„Fresas de sobreposição“ e as indicações conforme os perfis 1 a 5.
Fresas de sobreposição são utilizadas frequentemente para dentados pequenos, para permitir um bom movimento circular do dentado para a perfuração. As fresas de sobreposição são utilizadas principalmente em peças onde a perfuração é acabada depois do dentado. No corte das peças nos cabeçotes do dentado, é alcançado um movimento circular bom relativo à perfuração do dentado.

www.lmt-tools.com 127
Anex
o An
exo
Engranaje de rueda de cadena para cadenas de rodillos y de manguito según DIN 8187 y 8188, engranaje de las ruedas de cadena según DIN 8196, perfil de referencia de fresa madre según DIN 8197.
Indíquese en su pedido, p. f.:Paso de la cadena, diámetro de rodillo, denominación DIN de la cadena.
Engranaje de ruedas de cadena para cadenas Galle (pesadas) según DIN 8150.
Indíquese en su pedido, p. f.:Paso de la cadena, diámetro de rodillo, denominación DIN de la cadena.
El perfil de referencia de fresa para cadenas Galle pesadas según DIN 8150 no es normado y es dimensionado por nosotros con un ángulo de engrane de 20°.
pieza perfil de referencia de fresapeça perfil de referência da fresap = Paso de la cadena Passo da corrente pP0 = 1,005 · p = Paso del perfil de referenciad1 = Diámetro de rodillo Diâmetro de rolos Passo do perfil de referênciad = Diámetro de círculo primitivo Diâmetro primitivo de referência haP0 = 0,5 · d1
df = d – d1 = Diámetro de círculo de pie Diâmetro do pé da = Diámetro de círculo de cabeza Diâmetro do cabeçote
pieza perfil de referencia de fresapeça perfil de referência da fresadf = d – d1 ρaP0 = 0,54 · d1 haP0 = 0,5 · d1
hP0 = d1 + 2 hasta até d1 = 5 hP0 = d1 + 2,5 para para d1 > 5
Disco de corrente dentada para conjunto de casquilhos e corrente de rolos conforme DIN 8187 e 8188, dentado para disco de corrente conforme DIN 8196, perfil de referência de fresa de engrenagens conforme DIN 8197.
Ao encomendar indicar:Passo da corrente, diâmetro de rolos, descrição DIN da corrente.
Disco de corrente dentada para correntes dentadas (pesado) conforme DIN 8150.
Ao encomendar indicar:Passo da corrente, diâmetro de rolos, descrição DIN da corrente.
O perfil de referência para correntes dentadas pesadas conforme DIN 8150 não está normalizado e é ajustado com um ângulo de passo de 20°.
7
8
24°
dadf
d sP0
pP0
hP0
haP0
ρaP0
24°
dadf
d sP0
pP0
hP0
haP0
ρaP0
p
20°
40°
dadf
dsP0
hP0
haP0
ρaP0p
20°
40°
dadf
dsP0
hP0
haP0
ρaP0

www.lmt-tools.com128
perfiles de engranajes corrientes y perfiles de referencia de fresas madre correspondientesperfis de dentados normais e os respetivos perfis de fresas de engrenagens
p
20°
40°
dadf
d sP0
hP0
haP0
ρaP0
p
20°
40°
dadf
d sP0
hP0
haP0
ρaP0
b
da
di
dFf
b
da
di
dFf
Engranaje de arboles con chavetero; perfil de referencia de fresa sin taco, sin rotura de canto (centraje de flancos).
Indíquese en su pedido, p. f.:Diámetro interior di, diámetro exterior da, ancho de chaveta b, número de chavetas, tolerancias para da, di, b. En su caso, denominación DIN del árbol con chavetero.Indicación: „Sin taco, sin rotura de canto“.
Arboles con chavetero con centraje de flancos que tienen juego suficiente en el cubo de chaveta para el diámetro interior y exterior son generados con fresas madre sin tacos y sin rotura de canto. Se obervará que por motivos de la técnica de tallado no debe producirse un paso de canto agudo del flanco de chaveta al diámetro interior del árbol con chavetero. El tamaño de la curva de redondeado depende de las dimensiones del árbol con chavetero. Hay que asegurarse que no haya ningunas interferencias entre la curva de redondeado y el cubo. Eventualmente habrá que optar por una herramienta con tacos.
Engranaje de ruedas de cadena para cadenas de casquillos según DIN 8164.
Indíquese en su pedido, p. f.:Paso de la cadena, diámetro de rodillo, denominación DIN de la cadena.
El perfil de referencia de fresa para cadenas de casquillos según DIN 8164 no está formado y es dimensionado por nosotros con un ángulo de engrane de 20°.
pieza perfil de referencia de fresa peça perfil de referência da fresadf = d – d1 ρaP0 = 0,54 · d1 haP0 = 0,5 · d1
haP0 = d1 + 1,5
pieza perfil de referencia de fresa peça perfil de referência da fresadi = Diámetro interior Diâmetro interior da = Diámetro exterior Diâmetro exterior b = Ancho de chaveta Largura da cunha dFf = Diámetro de círculo de forma Diâmetro da forma Superior a dFf los flancos de chaveta son rectos, inferior a dFf comienza la curva de redondeado Em cima dFf estão os flancos da cunha, em baixo dFf se inicia a curva côncava
Disco de corrente dentada para correntes de casquilhos conforme DIN 8164.
Ao encomendar indicar:Passo da corrente, diâmetro de rolos, descrição DIN da corrente.
O perfil de referência da fresa para correntes de casquilhos conforme DIN 8164, não está normalizado e é ajustado com um ângulo de passo de 20°.
Dentado canelado; perfil de referência da fresa sem cambagem, sem chanfradura (flancos centrados).
Ao encomendar indicar:Diâmetro interior di, diâmetro exterior da, largura de cunha b, número de cunhas, tolerâncias para da, di, b. eventual descrição DIN do eixo canelado.Descrição: „Sem cambagem, sem chanfradura“.
Eixos canelados com flancos centrados, com jogo suficiente no diâmetro interior e exterior da cunha, são produzidos por fresas de engrenagens sem cambagem e chanfradura. Deve observar que, por razões técnicas de fresagem, não deve existir uma passagem com bordas afiadas do flanco da cunha para o diâmetro interior do eixo canelado. O tamanho da curva côncava depende das dimensões do eixo canelado. Deve assegurar que não existe uma sobreposição entre a curva côncava e a ranhura. Eventualmente terá de recorrer a uma ferramenta com cambagem.
9
10

www.lmt-tools.com 129
Anex
o An
exo
11
12
Engranaje de arboles con chavetero; perfil de referencia de fresa con taco y rotura de canto.
Indíquese en su pedido, p. f.:Diámetro interior di, diámetro exterior da, ancho de chaveta b, número de chavetas, valor de rotura de canto, tolerancias para da, di, b. En su caso, denominación DIN del árbol con chavetero. Indicación: „con taco y rotura de canto“.
Para obtener una carga sin problemas hasta el fondo del arbol con chavetero en los arboles con chavetero de centraje interior, en general, la fresa madre se elabora con taco. Gracias a la rotura de canto se obtiene el juego suficiente en las esquinas de ranuras del cubo.
Engranaje de árboles con chavetero; perfil de referencia de fresa con taco sin rotura de canto (con centraje interior).
Indíquese en su pedido, p. f.:Diámetro interior di, diámetro exterior da, ancho de chaveta b, número de chavetas, valor de rotura de canto, tolerancias para da, di, b. En su caso, denominación DIN del árbol con chavetero. Indicación: „con taco, sin rotura de canto“.
Para el taco rigen las descripciones de la ilustración 11. No hace falta una rotura de canto, si hay juego suficiente entre el diámetro exterior del árbol con chavetero y el diámetro exterior del cubo correspondiente.
pieza perfil de referencia de fresa peça perfil de referência da fresadi = Diámetro interior Diâmetro interior da = Diámetro exterior Diâmetro exterior dg = Diámetro fondo Diâmetro do fundo b = Ancho de chaveta Largura da cunhag = Ancho de rotura de canto de cabeza Largura da chanfradura
pieza perfil de referencia de fresa peça perfil de referência da fresadi = Diámetro interior Diâmetro interior da = Diámetro exterior Diâmetro exterior dg = Diámetro fondo Diâmetro do fundo b = Ancho de chaveta Largura da cunha
Dentado canelado; perfil de referência da fresa com cambagem e chanfradura.
Ao encomendar indicar:Diâmetro interior di, diâmetro exterior da, largura de cunha b, número de cunhas, tamanho da chanfradura g, tolerâncias para da, di, b. eventualmente ainda descrição DIN do eixo canelado. Descrição: „Com cambagem e chanfradura“.
Para que os eixos canelados interiores consigam um desbaste até ao fundo do eixo, a fresa de engrenagens possui cambagem. Através da chanfradura conseguese o jogo necessário nos cantos das ranhuras.
Dentado canelado; perfil de referência da fresa com cambagem sem chanfradura (interior centrado).
Ao encomendar indicar:Diâmetro interior di, diâmetro exterior da, largura de cunha b, número de cunhas, tolerâncias para da, di, b. eventual descrição DIN do eixo canelado.Descrição: „Com cambagem, sem chanfradura“.
Para a cambragem é válido a fig. 11. Uma chanfradura não é necessária, se entre o diâmetro exterior do eixo canelado e o respetivo diâmetro exterior da protuberância existir jogo suficiente.
b
g x 45°
da
didg
b
g x 45°
da
didg
bdg
di
da
bdg
di
da

www.lmt-tools.com130
perfiles de engranajes corrientes y perfiles de referencia de fresas madre correspondientesperfis de dentados normais e os respetivos perfis de fresas de engrenagens
Engranaje de arboles con chavetero; perfil de referencia de fresa con un taco y rotura de canto (con centraje exterior o de flancos). Este perfil se realiza p.ej. en los arboles con chavetero SAE.
Indíquese en su pedido, p. f.:Diámetro interior di, diámetro exterior da, ancho de chaveta b, número de chavetas, tolerancias para da, di, b. Valor de rotura de canto de cabeza g. En su caso, denominación DIN o SAE del árbol con chavetero. Indicación: „con un taco y rotura de canto“
Los ejes de chaveta múltiple con centraje de flanco tienen un perfil de chaveta muy profundo y normalmente son generados con fresas madre con una sola cabeza de diente elevada. El perfil de referencia de fresa tiene las cabezas de diente tan estrechas que solamente hay sitio para un taco (igual a elevación de cabeza de diente).
Engranaje de arboles con chavetero; perfil de referencia de fresa sin taco con rotura de canto (con centraje exterior.
Indíquese en su pedido, p. f.:Diámetro interior di, diámetro exterior da, ancho de chaveta b, número de chavetas, tolerancias para da, di, b. Valor de rotura de canto de cabeza g. En su caso, denominación DIN del árbol con chavetero. Indicación: „sin taco, con rotura de canto“
En el trabajo con fresa madre sin taco de arboles con chavetero hay que asegurar mediante fases en los dientes del cubo que no pueda haber interferencias con la curva de redondeado del árbol.
pieza perfil de referencia de fresa peça perfil de referência da fresadi = Diámetro interior Diâmetro interior da = Diámetro exterior Diâmetro exterior b = Ancho de chaveta Largura da cunha g = Ancho de rotura de canto de cabeza Largura da chanfradura dFf = Diámetro del círculo de forma Diâmetro da forma
pieza perfil de referencia de fresa peça perfil de referência da fresadi = Diámetro interior Diâmetro interior da = Diámetro exterior Diâmetro exterior dg = Diámetro fondo Diâmetro do fundo b = Ancho de chaveta Largura da cunhag = Ancho de rotura de canto de cabeza Largura da chanfradura
Dentado canelado; perfil de referência da fresa sem cambagem com chanfradura (exterior centrado).
Ao encomendar indicar:Diâmetro interior di, diâmetro exterior da, largura de cunha b, número de cunhas, tolerâncias para da, di, b. Tamanho da chanfradura g. Eventualmente ainda descrição DIN do eixo canelado. Descrição: „Sem cambagem com chanfradura“
Se forem fresados eixos canelados interiores centrados com fresas de engrenagens sem cambagem, ao fresar o dentado deve assegurar que não existe sobreposição com a curva côncava do eixo.
Dentado canelado; perfil de referência da fresa com uma cambagem com chanfradura (flancos centrados ou exterior centrado). Esse perfil é comum p. ex., em eixos canelados SAE.
Ao encomendar indicar:Diâmetro interior di, diâmetro exterior da, largura de cunha b, número de cunhas, tolerâncias para da, di, b. Tamanho da chanfradura g. Eventualmente ainda descrição DIN ou SAE do eixo canelado. Descrição: „Com uma cambagem e chanfradura“
Eixos canelados múltiplos com flancos centrados têm um perfil de cunha muito profundo e são produzidos normalmente com fresas de engrenagens com apenas um cabeçote de dentado alto. O perfil de referência da fresa tem cabeçotes de dentado tão finos que apenas existe espaço para uma cambagem (igual a altura do cabeçote dentado).
b
g x 45°
dFf
di
da
b
g x 45°
dFf
di
da
b
g x 45°
dgdida b
g x 45°
dgdida
13
14

www.lmt-tools.com 131
Anex
o An
exo
15
Engranaje de arboles con chavetero; perfil de referencia de fresa con diente elevado para penetrar una roseta con la fresa.
Indíquese en su pedido, p. f.:Diámetro de roseta dB y además las indicaciones correspondientes de los perfiles 10 a 14.
En caso de arboles con chavetero cuyo cubo se empuja contra la roseta del árbol con chavetero, la fresa madre cortará en la roseta. Puesto que el diámetro exterior de la roseta no debe ser fresado, los dientes en el perfil de referencia de fresa serán dimensionados correspondientemente más altos.
Chaveta múltiple triangular según DIN 5481: diámetro nominal 7 x 8 hasta 55 x 60. Perfil de referencia de fresa con flancos curvados para flancos rectos del útil. Para el sector de diámetro nominal arriba indicado también pueden ser utilizados perfiles de referencia con flancos rectos previo acuerdo relativo con el cliente.
Indíquese en su pedido, p. f.:Denominación DIN de la chaveta múltiple triangular y todas dimensiones diferentes de la norma. Salvo otros acuerdos suministraremos fresas madre con flancos rectos para flancos de útil curvados según ilustración 17.Las chavetas múltiples triangulares son empleadas para conexiones por enchufe en unión positiva.
pieza perfil de referencia de fresa peça perfil de referência da fresadi = Diámetro interior Diâmetro interior da = Diámetro exterior Diâmetro exterior dg = Diámetro fondo Diâmetro do fundo b = Ancho de chaveta Largura da cunhadB = Diámetro de roseta Diâmetro rebordo g = Ancho de rotura de canto de cabeza Largura da chanfradura
pieza perfil de referencia de fresa peça perfil de referência da fresadf = Diámetro de círculo de pie Diâmetro do pé d = Diámetro de círculo primitivo Diâmetro primitivo de referência da = Diámetro de círculo de cabeza Diâmetro cabeçote
Dentado canelado; perfil de referência com dentado alto para fresagem de um freio.
Ao encomendar indicar:Diâmetro do freio dB e ainda as indicações conforme os perfis 10 a 14.
Se o ressalto for encostado ao freio do eixo canelado, a fresa de engrenagens corta nesse freio. Mas como o diâmetro exterior do freio não deve ser fresado, os dentados do perfil de referência da fresa têm de estar mais altos.
Estriado conforme DIN 5481; diâmetro nominal 7 x 8 a 55 x 60. Perfil de referência da fresa com flancos curvados para flancos da peça lineares. Para a área de diâmetro nominal descrita em cima podem ser utilizados também perfis de referência com flancos lineares, se foi acordado com o fornecedor.
Ao encomendar indicar:Descrição DIN do estriado e dimensões divergentes da norma. Se não for acordado de outro modo, nós fornecemos fresas de engrenagens com flancos lineares para flancos de peça curvados conforme fig. 17.Dentados canelados são utilizados para produção de tomadas de ligação.
dg
di
da
dB
b
g x 45°
dg
di
da
dB
b
g x 45°
d
60°
p2
df
da
sP0
pP0
hP0
haP0ρf
d
60°
p2
df
da
sP0
pP0
hP0
haP0ρf
16

www.lmt-tools.com132
perfiles de engranajes corrientes y perfiles de referencia de fresas madre correspondientesperfis de dentados normais e os respetivos perfis de fresas de engrenagens
17
18
Perfiles de árbol dentado con flancos evolventes según DIN 5480 y normas especiales.
Indíquese en su pedido, p. f.:Módulo, ángulo de engrane, diámetro de círculo de cabeza, diámetro de círculo de pie, medida diametral de dos rodillos, denominación DIN del árbol dentado.
Chaveta múltiple triangular según DIN 5481: diámetro nominal 7 x 8 hasta 55 x 60 y 60 x 85 hasta 120 x 125. Perfil de referencia de fresa con flancos rectos para flancos curvados del útil. Para el sector de diámetro nominal de 7 x 8 hasta 55 x 60 también pueden ser utilizados perfiles de referencia de fresa según 16.
Indíquese en su pedido, p. f.:Denominación DIN de la chaveta múltiple triangular y todas dimensiones diferentes de la norma.
pieza perfil de referencia de fresa peça perfil de referência da fresa haP0 = 0,60 · m hP0 = 1,25 · m ρaP0 = 0,16 · m ρfP0 = 0,10 · m
pieza perfil de referencia de fresa peça perfil de referência da fresa
Estriado conforme DIN 5481; diâmetro nominal 7 x 8 a 55 x 60 e 60 x 65 a 120 x 125. Perfil de referência da fresa com flancos lineares para flancos da peça lineares. Para a área de diâmetro nominal 7 x 8 a 55 x 60, podem ser utilizadas também perfis de referência de fresa conforme fig. 16.
Ao encomendar indicar:Descrição DIN do estriado e dimensões divergentes da norma.
Perfis de eixo estriado com flancos envolventes conforme DIN 5480 e normas especiais.
Ao encomendar indicar:Módulo, ângulo de passo, raio de cabeçote, raio do pé, controlo diametral do dentado com rolos duplos, designação DIN do eixo estriado.
d
p
di
da
sP0
αP0
2αP0
hP0haP0
ρaP0
ρfP0
d
p
di
da
sP0
αP0
2αP0
hP0haP0
ρaP0
ρfP0
d
p
30°
60°
pP0
2df
da
hP0
haP0
ρaP0
ρfP0
d
p
30°
60°
pP0
2df
da
hP0
haP0
ρaP0
ρfP0

www.lmt-tools.com 133
Anex
o An
exo
Materiales de corteMateriais de corte
Los materiales de corte modernos destacan por la combinación de excelentes propiedades de mecanizado por arranque de viruta y de aplicación.Según el espectro de aplicación y los parámetros de corte, se utilizan unos materiales de corte determinados. Los aceros de corte rápido (KHSSE) fabricados de manera convencional ya no se usan tanto como los materiales fabricados de material pulverulento debido a su reducida resistencia al desgaste y reducida dureza en caliente. La fabricación a base de material pulverulento (PM) permite aumentar la proporción de carburos (responsables de la resistencia al desgaste), mejorando al mismo tiempo la tenacidad. El material de corte SpeedCore representa el desarrollo consecuente de los materiales de corte PMHSS. En comparación con los materiales PMHSS, SpeedCore ofrece una excelente y notablemente mejorada combinación de mayor dureza en caliente (= dureza durante la aplicación) y mayor tenacidad, lo cual se demuestra durante la aplicación en forma de valores de corte más elevados.Con el término genérico „metal duro“ (HM) se denomina a todos los materiales de corte fabricados de material pulverulento, que básicamente están compuestos por el material duro „carburo de volframio“ (WC) y el material ligante de matriz „cobalto“ (Co). La tabla de abajo muestra una comparación tecnológica entre los materiales de corte disponibles en el mercado hoy en día.
Las temperaturas de uso de KHSSE fabricado de manera convencional ascienden a aprox. 480 °C. Gracias a la fabricación a base de material pulverulento, en el PMHSS no solamente se obtiene un mayor contenido de cobalto, sino también de carburo, por lo cual las temperaturas de uso se logran elevar hasta un máximo de aprox. 520 °C.
La combinación de fabricación de material pulverulento y la estructura intermetálica permite que el material de corte SpeedCore tenga una temperatura de uso continuo claramente mayor de aprox. 600 °C, teniendo la misma tenacidad que los materiales de corte PMHSS. El metal duro permite un uso a temperaturas de hasta aprox. 800–1000 °C. Estas propiedades predestinan a los materiales SpeedCore y metal duro para el mecanizado con arranque de viruta a altas velocidades de corte, tanto en el procesamiento por vía húmeda como en el por vía seca.
Materiais de corte modernos possuem características de corte e aplicação excelentes.Dependendo da utilização e parâmetros de corte, são utilizados determinados materiais de corte. Os aços rápidos convencionais (KHSSE), devido à sua resistência reduzida em comparação com materiais pulverizados, apenas são utilizados com restrições. A fabricação pulverizada (PM) permite aumentar a percentagem de carbonetos (resistente ao desgaste), aumentado simultaneamente a tenacidade.
O material de corte SpeedCore representa o desenvolvimento consequente dos materiais de corte PMHSS. SpeedCore, em comparação com materiais PMHSS, oferece uma combinada e mais resistente têmpera a quente (dureza durante utilização) e maior tenacidade, que resulta em valores de corte superiores.
O termo metal duro (MD) abrange os materiais pulverizados que são produzidos de carboneto de tungstênio (WC) e o material cobalto (Co). A tabela abaixo indica uma comparação tecnológica entre os materiais de corte disponíveis.
As temperaturas de utilização de KHSSE convencionais é de ca. 480 °C. Devido à utilização de pulverização conseguese atingir um maior grau de cobalto e carboneto no PMHSS, de modo que as temperaturas máximas podem atingir os 520 °C.
A combinação da fabricação pulverizada e da estrutura intermetálica permite ao material de corte SpeedCore uma temperatura de utilização permanente de até 600 °C, com a mesma tenacidade como os materiais PMHSS. Metal duro permite temperaturas até 800–1000 °C. Essas características predestinam o SpeedCore e metal duro para a usinagem seca ou molhada de alta velocidade.
propiedadesCaracterísticas
UnidadUnidade KHSS-E pM-HSS SpeedCore
Metal duroMetal duro
Dureza 23 °CDureza 23 °C
HV10 800–900 880–960 920–940 1500–1900
Dureza 600 °CDureza 600 °C
HV10 400–450 450–540 590–630 1200–1500
DensidadEspessura
g/cm3 8–8,3 8,1–8,3 8,2 11–15
Módulo EEMódulo
kN/mm2 210–217 225–241 224 500–660
Conductividad térmica (a 20 °C)Condutância térmica (a 20 °C)
W/(m · °C) 19 17–19 32 30–100
Coeficiente de dilatación térmicaCoeficiente de expansão térmica
m · 10–6/(m · K) 10–13 10–11 10–11 5–7

www.lmt-tools.com134
Para el recubrimiento de fresas madre se utiliza el método PVD (Physical Vapour Deposition, significado en español: deposición física a partir de la fase gaseosa). Se trata de un método de recubrimiento con capas finas en plasma al vacío, en el cual se transfieren materiales ultra puros a un plasma por medio de arco eléctrico o pulverización catódica. A través de la reacción con gases reactivos como oxígeno, nitrógeno o carbono se llegan a depositar capas cerámicas de material duro sobre las herramientas.Las capas PVD de material duro creadas usualmente están compuestas por metales refractarios como cromo, titanio o tántalo aleados con aluminio, silicio y un elemento no metálico (oxígeno, nitrógeno, boro y carbono). Los sistemas de capas que se utilizan hoy en día en el campo de tallado de engranajes son titanioaluminionitrógeno (TiAlN) o aluminiocromonitrógeno (AlCrN). Los recubrimientos de alto rendimiento utilizados tienen una estructura multicapa que permite una alta elasticidad y al mismo tiempo una alta resistencia al desgaste.Gracias a la rotación de las herramientas en torno a varios ejes durante el proceso de recubrimiento, se obtiene una distribución uniforme y homogénea de las capas sobre las superficies de la herramienta.
Las temperaturas de recubrimiento ascienden a 450 °C. El control de alta precisión del proceso de recubrimiento permite la deposición de capas muy finas para obtener un borde cortante muy afilado y muy definido.
Hoy en día, la proporción de herramientas recubiertas utilizadas para el tallado de engranajes asciende casi al 100 %.
Para o revestimento de fresas de engrenagens é utilizado o processo PVD (Physical Vapour Deposition), ou seja: Deposição física por fase gasosa. Esse é um processo de revestimento fino com vácuo de plasma, em que os materiais puros são transformados em plasma através do arco elétrico ou da pulverização catódica. Através da reação com gases reativos como oxigênio, nitrogênio ou carbono, são depositados revestimentos cerâmicos duros nas ferramentas.
Os revestimentos duros de PVD são compostos normalmente por metais refratários como, crômio, titânio ou com liga de tântalo com alumínio, silício e um não metal (oxigênio, nitrogênio, boro e carbono). Sistemas de revestimentos utilizados hoje em dia em dentados são compostos por titânioalumínionitrogênio (TiAIN) ou alumíniocrômionitrogênio (AICrN). Os revestimentos de alto rendimento utilizados têm uma estrutura múltipla que permite uma alta elasticidade e ao mesmo tempo uma alta tenacidade.
Através da rotação dos eixos das ferramentas durante o processo de revestimento, é conseguida uma homogeneidade de espessura do revestimento nas superfícies da ferramenta.
As temperaturas de revestimento são de 450 °C. O processo de revestimento altamente preciso permite camadas muito finas conseguindo assim bordas de corte muito afiadas.
Atualmente, a percentagem de ferramentas dentadas revestidas é de 100 %.
Recubrimiento pVDRevestimento pVD
Desarrollo esquemático del proceso de recubrimiento pVDDescrição esquemática do processo de revestimento pVD
+
++
++
–
–
––
EnergíaEnergia
Gases inertesGás inerte
(+)
Gases reactivosGases reativos
Voltaje biasTensão de polarização
Material básico: cátodoblanco (target), polvo, lingoteMaterial original: Cátodo Target, pó, lingote
Plasma:iones, electrones,moléculas, átomosPlasma: Iões, eletrões, moléculas, átomos
Sustrato:Material de basey capaSubstrato: Material base e revestimento
(–)
(–)

www.lmt-tools.com 135
Anex
o An
exo
Estructura esquemática del sistema de capas pVD AlCrNEstrutura esquemática do sistema de revestimento pVD AICrN
AluminioAlumínio
NitrógenoNitrogênio
CromoCrômio
Recubrimientos – mayor productividad garantizada, consulte nuestra página web www.lmttools.de, véanos en YouTubeRevestimentos – mais produtividade garantida, veja www.lmttools.de, watched us on YouTube

www.lmt-tools.com136
Recubrimientos en el metal duro para útiles talladores de dentadosRevestimentos duros em ferramentas dentadas
Aparte de la elevada dureza, son particularmente las propiedades tribofísicas y químicas las que aumentan extremadamente la duración de los útiles revestidos en comparación con los útiles sin revestimiento. La baja afinidad química del TiN con la viruta de acero caliente tiene como consecuencia una fricción reducida, por tanto se produce menos calor por fricción y de este modo menos desgaste.
El revestimiento actúa como una barrera que apantalla el sustrato inferior contra el ataque al desgaste.
De especial interés para el usuario son las mayores velocidades de corte y de avance que son posibles con los útiles revestidos. En ello, está en el primer plano no sólo la duración más larga, sino también la reducción de los tiempos principales de mecanizado. De esta manera, las fresas madre revestidas amortizan muy rápidamente los costes del revestimiento.
En la fabricación de un piñón satélite, gracias al revestimiento con TiN, aumentó la duración de la fresa madre HSS al quíntuplo, de 100 a 502 piñones fabricados. Después del reafilado no se volvió a revestir el útil de modo que ya no tenía revestimiento en la superficie de desprendimiento y sólo seguía con revestimiento en el flanco. No obstante, el útil en este estado alcanzó una producción durante la vida de 251 piñones fabricados. Con un total de 22 ciclos de reafilado, se fabricaron con la fresa madre sin revestimiento en total 2.300 piñones, mientras con la fresa revestida se fabricaron 6.024 piñones, o sea, la producción fue 2,6 veces mayor. De esta manera, el precio adicional relativamente moderado por el revestimiento con TiN se amortizó fácilmente.
Desde el punto de vista económico, tiene sentido volver a recubrir la fresa madre desgastada después de haber afilado la superficie de virutamiento.
Ao lado da alta dureza, são também as características físicas e químicas da fricção que permitem uma maior vida útil da ferramenta, comparando com ferramentas não revestidas. A reduzida afinidade química do revestimento às aparas de aço conduz a uma menor fricção e consequentemente menos calor e menos desgaste.
O revestimento funciona como uma barreira que isola o substrato inferior contra o desgaste.
Particularmente interessante para o usuário, são as maiores velocidades de corte e avanço das ferramentas revestidas. Não só devido à maior vida útil, mas também devido à redução dos tempos de usinagem. Fresas de engrenagens revestidas economizam rapidamente os custos do revestimento.
Na produção de um disco solar, a vida útil da fresa de engrenagens HSS, graças ao revestimento, aumentou 5 vezes de 100 para 502 discos dentados. Depois do desbaste, a ferramenta não foi revestida novamente e encontravase portanto sem revestimento na área de corte. Mesmo nesse estado, a ferramenta ainda conseguiu produzir uma média de 251 discos. Durante 22 ciclos de desbaste, as fresas de engrenagens não revestidas conseguiram produzir 2300 discos enquanto que as revestidas conseguiram 6024 discos, portanto 2,6 vezes mais. O preço relativamente superior para o revestimento, foi amortizado facilmente.
Um pósrevestimento depois do desbaste da área de corte é rentável.
10
8
6
4
2
0
Car
rera
de
dur
ació
n p
or d
ient
e d
e fr
esa
(m)
Cam
inho
por
den
tad
o (m
)
recubiertorevestido
recubierto/afiladorevestido/desbastado
no recubiertonão revestido
Pieza a trabajar Peça: Piñón satélite Sun wheel Material Material: 17CrNiMo6Útil Ferramenta: Fresa madre de acero rápido (HSS) KHSS-E hobDimensiones Medições: d 90 x 80 mmMódulo Módulo: 3 mmNúmero de espiras: 1 Número de entradas: Número de ranuras receptoras de virutas: 12 Número de canais: Clase de calidad: AA Classe de qualidade:
Datos de corte Dados de corteProfundidad de corte: 6,808 mmProfundidade de fresagem:Velocidad de corte: 65 m/minVelocidade de corte:Avance axial: 3 mm/RotaciónAvanço axial : de la piezaEspesor de la virutade cabeza: 0,224 mmEspessura de aparas:Longitud del shifting: 54,3 mmComprimento Shift:
VirutaCorte
RevestimentoRevestimento
Cuña cortanteCunha de corte
PiezaPeça
Revestimento Dureza elevada+ Menor fricción+ Difusión reducida= Menos desgaste
Revestimento Maior Dureza+ Fricção menor+ Difusão reduzida= Menos Desgaste
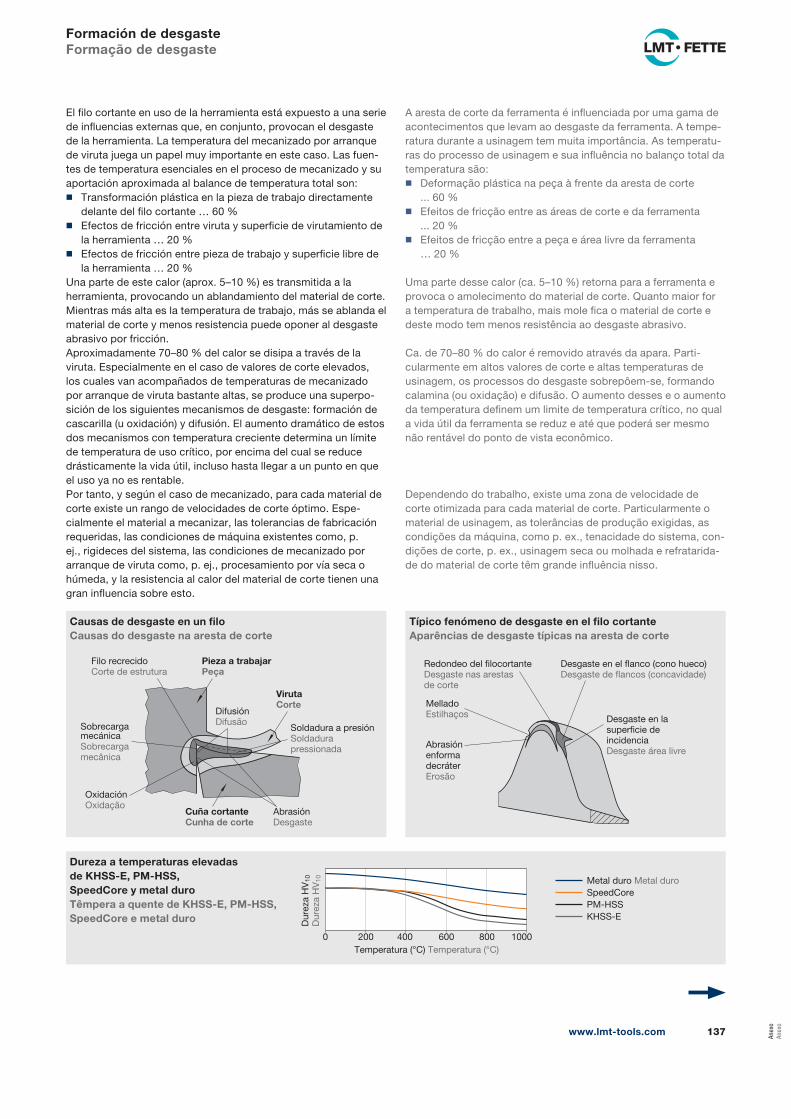
www.lmt-tools.com 137
Anex
o An
exo
El filo cortante en uso de la herramienta está expuesto a una serie de influencias externas que, en conjunto, provocan el desgaste de la herramienta. La temperatura del mecanizado por arranque de viruta juega un papel muy importante en este caso. Las fuentes de temperatura esenciales en el proceso de mecanizado y su aportación aproximada al balance de temperatura total son:
◼ Transformación plástica en la pieza de trabajo directamente delante del filo cortante … 60 %
◼ Efectos de fricción entre viruta y superficie de virutamiento de la herramienta … 20 %
◼ Efectos de fricción entre pieza de trabajo y superficie libre de la herramienta … 20 %
Una parte de este calor (aprox. 5–10 %) es transmitida a la herramienta, provocando un ablandamiento del material de corte. Mientras más alta es la temperatura de trabajo, más se ablanda el material de corte y menos resistencia puede oponer al desgaste abrasivo por fricción. Aproximadamente 70–80 % del calor se disipa a través de la viruta. Especialmente en el caso de valores de corte elevados, los cuales van acompañados de temperaturas de mecanizado por arranque de viruta bastante altas, se produce una superposición de los siguientes mecanismos de desgaste: formación de cascarilla (u oxidación) y difusión. El aumento dramático de estos dos mecanismos con temperatura creciente determina un límite de temperatura de uso crítico, por encima del cual se reduce drásticamente la vida útil, incluso hasta llegar a un punto en que el uso ya no es rentable.Por tanto, y según el caso de mecanizado, para cada material de corte existe un rango de velocidades de corte óptimo. Especialmente el material a mecanizar, las tolerancias de fabricación requeridas, las condiciones de máquina existentes como, p. ej., rigideces del sistema, las condiciones de mecanizado por arranque de viruta como, p. ej., procesamiento por vía seca o húmeda, y la resistencia al calor del material de corte tienen una gran influencia sobre esto.
A aresta de corte da ferramenta é influenciada por uma gama de acontecimentos que levam ao desgaste da ferramenta. A temperatura durante a usinagem tem muita importância. As temperaturas do processo de usinagem e sua influência no balanço total da temperatura são:
◼ Deformação plástica na peça à frente da aresta de corte ... 60 %
◼ Efeitos de fricção entre as áreas de corte e da ferramenta ... 20 %
◼ Efeitos de fricção entre a peça e área livre da ferramenta … 20 %
Uma parte desse calor (ca. 5–10 %) retorna para a ferramenta e provoca o amolecimento do material de corte. Quanto maior for a temperatura de trabalho, mais mole fica o material de corte e deste modo tem menos resistência ao desgaste abrasivo.
Ca. de 70–80 % do calor é removido através da apara. Particularmente em altos valores de corte e altas temperaturas de usinagem, os processos do desgaste sobrepôemse, formando calamina (ou oxidação) e difusão. O aumento desses e o aumento da temperatura definem um limite de temperatura crítico, no qual a vida útil da ferramenta se reduz e até que poderá ser mesmo não rentável do ponto de vista econômico.
Dependendo do trabalho, existe uma zona de velocidade de corte otimizada para cada material de corte. Particularmente o material de usinagem, as tolerâncias de produção exigidas, as condições da máquina, como p. ex., tenacidade do sistema, condições de corte, p. ex., usinagem seca ou molhada e refrataridade do material de corte têm grande influência nisso.
Formación de desgasteFormação de desgaste
Causas de desgaste en un filoCausas do desgaste na aresta de corte
Dureza a temperaturas elevadas de KHSS-E, pM-HSS, SpeedCore y metal duroTêmpera a quente de KHSS-E, pM-HSS, SpeedCore e metal duro
Típico fenómeno de desgaste en el filo cortanteAparências de desgaste típicas na aresta de corte
Pieza a trabajarPeça
VirutaCorte
DifusiónDifusão
Soldadura a presiónSoldadura pressionada
AbrasiónDesgaste
Cuña cortanteCunha de corte
OxidaciónOxidação
SobrecargamecánicaSobrecarga mecânica
Filo recrecidoCorte de estrutura
Redondeo del filocortanteDesgaste nas arestas de corte
MelladoEstilhaços
AbrasiónenformadecráterErosão
Desgaste en el flanco (cono hueco)Desgaste de flancos (concavidade)
Desgaste en lasuperficie deincidenciaDesgaste área livre
Temperatura (°C) Temperatura (°C)
Dur
eza
HV
10D
urez
a H
V10
800 10006004002000
Metal duro Metal duroSpeedCore PM-HSS KHSS-E

www.lmt-tools.com138
Formación de desgasteFormação de desgaste
En el fresado por generación se presenta adicionalmente la particularidad que la solicitación de los dientes de la fresa es localmente muy diferente. La causa de ello está en el hecho de que el perfil de dentado a mecanizar en la pieza se produce sólo en la secuencia de corte de varios dientes de la fresa madre. Las cabezas de diente realizan el trabajo principal de desprendimiento de virutas. Ahí se producen virutas con un volumen relativamente grande que, como consecuencia, pueden absorber una gran cantidad de calor. En la zona de los flancos de diente, sin embargo, se cortan virutas mucho más finas. Aquí, el corte está caracterizado por un porcentaje de fricción generador de calor comparablemente elevado. Por otra parte, se producen virutas relativamente finas, de volumen pequeño con baja capacidad térmica, lo que provoca un flujo de calor mayor hacia el útil.
El shifting actúa en contra del desgaste aumentado localmente por ese motivo. El shifting tiene como consecuencia – tanto con referencia a la fresa completa, como también al diente individual de fresa – una solicitación más equilibrada del útil. Tanto los mecanismos de desgaste por abrasión como también los apoyados en el calor se distribuyen de manera más uniforme en el útil.
Particularmente, en caso del shifting grueso, las partes de la fresa que temporalmente no participan en el desprendimiento de virutas, tienen suficiente tiempo para enfriarse.
Na fresagem, os dentados da fresa são pressionados de modo desigual. Isso acontece por que o perfil do dentado a ser produzido na peça, apenas é criado depois do corte com vários dentados da fresa de engrenagens. Os cabeçotes do dentado produzem a força de corte principal. Aqui são produzidas aparas relativamente grandes que conseguem absorver o respetivo calor. Na área dos flancos do dentado da fresa de engrenagens, as aparas são bastante mais pequenas. Devido às condições particulares da engrenagem, o ângulo de saída efetivo é relativamente mais pequeno. Aqui, o corte tem uma fricção bastante maior com uma respetiva produção de calor. Assim, são produzidas aparas relativamente finas e mais pequenas com pouca absorção de calor. Deste modo, penetra mais calor na ferramenta.
O Shift evita o excesso de desgaste produzido localmente. Tanto na fresa de engrenagens como também nos dentados individuais da fresa, o Shift permite uma carga uniforme na ferramenta. Os mecanismos de desgaste abrasivos e térmicos são distribuídos mais uniformemente na ferramenta.
Particularmente no Shift graúdo, as áreas da fresa que não estão a cortar têm a oportunidade de resfriar.
Causas de desgaste en función de la temperatura (según Vieregge)A dependência da temperatura nas causas do desgaste (conforme Vieregge)
Velocidad de corte/temperaturaVelocidade de corte/temperatura
a – Desgaste inicial de filo Desgaste inicial arestasb – Abrasión mecánica Desgaste mecânicoc – Filo recrecido Corte de estruturad – Oxidación Oxidaçãoe – Difusión Difusão
Des
gast
eD
esga
ste
e
d
b
a
SumaSoma
c

www.lmt-tools.com 139
Anex
o An
exo
En lo que se refiere a los parámetros de corte en el fresado por generación se trata en primer lugar de velocidades de corte y avances.
Los valores de velocidad de corte y avance que se señalan a continuación en „Parámetros de corte en el fresado por generación“ deben considerarse como recomendaciones. Normalmente, el usuario puede fabricar de una forma segura con estos valores de orientación su dentado. Una optimización de los parámetros de corte sólo puede efectuarse en el lugar teniendo en cuenta el entorno completo.
La optimización puede efectuarse persiguiendo objetivos distintos, por ejemplo:
◼ Tiempos de fresado cortos ◼ Grandes carreras de duración ◼ Bajos costes de útiles y de dentado ◼ Mejora de la calidad del dentado
La selección correcta de los parámetros de corte puede efectuarse sólo tomando en consideración las correlaciones entre la pieza, la fresa madre y la fresadora por generación.
Los parámetros de corte en el fresado por generación son influenciados principalmente por:
◼ Material de la rueda dentada: análisis químico, tratamiento térmico, resistencia a la tracción, estado de estructura, capacidad de mecanizado
◼ Material de corte de la fresa madre: SpeedCore, acero rápido (KHSSE), metal duro, análisis químico, dureza de utilización, dureza a temperaturas elevadas, tipo de revestimiento
◼ Estado de la fresadora por generación: estabilidad, precisión ◼ Sujeción de la pieza: concentricidad, excentricidad axial,
supresión de deformaciones y vibraciones ◼ Fijación de la fresa madre: concentricidad, excentricidad axial,
distancia mínima posible del husillo portafresa ◼ Parámetros de dentado: módulo, profundidad de fresado ◼ Duración y producción durante la vida ◼ Calidad del dentado requerida
Para la determinación de los parámetros de corte son importantes, no en último término, las diferentes exigencias planteadas al mecanizado de desbastado y alisado.
Durante el desbastado, se utilizan los avances más grandes posibles con el fin de obtener un elevado rendimiento de arranque de virutas. La calidad de superficie alcanzable del flanco es de importancia secundaria.
Los parámetros de corte durante el alisado deben elegirse de tal manera que se cumplan las exigencias en cuanto a calidad del dentado y calidad de superficie.
Claro está que a la hora de elegir los parámetros de corte se deben tener en cuenta también aspectos económicos. Puede que sea necesario calcular los costes de útiles y de maquinaria y los tiempos de mecanizado para determinar la combinación más apropiada de los parámetros de corte.
As condições de corte na fresagem de engrenagens têm sobretudo haver com as velocidades de corte e avanços.
As velocidades de corte e os avanços indicados em „Condições de corte na fresagem de engrenagens“, devem ser vistas como sugestões. Com esses valores de referência, o usuário consegue produzir de modo seguro seus dentados. Uma otimização dos parâmetros de corte, apenas pode ser efetuada no local e de acordo com o ambiente de utilização.
A otimização pode ser efetuada conforme diferentes objetivos, p. ex.,:
◼ Tempos de fresagem curtos ◼ Maior número de peças produzidas ◼ Custos de ferramenta ou dentado reduzidos ◼ Aumento da qualidade do dentado
A seleção correta das condições de corte apenas poderá ser efetuada, se observar as condições da peça, fresa de engrenagens e da máquina de fresagem.
As condições de corte na fresagem são influenciadas principalmente por:
◼ Material do disco dentado: Análise química, tratamento do calor, tenacidade, estado da estrutura, usinagem
◼ Material de corte da fresa de engrenagens: SpeedCore, KHSSE, metal duro, análise química, dureza na utilização, têmpera a quente, tipo do revestimento
◼ Estado da máquina de fresagem: Estabilidade, exatidão ◼ Fixação da peça: Movimento circular, movimento plano, evitar
deformações e vibrações ◼ Constrangimento da fresa de engrenagens: Movimento circu
lar, movimento plano, distância reduzida das chumaceiras da árvore de fresagem
◼ Tamanho do dentado: Módulo, profundidade de fresagem ◼ Vida útil e peças produzidas ◼ Qualidade de dentado exigida
Um aspeto importante para as condições do corte são também os diferentes requisitos impostos à usinagem de torneamento de desbaste e acabamento.
No torneamento de desbaste são selecionados grandes avanços para se conseguir uma capacidade de usinagem alta. A qualidade da superfície do flanco é secundária.
As condições de corte no torneamento de acabamento devem ser selecionadas de modo que os requisitos da qualidade do dentado e qualidade de superfície sejam atingidos.
Naturalmente também devem ser observados os aspetos econômicos na seleção dos requisitos de corte. Pode ser necessário calcular os custos da ferramenta, máquina e tempos de fresagem para escolher os parâmetros de corte mais econômicos.
parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens

www.lmt-tools.com140
Material de corte para fresas madreLas fresas madre se fabrican de KHSSE (aceros de corte rápido de alto rendimiento aleados con cobalto), así como de metales duros. El material de corte utilizado con mayor frecuencia es el HSSPM fabricado de material pulverulento. Este acero se puede utilizar con y sin refrigeración. En aplicaciones sin refrigeración se presupone que la herramienta está completamente recubierta.
Las fresas madre hechas de SpeedCore se pueden endurecer más sin que pierdan tenacidad. Este material de corte se utiliza cuando se tengan que lograr velocidades de corte más altas que en comparación con HSSPM y no se pueda utilizar metal duro por razones específicas del proceso.
Si se utilizan fresas madre de metal duro para el fresado de ruedas dentadas hasta aprox. el módulo 3, la velocidad de corte es 3 veces mayor que en el caso de fresas de KHSSE. Generalmente estas fresas siempre están recubiertas.
Capacidad de mecanizadoLa capacidad de mecanizado de un material de rueda dentada puede referirse a distintas propiedades.
parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens
Materiais de corte para fresas de engrenagensAs fresas de engrenagens são fabricadas de KHSSE (aços rápidos de alto rendimento com liga em cobalto) bem como de metais duros. O material de corte mais utilizado é o HSSPM pulverizado. Esse pode ser utilizado com e sem refrigeração. Na utilização sem refrigeração, pressupõese um revestimento total da ferramenta.
Fresas de engrenagens de SpeedCore podem ter uma dureza superior sem perder a tenacidade. Esse material de corte é utilizado quando forem necessárias velocidades de corte superiores ao HSSPM, mas o metal duro não for apropriado devido a razões técnicas.
Se forem utilizadas fresas de engrenagens para furação (fresagem inacabada) de discos dentados até módulo 3 de metal duro, a velocidade de corte é superior (ao fator 3) que fresas de KHSSE. Essas fresas são sempre revestidas.
MaquinabilidadeA maquinabilidade de um material de disco dentado pode referirse a diferentes características.
1Capacidad de mecanizado de los materiales para ruedas dentadasMaquinabilidade dos materiais de discos dentados
4 Aceros al cromo-níquel-molibdeno Aço molibdênio-crômio-níckel5 Aceros al níquel-molibdeno Aço molibdênio-níckel6 Aceros al cromo-molibdeno Aço molibdênio-crômio
7 Aceros al cromo y aceros al cromo-vanadio Aços crômio e de vanádio-crômio8 Aceros al silicomanganesio Aços silício-manganoso
Dureza Brinell N/mm2
Dureza Brinell N/mm2
Cap
acid
ad d
e m
ecan
izad
o en
%M
aqui
nab
ilid
ade
em %
Resistencia a la tracción N/mm2
Tenacidade N/mm2
400 500 600 700 800 900 1000 1100 1200 1300 1400 1500
75
70
65
60
55
50
45
40
35
30
25
20
15
10
100 150 200 250 300 350 450400
1
2
7
6
3
5
8
4
1 Aceros al carbono Aços de carbono2 Aceros al níquel y aceros al cromo-níquel (de aleación pobre) Aços níckel e de crômio (liga baixa)3 Aceros al cromo-níquel Aço crômio-níckel

www.lmt-tools.com 141
Anex
o An
exo
El mecanizado de un material es fácil o difícil según que pueda mecanizarse con velocidades de corte mayores o menores, con producciones durante la vida adecuadas y anchos de las marcas de desgaste apropiados.
Sin embargo, la capacidad de mecanizado puede evaluarse también en función de la magnitud de las fuerzas de corte necesarias, o según cuán fácil o difícil sea obtener una buena superficie.
Para definir la velocidad de corte durante el fresado por generación hay que partir, en primer lugar, de que no se deberá exceder de un determinado ancho de las marcas de desgaste (véase también „Mantenimiento de fresas madre“, página 160). Un elevado desgaste provoca desviaciones geométricas en los filos cortantes de los dientes de la fresa y grandes fuerzas de corte. La consecuencia es una peor calidad del dentado. Debido a que el desgaste a partir de una magnitud determinada aumenta de una manera desproporcionada, es necesario limitar el ancho de las marcas de desgaste también por razones económicas. Sin embargo, hay que asegurar al mismo tiempo que se alcance una producción durante la vida económica entre dos reafilados de la fresa. Una producción durante la vida demasiado baja significa largos tiempos de parada de la fresadora por generación para el cambio de la fresa y costes de reafilado elevados. Evaluamos, por tanto, en este caso la capacidad de mecanizado de un material de rueda dentada en relación a la velocidad de corte con producciones durante la vida adecuadas y anchos de las marcas de desgaste apropiados. La capacidad de mecanizado de los materiales de ruedas dentadas en función de su composición química y de la resistencia a la tracción Rm en N/mm2 o bien de la dureza Brinell HB está representada en el diagrama 1 (diagrama original según [1], ligeramente modificado). De conformidadcon AISI (American Iron and Steel Institute) se ha definido para el acero B1112 una capacidad de mecanizado del 100 % a una velocidad de corte de 55 m/min. Todos los demás tipos de acero se clasificaron relativos a esta definición. La capacidad de mecanizado está indicada en tanto por ciento.
Sin embargo, hay que tener en cuenta que no sólo la resistencia ala tracción, sino también diferentes estados de estructura tienen influencia en la capacidad de mecanizado. Presumiblemente, varía también la capacidad de mecanizado relativa para otras gamas de velocidades de corte, puesto que las ruedas dentadas con módulos pequeños se fresan con velocidades de corte dos veces mayores de las velocidades para las que se elaboraron las curvas. Se puede suponer con cierta seguridad también que es necesario evaluar de forma diferente la capacidad de mecanizado en caso de utilizar fresas madre revestidas y no revestidas, ya que la formación de viruta difiere considerablemente.
Velocidad de corte vc [m/min]El diagrama 2 (página 142) muestra la velocidad de corte en función del módulo y de la capacidad de mecanizado. Esta velocidad de corte ha sido referida al material de corte S6525 (1.3243, EMo5Co5) y se aplica al corte de desbaste (fresado macizo).
Para el corte de alisado (segundo corte) se puede multiplicar la velocidad de corte señalada por el factor 1,2.
En caso de las fresas revestidas, fabricadas de acero KHSS, la velocidad de corte puede multiplicarse por el factor 1,25.
A maquinabilidade de um material pode ser fácil ou difícil, dependendo se esse é usinado com velocidade de corte alta ou baixa e dependendo das peças produzidas e marcas de desgaste.
A maquinabilidade pode também ser classificada conforme as forças de corte necessárias ou de acordo com o grau de dificuldade para conseguir uma boa qualidade da superfície.
Na definição da velocidade corte da fresa de engrenagens, deve observar que não poderá ser ultrapassada uma determinada marca de desgaste (veja também „Manutenção de fresas de engrenagens“, na página 160). Um alto desgaste provoca desvios geométricos nas bordas de corte dos dentados e altos valores de corte. A consequência é uma qualidade inferior do dentado. Como o desgaste aumenta muito se atingir um determinado nível, deve também limitar a marca de desgaste devido a razões econômicas.
Ao mesmo tempo deve assegurar que são produzidas peças suficientes entre dois desbastes da fresa. Poucas peças produzidas significam tempos de paragem longos da máquina de fresagem para a troca da fresa e custos mais altos. Neste caso, estamos a avaliar a maquinabilidade do material do disco dentado relativamente à velocidade de corte na produção de peças suficientes e marcas de desgaste. A maquinabilidade dos materiais do disco dentado, dependendo da sua composição química e tenacidade Rm in N/mm2 e dureza Brinell HB, pode ser vista no diagrama nº 1 (diagrama anterior [1], alterado). Aqui foi definido para o aço B1112 conforme AISI (American Iron and Steel Institute) a maquinabilidade 100 %, com uma velocidade de corte de 55 m/min. Todos os outros tipos de aço foram ordenados conforme descrito em cima. A maquinabilidade foi indicada em por cento.
Deve observar que a maquinabilidade não apenas é influenciada pela tenacidade mas também pelos estados da estrutura. Talvez se altere também a maquinabilidade relativa para outras velocidades de corte, por que discos dentados de módulos pequenos são fresados com velocidades de corte que são duas vezes superiores às velocidades definidas para essas curvas. Deve observar que a maquinabilidade na utilização de fresas de engrenagens revestidas e não revestidas, deve ser avaliada de modo diferente devido à diferença do corte e das aparas.
Velocidade de corte vc [m/ min]No diagrama 2 (página 142) pode ser vista a velocidade de corte, dependendo do módulo e da maquinabilidade. Essa velocidade de corte referese ao material de corte S6525 (1.3243, EMo5Co5), e é válida para o corte de torneamento de desbaste (furação).
Para o torneamento de acabamento (segundo corte), a velocidade de corte pode ser aumentada com o fato 1,2.
Nas fresas revestidas de KHSSE, a velocidade de corte pode ser multiplicada com o fator 1,25.

www.lmt-tools.com142
Adicionalmente hemos preparado, basándonos en experiencias prácticas, dos tablas con valores de orientación para la velocidad de corte en el fresado con fresas madre del material cortante KHSS, S6525 (1.3243, EMo5Co5). Los materiales de ruedas dentadas usuales se han clasificado en cuanto a su capacidad de mecanizado en las categorías „buena“, „mediana“ y „difícil“. Las velocidades de corte se indican en función del módulo para el corte de desbaste y para el corte de acabado. La tabla 1 está subdividida para fresas con revestimiento de TiN y fresas sin revestimiento.
Las fresas madre de metal duro para el fresado macizo (fresado de desbaste grueso) de ruedas dentadas hasta el módulo 3 aproximadamente se pueden utilizar con o sin lubrificante refrigerador del modo siguiente:Material de rueda dentada: aceros de cementación y aceros para temple y revenido, resistencia a la tracción hasta 800 N/mm2
Velocidad de corte:220 a 250 m/min con lubrificante refrigerador;280 a 350 m/min sin lubrificante refrigerador.
Estas fresas están todas revestidas.
Nós definimos duas tabelas adicionais com valores de referência, devido a experiências práticas, para a velocidade de corte na fresagem com fresas de engrenagens de HSSPM. Os materiais de corte mais usuais são ordenados, de acordo com a maquinabilidade, nas categorias „bom“, „média“ e „difícil“. As velocidades de corte foram indicadas dependendo do módulo para torneamento de desbaste e acabamento. A tabela está dividida para a fresagem com e sem refrigeração.
Fresas de engrenagens de metal duro para furação de discos dentados até módulo 3, podem ser utilizadas com ou sem líquido de refrigeração, do seguinte modo:Material do disco dentado: Aço temperado, aço cementado, tenacidade até 800 N/mm2
Velocidade de corte:220 a 250 m/min com refrigeração;280 a 350 m/min sem refrigeração.
Essas fresas são sempre revestidas.
parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens
2Velocidad de corte en el fresado por generación – Material de corte KHSS, no revestido, corte de desbasteVelocidade corte na fresagem de engrenagens – Material de corte KHSS-E, sem revestimento, torneamento de desbaste
Vel
ocid
ad d
e co
rte
v c [m
/min
]V
eloc
idad
e d
e co
rte
v c [m
/min
]
80
70
60
50
40
30
20
10
0
Capacidad de mecanizado en %Maquinabilidade em %
1
2
3
4
5
6
8
10
14
18
25
32
20 7030 40 50 60
MóduloModule

www.lmt-tools.com 143
Anex
o An
exo
m
Valores de orientación para la velocidad de corte durante el fresado por rodamientoFresa madre: Material de corte – pM4/14 con recubrimiento Al2plus
Valores de referência para velocidades de corte na fresagem de engrenagensFresas de engrenagens: Material de corte – pM4/14 com revestimento Al2plus
Capacidad de mecanizado MaquinabilidadeBuena Boa Mediana Média Difícil Difícil
Rm < 700 N/mm2 Rm < 900 N/mm2 Rm < 1000 N/mm2 Rm > 1000 N/mm2
16MnCr5, C15, C3520MnCr5, 15CrNi6
17CrNiMo6, Ck45C60V
42CrMo437MnSi5
30CrMoV9V, 34CrMo5V40CrNiMo7, 56NiCrMoV7
DebasteTorneamento de desbaste
AcabadoTornea-
mento de acabamento
DebasteTorneamento de desbaste
AcabadoTornea-
mento de acabamento
DebasteTorneamento de desbaste
AcabadoTornea-
mento de acabamento
DebasteTorneamento de desbaste
AcabadoTornea-
mento de acabamento
m/minCon refrigeración Com refrigeração
< 2 150 195 113 147 90 120 83 1162 138 180 104 135 81 113 75 1052,5 132 173 99 129 75 105 68 983 126 165 95 123 68 98 60 903,5 120 157 90 117 60 90 53 834 114 149 86 111 53 83 45 754,5 108 140 81 105 49 79 41 715 102 132 77 99 45 75 38 685,5 96 129 72 97 44 74 37 666 90 126 68 95 44 72 36 647 84 117 63 89 42 70 35 608 78 110 59 83 41 68 34 569 72 101 54 75 40 65 33 53
10 66 93 50 69 39 63 31 4912 57 80 44 62 35 54 29 4214 53 74 39 54 33 48 28 3916 50 69 38 53 31 42 27 3618 45 63 35 48 29 36 26 3320 43 57 32 44 26 33 24 3022 40 51 29 40 25 31 23 2824 38 47 26 36 24 30 20 2526 35 42 24 34 24 30 20 2428 33 35 23 32 23 28 18 2330 32 34 21 29 21 26 17 2132 30 33 20 27 20 24 15 19
Sin refrigeración Sem refrigeração< 2 185 241 139 181 111 148 102 142
2 170 222 128 167 100 139 93 1302,5 163 213 122 159 93 130 83 1203 155 204 117 152 83 120 74 1113,5 148 193 111 144 74 111 65 1024 141 183 105 137 65 102 56 934,5 133 173 100 130 60 97 51 885 126 163 94 122 56 93 46 83

www.lmt-tools.com144
parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens
Avance axial fa [mm/revolución de la pieza]El avance axial se indica en mm por revolución de la pieza a mecanizar.
En vista del gran número de parámetros que influyen en el proceso de arranque de virutas durante el fresado por generación, ha resultado conveniente definir el avance axial en función del espesor de viruta de cabeza.
En espesores de viruta de cabeza es el espesor de viruta máximo teórico que se corta por las cabezas de los dientes de la fresa.
El espesor de viruta de cabeza se considera como criterio para la solicitación de la fresa madre, que grandes espesores de viruta de cabeza implicarán elevadas fuerzas de corte y duraciones reducidas.
Los espesores de viruta de cabeza aumentan al aumentar el módulo, el avance axial, la profundidad de fresado y número de espiras. Los espesores de viruta de cabeza disminuyen al aumentar el número de dientes de la rueda, el diámetro de la fresa y el número de ranuras receptoras de virutas.
Hoffmeister [1] ha formulado una ecuación para determinar el espesor de viruta de cabeza máximo.
Permutando esta ecuación es posible calcular el avance axial enfunción de los demás parámetros de dentado. Se puede partir, según las experiencias, de un espesor de viruta de cabeza de 0,2 a 0,25 mm/rotación de la pieza.
Por razones económicas, se trata de obtener el mayor avance axial posible, porque el tiempo de fresado disminuye proporcionalmente con el avance axial.
Avanço axial fa [mm/WU]O avanço axial é indicado em mm por rotação da peça.
Devido à grande quantidade de parâmetros que influenciam o processo de usinagem, definiuse o avanço axial em dependência da espessura das aparas por cabeçote.
A espessura das aparas por cabeçote é a espessura máxima teórica que os cabeçotes do dentado da fresa conseguem cortar.
A espessura de aparas por cabeçote é vista como critério para a carga da fresa de engrenagens, no entanto, uma alta espessura de aparas por cabeçote significa alta força de corte e menor vida útil.
As espessuras das aparas por cabeçote aumentam, se o módulo, avanço axial, profundidade de fresagem e número de entradas também aumentarem. As espessura de aparas por cabeçote diminuem, se o número do dentado do disco, o diâmetro da fresa e o número de canais aumentarem.
Hoffmeister [1] criou uma equação de análise para a espessura máxima de aparas por cabeçote.
Se essa equação for alterada, é possível calcular o avanço axial dependendo dos outros parâmetros de usinagem. Poderá ser definida uma espessura de aparas por cabeçote de 0,2 a 0,25 mm/WU.
Devido a razões econômicas, o avanço axial deve ser o maior possível, por que o tempo de fresagem é reduzido se o avanço aumentar proporcionalmente.
Espesor de viruta de cabeza máximoEspessura máxima de aparas
Profondeur decoupe
Profundidade de corte
ra0
h1 max
Pieza amecanizarPeça
Centro de la fresaPonto central da fresa
m = Módulo Módulo Z2 = Número de dientes Numero de dentados β0 = Angulo de hélice (radián) Ângulo de hélice (disco)xP = Coeficiente de desplazamiento Fator deslocamento de perfilra0 = Radio de la fresa Metade do diâmetro da fresai = Número de ranuras receptoras de viruta/número de espiras Número de canais/entradasfa = Avance axial Avanço axiala = Profundidad de fresado Profundidade de fresagem
Tesis doctoral de Bernd Hoffmeister 1970 Dissertação de Bernd Hoffmeister 1970
EjemploExemplo:
m = 4 β0 = 16 ra0 = 55 fa = 4Z2 = 46 xP = 0,2 i = 12/2 a = 9
h1 = 0,3659
h1 max = 4,9 · m · Z2(9,25 · 10–3 · β0 – 0,542) · e–0,015 · β0 ·
· e–0,015 · xp · ( ra0 ___ m )(–8,25 · 10–3 · β0 – 0,225) · i–0,877 ·
· ( fa __ m )0,511
· ( a __ m )
0,319
[mm]

www.lmt-tools.com 145
Anex
o An
exo
Sin embargo, hay que considerar también que la profundidad de las marcas de avance aumenta de forma proporcional al avance axial, y que son admisibles distintas profundidades de marcado de avance máximo en función del paso de mecanizado como son acabado, desbaste para afeitado o desbaste para rectificado.
Cuando se utilizan fresas madre de metal duro para el fresado macizo, se recomienda un espesor de viruta de cabeza máximo entre 0,12 y 0,20 mm. Especialmente en el fresado por generación con metal duro y sin lubrificante refrigerador, el 80 % del calor generado en el proceso de corte deben disiparse por las virutas. Para este fin se requieren secciones de viruta suficientemente grandes. Por ese motivo, no es aconsejable quedar por debajo del valor de 0,12 mm para el espesor de viruta de cabeza.
Número de espiras de la fresa madreCon excepción de las fresas madre para tallar ruedas helicoidales, las fresas madre de varias espiras sirven para aumentar el rendimiento del fresado por generación.
Como es sabido, el avance axial con un espesor de viruta de cabeza dada tiene que ser reducido, si no se incrementa el número de espiras (ecuación para el espesor de viruta de cabeza máximo según Hoffmeister).
También sabemos que la profundidad de las huellas de avancedepende del avance axial (ecuación para la profundidad de lashuellas de avance).
Tiempo de fresado (tiempo principal) de la fresa madreTempo de fresagem (principal) na fresa de engrenagens
profundidad de las marcaciones de avanceprofundidade das marcas de avanço
Deve observar também que a profundidade das marcas de avanço aumentam, ao quadrado, com o avanço axial. Que dependendo do nível da usinagem como, fresagem de acabamento, desbaste para raspagem ou desbaste para alisamento, são permitidas diferentes profundidades de marcas de avanço máximas.
Se forem utilizadas fresas de engrenagens de metal duro para fresagem de furação, então a espessura máxima de aparas por cabeçote devia ser de 0,12 e 0,20. Em particular na fresagem de engrenagens com metal duro e sem refrigeração, 80 % do calor produzido no corte, deve ser removido através das aparas. Para isso, são necessárias aparas transversais de largura suficiente. Por essa razão, o valor de 0,12 mm de espessura de aparas por cabeçote não deve ser inferior.
Número de entradas da fresa de engrenagens Fresas de engrenagens de várias entradas servem, com exceção de fresas de discos tangenciais, para aumento da capacidade na fresagem de engrenagens.
O avanço axial tem de ser reduzido em caso de determinada espessura de aparas por cabeçote, se o número de entradas aumentar (equação para di máx. espessura de apara por cabeçote conforme Hoffmeister).
Também é conhecido que a profundidade das marcas de avanço depende do avanço axial (equação para profundidade das marcas de avanço).
fa
δx
d
th = Z2 · da0 · π · (E + b + A)
______________________ Z0 · fa · Vc · 1000
[min]
th [min] = Tiempo de fresado Tempo de fresagemz2 = Número de dientes del dentado a fresar Número do dentado a ser fresadoda0 [mm] = Diámetro de la circunferencia exterior de la fresa madre Diâmetro do cabeçote da fresa de engrenagensE [mm] = Distancia de entrada de la fresa Caminho de entrada da fresa de engrenagensb [mm] = Ancho de diente del dentado a fresar Largura do dentado a ser fresadoA [mm] = Movimiento perdido de la fresa Avanço da fresa de engrenagensZ0 = Número de espiras de la fresa Número de entradas da fresa de engrenagensfa [mm/rotación de la pieza] = Avance axial Avanço axialVc [m/min] = Velocidad de corte Velocidade de corte
δx [mm] = ( fa _______ cos β0
)2 · sin αn
______ 4 · da0
δx [mm] = Profundidad de la marcación de avance Profundidade da marca de avançofa [mm/WU] = Avance axial Avanço axialβ0 = Ángulo de hélice Ângulo de hélice (disco)αn = Ángulo de incidencia Ângulo do perfilda0 [mm] = Diámetro de la circunferencia exterior de la fresa madre Diâmetro do cabeçote da fresa de engrenagens

www.lmt-tools.com146
parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens
Es decir que hay una interdependencia entre el número de espiras, el espesor de viruta de cabeza y el avance axial, así como entre el avance axial y la profundidad de las huellas de avance.
En la ecuación para el tiempo de fresado, el número de espiras y el avance axial se encuentran por debajo de la raya de quebrados, es decir, cuanto mayor es el producto de número de espiras y avance axial, tanto más breve es el tiempo de fresado.
Por tanto, es importante elegir lo más grande posible el producto de número de espiras y avance axial, sin que sean demasiado grandes el espesor de viruta de cabeza ni la profundidad de las huellas de avance.
Determinación del número de espiras en base al espesor de viruta de cabeza y a la profundidad de las huellas de avanceLa tabla muestra a base de un ejemplo la optimización del número de espiras y del avance axial.
De la columna 2 a la 6 se ha anotado un número de espiras desde1 hasta 5 y un espesor de viruta de cabeza idéntico de 0,2 mm.
En la línea 11 se indican los avances máximos admisibles con unespesor de viruta de cabeza de 0,2 mm.
La línea 12 indica el producto de número de espiras y avance axial.
El „tiempo de fresado relativo“ en la columna 2 se puso igual a 1, y se calcularon los tiempos de fresado en las columnas siguientes en relación a la columna 2.
La línea 13 muestra claramente que con espesores de viruta de cabeza idénticos se puede obtener el tiempo de fresado más breve con la fresa madre de una sola espira, pero la línea 14 indica que la profundidad de las huellas de avance alcanza en este caso un valor inadmisible de 0,206 mm.
Existe, portanto, uma dependência entre o número de entradas, espessura de aparas por cabeçote e avanço axial e entre o avanço axial e a profundidade das marcas de avanço.
Na equação, para o tempo de fresagem, o número de entradas e avanço axial encontramse por baixo da barra, ou seja, quanto maior o produto de entradas e avanço axial, menor é o tempo de fresagem.
Portanto, o produto do número de entradas e avanço axial deve ser o maior possível, sem que a espessura de aparas por cabeçote e a profundidade das marcas de avanço seja muito superior.
Definição do número de entradas relativamente à espessu-ra de aparas por cabeçote e à profundidade das marcas de avançoNa tabela é exemplificada a otimização do número de entradas e do avanço axial.
Nas colunas 2 a 6 foram introduzidos os números de entradas 1 a 5 e a mesma espessura de aparas por cabeçote de 0,2 mm.
Na linha 11 são indicados os avanços máximos ainda permitidos em uma espessura de aparas por cabeçote de 0,2 mm.
Na linha 12 foi criado o produto a partir de número de entradas e avanço axial.
O tempo de fresagem na coluna 2 foi igualado a 1 e os tempos de fresagem nas seguintes colunas foram calculados em relação à coluna 2.
A linha 13 indica que, a fresa de engrenagem de uma entrada com as mesmas espessuras de aparas tem o menor tempo de fresagem. A linha 14 indica que a profundidade, das marcas de avanço com 0,206 mm, é demasiada profunda.
Avances y profundidad de las huellas de avance para fresas madre de varias espirasAvanços e profundidade das marcas de avanço para fresas de várias entradasLinea/columnaLinha/coluna 1 2 3 4 5 6
1 Módulo Módulo 2,5 2,5 2,5 2,5 2,5 2 Angulo de ataque [°] Ângulo de pressão [º] 20 20 20 20 20 3 Número de dientes Numero de dentados 29 29 29 29 29 4 Angulo de hélice [°] Ângulo de hélice [º] 15 15 15 15 15 5 Coeficiente de
desplazamientoFator deslocamento de perfil
0,2 0,2 0,2 0,2 0,2
6 Profund. de fresado Profund. de fresag. 5,63 5,63 5,63 5,63 5,63 7 Diámetro de la fresa Diâmetro da fresa 110 110 110 110 110 8 Número de ranuras
receptoras de virutasNúmero de canais 24 24 24 24 24
9 Número de espiras z0 Núm. de entradas z0 1 2 3 4 510 Espesor de viruta
de cabezaEspessura de aparas 0,2 0,2 0,2 0,2 0,2
11 Avance axial fa Avanço axial fa 15,71 4,78 2,38 1,46 0,9912 z0 x fa z0 x fa 15,71 9,56 7,14 5,84 4,9513 Tiempo de fresado
relativoTempo de fresagem relativo
1 1,64 2,2 2,69 3,17
14 Profundidad de las huellas de avance
Profundidade das marcas de avanço
0,206 0,019 0,005 0,002 0,001

www.lmt-tools.com 147
Anex
o An
exo
Con la fresa madre de dos espiras hay que reducir el avance en un 30 % en comparación con la fresa de una sola espira. Pero esto es compensado en parte por el número de espiras, porque el número de revoluciones de la mesa a la misma velocidad de corte se duplica. Debido a que la profundidad de las huellas de avance es sólo de 0,019 mm, se puede aceptar el avance axial de 4,78 mm durante el fresado de desbaste para el afeitado o rectificado.
Si partimos de que se trata de desbastar el dentado para el afeitado o rectificado, la fresa de dos espiras, con un producto de avance y número de espiras de 9,56, ofrece la solución más económica.
La fresa de una sola espira no entra en consideración, porque debido a la profundidad de las huellas de avance se podría trabajar sólo con un avance máximo de 4,78 y el producto del número de espiras y avance axial sería sólo de 4,78.
La fresa madre de tres espiras tampoco es apropiada en este caso, porque el producto de número de espiras y avance axial, debido al espesor de viruta de cabeza máximo, es sólo de 7,14.
Quiere decir que para la determinación del número de espiras esconveniente calcular primero el avance axial máximo para la profundidad de las huellas de avance admisible, y seleccionar después la fresa con el número de espiras con el que resulta el producto más grande del número de espiras y avance, sin que se exceda el avance axial máximo en base a la profundidad de las huellas de avance o el avance axial en base al espesor de viruta de cabeza máximo (línea 11).
Desviaciones de cortes de envolvente (página 148)A pesar de las ventajas económicas ofrecidas por las fresas madre de varias espiras, no se podrá hacer caso omiso de la precisión del dentado. Por este motivo, hay que comprobar para cada caso individual, si las fresas de varias espiras, que fueron seleccionadas tal y como se ha descrito anteriormente, se pueden usar efectivamente.
El número de los dientes de fresa que perfilan el flanco del dientedepende del número de dientes y el ángulo de ataque de la ruedadentada y del número de ranuras receptoras de viruta, del paso y del número de espiras de la fresa madre.
El numero de los dientes de fresa que estan formando el perfil, suponiendo que se mantienen sin variación el número de ranuras receptoras de viruta en caso de fresas madre por ejemplo de dos o tres espiras se reduce a la mitad o a un tercio. La red de curvas de envolvente generada es menos densa y las llamadas desviaciones de cortes de envolvente se presentan en forma de desviaciones de la forma del perfil. El cálculo y la verificación de las desviaciones de cortes de envolvente son de importancia especial en caso de bajos números de dientes de la rueda, ya que en este caso se producen, debido a la fuerte curvatura del perfil y al ángulo de giro relativamente grande de la pieza por diente de la fresa, desviaciones de cortes de envolvente particularmente grandes.
Se pueden reducir las desviaciones de cortes de envolvente aumentando el número de ranuras receptoras de virutas.
Na fresa de engrenagens com duas entradas, o avanço tem de ser reduzido 30 % comparando com a fresa de uma entrada. Isso é compensado parcialmente pelo número de entradas, por que a rotação da mesa duplica com a mesma velocidade de corte. Como a profundidade das marcas de avanço apenas é de 0,019 mm, pode ser aceite um avanço axial de 4,78 mm no desbaste para raspagem.
Se portanto, o dentado for desbastado para raspagem ou alisamento, a fresa de duas entradas é a mais econômica devido ao produto de avanço e número de entradas de 9,56.
A fresa de uma entrada não é melhor, por que com essa só poderá ser alcançado um avanço de 4,78 mm máx. devido à profundidade das marcas de avanço e o produto das entradas e avanço axial seria apenas de 4,78.
Também a fresa de engrenagens de três entradas não é apropriada por que o produto do número de entradas e avanço axial, devido à espessura máxima de aparas, seria apenas de 7,14.
Na definição do número de entradas, deve ser calculado primeiro o avanço axial máximo para a profundidade permitida para as marcas de avanço. Depois deve ser selecionada a fresa com o número de entradas, que permite obter o maior produto de entradas e avanço, no entanto, sem ultrapassar o avanço axial máximo devido à profundidade das marcas de avanço e sem que o avanço axial seja ultrapassado devido à espessura máxima das aparas (linha 11).
Desvios do passo de geração (página 148)Apesar das vantagens econômicas das fresas de várias entradas, não deve descuidar a exatidão dos dentados. Deve verificar caso a caso, se as fresas de várias entradas, descritas em cima, podem ser utilizadas desse modo.
O número de dentados da fresa que perfilam um flanco de dentado, depende do número de dentados, do ângulo de passo do disco dentado, dos canais, do passo e do número de entradas da fresa de engrenagens.
Se o número de canais não se alterar, o número de dentados perfilados, p. ex., em fresas de engrenagens de duas ou três entradas, é reduzido para metade ou um terço. A rede de curvas do passo de geração é menos espessa e os desvios do passo de geração ocorrem como desvios da forma do perfil. O cálculo e avaliação dos devios do passo da geração é particularmente importante em caso de poucos dentados do disco, por que devido à grande curvatura do perfil e do ângulo de deslocamento relativamente grande da peça por dentado, resulta em desvios do passo da geração bastante grandes.
Os desvios do passo da geração podem ser reduzidos se aumentar o número de canais.

www.lmt-tools.com148
parámetros de corte en el fresado por generaciónCondições de corte na fresagem de engrenagens
Influencia del número de espiras de la fresa sobre la forma del flanco y el paso del dentadoEn la generación de los flancos de la rueda dentada como red de curvas de envolvente, que es típica para el fresado por generación, se ha de considerar también que cada flanco de diente de la fresa produce un solo corte de envolvente y que la posición relativa de los cortes de envolvente entre sí depende de la precisión del paso de la fresa y de la precisión de división de la fresadora por generación.
Las fresas madre de un solo paso no tienen ninguna influencia en la precisión del paso del dentado, porque son siempre los mismos dientes de la fresa madre que tallan todos los dientes de la rueda. Las desviaciones del paso en fresas madre de un solo paso tienen influencia sólo en la forma de flanco del dentado fresado.
Por el contrario, las fresas madre de varias espiras tienen influencia también en la precisión del paso de la rueda dentada, si el resultado de la división del número de dientes de la rueda por el número de espiras de la fresa da un número entero. En este caso, el perfil de un entredientes es tallado sólo por los dientes de una espira de la fresa. En estas condiciones, las desviaciones de paso de las espiras de la fresa causan desviaciones de paso periódicas en la pieza a tallar. Debido a que, por ejemplo, duranteel afeitado se pueden eliminar sólo parcialmente las desviacionesde paso, es conveniente, en caso de fresas de desbaste de variasespiras con excesos para el afeitado, tener un cociente no integral del número de dientes de la rueda y el número de espiras de la fresa.
Influência do número de entradas da fresa na forma de flan-cos e no passo do dentadoNa produção típica da rede do passo da geração dos flancos do disco dentado para a fresagem de engrenagens, deve observar que cada flanco do dentado da fresa apenas produz um passo da geração. A posição relativa dos passos de geração depende da precisão do passo da fresa e da precisão do passo da máquina de fresagem.
Fresas de engrenagens de uma entrada não têm influência na precisão do passo do dentado, por que são sempre os mesmos dentados da fresa a usinar os dentados da peça. Desvios do passo em fresas de engrenagens de uma entrada influenciam apenas a forma dos flancos do dentado fresado.
Fresas de engrenagens de várias entradas influenciam a precisão do passo do disco dentado, se o número do dentado do disco for dividido pelo número de entradas da fresa. Deste modo, o perfil de um espaço no dentados apenas é usinado pelos dentados de uma entrada da fresa. Nesta condição, os desvios do passo das entradas da fresa provocam desvios periódicos do passo na peça. Como, p. ex., na raspagem apenas são removidos os desvios parciais do passo, no desbaste com várias entradas deve ser conseguido um quociente não inteiro de dentados do disco e de entradas da fresa.
Desviaciones de cortes de envolventeDesvios do passo de geração
δy
d
δ y [mm] = π2 · z 0 2 · mn · sin αn
__________________ 4 · z2 · i2
δ y [mm] = Altura de la tolerancia del corte envolvente Passo do desvio do passo de geraçãoz0 = Número de filetes de la fresa madre Número de entradas da fresa de engrenagensmn = Módulo normal Módulo normalαn = Ángulo de perfíl Ângulo do perfilz2 = Número de dientes de la rueda Número de dentados do discoi = Número de ranuras de virutas de la fresa madre Número de canais da fresa de engrenagens

www.lmt-tools.com 149
Anex
o An
exo
Estructura de la superficieSin embargo, para el fresado de acabado hay que tener en cuenta que el número de ranuras receptoras de virutas no se pueda dividir por el número de espiras dando como resultado un número entero. Entonces, los cortes de envolvente son generados de una espira a la otra con altura distinta y los flancos de diente reciben una estructura de superficie alveolar.
Limitación del número de espiras de fresas madre con ranuras receptoras de virutas paralelas al ejeEn las fresas madre con ranuras receptoras de virutas paralelas al eje hay que tener en cuenta que el ángulo de paso no exceda de 7,5° como consecuencia del aumento del número de espiras. En caso contrario, es de esperar una calidad de superficie peor en el flanco correspondiente de la rueda, debido al gran ángulo de cuña en el flanco rodante de la fresa.
Bibliografía[1] B. Hoffmeister: Dissertation (tesis doctoral) Aachen 1970
Estrutura da superfícieNa fresagem de acabamento deve também observar que o número de canais não pode ser dividido inteiramente pelo número de entradas. Os passos de geração são depois produzidos de entrada para entrada com diferentes passos e os flancos do dentado obtêm uma superfície de estrutura em forma de favos.
Limitação do número de entradas em fresas de engrenagens com canais paralelos ao eixoEm fresas de engrenagens com canais paralelos ao eixo deve observar que, ao aumentar o número de entradas, o ângulo de passo não ultrapasse 7,5°. Se não a qualidade da superfície no respetivo flanco do disco diminui, devido ao grande ângulo da cunha no flanco da fresa inferior.
Fonte de informação[1] B. Hoffmeister: Dissertação Aachen 1970

www.lmt-tools.com150
En el fresado por generación hay que diferenciar entre la zona dedesbaste y la zona conformadora del perfil. En la zona de desbaste se talla la mayor parte del volumen a virutar. La zona de desbaste se encuentra en aquel extremo de la fresa que en el fresado axial se inserta primero en el cuerpo de la rueda. La fresa madre debe ajustarse a la longitud necesaria para cubrir completamente la zona de desbaste. Esta longitud mínima necesaria se denomina también como „longitud de regulación“.
Para calcular la longitud de regulación debe sea conocida la curva de penetración (fig. 1) de los cilindros de cabeza de la rueda y de la fresa. Para las consideraciones siguientes, partimos de que se trata de un dentado helicoidal y que el eje de la fresa está inclinado por el ángulo de pivotaje (β – γ0) en relación a la horizontal, con la condición que el ángulo de hélice, si existe, siempre sea mayor que el ángulo de paso. La dirección visual a la curva de penetración va dirigida desde el montante principal hacia la fresa y la rueda. Los dos cilindros de cabeza se penetran mutuamente a una profundidad que equivale a la profundidad de fresado. La línea de intersección entre los dos cuerpos es una curva tridimensional situada a la vez en el cilindro de la rueda y en el cilindro de la fresa. Cuando a continuación se hablará de la curva de penetración, se trata de la proyección de la línea de intersección a un plano paralelo al eje de la fresa.
Na fresagem de engrenagens deve distiguirse entre a zona de lapidação em bruto e a zona formadora do perfil. Na zona da lapidação em bruto, é fresada a maior parte do volume a ser usinado. A zona de lapidação em bruto encontrase no fim da fresa, que na fresagem axial entra primeiro no corpo do disco. A fresa de engrenagens deve ter o comprimento necessário para tapar completamente a zona de lapidação em bruto. Esse comprimento mínimo da fresa também é chamado comprimento ajustado.
Para calcular o comprimento ajustado, é necessário saber qual a curva de penetração (fig. 1) dos cilindros dos abeçotes do disco e da fresa. Para os seguintes exemplos pressupõese a existência de um disco helicoidal e que o eixo da fresa está inclinado (β – γ0) horizontalmente. E com a condição do ângulo de inclinação ser sempre maior que o ângulo de passo. A vista para a curva de penetração é a partir do suporte principal em direção da fre-sa e disco. Ambos os cilindros do cabeçote penetram em uma profundidade chamada profundidade de fresagem. A linha de corte entre os dois corpos é uma curva espacial que se encontra simultaneamente no disco e no cilindro da fresa. Quando se falar da curva de penetração, é descrita a projeção da linha de corte em um nível paralelo ao eixo da fresa.
Longitud de regulaciónComprimento ajustado
1penetración rueda/fresapenetração disco/fresa
2Determinación de la longitud de regulación a base de la curva de penetraciónAvaliar comprimento ajustado a partir da curva de penetração
RuedaDisco
FresaFresa
l 4
l1
Rueda a la izquierdaDisco esquerdo
Fresa a la izquierdaFresa esquerda
Dirección de avance dela cabeza de la fresaDireção de avanço
do cabeçote de fresagem
Sentido de avanceAvanço paralelo
Sentido contraavance
Avanço oposto
Eje de la fresa
Cutter axis
Eje de la ruedaEixo de disco
RuedaDisco
l4'
l1'
4'
1'
3'
3
1
4
1A
s
fa [mm/revoluciónde la pieza]
GleichsinnigParalelo� > γ0
� – γ0
l4 = Einstelllänge Comprimento ajustado
Blick vom Hauptständer auf Fräser und ZahnradVista do suporte principal em direção da fresa e disco dentado

www.lmt-tools.com 151
Anex
o An
exo
La forma y la magnitud de la curva de penetración dependen de los factores siguientes:
◼ Diámetro de la circunferencia exterior de la rueda ◼ Diámetro de la fresa ◼ Ángulo de pivotaje
(ángulo de hélice β de la rueda, ángulo de paso γ0 de la fresa) ◼ Profundidad de corte
Las ecuaciones para calcular la curva de penetración están señaladas en el capítulo „Fenómenos de desgaste en la fresa madre“, página 188, fig. 13.
Todos los dientes de la fresa que no pasan por la curva de penetración durante la rotación de la fresa (fig. 2) no entran en contacto con el cuerpo de la rueda, o sea, no participan en el desprendimiento de virutas. Con referencia a la horizontal por el punto de intersección „S“ del eje de la rueda y del eje de la fresa, el punto 1 es el punto más alto y el punto 1’ es el punto más bajo de la curva de penetración.
Dentado helicoidal
Fresado en sentido de avance, en el mismo sentidoSi la fresa en el fresado en sentido de avance se mueve de abajo arriba hacia la superficie frontal inferior de la rueda, el diente de fresa, cuya trayectoria pasa por el punto 1, corta primero el cilindro de cabeza de la rueda. Este diente de fresa se encuentra entonces en el mismo plano perpendicularmente al eje de la fresa en el que están situados los puntos 1 y 1A. La distancia al punto „S“ medida en paralelo al eje de la fresa es igual a la distancia entre los puntos „S“ y 1A. Equivale a la longitud de fresa para el punto 1 referida al punto de intersección de ejes „S“.
Después de una revolución de la rueda, la fresa se ha movido hacia arriba por el valor del avance axial. Una línea paralela a la distancia „fa“ por el punto 1 cruza la curva de penetración en los puntos 3 y 4. La franja rayada entre las paralelas por los puntos 1 y 4 corresponde a la franja de material que penetra continuamente durante el proceso de fresado en la zona de trabajo de la fresa. El punto 4 es el punto más alejado del punto de intersección de ejes „S“ en la curva de penetración que participa en el virutaje. Todos los dientes de fresa cuya trayectoria pasa por la curva de penetración pero que están más lejos del punto de intersección „S“, no participan en el virutaje. La longitud de fresa correspondiente al punto 4 está marcada en la fig. 2 con „l4“. Esta es la longitud de regulación de la fresa en el fresado en sentido de avance de un dentado helicoidal con una fresa que tiene la misma dirección de paso (en el mismo sentido) de la rueda dentada.
Debido a que la fresa en general es desplazada (shifting) hacia el lado de entrada, el lado de entrada es posicionado, al iniciar el proceso de fresado, de conformidad con la longitud de regulación determinada. Si la fresa fuera ajustada a una longitud inferior, faltarían dientes en la zona de entrada y los dientes subsiguientes deberían encargarse adicionalmente del trabajo de virutaje de ellos. Esto se podría traducir en una sobrecarga de los primeros dientes en la zona de entrada. Una fresa ajustada a una longitud de regulación demasiado grande se prohibe por razoneseconómicas, ya que en este caso no se utilizarían los dientes que se encuentran fuera de la longitud de regulación.
Forma e tamanho da curva de penetração dependem de: ◼ Diâmetro do cabeçote do disco ◼ Diâmetro da fresa ◼ Ângulo de inclinação
(Ângulo de inclinação β do disco, ângulo de passo γ0 da fresa) ◼ Profundidade de fresagem
As equações para o cálculo da curva de penetração estão indicadas no capítulo „Desgaste na fresa de engrenagens“, página 188, fig. 13.
Todos os dentados da fresa que, na rotação da fresa, não passarem pela curva de penetração (fig. 2), não tocam no corpo do disco. Portanto, não produzem aparas. Referindose à horizontal que passa pelo ponto „S“ do eixo do disco e do eixo da fresa, o ponto 1 é o mais alto e o ponto 1’ o mais baixo da curva de penetração.
Dentado inclinado
Avanço paralelo, direção paralelaQuando a fresa na fresagem paralela se mover de baixo para cima para a área dentada do disco, então o dentado da fresa cruza essa linha no ponto 1 e fresa o cilindro do cabeçote do disco. Depois esse dentado da fresa encontrase na posição perpendicular ao eixo da fresa onde se encontram o ponto 1 e 1A. A distância ao ponto „S“, medida paralelamente ao eixo da fresa, é igual ao caminho com os pontos finais „S“ e 1A. Essa corresponde ao comprimento da fresa para o ponto 1, relativamente ao ponto de cruzamento do eixo „S“.
Depois de uma rotação do disco, a fresa movimentase com o avanço axial para cima. Uma paralela com distância „fa“ na horizontal ao ponto 1, cruza a curva de penetração nos pontos 3 e 4. A faixa delineada entre as linhas paralelas dos pontos 1 e 4 corresponde à faixa do material que se movimenta progressivamente durante o processo de fresagem em direção à área de trabalho da fresa. O ponto 4 é o ponto da curva de penetração que ainda faz parte da usinagem e está mais longe do ponto de cruzamento do eixo „S“. Todos os dentados da fresa cujas linhas passam pela curva de penetração, mas que estão mais longe do ponto „S“, não fresam. O comprimento da fresa correspondente ao ponto 4 está designada na fig. 2 com „I4“. Esse é o comprimento ajustado da fresa na fresagem paralela de um dentado inclinado com uma fresa que tem o mesmo ângulo de passo como o disco dentado.
Como é feito o Shift do lado do corte, no início do processo de fresagem o lado do corte é posicionado de acordo com o comprimento ajustado em cima. Se a fresa fosse mais curta, faltariam na área de corte dentados e os outros dentados teriam de efetuar todo o trabalho de fresagem. Isso poderia levar a uma sobrecarga dos primeiros dentados na área de corte. Uma fresa muito comprida não seria econômica, por que os dentados à frente do comprimento ajustado não seriam utilizados.

www.lmt-tools.com152
Longitud de regulaciónComprimento ajustado
Fresado en sentido de avance, en sentido opuestoSi en lugar de la fresa de paso a la izquierda se utiliza una fresa de paso a la derecha (en sentido opuesto), cambia el ángulo de posición del útil (β + γ0) y la rueda entra desde la izquierda a la derecha en la zona de trabajo de la fresa (curva de penetración). El punto más afuera que todavía participa en el virutaje es el punto 1, página 150.
En este caso, la longitud de la fresa correspondiente al punto 1 es la longitud de regulación. En el fresado en sentido de avance con fresa en sentido opuesto, la longitud de regulación es más corta que con fresa en el mismo sentido. La longitud de regulación es independiente de la magnitud del avance.
Fresado contra avance, en el mismo sentidoSi la fresa en el fresado contra avance se mueve de arriba abajohacia la superficie frontal superior de la rueda, el diente de fresa, cuya trayectoria pasa por el punto 1, corta primero el cilindro de cabeza de la rueda, y la longitud de regulación corresponde a la longitud l1.Dado que en las dos mitades de la curva de penetración a la izquierda y derecha de la normal en el eje de la fresa por el punto „S“ se trata de curvas parciales congruentes, reflejadas alrededor de la normal que pasa por „S“ y alrededor del eje de la fresa, l1 es igual a l1 y l4 es igual a l4.
Otras combinaciones constituidas de procedimiento de fresado y dirección de paso de la rueda y de la fresa madreEn la tabla 1 se indica – para distintas combinaciones de procedimiento de fresado y dirección de paso de la rueda y de la fresa – el lado de entrada, el ángulo de pivotaje y la longitud de regulación. „Lado de entrada a la izquierda“ significa que la rueda entra desde la izquierda en la curva de penetración. „Longitud de regulación l4 a la izquierda, arriba“ significa que la longitud de regulación corresponde a la medida l4 de la curva de penetración. Con referencia al eje de la rueda, se encuentra en la parte izquierda. El lado de la fresa en el que se encuentra la longitud de regulación está dirigido hacia arriba.También aquí se aplican las condiciones siguientes:Dirección de vista desde el montante principal hacia la fresa y la rueda. En caso de dentados helicoidales, el ángulo de hélice es mayor que el ángulo de paso de la fresa madre.
Avanço paralelo, direção opostaSe em vez de uma fresa com movimento esquerdo for colocada uma fresa com movimento direito, então alterase o ângulo de passo (β + γ0) e o disco movimentase da esquerda para a direita na área de trabalho da fresa (curva de penetração). O ponto mais exterior que ainda é usinado, é o ponto 1, página 150.
O comprimento da fresa correspondente ao ponto 1 é o comprimento ajustado. O comprimento ajustado na fresagem paralela com fresas opostas é menor que com fresas paralelas. Também não depende do tamanho do avanço.
Avanço oposto, direção paralelaQuando a fresa na fresagem oposta se mover de cima para baixo para a área dentada superior do disco, então o dentado da fresa cruza essa linha no ponto 1 e fresa o cilindro do cabeçote do disco e o comprimento ajustado corresponde ao comprimento I1.
Como ambas as metades da curva de penetração, esquerda e direita do vetor normal no eixo da fresa e no ponto „S“, são iguais e são espelhadas pelo vetor normal em „S“ no eixo da fresa, l1 = l1 e l4 = l4.
Outras combinações do procedimento de fresagem e ângulo de passo do disco e da fresa de engrenagensNa tabela estão indicados o lado de entrada, ângulo de inclinação e comprimento ajustado, para diferentes combinações do procedimento de fresagem e direção de passo do disco e fresa. „Lado de entrada esquerdo“ significa que o disco entra pela esquerda na curva de penetração. „Comprimento ajustado l4 esquerda, em cima“ significa que o comprimento ajustado corresponde à medida l4 da curva de penetração. Relativamente ao eixo do disco, ela encontrase do lado esquerdo. O lado de fresagem onde se encontra o comprimento ajustado, está voltada para cima.Aqui também são válidas as condições:Vista do suporte principal em direção da fresa e disco. Em dentados inclinados, o ângulo de inclinação é maior que o ângulo de passo da fresa de engrenagens.
RuedaDisco
Fresa: de paso a derechaFresa: movimento direito
Fresa: de paso a izquierdaFresa: movimento esquerdo
ascendente a la derechapasso direito
ascendente a la izquierda
passo esquerdo
de dientesrectos
dentado linear
ascendente a la derechapasso direito
ascendente a la izquierda
passo esquerdo
de dientesrectos
dentado linearFresadoen sentidode avanceAvanço paralelo
Lado de entradaLado de entrada
izquierdaesquerdo
derechadireito
Ángulo de pivotajeÂngulo de inclinação
β – γ0 γ0 β – γ0 γ0
Long. de regulaciónComprimento ajustado
l4izquierda, arribaesqu. em cima
l1 derecha, arribadireita em cima
l1derecha, arribadireita em cima
l1izquierda, arribaesqu. em cima
l4derecha, arribadireita em cima
l1izquierda, arribaesqu. em cima
Fresadocontra avanceAvanço oposto
Lado de entradaLado de entrada
izquierdaesquerdo
derechadireito
Ángulo de pivotajeÂngulo de inclinação
β – γ0 γ0 β – γ0 γ0
Long. de regulaciónComprimento ajustado
l1derecha, abajodire. em baixo
l4izquierda, abajoesqu. em baixo
l4izquierda, abajoesqu. em baixo
l4derecha, abajodire. em baixo
l1 izquierda, abajoesqu. em baixo
l4derecha, abajodire. em baixo

www.lmt-tools.com 153
Anex
o An
exo
Vista desde el montante principal en dirección a la fresa y la rueda dentadaVista do suporte principal em direção da fresa e disco dentado

www.lmt-tools.com154
Comprimento de perfil na fresagem de engrenagensO perfil do dentado é feito exclusivamente na zona de formação do perfil, que está atribuída de modo simétrico ao ponto de fresagem. O cálculo da zona de formação do perfil é feita no corte do dentado e é designada com IPa ou IPf.
A formação do perfil é feita na fresagem de engrenagens nas linhas de atuação (fig. 3). A área para formação do perfil é limitada através dos pontos cruzados das linhas de atuação com o diâmetro do cabeçote do disco e por uma linha que liga os pontos de passagem dos raios dos cabeçotes ao flanco do perfil de referência da fresa de engrenagens (passo do cabeçote).
A distância maior dos pontos finais das linhas de atuação, na área do cabeçote (lPa) ou área do pé (lPf) do perfil de referência da fresa de engrenagens deve ser considerada o comprimento principal. Se os pontos finais das linhas de atuação da área do cabeçote ou pé do perfil de referência da fresa são importantes, depende do deslocamento do perfil do disco. Veja fig. 4 e 5. A fig. 4 corresponde a um disco com deslocamento de perfil positivo e a fig. 5 a um com deslocamento de perfil negativo.
O maior de ambos os valores – lPa ou lPf – é depois calculado para o corte axial da fresa e é designado como „comprimento de formação de perfil lP0“.
Longitud conformadora del perfilComprimento de formação de perfil
tan αt = tan α / cos βlPa = 2 · (ha0 – x · mn – ρa0 · (1 – sin α)) / tan αt
db = z · mn · cos αat / cos β cos αat = db / da
d = z · mn / cos βlPf = 2 · (da / 2 · cos (αat – αt) – d/2) / tan αt
SelPa > lPf, então lP0 = lPa · cos γ0 / cos β
SelPf > lPa, então lP0 = lPf · cos γ0 / cos β
ha0 = Passo cabeçote dentado da fresa de engrenagens
x · mn = Deslocamento de perfilρa0 = Raio do cabeçote dentado da fresa de engrenagensα = Ângulo do passoβ = Ângulo de hélicez = Numero de dentadosmn = Módulo normalda = Diâmetro do cabeçote do disco γ0 = Ângulo de passo da fresa de engrenagens
Longitud conformadora del perfil en el fresado por generaciónEl perfilado del dentado se realiza exclusivamente en la zona conformadora del perfil, que está situada simétricamente al punto primitivo. El cálculo de la zona conformadora del perfil es efectuado en la sección frontal del dentado y es denominado con IPa o bien IPf.
La formación del perfil se realiza en el fresado por generación en la línea de acción (fig. 3). La zona conformadora del perfil es limitada por los puntos de intersección de las líneas de acción con el diámetro de la circunferencia exterior de la rueda y por una línea que comunica los puntos de transición desde los radios de cabeza hasta el flanco del perfil de referencia de la fresa madre (altura de formación de cabeza).
La distancia mayor de los puntos extremos de las líneas de acción, en la zona de cabeza (IPa) o en la zona de pie (IPf) del perfil de referencia de la fresa madre se ha de considerar como longitud decisiva. Si al respecto son los puntos extremos de las líneas de acción en la zona de cabeza o en la zona de pie los que son decisivos, depende del desplazamiento del perfil de la rueda. Véanse fig. 4 y fig. 5. La fig. 4 muestra una rueda con desplazamiento de perfil positivo, y la fig. 5 una rueda con desplazamientode perfil negativo.
El mayor de los dos valores , IPa o IPf, es convertido, a continuación, de la sección frontal en la sección axial de la fresa madre, y es denominado como „longitud conformadora del perfil IP0“.
tan αt = tan α / cos βlPa = 2 · (ha0 – x · mn – ρa0 · (1 – sin α)) / tan αt
db = z · mn · cos αat / cos β cos αat = db / da
d = z · mn / cos βlPf = 2 · (da / 2 · cos (αat – αt) – d/2) / tan αt
SilPa > lPf, entonces lP0 = lPa · cos γ0 / cos β
SilPf > lPa, entonces lP0 = lPf · cos γ0 / cos β
ha0 = Altura de la cabeza de diente en la fresa de diente en la fresa madrex · mn = Deszplazamiento de perfilρa0 = Radio de cabeza de diente en la fresa madreα = Ángulo nominalβ = Ángulo de hélicez = Número de dientesmn = Módulo normalda = Diámetro de la circunferencia de la ruedaγ0 = La fresa madre

www.lmt-tools.com 155
Anex
o An
exo
3
4
5
C
lP0
lP0
2
lP0
2
da
hFaP0
lPf
ρaP0
da
hFaP0
lPa
ρaP0

www.lmt-tools.com156
Como es sabido, las secciones de viruta dentro de la zona de trabajo de una fresa madre son muy diferentes. Por lo tanto, la solicitación de los distintos dientes de fresa es muy diferente, y es por este motivo que los dientes sufren un desgaste irregular. Para prevenir estas irregularidades, se desplaza la fresa madre paso a paso tangencialmente, después de haber fresado una o varias piezas en una posición determinada. Este desplazamientode la fresa es designado con el término inglés de „shifting“.
A causa del shifting, continuamente entran otros dientes en la zona de trabajo de la fresa. Los dientes gastados salen de la zona de trabajo, y el desgaste es distribuido uniformemente por toda la longitud útil de la fresa. El número de piezas que se puede dentar con una fresa madre entre dos afilados, depende de la longitud de la fresa y, por tanto, también de la longitud de la carrera de shifting.
Desde el punto de vista económico; alta producción durante la vida, bajos costes de útil porcentuales, breves tiempos de parada de la máquina por el cambio de la fresa; se trata de alcanzar unas carreras de shifting más grandes posibles. La longitud máxima de la carrera de shifting está definida por el diseño de la fresadora por generación y, por esa razón, está limitada. La relación entre la longitud útil de la fresa, la longitud de regulación, la longitud de la zona conformadora de perfil y la carrera de shifting se muestra en la fig. 6.
ls = l3 – le – lP0 / 2 – 3 · mn
La magnitud 3 · mn tiene en cuenta los dientes incompletos en los extremos de la fresa.
Como deve saber, as aparas transversais na área de trabalho da fresa de engrenagens são muito diferentes. Desse modo, os dentados individuais da fresa são pressionados de modo diferente e têm um desgaste não uniforme. Devido a isso, a fresa de engrenagens tem de ser deslocada de modo tangencial depois de fresar uma ou várias peças na mesma posição. Esse deslocamento da fresa é designado com a palavra inglesa „shifting“.
Através do Shift, são colocados continuamente dentados na área de trabalho da fresa. Os dentados desgastados saiem da área de trabalho e o desgaste é distribuído uniformemente no comprimento completo da fresa. A quantidade das peças, que podem ser usinadas com um fresa de engrenagens entre dois desbastes, depende do comprimento da fresa e consequentemente do comprimento do caminho Shift.
Do ponto de vista econômico – alta produção de peças, custos de ferramentas reduzidos, tempos de paragem das máquinas curtos devido a troca de fresas – são preferidos caminhos Shift longos. O comprimento máximo do caminho Shift é imposto pela construção da máquina de fresagem e deste modo é limitado. A conexão entre o comprimento da fresa utilizável, o comprimento ajustado, o comprimento da zona de fomração do perfil e o caminho Shift, está representada na fig. 6.
ls = l3 – le – lP0 / 2 – 3 · mn
O valor 3 · mn considera os dentados incompletos nas extremidades da fresa.
Carrera de shiftingCaminho Shift
6Determinación de la carrera de shiftingDesignação do caminho Shift
C
Dirección del shiftingDireção Shift
le ls
l3
lP0 lP0
2
lP0
2
lP0
2
≈ 1 · mn ⊕ 2 · mn
l3 = Longitud útil de la fresa Comprimento utilizável da fresa le = Longitud de regulación Comprimento ajustado ls = Carrera de shifting Caminho Shift lP0 = Longitud de la zona conformadora de perfil Comprimento da zona de formação do perfil

www.lmt-tools.com 157
Anex
o An
exo
Desplazamiento basto con una traslación constanteShift grosso com avanço constante
Vida útil supuesta LZF = m _______ Diente
Longitud de corte por rueda LZR = z2 · l ____________ cos β · 1000
Número de piezas de trabajo por afilado N = Shl · i · LZF ___________ mn · π · LZR
Incremento de desplazamiento Shs = 1 x p (m · π)
Número de incrementos de desplazamiento ShN = Shl ____ Shs
Número de pasos DN = N ____ Shs
Desplazamiento inicial Stv = Shs ____ Ds
Shl = Longitud de desplazamientoi = Número de ranuras de desprendimientomn = Módulo normalz2 = Número de dientes de la ruedaβ = Ángulo de inclinaciónp = DivisiónLZF = Vida útil m/dienteLZR = Longitud de corte m/rueda
Caminho percorrido LZF = m _________ Dentado
Comprimento dentado por disco LZR = z2 · l ____________ cos β · 1000
Quantidade de peças por desbaste N = Shl · i · LZF ___________ mn · π · LZR
Avanço Shift Shs = 1 x p (m · π)
Quantidade de avanços Shift ShN = Shl ____ Shs
Quantidade de passagens DN = N ____ Shs
Avanço inicial Stv = Shs ____ Ds
Shl = Comprimento Shifti = Quantidade de canaismn = Módulo normalz2 = Número de dentados do discoβ = Ângulo de hélicep = Passo LZF = Caminho m/dentadoLZR = Comprimento dentado m/disco

www.lmt-tools.com158
Carrera axial en el fresado por generaciónLa carrera axial de una fresa madre en el fresado axial se compone, en general, por la carrera de entrada, el ancho de la rueda y lacarrera perdida. La fig. 7 muestra esquemáticamente la carrera axial de una fresa madre en el fresado en sentido de avance.
La carrera de entrada es la distancia que la fresa madre tiene que recorrer en paralelo al eje de la rueda, desde el momento del primer corte hasta el momento en que el punto de intersección de los ejes de la fresa y de la rueda haya alcanzado el nivel frontal inferior del cuerpo de la rueda.
La carrera de entrada es igual a la altura del punto más alto de la curva de penetración encima del nivel horizontal por el punto de intersección de los ejes de la fresa y de la rueda. Las ecuaciones para calcular la curva de penetración se indican en el capítulo „Fenómenos de desgaste en la fresa madre“, página 188, fig. 13.
Caminho axial na fresagem de engrenagensO caminho axial de uma fresa de engrenagens, na fresagem axial, é composto pelo caminho de entrada, largura do disco e caminho de transposição. A fig. 7 indica o esquema do caminho axial de uma fresa de engrenagens na fresagem paralela.
O caminho de entrada é o percurso que a fresa percorre paralelamente ao eixo do disco. Ou seja, o momento do primeiro corte até que a fresa e eixo do disco alcancem o nível inferior do dentado do corpo do disco.
O caminho de entrada é igual ao ponto mais alto da curva de penetração no patamar horizontal do ponto de corte entre fresa e eixo do disco. As equações para o cálculo da curva de penetração estão indicadas no capítulo „Desgaste na fresa de engrenagens“, página 188, fig. 13.
Carrera axialCaminho axial
U
b
E
E = Carrera de entrada Caminho de entradab = Ancho de la rueda Largura do discoU = Carrera perdida Caminho de transposição
da
hFaP0
lPf
ρaP0
lPa
U
UEn el fresadocontra avanceNa fresagem oposta
En el fresadoen sentido deNa fresagem paralela
Sección normal fresa/dentado
Corte normal fresa/dentado
U = Carrera perdida Caminho de transposição
7 8

www.lmt-tools.com 159
Anex
o An
exo
La carrera de entrada puede calcularse con precisión suficiente también con las ecuaciones siguientes:
para un dentado recto:
E = √ ___________
h · (da0 – h)
para un dentado helicoidal:
E = tan η · √ ____________________
h · ( da0 ______________ sin2 η + da – h
) E = Carrera de entradah = Profundidad de corteda0 = Diámetro de la fresaη = Ángulo de pivotajeda = Diámetro de la circunferencia exterior de la rueda
En los dentados rectos no se requiere ninguna carrera perdida, con excepción de un suplemento de seguridad.
La carrera perdida en el dentado helicoidal depende de la zona conformadora de perfil en la sección frontal (fig. 8).
Las medidas para IPa y IPf se calculan con las ecuaciones señaladas en el capítulo „Longitud conformadora de perfil en el fresado por generación“ y se convierten como sigue:
Si lPa > lPf, entonces U = lPa · tan βSi lPf > lPa, entonces U = lPf · tan βU = Carrera perdidaCarrera axial = E + b + U
O caminho de entrada pode ser calculado exatamente com as seguintes equações:
para dentado linear:
E = √ ___________
h · (da0 – h)
para dentado inclinado:
E = tan η · √ _____________________
h · ( da0 ______________
sin2 η + da – h )
E = Caminho de entradah = Profundidade de fresagemda0 = Diâmetro da fresaη = Ângulo de inclinaçãoda = Diâmetro do cabeçote do disco
Em dentados lineares não é necessária uma transposição.
O caminho de transposição no dentado inclinado depende da zona de formação do perfil no corte do dentado (fig. 8).
As medidas para lPa e lPf são calculadas com as equações no capítulo „Comprimento de formação de perfil na fresagem de engrenagens“, do seguinte modo:
Se lPa > lPf, então U = lPa · tan βSe lPf > lPa, então U = lPf · tan βU = Caminho de transposiçãoCaminho axial = E + b + U

www.lmt-tools.com160
Mantenimiento de fresas madreManutenção de fresas de engrenagens
IntroducciónEntre los procedimientos para la fabricación de dentados con arranque de virutas, el fresado por generación tiene una posición destacada. Esta posición se mantendrá en el futuro sólo si se efectua una optimización continua de la calidad y rentabilidad.
En estos esfuerzos de considerar el fresado por generación como un sistema constituido de máquina, útil y parámetros de corte y que debe ser optimizado cada vez de nuevo en cuanto a las más diversas tareas del tallado de dentados.
Si gracias al desarrollo de fresadoras por generación y fresas madre eficientes se ha logrado reducir considerablemente los tiempos principales y secundarios, naturalmente ganan en importancia, a la hora de analizar los costes del tallado de dentados para una determinada pieza, los costes de útil, los costes del cambio de útiles y los costes de mantenimiento de la fresa madre.
Por esta razón, era imprescindible perfeccionar también la tecnología de afilado de fresas madre mediante procedimientos de rectificado más eficientes como, por ejemplo, la rectificación profunda, y mediante materiales abrasivos adaptados a los distintos materiales de las fresas madre. Por lo tanto, se están utilizando, aparte de los abrasivos convencionales como el carburo de silicio (SiC) y el corindón (Al2O3), también muelas de nitruro de boro cúbico (CBN) y muelas diamantadas.
Aunque en el afilado de una fresa madre se trata en primer lugar de eliminar las marcas de desgaste en los dientes de fresa, se deben plantear una serie de exigencias que a continuación se han formulado en forma de definición del problema.
Definición del problemaIgual que en cualquier procedimiento de mecanizado con arranque de virutas con ayuda de un filo definido, se forman marcas de desgaste también en los filos cortantes de los dientes de fresa. Dichas marcas de desgaste tienen influencia en la formación de virutas, causan fuerzas de corte elevadas y pueden empeorar, por tanto, la calidad del dentado. Por esta razón, es necesario eliminar las marcas de desgaste cuando han alcanzado cierta magnitud. El ancho máximo de las marcas de desgaste que aún se puede tolerar, será tratado a continuación.
IntroduçãoNa área dos procedimentos de usinagem com aparas para fabricação de dentados, a fresagem de engrenagens tem um papel excelente. Esse apenas será conseguido, no futuro, através de um melhoramento contínuo da qualidade e economia.
A fresagem de engrenagens deve ser vista como sistema que é composto pela máquina, ferramenta e parâmetros de corte e que deve ser continuamente otimizado para os processos de engrenagens.
Se através do desenvolvimento de máquinas de fresagem e fresas de engrenagens os tempos principais e secundários forem reduzidos substancialmente, na análise dos custos de dentados para uma determinada peça, os custos de ferramentas e troca de ferramentas bem como os custos de manutenção da fresa de engrenagens ganham importância.
Deste modo, a tecnologia do desbaste de fresas de engrenagens teve que ser continuamente desenvolvida e otimizada para processos, como o desbaste em profundidade e para os materiais de corte da fresa. Deste modo, devem ser utilizadas para além dos materiais de desbaste convencionais como carboneto de silício (SiC) e corindo (Al2O3) também discos de desbaste de nitreto de boro cristalino (CBN) e diamante.
Apesar de no desbaste de uma fresa de engrenagens apenas ser preciso, em primeiro lugar, remover as marcas de desgaste dos dentados, devem ser também observadas várias outras tarefas e etapas que são descritas a seguir.
Tarefas a efetuarComo em qualquer usinagem com aparas com aresta de corte definida, ocorrem também nos cantos dos dentados da fresa marcas de desgaste que influenciam as aparas e que podem piorar a qualidade do dentado. É necessário remover então o desgaste quando esse atingir um determinado tamanho. A espessura máxima do desgaste permitido é descrita a seguir.
1Formas de desgaste en el diente de una fresa madreFormas de desgaste no dentado da fresa de engrenagens
2Desgaste en la superficie de incidencia en función del número de piezasDesgaste da área livre dependendo das peças
Redondeo del filocortanteDesgaste nas arestas de corte
MelladoEstilhaços
AbrasiónenformadecráterErosão
Desgaste en el flanco (cono hueco)Desgaste de flancos (concavidade)
Desgaste en lasuperficie deincidenciaDesgaste área livre 1.6
1.2
0.8
0.4
0
Des
gast
e p
or p
ieza
µm/p
ieza
Des
gast
e p
or p
eça
µm/p
eça
Número de ruedasNúmero de discos
0.25
0.20
0.15
0.10
0.05
0
Anc
ho d
e m
arca
sd
e d
esga
ste
BLa
rgur
a m
arca
d
e d
esga
ste
B
0 80 160 240 320
mm
PiezaUnidade

www.lmt-tools.com 161
Anex
o An
exo
El afilado de todas las fresas madre destalonadas por torno o por muela es efectuado mediante rectificación en la superficie de desprendimiento. Este proceso debe ser efectuado correctamente y con la diligencia requerida en los útiles de precisión de tan alta calidad.
Independientemente de la forma de construcción, las dimensiones, la geometría de los filos cortantes y el material de las fresas madre, se deben observar incondicionalmente las exigencias siguientes durante el afilado:
◼ La geometría de las superficies de desprendimiento se debe realizar de conformidad con la clase de calidad de la fresa.
◼ El esfuerzo térmico del material de la fresa por el proceso de rectificación debe limitarse al mínimo.
◼ La rugosidad de las superficies de desprendimiento, o sea, el mellado de los filos cortantes debe limitarse al mínimo posible.
◼ Los métodos de rectificación y los medios auxiliares deben elegirse de tal manera que los costes de mantenimiento resistan una verificación según criterios económicos.
Todos los preparativos, la realización y el control del afilado deben tener como objetivo el cumplimiento ilimitado de las exigencias antes mencionadas.
para el mantenimiento de fresas madre de metal duro se deben observar adicionalmente los puntos siguientesEn las fresas madre de metal duro asignadas a la categoría „ISO K“ hay que:1. Eliminar el revestimiento2. Rectificar la superficie de desprendimiento3. Renovar el revestimiento
Fenómenos de desgaste en la fresa madreCuando se habla de marcas de desgaste en relación con las fresas madre, esto se refiere, en general, a la longitud del desgastedel flanco en las esquinas de cabeza de los dientes de fresa. En la fig. 1 este desgaste es llamado „desgaste del flanco“. Esta forma muy pronunciada del desgaste del flanco determina también el fin de la duración de la fresa madre.
En la curva superior de la fig. 2 se muestra el desarrollo característico para la formación del ancho de las marcas de desgaste. No se desarrolla proporcionalmente al número de los dentados tallados.La curva inferior de la fig. 2 tiene un mínimo pronunciado para laporción del desgaste producido por una rueda en la transición hacia la parte progresiva de la curva superior.
En cuanto a los dentados analizados, el desgaste máximo no debería exceder, por tanto, de 0,25 mm en caso de fresas madre de acero KHSSE revestidas con TiN o de 0,15 mm en caso de fresas madre de metal duro, para tratar de minimizar los costes de útil porcentuales.
Debido a que no es posible en todos los casos determinar de la forma señalada las curvas de desgaste, se indican algunos valores de orientación en la fig. 3 (página 162).
Sin embargo, a la vez también se pone de manifiesto que hay unaserie de otros criterios, tales como material de corte, magnitud del módulo, secuencia de mecanizado o la calidad exigida del dentado, que deben tenerse en cuenta para evaluar el ancho de las marcas de desgaste.
O desbaste das fresas inclinadas ou por entalhes é feita através do desbaste da área de corte. Essa etapa de trabalho deve ser realizada de modo correto e com muita precisão nas ferramentas de alta precisão.
Independentemente do tipo de fabricação, das dimensões, da geometria das arestas do material da fresa de engrenagens, deve observar cuidadosamente os seguintes requisitos no desbaste:
◼ A geometria da área de corte deve ser fabricada de acordo com a classe de qualidade da fresa de engrenagens.
◼ A carga térmica do material da fresa deve ser reduzida para um mínimo no desbaste.
◼ A rugosidade das áreas de corte e deste modo a rugosidade das paredes das arestas de corte deve ser mínima.
◼ Os métodos de desbaste devem ser selecionados de modo que os custos de manutenção não sejam altos, de ponto de vista econômico.
Todas as preparações, execuções e controles do processo de desbaste devem ter a finalidade de preencher os requisitos acima descritos.
Na manutenção de fresas de metal duro deve observar os seguintes pontosFresas de metal duro atribuídas à área „ISO K“:1. Remover revestimento2. Desbastar área de corte3. Revestir
Desgaste na fresa de engrenagens Quando se falar da largura da marca de desbaste, é descrito o comprimento do desgaste da área livre nos cantos dos dentados da fresa. Na fig. 1 esse é designado como desgaste dos flancos. Essa forma de desgaste dos flancos determina a vida útil da fresa.
Na curva acima na fig. 2, está representado o processo característico para formação da largura da marca de desgaste. Ela não se desenvolve proporcional ao número das peças dentadas. A curva abaixo na fig. 2, tem um mínimo para o desgaste de um disco na transposição para a parte progressiva da curva cima.
Para os dentados analisados deve portanto o desgaste máximo não ultrapassar 0,25 mm em fresas KHSSE revestidas e 0,15 mm em fresas HM, se pretender um custo reduzido.
Como nem em todos os casos as curvas de desgaste são apresentados nessa forma, elas estão representadas na página 162 na fig. 3.
Simultaneamente ainda existem outros critérios como, o material de corte, tamanho do módulo, sequência de produção ou qualidade do dentado para avaliação da marca de desgaste.

www.lmt-tools.com162
Mantenimiento de fresas madreManutenção de fresas de engrenagens
La barra „desbaste“ de la fig. 3 muestra unos anchos de las marcas de desgaste relativamente grandes al desbastar ruedas con módulo grande. Sin duda, ya nos encontramos aquí en una gama en la que el desgaste aumenta progresivamente. Pero este fenómeno frecuentemente no se puede evitar, porque el volumen de virutaje se incrementa de manera proporcional con el módulo, mientras que el número de dientes que participan en el proceso de virutaje se mantiene constante o aún se disminuye. Las consecuencias son una solicitación elevada de determinados dientes de fresa y, por tanto, un mayor desgaste.
Anchura de marcas de desgastePara el alisado, los anchos de las marcas de desgaste deben ser considerablemente menores, porque la desalineación de los filos cortantes y las fuerzas de corte elevadas, provocadas por el desgaste, reducen la precisión del tallado de dientes.
Las experiencias obtenidas con fresas madre revestidas con nitruro de titanio (TiN) muestran que ya a partir de un ancho de las marcas de desgaste de 0,2 mm, ya no es la capa de material duro, sino el material de base que es decisivo para el desarrollo del desgaste.
En el fresado de ruedas templadas mediante fresas madre de escarpar de metal duro está alcanzado con 0,15 mm un valor crítico. Las elevadas fuerzas y temperaturas de corte que resultan del despunte de los filos cortantes no son sólo más solicitantes para la pieza sino empeoran también su calidad. También producen mellados y desprendimientos esporádicos en el útil.
En el caso de las fresas madre de metal duro macizo, el desgaste no debería exceder de 0,15 mm. Un exceso de este valor conduce a la destrucción del útil. Por tanto, es de suma importancia la determinación de la producción durante la vida por cada afilado. Un primer indicio de desgaste elevado es durante el fresado en seco el aumento de la temperatura de la pieza y una elevada proyección de chispas. En caso de una proyección de chispas muy fuerte, hay que parar de inmediato el proceso de tallado de dentados.
A coluna „Torneamento de desbaste“ fig. 3, indica marcas de desgaste relativamente grandes no torneamento de desbaste de discos com módulo grande. Com certeza esta área indica o início do desgaste progressivo. Isto não se pode evitar, por que o volume de corte sobe ao quadrado com o módulo, enquanto que o número de dentados do processo de corte permanece igual ou diminui. As consequências são cargas maiores de dentados individuais e consequentemente maior desgaste.
Largura de desgasteNo torneamento de acabamento as marcas de desgaste têm de ser inferiores, por que o desvio dos cantos de corte e maior força de corte diminuem a exatidão do dentado.
As experiências com fresas revestidas demonstraram, que já em uma marca de desgaste de 0,2 mm, não é importante o revestimento duro, mas sim o material base é que determina o desgaste.
Na fresagem de discos duros com fresas de metal duro, 0,15 mm corresponde a uma marca de desgaste crítica. As forças de corte superiores e temperaturas de corte que resultam da obtusão dos cantos de corte, não apenas desgastam a peça mas também diminuem a qualidade. Essas provocam quebras e estilhaços na ferramenta.
Em fresas de metal duro inteiriço para fresagem a seco, o desgaste não deve ser superior a 0,15 mm. Um aumento do desgaste estraga a ferramenta. A determinação da quantidade produzida por desbaste é muito importante. A primeira indicação de aumento de desgaste na fresagem a seco é o aumento da temperatura da peça e aumento de faíscas. Em caso de muitas faíscas deve parar imediatamente o processo do dentado.
Para uma utilização econômica é de grande importância a marca de desgaste e a distribuição do desgaste.
0,6
0,5
0,4
0,3
0,2
0,1
0
Anc
ho d
e la
s m
arca
s d
e d
esga
ste
Larg
ura
de
des
gast
e
3 6 10 20Módulo Módulo
Desbaste KHSS-E + TiNTorneamento de desbaste KHSS-E + TiN
Alisado KHSS-E + TiNTorneamento de acabamento KHSS-E + TiN
Fresa madre de escarparde metal duroFresas de engrenagens de metal duro
Fresa madre de metalduro macizoFresas de engrenagens de metal duro inteiriço
Número del diente de fresaNúmero dentado da fresa
0,6
0,5
0,4
0,3
0,2
0,1
0
Anc
ho d
e la
s m
arca
s d
e d
esga
ste
BLa
rgur
a m
arca
de
des
gast
e B
0 80 160 240
mm
140120100 180 200220604020
1600 Ruedas con shiftingPaso de shifting: 0,64 mm/sujeción1600 discos com shift (Avanço Shift: 0,64 mm/fixação) 40 Ruedas sin shifting40 discos sem Shift
Alcance de dispersiónAmplitude de dispersão
3Ancho de las marcas de desgaste para distintos materiales de fresaMarca de desgaste para diferentes materiais de fresas de engrenagens
4Ancho de las marcas de desbaste durante el fresado por generación con y sin shiftingMarca de desgaste na fresagem de engrenagens com e sem Shift
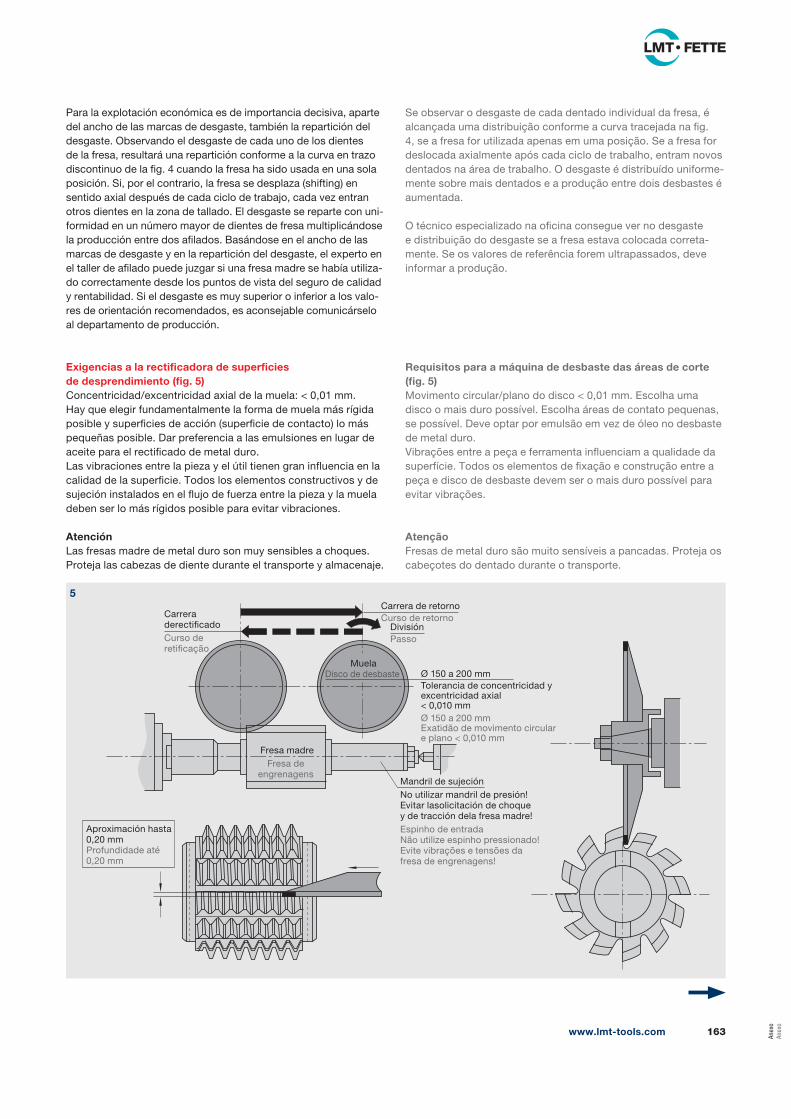
www.lmt-tools.com 163
Anex
o An
exo
Para la explotación económica es de importancia decisiva, aparte del ancho de las marcas de desgaste, también la repartición del desgaste. Observando el desgaste de cada uno de los dientes de la fresa, resultará una repartición conforme a la curva en trazo discontinuo de la fig. 4 cuando la fresa ha sido usada en una sola posición. Si, por el contrario, la fresa se desplaza (shifting) en sentido axial después de cada ciclo de trabajo, cada vez entran otros dientes en la zona de tallado. El desgaste se reparte con uniformidad en un número mayor de dientes de fresa multiplicándose la producción entre dos afilados. Basándose en el ancho de las marcas de desgaste y en la repartición del desgaste, el experto enel taller de afilado puede juzgar si una fresa madre se había utilizado correctamente desde los puntos de vista del seguro de calidad y rentabilidad. Si el desgaste es muy superior o inferior a los valores de orientación recomendados, es aconsejable comunicárselo al departamento de producción.
Exigencias a la rectificadora de superficies de desprendimiento (fig. 5)Concentricidad/excentricidad axial de la muela: < 0,01 mm. Hay que elegir fundamentalmente la forma de muela más rígida posible y superficies de acción (superficie de contacto) lo más pequeñas posible. Dar preferencia a las emulsiones en lugar de aceite para el rectificado de metal duro.Las vibraciones entre la pieza y el útil tienen gran influencia en la calidad de la superficie. Todos los elementos constructivos y de sujeción instalados en el flujo de fuerza entre la pieza y la muela deben ser lo más rígidos posible para evitar vibraciones.
AtenciónLas fresas madre de metal duro son muy sensibles a choques. Proteja las cabezas de diente durante el transporte y almacenaje.
Se observar o desgaste de cada dentado individual da fresa, é alcançada uma distribuição conforme a curva tracejada na fig. 4, se a fresa for utilizada apenas em uma posição. Se a fresa for deslocada axialmente após cada ciclo de trabalho, entram novos dentados na área de trabalho. O desgaste é distribuído uniformemente sobre mais dentados e a produção entre dois desbastes é aumentada.
O técnico especializado na oficina consegue ver no desgaste e distribuição do desgaste se a fresa estava colocada corretamente. Se os valores de referência forem ultrapassados, deve informar a produção.
Requisitos para a máquina de desbaste das áreas de corte (fig. 5)Movimento circular/plano do disco < 0,01 mm. Escolha uma disco o mais duro possível. Escolha áreas de contato pequenas, se possível. Deve optar por emulsão em vez de óleo no desbaste de metal duro.Vibrações entre a peça e ferramenta influenciam a qualidade da superfície. Todos os elementos de fixação e construção entre a peça e disco de desbaste devem ser o mais duro possível para evitar vibrações.
AtençãoFresas de metal duro são muito sensíveis a pancadas. Proteja os cabeçotes do dentado durante o transporte.
5
CarreraderectificadoCurso de retificação
Fresa madreFresa de
engrenagens
Ø 150 a 200 mmTolerancia de concentricidad yexcentricidad axial < 0,010 mmØ 150 a 200 mmExatidão de movimento circular e plano < 0,010 mm
MuelaDisco de desbaste
DivisiónPasso
Mandril de sujeciónNo utilizar mandril de presión!Evitar lasolicitación de choquey de tracción dela fresa madre!Espinho de entrada Não utilize espinho pressionado!Evite vibrações e tensões da fresa de engrenagens!
Aproximación hasta 0,20 mm Profundidade até 0,20 mm
Carrera de retornoCurso de retorno

www.lmt-tools.com164
Mantenimiento de fresas madreManutenção de fresas de engrenagens
WälzfräsertoleranzenLos filos de flanco de la fresa madre son formados por la intersección de las superficies de desprendimiento y de las superficies helicoidales, destalonadas por torneado o por muela, de los flancos de diente. Debido a que durante el proceso de fresado el perfil del diente es formado por cortes de envolvente, y cada uno de los cortes de envolvente es tallado por otro filo cortante de la fresa, deben estar correctas tanto la forma exacta de los filos cortantes como también la posición relativa de los filos cortantes entre sí.Mediante el afilado en la superficie de desprendimiento se producen cada vez nuevos filos cortantes. Por lo tanto, la precisión de corte de una fresa madre puede ser afectada considerablemente por el afilado. Los filos cortantes producidos por el afilado tendrán la forma y posición correctas sólo cuando las nuevas superficies de desprendimiento correspondan a las originalesen cuanto a forma, posición, dirección y paso. La precisión del útil se mantiene igual al estado original, si el afilado se realiza perfectamente. Las tolerancias de fresas madre de un solo paso para ruedas dentadas rectas están indicadas en la norma DIN 3968. De acuerdo con la precisión se distinguen las cinco clases de calidad AA, A, B, C y D.La norma comprende las tolerancias admisibles para 17 magnitudes a medir, de las que 5 magnitudes de medición se refieren a lasuperficie de desprendimiento.Por esta razón, el afilado debe efectuarse observando las tolerancias admisibles para las siguientes magnitudes de medición:
◼ Tolerancia de forma y de posición de las superficies de desprendimiento
◼ Paso individual de las ranuras receptoras de virutas ◼ Paso total de las ranuras receptoras de virutas ◼ Dirección de las ranuras receptoras de virutas.
En caso de las fresas madre de precisión se sobreentiende, por tanto, que después de cada afilado se comprueban las tolerancias correspondientes con ayuda de aparatos de medición apropiados.
Tolerancias de concentricidad en los collares de control y tolerancias de excentricidad axial en las superficies de des-prendimiento (nos correlativos 4 y 5, DIN 3968)El requisito para todos los trabajos de mantenimiento y comprobación en la fresa madre es que los mandriles de rectificado y los calibres cilíndricos funcionen con precisión y que los collares de control de la fresa madre marchen exactamente entre sí y con relación al mandril de sujeción (fig. 6 y 7).Se pretende hacer convergente el eje de la hélice de fresa con el eje de rotación momentáneo y comprobar la excentricidad radial por medio de una medición.Si los puntos más altos o los más bajos de los dos collares de control se encuentran al mismo nivel axial de la fresa, el eje de la hélice de fresa y el eje de rotación están desplazados uno con respecto al otro, por lo que la fresa salta.Si los puntos más altos o los más bajos de los dos collares de control se encuentran a niveles diferentes, el eje de rotación y el eje de la hélice de fresa están alabeados uno con respecto al otro, es decir, la fresa tambalea, y se constatarán también excentricidades axiales.Para efectuar trabajos con o en la fresa madre, el usuario debe saber que obtendrá un dentado perfecto por el fresado, una geometría exacta durante el afilado y un resultado objetivo y reproducible en la comprobación de la fresa madre sólo cuando se minimizan las excentricidades radiales y axiales.
Tolerâncias de fresas de engrenagensAs arestas de corte da fresa de engrenagens são formadas pelo corte das áreas de corte dos flancos dentados. Como na fresagem, o perfil do dentado é formado pelo passo de geração e cada passo de geração é criado por outra borda de corte da fresa, a forma das bordas de corte bem como a posição relativa das bordas de corte deve ser igual.
Através do desbaste na área de corte são formadas novas bordas de corte. A exatidão de trabalho de uma fresa de engrenagens pode ser influenciada negativamente pelo desbaste. As bordas de corte criadas pelo desbaste obtêm apenas a sua forma correta e posição, se a nova área de corte corresponder à forma original. Apenas em desbastes perfeitos, é que a ferramenta obtém a exatidão que tinha em estado novo. As tolerâncias de fresas de uma entrada para discos dentados com flancos envolventes estão indicadas na DIN 3968. Distinguemse cinco classes de qualidade relativamente à exatidão, estas são AA, A, B, C e D.
A norma contém os desvios permitidos para 17 medidas. 5 desses tamanhos correspondem à área de corte.
O desbaste deve ser efetuado conforme os desvios permitidos para os seguintes tamanhos:
◼ Forma e desvio de posição das áreas de corte ◼ Passo individual dos canais ◼ Passo total dos canais e ◼ Direção de canais.
Em fresas de exatidão, é normal que depois de cada desbaste seja verificado o cumprimento das tolerâncias em aparelhos apropriados.
Desvios de movimentos circulares nos rebordos e desvios de movimentos planos nas áreas de corte (nº contínuo 4 e 5 DIN 3968) Condição para todos trabalhos de manutenção e verificação na fresa é a exatidão dos espinhos de desbaste e medição e que os rebordos da fresa circulam com o espinho de entrada.
O eixo do parafuso da fresa deve estar paralelo ao eixo de circulação e deve ser verificado pela medição do movimento circular.
Se os pontos altos e baixos dos rebordos estiverem no nível axial da fresa, o eixo do parafuso da fresa e eixo circular estão deslocados.
Se os pontos altos e baixos de ambos rebordos estiverem deslocados, então o eixo de circulação e o eixo do parafuso da fresa estão ao contrário, ou seja, a fresa abana e são registados desvios do movimento plano.
Em trabalhos com ou na fresa o usuário deve saber que apenas obtém um resultado bom, se os desvios forem os mais pequenos possíveis.
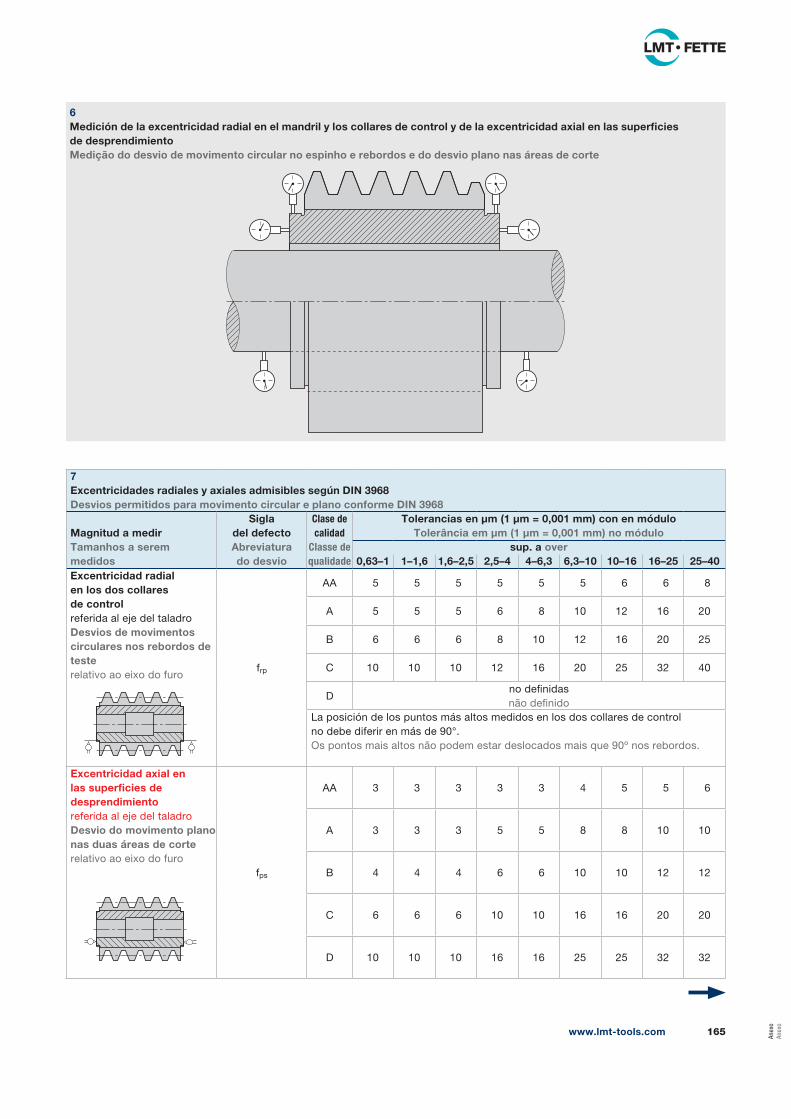
www.lmt-tools.com 165
Anex
o An
exo
6Medición de la excentricidad radial en el mandril y los collares de control y de la excentricidad axial en las superficies de desprendimientoMedição do desvio de movimento circular no espinho e rebordos e do desvio plano nas áreas de corte
7Excentricidades radiales y axiales admisibles según DIN 3968Desvios permitidos para movimento circular e plano conforme DIN 3968
Magnitud a medirTamanhos a serem medidos
Sigladel defectoAbreviatura do desvio
Clase de calidad
Classe de qualidade
Tolerancias en µm (1 µm = 0,001 mm) con en móduloTolerância em µm (1 µm = 0,001 mm) no módulo
sup. a over0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 25–40
Excentricidad radial en los dos collares de controlreferida al eje del taladroDesvios de movimentos circulares nos rebordos de teste relativo ao eixo do furo
frp
AA 5 5 5 5 5 5 6 6 8
A 5 5 5 6 8 10 12 16 20
B 6 6 6 8 10 12 16 20 25
C 10 10 10 12 16 20 25 32 40
Dno definidasnão definido
La posición de los puntos más altos medidos en los dos collares de control no debe diferir en más de 90°.Os pontos mais altos não podem estar deslocados mais que 90º nos rebordos.
Excentricidad axial en las superficies de desprendimientoreferida al eje del taladroDesvio do movimento plano nas duas áreas de corterelativo ao eixo do furo
fps
AA 3 3 3 3 3 4 5 5 6
A 3 3 3 5 5 8 8 10 10
B 4 4 4 6 6 10 10 12 12
C 6 6 6 10 10 16 16 20 20
D 10 10 10 16 16 25 25 32 32

www.lmt-tools.com166
Mantenimiento de fresas madreManutenção de fresas de engrenagens
8Superficies de desprendimiento en la fresa madreÁreas de corte na fresa
9Juste del calibre de medición en caso dea) ángulo de desprendimiento positivob) ángulo de desprendimiento negativoDefinição do medidor ema) ângulo de corte positivo, b) ângulo de corte negativo
a)
b) –u
c)+u
b)
–u
a)
+u
Por esta razón es comprensible que las excentricidades radiales y axiales admisibles están estrechamente limitadas y que se deben medir y observar no sólo en la prueba de aceptación de la fresa madre, sino también en la prueba después de cada afilado.
Defectos de forma y de posición de las superficies de desprendimiento (no. correlativo 7, DIN 3968)Las superficies de desprendimiento son formadas por líneas rectas que pasan normalmente por el eje de la fresa madre (fig. 8a). En los casos en que estas líneas rectas pasan por delante o por detrás del eje de la fresa, éstas forman ángulos de desprendimiento positivos o negativos con las radiales (fig. 8b, c). Según el ángulo de ataque, se tiene que ajustar la muela delante o detrás del eje de la fresa con la distancia de superficie de virutamiento „u“. Lo mismo se aplica naturalmente al ajuste vertical del calibre de medición en la comprobación de los defectos de forma y de posición (fig. 9).
Para las fresas de desbaste con ángulo de desprendimiento positivo basta con respetar durante el afilado la medida „u“ señalada en la rotulación de la fresa. En las fresas de acabado con ángulo de desprendimiento positivo o negativo, p. ej. fresas madre de escarpar de metal duro, hay que leer la medida „u“ de un diagrama de reafilado en función del diámetro de la fresa.
É compreensível que os desvios permitidos do movimento circular e plano são limitados e devem ser medidos e observados depois de cada desbaste e verificação.
Forma e desvio de posição das áreas de corte (nº contínuo 7 DIN 3968As áreas de corte são criadas por linhas que normalmente passam pelo eixo da fresa de engrenagens (fig. 8a). Nos casos em que essas linhas passam por trás ou pela frente do eixo da fresa, elas formam com os radiais ângulos de corte positivos ou negativos (fig. 8b, c). O ângulo de corte tem de ser ajustado com o disco de desbaste e com a distância „u“ à frente ou atrás do eixo da fresa. O mesmo é válido para o ajuste em altura do medidor no controle do desvio de forma e posição (fig. 9).
Para fresas com ângulo de corte positivo é suficiente observar a medida escrita na fresa durante o desbaste. Na fresagem de acabamento com ângulo de corte positivo e negativo, por ex., fresas de engrenagens de metal duro, a medida u tem de ser lida no diagrama de pósdesbaste dependendo do diâmetro da fresa.

www.lmt-tools.com 167
Anex
o An
exo
10Tabla de afilado para fresas madreTabela de desbaste para fresas
N.º de ident.:Nº ID:
N.º de dibujo: Nº desenho
462069
N.º de fresa:Nº fresa:
J1105 N.º de herramienta:Nº ferramenta:
Módulo:Módulo:
4,5 Ángulo de engrane:Ângulo de pressão:
20°
Carrera:Curso:
5,34 Altura del diente:Altura de dentado:
10,58
Número de ranuras de desprendimiento:Número de canais:
15
Ø exterior (valor real):ExteriorØ (medida real):
119,899 u (valor real):u (medida real):
–20,521
Longitud de la cabeza del diente (valor real):Compr. cabeçote dentadoØ (medida real):
8
L u Da0 L u Da08 –20,521 119,899 2,508 –20,104 117,5597,858 –20,51 119,839 2,369 –20,093 117,4997,716 –20,5 119,779 2,229 –20,083 117,4397,574 –20,489 119,719 2,09 –20,072 117,3797,432 –20,478 119,659 1,951 –20,061 117,3197,291 –20,468 119,599 1,811 –20,05 117,2597,149 –20,457 119,539 1,672 –20,04 117,1997,007 –20,446 119,479 1,533 –20,029 117,1396,866 –20,436 119,419 1,394 –20,018 117,0796,724 –20,425 119,359 1,255 –20,007 117,0196,583 –20,414 119,299 1,116 –19,997 116,9596,442 –20,404 119,239 0,977 –19,986 116,8996,3 –20,393 119,1796,159 –20,382 119,1196,018 –20,372 119,0595,877 –20,361 118,9995,736 –20,35 118,9395,595 –20,34 118,8795,454 –20,329 118,8195,313 –20,318 118,7595,172 –20,308 118,6995,031 –20,297 118,6394,89 –20,286 118,5794,75 –20,275 118,5194,609 –20,265 118,4594,469 –20,254 118,3994,328 –20,243 118,3394,188 –20,233 118,2794,048 –20,222 118,2193,907 –20,211 118,1593,767 –20,201 118,0993,627 –20,19 118,0393,487 –20,179 117,9793,347 –20,168 117,9193,207 –20,158 117,8593,067 –20,147 117,7992,927 –20,136 117,7392,788 –20,126 117,6792,648 –20,115 117,619
–u
L = Longitud de la cabeza del diente Tooth length at tooth tip u = Distancia de superficie de virutamiento Cutting face offset Da0 = Diámetro de la fresa Cutter diameter
L
Da0
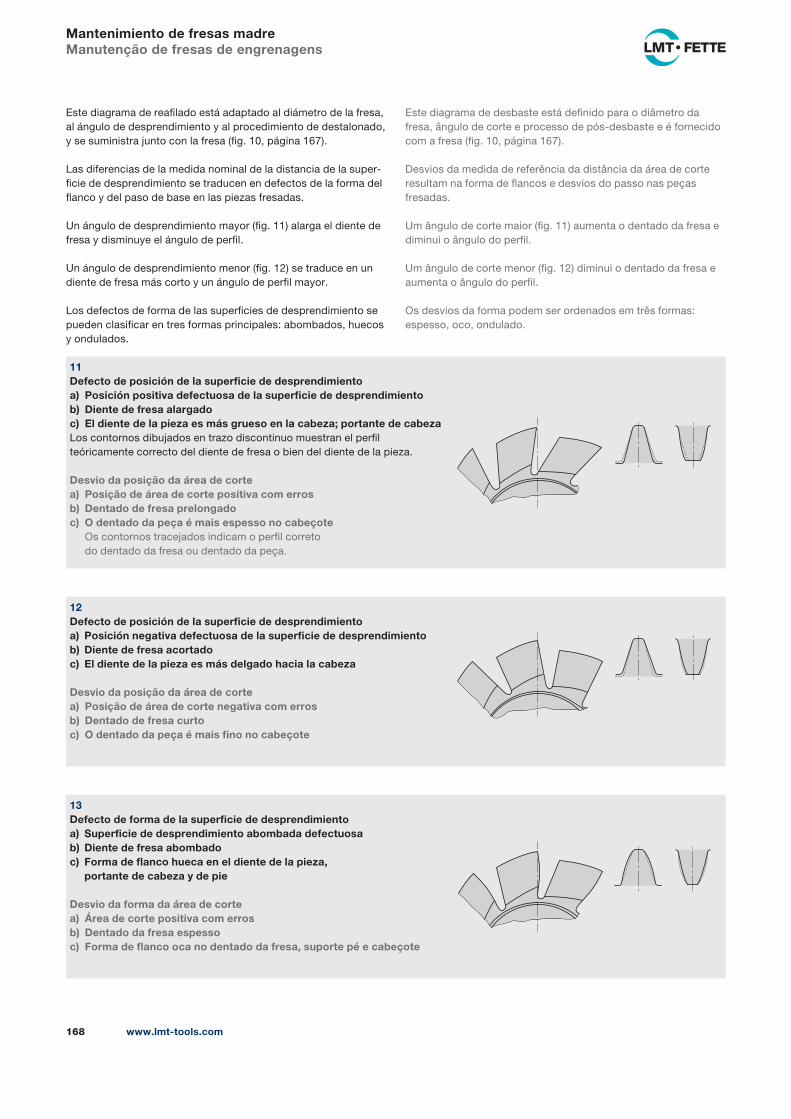
www.lmt-tools.com168
Este diagrama de reafilado está adaptado al diámetro de la fresa, al ángulo de desprendimiento y al procedimiento de destalonado, y se suministra junto con la fresa (fig. 10, página 167).
Las diferencias de la medida nominal de la distancia de la superficie de desprendimiento se traducen en defectos de la forma del flanco y del paso de base en las piezas fresadas.
Un ángulo de desprendimiento mayor (fig. 11) alarga el diente de fresa y disminuye el ángulo de perfil.
Un ángulo de desprendimiento menor (fig. 12) se traduce en un diente de fresa más corto y un ángulo de perfil mayor.
Los defectos de forma de las superficies de desprendimiento sepueden clasificar en tres formas principales: abombados, huecos y ondulados.
Este diagrama de desbaste está definido para o diâmetro da fresa, ângulo de corte e processo de pósdesbaste e é fornecido com a fresa (fig. 10, página 167).
Desvios da medida de referência da distância da área de corte resultam na forma de flancos e desvios do passo nas peças fresadas.
Um ângulo de corte maior (fig. 11) aumenta o dentado da fresa e diminui o ângulo do perfil.
Um ângulo de corte menor (fig. 12) diminui o dentado da fresa e aumenta o ângulo do perfil.
Os desvios da forma podem ser ordenados em três formas: espesso, oco, ondulado.
Mantenimiento de fresas madreManutenção de fresas de engrenagens
11Defecto de posición de la superficie de desprendimientoa) posición positiva defectuosa de la superficie de desprendimientob) Diente de fresa alargadoc) El diente de la pieza es más grueso en la cabeza; portante de cabezaLos contornos dibujados en trazo discontinuo muestran el perfil teóricamente correcto del diente de fresa o bien del diente de la pieza.
Desvio da posição da área de cortea) posição de área de corte positiva com errosb) Dentado de fresa prelongadoc) O dentado da peça é mais espesso no cabeçote
Os contornos tracejados indicam o perfil correto do dentado da fresa ou dentado da peça.
13Defecto de forma de la superficie de desprendimientoa) Superficie de desprendimiento abombada defectuosab) Diente de fresa abombadoc) Forma de flanco hueca en el diente de la pieza, portante de cabeza y de pie
Desvio da forma da área de cortea) Área de corte positiva com errosb) Dentado da fresa espessoc) Forma de flanco oca no dentado da fresa, suporte pé e cabeçote
12Defecto de posición de la superficie de desprendimientoa) posición negativa defectuosa de la superficie de desprendimientob) Diente de fresa acortadoc) El diente de la pieza es más delgado hacia la cabeza
Desvio da posição da área de cortea) posição de área de corte negativa com errosb) Dentado de fresa curtoc) O dentado da peça é mais fino no cabeçote

www.lmt-tools.com 169
Anex
o An
exo
La forma abombada de la superficie de desprendimiento se observa cuando las fresas madre, que tienen un paso de la ranura receptora de virutas, son rectificadas con muelas planas. El abombamiento es mayor en caso de un paso corto de la ranura receptora de virutas, gran altura de diente y gran diámetro de la muela.
Las fresas madre con superficies de desprendimiento abombadas (fig. 13) producen dientes de la pieza con demasiado material sin tallar en las zonas de cabeza y de pie. Tales ruedas tienen un comportamiento de marcha inestable y) una capacidad portante reducida, y por tanto, no son aceptadas.Mediante la elección de una muela con diámetro menor se puede reducir la forma abombada en la superficie de desprendimiento. Una muela fabricada o rectificada con el abombamiento adecuado produce una superficie de desprendimiento plana o incluso hueca (fig. 14, 15).
Las fresas madre con superficie de desprendimiento ligeramente hueca producen dientes de la pieza con ranura de flanco en la cabeza o en el pie. Esta diferencia de la forma ideal de la envolvente es admisible y en muchos casos aún obligatoria.Los defectos de forma ondulados en la superficie de desprendimiento se deben, en general, a muelas mal rectificadas o a diamantes rectificadores gastados o mal guiados (fig. 16, página 170).
Errores de paso de las ranuras receptoras de virutasExisten errores de paso cuando las distancias de las superficies de desprendimiento entre sí no son idénticas. En la práctica, algunas superficies de desprendimiento se encuentran delante o detrás de las radiales de paso hipotéticas que indican el paso teórico correcto.
Cuando la superficie de desprendimiento de un diente está retraída respecto a la posición teórica, el diente producirá una forma de flanco avanzada con relación a la forma teórica. Un diente con superficie de desprendimiento saliente tallará demasiado materialen el flanco del diente.
A forma de área de corte espessa deve ser observada quando as fresas com passo de canais são desbastadas com discos de desbaste. Essa espessura fica maior com passo de canais curto, passo de dentado maior e maior diâmetro de disco de desbaste.
Fresas de engrenagens com áreas de corte epessas (fig. 13) criam dentados de peça com muito metal na área do cabeçote e pé. Esses discos mostram um movimento com vibrações e suportam menos carga e não são aceites.Através da seleção de um disco de desbaste com diâmetro inferior, pode ser reduzida a forma espessa da área de corte. Um disco correspondentemente espesso cria uma linha ou área de corte oca.
Fresas de engrenagens com área de corte oca, criam dentados de peça com recolha de flancos de pé e cabeçote. Essa forma de desvio da forma envolvente ideal é permitida e até é obrigatória em muitos casos.
Desvios de forma ondulados na área de corte devemse a discos de desbaste mal retirados ou diamantes desgastados ou de má qualidade (fig. 16 página 170).
Desvios de passo dos canaisDesvios do passo acontecem quando as distâncias das áreas de corte são diferentes. Na prática, áreas de corte individuais estão à frente ou atrás dos raios de passo que indicam o passo de referência sem erros.
Se a área de corte do dentado estiver atrás da posição de referência, então cria uma forma de flanco que está à frente da forma de referência. Um dentado com área de corte à frente irá cortar muito no flanco do dentado.
15Defecto de forma de la superficie de desprendimiento en una fresa madre con paso de las ranuras receptoras de virutas. Afilado efectuado con una muela plana.Erro de forma área de corte em uma fresa com passo de canais. Desbastado com disco retirado linearmente.
14Superficie de desprendimiento en una fresa madre con paso de las ranuras receptoras de virutas. Afilado efectuado con muela abombada.Área de corte em uma fresa com passo de canais. Desbastado com disco espesso.

www.lmt-tools.com170
Mantenimiento de fresas madreManutenção de fresas de engrenagens
Las diferencias inadmisibles de paso sencillo y de paso acumulado de las ranuras receptoras de virutas pueden causar defectos irregulares o periódicos de la forma de flanco y del paso de base en las piezas.
Adicionalmente varía la forma del flanco de la rueda de trabajo debido al shifting de la fresa. La causa está en que es de importancia dónde se encuentra el diente de fresa con paso defectuoso en la respectiva zona conformadora de perfil de la fresa y que el diente correspondiente cambia de posición por el shifting.
paso sencillo de las ranuras receptoras de virutas (n° correlativo 8, DIN 3968)Para determinar el error de paso sencillo con ayuda de la medición con dos relojes, es necesario convertir los valores leídos del modo siguiente: los valores medidos para una rotación completa de la fresa se suman teniendo en cuenta el signo. La suma se divide por el número de las mediciones. El valor de corrección determinado de esta forma se resta de los valores leídos teniendo en cuenta los signos. Las diferencias resultantes corresponden a los errores de paso sencillo.La diferencia de dos errores de paso sencillo adyacentes es denominada como ,salto de paso‘.
Desvios não permitidos de somas parciais e totais dos canais podem causar desvios da forma do flanco ou passo nas peças.
A forma de flanco alterase no disco, se for efetuada Shift da fresa. A causa é que o dentado da fresa se encontra na respetiva zona de formação do perfil e esse dentado altera a posição durante o Shift.
passo individual dos canais (nº 8 DIN 3968)Se pretender definir os desvios de passo individual com ajuda da medição, os valores devem ser calculados do seguinte modo: Os valores de medição para uma rotação completa são adicionados conforme os sinais. A soma é dividida pela quantidade das medições. O valor de correção calculado é subtraído dos valores observando os sinais. As diferenças correspondem aos desvios do passo individual.
A diferença de dois desvios de passo individual é chamado salto de divisão.
16Defectos de forma y de posición de las superficies de desprendimiento según DIN 3968Forma e desvio de posição das áreas de corte conforme DIN 3968
Magnitud a medirTamanhos a serem medidos
Sigladel defectoAbreviatura dos desvios
Clasedecalidad
Classe de qualidade
Tolerancias en µm (1 µm = 0,001 mm) en móduloTolerância em µm (1 µm = 0,001 mm) no módulo
sup. a acarca
0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 –40Defectos de forma y de posición de las superficies de desprendimientoDesvio de forma e posiçãodas áreas de corte
Distancia „u“ de la línea teórica con respecto al nivel del eje(en caso de un ángulo dedesprendimiento 0° = cero)Distância „u“ da linha de referênciado nível do eixo(ângulo de corte 0° = zero)
Diagrama de controlDiagrama de verificação
FfN
AA 10 10 12 16 20 25 32 40 50
A 12 16 20 25 32 40 50 63 80
B 25 32 40 50 63 80 100 125 160
C 50 63 80 100 125 160 200 250 315
D 100 125 160 200 250 315 400 500 630
Profundidad de fresadoProfundidade de fresagem
Línea teóricaLinha de referência
Pie
dedi
ente
Pé
dent
ado
Cab
eza
de
die
nte
Cab
eçot
e d
enta
do
F fN
Profundidadde fresadoProfundidade de fresagem
Nivel del ejeNível do eixo
LíneateóricaLinha de referência
u
Profundidad de fresadoProfundidade de fresagem
Línea teóricaLinha de referência
Pie
dedi
ente
Pé
dent
ado
Cab
eza
de
die
nte
Cab
eçot
e d
enta
do
F fN
Profundidadde fresadoProfundidade de fresagem
Nivel del ejeNível do eixo
LíneateóricaLinha de referência
u
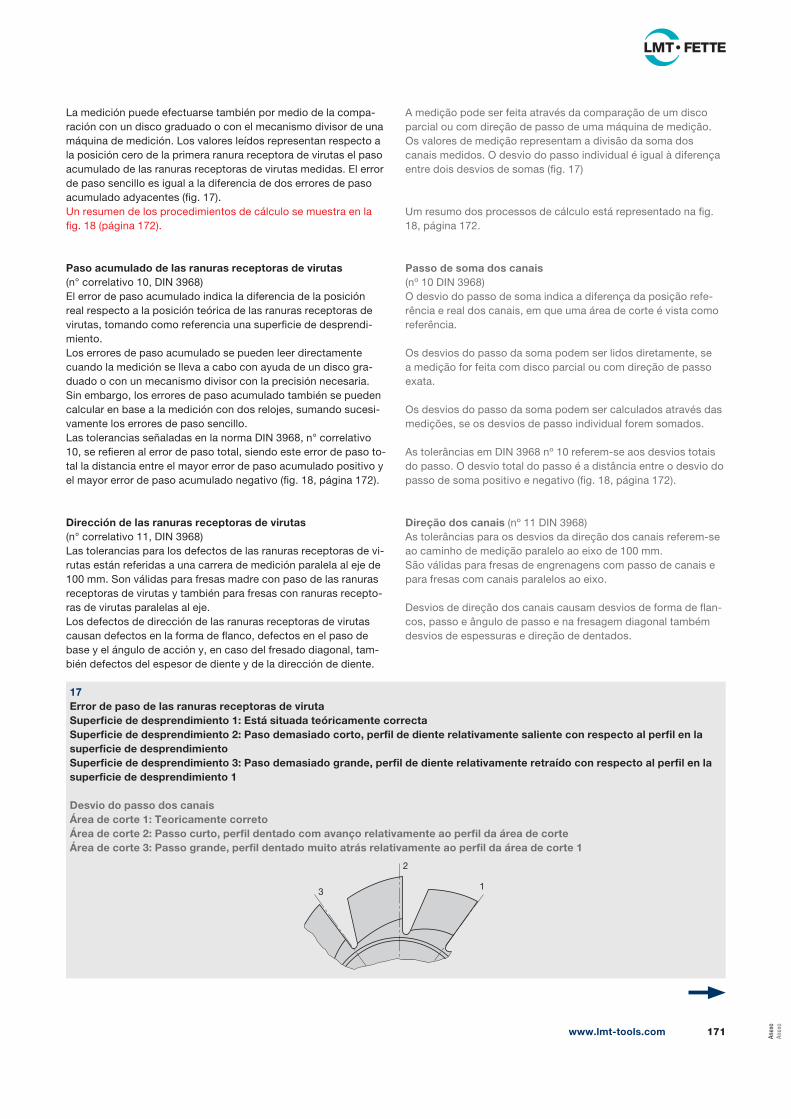
www.lmt-tools.com 171
Anex
o An
exo
La medición puede efectuarse también por medio de la comparación con un disco graduado o con el mecanismo divisor de una máquina de medición. Los valores leídos representan respecto a la posición cero de la primera ranura receptora de virutas el paso acumulado de las ranuras receptoras de virutas medidas. El error de paso sencillo es igual a la diferencia de dos errores de paso acumulado adyacentes (fig. 17).Un resumen de los procedimientos de cálculo se muestra en la fig. 18 (página 172).
paso acumulado de las ranuras receptoras de virutas (n° correlativo 10, DIN 3968)El error de paso acumulado indica la diferencia de la posición real respecto a la posición teórica de las ranuras receptoras de virutas, tomando como referencia una superficie de desprendimiento.Los errores de paso acumulado se pueden leer directamente cuando la medición se lleva a cabo con ayuda de un disco graduado o con un mecanismo divisor con la precisión necesaria.Sin embargo, los errores de paso acumulado también se puedencalcular en base a la medición con dos relojes, sumando sucesivamente los errores de paso sencillo.Las tolerancias señaladas en la norma DIN 3968, n° correlativo 10, se refieren al error de paso total, siendo este error de paso total la distancia entre el mayor error de paso acumulado positivo y el mayor error de paso acumulado negativo (fig. 18, página 172).
Dirección de las ranuras receptoras de virutas (n° correlativo 11, DIN 3968)Las tolerancias para los defectos de las ranuras receptoras de virutas están referidas a una carrera de medición paralela al eje de 100 mm. Son válidas para fresas madre con paso de las ranuras receptoras de virutas y también para fresas con ranuras receptoras de virutas paralelas al eje.Los defectos de dirección de las ranuras receptoras de virutas causan defectos en la forma de flanco, defectos en el paso de base y el ángulo de acción y, en caso del fresado diagonal, también defectos del espesor de diente y de la dirección de diente.
A medição pode ser feita através da comparação de um disco parcial ou com direção de passo de uma máquina de medição. Os valores de medição representam a divisão da soma dos canais medidos. O desvio do passo individual é igual à diferença entre dois desvios de somas (fig. 17)
Um resumo dos processos de cálculo está representado na fig. 18, página 172.
passo de soma dos canais (nº 10 DIN 3968)O desvio do passo de soma indica a diferença da posição referência e real dos canais, em que uma área de corte é vista como referência.
Os desvios do passo da soma podem ser lidos diretamente, se a medição for feita com disco parcial ou com direção de passo exata.
Os desvios do passo da soma podem ser calculados através das medições, se os desvios de passo individual forem somados.
As tolerâncias em DIN 3968 nº 10 referemse aos desvios totais do passo. O desvio total do passo é a distância entre o desvio do passo de soma positivo e negativo (fig. 18, página 172).
Direção dos canais (nº 11 DIN 3968)As tolerâncias para os desvios da direção dos canais referemse ao caminho de medição paralelo ao eixo de 100 mm. São válidas para fresas de engrenagens com passo de canais e para fresas com canais paralelos ao eixo.
Desvios de direção dos canais causam desvios de forma de flancos, passo e ângulo de passo e na fresagem diagonal também desvios de espessuras e direção de dentados.
17Error de paso de las ranuras receptoras de virutaSuperficie de desprendimiento 1: Está situada teóricamente correctaSuperficie de desprendimiento 2: paso demasiado corto, perfil de diente relativamente saliente con respecto al perfil en la superficie de desprendimientoSuperficie de desprendimiento 3: paso demasiado grande, perfil de diente relativamente retraído con respecto al perfil en la superficie de desprendimiento 1
Desvio do passo dos canaisÁrea de corte 1: Teoricamente corretoÁrea de corte 2: passo curto, perfil dentado com avanço relativamente ao perfil da área de corteÁrea de corte 3: passo grande, perfil dentado muito atrás relativamente ao perfil da área de corte 1
1
2
3
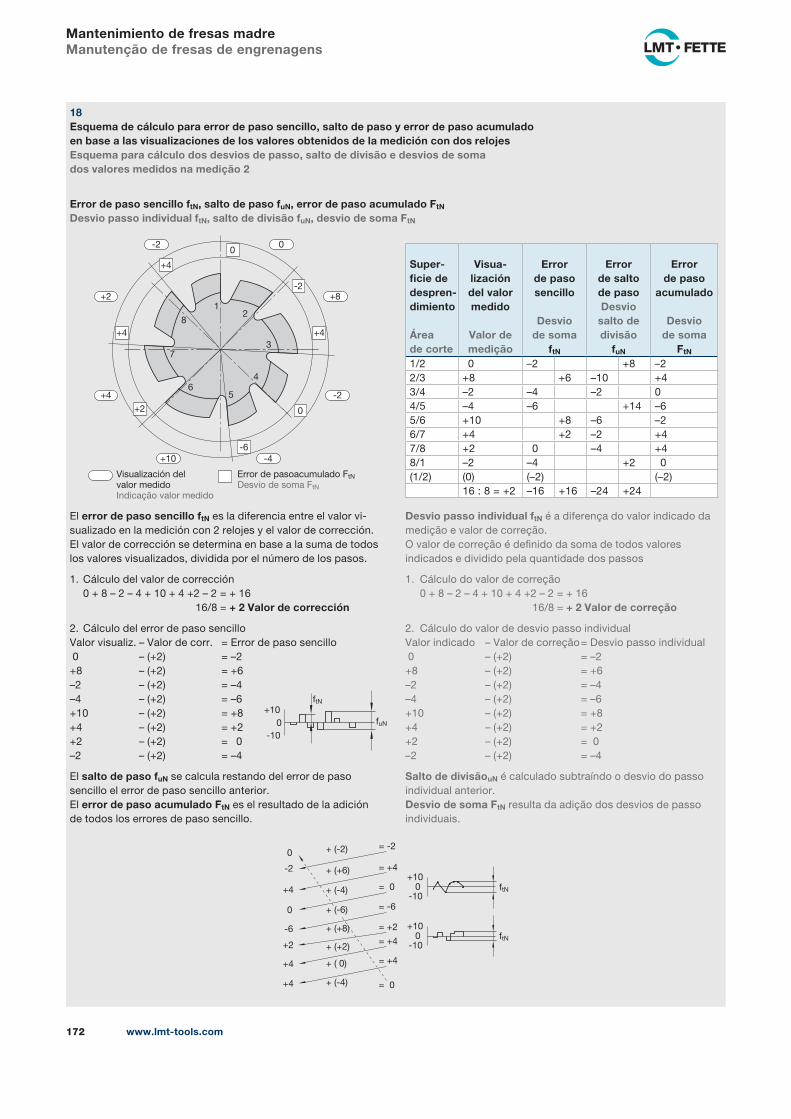
www.lmt-tools.com172
Mantenimiento de fresas madreManutenção de fresas de engrenagens
Desvio passo individual ftN é a diferença do valor indicado da medição e valor de correção.O valor de correção é definido da soma de todos valores indicados e dividido pela quantidade dos passos
1. Cálculo do valor de correção 0 + 8 – 2 – 4 + 10 + 4 +2 – 2 = + 16 16/8 = + 2 Valor de correção
2. Cálculo do valor de desvio passo individualValor indicado – Valor de correção = Desvio passo individual 0 – (+2) = –2+8 – (+2) = +6–2 – (+2) = –4–4 – (+2) = –6+10 – (+2) = +8+4 – (+2) = +2+2 – (+2) = 0–2 – (+2) = –4
Salto de divisãouN é calculado subtraíndo o desvio do passo individual anterior.Desvio de soma FtN resulta da adição dos desvios de passo individuais.
El error de paso sencillo ftN es la diferencia entre el valor visualizado en la medición con 2 relojes y el valor de corrección.El valor de corrección se determina en base a la suma de todos los valores visualizados, dividida por el número de los pasos.
1. Cálculo del valor de corrección 0 + 8 – 2 – 4 + 10 + 4 +2 – 2 = + 16 16/8 = + 2 Valor de corrección
2. Cálculo del error de paso sencilloValor visualiz. – Valor de corr. = Error de paso sencillo 0 – (+2) = –2+8 – (+2) = +6–2 – (+2) = –4–4 – (+2) = –6+10 – (+2) = +8+4 – (+2) = +2+2 – (+2) = 0–2 – (+2) = –4
El salto de paso fuN se calcula restando del error de pasosencillo el error de paso sencillo anterior.El error de paso acumulado FtN es el resultado de la adiciónde todos los errores de paso sencillo.
Super-ficie de despren-dimiento
Áreade corte
Visua-lización del valor medido
Valor de medição
Error de paso sencillo
Desviode soma
ftN
Error de salto de pasoDesvio
salto de divisão
fuN
Error de paso
acumulado
Desviode soma
FtN
1/2 0 –2 +8 –22/3 +8 +6 –10 +43/4 –2 –4 –2 04/5 –4 –6 +14 –65/6 +10 +8 –6 –26/7 +4 +2 –2 +47/8 +2 0 –4 +48/1 –2 –4 +2 0(1/2) (0) (–2) (–2)
16 : 8 = +2 –16 +16 –24 +24
18Esquema de cálculo para error de paso sencillo, salto de paso y error de paso acumulado en base a las visualizaciones de los valores obtenidos de la medición con dos relojesEsquema para cálculo dos desvios de passo, salto de divisão e desvios de soma dos valores medidos na medição 2
Error de paso sencillo ftN, salto de paso fuN, error de paso acumulado FtN
Desvio passo individual ftN, salto de divisão fuN, desvio de soma FtN
Visualización delvalor medidoIndicação valor medido
Error de pasoacumulado FtNDesvio de soma FtN
+2
+4
-2 0
+4 -2
+8
-4+10
+4
-2
+4
0
0
-6
+2
3
4
56
7
8
12
fuN
ftN+10
-100
0
-2
+4
0
-6
+2
+4
+4
= -2
= +4
= 0
= -6
= +2
= +4
= +4
+ (-2)
+ (+6)
+ (-4)
+ (-6)
+ (+8)
+ (+2)
+ ( 0)
+ (-4) = 0
+10
-100 ftN
ftN+10
-100

www.lmt-tools.com 173
Anex
o An
exo
Errores admisibles para paso sencillo y paso acumulado de las ranuras receptoras de virutas, así como de la dirección de las ranuras receptoras de virutasDesvios permitidos para passo individual e de soma dos canais bem como direção dos canais
Magnitud a medirTamanhos a serem medidos
Sigladel defectoAbreviatura dos desvios
Clasede calid.Classe
Tolerancias en µm (1 µm = 0,001 mm) en móduloTolerância em µm (1 µm = 0,001 mm) no módulo
sup. a acarca0,63–1 1–1,6 1,6–2,5 2,5–4 4–6,3 6,3–10 10–16 16–25 25–40
paso sencillo de las ranuras receptoras de virutasmedido a la mitad de la altura de dientepasso individual dos canais medido em metade de altura do dentado
ftN
AA ±10 ±10 ±12 ±16 ±20 ±25 ±32 ±40 ±50
A ±12 ±16 ±20 ±25 ±32 ±40 ±50 ±63 ±80
B ±25 ±32 ±40 ±50 ±63 ±80 ±100 ±125 ±160
C ±50 ±63 ±80 ±100 ±125 ±160 ±200 ±250 ±315
D ±100 ±125 ±160 ±200 ±250 ±315 ±400 ±500 ±630
paso acumulado de las ranu-ras receptoras de virutasmedido a la mitad de la altura de dientepasso de soma dos canais medidos em metade de altura do dentado
FtN
AA 20 20 25 32 40 50 53 80 100
A 25 32 40 50 63 80 100 125 160
B 50 63 80 100 125 160 200 250 315
C 100 125 160 200 250 315 400 500 630
D 200 250 315 400 500 630 800 1000 1250
Dirección de las ranuras receptoras de virutas en una longitud de fresa de 100 mmreferida al cilindro de referenciaDireção dos canais em 100 mm comprimento da fresarelativo ao cilindro de referência fHN
AA ±50
A ±70
B ±100
C ±140
D ±200
42
1
ftN
ftN
1 2 3 4 5 6 7 8 910
1112
CeroZero
Diagrama de control Diagrama de verificação
4 21
3
12
11
10
Diagrama de control Diagrama de verificação
FtN
1 2 3 4 5 6 7 8 910
1112
100 mm
fHN

www.lmt-tools.com174
Mantenimiento de fresas madreManutenção de fresas de engrenagens
Las tolerancias para los defectos en la dirección de las ranuras receptoras de virutas son relativamente grandes, ya que tienen influencia muy limitada en la geometría del dentado. Sin embargo, hay que tener en cuenta que la influencia de los defectos de dirección en la precisión del dentado es mayor en caso de módulos grandes que en caso de módulos pequeños, porque la longitud de la zona conformadora de perfil crece con la magnitud de módulo.
Afilado de fresas madre de diente rascadorLas fresas madre de diente rascador de LMT Fette pueden ser reafiladas en cualquier máquina rectificadora para fresas madre.
Las fresas están ejecutadas con un ángulo de desprendimiento positivo. Por lo tanto, la superficie de desprendimiento está fuera del centro. La desviación de la posición central se indica por la cota „u“ grabada en todas las fresas.
Antes de iniciar el afilado, hay que ajustar la muela por la cota „u“ fuera del centro.
En las fresas madre de diente rascador de LMT Fette con un paso finito de las ranuras receptoras de virutas, hay que tener en cuenta que la muela sea rectificada con forma abombada para obtener superficies de desprendimiento planas.
Todas las fresas madre de diente rascador de LMT Fette disponen de 10 grupos de dientes con 2 ranuras receptoras de virutas cada uno, es decir, un total 20 ranuras receptoras de virutas.
La verificación del paso de las ranuras receptoras de virutas, de la forma y de la posición de la ranura receptora de virutas, así como de la concentricidad de cabeza debe efectuarse sin falta después de cada reafilado, p. ej. con ayuda de un aparato de comprobación de paso universal. Las tolerancias deben estar dentro de la clase de calidad A según DIN 3968.
As tolerâncias para desvios da direção dos canais são relativamente grandes por que apenas têm pouco efeito na geometria do dentado. Deve observar que a influência dos desvios de direção na exatidão do dentado em módulos grandes, é maior que em pequenos por que o comprimento da zona de formação de perfil aumenta com o tamanho do módulo.
Desbaste de fresas de engrenagens com dente da brochaLMT Fette fresas de engrenagens com dente da brocha podem ser desbastados em todas máquinas de desbaste de fresas.
As fresas têm ângulo de corte positivo. Assim, a área de corte não está centrada. A indicação do desvio do centro é dada pela medida „u“, que está inscrita em cada fresa.
Antes de iniciar o trabalho de desbaste, deve ajustar o disco de desbaste com a medida „u“.
Nas fresas de engrenagens com dente da brocha LMT Fette com passo de canais, deve observar que o disco de desbaste é ajustado para obter áreas de corte lineares.
Todas as fresas denta da brocha da LMT Fette têm 10 grupos de dentados com 2 canais, com um total de 20 canais.
A verificação do passo dos canais, a forma e posição do canal bem como do cabeçote circular, deve ser efetuado depois do desbaste, por ex., em um aparelho de verificação universal. As tolerâncias devem estar dentro da classe de qualidade A conforme DIN 3968.

www.lmt-tools.com 175
Anex
o An
exo
Afilado de las fresas madre de diente rascadorDesbaste das fresas de engrenagens com dente da brocha
Con el fin de obtener un paso impecable de las ranuras receptoras de virutas, la fresa es reafilada primero con el disco graduado de 20 divisiones, entrando la muela hasta la profundidad del entrediente pequeño.
En este proceso de reafilado se debe obtener un paso de las ranuras receptoras de virutas dentro de la clase de calidad A según DIN 3968.
A continuación, se rectifica con el disco graduado de 10 divisiones, entrando la muela hasta la profundidad del entrediente grande.
Este proceso de rectificado debe efectuarse hasta que se obtenga una transición lisa hacia la parte de cabeza de diente ya afilada con la división de 20.
Para obter um passo de canais otimizado, a fresa é desbastada com disco parcial 20. O disco de desbaste entra até o espaço do dentado pequeno.
Nesse processo de desbaste deve ser atingido um passo de canais com classe de qualidade A conforme DIN 3968.
Depois é desbastado com passo 10.O disco de desbaste entra até ao espaço do dentado grande.
Esse processo de desbaste deve ser efetuado até atingir uma passagem nivelada para o cabeçote do passo 20 já desbastado.
Movimiento de material duranteel 2° paso de rectificadoRemoção no 2 desbaste

www.lmt-tools.com176
FundamentosLas fresas madre con protuberancia (Abb. 1) son fresas desbastadoras, cuyo perfil es diferente de la versión estándar según DIN 3972 por el hecho de que en las cabezas de diente hay partes que sobresalen – generalmente denominadas protuberancia – de los flancos rectos del perfil de referencia.
La función de la protuberancia consiste en generar una socavación en los pies de diente de ruedas dentadas rectas. Esta socavación es necesaria para acabar el dentado mediante repasado, rectificado o fresado por generación con una fresa madre de escarpar de metal duro.
La socavación en el flanco de la rueda es necesaria para evitar una debilitación del pie de diente debido a la formación de entalladuras durante el mecanizado de acabado (fig. 2). También se pretende excluir de este modo una colisión de la muela o de la rueda rasqueteadora con el fondo de diente de la rueda, ya que en caso contrario son de esperar efectos negativos – debido a impresiones de la muela o de la rueda rasqueteadora – para la calidad de la forma del flanco. En tal caso no se podría excluir una solicitación adicional del pie de diente por tensiones de rectificación. Hay que tratar de obtener una forma de socavación según la fig. 3 que dará, después del movimiento de los excesos de mecanizado, una transición lisa de la superficie redondeada del pie al flanco de diente. Sin embargo, en la práctica no se puede realizar esta forma, porque, por ejemplo, un posicionamiento perfecto de la muela relativo a la pieza cuesta mucho trabajo, y la compensación de desviaciones de medida y de la posible deformación por el temple es imposible.
La figura 4 muestra una forma generalmente usual de la socavación. La cota de la socavación – y por tanto también el tamaño de la protuberancia en la respectiva fresa madre – es mayor que el exceso en el mecanizado. Una socavación residual persiste en la rueda acabada. Sin embargo, un aumento de la protuberancia implica también un aumento del diámetro de circunferencia de forma interior (dFf, fig. 5).
En las ruedas dentadas rectas hay que diferenciar entre circunferencias de forma y circunferencias útiles. Las circunferencias de forma exterior e interior son los círculos hasta los que existe el perfil de envolvente. Si una rueda dentada recta tiene, por ejemplo, un chaflán de arista de cabeza, el diámetro de circunferencia de forma exterior es el diámetro en el que empieza el chaflán de arista. Por lo tanto, el diámetro de circunferencia de forma exterior es menor en la altura radial doble del chaflán de arista que el diámetro de circunferencia exterior de la rueda. El diámetro de circunferencia de forma interior se encuentra allí donde empieza el redondeado de pie o bien la socavación. Sin embargo, esto
GeralAs fresas com protuberância (fig. 1) são fresas de desbaste, cujo perfil se distingue pelo padrão conforme DIN 3972, pelos avanços que se encontram nos cabeçotes – geralmente protuberâncias – que passam pelos flancos do perfil de referência.
A tarefa da protuberância é criar um corte livre nos pés do dentado em discos dentados. Esse é necessário para acabar a usinagem do dentado, através de desbaste ou fresagem com fresa de metal duro.
O corte livre nos flancos do disco é necessário para evitar cunhas na usinagem de acabamento no pé do dentado (fig. 2). Também serve para evitar que o disco toque nos cantos e fundo do dentado do disco por que se não podem existir efeitos negativos na qualidade dos flancos. Uma carga adicional do pé dentado através do desbaste não poderá ser excluída. Deve ser conseguida um corte livre conforme fig. 3 que resulta em uma passagem linear do pé circular no flanco do dentado. Essa forma não é conseguida na prática por que seria muito difícil posicionar o disco de desbaste corretamente e não é possível uma compensação de desvios.
A fig. 4 representa uma forma do corte livre. O corte livre – e o valor de protuberância na respetiva fresa – é maior que a adição de usinagem. Permanece então um corte livre no disco pronto. Um aumento da protuberância aumenta também o diâmetro do pé (dFf, fig. 5).
Em discos dentados deve distinguirse entre círculos de forma e utilização. Círculos de cabeçote e pé são círculos em que atingem o perfil envolvente. Se um disco dentado tiver p. ex., uma chanfradura, o diâmetro do cabeçote é o diâmetro onde se inicia a chanfradura. O diâmetro do cabeçote é mais pequeno que o duplo passo da chanfradura do diâmetro do cabeçote do disco. O diâmetro do pé encontrase em baixo onde se iniciar o corte inferior. Isto não significa que os flancos entre diâmetro de cabeçote e pé entram no disco ou que são utilizados. Depende dos diâmetros dos cabeçote dos discos, da distância dos eixos e ângulo de passo. Os círculos de utilização podem ter o mesmo
Fresas madre de protuberanciaFresas de engrenagens de protuberância
1 2 3 4
Excesos demecanizadoAdição de usinagem
EntalladuraCunha
q
FS
ProtuberanciaProtuberância

www.lmt-tools.com 177
Anex
o An
exo
no significa que los flancos entre los diámetros de circunferencia de forma exterior e interior realmente participen en el engrane con la otra rueda, es decir, que sean utilizados. Los diámetros de circunferencia útil exterior e interior resultantes están en función de los diámetros de circunferencia exterior del par de ruedas, de la distancia entre los ejes y del ángulo de acción.Las circunferencias útiles pueden tener el mismo tamaño como las circunferencias de forma correspondientes. Pero el diámetro de circunferencia útil exterior no puede ser nunca mayor que el diámetro de circunferencia de forma exterior, y el diámetro de circunferencia útil interior no puede ser nunca menor que el diámetro de circunferencia de forma interior. Al dimensionar la protuberancia hay que tener en cuenta que el diámetro de circunferencia de forma interior se encuentre por debajo del diámetro de circunferencia útil interior. Sólo así está garantizado que realmente exista el diámetro de circunferencia útil interior calculado para el grado de relación de contacto necesario.
En algunos casos se renuncia por completo a la socavación durante el desbaste para el afeitado, pero se asegura que el fondo del diente es fresado lo suficientemente para que la rueda rasqueteadora ya no toque el redondeado de pie de la rueda. Es decir, la medida mínima y la medida máxima de la socavación son limitadas por el procedimiento aplicado durante el acabado (afeitado o rectificado, forma y posición de la trayectoria de cabeza relativa de la rueda rasqueteadora o de la muela, desviacionesde espesor de diente admisibles, etc.), así como por la magnitud de la deformación por el temple y la magnitud del diámetro de circunferencia de forma interior.
Debido a la importancia del diámetro de circunferencia de forma interior, las exposiciones siguientes se refieren sólo a las consecuencias de los diferentes parámetros del útil y de la pieza para lamagnitud del diámetro de circunferencia de forma interior.
Por regla general, se puede tallar con un perfil de protuberancia cualquier número de dientes de un módulo.
tamanho que os respetivos círculos de forma. O diâmetro do cabeçote nunca pode ser maior que o diâmetro do cabeçote e o diâmetro do pé nunca inferior. Na definição da protuberância deve observar que o diâmetro do pé esteja em baixo. Apenas deste modo assegura que esse está presente para o grau de cobertura exigido.
Em alguns casos, não se utiliza o corte livre mas assegurase que a base do dentado esteja fresada de modo que o disco de raspagem não toque no pé do disco. A medida mais pequena e maior do corte livre são portanto limitadas pelo tamanho da tenacidade e do tamanho do diâmetro do pé.
De acordo com o diâmetro do pé, os seguinte exemplos dizem apenas respeito aos diferentes parâmetros da ferramenta e da peça do diâmetro do pé.
Em geral, através do perfil de protuberância podem ser usinados todos os dentados do módulo.
dFf
5

www.lmt-tools.com178
6perfil de referencia de una fresa madre en sección normalperfil de referência de fresa em corte normal
Fresas madre de protuberanciaFresas de engrenagens de protuberância
La altura de la cabeza de diente del útil debe dimensionarse mayor de 1,25 x m.
El valor de protuberancia se compone del exceso de mecanizado y de la socavación de pie persistente en la rueda acabada. Estas dos magnitudes dependen del procedimiento de mecanizado ulterior, de la dimensión de las piezas a mecanizar (piñón o bandaje) y de la deformación producida en el tratamiento térmico. Por tanto, pueden ser necesarios distintos perfiles del útil. Un diseño especial del perfil del útil puede hacerse necesario también en caso de números de dientes muy pequeños (z < 15) y en caso de elevados desplazamientos de perfil negativos. Los parámetros para el diámetro de circunferencia de forma interior en la pieza son los siguientes: módulo, ángulo de acción, número de dientes, ángulo de hélice y desplazamiento de perfil; en la fresa madre son: altura de la cabeza de diente, radio de la cabeza de diente, tamaño de protuberancia y ángulo de protuberancia.Con el fin de evitar mal entendidos en cuanto al significado de los términos utilizados en las consideraciones planteadas a continuación, estos términos se explican en la figura de abajo.
Denominaciones en el perfil de referencia de la fresa madreLa fig. 6 muestra el perfil de referencia de una fresa madre. Es completada por la nomenclatura de los términos utilizados en relación con el perfil de referencia.A continuación se presenta un ejemplo para las diferentes dimensiones de un perfil de referencia de fresa madre. Este perfil de protuberancia ha dado resultados muy buenos en muchos casos de aplicación.
O passo do cabeçote dentado deve ser maior que 1,25 x m.
A protuberância é composta pela adição da usinagem e do disco pronto do corte livre do pé. Esses dois tamanhos dependem da usinagem, da dimensão das peças e do tratamento térmico. Podem ser necessários diferentes perfis de ferramentas. Em caso de poucos dentados também pode ser necessário outro perfil de ferramenta (z < 15) e em caso de desvios negativos de perfis.
Os parâmetros para o diâmetro do pé na peça são: Módulo, ângulo de passo, número de dentado, ângulo de inclinação e desvio de perfil. E na fresa de engrenagens: Passo de cabeçote, raio do cabeçote dentado, valor protuberância e ângulo protuberância.
Para não existirem enganos relativamente ao significado dos termos usados, são exemplificados nas figuras em baixo.
Designações no perfil de referência da fresa de engrenagensNa fig. 6 está representado o perfil de referência da fresa de engrenagens. É acrecentado pela nomenclatura dos termos do perfil de referência.
A seguir está descrito um exemplo paras as dimensões individuais do perfil de referência da fresa de engrenagens. Esse perfil de protuberância é muito útil em vários casos.
hP0
haP0
hprP0
αprP0
ρaP0
Flanco deprotuberanciaFlanco de protuberância
prP0
qP0
sP0
αP0
ρfP0
ρaP0 = 0,40 · mρfP0 = 0,2 · mαP0 = 20°αprP0 = 10°qP0 = 0,09 + 0,0125 · mprP0 = 0,129 + 0,0290 · m hasta módulo 7 até módulo 7 (u = 0,039 + 0,0165 · m)prP0 = 0,181 + 0,0235 · m superior a módulo 7 maior módulo 7 (u = 0,091 + 0,011 · m)haP0 = 1,4 · mhP0 = 2,6 · m
sP0 = m · π _____ 2
– 2 · qP0 ________ cos αP0
ρaP0 = Radio de la cabeza de diente Raio cabeçote dentado ρfP0 = Radio del pie de diente Raio pé dentado αP0 = Ángulo de incidencia Perfil∢αprP0 = Ángulo de protuberancia Protuberância∢qP0 = Exceso de mecanizado Adição da usinagem prP0 = Magnitud de protuberancia Valor protuberânciahprP0 = Altura de protuberancia Passo protuberância haP0 = Altura de la cabeza de diente Passo cabeçote dentado hP0 = Altura de perfil Passo do perfilsP0 = Espesor de diente Espessura dentado u = Socavación de pie en la rueda acabada Corte livre do pé no disco prontou = prP0 – qP0

www.lmt-tools.com 179
Anex
o An
exo
Cálculo del diámetro de circunferencia de forma interiorEl cálculo del diámetro de circunferencia de forma interior es efectuado con ayuda de un software desarrollado por la firma LMT Fette.
Teóricamente, la curva de pie se compone de la parte generada por el radio de cabeza de diente y la parte perfilada por el flanco de protuberancia. En cuanto a la segunda parte se trata de un perfil de envolvente. En este caso, la envolvente de la curva de pie se cruza con la envolvente principal. El punto de intersección determina el diámetro de circunferencia de forma interior. Sin embargo, en la mayoría de los casos analizados no existe la parte de envolvente de la curva de socavación, y el redondeado de pie generado por el radio de la cabeza de diente constituye el punto de intersección con la envolvente principal.
Ha resultado conveniente trazar la curva de pie calculada y analizarla en base a la traza. Decisivo para la evaluación del diámetro de circunferencia de forma interior es el punto de intersección de la curva de pie con la envolvente principal acabada. En los engranajes que son templados y rectificados hay que tener en cuenta que debido a la deformación por el temple y al centrado erróneo de la muela, serán amolados volúmenes distintos del flanco de diente desbastado. De ello podrá resultar un desplazamiento del diámetro de circunferencia de forma interior con respecto a la medida teórica determinada por el cálculo. En tales casos hay que asegurar que haya una reserva suficiente entre el diámetro de circunferencia de forma interior calculado y el diámetro de circunferencia de forma interior necesario.
Cálculo do diâmetro do péO cálculo do diâmetro do pé é feito com um software da LMT Fette.
Teoricamente a curva é composta pela parte que é criada pelo raio do cabeçote dentado e por aquela que perfila o flanco de protuberância. A segunda parte é o perfil envolvente. Nesse caso, a envolvente da curva do pé passa pela envolvente principal. O ponto de cruzamento define o diâmetro do pé. Na maior parte dos casos, a parte envolvente da curva inferior não existe, e o pé redondo criado pelo raio do dentado forma o ponto de cruzamento da envolvente principal.
É útil se medir e analisar a curva. O mais importante para a avaliação do diâmetro do pé é o ponto de cruzamento da curva do pé com a envolvente principal. Em dentados que são endurecidos e desbastados, deve considerar que através da tenacidade e colocação errada do disco de desbaste, são desbastadas partes diferentes do flanco fresado. Desse modo, o diâmetro do pé pode divergir da medida teórica do cálculo. Nesses casos deve assegurar que existe uma reserva suficiente entre o diâmetro do pé necessário.
SignificadoSignifica:dNf1, dNf2 = Diámetro de circunferencia útil interior Diâmetro do péØdNa1, dNa2 = Diámetro de circunferencia útil exterior Diâmetro do cabeçotera = Distancia entre ejes Distância do eixoαwt = Ángulo de acción de servicio Ângulo de passo de funcionamentodb = Diámetro de base Raio baseØz1, z2 = Número de dientes Número de dentadosmt = Módulo frontal Módulo dentado αt = Ángulo de acción frontal Ângulo de passo do dentadoβ = Ángulo de hélice Ângulo de hélice
Cálculo del diámetro de circunferencia útil interiorCálculo do diâmetro do pé
Si no se indican en el plano de la pieza el diámetro de circunferencia de forma interior o el diámetro de circunferencia útil interior, es necesario calcular el diámetro de circunferencia útil interior en base a los datos de las ruedas en contacto según las fórmulas siguientes:Se o diâmetro do pé não estiver indicado no desenho da peça, é necessário calcular o diâmetro do pé do seguinte modo:
(1) dNf1 = √ __________________________________
(2 · a · sin αwt – √ ____________
d Na2 2 – d b2 2 )2 + d b1 2
(2) dNf2 = √ __________________________________
(2 · a · sin αwt – √ ____________
d Na1 2 – d b1 2 )2 + d b2 2
(3) cos αwt = (z1 + z2) · mt ____________
2 · a · cos αt
(4) mt = mn ______ cos β
(5) tan αt = tan αn ______ cos β
(6) db = z · mn · cos αt _____________ cos β

www.lmt-tools.com180
Fresas madre de protuberanciaFresas de engrenagens de protuberância
Según la experiencia, puede haber problemas con un diámetro de circunferencia de forma interior demasiado grande en caso de engranajes con número de dientes pequeño y desplazamiento de perfil positivo mínimo. Es posible mejorar el resultado mediante una magnitud de protuberancia más pequeña, una mayor altura de la cabeza de diente o un menor radio de la cabeza de diente en el perfil de referencia de la fresa madre.
En las fórmulas (1) y (2), página 179, se inserta como diámetro de circunferencia útil exterior o bien el diámetro de circunferencia exterior o, si existe chaflán de arista, el diámetro de circunferencia de forma exterior de la otra rueda.
Pode haver problemas, em caso de dentados pequenos e com deslocamento positivo reduzido, relativamente ao diâmetro de pé muito grande. O resultado pode ser melhorado por um valor de protuberância inferior, por um maior passo do cabeçote dentado ou através de um raio de cabeçote dentado menor no perfil de fresa.
Nas fórmulas (1) e (2), página 179, como diâmetro de cabeçote são utilizados o raio do cabeçote ou chanfradura se existir.
perfil de entrediente en sección frontalperfil espaço de dentado na seção transversal
Circunferencia de formainterior en la rueda fresadaForma circular do pé no disco fresado
Circunferencia de formainterior en la rueda acabadaForma circular do pé no disco acabado
Demasía de mecanizadoAdição da usinagem

www.lmt-tools.com 181
Anex
o An
exo
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
Las fuerzas de corteEl fresado por generación se conoce desde hace más de un siglo.Durante casi todo este tiempo, los fabricantes de la maquinaria y de los útiles han estudiado el problema de desgaste de la fresa madre. Mientras en el torneado y fresado se puede caracterizar el proceso de virutaje en base a tres parámetros, que son la velocidad de corte „v“, el avance „fa“ y la aproximación „a“, se deben tener en cuenta dos particularidades en el fresado por generación. Contrariamente al torneado y fresado, hay un número considerablemente mayor de parámetros que influyen en el proceso de virutaje. Estos parámetros son el resultado del procedimiento de mecanizado y además de la geometría del útil y de la pieza.
Es difícil determinar las consecuencias resultantes del procedimiento de virutaje debido a la correlación de estos parámetros.
En sus estudios sobre las fuerzas de corte en el fresado por generación, Thämer (1) detectó que las fuerzas de corte que se producen en cada uno de los filos del útil pueden calcularse en base a las respectivas secciones de viruta. Por ese motivo, la determinación de las secciones de viruta tiene en este contexto gran importancia. Aparte de ello, el conocimiento de las secciones de viruta que se producen en el fresado por generación permite también hacer planteamientos sobre el desgaste del útil y sobre el posible uso de determinados materiales de corte. Los espesores de las virutas arrancadas en caso de módulos pequeños y las longitudes de las virutas solo se pueden influenciar de una manera leve por la velocidad de corte y el avance, y están determinados en primer lugar por las dimensiones geométricas de la fresa y de la pieza. La fig. 1 muestra las fuerzas de corte que se producen en los distintos filos de la fresa para tres avances axiales distintos, como resultan en el fresado contra avance de una rueda dentada recta. En el lado entrante de la fresa se observa que las fuerzas de corte primero aumentan fuertemente y después paulatinamente vuelven a disminuir hasta el final de la curva de engrane. Con excepción de los primeros filos de la fresa en acción, se puede constatar que en casi todos los demás filos cortantes de la fresa existen fuerzas de corte casi idénticas a pesar de los avances axiales diferentes. La razón de este fenómenoradica en que las formas de viruta en estos filos cortantes de la fresa son determinadas casi exclusivamente por las dimensiones de la fresa y de la pieza. Se observa además que el número de los filos cortantes de la fresa que participan en el arranque de
As forças de corte Há mais de um século que o processo de fresagem é conhecido. Durante esse tempo os fabricantes de máquinas e ferramentas tentam resolver os problemas do desgaste das fresas de engrenagens. Enquanto que no torneamento e fresagem, o processo de usinagem é caracterizado por 3 tamanhos, a velocidade de corte „v“, o avanço „fa“ e a transposição „a“, na fresagem de engrenagens têm de ser observadas duas particularidades. Ao contrário do torneamento e fresagem, existem mais parâmetros nesse processo. Esses parâmetros resultam do processo de fabricação e além disso da geometria da ferramenta e da peça.
Os efeitos do processo de usinagem são difícis de descobrir devido aos diferentes parâmetros.
Thämer (1) verificou que as forças de corte na fresagem de engrenagens podem ser calculadas através do corte transversal. Deste modo, os cortes transversais têm um papel importante neste contexto. Para além disso, o conhecimento dos cortes transversais na fresagem de engrenagens permite analisar e avaliar o desgaste da ferramenta e a utilização de determinados materiais de corte. As espessuras de corte e comprimentos de corte em módulos pequenos apenas podem ser influenciados minimamente pela velocidade de corte e avanço e são determinadas sobretudo pelas dimensões geométricas da fresa e peça.
A fig. 1 indica nas várias arestas de corte as forças de corte que ocorrem para 3 avanços axiais. No lado de entrada da fresa pode ver que as forças de corte aumentam e depois diminuem continuamente até ao fim do curso. Apesar das primeiras arestas de corte, pode verse que todas as outras arestas de corte têm as mesmas forças de corte apesar dos avanços axiais diferentes.
A razão para essa ocorrência é que as formas de corte nas arestas de corte são quase exclusivamente determinadas pelas dimensões da fresa e da peça. Também é possível ver que o número das arestas de corte que participam no processo de corte aumentam com o avanço axial. Enquanto que no nosso exemplo com um avanço axial de 2 mm por rotação da peça, apenas
1Influencia del avance sobre la fuerza de corte en el fresado por generaciónInfluência do avanço na força de corte na fresagem de engrenagens
según Thämer WZL – TH Aquisgránconforme Thämer WZL – RWTH Aachen
PiezaPeça
Flanco derueda salienteFlanco de saída do disco
Flanco de rueda entranteEntrada flanco do disco
Flanco defresa entranteFlanco de entrada da fresa
Flanco defresa salienteFlanco de saída da fresa
Fresa Fresa Filo cortante de la fresa n° Nº aresta de corte
fa = 2 mm/rotación de la pieza
fa = 4 mm/rotación de la pieza
fa = 6 mm/rotación de la pieza
500
400
300
200
+20 +15 +10 +5 ±0 – 5Fuer
za d
e co
rte
prin
cip
al P
H [k
p]
Forç
a d
e co
rte
prin
cip
al P
H [k
p]
100
0
Pieza Peça:m = 5 mm z = 40 ßo = 0°
Fresa Fresa: dk = 100 mm i = 10 γo = 2°30'Fresado contraavanceFresagem oposta

www.lmt-tools.com182
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
virutas se incrementa con creciente avance axial. Mientras en nuestro ejemplo a un avance axial de 2 mm por revolución de la pieza sólo 13 filos cortantes trabajan en el lado entrante de la fresa, ya son 17 filos cortantes a un avance de 4 mm por revolución de la pieza, y finalmente 20 filos cortantes a un avance de 6 mm por revolución de la pieza, o sea, aprox. 50 % más que a un avance de 2 mm.
En este diagrama de las fuerzas de corte se puede observar también que durante el fresado por generación los diferentes filos cortantes de la fresa son solicitados de forma desigual, por lo que es de esperar un comportamiento de desgaste distinto. La influencia del avance axial sobre la fuerza de corte principal se muestra en la fig. 2. En el ejemplo dado, la fuerza de corte aumenta de forma degresiva hasta un avance de 3 mm por rotaciónde la pieza. A partir de los 3 mm de avance, se observa un aumento ligeramente progresivo de la fuerza de corte, que al llegar a 6 mm toma un desarrollo ligeramente degresivo. A un avance de 10 mm, se alcanza el doble de la fuerza de corte producida a 4 mm de avance.
La fig. 3 muestra los espesores de las virutas que deben ser arrancadas por los diferentes filos cortantes de la fresa. Se puede constatar que los espesores de las virutas se incrementan de forma lineal desde el punto primitivo hacia el lado entrante de la fresa. Estos espesores son casi iguales para todos los avances axiales, mostrando ciertas desviaciones sólo en los primeros filos cortantes de la fresa en acción. A un avance de 10 mm por rotación de la pieza, el espesor de viruta máximo se sitúa en un valorsuperior a 0,5 mm. A un avance de 6 mm por rotación de la pieza se produce en el presente caso un espesor de viruta máximo deaprox. 0,45 mm, mientras a un avance de 4 mm por rotación esde 0,35 mm, y a un avance de 2 mm es de 0,28 mm.
Ziegler (2) aportó la prueba de que la velocidad de corte no tiene influencia esencial sobre las fuerzas de corte principales (fig. 4). Con cualquiera de los materiales, las fuerzas de corte principales son casi constantes a velocidades de corte superiores a 50 m/min., mientras aumentan al reducir la velocidad de corte, siendo el aumento algo mayor en el fresado en sentido de avance que en el fresado contra avance. La tendencia de disminución se observa – independientemente del procedimiento de fresado y de los datos de la rueda – hasta aprox. 50 m/min.
A velocidades de corte superiores no se pueden seguir bajando las fuerzas de corte. Esto se pudo confirmar especialmente mediante el uso de una fresa madre de metal duro, módulo 1,5. Como avance se eligió en todas las fresas un valor correspondiente en cifras a aprox. 2/3 del valor del módulo. Las fuerzas de corte principales dependen, aparte de las condiciones de virutaje, de las dimensiones de la pieza, en particular del número de dientes.No obstante, también son influenciadas por el número de dientesde la fresa madre y sobre todo por la concentricidad de la fresa.
Ziegler (3) analizó entre otras cosas también la influencia de la dirección de paso de la fresa y de la pieza sobre la fuerza tangencial y la interdependencia entre dicha fuerza tangencial y el sentido de giro de la mesa. Cuando las direcciones de paso de la fresa y de la pieza son iguales, la componente de la fuerza de corte principal está opuesta a la rotación de la pieza. Esto significa que la fuerza tangencial presiona más fuerte la mesa de la máquina y con ello la rueda helicoidal contra la hélice impulsora. En este caso no se pueden producir movimientos de la
trabalham 13 arestas de corte no lado de entrada da fresa, com um avanço de 4 mm por rotação são 17 arestas de corte e em um avanço de 6 mm por rotação da peça são 20 arestas de corte, portanto mais 50 % que em um avanço de 2 mm.
Nesse diagrama da força de corte pode ver também que na fresagem de engrenagens as arestas de corte individuais têm uma carga diferente, o que provoca um comportamento de desgaste diferente. A influência do avanço axial na força de corte principal máxima pode ser vista na fig. 2. A força de corte aumenta no exemplo indicado até um avanço de 3 mm por rotação da peça de modo degressivo. Acima dos 3 mm de avanço, verificase um aumento levemente progressivo da força de corte e que passa a ser levemente degressivo a partir de 6 mm. Em 10 mm de avanço, é alcançada uma força de corte duas vezes superior ao avanço de 4 mm.
A fig. 3 indica as espessuras das aparas a serem fresadas pelas arestas de corte. Pode verificar que as espessuras aumentam no lado de entrada da fresa de modo linear. Essas são quase iguais para todos os avanços axiais e apenas mostram nas primeiras arestas de corte algum desvio. Em um avanço de 10 mm por rotação da peça, a espessura máxima é de 0,5 mm. Em um avanço de 6 mm por rotação da peça neste exemplo, verificase uma espessura máxima de 0,45 mm, enquanto que em um avanço de 4 mm por rotação da peça a espessura máxima é de 0,35 mm e em um avanço de 2 mm por rotação da peça, o avanço máximo é de 0,28 mm.
Ziegler (2) provou que a velocidade de corte não tem uma influência grande nas forças de corte principais (fig. 4). Em todos os materiais, as forças principais de corte, com uma velocidade de corte superior a 50 m/min. é quase contante, enquanto que se diminuir a velocidade essas aumentam. A subida na fresagem oposta é um pouco maior que na fresagem paralela. Portanto, – independente do processo de fresagem e dos dados do disco dentado – existe uma tendência de declínio até 50 m/min.
Em caso de maiores velocidades de corte, as forças de corte não podem ser mais reduzidas. Isso foi provado, em particular, pela utilização do módulo de fresa de engrenagens de metal duro 1,5. Como avanço, foi selecionado em todas as fresas um valor que corresponde a 2/3 do módulo. As forças principais de corte dependem, para além das condições de usinagem, das dimensões da peça e particularmente do número do dentado. Mas também são influenciadas pelo número de garras da fresa e particularmente pela exatidão do movimento circular.
Ziegler (3) analisou a influência da direção do passo de fresas e da peça na força periférica e a atribuição dessa força periférica na rotação da mesa. Se a direção de passo da fresa e peça forem iguais, a componente da força principal de corte da rotação da peça é oposta.

www.lmt-tools.com 183
Anex
o An
exo
2Influencia del avance axial sobre la fuerza de corte principal máximaInfluência do avanço axial na força de corte principal máxima
4Influencia de la velocidad de corte sobre las fuerzas de corte principalesInfluência da velocidade de corte nasforças de corte principais
3Influencia del avance axial sobre los espesores de virutaInfluência do avanço axial na espessura de corte
5Secciones de viruta y fuerzas de corte en una pieza con un solo entredienteCortes transversais e forças de corte emuma peça com um espaço no dentado
800
600
400
200
0 2 4 6 8 10
Fuer
za d
e co
rte
prin
cip
al P
H [k
p]
Forç
a d
e co
rte
prin
cip
al P
H [k
p]
Avance axial fa [mm/revolución de pieza] Avanço axial fa [mm/Peça-rot.]
Valores calculadosValores calculados Valores medidosValores medidos
Piezam Peça: m = 5 mm z = 40 ßo = 0° Ck45
Fresad Fresa: dk = 100 mm g = 1 i = 10 γo = 2°30'Fresado contra avanceFresagem oposta
s = 10 mm/revolución de la pieza 10 mm/rot.-peça
fa = 6 mm/revolución de la pieza 6 mm/R-P
0,5
0,6
0,4
0,3
0,2
25 20 15 10 5 0E
spes
or d
e vi
ruta
máx
. hm
ax [m
m]
Esp
essu
ra d
e co
rte
máx
ima
h max
[mm
]Filo cortante de la fresa n° Nº aresta de corte
0,1
0
fa = 4 mm/ revolución de la pieza 4 mm/R-P
fa = 2 mm/ revolución de la pieza 2 mm/R-P
Pieza Peça: m = 5 mm z = 40 ßo = 0°Fresa Fresa: dk = 100 mm i = 10 γo = 2°30'Fresado contra avanceFresagem oposta
Isso significa que a força periférica pressionas a mesa da máquina e consequentemente o disco de parafuso contra o parafuso de transmissão. Não devem ocorrer outras movimentações da
mesa adicionales. Si por el contrario, las direcciones de paso son opuestas, la componente de la fuerza de corte principal actúa en el sentido de giro de la mesa.
según Ziegler WZL - TH Aquisgrán conforme Ziegler WZL – TH Aachen
400
300
200
20
Fuer
za d
e co
rte
prin
cip
al P
H [k
p]
Forç
a d
e co
rte
prin
cip
al P
H [k
p]
100
040 60 80 100 120 140 160 180 200 220
Velocidad de corte Vc [m/min] Cutting speed Vc [m/min]
m = 5 mm
m = 3 mm
m = 1,5 mm
Material Material: Ck 45
Aproximación Profundidade: 2 x m
Dentado rectoDentado linear
Desplazamiento de perfilDesvio de perfil: x = 0
m = 5 mm, z = 31, fa = 3 mm/rev. d. l. piez., contra avance, fresa de acero rápido, dK = 100 mm, i = 10
m = 5 mm, z = 31, fa = 3 mm/RP, avanço oposto; fresa HSS, dK = 100 mm, i = 10
m = 3 mm, z = 53, fa = 2 mm/rev. d. l. piez., contra avance, fresa de acero rápido, dK = 80 mm, i = 10
m = 3 mm, z = 53, fa = 2 mm/RP, avanço oposto; fresa HSS, dK = 80 mm, i = 10
m = 1,5 mm, z = 26, fa = 1 mm/rev. d. l. piez., en sentido del ava., fresa de ac. ráp., dK = 63 mm, i = 12
m = 1,5 mm, z = 26, fa = 1 mm/RP, avanço paralelo; fresa HSS, dK = 63 mm, i = 12
m = 1,5 mm, z = 26, fa = 1 mm/rev. d. l. piez., en sentido del ava., fresa de ac. ráp., dK = 40 mm, i = 15
m = 1,5 mm, z = 26, fa = 1 mm/RP, avanço paralelo; fresa HM, dK = 40 mm, i = 15
Características del dentado Dados de dentado Características de la fresa Dados da fresa
QFA
14 13 12 11 10 9 8 7 6 5 4 3 2 1 0– 1– 2– 3– 4– 5– 6– 7
FiQQK
QK
QFA QFi
Eje
del
den
tad
oC
entr
o d
o d
enta
do
Zona de desbasteZona de desbaste
Zona de la formación de envolventeÁrea formação das envolventes
0,25
mm
250
0 kp
14 13 12 11 10 9 8 7 6 5 4 3 2 1 0– 1– 2– 3– 4– 5– 6– 715 Zona de inicio de corte Zona de fin de corte Zona início de corte Zona fim de corte
m = 4 mm z = 34 i = 9 A = 10 t = 2 v = 40 m/min Ck 45fam
= 1
según Ziegler WZL – RWTH Aquisgránconforme Ziegler WZL – RWTH Aachen
según Thämer WZL – RWTH Aquisgránconforme Thämer WZL – RWTH Aachen
según Ziegler WZL – RWTH Aquisgránconforme Ziegler WZL – RWTH Aachen
según Thämer WZL – RWTH Aquisgránconforme Thämer WZL – RWTH Aachen

www.lmt-tools.com184
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
Cuando la fuerza tangencial actúa en contra del giro de la mesa, prácticamente no ejerce ninguna influencia sobre el giro. En el caso contrario, la mesa de fresadoras por generación convencionales realiza movimientos con frecuencia de engrane de los dientes, cuya magnitud corresponde al juego entre la hélice y la rueda helicoidal y que pueden producir una imagen de fresado ondulada a lo largo del flanco de la rueda dentada a fresar.
Las secciones de virutaPara la investigación del comportamiento de desgaste en el fresado por generación era necesario conocer las secciones de viruta para los diferentes dientes de la fresa. Para los análisis efectuados por Ziegler (4), el conocimiento de las secciones de viruta fue un requisito indispensable.
La fuerza de corte principal y la sección de viruta son distintas para cada uno de los dientes de fresa en el fresado por generación. Por tanto, resulta para el fresado por generación una diferencia considerable en comparación con otros procedimientos de virutaje, en los que el aumento del avance produce inmediatamente una variación del espesor de viruta. La fig. 5, página 183, muestra en la parte inferior las fuerzas de corte medidas y en la parte superior las secciones de viruta máximas calculadas para un engranaje dado. Las secciones están subdivididas conforme a los filos cortantes en la cabeza o bien en los dos flancos de los dientes de fresa. En la figura se observa claramente que en la zona de desbaste las secciones predominan en la zona de cabeza en comparación con aquellas en los flancos. Una vez establecida la interrelación entre la fuerza de corte y la sección de viruta, se trataba de definir exactamente las formas de desgaste y sus causas en el diente de fresa.
Criterios de desgasteEn el diente de una fresa madre se distingue entre el desgaste delflanco, el redondeado del filo cortante, el desmenuzamiento y la abrasión en forma de cráteres (fig. 6). Con el fin de estudiar de manera específica el comportamiento de desgaste de fresas madre, se hicieron pruebas en colaboración con la industria en las condiciones de trabajo de la producción masiva. En la fig. 7, el ancho de las marcas de desgaste „B“ equivale al desgaste del flanco. La curva superior de la figura muestra la característica conocida con un aumento degresivo al inicio al que sigue un tramo casi lineal. Al seguir aumentando el número de piezas, el incremento se hace progresivo.
En la curva inferior, el desgaste está referido al número de las piezas fresadas. En esta curva se produce un mínimo y, por lo tanto, una magnitud determinada para la marca de desgaste, a la que se minimizan los costes proporcionales del útil. La observación del desgaste de cada uno de los dientes de fresa da por resultado el diagrama representado en la fig. 8, página 185. La figura muestra por una parte el resultado del tallado de 40 ruedas con una posición fija de la fresa, efectuándose el trabajo de desbaste siempre por los mismos filos cortantes, de modo que se produce una desgaste máximo en algunos de los dientes de la fresa que ya hace necesario un reafilado, aunque en otros dientes de la fresa la solicitación es muy reducida o nula. Por el contrario, con desplazamiento axial de la fresa (shifting), en cada ciclo de trabajo entran otros filos en la zona de solicitación máxima, con
mesa. Se as direções do passo forem opostas, a componente da força de corte principal influencia a direção de rotação da mesa.Se a força periférica for oposta à rotação da mesa, essa não será influenciada. No caso oposto, a mesa, em máquinas de fresagem normais, efetua movimentações que correspondem ao tamanho entre o parafuso e disco de parafuso e provocam uma fresagem irregular e ondulada ao longo do flanco do disco dentado.
Os cortes transversaisA análise do comportamento de desgaste na fresagem de engrenagens pressupõe o conhecimento dos cortes transversais para os dentados individuais. A análise de Ziegler (4), sobre as forças de corte, pressupõe o conhecimento dos cortes transversais.
A força principal de corte e o corte transversal são diferentes para cada dentado da fresa. Na fresagem de engrenagens existe assim uma diferença grande relativamente a outros modos de usinagem, em que um aumento do avanço provoca automaticamente uma alteração da espessura de aparas. Na fig. 5, página 183, estão descritos em baixo as forças de corte e em cima os cortes transversais máximos para um dentado. Os cortes transversais correspondem às arestas de corte no cabeçote em ambos os flancos do dentado da fresa. Pode ver claramente que na zona de desbaste existem mais cortes transversais que nos flancos. Depois de encontrar a causa entre força de corte e corte transversal era necessário definir as formas de desgaste e suas causas no dentado da fresa.
Critérios de desgasteNo dentado da fresa distinguese entre desgaste da área livre, desgaste nas arestas de corte, estilhaços e erosão (fig. 6). Para se analisar diretamente o desgaste em fresas de engrenagens, foram feitas avaliações em condições de produção em massa. Na fig. 7 em largura da marca de desgaste „B“ entendese o desgaste de flancos. A curva superior indica um aumento degressivo no início e com peça linear. Se aumentar as peças, o aumento é progressivo. Na curva inferior, o desgaste referese ao número de peças fresadas. Isso resulta em uma marca de desgaste mínima, em que os custos da ferramenta são reduzidos. Se observar o desgaste de cada dentado individual, então poderá ver a fig. 8, página 185. Aqui foram usinados 40 discos em uma determinada posição de fresa.
O desbaste é efetuado sempre pelas mesmas arestas, de modo que pode ser visto um desgaste máximo em alguns dentados e que precisa de um pósdesbaste apesar de outros dentados não estarem desgastos. Em caso de avanço axial (Shift) da fresa, são sempre diferentes arestas a atingir uma carga máxima, de modo que o desgaste é idêntico em todos dentados.

www.lmt-tools.com 185
Anex
o An
exo
6Formas de desgaste en el diente de fresa madreFormas de desgaste no dentado da fresa de engrenagens
7Desgaste del flanco en función del número de piezasDesgaste da área livre dependendo das peças
Redondeo del filocortanteDesgaste nas arestas de corte
MelladoEstilhaços
AbrasiónenformadecráterErosão
Desgaste en el flanco (cono hueco)Desgaste de flancos (concavidade)
Desgaste en lasuperficie deincidenciaDesgaste área livre
según Ziegler WZL – TH Aquisgrán conforme Ziegler WZL – RWTH Aachen
0,008
0,006
0,004
0,002
0
1,0
0,8
0,6
0,4
0,2
0
0 80 160 240 280 32040 120 200
Des
gast
e/p
ieza
[mm
/pie
za]
Des
gast
e p
or p
eça
[mm
/peç
a]
Número de ruedas [pieza] Número de discos [Unidade]
Anc
ho d
e la
s m
arca
s d
e d
esga
ste
B [m
m]
Larg
ura
mar
ca d
e d
esga
ste
B [m
m]
el resultado que un gran número de dientes de fresa tenga un ancho de las marcas de desgaste casi igual.De interés particular es la influencia de las condiciones de corte sobre el desgaste del útil. La dependencia del ancho de las marcas de desgaste „B“ del avance se muestra en la fig. 9. En caso de avances pequeños, son bajos los espesores de viruta y las fuerzas de corte, pero por otro lado el número de entradas es grande. Con un avance mayor se incrementan las secciones de viruta y, por tanto, la solicitación y la temperatura de los filos cortantes, mientras se reduce el número de entradas.
Particularmente interessante é a influência das condições de corte no desgaste da ferramenta.
A dependência da largura da marca de desgaste „B“ do avanço está representada na fig. 9. Em avanços pequenos as espessuras de aparas e forças de corte são mínimas, mas o número de cortes é grande. Em um avanço grande, os cortes transversais aumentam e desse modo também aumenta a carga das arestas e da temperatura, o número de cortes diminui.
8Ancho de las marcas de desgaste en el fresado por generación con y sin shifting Marca de desgaste na fresagem de engrenagens com e sem Shift
9Ancho de las marcas de desgaste en función del avanceMarca de desgaste dependente do avanço
según Ziegler WZL – TH Aquisgrán conforme Ziegler WZL – RWTH Aachen
160 ruedas con shifting (saltode shifting: 0,64 mm/sujeción) 160 discos com Shift(avanço Shift: 0,64 mm/fixação)
40 ruedas sin shifting40 discos sem ShiftZona de dispersiónAmplitude de dispersão
Número del diente de fresa Número dentado da fresa
0,6
0,5
0,4
0,3
0,2
0,1
0
Anc
ho d
e la
s m
arca
s d
e d
esga
ste
B [m
m]
Larg
ura
mar
ca d
e d
esga
ste
B [m
m]
0 40 80706050 90 100 110302010
fa = 5 mm/revoluciónde la pieza[mm/WU]
fa = 4 mm/revoluciónde la pieza[mm/WU]
fa = 3,2 mm/revoluciónde la pieza[mm/WU]
Número del diente de fresa Número dentado da fresa
0,6
0,5
0,4
0,3
0,2
0,1
0
Anc
ho d
e la
s m
arca
s d
e d
esga
ste
B [m
m]
Larg
ura
mar
ca d
e d
esga
ste
B [m
m]
40 8060 10020
según Ziegler WZL – TH Aquisgrán conforme Ziegler WZL – RWTH Aachen

www.lmt-tools.com186
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
10Ancho de las marcas de desgaste en función del avanceMarca de desgaste dependente do avanço
11principio de la curva de penetraciónprincípio da curva de penetração
4 5 62 3
0,5
0,4
0,3
0,2
0,1
0
Anc
ho d
e la
s m
arca
s d
e d
esga
ste
B [m
m]
Larg
ura
mar
ca d
e d
esga
ste
B [m
m]
según Ziegler WZL – TH Aquisgrán conforme Ziegler WZL – RWTH Aachen
Avance fa [mm/revolución de la pieza] Avanço fa [mm/WU]
RuedaDisco
FresaFresa
Observando en la fig. 10 el desgaste medio en función del avance, se puede constatar que el aumento de desgaste con avance mayor es tan insignificante que la reducción del tiempo tecnológico de producción lograda mediante el aumento del avance pesa mucho más que el desgaste del útil ligeramente incrementado. De ello se puede concluir que en la gama analizada el aumento del avance no es limitado por el desgaste, sino por la calidad del engranaje alcanzable, particularmente en cuanto a las huellas de desgaste.
Al contrario del avance, la velocidad de corte tiene una influencia mucho más fuerte sobre el desgaste del útil. Nos vamos a referir a este hecho posteriormente.
Hoffmeister (5) ha subdividido las influencias sobre el desgaste de la fresa madre según criterios de la fresa, del mecanizado y de la rueda dentada. Quiere decir que el diámetro del útil, el número de espiras del útil y el número de los dientes tienen influencia en el desgaste; además el radio de cabeza, los ángulos de destalonado del perfil de la fresa, el ángulo de desprendimiento de los filos cortantes y finalmente la construcción del útil y el material del útil.
Una influencia considerable en el desgaste tienen los siguientes parámetros de mecanizado:El avance „fa“, el salto de shifting „sH“, la profundidad de corte „a“, la velocidad de corte „v“, y también el procedimiento de fresado, el estado de la fresadora por generación, la sujeción del útil (concentricidad) y de la rueda y finalmente el agente refrigerante.
La rueda dentada ejerce influencia sobre el desgaste de la fresa madre por su diámetro, por el módulo, por el ángulo de hélice del dentado, por el desplazamiento de perfil x · m y por el ancho de la rueda. No se puede olvidar tampoco la influencia del material de la rueda dentada sobre el desgaste del útil. Este gran número de magnitudes de influencia se puede clasificar en dos grupos:
1. Magnitudes que en base a la geometría del dentado y de la fresa determinan la longitud del arco de corte y el espesor de viruta.
Se observar na fig. 10 o desgaste médio dependente do avanço, poderá ver que o aumento do desgaste com um avanço maior é tão mínimo que o tempo reduzido, graças ao aumento do avanço, é mais importante que o desgaste um pouco maior. Poderá concluirse que na área analisada, o aumento do avanço não é limitado pelo desgaste mas pela qualidade do dentado atingido, particularmente em relação à marca do avanço.
Ao contrário do avanço, a velocidade de corte influencia o desgaste da ferramenta muito mais. Voltaremos a falar dessa questão.
Hoffmeister (5) diferenciou as influências relativamente ao desgaste da fresa de engrenagens de acordo com critérios de usinagem de fresas e dentados. Deste modo, o diâmetro da ferramenta, o número de entradas da ferramenta e o número de garras influencia o desgaste. Acrescem ainda o raio do cabeçote, os ângulos livres do perfil da fresa, o ângulo de corte das arestas e o tipo de construção da ferramenta bem como o material da ferramenta.
O desgaste é muito influenciado pelas seguintes condições de usinagem:Do avanço „fa“, do salto Shift „sH“, da profundidade de fresagem „a“, da velocidade de corte „v“. O desgaste também é influenciado pelo processo de fresagem, pelo estado da máquina de fresagem, da fixação da ferramenta (movimento circular), do disco e por fim pelo líquido de refrigeração.
O disco dentado influencia o desgaste da fresa através do diâmetro, através do tamanho do módulo, através do ângulo de inclinação do dentado, pelo desvio do perfil x m e pela largura do disco. Não se deve esquecer da influência do material do dentado no desgaste da ferramenta. Essa quantidade de tamanhos pode dividirse em dois grupos:
1. Em tamanhos, que determinam relativamente à geometria do dentado e da fresa, o comprimento do corte e da espessura do corte.

www.lmt-tools.com 187
Anex
o An
exo
12Acotado de la curva de penetraciónDimensões da curva de penetração
A
h
a
R
x b
c ß
g
f
L
e
d y
R F
2. Influências tecnológicas como a velocidade de corte, a ferramenta e material de corte, a geometria das arestas, a refrigeração, etc.
Comportamentos de corteHoffmeister (6) diferencia entre a entrada da fresa e saída da fresa, que estão separadas pelo dentado central, e entre uma zona de criação de perfil e uma zona de précorte. O dentado central é o dente que se encontra no ponto de cruzamento do eixo da fresa/disco dentado. O dentado central está no centro da zona de produção do perfil. A zona de précorte depende da forma exterior da fresa de engrenagens. Em ferramentas cilíndricas, essa é maior do que em ferramentas com um corte cônico ou redondo.
Para poder calcular o comprimento do corte e as espessuras de corte, foi necessário definir exatamente a curva de penetração do disco da ferramenta.
Na penetração do disco da ferramenta (7), fig. 11, a curva de penetração formou uma elipse de corte na área metálica do cilindro do disco. A posição dessa elipse depende do ângulo de cruzamento de ambos os eixos. A forma da elipse é determinada pelos tamanhos da fresa e disco. Importante para a avaliação do ajuste correto da ferramenta na máquina de fresagem é a projeção dessa elipse em um nível paralelo à máquina de fresagem. Se observar as descrições na fig. 12, pode formar as fórmulas na fig. 13, página 188.
2. Influencias tecnológicas, tales como velocidad de corte, la combinación de material de corte útil, la geometría del filo de corte, la lubrificación refrigerante, etc.
Relaciones de engraneHoffmeister (6) distingue entre los lados de entrada y de salida de la fresa que están separados por el diente de referencia, y entre una zona conformadora de perfil y una zona de desbaste. Se denomina como diente de referencia aquel diente de la fresa que se encuentra en el punto de intersección de los ejes de fresa madre y rueda dentada. El diente de referencia está situado en el centro de la zona conformadora de perfil. La zona de desbaste depende de la forma exterior de la fresa madre. Dicha zona será mayor en caso de útiles cilíndricos que en caso de útiles con entrada cónica o redonda. Para poder efectuar el cálculo de la longitud del arco de corte y de los espesores de viruta fue necesario definir exactamente la curva de penetración útil/rueda.
En cuanto a la penetración útil/rueda (7), fig. 11, la curva de penetración constituyó una elipse de corte sobre la superficie de camisa del cilindro de la rueda. La posición de esta elipse depende del ángulo de cruce de los dos ejes. Aparte de ello, la forma de la elipse se determina por las relaciones dimensionales de la fresa madre y la rueda.Para evaluar el ajuste correcto del útil en la fresadora por generación es decisiva la proyección de esta elipse de corte a un plano paralelo a la fresadora. Empleando se las denominaciones señaladas en la fig. 12, es posible formular las ecuaciones de

www.lmt-tools.com188
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
la fig. 13. Con ayuda de estas ecuaciones se puede crear en el ordenador un plano de trazador que permite evaluar el ajuste del útil (fig. 14).
En la elipse de penetración tendremos para el eje Y un valor máximo. La proyección de este valor al eje de la fresa indicará la zona de entrada para el fresado contra avance. Al continuar la curva más allá de Ymax hasta un valor de Y = Ymax – avance/revolución de la pieza, llegamos a un punto en la curva, en base al que se puede determinar la zona de entrada para el fresado en sentido de avance.
La proyección de este punto de la curva al eje de la fresa corresponde a la longitud de la fresa para la zona de entrada en caso de dentados helicoidales cuando la fresa y la rueda tienen la misma dirección de paso (en el mismo sentido). Al incluir en esta consideración un útil con entrada, juega un papel importante, particularmente en caso de dentados grandes, la línea de penetración.
Com ajuda dessas fórmulas pode ser criado em um computador uma designação plotter que permite uma avaliação da definição da ferramenta (fig. 14).
Na elipse de penetração obtemos para o eixo Y um valor máximo. A projeção desse valor no eixo da fresa resulta na zona de corte para a fresagem oposta. Se a curva for seguida em Ymax. até um valor de Y = Ymax. – avanço por rotação da peça, então obtemos um ponto na curva, a partir da qual pode ser determinada a zona de corte para a fresagem paralela.
A projeção desse ponto da curva no eixo da fresa corresponde ao comprimento da fresa para a zona de corte em dentados inclinados, se a fresa e disco tiverem a mesma diração de passo. Se incluir uma ferramenta com corte, então é particularmente importante a linha de penetração em dentados grandes.
13Cálculo de la curva de penetraciónCálculo da curva de penetração
14penetración útil/ruedapenetração do disco da ferramenta
Avance/rotación de la piezaAvanço por rotação da peça
Zona de entrada para el
fresado contra avance
Zona início de corte para fresagem oposta
Zona de entrada para el fresado en sentido de avance
Zona início de corte para fresagem paralela
x
y
Eje de la fresa
Eixo da fresa
Eje
de
la r
ued
aE
ixo
de
dis
co
RF = Tool radius Raio da ferramentah = Tooth height = Cutting depth Passo do dentado = Profundidade de fresagemR = Workpiece radius Raio exterior da peçaβ = β0 – γ0
β0 = Helix angle of the teeth Ângulo de hélice do dentadoγ0 = Helix angle of the hob Ângulo de passo da fresa de engrenagens
A = RF – h + R
a = R 2 √ _________
1 – ( x __ R
)2
b = A – R 2 √ _________
1 – ( x __ R
)2
c = RF 2
√ ________________________
1 – [ A – R 2 √
_________
1 – ( x __ R
)2 ________________
RF ]
2
d = RF
2
√ ________________________
1 – [ A – R 2 √
_________
1 – ( x __ R
)2 ________________
RF ]
2
1 ______ cos β
e = x · tan β
f = RF
2
√ ________________________
1 – [ A – R 2 √
_________
1 – ( x __ R
)2 ________________
RF ]
2
· tan β
g = x ______ cos β
y = d + e L = f + g

www.lmt-tools.com 189
Anex
o An
exo
La fig. 15 muestra que las longitudes de entrada en el útil con entrada cónica se reducen considerablemente en comparación con el útil cilíndrico. Cabe señalar en este punto que es aconsejable adaptar convenientemente el ángulo y la forma de la entrada a las condiciones existentes, con el fin de prevenir una solicitación excesiva de los dientes del primer corte y evitar un desgaste prematuro. Basándose en los conocimientos del posicionamientode la fresa madre en la fresadora por generación se pudieron efectuar sistemáticamente los estudios de desgaste (fig. 16, página 190).
En las mediciones de desgaste se distingue entre el desgaste de la arista de cabeza, identificado aquí con „BK“, el desgaste del flanco de fresa saliente „BA“ y el desgaste del flanco entrante „BZ“. Como flanco de fresa saliente se considera aquel flanco cuyo movimiento relativo coincide con el flanco de rueda saliente. El flanco de útil entrante es el flanco de fresa al que se aproxima el flanco de rueda durante el movimiento por generación. En la comparación de los resultados de las mediciones de desgaste en la fresa madre utilizada para el fresado en sentido de avance con las mediciones de desgaste en la fresa utilizada para el fresado contra avance, el cuerpo de la rueda y la fresa tuvieron el mismo sentido de giro. De ello resulta – en la representación de la curva de desgaste – que el diente central (identificado con 0) se encuentra en el diagrama de desgaste para el fresado en sentido de avance en el lado derecho del diagrama, y en el fresado contra avance en el lado izquierdo del diagrama. El diagrama muestra
Na figura 15 pode ver como o comprimento de entrada da ferramenta com corte cônico diminuem em relação à ferramenta cilíndrica. Aqui deve ser indicado que também deve ajustar o corte ao ângulo e forma para evitar uma sobrecarga do dentado, o que provocaria um desgaste antecipado. A partir da análise da posição da fresa na máquina foi possível efetuar agora as análises do desgaste (fig. 16, página 190).
Nas medições de desgaste, distinguese entre o desgaste do cabeçote, designado aqui por „BK“ e o desgaste do flanco da fresa designado com „BA“ e o desgaste do flanco de entrada designado com „BZ“. O flanco de saída é o flanco cujo movimento relativo é igual ao flanco do disco. O flanco de entrada é o flanco que é penetrado pelo flanco do disco na fresagem. Na comparação dos resultados das medições de desgaste na fresa de engrenagens, utilizada para a fresagem paralela, com as medições de desgaste na fresa de engrenagens, utilizada na fresagem oposta, a direção de rotação do corpo do disco e da fresa foi mantida igual.
Na representação da curva de desgaste verificase que o dentado central (designado com 0) encontrase no diagrama de desgaste da fresagem paralela do lado direito do diagrama, enquanto que o dentado central para a fresagem oposta está do lado esquerdo. No diagrama pode ver que na fresagem paralela participam mais dentes no corte do que na fresagem oposta.
15Curva de penetración para una fresa madre con entrada. Rueda: módulo 10, 405 dientes, ángulo de hélice 29°Curva de penetração para uma fresa de engrenagens com corte. Disco: Módulo 10, 405 dentados, inclinação ∢ 29°
fa = 6
Longitud de
entrada para el
fresado contra avance
Comprimento de entrada
para fresagem oposta
Longitud de entrada para el fresado
en sentido de avance
Comprimento de entrada
para fresagem paralela
Eje de la fresa
Eixo da fresa
3,7 m
Eje de la ruedaLinha central do disco
Fresado contra avance:Ø 210 x 175/229 x Ø 100Longitud del primer 40 mmLongitud de entrada 138 mm
Avanço oposto:Ø 210 x 175/229 x Ø 100Comprimento de corte 40 mmComprimento entrada 138 mm
Fresado en sentido de avance:Ø 210 x 225/279 x Ø 100Longitud del primer corte 90 mmLongitud de entrada 188 mmAvance fa = 6 mm
Avanço paralelo:Ø 210 x 225/279 x Ø 100Comprimento de corte 90 mmComprimento entrada 188 mmAvanço fa = 6 mm
Fresa madre de diente rascadorcon ángulo de entrada de 8°31’57”de 3 espiras
Corte com fresa de engrenagens com dente da brocha ∢ 8°31'57''3 canais

www.lmt-tools.com190
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
que en el fresado en sentido de avance participan más dientes en el primer corte que en el fresado contra avance. La solicitación de los filos de cabeza es ligeramente mayor en el fresado contra avance que en el fresado en sentido de avance. Esto se explica por el hecho de que en el fresado contra avance participan menos dientes de la fresa madre en el virutaje que en el fresado en sentido de avance. La solicitación y, por tanto, también el desgaste del flanco de fresa entrante es mayor en el fresado en sentido de avance y particularmente en la parte de la fresa entrante con la mayor longitud del arco de corte.
La solicitación principal en el fresado contra avance la sufren los dientes del flanco de fresa saliente. Aquí se constata incluso en la zona de formación del perfil el desgaste relativamente elevado. Esto se explica por el hecho de que en el fresado contra avance aún en la zona de formación del perfil existe una longitud del arco de corte mayor. Es decir que en el fresado en sentido de avance, la zona de trabajo se encuentra en el lado de entrada de la fresa, mientras en el fresado contra avance está en el lado de salida. Los diagramas de desgaste se explican también del modo siguiente: En el fresado en sentido de avance, el ángulo de destalonado efectivo en el flanco exterior del diente de fresa es menor que en el flanco interior. Por esta razón, el desgaste máximo en el flanco exterior del diente de fresa podría estar motivado por la influencia del menor ángulo de destalonado. Pero esta explicación no es cierta para el fresado contra avance. Es cierto que el desgaste de flanco se produce también en el flanco exterior del diente de fresa, pero este flanco tiene el ángulo de destalonado efectivo mayor. Por tanto, no se puede considerar la influencia del ángulo de destalonado como la única causa del desgaste de flanco. Para encontrar una explicación plausible para la formación del desgaste de flanco, era necesario efectuar primero otros estudios adicionales.
A carga dos cabeçotes na fresagem oposta é apenas um pouco maior que na fresagem paralela. Isso acontece por que na fresagem paralela utilizase menos dentados do que na fresagem oposta. A carga e o desgaste do flanco de entrada é maior na fresagem paralela. Em particular na parte da fresa com o maior comprimento de corte.
A carga principal na fresagem oposta vai em direção do dentado do flanco da fresa de saída. Mesmo na zona de formação do perfil ainda existe um desgaste relativamente alto. Isso acontece devido ao maior comprimento de corte na zona de formação de perfil, na fresagem oposta. Na fresagem paralela a área de trabalho é do lado da entrada da fresa enquanto que na fresagem oposta é do lado da saída.
Os diagramas de desgaste explicam o seguinte: Na fresagem paralela o ângulo livre é menor no flanco exterior do dentado da fresa do que no interior. Por isso, o desgaste máximo no flanco exterior do dentado da fresa pode ter sido provocado pelo ângulo livre mais pequeno. Essa explicação não é válida para a fresagem oposta. O desgaste dos flancos também ocorre no flanco exterior do dentado da fresa, mas esse tem o ângulo livre maior. Deste modo, a influência do ângulo livre não é a única causa para a formação do desgaste no flanco. Para encontrar uma explicação correta para o desgaste do flanco, foram necessárias mais análises.
16Reparto del desgaste en la fresa madreDistribuição do desgaste na fresa de engrenagens
17Determinación de las secciones de virutaDeterminação dos cortes transversais
+25 +20 +15 +10 +5 0 –5 +5 0 –5 –10 –15 –20
1,0
0,8
0,6
0,4
0,2
0
mm
Fresado en sentido de avanceFresagem paralela
Fresado contra avanceFresagem oposta
BK = Desgaste de la arista de cabeza Desgaste cabeçote BA = Desgaste en el flanco saliente Desgaste na saída dos flancos
BZ = Desgaste en el flanco entrante Desgaste na entrada dos flancos
BA
BZ
BK
BA
BZ
BK
Rueda a tallarDisco
FresaFresa
Niveles de corteNíveis de corte
531 2
46
según Sulzer WZL – RWTH Aquisgránconforme Sulzer WZL – RWTH Aachen
según Sulzer WZL – RWTH Aquisgránconforme Sulzer WZL – RWTH Aachen

www.lmt-tools.com 191
Anex
o An
exo
A geometria do corte na fresagem de engrenagensSulzer (8) criou um modo de cálculo que determina exatamente a geometria do corte. Para isso ele analisou a formação de aparas em vários níveis de corte durante a rotação do dentado. O computador fornece agora, para cada nível de corte, valores que correspondem às espessuras das aparas. Esses valores – em gráfico – para os níveis de corte resultam em linhas horizontais com as descrições 1 a 6 (fig. 18). Para ter uma noção das dimensões, no lado esquerdo do diagrama está indicada a escala dos cortes transversais. Em baixo da linha base encontramse as descrições para as zonas de corte. O percurso AB corresponde ao flanco de entrada da fresa. O percurso BC corresponde à largura do cabeçote do dentado. O percurso CD corresponde ao flanco de saída da fresa. Se o Plotter representar os valores para os cortes transversais, poderá ver os cortes transversais das aparas nos níveis de corte. Essa imagem Plotter representa os cortes transversais e as margens do corte.
Se esse cálculo de corte transversal (fig. 17) for efetuado para todos os dentados da fresa de engrenagens, obterá uma vista geral dos cortes transversais e formas na fresagem de engrenagens (fig. 19, página 192). Para além disso, poderá ver as cargas dos dentados individuais da fresa de engrenagens e as cargas diferentes no interior desses dentados.
Ao simular os processos de fresagem individuais, como fresagem oposta e paralela, o computador fornece diferentes cortes e formas transversais. As fresas de engrenagens paralelas, são fresas em que a direção e o passo do dentado do disco são paralelos, ou seja, uma fresa com rotação direita usina um disco com dentados de passo direito, e uma fresa com rotação esquerda, respetivamente com dentados de passo esquerdo. Na fresagem oposta, uma fresa com rotação direita usina um disco dentado com passo de dentado esquerdo e uma fresa com
Geometría de la viruta en el fresado por generaciónSulzer (8) elaboró un procedimiento de cálculo destinado a determinar exactamente la geometría de la viruta individual. Para este fin, estudió la formación de virutas en varios niveles de corte durante el paso de un diente de fresa. El ordenador suministra ahora valores numéricos para cada uno de estos niveles de corte, correspondientes al respectivo espesor de viruta. Representadosgráficamente, estos valores dan para los distintos niveles de corte líneas horizontales numeradas de 1 a 6 (fig. 18). Para tener una idea de las relaciones dimensionales, se indica al lado izquierdo del diagrama la escala de las secciones de viruta. Las denominaciones de las zonas de corte están indicadas debajo de la línea de base. La distancia AB corresponde al flanco de fresa entrante.La distancia BC corresponde al ancho de la cabeza del diente. La distancia CD corresponde al flanco de fresa saliente. Cuando los valores para las secciones de viruta, suministrados por el ordenador, son representados por el trazador, tenemos en los niveles de corte la ilustración de las secciones de viruta. Esta imagen de trazador da una representación de las secciones de viruta y del contorno de viruta
Efectuando este cálculo de sección de viruta con representación para todos los dientes de la fresa madre que participan en el corte, recibimos un cuadro sinóptico sobre las secciones de viruta y las formas de viruta en el fresado por generación (fig. 19, página 192). Aparte de ello se pueden ver las solicitaciones de los diferentes dientes de fresa y la solicitación distinta dentro del respectivo diente analizado.
En la simulación de los diferentes procedimientos de fresado como el fresado contra avance y el fresado en sentido de avance, en el mismo sentido y en sentido opuesto, el ordenador suministra secciones y formas de viruta distintas. Entendemos por fresado por generación en el mismo sentido que la dirección del paso
18Determinación de las secciones de virutaDeterminação dos cortes transversais
A B
Niveles de corteNíveis de corte
1
2
6
3
4
5
Flanco entranteEntrada de flanco
Flanco salienteSaída de flanco
CabezaCabeçote C D
0,2
mm
1 mm
1 m
m
según Sulzer WZL – RWTH Aquisgránconforme Sulzer WZL – RWTH Aachen

www.lmt-tools.com192
19Secciones de viruta diferentes en los dientes en acción de la fresa madreDiferentes corte transversais nos dentados da fresa de engrenagens
Fenómenos de desgaste en la fresa madreDesgaste na fresa de engrenagens
de la fresa madre y el paso de hélice de la rueda tienen el mismosentido, es decir, una fresa de paso derecho talla una rueda dentado con dientes ascendentes a la derecha, o bien, una fresa de paso izquierdo talla una rueda con dientes ascendentes a la izquierda. En el fresado en sentido opuesto, una fresa de paso derecho talla una rueda dentada con dientes ascendentes a la izquierda y una fresa de paso izquierdo talla una rueda con dientes ascendentes a la derecha. Este cálculo de la geometría de virutasconfirmó lo que Thämer (1) ya había detectado en sus análisis. El desgaste de flanco aparece particularmente en las transiciones de la cabeza de diente del útil hacia el flanco del útil que ya no participan activamente en el virutaje. Él dice literalmente: „Aquí, aquel filo cortante de la fresa, que en esta esquina ya no desprende ninguna viruta, presenta anchos de las marcas de desgaste particularmente grandes, lo que evidencia que no existe ninguna interdependencia directa sólo entre espesor de viruta y desgaste del útil.“ Las imágenes de trazador elaboradas según el método de Sulzer (9 y 10) confirman esta hipótesis. Los estudios de Sulzer se refieren principalmente al comportamiento de desgaste de fresas madre de metal duro. En lugar del
rotação esquerda com passo de dentado direito. Nesse cálculo da geometria de corte foi provado o que Thämer (1) descobriu em suas avaliações. O desgaste dos flancos ocorre nas transposições do cabeçote do dentado para o flanco, que já não participa de modo ativo na usinagem. Ele diz: „Aqui a aresta de corte que já não corta aparas, tem marcas de desgaste particularmente altas, o que por sua vez indica que não existe uma relação entre a espessura do corte e o desgaste da ferramenta“.
As imagens Plotter criadas conforme o método (9 e 10) de Sulzer, confirmam essa opção. As análises de Sulzer concentramse sobretudo no comportamento de desgaste de fresas de engrenagens de metal duro. Em vez do desgaste dos flancos, ele verifica nessa área microquebras. Ele analisou os flancos com o microscôpio eletrônico por varrimento e encontrou soldaduras pressionadas. Ele diz: „As diferentes direções dos cortes e faixas indicam que essas faixas foram provocadas pelas aparas. Elas ocorrem no flanco do dentado que não entra em contato com o dentado da fresa, ou seja, existe uma espaço entre a borda de corte e essa área do flanco“.
1 2 3
4 5 6
7 8 9
13 14 15
10 11 12
según Sulzer WZL – RWTH Aquisgránconforme Sulzer WZL – RWTH Aachen

www.lmt-tools.com 193
Anex
o An
exo
Bibliografía1) Thämer, In ves ti ga tion of the cutting force in hob bing. Re search
re port, Aach en poly tech nic, 19642) Zie gler, De ter mi na tion of op ti mum cutting force con di tions for hob
bing. Re search re port, Aach en poly tech nic, 19653) Zie gler, Cutting forc es when hob bing straight and hel i cal tooth spur
gears, Re search re port, Aach en poly tech nic, 19664) Zie gler, Study of the main cutting force when hob bing spur gears.
The sis, 1967, at the Aach en poly tech nic5) Hoff meis ter, Wear life stud ies and hob bing with car bide. Re search
re port, Aach en poly tech nic, 19686) Hoff meis ter, Gen er al wear stud ies in hob bing. Re search re port,
Aach en poly tech nic, 19697) Hoff meis ter, About wear on hobs. The sis, 1970, at the Aach en poly
tech nic8) Sulz er, Op ti mum de sign of hobs and use of car bide in hob bing.
Re search re port, Aach en poly tech nic, 19709) Sulz er, State and de vel op ment of car bide hob bing, study of the
cutting edge and cutting ac tion geom e try. Re search re port, Aach en poly tech nic, 1971
10) Sulz er, The pre ven tion of chip ping on car bide hobs. Re search re port, Aach en poly tech nic, 1972
11) Sulz er, Caus es and pre ven tion of chip ping when hob bing with car bide tools. Re search re port, Aach en poly tech nic, 1973
12) Sulz er, Per for mance en hance ment in cy lin dri cal gear man u facture through a pre cise under stand ing of met al re mov al kin e mat ics. The sis, 1973, at the Aach en poly tech nic
Literatura1) Thämer, Análise da força de corte na fresagem de engrenagens.
Relatório RWTH Aachen 19642) Ziegler, Determinação de condições de corte otimizadas para a
fresagem de engrenagens. Relatório RWTH Aachen 19653) Ziegler, Forças de corte na fresagem de discos dentados. Relatório
RWTH Aachen 19664) Ziegler, Análise da força de corte principal na fresagem de discos
dentados. Dissertação 1967 na RWTH Aachen5) Hoffmeister, Análise da vida útil e maquinagem com fresamãe em
metal duro. Relatório RWTH Aachen 19686) Hoffmeister, Análise geral de desgaste na fresagem de engrenagens.
Relatório RWTH Aachen 19697) Hoffmeister, Sobre o desgaste na fresa de engrenagens. Dissertação
1970 na RWTH Aachen8) Sulzer, Definição otimizada de fresas de engrenagens e utilização de
metal duro na fresagem. Relatório RWTH Aachen 19709) Sulzer, Estado e desenvolvimento na fresagem MD, análise das
arestas de corte e geometria de corte. Relatório RWTH Aachen 197110) Sulzer, Prevenção de quebras em fresas de engrenagens MD.
Relatório RWTH Aachen 197211) Sulzer, Causas e prevenção de quebras na fresagem MD. Relatório
RWTH Aachen 197312) Sulzer, Aumento da capacidade na fabricação de discos cilíndricos
através da cinemática de usinagem. Dissertação 1973 na RWTH Aachen
A colisão entre a apara e o flanco da peça pode ser explicado através da forma e percuso do corte. A usinagem iniciase na saída do flanco, perto do cabeçote do dentado da fresa. Nesse estado, ela pode ainda sair livremente. Depois é usinada a área do cabeçote do dentado da fresa. Devido à forma complicada e do espaço apertado no dentado, a apara já não consegue sair livremente. Ela é transportada da entrada do flanco, através da área de corte, até chegar ao outro flanco da peça e ali fica soldada. Devido ao movimento de corte do dentado da fresa, as soldaduras pressionadas são separadas e voltam a unirse através da apara que sai. Adicionalmente, durante o movimento de corte é feita a rotação da peça. Essa provoca o afastamento do flanco da peça e do flanco de saída da ferramenta. Através dessa velocidade relativa, a apara é transportada pela borda de corte. Deste modo, são criadas forças de puxe na borda de corte que podem provocar quebras no metal duro. Em fresas de aço rápido são criadas nesse local apertos, que provocam o maior desgaste dos flancos livres. Na fresagem oposta, essa forma de desgaste também acontece, mas não nessa dimensão.
desgaste de flanco, él detecta en esta parte micromelladuras. Con el microscopio electrónico de barrido analizó los flancos salientes en cuanto a marcas de viruta, detectando soldaduras a presión en los flancos. Dice literalmente: (11 y 12) „Las direcciones diferentes de las marcas de corte y las estrías indican que las estrías fueron causadas por las virutas salientes. Se presentan en lugares del flanco de diente que no entran en contacto con el respectivo diente de fresa, es decir, existe por regla general un intersticio entre el filo cortante y esta zona del flanco.“
La colisión entre la viruta y el flanco de la pieza se explica por la forma de la viruta y la salida de la viruta. El desprendimiento de virutas comienza en el flanco saliente cerca de la cabeza del diente de la fresa. En esta fase la viruta todavía puede enrollarse libremente. A continuación, la parte de cabeza del diente de la fresa entra en acción. Debido a la forma compleja y el espacio limitado en el entrediente, la viruta ya no puede enrollarse libremente. Finalmente, es empujada por el flanco entrante pasando por la superficie de desprendimiento hacia el otro flanco de la pieza y se suelda allí por presión con el flanco. El movimiento de corte del diente de la fresa separa la soldadura por presión, y la viruta saliente forma nuevas soldaduras por presión. Adicionalmente, se produce durante el movimiento de corte una rotación de la pieza. Esta rotación provoca que el flanco de la pieza se aparte del flanco del útil saliente. Con esta velocidad relativa, la viruta es empujada desde la superficie de desprendimiento a través del filo cortante, por lo que se producen fuerzas de tracción en el filo cortante que pueden provocar melladuras en caso de metal duro. En caso de fresas de acero rápido, se forman en este lugar aplastamientos que producen la abrasión mayor en el flanco libre. Este fenómeno aparece también en el fresado en sentido opuesto, pero en medida menor.

www.lmt-tools.com194
Fresas para tallar la forma del dientecon plaquitas giratorias de metal duro para el desbaste y acabado de dentados (exteriores e interiores) de ruedas rectas, así como para la fabricación de tornillos sin fin y cremalleras
Fresas de desbaste para tallar la forma del dientecon plaquitas giratorias de metal duro situadas tangencialmente, ángulo de ataque = 20°, perfil de referencia IV según DIN 3972.El campo de aplicación de estos útiles es un proceso de mecanizado económico para el desbaste de dentados grandes.Este procedimiento ofrece en determinados casos ventajas considerables para el desbaste de materiales de ruedas dentadas de alta resistencia (Rm > 1000 N/mm2).Los entredientes se desbastan con flancos rectilíneos en forma trapezoidal. El perfil de referencia del útil corresponde a la clase BP IV según DIN 3972. Otros perfiles se suministran a solicitud como versión especial.
ExigenciasGracias a la utilización de metal duro como material de corte se alcanzan considerables aumentos de rendimiento. Requisito para ello es una máquina herramienta potente y suficientemente rígida. Debe ser posible también el fresado con útil profundizante. Hay que dar preferencia al fresado en sentido de avance.
Fresas de acabado para tallar la forma del dienteEste método se puede aplicar en caso de exigencias a la calidad del dentado medianas. Es alcanzable la clase de calidad 9 según DIN 3962/68.Este procedimiento se utiliza con frecuencia en la fabricación de uniones giratorias sobre bolas (engranaje de regulación para grúas de pluma) para perfilar los dentados exteriores e interiores.
Características constructivasLos filos cortantes WSP continuos permiten el acabado de la altura total del perfil. De este modo está garantizado que no haya solapados perturbadores que provoquen la formación de bandas.Las plaquitas giratorias se pueden invertir dos veces. Un reafilado unilateral es posible. La determinación de la forma de los filos cortantes se basa en el perfil de entredientes prescrito por nuestra compañía. La forma depende en gran medida del número de dientes de la rueda y del coeficiente de desplazamiento.
Fresa de módulo de dentado com enxertos descartáveis de metal duro para a fresagem de desbaste e acabamento de discos dentados (exterior e interior), bem como para produção de parafusos e barras dentadas.
Fresa de desbaste de módulocom enxertos descartáveis ordenados de modo tangencial, ângulo de passo = 20°, perfil referência IV conforme DIN 3972.A utilização dessas ferramentas representa uma processo de fabricação econômico para a préusinagem de dentados grandes.Se necessário, oferece grandes vantagens no desbaste de materiais de discos dentados muito duros (Rm > 1000 N/mm2).Os espaços do dentado são préusinados em forma de trapézio e flanco linear. O perfil de referência da ferramenta corresponde a BP IV conforme DIN 3972. Serão disponibilizados outros perfis especiais por pedido
ExigênciasAtravés da utilização de materiais de corte de metal duro é possibilitado um aumento da capacidade. O requisito é uma máquina de usinagem de alta capacidade e com tenacidade suficiente. A fresagem em modo de imersão também tem de ser possível. Deve optar pela fresagem paralela.
Fresa de acabamento de módulos dentadosEsse método pode ser utilizado em caso de uma qualidade do dentado média. Pode ser alcançada a classe de qualidade 9 conforme DIN 3962/68.Esse procedimento é frequentemente utilizado na produção de conexões rotativas com esfera (engrenagens para gruas), para perfilação de engrenagens exteriores e interiores.
Características de construçãoBordas de corte de enxertos descartáveis completos permitem a usinagem de acabamento do passo de perfil completo. Deste modo, são evitados cruzamentos com formação de linhas.
Os enxertos descartáveis podem ser virados 2x. A determinação da forma das bordas de corte é realizada através do perfil de espaços no dentado. Essa depende muito do número do dentado no disco e do fator de deslocamento do perfil.
Fresas para tallar la forma del diente con plaquitas giratoriasFresas de módulos com exertos descartáveis

www.lmt-tools.com 195
Anex
o An
exo
Valores de orientación para la demanda de potenciaen el desbaste de la forma de dientes:Valores de referência de capacidadena fresagem de desbaste de módulos:
Rm = Resistencia a la tracción (N/mm2) Tenacidade (N/mm2)Vc = Velocidad de corte (m/min) Velocidade de corte (m/ min)hm1 = Espesor medio de la viruta de arrancada por la cabeza (mm), Valor ≈ 0,1 mm Valor médio de espessura de corte no cabeçote (mm), valor ≈ 0,1 mmz = Número de filos de cabeza / 2 Quantidade arestas de corte / 2fz = Avance del diente (mm) Avanço do dentado (mm)a = Aproximación radial (mm) (Profundidad de corte) Profundidade radial (mm) (Profundidade de corte)D = Diámetro del útil FerramentaØvf = Avance (mm/min) Avanço (mm/min)Qspez. = Factor de potencia (cm3 min · kW) (Valor tomado de la tabla) Fator de potência (cm3 min · kW) (Valor da tabela)
Fórmula válida para la profundidad de perfil total:Forma válida para profundidade de perfil total:
P(kW) = 3,19 · Mod.2 · vf ________________ 1000 · Qspez.
vf = fz · n · z
fz = hm1 _____
√ ___
a __ D
Material Material
Rm/UTS(N/mm2)
Factor de potenciaFator de desempenho
Qspez. cm3/min · kWAcero de construcción no aleadoAço de construção puro
– 700 22 – 24
Acero para tornos automáticosAço de robô
– 700 22
Acero de construcciónAço estrutural
500 – 900 18 – 20
Acero para temple y revenido, de resistencia medianaAço termicamente processável, de firmeza média
500 – 950 18 – 20
Acero fundidoAço fundido
– 950 18 – 20
Acero de cementaciónAço de aplicação
– 950 18 – 20
Acero resistente a la corrosión y a los ácidos, ferrítico, martensíticoAço inoxidável e resistente a ácidos, ferrítico, martensítico
500 – 950 16 – 18
Acero para temple y revenido, de alta resistenciaAço termicamente processável, de firmeza alta
950 – 1400 13 – 18
Acero para nitrurar, bonificadoAço de nitretagem, processado
950 – 1400 13 – 18
Acero para útilesAço de ferramenta
950 – 1400 13 – 18
Acero resistente a la corrosión y a los ácidos, austeníticoAço inoxidável e resistente a ácidos, austenítico
500 – 950 18 – 20
Fundición grisFerro fundido cinzento
100 – 400 (120–600 dureza Brinell)
28 – 35
Fundición gris aleadaFerro fundido cinzento com liga
150 – 250 (160–230 dureza Brinell)
22
Fundición nodularFerro fundido nodular
400 – 800 (120–310 dureza Brinell)
24
Fundición maleableFerro fundido temperado
350 – 700 (150–280 dureza Brinell)
24
180500
600
700
800
900
1000
1100
1200
1300
1400
1500
170 160 150 140 130 120 110 100 90 80 70Vc (m/min)
Rm
(N/m
m2 )
M = 6 M = 10M = 14M = 18M = 20M = 22

www.lmt-tools.com196
Relación de números DINDiretório de números DIN
NúmerosNúmero DIN
páginapágina
138 17, 33, 83, 95, 111867 114, 116, 1201968 17, 83, 953962 6, 20, 110, 1943967 1103968 5, 6, 14, 17, 35, 37, 40, 83, 103, 106,
108, 110, 164, 165, 166, 170, 171, 1943968 A 20, 21, 24, 25, 53, 54, 55, 56, 57, 1743968 AA 42, 43, 62, 633968 B/C 243972 17, 83, 95, 1173972 BP I 65, 118, 1243972 BP II 20, 21, 65, 119, 1243972 BP III 24, 119, 1243972 BP IV 96, 119, 124, 1943975 70, 755294 ISO 545480 17, 55, 83, 95, 132
NúmerosNúmero DIN
páginapágina
5481 57, 131, 1325482 5658 400 11458 412 117, 120, 12158 413 1068000 58150 1278184 1288187 52, 1278188 52, 1278196 52, 1278197 127AGMA 17, 83, 95AGMA 20102 17, 83, 95, 122, 123BS 17, 83, 95BS 2062 17, 83, 95, 122ISO 53 17, 83, 95, 114, 116N 132 17
pictogramasVista geral pictograma
NormasNormas
DIN3968A
DIN3968AA
DIN3968B/C
DINISO5294
DIN5480
DIN5481
DIN5482
DIN8187
DIN8188
DIN8196
perfil de referenciaperfil
DIN3972BP I
DIN3972BP II
DIN3972BP III
DIN3972BP IV
SpecialBP
Materiales de corteMateriais de corte
Car-bide
Metal duroMetal duro
KHSS-E
Acero de corte rápido aleado con cobaltoAço rápido com liga de cobalto
SolidCarbide
Carburo metálicoMetal de alta dureza
SpeedCore
SpeedCoreSpeedCore
HSS-PM
Acero de corte rápidoAço rápido
RecubrimientoRevestimento
AL2Plus
GeometríaGeometria
20°α Ángulo de engrane 20°
Ângulo de pressão 20º RH1De un solo paso, dentado a derechaPasso direito de uma entrada
30°α Ángulo de engrane 30°
Ângulo de passo 30º LH1De un solo paso, dentado a izquierdaPasso esquerdo de uma entrada
Ángulo de ataque positivoÂngulo de corte do cabeçote posit. RH Corte a la derecha
Corte na direita
Ángulo de ataque negativoÂngulo de corte do cabeçote negat. LH Linksschneidend
Corte na esquerda
Ranura de desprendimientoRanhura
VersiónVersão
Ranura longitudinal y transversalRanhura longitudinal e vertical
Rotor secundario hembraRotor secundário Female
Ranura longitudinalRanhura longitudinal
SegmentoSegmento
Ranura transversalRanhura vertical
Placa reversibleEnxerto de corte
Ranura transversalRanhura vertical
Ranura longitudinalRanhura longitudinal
Husillo de la bombaEixo de bomba
Reliefturned
DestalonadoUsinagem por entalhe
Rotor principal machoRotor principal Male
Reliefground
DestalonadoInclinado

www.lmt-tools.com 197
Anex
o An
exo
NotasNotas

www.lmt-tools.com198
NotasNotas

www.lmt-tools.com 199
Anex
o An
exo
NotasNotas

www.lmt-tools.com200
NotasNotas


LM
T F
ett
e T
all
ad
o d
e E
ng
ran
aje
s H
err
am
ien
tas
y C
on
ocim
ien
tos
En
gre
nag
en
s L
MT
Fe
tte F
err
am
en
tas
e n
oçõ
es
Pri
nte
d in
Ge
rma
ny,
No
. 16
7 (1
213
1 D
M/G
K)
in alliance Bilz WerkzeugfabrikGmbH & Co. KGVogelsangstrasse 873760 OstfildernDeutschlandTelefon +49 711 348010Telefax +49 711 [email protected]
Boehlerit GmbH & Co. KGWerk-VI-Strasse 1008605 KapfenbergÖsterreichTelefon +43 3862 300 - 0Telefax +43 3862 [email protected]
LMT Belin France S.A.S.Lieu dit „Les Cizes“ 01590 LavanciaFrankreichTelefon +33 474 758989Telefax +33 474 [email protected]
LMT Fette Werkzeugtechnik GmbH & Co. KGGrabauer Strasse 2421493 SchwarzenbekDeutschlandTelefon +49 4151 12 - 0Telefax +49 4151 [email protected]
LMT Kieninger GmbHVogesenstrasse 2377933 LahrDeutschlandTelefon +49 7821 943 - 0Telefax +49 7821 943 [email protected]
LMT Onsrud LP1081 S. Northpoint Blvd. Waukegan, IL 60085 USATelefon +1 847 3621560Telefax +1 847 [email protected]
Brasilien / BrazilLMT Boehlerit Ltda.Alameda Caiapós, 693Centro EmpresarialTamboré06460-110 – Barueri São PauloTelefon +55 11 55460755Telefax +55 11 [email protected]
ChinaLMT China Co. Ltd.No. 8 Phoenix Road, Jiangning Development Zone211100 NanjingTelefon +86 25 52128866Telefax +86 25 [email protected]
Deutschland / GermanyLMT Tool Systems GmbHHeidenheimer Strasse 8473447 OberkochenTelefon +49 7364 9579-0Telefax +49 7364 [email protected]
Frankreich / FranceLMT Belin France S.A.S.Lieu dit „Les Cizes“ 01590 LavanciaTelefon +33 474 758989Telefax +33 474 [email protected]
Großbritannien und Irland /United KingdomLMT UK Ltd. 5 Elm CourtCopse DriveMeridenCV5 9RGTelefon +44 1676 523440Telefax +44 1676 [email protected]
Indien / IndiaLMT (India) Private LimitedOld No. 14, New No. 29, Ilnd Main RoadGandhinagar, AdyarChennai – 600 020Telefon +91 44 24405136/137+91 44 42337701/03Telefax +91 [email protected]
Italien / ItalyLMT Italy S.r.l.Via Papa Giovanni XXIII, Nr. 4520090 Rodano (MI)Telefon +39 02 2694971Telefax +39 02 [email protected]
Kanada / CanadaLMT USA Inc.1081 S. Northpoint Blvd. Waukegan, IL 60085 Telefon +1 847 6933270Telefax +1 847 [email protected]
KoreaLMT Korea Co. Ltd.Room #1212, Anyang Trade Center1107 Bisan-Dong, Dongan-Gu, Anyang-Si, Gyeonggi-Do, 431-817, South KoreaTelefon +82 31 3848600Telefax +82 31 [email protected]
Mexiko / MexicoLMT Boehlerit S.A. de C.V.Ave. Acueducto No. 15Parque IndustrialBernardo Quintana76246 El Marqués, QuerétaroTelefon +52 442 2215706Telefax +52 442 [email protected]
Österreich / AustriaBoehlerit GmbH & Co. KGWerk-VI-Strasse 1008605 KapfenbergTelefon +43 3862 300 - 0Telefax +43 3862 [email protected]
Polen / PolandLMT Boehlerit Polska Sp. z.o.o.Nickel BioCentrumZlotniki, ul. Krzemowa 162-002 Suchy LasTelefon +48 61 6593800Telefax +48 61 [email protected]
Russland / Russia LLC LMT ToolsSerebryanicheskaya nab., 27 109028 MoscowTelefon +7 495 2807352 Telefax +7 495 2807352 [email protected]
Singapur / SingaporeLMT Asia PTE LTD.1 Clementi Loop 04-01Clementi West District ParkSingapur 12 9808Telefon +65 64 624214Telefax +65 64 [email protected]
Spanien und Portugal / Spain and PortugalLMT Boehlerit S.L.C/. Narcis Monturiol 11-1508339 Vilassar de DaltBarcelonaTelefon +34 93 7507907Telefax +34 93 [email protected]
Tschechische Republik und Slowakei / Czech Republic and SlovakiaLMT Czech Republic s.r.o.Dusikova 363800 Brno-Lesná Telefon +420 548 218722Telefax +420 548 [email protected]
Türkei / TurkeyBÖHLER Sert Maden ve Takim Sanayi ve Ticaret A.Ş. Ankara Asfalti Üzeri No. 22, Kartal 34873IstanbulTelefon +90 216 306 65 70Telefax +90 216 306 65 74 [email protected]
Ungarn / HungaryLMT-Boehlerit KftKis-Duna U. 62030 ErdPo Box # 2036 Erdliget Pf. 32Telefon +36 23 521910Telefax +36 23 [email protected]
USALMT USA Inc.1081 S. Northpoint Blvd. Waukegan, IL 60085 Telefon +1 847 6933270Telefax +1 847 [email protected]




















