
Corrosion of High Chromium Alloys by Sulfated Slags at Elevated Temperatures
15
Paper No. 168 CORROSIOIUC)L The NACE International Annual Conference and Exposition CORROSION OF HIGH CHROMIUM ALLOYS BY SULFATED SLAGS AT ELEVATED TEMPERATURES A. Wong-Moreno, D. Lopez-Lopez, and A. Gutierrez Vazquez Instituto de Investigaciones E16ctricas A.P. 475-1, C.P. 62000, Cuernavaca, Morelos, Mexico L. Martinez Programa de Corrosion del Golfo de M6xico, U.A. Campeche and Instituto de Fisica, UNAM, A,P. 48-3, C.P. 62251, Cuernavaca, Morelos, M6xico ABSTRACT The aim of this paper is to study the corrosion behavior at elevated temperatures of four commercial heat resistant alloys exposed to a slag containing sodium sulfates and vanadates. Laboratory corrosion tests were conducted to obtain information on the performance of the alloys. The UNS specifications of the tested alloys were S44600, N06601, N08330, and ODS MA956. The slag used as corrosive agent was collected from the high temperature zone of an utility oil-fired boiler. Corrosion weight-loss measurements as well as microscopic observations were performed to evaluate resistance of alloys to internal corrosion and sulfidation. The interrelationship between the corrosion behavior of materials and alloy chemistry and temperature are examined. The corrosion mechanisms involved in the degradation of the alloys in the range of 600”C-900”C are discussed. The influence of temperature on alloy degradation is found to be described by a curve with a maximum in the range of 750”C to 805”C. It is illustrated through the characteristics of the corrosion product scales, which have been studied by SEM and x-ray microanalysis. All the alloys exhibited sulfidation at least at the temperature of maximum corrosion rate. Keywords: high temperature, oil-ash corrosion, hot corrosion, vanadium attack, stainless steel, 601 Ni-based alloy, MA956, Fe-25Cr steel, 35Crl 9Ni superalloy, sulfidation. Copyright 01996 by NACE International. Requests for permission to publish this manuscript in any form, in part or in whole must be made in writing to NACE International, Conferences Division. P.O. Box 218340, Houston, Texas 77218-8340. The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association. Printed in the U.S.A.
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Corrosion of High Chromium Alloys by Sulfated Slags at Elevated Temperatures

Paper No.
168
CORROSIOIUC)LThe NACE International Annual Conference and Exposition
CORROSION OF HIGH CHROMIUM ALLOYS BY SULFATED SLAGS
AT ELEVATED TEMPERATURES
A. Wong-Moreno, D. Lopez-Lopez, and A. Gutierrez Vazquez
Instituto de Investigaciones E16ctricas
A.P. 475-1, C.P. 62000, Cuernavaca, Morelos, Mexico
L. Martinez
Programa de Corrosion del Golfo de M6xico, U.A. Campeche
and Instituto de Fisica, UNAM,A,P. 48-3, C.P. 62251, Cuernavaca, Morelos, M6xico
ABSTRACT
The aim of this paper is to study the corrosion behavior at elevated temperatures of four commercial
heat resistant alloys exposed to a slag containing sodium sulfates and vanadates. Laboratory
corrosion tests were conducted to obtain information on the performance of the alloys. The UNS
specifications of the tested alloys were S44600, N06601, N08330, and ODS MA956. The slag used
as corrosive agent was collected from the high temperature zone of an utility oil-fired boiler.
Corrosion weight-loss measurements as well as microscopic observations were performed to evaluate
resistance of alloys to internal corrosion and sulfidation. The interrelationship between the corrosion
behavior of materials and alloy chemistry and temperature are examined. The corrosion mechanisms
involved in the degradation of the alloys in the range of 600”C-900”C are discussed. The influence of
temperature on alloy degradation is found to be described by a curve with a maximum in the range of
750”C to 805”C. It is illustrated through the characteristics of the corrosion product scales, which
have been studied by SEM and x-ray microanalysis. All the alloys exhibited sulfidation at least at the
temperature of maximum corrosion rate.
Keywords: high temperature, oil-ash corrosion, hot corrosion, vanadium attack, stainless steel, 601
Ni-based alloy, MA956, Fe-25Cr steel, 35Crl 9Ni superalloy, sulfidation.
Copyright01996 by NACE International. Requests for permission to publish this manuscript in any form, in part or in whole must be made in writing to NACEInternational, Conferences Division. P.O. Box 218340, Houston, Texas 77218-8340. The material presented and the views expressed in thispaper are solely those of the author(s) and are not necessarily endorsed by the Association. Printed in the U.S.A.
INTRODUCTION
Corrosive deposits containing high amounts of all<ali sulfates and sodium vanadates aretypically found on heat exchanger tubes of residual oil-fired boilers. The corrosive attack they induced
is one of the major causes of material failure in the superheater section of utility boilers. Theperformance of alloys under exposure to oil ashes depends sensitively on salt composition,
temperature and composition of the alloy 1-9. Reduced accelerated corrosion is observed attemperatures below 600°C, when most ash deposits are predominantly solid. It is above thistemperature that corrosion attack become important due to the presence of molten phases in the oil
ashes’ ‘5’6’9.
The mechanism of corrosion by vanadic slags involves an exponential dependence on
temperature5’G’8 ’9. However, it has been reported by many authors5’g’10’11 that many materials
exposed to sulfated slags show a sharp increase in the corrosion rate at a temperature normallyranging between 750”C and 900”C. This ‘threshold ‘ temperature varies with alloy composition and
ash composition. WiLson[5) has shown that the “breakpoint’ corresponds to the disappearance of a
thin, semi-protective solid oxide film at the alloy surface; from phase relationship consideration this
author suggests that in most cases this film may be a vanadate such as FeV04, which melts at the
threshold temperature. Therefore, it is interesting to explore the corrosion mechanism involved in the
degradation of alloys by oil ashes that are mixtures of alkali sulfate and sodium vanadates. Obviously,
the temperature influence on the corrosion rates caused by this kind of slags is related to the stability
of their molten constituents and to the protective characteristics of the oxide scale, i.e., to the ability
of the oil-ash deposit to dissolve the metal oxides developed by the alloy. This can be either by total
solution of all the various components of the oxide scale, or by the selective solution of one or two ofthe species present. If selective solution occurs, the product lattice may well be weakened by the loss
of some of its components, and thus more likely to crack and span off causing increased corrosion12
rates .
For minimizing corrosion rates of these components, high chromium alloys are usually
specified, because it is well known that chromium is the most effective alloying element in controlling
oil-ash corrosion. Wilson5 has pointed out that levels of at least 18% are required and that chromium
levels above 25 wt. % often result in severe embrittlelment due to sigma-phase formation. Therefore
alloys containing chromium between 18 and 25 wt. % appears to be the more suitable for exposure atelevated temperatures to fuel oil ashes.
The present work has been undertaken to study the effect of temperature on the corrosion
caused by an oil-ash, that is mainly constituted by sodium sulfate and sodium vanadates, to alloyswith chromium content in the range of 19-24 wt. O/. Cr. The alloys investigated belong to three main
groups of heat resistant alloys for application in the superheater section of utility boilers: Ni-based
alloys, Fe-Cr alloys and Fe-Cr-Ni alloys. The investigations are part of a major project dealing with the
corrosion behavior of high temperature materials in the presence of residual oil-ash deposits.
EXPERIMENTAL PROCEDURE
Oil-Ash Deposits.
A representative sample of fuel oil-ash deposits was collected directly
superheater banks of a 84 Mw utility boiler. The boiler burn heavy high sulfur
contents of sodium and vanadium.
from the primary
fuel-oil with high
168i2
The chemical analysis of the sample of oil-ash deposit collected is shown in Table 1. Table 1
also lists V/(Na +S) ash atomic ratio, which is considered as a corrosivity indexl’13. Sodium sulfate,
sodium vanadil vanadates of V/Na = 6 (NaV6015, m.p. = 625°C), and low melting point vanadates
with high sodium content (NaGV12032, m.p. w 535”C) were identified by X-ray diffraction analysis as
the main constituents of the oil-ash deposit. The deposits were ground to 100-mesh before they
were contacted with alloys.
Test Materials.
Four commercial alloys were selected for testing resistance to corrosion in the high sulfur oil-
ash deposit. The group included different types of alloys: a Fe-Cr steel (UNS S44600), an oxide
dispersion strengthened Fe-Cr-Al alloy (MA 956), a Fe-Cr-Ni alloy (UNS N08330 and a Ni-base (UNS
N06601 ). The test specimens were machined from round bars or cut from sheets. The test
specimens were of 15x1 Oxl .5 to 3 mm in size. The compositions of the alloys are given in Table 2.The alloys have 19 to 24 wt. Y. Cr, and Ni is in the range of O to 61 wt. Y.. Aluminum is present in
the Ni-base alloy (UNS N06601 ), and in the ODS MA 956 (this alloy also has yttrium oxide addition).
The samples were ground to a 600 grit SiC finish, degreased, and cleaned in acetone prior to testing.
Test Conditions.
Corrosion tests were conducted for 250 hours at temperatures in the range of 600 to 900°C.
Alloys were totally packed in oil-ash deposit powders contained in silica crucibles. The amount of
deposit added was 500 mg per cmz of initial area of the specimen. The corrosion crucible tests were
carried out in electric furnaces in a static air atmosphere. At least three specimens of each alloy were
exposed under each condition. It has been shown that crucible tests, one of the most simple
laboratory procedures, are very useful for observing the effect of some of the variables involved in
high temperature corrosion processes14. The comparison of materials performance in a qualitative orsemiquantitative way under different conditions (temperature, composition of the corrosive agent,
atmosphere) by this technique is totally reliable 15.
Post-Corrosion Examination.
Corrosion performance of the alloys was measured as weight loss after the specimens were
descaled according to ASTM G 1 standard. One corroded sample of each alloy was mounted in
bakelite in transverse section and examined as-polished (polished without water) by electron
microscopy to analyze the morphology and distribution of reaction products, and to determine the
characteristics and depth of any subsurface corrosive attack. X-ray mapping and microprobe analysis
were performed using a Microspec WDX-3PC system connected to a Zeiss DSM960 scanning
electron microscope.
RESULTS AND DISCUSSION
Effect of temperature.
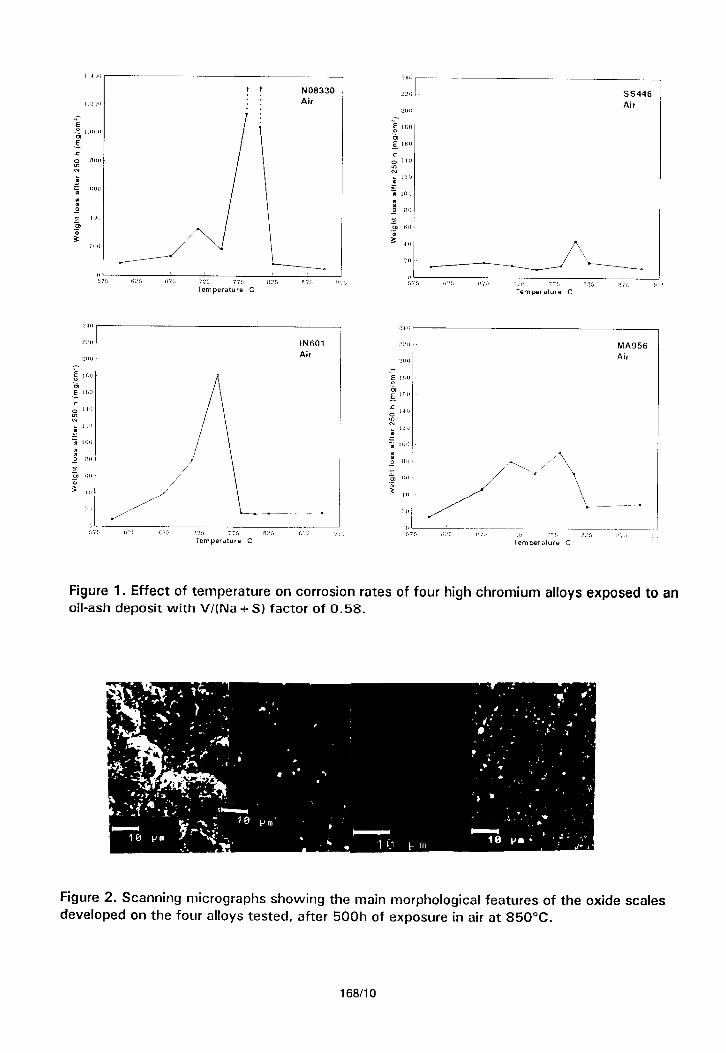
Figure 1 shows the weight loss measurements of each alloy as a function of the testtemperature. The effect of temperature is described by curves that exhibit a maximum in the range
168/3

of 750°C to 805°C: 785°C for 35 Nil 9Cr alloy, as was inferred from additional corrosion tests of
shorter duration -125 hours- carried out at 785°C and 805”C; 750°C for the Ni-based alloy 601;
805°C for the Fe-24Cr steel, and 785°C for the Fe-Cr-Al alloy (in this case, the maximum is less well-
defined than for the other alloys). In all cases, the decrease of weight loss is abrupt at temperatures
above the temperature of maximum corrosion rate.
The alloys were exposed to a slag that is mainly constituted by a mixture of sodium sulfate
and sodium vanadates. Therefore, it is reasonable to expect that the mechanism involved in the
corrosion of the alloys could be a combination of the two main accepted mechanisms of corrosion byoil-ashes. As was mentioned before, sodium vanadates cause an exponential increase of corrosionrate as temperature is increased, and corrosion by sulfated slags has a temperature dependence thatis described by a ‘ bell-shaped’ curve. Considering the melting points of the main constituents of the
slag, the observed effect of temperature on metal wastage shows the following sequence:
a) at the lower temperatures (below the inflection point of the curve) corrosion is related tovanadium attack, and hence it involves accelerated oxidation of the alloys due to thedissolution of the normally protective metal oxides (e.g. Cr20a and AlzO~) in the molten salt.
b) at temperatures around the maximum, corrosion is the result of the synergistic action ofsodium vanadates and sodium sulfate, involving the simultaneous occurrence of oxidation andsulfidation, this last one by a mechanism of low temperature hot corrosion16’17. This will be
illustrated later through the microanalysis results.
c) at temperatures higher than that corresponding to the maximum corrosion rate but lower thanthe decomposition temperature of sodium sulfate (884°C), oil-ash corrosion caused by thisslag is moderated by the development of high oxidation rates, i. e., by the fast growth of anoxide scale which would act as a barrier to the corrosive species. Therefore the corrosion rate
of the alloy depends on the equilibrium established between the formation of the oxide scale
and its dissolution in the molten vanadates and sulfates.
d) at temperatures above the decomposition temperature of sodium sulfate, Na20 acts as aninhibitor, decreasing the sulfidation attack. Therefore the resultant corrosion is basically
vanadic corrosion moderated by the high oxidation rate of the alloys. Hence, the magnitude of
the corrosion attack is determined by the composition and structure of the oxide scale
developed by the alloy at a specific temperature, or, in other words, by the ability of the
molten slag to dissolve the metal oxide. Because both Cr and Ni may dissolve more readily inthe melt than Fe, it is their combined concentration in the metal which is of primaryimportance when considering corrosion rates. The relative protective abilities of the oxides of
the various alloys are dependent on the relative proportions of their constituent cations which
dissolve in unit time.
Obviously, the presence of sodium vanadates in the deposit involves, at whatever temperature
(higher than their melting points), a dissolution mechanism of the metal oxides developed by the alloy.The oxides of all the main alloying elements of heat resistant alloys may be dissolved by processes
involving V. However, in the case of high chromium alloys, the rate of oxidation of the metal surface
become an important factor as temperature is increased. Furthermore, the rate of oil-ash corrosion
process is determined by the stability of intermediate solid corrosion products that are established in
the metal surface. The stability of these products is determined by temperature. The metal surface
may be ‘ protected ‘ by a solid layer of corrosion products even in the presence of molten phases in
the ash. Therefore, the corrosion rate at steady state is determined by the thickness and the porosity
of this scale, which reaches constant thickness when the rate of scale formation equals its rate of
removal by dissolution. For example, Cr203 may form a protective layer of a reaction product suchas CrV04 (m. p. 902°C) or a semi-protective intermediate reaction product as NazCrOQ (m. p. 792°C).
The effect of alloy chemical composition on the characteristics of the oxide it develops at high
temperature is illustrated in Figure 2. As it can be observed, the oxide scale of the four Cr203-forming
168/4

alloys varies in compactness and, hence, in protectiveness. 35 Nil 9Cr alloy forms a slightly
convoluted and more porous oxide than the other alloys at 850”C in air. This feature influences thecorrosion rate of the alloys when they are exposed to molten slags.
The corrosion results for 35 Nil 9Cr alloy, the most severely corroded of the alloys tested,
confirm those reported by Wilson5 : nickel additions to Fe-Cr alloys perform badly in the presence of
sulfate, particularly if they contain between 10 and 40 wt. % nickel. The present results show thatthis is true especially at temperatures between 750”C and 825”C, where the low temperaturecorrosion mechanism is governing the corrosion process.
As it was reported in previous work8 and by other authors5’7, nickel-based alloys -like 601
alloy- show good resistance to corrosion in non-sulfated slags, but in the presence of sulfur the
corrosion is considerably worse than that of iron-based alloys with similar chromium content. Figure 1
shows that for alloy 601 this behavior is observed at temperatures between 725°C and 785°C.
It has been reported that aluminum-containing alloys do not perform well in melts containingsulfate5’1G. This is confirmed by the corrosion results obtained for the two Fe-Cr alloys investigated:
the Fe-Cr-Al alloy exhibited higher corrosion rates (by a factor of 2) than Fe24Cr alloy in the
temperature range where corrosion induced by sulfates is the prevailing mechanism. Rapp18 hasreported the volubility of various oxides as a function of Na20 activity 18. His results show that alumina
and chromia exhibit a minimum of volubility, and hence of the corrosion rate, at relatively low Na20
activities, whereas the volubility of Si02 does not depend upon melt basicity. This last fact could be
the reason of the better performance of Fe24Cr steel, because it forms a thin and compact layer of
Si02 at high temperatures in the presence of oil ashes18. However, the use of this steel is limited by
the embrittlement caused by sigma-phase formation at temperatures above 750 °C18.
Microstructural Observations
The exposed surfaces were characterized by SEM and microanalysis in order to study the
microstructural and chemical features of the corrosion products which are determined by interaction
between the alloy and the corrosive environment. In this particular case, the slag used as corrosive
agent represents a complex environment because of the different nature of its main reactive species,
which reach their melting point at temperatures in the range tested. Therefore, the understanding of
the complex interactions between such a slag and the multicomponent alloys requires of a detailedanalysis of their reaction products.
Figure 3 shows the morphology of the corrosion products developed on Ni-base alloy 601
exposed at 750°C, that is the temperature where this alloy exhibited the maximum corrosion rate
(Figure 1). Sulfidation is evident in the Cr-depleted zone beneath the corrosion front. This process tookplace due to the severe chromium depletion of the alloy in the zone beneath the interface metal/scale.
The zone where chromium sulfides were observed has a depth of about 40 microns. Microanalysis
measurements indicated Cr levels at this zone as low as 7Y0. In contrast to that observed at 750”C,
at 900°C this alloy exhibited only internal oxidation as is suggested by the Cr- and Al- x-ray maps.
This result is an evidence of a change in the mechanism involved in the oil-ash corrosion process as
the temperature was increased above the decomposition temperature of sodium sulfate. Wie and
Stott have reported20 that Al facilitates the formation of Cr20~ protective layer at temperatures in the
range of 800”C - 1000”C, by acting as a secondary oxygen acceptor. A1203 precipitates may also act
as preferential sites for nucleation of the protective oxide, and although the oxide scales thicken
relatively slowly, considerable damage is sustained in the underlying alloy substrate as is observed in
16815

Figure 4, They also mentioned that the presence of Al in the alloy increases the extent of internaloxidation due to the greater stability of A1203 compared with that of Cr203.
The microstructural features that developed after 125h for a 35 Nil 9Cr alloy at 785*C are
shown in Figure 5. Figure 1 shows a catastrophic corrosion rate of this alloy at 785°C and 805”C. In
fact, at these temperatures the samples were totally consumed after 250-hour exposure. In order to
determine where the inflection of the temperature curve was, additional 125-hour corrosion tests
were carried out. From the weight loss measurements, it was concluded that at 785°C this alloy
exhibits the highest corrosion rate. The backscattered electron image is very explicit about the
catastrophic corrosion this alloy experienced. The external oxide scale is mainly constituted by metal
oxides and metal vanadates. The fissuring of the scale is indicative of the formation of non-protective
oxides, associated with the catastrophic corrosion rate exhibited by this alloy at this temperature. Arich-vanadium layer at the metal/scale interface, and the presence of metal (Cr, Fe, Ni) oxides re-
precipitated above it, indicate that an accelerated oxidation mechanism by dissolution of the metal
oxides is involved in the degradation of the materia117. A mechanism involving sulfidation followed by
oxidation is evident from the Cr and S mappings in the wide Cr-depleted zone beneath the metallscale
interface, and the presence of internal chromium oxide zones (indicated by an arrow) that was a
consequence of the massive precipitation of sulfides.
Figure 6 shows the evolution of microstructural deterioration of the subscale zone and the
corrosion products scale of alloy 35 Nil 9Cr at temperatures below and above where catastrophic
corrosion was observed. It was determined that the depth of internal material degradation follows the
same curve as corrosion rate. As can be observed, Cr-sulfides are present in the Cr-depleted zonebeneath the metal/scale interface of the samples exposed to all temperatures. At 900”C, internal
oxidation and Mn-sulfides were detected by microanalysis. It is noticeable that the uniform corrosion
front at 675”C, indicative of an accelerated oxidation mechanism is acting due to the action of the
vanadates present in the slag. The vanadates are molten at this test temperature. The fissuring of the
corrosion product scale also suggests the formation of non protective oxides. The microanalysis of the
corrosion product scale of samples exposed at 7 15°C, observed at the interface metal/scale, revealed
that it is constituted by a mixture of Cr20~ and metal sulfides. The presence of this non protective
scale could be the reason of the corrosion rate increase at this temperature observed in the
corresponding graph of Figure 1. At this temperature, the depth of the Cr-depleted zone is z 65
microns. The level of Cr determined by microanalysis was as low as 170 in the first z 40 micronsunderlying the metal surface. It has been pointed out21 that the alloy chromium content mainly
determines whether Cr20~ develops as an external scale or as internal oxides precipitation in the alloy
matrix. If the alloy contains less than 10 wt. OA Cr there is usually insufficient chromium to form an
external scale, and instead internal oxide is formed. At 750”C, the scale contains a lower quantity ofsulfides than that of 71 5°C. A thin and non uniform Cr203 layer was formed, which confer to the
metal a little higher degree of protection, that is reflected by the corrosion data of Figure 1 at this
temperature.
The micrographs in Figure 7 show the Cr-sulfide network at a zone including the Cr-depleted
zone and the sound metal of a 35 Nil 9Cr sample exposed to the slag at 785°C during 125 hours. The
higher concentration of sulfur at the bottom of the sulphidized zone is indicative of a self-sustaining
sulfidation process at this temperature. Chrolmium sulfide is again decomposed by incoming oxygen
as a result of the greater stability of the oxide, resulting in the liberation of sulfur atoms for further
sulfidation reactions22 . This evidence suggests that the high corrosion rate developed by this alloy isa result of the simultaneous occurrence of both processes: intergranular sulfidation and acceleratedoxidation. This last one is a consequence of the precipitation of sulfides, which results in a chromiumdepletion in the grain boundary areas which thus become susceptible to subsequent oxidation.
168/6
Sulfidation is a process that tends to exhibit breakaway kinetics and high rates of metal wastage. It is
a special danger for alloys, particularly for those containing appreciable nickel contents23.
Microscopical features of Fe-24Cr alloy exposed at 805°C are shown in figure 8. This
temperature corresponds to the maximum corrosion rate experienced by this alloy as was shown in
Figure 1. The mappings of V, Fe, and Cr (in the micrographs at the top of the figure) show the
evidence of accelerated oxidation induced by vanadium compounds. As can be observed, Fe- and Cr-
oxides have re-precipitated above the vanadium compounds layer. The presence of a Cr-rich oxide
layer at the metal/scale interface is responsible of the low corrosion rate of this alloy even in the most
corrosive condition. The micrographs at the middle of the figure shows the presence of chromium
sulfides in the very Cr-depleted zone (s 8 wt. % just beneath the interface metal/scale); thebackscattered image shows the presence of Cr-rich gray zones surrounded by sulfur, that is evidence
of the internal oxidation of the alloy enhanced by sulfidation; these images clearly show that the
sulfidation reaction front runs ahead of subsequent oxidation. The metal deterioration at 805°C can
be compared to that of 750°C and 900”C in the micrographs of the bottom of the figure. Sulfidation
was not developed at these temperatures, which suggest that the abrupt increase in corrosion rate at
805°C observed in the corresponding graph included in Figure 1, is associated with the occurrence of
sulfidation.
SEM micrographs showing the typical distribution of elements in the corrosion productsformed by MA956 alloy at different temperatures is shown in Figure 9. The comparisons of the
microstructural features that developed during oil-ash corrosion of the alloy illustrate the effect of
temperature on the characteristics of the oxide scale and on the internal degradation of the material.
The highest weight loss induced by oil-ash corrosion was found at 785”C. Even though, the curvedescribing the influence of temperature on material degradation is less well-defined than for the otheralloys evaluated. Cr-depletion was less dramatic for this alloy, as the depth of the Cr-depleted zone
only reached ~ 10 microns, and the lowest Cr level at that zone was ~ 130A. MA956 alloy exhibited
a more rapid, uniform type of attack than Fe24Cr steel, but with little intergranular penetration.
Although the latter may remain unobserved because the corrosion rates of general attack were higher
than that of 446 steel. An incipient alumina layer is observed at 750”C, whereas at the temperaturewhere corrosion rate is maximum, a scale containing Cr203 and A1203 appears to be a barrier to
sulfur penetration. Up to 785”C, the doiminant corrosion mechanism for this alloy is the dissolution of
metal oxides by vanadium compounds. In contrast, at 825°C alumina layer is non uniform. At this
temperature an incipient penetration of sulfur through grain boundaries was observed. At 900”C the
scale has a double layer structure, alumina being the nearest to the metal/scale interface and chromia
located above it. Crz03 particles are dispersed in the CrzO~ and AlzO~. At this temperature, sites in
the metal matrix where AIZ03 has nucleated were visible. Another interesting feature observed is theprecipitation of titaniulm in the matrix alloy, apparently as titanium nitrides.
CONCLUSIONS
Oil-ash corrosion by a slag containing sodium sulfate and sodium vanadates of high chromium alloys
was investigated by laboratory corrosion tests in order to study the effect of temperature on their
corrosion behavior. It was found that the effect of temperature on the corrosion of the high
chromium alloys evaluated is described by a curve that has an inflection point at a temperature in the
range of 750”C-805”C. The corrosion process experienced by the alloys at the temperature where
maximum corrosion was measured, involves the occurrence of sulfidation and accelerated oxidation.
The first of this process is caused by the presence of sodium sulfate in the oil-ash slag and is
enhanced by the oxidation induced by the sodium vanadates. In turn, accelerated oxidation is a resultof the chromium depletion of the zone beneath the metal surface caused by both, dissolution of the
168/7

metal oxide scale by the vanadium compounds and precipitation of chromium sulfides at grain
boundaries.
ACKNOWLEDGMENTS
The experimental work summarized in this paper was conducted as activities of projects
10021 and 10105 supported by the Instituto de Investigaciones El~ctricas. A. Wong acknowledges
the economic support given by CO NACYT (Mexico) for the development of this research. Thanks are
also given to Comisi6n Federal de Electricidad (M6xico) for the collaboration for supply the oil-ash
deposits. L. Martinez acknowledges the support of Programa FOMES-SEP. The technical assistance
of C. Limr5n, G. Jim6nez and A. Martinez is also acknowledged.
REFERENCES
1.
2.
3.
4.
5.
6.
7.
8.
9.
10,
11,
12.
13.
14.
15.
16.
L.D. Paul, R.R. Seeley, “Oil-Ash Corrosion - A Review of Utility Boiler Experience”, Corrosion
(NACE), vol. 47, No, 2, 1991, pp. 152-159.
D,W, C. Baker, M,J. Fountain, A.B, Hart, 1<.A, Hay, DR. Holmes, P.J. Jackson, J. Jarman,
C. W,l<ing, J,W, Laxton, D. Mortimer y L,H. Toft, “The Control of High Temperature Fireside
Corrosion”, Central Electricity Research Laboratories, RD/L/M 484, May 1975, 73 p.
D.N. French, “Liquid Ash Corrosion Problems in Fossil Fired Boilers”, Proc. Electrochem. Sot. (US),
V.83.5, pp. 68-84, 1983.
J. Bellan, S. Elghobashi, “Fuel-Composition Effects on High-Temperature Corrosion in
Industrial/Commercial Boilers and Furnaces: A Review”, Trans. of the ASME, VOI 107, July 1985,
pp, 744-757.
Wilson J, R., “ Understanding and Preventing Fuel Ash Corrosion”, CORROSION’76, Paper 12,
(Houston, TX, NACE International, 1976).
A. Wong-Moreno, Y, Mujica, L. Martinez, “High Temperature Corrosion Enhanced by Fuel Oil-Ash
Deposits”, CORROSION’ 94, paper 185, (Houston, TX: NACE International, 1994).
D,B. Meadowcroft, “High Temperature Corrosion of Alloys and Coatings in Oil- and Coal-FiredBoilers”, Mat. Sci. and Eng., Vol. 88, (1987): p. 313-320.
A, Wong, R.1. Marchan, L. Mart(nez, “Molten Salt Corrosion of Heat Resistant Alloys”,
CORROSION-95, paper 465, (NACE Int., Houston, TX, 1995),C.G. Stevens, J.W Laxton, “High Temperature Corrosion Studies in an Oil-Fired Rig: The Effect of
Fuel Impurities on the Corrosion of Austenitics Steels”. Central Electricity Research Laboratories,
U.I<., Report No. RD/L/R 1696, (1970).H.J. Blewden, A.B. Hart, J.W. Laxton, C.G. Stevens, “The Effect of Gas Temperature on Fireside
Corrosion in Residual Fuel Oil-Fired Boilers”, CEGB Lab. Report, No. RD/L/R 1838, May 1973.
A,J. B. Cutler, W,D. Halstead, A.B. Hart, J.W. Laxton y C.G. Stevens, “An Approach to the
Mechanism of the Corrosion of Steels in Oil-Fired Boilers”, Central Electricity Research Laboratories
(U.K.), Laboratory Note No. RD/L/N 194/70, Job No. VF 473, 1970.Halstead, W. D., “Progress Review No. 60: Some Chemical Aspects of Fireside Corrosion in Oil-
Fired Boilers”, J. Inst. Fuel, July 1970, pp. 234-239.
Y. Harada, “High Temperature Corrosion in Heavy Oil Fired Boilers’”, Proc. Fifth Int. Cong. on
Metallic Corrosion, (NACE), Tokio, Japan, May, 1972.
L.R. Scharfstein, M. Henthorne, “Testing at High Temperature”, Chap. 11, Handbook on Corrosion
Testing and Evaluation, Ed. by W,H. Ailor, John Wiley & Sons Inc., New York, 1977.
N. Otsuka, l<. Nakagawa, Y. Kawahara, Y. Tsukaue, A, Yamamoto, K. Yukawa “An Evaluation of
Corrosion Resistant Alloys by Laboratory Corrosion Tests -Development of Corrosion Resistant
Superheater Tube, Part 1- (Nedo Project, Development of High Efficiency Waste-to-Energy Plant)”,
CORROSION’ 95, (NACE), Paper No. 565.
K.T. Chiang, F,S: Petit, G,H. Meier. “’Low Temperature Hot Corrosion””. in High Temperature
Corrosion, pp 519-530, R,A, Rapp, Ed., NACE.
16818

17,
18.
19.
20.
21.
22.
23.
K.L. Luthra, “’Mechanism of Low Temperature Hot Corrosion ““. in High Temperature Corrosion,
pp 507-512, R.A. Rapp, Ed., NACE.
R. A. Rapp. “’Hot Corrosion of Materials”, High Temperature Science, Vol 27, 1990, pp 355-367.
A, Wong-Moreno, D. Lopez-Lopez, L, Martinez. ““Oil Ash Corrosion of MA956 at HighTemperatures ‘“, Proc. of the 2nd. Int. Conf. on Heat Resistant Materials, pp 233-243, Gatlinburg,
TN, USA, 11-14 September, 1995.
F,l Wei and F. Stott, ““The Influence of Aluminium on the Oxidation of a CrzO~-Forming Nickel-
Chromium alloy””. Reaction of Solids, 6 (1 988), 129-144,
F.H. Stott, “Influence of Alloy Additions in Oxidation”, Mat. Sci. and Technology, August 1989,
vol. 5, p. 734-740.
U. Heubner, F. Hofmann, “Special Aspects of Localized High Temperature Corrosion”, Werkstoffeund I<orrosion, Vol. 40, (1 989), P. 363-369.
D.M. Lloyd, “Materials for High Temperature Corrosion Resistance in Combined Cvcle Power
Generation”, High Temperature Technology, Feb. 1983, pp. 157-162.
TABLE 1
CHEMICAL ANALYSIS OF OIL ASH SLAG
v Na K Ni Fe
25.65 12,36 0.43 1.95 2.8’3
~
wt. 0/0
Al Ca Mg S(l’ c S04 pH V/(Na+S)”molar
0.5 1.0 0.71 12.0 0.04 30,17 3.8 0.588 2
MAIN COMPOUNDS Na*0.V204,5V206 Ni2Vz07
(1] Determinate by LECO
TABLE 2
COMPOSITION OF EVALUATED ALLOYS
wt. 0/0
ALLOY c Si Mn Cr Ni Al Fe OTROS
UNS N08330 0.03 1.20 1.75 19.28 34.95 BAL. 0.34(20. 0.02M0, 0.05 CU
UNS S44600 0.06 0.55 0.3’? 23.80 0.21 BAL. 0.079N, 0.02M0, O.l CU
UNS N06601 0.05 0.20 0.51 22.8 60.70 1.35 14.16 0.20CU
ALLOY MA956 0.108 0.11 0.12 19.78 0.14 4.61 BAL, 0.53 Y203, 0.37Ti, 0.03CU
168/9
4 NO13330
Air
210
221) IN601
2(,,, Air
~’1/’”’’’’\_. .....Figure1. Effect of temperature on corrosionrates of four highchromiumalloys exposedto anoil-ash deposit with V/(Na i- S) factor of 0.58.
Figure 2. Scanning micrographs showing the main morphological features of the oxide scales
developed on the four alloys tested, after 500h of exposure in air at 850”C.
168/1 o
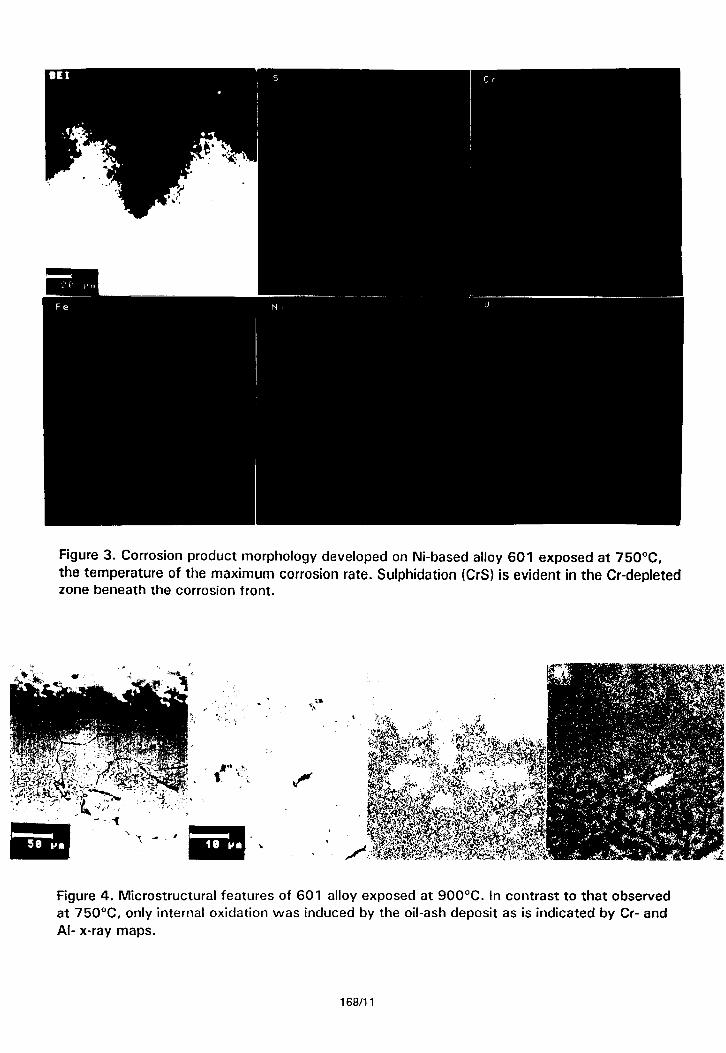
Figure 3. Corrosion product morphology developed on Ni-based alloy 601 exposed at 750°C,
the temperature of the maximum corrosion rate. Sulphidation (CrS) is evident in the Cr-depletedzone beneath the corrosion front.
,., ,. -# .,
z,, .,,
- f’ a:”.
. .
m’---i
‘\ ’?-J m’ \Figure 4. Microstructural features of 601 alloy exposed at 900°C. In contrast to that observed
at 750”C, only internal oxidation was induced by the oil-ash deposit as is indicated by Cr- and
Al- x-ray maps.
168/11

0)m>NJ
Figure 5. Microstructural features that developed after 125h for a 35Nil 9Cr alloy at 785C. The external oxide scale is mainlyconstituted by metal oxides and metal vanadates. The fissurin9 Of the scale is indicative of the formation of non-protective oxides,that were responsible of the catastrophic corrosion rate exhi~ted by this alloy. A rich-vanadium layer at the interface metal/scaie,and the presence of metal (Crr Fe, Ni) oxides re-precipitated above it- indicate that an accelerated oxidation mechanism is involvedin the corrosion of the material. It is also present a mechanism involving sulphidation. as is evident from the Cr and S mappings in
the wide Cr-depleted zone beneath the interface metal/scale. It is also observed the presence of internal chromium oxide zones
(indicated by an arrow).

during 125h. The high concentration of sulphur at the bottom of the sul~hidized zone is“--———
indicative of a self-sustaining sulphidation process at this temperature.
168/13
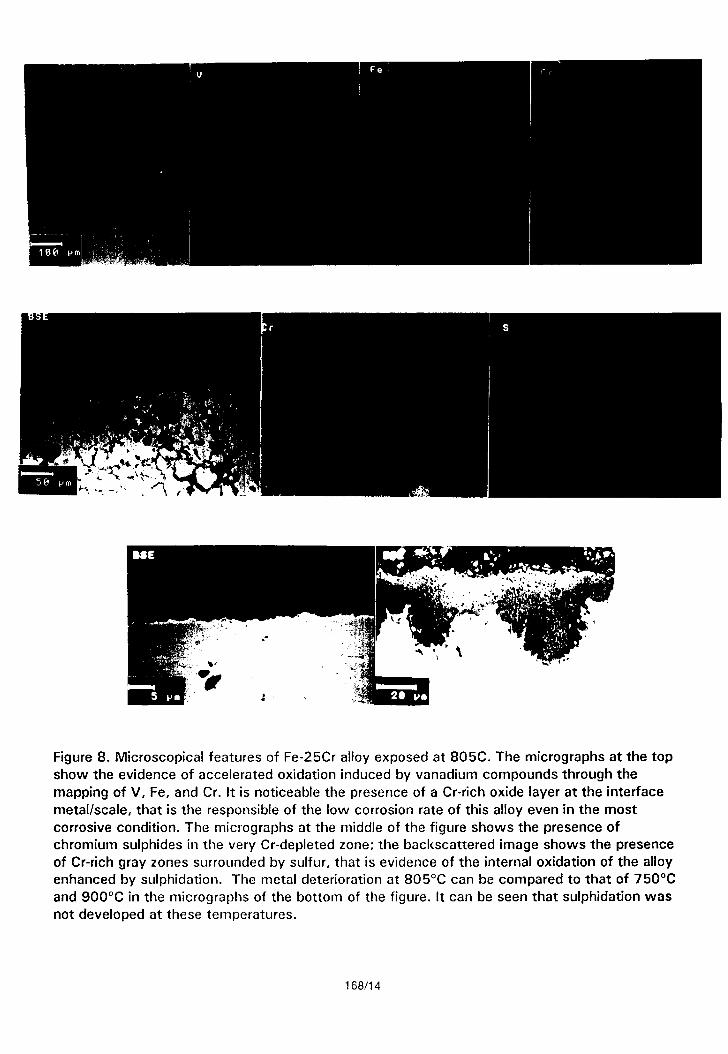
Figure 8. Microscopical features of Fe-25Cr alloy exposed at 805C. The micrographs at the top
show the evidence of accelerated oxidation induced by vanadiuim compounds through the
mapping of V, Fe, and Cr. It is noticeable the presence of a Cr-rich oxide layer at the interface
metal/scale, that is the responsible of the low corrosion rate of this alloy even in the most
corrosive condition. The micrographs at the middle of the figure shows the presence of
chromium sr. dphides in the very Cr-depleted zone; the backscattered image shows the presence
of Cr-rich gray zones surrounded by sulfur, that is evidence of the internal oxidation of the alloy
enhanced by sulphidation. The metal deterioration at 805°C can be compared to that of 750”C
and 900”C in the rnicrographs of the bottom of the figure. It can be seen that sulphidation wasnot developed at these temperatures.
168/14

0CD:(n
Figure 9. Scanning micrographs showing the typical distribution of elements in the corrosion products formed by MA956 alloy atdifferent temperatures. The comparison of the microstructural features that developed during oil-ash corrosion of the alloy illustrate
the effect of temperature on the characteristics of the oxide scale and on the internal degradation of the material.




















