
Correspondence of fracture surface features with mechanical properties in 304LN stainless steel
8
Materials Science and Engineering A 496 (2008) 98–105 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Correspondence of fracture surface features with mechanical properties in 304LN stainless steel Arpan Das a,∗ , S. Sivaprasad a , P.C. Chakraborti b , S. Tarafder a a Fatigue & Fracture Group, Materials Science & Technology Division, National Metallurgical Laboratory (Council of Scientific & Industrial Research), Jamshedpur 831007, India b Metallurgical & Material Engineering Department, Jadavpur University, Kolkata 700032, India article info Article history: Received 22 February 2008 Received in revised form 25 April 2008 Accepted 7 May 2008 Keywords: Void number density Void diameter Deformation-induced martensite Fracture 304LN stainless steel abstract Ductile fracture behaviour of 304LN stainless steel at various strain rates has been studied through the examination of void morphologies (i.e. void size, void density and void size distribution) on the tensile fracture surface. An image-processing technique has been employed to quantify the metrices of voids on the fracture surface formed through the coalescence of microvoids. It is noted that at lower strain rates, when the void number density was higher and the average circular diameter of void was lower, the strength was higher and ductility was lower. At high strain rates, a reverse correlation between void features and mechanical properties was obtained. Deformation-induced martensite (DIM) was noted to be responsible for the high void number density at low strain rates. At high strain rates, DIM formation was suppressed due to adiabatic heating and hence a low void number density resulted. © 2008 Elsevier B.V. All rights reserved. 1. Introduction The dimple fracture has been known as ductile or fibrous frac- ture mechanisms. The micromechanism of ductile fracture involves initiation, growth and coalescence of microvoids [1–3]. In general, microvoids initiate from inclusions, precipitates, second phase par- ticles etc. in the metal matrix and grow under the influence of favourable plastic strains and hydrostatic stress. As plastic defor- mation proceeds, a particle–matrix conjugate may nucleate a void through de-bonding or by break-up of the particles [1–7]. The defor- mation characteristics of a material thus dictate the nucleation of voids, the growth and coalescence of which ultimately lead to frac- ture of the material. It is, therefore, expected that a study of the fracture surface would reveal the deformation behaviour of the material. This, how- ever, requires careful analysis of the fracture feature morphologies and their relation to the mechanical properties. This philosophy has been employed in many material models [8–10] to predict the ductile fracture behaviour of materials by assuming a pre-existing porosity or inclusion distribution. Rice and Tracy [11] analysed growth of a void. Rice and Johnson [12] anal- ysed an isolated spherical void. McMeeking [13] investigated details of spherical void growth ahead of a blunting crack tip and he sum- ∗ Corresponding author. Tel.: +91 657 2271709; fax: +91 657 2270527. E-mail address: [email protected] (A. Das). marised various experimental results for the effects of void spacing and size on the critical crack tip opening displacement at fracture initiation. Broek [14] found that the void initiation strongly depends on size of the inclusion particle at the nucleation site. Voids do not necessarily nucleate from inclusions alone [15,16]. Voids may also nucleate at precipitates [17,18], phase-constituents [6,19–24], grain boundaries, shear bands, or even at substructure heterogeneities such as dislocation pile-ups [17–18] etc. The substructural alter- ations due to dislocation interactions and microstructural changes that occur during the deformation process would influence not only the manner in which the voids nucleate but also the process through which they grow and coalesce. Deformation paths char- acterised by strain rate, extent of deformation and temperature of deformation would also play an important role in controlling not only the mechanical behaviour of the material, but also void nucle- ation and growth process. For instance, Lee et al. [25] have noticed a decrease in the depth and density of voids on the fracture sur- face of sintered 316 stainless steel with increasing strain rate and a corresponding strain rate dependency of mechanical property. According to Miura et al. [26] the shape and distribution of voids has been found to be sensitive to deformation temperature and strain rate in a carbon steel. It has been reported that void shape assumed a more spherical shape as the temperature and strain rates were increased. Salemi and Abdollah-zadeh [27] investigated that the size of the voids increased as the tempering temperature was increased in NiCrMoV steel. In all these studies, concomitant vari- ations in the mechanical properties were also observed. Karlik et 0921-5093/$ – see front matter © 2008 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2008.05.007
Transcript of Correspondence of fracture surface features with mechanical properties in 304LN stainless steel

Cp
Aa
(b
a
ARRA
KVVDF3
1
timtfmtmvt
wea
[aTyo
0d
Materials Science and Engineering A 496 (2008) 98–105
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
orrespondence of fracture surface features with mechanicalroperties in 304LN stainless steel
rpan Dasa,∗, S. Sivaprasada, P.C. Chakrabortib, S. Tarafdera
Fatigue & Fracture Group, Materials Science & Technology Division, National Metallurgical LaboratoryCouncil of Scientific & Industrial Research), Jamshedpur 831007, IndiaMetallurgical & Material Engineering Department, Jadavpur University, Kolkata 700032, India
r t i c l e i n f o
rticle history:eceived 22 February 2008eceived in revised form 25 April 2008
a b s t r a c t
Ductile fracture behaviour of 304LN stainless steel at various strain rates has been studied through theexamination of void morphologies (i.e. void size, void density and void size distribution) on the tensilefracture surface. An image-processing technique has been employed to quantify the metrices of voids
ccepted 7 May 2008
eywords:oid number densityoid diametereformation-induced martensite
on the fracture surface formed through the coalescence of microvoids. It is noted that at lower strainrates, when the void number density was higher and the average circular diameter of void was lower,the strength was higher and ductility was lower. At high strain rates, a reverse correlation between voidfeatures and mechanical properties was obtained. Deformation-induced martensite (DIM) was noted tobe responsible for the high void number density at low strain rates. At high strain rates, DIM formationwas suppressed due to adiabatic heating and hence a low void number density resulted.
maionnbsatotadoaafa
racture04LN stainless steel
. Introduction
The dimple fracture has been known as ductile or fibrous frac-ure mechanisms. The micromechanism of ductile fracture involvesnitiation, growth and coalescence of microvoids [1–3]. In general,
icrovoids initiate from inclusions, precipitates, second phase par-icles etc. in the metal matrix and grow under the influence ofavourable plastic strains and hydrostatic stress. As plastic defor-
ation proceeds, a particle–matrix conjugate may nucleate a voidhrough de-bonding or by break-up of the particles [1–7]. The defor-
ation characteristics of a material thus dictate the nucleation ofoids, the growth and coalescence of which ultimately lead to frac-ure of the material.
It is, therefore, expected that a study of the fracture surfaceould reveal the deformation behaviour of the material. This, how-
ver, requires careful analysis of the fracture feature morphologiesnd their relation to the mechanical properties.
This philosophy has been employed in many material models8–10] to predict the ductile fracture behaviour of materials by
ssuming a pre-existing porosity or inclusion distribution. Rice andracy [11] analysed growth of a void. Rice and Johnson [12] anal-sed an isolated spherical void. McMeeking [13] investigated detailsf spherical void growth ahead of a blunting crack tip and he sum-∗ Corresponding author. Tel.: +91 657 2271709; fax: +91 657 2270527.E-mail address: [email protected] (A. Das).
Ahsawtia
921-5093/$ – see front matter © 2008 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2008.05.007
© 2008 Elsevier B.V. All rights reserved.
arised various experimental results for the effects of void spacingnd size on the critical crack tip opening displacement at fracturenitiation. Broek [14] found that the void initiation strongly dependsn size of the inclusion particle at the nucleation site. Voids do notecessarily nucleate from inclusions alone [15,16]. Voids may alsoucleate at precipitates [17,18], phase-constituents [6,19–24], grainoundaries, shear bands, or even at substructure heterogeneitiesuch as dislocation pile-ups [17–18] etc. The substructural alter-tions due to dislocation interactions and microstructural changeshat occur during the deformation process would influence notnly the manner in which the voids nucleate but also the processhrough which they grow and coalesce. Deformation paths char-cterised by strain rate, extent of deformation and temperature ofeformation would also play an important role in controlling notnly the mechanical behaviour of the material, but also void nucle-tion and growth process. For instance, Lee et al. [25] have noticeddecrease in the depth and density of voids on the fracture sur-
ace of sintered 316 stainless steel with increasing strain rate andcorresponding strain rate dependency of mechanical property.ccording to Miura et al. [26] the shape and distribution of voidsas been found to be sensitive to deformation temperature andtrain rate in a carbon steel. It has been reported that void shape
ssumed a more spherical shape as the temperature and strain ratesere increased. Salemi and Abdollah-zadeh [27] investigated thathe size of the voids increased as the tempering temperature wasncreased in NiCrMoV steel. In all these studies, concomitant vari-tions in the mechanical properties were also observed. Karlik et

nd Engineering A 496 (2008) 98–105 99
atpt(ttraistrffitmooifbwia
brdpctppbomTfwabf
2
s3cSat20iarpm
eJi
Fg
malhtiticda
3
smnm
The influence of strain rate on strength and ductility proper-ties of 304LN stainless steel at ambient temperature is shown inFigs. 2 and 3, respectively. The strength properties (both YS andUTS) of 304LN stainless steel are noted to increase with increasing
A. Das et al. / Materials Science a
l. [28] reported the combined influence of deformation tempera-ure and strain rate on the fracture morphology (and mechanicalroperties) of Fe–28Al–4Cr–0.1Ce alloy. At 650 ◦C, a ductile frac-ure morphology with larger voids was noted for higher strain rate0.01 s−1) than at lower strain rate (0.0001 s−1). However, at a testemperature of 300 ◦C, the higher strain rate (0.01 s−1) led to frac-ure with intergranular decohesion, whereas at the lower strainate (0.0001 s−1) the fracture mechanism was transgranular cleav-ge. He concluded that the proportion of ductile dimple fractures much higher than in the case of the sample tested at highertrain rate. In certain classes of austenitic stainless steels, forma-ion of deformation induced martensite (DIM) is reported to play aole in void nucleation [29] and contribute to the manner in whichurther deformation takes place. Richard [30] proposed the bene-cial consequences of the localised martensitic transformation arewofold: (a) retardation of void nucleation through early transfor-
ation softening and (b) counteraction of the strain softening effectf void growth by means of transformation-hardening. The workf Erdogan and Tekeli [24] on AISI 8620 steel is worth mention-ng at this point. By systematically varying the martensitic volumeraction, they showed that an enhanced strength and ductility cane achieved when more martensite is present. It is explained thathile martensite provides an effective strengthening mechanism,
ts presence enhances the microvoid nucleation sites resulting inn improved ductility.
All the studies cited above clearly indicates the connectivityetween test condition (test temperature, strain rate), mate-ial condition (microstructure, phase transformation, dislocationynamics), mechanical properties and the fracture surface mor-hology. Since deformation and fracture are influenced andontrolled, to a large extent, by the same set of factors, a frac-ure surface would keep an imprint of the entire deformationrocess which was operative. With the advancement in the image-rocessing techniques, this information on the fracture surface cane re-claimed and used to understand the mechanical behaviourf the material and this forms the objective of this investigation. Aeta-stable 304LN stainless steel has been considered in this work.
ensile properties obtained at various strain rates and the fractureeatures measured on the corresponding tensile fracture surfacesere examined to establish a correlation. It is shown that the vari-
tions in the mechanical properties due to strain rate effect cane compared well with the void morphologies/geometry obtainedrom the fracture surfaces.
. Experimental
The material used in this investigation is a 304LN austenitictainless steel. The steel was available in the form of a pipe with20 mm outer diameter and 25 mm wall thickness. The nominalhemical composition (in wt%) of the material is C 0.03, Mn 1.78,i 0.65, S 0.02, P 0.034, Ni 8.17, Cr 18.73, Mo 0.26, Cu 0.29, N 0.08nd the balance Fe, and its microstructure is shown in Fig. 1. Tensileests were carried out on 6 mm gauge diameter specimens using a5 mm gauge length extensometer at strain rates of 0.0001, 0.001,.01, 0.1 and 1 s−1 at room temperature using a servo-hydraulic test-
ng system (INSTRON 8501) in laboratory air. Few tensile tests werelso carried out at 285 ◦C at selected strain rates. All tests were car-ied out under computer control such that a minimum of 800 dataoints are collected for constructing the stress–strain curve of the
aterial.Fracture surfaces of all the tested specimens were carefullyxtracted and examined in a scanning electron microscope (JEOLSM – 840A SEM) to record the fractographic features. Digitalmages were recorded at a set of locations for each test condition. A F
ig. 1. SEM microstructure of 304LN stainless steel showing metastable austeniticrains and twins.
agnification of 500× was used so that fracture features recordedre distinguishable. The digital images were then analysed off-ine using a commercial image processing software. The softwaread provision for writing user defined programmes for quan-itative analysis. A routine was developed incorporating severalmage processing operations such as filtering, image enhancement,hresholding, grey level adjustment, scale calibration and objectdentification, etc., to get a quantitative estimation of average cir-ular diameter of voids, count of voids and average void numberensity, etc. All the fractographs from each test condition werenalysed to arrive at an average value of the above parameters.
. Results and discussion
In the as-received condition, the microstructure of 304LNtainless steel was completely austenitic as seen in Fig. 1. Theicrostructure showed equiaxed austenitic grains with a sig-
ificant amount of coherent twins. The average grain size waseasured to be ∼70 �m.
ig. 2. Variation of strength properties in 304LN stainless steel with strain rate.

100 A. Das et al. / Materials Science and En
F
s%lbwtlbpt(sinetTos
atfcvtveaisapsbtgavrtent
tlosvta
fitadmesptia
FcibosdTur
ofwInvpt
ahudfcfovsstatwd
wcstrength and ductility properties, respectively. Again the change
ig. 3. Variation of ductility properties of 304LN stainless steel with strain rate.
train rate. Concomitantly, the ductility properties (both % EL andRA) are observed to decrease with increasing strain rate. A simi-
ar strain rate dependency of mechanical properties was observedy Talonen et al. [31] for 301LN and 304LN stainless steels. It isell documented that strain rate is related to the mobile disloca-
ion velocity [23,32–34] and therefore an increasing strain rate isiable to alter the dislocation dynamics and hence the mechanicalehaviour of the material. Substantial changes in the mechanicalroperty of 304L stainless steel has been reported in the litera-ure [35] when the strain rate is increased upto the dynamic rangefrom 10−3 to 4800 s−1). However, a nominal five-order variation oftrain rate as in this work is not expected to produce large variationn tensile deformation behaviour since the dislocation dynamics isot expected to be drastically affected. It is surprising to note thatven this nominal variation in the strain rate produces a substan-ial change in the mechanical behaviour of 304LN stainless steel.here must, therefore, be factors other than the intrinsic influencef strain rate on dislocation velocity that are responsible for theubstantial variation in the mechanical properties observed here.
Fractographs of tensile fracture surfaces at different strain ratesre given in Fig. 4 (a) and (e). It is evident from these figures thathere is a systematic variation in the appearance of fracture sur-aces with strain rate. In general, the fracture surfaces appear toontain a population of larger voids and a fine network of smalleroids. The smaller voids can be thought to be a part of void sheetshat initiate and coalesce within interacting strain fields of largeroids at relatively advanced stages of deformation [36]. It is inter-sting to note that the network of finer voids is more prominentt lower strain rates and gradually diminishes when the strain rates increased. This implies that increasing the strain rate selectivelyuppresses the nucleation and growth of finer voids, resulting inn overall decrease in the void number density. This observationoses an interesting question as to why voids below a particularize start disappearing when the strain rate is increased. This wille discussed subsequently. Considering the fact that ductile frac-ure characteristics of a material is dictated by void nucleation androwth mechanisms, increasing the strain rate is expected to causedecrease in ductility and hence increase in strength. The obser-
ation of decrease in void number density with increasing strainate may be construded as a decrease in ductility and thus appear
o corroborate to the expected variation in the mechanical prop-rties with strain rate. A contrary observation of decreased voidumber density at decreased strain rates leading to decreased duc-ility has been recorded by Lee et al. [37]. He concluded in his studyitbv
gineering A 496 (2008) 98–105
hat the smaller void size and higher void density associated with aower strain rate lead to an improvement in the fracture resistancef the 304L stainless steel weldments [37]. Nonetheless, it is plau-ible that a correlation exist between mechanical properties andoid features (i.e. morphologies) of a ductile fracture surface. Forhis it is required that the void features be appropriately quantifiednd compared with mechanical property variations.
Image processing is reported to be an effective tool for quanti-ying the void morphologies [38]. Fowler et al. [39] has shown thatmage analysis can reproducibly detect and measure microstruc-ural features such as voids, pores, cracks, etc., with high reliabilitynd proven statistical confidence. This technique has therefore beeneveloped and employed in this work to get a quantitative esti-ation of fractographic features. The digital fractographs recorded
arlier were analysed to get void parameters such as their den-ity and circular diameter. It must be mentioned here that the voideripheries on the fracture surface could be delineated clearly byhis technique. Fig. 4(f–j) gives the void network on the correspond-ng fracture surfaces as obtained by image-processing technique forll the strain rates.
The size distribution of voids at various strain rates is shown inig. 5. It is interesting to note that the total number of voids as indi-ated by the area under each curve is smaller when the strain rates higher and vice versa. The most frequent void size was noted toe approximately between 0.35 and 0.65 �m. The density variationf smaller voids in the range of 0.35–0.65 �m with strain rate ishown in Fig. 6. It can be seen from this figure that the voids of thisimension proportionally decrease as the strain rate is increased.his figure thus confirms the earlier visual observation that the pop-lation of the finer voids indeed decreases with increasing strainate.
Circular diameter of void and void number density measuredn fractographs could be the quantitative representation of tensileracture surfaces. Fig. 7 shows the variation of void number densityith average circular diameter of void as the strain rate is varied.
t may be noted from this figure (see best-fit line) that the voidumber density is (almost) proportional to the inverse square of theoid diameter. Theoretically, such a relation is anticipated for close-acked coverage of the entire fracture surface. This confirms thathe fractographs considered in this investigation are representative.
Microvoid nucleation and growth is dictated by the plastic strainnd hydrostatic stress. The evolution of local plastic strain andydrostatic stress in turn, is controlled by the dislocation pop-lation and their interactions. Since the same phenomena (i.e.islocation population and their interactions) are also responsibleor the mechanical properties of the material, it is anticipated that aorrelation exists between the mechanical properties and the voideatures on the ductile fracture surface. To verify this, the variationf strength and ductility properties of 304LN stainless steel withoid number density at various strain rates is first examined. Fig. 8hows the variation of strength properties with void number den-ity and Fig. 9 shows that with the ductility properties. Note thathe void number density axis increases from top to bottom in Fig. 8nd from bottom to top in Fig. 9. It is clear from the figures that ashe strain rate are increased, the void number density decreases,ith proportional increase in the strength properties (Fig. 8) andecrease in ductility properties (Fig. 9).
The variation of the tensile properties of 304LN stainless steelith strain rate is also examined in comparison to the average cir-
ular diameter of voids. The results are shown in Figs. 10 and 11 for
n the direction of the average circular diameter of voids axis inhe two figures may be noted. From Fig. 10, it is obvious thatoth the strength properties and the average circular diameter ofoids exhibit an increasing trend with increasing strain rate. On

A. Das et al. / Materials Science and Engineering A 496 (2008) 98–105 101
F es, (av oid nec
tcitThrs
dma
ig. 4. (a–e) Ductile fracture surfaces of 304LN stainless steel at various strain ratoid morphology with increasing strain rate may be noted. (f–j) Corresponding vorrespondence between the fractograph and the void network may be noted.
he other hand, ductility properties showed an inverse trend withircular void diameter as the strain rate is varied (Fig. 11). Withncreasing strain rate, since the void number density is decreased,
he interligament available between voids is expected to be more.he propensity of voids for equatorial growth thereby increases atigher strain rates. As can be seen in Fig. 4 (d) and (e) for high strainate (i.e., 0.1 and 1.0 s−1 respectively) conditions, the voids appearedhallow in nature. It appears, therefore, even though the circularslbap
) 0.0001, (b) 0.001, (c) 0.01, (d) 0.1 and (e) 1.0 s−1. Gradual disappearance of finertwork at various strain rates after image processing on SEM fractographs. Close
iameter of voids increases at higher strain rates, the increase isore pronounced along the plane perpendicular to the loading
xis, leading to a decrease in ductility with a resultant increase in
trength. In classical ductility theory, fewer void-nucleation sitesead to a greater ductility because the resulting voids grow largerefore they are able to link [40,41]. The smaller voids link rapidlynd hence lead to lower ductility [40,41]. When the material isrone to stress-induced phase transformation, most of the tiny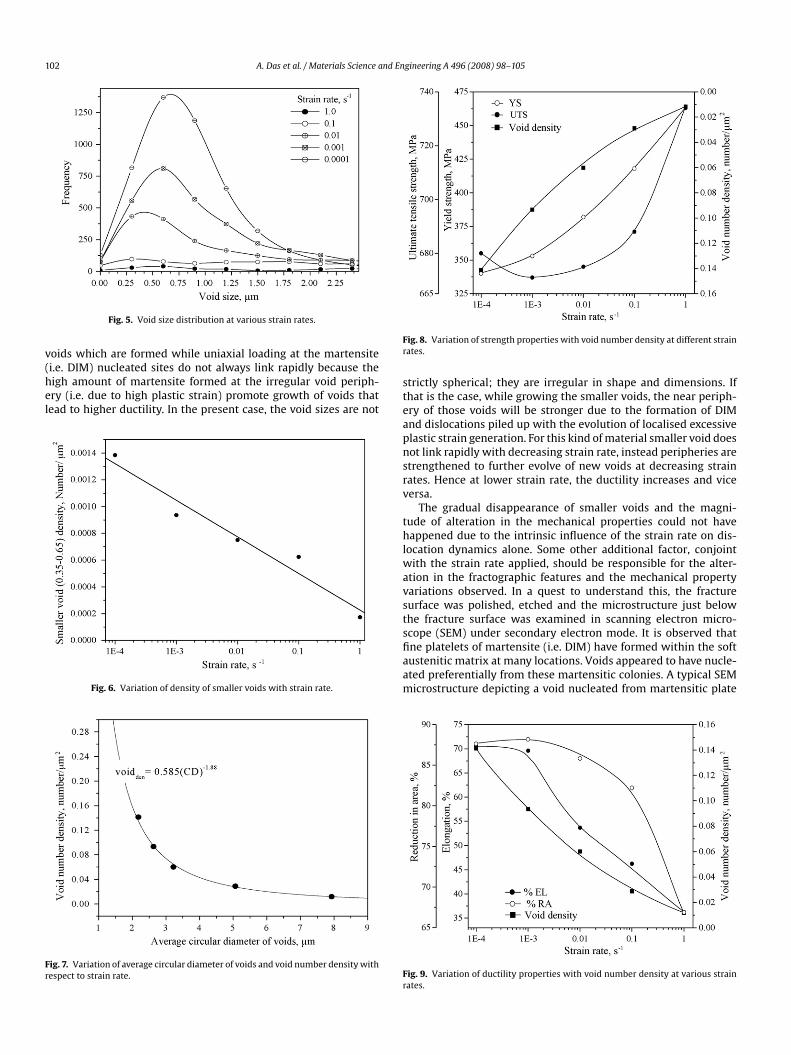
102 A. Das et al. / Materials Science and Engineering A 496 (2008) 98–105
v(hel
Fr
Fr
Fig. 5. Void size distribution at various strain rates.
oids which are formed while uniaxial loading at the martensite
i.e. DIM) nucleated sites do not always link rapidly because theigh amount of martensite formed at the irregular void periph-ry (i.e. due to high plastic strain) promote growth of voids thatead to higher ductility. In the present case, the void sizes are notFig. 6. Variation of density of smaller voids with strain rate.
ig. 7. Variation of average circular diameter of voids and void number density withespect to strain rate.
steapnsrv
thlwavstsfiaam
Fr
ig. 8. Variation of strength properties with void number density at different strainates.
trictly spherical; they are irregular in shape and dimensions. Ifhat is the case, while growing the smaller voids, the near periph-ry of those voids will be stronger due to the formation of DIMnd dislocations piled up with the evolution of localised excessivelastic strain generation. For this kind of material smaller void doesot link rapidly with decreasing strain rate, instead peripheries aretrengthened to further evolve of new voids at decreasing strainates. Hence at lower strain rate, the ductility increases and viceersa.
The gradual disappearance of smaller voids and the magni-ude of alteration in the mechanical properties could not haveappened due to the intrinsic influence of the strain rate on dis-
ocation dynamics alone. Some other additional factor, conjointith the strain rate applied, should be responsible for the alter-
tion in the fractographic features and the mechanical propertyariations observed. In a quest to understand this, the fractureurface was polished, etched and the microstructure just belowhe fracture surface was examined in scanning electron micro-cope (SEM) under secondary electron mode. It is observed that
ne platelets of martensite (i.e. DIM) have formed within the softustenitic matrix at many locations. Voids appeared to have nucle-ted preferentially from these martensitic colonies. A typical SEMicrostructure depicting a void nucleated from martensitic plateig. 9. Variation of ductility properties with void number density at various strainates.

A. Das et al. / Materials Science and Engineering A 496 (2008) 98–105 103
Fv
ikWehi(mvbmosnbtbThslsl
Fv
swv(srdiprhhTta
swh
ig. 10. Variation of strength properties with average circular diameter of voids atarious strain rates.
s shown in Fig. 12. Austenitic stainless steels such as 304LN arenown to transform into martensite upon deformation [31,42].hen the microstructure of the tensile deformed specimens was
xamined, partial transformation from austenite to martensiteas been noted. A typical post-deformation microstructure show-
ng DIM is shown in Fig. 13. Transmission electron microscopicTEM) studies conducted by the authors [42] showed that these
artensitic transformations occurred at more than one locationiz., isolated shear band, shear band intersection, shear band–grainoundary intersection, grain boundary triple point junctions, etc.ainly at the defects. It is, therefore, evident that the fine platelets
f martensite that form during the deformation of 304LN stainlessteel act as potential nucleating sites for voids and therefore, theetwork of small voids observed on the fracture surface should haveeen nucleated from these martensitic colonies. Similar observa-ions where martensite promotes void nucleation are also reportedy Poruks et al. [22] in low carbon bainitic steel and by Erdogan andekeli [24] in AISI 8620 steel. Investigation by the present authorsas also revealed that the volume fraction of transformed marten-
ite decreases with increasing strain rate [42] beyond a true strainevel of ∼ 0.5. Martensitic transformation does not depend upontrain rate alone, it also depends upon the amount of accumu-ated plastic strain (and stress) generated inside the material whileig. 11. Variation of ductility properties with average circular diameter of voids atarious strain rates.
mdah
Fd
Fig. 12. Nucleation of void from martensite.
training due to the strain rate variation. In our recent investigatione have shown that initially for lower magnitudes of strains the
olume fraction of DIM increases proportionally in a linear fashioni.e. higher transformation rate), after which the rate of marten-ite transformation slows down [42]. Moreover, when the strainate is increased, the maximum volume fraction of DIM formedecreased. It may be noted that when the accumulated plastic strain
s increased, the dislocation movement will be restricted due toile-up, causing a local raise in the temperature. When the strainate is increased as this local temperature rise (i.e. due to adiabaticeating) is expected to be high, the martensitic transformation atigher strain rates (and at high strains) is liable to be suppressed.he influence of adiabatic heating in decreasing the martensiticransformation is also reported by Talonen et al. [31] and Murr etl. [43].
If such is the case, it is logical to expect more nucleation sites formaller voids at lower strain rates than at higher strain rates. Net-ork of smaller voids is, therefore, high at low strain rates than atigh strain rates. More martensitic transformation at low strain rate
eans, more dislocation generating sources, and hence increasedislocation interactions. This, in turn, is expected to substantiallylter the dislocation dynamics as the strain rate is varied andence affect the mechanical properties substantially. The decreased
ig. 13. Optical microstructure of 304LN stainless steel showing DIM after tensileeformation.

104 A. Das et al. / Materials Science and Engineering A 496 (2008) 98–105
F ((a) 0f
rrrtplm
itast(ptoiohafttmovntgMaptdwtna
TT
S
0000
4
stu
cpr
3a
dl
pw
A
Pe&s
R
ig. 14. Tensile fracture surfaces of 304LN stainless steel at two different strain rateseatures at room temperature may be noted.
ate of martensitic transformation at high strain rates has beeneported to be due to the adiabatic heat generation inside the mate-ial [31,43]. In that case, at elevated temperatures, the martensiticransformation in 304LN stainless steel should be completely sup-ressed. Fractographic observations such as finer voids network at
ow strain rates that were thought to be due to the evolution ofartensite should then disappear.To confirm this, tensile tests were conducted at 285 ◦C at sim-
lar strain rates. The tensile properties are tabulated in Table 1. Aemperature of 285 ◦C was selected considering the service temper-ture of heat transport piping systems where the 304LN stainlessteel is used. The fractographic features of elevated temperatureensile fracture surfaces at selected strain rates are shown in Fig. 14a) and (b). It can be seen from these figures that at elevated tem-erature even when the strain rate is varied from 0.0001 to 0.1 s−1,he fractographic features do not alter significantly. A comparisonf these fractographic features with those at similar strain ratesn Fig. 4 (a) and (d) immediately reveals the fact that a majorityf fine void network observed at room temperature deformationas disappeared when the test is performed at elevated temper-ture. This further confirms that DIM act as the nucleation sitesor smaller voids, which gradually depletes when the martensiticransformation is suppressed at high strain rates (or at elevatedemperature). This study thus brings forth the fact that in ductile
aterials such as 304LN stainless steel, the mechanical responsef the material forces a close relationship between the DIM andoided features. DIM plays an important role in controlling voiducleation and growth, and hence the mechanical behaviour ofhe material. Formation of more martensite promotes dislocation-enerating sources, which in turn alters the mechanical response.artensite also provides more void nucleating sites. These two
spects synergistically control the manner in which the mechanicalroperties are altered with strain rate. At low strain rate condi-ions, the availability of more martensite enhances the dislocationynamics and the formation of more (smaller) voids. The strength
as therefore low. At higher strain rates, suppression of martensiticransformation decreased the dislocation generating sources anducleation of smaller void sites. Therefore, the strength increasedt the expense of ductility.
able 1ensile properties of 304LN stainless steel at elevated temperature (285 ◦C)
train rates (s) YS (MPa) UTS (MPa) % EL % RA
.1 235 511 44 74
.01 240 509 52 69
.001 252 536 50 66
.0001 222 518 32 69
[[[
[[[[
.0001 and (b) 0.1 s−1) tested at 285 ◦C. Difference in the corresponding fractographic
. Conclusions
The deformation behaviour of 304LN stainless steel has beentudied through an examination of void features on the tensile frac-ure surfaces at various strain rates. Void features were quantifiedsing image-processing techniques.
At lower strain rates, void number density was high and theircular diameter of void was low. Void number density was pro-ortional to the inverse square of void circular diameter as the strainate is varied.
Martensite formation was observed during deformation of04LN stainless steel. The volume fraction of martensite was highert lower strain rates in comparison to higher strain rates.
Majority of small voids was noted to initiate from martensite.At low strain rates, both martensite and (small) void number
ensity were high, thus the ductility was high and the strength wasow.
At high strain rates, since martensitic transformation is sup-ressed, void number density was low and therefore, the strengthas high at the expense of ductility.
cknowledgement
The authors acknowledge the support and encouragement ofrof. S.P. Mehrotra, Director, NML to carry out this work. The authorsxpress their gratitude to Dr. R.N. Ghosh, Head of Materials ScienceTechnology Division and Mr. Swapan Kumar Das, Scientist of the
ame division for valuable suggestions.
eferences
[1] A.L. Gurson, Trans. ASME J. Eng. Mater. Technol. 99 (1977) 2–15.[2] J.P. Bandstra, D.A. Koss, A. Geltmacher, P. Matic, R.K. Everett, Mater. Sci. Eng. A
366 (2004) 269–281.[3] J. Wen, Y. Huang, K.C. Hwang, C. Liu, M. Li, Int. J. Plasticity 21 (2005) 381–395.[4] P.F. Thomason, Acta Metall. 33 (6) (1985) 1087–1095.[5] J. Wilsius, A. Imad, M. Naitabdelaziz, G. Measmacque, C. Eripret, Fatigue Fract.
Eng. Mater. Struct. 23 (1999) 105–112.[6] T.L. Anderson, Fracture Mechanics: Fundamentals and Applications, 3rd ed.,
CRC Press, Boca Raton, New York, 1995, pp. 265.[7] S.H. Goods, L.M. Brown, Acta Metall. 27 (1979) 1–15.[8] N. Ishikawa, D.M. Park, M. Kurihara, ISIJ Int. 40 (5) (2000) 519–527.[9] J.P. Bandstra, D.A. Koss, Mater. Sci. Eng. A 319–321 (2001) 490–495.10] T. Pardoen, I. Doghri, F. Delannay, Acta Mater. 46 (2) (1998) 541–552.11] J.R. Rice, D.M. Tracy, J. Mech. Phys. Solids 17 (1976) 201–217.12] J.R. Rice, M.A. Johnson, in: M.F. Kannien, W.F. Adler, A.R. Rosenfield, R.I. Jaffee
(Eds.), Elastic Behavior of Solids, McGraw-Hill Book Co., New York, 1970, pp.641–671.
13] R.M. McMeeking, J. Mech. Phys. Solids 25 (1977) 357–381.14] D. Broek, Eng. Fract. Mech. 5 (1973) 55–66.15] S. Argon, J. Im, R. Safoglu, Metall. Trans. A 6A (1975) 825–837.16] S. Argon, J. Im, Metall. Trans. A 6A (1975) 839–851.

nd En
[
[
[[[
[[
[[[
[[
[[
[
[[[
[[[[[39] D.B. Fowler, W. Riggs, J.C. Russ, Adv. Mater. Process. 11 (1990) 41–52.
A. Das et al. / Materials Science a
17] S. Christy, H.R. Pak, M.A. Meyers, in: L.E. Murr, K.P. Staudhammer, M.A. Meyers(Eds.), Metallurgical Applications of Shock-Wave and High Strain-Rate Phenom-ena, Marcel Dekker, New York, NY, 1986, pp. 835–863.
18] K. Zurek, M.A. Meyers, in: L. Davison, D.E. Grady, M. Shahinpoor (Eds.), High-Pressure Shock Compression of Solids II, Springer-Verlag, New York, 1996, pp.25–70.
19] A.A. Benzerga, J. Besson, A. Pineau, Acta Mater. 52 (2004) 4623–4638.20] S.K. Das, S. Chatterjee, S. Tarafder, Mater. Sci. Technol. 22 (12) (2006) 1409–1414.21] G. Le Roy, J.D. Embury, G. Edwards, M.F. Ashby, Acta Metall. 29 (1981)
1509–1522.22] P. Poruks, I. Yakubtsov, J.D. Boyd, Scr. Mater. 54 (2006) 41–45.23] G.E. Dieter, Mechanical Metallurgy SI Metric Edition, McGraw-Hill Book Com-
pany, 1993, pp. 145–183.24] M. Erdogan, S. Tekeli, Mater. Des. 23 (2002) 597–604.
25] W.S. Lee, C.F. Lin, T.J. Liu, J. Nucl. Mater. 359 (2006) 247–257.26] H. Miura, T. Sakai, M. Okonogi, N. Yoshinaga, Mater. Sci. Eng. A 483/484 (2008)590–593.27] A. Salemi, A. Abdollah-zadeh, Mater. Charact. 59 (2008) 484–487.28] M. Karlik, P. Kratochvil, M. Janecek, J. Siegl, V. Vodickova, Mater. Sci. Eng. A 289
(2000) 182–188.
[[[
[
gineering A 496 (2008) 98–105 105
29] S. Wang, K. Yang, Y. Shan, L. Li, Mater. Sci. Eng. A, in press.30] G.S. Richard, Mechanics of strain-induced transformation toughening in
metastable austenitic steels, Ph.D. Thesis, MIT, Cambridge, MA, 1990.31] J. Talonen, P. Nenonen, G. Pape, H. Hanninen, Metall. Trans. 36A (2005) 421–
432.32] W.S. Lee, T.H. Chen, Scr. Mater. 54 (2006) 1463–1468.33] J. Zhang, Y. Jiang, Acta Mater. 55 (2007) 1831–1842.34] N.A. Koneva, V.A. Starenchenko, D.V. Lychagin, L.I. Trishkina, N.A. Popova, E.V.
Kozliv, Mater. Sci. Eng. A 483-484 (2008) 179–183.35] W.S. Lee, C.F. Lin, Metall. Trans. 33A (2002) 2801–2810.36] W.M. Garrison, Scr. Mater. 18 (1984) 583–586.37] W.S. Lee, J.I. Chen, C.F. Lin, Mater. Sci. Eng. A 381 (2004) 206–215.38] M. Coster, J.L. Chermant, Cement Concrete Comp. 23 (2001) 133–151.
40] H.K.D.H. Bhadeshia, D.V. Edmonds, Met. Sci. 17 (1983) 411–419.41] H.K.D.H. Bhadeshia, D.V. Edmonds, Met. Sci. 17 (1983) 420–425.42] A. Das, S. Sivaprasad, M. Ghosh, P.C. Chakraborti, S. Tarafder, Mater. Sci. Eng. A
486 (2008) 283–286.43] L.E. Murr, K.P. Staudhammer, S.S. Hecker, Metall. Trans. A 13 (1982) 627.




















