Computers in manufacturing: towards successful implementation of integrated automation system
12
Computers in manufacturing: towards successful implementation of integrated automation system K. Dhinesh Kumar a, * , L. Karunamoorthy a , Hubert Roth b , T.T. Mirnalinee c a Department of Mechanical Engineering, Anna University, Chennai, India b Institute of Control Engineering, University of Siegen, Siegen, Germany c CSI Institute of Technology, Thovalai, TamilNadu, India Abstract Survival of industries depends on the integration of new technologies and business management processes. The objective of this research is to provide some important factors on the key technologies of information technology, managerial and communication issues that must be addressed for designing and implementing integrated CIM systems that lead to the concept of totally integrated automation system (IAS). The research also identifies a set of critical success factors for the development of totally integrated flexible automation systems. Success in implementation becomes a reality when the set goals and objectives stipulated by the adoption strategy are fully realized. The factors that are critical to the successful implementation of IAS have been identified and discussed, based on a review of literature, a field study that surveyed different types of manufacturing firms and series of interviews with a number of working professionals and managers in three automation and system components exhibitions held in Europe. The data collected on critical factors were then summarized and compared to four specific sets of critical success factors in related areas. These studies assess the impacts of the identified factors on the benefits of IAS and develop a conceptual framework for measuring success and highlight the relationship among the success factors in the development and implementation of IAS. q 2004 Elsevier Ltd. All rights reserved. Keywords: Computer integrated manufacturing; Control technology; Information technology; Integrated automation; Critical success factors 1. Introduction In today’s competitive global market, for the survival of any industry, manufacturing companies need to be flexible, adaptive, responsive to changes, proactive and be able to produce a variety of products in a short time at a lower cost (Nagalingam and Lin, 1999). Hence, manufacturing com- panies are compelled to seek advanced technologies by integrating manufacturing facilities and systems in an enterprise through computers, its peripherals and communi- cation networks to transform islands of enabling technol- ogies into a highly interconnected manufacturing system (Lin, 1976). Today, the capability of producing high quality products according to diverse customer requirements with shorter delivery times has become the characteristic of order-qualifiers for manufacturing industries. Fig. 1 shows the drivers for the change management. Furthermore, non- price factors, such as quality, product design, innovation and delivery services are the primary determinants of product success in today’s global arena (Shaw, 2000). Implementing integrated advanced technologies is an effective approach towards solving the problems of decreased productivity, labor costs and consequent rise in unit costs, which are continually plaguing present day manufacturing managers (Lin, 1976). Implementation of advanced manufacturing technologies (AMTs) provides opportunities to achieve competitive advantage in an intermediate- to long-term time frame (Sohal, 1997).When necessary, if enterprises decide to change their manufactur- ing systems, modifications to current manufacturing sys- tems are required because of changing market requirements, business objectives, business requirements, improved manu- facturing concepts or available technologies. The decision to manufacture new products might result in change in the existing computer integrated manufacturing (CIM) systems. The manufacturing systems that are in operation today will be re-engineered at some point in time to turn into 0166-4972/$ - see front matter q 2004 Elsevier Ltd. All rights reserved. doi:10.1016/j.technovation.2003.09.004 Technovation 25 (2005) 477–488 www.elsevier.com/locate/technovation * Corresponding author for correspondence. Address: 22-Pattisson Street, Nagercoil, Kanyakumari District, Tamil Nadu, India 629 001. Tel.: þ 91- 4652-237473; fax: þ 91-4652-233509.. E-mail address: [email protected] (K. Dhinesh Kumar).
Transcript of Computers in manufacturing: towards successful implementation of integrated automation system
Computers in manufacturing: towards successful implementation of
integrated automation system
K. Dhinesh Kumara,*, L. Karunamoorthya, Hubert Rothb, T.T. Mirnalineec
aDepartment of Mechanical Engineering, Anna University, Chennai, IndiabInstitute of Control Engineering, University of Siegen, Siegen, Germany
cCSI Institute of Technology, Thovalai, TamilNadu, India
Abstract
Survival of industries depends on the integration of new technologies and business management processes. The objective of this research is
to provide some important factors on the key technologies of information technology, managerial and communication issues that must be
addressed for designing and implementing integrated CIM systems that lead to the concept of totally integrated automation system (IAS).
The research also identifies a set of critical success factors for the development of totally integrated flexible automation systems. Success in
implementation becomes a reality when the set goals and objectives stipulated by the adoption strategy are fully realized. The factors that are
critical to the successful implementation of IAS have been identified and discussed, based on a review of literature, a field study that surveyed
different types of manufacturing firms and series of interviews with a number of working professionals and managers in three automation and
system components exhibitions held in Europe. The data collected on critical factors were then summarized and compared to four specific
sets of critical success factors in related areas. These studies assess the impacts of the identified factors on the benefits of IAS and develop a
conceptual framework for measuring success and highlight the relationship among the success factors in the development and
implementation of IAS.
q 2004 Elsevier Ltd. All rights reserved.
Keywords: Computer integrated manufacturing; Control technology; Information technology; Integrated automation; Critical success factors
1. Introduction
In today’s competitive global market, for the survival of
any industry, manufacturing companies need to be flexible,
adaptive, responsive to changes, proactive and be able to
produce a variety of products in a short time at a lower cost
(Nagalingam and Lin, 1999). Hence, manufacturing com-
panies are compelled to seek advanced technologies by
integrating manufacturing facilities and systems in an
enterprise through computers, its peripherals and communi-
cation networks to transform islands of enabling technol-
ogies into a highly interconnected manufacturing system
(Lin, 1976). Today, the capability of producing high quality
products according to diverse customer requirements with
shorter delivery times has become the characteristic of
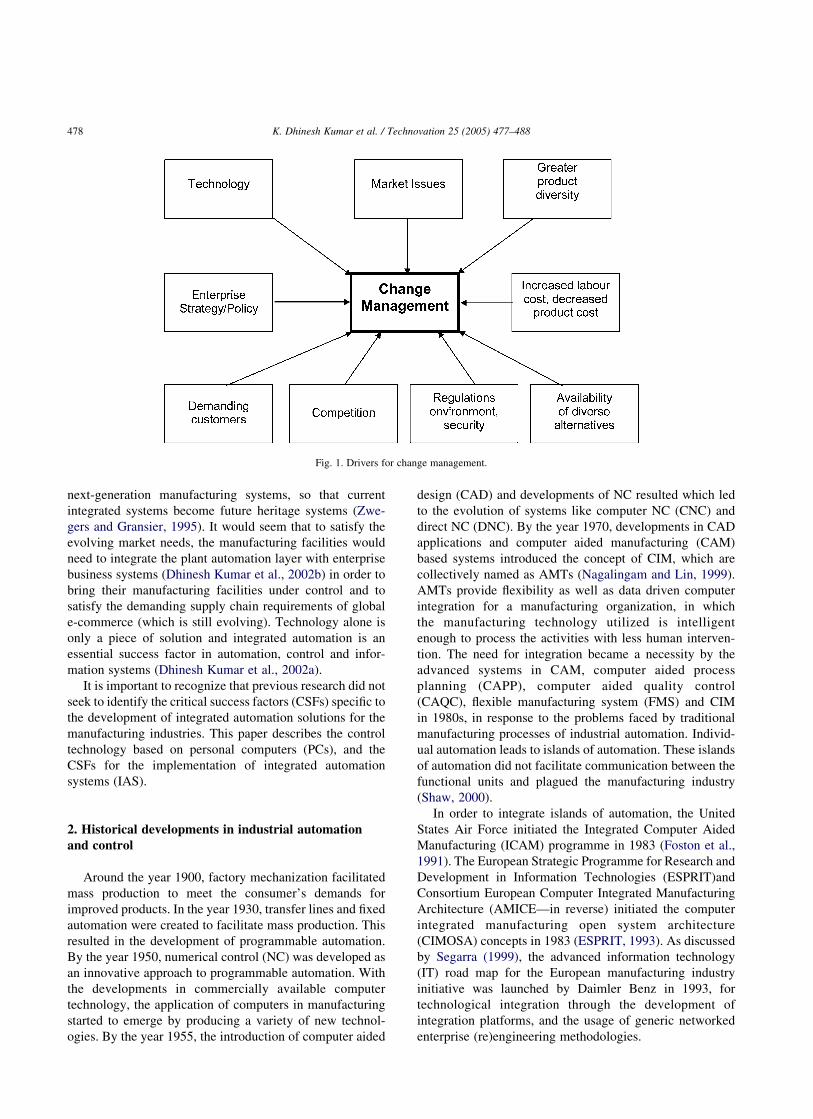
order-qualifiers for manufacturing industries. Fig. 1 shows
the drivers for the change management. Furthermore, non-
price factors, such as quality, product design, innovation
and delivery services are the primary determinants of
product success in today’s global arena (Shaw, 2000).
Implementing integrated advanced technologies is an
effective approach towards solving the problems of
decreased productivity, labor costs and consequent rise in
unit costs, which are continually plaguing present day
manufacturing managers (Lin, 1976). Implementation of
advanced manufacturing technologies (AMTs) provides
opportunities to achieve competitive advantage in an
intermediate- to long-term time frame (Sohal, 1997).When
necessary, if enterprises decide to change their manufactur-
ing systems, modifications to current manufacturing sys-
tems are required because of changing market requirements,
business objectives, business requirements, improved manu-
facturing concepts or available technologies. The decision
to manufacture new products might result in change in
the existing computer integrated manufacturing (CIM)
systems. The manufacturing systems that are in operation
today will be re-engineered at some point in time to turn into
0166-4972/$ - see front matter q 2004 Elsevier Ltd. All rights reserved.
doi:10.1016/j.technovation.2003.09.004
Technovation 25 (2005) 477–488
www.elsevier.com/locate/technovation
* Corresponding author for correspondence. Address: 22-Pattisson Street,
Nagercoil, Kanyakumari District, Tamil Nadu, India 629 001. Tel.: þ91-
4652-237473; fax: þ91-4652-233509..
E-mail address: [email protected] (K. Dhinesh Kumar).
next-generation manufacturing systems, so that current
integrated systems become future heritage systems (Zwe-
gers and Gransier, 1995). It would seem that to satisfy the
evolving market needs, the manufacturing facilities would
need to integrate the plant automation layer with enterprise
business systems (Dhinesh Kumar et al., 2002b) in order to
bring their manufacturing facilities under control and to
satisfy the demanding supply chain requirements of global
e-commerce (which is still evolving). Technology alone is
only a piece of solution and integrated automation is an
essential success factor in automation, control and infor-
mation systems (Dhinesh Kumar et al., 2002a).
It is important to recognize that previous research did not
seek to identify the critical success factors (CSFs) specific to
the development of integrated automation solutions for the
manufacturing industries. This paper describes the control
technology based on personal computers (PCs), and the
CSFs for the implementation of integrated automation
systems (IAS).
2. Historical developments in industrial automation
and control
Around the year 1900, factory mechanization facilitated
mass production to meet the consumer’s demands for
improved products. In the year 1930, transfer lines and fixed
automation were created to facilitate mass production. This
resulted in the development of programmable automation.
By the year 1950, numerical control (NC) was developed as
an innovative approach to programmable automation. With
the developments in commercially available computer
technology, the application of computers in manufacturing
started to emerge by producing a variety of new technol-
ogies. By the year 1955, the introduction of computer aided
design (CAD) and developments of NC resulted which led
to the evolution of systems like computer NC (CNC) and
direct NC (DNC). By the year 1970, developments in CAD
applications and computer aided manufacturing (CAM)
based systems introduced the concept of CIM, which are
collectively named as AMTs (Nagalingam and Lin, 1999).
AMTs provide flexibility as well as data driven computer
integration for a manufacturing organization, in which
the manufacturing technology utilized is intelligent
enough to process the activities with less human interven-
tion. The need for integration became a necessity by the
advanced systems in CAM, computer aided process
planning (CAPP), computer aided quality control
(CAQC), flexible manufacturing system (FMS) and CIM
in 1980s, in response to the problems faced by traditional
manufacturing processes of industrial automation. Individ-
ual automation leads to islands of automation. These islands
of automation did not facilitate communication between the
functional units and plagued the manufacturing industry
(Shaw, 2000).
In order to integrate islands of automation, the United
States Air Force initiated the Integrated Computer Aided
Manufacturing (ICAM) programme in 1983 (Foston et al.,
1991). The European Strategic Programme for Research and
Development in Information Technologies (ESPRIT)and
Consortium European Computer Integrated Manufacturing
Architecture (AMICE—in reverse) initiated the computer
integrated manufacturing open system architecture
(CIMOSA) concepts in 1983 (ESPRIT, 1993). As discussed
by Segarra (1999), the advanced information technology
(IT) road map for the European manufacturing industry
initiative was launched by Daimler Benz in 1993, for
technological integration through the development of
integration platforms, and the usage of generic networked
enterprise (re)engineering methodologies.
Fig. 1. Drivers for change management.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488478

International standards related to CIM such as electronic
data interchange (EDI), distributed office application model
(DOAM), manufacturing automation protocol (MAP),
technical and office protocol (TOP), open distribution
processing (ODP), open system interconnection (OSI) and
standard for exchange of product data (STEP) started to
bridge the communication gap. Some of the major
standardization organizations within this field are the
International Electrotechnical Commission (IEC), the
International Standards Organization (ISO), the Open
Systems Foundation (OSF), the American National Stan-
dards Institute (ANSI), and the Institute of Electrical and
Electronics Engineers (IEEE) (Rahkonen, 1995).
The generic Internet based utility hooks up host
computers (which handle high-level decisions) and dedi-
cated process controllers. This gives the controllers various
facilities to interact, report, query, and coordinate activities
with computers located anywhere in the Internet (Fuertes
et al., 1999; Jagdale and Merchant, 1996). The new
possibilities for connectivity, sharing and coordination
have shifted the way manufacturing enterprises are run
(Shaw, 2000). Client/server architecture and groupware
tools attempt to coordinate the anarchy created by the PC
revolution, and provide means for traveling users who want
to connect their own Web from anywhere in the world, for
storing, analyzing, and coordinating their activity (Dessy,
1996). Distributed computing technologies motivate scien-
tists and industries to develop modular architectures,
distributed and linked through specific networks in contrast
to centralized and rigid organizations. Advances in software
technology have been transforming the world of integration
into compatible systems and devices by establishing an open
connectivity standard, agreed by the manufacturers, which
will provide plug-and-play communication and interoper-
ability between field devices, control systems, and enter-
prise-wide business applications.
In the year 2000, the Venture Development Corporation
reported that PC-based control application products are
forecasted to have double-digit growth rates through 2005.
The Siemens Automation and Drives group forecast that the
number of PC-based automation solutions will grow rapidly
by 20% each year.
3. Research objectives and methodology
The developments of the personal computer and
subsequent quality improvements have fuelled the
explosion in information processing equipment (Barua and
Lee, 1997). The mystery is why this massive computer
investment has not resulted in measured productivity gains
in the service sector. Based on the observation, not every
firm that tried CIM was successful and the fact that many
manufacturing concerns are significantly declining in their
expectations about CIM (Gupta, 1996) leads us to the
possibility that the success of integrated CIM requires some
critical factors. The primary objective of this research is to
provide some important factors on the key technologies of
information technology, managerial and communication
issues that must be addressed for designing and implement-
ing integrated CIM systems that lead to the concept of
totally integrated automation system and to identify a set of
CSFs for the development and implementation of totally
integrated flexible automation systems called totally
integrated automation systems.
The factors that are critical to the successful implemen-
tation of IAS are identified and discussed based on a review
of literature, a field study that surveyed different types of
manufacturing firms and series of interviews with a number
of working professionals and managers of three leading
automation and system components exhibitions held in
Europe. (An automation and system components exhibition,
where more than 690 exhibitors from almost 20 countries
exhibited their product developments and solutions; another
exhibition where more than 8000 companies from 60
countries exhibited their products with an impressive array
of trends, innovations and future markets in information
technology, telecommunications and automation, embra-
cing almost every type of equipment, as well as systems,
stand-alone solutions, integrated solutions and concepts
projected the supply and demand of the global market; and
in an another machine building and automation exhibition
where nearly 28,000 visitors flocked through the aisles to
see 750 exhibits.)
The field study consists of an interview instrument.
Within each firm, a plant manager was identified as the
target for the questionnaire. The study variables are the type
of industry, the relationship of the project to organizational
structure, the criteria used to measure the success, and the
factors related to the project, project manager, project team
members, organization, and the environment. Success is
measured by indicators as better return on equity, reduced
throughput, reduced cost, improved quality, enhanced
competitiveness, better control and quick response. These
factors were then summarized and compared to four specific
sets of CSFs in related areas. These studies assess the
impacts of the identified factors on the benefits of IAS and
develop a conceptual framework for measuring success and
show the relationship among the success factors in the
development and implementation of IAS. Due to the fact
that control and automation systems are characterized by
constant technological change and that CSFs in integrated
automation system development have not been published,
the chosen research strategy is ideally suited to the defined
problem.
4. PC-based control and automation—future
proof technology
In the 1980s, with the advent of the PC, every computer
had the necessary hardware and software for operation.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488 479

The new client/server technology makes the processing
power of a PC comparable with midrange systems as well as
mainframes (Johnny et al., 1998). The client/server
configuration also provided scalability so that hundreds of
computers could be linked. Client/server architecture
facilitates the application of PC-based systems to all the
“islands of automation” on the typical plant floor. Open
system architecture allows enterprises to build distributed
applications that provide true enterprise resource planning
and customer-oriented manufacturing system capabilities
(Martin, 1995). Low cost communication technology,
configurable local area networks (LANs) and configurable
wide area networks (WANs) produce a flexible, scalable,
distributed system to make CIM become a reality.
Architecture: Formerly, the manufacturers had been
forced to use a multi-layered hierarchy in their operations.
New technological advances in client/server architecture
have allowed them to utilize PCs with terminal server
capabilities in order to create highly networked automation
solutions. The users can now mix Windows and Linux based
PC control systems to create integrated automation
solutions that rely on standard hardware and software.
The PC, an excellent all around solution: The number
of PC-based automation solutions is growing because no
other system has such a large selection of hardware and
software options (Siemens, 2001). Many automation tasks,
including open- and closed loop control and motion
control, have been added to the classic PC tasks. PCs are
now breaking down the boundaries between technical and
office-based IT.
PC-based automation, brilliant perspectives: One of the
most important requirements that the manufacturers of
automation systems have to meet is an open platform. Only
PCs offer a totally open platform; no other system exists in
the market with so many hardware and software options for
any automation task such as technology interface, open and
closed control, operator control, process control and
monitoring, visualization, measured value recording, data
processing, industrial image processing, communication,
motion control, or input–output distribution (Siemens,
2001). PC-based control offers the connection to master
control systems via industrial Ethernet and to the fieldbus
peripheral. Visualization and PC-based control can be
ideally united in one PC.
The enormous range of PC hardware and software
options makes PCs amazingly versatile. The availability
of interfacing cards suitable for motion control systems
and other functions allows PCs to be used for mass
applications in an office and factory environment. Bringing
together the worlds of technical and commercial IT by
interfacing with high-level management systems, the
so-called manufacturing of execution systems becomes
easy. The options for upgrading automation solutions to
integrated Intranet and Internet technologies have been
improving all the time. It is already possible to control
and monitor remote systems and installations. Systems
capable of transmitting vital information via the Internet
reduce maintenance time, optimize manufacturing
sequences and capacity planning. PC-based control offers
software for quality functionality including the definitions
and benefits of applying statistical process control and
statistical quality control. PCs can now perform automation
functions that once required dedicated controllers such as
programmable logic controllers.
5. Open system, fieldbus and Ethernet technology
Open system: One of the most important requirements
for an open control system is the ability to integrate off-
the-shelf hardware and software components into a control
system which supports standard environments. The develo-
pment of an open control system, which operates on a
standard PC hardware, enables end users to optimize their
electronic equipment according to their custom require-
ments (Pritschow et al., 1997). An open architecture
controller can only achieve the integration of control
software from different controller manufacturers into a
manufacturing system. The characteristics of the reference
architecture are modularity, interoperability, portability,
and scalability (Pritschow et al., 1994). From a user point
of view, the main advantages of open systems can be
grouped into increased interactivity of systems from
different vendors and the ability to upgrade components
to provide increased performance, availability, etc. when
the need arises (Rahkonen, 1995). Hence computers, which
provide the controller functions, communication, and
operating functions, play an important role in modern
manufacturing. A well-defined interface can be achieved
(Rahkonen, 1995) either as a de jure standard defined by a
formally recognized standardization organization or by the
fact that a product becomes widely adopted and used as a
de facto standard.
Fieldbus: Optimizing a plant requires that the typical
hierarchy of networks, gateways and systems be ‘flattened’ to
allow fast, easy integration of sensors/actuators, automation
systems and plant application software packages. The
development of a new, advanced network communication
technology, a foundation for digital control systems, which
came to be known as ‘fieldbus’ in the mid-1980s, has had a
profound effect on plant automation strategies (Fieldbus,
2001). Bi-directional, multi-drop fieldbus systems operating
at the device level of the plant network hierarchy are used to
interconnect transmitters, positioners and other field devices.
Fig. 2 illustrates the fieldbus concept and the components that
can be connected (Tian et al., 2000).
Major end users have found that fieldbus provides up to
75% reduction in instrumentation and control maintenance
costs. The availability of remote device diagnostic infor-
mation in a fieldbus system ensures that maintenance
personnel only work on equipment that is actually in need of
repair. In addition, fieldbus improves single loop integrity
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488480

by locating device scheduling and proportional integral
derivative (PID) control in the field, and provides built-in
redundancy with a backup link active scheduler.
Ethernet: Industrial Ethernet has emerged as a major
component in today’s plant network hierarchy. The Ethernet
network, which is used at the host level as a high-speed plant
‘backbone’, is intended for subsystem integration and high
performance control applications. Just as fieldbus at the
device level revolutionized modern control schemes,
Ethernet dramatically simplifies the host level of the system
by simplifying enterprise control and remote input–output
networking. Because Ethernet at the host level takes the
place of the control and plant networks, it is often regarded
as more of a ‘hostbus’ than a ‘fieldbus’.
Together, Ethernet and device-level fieldbus provide an
open solution for ‘sensors to the boardroom’ integration, by
supplying a common specification for access to automation
systems in the field (Tian et al., 2000). Using this common
specification, data servers can easily access plant data and
provide the client/server communications needed for
corporate management information system and business
application packages. This tight integration of plantwide
data also allows manufacturers to realize additional benefits
from enterprise resource planning. Because high speed (100
Mbit/s) Ethernet networks use standard Ethernet cabling
and low-cost commercial off-the-shelf (COTS) equipment,
plants can migrate to this technology economically.
Combining high performance and low-cost, COTS Ethernet
technology with device-level fieldbus provides the archi-
tecture needed for cost-effective, plantwide information
integration.
Ethernet and the TCP/IP protocol have also been
achieving more and more acceptance (Siemens, 2001) in
industrial automation technology. Major technical advances
such as fast Ethernet switching and full duplex communi-
cation have turned the Ethernet into a powerful communi-
cation system with many benefits for industrial users and
manufacturers.
6. Modular concepts with distributed intelligence
Distributed object computing paradigm allows objects
to be distributed across a heterogeneous network, and
allows each of the components to interoperate as a unified
system. Modular approach can radically simplify systems
development. Distributed object models and tools extend
an object-oriented programming system (Szyperski, 1998;
Yau and Xia, 1998). The objects may be distributed in
different computers throughout a network, which resides
within their own dynamic library outside of an appli-
cation, and yet appear as though they were local within
the application. This is the essence of plug-and-play
software. Component-based development substance the
‘industrialization’ of software development. This principle
applies equally to software system development for
manufacturing process, allowing unpredicted quality,
speed of development, and highly effective change
management.
The major advance in modular plant and machine
construction is distributed intelligence to field devices,
drives and peripheral devices with programmable intelli-
gence, such as a programmable logic controller (PLC) core.
The automation architecture provides mechanisms for
composing modular components and allows distributed
objects to refer to one another by function and capability,
irrespective of their location (Griss, 1997; IBM 2000).
Objects communicate using a universal streaming data
“bus” standard. They can move around, be re-connected
dynamically, and seamlessly resume previously established
connections with one another. The designer has to group
functions in modules in such a way that their interdepen-
dence is minimized.
Among the available component infrastructure tech-
nologies, the standardized technologies are Object
Management Group’s CORBA (Common Object Request
Broker Architecture), Microsoft’s Component Object
Model (COM), Object Linking and Embedding (OLE)
and Distributed COM (DCOM), and Sun’s JavaBeans
and Enterprise JavaBeans (Kozaczynski and Booch,
1998).
7. Information-based manufacturing
Factory production processes have matured to a stage
where the manufacturing of product families in small batch
sizes is becoming increasingly economically viable. This
achievement can be largely attributed to the tremendous
advances in information technology over the past two
decades (Aggarwal, 1995). The flow of information from
one process to another can be considered as a lubricating
force, which improves both productivity and product
quality. As the existing islands of technology are pulled
together and the understanding of process dynamics
improves, a more controlled manufacturing process is
Fig. 2. Fieldbus architecture.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488 481
exercised. It is this tighter process control that is shaping the
path towards truly configurable manufacturing.
The Web infrastructure: Manufacturing and auto-
mation have always gone hand in hand. Moving from
manual labor to relays and toggle switches to today’s
smart application software, manufacturing industries have
embraced automation as a means of increasing pro-
ductivity. With the advent of the Internet, the demands
on manufacturing are shifting again and the pace of
change is accelerating. As people have become used to
information at their fingertips, markets now want
products to arrive more quickly with greater customiza-
tion. Manufacturing information portals provides custo-
mizable user windows for moving plant data from the
factory to any global user who needs them. Portal
visibility on this information provides awareness of
problems to minimize downtime and optimize equipment
effectiveness. By using today’s portal technology such as
the Internet and Intranets, information-based manufactur-
ing uses the right information to know what products to
make, when to make them, and then making them at the
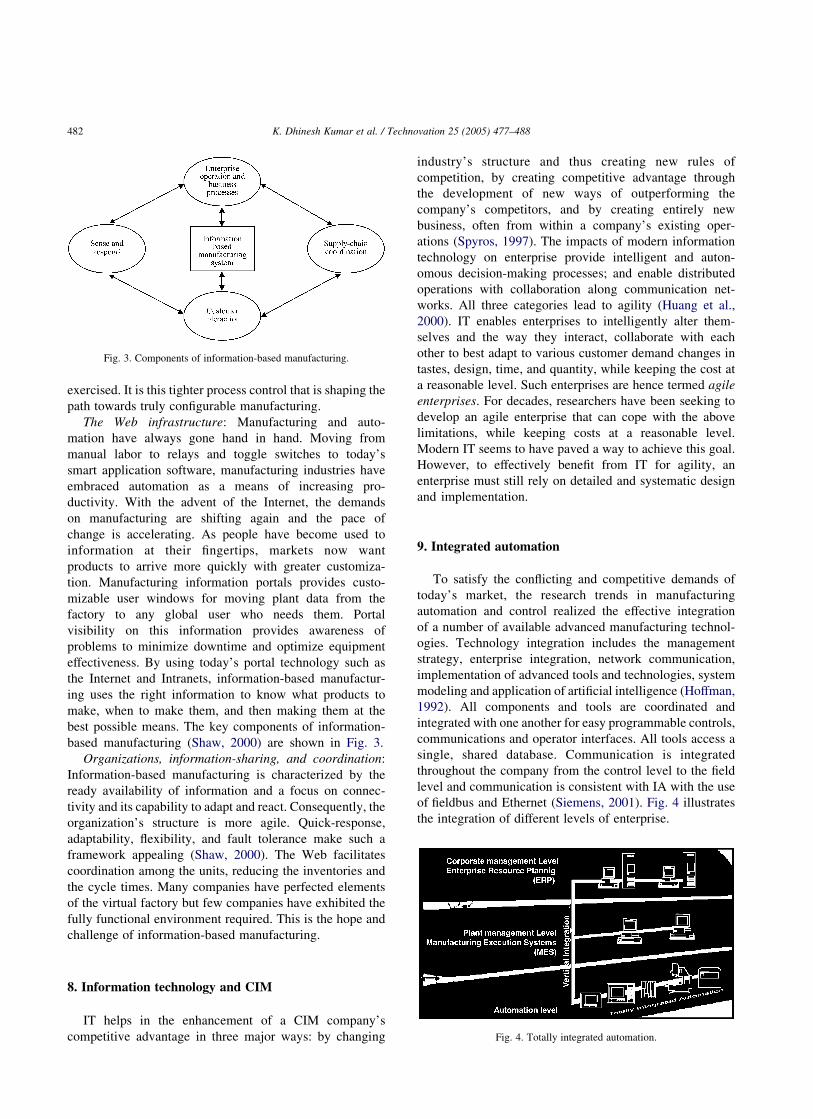
best possible means. The key components of information-
based manufacturing (Shaw, 2000) are shown in Fig. 3.
Organizations, information-sharing, and coordination:
Information-based manufacturing is characterized by the
ready availability of information and a focus on connec-
tivity and its capability to adapt and react. Consequently, the
organization’s structure is more agile. Quick-response,
adaptability, flexibility, and fault tolerance make such a
framework appealing (Shaw, 2000). The Web facilitates
coordination among the units, reducing the inventories and
the cycle times. Many companies have perfected elements
of the virtual factory but few companies have exhibited the
fully functional environment required. This is the hope and
challenge of information-based manufacturing.
8. Information technology and CIM
IT helps in the enhancement of a CIM company’s
competitive advantage in three major ways: by changing
industry’s structure and thus creating new rules of
competition, by creating competitive advantage through
the development of new ways of outperforming the
company’s competitors, and by creating entirely new
business, often from within a company’s existing oper-
ations (Spyros, 1997). The impacts of modern information
technology on enterprise provide intelligent and auton-
omous decision-making processes; and enable distributed
operations with collaboration along communication net-
works. All three categories lead to agility (Huang et al.,
2000). IT enables enterprises to intelligently alter them-
selves and the way they interact, collaborate with each
other to best adapt to various customer demand changes in
tastes, design, time, and quantity, while keeping the cost at
a reasonable level. Such enterprises are hence termed agile
enterprises. For decades, researchers have been seeking to
develop an agile enterprise that can cope with the above
limitations, while keeping costs at a reasonable level.
Modern IT seems to have paved a way to achieve this goal.
However, to effectively benefit from IT for agility, an
enterprise must still rely on detailed and systematic design
and implementation.
9. Integrated automation
To satisfy the conflicting and competitive demands of
today’s market, the research trends in manufacturing
automation and control realized the effective integration
of a number of available advanced manufacturing technol-
ogies. Technology integration includes the management
strategy, enterprise integration, network communication,
implementation of advanced tools and technologies, system
modeling and application of artificial intelligence (Hoffman,
1992). All components and tools are coordinated and
integrated with one another for easy programmable controls,
communications and operator interfaces. All tools access a
single, shared database. Communication is integrated
throughout the company from the control level to the field
level and communication is consistent with IA with the use
of fieldbus and Ethernet (Siemens, 2001). Fig. 4 illustrates
the integration of different levels of enterprise.
Fig. 3. Components of information-based manufacturing.
Fig. 4. Totally integrated automation.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488482

Integrated CIM system consists of three levels of
integration covering physical system integration, application
integration and business integration (Spyros, 1997) leading
to the total integration of the manufacturing enterprise and is
called integrated automation system. System integration has
several objectives (Shaw et al., 1997) such as establishing
good communication and coordination procedures, promot-
ing collaboration among a group of networked participants,
sharing information among different entities across an
information system, maintaining a variety of functional
modules to make an information system flexible and
adaptive, efficiently managing the coordination between
different information systems in an enterprise, and con-
solidating various business functions in information systems
to make the processes more efficient. Some crucial issues in
system integration involve the identification of coordination
mechanisms, the representation of different roles and
functions, and performance measures.
IA capabilities enable firms to turn environmental threats
(rapid market changes, increasing complexity, declining
opportunities, economics of sale) into opportunities for
gaining a competitive advantage (Gupta, 1996). The easy
availability of production and field data facilitates quick
product design changes, resulting in better engineering and
quality.
Connection to the IT world, integration of all business
processes: The new industrial framework “vertical IT
integration” connects the automation level of IA with the
operational control and plant management level up to
corporate management and planning level, and links
conventional IT applications with the real-time world of
the automation level. IA achieves transparency and creates a
consistent flow of data (Siemens, 2001). The Internet makes
it possible for manufacturing processes to be incorporated in
a worldwide flow of information.
Openness and modularity: IA is open for a broad
spectrum of field devices. Modular machine and system
structures to automation solutions consist of technological
modules with their own control intelligence resulting in
shorter commissioning times and greater flexibility.
Component-based automation: Networking and fieldbus
technology considerably simplifies automation in plant and
machine construction. By dividing the machines or systems
into manageable, autonomous groups, operating units can
be tested in advance. This dramatically reduces the cost of
on-site commissioning. At the interface, access is only made
available to those variables that are required for the
interaction with other components as well as for diagnostics,
visualization and connection to the planning and execution
systems. A component-based system supports elements
conforming to certain standards and allows instances of
these elements to be plugged into the framework (Szyperski,
1998).
Flexible reactions: Instead of stand-alone machines, the
individual modules are combined to suit customer
requirements. Even plant expansions can be completed
quickly, as the modules operate independent of one
another to a great extent. E-manufacturing offers the
opportunity to shorten the order-to-fulfillment cycle and to
guarantee high product quality. Although the benefits of
integrated technologies are very difficult to quantify, PCs
provide a competitive advantage by linking new and
existing hardware and software of the technologies,
together with database management systems and data
communications systems into a coordinated and efficiently
managed process.
10. CSFs for the implementation of integratedautomation system
Several authors have identified CSFs that deal with
subjects related to manufacturing automation. For example,
CSFs have been identified for new product development
(Lynn et al., 1998, IT planning and requirements’
determination (Farrell, 1996, enterprise wide information
management system projects (Sumner, 1999), the alignment
of information system (IS) plans with business plans
(Thompson and Ang, 1999) factory automation (Takanaka,
1991), and software maintenance issues (Ettlie and Getner,
1989). We identified a set of CSFs for the development/
implementation of IAS.
Discussion of CSFs: The following is a summary of the
identified CSFs. Each CSF is accompanied by a short
description and is compared to similar findings reported in
the related literature.
Critical Success Factor 1: Formulate a simplified and
standardized project plan prior to the design of
Integrated Automation System.
The effective integration of available advanced manu-
facturing technologies starts with project planning. Before
introducing new technologies, a company must assess
whether these technologies will direct the organization to
specific goal, primarily to improve the competitive position.
This assessment should lead to the development of a master
plan that directs the allocation of resources and day-to-day
operation of the company as it strives to implement IASs.
This CSF is supported by Aggarwal (1995) and Takanaka
(1991).
Critical Success Factor 2: Develop an organization
structure with effective interface for communication,
coordination, monitoring, and documentation.
One of the most critical factors for the successful
implementation is top management support. Such a support
can be achieved if the organization structure is built in such
a manner to provide an effective interface for effective
communication, coordination, monitoring, feedback and
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488 483

documentation. This CSF is supported by Pinto and Slevin
(1987) and Sayles and Chandler (1971).
Critical Success Factor 3: Assemble personnel teams
with the necessary experience and motivation to properly
implement IA solutions.
A well-organized and good managerial team is necessary
to properly coordinate implementation activities. Personnel
with the experience necessary to effectively utilize the
available resources and technology are needed to design and
build IA systems. A well-defined work breakdown system
should be developed to allow project teams to function
effectively. Team behavior with regard to performance and
information sharing should be emphasized. Team members
responsible for the implementation of IA must have a clear
understanding of the goals and needs of company manage-
ment. Communication between group members must be
dynamic and be able to relate the goals of management, the
results and progress of their implementation. Documen-
tation that details these plans and their results should be
available to all members of these projects so that they can
understand both their responsibilities and see the results of
the project development. This factor is described by the
work of Aggarwal (1995), Pinto and Slevin (1987) and the
work of Gupta (1996).
Critical Success Factor 4: The functional structure of
both manufacturing and management should be devel-
oped as modular units.
It is necessary to divide processes and projects into
manageable, autonomous operating units called modules.
The modules should be constructed independently by
individual teams and be tested independently. This reduces
the cost of on-site commissioning. Alfieri and Brandimarte
(1997) stress the importance of this concept. Their work is
also supported by that of Cho et al. (1996).
Critical Success Factor 5: The manufacturing and
management system modules developed previously must
be integrated in a hybrid of both bottom–up and top–
down approach.
A well-defined development plan is essential for the
successful implementation of IA. This approach must be
accompanied by a clearly defined vision of the system that is
communicated not only to management but also to the
individual project members who will ultimately be respon-
sible for the successful implementation of the plan. Alfieri
and Brandimarte (1997) and Takanaka (1991) discuss this
factor in their work.
Critical Success Factor 6: The performance of the
finished system should be evaluated and modifications
based on the evaluation should be made to keep the
system operation efficient.
Once implemented, the system should be subjected to
evaluations that will allow the effectiveness of the system to
be gauged. After evaluations have been completed,
modifications must be made that will allow the system to
be maintained properly. Future evaluations should include
updated software, new manufacturing technology, and
personnel changes must also be taken into account.
Aggarwal (1995) also discusses this factor as does Takanaka
(1991).
11. Study of critical success factors in related
areas of IAS
In this section, the six CSFs for IAS development are
compared to those in related areas: project management,
factory automation, managing large systems and new
product development. These four areas are closely related
to integrated automation system development. This com-
parison is used to support the CSFs identified in this paper
and to identify issues that are unique to integrated
automation system development.
Table 1 displays six CSFs of project management as
determined by Pinto and Slevin (1987), six CSFs of factory
automation determined by Takanaka (1991) and five CSFs
for managing large systems (1971) and five CSFs for new
product development (1998). These CSFs were chosen for
their comprehensiveness in scope and for their project-level
focus. A comparison of these four lists with the six CSFs for
IAS development identified in this study is summarized
below:
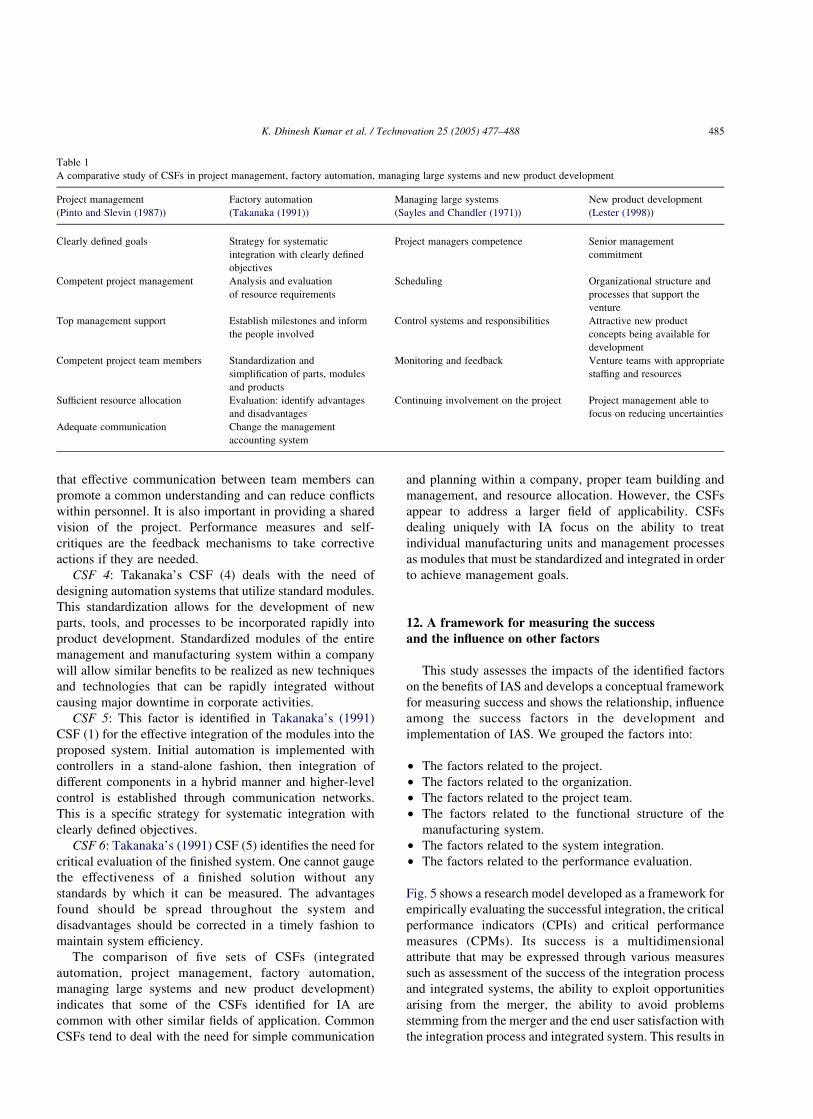
CSF 1: Takanaka’s (1991) CSF (4) identifies the need to
standardize and simplify parts, modules and products which
may lead to simplification of the process as well as broader
issues such as plant layout. Pinto and Slevin (1987) CSF (1)
address the need of a clearly defined goal. The simplification
of the mechanical components and processes of an IAS is
particularly important.
CSF 2: Lester’s (1998) CSF (2,5), and Sayles and
Chandler’s (1971) CSF (3,4,5) suggest the need for well-
defined organizational structure showing control and
responsibilities, monitoring and feedback system, and
addressing the need for effective interface with top
management, for effective communication and coordi-
nation. This will improve the shared vision of the project
and due reorganization of the individual.
CSF 3: Pinto and Slevin’s (1987) CSF (2,4) and Lester’s
CSF (4) suggest that effective teams are critical. This study
identified the need for a specific method to design teams,
which is directly related to the design of the system. In
addition, communication is improved and conflicts are
reduced due to cross-functional membership. Lester’s
(1998) CSF (2) and Takanaka’s (1991) CSF (3) suggest
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488484
that effective communication between team members can
promote a common understanding and can reduce conflicts
within personnel. It is also important in providing a shared
vision of the project. Performance measures and self-
critiques are the feedback mechanisms to take corrective
actions if they are needed.
CSF 4: Takanaka’s CSF (4) deals with the need of
designing automation systems that utilize standard modules.
This standardization allows for the development of new
parts, tools, and processes to be incorporated rapidly into
product development. Standardized modules of the entire
management and manufacturing system within a company
will allow similar benefits to be realized as new techniques
and technologies that can be rapidly integrated without
causing major downtime in corporate activities.
CSF 5: This factor is identified in Takanaka’s (1991)
CSF (1) for the effective integration of the modules into the
proposed system. Initial automation is implemented with
controllers in a stand-alone fashion, then integration of
different components in a hybrid manner and higher-level
control is established through communication networks.
This is a specific strategy for systematic integration with
clearly defined objectives.
CSF 6: Takanaka’s (1991) CSF (5) identifies the need for
critical evaluation of the finished system. One cannot gauge
the effectiveness of a finished solution without any
standards by which it can be measured. The advantages
found should be spread throughout the system and
disadvantages should be corrected in a timely fashion to
maintain system efficiency.
The comparison of five sets of CSFs (integrated
automation, project management, factory automation,
managing large systems and new product development)
indicates that some of the CSFs identified for IA are
common with other similar fields of application. Common
CSFs tend to deal with the need for simple communication
and planning within a company, proper team building and
management, and resource allocation. However, the CSFs
appear to address a larger field of applicability. CSFs
dealing uniquely with IA focus on the ability to treat
individual manufacturing units and management processes
as modules that must be standardized and integrated in order
to achieve management goals.
12. A framework for measuring the success
and the influence on other factors
This study assesses the impacts of the identified factors
on the benefits of IAS and develops a conceptual framework
for measuring success and shows the relationship, influence
among the success factors in the development and
implementation of IAS. We grouped the factors into:
† The factors related to the project.
† The factors related to the organization.
† The factors related to the project team.
† The factors related to the functional structure of the
manufacturing system.
† The factors related to the system integration.
† The factors related to the performance evaluation.
Fig. 5 shows a research model developed as a framework for
empirically evaluating the successful integration, the critical
performance indicators (CPIs) and critical performance
measures (CPMs). Its success is a multidimensional
attribute that may be expressed through various measures
such as assessment of the success of the integration process
and integrated systems, the ability to exploit opportunities
arising from the merger, the ability to avoid problems
stemming from the merger and the end user satisfaction with
the integration process and integrated system. This results in
Table 1
A comparative study of CSFs in project management, factory automation, managing large systems and new product development
Project management
(Pinto and Slevin (1987))
Factory automation
(Takanaka (1991))
Managing large systems
(Sayles and Chandler (1971))
New product development
(Lester (1998))
Clearly defined goals Strategy for systematic
integration with clearly defined
objectives
Project managers competence Senior management
commitment
Competent project management Analysis and evaluation
of resource requirements
Scheduling Organizational structure and
processes that support the
venture
Top management support Establish milestones and inform
the people involved
Control systems and responsibilities Attractive new product
concepts being available for
development
Competent project team members Standardization and
simplification of parts, modules
and products
Monitoring and feedback Venture teams with appropriate
staffing and resources
Sufficient resource allocation Evaluation: identify advantages
and disadvantages
Continuing involvement on the project Project management able to
focus on reducing uncertainties
Adequate communication Change the management
accounting system
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488 485
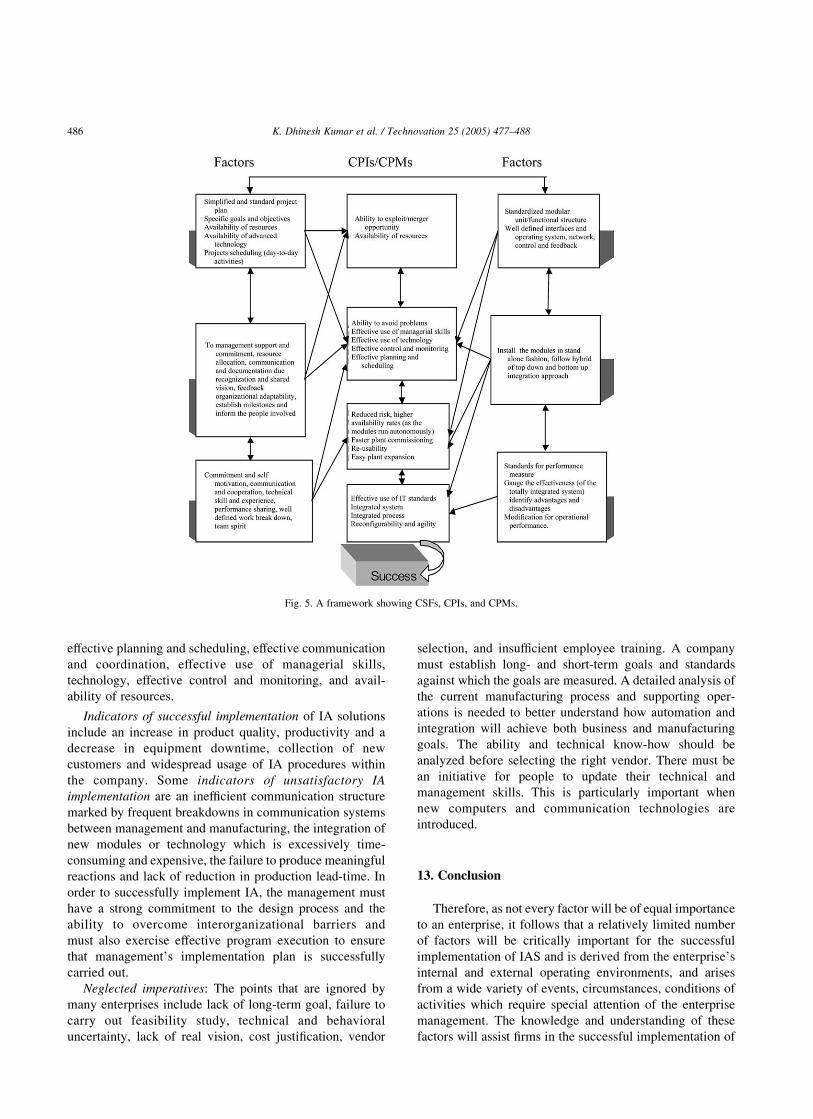
effective planning and scheduling, effective communication
and coordination, effective use of managerial skills,
technology, effective control and monitoring, and avail-
ability of resources.
Indicators of successful implementation of IA solutions
include an increase in product quality, productivity and a
decrease in equipment downtime, collection of new
customers and widespread usage of IA procedures within
the company. Some indicators of unsatisfactory IA
implementation are an inefficient communication structure
marked by frequent breakdowns in communication systems
between management and manufacturing, the integration of
new modules or technology which is excessively time-
consuming and expensive, the failure to produce meaningful
reactions and lack of reduction in production lead-time. In
order to successfully implement IA, the management must
have a strong commitment to the design process and the
ability to overcome interorganizational barriers and
must also exercise effective program execution to ensure
that management’s implementation plan is successfully
carried out.
Neglected imperatives: The points that are ignored by
many enterprises include lack of long-term goal, failure to
carry out feasibility study, technical and behavioral
uncertainty, lack of real vision, cost justification, vendor
selection, and insufficient employee training. A company
must establish long- and short-term goals and standards
against which the goals are measured. A detailed analysis of
the current manufacturing process and supporting oper-
ations is needed to better understand how automation and
integration will achieve both business and manufacturing
goals. The ability and technical know-how should be
analyzed before selecting the right vendor. There must be
an initiative for people to update their technical and
management skills. This is particularly important when
new computers and communication technologies are
introduced.
13. Conclusion
Therefore, as not every factor will be of equal importance
to an enterprise, it follows that a relatively limited number
of factors will be critically important for the successful
implementation of IAS and is derived from the enterprise’s
internal and external operating environments, and arises
from a wide variety of events, circumstances, conditions of
activities which require special attention of the enterprise
management. The knowledge and understanding of these
factors will assist firms in the successful implementation of
Fig. 5. A framework showing CSFs, CPIs, and CPMs.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488486

IAS and enable them to further improve their confidence
and competitive ability to maximize their services and
returns. The pitfalls in implementation come from neglect-
ing CSFs and making unrealistic assumptions. The charac-
teristics of these factors show that these CSFs are clearly
actionable, measurable and controllable through the use of
critical performance indicators (CPIs) and associated
critical performance measures (CPMs). These findings add
to our academic understanding of the functional relation-
ships among variables that affect the innovation adoption
decision. These factors also reveal the fact that system
integration should be achieved in a cohesive manner to
provide a complete and intelligent solution to the manu-
facturing industries.
Future research on issues such as simplification,
standardization, and communication must be technically
addressed using analysis and design methodologies, and
software development tools. Flexible cost-effective distrib-
uted factory architecture will give the capability to survive
and prosper in a competitive environment of continuous and
unpredictable change, allowing companies to react quickly
and effectively to rapidly changing markets.
Acknowledgements
We express our sincere gratitude to the German DAAD-
IQN program for providing facilities to carry out this
research in the University of Siegen, Germany.
References
Aggarwal, S., 1995. Emerging hard and soft technologies: current status,
issues and implementation problems, omega. International Manage-
ment Science 23(3), 323–339.
Alfieri, A., Brandimarte, P., 1997. Object-oriented modelling and
simulation of integrated production/distribution systems. Computer
Integrated Manufacturing Systems 10(4), 261–266.
Barua, A., Lee, B., 1997. The information technology productivity paradox
revisited: a theoretical and empirical investigation in the manufacturing
sector. The International Journal of Flexible Manufacturing Systems 9,
145–166.
Cho, H., Jung, M., Kim, M., 1996. Enabling technologies of agile
manufacturing and its related activities in korea. Computers Industrial
Engineering 30(3), 323–334.
Dessy, E.R., 1996. Computer connections. Laboratory Automation and
Information Management 32, 53–62.
Dhinesh Kumar, K., Karunamoorthy, L., Roth, H., Mirnalinee, T.T., 2002a.
Proceedings of the 18th National Convention of Mechanical
Engineers and National Conference on Emerging trends in
Mechatronics for Automation, REC, Rourkela, Orissa, November. A
modular approach for the implementation of integrated automation,
pp. 49–59.
Dhinesh Kumar, K., Karunamoorthy, L., Roth, H., Mirnalinee, T.T., 2002b.
Proceedings of the Seventh International Conference on Control,
Automation, Robotics and Vision, ICARCV 2002, December. Web
based real-time mobile access to integrated automation, Nanyang
Technical University, Singapore.
Ettlie, J.E., Getner, C.E., 1989. Manufacturing software maintenance.
Manufacturing Review 2(2), 129–133.
ESPRIT Consortium AMICE (Ed.), 1993. CIMOSA: Open System
Architecture for CIM, Second, revised and extended ed., Springer-
Verlag, Berlin.
Farrell, A., 1996. Proceedings of the Eighth Annual Quest for Quality and
Productivity in Health Services Conference, Williamsburg, VA, USA.
Critical success factors for tomorrow’s IT leaders, pp. 293–301.
Fieldbus Foundation, 2001. Fieldbus Online. Available at http://www.
fieldbus.org/.
Foston, A.L., Smith, C.L., Au, T., 1991. Fundamentals of Computer
Integrated Manufacturing, Prentice-Hall, Englewood Cliffs, NJ.
Fuertes, J.M., Herrera, J., Arboleda, J.P., Heit, F., Casas, C., Company, J.,
1999. Communication system for a distributed intelligent controller.
Microprocessors and Microsystems 23, 89–93.
Griss, M.L., 1997. Proceedings of the Eighth Israeli Conference on
Computer Systems and Software Engineering. Software reuse archi-
tecture, process, and organization for business success, pp. 86–98.
Gupta, M., 1996. Operations effectiveness for a successful implementation
of CIM. Technovation 16(10), 589–594.
Hoffman, K.C., 1992. Proceedings of the Second International Conference
on System Integration, Morristown, USA. Management of enterprise
wide systems integration programs, pp. 4–13.
Huang, C.-Y., Ceroni, J.A., Nof, S.Y., 2000. Agility of networked
enterprises—parallelism, error recovery and conflict resolution. Com-
puters in Industry 42, 275–287.
IBM, 2000. Distributed Intelligence, Available at http://www4.ibm.com/
software/ad/sanfrancisco.
Jagdale, S.S., Merchant, N., 1996. Implementing distributed controls for
FMCs using Internet utilities. Computers Industrial Engineering 30(1/
2), 87–90.
Johnny, K.C., Ng, I.P.W.H., Lee, T.C., 1998. The development of an
enterprise resources planning system using a hierarchical design
pyramid. Journal of Intelligent Manufacturing 9, 385–399.
Kozaczynski, W., Booch, G., 1998. Component-based software engineer-
ing. IEEE Software September–October, 155.
Lester, D.H., 1998. Critical success factors for new product development.
Research Technology Management 41(1), 36–43.
Lin, G.C.I., 1976. Proceedings of the Annual Engineering Conference,
Townsville, Australia. Integrated computer aided design, manufacture
and management, pp. 68–76.
Lynn, G.S., Mazzuca, M., Morone, J.G., Paulson, A.S., 1998. Learning is
the critical success factor in developing truly new products. Research
Technology Management 41(3), 45–51.
Martin, R., 1995. Turbocharging MRPII systems with enterprise synchro-
nisation. IIE Solution November, 32–34.
Nagalingam, V.S., Lin, G.C.I., 1999. Latest developments in CIM,
Robotics and Computer Integrated Manufacturing 15, 423–430.
Pinto, J.K., Slevin, D.P., 1987. Critical factors in successful project
implementation. IEEE Transactions on Engineering Management EM-
34(1), 22–27.
Pritschow, G., Uhl, A., Demel, P., 1994. Proceedings of the 25th
International Symposium on Industrial Robots, Hanover, 25–27
April. Flexibility and cost efficiency with and open multitasking control
architecture for robots, pp. 395–402.
Pritschow, G., Tran, T.L., Hohenadel, J., 1997. International Sym-
posium, Florence, Italy. Standalone PC—controller on an open
platform.
Rahkonen, T., 1995. Distributed industrial control systems—a critical
review regarding openness. Control Engineering Practice 3(8),
1155–1162.
Sayles, L.R., Chandler, M.K., 1971. Managing Large Systems, Harper and
Row, New York.
Segarra, G., 1999. The advanced information technology innovation
roadmap. Computers in Industry 40, 185–195.
Siemens AG, 2001. Siemens Automation and Drives Group. Available at
http://www.siemens.com/automation.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488 487
Shaw, J.M., 2000. Information-based manufacturing with the web.
The International Journal of Flexible Manufacturing Systems 12,
115–129.
Shaw, M.J., Seidmann, A., Whinston, A.B., 1997. Information technology
for automated manufacturing enterprises: recent developments and
current research issues. The International Journal of Flexible Manu-
facturing Systems 9, 115–120.
Sohal, A.S., 1997. A longitudinal study of planning and implementation of
advanced manufacturing technologies. International Journal of Com-
puter Integrated Manufacturing 10(1-4), 281–295.
Spyros, G.T., 1997. Computer Assisted Management and Control of
Manufacturing Systems, Springer-Verlag, London.
Sumner, M., 1999. Proceedings of the 1999 ACM SIGCPR Conference,
New Orleans, LA, USA. Critical success factors in enterprise wide
information management systems projects.
Szyperski, C., 1998. Component Software: Beyond Object-oriented
Programming, ACM Press, New York.
Takanaka, H., 1991. Critical success factors in factory automation. Long-
Range Planning 24(4), 29–35.
Thompson, S.H.T., Ang, J.S.K., 1999. Critical success factors in the
alignment of IS plans with business plans. International Journal of
Information Management 19(2), 173–185.
Tian, G.Y., Zhao, Z.X., Baines, R.W., 2000. A fieldbus—based intelligent
sensor. Mechatronics 10, 835–849.
Yau, S.S., Xia, B., 1998. Proceedings of COMPSAC’98. The Twenty-
Second Annual International. Object-oriented distributed component
software development based on CORBA, pp. 246–251.
Zwegers, A.J.R., Gransier, A.G., 1995. Managing re-engineering with the
CIMOSA architectural framework. Computers in Industry 27,
143–153.
K. Dhinesh Kumar is a full-time Ph.D.
research scholar in Anna University,
Chennai, India, under the guidance of Dr.
L. Karunamoorthy, Assistant Professor in
Mechanical Engineering. He has com-
pleted a part of his research under the
guidance of Professor Dr. Hubert Roth,
Professor and Director, Institute of Control
Engineering, University of Siegen,
Germany. He did his graduation in mech-
anical engineering, post-graduation in
production engineering, and has about 10
years of industrial and teaching experience. He is now doing research in
mechatronics, CIM systems, enterprise modelling and integration, and
automation engineering.
Dr. L. Karunamoorthy, B.Sc., B. Tech,
M.E., Ph.D., is an Assistant Professor in
Mechanical Engineering Department,
Anna University, Chennai, India. He has
17 years of teaching and research experi-
ence. He is a life member in ISTE, ISME
and ISNDT. He is currently guiding 11
Ph.D. research scholars and two M.S. (by
research) scholars. He has 33 research
publications. His areas of interest are
metal cutting, automation and
mechatronics.
Prof. Dr. Hubert Roth studied Electrical
Engineering at the University Karlsruhe,
Germany, from 1974 until 1979. He did his
Ph.D. at the Institute of Automatic Control
Engineering at University Karlsruhe in
1983. Then, he worked for five years in the
space industry. In the year 1988, he
became a Professor for Control Engineer-
ing at the University of Applied Sciences
in Weingarten, Germany. Since 2001, he is
the Head of the Institute for Automatic
Control Engineering at the University of
Siegen, Germany. His main interests are control of mechatronics
systems, especially in the area of robotics and autonomous guided
vehicles and remote control aspects.
T.T. Mirnalinee is a Lecturer in the
Department of Computer Science and
Engineering in C.S.I. Institute of Technol-
ogy, Thovalai, Kanyakumari District,
Tamilnadu, India. She did her graduation
in computer engineering and post-gradu-
ation in software engineering. She has
eight years of teaching experience and
guiding students’ projects.
K. Dhinesh Kumar et al. / Technovation 25 (2005) 477–488488