
COMO IMPLEMENTAR A GESTÃO DE MANUTENÇÃO da PERFURATRIZ
98
UNIVERSIDADE FEDERAL DE OURO PRETO ESCOLA DE MINAS REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS ESPECIALIZAÇÃO EM SISTEMAS MÍNERO- METALÚRGICOS – MANUTENÇÃO PEDRO JOSE AVILA Gestão da Manutenção: COMO IMPLEMENTAR A GESTÃO DE MANUTENÇÃO da PERFURATRIZ em POTÁSSIO RIO COLORADO U FOP - CETEC - UEMG
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of COMO IMPLEMENTAR A GESTÃO DE MANUTENÇÃO da PERFURATRIZ

UNIVERSIDADE FEDERAL DE OUROPRETO
ESCOLA DE MINASREDE TEMÁTICA EM ENGENHARIA DE
MATERIAISESPECIALIZAÇÃO EM SISTEMAS MÍNERO-
METALÚRGICOS – MANUTENÇÃO
PEDRO JOSE AVILA
Gestão da Manutenção: COMO IMPLEMENTAR AGESTÃO DE MANUTENÇÃO da PERFURATRIZ em
POTÁSSIO RIO COLORADO
U FO P - C E TE C - U E M G

II
VITORIA – ES2012

III
PEDRO JOSE [email protected]
Gestão da Manutenção: COMO IMPLEMENTAR
A GESTÃO DE MANUTENÇÃO da PERFURATRIZ
em POTÁSSIO RIO COLORADO
Monografia submetida àapreciação da bancaexaminadora do Curso deEspecialização Profissionalem Sistemas Mínero-Metalúrgicos Área:Manutenção.
Professor Orientador: JOÃO ESMERALDO DA SILVA

IV
VITORIA - ES2012

V
MODELO DA FICHA CATALOGRÁFICA(após preenchimento e entrega na biblioteca do requerimentopara obtenção da ficha catalográfica, o aluno a receberá
por email )
(No verso da folha de rosto, na metade inferior da folha,
centralizada).
M357r Gonçalves, Rosangela (nome do autor)
Manual para elaboração dos trabalhosacadêmico-científicos do curso de engenharia deprodução, administração e economia da UniversidadeFederal de Ouro Preto (título do trabalho) /Rosangela Gonçalves (nome do autor) – Ouro Preto:UFOP, 2007 (ano do depósito).
53f.: il. (número de folhas)Orientador: Nome do Orientador
Monografia/Dissertação (Mestrado em Engenhariade Produção) - Universidade Federal de Ouro Preto,Escola de Minas.
1. Educação ambiental 2. Impactos na

VI
PEDRO JOSE AVILA
GESTÃO DA MANUTENÇÃO: CÓMO IMPLEMENTAR A GESTÃODE MANUTENÇÃO DA PERFURATRIZ EM POTÁSSIO RIO
COLORADO
Monografia para ser julgada e apresentada de 4 a 8 demarço de 2013 como parte dos requisitos necessários para aobtenção do grau de Especialização Profissional em SistemasMínero-Metalúrgicos. Área: Manutenção. Universidade Federalde Ouro Preto.
BANCA EXAMINADORA
JOÃO ESMERALDO DA SILVAUniversidade Federal de Ouro Preto
Orientador
Lourival TavaresEspecialista Independente
Coorientador

VII

VIII
Dedico este trabalhoa todos aqueles que
me apoiaram pararealizar essa tarefae, especialmente, à
minha esposa, que

IX
sempre me acompanhouem minhas atividades
profissionais.

X
AGRADECIMENTOS
- A Deus por me dar a chance de fazê-lo;
- A minha família pelo seu apoio;
- Aos professores do curso, pelo apoio e por me orientarnas aulas;
- A meus amigos por sua companhia e alento;

XI
"O mundo não é, está sendo."
Paulo Freire

XII
R E S U M O
AVILA, Pedro José. Gestão da Manutenção: Implantação da
Gestão de Manutenção na Perfuratriz de Potássio Rio
Colorado S.A. Monografia. (Graduação em Engenharia de
Manutenção em Sistemas Mínero-Metalúrgicos). Universidade
Federal de Ouro Preto.
Este trabalho tem como objetivo analisar as contribuições
da Gestão de Manutenção no processo de perfuração dos furos
de produção de cloreto de potássio no projeto Potasio Río
Colorado que a companhia VALE possui na Província de
Mendoza, República Argentina.
Para isso, foram realizadas pesquisas acerca dos conceitos
e aplicação de gestão de manutenção, que contêm, entre
outros: Instalação de novos ativos; Planejamento da
Manutenção (Estratégia; Planejamento a Médio Prazo;
Orçamento de Manutenção); Gerenciamento da Rotina (Inspeção
de Ativos; Planejamento e Programação; Execução de
Atividades); Monitoramento e Controle; Gestão de Recursos
(Gestão de Materiais; Gestão de Componentes; Gestão de
Contratos; Gestão de Conteúdo Técnico); Gestão de Projetos
(Mudanças de Ativos; Manutenção Relevante); Gestão das
Perdas e Utilização, Ordem e Limpeza.

XIII
A resposta obtida na disponibilidade e confiabilidade dos
equipamentos da perfuratriz foi evidenciada pelos
indicadores específicos e, qualitativamente, pelas opiniões
do pessoal e gerentes das áreas de perfuração e manutenção.
Palavras-chave: gestão da manutenção . gestão de ativos .
excelência em manutenção.

XIV
A B S T R A C T
This work has as objective to analyze the contributions of maintenance
Management in the process of drilling the holes for the production of
potassium chloride in Potassium Río Colorado, which the company VALE has in
the province of Mendoza, Argentina Republic. To this end, surveys were carried
out about the maintenance management concepts, which contain, inter alia:
Installation of New Assets; Maintenance planning (strategy; Medium-term
planning; Maintenance budget); Routine management (asset Inspection;
Planning and programming; Implementation of activities); Monitoring and
control; Resource management (management of materials; Management of
components; Management of contracts; Technical Content Management);
Project management (asset Changes; Relevant Maintenance); Management of
losses and use, order and cleanliness.
The response in the availability and reliability of the equipment of the drilling
rig was evidenced by specific indicators, and by the qualitatively opinions of
staff and managers of drilling and maintenance areas.
Key-words: maintenance management . asset management . maintenance
excellence.

XV
LISTA DE FIGURAS
Figura 1 – Cadeia de Valor de Porter....................18
Figura 2 - Cadeia de Valor de Kotler....................19
Figura 3 - Representação de um sistema de informação aplicado à manutenção...................................29
Figura 4 - Polígono da Produtividade da manutenção......31
Figura 5 - Uma aproximação estruturada para alcançar a excelência em manutenção................................36
Figura 6 - O ciclo PDCA.................................38
Figura 7- A estrutura sistêmica do Programa Baldrige .................................................39
Figura 8- . Triângulo de manutenção e estágios de implantação....................................42
Figura 9- Desenvolvimento progressivo de uma caverna...............................................50
Figura 10-. Processo simplificado adotado....................................................................53
Figura 11- Perfuratriz de Potássio Rio Colorado........................................................... 54
Figura 12- Plano de Implantação Global........................................................................59

XVI
Figura 13- Disponibilidade Rapid Rig (Perfuratriz).......................................................63
Figura 14- MTBF Rapid Rig (Perfuratriz)......................................................................64

XVII
LISTA DE QUADROS
Quadro 1 - Evolução da manutenção.......................27
Quadro 2 - Detalhamento dos processos...................31
Quadro 3 - Itens de avaliação do Programa Baldrige......41
Quadro 4 - Macrofluxo da função manutenção..............42
Quadro 5 – Características técnicas da perfuratriz......55
Quadro 6 - Exemplo de requisitos do VPS-M...............60
Quadro 7 - Avaliação Manutenção 2010....................61
Quadro 8 - Avaliação Manutenção 2011....................62
Quadro 9 - Pontos nas auditorias anuais.................63

XVIII

XIX
LISTA DE TABELAS
Tabela 1 - Tabela de Pontos de VPS-M....................43

SUMÁRIO
RESUMO..................................................................................................................IX
ABSTRACT...............................................................................................................X
LISTA DE FIGURAS..............................................................................................XI
LISTA DE QUADROS...........................................................................................XII
LISTA DE TABELAS...........................................................................................XIII
CAPÍTULO 1 –
INTRODUÇÃO.........................................
.....................17
1 Introdução.......................................17
1.1 Formulação do Problema...........................17
1.1.1 Cadeia de Valor..................................17
1.1.2 Manutenção dos equipamentos......................20

21
1.1.3 A importância da Manutenção nas empresas industriais............................................21
1.1.3.1..................................O caso Petrobras21
1.1.3.2......................................O caso Exxon22
1.1.3.3.......................................O caso Vale23
1.2 Conclusão........................................24
1.3 Justificativa (Importância do trabalho)..........25
1.4 Objetivos........................................25
1.4.1 Objetivo Geral...................................25
1.4.2 Objetivos Específicos............................25
1.5 Estrutura do Trabalho............................25
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA......................................27
2 Fundamentação Teórica............................27
2.1 Manutenção.......................................27
2.1.1 Sistema e processo...............................29
2.2 A análise da manutenção..........................31

22
CAPÍTULO 3 – METODOLOGIA..........................................................44
3 Procedimentos Metodológicos......................44
3.1 Natureza da Pesquisa.............................44
3.2 Tipos de Pesquisa................................44
3.3 Área da Pesquisa.................................45
3.4 Coleta de Dados..................................45
3.5 Variáveis e Indicadores..........................45
CAPÍTULO 4 – RESULTADOS E DISCUSSÃO...................................46
4 Resultados e Discussões..........................46
4.1 O Projeto Potássio Rio Colorado..................46
4.1.1 Aquisição........................................46
4.1.2 Descrição técnica do projeto....................48
4.1.2.1........................................Introdução48
4.1.2.2.......................................Metodologia48
4.1.2.3....................................Plano de Lavra51
4.1.3 Processo de solução de KCl.......................51

23
4.1.3.1............................................Resumo51
4.1.3.2.............................Descrição do processo52
4.1.4 O equipamento perfuratriz........................53
4.1.4.1.........................Características técnicas:54
4.1.5 A gestão de manutenção...........................56
CAPÍTULO 5 – CONCLUSÕES E RECOMENDAÇÕES....................65
5 Conclusões e Recomendações.......................65
5.1 Conclusões.......................................65
5.2 Recomendações....................................66
REFERÊNCIAS BIBLIOGRÁFICAS....................................................67
6 Referências......................................67

24
CAPÍTULO 1 – INTRODUÇÃO
1- Introdução
Ao longo deste capítulo serão apresentados: a Formulação
do Problema; a Justificativa da escolha do problema e os
Objetivos que se procuram alcançar com o presente trabalho.
1.1 – Formulação do Problema
Nas empresas industriais do mundo atual existe uma
cadeia de valor onde há áreas que tem atividades principais
na produção de bens e serviços e outras áreas que dão
serviços em outros itens da gestão empresária.
Distintos autores tem proposto a cadeia de valor como o
instrumento básico para identificar a maneira de criar mais
valor para o cliente.
1.1.1 – Cadeia de Valor
O funcionamento de uma empresa é dividido em uma série
de atividades, tais como: seus vendedores fazendo chamadas
de vendas, técnicos de serviço fazendo reparações, os
cientistas que trabalham no desenvolvimento de produtos ou
processos em laboratório e diretores financeiros
trabalhando na captação de capitais (PORTER, 1990).
As empresas criam valor para seus compradores através da
realização destas atividades. O valor definitivo que cria
uma empresa se mede pelo preço que os compradores estão
dispostos a pagar por seu produto ou serviço. Uma firma é

25
rentável se este preço superar o custo coletivo de
realização de todas as atividades requeridas (PORTER,
1990).
Para obter vantagem competitiva sobre seus rivais, uma
empresa tem de oferecer um valor comparável ao comprador
para realizar atividades de forma mais eficiente do que
seus concorrentes (menor custo), ou realizar atividades de
uma forma peculiar para criar mais valor para o comprador e
para obter um prêmio (diferenciação) (PORTER, 1990).
As atividades desenvolvidas para competir em um
determinado setor podem ser agrupadas por categorias, como
mostrado na Figura 1, que Porter chamou "Cadeia de Valor"
(Porter, 1990).
Todas as atividades da cadeia de valor contribuem para
aumentar o valor para o comprador. As atividades podem ser
divididas basicamente em dois grupos: as que se referem à
produção, comercialização, entrega e serviço pós-venda do
produto, dentro de um nível diário (atividades primárias) e
aqueles que fornecem recursos humanos, tecnologia e insumos
adquiridos ou funções de infraestrutura geral para apoiar
outras atividades. Cada atividade emprega insumos
adquiridos, recursos humanos, alguma combinação de
tecnologias e aproveitam a infraestrutura da empresa, tais
como administração geral e financeira.

26
Figura 1. Cadeia de Valor de PorterFonte: PORTER, 1991, p.73
Outros autores seguem a ideia de PORTER:
Cada empresa consta de uma série de atividades
desenvolvidas para desenhar, produzir, comercializar,
entregar e respaldar os produtos da empresa (KOTLER, 1996).
A figura seguinte, segue os conceitos do autor citado:
Figura 2. Cadeia de Valor de KotlerFonte: KOTLER e ARMSTRONG, 1996, p. 663

27
Cada empresa tem desenvolvido uma série de atividades
para projetar, produzir, comercializar, entregar e suportar
os produtos da empresa. A cadeia de valor divide a empresa
em nove atividades que criam valor, a fim de compreender o
comportamento dos custos específicos de negócios e fontes
potenciais de diferenciação da concorrência. As nove
atividades para criar valor inclui cinco atividades
primárias e quatro atividades secundárias (Kotler, 1996).
As atividades primárias envolvem a sequência de
transportar materiais para o negócio (logística terrestre),
operar com eles (as operações), enviá-los ao exterior
(logística exteriores), o marketing deles (marketing e
vendas) e mantê-los (serviços). Atividades secundárias
ocorrem dentro de cada uma dessas atividades primárias, o
departamento de compras lida apenas com uma fração da
compra. O desenvolvimento da tecnologia e da gestão de
recursos humanos também é apresentado em todos os
departamentos. A infraestrutura da empresa abrange os
custos fixos de administração geral e os departamentos de
planejamento, finanças, contabilidade e questões legais e
de governança para todas as atividades primárias e
secundárias (Kotler, 1996).
Com este conceito de cadeia de valor, a empresa deve
estudar o seu custo e desempenho para cada atividade que
cria valor, procurando maneiras de melhorá-los (Kotler,
1996).
28
1.1.2 – Manutenção dos equipamentos
Dentro das atividades operacionais estão as atividades
da manutenção e conserto dos equipamentos necessários para
produzir os produtos e serviços. O destaque dessa atividade
principal tem fundamento não somente no atendimento dos
objetivos operacionais, mas também pela sua influência nos
custos que são muito significativos.
Algumas estatísticas situam os custos de manutenção
entre 3% a 50% do valor dos custos totais adicionados ao
produto ou serviço (CAMPBELL, 1995). Também, de outro
ponto de vista, o custo de manutenção foi estimado em 3,95%
do faturamento bruto das empresas pesquisadas pela Abraman
no ano 2011 em seu Documento Nacional anual (Abraman,
2011). Na mesma pesquisa, foi identificado um custo de
3,52% sobre os ativos imobilizados das empresas. O Ativo
Imobilizado é formado pelo conjunto de bens e direitos
necessários à manutenção das atividades da empresa,
caracterizados por apresentar-se na forma tangível
(edifícios, máquinas, etc.). O imobilizado abrange, também,
os custos das benfeitorias realizadas em bens locados ou
arrendados. É importante comentar que Abraman (Associação
Brasileira de Manutenção e Gestão de Ativos) lança a cada
dois anos o “Documento Nacional – A situação da Manutenção
no Brasil” a partir de ampla pesquisa realizada entre
empresas representantes dos principais setores da economia

29
de todo o país. O Documento Nacional “propõe fornecer,
através de um conjunto de indicadores, uma avaliação de
desempenho dos órgãos de Manutenção das Empresas, nos
vários setores da economia, possibilitando a comparação
entre as Empresas a partir dos resultados dos indicadores
nas diversas áreas de abordagem” (ABRAMAN, 2012).
No relatório anual do ano 2011, documento publicado pela
VALE, o faturamento total foi de 60.389 milhões de dólares
americanos (VALE, 2012). Considerando a porcentagem de
3,95% do parágrafo anterior, os custos de manutenção poder-
se-iam estimar em quase 2.400 milhões da mesma moeda.
Depois de identificar a relevância dos custos da
manutenção nas empresas industriais pesquisadas no Brasil
pela Abraman, vamos tentar identificar seguidamente o alvo
da função manutenção, ou seja, vamos tentar entender como a
atividade de manutenção administra esses custos:
“A Manutenção é uma função empresarial, da qual se
espera o controle constante das instalações assim como
conjunto de trabalhos de reparação e revisão necessários
para garantir o funcionamento regular e o bom estado de
conservação das instalações produtivas, serviços e
instrumentações dos estabelecimentos (OCDE 1963).”
“Todas as ações necessárias para que um item seja
conservado ou restaurado de modo a poder permanecer de
acordo com uma condição especificada (ABNT-TB116).” (A TB-
116 de 1975 foi substituída pela ABNT-5462 de 1994).

30
“Combinação de todas as ações técnicas e
administrativas, incluindo as de supervisão, destinadas a
manter ou recolocar um item em um estado no qual possa
desempenhar uma função requerida. A Manutenção pode incluir
uma modificação de um item (ABNT-5462).”
Observa-se que houve uma evolução sutil, uma atualização
conceitual do tema nas normas brasileiras. Enquanto que, em
1975, a ABNT fala sobre a condição especificada, a revisão
de 1994 comenta sobre a função requerida e modificação de
itens.
Kardec & Nascif (2002) expõem que a missão da Manutenção
é “Garantir a disponibilidade da função dos equipamentos e
instalações de modo a poder atender a um processo de
produção ou de serviço, com confiabilidade, segurança,
preservação do meio ambiente e custos adequados”.
1.1.3 – A importância da Manutenção nas empresas
industriais
No final do século passado, depois de diferentes
estágios, a função da manutenção adquiriu muita
importância. Neste final de século, com as exigências do
incremento da qualidade dos produtos e serviços, feitos
pelos consumidores, a manutenção passou a ser um elemento
importante ao desempenho dos equipamentos, em um grau de
importância equivalente ao que tem sido praticado em
operação (TAVARES, 1999).

31
Empresas globais têm focado o conceito de cadeia de
valor e da atividade de manutenção como uma parte dessa e
desenvolveram modelos de gestão de manutenção baseados no
mapeamento global dos diferentes processos e das atividades
primárias e de apoio.
1.1.3.1 – O caso Petrobras
Tal o caso da Petrobras que estabeleceu a partir do ano
2009 um modelo de gestão por processos denominados PROANI,
e inseriu a manutenção dentro dos processos e atividades
mapeadas.
Na área internacional, enfatiza a coordenação da gestão
da mudança em projetos de implementação do Programa de
Processos de Integração Internacional (Proani). O Proani
estabeleceu-se como um modelo único de gestão de processos
em todas as operações da Área de Negócio Internacional. A
partir deste programa, a empresa possui as ferramentas
necessárias para facilitar e melhorar o seu global
(PETROBRAS, 2009).
Para o caso da manutenção dos ativos industriais, o
PROANI inclui “ desde a identificação da necessidade de
manutenção até o controle e análise do mesmo” (UBA, 2008).
1.1.3.2 – O caso Exxon
Um modelo de gestão de ativos similar tem sido
desenvolvido na empresa Exxon, Segundo esse modelo, nomeado

32
Operations Integrity Management System (OIMS) EXXON
estabelece expectativas comuns para tratar a segurança, o
meio ambiente, a saúde e riscos sociais. OIMS fornece uma
abordagem sistemática, estruturada e disciplinada para
medir o progresso e responsabilidade entre linhas de
negócios, instalações e projetos.
A ExxonMobil tem uma vasta experiência na identificação
e análise de riscos em todos os tipos de operações de
petróleo e produção de gás, e estabelecendo práticas
preventivas e processos para gerenciar e mitigá-los.
ExxonMobil faz análise de cada operação significativa e se
compromete corporativamente através do Sistema de Gestão de
Integridade nas Operações (OIMS). Aplicando OIMS ela
obriga-se a identificar potencial de riscos em segurança,
ambientais e impactos sociais e implementar procedimentos e
processos para mitigá-los.
ExxonMobil utiliza um processo de avaliação abrangente
de risco para identificar perigos, avaliar os níveis de
risco e acompanhamento para assegurar que decisões de
gestão de risco sejam implementadas. Com a filosofia de que
"não podemos consertar o que não sabemos", a ênfase é
colocada em um processo saudável de investigação de riscos.
Identificação de perigos vem de várias fontes, incluindo
revisões de perigo de unidades operacionais, inspeções de
equipamentos, auditorias de campo, aprendizados de
incidentes e quase acidentes, e de funcionários e
fornecedores. Os trabalhadores também assistem no local, a

33
treinamento prático para garantir que eles possam realizar
o trabalho com competência e segurança. ExxonMobil
concentra-se em processos eficazes, incluindo as melhores
práticas para atividades de maior risco, tais como start-up
de operações. (EXXON, 2011).
1.1.3.3 – O caso Vale
A companhia Vale tem desenvolvido para a gestão de seus
sistema de produção um modelo de gestão nomeado Vale
Production System (VPS).
Para as atividades de manutenção, como uma parte do
sistema de produção, existe o padrão REG-00081, baseado no
modelo geral que VPS estabelece, e que tem por objetivo
definir diretrizes para a implantação da gestão de
manutenção na Vale de forma evolutiva, considerando
estágios pré-definidos (VALE, 2011).
Esses estágios, aplicáveis para cada função manter
(conjunto de responsabilidades necessárias para garantir a
disponibilidade, confiabilidade e custo de um parque de
ativos específicos, seguindo uma estratégia de produção a
curto, médio e longo prazo) são:
Básico: Nesta fase, o objetivo da função é garantir e
manter o negócio de produção, atendendo os requisitos
mínimos para a manutenção de ativos por meio do
planejamento e controle.

34
Intermediário: Nesta fase, a função de manutenção visa
melhorar os processos através de manutenção pró-ativa,
de atividades de desenvolvimento e de melhoria.
Avançado: Nesta fase, a função de manutenção começa a
trabalhar com os clientes e áreas de fornecedores da
empresa, assegurando o tratamento de obstáculos
operacionais e maximizando o desempenho do ativo.
Excelência: Neste estágio, a função de manutenção
executa a gestão integrada de ativos baseada em
ferramentas financeiras e de risco, utilizando
ferramentas de custo e ferramentas avançadas de
confiabilidade. (VALE, 2012)
Em forma geral, VALE definiu os requisitos que tem que
ser cumpridos no desenvolvimento dos diferentes processos
da gestão de manutenção inseridos nos diferentes estágios
apresentados nos parágrafos anteriores.
Para maior informação do leitor, existem diferentes
autores que tem apresentados modelos semelhantes baseados
em triângulos de excelência para a gestão de ativos.
O Professor Andrew Jardine, por exemplo, proporciona um
modelo semelhante baseado num triângulo de excelência onde
a liderança, o controle, a melhoria contínua e ganhos
quânticos são os estágios que são percorridos no modelo
para chegar a uma manutenção de excelência (JARDINE &
TSANG, 2006, p.5).

35
Brad Peterson oferece também uma visão dos modelos de
gestão de manutenção atuais nas diferentes regiões do mundo
e apresenta O Triângulo da Preservação da Saúde dos Ativos
(PETERSON, 2013).
No caso do Australian Asset Management Collaborative
Group (AAMCoG), órgão que é uma colaboração de vários
órgãos de avançada da Austrália interessados em programas
de trabalho na gestão de ativos e que tem a missão de -
"Facilitar a colaboração entre as organizações interessadas
em promover e melhorar a gestão de ativos para a Austrália,
tem desenvolvidos conceitos análogos (AAMCoG, 2013).
Assuntos como avaliação do estado dos ativos, critérios de
avaliação, avaliação da condição, realização de inspeções,
gestão de custos, gestão do ciclo de vida, planejamento de
manutenção, benchmarking e auditorias da gestão são itens
de interesse nessa instituição.
1.2 – Conclusão
Podem-se desenvolver outros casos de gestão de ativos
industriais, mas é evidenciado que múltiplas companhias e
órgãos nacionais e multinacionais têm aplicado sistemas de
gestão de manutenção (também chamados em forma mais geral
como gestão de ativos), baseados em triângulos de
excelência e que esses sistemas são implementados
progressivamente no tempo.

36
1.3 – Justificativa (Importância do trabalho)
O estudo de caso tem como finalidade mostrar a
importância da gestão de manutenção baseada nos modelos de
excelência mostrados acima, em uma perfuratriz, bem como
as vantagens de sua utilização.
Este estudo é uma forma do pesquisador de relevar o que
acontece no mundo na área de manutenção, aprimorar os
conhecimentos adquiridos no curso, adicionar valor para os
órgãos organizadores dele e para todo aquele interessado
nos assuntos da manutenção de classe mundial.
1.4 – Objetivos
1.4.1 – Objetivo Geral
Analisar as contribuições da Gestão de Manutenção moderna
no processo de perfuração dos furos de produção de cloreto
de potássio no projeto Potasio Río Colorado que a companhia
VALE possui na Província de Mendoza, República Argentina.
1.4.2 – Objetivos Específicos
Realizar um levantamento bibliográfico a respeito da área
da manutenção abordando os itens componentes da gestão
moderna de manutenção e comparar a gestão de manutenção
desenvolvida pela empresa com aqueles identificados nos
estágios atuais da disciplina, confirmando a validez do

37
modelo e sugerindo aqueles pontos de melhoria identificados
na pesquisa.
1.5 – Estrutura do Trabalho
O trabalho será dividido em quatro capítulos e
apresenta-se conforme a estrutura a seguir:
No primeiro capítulo é apresentada a formulação do
problema, a justificativa para a realização do trabalho e
seus objetivos geral e específico.
O segundo capítulo trata da fundamentação teórica dos
conceitos e teorias a respeito da manutenção.
O terceiro capítulo apresenta o processo metodológico
adotado na pesquisa, bem como as ferramentas utilizadas
para a coleta de dados que são partes essenciais na
obtenção dos resultados.
No quarto capítulo são relatadas as discussões e
resultados encontrados a partir da coleta de dados na
pesquisa.
O quinto capítulo finaliza o trabalho com as conclusões
e recomendações.

38
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA
2 - Fundamentação Teórica
Neste capítulo é apresentada a fundamentação teórica
sobre o tema abordado. Dessa forma foram abordados
conceitos presentes na gestão de manutenção, entre outros:
Controle Inicial; Planejamento da Manutenção; Estratégia;
Planejamento do Médio Prazo; Orçamento de Manutenção;
Gerenciamento da Rotina; Inspeção de Ativos; Planejamento e
Programação; Execução de Atividades; Monitoramento e
Controle; Gestão de Recursos; Gestão de Materiais; Gestão
de Componentes; Gestão de Contratos; Gestão de Conteúdo
Técnico; Gestão de Projetos; Mudanças de Ativos; Manutenção
Relevante; Gestão das Perdas e Utilização, Ordem e Limpeza.
2.1 Manutenção
A abrangência de manutenção foi evoluindo e
desenvolvendo-se com o passar do tempo. Mas, o que é a
manutenção?
A manutenção é a combinação de ações técnicas,
administrativas e de supervisão, com o objetivo de manter
ou recolocar um item em um estado no qual possa desempenhar
uma função requerida, ou seja, fazer o que for preciso para
assegurar que um equipamento ou máquina opere dentro de
condições mínimas de requerimentos e especificações (ABNT,
2004).

39
Mas a definição e abrangência que tem a manutenção
mudaram ao longo do tempo. Para KARDEC (2002, p.5) existem
três gerações ou estágios, ilustradas na tabela x.y
seguinte:
Quadro 1. Evolução da manutenção
Primeira Geração Segunda Geração Terceira GeraçãoAntes de 1940 1940
1970
Depois de 1970
AUMENTO DA EXPECTATIVA EM RELACAO COM A MANUTENÇÃO Reparo depois
da quebra
Disponibilidade
Crescente
Maior vida útil
do equipamento
Maior
disponibilidade
e
confiabilidade.
Melhor custo-
rentabilidade
Melhor qualidade
dos produtos
Preservação do
meio ambienteMUDANÇAS NAS TÉCNICAS DE MANUTENÇÃO
Reparo depois
da quebra
Computadores
grandes e lentos
Sistemas manuais
de planejamento
e controle do
trabalho
Monitoramento da
condição
Projetos
orientados a
confiabilidade e
manutenção

40
Monitoramento
por tempo
Análise do risco
Computadores
pequenos e
rápidos
Softwares
potentes
Análise de modos
e efeitos da
falha (FEMEA)
Equipes de
trabalho
multidisciplinar
es
Antes de 1940 1940
1970
Depois de 1970
AUMENTO DA EXPECTATIVA EM RELAÇÃO COM A MANUTENÇÃOFonte: KARDEC e NASCIF (2002, p.5)
Mas, segundo o autor, a disponibilidade e confiabilidade
do sistema desenvolvido no terceiro estágio dependem da
correta realização de cada fase: projeto, fabricação,
instalação, operação e manutenção e a interação delas.
Nas fases de manutenção e operação vão ter como objetivo
garantir a função dos equipamentos, sistemas e instalações
durante o decorrer de sua vida útil e evitar a diminuição
do desempenho. Nestas fases da existência dos sistemas é

41
onde são identificadas as deficiências geradas no projeto e
na seleção de equipamentos e instalação deles.
Esse conceito do autor será útil para entender os
requisitos que têm que ser cumpridos nos padrões atuais de
manutenção em relação ao relacionamento com outras funções
da organização.
TAVARES (1999, p15) faz detalhamento das mudanças na
gestão de manutenção. Inicialmente apresenta a evolução da
organização da função de manutenção e seu relacionamento
com clientes e fornecedores internos e externos. A
organização corporativa global é vista atualmente como uma
cadeia com vários elos: marketing, operações, vendas,
patrimônio, suprimentos, materiais, contratações, recursos
humanos e, manutenção, que é um dos mais importantes.
2.1.1 Sistema e processo
No aspecto da organização das empresas, pode se definir
um sistema como um conjunto de processos que interagem e
relacionam-se para alcançar objetivos definidos.
Assim, por outro lado, os processos são formados por um
conjunto de tarefas executadas em forma ordenada. Os
métodos são os meios utilizados para o desenvolvimento
ordenado das tarefas de um sistema, ou seja, os
regulamentos, padrões e informações disponíveis na
organização. TAVARES (2002, p.25).
A figura x.y seguinte representa um sistema de
informações aplicado à manutenção.

42
Figura 3. Representação de um sistema de informação
aplicado à manutenção
Fonte: TAVARES (2002, p.25)
O projeto Potássio Rio Colorado pertence à companhia
VALE e foi definido por esta última que, serão de
aplicação no projeto, os requisitos desenvolvidos para o
resto das operações que a empresa possui no Brasil e no
mundo.
O Vale Production System, dimensão manutenção (VPS-M),
e o modelo de gestão definido pela companhia que inclui
esses requisitos.
A dimensão-manutenção regulamenta o sistema de gestão
da manutenção definindo os processos considerados como
críticos e fundamentais para a manutenção de classe
mundial.

43
Os processos básicos, definidos no sistema de gestão,
são baseados nas premissas do sistema de gestão da
qualidade total. São também incorporados processos de
manutenção classe mundial visando à otimização dos
ativos através de técnicas de diagnóstico e prevenção de
falhas. O nível de complexidade dos processos aumenta à
medida que tais técnicas são implantadas (VALE, 2011).
O modelo de Detalhamento dos Processos define quais
são os Fornecedores (Supliers), Entradas (Inputs),
Processo (Process), Saídas (Outputs) e Clientes
(Clients).
No modelo, as entradas, os fornecedores, as saídas e
os clientes servem como orientação para descrever o
processo esclarecendo os insumos e o tipo de produto
esperado pelo processo:
QUADRO 2. Detalhamento dos processos

44
ClientesSaídasFornecedores Entradas Requisitos
1.3.1 -Rotina de M anutenção – Inspeção de Ativos
1. Avaliar os riscos envolvidos antes de iniciar a tarefa de m anutenção;
2. Executar o serviço de inspeção, incluindo preditiva e estrutural, conform e a O S do sistem a inform atizado da m anutenção;
3. Identificar desvios da condição operacional da função do ativo, registrar laudo técnico e a intervenção necessária, através de OS do sistem a inform atizado da m anutenção;
4. Interditar ou solicitar interdição do ativo em condições de risco e inform ar as pessoas apropriadas;
5. Verificar carteira de serviço no sistem a inform atizado de m anutenção antes de abrir um a nova O S;
6. Definir, coletar e registrar pontos de m onitoram ento no sistem a especialista de preditiva ou no sistem a inform atizado de m anutenção, caso não exista sistem a especialista de preditiva para o ponto m onitorado;
7. Utilizar o coletor de dados na inspeção de ativos.8. Encerrar a O S de inspeção no sistem a
inform atizado de m anutenção segundo norm ativo de sistem a;
9. Capacitar em pregados envolvidos na inspeção preditiva e estrutural;
10. Acom panhar e tratar os m odos de falhas ocorridos relacionados às funções m onitoradas por técnicas preditivas;
11. G erar OS's de inspeção com previsibilidade suficiente para planejam ento.
O rçam ento de m anutençãoOrçam ento da M anutenção
O rdens de Serviço O rdens de Serviços de M anutenção abertas (condicional, corretiva, m elhoria, etc);
Planejam ento e Program ação
Planejam ento e Program ação
Docum entação técnica dos ativos
Docum entação técnica de ferram entas e instrum entos
G estão do Conteúdo Técnico
Ferram entas e instrum entos disponiveis para execução das atividades de m anutenção
G estão de Ferram entas
M odificação em Ativos
M odificações em ativos im plem entadas
M elhoria de processos im plantadas
Padronização de Ativos
Padronização dos ativos e suas partes
Dem andas de novas ferram entas e instrum entos
Dem anda de baixa de ferram entas e instrum entos
G estão de Ferram entas
M odificação em Ativos
Dem andas de m odificações nos ativos
Gestão de Risco
Operacional
Integridade dos ativos
M elhoriasde Processos daM anutenção
Objetivo: Verificar condição dos ativos para identificar dem andas de m anutenção
Fonte: VALE (2012)
2.2 A análise da manutenção.
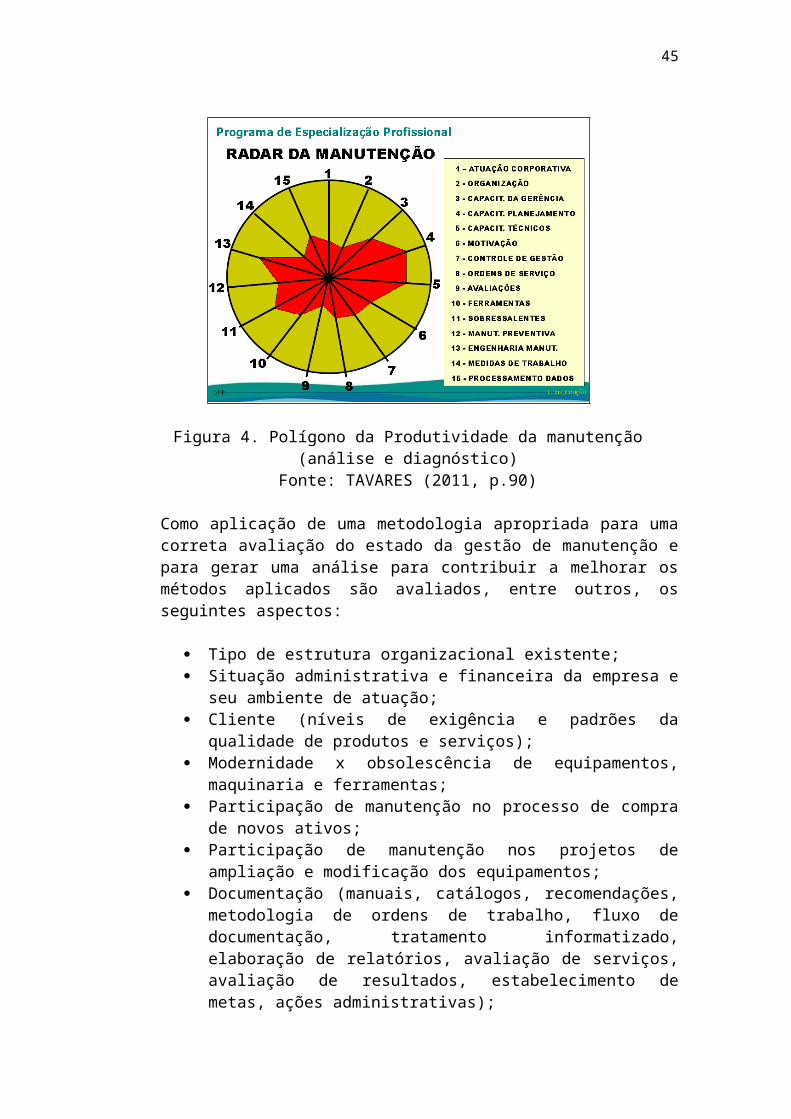
A análise e diagnóstico foi originalmente concebidocomo está apresentado na figura seguinte (TAVARES,2011), nomeada “Polígono da produtividade damanutenção” ou “Radar da manutenção” (também chamadodiagrama de aranha de Bell-Mason)(CAMPBELL, 2004),segundo a Figura 4 seguinte:
45
Figura 4. Polígono da Produtividade da manutenção(análise e diagnóstico)
Fonte: TAVARES (2011, p.90)
Como aplicação de uma metodologia apropriada para umacorreta avaliação do estado da gestão de manutenção epara gerar uma análise para contribuir a melhorar osmétodos aplicados são avaliados, entre outros, osseguintes aspectos:
Tipo de estrutura organizacional existente; Situação administrativa e financeira da empresa e
seu ambiente de atuação; Cliente (níveis de exigência e padrões da
qualidade de produtos e serviços); Modernidade x obsolescência de equipamentos,
maquinaria e ferramentas; Participação de manutenção no processo de compra
de novos ativos; Participação de manutenção nos projetos de
ampliação e modificação dos equipamentos; Documentação (manuais, catálogos, recomendações,
metodologia de ordens de trabalho, fluxo dedocumentação, tratamento informatizado,elaboração de relatórios, avaliação de serviços,avaliação de resultados, estabelecimento demetas, ações administrativas);

46
Calculo ou estimativas de índices tradicionais(custo de manutenção por faturamento, porcentagemde manutenção preventiva, corretiva e outrosserviços, etc.);
Delegação da autoridade para a solicitação deserviços de manutenção;
Identificação objetiva dos serviços solicitados; Comunicação entre o pessoal de manutenção e os
clientes de seus serviços; Recursos humanos e materiais disponíveis; Relacionamento entre as diversas áreas de
manutenção com órgãos externos; Posição do pessoal de manutenção em relação a
outros órgãos (responsabilidade, salários,benefícios, etc.)
Existência de troca de informações entre osfuncionários da fábrica com os outros da mesmaempresa;
Os níveis dos profissionais da educação; A experiência prática do nosso próprio pessoal; Eficiência e produtividade do pessoal de
manutenção; Delegação de responsabilidade em todos os níveis
hierárquicos; Relações entre a equipe de supervisão e
subordinados; Existência e eficácia dos métodos de avaliação de
desempenho do pessoal; Existência de uma experiência interna com um
programa de transferência; Existência de um programa contínuo de formação do
pessoal de manutenção; Existência de programas de formação para o
fabricante do equipamento instalado na empresa eentidades de educação;
Incentivos para fazer sugestões através de:prêmios, participação em eventos (conferências,simpósios, seminários, mesas-redondas eworkshops), visitas, etc.;
Motivação do pessoal próprio e contratado;

47
As relações entre os serviços realizados pelanossa equipe própria e de terceiros;
Vantagens e desvantagens da terceirização; Participação na elaboração de contratos de
manutenção para a prestação de serviços; Problemas com prestadores de serviços (critérios
de elaboração de contratos, documentação,avaliação dos serviços);
Nível de utilização de horas extras; Critérios para o estabelecimento de orçamentos,
de previsão na área de manutenção (monitoramento,critérios para a criação de contas e centro decusto);
Critérios de gestão de custos em diferentesníveis de supervisão;
Critérios de aumento do custo da perda deprodução devido à manutenção;
Existência de um sistema de débitos de custos deserviços de manutenção aos seus usuários;
Delegação do nível de responsabilidades paracompras de pequeno valor (material de usocontínuo);
Peças (níveis de estoque e pontos de reposiçãoadequada, localização física do armazém, armazénsparalelos de materiais, peças de manutenção doplano de reposição, ferramentas, permutabilidade,nacionalização);
Padronização das tabelas para identificar oscódigos de registro, da equipe de manutenção,
A ocorrência de atrasos, cancelamentos ereescalonamentos;
Identificação de equipamentos com as mesmoscaracterísticas construtivas ("famílias" deequipamentos);
Conscientização da necessidade de manutençãopreventiva;
Lista de temas para a implementação de manutençãoplanejada e seus respectivos padrões de tempo;
Existência e eficácia dos processos demonitoramento para a medição manual ouautomatizada;

48
Métodos adotados para intervenção de equipamentoprevista (por lapso de tempo – intervalosprefixados, para oportunidade - o papel demonitorar o estado do equipamento, ou ambos);
Estabelecimento de recomendações de segurança; Emissão de ordens de trabalho programadas e não
programadas das atividades; Existência e eficácia de um plano de inspeção
contínua; Existência e eficácia de uma lubrificação; Critérios de arquivo de dados de atividades
programadas e não programadas; Critério de Armazenamento de Dados:
disponibilidade de equipamento, duração dasatividades, homem-hora usados em cada atividade,o material utilizado, os custos trabalhistas,serviços contratados e cobrança de receitas;
Oportunidade de pedidos de assistência; Avaliação da qualidade dos serviços; Existência de uma estrutura de análise de
anormalidades em equipamentos e intervenções; A investigação sistemática das falhas mais
frequentes; Seleção e montagem de relatórios de gestão para a
área de produção, sistema operacional denegócios, e da indústria, com suas definiçõesrelativas à apresentação (tabelas, gráficos econsultas específicas);
Estruturação da área de Engenharia de Manutençãopara análise dos relatórios, sugerir alternativase estabelecimento de metas;
Identificação do processo desejado deinterconexão do sistema de manutenção com outrossistemas da empresa, estabelecimento de metas,custos e prazos;
Identificação do interesse na criação de umsistema em rede;
Interesse em automatização e implementação deplano de monitoramento de equipamento (manutençãopreditiva);

49
Identificação do interesse na obtenção deprograma de tipo de "ocorrências de alertaindesejável na área manutenção";
Análise de conveniência de ajustes de tempospadrões e desenvolvimento e implementação doprograma de distribuição homogênea de mão de obrade serviço de manutenção ao longo do tempo.
O autor sugere a formação de um grupo de Análise eDiagnóstico da Área de Manutenção (A&D) e logo, paratransformar as reuniões do grupo mais produtivo A&D, deveestar disponível um questionário previamente preparado paraorientar as discussões. Como temas ricos nesse questionáriosugere-se: organização de manutenção, perfil de estoque,critérios e registro de equipamentos, instalações,materiais (especialmente as peças) e planejamento pessoal eprogramação para manutenção, os métodos de coleta de dadose metodologia de arquivamento; critérios e análise dacomposição de relatórios de gestão e processamento deinformações do processo.
Em um modelo similar ao apresentado pelo professor TAVARES,o autor John Campbell revisa os elementos principais nodesenho de um programa de gestão de manutenção de classemundial, desde uma perspectiva centrada nas necessidadesdos gerentes de negócio.No livro, é citado que uma estratégia focada nosequipamentos somente pode surgir quando os planejadores donegócio conhecem as fortalezas e debilidades dos sistemasde gestão de manutenção da companhia, a condição presente eos níveis de desempenho dos equipamentos de produçãocríticos (CAMPBELL, 1995, p. IX). A estratégia surge de:
Projetar as condições atuais contra o pano de fundo derealizações de classe mundial em gestão deequipamentos;
Quantificar o valor de alcançar essas metas para aempresa;
Fazer um investimento realista em apoio aos novossistemas, atividades e funções que vai realizá-los.

50
Ele propõe um modelo composto por quatro partes: começandocom uma Liderança Eficaz, em seguida, Ganhar o Controle dasfunções de manutenção, avançando para a Melhoria Contínua,que prepararam o terreno para Saltos de Qualidade naprodutividade de ativos.
Antes de embarcar em um programa de melhoria, avaliarcuidadosamente os pontos fortes e fracos do sistema atual eas áreas que devem liderar a lista de melhorias. Seudiagnóstico deve ser um roteiro claro do próximo passo paraalcançar a visão. Deve ser abrangente e cobrir estratégias,questões processuais, técnicas, administrativas eculturais.
O autor propõe um diagnóstico que inclui:
Características do negócio. Estratégia e ambiente da manutenção. Estrutura organizacional e gestão de recursos humanos. Administração da manutenção. Planejamento, programação e gestão das ordens de
manutenção. Manutenção preventiva e preditiva. Registros de manutenção e história. Compra, armazenamento e controle de estoque de peças. Medição de desempenho e satisfação do cliente. Automação e tecnologia da informação.
Também existem outras ideias semelhantes às exposta acimacomo a Figura 5 inserida abaixo:

51
Figura 5. Uma aproximação estruturada para alcançar aexcelência em manutençãoFonte: JARDINE (2006, p.5)
Jardine faz defesa dos conceitos de Campbell e tambémsugere a construção de uma visão a alcançar na gestão demanutenção e estabelece a necessidade de apurar os níveisatuais nas diferentes áreas do setor para gerar os gapsconhecidos como gaps de desempenho. A companhia seráresponsável de gerar o plano para fechar esses gaps(JARDINE, 2006, p.4).
Para a melhoria contínua na gestão de ativos, KARDEC afirmaque é preciso conhecer o status onde a manutenção está eaonde a empresa quer chegar, estabelecendo indicadores paraque possa se medir o resultado do plano de ação e se esse écompatível com as metas a curto e longo prazo.Ele afirma que “quem não mede, não administra” (KARDEC eNASCIF, 2002, p.138).Também assina que é preciso ter indicadores que meçam adisponibilidade, confiabilidade, qualidade, custo, serviço,humor de grupo e segurança. Dentro de indicadoressistêmicos também precisa ter a produção e faturamento daempresa como um todo, entre outros.

52
Ele entende que esses indicadores têm que ter algumascaracterísticas básicas:
Possuir a definição da meta. Ter dados de anos anteriores. Indicar qual é o benchmark. Apontar qual é a melhor tendência Ser facilmente medido.
Também aponta exemplos de indicadores:

53
QUALIDADE
Índice de Disponibilidade.Volume de negócios da empresa.Perda de produção devido à manutenção.Índice de retrabalho.MTBF.Índice de defeitos.Taxa de reclamações de clientes.
CUSTOS
O custo total da empresa.O custo total de manutenção.Os custos de manutenção por unidade produzida.Custo por unidade operacional.Custo para a especialidade.Custo efetivo de manutenção.
SERVIÇOA Percentagem de cumprimento da programação.Índice de satisfação do cliente.Percentagem de queixas tratadas em menos de uma semana (porexemplo).
HUMORAbsenteísmo.Licenças médicas.Índice de satisfação do empregado.
SEGURANÇATaxa de acidentes e sem licençaTaxa de gravidadeFuncionários de indexação com perda auditiva
Mas também para o autor, uma empresa é um grande processoque é dividido em tópicos menores, e a atividade demanutenção é um desses tópicos, que pode chegar até o nívelde tarefa individual. Um processo só se justifica se forservir um cliente (interno ou externo). A atividade demanutenção tem sobre o cliente interno - a operação -, a

54
razão para a sua existência, a não ser no caso de umaempresa que presta serviços de manutenção. Kardec apoia o conceito de que administrar esses processosé planejar, controlar a execução, avaliar os desvios, e,quando necessário, fazer as correções devidas. Isto é oconhecido ciclo PDCA: Plan (Planejar), Do (Executar), Check(Analisar) e Action (Corrigir).
Figura 6. O ciclo PDCAFonte: KARDEC e NASCIF (2002, p.141)
Adicionalmente, pode ser mencionado que o Programa
Baldrige, que é um órgão de parceria público-privada dos
Estados Unidos, dedicada a excelência do desempenho, e que
tem como finalidade: aumentar a consciência sobre a
importância da excelência do desempenho na condução dos EUA
e da economia global; oferecer ferramentas de avaliação e
critérios organizacionais; educar líderes em empresas,
escolas, organizações de saúde e agências governamentais e
sem fins lucrativos sobre as práticas em organizaçõesde
classe mundial e que, tem definidos critérios para a
avaliação do desempenho da empresa.

55
Os Critérios são utilizados para construir o alinhamento
em toda a organização, fazendo conexões entre reforçar as
medidas derivadas de processos de sua organização e
estratégia. Estas medidas atrelam diretamente o cliente e
valor para os stakeholders e para o desempenho global. Quando
você usa essas medidas, você canaliza as atividades
diferentes em direções consistentes com menor necessidade
de procedimentos detalhados, tomada de decisão
centralizada, ou gestão de processos muito complexos. As
medidas são, portanto, tanto uma ferramenta de comunicação
e uma maneira de implantar os requisitos de desempenho
consistentes. O alinhamento resultante garante a
consistência de propósito em toda a sua organização,
enquanto o apoio à inovação, agilidade e tomada de decisão
descentralizada.
Quando você usa os critérios, o feedback entre seus
processos e seus resultados leva à ação orientada aos
ciclos de melhoria com quatro etapas:
1. Projetar e selecionar processos eficazes, métodos e
medidas (abordagem)
2. Execução de sua abordagem com consistência
(implantação)
3. Avaliar o seu progresso e capturar novos
conhecimentos, incluindo a busca de oportunidades para a
inovação (aprendizagem)

56
4. Revisar seus planos com base em resultados da
avaliação e desempenho organizacional, harmonizar processos
e operações das unidades de trabalho, e selecionando os
melhores processos e as medidas resultantes (de
integração).
O Programa Baldrige estabelece os critérios de avaliação
desde uma perspectiva de sistemas:
Figura 7. A estrutura sistêmica do Programa BaldrigeFonte: Baldrige (2013, p.1)
O desempenho do sistema consiste em seis categorias, no
centro da Figura 7. Estas categorias definem seus processos
e os resultados alcançados.

57
A seta horizontal no centro mostra a ligação fundamental
entre a tríade da liderança (categorias 1, 2 e 3) e a
tríade de resultados (categorias 5, 6 e 7) e o
relacionamento central entre a liderança e as categorias de
resultados.
As setas de duas cabeças mostram a importância do
feedback em um sistema eficaz de gestão de desempenho.
Finalmente, no quadro mostrado abaixo, podem se
identificar os itens sobre os quais é feita a avaliação do
estado do nível de desempenho da organização segundo os
critérios do programa.

58
Quadro 3. Itens de avaliação do Programa
Baldrige
Fonte: Baldrige (2013, p.3)
No caso do modelo VPS-M desenvolvido pela VALE e
aplicável ao projeto Potássio Rio Colorado, é considerado o
macrofluxo do processo da função manter (Quadro 4 abaixo)
e, a fim de criar um mecanismo capaz de proporcionar a
evolução constante para busca da excelência utiliza-se o

59
Triângulo de Manutenção, que busca a implantação do modelo
conceitual em 4 estágios (Figura 8).

60
Quadro 4. Macrofluxo da função manutenção
Fonte: VALE (2011)

61
Figura 8. Triângulo de manutenção e estágios de implantaçãoFonte: VALE (2011)
Cada um dos estágios tem um alvo principal e a
implantação progressiva vai permitir alcançar a excelência
ao final do processo:
• Estágio 1 – Básico: neste estágio, o objetivo da
Função Manter é garantir e atender a produção cumprindo os
requisitos mínimos para a manutenção dos ativos através do
planejamento e controle.
• Estágio 2 – Intermediário: neste estágio, a
Função Manter visa à melhoria dos processos através da
manutenção proativa, atividades de desenvolvimento e
melhoria.
• Estágio 3 – Avançado: neste estágio, a Função
Manter começa a trabalhar com as áreas clientes e
fornecedores da companhia (Suprimentos, Eng. Implantação,
Operação) garantindo maximização do desempenho do ativo.
• Estágio 4 – Excelência: neste estágio, a Função
Manter realiza a gestão integrada dos ativos sob a ótica
financeira e de risco através de ferramentas de custo,
ferramentas avançadas de confiabilidade e tratamento de
gargalos operacionais.
Finalmente, o modelo especifica uma série de requisitos
que têm que ser alcançados em cada um dos processos
identificados, seguindo a estrutura conceitual da pontuação
a figura seguinte:
Tabela 1. Tabela de Pontos de VPS-M

62
Fonte: VALE (2012)
CAPÍTULO 3 – METODOLOGIA
3 Procedimentos Metodológicos
Este capítulo descreve as características do
desenvolvimento da pesquisa, dando ênfase à sua natureza e
classificação, à área em que foi desempenhada a pesquisa,
aos instrumentos de coleta utilizados e às variáveis e
indicadores adotados.
3.1 – Natureza da Pesquisa
Para se realizar uma pesquisa existem dois métodos, o
quantitativo e o qualitativo.
A partir das definições temos que o método qualitativo
difere, principalmente, do método quantitativo por não

63
empregar nenhum instrumental estatístico como base do
processo de análise de um problema.
Com base nessas informações, e com os conceitos que
recebemos no curso, o presente trabalho apresenta-se como
de tipo qualitativo, já que se utiliza de técnicas de
pesquisa, deixando de lado a utilização de instrumentos
estatísticos.
3.2 - Tipos de Pesquisa
Em uma pesquisa busca-se analisar os fenômenos que
ocorrem em diferentes âmbitos de formas distintas. Os
autores que retratam o assunto classificam as pesquisas
quanto aos processos de diferentes formas, quais sejam:
explicativa, exploratória, descritiva, estudo de caso,
bibliografia, participante e pesquisa-ação.
O presente trabalho é classificado como exploratório,
seguindo as dicas do curso.
Outra classificação adotada neste trabalho é o estudo de
caso, que é um estudo profundo e exaustivo de objetos de
maneira que se permita o seu amplo e detalhado
conhecimento.
Este trabalho classifica-se também como bibliográfico
por apresentar embasamento em conhecimentos teóricos
adquiridos em pesquisas em diferentes tipos de livros,
monografias, artigos e internet *citação. As fontes e

64
documentos consultados estão todos relacionados com o
objeto geral de trabalho.
3.3 – Área da Pesquisa
Este trabalho foi realizado nas instalações da mina de
Cloreto de POTÁSSIO que a VALE possui na Argentina, na
província de Mendoza, Departamento de Malargüe e, mais
precisamente, na Gerência de Manutenção de Operações da
mesma.
3.4 – Coleta de Dados
A coleta de dados, que procura as informações e dados
necessários para atingir os objetivos deste trabalho, foi
executada utilizando pesquisa de documentos oficiais da
companhia, procura dos dados estatísticos e análise de
relatórios de auditorias.
3.5 – Variáveis e Indicadores
Para que fosse possível desenvolver melhor o
questionário que foi aplicado nos locais estudados, foram
selecionadas algumas variáveis e indicadores. Nossa
variável escolhida é mesma um conceito operacional que
apresenta ou contém valores, a partir das propriedades que
são específicas. Nosso estudo tem principalmente como alvo
estudar gestão da manutenção, como variável principal sob
análise.

65
Para a mensuração e o estudo da variável foi adotado o
esquema definido pelo modelo de gestão da VALE, o VPS-M
(Vale Production System, Dimensão Manutenção).

66
CAPÍTULO 4 – RESULTADOS E DISCUSSÃO
4 Resultados e Discussões
4.1 – O Projeto POTÁSSIO Rio Colorado
4.1.1 Aquisição
Em 30/01/2009 foi anunciada no site da Vale na internet,
que essa adquirira ativos de minério de ferro e potássio
(VALE, 2009).
A aquisição dos ativos de potássio compreende:
100% do projeto Rio Colorado (Rio Colorado), localizado
nas províncias de Mendoza e Neuquén, Argentina, e 100% do
projeto Regina (Regina), província de Saskatchewan, Canadá.
Rio Colorado compreende o desenvolvimento de mina com
capacidade inicial de produção de 2.4 Mtpa de potássio
(cloreto de potássio, KCI) e potencial para expansão até
4,35 Mtpa, construção de ramal ferroviário com extensão de
350 km, porto e planta de geração de energia elétrica. Os
recursos minerais estimados chegam a 410 Mt.
A VALE informou também o racional estratégico para
investir em fertilizantes:
A Vale opera Taquari-Vassouras, no estado de Sergipe,
que em 2008 produziu 607.000 toneladas métricas de
potássio. Adicionalmente, estamos estudando a viabilidade
de projetos de potássio no Brasil (Carnalita) e na
Argentina (Neuquén), que envolverá o uso de mineração por

67
dissolução, a mesma tecnologia planejada para ser empregada
em Rio Colorado.
O potássio contribui para aumentar a produtividade das
safras, ajuda no combate a doenças e pragas, ao mesmo tempo
em que melhora o sabor e o valor nutricional dos alimentos.
A produção mundial de alimentos e combustíveis, onde
qualidade é um fator crítico, necessita de significativas
quantidades de potássio. Milho, soja, cana de açúcar e
palma, por exemplo, são produzidos em larga escala e suas
lavouras necessitam muito de aplicações de potássio. A cana
de açúcar – matéria prima da produção do etanol brasileiro
– consome por hectare quatro vezes mais potássio do que a
soja. Países como a China e a Índia, por exemplo, ainda
usam bem menos potássio que os EUA, que possui uma
agricultura de alta tecnologia e produtividade.
As reservas de potássio são concentradas em três grandes
produtores – Canadá, Rússia e Bielorússia – que juntos
representam 80% das reservas mundiais totais.
China, Estados Unidos, Brasil e Índia são os maiores
consumidores e importadores mundiais. O crescimento da
renda per capita tende a provocar mudanças nos hábitos
alimentares, o que contribui, em última instância, para
aumentar o consumo de fertilizantes. Recentemente, a
produção de biocombustíveis tornou-se outro fator a
influenciar o comportamento da demanda por fertilizantes. O
etanol é produzido a partir da cana de açúcar no Brasil e

68
nos EUA do milho, enquanto o biodiesel é feito a base de
soja, palma e canola.
A América do Sul e a Ásia emergente deverão se
constituir nos principais responsáveis pelo aumento do
consumo global de potássio no futuro. Dentro deste
contexto, o Brasil terá um papel importante, dada à
importância de sua agricultura – entre outros produtos, é
um dos maiores produtores mundiais de cana de açúcar, soja
e milho – onde a modernização tem acontecido de forma
rápida nos últimos anos e consideráveis investimentos na
infraestrutura de logística estão programados.
A recessão global não altera os fundamentos que
determinam o crescimento a longo prazo da demanda por
fertilizantes e em particular do potássio. Do lado da
oferta, a capacidade de expansão da produção através da
ampliação de operações existentes é limitada, o que se soma
às restrições de caráter geológico, financeiro e
institucional para o desenvolvimento de novos projetos.
A aquisição de ativos de potássio está alinhada com
nossa estratégia de crescimento, permitindo aproveitar os
benefícios da exposição à expansão do consumo global.
A concessão de mineração de Potasio Rio Colorado SA está
situada no sul da província de Mendoza e norte da província
de Neuquén, dentro da área de exclusividade provincial. A
profundidade dos níveis do mineral varia entre 750 e 1150
MBBP (metros abaixo da cabeça do poço), com espessura de

69
12-25 metros e leis de K2O 20-32%. A mineralização é
silvinita (KCl) em proporções de 10% a 60%. Cada uma das
camadas têm níveis de sais de potássio interestratificados
com halite estéril. A camada inferior (K1) é o mais
importante para o projeto pela sua continuidade lateral e
regularidade de espessura e leis. A espessura varia entre
11 e 15 metros e suas leis são cerca de 25% de K2O. A
camada é separada da K1 e separada da K3 por 5-8 metros de
halite, sua distribuição areal e espessura são irregulares
e sua lei varia de 17 a 22% de K2O. Na província de Mendoza
este projeto definiu uma área de 1.800 hectares, localizado
a 6 km ao norte da área de exclusividade provincial de
Neuquén, onde a empresa praticamente pré tornou factível o
projeto, fez o cálculo das reservas (138Mt KCl) e um estudo
de viabilidade da lavra pela dissolução (VALE,Memória
técnica potasio.pdf).
4.1.2 Descrição técnica do projeto
4.1.2.1 Introdução
Mineração por dissolução é um processo no qual o mineral
alvo é levado em solução in situ por injeção de um solvente
adequado para a formação subterrânea, o solvente
enriquecido, ou salmoura de produção, é então recuperado
para posterior processamento e recuperação em instalações
de superfície. O uso original do termo se restringiu à
mineração de evaporar minerais como halita, silvinita,
trona, etc., usando água como solvente - frio ou aquecido

70
-, mas agora foi estendido para incluir outros minerais e
outros solventes. A técnica tem sido utilizada com sucesso
em muitos minerais que podem evaporar, em vários locais de
todo o mundo. Comparado com os métodos de extração
convencionais, extração por dissolução cria muito menos
perturbação na superfície e volumes comparativamente
pequenos de materiais residuais que necessitam de
eliminação. Além disso, a economia é geralmente mais
favorável, e é utilizado com sucesso em muitos casos em que
a mineração convencional não é viável devido a
considerações técnicas.
4.1.2.2 Metodologia
O método escolhido para a mineração de solução no
projeto de PRC é bem adequado para um depósito
relativamente liso e é uma tecnologia comprovada, tendo
sido utilizado durante um período de tempo considerável na
indústria de mineração de POTÁSSIO no Canadá. Teste-piloto
realizado no local utilizando o sistema de dois furos
proposto para a operação em escala comercial tem gerado
dados significativos, que constitui a base da estratégia
comercial operacional. Basicamente, o teste piloto
confirmou todos os principais pressupostos feitos sobre o
método de mineração por dissolução selecionada.
De particular interesse para o presente processo é o
tempo necessário para o desenvolvimento de novos poços, a
ponto de poder ser iniciada a mineração primária ou bem
71
colocada em operação comercial. Enquanto o desvio do prazo
previsto é relativamente sem importância dada uma vida
caverna projetada superior a cinco anos, ele foi muito
importante para o desenvolvimento do campo comercial bem
que o programa piloto foi demonstrar isso dentro de limites
razoáveis e se aproximava muito no trabalho de modelagem
baseado em outras operações utilizando uma tecnologia
semelhante. A este respeito, o trabalho piloto gerou um
período previsível de desenvolvimento da caverna; ver
figura abaixo para fins de ilustração. O volume da caverna
para poços comerciais baseia-se principalmente sobre a
quantidade de material argila insolúvel antecipado, uma vez
que é desejável armazenar este material no subsolo, em vez
de tê-lo arrastado na salmoura produzida, o reservatório
irá proporcionar uma fixação e uma área de armazenamento
para esse material. Figura 9 mostra o desenvolvimento
progressivo de uma caverna.

72
Figura 9. Desenvolvimento progressivo de uma cavernaFonte: VALE (2010)
Quando a ligação é estabelecida na caverna, a água
quente é injetada para um poço e retirada do outro poço no
par a expandir a área de silvinita exposta no teto da
caverna para aproximadamente o tamanho alvo para a fase de
mineração primária. O desenvolvimento do teto da caverna
piloto exigiu apenas 67 dias, enquanto o plano inicial foi
para 100 dias, o que significa que o tempo necessário para

73
preparar a par bem para a mineração primária foi
ligeiramente menor do que as previstas no plano.
Uma vez que as cavernas estão totalmente desenvolvidas e
prontas para operação comercial, os planos da PRC para
realizar mineração primária pela injeção de água aquecida
em torno a 65 ºC a 70 °C evita o problema das perdas de
calor importantes para a formação a ser extraída. Esta é
uma área onde há um potencial significativo de ocorrência
de erros que podem afetar negativamente a economia do
projeto e mais de um projeto de mineração de solução sofreu
este destino.
4.1.2.3 Plano de Lavra
Perfuração direcional para completar 16 poços para o
desenvolvimento de oito cavernas em uma localização
central, mesmo que os custos de perfuração sejam mais
elevados, foi selecionado por diversas razões: em primeiro
lugar, houve considerações ambientais com a área impactada
associada aos poços individuais verticais, em segundo
lugar, os custos de infraestrutura (estradas, oleodutos,
etc.) favorece a perfuração centralizada, e terceiro,
restrições topográficas são mais facilmente superadas
usando o esquema de perfuração direcional.
O campo inicial está localizado na proximidade da
instalação de processamento, por razões óbvias várias: em
primeiro lugar, esta é uma área de elevada tonelagem
primária projetada por caverna e isso vai dar mais tempo

74
para o desenvolvimento de cavernas adicionais, em segundo
lugar, ele minimiza o potencial de problemas de transporte
de água salgada durante as fases críticas de arranque
quando os problemas são mais propensos a ser vividos com
todos os sistemas, e terceiro, que é perto da área de
teste-piloto onde o maior nível de confiança atualmente
existe a respeito do comportamento da caverna. Propõe-se a
desenvolver 88 cavernas neste bloco de 12 blocos de
perfuração.
4.1.3 Processo de solução de KCl
4.1.3.1 Resumo
A tecnologia escolhida para o processamento das
salmouras da operação de mineração por dissolução da PRC é
baseada em que é utilizada em todo o mundo em várias
operações que estiveram em funcionamento durante muitos
anos. Em resumo, é uma tecnologia comprovada que tem sido
provada eficaz e economicamente atraente em aplicações
muito semelhantes à proposta para a PRC. O equipamento é
concepção normalizada e, na maioria dos casos, disponível a
partir de vários fornecedores, não há um "primeiro de um
tipo" equipamento envolvido na planta de processamento
proposto e, por isso, o risco de falha de desempenho é
essencialmente inexistente. Uma vez que os sistemas estão
todos em operação em outro lugar, estimativa precisa da
energia necessária - incluindo gás, elétrico natural e
outros combustíveis - é possível, reduzindo o risco de

75
custos maiores de operação que os previstos. A não ser que
ocorram mudanças radicais e localizadas nos custos de
energia, o risco para o projeto é pequeno.
A escolha, para dispor o sal de resíduo (NaCl) para o
local de eliminação, em oposição a bombear como lodo, irá
eliminar uma responsabilidade ambiental significativa,
assim como um grande potencial de problemas operacionais
associados a dutos obstruídos.
4.1.3.2 Descrição do processo
Uma vez que a decisão foi tomada para usar a mineração
de solução, deve-se escolher entre vários métodos de
recristalização e separação dos sais. Talvez a forma mais
econômica de cristalização, pelo menos em termos de
exigência de energia, seja o uso de piscinas de
arrefecimento que, no Canadá, tira proveito de baixas
temperaturas ambientes encontradas lá, especialmente
durante os longos invernos. Nesta forma de realização,
simplesmente arrefece se a salmoura sem perda por
evaporação significativa de água, o que geralmente resulta
na coprecipitação de uma pequena quantidade de NaCl -
seguido de colheita do KCl precipitado a partir do fundo do
tanque. As desvantagens são: 1) geralmente aplicável apenas
às minas de temperatura mais altas, solução com bastante
elevadas concentrações de KCl, 2) limitado a determinadas
regiões geográficas, e 3) área de lagoa grande necessária
para a produção de alto volume.

76
A segunda opção seria a evaporação solar para precipitar
silvinita de alto grau com essencialmente nenhum material
insolúvel presente. Isto é seguido pela colheita mecânica
do material precipitado e separação por flotação do
silvinita (potássio). O principal benefício deste processo
é o baixo consumo de energia. No entanto, exige área da
lagoa substancial e um clima quente e árido.
A terceira opção, e o escolhido para o projeto PRC, é,
basicamente, a que foi pioneira na mina Kalium no Canadá há
40 anos, segundo a Figura 10 seguinte:
Figura 10. Processo simplificado adotadoFonte: VALE (2010)
4.1.4 O equipamento perfuratriz

77
O equipamento que foi comprado pela anterior operadora
do projeto, a companhia mineradora Rio Tinto no ano 2006,
segundo documento “Original Contract for Rig -
7_20_2006.pdf” a produtora National Oilwell Varco, e é uma
perfuratriz que tem algumas características diferenciais
daquelas que se encontram na indústria petrolífera, por
quanto tem equipamento de avançada, tanto nas fases de
transmissão de potência como de automação e um sistema de
movimentação que permite perfurar furos contíguos
eficientemente.
Na Figura 11 pode-se observar a perfuratriz comprada:

78
Figura 11 – Perfuratriz de POTÁSSIO Rio ColoradoFonte: VALE (2010)
4.1.4.1 Características técnicas:
As características técnicas estão especificadas pelo
fabricante da perfuratriz são ilustradas no Quadro 5
seguinte, incluído no arquivo “(NEW)RAPID RIG Fact
Sheet(4)-pdf” que pode se pesquisar no site do NOV na web.

79
Quadro 5. Características técnicas da perfuratriz
RAPID RIGWell-Type
1. Conventional 5. Horizontal
2. Shale
3. Geothermal
4. SAGD
Size 250 Tons
Horsepower 1,000
Rig Power AC (Alternating Current)
Engine Type CAT 3512, 1200 RPM
Mast Singles
Mast Type Telescopic
Mast Raising System Cylinder-Raised
Mast Height 80 ft
Substructure Type Slingshot-Cylinder
Setback Capacity None
Drilling Moving System Skidding
Drill Floor Height 20 ft
NOV Drawworks Type DSGD-250
Horsepower 1150 HP
Hoisting Capacity 407,000 lbs on 8 lines
500,000 lbs with10 lines
Driller's Controls Amphion

80
Driller’s cabin HVAC
NOV Top Drive TDS-10SH
Capacity 250 tons
Continuous Drilling Torque
22,288 ft-lbs@ 88 RPM
Rotary Table
none
NOV Iron Roughneck ST-80
Makeup Torque 60,000 ft-lbs NOV Mud Pumps
F-1000
Breakout Torque 80,000 ft-lbs Horsepower 1000
BOP Type SBOP/LXT 11 Optional Equipment
Bore Size 11 1
Working Pressure 5,000 2
Fonte: NOV (2013)
4.1.5 A gestão de manutenção
Segundo o explicitado acima (parágrafo 1.3.1) a VALE
adquiriu o projeto Potasio Rio Colorado no inicio do ano 2009.
Até essa data, a manutenção era feita pelos operadores e
pelo pessoal de manutenção segundo as dicas do fabricante,
mas apenas seguindo as especificações de lubrificação dos
equipamentos.
Com a criação de uma função de engenharia de manutenção
inserida na gerência de perfuração da área no ano 2009,
começou um processo de implantação de manutenção de classe
mundial que considerou as lacunas na gestão desenvolvida

81
até esse momento. Um engenheiro de manutenção foi
incorporado para desenvolver boas práticas na gestão de
manutenção e, no mês de maio do ano seguinte um técnico em
manutenção foi incorporado ao setor para contribuir junto
com o engenheiro no desenvolvimento da gestão manutenção.
Um dos itens que considerou a nova equipe de manutenção
foi a implantação de um software específico para a
manutenção da perfuratriz (RigMs) desenvolvido pela NOV,
fornecedora do equipamento. Imediatamente, toda vez que o
software estivesse funcionando, a equipe teria que resolver
a execução das tarefas de planejamento e programação das
ordens de manutenção que começaram-se a utilizar a partir
desse momento.
A versão do software RigMS™ que a VALE adquiriu do
fornecedor é uma aplicação de manutenção de ativos baseado
na web que gera ordens de instruções fornecidas por
procedimentos. Estes procedimentos são definidos pelo
usuário e ajudam a cadastrar e controlar os ativos
(inventário de equipamento) dentro de um equipamento de
perfuração, plataforma de perfuração, facilidade, planta,
estação ou frota. RigMS fornece uma plataforma amigável
para gerenciar os procedimentos de manutenção (rotinas)
dentro de uma corporação. Os procedimentos são inseridos no
sistema da mesma forma em que estão (NOV, gerenciamento de
ativos de guia do usuário e do sistema de gestão de
manutenção preventiva).

82
Porém, no tempo da aquisição do software à manutenção, a
operação ainda não tinha desenvolvido boas práticas
recomendadas para a gestão de ativos industriais como são
aquelas relacionadas com: a instalação de novos ativos; a
organização da documentação técnica; a execução de testes;
a definição dos sobressalentes necessários; a identificação
das políticas de fornecimento dos sobressalentes; a
definição da criticidade dos equipamentos; a definição de
uma política de sobressalentes e o estabelecimento dos
contratos com fornecedores de materiais e serviços
requisitados pela função de manutenção; o sistema de
informações baseado nas ordens de manutenção; a programação
e prioridade das ordens e tarefas de manutenção combinada
com as áreas de operação; os planos gerais de manutenção
alinhados com o programa de produção; a aplicação da
avaliação dos riscos nas tarefas de manutenção; as análises
das perdas da manutenção baseados nos históricos da
produção; a análise das quebras e paradas baseados nos
dados de falha cadastrados nas ordens de manutenção; a
confecção dos indicadores de resultado da gestão de
manutenção; o estabelecimento de um sistema de gestão de
componentes para reparação; a gestão da qualidade nas
ferramentas utilizadas na rotina pelos operadores de
manutenção; a elaboração da justificativa das modificações
nos ativos; o planejamento das modificações que inclui a
análise dos riscos operacionais; na segurança e meio
ambiente das mudanças e o cadastramento no sistema
informatizado; etc..

83
Algumas das pendências identificadas foram resolvidas,
caso da definição da criticidade dos equipamentos, o
estabelecimento de um sistema de ordens de trabalho para a
execução das tarefas de manutenção o que incluiu o
planejamento e programação dos planos de manutenção básicos
(baseados nas recomendações do fornecedor) e das tarefas
corretivas.
Ao final do ano 2010, a VALE criou a Gerência de
Manutenção da área com o propósito da implementação do
modelo de gestão da VALE para o setor: o Vale Production
System, para Manutencao (VPS-M), segundo os princípios
gerais do VPS.
O plano inicial da gestão estabelecido pela Gerência de
Manutenção foi lançado e como início de sua aplicação foram
executadas ações quase simultâneas que procuravam inserir a
gestão da área de manutenção nos padrões específicos de
VALE no projeto:
O desenvolvimento de um plano de ação (VALE; 2010)
O desenvolvimento de um treinamento específico em
VPS-M para os funcionários da área de manutenção
(VALE; 2011);
Ainda quando a VALE tinha um plano oficial de auditorias
de implantação do sistema em cada uma das operações
nacionais e internacionais e que não incluíam nesse
momento a Potasio Rio Colorado segundo figura x.y seguinte,
(lâmina 33 do arquivo

84
treinamento_vps_manutencao_v0_20110131_pfspREV1.ppt),
foram desenvolvidas no ano 2010 e 2011 auditorias
preliminares para fazer um diagnóstico inicial que
guiasse para a tomada de decisões na priorização das
tarefas de preparação do projeto para o modelo.
Figura 12. Plano de Implantação GlobalFonte: VALE (2011)
Assim, no mês de maio do ano 2010, foi desenvolvida uma
auditoria que teve uma aderência de 18,4% enquanto o
valor requerido era, no regulamento vigente nessa data,
fora de 70% (VALE, arquivo Diagnóstico PRC.ppt). Esse
valor media a adequação dos procedimentos da área
analisada aos padrões de VPS-M. Por exemplo, para o

85
primeiro estágio analisado, Manutenção Planejada, foi
identificado o bloco Instalação de Ativos, que
considerava um só processo: Instalar Ativos. Neste
processo foram identificados os requisitos apontados no
Quadro 6 abaixo, por exemplo: “Definir critérios de
aceite contendo competências técnicas, planos de
manutenção, sobressalentes (peças e conjuntos),
documentação técnica e conformidade com a especificação
técnica”. Nele foi requerido um método padrão para
aceitar os novos equipamentos. Em outro requisito do
mesmo processo e bloco, estava requerida uma ferramenta
“Sistema informatizado de manutenção” para cadastrar
esses ativos.

86
Quadro 6. Exemplo de requisitos do VPS-M
Tipo
Requisito
REQUISITO
Método
Definir critérios de aceite contendo competências técnicas, planos de manutenção, sobressalentes (peças e conjuntos), documentação técnica e conformidade com a especificação técnica;
Método Definir a política de sobressalentes
Método Tratar os desvios da entrega técnica
Método
Definir criticidade, classe de falha, planos detrabalho, planos de manutenção preventiva e procedimentos operacionais conforme estratégia de ativos;
Método Cadastrar dados do ativo conforme normativo do sistema informatizado.
Método Inserir o ativo no planejamento de manutenção
Método Realizar inspeção técnica (Testes em vazio, Teste e ajuste, etc.);
Método Identificar e padronizar atividades críticas deexecução da manutenção.
Ferramenta
Ferramentas:Sistema informatizado de manutenção
Fonte: VALE (2010)

87
O presente trabalho não busca definir se a estrutura do
VPS-M desenhada pela VALE é a melhor, embora não exista
um padrão nacional ou internacional que a estabeleça,
por isto não será detalhado em particular os restantes
requisitos dos diferentes processos e subprocessos. No
entanto deve-se dizer que o requisito exemplificado e os
restantes estabelecidos no sistema, estão suportando o
triângulo da excelência em manutenção no modelo
aplicado.
A metodologia foi aplicada para todos os requisitos dos
diferentes processos do estágio um do sistema de gestão
VPS-M.
É conveniente aclarar que a adequação media o
desenvolvimento de padrões específicos da área de
manutenção e era preciso atingir um mínimo de 70% de
atendimento dos requisitos para poder acessar a medição
da aplicação desses padrões, o que também requeria um
mínimo de 70% para poder continuar na evolução da gestão
passando ao estágio dois do triângulo de excelência já
mostrado anteriormente.
O auditor assinou, para esta auditoria de maio 2010 em
análise, no seu relatório, que foram avaliados 159
requisitos no primeiro estágio, sendo avaliados 15
processos de manutenção contidos em 7 blocos, com os
resultados segundo o seguinte quadro:

88
Quadro 7. Avaliação Manutenção 2010
Fonte: VALE (2010)
No caso da auditoria realizada no ano 2011, o valor
cresceu consideravelmente até o valor de 44,3% segundo o
quadro seguinte (VALE, 2011):
Quadro 8. Avaliação Manutenção 2011

89
Fonte: VALE (2011)
Já no ano 2012, foi considerada formalmente a
implantação do sistema de gestão VPS-M em Potasio Rio
Colorado e, neste caso, o modelo não considerava a
divisão do cumprimento dos requisitos em adequação e
aplicação: agora os requisitos teriam que ser atingidos
globalmente, com os padrões e práticas locais que
evidenciaram seu atendimento. Assim, posteriormente e
com o novo critério e segundo o quadro seguinte, se
obtiveram:

90
Quadro 9. Pontos nas auditorias anuais
Maio 2012 15,65%
Agosto 2012 27,18%
Dezembro 2012 27,0%
Fonte: VALE (2012)
Mas, para explicitar o resultado global dos requisitos
que foram atingidos por Potasio Rio Colorado, podem-se
ilustrar seguidamente alguns indicadores de processo
obtidos a consequência da aplicação do modelo (Figura 13
e Figura 14).
Alguns dos indicadores da manutenção são:
disponibilidade, tempo médio entre falhos, falha x
quebras, tempo médio para reparação e índice da taxa de
produção. Nas figuras seguintes serão ilustrados alguns
dos indicadores obtidos no desempenho da perfuratriz de
Potasio Rio Colorado e que são sugeridos pela bibliografia
especializada.

91
Figura 13. Disponibilidade Rapid Rig(Perfuratriz)
Fonte: VALE (2012)
Figura 14. MTBF Rapid Rig (Perfuratriz)Fonte: VALE (2012)

92
CAPÍTULO 5 – CONCLUSÕES E RECOMENDAÇÕES
5 – Conclusões e Recomendações
5.1 Conclusões
Neste capítulo são apresentadas as conclusões obtidas ao
término do trabalho e algumas sugestões para trabalhos
futuros.
Ao longo do presente trabalho é possível concluir que:
1. Os modelos de gestão de classe mundial estão baseados
no desenvolvimento e aplicação de padrões de
excelência.
2. Esses modelos são aplicados pelas companhias
multinacionais.
3. As bases do modelo de excelência em manutenção são
principalmente:
A identificação da visão desejada pela companhia
em sua área de negócio;
O alinhamento da gestão de manutenção com a
visão e missão da companhia;
A identificação dos processos e resultados a
atingir pelas áreas operacionais que incluam a
manutenção;
A geração de um relevamento do estado atual da
atividade na área operacional alvo;

93
A identificação dos gaps do estado atual como o
modelo desejado;
A geração de um plano de ação baseado em modelos
de excelência (triângulo de excelência) para o
desenvolvimento progressivo dos padrões e
práticas de classe mundial.
Que esses modelos preveem uma aplicação gradual
no tempo para alcançar finalmente, nos estágios
finais, a excelência na gestão de manutenção.
4. Os resultados alcançados no caso de Potasio Rio Colorado
sejam os mesmos na gestão evidenciada nas auditorias
como também nos indicadores de resultados com
disponibilidade e confiabilidade (mtbf) são
concordantes com o modelo escolhido.
5.2 Recomendações
Ao longo da realização deste trabalho identificaram-se
algumas possibilidades para o desenvolvimento de melhorias
no modelo de gestão de manutenção:
Desenvolver uma maior interfase com os processos de
identificação, planejamento, construção e
comissionamento de projetos novos;
Promover processos sinérgicos de análise nas
diferentes práticas de manutenção com o objetivo de
gerar padrões comuns nas diferentes operações da

94
companhia, como: práticas relacionadas com o
conceito de integridade dos ativos; padrões comuns
relacionados com falhas e seu cadastramento no
sistema informatizado de manutenção.

95
REFERÊNCIAS BIBLIOGRÁFICAS
6 Referências
ABRAMAN – Associação Brasileira de Manutenção e Gestão de
Ativos – Documento Nacional 2011 [relatório na internet];
2013. [acceso em 18 de janeiro de 2013]. Disponível em:
http://www.abraman.org.br/Arquivos/7/7.pdf.
CAMPBELL, J.D. Uptime: Strategies for Excellence in
Maintenance Management. Portland, Oregon, U.S.A.:
Productivity Inc., 1995
EXXON MOBIL - 2011 Corporate Citizenship Report [relatório
na internet]. Irving, Texas, USA. [acceso em 19 de Febreiro
de 2013]. Disponível em:
http://www.exxonmobil.com/Corporate/Files/news_pub_ccr2011.
pdf.
JARDINE, A.; TSANG, A. Maintenance, Replacement and
Reliability: Theory and Applications. U.S.A.: Taylor &
Francis, Ed. 2006
KARDEC, A.; NASCIF, J. Mantenimiento: Función estratégica.
Rio de Janeiro: Qualitymark Ed. 2002.
KOTLER, P.; ARMSTRONG, G. Mercadotecnia. Mexico: Prentice
Hall, 1996

96
NOV – New Rapid Rig. [documento na internet]; 2013. [acesso
em 10 de Janeiro de 2013]. Disponível em:
http://www.nov.com/uploadedFiles/Business_Groups/Rig_Soluti
ons/Rigs/Land_Units/(NEW)RAPID%20RIG%20Fact%20Sheet(4).pdf
PETERSON, B. – A view of maintenance around the world.
[Documento na Internet] [acceso em 12 de Febreiro 2013].
Disponível em:
http://www.reliableplant.com/Articles/Print/8801.
PETROBRAS – Informe de Sostenibilidad 2009. [relatório na
internet]. Rio de Janeiro; 2009. [acesso em 18 de Febreiro
de 2013]. Disponível em:
http://www.petrobras.com.br/rs2009/es/relatorio-de-
sustentabilidade/praticas-trabalhistas-e-direitos-humanos/
gestao-de-pessoas/treinamento-e-desenvolvimento/.
PORTER, M. La Ventaja Competitiva de las Naciones. Buenos
Aires, Argentina: Ediciones Vergara, 1991
RIGONI, E. - Documento Nacional Abraman 2011. [Documento na
VALER] MBA - Curso de Especialização Profissional em
Sistemas Minero-Metalúrgicos (2011) – Modulo: Teoria da
Confiabilidade. Disponível em VALER.
TAVARES - MBA - Curso de Especialização Profissional em
Sistemas Minero-Metalúrgicos (2011) – Documento: 1 - Visões
sobre a Manutenção.pdf. Disponível em VALER.
TAVARES, L. A. Administración Moderna de Mantenimiento. Rio
de Janeiro: Novo Polo Publicações, 1999.

97
UBA – Universidad Nacional de Buenos Aires – Facultad de
Ingeniería. Inducción al Proyecto Proani. [Relatorio na
internet]. Buenos Aires, 2009. [acceso em 18 de Febreiro de
2013]. Disponível em:
http://materias.fi.uba.ar/7546/material/CasoProcesosPROANI_
051108.pdf.
VALE – Contrato OriginalContractForRig-7_20_2006.pdf (2006)
[relatório na intranet]. Disponível em: Rede de Potasio Rio
Colorado.
VALE – Diagnostico PRC.ppt (2010) [documento na intranet].
Disponível em: Rede de Potasio Rio Colorado.
VALE – Diagnostico PRC.ppt (2010) [relatório na intranet].
Disponível em: Rede de Potasio Rio Colorado.
VALE – Padrão Reg-0081-DIMO – Anexo 2 (2011) [padrão
interno]. Disponível em: Intranet da VALE.
VALE – Planilha em Diagnóstico PRC al 20-04-2011 (2011)
[documento na intranet]. Disponível em: Rede de Potasio Rio
Colorado.
VALE – Plano de ação VPS-M.pdf (2010) [documento na
intranet]. Disponível em: Rede de Potasio Rio Colorado.
VALE – Relatorio 20 F - 2011. [relatório na internet]. Rio
de Janeiro; 2012. [acesso em 18 de Febreiro de 2013].

98
Disponível em: http://www.vale.com/PT/investors/Annual-
reports/20F/Paginas/default.aspx.
VALE – Relatório de Avaliação da Gestão de Manutenção 2012
Potasio Rio Colorado (2012). [relatório na intranet].
Disponível em: Rede de Potasio Rio Colorado.
VALE – Relatório Final_PRC_Feb23_2010_Part2.pdf (2010)
[relatório na intranet]. Disponível em: Rede de Potasio Rio
Colorado.
VALE – Treinamento_vps_manutencao_v0_20110131_pfsp REV1.ppt
(2011) [documento na intranet]. Disponível em: Rede de
Potasio Rio Colorado.
VALE - Vale adquire ativos de minério de ferro e potássio
[relatório na internet] (2009). [acceso em 10 de Janeiro
2013]. Disponível em:
http://www.vale.com/PT/investors/home-press-releases/Press-
Releases/Paginas/vale-adquire-ativos-de-minerio-de-ferro-e-
POTÁSSIO.aspx
VIANA, Hebert Ricardo Garcia. PCM: planejamento e controle
de manutenção. Rio de Janeiro: Qualitymark ,2002.




















