Coffee oil as a potential feedstock for biodiesel production
7
Coffee oil as a potential feedstock for biodiesel production Leandro S. Oliveira a, * , Adriana S. Franca a , Rodrigo R.S. Camargos a , Vany P. Ferraz b a Nu ´ cleo de Pesquisa e Desenvolvimento em Cafe ´, DEQ/UFMG, R. Espı ´rito Santo, 6o andar, 30160-030 Belo Horizonte, MG, Brazil b Departamento de Quı ´mica/UFMG, Av. Anto ˆnio Carlos, 6627, 31270-901 Belo Horizonte, MG, Brazil Received 15 May 2007; received in revised form 15 May 2007; accepted 15 May 2007 Available online 13 August 2007 Abstract A preliminary evaluation of the feasibility of producing biodiesel using oil extracted from defective coffee beans was conducted as an alternative means of utilizing these beans instead of roasting for consumption of beverage with depreciated quality. Direct transesteri- fications of triglycerides from refined soybean oil (reference) and from oils extracted from healthy and defective coffee beans were per- formed. Type of alcohol employed and time were the reaction parameters studied. Sodium methoxide was used as alkaline catalyst. There was optimal phase separation after reactions using both soybean and healthy coffee beans oils when methanol was used. This was not observed when using the oil from defective beans which required further processing to obtain purified alkyl esters. Nevertheless, coffee oil was demonstrated to be a potential feedstock for biodiesel production, both from healthy and defective beans, since the corresponding oils were successfully converted to fatty acid methyl and ethyl esters. Ó 2007 Elsevier Ltd. All rights reserved. Keywords: Biodiesel; Defective coffee beans 1. Introduction Brazil is the largest coffee producer in the world (MAPA, 2006). Approximately 20% of its production con- sists of defective beans, which upon roasting decrease bev- erage quality (Oliveira et al., 2006). Regardless of growth, harvest and processing conditions, some defects are intrin- sic in nature and will always be present. The ones that affect beverage quality the most are black, brown and immature beans. These defective beans are physically sepa- rated from the non defective beans prior to commercializa- tion in international markets. However, since to coffee producers they represent an investment in growing, har- vesting, and handling, these defective beans are commer- cialized in the internal market in Brazil, where the roasting industry uses them in blends with non defective beans. Thus, the quality of the roasted coffee consumed in Brazil is depreciated since, after separation from the exportable portion, defective beans may be representing more than 50% of the coffee consumed in Brazil (Oliveira et al., 2006). In view of this situation, several studies are currently under development in order to find an alternative use for defective coffee beans. One of the alternatives being considered is biodiesel production. Biodiesel is a name applied to fuels manufactured by the esterification of renewable oils, fats and fatty acids. Biodie- sel can be employed as a fuel for unmodified diesel engines (Graboski and McCormick, 1998). This type of fuel has been commercially produced in Europe since the early 1990s (Barnwal and Sharma, 2005). Research studies indi- cate that, when used as a diesel fuel substitute, biodiesel can replace diesel fuel without causing harmful effects to an unmodified diesel engine, while simultaneously reducing harmful exhaust emissions. In addition, biodiesel is com- pletely miscible with petroleum diesel fuel and can be employed as a blend. However, biodiesel is still not eco- nomically feasible in comparison to petroleum diesel. Grain (soybean, rapeseed, sunflower seed) production costs are responsible for approximately 70% of total fuel produc- tion costs (Lotero et al., 2005). Such drawbacks could be minimized by the use of a ‘‘less valuable’’ feedstock, such 0960-8524/$ - see front matter Ó 2007 Elsevier Ltd. All rights reserved. doi:10.1016/j.biortech.2007.05.074 * Corresponding author. Tel.: +55 31 32381777; fax: +55 31 32381789. E-mail address: [email protected] (L.S. Oliveira). Available online at www.sciencedirect.com Bioresource Technology 99 (2008) 3244–3250
Transcript of Coffee oil as a potential feedstock for biodiesel production

Available online at www.sciencedirect.com
Bioresource Technology 99 (2008) 3244–3250
Coffee oil as a potential feedstock for biodiesel production
Leandro S. Oliveira a,*, Adriana S. Franca a, Rodrigo R.S. Camargos a, Vany P. Ferraz b
a Nucleo de Pesquisa e Desenvolvimento em Cafe, DEQ/UFMG, R. Espırito Santo, 6o andar, 30160-030 Belo Horizonte, MG, Brazilb Departamento de Quımica/UFMG, Av. Antonio Carlos, 6627, 31270-901 Belo Horizonte, MG, Brazil
Received 15 May 2007; received in revised form 15 May 2007; accepted 15 May 2007Available online 13 August 2007
Abstract
A preliminary evaluation of the feasibility of producing biodiesel using oil extracted from defective coffee beans was conducted as analternative means of utilizing these beans instead of roasting for consumption of beverage with depreciated quality. Direct transesteri-fications of triglycerides from refined soybean oil (reference) and from oils extracted from healthy and defective coffee beans were per-formed. Type of alcohol employed and time were the reaction parameters studied. Sodium methoxide was used as alkaline catalyst. Therewas optimal phase separation after reactions using both soybean and healthy coffee beans oils when methanol was used. This was notobserved when using the oil from defective beans which required further processing to obtain purified alkyl esters. Nevertheless, coffee oilwas demonstrated to be a potential feedstock for biodiesel production, both from healthy and defective beans, since the correspondingoils were successfully converted to fatty acid methyl and ethyl esters.� 2007 Elsevier Ltd. All rights reserved.
Keywords: Biodiesel; Defective coffee beans
1. Introduction
Brazil is the largest coffee producer in the world(MAPA, 2006). Approximately 20% of its production con-sists of defective beans, which upon roasting decrease bev-erage quality (Oliveira et al., 2006). Regardless of growth,harvest and processing conditions, some defects are intrin-sic in nature and will always be present. The ones thataffect beverage quality the most are black, brown andimmature beans. These defective beans are physically sepa-rated from the non defective beans prior to commercializa-tion in international markets. However, since to coffeeproducers they represent an investment in growing, har-vesting, and handling, these defective beans are commer-cialized in the internal market in Brazil, where theroasting industry uses them in blends with non defectivebeans. Thus, the quality of the roasted coffee consumedin Brazil is depreciated since, after separation from theexportable portion, defective beans may be representing
0960-8524/$ - see front matter � 2007 Elsevier Ltd. All rights reserved.
doi:10.1016/j.biortech.2007.05.074
* Corresponding author. Tel.: +55 31 32381777; fax: +55 31 32381789.E-mail address: [email protected] (L.S. Oliveira).
more than 50% of the coffee consumed in Brazil (Oliveiraet al., 2006). In view of this situation, several studies arecurrently under development in order to find an alternativeuse for defective coffee beans. One of the alternatives beingconsidered is biodiesel production.
Biodiesel is a name applied to fuels manufactured by theesterification of renewable oils, fats and fatty acids. Biodie-sel can be employed as a fuel for unmodified diesel engines(Graboski and McCormick, 1998). This type of fuel hasbeen commercially produced in Europe since the early1990s (Barnwal and Sharma, 2005). Research studies indi-cate that, when used as a diesel fuel substitute, biodieselcan replace diesel fuel without causing harmful effects toan unmodified diesel engine, while simultaneously reducingharmful exhaust emissions. In addition, biodiesel is com-pletely miscible with petroleum diesel fuel and can beemployed as a blend. However, biodiesel is still not eco-nomically feasible in comparison to petroleum diesel.Grain (soybean, rapeseed, sunflower seed) production costsare responsible for approximately 70% of total fuel produc-tion costs (Lotero et al., 2005). Such drawbacks could beminimized by the use of a ‘‘less valuable’’ feedstock, such

Table 1Parameters employed in the transesterification reactions
Oil Temperature (�C) Reaction time (h)
Soybean 25 1.0Soybean 25 2.0Soybean 55 0.5Soybean 55 1.0Coffee healthy 25 1.0Coffee healthy 25 2.0Coffee healthy 55 0.5Coffee healthy 55 1.0Coffee defective 25 1.0Coffee defective 25 2.0Coffee defective 55 0.5Coffee defective 55 1.0
L.S. Oliveira et al. / Bioresource Technology 99 (2008) 3244–3250 3245
as the oil of rejected defective beans, with the advantage ofallowing coffee producers to produce and use their ownfuel. Therefore, the present study aimed at an evaluationof the potential of using oil of defective coffee beans as afeedstock for biodiesel production.
2. Methods
2.1. Materials
The coffee beans used in the present work, both healthyand defective, were acquired from Santo Antonio EstateCoffee, an association of coffee producers in Minas GeraisState, Brazil. The reference refined soybean oil (Liza, Bra-zil) was acquired from a local market. The reagentsemployed (methanol, ethanol, sodium methoxide) wereacquired from Synth (Sao Paulo, Brazil). Sodium methox-ide was purchased as a 30% solution in methanol. Metha-nol and ethanol presented 0.02% and 0.2% watercontents, respectively. Standards of fatty acids were pur-chased from Sigma–Aldrich (Sao Paulo, Brazil).
2.2. Oil extraction
Coffee beans were ground in a Rotatec grinder (BeloHorizonte, Brazil) prior to oil extraction. The oils of theground healthy and defective coffee beans were obtainedby solvent (hexane) extraction in an industrial Soxhletapparatus (Sociedade Fabbe Ltda, Sao Paulo, Brazil), withan extraction capacity of 25 kg of beans per batch. The oilswere extracted in batches for 16 h of duration. After extrac-tion, the solvent was removed in a rotary evaporator (Fis-atom, mod. 5502, Sao Paulo, Brazil) at 70 �C, undermoderate vacuum, until no traces of hexane were detectedby gas chromatography.
2.3. Transesterification reactions
The direct transesterification of vegetable oils triglycer-ides was performed with the aim of producing alkyl estersof long chain fatty acids. The reactions were carried outwith refined soybean oil and coffee oils from defectiveand healthy beans. The transesterification reactions wereperformed in a 500 mL cylindrical three-necked reactor,mechanically stirred and heated by a hot water jacket.The temperature of the water in the jacket was controlledby a thermostatic water bath (Nova Etica, Sao Paulo, Bra-zil) and it was set to keep the reacting medium at thedesired temperature (55 �C when using methanol and60 �C for ethanol).
Eighty grams of oil were used in the transesterificationexperiments. Sodium methoxide (final concentration of1% w/w based on the mass of oil) was used as an alkalinecatalyst for both the soybean and healthy beans coffee oil.For the defective coffee beans oil, the amount of catalystused was calculated as the minimum necessary for thetransesterification of the triglyceride fraction plus that for
the neutralization of the titrated free fatty acids. Methanoland ethanol were employed in a 6:1 alcohol-to-oil molarratio. The reactions were carried out at ambient tempera-ture (25 �C) and at 55 �C and 60 �C for methanol and eth-anol, respectively. Stirring was kept at 600 rpm (Vicenteet al., 2005). After completion of reaction, the pour-off timewas 24 h, a time long enough to allow for the complete sep-aration of an upper ester layer and a lower glycerol layer.The upper layer was collected and submitted to a rotaryevaporation at 70 �C, under moderate vacuum, for theremoval of alcohol. After alcohol removal, the ester phasewas analyzed by gas chromatography (Varian 3380 GasChromatograph, Middelburg, The Netherlands) to deter-mine the yield of fatty acid alkyl esters. The parametersused in the transesterification tests are presented in Table1. All transesterification tests were conducted in duplicates.
2.4. Analyses of oils and alkyl esters of fatty acids
Oil acidity was determined by AOCS method Cd 3d-63(AOCS, 1998). Moisture content determination was basedon mass difference by oven drying at 105 �C for 2 h (Pre-gnolatto and Pregnolatto, 1985). The samples taken aftertransesterification of the oils were analyzed by gas chroma-tography. Twenty-five microliters of the samples were driedin a nitrogen stream for the removal of the excess solventand subsequently weighed and diluted in 1 mL methanol.The fatty acid methyl and ethyl esters were injected in aVarian 3380 gas chromatograph, equipped with a flameionization detector (Middelburg, The Netherlands). Theanalytic conditions employed were: initial temperature of200 �C, followed by a temperature increase at a rate of10 �C per min up to 240 �C. The duration of the analysiswas 10 min. A Carbowax 20 M column (Supelco, Belle-fonte, PA, USA) was employed. Peak identification wascarried out by comparison of the retention times with thosefor the respective fatty acid methyl esters standards(FAMEs), which were prepared by esterification of fattyacids standards with BF3 in methanol solution accordingto AOAC method 996.06 (AOAC, 1995).
The ester conversions were calculated from the contentsof alkyl esters in the ester phase as analyzed by GC and the
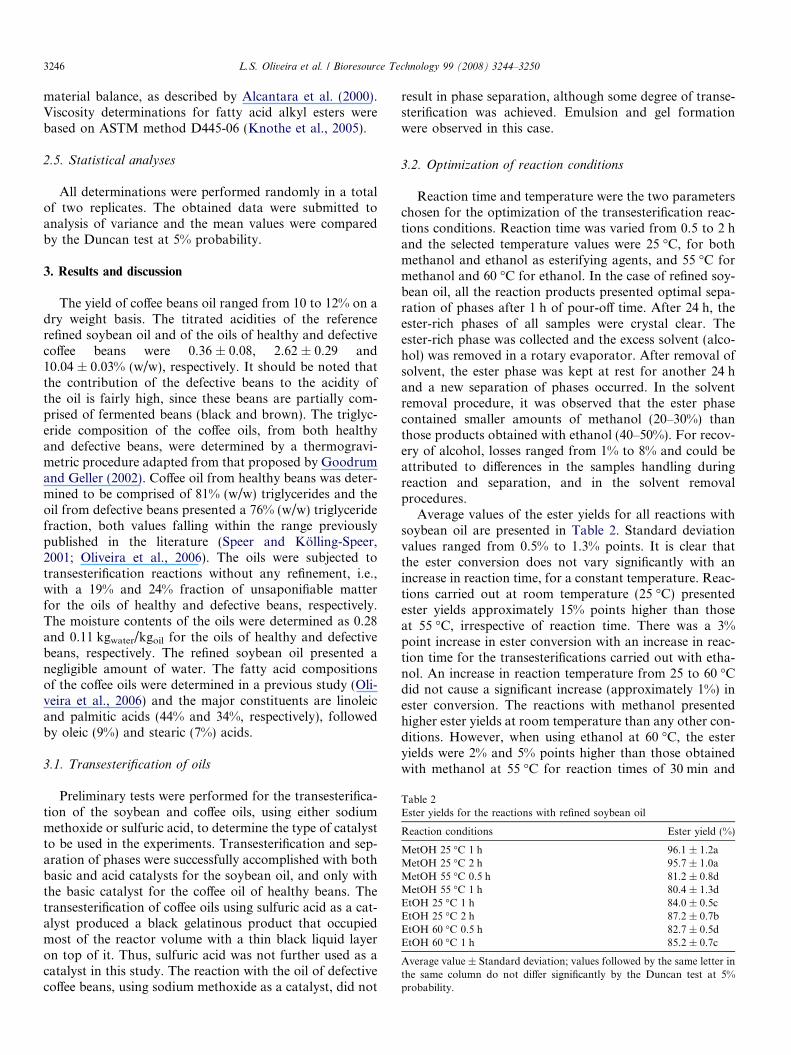
Table 2Ester yields for the reactions with refined soybean oil
Reaction conditions Ester yield (%)
MetOH 25 �C 1 h 96.1 ± 1.2aMetOH 25 �C 2 h 95.7 ± 1.0aMetOH 55 �C 0.5 h 81.2 ± 0.8dMetOH 55 �C 1 h 80.4 ± 1.3dEtOH 25 �C 1 h 84.0 ± 0.5cEtOH 25 �C 2 h 87.2 ± 0.7bEtOH 60 �C 0.5 h 82.7 ± 0.5dEtOH 60 �C 1 h 85.2 ± 0.7c
Average value ± Standard deviation; values followed by the same letter inthe same column do not differ significantly by the Duncan test at 5%probability.
3246 L.S. Oliveira et al. / Bioresource Technology 99 (2008) 3244–3250
material balance, as described by Alcantara et al. (2000).Viscosity determinations for fatty acid alkyl esters werebased on ASTM method D445-06 (Knothe et al., 2005).
2.5. Statistical analyses
All determinations were performed randomly in a totalof two replicates. The obtained data were submitted toanalysis of variance and the mean values were comparedby the Duncan test at 5% probability.
3. Results and discussion
The yield of coffee beans oil ranged from 10 to 12% on adry weight basis. The titrated acidities of the referencerefined soybean oil and of the oils of healthy and defectivecoffee beans were 0.36 ± 0.08, 2.62 ± 0.29 and10.04 ± 0.03% (w/w), respectively. It should be noted thatthe contribution of the defective beans to the acidity ofthe oil is fairly high, since these beans are partially com-prised of fermented beans (black and brown). The triglyc-eride composition of the coffee oils, from both healthyand defective beans, were determined by a thermogravi-metric procedure adapted from that proposed by Goodrumand Geller (2002). Coffee oil from healthy beans was deter-mined to be comprised of 81% (w/w) triglycerides and theoil from defective beans presented a 76% (w/w) triglyceridefraction, both values falling within the range previouslypublished in the literature (Speer and Kolling-Speer,2001; Oliveira et al., 2006). The oils were subjected totransesterification reactions without any refinement, i.e.,with a 19% and 24% fraction of unsaponifiable matterfor the oils of healthy and defective beans, respectively.The moisture contents of the oils were determined as 0.28and 0.11 kgwater/kgoil for the oils of healthy and defectivebeans, respectively. The refined soybean oil presented anegligible amount of water. The fatty acid compositionsof the coffee oils were determined in a previous study (Oli-veira et al., 2006) and the major constituents are linoleicand palmitic acids (44% and 34%, respectively), followedby oleic (9%) and stearic (7%) acids.
3.1. Transesterification of oils
Preliminary tests were performed for the transesterifica-tion of the soybean and coffee oils, using either sodiummethoxide or sulfuric acid, to determine the type of catalystto be used in the experiments. Transesterification and sep-aration of phases were successfully accomplished with bothbasic and acid catalysts for the soybean oil, and only withthe basic catalyst for the coffee oil of healthy beans. Thetransesterification of coffee oils using sulfuric acid as a cat-alyst produced a black gelatinous product that occupiedmost of the reactor volume with a thin black liquid layeron top of it. Thus, sulfuric acid was not further used as acatalyst in this study. The reaction with the oil of defectivecoffee beans, using sodium methoxide as a catalyst, did not
result in phase separation, although some degree of transe-sterification was achieved. Emulsion and gel formationwere observed in this case.
3.2. Optimization of reaction conditions
Reaction time and temperature were the two parameterschosen for the optimization of the transesterification reac-tions conditions. Reaction time was varied from 0.5 to 2 hand the selected temperature values were 25 �C, for bothmethanol and ethanol as esterifying agents, and 55 �C formethanol and 60 �C for ethanol. In the case of refined soy-bean oil, all the reaction products presented optimal sepa-ration of phases after 1 h of pour-off time. After 24 h, theester-rich phases of all samples were crystal clear. Theester-rich phase was collected and the excess solvent (alco-hol) was removed in a rotary evaporator. After removal ofsolvent, the ester phase was kept at rest for another 24 hand a new separation of phases occurred. In the solventremoval procedure, it was observed that the ester phasecontained smaller amounts of methanol (20–30%) thanthose products obtained with ethanol (40–50%). For recov-ery of alcohol, losses ranged from 1% to 8% and could beattributed to differences in the samples handling duringreaction and separation, and in the solvent removalprocedures.
Average values of the ester yields for all reactions withsoybean oil are presented in Table 2. Standard deviationvalues ranged from 0.5% to 1.3% points. It is clear thatthe ester conversion does not vary significantly with anincrease in reaction time, for a constant temperature. Reac-tions carried out at room temperature (25 �C) presentedester yields approximately 15% points higher than thoseat 55 �C, irrespective of reaction time. There was a 3%point increase in ester conversion with an increase in reac-tion time for the transesterifications carried out with etha-nol. An increase in reaction temperature from 25 to 60 �Cdid not cause a significant increase (approximately 1%) inester conversion. The reactions with methanol presentedhigher ester yields at room temperature than any other con-ditions. However, when using ethanol at 60 �C, the esteryields were 2% and 5% points higher than those obtainedwith methanol at 55 �C for reaction times of 30 min and
L.S. Oliveira et al. / Bioresource Technology 99 (2008) 3244–3250 3247
1 h, respectively. Overall, the results indicated that reac-tions carried out at room temperature lead to higher esterconversions than at higher temperatures, regardless ofreaction time and type of alcohol employed. Furthermore,separation of phases after completion of reactions was eas-ier to accomplish with methanol rather than with ethanol,thus, corroborating information previously reported in theliterature (Schuchardt et al., 1998; Lotero et al., 2005).Negligible amounts of emulsified and gelatinous matterwere observed in the products of reactions carried out athigher temperatures.
The characteristics observed for the transesterificationreactions with oils from healthy coffee beans are summa-
Table 3Characteristics observed for the transesterification reactions with oils fromhealthy coffee beans
Reactionconditions
Aspects of phase separation
MetOH 25 �C1 h
Well-defined phase separation with presence of smallamounts of emulsified matter in the upper layer
MetOH 25 �C2 h
Well-defined phase separation with presence of smallamounts of emulsified matter in the upper layer
MetOH 55 �C0.5 h
Well-defined phase separation with presence of smallamounts of emulsified matter in the upper layer
MetOH 55 �C1 h
Well-defined phase separation with presence of smallamounts of emulsified matter in the upper layer
EtOH 25 �C 1 h No phase separation with presence of emulsified matterEtOH 25 �C 2 h Partial phase separation with presence of emulsified
matterEtOH 60 �C
0.5 hNo phase separation with presence of emulsion andgelatinous matter
EtOH 60 �C 1 h No phase separation with presence of emulsion
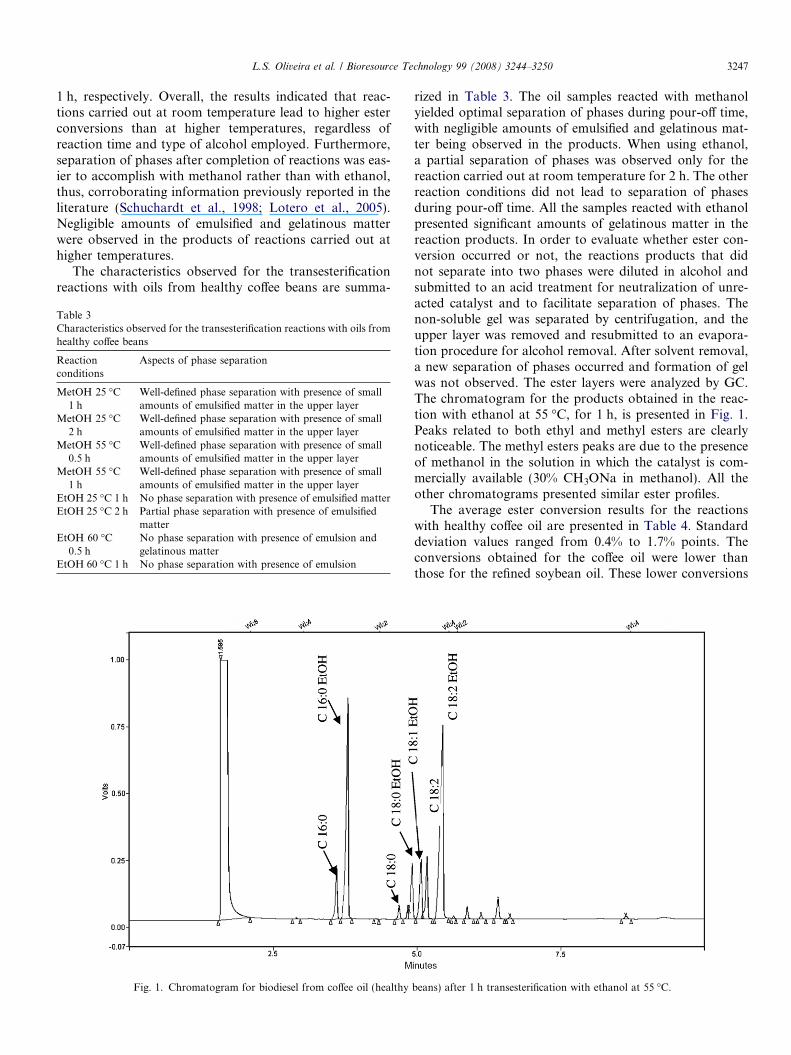
Fig. 1. Chromatogram for biodiesel from coffee oil (healthy
rized in Table 3. The oil samples reacted with methanolyielded optimal separation of phases during pour-off time,with negligible amounts of emulsified and gelatinous mat-ter being observed in the products. When using ethanol,a partial separation of phases was observed only for thereaction carried out at room temperature for 2 h. The otherreaction conditions did not lead to separation of phasesduring pour-off time. All the samples reacted with ethanolpresented significant amounts of gelatinous matter in thereaction products. In order to evaluate whether ester con-version occurred or not, the reactions products that didnot separate into two phases were diluted in alcohol andsubmitted to an acid treatment for neutralization of unre-acted catalyst and to facilitate separation of phases. Thenon-soluble gel was separated by centrifugation, and theupper layer was removed and resubmitted to an evapora-tion procedure for alcohol removal. After solvent removal,a new separation of phases occurred and formation of gelwas not observed. The ester layers were analyzed by GC.The chromatogram for the products obtained in the reac-tion with ethanol at 55 �C, for 1 h, is presented in Fig. 1.Peaks related to both ethyl and methyl esters are clearlynoticeable. The methyl esters peaks are due to the presenceof methanol in the solution in which the catalyst is com-mercially available (30% CH3ONa in methanol). All theother chromatograms presented similar ester profiles.
The average ester conversion results for the reactionswith healthy coffee oil are presented in Table 4. Standarddeviation values ranged from 0.4% to 1.7% points. Theconversions obtained for the coffee oil were lower thanthose for the refined soybean oil. These lower conversions
beans) after 1 h transesterification with ethanol at 55 �C.
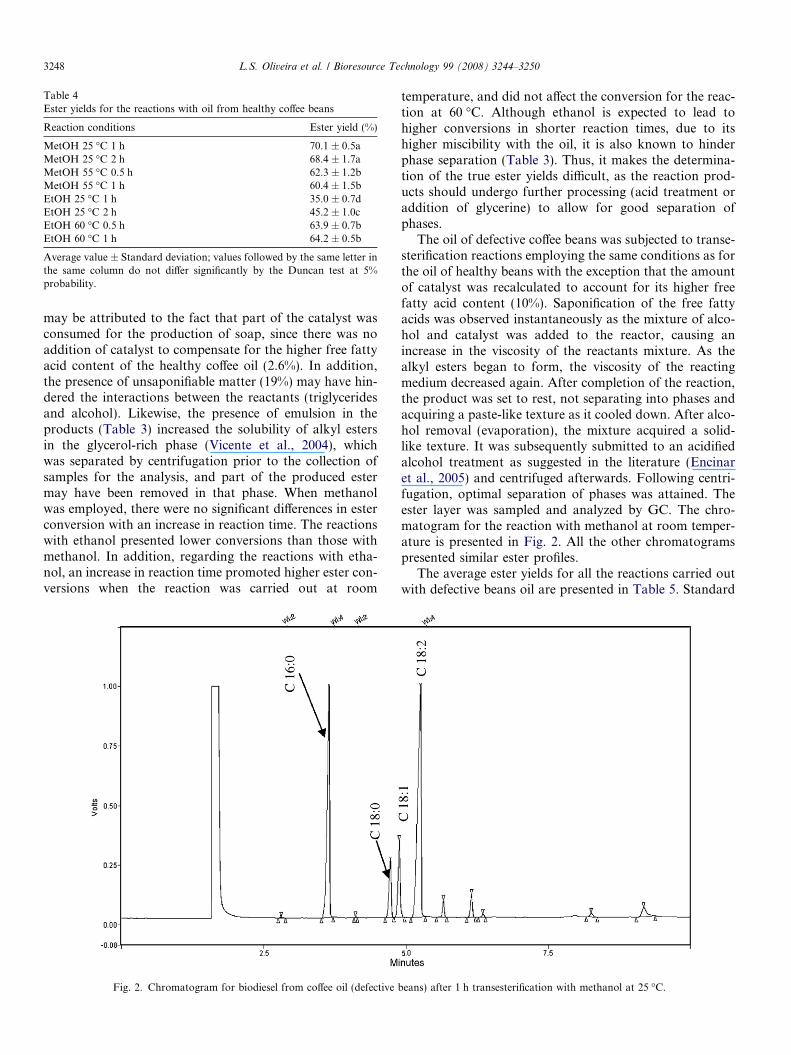
Table 4Ester yields for the reactions with oil from healthy coffee beans
Reaction conditions Ester yield (%)
MetOH 25 �C 1 h 70.1 ± 0.5aMetOH 25 �C 2 h 68.4 ± 1.7aMetOH 55 �C 0.5 h 62.3 ± 1.2bMetOH 55 �C 1 h 60.4 ± 1.5bEtOH 25 �C 1 h 35.0 ± 0.7dEtOH 25 �C 2 h 45.2 ± 1.0cEtOH 60 �C 0.5 h 63.9 ± 0.7bEtOH 60 �C 1 h 64.2 ± 0.5b
Average value ± Standard deviation; values followed by the same letter inthe same column do not differ significantly by the Duncan test at 5%probability.
3248 L.S. Oliveira et al. / Bioresource Technology 99 (2008) 3244–3250
may be attributed to the fact that part of the catalyst wasconsumed for the production of soap, since there was noaddition of catalyst to compensate for the higher free fattyacid content of the healthy coffee oil (2.6%). In addition,the presence of unsaponifiable matter (19%) may have hin-dered the interactions between the reactants (triglyceridesand alcohol). Likewise, the presence of emulsion in theproducts (Table 3) increased the solubility of alkyl estersin the glycerol-rich phase (Vicente et al., 2004), whichwas separated by centrifugation prior to the collection ofsamples for the analysis, and part of the produced estermay have been removed in that phase. When methanolwas employed, there were no significant differences in esterconversion with an increase in reaction time. The reactionswith ethanol presented lower conversions than those withmethanol. In addition, regarding the reactions with etha-nol, an increase in reaction time promoted higher ester con-versions when the reaction was carried out at room
Fig. 2. Chromatogram for biodiesel from coffee oil (defective
temperature, and did not affect the conversion for the reac-tion at 60 �C. Although ethanol is expected to lead tohigher conversions in shorter reaction times, due to itshigher miscibility with the oil, it is also known to hinderphase separation (Table 3). Thus, it makes the determina-tion of the true ester yields difficult, as the reaction prod-ucts should undergo further processing (acid treatment oraddition of glycerine) to allow for good separation ofphases.
The oil of defective coffee beans was subjected to transe-sterification reactions employing the same conditions as forthe oil of healthy beans with the exception that the amountof catalyst was recalculated to account for its higher freefatty acid content (10%). Saponification of the free fattyacids was observed instantaneously as the mixture of alco-hol and catalyst was added to the reactor, causing anincrease in the viscosity of the reactants mixture. As thealkyl esters began to form, the viscosity of the reactingmedium decreased again. After completion of the reaction,the product was set to rest, not separating into phases andacquiring a paste-like texture as it cooled down. After alco-hol removal (evaporation), the mixture acquired a solid-like texture. It was subsequently submitted to an acidifiedalcohol treatment as suggested in the literature (Encinaret al., 2005) and centrifuged afterwards. Following centri-fugation, optimal separation of phases was attained. Theester layer was sampled and analyzed by GC. The chro-matogram for the reaction with methanol at room temper-ature is presented in Fig. 2. All the other chromatogramspresented similar ester profiles.
The average ester yields for all the reactions carried outwith defective beans oil are presented in Table 5. Standard
beans) after 1 h transesterification with methanol at 25 �C.
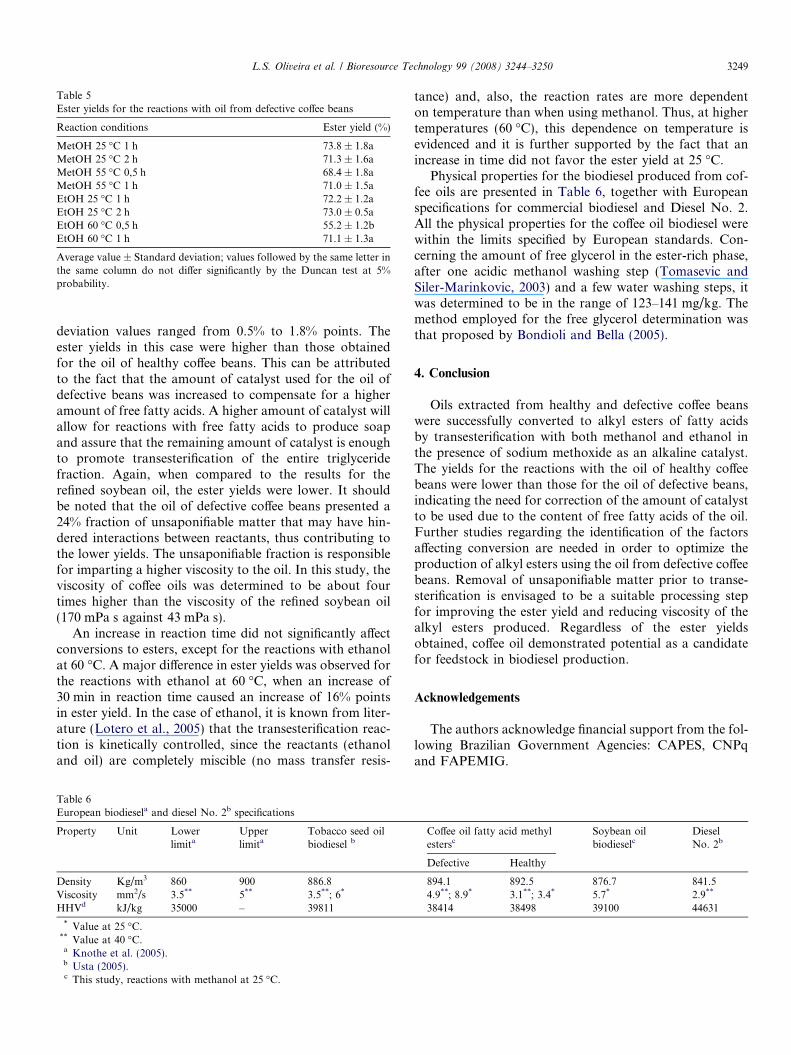
Table 5Ester yields for the reactions with oil from defective coffee beans
Reaction conditions Ester yield (%)
MetOH 25 �C 1 h 73.8 ± 1.8aMetOH 25 �C 2 h 71.3 ± 1.6aMetOH 55 �C 0,5 h 68.4 ± 1.8aMetOH 55 �C 1 h 71.0 ± 1.5aEtOH 25 �C 1 h 72.2 ± 1.2aEtOH 25 �C 2 h 73.0 ± 0.5aEtOH 60 �C 0,5 h 55.2 ± 1.2bEtOH 60 �C 1 h 71.1 ± 1.3a
Average value ± Standard deviation; values followed by the same letter inthe same column do not differ significantly by the Duncan test at 5%probability.
L.S. Oliveira et al. / Bioresource Technology 99 (2008) 3244–3250 3249
deviation values ranged from 0.5% to 1.8% points. Theester yields in this case were higher than those obtainedfor the oil of healthy coffee beans. This can be attributedto the fact that the amount of catalyst used for the oil ofdefective beans was increased to compensate for a higheramount of free fatty acids. A higher amount of catalyst willallow for reactions with free fatty acids to produce soapand assure that the remaining amount of catalyst is enoughto promote transesterification of the entire triglyceridefraction. Again, when compared to the results for therefined soybean oil, the ester yields were lower. It shouldbe noted that the oil of defective coffee beans presented a24% fraction of unsaponifiable matter that may have hin-dered interactions between reactants, thus contributing tothe lower yields. The unsaponifiable fraction is responsiblefor imparting a higher viscosity to the oil. In this study, theviscosity of coffee oils was determined to be about fourtimes higher than the viscosity of the refined soybean oil(170 mPa s against 43 mPa s).
An increase in reaction time did not significantly affectconversions to esters, except for the reactions with ethanolat 60 �C. A major difference in ester yields was observed forthe reactions with ethanol at 60 �C, when an increase of30 min in reaction time caused an increase of 16% pointsin ester yield. In the case of ethanol, it is known from liter-ature (Lotero et al., 2005) that the transesterification reac-tion is kinetically controlled, since the reactants (ethanoland oil) are completely miscible (no mass transfer resis-
Table 6European biodiesela and diesel No. 2b specifications
Property Unit Lowerlimita
Upperlimita
Tobacco seed oilbiodiesel b
Density Kg/m3 860 900 886.8Viscosity mm2/s 3.5** 5** 3.5**; 6*
HHVd kJ/kg 35000 – 39811
* Value at 25 �C.** Value at 40 �C.
a Knothe et al. (2005).b Usta (2005).c This study, reactions with methanol at 25 �C.
tance) and, also, the reaction rates are more dependenton temperature than when using methanol. Thus, at highertemperatures (60 �C), this dependence on temperature isevidenced and it is further supported by the fact that anincrease in time did not favor the ester yield at 25 �C.
Physical properties for the biodiesel produced from cof-fee oils are presented in Table 6, together with Europeanspecifications for commercial biodiesel and Diesel No. 2.All the physical properties for the coffee oil biodiesel werewithin the limits specified by European standards. Con-cerning the amount of free glycerol in the ester-rich phase,after one acidic methanol washing step (Tomasevic andSiler-Marinkovic, 2003) and a few water washing steps, itwas determined to be in the range of 123–141 mg/kg. Themethod employed for the free glycerol determination wasthat proposed by Bondioli and Bella (2005).
4. Conclusion
Oils extracted from healthy and defective coffee beanswere successfully converted to alkyl esters of fatty acidsby transesterification with both methanol and ethanol inthe presence of sodium methoxide as an alkaline catalyst.The yields for the reactions with the oil of healthy coffeebeans were lower than those for the oil of defective beans,indicating the need for correction of the amount of catalystto be used due to the content of free fatty acids of the oil.Further studies regarding the identification of the factorsaffecting conversion are needed in order to optimize theproduction of alkyl esters using the oil from defective coffeebeans. Removal of unsaponifiable matter prior to transe-sterification is envisaged to be a suitable processing stepfor improving the ester yield and reducing viscosity of thealkyl esters produced. Regardless of the ester yieldsobtained, coffee oil demonstrated potential as a candidatefor feedstock in biodiesel production.
Acknowledgements
The authors acknowledge financial support from the fol-lowing Brazilian Government Agencies: CAPES, CNPqand FAPEMIG.
Coffee oil fatty acid methylestersc
Soybean oilbiodieselc
DieselNo. 2b
Defective Healthy
894.1 892.5 876.7 841.54.9**; 8.9* 3.1**; 3.4* 5.7* 2.9**
38414 38498 39100 44631
3250 L.S. Oliveira et al. / Bioresource Technology 99 (2008) 3244–3250
References
Alcantara, R., Amores, J., Canoira, L., Fidalgo, E., Franco, M.J.,Navarro, A., 2000. Catalytic production of biodiesel from soy-beanoil, used frying oil and tallow. Biomass Bioenerg. 18, 515–527.
AOAC – Association of Official Analytical Chemists. 1995. OfficialMethods of Analysis of AOAC International, 16th ed. Gaithersburg,Maryland, USA, AOAC International.
AOCS (American Oil Chemists Society). 1998. Official Methods andRecommended Practices of the AOCS, 5th ed. Champaign, IL, AOCS.
Barnwal, B.K., Sharma, M.P., 2005. Prospects of biodiesel productionfrom vegetable oils in India. Renew. Sustain. Energ. Rev. 9, 363–378.
Bondioli, P., Bella, L.D., 2005. An alternative spectrophotometric methodfor the determination of free glycerol in biodiesel. Eur. J. Lipid Sci.Technol. 107, 153–157.
Encinar, M., Gonzalez, J.F., Rodriguez-Reinares, A., 2005. Biodiesel fromused frying oil. Variables affecting the yields and characteristics of thebiodiesel. Ind. Eng. Chem. Res. 44, 5491–5499.
Graboski, M.S., McCormick, R.L., 1998. Combustion of fat andvegetable oil derived fuels in diesel engines. Prog. Energ. Combust.Sci. 24, 125–164.
Goodrum, J.W., Geller, D.P., 2002. Rapid thermogravimetric measure-ments of boiling points and vapor pressure of saturated medium- andlong-chain triglycerides. Bioresource Technol. 84, 75–80.
Knothe, G., Van Gerpen, J., Krahl, J., 2005. The Biodiesel Handbook.AOCS Press, Champaign, IL.
Lotero, E., Liu, Y., Lopez, D.E., Suwannakarn, K., Bruce, D.A.,Goodwin Jr., J.G., 2005. Synthesis of biodiesel via acid catalysis.Ind. Eng. Chem. Res. 44, 5353–5363.
Oliveira, L.S., Franca, A.S., Mendonca, J.C.F., Barros-Junior, M.C.,2006. Proximate composition and fatty acids profile of green androasted defective coffee beans. Lebensm. Wiss. Technol. 39, 235–239.
MAPA (Ministerio da Agricultura, Pecuaria e Abastecimento) 2006.Coffee Statistics, Report 1727–2006, December 2006, Brazil (inPortuguese).
Pregnolatto, W., Pregnolatto, N.P., 1985. Normas Analıticas do InstitutoAdolfo Lutz, third ed. IAL, Sao Paulo, Brazil (in Portuguese).
Schuchardt, U., Sercheli, R., Vargas, R.M., 1998. Transesterification ofvegetable oils: a review. J. Braz. Chem. Soc. 9, 199–210.
Speer, K., Kolling-Speer, I., 2001. Lipids. In: Clarke, R.J., Vitzthum, O.G.(Eds.), Coffee. Recent Developments. Blackwell Science Ltd., London,pp. 33–49.
Tomasevic, A.V., Siler-Marinkovic, S.S., 2003. Methanolysis of usedfrying oil. Fuel Processing Technology 81, 1–6.
Usta, N., 2005. Use of tobacco seed oil methyl ester in a turbochargedindirect injection diesel engine. Biomass Bioenerg. 28, 77–86.
Vicente, G., Martınez, M., Aracil, J., 2004. Integrated biodiesel produc-tion: a comparison of different homogeneous catalysts systems.Bioresource Technol. 92, 297–305.
Vicente, G., Martınez, M., Aracil, J., Esteban, A., 2005. Kinetics ofsunflower oil methanolysis. Ind. Eng. Chem. Res. 44, 5447–5454.