CII National Award for Excellence in Energy Management 2019
31
22-09-2019 1 CII National Award for Excellence in Energy Management 2019 Presented by Arun V –Deputy Manager-Plant Engineering Cheruvu Sankar –Deputy Manager-Plant Engineering Contents Slides Time Table of Contents 01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction about of factory, its key features and Energy, Water Management Cell & Energy Policy 02 Energy data Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking 03 Encon Projects Zero Investment Encon Projects and Other Encon Projects 04 Innovative Ideas Energy Saving through Mono Coat, Compressor Waste heat recovery and Induction cooking. 05 Renewable & Green Energy Renewable energy usage in Narsapura Plant, Renewable energy projects 06 Water &GHG Emissions 07 Green Supply chain 08 Employee Engagement Introduction & Energy Management 7-11 1 min 1 min 1-6 12 1 min 13-23 5 min 24-28 3 min 29-37 2 min 38-44 2 min 45-50 2 min
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of CII National Award for Excellence in Energy Management 2019

22-09-2019
1
CII National Award for Excellence in Energy Management 2019
Presented by
Arun V –Deputy Manager-Plant Engineering
Cheruvu Sankar –Deputy Manager-Plant Engineering
Contents Slides Time
Table of Contents
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy, Water Management Cell & Energy Policy
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06 Water &GHG Emissions
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 1 min
1 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 2 min
45-50 2 min

22-09-2019
2
HMSI Narsapura –At a Glance
Factory location Product mix
Our factory is the largest Manufacturing Facility of Honda GloballyAnnual production is ~ 25 mill Veh
Press Shop Weld Shop Paint Shop
BOP Parts Machine ShopAl & FE
Assy Engine
Assy Frame VQ LogisticsFra
me
Part
s
En
gin
e
Part
s
Manufacturing process
Honda Global Environment Commitment
Use of renewable energy & resource reduction is one of the core features of our global policy
Baseline Year 200030%
CO2 Reduction
Vision 2020
Vision 2050
Lead efforts to realize a
“Carbon-Free Society”
Vision 2030
Baseline Year 200050%
CO2 Reduction
2 Wheelers2 Wheelers
2 WheelersFuture Challenge
Triple ZERO Approach
CO2Emissions
Energy Risk
Resource & Disposal Risk
TripleZERO
Honda Vision
Solar
Wind Bio-Mass
Serve people worldwide with the “joy of expanding their life’s potential”
-Vision 2030

22-09-2019
3
Energy & Water Management Cell
We have a very strong energy cell working in our company
Energy & water Management cell
•Internal /External Benchmarking• Resource Allocation• Reviewing Energy Performance•Challenges, Risk Mgmt. & Opportunities
• Projects prioritization• Energy Conservation Plan• Communication & Training• project progress Review• Variance review
•Daily Variance Analysis & Correction•ENCON Ideas Generation• Implementation of ENCONs•Implementation of small ENCONs
Roles & responsibilities
Naveen Awal
(V.P , Plant Head)
Energy Policy –Narsapura plant
PDCA & bench marking is an integral part of our energy policy
Key policy highlights
Use of renewable
energy PDCA Approach Use of monitoring
systems
Use of Energy saving
equipment's
VFD
IE3
IE4
Timers

22-09-2019
4
HMSI 3F Awards & accolades
Confederation of India Industries (CII)conducts assessment based on their rating system to drive excellence in resource conservation, base-line improvement, green corporate image
HMSI 3F Focused all the environment management Indices to achieve top most rating (Platinum) and lead efforts in sustainable green manufacturing Factory
❖ First factory in Honda India Group to achieve “Greenco” rating
❖ First Manufacturing facility in Karnataka to achieve Platinum rating
❖ Among the top 10 scoring Greenco companies in India
❖ National best in Waste management and Innovation
CII National Excellent energy efficient award 2018
CII Best Environment practices award 2018
Energy Efficiency
Water
Renewable Energy
Carbon emission
Raw Material Conservation
Green Supply Chain
Product Stewardship
Sir. M .VishveshwarayaManufacturing Excellence
Award 2017
Certification ceremony
Other Awards
Life Cycle Assessment
Waste
management
Innovation
HMSI 3F → Took initiative amongst all HONDA Genpos in India & got Platinum Rating
Platinum rating from CII is a recognition for the numerous sustainable practises in 3F
Contents Slides Time
Table Of Contents
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06 Water &GHG Emissions
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min

22-09-2019
5
Energy Resources being used in HMSI Narsapura
Electricity and propane gas are the major source of energy for our factory
Total Energyusage pattern
Electrical Energy usage pattern Propane Usage pattern
HMSI – 3F
31%
26%
15%
8%
8%
Utility
PA
MA
Pr & We
Others
Utility PA MA Pr & We Others
Govt.Power
DG Power Third party Solar
InhouseSolar
PropaneSolar
DishesWaste Heat Recovery
29.59
26.79 26.0924.86 24.02
2014-15 2015-16 2016-17 2017-18 2018-19
Specific energy consumption-Electricity
8% reduction
Specific power consumption (kwh/veh)
Natural lighting
AC BMS
VFD for major load EMS system
Compressor heat recovery
for Vaporizercohesive painting
technology
Specific Electrical consumption is in reducing trend
HMSI – 3F
High efficiency motors
(worlds first IE4 compressors)
Intelligent air managers
Timers for AHU&
exhaust syst

22-09-2019
6
1.28 1.21 1.20 1.19
1.06
2014-15 2015-16 2016-17 2017-18 2018-19
Specific energy consumption-Propane
12% reduction
Specific propane consumption (Kg/veh)
Compressor heat recovery
for Hot water generation
Specific propane consumption is in reducing trend
HMSI – 3F
Magnetic resonator for
propane lines
Waste heat evaporator
OF MEE OF ETP Boiler burner optimization
Solar Dishes to
generate Hot waterSolar sludge drying
Induction equipments
Specific energy consumption-Internal Bench marking
We are constantly striving to better our consumption & set new bench mark figures year on year
2.62
3.58
2.03
1.06
Manesar Tapukhera Vithlapur Narsapura
Kg
/ve
hK
WH
/ve
h
34.8
46
38
24.02
Manesar Tapukhera Vithalapur Narsapura
Specific Propane consumption
60% Less
30% Less
Specific Power consumption
HMSI – 3F
Mfg process not similar
Mfg process not similar

22-09-2019
7
Specific energy consumption-National Bench marking
We are striving towards being the national bench mark
Specific Power consumption
Kg
/veh
KW
H/v
eh 16
27.724.02
Comp 1 Comp 2 Narsapura
0.76
1.06
comp 1 Narsapura
Specific Propane consumption
➢ No Standard Benchmarks are available for Automobile sector , These are collected from various presentation.
Our target
Understand the best practises in other
factories and strive to be the national bench
mark
HMSI – 3F
Contents Slides Time
Table Of Contents
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06 Water &GHG Emissions
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min

22-09-2019
8
Encon Projects Without Investment
S. No. Parameter Projects implemented
Environmental benefitsTotal Investment
made (Rs. In lakhs)
Monetary Benefits
(in lakhs)Intangible benefits
Savings in Quantity
1 RE Third party power procurement
Renewable energy 44000000
0 1078
Through third party solar power procurement by wheeling, power
requirement is met 24 x 7 irrespective of seasonal variation as
state grid back up is always available.
GHG emission 35772
2 EEPropane saving through heat free treatment
technology
Thermal energy 121500
0 144
Reduced water, energy and equipment efficiency losses in
heating process. Insulation from market fluctuations in prices of
propaneGHG emission 724
3 EEEnergy saving through Cohesive painting
technology
Electrical energy 1973000
0 123 Reduction in VOC emission
GHG emission 1605
Total 0 1345
Without Investment Savings – 1345 Lakhs/Annum
HMSI – 3F
Encon Projects With Investment
With Investment Savings – 943.5 Lakhs/Annum
S. No. Parameter Projects implemented
Environmental benefitsTotal Investment
made (Rs. In lakhs)
Monetary Benefits in
lakhsIntangible benefits
Savings in Quantity
1 REInstallation of solar roof top panels
of capacity 7MW
Renewable energy 88000002870 580
Dependency on external agency for power supply reduced
GHG emission 8330
2 REHot water generation through solar
dishes
Thermal energy 146000
250 134Sope 3 emission reduction on propane
transport. Impact reduction due to market rate fluctuation and fossil fuel dependanceGHG emission 681
3 RE Waste heat Evaporator in ETP
Thermal energy 102000
250 100
Waste water treatment is a Legal Compliance which is a 24 X 7
requirement. Through solar sludge drying, the risk of dependancy on a single fossil fuel for wastewater treatment is reduced
GHG emission 607
4 RE Solar solution for sludge dryingThermal energy 55000
30 55Improvement in safety wrt handling of
propaneGHG emission 317
5 EEInterconnection of compressors
through integration of three compressor houses
Electrical energy 1100000
12.39 72
Compressed air is a production requirement in two wheeler
manufacturing. Through interconnection, the availability has been ensured thereby increasing reliability of the whole system
GHG emission 924
Total 3424.39 943.5
HMSI – 3F

22-09-2019
9
Contents Slides Time
Table Of Contents
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06Water &GHG Emissions
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min
Background & Situation Analysis Need, Purpose & Target
Content of Execution Investment, ROI Calculation
HMSI 3F Replacement of Heaters with Hot water
Investment 10 Mill Rs
Saving 5.15 Mill Rs
ROI 23 months
Continuous cost reduction initiatives taken to reduce utility cost.Electrical based heating→ Hot water based heating
0.431.29
2.15 3.003.86 4.72
5.586.44
7.308.15
9.019.87
10.73
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10M11M12M13M14M15M16M17M18M19M20M21M22M23M24M25
ROI – 23 Months
in M
illion R
s.
❖ Electrical heaters are installed in washing machines.❖ Heaters are used to heat the coolant used to clean the components in washing machines❖Total power consumption ~3,264 Kwh
Need: To reduce the power consumption in the washing machines in MA
Purpose: To reduce the utility cost /veh by taking various CR initiatives
Target: To reduce utility cost/veh by 2.1 Rs/veh
TARGET SETTING
class
Control item UOM Plan
S Process type - Non hazardous
C Minimum investment Mill Rs 10
C Power cost /veh reduction Rs/veh 2.1
D Heater working - To be switched off
❖Hot water can be used to heat coolant instead of electricc heaters❖The power consumption for the heaters can be saved❖The hot water generated from solar dishes and compressor hot water recovery will be used
Heating skid

22-09-2019
10
1
L4 ETP
➢ Present condition we are using steam based ATFD for sludge drying
➢ Steam required for ATFD is 350 Kg/hr
➢ propane required for generating steam: 396 Kg/day
Process
Make up water(20KLD)
ETP(RO
plant)
Effluent water(115KLD)
Recycle water(75KLD)
Reject water(40KLD)
Recycle water & Condensate(20KLD)
Multi Effect evaporator
Steam
ETP location
ETP300KLD
MEE40KLD
WTP
Cooling tower
ATFD
Rejectwater
Dry Sludge
Intelligent Evaporator
Total cost of evaporation in MEE is 5.5 mill Rs
➢ Hot water from solar dishes is fed to evaporate the reject water from MEE
HMSI – 3F Solar Sludge dryer
Solar Solution for Sludge Drying
Hot water PanAmbient Air Fan
Moist Air
ECU Management based on:1. Tank temperature2. Ambient Temperature3. RH4. Wind speed
Injection of hot waterSmart ECU Control
109 Tons of Propane/annum
55 Lakhs/annum 30 Lakhs 7 Months
Key project highlights
317 Tons/Annum
Theme is being horizontally deployed in all HONDA factories
Key project highlights
HMSI – 3F

22-09-2019
11
Total cost of evaporation in MEE is 10.5 mill Rs. ~4.2 Rs/veh.
HMSI – 3F Waste heat evaporator for effluent evaporation
Existing effluent treatment system
1
L4 ETP
➢ Present condition we are using steam for waste water evaporation
➢ The steam using in Evaporation & drying for 40kld water :280 kgs/kl. day = 11.2Tons/day.
➢ propane required for generating steam: 746 Kgs/day @ 51Rs/kg
➢ Cost of Propane/annum @ 51 Rs/kgs: 10.5 Mill Rs.
Process
Make up water(20KLD)
ETP(RO
plant)
Effluent water(115KLD)
Recycle water(75KLD)
Reject water(40KLD)
Recycle water & Condensate(20KLD)
Multi Effect evaporator
Steam
ETP location
ETP300KLD
MEE40KLD
WTP➢ Steam used in evaporation is
generated from propane fired boilers
➢ The water getting evaporated is topped up fresh water from WTP
Cooling tower
Evaporation20KLD
Stage WHE is being proposed for 3F,Energy required is 100,000 Kcal/hr
HMSI – 3F Waste heat evaporator for effluent evaporation
Process
Make up water
ETPRejectwater
Recycle water
Rejectwater(40KL)
Recycle water & Condensate(26KL)
WHE
Solar Dishes
Hot water
The heart of the system
Steam or Air Ducting
Water Piping- Heating Membranes
or Foils- Steam Separation- Energy Recycling
Vaccumapplication
collection of good water
Polymeric film
Polymeric film Modules Different Stages
➢ Multiple polymeric films added will make one module
➢ Each module will act as a stage of evaporation
Waste heat recovery from compressor
Wastewater is Concentrated in the following way:
➢ Heat is transferred from the hot water to the wastewater surface
➢ Wastewater evaporates from the surface
➢ Wastewater vapor diffuses through the membrane
➢ Wastewater vapor condenses on the other side of the membrane

22-09-2019
12
With Implementation of WHE ,steam consumption in our factory is only for paint shop process application
HMSI – 3F Waste heat evaporator for effluent evaporation
Hot water Stage 1 Stage 2
Heat energy
Effluent→
Condenser
Stage 3
➢ The entire process is carried out a vacuum to increase the efficiency of evaporation
To ATFD
Module 1 Module 2 Condenser
204 Tons of Propane/annum
100 Lakhs/annum 250 Lakhs 29 Months
Key project highlights
607 Tons/Annum
Solvent to water based primer techniqueHMSI 3F
To implement Water Based Primer Technique in ABS Line
Plastic Parts
Appln: Manual Appln: Robot + Manual
Primer Base Coat Oven Painted Part
➢ All the plastic parts passes through two stage painting process
➢ In primer stage conductive primer is being applied for making plastic parts

22-09-2019
13
Solvent to water based primer techniqueHMSI 3F
Water based conductive agent will be used after pre treatment
Conductive primer application
Existing process New technology
• Water based conducting agent
used in place of conductive
primer application
Water based chemical
BEF
OR
EA
FTER
ABS painting process
Loading
PTDry Off Oven
Air blow Zone
Primer Zone
B/C Zone
T/C Zone
Baking Oven
Baking Oven
Drain zone
Loading
PTDry Off Oven
Air blow Zone
Primer Zone
B/C Zone
T/C Zone
Baking Oven
Baking Oven
W B Cond. Agent
Solvent to water based primer techniqueHMSI 3F
Theme Installation is under progress across all factory
Horizontal deployment to HMSI in other plants
Key project highlights
24 Million 10 Million
S.N Plant Implementation
1 Manesar Under progress
2 Tapukhera Under progress
3 Vithalpur Under progress
4 Months 91.7 KL/annum
54.1 Tonnes

22-09-2019
14
Contents Slides Time
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06Water &GHG Emissions
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min
Table Of Contents
Dec-18
7MW solar roof top
Jan-19
Solar dishes
Jul-19
Solar effluent evaporators
Oct-17
Third party Solar power
Mar-15
Test track Solar lights
Renewable Energy Usage in Narsapura Plant
2020 target of substituting 70% energy with RE already achievedStrong road map available to achieve the target
HMSI – 3F
Feb-19
PFET for effluent
treatment
Sep-19
Heat less pretreatment
Mar-20
Additional 2.5 MW Solar Power
June-20
2 MW Wind Procurement
June-20
Solar/Wind group captive
June-24
Bio mass heater
22-09-2019
15
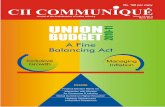
Renewable Energy Usage in Narsapura Plant
This is Zero Investment project
Govt. Network HMSI 3F
➢ Third party solar power purchase to meet Plant Power requirement
➢ The agreement is for a period of 10 years
➢ Plant located ~200 KM away from factory
80%
16%
power Utilization
4%
Private Generator Public
Key project highlights
37,000 ton/annum
440 lakh KWH
1078 LakhRs/year
Zero -NA-
HMSI – 3F
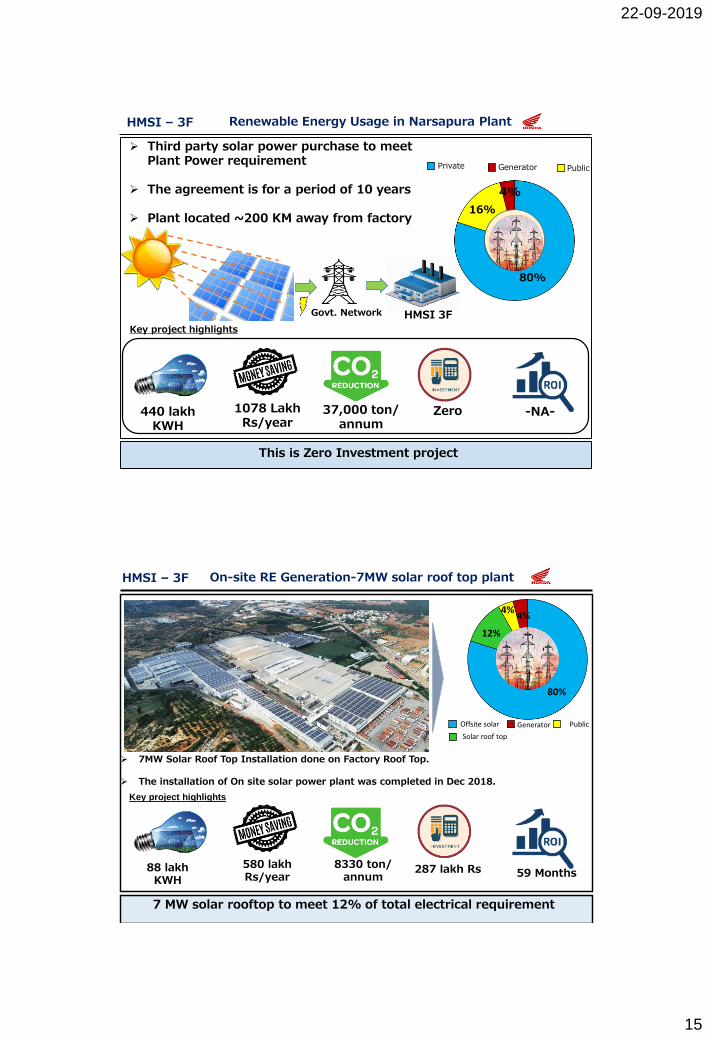
On-site RE Generation-7MW solar roof top plant
7 MW solar rooftop to meet 12% of total electrical requirement
Key project highlights
8330 ton/annum
88 lakh KWH
580 lakhRs/year
287 lakh Rs 59 Months
➢ 7MW Solar Roof Top Installation done on Factory Roof Top.
➢ The installation of On site solar power plant was completed in Dec 2018.
80%
Offsite solar Generator Public
Solar roof top
12%
4%4%
HMSI – 3F

22-09-2019
16
Solar heating system
Hot water
Return waterProcess
application
Hot water tank
Key project highlights
681,000
kg/annum292,000 kg134 Lakh
Rs/year
280 Lakh
Rs/year 25 months
➢ Total 300 numbers of dishes are installed in the factory , which is been distributed in Four Locations .
Thermal energy utilization
Propane cost has been reduced by implementing Solar Dishes in FactoryThe dishes contribute 5% of the total heat demand in our factory
Hot water generation through Solar energyHMSI – 3F
Line 4 Canteen Line 4 Open Area Line 4 Subs Fac B
➢ Installation of Solar Lighting in Test Track Area➢ 20 nos LED light fitting installed for test track
Key project highlights
10.2 ton/annum
7884 KWH 50,000 Rs/year
4 Lakh Rs 80 Months
Solar Panels & LED lights installation 0.05 Savings/Yr
Installation Of Solar Panels In Test Track AreaHMSI – 3F

22-09-2019
17
Contents Slides Time
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06Water ,GHG Emissions & Waste Management
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min
Table Of Contents
➢ Water for us is a very
precious commodity
➢ Each drop counts
Dependence on Ground water(in KL)
100% reduction
➢ Plant requirement is met by storing and re
use of rain water
➢ Roof water and road wash water is collected
and reused .
Rain water Utilization (KLD)
Tank 1 Tank 2
Storage tank locations
Storage volume: 76000 KL
Water Situation In Narsapura Plant-Rain water reuse 29/50HMSI – 3F
With construction of third tank,100% water requirement is met through rain water
210
320
13-14 14-15 15-16 16-17
450
17-18
New line added
18-19
420400
0
250
160
37
13-14 14-15 15-16 16-17
0
17-18
0
18-19
0

22-09-2019
18
Benchmarking and Uniqueness
Benchmark performance in water consumption and rainwater harvesting
310270
440 410
310
620
66
Thailand Indonesia Phillipines vietnam Bangladesh Pakistan HMSI Narsapura
Among Asian Group companies,Lit/veh
120
150
66
Competitor 1 Competitor 2 HMSI Narsapura
Among competitors in India,Lit/veh189
169189
66
HMSI -Manesar HMSI-Tapukera HMSI-Vithlapur HMSI Narsapura
Among HMSI,Lit/veh
Uniqueness
➢ One of the first industries in the country to meet 100% requirement through only rainwater.
➢ Net water positive factory within the fence.
➢ 90% of the process water requirement is met through recycled water.
➢ 90% Rainwater is utilized for domestic application only.
➢ Design and implementation through in-house expertise and PDCA.
HMSI-Narsapura is the lowest
water consuming factory in India
and Asia region
Benchmarking
HMSI – 3F
25.83
13.55
9.37
4.14
2016-17 2017-18 2018-19 2019-20
Honda’s Global commitment
* Compared to 2000 emission levels
Specific CO2 emission
HMSI Environment policy is closely linked to our Global Policy
GHG emission-Policy & vision
34.7
25.75
9.37
Asia & oceania HMSI Narsapura
Internal bench marking
Kg
/veh
HMSI – 3F

22-09-2019
19
CO2 emissions-Benchmarking
Benchmark performance in energy and CO2 emissions
Mono Coat painting technology VFD for major load
Compressor heat recovery
Solar dishes
AC BMS
Magnetic resonator
33.7
40.4
9.37
34.8
HMSI-Manesar HMSI-Tapukera HMSI-Narsapura HMSI-Vithalpur
72% Less
One of the lowest specific CO2 emissions
in India
23.8 22.9 22.020.4
23.7 23.3
0 0
24.225.8
13.5
9.4
2015-16 2016-17 2017-18 2018-19
Competitor-1 Competitor-2 HMSI-3F
Arihant Honda-PuneANSH Honda-UP
Replication Potential
Stakeholder Category Numbers
Suppliers 3
HMSI Genpos 4
Dealers 22
HMSI has provided training to 25
supplier companies on solar rooftop
and solar dishes and many of them
have implemented the same at
their facility
HMSI – 3F
Waste Management
Various initiatives were been taken to reduce the Scrap generation –23% reduction Till date
TYPES OF NON HAZARDOUS WASTE
Metal scrapCorrugated Material*Aluminium Casting
*Sheet metal scrap
*Misc. Iron
*Al & Fe Borings
*Packing Cartons
*Mill core
5.31 5.274.77
4.1
5.33 5.28
4.854.2
2015-16 2016-17 2017-18 2018-19
Actual Plan
SCRAP GENERATION KG/VEH
23% REDUCTION
INTIATIVES TAKEN TO REDUCE NON HAZARDOUS WASTE GENERATION
Chips to Briquette
Reuse of Carton Box for PackingReduced Rejection Rate
Packing material Reduction
Blank size reduction
Increase in Tool Lifespan
HMSI – 3F

22-09-2019
20
Waste Management
TYPES OF HAZARDOUS WASTE
ETP sludge, Grinding Sludge, CTP
Sludge, Incinerable waste, Paint
sludge.
Waste coolant, Used Oil, Spent
Thinner, Discarded Containers.
HAZARDOUS SLUDGE GENERATION KG/VEH
25% REDUCTION
INTIATIVES TAKEN TO REDUCE NON HAZARDOUS WASTE GENERATION
INSTALLATION OF SOLVENT RECOVERY SYSTEM
HAZARDOUS SLUDGE STORAGE/ DRYING YARD
UPGRADATION OF ETP – ETP SLUDGE REDUCTION
HMSI – 3F
Various initiatives were been taken to reduce Hazardous Sludge generation – 25% reduction Till date
Utilization of Waste Material As fuel
This program has been well received by all our dealers
https://ilsr.org/wp-content/uploads/2015/05/toxicash.jpg
CO-PROCESSING OF PAINT SLUDGE IN CEMENT INDUSTRY
PAINT SLUDGE
Incineration
Landfill
Co-process
OPTIONS OF DISPOSAL
CEMENT INDUSTRY
Coal Replacement in
Cement Industry
No residual waste
from Co-processingZERO Investment
Key project highlights
330 Ton of Co2/annum
➢ 662 tons of paint sludge has been sent to cement industry for co processing
Paint Sludge which is been Generated is sent to Cement Industry
HMSI – 3F

22-09-2019
21
Contents Slides Time
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06Water ,GHG Emissions & Waste Management
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min
Table Of Contents
Green Supply Chain Management
Supplier CO2 reduction has been in the forefront of all our effortsProjects & Kaizens are shared with suppliers for HD
Honda Awards for Environmental Initiatives
Year 2013-14 2014-152015-
162016-17 2017-18 2018-19
Winner
AdvikHitech
Denso India
Lucas TVS
EnkeiWheels
Shriram Piston &
Rings
Star Engineers
Pune
2017-18 2018-19
CO2 reduction through Kaizens
Objective:
Reduce the Global Warming through energy saving initiatives.
Reduction Target @ 1% Per YearStarted from 92ki
Reduction Result :
Year 91ki 92ki 93ki 94ki 95ki
No. of Splrs 46 49 54 52 55
Reduction 2% 4% 4% 6% In 96ki
❑ Splrs kaizens receiving status
3845
60
2535 37
25
10
3020
4335
Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar
Past Winners
95ki Improvement:▪ Horizontal Deployment b/w Splrs & HMSI Mfg & improve Kaizen quality
▪ Verification / Effectiveness check of new Implemented Splrs Kaizens
❑ Examples of CO2 Reduction Kaizens ❑ Energy Efficient Compressor
CO2 Reduction35 Ton / Year
CO2 Reduction10 Ton / Year
❑ Installation of VFD
CO2 Reduction12 Ton / Year
❑ Water level Controller

22-09-2019
22
EMS certification of Suppliers
1. NPR Auto parts
2. TVS
3. Velkalyan Products
4. T S Tech (Mandal)
5. Tata Autocomp
6. Sentec India
7. Royal Auto tech
❑ EMS Certification Status
6273
90
114130
139153
168175
182189
FY 08 FY 09 FY 10 FY 11 FY 12 FY 13 FY 14 FY15 FY16 FY17 FY18
❑ EMS Certification History & 2018~19 target Suppliers
96ki tgt. : Splrs 13
Infrastructure : Good
Financial situation: Strong
HMSI SOB : High
97ki tgt. : Splrs 13
Infrastructure : Good
Financial situation : Weak
HMSI SOB : High
96ki tgt. : Splrs 13
Infrastructure : Not Good
Financial situation : Weak
HMSI SOB : Medium
96ki tgt. : Splrs 12
Infrastructure : Not Good
Financial situation : Weak
HMSI SOB : Low
Total Supplier
240
Non Certified
51
Remaining Splrs. Certi. Target
Certified 189
❑ Methodology ❑ 95ki Schedule
Target : Minimum 7 splrs certification every year
241711 07151491604 07 07
Activity95ki
Jun Jul Aug Sep Oct Nov Dec Jan Feb
Splrs Certi. plan
Support to Splrs
Implement verification
Follow up for cert.
Receive certificates
Report to Top Mgmt.
95ki Cert. Splrs
Target Suppliers Selection
Receive Certification Plan
Monitor Plan Vs Actual
Certificate Receiving & Status update
Provide “Green Supplier Manual” to splrs
Monitoring & Verify of GSM adherence
If Supplier ready to
Implement
Communication & Awareness for ISO 14001
No
Yes
79% Suppliers Certification completed
Plan : 7
Actual : 7
Major Benefits
▪ Resource loss reduction and energy conservation▪ Reduction in environmental liability & Hazardous chemical contamination in parts▪ Minimization of harmful impact on associates, society & environment
HMSI – 3F
Green Supply Chain Management-Plant Level activity
Narsapura factory encourages suppliers to adopt green initiatives
They are encouraged to do more initiatives through the annual supplier Best practices award
Supplier Environment Best Practices award
Questionnaires shared to suppliers
Filled questionnaires submitted by
suppliers
Evaluation of questionnaires by
HMSI
Shortlisted suppliers were asked to give
presentation
Environment best practices award to
suppliers
Green ProjectMusashi Auto Parts, Doddaballapur
Green ProjectSansera Engineering, Bangalore
Sustainable ProjectTriton valves Ltd, Mysore
Most Sustainable ProjectKiehin Fie Pvt Ltd, Doddaballapur
Evaluation Criteria
Chief Guest: Mr MB Kulkarni
16
Participating
companies
29
Themes received
Jury: Division head & CII
representative
❖ 7 companies who were shortlisted ,gave presentation in
front of our jury (including member from CII)
❖ 4 Companies shortlisted for award

22-09-2019
23
Site visit, explaining initiatives of HMSI towards zero CO2 emission and self sustenance on water consumption
Sharing of Best Practices to Other Companies
IMTMA Members visit to Narsapura Factory
HMSI – 3F
❖ Explanation about our Greenco
Journey
❖ Site visit highlighting various EE
,RE projects
❖ Visit to our water harvesting and
recycling facilities
❖ 5 companies have initiated the
Greenco journey
52
Total delegates
Green Dealer Certification
Strengthen Green Dealer Implementation at Dealerships
Methodology Green Dealer Certification Trend
Awareness TrainingDealer
RegistrationImplementation
Promotion at
DealershipCertification L1 & L2
Evaluation
Action Taken
Major Focus Dlrs:
➢95 Ki Certified Green Dealers
➢Dlrs scoring between 70%~80% in 95 Ki L2
Eval
➢Newly inaugurated Dlrs
2050
75109
173
228
300
335
368
88 Ki 89 Ki 90 Ki 91 Ki 92 Ki 93 Ki 94 Ki 95 Ki 96 KiPlan
Target
up by
10%
Green
Dlrs
57 57
95 Ki Plan 95 Ki Actual
Green Dealer Training Status
330 335
0
50
100
150
200
250
300
350
400
Plan Actual
Certification Plan-95Ki
HMSI – 3F

22-09-2019
24
Major Events conducted at dealer end
World Environment Day
Promotion-Media Coverage
Activity ContributionDlrs participated 970
Awareness Message
through Invoices305855
Plantation & saplings 18627
Quiz & Rally 52
Green Consumer Day
Activity Contribution
No of Leaflet distributed 9655
Awareness Sticker pasted on Vehicles
5450
Awareness Sticker pasted on Invoices
6566
Dlr Participated 371 Dlrs
National Pollution Control Day-2nd Dec’18
HM
SI
Campaign Creative
• Banner
• Standee
• Pamphlet
• Badge
• T-Shirt
• Sticker
Activity Guidelines
National Pollution
Control Day
<2nd Dec’18
Activity Felicitation
National Pollution
Control Day
<2nd Dec’18
World Forestry Day-21st Mar
Campaigns focused to increase the awareness among our customers about environment
Activity Contribution
No of Leaflet distributed 3212
SMS to customers 25120
Awareness Sticker pasted on Invoices
6540
Dlr Participated 398 Dlrs
Green Supply Chain Management
We have taken the target for elimination of packaging materials in the dispatch operation
Hybrid Mode Transportation System for Delivering the products
Truck Mode Delivery
Befo
re
Elimination of Packaging materials for all products
After Before
Long Trailer Trucks
Train Mode
Aft
er
HMSI – 3F

22-09-2019
25
Green Supply Chain Management
Nearly 32% of Packing Materials were reduced in last Three Years
After Before Just in Time Part supply system for all suppliers
Trucks and TrolleyWere covered wholearea
Easy movement of Trucks and Trolleys
Truck Arrival Pallet Movement Unpacking Keeping In trolley
Truck Arrival Trolley Movement Trolley Storage
Befo
re
Aft
er
Before After Reduction of 75% Packing Materials
Elimination of Carton Boxes
Multiple wrap of stretch films
Cage pallets for storage
HMSI – 3F
Contents Slides Time
01 Honda Motor’s 2030 vision & how HMSI targets are aligned to it, Introduction aboutof factory, its key features and Energy & Water Management Cell
Total
02Energy data
Energy Resources, Specific Fuel Consumption, Internal and National Benchmarking
03Encon ProjectsZero Investment Encon Projects and Other Encon Projects
04 Innovative IdeasEnergy Saving through Mono Coat, Compressor Waste heat recovery and Inductioncooking.
05 Renewable & Green EnergyRenewable energy usage in Narsapura Plant, Renewable energy projects
06 Water ,GHG Emissions & Waste Management
07Green Supply chain
08Employee Engagement
Introduction & Energy Management
7-11 3 min
2 min1-6
12 1 min
13-23 5 min
24-28 3 min
29-37 2 min
38-44 5 min
45-50 3 min
Table Of Contents

22-09-2019
26
Review Mechanism
Comprehensive review mechanism in place for energy consumption
Plant head
Finance Energy Manager
Lead/Advisor cell
Energy coordinator
Core cell member
Facility member
Monthly consumption report
Monthly variance analysis
Daily variance analysis
Daily shop consumption
Board review
Monthly MRMDaily morning
reviewMonthly MIS
Daily variance
analysisDaily shop
mailers
HMSI – 3F
Purpose of Kaizen Activity Evaluation Method:
Awards Recognition
1st prize winners will participate in
World Kaizen Convention
Kaizen participation Kaizen system
started in Narsapura factory in 2016
Associate involvement-Kaizen
Kaizen is a part of our daily work routine
HMSI – 3F
4142
9360
16319
2016-17 2017-18 2018-19

22-09-2019
27
HMSI 3F ENVIRONMENT WEEK CELEBRATION
Environment week celebrated to create awareness and spread the message about the need to protect environment
PURPOSE OF ENVIRONMENT WEEK CELEBRATION
1. To create awareness among associatesand suppliers about Environment.
2. To create awareness about protectingEnvironment for future generation.
30-May 31-May 01-Jun 03-Jun 04-Jun 05-Jun
Thu Fri Sat Mon Tue Wed
1Slogan Competition - Kannada &
English
2Poster Competition - Family & HMSI
Members
3 Banner display at all gates
4Banner display inside shopfloor & in
canteen
5Commitment to environment by signing
on banner
6 Quiz competition
7 Scrap modelling
8Plantation by top management - In
House plants
9Training by an external agency on
environment
10 Environment Pledge
11 Awareness in near by schools
ENVIRONMENT WEEK CELEBRATION - 2019
Sl. No Activities
GLIMPSES OF ENVIRONMENT WEEK CELEBRATION
19
36
KANNADA SLOGAN
ENGLISH SLOGAN
05FAMILY
14ASSOCIATE
36TEAMS
PARTICIPATED
11TEAMS
PARTICIPATED44
Representatives from supplier companies attended
training by CII on Environment
HMSI 3F ENERGY WEEK CELEBRATION – 18TH – 22ND FEB
PURPOSE OF ENERGY WEEK CELEBRATION
1. To create awareness among associatesand suppliers about energy conservation.
2. To create awareness about switching torenewable energy from non renewableenergy.
GLIMPSES OF ENERGY WEEK CELEBRATION
Supplier companies attended training on energy conservation and renewable
energy15
Sl. No 18-Feb 19-Feb 20-Feb 21-Feb 22-Feb
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Session by BOSCH on solar power generation
Session on solar dishes
Awareness to near by schools
Presentation by an external party (CII)
Energy audit by Energy Manager / CII
ENERGY WEEK ACTIVITY SCHEDULE
Energy model
Essay writing (Max 1000 words) - English
Essay writing (Max 1000 words) - Kannada
Quiz Competition
Slogan Competition - English
Commitment to Energy Conservation by signing on
banner
Activity
Poster Competition - Associate
Poster Competition - Family
Slogan Competition - Kannada
Banner display on all gates and factory entrance
25KANNADA SLOGAN
ENGLISH SLOGAN
FAMILY POSTERS
ASSOCIATE POSTERS
11TEAMS
PARTICIPATED
50
25
21
Energy week celebrated in line with National energy week
HMSI – 3F

22-09-2019
28
HMSI 3F /112WATER WEEK CELEBRATION – 19TH – 24TH MAR
PURPOSE OF WATER WEEK CELEBRATION
1. To create awareness among associatesand suppliers about water conservation.
2. To create awareness about conservingwater for future generation through waterharvesting methods.
GLIMPSES OF WATER WEEK CELEBRATION
Supplier companies attended training on water
conservation25
Sl. No Activity 18-Mar 19-Mar 20-Mar 21-Mar 22-Mar 23-Mar
1Banner display on all gates and factory
entrance
2 Poster Competition - Associate
3 Poster Competition - Family
4 Slogan Competition - Kannada
5 Slogan Competition - English
6Commitment to Water Conservation by
signing on banner
7 Quiz Competition
8 Training by KSPCB Official
9Training on Water Conservation by Water
Gandhi
WATER WEEK ACTIVITY SCHEDULE - MARCH 2019
30KANNADA SLOGAN
ENGLISH SLOGAN
FAMILY POSTERS
ASSOCIATE POSTERS
35TEAMS
PARTICIPATED
160
04
33
ALL THE ACTIVITIES PLANNED IN WATER WEEK COMPLETED
HMSI – 3F
HMSI 3F
2.9
Implementation of Cobots for Washing applications
Initial Concept Current Concept Proposed concept
96 Ki plan Installation of Cobot Benefits after Implementation
Cobots are planned for manpower saving as well as reducing the operating cost
Transfer machine concept applied in line 1 & 2, Less manpower used, One line – One Model, No flexibility
To meet market demand, flexibilityintroduced, manual transfer of parts, hence manpower increased
Lean robots, light weight, can work along with humans, easy to program & multi model flexible
Washing M/cWashing M/c
Before After
Cobot introduction in washing applicationsCobot installed in washing application
Background
To reduce manpower cost by implementing cobots for washing applications
Cobot Weight 29 kg, Payload – 12 kg, Speed 1 m/s, 6 Axis, Less space - 1.5 Sqm
Items Pay load No. of Robot
Cyl Head 5 Kg 9
Crank Case 10 Kg 8
Total 17 Stns
Manpower:(Nos )
In-house Part Cost:(Rs/Veh )
41

22-09-2019
29
HMSI 3F Static UPS for Assembly areas and compressor
Total installed capacity of UPS is ~9 MW ,first one installed in 2014Installation of UPS enabled us to put all the critical load on grid power
Static UPS Exploded view
Battery modules connected in parallel - Delivers higher availability
through redundant batteries.
•Configurable for N+1 internal redundancy - Provides high availability
through redundancy by allowing configuration with one more Power
Module than is necessary to support the connected load.
•Fully-rated power kVA equals kW - Reduces cost by eliminating the
need for an oversized UPS for Power Factor Corrected (PFC) loads.
•Modular design - Provides fast serviceability and reduced maintenance
requirements via self-diagnosing, field-replaceable modules.
•Power Modules connected in parallel - Enhances availability by
allowing immediate, seamless recovery from isolated module failures.
•Scalable power capacity - Reduces UPS over-sizing costs today by
allowing quick power upgrades, within the same footprint, later.
BenefitsAreas covered
Machine ShopAl & FE
Assy Engine
Assy Frame VQ
Compressors
HMSI 3F Online Machine healthiness Monitoring
The monitoring system has been installed in all the 162 nos machines in machine shopSystem predicts failures of motors and other critical component before hand for preventive action
CountermeasureInterconnecting all M/Cs with Central monitoring system through suitable technology (MT-Link)
Failure Part DetectionPreventive Features
Leakage Detection in Motors
Cooling Fan Failure Warning Trouble Diagnosis
Failure Prevention & Failure Part Detection through MT Link to Reduce Critical Part Failure & Reduce Down time
MT Link System in Machine Shop:
162 CNC M/C
are Connected
3FMT Link
Abnormality
Review
Tool
Change
Control
Tool change
History
Machine: Key Way Milling–KWP–L1
Tool-1: Key way cutter
Tool-2: Chamfer toolKey Cutter life
monitor
Chamfer Cutter life
Monitor
Set value
Daily Tool change
Plan
RFI%
1.7 1.4
94Ki 95Ki
4742
94Ki 95Ki
MTTR
(Mins)
Tool Change Control through MT.Link
Overall Maint. Cost Saving by
Failure part detection &
Pro.active Correction :
2Rs/Veh
Factory94Ki 95Ki 96Ki 97Ki
2H 1H 2H 1H 2H 1H 2H
1F
2F
3F
4F
Model line + Digitalisation
Tool Change Monitor
HD in all lineTool Change Monitor
in Crank lineM-line + Digitalisation
Implementation Schedule

22-09-2019
30
HMSI 3FReplacement of Conventional Washing Machine to Robotic Washing Machine
Robotic Washing Machine are successfully implemented in HMSI 3F
Machine Photo Fixture LayoutLayout Image
L/UL Zone Washing Zone Air-Blow Zone 1 & 2
Machine Photo Layout Image
L/UL Zone Washing Zone Air-Blow Zone
Conventional Washing Machine
MC Overview
Working Principle Fixed pocket nozzles with Pneumatic CylindersNot cleaning
complicated profiles Cleaning
ArrangementMechanical Flange fitted fix pocket Nozzles
Filter Type Paper Band Filter (20µ) Chips filtration NG
System Pressure Low (6 ~ 13 Kg/cm2) Cleaning ineffective
Air Consumption 108 Nozzles
Power Consumption 69 KVA
<< Technical Details >>
Working Principle Nozzles with PROGRAMMABLE logic ControlComplicated profiles
can able to clean Cleaning
ArrangementROBOTIC hand fitted Nozzles
Filter Type Cyclone Filter (10µ) Chips filtration improved
System Pressure High (51 Kg/cm2)Cleaning effective
Air Consumption 38 Nozzles Less air consumption
Power Consumption 60 KVA Less power
consumption
<< Technical Details >>
3 Station Washing MC
MC Overview
Robotic ARM & Nozzles
ROBOTIC Washing Machine
L/ULZone
Air Blow Zone 2
Washing Zone
Air Blow Zone 1
L/UL Zone
Washing Zone
Air Blow Zone
4 Station Washing MC
HMSI 3F
3F has been awarded by CII for its sustainable environment practicesCII hosts the annual award ceremony to recognize the best Environment practises that companies follow
The award ceremony was held in the 8th Greenco summit held in New Delhi
Greenco Star Performer AwardMost Innovative Environment Best Practices award & Most Useful Presentation
2018-2019 2019-2020 2020-2022
Sustainability Journey-3F
3F will continue its journey toward implementing more Environmentally sustainable projects which is having very good financial viability also
❖ First factory in Honda India Group to achieve “Greenco” rating
❖ First Manufacturing facility in Karnatakato achieve Platinum rating
❖ National best in Waste management and Innovation
Greenco Star Performer award
Most Innovative Environment Best practises Award
Most Useful presentation(selected by Audience)
❖ Greenco Star performer award is given to Greenco rated companies
Project details97KI 98Ki
Q 1-2 Q3-4 Q 1-2 Q3-4
Zero land fill facility
Additional 2MW roof top PV
Additional Solar dishes installation
ASU hot water conversion project
310 410 440 620 66
AHJ ATAI HPI Atlas 3F
95ki Water consumption (L/veh)
310 410 440 620 66
AHJ ATAI HPI Atlas 3F
95ki Co2 emission(L/veh)
>850/1000 score
HMSI – 3F

22-09-2019
31
Way forward-Net Zero Energy and Carbon Negative
Energy & Resource Efficiency
Zero-emissions
Reducing Waste
Reducing toxic chemicals
Preventing Air & Water Pollution
Reducing Greenhouse Gas
Using New Energies
Management Systems
Activities to contribute to societyJoint-Community Activities
-Nov’19• Zero Waste to Landfill
-Nov’20• Paint sludge to primer
-Sept’19• Heat less pre-treatment
-Aug’20
-July’20• Carbon to Ink project
-Mar’20-Mar 21
• Vapour Absorption machine• Solar power-2MW
-Mar’20-Dec’23
• Propane to LNG• Biomass boiler
-Dec’20• ISO 50001:2011 certification
-Sep’22• External solar/wind park
-Mar’20• Common STP for neighbouring villages
• Pigmented plastic parts
Strong vision available for the future in terms of sustainability
Let’s make a better tomorrow for our Future Generation………
It is in our hand to protect our beautiful earth
THANK YOU