
Characterization of physical, mechanical, thermal and morphological properties of agro-waste betel...
7
Characterization of physical, mechanical, thermal and morphological properties of agro-waste betel nut (Areca catechu) husk fibre L. Yusriah a , S.M. Sapuan a, * , E.S. Zainudin b , M. Mariatti c a Department of Mechanical and Manufacturing Engineering, Universiti Putra Malaysia, 43400 Serdang, Selangor, Malaysia b School of Engineering and Design, Brunel University, Uxbridge, Middlesex UB8 3PH, United Kingdom c School of Materials and Mineral Resources Engineering, Universiti Sains Malaysia Engineering Campus, 14300 Nibong Tebal, Penang, Malaysia article info Article history: Received 26 October 2013 Received in revised form 28 January 2014 Accepted 7 February 2014 Available online 12 March 2014 Keywords: Betel nut husk fibre Natural fibre Agro-waste Thermal degradation Mechanical properties Polymer composites abstract This paper investigates the physical, thermal, mechanical and morphological properties of betel nut husk fibre, in order to assess their suitability as lignocellulosic reinforcement for polymer composites. Betel nut husk (BNH) fibres of three different stages of maturity were evaluated to study the effect of fibre maturity on the thermal, physical and mechanical properties of BNH fibre. The thermal stability of BNH fibre was studied using the thermogravimetric analysis (TGA) technique. It was found that the thermal stability of the BNH fibre is influenced by the maturity of the BNH fibre due to the different amounts of cellulose, hemicellulose, lignin, and moisture in the BNH fibre at each stage of maturity (raw, ripe, matured). The BNH fibres showed decrease in fibre length and fibre diameter, and increase in density with the increase in fibre maturity. SEM micrographs of BNH fibre surface revealed the existence of rough and perforated surface of BNH fibre. Whereas, the cross-sectional of the BNH fibre showed that the raw BNH fibres were observed with bigger lumen, whilst ripe BNH fibre exhibits a slightly smaller and elongated lumen. In contrast, matured BNH fibre showed more compact structures instead of hollow-like lumen structures. In terms of mechanical properties, the BNH fibre tensile properties were found to be comparable to coir and kenaf fibre, which have been widely used as reinforcement in polymer composites. Ó 2014 Elsevier Ltd. All rights reserved. 1. Introduction The need of finding natural fibre with excellent physical, me- chanical and processing properties, to be utilized as reinforcement in polymer composites has been increasing to fulfil the demand in the natural fibre reinforced composites industry. Natural fibres used as reinforcement in polymer composites are normally made from bast fibre such as jute and kenaf, leaf or structural fibre, and surface fibre (from stems, fruits, seeds). Betel nut is the fruit of the Areca palm tree (Areca catechu), a species of palm that is classified as a high-potential perennial crop (Srinivasa and Bharath, 2011). The betel nut tree is cultivated at a large scale to provide sufficient raw materials for many sectors, such as the paint industry and chocolate manufacturing (Srinivasa and Bharath, 2011). Betel nut fruits are divided into 3 types of maturity level, i.e. raw, ripe and matured fruits. The difference in the physical appearance between all these 3 types of betel nut fruits is shown in Fig. 1 . The raw betel nut fruit is green-coloured with soft husk and nut. The ripe betel nut fruit is often in yellow to golden colour, and the husk part is quite spongy and contains more juicy liquid than those of raw and matured betel nut fruits. Matured betel nut fruit is ob- tained when the ripe betel nut fruit reached full maturity and de- tached from the fruit bunch. Matured betel nut fruit commonly exhibits brownish shades with coarse fibre. BNH fibre is extracted from the fibrous part encapsulating the betel nut fruits. The fibrous portion of the fruit consists of two types of fibre, i.e., fine and coarse fibres. The coarse fibres are irregularly lignified BNH fibres composed of cellulose, hemicellulose, lignin, pectin and proto- pectin at varying compositions. These coarse fibres are with good specific mechanical strength and excellent in toughness properties (Choudhury et al., 2009). To date, BNH fibres, which are a by-product of betel nut fruit processing, are mainly used as domestic fuel after drying (Swamy et al., 2004). BNH fibre is also finding use in the fabrication of hardboards, non-woven fabrics, cushions, and pressed boards. After the harvesting season, unmanaged BNH that is left to decay * Corresponding author. Tel.: þ60 3 89466318. E-mail addresses: [email protected], [email protected] (S.M. Sapuan). Contents lists available at ScienceDirect Journal of Cleaner Production journal homepage: www.elsevier.com/locate/jclepro http://dx.doi.org/10.1016/j.jclepro.2014.02.025 0959-6526/Ó 2014 Elsevier Ltd. All rights reserved. Journal of Cleaner Production 72 (2014) 174e180
-
Upload
drlatiffah -
Category
Documents
-
view
0 -
download
0
Transcript of Characterization of physical, mechanical, thermal and morphological properties of agro-waste betel...

lable at ScienceDirect
Journal of Cleaner Production 72 (2014) 174e180
Contents lists avai
Journal of Cleaner Production
journal homepage: www.elsevier .com/locate/ jc lepro
Characterization of physical, mechanical, thermal and morphologicalproperties of agro-waste betel nut (Areca catechu) husk fibre
L. Yusriah a, S.M. Sapuan a,*, E.S. Zainudin b, M. Mariatti c
aDepartment of Mechanical and Manufacturing Engineering, Universiti Putra Malaysia, 43400 Serdang, Selangor, Malaysiab School of Engineering and Design, Brunel University, Uxbridge, Middlesex UB8 3PH, United Kingdomc School of Materials and Mineral Resources Engineering, Universiti Sains Malaysia Engineering Campus, 14300 Nibong Tebal, Penang, Malaysia
a r t i c l e i n f o
Article history:Received 26 October 2013Received in revised form28 January 2014Accepted 7 February 2014Available online 12 March 2014
Keywords:Betel nut husk fibreNatural fibreAgro-wasteThermal degradationMechanical propertiesPolymer composites
* Corresponding author. Tel.: þ60 3 89466318.E-mail addresses: [email protected], drsapua@
http://dx.doi.org/10.1016/j.jclepro.2014.02.0250959-6526/� 2014 Elsevier Ltd. All rights reserved.
a b s t r a c t
This paper investigates the physical, thermal, mechanical and morphological properties of betel nut huskfibre, in order to assess their suitability as lignocellulosic reinforcement for polymer composites. Betelnut husk (BNH) fibres of three different stages of maturity were evaluated to study the effect of fibrematurity on the thermal, physical and mechanical properties of BNH fibre. The thermal stability of BNHfibre was studied using the thermogravimetric analysis (TGA) technique. It was found that the thermalstability of the BNH fibre is influenced by the maturity of the BNH fibre due to the different amounts ofcellulose, hemicellulose, lignin, and moisture in the BNH fibre at each stage of maturity (raw, ripe,matured). The BNH fibres showed decrease in fibre length and fibre diameter, and increase in densitywith the increase in fibre maturity. SEM micrographs of BNH fibre surface revealed the existence of roughand perforated surface of BNH fibre. Whereas, the cross-sectional of the BNH fibre showed that the rawBNH fibres were observed with bigger lumen, whilst ripe BNH fibre exhibits a slightly smaller andelongated lumen. In contrast, matured BNH fibre showed more compact structures instead of hollow-likelumen structures. In terms of mechanical properties, the BNH fibre tensile properties were found to becomparable to coir and kenaf fibre, which have been widely used as reinforcement in polymercomposites.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
The need of finding natural fibre with excellent physical, me-chanical and processing properties, to be utilized as reinforcementin polymer composites has been increasing to fulfil the demand inthe natural fibre reinforced composites industry. Natural fibresused as reinforcement in polymer composites are normally madefrom bast fibre such as jute and kenaf, leaf or structural fibre, andsurface fibre (from stems, fruits, seeds). Betel nut is the fruit of theAreca palm tree (Areca catechu), a species of palm that is classifiedas a high-potential perennial crop (Srinivasa and Bharath, 2011).The betel nut tree is cultivated at a large scale to provide sufficientraw materials for many sectors, such as the paint industry andchocolate manufacturing (Srinivasa and Bharath, 2011).
Betel nut fruits are divided into 3 types of maturity level, i.e. raw,ripe and matured fruits. The difference in the physical appearance
yahoo.com (S.M. Sapuan).
between all these 3 types of betel nut fruits is shown in Fig. 1. Theraw betel nut fruit is green-coloured with soft husk and nut. Theripe betel nut fruit is often in yellow to golden colour, and the huskpart is quite spongy and contains more juicy liquid than those ofraw and matured betel nut fruits. Matured betel nut fruit is ob-tained when the ripe betel nut fruit reached full maturity and de-tached from the fruit bunch. Matured betel nut fruit commonlyexhibits brownish shades with coarse fibre. BNH fibre is extractedfrom the fibrous part encapsulating the betel nut fruits. The fibrousportion of the fruit consists of two types of fibre, i.e., fine and coarsefibres. The coarse fibres are irregularly lignified BNH fibrescomposed of cellulose, hemicellulose, lignin, pectin and proto-pectin at varying compositions. These coarse fibres are with goodspecific mechanical strength and excellent in toughness properties(Choudhury et al., 2009).
To date, BNH fibres, which are a by-product of betel nut fruitprocessing, are mainly used as domestic fuel after drying (Swamyet al., 2004). BNH fibre is also finding use in the fabrication ofhardboards, non-woven fabrics, cushions, and pressed boards.After the harvesting season, unmanaged BNH that is left to decay

Fig. 1. Betel nut fruit of (a) raw (b) ripe and (c) matured stages.
L. Yusriah et al. / Journal of Cleaner Production 72 (2014) 174e180 175
in the fields creates environmental issues (Swamy et al., 2004).The betel nut husk (BNH) fibre can be introduced in polymercomposites industry as an alternative reinforcement for polymercomposites. The chemical composition (cellulose, hemicellulose,and lignin) and rough fibre surface of BNH fibre are good points toconsider in selecting BNH fibre to serve as a good reinforcingmaterial in polymer composites. Choudhury et al. (2009) havesuggested that BNH fibre should be exploited commercially in thefabrication of composites for automotive parts, building, pack-aging, construction and also lightweight military equipments dueto the excellent reinforcing properties provided by BNH fibre, at alow cost.
In addition, the fully biodegradable nature of BNH fibre fits theaim of producing more biodegradable composites to support thepresent environmental awareness. Hence, the goal of this researchis to study the physical, thermal and mechanical properties of raw,ripe and matured BNH fibre agro-wastes, which will determinethe suitability of BNH fibre as reinforcement in polymercomposites.
2. Materials and methods
2.1. Materials
BNH fibres were obtained from a local betel nut plantation inBanting, Selangor, Malaysia. Betel nut fruits were soaked inwater atroom temperature for 5 days to loosen the fibre from the husk. TheBNH fibreswere separatedmanually from the nut portion by a handstripping method and washed thoroughly with distilled waterbefore dried in an oven at 70 �C for 24 h. The matured BNH fibreswere kept in a desiccator to protect the fibres from absorbing themoisture in the atmosphere.
2.2. Determination of fibre density
BNH fibre density was obtained usingmathematical equation bydividing mass over volume. Powdered BNH fibre was filled in acontainer with a known dimension. The weight of the containerwas weighed and recorded as M0 and BNH filled container wasweighed and labelled as M1. The volume of the container ismeasured by multiplying height, width and depth of the container.The density of BNH fibre is obtained using Eq. (1):
Density�g=cm3
�¼ Mf �Mc
Vc(1)
where Mc is the weight of container; Mf is the weight of BNH fibrefilled container; and Vc is the volume of container.
2.3. Fibre diameter and length measurements
The diameter of BNH fibre was determined using an opticalmicroscope model Zeiss and the length of BNH fibre was measuredusing digital caliper. Fifteen BNH fibre samples were measured andthe average of diameter and length of the fibre was recorded.
2.4. Determination of moisture content and water absorption
The moisture content of BNH fibres was obtained by weighingBNH fibre and the initial weight of the fibres was recorded as (M1)before the samples were oven-matured at 105 �C for 24 h. The BNHfibres were weighed again and recorded as (M2). The moisturecontent was determined using Eq. (2):
Moisture content ¼ M1 �M2
M1� 100 (2)
where M1 is the initial weight of BNH fibre and M2 is the weight ofthe oven-dried BNH fibre.
2.5. Water absorption
Water absorption was determined after immersion of the sam-ples in water at room temperature for 24 h. Five specimens fromeach sample were weighed before and after immersion of BNHfibre.Water absorptionwas determined using the following Eq. (3):
Water absorptionð%Þ ¼ M1 �M0
M0� 100 (3)
where, M1 is the mass of the sample after immersion (g); andM0 isthe mass of the sample before immersion (g).
2.6. Determination of the thermal properties of BNH fibre
A thermogravimetric analysis (TGA) was carried out using aPerkin Elmer Thermal Analyzer model TGA7/DTA7 in the temper-ature range of 35e800 �C with a heating rate of 10 �C/min and aholding time of 1.0 min at 35 �C under a nitrogen atmosphere.
2.7. Determination of the tensile properties of BNH fibre
The specimens of BNH fibres for tensile testing were randomlyselected from the strand bundle of BNH. The selected fibre wascarefully observed using an optical microscope to measure thediameter of the fibre. The fibre was attached and glued to a tab-shaped piece of cardboard, with the gauge length of 20 mm and

L. Yusriah et al. / Journal of Cleaner Production 72 (2014) 174e180176
tested according to the standard test method for the single fibretensile test ASTM D 3379. The tab-shaped cardboard was cut at themid-gauge length prior to the tensile testing. The specimen wastested with a crosshead speed of 1 mm/min with replication (25specimens) using a universal testing machine, model Instron 3366,with a load capacity of 5 kN.
2.8. Morphological observation
Scanning electron microscope (SEM) instrument model ZEISSSUPRA 35VP was used to observe the surface and cross-sectionalparts of the fibres. The fibres were mounted on aluminium stubsand sputter coatedwith a thin layer of gold to avoid electron chargeaccumulation.
Fig. 2. Moisture content and water absorption of raw, ripe and matured BNH fibre.
3. Results and discussion3.1. Physical properties of BNH fibre
The BNH fibre dimension and its respective fibre density ofdifferent maturity stages were presented in Table 1. Fibre lengthand fibre diameter are among the important parameters to deter-mine the strength of natural fibre. By dividing the fibre length by itsdiameter, the aspect ratio of natural fibre can be calculated todetermine the possible strength properties of the fibre. Naturalfibre with high aspect ratio is more favourable as it possesses hightensile strength (Bavan and Kumar, 2010). Moreover, the aspectratio value of a fibre has a significant effect on the flexibility andrupture behaviour of natural fibre (Ali, 2010). It was observed thatthe fibre length, diameter and density of BNH fibre were found tovary at each stage of fibre maturity. Raw BNH was observed havingthe highest fibre length, followed by ripe and matured BNH fibre,respectively.
The diameter of the fibre also follows the same trend as the fibrelength, where the diameter of BNH fibres was found to decreasefrom raw to matured stage. The variation in length and diameter ofBNH fibre could be related to the dimensions of individual unit cellsof natural fibre, which is strongly dependent on the maturity of theplant (Reddy and Yang, 2005). Based on the calculated aspect ratioof BNH fibre recorded in Table 1, ripe BNH fibre shows the highestaspect ratio than those of raw andmatured BNH fibre. However, thedifference in aspect ratio values for all 3 types of fibre are not verysignificant. Changes in physical properties of natural fibres aremostly related to the difference in the cell wall thickness, diameterand length of tracheid in the fibre structure (Rowell et al., 2000).Thus, the small difference of diameter and length of BNH fibre couldbe attributed to the size and arrangement of the micro componentsof the fibre such as individual unit cells and tracheid in BNH fibre.
Fig. 2 shows the moisture content and water absorption of BNHfibre at each maturity level. Moisture content of natural fibre re-flects the biological properties of the fibre (Rowell et al., 2000). Itcan be a good indicator to be considered when choosing fibre asreinforcement in composites, during material selection process. Itcan be depicted from Fig. 3, the moisture content of BNH varies for
Table 1Physical properties of BNH fibres.
Fibre properties Fibre maturity
Raw Ripe Matured
Fibre diameter (mm) 0.47 0.45 0.41Fibre length (mm) 57 55 49Fibre aspect ratio 121.27 122.22 119.51Density (g/cm3) 0.19 0.34 0.38
raw, ripe and matured BNH fibre. Interestingly, the moisture con-tent of the BNH fibre at ripe stage was found to be the highest of allthree types of fibre, while matured BNH fibre was observed withthe lowest moisture content. On the other hand, raw BNH fibrecontained slightly lower moisture content than that of ripe BNHfibre. The variation in moisture content of these three types ofnatural fibres is related to the fact that the increase in moisturecontent in the plant fibre is naturally proportional to the ripeningprocess of the fruit (Rajan et al., 2005). However, upon fruitripening, the moisture content of the fruit fibre will subsequentlyreduced with the heat from sun drying and climate changes, henceexplaining the lower moisture content in matured BNH fibre.
Moisture content is one of important parameters that should beconsidered in choosing natural fibre as reinforcement in polymercomposites. Moisture content of natural fibre determines thedimensional stability, electrical resistivity, tensile strength, porosityand swelling behaviour of natural fibre reinforced composites(Sukumaran et al., 2001). Composites reinforced with high mois-ture content fibre are often prone to decay as compared to thecomposites reinforced with low moisture content fibre (Rowellet al., 2000). This is likely due to the ability of the fibre to hold upwater molecules within the composites, which act as degradationagent in the composites. Therefore, low moisture content ofmatured BNH fibre is more favourable in fabricating BNH fibrereinforced polymer composites with high dimensional stability andmore biologically resistant.
Water uptake behaviours of raw, ripe and matured BNH fibrewere also presented in Fig. 2. It can be observed that the wateruptake was at the highest for raw BNH fibre, followed by ripe BNHfibre and the lowest water uptake behaviour was observed formatured BNH fibre. The cellulose content in the fibre influenceswater absorption in natural fibre. Cellulose, which is a majorcomponent in natural fibre, is very polar in nature as cellulosecontains hydroxyl groups, ether linkages and acetal in its structure(Rowell et al., 2000). Therefore, water absorption of natural fibre ismore likely to increase with the increase in cellulose content of thefibre, due to the increase in amount of free hydroxyl groups exist inthe fibre (Shebani et al., 2009). A study by Rajan et al. (Rajan et al.,2005) have reported that the hemicellulose and lignin content ofthe BNH fibre varies with the maturity of the betel nut fruits wheremature betel nut fruits contain less cellulose but increasing lignincontent in their fibre. Hence, this explained the low moisture ab-sorption of matured BNH fibre, which will benefit in high dimen-sional stability composites upon incorporation of matured BNHfibre in polymer composites.
The water uptake behaviour of BNH fibre is also strongly influ-enced by the size of lumen in the fibre. This finding is in accordance
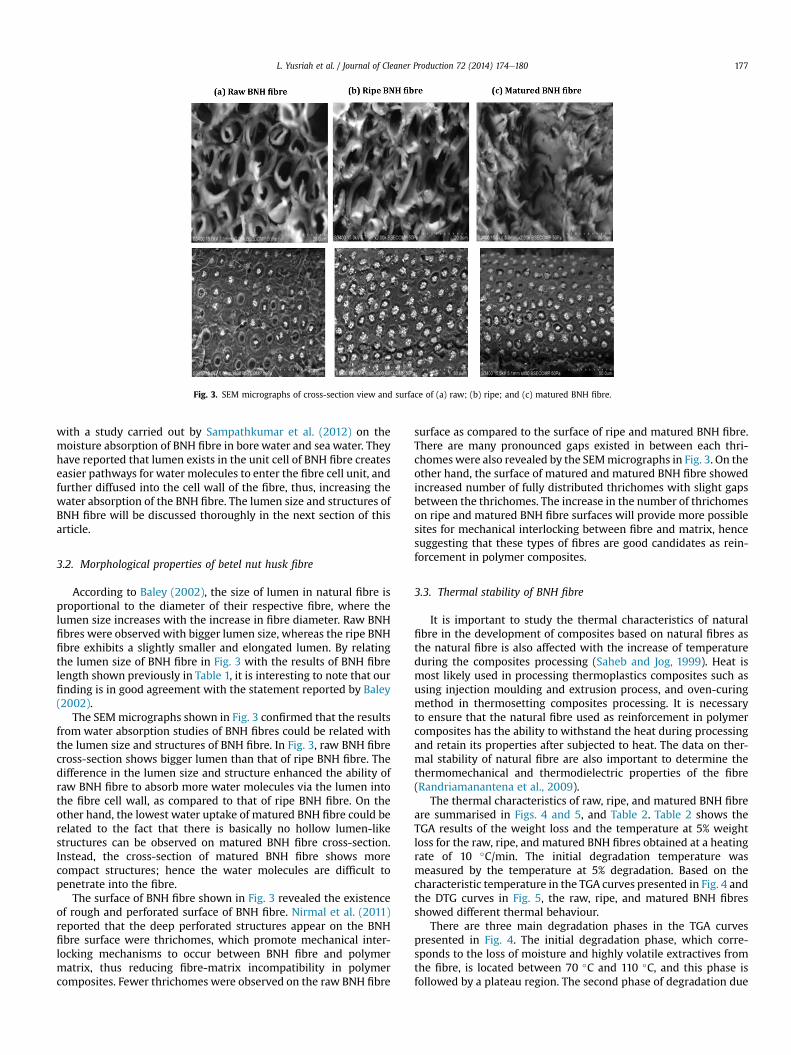
Fig. 3. SEM micrographs of cross-section view and surface of (a) raw; (b) ripe; and (c) matured BNH fibre.
L. Yusriah et al. / Journal of Cleaner Production 72 (2014) 174e180 177
with a study carried out by Sampathkumar et al. (2012) on themoisture absorption of BNH fibre in bore water and sea water. Theyhave reported that lumen exists in the unit cell of BNH fibre createseasier pathways for water molecules to enter the fibre cell unit, andfurther diffused into the cell wall of the fibre, thus, increasing thewater absorption of the BNH fibre. The lumen size and structures ofBNH fibre will be discussed thoroughly in the next section of thisarticle.
3.2. Morphological properties of betel nut husk fibre
According to Baley (2002), the size of lumen in natural fibre isproportional to the diameter of their respective fibre, where thelumen size increases with the increase in fibre diameter. Raw BNHfibres were observed with bigger lumen size, whereas the ripe BNHfibre exhibits a slightly smaller and elongated lumen. By relatingthe lumen size of BNH fibre in Fig. 3 with the results of BNH fibrelength shown previously in Table 1, it is interesting to note that ourfinding is in good agreement with the statement reported by Baley(2002).
The SEMmicrographs shown in Fig. 3 confirmed that the resultsfrom water absorption studies of BNH fibres could be related withthe lumen size and structures of BNH fibre. In Fig. 3, raw BNH fibrecross-section shows bigger lumen than that of ripe BNH fibre. Thedifference in the lumen size and structure enhanced the ability ofraw BNH fibre to absorb more water molecules via the lumen intothe fibre cell wall, as compared to that of ripe BNH fibre. On theother hand, the lowest water uptake of matured BNH fibre could berelated to the fact that there is basically no hollow lumen-likestructures can be observed on matured BNH fibre cross-section.Instead, the cross-section of matured BNH fibre shows morecompact structures; hence the water molecules are difficult topenetrate into the fibre.
The surface of BNH fibre shown in Fig. 3 revealed the existenceof rough and perforated surface of BNH fibre. Nirmal et al. (2011)reported that the deep perforated structures appear on the BNHfibre surface were thrichomes, which promote mechanical inter-locking mechanisms to occur between BNH fibre and polymermatrix, thus reducing fibre-matrix incompatibility in polymercomposites. Fewer thrichomes were observed on the raw BNH fibre
surface as compared to the surface of ripe and matured BNH fibre.There are many pronounced gaps existed in between each thri-chomeswere also revealed by the SEMmicrographs in Fig. 3. On theother hand, the surface of matured and matured BNH fibre showedincreased number of fully distributed thrichomes with slight gapsbetween the thrichomes. The increase in the number of thrichomeson ripe and matured BNH fibre surfaces will provide more possiblesites for mechanical interlocking between fibre and matrix, hencesuggesting that these types of fibres are good candidates as rein-forcement in polymer composites.
3.3. Thermal stability of BNH fibre
It is important to study the thermal characteristics of naturalfibre in the development of composites based on natural fibres asthe natural fibre is also affected with the increase of temperatureduring the composites processing (Saheb and Jog, 1999). Heat ismost likely used in processing thermoplastics composites such asusing injection moulding and extrusion process, and oven-curingmethod in thermosetting composites processing. It is necessaryto ensure that the natural fibre used as reinforcement in polymercomposites has the ability to withstand the heat during processingand retain its properties after subjected to heat. The data on ther-mal stability of natural fibre are also important to determine thethermomechanical and thermodielectric properties of the fibre(Randriamanantena et al., 2009).
The thermal characteristics of raw, ripe, and matured BNH fibreare summarised in Figs. 4 and 5, and Table 2. Table 2 shows theTGA results of the weight loss and the temperature at 5% weightloss for the raw, ripe, and matured BNH fibres obtained at a heatingrate of 10 �C/min. The initial degradation temperature wasmeasured by the temperature at 5% degradation. Based on thecharacteristic temperature in the TGA curves presented in Fig. 4 andthe DTG curves in Fig. 5, the raw, ripe, and matured BNH fibresshowed different thermal behaviour.
There are three main degradation phases in the TGA curvespresented in Fig. 4. The initial degradation phase, which corre-sponds to the loss of moisture and highly volatile extractives fromthe fibre, is located between 70 �C and 110 �C, and this phase isfollowed by a plateau region. The second phase of degradation due
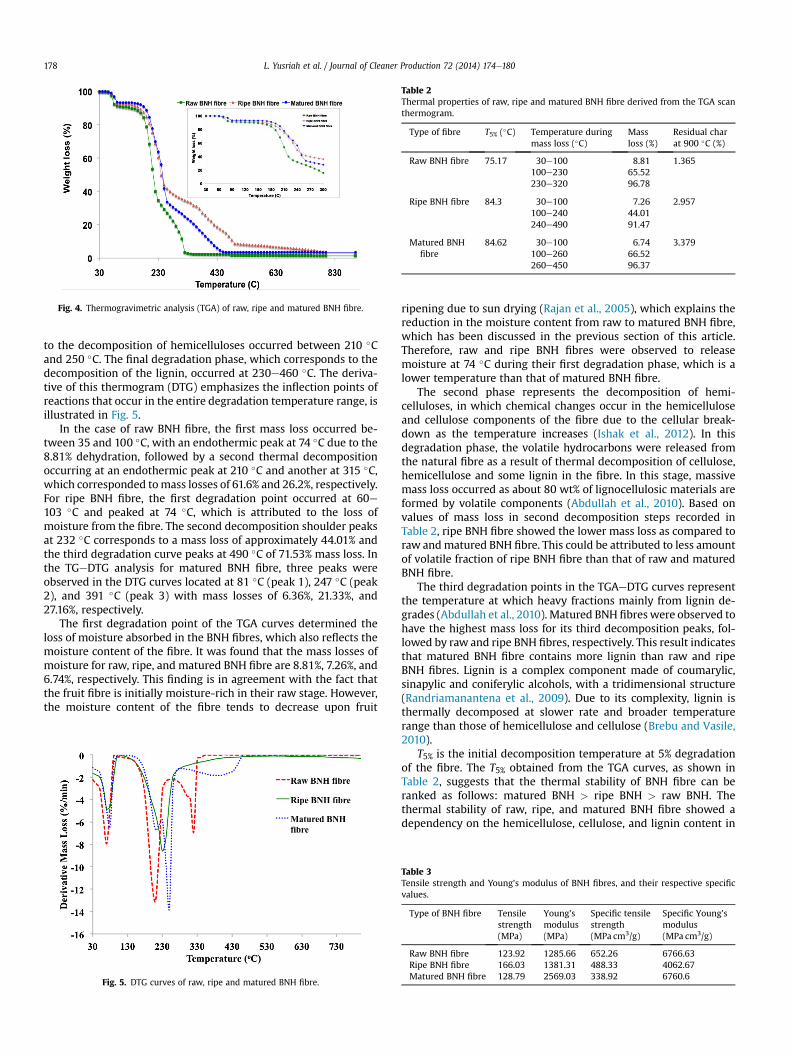
Table 2Thermal properties of raw, ripe and matured BNH fibre derived from the TGA scanthermogram.
Type of fibre T5% (�C) Temperature duringmass loss (�C)
Massloss (%)
Residual charat 900 �C (%)
Raw BNH fibre 75.17 30e100 8.81 1.365100e230 65.52230e320 96.78
Ripe BNH fibre 84.3 30e100 7.26 2.957100e240 44.01240e490 91.47
Matured BNHfibre
84.62 30e100 6.74 3.379100e260 66.52260e450 96.37
Fig. 4. Thermogravimetric analysis (TGA) of raw, ripe and matured BNH fibre.
L. Yusriah et al. / Journal of Cleaner Production 72 (2014) 174e180178
to the decomposition of hemicelluloses occurred between 210 �Cand 250 �C. The final degradation phase, which corresponds to thedecomposition of the lignin, occurred at 230e460 �C. The deriva-tive of this thermogram (DTG) emphasizes the inflection points ofreactions that occur in the entire degradation temperature range, isillustrated in Fig. 5.
In the case of raw BNH fibre, the first mass loss occurred be-tween 35 and 100 �C, with an endothermic peak at 74 �C due to the8.81% dehydration, followed by a second thermal decompositionoccurring at an endothermic peak at 210 �C and another at 315 �C,which corresponded tomass losses of 61.6% and 26.2%, respectively.For ripe BNH fibre, the first degradation point occurred at 60e103 �C and peaked at 74 �C, which is attributed to the loss ofmoisture from the fibre. The second decomposition shoulder peaksat 232 �C corresponds to a mass loss of approximately 44.01% andthe third degradation curve peaks at 490 �C of 71.53% mass loss. Inthe TGeDTG analysis for matured BNH fibre, three peaks wereobserved in the DTG curves located at 81 �C (peak 1), 247 �C (peak2), and 391 �C (peak 3) with mass losses of 6.36%, 21.33%, and27.16%, respectively.
The first degradation point of the TGA curves determined theloss of moisture absorbed in the BNH fibres, which also reflects themoisture content of the fibre. It was found that the mass losses ofmoisture for raw, ripe, and matured BNH fibre are 8.81%, 7.26%, and6.74%, respectively. This finding is in agreement with the fact thatthe fruit fibre is initially moisture-rich in their raw stage. However,the moisture content of the fibre tends to decrease upon fruit
Fig. 5. DTG curves of raw, ripe and matured BNH fibre.
ripening due to sun drying (Rajan et al., 2005), which explains thereduction in the moisture content from raw to matured BNH fibre,which has been discussed in the previous section of this article.Therefore, raw and ripe BNH fibres were observed to releasemoisture at 74 �C during their first degradation phase, which is alower temperature than that of matured BNH fibre.
The second phase represents the decomposition of hemi-celluloses, in which chemical changes occur in the hemicelluloseand cellulose components of the fibre due to the cellular break-down as the temperature increases (Ishak et al., 2012). In thisdegradation phase, the volatile hydrocarbons were released fromthe natural fibre as a result of thermal decomposition of cellulose,hemicellulose and some lignin in the fibre. In this stage, massivemass loss occurred as about 80 wt% of lignocellulosic materials areformed by volatile components (Abdullah et al., 2010). Based onvalues of mass loss in second decomposition steps recorded inTable 2, ripe BNH fibre showed the lower mass loss as compared toraw andmatured BNH fibre. This could be attributed to less amountof volatile fraction of ripe BNH fibre than that of raw and maturedBNH fibre.
The third degradation points in the TGAeDTG curves representthe temperature at which heavy fractions mainly from lignin de-grades (Abdullah et al., 2010). Matured BNH fibres were observed tohave the highest mass loss for its third decomposition peaks, fol-lowed by raw and ripe BNH fibres, respectively. This result indicatesthat matured BNH fibre contains more lignin than raw and ripeBNH fibres. Lignin is a complex component made of coumarylic,sinapylic and coniferylic alcohols, with a tridimensional structure(Randriamanantena et al., 2009). Due to its complexity, lignin isthermally decomposed at slower rate and broader temperaturerange than those of hemicellulose and cellulose (Brebu and Vasile,2010).
T5% is the initial decomposition temperature at 5% degradationof the fibre. The T5% obtained from the TGA curves, as shown inTable 2, suggests that the thermal stability of BNH fibre can beranked as follows: matured BNH > ripe BNH > raw BNH. Thethermal stability of raw, ripe, and matured BNH fibre showed adependency on the hemicellulose, cellulose, and lignin content in
Table 3Tensile strength and Young’s modulus of BNH fibres, and their respective specificvalues.
Type of BNH fibre Tensilestrength(MPa)
Young’smodulus(MPa)
Specific tensilestrength(MPa cm3/g)
Specific Young’smodulus(MPa cm3/g)
Raw BNH fibre 123.92 1285.66 652.26 6766.63Ripe BNH fibre 166.03 1381.31 488.33 4062.67Matured BNH fibre 128.79 2569.03 338.92 6760.6

Fig. 6. Stressestrain curves of raw, ripe and matured BNH fibres.
L. Yusriah et al. / Journal of Cleaner Production 72 (2014) 174e180 179
the fibre, which is influenced by the maturity stage of the fibre, i.e.,raw, ripe, and matured stages. The high stability of matured BNHfibre is attributed to the fact that the lignin content of mature fibreis higher than raw and less mature natural fibre (Rajan et al., 2005).
The amount of residual char formation in the TGA are theremaining materials after all volatiles materials were eliminatedthroughout the pyrolysis process and lignin was reported to be themain constituents of the residual char which is attributed to itscomplex and thermally stable structures (Abdullah et al., 2010;Khan and Alam, 2012). The residual char at 900 �C matured BNHfibre shows the highest values due to high lignin content ofmatured natural fibre, followed by ripe and raw BNH fibre,respectively. Thus, the TGA confirmed the variation of lignin con-tent in BNH fibre at raw, ripe and matured maturity stages of theBNH fibres.
3.4. Mechanical properties of BNH fibre
Table 3 shows the tensile strength, Young’s modulus, specifictensile strength, and specific Young’s modulus of raw, ripe, andmatured BNH fibres. Among these 3 maturity stages, ripe stageuntreated BNH fibre shows the highest tensile strength, followed bymatured and raw BNH fibre, respectively. There are many factorsthat affect the tensile properties of natural fibre such as species andvarieties of the plant, the plant maturity level, soil and weatheringconditions and also the efficiency of the retting process (Baley,2002). The changes in mechanical properties of the BNH fibre ateach maturing stage could also be related to their chemicalcomposition, i.e. cellulose, hemicellulose and lignin. The low tensilestrength values of raw BNH fibre could be attributed to the fact thatnatural fibre at their early growing stage consists of immature andunderdeveloped fibres that are weak in nature (Goltenboth et al.,2010). As for matured BNH fibre, the low tensile strength couldpossibly influenced by the deterioration of fibre, which is caused bybiological attack as matured betel nut fruits are mostly collectedfrom the ground after the fruits are detached from the fruit bunch.
Table 4Comparison of BNH fibre on tensile strength, Young’s modulus and elongation at break w
Type of fibre Fibre density(G/cm3)
Fib(m
Raw BNH fibre 0.19 0.4Ripe BNH fibre 0.34 0.4Matured BNH fibre 0.38 0.4Coir fibre (Satyanarayana et al., 1990) 1.15 0.1Kenaf fibre (Nishino et al., 2003; Munawar et al., 2007) 1.31 0.6
It is interesting to note that matured BNH fibre shows a higherYoung’s modulus value than those of raw and ripe BNH fibre, whichcould be attributed to the structure of the fibres and also the lignincontent of the fibre at the their maturity stage (Rajan et al., 2005).At matured stage, lignin is the major constituent of BNH, whichprovides stiffness in BNH fibre. Lignin also responsible for thecolour changes from yellow coloured fibre at ripe stage, to morebrownish appearance at matured stage (Bavan and Kumar, 2010).Nonetheless, raw BNH fibre shows better specific tensile charac-teristics compared to ripe and matured BNH fibres. The specifictensile strength of ripe BNH fibre is comparable with that ofmatured BNH fibres. It is worth mentioning that the specificYoung’s modulus of raw BNH fibres is very close to that of maturedBNH fibre. Considering the specific tensile strength and specificYoung’s modulus, raw BNH fibre could be an attractive alternativeas reinforcement for the fabrication of lightweight composites.
Lignocellulosic fibres are reported having both crystalline andnon-crystalline components, which will exhibit viscoelasticresponse when the fibre is subjected to tension (Mukherjee andSatyanarayana, 1984). In viscoelastic fibre, initial modulus, whichis the maximum point where the fibre resists the deformation atlow strain, can be observed. Based on Fig. 5, an initial linear regionwas observed at the low strain phase, and followed by an extendedcurvature as the load increases. The trend in stressestrain curves ofraw, ripe and matured BNH fibres shown in Fig. 6 confirms thatBNH fibre exhibits viscoelastic behaviour when subjected to tensileload, with ripe BNH fibre showing higher initial modulus than rawand matured BNH fibre. Ripe BNH fibre exhibits highest tensilestrength. However, all these three types of fibres show approxi-mately similar tensile strain. A study conducted by Swamy et al.(2004) revealed that BNH fibre exhibits similar stressestraincurves as coir fibre and the BNH fibre exhibits ductile fracturethroughout fracturing phase. Thus, it is possible to utilize BNH fibreas reinforcement in polymer composites.
3.5. Comparison on the tensile properties of BNH fibre with kenafand coir fibre
Similar to other agricultural crops, BNH fibre possess goodmechanical strength, low in density and it is a renewable source.Thus, BNH is possible to be a good candidate as reinforcementmaterial in polymer composites. To assess the suitability of betelnut husk as an alternative source in polymer composites, a com-parison of the tensile strength, Young’s modulus, and elongation atbreak of untreated and NaOH-treated BNH fibres with coir andkenaf fibre is given in Table 4. Both coir and kenaf fibres are knownfor their good fibre characteristics when used as reinforcements inpolymer composites (Satyanarayana et al., 1990; Nishino et al.,2003). Based on the data listed in Table 4, the tensile strength,Young’s modulus, and elongation at break of untreated BNH fibreare comparable to those of coir fibre, which is in accordance withthe work carried out by Swamy et al. (2004). The tensile strength ofBNH fibre was found to be equally close to the tensile strength ofkenaf fibre, but more flexible as the elongation at break of BNH fibre
ith other natural fibres.
re diameterm)
Tensile strength(MPa)
Young’s modulus(MPa)
Elongation atbreak (%)
7 123.92 1285.66 22.495 166.03 1381.31 23.211 128.79 2569.03 23.13e0.45 106e175 4000e6000 17e478 � 3.4 129e473 12,152 4.5

L. Yusriah et al. / Journal of Cleaner Production 72 (2014) 174e180180
was observed to be higher than that of kenaf fibre. These findingsimply that BNH fibre could be used as reinforcement in polymercomposites, which could be an alternative to the established fibresuch as coir and kenaf fibre. Moreover, the good aspect ratio, low-density and lightweight characteristic of BNH fibre well-suits thefabrication of lightweight composites. Following surface treatmentsuch as alkali, acrylic acid, and acetylation, the mechanical prop-erties of BNH fibres could be increased and outperform the me-chanical properties of those of coir and kenaf fibre (Sampathkumaret al., 2012; Chakrabarty et al., 2012).
4. Conclusions
The physical, mechanical thermal and morphological propertiesof BNH fibre were investigated. The results confirmed that the fibrelength, diameter and density of BNH fibre varied at each stage offibre maturity, where the raw BNH fibre was observed with thehighest fibre length, followed by ripe and matured BNH fibre,respectively. The diameter of the BNH fibres was found to decreasefrom raw to matured stage. The moisture content of the BNH fibreat ripe stagewas found to be the highest content due to the fact thatthe moisture content of natural fibres is proportional to theripening process of the fruit. The cross-sectional of raw BNH fibreswere observed with large size lumen structures, whereas the ripeBNH fibre exhibits a slightly smaller and elongated lumen. SEMmicrographs of BNH fibre surface revealed the existing of rough andperforated surface of BNH fibre. The TGA results indicated that theraw, ripe, and matured BNH fibres showed different thermalbehaviour. According to the thermogravimetric curves, the thermalstability order was observed as follows: matured BNH > ripeBNH > raw BNH. Ripe stage BNH fibre shows the highest tensilestrength, followed by matured and raw BNH fibre. The tensilestrength of BNH fibre was found to be close to the tensile strengthof kenaf fibre. Interestingly, the elongation at break exhibited byBNH fibre was higher than that of kenaf fibre. The results obtainedfrom this work suggest that the BNH fibres are suitable for use asreinforcement in polymer composites. Plus, the good aspect ratio,low-density and lightweight characteristic of BNH fibre also well-suits the fabrication of lightweight composites.
Acknowledgement
We are indebted to the Universiti Putra Malaysia and the Min-istry of Higher Education, Malaysia, for providing financial assis-tance (RUGS: UPM/700/2/1/RUGS-05-03-11-1443RU) and thefacility support during the course of the research.
References
Abdullah, S.S., Yusup, S., Ahmad, M.M., Ramli, A., Ismail, L., 2010. Thermogravimetrystudy in pyrolysis of various lignocellulosic biomass for potential hydrogenproduction. Int. J. Chem. Biol. Eng. 3 (3), 137e141.
Ali, M., 2010. Coconut fibre-a versatile material and its applications in engineering.In: Proceedings of the Second International Conference on Sustainable Con-struction Materials and Technologies. Universita Politecnica delle Marche,Ancona, Italy.
Baley, C., 2002. Analysis of the flax fibres tensile behaviour and analysis of thetensile stiffness increase. Compos. Part A: Appl. Sci. Manuf. 33 (7), 939e948.
Bavan, D.S., Kumar, G.C.M., 2010. Potential use of natural fiber composite materialsin India. J. Reinf. Plast. Compos. 29 (24), 3600e3613.
Brebu, M., Vasile, C., 2010. Thermal degradation of lignin e a review. Cellul. Chem.Technol. 44 (9), 353e363.
Chakrabarty, J., Hassan, M.M., Khan, M.A., 2012. Effect of surface treatment on betelnut (Areca catechu) fiber in polypropylene composites. J. Polym. Environ. 20,501e506.
Choudhury, S.U., Hazarika, S.B., Barbhuya, A.H., Roy, B.C., 2009. Natural fiber rein-forced polymer bio composites, blends, synthesis, characterization & applica-tions. In: Proceedings of the 17th International Conference on CompositesMaterials, Edinburgh, United Kingdom, p. 70.
Goltenboth, F., Muhlbauer, W., 2010. Abaca-cultivation, extraction, and processing.In: Mussig, Jorg (Ed.), Industrial Applications of Natural Fibres: Structure,Properties and Technical Applications. John Wiley & Sons Ltd., West Sussex,United Kingdom, pp. 163e179.
Ishak, M.R., Sapuan, S.M., Leman, Z., Rahman, M.Z.A., Anwar, U.M.K., 2012. Charac-terization of sugar palm (Arenga pinnata) fibres: tensile and thermal properties.J. Therm. Anal. Calorim. 109, 981e989.
Khan, G.M.A., Alam, M.S., 2012. Thermal characterization of chemically treatedcoconut husk fibre. Indian J. Fibre. Text. Res. 37, 20e26.
Mukherjee, P.S., Satyanarayana, K.G., 1984. Structure and properties of some vege-table fibres. Part 1. Sisal fibre. J. Mater. Sci. 19, 3925e3934.
Munawar, S.S., Umemura, K., Kawai, S., 2007. Characterization of the morphological,physical and mechanical properties of seven nonwood plant fiber bundles.J. Wood Sci. 53 (2), 108e113.
Nirmal, U., Singh, N., Hashim, J., Lau, S.T.W., Jamil, N., 2011. On the effect of differentpolymer matrix and fibre treatment on single fibre pullout test using betelnutfibres. Mater. Des. 32, 2717e2726.
Nishino, T., Hirao, K., Kotera, M., Nakamae, K., Inagaki, H., 2003. Kenaf reinforcedbiodegradable composite. Compos. Sci. Technol. 63, 1281e1286.
Rajan, A., Kurup, J.G., Abraham, T.E., 2005. Biosoftening of areca nut fiber for valueadded products. Biochem. Eng. J. 25, 237e242.
Randriamanantena, T., Razafindramisa, F.L., Ramanantsizehena, G., Bemes, A.,Lacabane, C., 2009. Thermal behaviour of three woods of Madagascar by ther-mogravimetric analysis in inert atmosphere. In: Proceedings of the FourthHigh-energy Physics International Conference, August 21e28, Antananarivo,Madagascar. In: http://www.slac.stanford.edu/ecom7C0908211/proceedings.htm (accessed 01.03.13).
Reddy, N., Yang, Y., 2005. Biofibers from agricultural byproducts for industrial ap-plications. Trends Biotechnol. 23 (1), 22e27.
Rowell, R.M., Han, J.S., Rowell, J.S., 2000. Characterization and factors effecting fiberproperties. In: Follini, E., Leao, A.L., Mattoso, L.H.C. (Eds.), Natural Polymers andAgrofibers Composites. Embrapa Instrumentacao Agropecuaria, San Carlos,Brazil, pp. 115e134.
Saheb, D.N., Jog, J.P., 1999. Natural fiber polymer composites: a review. Adv. Polym.Technol. 18 (4), 351e363.
Sampathkumar, D., Punyamurthy, R., Bennehalli, B., Venkateshappa, S.C., 2012. Ef-fect of esterification on moisture absorption of single areca fiber. Int. J. Agric.Sci. 4 (4), 227e229.
Satyanarayana, K.G., Sukumaran, K., Mukherjee, P.S., Pavithran, C., Pillai, S.G.K., 1990.Natural fibre-polymer composites. Cem. Concr. Compos. 12 (2), 117e136.
Shebani, A.N., Reenen, A.J.V., Meincken, M., 2009. The effect of wood species on themechanical and thermal properties of wood-LLDPE composites. J. ComposMater. 43, 1305e1318.
Srinivasa, C.V., Bharath, K.N., 2011. Impact and hardness of areca fiber-epoxy rein-forced composites. J. Mater. Environ. Sci. 2, 351e356.
Sukumar an, K., Satyanarayana, K.G., Pillai, S.G.K., Ravikumar, K.K., 2001. Structure,physical and mechanical properties of plant fibres of Kerala. Met. Mater. Process13 (2e4), 21e136.
Swamy, R.P., Kumar, G.C.M., Vrushabhendrappa, Y., Joseph, V., 2004. Study of areca-reinforced phenol formaldehyde composites. J. Reinf. Plast. Compos 23, 1373e1382.




















