Good practices and lessons learned in cocoa communities in ...
Upload
taylorsuniversityCategory
view
4download
0
Article
Agrowaste-basedcomposites fromcocoa pod husk andpolypropylene: Effectof filler content andchemical treatment
Koay Seong Chun and Salmah Husseinsyah
AbstractCocoa pod husk (CPH)-filled polypropylene (PP) composites were prepared via meltcompounding. The effect of filler content and chemical treatment using 3-mercaptopropyltrimethoxysilane (MPS) and sodium dodecyl sulfate (SDS) on propertiesof composites were investigated. The results indicated that the treated composites withMPS and SDS improved the tensile strength, tensile modulus, thermal stability, stabiliza-tion torque, water resistivity, and crystallinity of composites. The treated compositeswith SDS show better tensile properties and water resistivity than composites treatedwith MPS. Scanning electron microscopic results show that the interfacial bondingbetween CPH and PP matrix improved with the presence of MPS or SDS.
KeywordsCocoa pod husk, polypropylene, composites, sodium dodecyl sulfate, 3-mercaptopro-pyltrimethoxysilane
Introduction
Cocoa is an important agricultural export commodity and the most widely planted crop
in several tropical countries including Malaysia.1–3 Currently, cocoa pod husk (CPH) is a
major by-product of the cocoa industry. In the cocoa industry, CPH is a nonfood part of
Division of Polymer Engineering, School of Materials Engineering, Universiti Malaysia Perlis, Perlis, Malaysia
Corresponding author:
Salmah Husseinsyah, Division of Polymer Engineering, School of Materials Engineering, Universiti Malaysia
Perlis, 02600 Jejawi, Perlis, Malaysia.
Email: [email protected]
Journal of Thermoplastic Composite
Materials
1–20
ª The Author(s) 2014
Reprints and permissions:
sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/0892705714563125
jtc.sagepub.com
1
by guest on December 17, 2014jtc.sagepub.comDownloaded from

the cocoa pod, and it accounts for as much as 76% of cocoa pod by weight.2,3 For every
ton of dry cocoa bean produced, there are 10 tons of CPH generated as waste.4 The CPH
is readily abundant but does not have any marketable value; therefore, the utilization of
CPH as natural filler could provide a new and sustainable source of filler for plastic
industry. Meanwhile, the waste levels of cocoa industry could be reduced.
In recent years, composites from agrowaste and thermoplastic materials have gar-
nered interest among researchers and industries due to today’s environmental issues and
economic advantages as well as the accumulation of agricultural waste by-product.5–8
Nowadays, various combination of agricultural waste and thermoplastic material have
been successfully produced commercial products. IKEA injection-molded furniture is a
well-known example of commercial product, which is made from polypropylene (PP)/
wood flour composites.9 In Malaysia, a series of eco-tableware was made from rice
husk-filled thermoplastic eco-composites by Melsom Biodegradable Enterprise.6 Hence,
the present research was comprehensively to utilize CPH as filler for PP composites. The
development of such composites has a potential to replace current forest product, such as
wooden fittings, fixtures, deck, and furniture as well.
Generally, the compounding of natural filler in thermoplastic materials would not
produce a good composite due to the poor interfacial compatibility between the hydro-
philic natural filler and the hydrophobic matrix.10,11 Thus, filler treatment using silane
coupling agent is one of the effective methods used to modify the hydrophilic properties of
natural filler. Silane is able to form covalent linkage with the hydroxyl groups of natural
filler.The alkyl chains from silane provided hydrophobic properties to natural filler and
improved the interfacial compatibility.12,13 Thus, many researchers reported that the silane
coupling agent does remarkably to improve the water resistivity and mechanical and
thermal properties of composites.12–21 Moreover, some literatures reported that the use of
fatty acid for filler treatment will also give a coupling effect to the composites. Fatty acid is
made from sustainable resources, and it is inexpensive compared to commercial silane
coupling agent. Consequently, fatty acid is an alternative choose of coupling agent besides
silane. In our previous study, sodium dodecyl sulfate (SDS) was used as coupling agent to
enhance the filler–matrix adhesion between coconut shell–polylactic acid6 and chitosan–
polypropylene.22 The use of SDS shows a remarkable result in improving water resistance
and tensile and thermal properties of composites.
Currently, the studies on PP/CPH composites were reported in our previous research,1–3
and the use of 3-mercaptopropyltrimethoxysilane (MPS) in natural filler-based composites
is not found in the literature. Thus, the present work was undertaken to compare the effect
of filler treatment using MPS and SDS on torque development, tensile properties, water
absorption, thermal properties, and morphology of PP/CPH composites.
Methodology
Materials
The discarded CPH was obtained from cocoa plantation, Perak, Malaysia. The CPH was
dried in an air circulatory oven at 80 C for 24 h. Then, the dried CPH was crushed into
2 Journal of Thermoplastic Composite Materials
2
by guest on December 17, 2014jtc.sagepub.comDownloaded from

small pieces and ground into fine powder. The average particle size of CPH produced
was 22 mm, which is analyzed by Malvem Particle Size Analyzer Instrument. PP, type
copolymer, grade SM 340, was supplied by Titan Petchem (M) Sdn. Bhd (Malaysia). The
melt flow index value of PP was 4.0 g/10 min at 230 C and density 0.9 g cm�3,
respectively. MPS (97%) and SDS (98%) were supplied by Sigma Aldrich (St Louis,
Missouri, USA). Ethanol (Fluka, Penang, 95%) was used as the solvent in filler
modification.
Filler treatment
Firstly, MPS (3% based on weight of filler) was dissolved into ethanol. The CPH
powder was added into MPS solution and stirred continuously for 1 h. The CPH was
soaked in MPS solution and left overnight. The soaked CPH was filtered and dried
in an oven at 80 C for 24 h. The similar procedure was carried out for filler
treatment using SDS.
Melt compounding and molding procedures
The formulation of PP/CPH composites are listed in Table 1. All composites were
compounded using a Brabender1 Plastrograph intermixer (model EC PLUS, Germany)
in counterrotating mode at 180 C and a rotor speed of 50 r min�1. The compounding
procedures involved were as follows: (i) the PP pellets were added into the mixing
chamber for 3 min until it melted homogeneously; (ii) the unmodified or modified CPH
was incorporated to the melted PP and continuously mixed for 5 min. Finally, the
composites compound was collected from mixing chamber. All the compounds were
molded into 1-mm thick sheets using a compression molding machine (Gotech, Taiwan,
Model GT 7014A) at 180�C. The compression sequences involved were as follows: (i) pre-
heat the compound for 4 min; (ii) compress the compound under a pressure of 100 kgf cm�2
for 1 min; and (iii) cooling under the same pressure for 5 min. Then, the PP/CPH composite
sheets were cut into tensile specimens using a dumbbell cutter with dimensions according to
ASTM D638 type IV.23
Table 1. Formulation of PP/CPH biocomposites.
Materials Untreated PP/CPH Treated PP/CPH with MPS Treated PP/CPH with SDS
PP (phr) 100 100 100CPH (phr) 0, 10, 20, 30, 40 10, 20, 30, 40 10, 20, 30, 40MPS (wt%) – 3a –SDS (wt%) – 10, 20, 30, 40 3a
PP: polypropylene; CPH: cocoa pod husk; SDS: sodium dodecyl sulfate; MPS: 3-mercaptopropyltrimethox-
ysilane; phr: part per hundred.a3% from weight of CPH.
Chun and Husseinsyah 3
3
by guest on December 17, 2014jtc.sagepub.comDownloaded from

Processing torque measurement
The processing torque was measured during the compounding of composites using
Brabender Plastrograph internal mixer. The processing characteristics of composites
compound with the time were recorded and the torques versus time curves was plotted by
Brabender Mixer Program (WINMIX). The torque values at the end of processing time
were taken as stabilization torque.
Tensile testing
Tensile testing was performed by using an Instron Testing Machine (model 5569,
Norwood, Massachusetts, USA) according to ASTM D638 standard.23 The test was
carried out at 25 + 3 C. A crosshead speed of 30 mm min�1 was used and the load cell
selected was 50 kN. A minimum of five specimens were tested for each composite.
Morphological analysis
The fracture surface of tensile specimens were examined using scanning electron
microscope (SEM; model JEOL JSM-6460 LA, Japan). The samples were coated with a
thin layer of palladium for conductive purpose before they were analyzed at 5 keV.
Water absorption test
All composite samples with dimension 30� 25� 1 mm3 were prepared and dried before
immersed in water. The specimens were immersed in distilled water at room temperature
and the water absorption was determined by record sample weight at regular intervals. A
Mettler balance (model AJ150; Columbus, Ohio, USA) with precision of + 1 mg was
used to measure the weight of sample. The water absorption at time t (Wa) was calculated
by formulation below:
Wa ¼Wn �Wd
Wd
� 100; ð1Þ
where Wd and Wn are original dried weight and weight after exposure, respectively.
FTIR spectroscopy
Perkin Elmer Paragon 1000 Fourier transform infrared (FTIR) spectrometer (Waltham,
Massachusetts, USA) was used to characterize chemical functional groups in unmodified
and modified CPH. The attenuated total reflectance method was selected. The sample
was recorded with eight scans in the frequency range of 4000–600 cm�1 with a reso-
lution of 4 cm�1.
4 Journal of Thermoplastic Composite Materials
4
by guest on December 17, 2014jtc.sagepub.comDownloaded from

DSC analysis
Differential scanning calorimetric (DSC) analysis was evaluated using DSC Q10 (TA
Instruments, USA). The specimen was cut into small pieces and placed into closed
aluminum pan with a weight in range of 7 + 2 mg. The specimen was heated from 30�Cto 200�C at a heating rate of 10�C min�1 under nitrogen atmosphere. The nitrogen gas
flow rate was 50 ml min�1. The degree of crystallinity of composite (Xc) can be cal-
culated from DSC data by following equation:
Xc ¼�Hf
�H0f
� 100; ð2Þ
where �Hf is the heat fusion of the PP composites, and �H0f is the heat of fusion for
100% crystalline PP (�H0f ¼ 209 J g�1).
The crystallinity of PP matrix (XPP) was calculated using following equation:
XPP ¼Xc
Wf PP
; ð3Þ
where Wf PP is the weight fraction of PP matrix.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was carried out using TGA Pyris Diamond Perkin
Elmer apparatus. The samples were about 7 + 2 mg in weight and were placed into
platinum crucible. Then, the weight loss against temperature was measured at a heating
rate of 10�C min�1 and range of thermal scan from 30�C to 700�C.
Results and discussion
Processing torque
Figure 1 illustrated the processing torque versus times curves for the neat PP, untreated
PP/CPH composites with different CPH content. The first processing torque rose rapidly
due to the shearing action from the solid PP pellets. Then, the processing torque gra-
dually reduced indicating decreasing viscosity as PP pellets melt when subjected to high
temperature and continuous shearing. The second torque development can be found after
3 min. This is because the addition of the CPH which interrupted the flow of melted PP.
The processing torque decreased gradually and achieved stabilization torque after the
compound in homogenously mixed. Similar trends of processing torque have also been
reported by other researchers.1,16,24,25 The stabilization torque was increased with the
increasing of CPH content (as shown in Figure 2). This is due to the resistance from CPH
particles which increased the viscosity of PP.1,3 From Figure 2, the processing torque of
treated PP/CPH composites with MPS or SDS were higher as compared to untreated PP/
CPH composites. This might be because CPH treated with MPS or SDS have better filler
dispersion and adhesion with matrix that led to increase the viscosity of the composites.
Chun and Husseinsyah 5
5
by guest on December 17, 2014jtc.sagepub.comDownloaded from

Tensile properties
Figure 3 shows the effect of filler content on tensile strength of untreated and treated PP/
CPH composites with MPS or SDS. The incorporation of CPH decreased the tensile
strength of PP matrix. This was a common trend for the particular natural filler
Figure 1. The torque–time curves of neat PP and PP/CPH composites with different filler content.PP: polypropylene; CPH: cocoa pod husk.
Figure 2. Stabilization torque of untreated and treated PP/CPH composites with MPS and SDS.PP: polypropylene; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane; SDS: sodiumdodecyl sulfate.
6 Journal of Thermoplastic Composite Materials
6
by guest on December 17, 2014jtc.sagepub.comDownloaded from

containing thermoplastic composites, whereas the similar trend was found in previous
work.5,6 Usually, the irregular shape CPH filler has low aspect ratio and poor efficiency
of transferring tensile stress from matrix to filler. Thus, the incorporation of CPH reduced
the tensile strength of PP matrix. The decreased tensile strength was also supported by the
weak interfacial adhesion and the presence of filler agglomeration. Alternatively, the
tensile strength of treated PP/CPH composites increased compared with the untreated PP/
CPH composites, but the tensile strength was still lower as compared to neat PP. The
treated CPH with MPS or SDS had long alkyl chains covalent bonded on its surface that
lead to increase the wettability with PP matrix and it enhanced the interfacial bonding
between CPH and PP matrix. Chun et al.6,12 reported that treated coconut shell with silane
coupling agent and SDS improved the tensile strength of the composites.
The elongation at break of untreated and treated PP/CPH composites is displayed in
Figure 4. The results indicated that the elongation at break of PP/CPH composites had
decreasing trend as the CPH content increased. The addition of rigid CPH particles
restricted the PP chains mobility, which increased brittleness of composites. This is a
common trend found by other researchers.13,14,16,21,24 Treated PP/CPH exhibited lower
elongation at break values compared to untreated PP/CPH. The filler modification with
MPS or SDS altered the CPH properties, making it less hydrophilic and increased the
filler–matrix adhesion. Thus, the flexibility of PP matrix was reduced by the stronger
filler–matrix adhesion. Other researchers reported a similar influence of silane coupling
agent20 and SDS22 on the elongation at break of PP/chitosan composites.
However, the increase of CPH content has increased the tensile modulus of treated
and untreated PP/CPH composites (as illustrated in Figure 5). This is due to the fact that
Figure 3. Effect of filler content on tensile strength of untreated and treated PP/CPH compositeswith MPS and SDS.PP: polypropylene; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane; SDS: sodiumdodecyl sulfate.
Chun and Husseinsyah 7
7
by guest on December 17, 2014jtc.sagepub.comDownloaded from

the friction at interface region between CPH particles and PP matrix led to a rigid
interface which restricted the polymer chain mobility. This increased the rigidity and
stiffness of composites. A similar observation also reported by other researchers.26,27
Furthermore, the tensile modulus of PP/CPH composites increased by filler treatment
using MPS and SDS. It can be seen that the treated CPH with MPS or SDS had better
interfacial adhesion with PP matrix, which led to increase tensile modulus. A similar
result was also reported in the literature for treated composites with silane coupling and
fatty acid.5,19,24–27
The effect of filler treatment on interfacial interaction can be expressed quantitatively
by a simple model developed by Pukansky.28 This model (Equation (4)) takes into
account the most important factors influencing the tensile strength, such as (i) �n—the
change of specimen dimensions during the deformation and the rise of tensile strength
due to strain hardening; (ii) 1� �=1þ 2:5�—effect of reducing load bearing cross
section of matrix due to filling; and (iii) exp B�ð Þ—interfacial adhesion.28,29
�T ¼ �T0n
1� �1þ 2:5�
exp B�ð Þ� �
; ð4Þ
where �T and �T0are the true strength of the composite and the polymer matrix,
respectively (�T ¼ ��, where � is the measured engineering tensile strength), � is
relative elongation (�¼ L/L0, where L0 is the original length and L is length at the failure
point), n is related to strain hardening exponent of polymer matrix, � is the volume
fraction of filler, and B is a parameter expresses the load-bearing capacity of filler, which
Figure 4. Effect of filler content on elongation at break of untreated and treated PP/CPH compo-sites with MPS and SDS.PP: polypropylene; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane; SDS: sodiumdodecyl sulfate.
8 Journal of Thermoplastic Composite Materials
8
by guest on December 17, 2014jtc.sagepub.comDownloaded from

is related to the effect of interfacial adhesion. Equation (5) can be rewritten and
expressed in linear form:
ln �Tred ¼ln�T
n 1þ2:5�1��
� � ¼ ln�T0þ B�: ð5Þ
The plot of ln-reduced tensile strength (�Tred) as a function of filler content should
give a straight line with a slope of B. Figure 6 displayed the plot of reduced tensile
strength of untreated and treated PP/CPH composites versus filler content. A good linear
correlation is observed; therefore, parameter B expressing stress transfer and interfacial
adhesion can be determined with more accuracy. The slope is changed after filler treated
with SDS or MPS. The parameter B of treated PP/CPH composites with SDS or MPS
were 2.44 and 2.11, respectively, which is higher than untreated PP/CPH composites
(1.55). This confirms the interfacial adhesion was enhanced by filler treatment with SDS
or MPS. Meanwhile, the parameter B of treated PP/CPH composites with SDS was larger
than treated PP/CPH composites with MPS. The results indicated that the treated CPH
with SDS was better in enhancing interfacial adhesion and improved stress transfer. The
efficiency between SDS and MPS might be related to the molecular orientation on the
filler surface. The SDS molecules are possibly perpendicular attached on filler surface,
which result in better wetting of matrix to filler surface as shown in Figure 7(a). From
literature, it is found that the coupling agent like stearic acid would form a perpendicular
oriented structure on filler surface as illustrated in Figure 7(a). However, the molecules
of silane coupling agent might resulting in flat or bridge-like structure rather than per-
pendicular on filler surface as illustrated in Figure 7(b)- and (c).30 This probably
Figure 5. Effect of filler content on tensile modulus of untreated and treated PP/CPH compositeswith MPS and SDS.PP: polypropylene; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane; SDS: sodiumdodecyl sulfate.
Chun and Husseinsyah 9
9
by guest on December 17, 2014jtc.sagepub.comDownloaded from

influences the wettability between filler and matrix. Furthermore, the better wettability
yields a stronger interfacial bonding between filler and matrix. As a result, the treated
CPH with SDS shows a better adhesion with PP matrix compared to the treated CPH with
MPS. Demjen and Pukanszky31 also reported that the interfacial bonding was enhanced
when the molecules of coupling agent form a perpendicularly orientation on the filler
surface which improves the tensile strength and tensile modulus.
Morphology study
Figure 8(a) and (b) show SEM micrograph of tensile-fractured surface of untreated PP/
CPH composites with 20 and 40 wt% of CPH content. The SEM micrograph show that
the untreated CPH had poor dispersion and easily to form agglomeration, especially at
40 phr of filler content. The presence of holes due to filler pull out and detached CPH
particles can be observed. This indicated the weak interfacial bonding between untreated
CPH and PP matrix. In contrary, SEM micrographs of treated PP/CPH composites with
MPS or SDS illustrated a brittle fracture surface as shown in Figures 9(a) and (b) and
10(a) and (b). CPH treated with both MPS and SDS was embedded and well covered
by PP matrix. This evidenced the treated CPH had better adhesion with PP matrix.
Water absorption
The water absorption of untreated and treated PP/CPH composites with MPS or SDS is
illustrated in Figure 11. The water absorption of all composites increased with the
increasing of the filler content. Clearly, the untreated PP/CPH composites exhibited
Figure 6. Reduced tensile strength of untreated and treated PP/CPH composites plotted againstfiller content in the linear form of equation (4). Symbols: (a) untreated, (b) treated with MPS, and(c) treated with SDS.PP: polypropylene; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane; SDS: sodiumdodecyl sulfate.
10 Journal of Thermoplastic Composite Materials
10
by guest on December 17, 2014jtc.sagepub.comDownloaded from

higher water absorption than treated PP/CPH composites with MPS and SDS. The
increment of water absorption of composites is correlated to the ability of hydrophilic
CPH to form hydrogen bonding toward water molecules. The water absorption of
Figure 9. SEM micrograph of treated PP/CPH composites with MPS at (a) 20 phr and (b) 40 phr offiller content.SEM: scanning electron microscopy; PP: polypropylene; CPH: cocoa pod husk.
Figure 8. SEM micrograph of untreated PP/CPH composites at (a) 20 phr and (b) 40 phr of fillercontent.SEM: scanning electron microscopy; PP: polypropylene; CPH: cocoa pod husk.
Figure 7. Different idealized molecular orientation of coupling agent on filler surface: (a) perpen-dicular oriented, (b) flat laying, and (c) bridge-like structure.30
Chun and Husseinsyah 11
11
by guest on December 17, 2014jtc.sagepub.comDownloaded from

composites is higher at more filler content. In contrast, the water absorption of com-
posites is reduced with the presence of MPS and SDS. This reason is that the CPH treated
with MPS or SDS has hydrophobic aliphatic chains attached on filler surface, which
decreases the hydrophilicity of CPH. As a result, the tendency of treated CPH to bond
with water molecules was lower. Besides, the treated PP/CPH composites with SDS had
lower water absorption than treated PP/CPH composites with MPS. The treated CPH
Figure 11. Water absorption of neat PP (a); untreated PP/CPH at 20 phr (b) and 40 phr (c) fillercontent; treated PP/CPH with MPS at 20 phr (d) and 40 phr (e) filler content; treated PP/CPH SDSat 20 phr (f) and 40 phr (g) filler content.PP: polypropylene; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane.
Figure 10. SEM micrograph of treated PP/CPH composites with SDS at (a) 20 phr and (b) 40 phrof filler content.SEM: scanning electron microscopy; PP: polypropylene; CPH: cocoa pod husk; SDS: sodium dode-cyl sulfate.
12 Journal of Thermoplastic Composite Materials
12
by guest on December 17, 2014jtc.sagepub.comDownloaded from

with SDS probably had more efficiency in preventing diffusion of water molecules into
CPH due to the presence of longer hydrocarbon chains.
FTIR spectroscopy analysis
Figure 12 shows the FTIR spectra of untreated and treated CPH. The broad peak at 3291
cm�1 was assigned to the hydroxyl groups (–OH) of CPH. The peak at 2927 cm�1 related
to C–H stretching and a small peak at 1732 cm–1 was attributed to C¼O stretching of
carboxyl groups from hemicellulose. The peak of C¼C stretching from hemicellulose
and –OH group from embed moisture were detected at 1604 cm–1. The small peak
presence at 1518 cm–1 was indicated as conjugated C–O group from aromatic skeletal in
lignin. The peak at 1434 cm–1 was corresponding to CH2 deformation vibration of
cellulose. Moreover, the peak at 1372 cm–1 was referring to C–H group deformation in
cellulose and hemicellulose. A peak found at 1247 cm–1 was assigned as C–O groups
from acetyl group in lignin. Another broad peak detected at 1038 cm–1 was C–H group
vibration in cellulose. There are small peaks in the 700–900 cm�1 range related to C–H
vibration of lignin. The treated CPH with MPS or SDS show less hydrophilic properties
then untreated CPH as the peak’s intensity at 3291 and 1605 cm�1 were reduced. The
peak intensity at 1736 cm�1 increased after CPH treated with MPS. This is due to the
Figure 12. FTIR spectra of (a) neat CPH and treated CPH with (b) MPS and (c) SDS.FTIR: Fourier transform infrared; CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane;SDS: sodium dodecyl sulfate.
Chun and Husseinsyah 13
13
by guest on December 17, 2014jtc.sagepub.comDownloaded from

presence of covalent linkage between MPS and CPH. The peak’s intensity at 775 cm�1
significantly increased due to presence of Si–C group from MPS on CPH. Alternatively,
the other characteristic peaks of MPS could not be found in modified CPH. This might be
due to the overlapping of characteristic peaks between MPS and CPH. Figure 13 shows
the schematic diagram of chemical reaction between MPS and CPH. The reaction steps
of MPS involved are as follows: (i) MPS undergoes hydrolysis to become silanols and
some will be self-condensation to form silanol oligomer; (ii) silanol oligomer is physi-
cally absorbed to hydroxyl group of CPH; (iii) condensation of silanol oligomer and
form Si–O–C bond between MPS and CPH. Besides, the treated CPH with SDS also
shows an increasing of peak intensity at 1737 cm�1 that attributed to the formation of
ester linkage between SDS and CPH. The peak intensity at 2923 and 2853 cm�1 increased
due to the presence of long alkyl chains from SDS attached on CPH surface via covalent
bonding. The schematic reaction between SDS and CPH was shown in Figure 14.
Differential scanning calorimetry
The DSC curves of neat PP and untreated and treated PP/CPH composites are shown in
Figure 15. The DSC data of neat PP and all composites are listed in Table 2. The melting
temperature (Tm) of neat PP can be observed at 165 C and the crystallinity of neat PP is
27%. According to Table 2, the increase in CPH content increased the crystallinity of PP/
CPH composites and PP matrix as well. The presence of CPH provided a site for
nucleation as it promotes the migration and diffusion of PP chain nucleation sites for
initiation of spherulites growth. Furthermore, the treated PP/CPH composites with MPS
or SDS show a higher crystallinity than untreated PP/CPH composites. This result
indicated treated CPH with MPS or SDS that might had better adhesion with PP matrix
Figure 13. Schematic reaction between MPS and CPH.CPH: cocoa pod husk; MPS: 3-mercaptopropyltrimethoxysilane.
14 Journal of Thermoplastic Composite Materials
14
by guest on December 17, 2014jtc.sagepub.comDownloaded from

and resulting a strong nucleating effect to composites. The addition of natural filler gives
nucleating effect to composites and the nucleating effect is increased with the presence
of silane coupling agent or fatty acid were reported by other researchers.5,12,15,20 The Tm
of PP/CPH composites was not influenced by changes of CPH content and SDS or MPS
Figure 14. Schematic reaction between SDS and CPH.CPH: cocoa pod husk; SDS: sodium dodecyl sulfate.
Figure 15. DSC curves of neat PP, untreated and treated PP/CPH with composites MPS and SDS.DSC: differential scanning calorimetry; PP: polypropylene; CPH: cocoa pod husk; SDS: sodiumdodecyl sulfate; MPS: 3-mercaptopropyltrimethoxysilane.
Chun and Husseinsyah 15
15
by guest on December 17, 2014jtc.sagepub.comDownloaded from

modification. Some literatures also reported that the increase of filler content or filler
modification did not tend to change the Tm of composites.6,12,22,32 Generally, the Tm of
the semicrystalline polymer is increased with the increasing of spherulites dimensions.33
The presence of particulate filler usually causes a heterogeneous nucleating effect to
semicrystalline polymer.34,35 The number of smaller spherulites are probably growth due
to the increase of filler content or filler modification, which increased the crystallinity of
composites, but it does not affect the Tm.36,37
Thermogravimetric analysis
The derivative thermogravimetric (DTG) and TGA thermograms of neat PP, CPH and
untreated and treated PP/CPH composites are illustrated in Figures 16 and 17, respec-
tively. The DTG and TGA data of samples are summarized in Table 3. As shown in
Figure 16, the CPH exhibited three decomposition steps. First, the dehydration of
moisture and other volatile compound in CPH at temperature about 60 C. Then, the
weight loss is attributed to the decomposition of hemicellulose at temperature about 250
C, followed by further decomposition of lignin and cellulose at temperature above 350 C.
The increased CPH content reduced the thermal stability of PP/CPH composites com-
pared to neat PP as evidenced from the temperature at 5% weight loss (Td5%). This
indicated that the PP/CPH composites had undergone an early thermal decomposition
and the weight loss at Td5% was attributed to the loss of moisture, volatile material, and
hemicellulose in the CPH. However, the temperature at maximum weight loss (Tdmax) of
the PP/CPH composites shifted to higher temperature and the residue content increased
as CPH content increased. This is because the addition of more CPH increased the
thermal stability of PP/CPH composites to higher decomposition temperature. This
phenomenon occurred due to the formation of char residue from thermal decomposition
of hemicellulose, which acts as thermal protecting layer on the composites and delaying
the process of thermal decomposition.38,39 Araujo et al.40 also reported that increasing
the curaua fiber content raised the formation of char residue and inhibited the thermal
decomposition of the biocomposites. The thermal stability of treated PP/CPH composites
with SDS or MPS was higher than untreated PP/CPH composites, as can be seen from the
Table 2. DSC data of neat PP, untreated and treated PP/CPH composites with MPS and SDS.
Materials Tm (�C) �H (J g�1) Xc (%) Xpp (%)
Neat PP 165 57 27 27Untreated PP/CPH:100/20 165 59 28 34Untreated PP/CPH:100/40 165 65 31 43Treated PP/CPH:100/20 (MPS) 165 69 33 40Treated PP/CPH:100/40 (MPS) 165 73 35 49Treated PP/CPH:100/20 (SDS) 164 78 37 44Treated PP/CPH:100/40 (SDS) 164 86 41 57
DSC: differential scanning calorimetry; PP: polypropylene; CPH: cocoa pod husk; SDS: sodium dodecyl sulfate;
MPS: 3-mercaptopropyltrimethoxysilane; Tm: melting temperature; Xc: crystallinity of composites; �H: heat
fusion of composites; XPP: crystallinity of PP matrix; PP: polypropylene
16 Journal of Thermoplastic Composite Materials
16
by guest on December 17, 2014jtc.sagepub.comDownloaded from

Figure 16. DTG curves of CPH, neat PP, untreated and treated PP/CPH composites with MPSand SDS.DTG: derivative thermogravimetry; PP: polypropylene; CPH: cocoa pod husk; SDS: sodium dode-cyl sulfate; MPS: 3-mercaptopropyltrimethoxysilane.
Figure 17. TGA curves of CPH, neat PP, untreated and treated PP/CPH composites with MPS andSDS.TGA: thermogravimetric analysis; PP: polypropylene; CPH: cocoa pod husk; SDS: sodium dodecylsulfate; MPS: 3-mercaptopropyltrimethoxysilane.
Chun and Husseinsyah 17
17
by guest on December 17, 2014jtc.sagepub.comDownloaded from
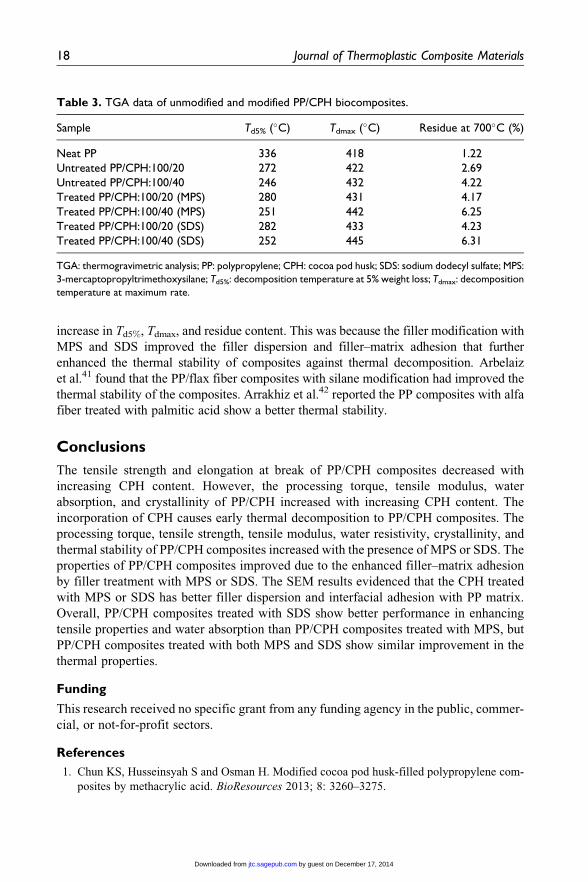
increase in Td5%, Tdmax, and residue content. This was because the filler modification with
MPS and SDS improved the filler dispersion and filler–matrix adhesion that further
enhanced the thermal stability of composites against thermal decomposition. Arbelaiz
et al.41 found that the PP/flax fiber composites with silane modification had improved the
thermal stability of the composites. Arrakhiz et al.42 reported the PP composites with alfa
fiber treated with palmitic acid show a better thermal stability.
Conclusions
The tensile strength and elongation at break of PP/CPH composites decreased with
increasing CPH content. However, the processing torque, tensile modulus, water
absorption, and crystallinity of PP/CPH increased with increasing CPH content. The
incorporation of CPH causes early thermal decomposition to PP/CPH composites. The
processing torque, tensile strength, tensile modulus, water resistivity, crystallinity, and
thermal stability of PP/CPH composites increased with the presence of MPS or SDS. The
properties of PP/CPH composites improved due to the enhanced filler–matrix adhesion
by filler treatment with MPS or SDS. The SEM results evidenced that the CPH treated
with MPS or SDS has better filler dispersion and interfacial adhesion with PP matrix.
Overall, PP/CPH composites treated with SDS show better performance in enhancing
tensile properties and water absorption than PP/CPH composites treated with MPS, but
PP/CPH composites treated with both MPS and SDS show similar improvement in the
thermal properties.
Funding
This research received no specific grant from any funding agency in the public, commer-
cial, or not-for-profit sectors.
References
1. Chun KS, Husseinsyah S and Osman H. Modified cocoa pod husk-filled polypropylene com-
posites by methacrylic acid. BioResources 2013; 8: 3260–3275.
Table 3. TGA data of unmodified and modified PP/CPH biocomposites.
Sample Td5% (�C) Tdmax (�C) Residue at 700�C (%)
Neat PP 336 418 1.22Untreated PP/CPH:100/20 272 422 2.69Untreated PP/CPH:100/40 246 432 4.22Treated PP/CPH:100/20 (MPS) 280 431 4.17Treated PP/CPH:100/40 (MPS) 251 442 6.25Treated PP/CPH:100/20 (SDS) 282 433 4.23Treated PP/CPH:100/40 (SDS) 252 445 6.31
TGA: thermogravimetric analysis; PP: polypropylene; CPH: cocoa pod husk; SDS: sodium dodecyl sulfate; MPS:
3-mercaptopropyltrimethoxysilane; Td5%: decomposition temperature at 5% weight loss; Tdmax: decomposition
temperature at maximum rate.
18 Journal of Thermoplastic Composite Materials
18
by guest on December 17, 2014jtc.sagepub.comDownloaded from

2. Chun KS, Husseinsyah S and Osman H. Tensile properties of polypropylene/cocoa pod husk
biocomposites: effect of maleated polypropylene. Adv Mater Res 2013; 747: 645–648.
3. Chun KS, Husseinsyah S and Osman H. Utilization of cocoa pod husk as filler in polypropy-
lene biocomposites: effect of maleated polypropylene. J Thermplast Compos Mater. Epub
ahead of print 26 November 2013. DOI: 10.1177/0892705713513291.
4. Lucia CM, Renata Dias d MCA and Carmen Lucia DOP. Cacao pod husks (Theobroma cocoa
L.): composition and hot-water-soluble. Ind Crop Prod 2001; 34: 1173–1181.
5. Chun KS and Husseinsyah S. Polylactic acid/corn cob eco-composites: effect of new organic
coupling agent. J Thermoplast Compos Mater 2014; 27: 1667–1678.
6. Chun KS, Husseinsyah S and Azizi FN. Characterization and properties of recycled polypro-
pylene/coconut shell powder composites: effect of sodium dodecyl sulphate modification.
Polym Plast Technol Eng 2013; 52: 287–294.
7. Ramli R, Yunus RM and Beg MDH. Effect of fiber loading, fiber type, its mesh sizes and cou-
pling agent on the properties of oil palm biomass/polypropylene composites. J Compos Mater
2011; 45: 2165–2171.
8. Abdelwabeh T, Mustapha K, Laura P, et al. Thermal and mechanical properties of maize
fibres-high density polyethylene biocomposites. J Compos Mater 2013; 47: 1387–1397.
9. Niskanen K. Mechanics of paper products. Deutsche: Walter de Gruyter GmbH & Co. KG,
2011.
10. Yeng CM, Husseinsyah S and Sam ST. Chitosan/corn cob biocomposite films by cross-linking
with glutraldehyde. BioResources 2013; 2: 2910–2923.
11. Yeng CM, Husseinsyah S and Sam ST. Modifed corn cob filled chitosan biocomposite films.
Polym Plast Eng Technol 2013; 52: 1496–1502.
12. Chun KS, Husseinsyah S and Osman H. Mechanical and thermal properties of coconut shell
powder filled polylactic acid biocomposites: effect of filler content and silane coupling agent.
J Polym Res 2012; 19: 1–8.
13. Gonzalez D, Santos V and Parojo JC. Silane-treated lignocellulosic fibers as reinforcement
material in polylactic acid biocomposites. J Thermoplast Compos Mater 2011; 25:
1005–1022.
14. Razi PS, Porteir R and Raman A. Studies on polymer-wood interface bonding; effect of
coupling agents and surface modification. J Compos Mater 1999; 33: 1064–1079.
15. Xie Y, Hill CAS, Xiao Z, et al. Silane coupling agents used for natural fiber/polymer compo-
sites: a review. Compos: A 2010; 41: 806–819.
16. Beshay A and Hoa SV. Reinforcement of polyvinyl chloride (PVC) and polystyrene (PS)
with cellulosic fibers treated with silane. J Thermoplast Compos Mater 1990; 3: 264–274.
17. Ma H and Joo CW. Influence of surface treatments on structural and mechanical properties
of bamboo fiber-reinforced poly(lactic acid) biocomposites. J Compos Mater 2011; 45:
2455–2463.
18. Gwon JG, Lee S, Chun SJ, et al. Effect of chemical treatment of hydrid fillers on the physical
and thermal properties of wood plastic composites. Compos: A 2010; 42: 1491–1497.
19. Pang AL and Ismail H. Tensile properties, water uptake, and thermal properties of polypropy-
lene/waste pulverized tire/kenaf (PP/WPT/KNF) composites. BioResources 2013; 8: 806–817.
20. Chun KS, Husseinsyah S and Osman H. Development of biocomposites from cocoa pod husk
and polypropylene: effect of filler content and 3-aminopropyltriethoxylsilane. Poylm Renew
Res 2014; 5: 139–156.
21. Husseinsyah S, Azmin AN and Ismail H. Effect of maleic anhydride-grafted-polyethylene
(MAPE) and silane on properties of recycled polyethylene/chitosan biocomposites. Polym
Plast Eng Tehcnol 2013; 52: 168–174.
Chun and Husseinsyah 19
19
by guest on December 17, 2014jtc.sagepub.comDownloaded from

22. Amri F, Husseinsyah S and Hussin K. Effect of sodium dodecyl sulfate on mechanical and
thermal properties of polypropylene/chitosan composites. J Thermoplast Compos Mater
2013; 26: 878–892.
23. ASTM Standard D638. Standard test method for tensile properties of plastics. West Consho-
hocken: ASTM International, 2010.
24. Shaari Balakrishana N, Ismail H and Othman N. The effects of rattan filler loadings on prop-
erties of rattan powder-filled polypropylene composites. Bioresources 2012; 7: 5677–5678.
25. Salmah H and Ismail H. The effect of filler loading and meleated polypropylene on properties
of rubber wood filled polypropylene/natural rubber composites. J Reinforc Plast Compos
2008; 27: 1867–1876.
26. Arif MF, Megat-Yussoff PSM and Ahmad F. Effect of chemical treatment on oil palm empty
fruit bunch reinforced high density polyethylene composites. J Reinforc Plast Compos 2009;
29: 2105–2118.
27. Bengtsson M and Oksman K. The use of silane technology in crosslinking polyethylene/wood
flour composites. Compos: A 2006; 37: 752–765.
28. Pukanszky B. Influence of interface interaction on the ultimate tensile properties of polymer
composites. Composites 1990; 21: 255–262.
29. Danyadi L, Renner K, Moczo J, et al. Wood flour filled polypropylene composites: interfacial
adhesion and micromechanical deformations. Polym Eng Sci 2007; 47: 1246–1255.
30. Rothon RN. Particulate-filled polymer composites. Shrewsbury: Rapra Technology Limited,
2003.
31. Demjen Z and Pukanszky B. Effect of surface coverage of silane treated CaCO3 on the tensile
properties of polypropylene composites. Polym Compos 1997; 18: 741–747.
32. Daniels CA. Polymers: structure and properties. Lancaster: CRC Press, 1989.
33. Hussiensyah S, Chun KS, Hadi A, et al. Effect of filler loading and coconut oil coupling agent
on properties of low-density polyethylene and palm kernel shell eco-composites. J Vinyl Addit
Technol. Epub ahead of print 29 July2014. DOI: 10.1002/vnl.21423.
34. Ning N, Fu S, Zhang W, et al. Realizing the enhancement of interfacial interaction in semi-
crystalline polymer/filler composites via interfacial crystallization. Prog Polym Sci 2012;
37: 1425–1455.
35. Ning N, Yin Q, Luo F, et al. Crystallization behavior and mechanical properties of polypro-
pylene/halloysite composites. Polymer 2007; 48: 7374–7384.
36. Mattos BD, Misso AL, Cadematartori PHG, et al. Properties of polypropylene composites
filled with a mixture of household waste of mate-tea and wood particles. Const Build Mater
2014; 61: 60–68.
37. Parparita E, Darie RN, Popescu CM, et al. Structure-morphology-mechanical properties rela-
tionship of some polypylene/lignocellulosic composites. Mater Des 2014; 56: 763–772.
38. Salmah H, Koay SC and Hakimah O. Surface modification of coconut shell powder filled
polylactic acid biocomposites. J Thermoplast Compos Mater 2013; 26: 809–819.
39. Chun KS, Husseinsyah S and Osman H. Properties of coconut shell powder-filled polylactic
acid ecocomposites: effect of maleic acid. Polym Eng Sci 2013; 53: 1109–1116.
40. Araujo JR, Waldman WR and De Paoli MA. Thermal properties of high density polyethylene
composites with natural fibres: coupling agent effect. Polym Degrad Stabil 2008; 93: 1770–1775.
41. Arbelaiz A, Fernandez B, Ramos JA, et al. Thermal and crystallization studies of short flax
fibre reinforced polypropylene matrix composites: effect of treatments. Thermochim Acta
2006; 440: 111–121.
42. Arrakhiz FZ, Elachaby M, Bouhfid R, et al. Mechanical and thermal properties of polypropylene
reinforced with alfa fiber under different chemical treatment. Mater Des 2012; 35: 318–322.
20 Journal of Thermoplastic Composite Materials
20
by guest on December 17, 2014jtc.sagepub.comDownloaded from
Copyright © 2022 FDOKUMEN