
CHAPTER-1 INTRODUCTION
56
CHAPTER-1 INTRODUCTION 1.1 BACKGROUND The washing industry, usually known as soap industry, has roots over 2000 years in past, a soap factory having been found in the Pompeii excavation (i.e. ancient Roman city). However, among the many chemical process industries, none has experienced such a fundamental change in raw material as have the washing industries. Soap itself was never actually “discovered”, but instead gradually evolved from crude mixture of alkaline and fatty acid (George, 1984). Scientifically, the term detergent covers both soap and synthetic detergent, or “syndets” but it is widely used to indicate synthetic cleaning compounds as distinguishes from soap. Detergent differs from soap in their action in hard water. Although soaps are excellent cleansers, they do have disadvantages. As salts of week acids, they are converted by mineral acids into free fatty acids. These fatty acids are less soluble than the sodium or potassium salts and form precipitate or soap scum. Because of this, soaps are ineffective in acidic water. Also soaps form insoluble salts in hard water such as water containing magnesium, calcium or iron. The insoluble salts from bath rub rings, leave film that reduce hair luster, and gray/roughen textiles after repeated washings. Synthetic detergents, however, may be soluble in both acid and alkaline solutions and don’t form insoluble precipitate in hard water. Though the beginning of detergent industry is not shrouded in the veils of history as were the start of soap industry; it is nevertheless not easy to find when the detergent industry, as such came into existence. Detergent surfactants were developed during World War I in response to a shortage of animal and vegetable fats and oils. The discovery of surfactant was also driven by the need of a cleaning product resistant to hard water to make the cleaning more effective. At that time, petroleum was found to be a readily available 1
Transcript of CHAPTER-1 INTRODUCTION

CHAPTER-1 INTRODUCTION
1.1 BACKGROUND
The washing industry, usually known as soap industry, hasroots over 2000 years in past, a soap factory having beenfound in the Pompeii excavation (i.e. ancient Roman city).However, among the many chemical process industries, nonehas experienced such a fundamental change in raw material ashave the washing industries. Soap itself was never actually“discovered”, but instead gradually evolved from crudemixture of alkaline and fatty acid (George, 1984).
Scientifically, the term detergent covers both soap andsynthetic detergent, or “syndets” but it is widely used toindicate synthetic cleaning compounds as distinguishes fromsoap. Detergent differs from soap in their action in hardwater. Although soaps are excellent cleansers, they do havedisadvantages. As salts of week acids, they are converted bymineral acids into free fatty acids. These fatty acids areless soluble than the sodium or potassium salts and formprecipitate or soap scum. Because of this, soaps areineffective in acidic water. Also soaps form insoluble saltsin hard water such as water containing magnesium, calcium oriron. The insoluble salts from bath rub rings, leave filmthat reduce hair luster, and gray/roughen textiles afterrepeated washings. Synthetic detergents, however, may besoluble in both acid and alkaline solutions and don’t forminsoluble precipitate in hard water.
Though the beginning of detergent industry is not shroudedin the veils of history as were the start of soap industry;it is nevertheless not easy to find when the detergentindustry, as such came into existence. Detergent surfactantswere developed during World War I in response to a shortageof animal and vegetable fats and oils. The discovery ofsurfactant was also driven by the need of a cleaning productresistant to hard water to make the cleaning more effective.At that time, petroleum was found to be a readily available
1

source for the manufacture of detergent surfactants. Today,detergent surfactants can be produced with a varietyoleochemicals (derived from fats and oils) and/orpetrochemicals (derived from petroleum).The earliest developed synthetic detergents were short-chainalkyl naphthalene sulphonates that were later found to beonly somewhat good detergents and so their properties wereimproved. Those detergents are still used today as wettingagents. During 1920's and 30's, straight chain alcohols weresulphonated to produce straight chain detergents. During thesame time long chain alkyl and aryl sulphonates with benzenewere developed as the aromatic nucleus (the alkyl portionwas derived from kerosene). By the end of Second World War,alkyl aryl sulphonates swamped the detergent market overalcohol sulphates that later proved to be highly useful inthe shampoo industry.
The major uses of earlier detergents were in handdishwashing and fine fabric laundering. In 1946, came animportant breakthrough in the development of detergents forall-purpose laundry applications, when the first "built"detergent (containing a builder/surfactant combination) wasoffered in the U.S. Surfactant is a basic cleaning agent ofa detergent product, while a builder helps a surfactant tofunction more effectively. Phosphate compounds were used asbuilders in these detergents, which significantly improvedtheir performance, thereby making them ideal for cleaningheavily soiled laundry.
Since those early discoveries in the chemistry and techniqueof detergents and builders, developments have been continuedthat focuses on achieving more efficient and easy to usedetergent products. Now the manufacturers give an importantconsideration to safety for consumers and the environment aswell.
1.2 THEORETICAL BASIS
2

Detergents are designed with one primary purpose: to removesoil from some type of surface. From that simple premise allformulas are designed, although the variety of soils andsurfaces encountered will give an almost infinite range offormulating possibilities.
An effective, general-purpose detergent must be capable offour basic cleaning functions. First, since most soil isacidic in nature, it must be able to neutralize acidic soilcomponents. Secondly, to clean oil and grease from asurface, it must be able to emulsify, or homogenize oil andgrease into tiny water dispersible particles. Third, it mustdeflocculates, or break down, particulate soils such ascarbon, dust and clay, into very fine particles. Fourth,once the above three functions are accomplished; thedetergent should keep the soil in suspension so thatredeposition onto the surface just cleaned does not occurduring rinsing.
Detergents universally use two components to accomplishthese functions: surfactants and builders. Surfactants canbe either a liquid or a powdered ingredient comprised oforganic molecules. Builders are inorganic ingredients,usually in powdered form, such as phosphates, silicates,carbonates, and orthophosphates. The combination ofsurfactants and builders is the basis of detergentcompounding.
As a detergent is formulated, different weight may be givento each of the four basic cleaning functions, depending onthe intended use of the detergent. Consideration will alsobe given to the type of surface to be cleaned to preventpossible damage to the substrate. In addition, there arethree other factors that influence the effectiveness of adetergent: agitation, time, and heat. For example, if a soaktank is set up and a greasy panel is immersed into adetergent solution, the detergent will show a certain levelof cleaning effectiveness after a set period. Increase thetime, and the effectiveness goes up.
3

Add agitation and heat, and maximum effectiveness isachieved. The combined action of detergent, agitation, time,and heat gives the best results. Leave one factor out, andyou must compensate with more of the others.
These variables account for the different products producedtoday. There are hand dish- washing detergents and machinedish-washing detergents, baby shampoos and pet shampoos,engine degreasers and car wash detergents; all purposecleaners, metal cleaners, solvent-based cleaners, handcleaners, concentrated products and RTU (ready touse) cleaners, each different, but all accomplishing thebasic function of removing soil from a surface.
These different detergent products can be used in differentform in its application. However; Liquid detergents provideconvenience in our daily life ranging from personal care ofhand and body cleansing and hair cleaning and conditioningto home care in dishwashing and cleaning of varioushousehold surfaces to fabric care in laundering and fabricsoftening. Compared with powdered detergents, liquiddetergents dissolve more rapidly, particularly in coldwater, they generate less dust, and they are easier to dose.It is not surprising, therefore, that liquid forms ofcleaning products have been gaining in popularity sincetheir introduction in the late 1940s.With the exception of fabric softeners and shampoos, thesolid form of cleaning products preceded the liquid form.This is true of manual and automatic dishwashing,laundering, and general personal cleansing products. As aresult, the technical history of liquid detergents is to alarge extent one of emulating the performance features ofthe powder models.
Since the mid-1990s there have been numerous new productslaunched around the world and there have been many advancesin technology in this field. Liquid detergents have furthergained popularity around the world replacing manytraditional products in solid, powder, or other forms.
4

Detergent manufacturers have introduced a large number ofnew products in every category. These products not onlyoffer continuous improvement in cleaning performance butalso incorporate more and more additional benefits. This istrue for all products.
Generally, liquid detergents are formulated with theintention of their following end uses: i. House hold washing liquid mainly for dish,utensils, etc…washing ii. Light duty laundering for synthetic andwoolen fabrics iii. For scouring minerals oiled goods of woolenor worsted piece of fabric iv. Shampoos v. Rug cleaning shampoos vi. Other specific applications
1.3 OBJECTIVES
The main aim of this project is to produce liquid detergentproduct using small scale sector/ industries. However,taking into considerations of this, the different aspects ofproducing the liquid detergent products are discussed like;
Different categories of liquid detergent productsRaw materials and production process Formulation of different product categoriesEffectively generating of the products that are attractive to consumers and retailersEconomical considerations that take part in the production of liquid detergents.Environmental issue concerning the detergents to be produced
CHAPTER-2 LITRATURE REVIEW
2.1 VARIOUS PRODUCT CATEGORIES AND APPLICATION
2.1.1 LIGHT-DUTY LIQUID DETERGENTS
5

Light-duty liquid detergents (LDLDs) are mixtures ofsurfactants dispersed in water and, as opposed to Heavy-dutyliquid detergents (HDLDs), are free of builders or alkalineinorganics. They are used primarily for hand washing ofdishes, glasses, pots and pans, and other cooking andserving utensils. They are also used for washing hands,cleaning kitchen countertops, cutting boards, stovesurfaces, and less often for washing delicate fabrics andgeneral household cleaning.
Consumers expect LDLDs to clean, foam, and be mild to theirhands. In addition, many consumers have come to want long-lasting foam, pleasing appearance and fragrance, ease ofrinsing, safety for dishes, consumers, and the environment,convenient packaging and ease of dispensing, and good value.In the developed markets, LDLDs are now more and moreconcentrated, some are antibacterial for those concernedabout family health, and some are more experiential. Withthe introduction of these “ultras,” antibacterial, andsensorial variants of LDLDs in the 1990s, the face of thehand dishwashing liquid market in the developed markets haschanged significantly. In the developing markets, LDLDs arein general more dilute with lower active levels andgenerally do not have the added benefits (such asantibacterial ability or the “aromatherapy” experience).However, the fundamental consumer need is still adishwashing liquid that cleans fast, is convenient to use,and is not too expensive.
Light-duty liquids have maintained a significant marketvolume to this day. This is in spite of the introduction andincreasing popularity of automatic dishwashing machines andthe detergents formulated for these machines. In fact, theuse of both has increased greatly since their introductionin the late 1950s. This can be explained in part by the factthat some consumers use the light-duty liquids for washingdelicate laundry items by hand in addition to continued useof them for washing small loads of dishes.
6
Generally speaking, light-duty liquid compositions arerelatively nonirritating to skin. Mildness to skin couldtherefore be claimed for these products with reasonablejustification. During the 1960s and 1970s the cosmetic imagewas further enhanced by making light-duty liquids moreopaque, and imparting to them the ability to emulsifygrease, combined with a persistent foam, has been the mainobjective of technical improvement. In line with cleaningefficacy, solid particles have also been incorporated intosome light-duty liquid formulations with the objective ofincreasing the effectiveness of the products in removingsolid caked-on or baked-on soiling from.
Since the mid-1990s a great wave of evolution has takenplace in the hand dishwashing liquid detergent market. Thenew products not only include “smarter” surfactants andsurfactant mixtures, but also address multiple consumerneeds offering multidimensional benefits. While consumersare in general quite satisfied with the primary cleaningfunction of dishwashing detergents, they have startedlooking for additional benefits beyond cleaning. Newproducts introduced to the market incorporate variousbenefits including antibacterial and hand care propertiesand cleaning of tough-to-remove soiling.
2.1.2 HEAVY-DUTY LIQUID DETERGENTS
Heavy-duty liquid detergents (HDLDs) were introduced intothe laundry market many years after the introduction ofpowder detergents. The first commercial heavy-duty liquidappeared in the U.S. in 1956. Liquid detergents wereintroduced in the Asia/Pacific region and Europe as recentlyas the 1970s and 1980s, respectively.
HDLDs have several advantages when compared to powderdetergents. Liquid detergents readily dissolve in warm orcold water, leaving no detergent residue on dark fabrics.They can be easily dispensed from the bottle or refillpackage, and their dispensing caps allow for the unused
7

liquid to flow back into the container without spilling. Inaddition, liquids do not suffer from adverse effects afterexposure to moisture (powders can “cake” in storage whenexposed to high humidity). Furthermore, liquid detergentslend themselves to a pretreatment regimen at full strengthby pouring directly on soils and stains, providing aconvenient way to facilitate the removal of tough stains.
Heavy-duty liquid laundry formulations vary enormouslydepending upon the washing habits and practices of consumersin a given geographic region. The degree of complexity canrange from formulations that contain minimal amounts ofcleaning ingredients to highly sophisticated compositionsconsisting of superior surfactants, enzymes, builders, andpolymers. Atypical heavy-duty liquid consists of all or someof the following components: surfactants, builders, enzymes,polymers, optical brighteners, and fragrance. In addition,it may contain other special ingredients designed forspecific functions.
There has been a significant technological development inheavy-duty liquid detergents in the last decade. Severalthousand patents in this area were granted during thisperiod. While many of these advances continue to focus onimprovement in cleaning efficacy with conventionalapproaches using alternative surfactant systems, opticalbrighteners, or enzymes, there has been a greater emphasison additives incorporated into the detergent formulation atlow concentrations that deliver other significant, consumer-perceivable benefits. A strong emphasis in recent years hasbeen on fabric and color care benefits, with the goal ofpreserving fabric appearance after multiple launderings. Themarket has also shifted toward consumer-friendly productsthat reduce fabric wrinkling and eliminate the need forironing or reduce ironing time. There has also been acontinuous effort to find novel polymers that reduce dyetransfer in the wash or rinse. Several patents on soilrelease technologies have been granted, with the focus beingshifted from synthetics or blends to cotton garments. Novel
8

enzymes are routinely finding new uses in liquid detergents,with efforts aimed at reducing allergenicity also beingactively pursued. Polymers have been employed to modify therheology of various liquid formulations for improvingproduct aesthetics through suspension of visual cues.Incorporating encapsulated fragrances and additives intoheavy-duty liquids for masking or eliminating malodors isanother important development in recent years.2.1.3 LIQUID AUTOMATIC DISHWASHER DETERGENTS
Liquid automatic dishwasher detergents (LADDs) were firstintroduced to the U.S. and European markets in 1986. Priorto that, all dishwasher detergents were in powder form.LADDs have slowly gained popularity since theirintroduction. At the same time there has been an increase inthe number of households with dishwashers, especially in theU.S. and Europe. By the early 2000s about half of U.S.households had dishwashers. LADDs account for about 40% ofthe dishwasher detergent market; 40% is accounted for by thepowder form and 20% by the new unit-dosed form.
There has been an evolution in the technology of LADDs fromclay hypochlorite bleach form to gel hypochlorite bleachform to gel enzyme non-bleach form. The first LADDs wereessentially powder compositions in a liquid form, in whichfunctional components were suspended or dispersed in astructured liquid matrix. The liquid matrix consisted ofwater and the common structuring additives used were bipolarclays and a co-thickener comprising a metal salt of a fattyacid or hydroxy fatty acid. These liquid products, althoughminimizing some of the shortcomings of powders, sufferedfrom two major disadvantages. First, the rheologicalproperties of these products were such that the productneeded to be shaken prior to dispensing. Second, the shelflife stability of these products did not meet consumerexpectations. These problems were recognized by themanufacturers and aesthetically superior, non-shake, stable,and translucent products were introduced to the market in1991 as “gels.” All the liquid products marketed in the U.S.
9

today are essentially in “gel” form using polymericthickeners.
2.1.4 SHAMPOOS AND CONDITIONERS
Shampoos are liquid detergents designed to clean hair andscalp. They bear some resemblance to hand dishwashingliquids in that they are essentially builder-free surfactantsolutions.
The history of shampoos is long, beginning well before thedays of synthetic surfactants. The advent of syntheticsurfactants greatly expanded the options for formulators andat the same time improved the aesthetics of the products.Aesthetic properties, such as appearance (clear orpearlescent), viscosity, and fragrance, are perhaps moreimportant in this product group than in any other productcategory of liquid detergent. Development and maintenanceof an adequate foam level is a performance property and alsoan aesthetic property in that it is noticed and evaluated byusers. Shampoos almost always contain additives withactivity in areas other than cleaning and foaming, designedto provide specific performance attributes such as hairluster and manageability and elimination of dandruff.
The use concentration of shampoos is estimated as near 8%.This is an order of magnitude greater than that of laundryand dishwashing liquids. Mildness to skin and low irritationto eyes are therefore important requirements for shampoos.Salts, generally sodium but also triethanolammonium, oflong-chain alcohol sulfates and alcohol ether sulfates arethe most widely used surfactants in shampoo formulations.Alkanolamides act as viscosity regulators and foamstabilizers.
The most general benefits associated with the use ofconditioners are a reduction in static charge on hair andhence a greater ease of combing, that is, improvedmanageability. Cationic, quaternary surfactants and cationic
10

polymers provide these benefits as a result of electrostaticadsorption on hair. Analogous to “softergents,” the mutualantagonism of the cationic conditioners and the anionicsurfactants that provide the primary shampoo function ofremoving oily deposits on hair presents a problem in thedevelopment of conditioning shampoos. Some anionicsurfactants, notably carboxylated nonionics, have been foundto be more tolerant toward cationic surfactants than alcoholsulfates or alcohol ether sulfates.
Shampoos for particular individual needs have beenincreasing in acceptance among consumers with specificcosmetic or health concerns. The demand for specialtyproducts is driven by race, age, gender, image, personality,lifestyle, health, well-being, fashion, etc. New specialtyshampoos that have been developed and are appearing on themarket include those offering volume control, colorprotection, sun protection, revitalization or repair ofdamaged hairs or split-ends, frizz and flyaway reduction,and styling control.The growing trend of using natural ingredients in personalcare products in recent years also holds true for shampoosand conditioners. Keratins, vitamin E, essential oils, greentea, rosemary, grapefruit, grape seeds, saw palmetto, lotus,honey, chitosan, and ginseng are examples of some of theingredients used in “natural” shampoos. Some of theseshampoos only contain minute amounts of these ingredientsfor making “ingredient claims” with no real substantiatedbenefits.
2.1.5 LIQUID HAND SOAP AND BODYWASH
The initial development of liquid hand soap may be dated toas early as the 1940s. In the 1960s and 1970s liquid soapsstarted to appear as institutional and hospital health carehand washing products, some using simple liquid fatty acidcoco soaps and some using blends of synthetic surfactants.In the late 1970s liquid soap was developed and launched onthe mass market in the U.S.With the advantages liquid soaps
11
offer over conventional bar soaps, they soon gained consumeracceptance and became increasingly popular.
Liquid soap can be stored and dispensed with the conveniencecharacteristics of all liquids. Beyond these genericattractions, they possess an aesthetic advantage overconventional bar soaps in that during use, and particularlyduring occasional use, they are not subject to the visualand physical deterioration in appearance of bar soaps.Stored in an aqueous matrix (residual water from washing),soap bars tend to slough and crack to various degrees. Thecracks, in turn, can collect dirt, which leads to a lessthan attractive appearance.
As liquid soap has gained popularity, its application hasextended beyond washing hands to body cleansing and liquidbody wash/shower gel products. These have become a growingproduct subcategory.New liquid hand soap products introduced to the market inthe last decade continue to focus on superior cleaning plusantibacterial and skin moisturizing benefits. Triclosan isthe universal choice of antimicrobial agent for theseproducts.
With the advent of liquid body wash or shower gel, the rapidpace of innovation in the bath and shower market in the lastdecade has transformed traditional bathing and showeringpractice from the necessity of basic cleaning and hygiene topampering and caring for the well-being of body and mind.The skin care benefits that were being delivered viaproducts sold only in specialty stores and for indulgencessuch as spas are now coming onto the mass market. Relaxationof body and mind is being offered in the shower with theintroduction of aromatherapy shower gels based on essentialoils, traditionally known to soothe the nerves and relax themuscles.
2.1.6 FABRIC SOFTENERS
12

Fabric softeners or conditioners are designed to deliversoftness to washed clothes and to impart a pleasant smell.They first made their appearance in the U.S. market in the1950s. The softening effect is typically accomplished usingcationic surfactants, “quats” (quaternary ammoniumsurfactants), which adsorb onto fabric surfaces. Di-hardtallow dimethylammonium chloride (DHTDMAC) has been the mostcommonly used softening ingredient for several decades. Thepositive charges on the nitrogen atom combined with the highmolecular mass associated with the long alkyl chain ensureadsorption of the compound on the substrate and a soft feelof the conditioned fabric.
In a conventional fabric softener formulation the level ofthe quaternary surfactants is about 5%. Low concentrationsof leveling agents can also be present. These materials,often nonionic surfactants, assist in the uniform depositionof the softening quats. In addition, a buffering system isused to ensure an acidic pH. Finally, a solvent, such asisopropanol, present at a level of about 10 to 15%, ensuresa viscosity range suitable for easy dispensing from thebottle. As additives to improve ease of ironing and toreduce the wrinkling tendencies of a treated textile,silicone derivatives, such as polydimethyl siloxanes, havebeen incorporated into liquid fabric softener compositions.
As alternative softening quaternaries, imidazoliniumcompounds have been introduced with a claim of superiorrewet performance. This can be a useful performance featurebecause with continuing usage and buildup of cationics onthe substrate, the water absorption of the substrate can beadversely affected. The use of anionic detergents in themain wash can mitigate this phenomenon because the anionicsurfactant can combine with the cationic fabric softener toform a combination that is removed as part of the oil on thefabric.
Over the years consumers’ expectation of and demand for thiskind of product have been increasing. Like all other liquid
13

detergents, more and more benefits have been added to fabricsoftener products. These added benefits include ease ofironing, wrinkle reduction, fiber care and protection,antibacterial properties, color protection, long-lastingfreshness, deodorization, soil release, and dye transferinhibition. There are significant differences in consumerneeds and expectations from different parts of the world. Inspite of all these developments, fragrance remains the mostimportant attribute of the product on which consumers basetheir purchasing decision. Manufacturers offer products withvarious new fragrance variants as line extensions on acontinuing basis.
2.1.7 SPECIALTY LIQUID HOUSEHOLD SURFACE CLEANERS
Detergents for cleaning various household surfaces areconsidered specialty cleaners. These include all-purposecleaners for floors and surfaces, and cleaners forbathrooms, kitchens, toilet bowls, and glass. Early versionsof specialty liquid cleaners were based on low levels oftetrapyrophosphate builder and surfactant, and additionssuch as alkanolamides and a sufficient amount of hydrotropeto keep the composition homogeneous. For sanitizingproducts, the additions included compounds withantimicrobial efficacy, such as pine oil or antimicrobialcationics. With the advent of phosphate bans, sodium citratehas emerged as the most common phosphate replacement inthese products.
For increased efficacy in removing particulates adhering tosubstrates, some general-purpose cleaners incorporate a softabrasive, such as calcium carbonate. The resulting productsare milky suspensions with about 40 to 50% of suspendedcalcium carbonate. Keeping these compositions homogeneousthrough extended storage is a technical challenge. Oneapproach to solving this problem is to provide “structure”to the liquid medium. Surfactants present as a lamellarphase are capable of structuring liquids.
14

Solvent cleaners are generally free of builder salts. Thecleaning efficacy depends on solvent-type compounds, such asglycol ethers. Solvent cleaners are less effective onparticulate soiling, such as mud on floors; however, theyare effective against oily soiling; particularly on modernplastic surfaces. Window cleaners constitute a specialtywithin the solvent cleaner category. Because any residueleft on glass after drying leads to streaking or anotherwise undesirable appearance, these products are highlydilute aqueous solutions containing extremely low surfactantlevels; most often nonionic surfactants and a combination ofglycol ethers and isopropyl alcohol as the solvent system.
Bathroom cleaners, sometimes referred to as tub-tile-and-sink cleaners, represent “subspecialty” liquids that must beeffective against a combination of sebum soil deposited fromskin detritus during bathing or showering and the hardnessdeposits deriving from hard water or from the interaction ofhard water with soap, that is, calcium salts of fatty acids(soap scum). One subset in this group depends on acids forremoving this combination of soiling. The acids contained inthese products range from strong hydrochloric and phosphoricacids to moderately strong organic acids such as glycolicacid. Other products are formulated at a basic pH,incorporating calcium sequestrants, such as the sodium saltof ethylenediaminetetraacetic acid (EDTA), surfactants, and,in the case of products with disinfecting action,antimicrobial quaternaries. Toilet bowl cleaners, likebathroom cleaners, are formulated to remove mineraldeposits, principally iron salts that form an unsightlydeposit at the water level. Again, acids ranging in strengthfrom hydrochloric to citric are found in these products.
Like other liquid detergents, household surface cleanershave been produced in recent years with added benefitsbeyond their simple cleaning action. These added benefitsinclude disinfection, surface shine, prevention of tenacioussoil adhesion, and reduced fogging. With so many different
15

kinds of cleaning tasks in the home, consumers are lookingfor convenience, efficiency, and time savings from products.To satisfy these needs many products are moving toward moredilute, ready-to-use form. Sprays are popular forms to meetthese needs. There is a large array of spray cleaners nowavailable, including all-purpose cleaners and cleaners forbathrooms, kitchens, furniture, and glass
2.2 RAW MATERIALS AND PRODUCTION
Commercial liquid detergents are available to consumers aslow-, moderate-, and high-viscosity Newtonian and non-Newtonian solutions, free flowing or thick, opaquedispersions, gels, and pastes. Despite the differences incomposition and consistency of these diverse deliverysystems, the manufacturing processes typically involve thesame fundamental unit operations. Viscous non-Newtoniandental creams and low-viscosity Newtonian hard surfacecleaners, for example, both require dispersive anddistributive mixing, dissolution of various components, heattransfer for heating and cooling, solids and liquidsconveying, pipeline transport, filtration, and filling. Theprimary differentiation in the processing of these variousproducts lies in the industrial equipment that is requiredfor each unit operation and the difficulty of eachoperation.
2.2.1 RAW MATERIALS
Detergents are generally made from petroleum products withsurfactants, foaming agents and alcohol being their primaryconstituent. To remove the disagreeable odor of thesechemicals, detergents are heavily scented with cheap,synthetic and artificial fragrances. These products are alsoadded with preservatives and antibacterial agents (toincrease their shelf life) that make the detergents frequentcauses of allergies and reactions. The degree of complexity can range from formulations thatcontain minimal amounts of cleaning ingredients to highly
16

sophisticated compositions consisting of superiorsurfactants, enzymes, builders, and polymers.
i. Surfactants or Surface Active Agents
Surfactants or surface-active agents are basiccleaning agents in soaps and detergents. These agents areadded to wash water to lower its surface tension, thereby toincrease the wetting and spreading properties of water.Surfactants are usually organic compounds, which areamphiphilic, meaning they are soluble in both organicsolvents and water. Surface active agents have two parts,one is hydrophilic (water loving) and another is hydrophobic(water repellent). Surface-active molecules concentrate atthe areas of contact or interfaces, between oil and water.One end of the molecule seeks oil, while the other end seekswater. At the interface of water and oil, surface-activeagents emulsify oil and mix it into the liquid in the sameway fat is mixed in milk. At the interface of water, theseagents trap air molecules to produce foam. Overall, their function is to penetrate and loosen soil,enhance water absorption and wetting of surfaces, suspend,disperse, and emulsify soil in water, and generate andstabilize foam.
Fig. 2.1 Surfactants or Surface Active Agents
Surfactants are generally classified on the basis of theirionic properties (electric charge)17

in water into four types : Anionic Surfactants Non-ionic Surfactants Cationic Surfactants Amphoteric Surfactants
In general, nonionics are used heavily in industrialdetergents with anionics, amphoterics and cationics used inthe personal care products. However, there can besignificant crossover depending on the individual product.The table in the appendix gives some of the typicalsurfactants that have been used for the production ofvarious categories of liquid detergents.
When evaluating surfactants, the following characteristicscome into play:
Foam: Amphoterics and anionic will generate the highestamounts of foam. Some cationics foam well, although most areconsidered medium foamers. Nonionics generally are low tomedium faomers.
Wetting: Anionics rate high as wetting agents with nonionicsjust behind. Amphoterics are fair wetting agents, whilecationics are usually rated poorly.
Emulsification: Nonionics lead here, followed by anionicsand amphoterics. Cationics are not good emulsifiers.
Detergency: Nonionics, amphoterics and anionics all exihibitgood to excellent detergency. Cationics are not gooddetergents.
Skin and Eye Irritation: Amphoterics are considered verymild irritants. Nonionics, cationics and anionics will ratefrom mild to severe.
Compatibility with other Surfactants: Nonionics andamphoterics are generally compatible with all other
18

surfactants. Anionics and cationics are incompatible witheach other.
ii.Detergent Builders
The prime function of detergent builders is to upgrade andprevent the cleaning efficiency of surfactants. Buildersoffer a number of advantages, including softening,buffering, and emulsifying. Some of the important advantagesof using a builder in a wash solution are -
Soften water by deactivating the hardness minerals (metalions such as calcium and magnesium. The softening process isfollowed by two processes - one is sequestration (holdingmetal ions in solution) and another is precipitation(removing metal ions from solution as insoluble materials).
In addition to softening, builders also provide adesirable level of alkalinity (increase pH) that improvescleaning performance. They also work as buffer to maintainsuitable alkalinity in wash water. Help emulsify oily and greasy soil by breaking it up intosmall parts. Different builders in reality peptize orsuspend loosened dirt and keep them from settling back onthe cleaned surface.
Builders are basically water softeners that are used tosoften wash water by extracting and binding the magnesiumand calcium ions. Due to the action of builder, theavailability of these ions is removed from the wash-watersolution, and as result the hardness of wash-water isremoved. Traditionally, sodium tripolyphosphate (STPP) wasthe builder of choice. It offers superior water softeningbecause of its high binding capacity for heavy metals andcalcium ions, good buffering properties that contribute todetergency action and superior anti-redeposition properties.Zeolite, which now days, is the principle alternative tophosphate builders.
Other Additives
19

Although both are surfactants (or surface active agents) andbuilders, which are prime ingredient in a detergentformulation; detergents are made using a variety ofingredients that are added in these products to give themspecific properties and characteristics. This involves thefollowing:
iii. Foam StabilizersFoam is an important visual signal for most of liquiddetergent products.While there is no direct correlationbetween foam and cleaning, consumers in general use foamvolume and foam persistence to judge the performance of someof liquid detergent products. There is a wide variety ofstabilizers for foam that can be used in the product. Someof them are listed in the table above.
iv.Hydrotropes / SolventsHydrotropes are an essential ingredient of cleaning andlaundry products, serving to reduce excessive thickening ofthe former and to improve the dirt-removing action of thelatter. Hydrotropes are often added to help solubilizecertain surfactants or other materials that are not easilysoluble in water to ensure the stability of the formulation.The fundamental properties of hydrotropes and theirhydrotropic, affects the formula viscosity and cloud/clearpoints.
v. Minor/Specialty IngredientsMany minor ingredients are added at the level of less than1% and mainly to affect product aesthetics. Examples ofthese include fragrances, dyes, preservatives, chelators,viscosity modifiers, and pH modifiers. The selection ofthese, together with packaging, creates the image for theproduct. Preservatives are often needed to prevent microbialand fungal growth in the products and some of commonly usedare formaldehyde, gluteraldehyde, benzoic acid, variousesters of hydroxybenzoic acid, and others. Chelants are used
20

to ensure that no precipitation occurs on aging. The mostcommon problem is iron, which is introduced as an impurityfrom surfactants and salts. The chelants most commonly usedare EDTA, HEDTA, citrate salts, and disodium diethylenepentaacetate.Viscosity modifiers are used to achieve the desired productviscosity. These include alcohols, salts, polymers, andhydrotropes. Acids, such as citric or sulfuric acids, orbases, such as hydroxide, are also added to bring theproduct pH to the desired level.
In certain products, specialty ingredients are also addedfor extra benefits, specific aesthetic effects, or formarketing claims. Some examples of these ingredients includeantibacterial agents, enzymes, protein, lemon juice,opacifier, abrasives, polymers, bleach, and aloe.Antibacterial agents, such as triclosan, are popular in U.S.hand dishwashing liquids and provide a benefit to consumersof killing germs on hands.
2.2.2 LIQUID DETERGENT PRODUCTION PROCESS
The liquid detergent manufacturing consists of a widerange processing and packaging operations and the size andcomplexities of these operations may vary depending onfactors, such as the size of plant and the manufacturingprocess undertaken. Products may range from an all-purposelaundry cleaner to specialty cleaner such as glass cleaner.
The first step in the manufacturing of liquid detergents isthe selection of raw materials. Raw materials are selectedon the basis of several factors, such as human andenvironmental safety, cost, compatibility with otheringredients and the form and the specific properties desiredin the final product. While the actual production processesmay vary from manufacturer to manufacturer, some processesand techniques are common for all chemical processes.
Simplified Flow Sheet for the Production of Liquid Detergent
21

Chemical Process
For production of liquid detergent, both the batch as wellas continuous blending processes is used. Both batch andcontinuous blending processes are used to produce liquid andgel cleaning products. Stabilizers may be added duringproduction to ensure the uniformity and stability of thefinished product.
Batch Mixing Operation
For relative small operations, production <3-5 T/h of finalproduct, batch mixing would normally be selected. In thiscase, each mixing is discrete batch and care need to betaken to ensure consistent raw material addition and mixingconditions are applied to each bath. High –level and low level additives can also be weighedseparately or indirectly in to the mixer using the loadcells.
22
Raw MaterialPreparation
Raw Materials Selection (Surfactants: LAS,Slurry alcohol,& EthoxylateBuilders: phosphates,
Ingredient Mixing
Mixed Product Treating and Collection
Quality Assurance &
Packing & Transportation of Finished Detergents to the

Batch mixing allows a high level of manual operation and lowlevel of automation. It is therefore, advantageous, whenstarting a new product line or when capital expenditureneeds to be controlled. However, accurate records andchecklist need to be maintained to ensure all the additionare correctly weighed out and added to each batch. Thosecommonly used various batch mixer include ribbon blender,paddle mixer, v-blender, drum mixer, and plough share mixer.After mixing is completed, the batch mixer is completelydischarged and is ready for the next batch. The finished,fully mixed product is collected in bins or other temporarystorage container before quality assurance, checks andpacking.
Typical Operating Conditions
Temperature: 50°F to 120°F
Pressure: Atm to 150 psig
Viscosity: 50 to 600 cP
23

Fig.2.2 Batch mixing operationThe time take for batch mixing depends on the design of themixer. In cases with high fluidization, mixing efficiency ishigh and mixing times can be very short. In such mixersextended mixing can result in granule break up anddensification, and therefore over mixing need to be avoided.When assessing the total cycle time of a batch mixer, thefollowing need to be included: -Time taken for addition of raw materialsincluding minor ingredients -Mixing time -Time for all liquid spray-ons -Aging times (if required) -Discharging
Continuous Mixing Operation
The alternative to batch operation is a continuous liquidprocess. These are more sophisticated and more geared tolarge- scale operations. They tend to be well suited forcomplex rheologies and imparting a controlled mixingenvironment.The biggest advantage of the continuous process is itsscale: its ability to be optimized and produce large volumeat relatively low capital an low space requirement. Thisalso implies its biggest disadvantage: lack of flexibilityto wide variety of formulate at low volumes.Generally, wide changes in addition levels or order of addition requires hardware modification. Continuous processes depend on various types of mixing devices, both static and dynamic in line mixer, to disperse and / or blendformulation components.
24

Fig.2.3 Continuous mixing operationFor continuous operation, the production rates are, however,not always consistent, with some fluctuations in rateoccurring over time. To even out these variations, it iscommon for some buffering to be applied before mixing, oftenthrough the use of a surge hopper. Thereafter, thesematerials and all the other dry powder feeds can becontrolled using metered feed systems.
In industrial practice, commercial liquid detergentmanufacturing process may occur on a semi continuous basis through a combination of batch andin-line static and/ or dynamic mixers. This may be theresult of special process requirements in the preparation ofproduct intermediates, such as:1. Inorganic solids dispersal and hydration2. Polymer hydration/swelling3. Surfactant neutralization4. Thermal gelation of select components5. Liquefaction of a component(s)6. Emulsification and other operations
2.3 STRUCTURED AND UNSTRUCTURED LIQUID DETERGENT DELIVERYSYSTEMS
25

The physicochemical state of a liquid detergent frequentlydetermines manufacturing requirements and, for the purposesof this liquid detergent broadly partition into two generalmaterial categories: structured and unstructured liquiddetergents.
Structured Liquid Detergents
Structured detergents, refers to highly non-Newtonian,viscoelastic dispersions, including physically or chemicallycross linked gels, which is an increasingly popular form ofboth personal and household care products. Dispersions andemulsions are common within this product group. For example,dental creams exemplify the “structured detergent” category,in addition to phosphate and certain nonphosphate builtheavy-duty detergents, fabric softeners, and selectshampoos, conditioning shampoos, conditioners, automaticdishwashing liquids, etc. Structured liquids are opaque andusually possess a moderate viscosity. These products areformed when surfactant molecules arrange themselves asliquid crystals.
Unstructured Liquid DetergentsThe unstructured fluid category includes Newtonian andmarginally non- Newtonian single- and multiple-phasedetergents, where the dispersed phases are not highlyinteractive and the volume fraction of the total dispersedphase is relatively low. These products may show minordeviation from Newtonian behavior but display neithersignificant elasticity nor time-dependent shear effects.Fluids of this type can generally be processed as Newtonianfluids. This broad liquid detergent classification includesmany, but certainly not all, personal and household careliquid detergents, including certain shampoos, conditioners,light-duty liquid laundry detergents, hard surface cleaners,and hand dishwashing detergents. Unstructured liquids areusually thin, clear or translucent, and are formed when allingredients are solubilized in an aqueous media.
26

Fig. 2.4 A typical process flow sheet of liquiddetergent productionCHAPTER- 3 MATERIAL AND UNIT OPERATIONS
3.1 MATERIAL FORMULATION FOR THE PRODUCTION OF VARIOUS LIQUID DETERGENTS’
Throughout the processing, the production of liquiddetergents appears to require a regimented order of additionof ingredients, with the appropriate shear and thermalhistory, to obtain the appropriate consistency, appearance,stability, and performance, and minimize product agingfollowing manufacture. The formulation of liquid bleachproducts is an art in itself so, it cannot be said that oneform of liquid has a distinct advantage over the other. Theformulation and marketing of either form may be dependent onsuch factors as efficacy targets, consumer preferences andhabits, choice and availability of raw materials, as well ascost considerations.
27
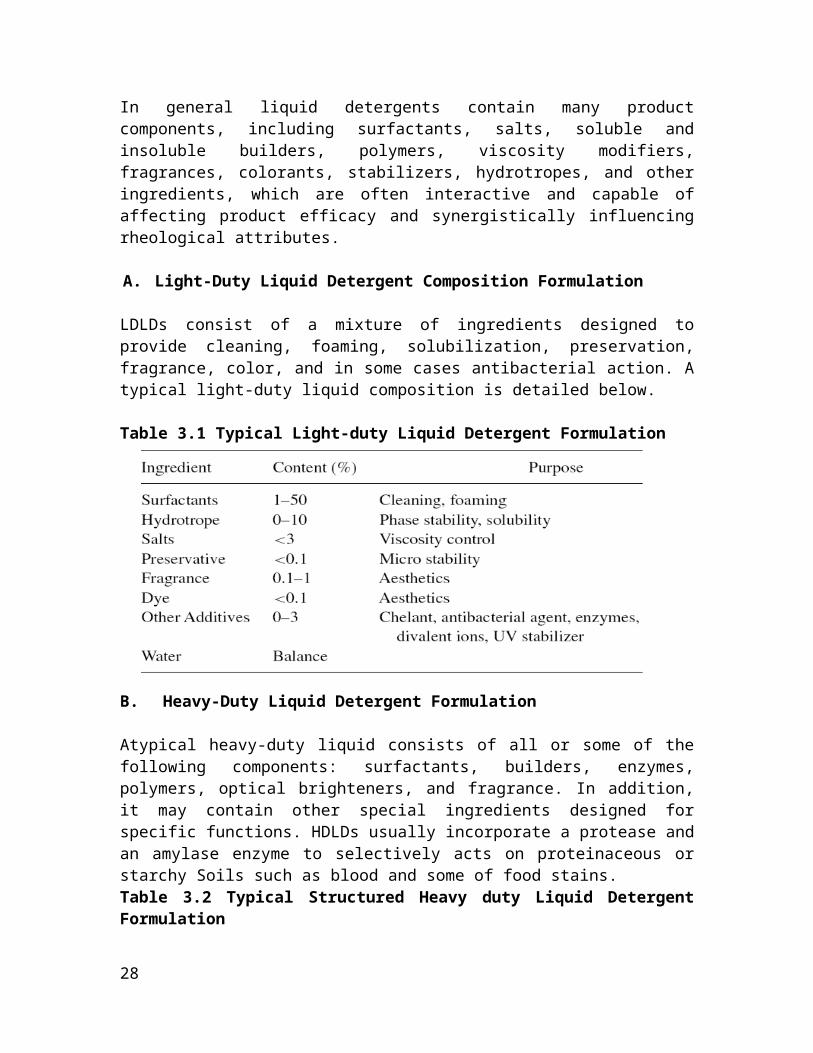
In general liquid detergents contain many productcomponents, including surfactants, salts, soluble andinsoluble builders, polymers, viscosity modifiers,fragrances, colorants, stabilizers, hydrotropes, and otheringredients, which are often interactive and capable ofaffecting product efficacy and synergistically influencingrheological attributes.
A. Light-Duty Liquid Detergent Composition Formulation
LDLDs consist of a mixture of ingredients designed toprovide cleaning, foaming, solubilization, preservation,fragrance, color, and in some cases antibacterial action. Atypical light-duty liquid composition is detailed below.
Table 3.1 Typical Light-duty Liquid Detergent Formulation
B. Heavy-Duty Liquid Detergent Formulation
Atypical heavy-duty liquid consists of all or some of thefollowing components: surfactants, builders, enzymes,polymers, optical brighteners, and fragrance. In addition,it may contain other special ingredients designed forspecific functions. HDLDs usually incorporate a protease andan amylase enzyme to selectively acts on proteinaceous orstarchy Soils such as blood and some of food stains. Table 3.2 Typical Structured Heavy duty Liquid DetergentFormulation
28

Besides the obvious differences in the physical appearanceand properties between the structured and unstructuredliquids, there are other dissimilarities in the formulationof these liquids which can have a direct impact on thecleaning performance of the product. Unstructured liquidsare commonly formulated with higher amounts of surfactantsin conjunction with lower builder levels (see Tablebelow) .This is in contrast to structured liquids, whichutilize more builders and electrolytes to sustain thestructured phase.
Table 3.3 Typical Unstructured Heavy duty Liquid Detergent Formulation
29

C. Liquid Hand Soap and Body Wash Detergent FormulationLiquid hand soap and body wash formulations are similar in composition. The essential ingredients are skin cleaning agents, skin conditioning agents, rheology modifiers, color,fragrance, preservatives, and other additives such as antibacterial agents, vitamins, and herbal extracts.
Table 3.4 Typical Liquid Hand Soap and Body Wash Detergent Formulation
30

D. Shampoos and Conditioners Formulation As to provide adequate cleaning, lather, and viscosity,shampoos generally contain surfactants at concentrationsbetween 8 and 20%, along with fragrances, color additives,and preservatives. Other possible ingredients includeconditioning agents, opacifiers, clarifying agents forsolubilization, thickeners for viscosity control, andantidandruff agents. Many shampoos also contain specialingredients such as vitamins, pro-vitamins, antioxidants,and herbal and marine extracts. These special additives areemployed to support innovative claims involving repair,revitalization, nourishment, and color protection of hair.
Table 3.5 Basic Ingredient Composition for Cleansing Shampoos
Table 3.5 Additional Ingredients for Various Shampoos
31

E. Specialty Liquid Household Surface Cleaner“All-purpose cleaners” are the backbone of the evolution ofcleaners’ development. Along with specialized formulas forspecific cleaning problems, like all purpose liquid andSpray cleaners, Bathroom cleaners and toilet bowl cleanersare some of the household hard surface cleaners, used toclean hard surfaces in the home, excluding dishes.
Liquid All-Purpose Cleaners: The evolution of householdcleaners begins with all-purpose cleaners. Specialization tohandle the multiple problems of household cleaning hasarisen relatively recently. In this sense, cleansers can bethought of as some of the first “specialty” cleaners becausethe presence of abrasive made them appropriate for verytough cleaning jobs as mechanical as well as chemical energyuse to do cleaning, but also limited their usefulnessbecause they could scratch softer surfaces.
Table 3.6 Liquid Dilutable All-Purpose Cleaner Formulas
All-Purpose Spray Cleaners: Most closely related to thedilutable cleaners packaged in bottles are the all-purposespray cleaners. These are used for the heaviest soil in spotcleaning small greasy areas like stove tops, small spills,sticky spots like drops of jelly on countertops, etc. Thesmall, quick nature of the job does not justify getting out32

a bottle and a bucket; the difficulty of the soil load callsfor something close to the concentration of the dilutableall-purpose cleaner. As a general trend, these spray formulations are richer insolvent and poorer in surfactant than their dilutablecounterparts. Also in common with the dilutable cleaners,the main trends in formulation are a greater emphasis onsafer solvents, increasing use of nonionic surfactants, anddecreasing use of builders and other salts. A typicalformula range for this type of cleaner is given below.
Table 3.8 Spray Glass Cleaner Formulas
3.2 PRODUCT-CENTERD PROCESS SYNTHESIS AND DEVELOPMENT FOR LIQUID DETERGENTS
Contrary to the commodity, chemical business, the key to winthe specialty products market does not lie in squeezing outprofits by means of economics of scale or processoptimization. Rather it lies in the ability for fast newproduct launches in order to capture the largest marketshare as soon as possible. Since the superior productquality and performance is what really differentiates one33

specialty product properties need to be adjusted as requiredby the business needs. For example, the ability tomanipulate functional chemicals in detergent products suchas enzymes and zeolites as well as backbone chemicals, likesurfactants is manufacturers and chemical supplies. Thistrend has created an urgent need for an efficient andeffective product and process development for theseproducts. For this reason, a systematic procedure is presented toprovide guidelines for easier and faster product and processdevelopments, focusing on how to manipulate the detergentchemicals and processes involved in response to consumerneeds.
Procedure The procedure consists of three steps. The first step is toidentify all the desired product factors or attributes forthe new product. Then what follows is the selection of theappropriate product form and microstructure, a stablesurfactant system with right performance based on phasebehavior, and the appropriate active ingredients in order torealize those quality factors previously identified. Finallythe process flow sheet will be created with the equipmentunits and process conditions determined.
Step 1: Identification of Product Quality FactorsProduct quality factors for detergents can be roughlyclassified as primary and secondary quality factors. Primaryquality factors constitute the minimum requirement for adetergent product, and are regarded by consumers as theprerequisites for any product of the same category availablein the market. What distinguish the best-sellers from otherproducts are the secondary quality factors, the higher orderattributes that delight consumers by satisfying their unmetneeds. A list of commonly targeted primary factors andsecondary quality factors for detergent products is shown intable below.
34

Most detergent manufacturers nowadays have created a basicbuilding block formula to support the primary qualityfactors. Their research and development efforts are focusedon delivering more secondary quality factors where they canderive desirable profits. Hence the list of secondaryattributes will keep on expanding with time. It is indeedthese value-added benefit that have been driving the growthof the industry.Some quality factors, especially secondary ones, dependdirectly on material or structure attributes of the product.These product quality factors are often arbitrary and canonly be qualitatively evaluated by panels of consumers orexperts. Convenience for use, product stability, and abilityfor human skin protection are all examples of these qualityfactors. Each arbitrary performance index has specificrelationships with the material/ structural attributes. Insuch cases, the desirable quality factor can be realized bydirect changing the formulation without concerning any ofthe performance indices.
Step 2: Product FormulationPerformance indices only point out the general direction forproduct formulation. For more specific information required
35

in the formulation process, heuristics are usually used tochoose the appropriate product form, surfactant system, andadditives. This steps aimes at choosing the appropriateproduct formulation, namely the product form with the rightmaterials (surfactant system and additives) and productstructure, to bring about the quality factors previouslymentioned.Desired changes in the identified performance indices arethen translated into changes in material and structuralattributes as will be suggested in the table below.
Table 3.9 Heuristics for additives selection
Selection of Hydrotropes Choose colorless and odorless hydrotrops like sodium
sulfonate, sodium cumen sulfonate, or ethanol withproduct for which color and odor are undesirable.
Consider using urea in formulation with alkaline pH andfor which ammonia smell is not a problem, since it is acheap and effective hyprotrops.
Choose alkylnaphthalene sulfonates and sulfosuccinateester as hydrotrops in formulations where foaming needsto be controlled, as they enhance solubility of anionicsurfactants without increasing foam amount.
Selection of Opacifiers Choose the type and amount of opcifier depending on how
much sunlight protection other ingredients need andconsumers’ preference on color.
Selection of Enzymes Choose enzymes which have alkaline optimum pH, are most
effective at low wash temperatures of 20-40oC. Do not use enzymes in the formulations containing
cationic surfactants, anionic surfactants likealkylbenzene sulfonates, and bleaches like hypochlorite
36

and percarboxylic acid. Since they can degrade enzymes. Use just enough amount of enzyme in the product, since
the cleaning performance of enzymatic stains increaseswith concentration but saturated at high enzymeconcentration.
Selection of Perfumes Choose a perfume blend that is compatible with other
ingredients like hypochlorite bleach, peroxygen salts,and enzymes, and does not have potential of increasingproduct viscosity on causing phase separation( especially for structured liquids).
Choosing specific perfumes to mask malodors byidentifying their source, such as ethoxylated alcoholnonionic surfactants (fatty malodors) and PVP dyetransfer inhibitors (mouse-like odor).
Consider using antimicrobial essential oils or perfumesextracted from plant in place of proprietarypreservatives to make products with nature protectionclaims.
Selection of Preservatives Consider using preservatives in detergent products
containing biodegradable raw materials with pH,especially low concentration liquid detergents.
Use preservatives for products containing anionicsurfactants as they are good nutrients for bacteria, butnot those containing cationic surfactant with nonionic asthey can act as preservatives.
Do not use formaldehyde donors as preservative, as theirsafety is doubtful.
Do not use brominated nitropropanes/ dioxanes forapplications at pH above 8 or temperature above 60oCbecause of decomposition, or with secondary or tertiaryamines because of formation of health hazards.
Consider using dimethylhydration to have protectionagainst bacteria, and iodopropylbutylcarbamate (IPBC)against molds and yeast. Use their mixture for lowerusage and cost-effectiveness.
37

Selection of Rheological Modifiers Choose nonionic polymer for products containing
electrolytes, but not for those containing acid, base,peroxide, persulfate, or hypochlorite as they may beunstable with these substances.
Use anionic polymers such as polyacrlic acids cross-linked with allyl ethers of pentacrythritol or sucrose asthickeners, if a gel structure and pseudoplastic (shear-thinning) properties are desirable. Consider addingcolloidal alumina to further increase the viscosity atpH-13.
Do not use cationic polymers for products containinganionic surfactants, strong oxidizing agents, orelectrolytes.
Consider using organic thickeners such as carboxymethlcelluse and hyroxyethyl cellulose and hydroxyethylcellulose with different substitution level per ring toobtaine the desired thixotropy and water solubilitybehavior.
Step 3: Design of Manufacturing ProcessThe process of detergent manufacturing typically involvesfirst production and then isolation of the activeingredients. The ingredients will then be mixed together toform the final product with the desired microstructure inprocessing steps which differ with different product forms.The general flow sheet for a liquid detergent manufacturingprocess is depicted in figure below consists of five majorsteps: pre-treatment, mixing, structure formation, post-treatment, and packing.
38

Fig. 3.1 General flow sheetdeveloped for liquid detergent production
The pre-treatment step is where ingredients get conditionedbefore mixing. Heating / cooling, drying/ humidifying,washing, dissolution, surface modification, or particle sizechange may happen in this step. Mixing is the most difficultunit operation in liquid detergent production. It involvesbringing together various ingredients with differentproperties to form a mixture. The order of ingredientsaddition should be able to limit undesirable rheologicalproperties and to promote the formation of the desiredmicrostructure, which is the following step. Order ofaddition is particularly important for mixing hydratingspecies, which can have problems in the presence of specificsalts. Processing –sensitive ingredients, for instance someheat-senstive additives like bleach, bleach activator,enzymes, fragrances, and high value surfactants, can beadded during post-treatment. Finally, the final product ispackaged for sale.
39

3.3 UNIT OPERATION IN THE PRODUCTION OF LIQUID DETERGENTS’
The manufacture of liquid detergents involves many of thebasic engineering unit operations common throughout thechemical process industries. Depending on the specificdetergent formulation, each unit operation can contributesignificantly to the physical, mechanical, and visualproperties of the finished product.
Mixing of Ingredients of the Detergent Formulated
Mixing can be the critical production step, occurring in-line or in agitated vessels, for the determination of thephysical and mechanical characteristics of the finishedproduct. The physical stability of the product, immediateand long-term aging effects, efficacy, texture, appearance,and rheology are some of the important productcharacteristics that can be significantly altered by thetotal shear or strain history a product experiences duringmixing. Scale-up from laboratory to pilot plant through toproduction volumes becomes a significant challenge, as it isdifficult to reproduce exactly the fluid velocity profilesand residence times, or total strain, that a fluidexperiences during its process history.
Equally important is the influence of fluid properties onthe efficiency and power requirements of the mixingoperation. This is especially true for structured liquiddetergents with appreciable elasticity shear sensitivity.For these structured systems, there is a stronginterdependence between rheology and mixing efficiencies.
A basic understanding of the flow characteristics of thefinished liquid detergent product and all intermediatestreams or product components is a key to the selection andoptimization of the mixing process. Several common radialand axial flow open impellers used in batch mixing of low-to medium-viscosity, unstructured or weakly structured
40

liquid detergents. In addition to the type of impeller,impeller diameter, vessel height and diameter, impellerlocations, and baffles are design variables to be specifiedfor a particular application. Placement of baffles tominimize vortexing and facilitate mixing, and the type andlocation of impellers will depend on the specific mixingneeds. Due to the size and scale of most industrial mixingvessels, multiple impellers are generally needed to obtainan adequate degree of mixing.
Fig.3.2 A Simple schematic structure of a batch mixer providing all relevant engineering dimensions
For a comprehensive overview of the mixing unit operation,for both structured and unstructured fluids, variouspreferences are available describing the specificrequirements for the design and specification of completemixing systems. Jacketed 316 stainless steel constructionmixing vessels with variable drive agitators are mostlyavailable. Due to the high capital cost, space requirements,and high operating costs associated with such large Vessels in batch operations, they are typically required tobe multifunctional and capable of performing many of themanufacturing elements of a liquid detergent. At largeproduction batch volumes of 10 to 20 metric tons or larger,this puts a great demand on the impeller/drive selections
41

and placement of these impellers and baffles within themixing vessel.
Aeration Avoidance
Aeration and foaming are serious problems in liquiddetergent manufacturing. Bottles cannot be filled withaerated liquid to a specified volume or mass. Most oftenaeration and foaming are produced by the process, and not byair contained in raw materials or water.In agitated vessels, air is incorporated during improperliquid feed, splashing, through the vortex, or during powderaddition. Agitation further disperses the air, making itmore difficult to separate, producing foam as the air risesto the liquid–air interface. Avoiding incorporation of airrather than separation once it is incorporated should bepursued. To avoid air entrapment while feeding liquid,several process configurations are possible, including:1. Deep tube feeding.2. Bottom tank feeding.3. Feed entering from the top of the tank, dischargingagainst the tank wall tangentially and downwards in such amanner that the liquid spirals along the tank wall.
In the first two cases, no air slug should be in the pipe,lest it be dispersed into bubbles by the agitation. If airslugs are present, there should be no agitation at the timeof addition since the slug will become a large bubble thatrises quickly to the surface. If aeration has occurred, thecommon way to de-aerate is to stop agitation and wait untilthe air rises and separates. More efficient than this is todesign the tanks for de-aeration. This is done by laminaragitation at a Reynolds number of 45 using an eccentricshaft at one third the tank diameter and one half theturbine diameters from the bottom. This accelerates de-aeration while still mixing.
Heat Transfer
42

Forced-convection heat transfer is a common unit operationin the production of liquid detergents. Whether experiencedin jacketed process vessels, agitated vessels with immersioncoils, or other forms of heat exchange, there are multiplecauses for thermal regulation during detergent manufacture.Temperature may be controlled to increase the dissolutionrates of various components, facilitate mixing, acceleratehydration, moderate phase behavior of the productintermediates, regulate viscosity, reduce yield stresses,etc.Many liquid detergent products contain components that serveas product viscosity modifiers, added to achieve the desiredconsistency of the commercial product. Cellulosic polymers,for instance, are an excellent example of such an additiveand various polysaccharides are capable of gelation underspecific thermal conditions. In such cases, heat transferduring manufacture may be required to complete hydration andeffect the necessary conformational change in the selectpolymer system, in the appropriate aqueous environment.Products requiring controlled heat transfer processes mayinclude various dental creams, shampoos, built liquiddetergents, and hard surface cleaners. Heat transfer mayalso be required to maintain isothermal or adiabaticconditions in the presence of endothermic and/or exothermicreactions, as the result of mixing product components,surfactant neutralization, and other chemical reactions. Inthese cases, heat transfer requirements may be severe tominimize exposure of the bulk fluid to high temperatures forextended time periods, resulting in irreversible thermaldegradation.
Pumping of Newtonian and Non-Newtonian Fluids
All fluids can be classified as either Newtonian or non-Newtonian. The difference lies in the relationship betweenthe fluid's tangential stress (friction force between thelayers per unit surface) and the shear rate or gradient(difference in speed between the layers divided by thedistance between them). If the relationship is linear and
43

the fluid has zero stress at zero velocity gradient then itis Newtonian. If not, it is non-Newtonian, and is furtherclassified into one of various subdivisions based on thecurve of their stress vs. their velocity gradient.
A very large part of a pump installation's success has to dowith selection of the proper pump for the application. Improper selection leads to a shortened pump life span, increased repair costs, unnecessary downtime and higher production costs. For liquid detergent products known to be shear sensitive or containing particulates, pump selection is an important process variable. Whether driven by centrifugal force, volumetric displacement, mechanical impulse, or electromagnetic force, an understanding of fluidexposure to high shear in close clearances is required.
Knowledge and understanding of liquid properties are key tomaking the right pump selection. Thus, both centrifugal andpositive displacement-type pumps typically handle abrasiveand/or corrosive liquids, and each has its own set ofsolutions. However, rotary positive displacement pumps aremost widely used unlike centrifugal pumps due to some of itsoperational characteristics, like Rotary positive-displacement pumps re characterized by close-tolerancerotating elements that move liquid through expansion andcontraction of the liquid. As centrifugal pumps, trays tomove liquid by imparting kinetic energy, positive-displacement pumps try to move the same amount of liquid foreach shaft revolution
Packaging Process
The final stage in liquid detergent production is thepackaging. In this stage, the finished product is packed forfinal supply to consumer. Detergents, including householdcleaners, dishwashing cleansers and laundry cleansers arepackaged in cartons, bottles, pouches, bags or cans. This isdone for one or other reasons described below:
Enhances the marketability of product Improves the appearance and attractiveness of product
44
Increases the shelf appeal of product Increases the shelf life of product Reduces the waste during production Makes the product easy and convenient to use
CHAPTER 4 ECONOMIC ASPECTS OF PRODUCING LIQUID DETERGENT
The country’s requirement for liquid detergent productsgrowing form time to time as the ease of cleaning power ofliquid detergents and availability of different washingmachinery and/or technologies are increasing. As result ofthis, the demand for this product has to meet throughdomestic production and imports. Thus, data on domesticproduction of this product is not readily available andcurrently imports are considered to be a major means ofmeting this need.
So as to cop-up with the current demand and save economylosses related to importing the product, it has to be workedout to wards domestic production of liquid detergentsstarting from small scale to large scale production.
4.1 MARKET POTENTIAL
Marketing is an important area of management in anindustrial enterprise. It is a comprehensive term andincludes all resources and economic activities necessaryto direct the flow of manufactured goods from producers toconsumers. The old concept of marketing was product-oriented whereas the new concept is customer-oriented.Customers are the champions whose needs, tastes,purchasing power, etc. are the guiding factors forproducts sale.
Synthetic detergent being a mass consumption item hasshown a dramatic growth since its inception in to thecountry. Presently, detergents are available to theconsumers in the form of powder and cake/bars. Bulk of theproduction of these items is done in the small scale
45

sector. Thus, the per capita consumption of both soapsand detergents in Ethiopia is much lower than that of someof the developing countries. However, this trend is likelyto change with the changing habits of the consumers. Likefor example, the introduction of different dish washer andlaundries washing machine enable increased usage of liquiddetergents in the cleaning process. There is, therefore, atremendous scope for detergents in the near future.
4.2 TYPICAL SMALL SCALE INDUSTRY FINANCIAL PROFILE
Basis and Presumptions
To have some insight into financial profile of liquiddetergent production, the paper work prepared by the smallindustries service of institute India is used along withits following basis and presumptions:
Most of the cost estimation done using the marketstudy prepared by small industries service instituteof India.
Production capacity of plant (per month) of 20MTtaken
Plant operating in single shift of 8 hours a day andfor 300 days a year
Price is using Ethiopian currency ‘birr’ or ‘Br’ Rate of interest on fixed and working capital taken
as 14% Period of 8 months taken for project implementation
from the date of approval of the scheme Operative period of the project as 10 years Labor charges as per minimum wages act of sate Govt. Source of machinery/equipment and raw materials are
india
Financial aspects
A. Fixed capital
i) Land and building (500 sq. mt.) rented 5000 birr
46

ii) Machinery (Birr)
(a) Mixer machine-sigma blade with 150kg/hr 20000
(b) Tanks for slurry feeding/storage 9500
with 1MT capacity
(c) Weighing machine, lab breaker, sealing 25000
machine, etc
Installation/ Electrification 13200
Pre-operative expenses 7000
Furniture/ Fixture 10000
Laboratory equipment 12000
Total 107000
B. Working capital (per month)
i) Personnel (Birr)
(a) Manager/ Chemist -1 4000
(b) Supervisor -1 2000
47

(c) Skilled workers -5 7500
(d) Unskilled workers -4 5000
(e) Accountant/ Clerk -1 2000
(f) Sale/ Purchase officer 3000
(g) Watchman/ peon -2 2400
Perquisites 4000
Total 29900
ii) Raw materials (per month) (Birr)
(a) Acid slurry/ alkyl benzene sulphonic acid 91870
4 MT@ Br. 22968 PMT
(b) Sodium triphosphate 35860
1.8 MT @ Br. 19920 PMT
(c) Sodium silicate 11360
1MT @ Br. 11360
(c) Water 11 MT @ Br. 5.5/ m3 (d) Color, perfume, etc.
5000
48

Total 144000
iii) Other contingent expenses (per month)
Rent 5000
Postage/ telephone 1000
Repair/ maintenances 500
Advertisement and publicity 5000
Insurance 500
Transport/ conveyance 700
Packing charges 10000
Utilities (i.e. electricity, water and other) 5000
Total 27700
So, total working capital = Br. 29900 + Br. 144000 + Br.27700
= Br. 200000
C. Total capital investment (Birr)
49

i) Fixed capital 107000
ii) Working capital for 3 month 600000
Total 707000
Financial evaluation
(1) Cost of production (per year) (Birr)
Working capital 2400000
Depreciation of furniture @ 20% 2000
Interest on total capital investment @ 14% per yr 73000
Total 2475000
(2) Sales turnover/ Revenue (per year)
By sale of detergent product of 240 MT @ Br. 12000 PMT
, get = 2880000
(3) Net profit (per year)
= 2880000 – 2475000
= Br. 405000
(4) Profit on turnover
50

= Net profit per year / Total turnover per year *100
= 405000/ 2880000
= 14%
(5) Rate of return on total capital investment
= Net profit per year / Total capitalinvestment *100
= 405000/ 707000
= 57%
(6) Breakeven point
i) Fixed cost (Birr)
(a) Depreciation on machinery/ equipments 10620
(b) Depreciation on furniture 2000
(c) Interest on total capital investment @ 14% per yr 73000
(d) Insurance 6000
(e) 40% of salary, wages & other expense 80000
(i.e. excluding rent & insurance)
Total 171600
51

ii) Breakeven point
= Fixed cost/ (Fixed cost + Net profit)
= 171600/(171600 + 405000)
= 30%
So, based on the above calculated results the followingsummery can be provided;
-The profile envisages the establishment of a plant for acertain all purpose liquid detergent product with capacityof 20 MT.
-The plant creates employment opportunity for about 15persons.
-The total investment requirement is estimated as Br.707000, out of this Br. 600000 is required for the plant asworking capital for three months.
-The project is financially viable as project initialinvestment can be recovered within two years of period.
4.3 ENVIRONMENTAL CONCERNS
Many of the activity of man , starting from the primitivefarming techniques to today’s high technology industrialactivities have in small or large ways impacted negativelyon man and his environment while the various productdeveloped are highly desirable for the enhancement of thecitizenry’s well being and sustenance of nation’s economy,as the negative impacts precipitated by the introduction ofits unwanted by-products into the ecological systems may becatastrophic if allowed to build up an uncontrolled.
Industrial revolution and evolution have been targetedprincipally at satisfying immediate changing demands rather52

than tailored towards a structured, wholesome and guidedglobal program that will satisfy not only temporary humanneeds but are environmentally safe. The result of this is anincreasing ecological degradation that has severely pollutedwater, land and air.
The detergent and soap making industries are no exceptionsto the above trends, for while they provide us with cleaningagents, their processing and by-products are also a cause ofpublic nuisance. For instance, detergents, unlike soaps,have proved very effective cleaning agents in hard and coolwater whereas soap is often wholly ineffective under suchcondition. It was observed, however that many of thesedetergents were neither soluble nor biodegradable, that isthey were so stable that when they flow into the soil inlaundry sewage water, they remain unchanged, resistingconversion into the less complex and more solublesubstances. They thus, create suds and foam in fresh tapwater, naturally occurring ground and surface waters.
To correct these odds require that environment issues beconsidered at the initial stages of conceptualization anddevelopment of synthetic detergents and other products aswell. This will not only reduce pollution to the barestminimum but also save costs of treating these products. Adeep knowledge and good manipulation of the processchemistry with a view to eliminating wastes is the mostviable means of achieving this objective.
About 75 percent of detergents used in the early 1960s werefor most part made with alkyl benzene, made from propylenetetramer coupled to benzene. Tetra propylene is a veryhighly branched molecule. Research into bacterialdecomposion of alkyl based detergents showed that branchedmolecules are indigestible to the bacteria that mustdecompose the detergent when they reach the ground. To bebiodegradable, a detergent should be based on straight chainalkyl molecules examples of straight chain alkyl moleculesare the linear alkyl benzene sulphoates(LABS) and ricinoleicacid obtained from castor bean. 53

CHAPTER 5 CONCLUSION AND RECOMMENDATION
As can be seen from the above discussions concerningtechnical, economical and environmental aspects of producingliquid detergents in small scale manner, the followingconclusion and recommendation can be made:
5.1 CONCLUSION
Liquid detergents provide convenience in our daily liferanging from personal care, like hand and bodycleansing and hair cleaning and conditioning, to homecare in dishwashing and cleaning of various householdsurfaces to fabric care in laundering and fabricsoftening.Detergents are designed with infinite range offormulation possibility with primary purpose ofremoving soil from some type of surfaces.Technical history of liquid detergents as compared topowder form of detergents have the followingperformance features:
Dissolves more rapidly particularly in cold water,where as powder form is less dissolvable in thiscase. This is mainly due to the low or dilutedconcentration of the active ingredients presencein a liquid form.
Generate less dust or environmental impact withregard to environmental pollutions.
Easier to dose as it is readily solvable in water.This is particularly important in application fordifferent automatic washing machinery, like inlaundry and dish washing machine.
54

Large space and special handling is requiredduring the processing and storage of liquiddetergents.
Reduced consumption of energy is resulted as thereis no further treatment of the liquid product,like drying and/or extrusion.
Liquid detergents do not suffer from the adverseeffects after exposure to moisture as powders can“cake” in storage after exposure to high humidity. Liquid detergent provides a convenient way tofacilitate the removal of tough stains by lendingthemselves directly to the pretreatment regimen at fullstrength. Since the liquid detergents lend themselves to thepretreatment regimen at full strength As the increased demand of liquid detergent is likelyto be shared by both organized and small scale sectorof industries, establishing of such factory will haveforeign exchange saving effect to the country bysubstituting the current imports.Important consideration to safety for consumers and theenvironment as well should be done with regard toinitial stage of conceptualization and development ofsynthetic detergents.
5.2 RECOMMENDATIONWith the rise in the standards of living and changingmarket structure for liquid detergent as well aspowders form product, the demand and the popularity forliquid detergent are expected to increase in marketscene. There are indicatory that show the profitability of theproject for producing of liquid detergent product, likeincome statement and existence sufficient experience inproducing of powder form of liquid detergent in the
55

country, and also onsite training programme, formaintenance and quality control personnel is believedto be adequate for the key production. Generally, there will be a tremendous scope fordetergent products in the near future.
56




















