aviso importante - Universidad de Cádiz
172
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of aviso importante - Universidad de Cádiz


Pág 1 de 1
Escuela Universitaria de
Ingeniería Técnica Naval
C.A.S.E.M.
Pol. Río San Pedro
11510 Puerto Real (Cádiz)
Tel. 956016046. Fax. 956016045
AVISO IMPORTANTE:
El único responsable del contenido de este proyecto es el alumno que lo ha
realizado.
La Universidad de Cádiz, La Escuela Universitaria de Ingeniería Técnica Naval, los
Departamentos a los que pertenecen el profesor tutor y los miembros del Tribunal de
Proyectos Fin de Carrera así como el mismo profesor tutor NO SON
RESPONSABLES DEL CONTENIDO DE ESTE PROYECTO.
Los proyectos fin de carrera pueden contener errores detectados por el Tribunal de
Proyectos Fin de Carrera y que estos no hayan sido implementados o corregidos en
la versión aquí expuesta.
La calificación de los proyectos fin de carrera puede variar desde el aprobado (5)
hasta la matrícula de honor (10), por lo que el tipo y número de errores que
contienen puede ser muy diferentes de un proyecto a otro.
Este proyecto fin de carrera está redactado y elaborado con una finalidad académica
y nunca se deberá hacer uso profesional del mismo, ya que puede contener errores
que podrían poner en peligro vidas humanas.
Fdo. La Comisión de Proyectos de Fin de Carrera
Escuela Universitaria de Ingeniería Técnica Naval
Universidad de Cádiz

E.U.I.T.N. JUL-10
2
OBJETIVO DEL PROYECTO
El proyecto tiene como objetivo definir y dimensionar el Sistema de Gas Inerte
de un buque Petrolero propulsado por turbinas de vapor teniendo en cuenta
requerimientos típicos de un supuesto Armador, los de clase y el Convenio
Internacional de Seguridad de la Vida Humana en el Mar.
El desarrollo del mismo se efectúa haciendo inicialmente un estudio básico de
los conceptos y parámetros que afectan a los derivados del petróleo para su transporte a
granel; a continuación una descripción detallada de los Sistemas de Gas Inerte, de las
reglas y normas que le afectan según los Reglamentos y Normativas de la
Administración y de las Sociedades de Clasificación, referidos a los equipos necesarios
para su instalación a bordo de un petrolero; y finalmente completar este estudio con el
cálculo y diseño de la instalación de un equipo de Gas Inerte para un petrolero de
150.000 TPM.
TUTELA DEL PROYECTO
Este proyecto se efectúa como terminación a los estudios de Ingeniería Técnica
Naval, en la especialidad de Propulsión y Servicios del Buque, correspondiendo la
tutela al profesor: Don Francisco Mazarro Alcalá, en representación de la Escuela
Universitaria de Ingeniería Técnica Naval de Puerto Real (Cádiz).

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
INDICE
E.U.I.T.N. JUL-10
3
“DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN
BUQUE PETROLERO DE 150.000 TPM PROPULSADO POR
TURBINAS DE VAPOR”
ÍNDICE
1.- Introducción……………………………………………………............pág. 6
2.- Reglamentaciones y especificaciones en lo que concierne a gas inerte
(S.O.L.A.S.);……………………………………………………………pág. 8
3.- Definiciones y conceptos sobre inflamabilidad de los vapores y sus
correspondientes diagramas;……………………………..………….pág. 17
3.1.- El triángulo del fuego.………………………………………………pág.17
3.2.- Inflamabilidad de los vapores y seguridad para la difusión en el aire.
……………………………………………………………………….pág.24
4.- Definición y características del Sistema de Gas Inerte;………….…pág.29
4.1.- Proceso del Gas Inerte.…………………………………………..…pág.29
4.2.- Método de reemplazo del gas.…………………………………....…pág.34
4.3.- Normas aplicables al control de la atmósfera de los tanques de carga.
…………………………………………………………………….…pág.37
5.- Composición del Sistema de Gas Inerte;………………………….…pág.39
5.1.- Disposición típica del Sistema de gas Inerte.……………………..…pág.39
5.2.- Función de los elementos constituyentes.………………………...…pág.42
5.3.- Dispositivos para proteger de las llamas.………………………...…pág.74
5.4.- Materiales empleados en el Sistema de gas Inerte.……………….…pág.75
6.- Sistema de distribución.………………………………………….....…pág.76

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
INDICE
E.U.I.T.N. JUL-10
4
7.- Sistemas de medición, alarmas, regulación y control.………………pág.80
7.1.- Mediciones del contenido de Oxígeno.…………………………...…pág.80
7.2.- Clases de alarma y medidas de emergencia.……………………..…pág.83
7.3.- Sistema de control.……………………………………………....…pág.89
7.4.- Dispositivos de regulación y control.…………………………….…pág.90
7.5.- Controles y paneles de control.………………………………….…pág.92
7.6.- Sistema de control neumático.…………………………………..…pág.96
8.- Modos de operación con el Sistema de gas Inerte;…………………pág.98
8.1.- Inertizado de tanques.…………………………………………..…pág.98
8.2.- Gas Inerte con carga o lastre.…………………………………...…pág.103
8.3.- Limpieza de tanques.…………………………………………...…pág.109
8.4.- Desgasificación de tanques.……………………………………..…pág.111
8.5.- Aislamiento del Sistema de gas Inerte.………………………….…pág.115
9.- Mantenimiento y pruebas;………………………………………..…pág.116
9.1.- Mantenimiento, pruebas y comprobaciones.………………………pág.116
9.2.- Principales averías del sistema.………………………………....…pág.119
10.- Manejo de la planta, seguridad, formación y manuales.…………pág.121
10.1.- Principios básicos de funcionamiento....................................….…pág.121
10.2.- Seguridad.……………………………………………………….pág.127
10.3.- Formación del usuario.…………………………………………..pág.131
10.4.- Manuales de instrucción.……………………………………...…pág.133
10.5.- Algunas consideraciones adicionales de seguridad.………........…pág.134
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
INDICE
E.U.I.T.N. JUL-10
5
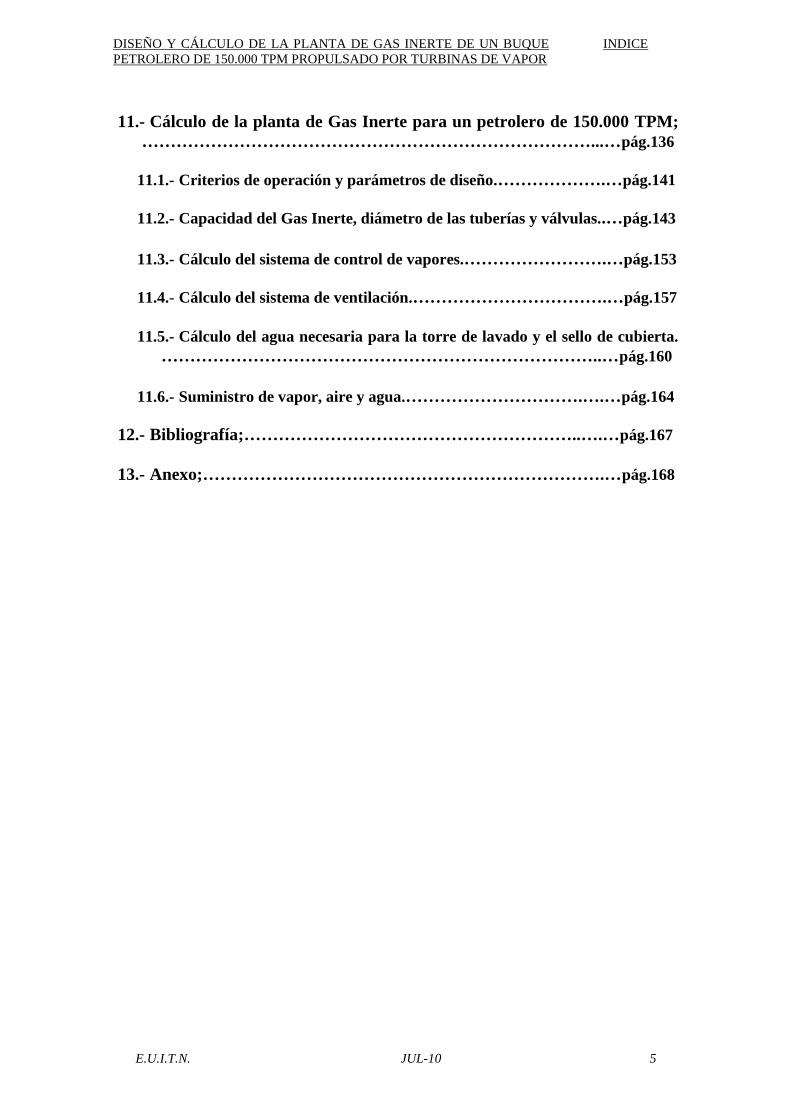
11.- Cálculo de la planta de Gas Inerte para un petrolero de 150.000 TPM;
……………………………………………………………………...…pág.136
11.1.- Criterios de operación y parámetros de diseño.……………….…pág.141
11.2.- Capacidad del Gas Inerte, diámetro de las tuberías y válvulas..…pág.143
11.3.- Cálculo del sistema de control de vapores.…………………….…pág.153
11.4.- Cálculo del sistema de ventilación.…………………………….…pág.157
11.5.- Cálculo del agua necesaria para la torre de lavado y el sello de cubierta.
…………………………………………………………………..…pág.160
11.6.- Suministro de vapor, aire y agua.………………………….….…pág.164
12.- Bibliografía;…………………………………………………..….…pág.167
13.- Anexo;…………………………………………………………….…pág.168
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 1
E.U.I.T.N. JUL-10
6
1.- Introducción;
Para obtener un valor aproximado de 150.000 Tn. de peso muerto requerido para
nuestro buque, se ha efectuado un estudio estadístico de las dimensiones o
características principales de buques petroleros de pesos muertos iguales o próximos al
deseado, dentro de las dimensiones que se puedan considerar como óptimas para un
petrolero de reciente construcción, resultando un buque definido por las siguientes
características:
Eslora total: 272,20 mts.
Eslora entre perpendiculares: 260,00 mts.
Manga de trazado: 47,00 mts.
Puntal de trazado: 24,40 mts.
Calado de trazado: 16,80 mts.
T.P.M.: 150.000
Capacidad total de los tanques: 170.900 m3
Número de bombas de carga: 3
Capacidad de cada bomba de carga: 3.500 m3 / h
Número de tanques: 20
RReessuummeenn ddee ppaarráámmeettrrooss ddee ddiisseeññoo;;
1) Capacidad nominal de las bombas de carga:
- Bombas de carga: 3 x 3500 m3/h. cada una a 150 mcl.
- Con crudo oil de 0,85 T/m3 y 26 cSt. a 50 ºC.
2) Regímenes de transferencia de crudo:
Carga: Capacidad total: 15.000 m3/h.
Capacidad por colector: 5.000 m3/h.
Cada tanque:
Central: 2600 m3/h
Lateral: 1200 m3/h

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 1
E.U.I.T.N. JUL-10
7
Descarga: Capacidad total: 10.500 m3/h
Capacidad por colector: 3.500 m3/h
Cada tanque:
Central: 1800 m3/h
Lateral: 850 m3/h
3) Régimen máximo de carga: 15.000 m3/h.
Régimen de incremento de vapores: 1,25
Peso específico del gas: 1,27 kg./m3

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
8
2.-REGLAMENTACIONES Y ESPECIFICACIONES EN LO QUE
CONCIERNE A GAS INERTE (S.O.L.A.S.);
Los sistemas de gas inerte deben ser diseñados, manufacturados, probados,
instalados y certificados de acuerdo con las reglas aplicables de las Sociedades de
Clasificación y con las regulaciones correspondientes al S.O.LA.S.
A que solo interesa la parte donde se hable del sistema de gas inerte, únicamente se hará
referencia a la regla 62, de la parte “D” del S.O.L.A.S. (revisado en el año 2000):
PARTE D
Medidas de seguridad contra incendios en buques tanque
Regla 62 “Sistemas de gas inerte”
1.
El sistema de gas inerte se proyectará, construirá y probará de un modo que la
Administración juzgue satisfactorio. Se proyectará y utilizará de manera que la
atmósfera de los tanques de carga resulte ininflamable y se mantenga así en todo
momento, salvo cuando sea necesario que tales tanques estén desgasificados. En caso de
que el sistema de gas inerte no pueda satisfacer la prescripción operacional que se acaba
de consignar, y de que se haya estimado impracticable efectuar una reparación, no se
reanudará la descarga, el deslastrado o la limpieza necesaria de los tanques hasta que se
hayan cumplido las “condiciones de emergencia” estipuladas en las directrices sobre
sistemas de gas inerte.
2.
El sistema deberá poder:
1- inertizar tanques de carga vacíos por reducción del contenido de oxígeno de la
atmósfera de cada tanque a un nivel en que la combustión no sea posible;
2- mantener la atmósfera en toda parte de todo tanque de carga de manera que su
contenido de oxígeno no exceda del 8 % del volumen total y a una presión
positiva en todo momento, en puerto y en la mar, salvo cuando sea necesario
que el tanque esté desgasificado;
3- hacer innecesario que penetre aire en ningún tanque durante las operaciones
normales, salvo cuando sea necesario que el tanque esté desgasificado;
4- purgar los tanques de carga vacíos de gases hidrocarbúricos, de modo que las
ulteriores operaciones de desgasificación no originen en ningún momento una
atmósfera inflamable dentro del tanque.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
9
3.1
El sistema deberá poder suministrar gas inerte a los tanques de carga a razón de
por lo menos un 125 % del régimen máximo de capacidad de descarga del buque,
expresado en términos volumétricos.
3.2
El sistema deberá poder suministrar gas inerte con un contenido de oxígeno que
no exceda del 5 % en volumen total en el colector de suministro de gas inerte a los
tanques de carga, sea cual fuere el régimen de flujo requerido.
4. El gas inerte suministrado podrá ser gas de combustión tratado procedente de las
calderas principales o auxiliares. La Administración podrá aceptar sistemas que utilicen
gas de combustión de uno o más generadores de gases distintos o de otras fuentes, o de
una combinación de esos elementos, siempre que se obtenga un grado de seguridad
equivalente. Dichos sistemas cumplirán en la medida de lo posible con lo prescrito en la
presente regla.
No se admitirán sistemas que utilicen anhídrido carbónico almacenado, a menos
que a juicio de la Administración el riesgo de ignición debido a la electricidad estática
que pueda generar el sistema sea mínimo.
5. Los colectores de suministro de gas inerte llevarán válvulas de aislamiento de
los gases de combustión instaladas entre los conductos de humos de las calderas y el
lavador de los gases. Dichas válvulas estarán provistas de indicadores que señalen si
están abiertas o cerradas y se tomarán precauciones para mantenerlas herméticas y
evitar depósitos de hollín en sus asientos. Se dispondrá lo necesario para que no quepa
accionar los sopladores de hollines de las calderas cuando la válvula de los gases de
combustión correspondiente esté abierta.
6.1 Se instalará un lavador de gases de combustión que enfríe eficazmente el
volumen de gas indicado en el párrafo 3 y elimine sólidos y productos de la combustión
del azufre.
La instalación abastecedora del agua de enfriamiento será tal que proporcione
siempre el agua suficiente sin perturbar ningún servicio esencial del buque. Se
dispondrá además lo necesario para contar con otra fuente de agua de enfriamiento.
6.2 Se instalarán filtros o dispositivos equivalentes para reducir al mínimo la
cantidad de agua que pueda llegar a los ventiladores impelentes del gas inerte.
6.3
El lavador estará situado a popa de todos los tanques de carga, cámaras de
bombas de carga y coferdanes que separen estos espacios de los espacios de categoría A
para máquinas.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
10
7.1
Habrá por lo menos dos ventiladores impelentes que, juntos, puedan suministrar
a los tanques de carga como mínimo el volumen de gas prescrito en el párrafo 3. En el
sistema provisto de generador de gas, la Administración podrá autorizar que haya un
solo ventilador impelente si dicho sistema puede suministrar a los tanques de carga
protegidos el volumen total de gas prescrito en el párrafo 3, a condición de que se lleven
a bordo piezas de respeto suficientes para el ventilador y su motor primario de modo
que la tripulación del buque pueda corregir los fallos de ambos.
7.2
En el generador de gas inerte se instalarán dos bombas para combustible líquido.
La Administración podrá autorizar que haya una sola de dichas bombas a condición de
que se lleven a bordo piezas de respeto suficientes para la bomba y su motor primario de
modo que la tripulación del buque pueda corregir los fallos de ambos.
7.3 El sistema de gas inerte estará proyectado de manera que la presión máxima que
pueda ejercer en cualquier tanque de carga no exceda de la presión de prueba de ese
tanque. Habrá dispositivos de cierre adecuados en las conexiones de aspiración y
descarga de cada ventilador impelente. Se tomarán disposiciones que permitan
estabilizar el funcionamiento de la instalación del gas inerte antes de comenzar el
desembarque de la carga. Si se han de utilizar los citados ventiladores para desgasificar,
sus tomas de aire irán provistas de obturadores.
7.4
Los ventiladores impelentes estarán situados a popa de todos los tanques de
carga, cámaras de bombas para la carga y coferdanes que separen estos espacios de los
espacios de categoría A para máquinas.
8.1
Se estudiarán especialmente el proyecto y la ubicación del lavador y de los
ventiladores impelentes, con las tuberías y accesorios correspondientes para impedir que
penetren fugas de gases de combustión en espacios cerrados.
8.2 Para hacer posible un mantenimiento sin riesgo habrá un cierre hidráulico
adicional u otro medio eficaz para impedir fugas de gases de combustión, instalado
entre las válvulas de aislamiento de estos gases y el lavador, o incorporado en la entrada
de los gases al lavador.
9.1
En el colector de suministro del gas inerte se instalará una válvula reguladora de
gas. Esta válvula se accionará automáticamente de modo que cierre cuando se alcancen
unos límites predeterminados. Podrá también regular automáticamente el flujo de gas
inerte que vaya a los tanques de carga, a menos que se provean medios de regular
automáticamente la velocidad de los ventiladores impelentes del gas inerte prescritos en
el párrafo 7.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
11
9.2
La válvula citada en el párrafo 9.1 estará situada en el mamparo de proa del más
proel de los espacios a salvo del gas, por los que pase el colector de suministro del gas
inerte.
10.1
En el colector de suministro del gas inerte se instalarán por lo menos dos
dispositivos de retención, uno de los cuales será un cierre hidráulico, que impidan el
retorno de vapores hidrocarbúricos y los conductos de humos de espacios de máquinas o
a cualesquiera espacios a salvo del gas, en todas las condiciones normales de asiento,
escora y movimiento del buque. Estarán situados entre la válvula automática prescrita
en el párrafo 9.1 y la conexión más hacia popa de todo tanque o tubería de carga.
10.2
Los dispositivos citados en el párrafo 10.1 estarán situados en la zona de la carga
sobre cubierta.
10.3
El cierre hidráulico citado en el párrafo 10.1 podrá ser alimentado por dos
bombas independientes, cada una de las cuales tendrá capacidad para mantener el
suministro adecuado en todo momento.
10.4
La disposición del cierre y de sus accesorios será tal que impida todo contraflujo
de los vapores hidrocarbúricos y asegure el debido funcionamiento del cierre en las
condiciones de servicio.,
10.5
Se dispondrá lo necesario para asegurar que el cierre hidráulico esté protegido
contra el congelamiento, pero de manera que su integridad no se vea reducida por
recalentamiento.
10.6
Se instalará también un sifón u otro dispositivo aprobado en cada tubería conexa
de llegada y salida de agua, y en cada tubería de ventilación o de medición de presión
que conduzca a espacios a salvo del gas. Se proveerán medios que impidan que dichos
sifones queden agotados por que en ellos se haga el vacío.
10.7
El cierre hidráulico de cubierta y todos los sifones deberán poder impedir el
retorno de vapores hidrocarbúricos a una presión igual a la presión de prueba de los
tanques de carga.
10.8
El segundo de los dispositivos será una válvula de retención o un dispositivo
equivalente que pueda impedir el retorno de vapores o líquidos e irá instalado por
delante del cierre hidráulico de cubierta prescrito en el párrafo 10.1. Llevará un medio
de cierre positivo.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
12
Otra posibilidad en cuanto a cierre positivo será instalar una válvula adicional
que cuente con dicho medio de cierre y vaya más a proa que la válvula de retención para
aislar del colector de suministro del gas inerte de los tanques de carga el cierre
hidráulico de cubierta.
10.9
Como protección complementaria contra fugas de líquidos o de vapores
hidrocarbúricos que retornen desde el colector de cubierta, se proveerán medios que
permitan ventilar de un modo que no encierre riesgos el tramo de conducto
comprendido entre la válvula provista de cierre positivo que se cita en el párrafo 10.8 y
la válvula citada en el párrafo 9 cuando la primera de dichas válvulas esté cerrada.
11.1
Cabrá dividir el colector del gas inerte en dos o más conductos por delante de los
dispositivos de retención prescritos en el párrafo 10.
11.2.1
Los colectores de suministro del gas inerte estarán provistos de ramales de
tuberías conducentes a cada tanque de carga. Los ramales conductores del gas inerte
llevarán válvulas de cierre o medios reguladores equivalentes para aislar cada tanque.
Cuando se instalen válvulas de cierre, estas irán provistas de medios de bloqueo que
estarán a cargo de un oficial del buque.
11.2.2
En los buques de carga combinados, los medios utilizados como aislamiento
entre los tanques de decantación que contengan hidrocarburos o residuos de
hidrocarburos y otros tanques, consistirán en bridas ciegas que permanezcan colocadas
en posición en todo momento cuando se transporten cargas que no sean hidrocarburos,
salvo por lo que respecta a lo dispuesto en la sección pertinente de las Directrices sobre
sistemas de gas inerte.
11.3
Se proveerán medios para proteger los tanques de carga contra el efecto de
sobrepresión o de vacío debido a variaciones térmicas cuando los tanques de carga estén
aislados de los colectores de gas inerte.
11.4
Los sistemas de tuberías estarán proyectados de manera que en todas las
condiciones normales impidan que se acumule carga o agua en los conductos.
11.5 Se dispondrá lo necesario para poder conectar el colector del gas inerte a una
fuente exterior de abastecimiento de gas inerte.
12
Los medios de respiración instalados para dar salida a todos los vapores
emanados de los tanques de carga durante las operaciones de carga y lastrado cumplirán
con la regla 59.1 y consistirán en uno o más mástiles de respiración o en varios oficios
de ventilación a gran velocidad. Los colectores de suministro del gas inerte se podrán
utilizar para tal respiración.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
13
13
Los medios instalados para inertizar, purgar o desgasificar tanques vacíos según
lo prescrito en el párrafo 2, habrán de ser satisfactorios a juicio de la Administración y
serán tales que la acumulación de vapores hidrocarbúricos en las cavidades que puedan
formar los elementos estructurales internos de un tanque se reduzca al mínimo y que:
1 En los distintos tanques de carga el tubo de salida de gases, si lo hay, esté
situado lo más lejos posible de la toma de gas inerte / aire y se ajuste a la regla
59.1. La entrada de esos tubos de salida podrá estar situada al nivel de la cubierta
o a no más de 1 m. de altura por encima del fondo del tanque;
2 El área de sección transversal del tubo de salida de gases mencionado en el
párrafo 13.1 será tal que permita mantener una velocidad de salida de por lo
menos 20 m / s cuando tres tanques cualesquiera estén siendo abastecidos
simultáneamente de gas inerte. Los orificios de salida de esos tubos estarán por
lo menos a 2 m por encima del nivel de la cubierta;
3 Todas las salidas de gases mencionadas en el párrafo 13.2 llevarán dispositivos
obturadores adecuados;
4.1 si se instala una conexión entre los colectores de suministro de gas inerte y el
sistema de tuberías de carga se dispondrán los medios que aseguren un
aislamiento eficaz, habida cuenta de la gran diferencia de presión que puede
existir entre los sistemas. Dichos medios consistirán en dos válvulas de
interrupción acompañadas de lo necesario para airear sin riesgo el espacio
comprendido entre las válvulas o de un dispositivo constituido por un carrete
pasa-mamparo con las correspondientes bridas ciegas;
4.2 la válvula que separe del colector de carga, el colector de suministro de gas
inerte, situada en el lado del colector de carga, será una válvula de retención
provista de un medio de cierre positivo.
14.1
Se proveerán uno o más dispositivos reductores de la presión y el vacío para
impedir que los tanques de carga se vean sometidos a:
1 una depresión positiva superior a la de prueba del tanque de carga si el producto
que constituye ésta se ha de cargar a la capacidad máxima de régimen y todas las
demás salidas están cerradas; y
2 una depresión superior a 700 mm de columna de agua, si ese producto se ha de
descargar a la capacidad máxima de régimen de las bombas de carga y si los
ventiladores impelentes del gas inerte fallasen.
Dichos dispositivos se instalarán en el colector de gas inerte a menos que ya
estén instalados en el sistema de respiración prescrito en la regla 59.1.1 o en los tanques
de carga.
14.2
La ubicación y el proyecto de los dispositivos mencionados en el párrafo 14.1 se
ajustarán a la regla 59.1.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
14
15
Se proveerán medios que indiquen continuamente la temperatura y la presión del
gas inerte en el lado de descarga de los ventiladores impelentes siempre que estos estén
funcionando.
16.1
Se instalarán instrumentos que cuando se esté suministrando gas inerte indiquen
y registren de modo continuo:
1 la presión existente en los colectores de suministro de gas inerte situados a proa
de los dispositivos de retención prescritos en el párrafo 10.1; y
2 el contenido de oxígeno del gas inerte en los colectores de suministro de dicho,
en el lado de descarga de los ventiladores impelentes.
16.2
Los dispositivos a que hace referencia el párrafo 16.1 estarán situados en la
cámara de control de la carga, si la hay. Si no existe esta cámara estarán situados en un
lugar fácilmente accesible para el oficial encargado de las operaciones relativas a la
carga.
16.3
Además se instalarán aparatos de medición:
1 en el puente de navegación, destinados a indicar en todo momento la presión a
que se hace referencia en el párrafo 16.1.1 y la presión existente en los tanques
de decantación de los buques de carga combinados, cuando dichos tanques
estén aislados del colector de suministro del gas inerte; y
2 en la cámara de mando de las máquinas o en el espacio de máquinas, destinados
a indicar el contenido de oxígeno a que se hace referencia en el párrafo 16.1.2.
17
Se proveerán instrumentos portátiles para medir la concentración de oxígeno y
de vapores inflamables. Además en cada tanque de carga se dispondrá lo necesario para
poder determinar el estado de la atmósfera del tanque utilizando dichos instrumentos
portátiles.
18 Se proveerán medios adecuados para la calibración del cero y de toda la escala
de los instrumentos fijos y portátiles de medición de la concentración del gas, a que
hacen referencia los párrafos 16 y 17.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
15
19.1
En los sistemas de gas inerte a base de gas de combustión y tipo generador de
gas inerte, habrá alarmas audibles y visuales que indiquen:
1 presión o caudal insuficientes del agua de entrada en el lavador de los gases de
combustión citado en el párrafo 6.1;
2 nivel de agua excesivo en el lavador de los gases de combustión citado en el
párrafo 6.1;
3 temperatura excesiva del gas citada en el párrafo 15;
4 fallo de los ventiladores impelentes del gas inerte citados en el párrafo 7;
5 en relación con la referencia hecha en el párrafo 16.1.2, contenido de oxígeno
superior al 8 % en volumen;
6 fallos en el suministro de energía al sistema de accionamiento automático de la
válvula reguladora del gas y a los dispositivos indicadores respectivamente en
los párrafos 9 y 16.1;
7 nivel de agua insuficiente en el cierre hidráulico citado en el párrafo 10.1;
8 en relación con la referencia hecha en el párrafo 16.1.1, presión del gas inferior a
una columna de agua de 100 mm. El dispositivo de alarma será tal asegure que
la presión existente en los tanques de decantación de los buques de carga
combinados se puede monitorizar en todo momento; y
9 en relación con la referencia hecha en el párrafo 16.1.1, presión de gas elevada.
19.3
Se dispondrán medios de parada automática de los ventiladores impelentes del
gas inerte y de la válvula reguladora de gas, que actuarán cuando se alcancen límites
predeterminados en relación con lo indicado en los párrafos 19.1.1, 19.1.2 y 19.1.3.
19.4
El medio de parada automática de la válvula reguladora del gas estará dispuesto
de modo que actúe en relación con lo indicado en el párrafo 19.1.4.
19.5
En relación con el párrafo 19.1.5 cuando el contenido de oxígeno del gas inerte
exceda del 8 % en volumen se tomarán medidas inmediatas para mejorar la calidad del
gas. Si la calidad del gas no mejora, se suspenderán todas las operaciones relacionadas
con los tanques de carga, a fin de evitar que penetre aire en los tanques, y se cerrará la
válvula instalada a fines de aislamiento citada en el párrafo 10.8.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 2
E.U.I.T.N. JUL-10
16
19.6 Los dispositivos de alarma prescritos en los párrafos 19.1.5, 19.1.6 y 19.1.8 irán
instalados en el espacio de máquinas y , si la hay, en la cámara de control de la carga,
pero siempre en un emplazamiento tal que la alarma pueda ser percibida
inmediatamente por los tripulantes responsables.
19.7
En relación con el párrafo 19.1.7, la Administración habrá de cerciorarse de que
se mantendrá una adecuada reserva de agua en todo momento y de que se dispone lo
necesario para hacer posible la formación automática del cierre hidráulico cuando cese
el flujo de gas. El dispositivo de alarma audible y visual que indique nivel de agua
insuficiente en el cierre hidráulico actuará cuando deje de suministrarse gas inerte.
19.8 Habrá un sistema de alarma acústica independiente del prescrito en el párrafo
19.1.8, o un dispositivo de parada automática de las bombas de carga, que funcione
cuando se alcancen límites predeterminados de presión insuficiente en los colectores de
gas inerte.
20
Los buques tanque construidos antes del 1 de Septiembre de 1984 para los que
esté prescrito que vayan provistos de un sistema de gas inerte, cumplirán al menos con
lo dispuesto en la regla 62 del capítulo II-2 del Convenio internacional para la seguridad
de la vida humana en el mar, 1974. Además cumplirán con lo prescrito en la presente
regla, aún cuando:
1 los sistemas de gas inerte que se instalen en dichos buques tanque antes del 1 de
Junio de 1981 no necesitarán cumplir con los siguientes párrafos: 3.2, 6.3, 7.4, 8,
9.2, 10.2, 10.7, 10.9, 11.3, 11.4, 12, 13.1, 13.2, 13.4.2, 14.2 y 19.8;
2 los sistemas de gas inerte que se instalen a bordo de dichos buques tanque el 1
de Junio de 1981 o posteriormente no necesitarán cumplir con los siguientes
párrafos: 3.2, 6.3, 7.4, 12, 13.1, 13.2 y 14.2.
21
Habrá a bordo manuales de instrucciones pormenorizadas que abarquen todo
aspecto operacional, así como los de seguridad, mantenimiento y de riesgos para la
salud, propios del sistema de gas inerte y de su aplicación al sistema de tanques de
carga. Dichos manuales incluirán orientación sobre los procedimientos que hayan de
seguirse en caso de avería o fallo del sistema de gas inerte.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
17
3.- DEFINICIONES Y CONCEPTOS SOBRE INFLAMABILIDAD DE
LOS VAPORES Y SUS CORRESPONDIENTES DIAGRAMAS;
3.1-EL TRIÁNGULO DEL FUEGO.
Las explosiones a bordo de los buques han sido objeto de gran preocupación por
parte de los armadores y de las compañías petroleras. Muchas indagaciones a las que ha
seguido la investigación científica, se han llevado a cabo a través de los años en un
esfuerzo por encontrar las causas de dichos accidentes, con el fin de evitarlos en el
futuro.
El gas inerte fue utilizado por primera vez como medio para prevenir
explosiones dentro de los tanques de carga de los petroleros en 1925 por una compañía
petrolera americana. Este método se abandonó debido a las dificultades que comportaba
por lo corto de los viajes y fue re-introducido de nuevo por otra compañía americana en
1932, de nuevo como medida de seguridad.
Además se observó que en los buques que montaban sistemas de gas inerte se
reducía la corrosión en los tanques y la presión ejercida por el gas inerte sobre el crudo
ayudaba a reducir el tiempo en el puerto para descargar. Pero no fue hasta comienzos de
los sesenta cuando otras grandes compañías petroleras se empezaron a interesar en los
beneficios de equipar sus buques con equipos de gas inerte para proteger sus tanques de
carga de explosiones.
Sin embargo, en 1969 se produjeron importantes explosiones en tres buques: -El
“Kong Haakon VII” el cual requirió la renovación de 7.700 toneladas de acero en su
casco, con un periodo de inactividad de 11 meses, en el “Mactra”, al que hubo que
cambiar 15.000 toneladas de acero y volvió a entrar en servicio después de 14 meses de
inactividad y el “MAPRESA” que se perdió totalmente. Todos aquellos a quienes
concernía consideraron que estos accidentes desastrosos daban otra dimensión a los
problemas técnicos, tanto respecto al peligro que corrían las personas a bordo como en
lo referente a las consecuencias económicas. Se estableció un gremio centralizado bajo
los auspicios del Comité de Seguridad de Buques petroleros de la cámara internacional
de navegación para poner en correlación y evaluar resultados de las investigaciones
llevadas a cabo en diferentes países sobre los aspectos de seguridad en el transporte del
petróleo crudo en buques petroleros gigantes.
Este gremio, con una ponencia especial de trabajo para emprender la evaluación
detallada de los diversos aspectos de los problemas que estaban en proceso de
investigación. Se expidió un informe provisional sobre explosiones y a continuación se
detallan algunas de las conclusiones de la Comisión de trabajos. Asimismo, se dialogó
un método de limpieza de tanques diseñados por la Gulf Oil Company, después de
varias pruebas en tres de sus buques petroleros gigantes “Universes” tipo Bantry de
326.000 T.P.M., los mayores entonces en servicio.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
18
Uno de los primeros resultados prácticos de la investigación a escala mundial
fue la realización de intensas mediciones de gases a bordo de gran número de
petroleros. La lección que se obtuvo fue que “una atmósfera no explosiva en los buques
después de la descarga del crudo es la excepción y no la regla”. Si la lección ha de ser
seguida, los tanques han de ser ventilados hasta alcanzar la condición de seguridad antes
de realizar trabajo alguno en los tanques, incluido el lavado. Debe admitirse también el
hecho demostrado experimentalmente de que a pesar de que la atmósfera en un tanque
pueda ser explosiva, la ignición tiene lugar en muy pocas ocasiones.
El informe reconoció como posibles cuatro fuentes de ignición:
-Ignición por chispa, por impacto de caída de un cuerpo.
El examen detallado de dos de los accidentes puso de manifiesto que no había
ninguna prueba que sugiriera que hubiera caído algún objeto. Sin embargo es posible
que ocurra, y se hicieron pruebas con diversos accesorios que podían haberse
desprendido. Estas pruebas, junto con la investigación de la probabilidad de que los
objetos se desprendieran, llevaron a la conclusión de que no era probable que la chipa
por impacto fuera la causa de la ignición.
-Autoignición por los serpentines de calentamiento por vapor (específica de
Marpessa).
Las investigaciones indicaron que incluso en el caso improbable de que los
controles de temperatura del vapor del des-recalentador no funcionaran, la temperatura
no podía haber subido al nivel que el análisis indicaba que era necesario para la
autoignición.
-Ignición por compresión debido al impacto de los chorros de agua
Se ha sugerido que la compresión de una burbuja de gas contra la estructura del
tanque, por medio de un chorro de limpieza, podría aumentar suficientemente la
temperatura del gas para producir ignición. Las investigaciones demostraron que el
volumen de la burbuja del gas atrapado debería tener muchas decenas de litros, lo que es
por completo inconcebible durante la limpieza de tanques.
-Ignición por descarga electrostática
Durante 1971 se interrumpió el trabajo sobre las posibles fuentes de ignición a
las que se hace referencia en los apartados anteriores, aunque nunca pudo por completo
eliminarse la posibilidad de que fueran la causa de las explosiones.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
19
Con respecto a la generación electrostática, que es la cuarta posibilidad, no se
tenía suficiente conocimiento y se emprendió el trabajo con miras a comprender este
fenómeno. La investigación se comenzó con vistas a establecer si, y en qué
circunstancias, la neblina cargada que se genera en todo el tanque al lavarlo podría
representar peligro y averiguar los medios de suprimir cualquier peligro que se pueda
haber visto que existe.
Puesto que cualquier peligro estaba evidentemente relacionado con la cantidad
de carga de la neblina y por el mecanismo por el que ésta podría producir una descarga
de ignición, las investigaciones se realizaron por dos líneas independientes:
-Estudios en el laboratorio, en los tanques de tierra y en los petroleros para
determinar la influencia de los diversos parámetros y de los procedimientos de lavado
de tanques sobre la cantidad de carga en la neblina.
-Estudios en el laboratorio y en los tanques de tierra con el fin de comprobar la
existencia real de los mecanismos de descarga admitidos y determinar cuáles de éstos
podrían convertirse en fuentes de ignición.
De acuerdo con la determinación de que tiene que existir un objeto no puesto a tierra
para que se produzca una descarga de ignición, la investigación se concentró en lo
siguiente:
-Determinación de la clase de objetos no puestos a tierra que pueden existir en
un tanque.
-Estudios para determinar si en la práctica podrían ocurrir “golpes de agua”
considerables después de haberse demostrado por las pruebas del laboratorio que podría
haber chispas de ignición en dichos golpes.
-Estudios para determinar la energía que hay en una descarga entre un conductor
no puesto a tierra en la neblina y otros diversos parámetros.
Después de estas investigaciones era claro que en todos los casos es necesario
para que se produzca la explosión, que los vapores que emanan del crudo se mezclen
con el oxígeno del aire, creando una atmósfera propicia para que se produzca el
fenómeno. Y en este punto fue donde se consideró viable la actuación intentando evitar
que la atmósfera se hiciera explosiva mediante el empleo de algún sistema de gas inerte.
Por lo tanto en 1971, la IMCO publicó las “Recomendaciones sobre fuegos y
requisitos de seguridad para la construcción y equipamiento de petroleros”. Estas
recomendaciones se incluyeron más tarde en el SOLAS 1974 y tan pronto como el gas
inerte se popularizó, fue incluido un apartado, la Regla 62, que explicaba el propósito,
diseño y manejo de un sistema de gas inerte y que sobre todo establecía que, “el sistema
de gas inerte deberá ser capaz de producir un gas o una mezcla de gases para los tanques

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
20
de carga tan deficiente en oxígeno que la atmósfera en el tanque pueda ser considerada
INERTE y por tanto, incapaz de propagar una llama”.
Hay que hacer notar, que esta regulación solo se aplicaba a petroleros nuevos de
tonelaje igual o superior a 100.000 T.P.M. y OBOs nuevos de tonelaje igual o superior a
50.000 T.P.M.
Estos tonelajes estaban basados en la presunción de que en aquel tiempo los
petroleros de menos tonelaje no utilizaban máquinas de lavado de gran capacidad.
La regla 62 sin embargo sentó la base para el diseño de los sistemas de gas inerte
por varios años hasta que en 1978 la IMCO convocó la Conferencia Internacional sobre
seguridad en Petroleros y prevención de contaminación. Esto dio lugar al protocolo de
1978 que no sólo concierne a sí mismo sino que contiene enmiendas tanto al SOLAS
1974 como al MARPOL 1973. Una de estas enmiendas era que las reglas concernían a
todos los buques nuevos de tonelaje igual o superior a 20.000 T.P.M. y que debían de
utilizarse durante el lavado de tanques. Más tarde han ido publicándose enmiendas y
guías tanto de SOLAS como de regla 62.
Estos incendios y explosiones ocurridas en Petroleros en anteriores épocas,
fomentaron la investigación de estos fenómenos, de tal manera que se llegó a la
conclusión de que existían tres factores causantes de las explosiones;
-Los gases de hidrocarburos provenientes del removimiento de la carga.
-Contenido de oxígeno en la atmósfera de los Tanques.
-Una fuente de ignición.
FIGURA 1. TRIÁNGULO DEL FUEGO
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
21
Según esto, los tres elementos representados en el anterior triángulo, son
necesarios para mantener una combustión. La eliminación de cualquiera de ellos impide
que se produzca el fuego.
A bordo de buques cuya carga desprenda vapores de hidrocarburos, se
presentará una situación peligrosa siempre que en los tanques de carga entre oxígeno en
una proporción adecuada. Si este es el caso, existirá en el tanque un ambiente
“potencialmente inflamable” y, si existiese una fuente de ignición, podría producirse
una explosión, a veces con consecuencias muy graves.
El petróleo crudo desprende vapores de hidrocarburos, y aunque la velocidad
con que estos vapores se desprenden disminuye rápidamente al estabilizarse el petróleo,
algunas operaciones, como pueden ser la carga y la limpieza de los tanques, tienden a
aumentar esta velocidad debido al efecto que produce el remover el contenido del
tanque. Así que dentro de cualquier tanque siempre habrá gases combustibles de
hidrocarburos, aunque se haya descargado toda la carga.
Debe considerarse entonces, que este elemento del triángulo está siempre
presente en los tanques. Por ello las reglas de seguridad clasifican a los tanques como
“zona peligrosa” y hacen hincapié en la necesidad de eliminar todas las fuentes de
ignición, aunque estas son varias y no siempre controlables. El oxígeno, que es el otro
elemento del triángulo es el único sobre el que se puede actuar, debiéndose de controlar
eficazmente. Con un sistema de gas inerte, la protección contra la explosión del tanque
se logra introduciendo gas inerte en dicho tanque para mantener bajo el contenido de
oxígeno y reducir a “proporciones seguras” la concentración de gas hidrocarbúrico en la
atmósfera del tanque.
Definiciones esenciales
Para poder conocer un sistema de gas inerte en todo su sentido, a continuación se
dan algunas definiciones importantes:
-Gas inerte; Gas inerte significa un gas o una mezcla de gases, tales como los
provenientes de la combustión de las calderas, que no contienen oxígeno en cantidad
suficiente para mantener la combustión de los hidrocarburos. Además no reacciona con
la carga. Otros gases inertes son el Nitrógeno, el Dióxido de Carbono o el Helio.
-Estado inerte; Es el estado en que se encuentra un tanque con una atmósfera
cuyo contenido de oxígeno en todo el tanque se ha reducido al 8 % o menos en
volumen, debido a la adición del gas inerte.
-Planta de gas inerte; Es todo el equipo especialmente instalado para
suministrar, enfriar, limpiar, controlar, etc..., el suministro de gas inerte a los tanques de
carga.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
22
-Sistema de distribución de gas inerte; Se refiere a todas las tuberías, válvulas
y accesorios que se utilizan para distribuir el gas inerte procedente de la planta a los
tanques de carga. Así mismo también se usan para exhaustar los gases a la atmósfera y
para evitar excesos de presión o vacío en los tanques.
-Sistema de gas inerte; Está formado por el acoplamiento de una planta de gas
inerte y un sistema de distribución de gas inerte. Este conjunto posee medios para
impedir que los gases de la carga retrocedan a los espacios de máquinas, aparatos de
control e instrumentos de medida fijos y portátiles.
-Inertizar; Se refiere al proceso de introducir gas inerte en un tanque para que
éste alcance el estado inerte al que antes nos referimos.
-Desgasificar; Se refiere al proceso de introducir aire fresco en un tanque con el
objeto de remover los gases tóxicos, inflamables e inertes, y aumentar su contenido de
oxígeno hasta un 21 % en volumen.
-Purgar; Se refiere al proceso de introducir gas inerte en un tanque que ya está
en estado inerte, con el objeto de reducir el contenido de gases hidrocarburos a un nivel
tal que no se pueda mantener la combustión en el caso de que se admita aire después en
el tanque y reducir todavía más el contenido de oxígeno.
-Rellenar; Se refiere al proceso de introducir gas inerte en un tanque que ya está
en estado inerte, para aumentar la presión dentro del tanque, con el objeto de evitar la
entrada de aire al tanque.
Propiedades básicas del petróleo
Este apartado describe las propiedades físicas y químicas que tienen la mayor
relación con los riesgos provenientes de la manipulación de líquidos de petróleo.
Estas propiedades son:
-Presión de vapor verdadera (TVP); Todos los petróleos crudos común son
esencialmente mezclas de un amplio rango de compuestos hidrocarbúricos. Los puntos
de ebullición de estos compuestos varían desde –162ºC hasta muy por encima de los
+400ªC y la volatilidad de cualquier mezcla particular de compuestos depende, en
primer lugar, de las cantidades de los constituyentes más volátiles, es decir los que
tienen un punto de ebullición más bajo.
La volatilidad, es decir la tendencia de un petróleo crudo o de un producto de
petróleo a producir gas, se caracteriza por la presión de vapor. Cuando se transfiere a un
tanque o a un envase desgasificado una mezcla de petróleo, la misma comienza a
vaporizar, esto es, libera gas dentro del espacio que hay sobre ella.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
23
Este gas tiene además una tendencia a redisolverse en el líquido y finalmente se
alcanza un equilibrio con una determinada cantidad de gas distribuido homogéneamente
a lo largo y ancho de todo el espacio.
La presión ejercida por este gas se denomina “presión de vapor de equilibrio”
del líquido y por lo general, se le llama “presión de vapor”.
La presión de vapor de un compuesto puro depende sólo de su temperatura. La
presión de vapor de una mezcla depende de su temperatura y del volumen del espacio
de gas en cuyo interior se produce la vaporización, es decir, depende de la relación de
gas a líquido por volumen.
La TVP de una mezcla de petróleo proporciona una buena indicación de su
aptitud para dar origen a gases. Desafortunadamente, es una propiedad extremadamente
difícil de medir aunque se puede calcular partiendo de un conocimiento detallado de la
composición del líquido. Para petróleos crudos se la puede estimar a partir de las
condiciones de estabilización, teniendo en cuenta cualquier subsecuente cambio de
temperatura o de composición. En el caso de productos, existen correlaciones para
obtener la TVP de la presión Reid que es más fácil de medir.
-Presión de vapor Reid (RVP); La prueba de presión de vapor Reid (RVP) es
un método simple y se usa generalmente para medir la volatilidad de líquidos de
petróleo. Se realiza en un aparato patrón y de una forma cuidadosamente definida.
Se introduce una muestra del líquido en el interior del recipiente de prueba a presión
atmosférica, de forma que el volumen del líquido alcance a ser a la quinta parte del
volumen total interno del recipiente. El recipiente se sella y se sumerge en un baño de
agua, donde es calentado a 100ºF (37,7ºC). Después de haber agitado el recipiente para
obtener rápidamente las condiciones de equilibrio, se lee el alza de la presión (debida a
la vaporización) sobre un manómetro adherido. Esta lectura da una aproximación
ajustada de la presión del vapor del líquido a 100ºF, en bares o en libras por pulgada
cuadrada absoluta.
La RVP es útil para comparar las volatilidades de una amplia gama de líquidos
de petróleo de un modo general. No obstante, en sí misma tiene poco valor como medio
para estimar la probable evolución del gas en situaciones específicas, principalmente
debido a que la medición concreta a la temperatura patrón de 100ºF y a una relación fija
de gas/líquido. Para esta finalidad resulta más útil la TVP y en algunos casos existen
correlaciones entre ésta, la RVP y la temperatura.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
24
3.2- INFLAMABILIDAD DE LOS VAPORES Y SEGURIDAD PARA LA
DIFUSIÓN EN EL AIRE.
Límites de inflamabilidad de los vapores del petróleo crudo.
El petróleo crudo emite una mezcla de hidrocarburos gaseosos, como metano,
butano, propano, etano, pentano y hexano. La proporción en que cada uno de estos
gases entra en los vapores emitidos, depende del tipo de crudo del que estemos
hablando, de la temperatura de la zona, y de otros factores. Cada uno de estos gases
tiene un margen de inflamabilidad.
Una mezcla de gases hidrocarburos y de una atmósfera que contenga oxígeno, es
inflamable si se cumple que ambos se encuentran en las proporciones adecuadas para
mantener la combustión. Avanzados estudios de estos vapores emitidos por los crudos,
aconsejan que en la práctica se tomen estos vapores como un solo gas con un único
margen de inflamabilidad.
Se denomina margen de inflamabilidad o margen explosivo de un hidrocarburo
gaseoso (siempre que esté mezclado con una atmósfera que contenga oxígeno (O2)), al
comprendido entre los límites de exposición alto y bajo. Una mezcla por debajo del
límite de exposición bajo es demasiado pobre para arder, mientras que una mezcla por
encima del límite de exposición alto es demasiado rica para arder.
Estos límites se dan como porcentaje en volumen de gas en hidrocarburos en la
mezcla de gases. Para vapores de crudo en aire (que tiene 21% de O2) y sin el gas inerte
el límite de exposición bajo se considera aproximadamente como el 2% y el límite de
exposición alto como el 11%, según observamos en la figura 1.
Todas las posibles mezclas de vapores de crudo en aire (sin gas inerte) estarán
comprendidas dentro de la línea AB ó en su prolongación. Por otra parte, las mezclas en
tanques en los que se ha introducido gas inerte caerán a la izquierda de esta línea AB.
Su situación exacta dependerá del porcentaje de O2 así como de los hidrocarburos que
contenga.
En el caso en que los vapores del crudo se encuentren en una atmósfera que
contenga menos oxígeno que el aire, el margen de inflamabilidad (límite exposición
alto-bajo) disminuye. Es decir, el margen de inflamabilidad disminuye si se reduce el
porcentaje de oxígeno. Así, por debajo del 11% de oxígeno no hay suficiente oxígeno
para mantener la combustión con independencia del porcentaje del vapor de crudo,
según podemos observar en la figura. De esta forma, aquellos compartimentos o zonas
tratados con gas inerte están muy fuera del margen de inflamación.
Es posible evitar las mezclas inflamables si el gas en el espacio vacío encima del
crudo en el tanque de carga de un Petrolero, se diluye con gas inerte tal como gases de
combustión que tienen un contenido bajo de oxígeno.
Por medio de los controles automáticos del sistema de gas inerte se mantiene el
suministro de gas con bajo contenido de oxígeno y la presión adecuada para la tubería
de gas. Sin embargo para llevar a cabo la distribución a los distintos compartimentos,
necesitamos algunas operaciones manuales efectuadas por operarios adecuados.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
25
FIGURA 2. LIMITES DE INFLAMABILIDAD DE LOS VAPORES Y DE DIFUSIÓN
EN EL AIRE EN CONDICIONES DE SEGURIDAD.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
26
Límite de seguridad para la difusión en el aire.
Como apuntamos anteriormente, el aire no puede inflamarse a menos que su
composición quede comprendida en una gama de concentraciones de gas en aire (gama
de inflamabilidad). El límite inferior de esta gama, denominado límite inferior de
inflamabilidad, corresponde a cualquier concentración de hidrocarburos por debajo de la
cual el gas hidrocarbúrico presente es insuficiente para lograr la combustión.
El límite superior de inflamabilidad corresponde a cualquier concentración de
hidrocarburos por encima de la cual el aire es insuficiente para lograr la combustión
(exceso de gas hidrocarbúrico).
Los límites de inflamabilidad varían algo en el caso de distintos gases
hidrocarbúricos puros y de mezclas de gases derivadas de distintos líquidos del petróleo.
Sin embargo, en la práctica, se consideran que los límites inferior y superior de
inflamabilidad de los cargamentos de hidrocarburos transportados por los petroleros son
aproximadamente del 2 y el 11 por ciento de los gases de hidrocarburos.
El contenido de hidrocarburos gaseosos de la atmósfera de un determinado
tanque puede subir fácilmente al 8% o más después de una descarga o de una limpieza.
Estos vapores no serán inflamables si antes se ha tratado el tanque con gas inerte,
debido al bajo contenido de oxígeno. Sin embargo si esta mezcla se diluye con aire, la
atmósfera del tanque pasará por dentro del margen de inflamación, con la consecuente
situación peligrosa. Como esta difusión se producirá seguro en el desgasificado, no debe
empezarse este hasta que los tanques a desgasificar se hayan tratado completamente con
gas inerte.
Una mezcla de gases que se halle por encima del límite de seguridad para la
difusión en el aire (punto C), puede llevarse por debajo de este límite (punto E)
purgando el tanque con dicho gas inerte. La función del gas es desplazar el exceso de
vapores de hidrocarburo. Una vez hemos alcanzado las condiciones de seguridad, se
puede empezar la desgasificación.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
27
Fuentes.
Las posibles fuentes de gas inerte en los petroleros pueden ser:
La exhaustación de las calderas del barco, ya sean principales o auxiliares.
Constituyen la fuente más conocida y utilizada de todas a bordo de los buques.
En general no se consume un combustible extra puesto que aprovecha los gases
de exhaustación de las mencionadas calderas.
Para que una instalación de calderas pueda ser utilizada como fuente de gas
inerte, debe cumplimentar los dos requisitos siguientes:
-Que los quemadores y equipo de control de combustión sean capaces de
producir de manera estable gases con un contenido de oxígeno igual o inferior al
4%.
-Que las calderas sean capaces de producir una cantidad de gases suficiente para
satisfacer los requerimientos del sistema.
Un generador independiente de gas inerte, en el caso de que el barco no
quiera encender las calderas por que no le resulte económico, como ocurre en
navegación, es decir que se utiliza como elemento auxiliar del sistema de
calderas. Se utiliza en el relleno de los tanques de carga, cuando el barco está
cargado, ya que las necesidades de gas inerte son pequeñas. También se utiliza
como única fuente de gas inerte este Generador de Gas Inerte ya que es
suficiente para suministrar dicho gas durante la operación de descarga y
limpieza, aunque este no es el caso de este proyecto.
Un generador autónomo está constituido por el quemador, los dispositivos de
control de combustión y por los elementos de enfriamiento y limpieza del gas.
Grupos “Turbina de gas- Generador autónomo”
Son utilizados por razones de ahorro energético. Los gases de exhaustación de
las Turbinas de gas contienen un porcentaje de oxígeno que excede el límite
superior admitido y suficiente para mantener una segunda combustión en un
generador independiente. El coste inicial es alto, pero en ocasiones, se considera
compensado por razones de balance eléctrico y de ahorro energético.
Existen algunas instalaciones como ésta, aunque pocas a bordo de buques.
Grupos “Motor Diesel- Generador Autónomo”
Se emplean por similar motivo al anterior. Los gases de exhaustación de los
motores diesel suelen tener en condición de sobrecarga, un contenido de oxígeno
insuficiente para soportar una segunda combustión.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 3
E.U.I.T.N. JUL-10
28
En condiciones de plena carga pueden mantener dicha combustión con
dificultad, pero sin embargo en cargas parciales, contienen un porcentaje tan
alto que los hacen inutilizables por sí solos, como fuente de gas inerte.
Se han desarrollado trabajos de investigación y desarrollo por parte de algunas
compañías para superar este inconveniente.
Calidad.
El objetivo es alcanzar un contenido del 5 % en volumen, para lo cual es
imprescindible un buen control de la combustión en las calderas del buque.
Para obtener esta calidad podría ser necesario un control automático de la
combustión.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
29
4.- DEFINICION Y CARACTERISTICAS DEL SISTEMA DE GAS INERTE.
4.1- PROCESO DEL GAS INERTE.
A continuación se muestra un diagrama preciso indicativo del funcionamiento del sistema de gas inerte:
FIGURA 3. PROCESO DE GAS INERTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
30
Explicación del diagrama.
Existen dos calderas, una a cada banda, siempre dejando una de reserva. De la
exhaustación de estas calderas se toma el gas producido en la combustión a través del
conducto de gas inerte. Junto a la conexión de esta tubería se coloca una válvula de
mariposa neumática. Estas válvulas están enclavadas con ambos ventiladores, con la
entrada de aire y con el soplante de hollín. Cuando esta válvula se prevé que está sucia,
se cierra y se limpia con este soplante de hollín, que no es más que un chorro de aire de
limpieza. Adyacente a la válvula se dispone una tapa de inspección para limpiar y
comprobar el estado de las válvulas.
Este gas (que es el gas inerte que utilizamos) se lleva al “Scrubber” o torre de
lavado donde se limpia el gas y lo más importante, donde se enfría el gas. Los gases
entran en la torre a través del agua almacenada en la parte baja y suben a través de una
serie de rociadores. Estos rociadores o difusores echan agua, enfriando el gas,
aglomerando los sólidos que este lleva y condensando sus contaminantes. Estos
contaminantes caen en la parte baja y se descargan al mar. La torre de lavado debe
mantener una pequeña cantidad de agua, para evitar retrocesos del gas y
recalentamientos del aparato.
De la torre de lavado sale el gas inerte limpio a unos 2 º C más que el agua del
mar. Antes de salir de la torre el gas pasa por un des-humificador.
El cierre hidrostático o “pot-seal” sirve como protección contra posibles
sobrepresiones o grandes vacíos. Su geometría viene definida según la presión y vacío
que se deban contrarrestar.
Las bombas de alimentación de agua de mar, son bombas totalmente
independientes del sistema, que aspiran del mar y proporcionan agua tanto al Scrubber
como al sello de cubierta a través de un circuito doble (reserva).Tanto el Scrubber como
el sello de cubierta nunca deben quedarse sin agua. La bomba que alimenta al sello
deberá funcionar continuamente casi siempre (menos en dique).
Existen también dos ventiladores (uno es de reserva) cuya función es darle
impulso al gas, para posteriormente llevarlo a cada uno de los tanques. Antes y después
de cada ventilador, existen válvulas de incomunicación de ventiladores, que impiden la
recirculación de los gases a través del ventilador que no esté en servicio.
Cada par de válvulas está enclavado con su ventilador. Estas válvulas deben ser
controladas por control remoto desde la cámara de control central. En el caso que un
ventilador se pare, esta válvula de distribución de gas inerte se cerrará automáticamente.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
31
Cada ventilador puede suministrar gas inerte equivalente al 125% de la
capacidad de las bombas de carga. Cada ventilador arrancará solamente si el agua de
refrigeración de la torre está fluyendo, si está abierta la válvula de toma de aire o de una
de las calderas dependiendo del selector aire / gas inerte, y si sus dos válvulas de
incomunicación están abiertas. El gas que sale por las tuberías de los ventiladores debe
estar a una determinada temperatura de forma que no haya peligro de explosión, por lo
que se colocan termostatos. Al salir el gas por estas tuberías se encuentra con una
válvula de regulación de presión, que como su nombre indica, regula la presión del gas
inerte en el colector de cubierta, abriéndose o cerrándose.
La válvula principal de control, ajusta el suministro a los tanques. Si falla el
control la válvula se cierra.
La válvula de recirculación devuelve el exceso de gas a la torre. El sistema
mantiene una contrapresión constante en los ventiladores. El control es neumático
aunque con una precedencia manual. Si falla la válvula se abre.
Luego este gas pasa por el sello de cubierta que es un aparato de gran base, que
se llena con una pequeña cantidad de agua, y que sirve para impedir un retroceso del gas
especialmente en caso de fuego o explosión de un tanque. En otras palabras, es una
válvula de retención de líquido que aunque no ofrece resistencia al paso del gas hacia el
colector, impide el retorno con contrapresiones de hasta 3.500 mm. de columna de agua.
Luego el gas recorre la tubería principal, que lleva transmisores de presión
conectados a la válvula de regulación y válvulas de retención adecuadas. Además en el
comienzo de esta tubería, hay una válvula de incomunicación del colector. A esta
tubería se unen los ramales que reparten el gas a cada tanque a través de una válvula de
cierre.
A esta tubería principal, se une una válvula de presión / vacío, cuya función es la
de abrirse en el momento que la presión o el vacío en los tanques aumenten para
proteger la estructura de deformación o colapso.
El sello de cubierta lleva una tubería con una válvula de retención conectada al
costado del barco, así como un sistema de vapor independiente.
Las tomas de mar llevan válvulas de mariposa.
Antes de las bombas existen válvulas de cierre y después de éstas, válvulas de
retención y cierre. Junto a las bombas se instalan termómetros y presostatos.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
32
Para que un tanque se considere inerte debe estar adecuadamente inertizado y
estar sometido a presión positiva (para que no permita que el aire entre en el interior del
tanque).
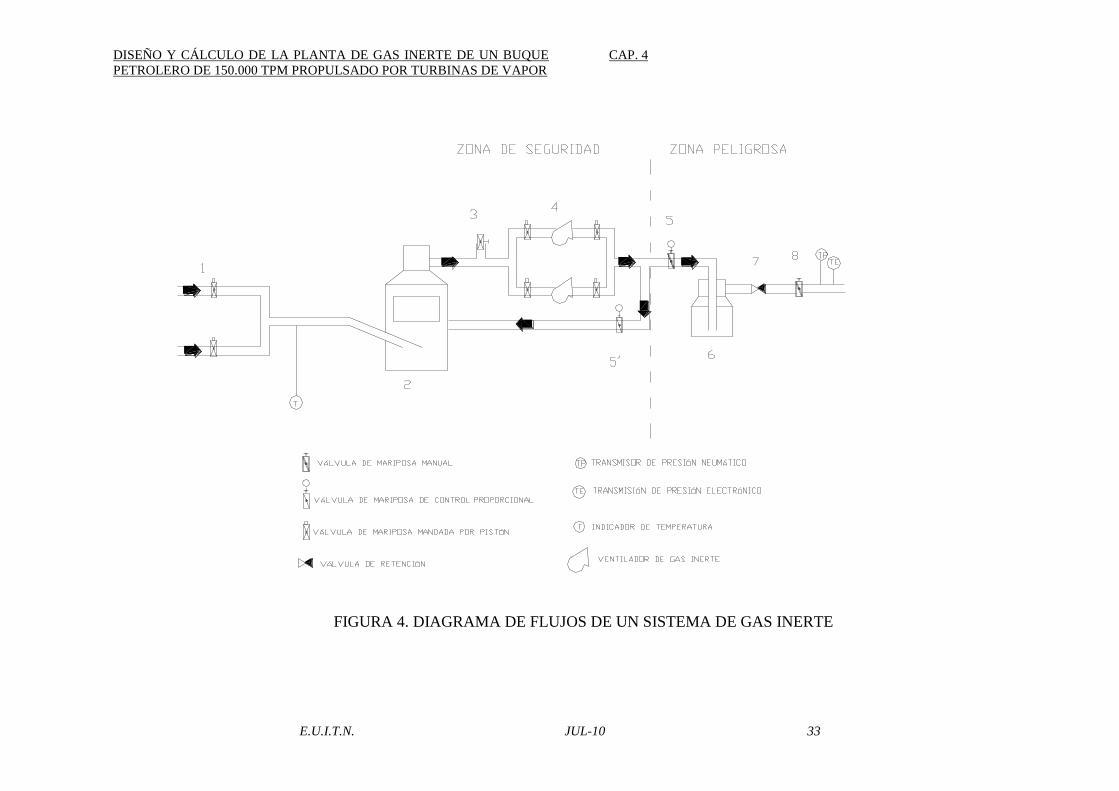
A continuación se muestra un diagrama de flujo que explica también el proceso
de gas inerte (Figura 4):
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
33
FIGURA 4. DIAGRAMA DE FLUJOS DE UN SISTEMA DE GAS INERTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
34
4.2- MÉTODOS PARA EL REEMPLAZO DEL GAS.
Existen tres operaciones que suponen el reemplazo de gas en los tanques de un
buque, y son las siguientes:
Inertización de los tanques
Desgasificación de los tanques
Purgado de los tanques
En cada una de las operaciones anteriores puede predominar uno de los dos
procedimientos siguientes:
A) Procedimiento de dilución.
B) Procedimiento de desplazamiento.
Los procedimientos anteriores tienen un marcado efecto en el método de
vigilarlos y en la interpretación de los resultados. En las siguientes figuras podemos
observar que se hace necesario comprender cuál es la naturaleza del proceso de
reemplazo de gas dentro de un tanque, para interpretar correctamente las lecturas que
obtenemos de los aparatos e instrumentos de medida de gases del tanque en cuestión.
Por ello entremos más a fondo a conocer dichos procesos.
A) Dilución;
La dilución supone que el gas que introducimos en el tanque se mezcla con los
gases originales existentes, formando así una mezcla homogénea en todo el
tanque. Con ello conseguimos que la concentración de los gases originales
existentes disminuya de una forma exponencial.
Es conveniente reseñar que en casos prácticos, la velocidad real con la que
realizamos el reemplazo del gas depende de diversos factores de entre los cuales
destacamos el flujo de gas que entre, las dimensiones del tanque y la velocidad
de entrada del flujo.
Para conseguir un adecuado y completo reemplazo de gas resulta necesario que
la velocidad de entrada del gas sea lo suficientemente alta como para que dicho
gas llegue hasta el fondo del tanque.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
35
FIGURA 5. FIGURA 6.
La figura 5 indica en el proceso de dilución, la naturaleza turbulenta del flujo del gas
dentro de un tanque.
La figura 6 nos muestra tres curvas indicativas de la concentración de gas en función del
tiempo, así como las curvas para tres posiciones distintas en la toma de muestras.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
36
B) Desplazamiento;
La técnica del desplazamiento consiste en un reemplazo, el cual requiere una
capa de separación estable entre el gas más ligero que entra por la parte alta del
tanque y el otro gas más pesado que se expulsa de la parte baja del tanque por
medio de una tubería correspondiente. Para llevar a cabo esta técnica es
necesario disponer de una velocidad de entrada relativamente baja y, además en
la práctica es necesario realizar más de un cambio de la atmósfera del tanque
(normalmente se hacen dos cambios o renovaciones).
FIGURA 7. FIGURA 8.
La figura 7 nos muestra el proceso de desplazamiento, haciendo hincapié en las zonas
de entrada y salida, e indica la capa de separación entre los gases que entran y los que
salen, a la que antes nos referimos.
La figura 8 nos muestra curvas típicas de concentración de gas en función del tiempo
para tres diferentes niveles de toma de muestras.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
37
4.3.- NORMAS APLICABLES AL CONTROL DE LA ATMÓSFERA DE LOS
TANQUES DE CARGA.
Todos los petroleros que lleven instalado un sistema de gas inerte además de
mantener siempre sus tanques en estado no inflamable deben cumplir los siguientes
requisitos:
Todo tanque que contenga residuos o lastre deben estar en estado inerte de forma
que el contenido de oxígeno debe mantenerse en el 8 % en volumen o menos, y
los tanques deben estar sometidos a una presión positiva.
La transición de la atmósfera del tanque del estado inerte al estado desgasificado
debe realizarse sin pasar por el estado de inflamabilidad, o sea, que antes de
desgasificar un tanque hay que purgarlo con gas inerte hasta que el contenido de
hidrocarburos de la atmósfera esté por debajo del límite de exposición bajo.
Cuando el barco esté desgasificado, antes de llegar al puerto de carga, es
necesario inertizar todos los tanques antes de cargar.
Las funciones que debe cumplir la planta de gas inerte, para mantener los
tanques en estado no inflamable son las siguientes:
Debe ser capaz de inertizar los tanques que estén vacíos.
Debe operarse durante la descarga, deslastre y otras operaciones en los tanques.
Debe purgar los tanques antes de desgasificar.
Debe rellenar la presión en los tanques de carga cuando sea necesario.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 4
E.U.I.T.N. JUL-10
38
FIGURA 9. APROXIMACIÓN A LA DISPOSICIÓN TIPICA DE UN SISTEMA DE GAS INERTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
39
5.- COMPOSICIÓN DEL SISTEMA DE GAS INERTE;
5.1- DISPOSICIÓN TÍPICA DEL SISTEMA DE GAS INERTE.
En la figura anterior, podemos observar la disposición típica de un sistema de
gas inerte a grandes rasgos. Como vemos empieza por las válvulas de incomunicación
de gases de la caldera, que suelen ser válvulas de mariposa neumáticas a través de las
que pasan los gases calientes y sucios a la torre de lavado o “Scrubber”. Aquí se enfría y
limpia el gas antes de mandarlo a los ventiladores que mandan este gas a presión a los
tanques de carga a través del sello de agua de cubierta, de la válvula de retención y de la
válvula de incomunicación de cubierta.
Posterior a los ventiladores existe una válvula reguladora de presión y un
rompedor de vacío.
Entre la válvula de retención y la de incomunicación de cubierta hay una válvula
de ventilación para dar salida al gas cuando se para la planta. La válvula de ventilación
puede también situarse delante de las dos válvulas anteriormente citadas.
Para suministrar gas inerte a los tanques durante la descarga, el deslastre, la
limpieza de tanques y para rellenar la presión de gas durante otras fases del viaje, hay
un colector de gas inerte que corre por toda la cubierta desde la válvula de
incomunicación. De este colector parten los ramales de gas inerte que van a la parte alta
de cada tanque de carga.
O sea, que un sistema de gas inerte debe proporcionar a los tanques de carga una
atmósfera que sea incapaz de mantener la combustión, que no contamine la carga, y que
esté disponible a presión y volumen tales que cubran todas las operaciones de manejo de
la carga.
El sistema está compuesto por dos grupos básicos:
Una planta de tratamiento para limpiar y enfriar los gases de la caldera
convirtiéndolos en gas inerte adecuado, y que los envíe a presión a los tanques.
Un sistema de distribución para enviar el gas inerte a los tanques.
La planta de tratamiento está situada en la zona de seguridad del barco, mientras
que el sistema de distribución y los tanques de carga están en la zona peligrosa. Por
tanto es de vital importancia que el sistema esté provisto de mecanismos que impidan
que los vapores de hidrocarburos o mezclas que no sean inertes retrocedan de la zona
peligrosa a la zona de seguridad. Esto es conseguido por medio de válvulas de retención
en la tubería de gas inerte. En circunstancias normales una de estas válvulas de
retención está constituida por el sello de cubierta.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
40
La mayor demanda de gas inerte se presenta durante la descarga, cuando el
suministro de gas inerte, debe igualar al menos a la velocidad que se produce en la
descarga.
En algunos casos, las bombas de descarga pueden descargar cantidades mayores de
las que figuran en sus especificaciones. El sistema de gas inerte, se diseña teniendo en
cuenta esto, con una capacidad que usualmente excede de la capacidad nominal de las
bombas por un factor del 1,25 para cada uno de los dos ventiladores utilizados.
Cualquier fallo debe asegurar que el sistema se pondrá en una situación de
seguridad automáticamente.
Aunque los componentes del sistema normalmente varían con el constructor, para
que un barco sea considerado inerte deben cumplirse los reglamentos en vigor referentes
al proyecto e instalación de sistemas de gas inerte.
Así pues sería interesante antes de adentrarnos en los componentes de un sistema
de gas inerte conocer la composición de los gases provenientes de la combustión de la
caldera, que en condiciones normales es la siguiente:
Dióxido de Carbono (CO 2) ------------------------12 – 14 %
Oxígeno (O 2) -----------------------------------------2 – 4 %
Nitrógeno-----------------------------------------------80 %
Anhídrido Sulfúrico (SO 2) ---------------------------0,2 – 0,3 %
Sólidos--------------------------------------------------153 mg / m3
La instalación de gas inerte, aprovecha las características inertes de estos gases
para, una vez tratados, enviarlo a los tanques y otros espacios de carga. Cuando los
gases han sido tratados en la torre de lavado o “Scrubber”, quedan con la siguiente
composición:
Dióxido de Carbono (CO 2) ------------------------12 – 14 %
Oxígeno (O 2) -----------------------------------------2 – 4 %
Anhídrido Sulfúrico (SO 2) ---------------------------0 – 0,2 %
Sólidos--------------------------------------------------3 mg /m3
Nitrógeno-----------------------------------------------El resto
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
41
Este proceso de limpieza elimina las partículas de anhídrido sulfúrico y hollín,
dando como resultado un gas compuesto en su gran mayoría por Nitrógeno y Anhídrido
Carbónico que es un gas inerte ideal.
Los componentes principales de la instalación de gas inerte son los siguientes:
- una torre de lavado o “Scrubber”
- una bomba de agua de refrigeración
- una bomba de agua de sellado
- dos ventiladores
- un sello hidráulico en cubierta
- válvulas, instrumentos, y controladores adecuados para la correcta distribución y
control de los gases a cada uno de los tanques de carga.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
42
5.2- FUNCIÓN DE LOS ELEMENTOS CONSTITUYENTES.
En este apartado trataremos de desarrollar cada uno de los componentes de un
sistema de gas inerte, indicando la función de cada uno en el mismo sistema;
A) Torre de lavado o “Scrubber”
El objeto de la torre de lavado o “Scrubber” es enfriar los gases procedentes de
la caldera, y eliminar el dióxido de azufre y las partículas de hollín, es decir, limpiar
dichos gases. Esto se consigue por contacto directo de los gases con grandes cantidades
de agua salada. Hasta un 95% del contenido de Dióxido de Azufre es eliminado por la
torre, dependiendo de la temperatura del agua y del contenido de Oxígeno en el
combustible usado en la caldera.
Antes de entrar por el fondo de la torre de lavado, los gases se enfrían,
haciéndolos pasar por unas duchas de agua o haciéndolos que atraviesen en forma de
burbuja un sello de agua. Este sello puede servir además como sistema adicional de
seguridad para impedir la entrada involuntaria de los gases en la torre cuando esta se
abra en caso de que haya inspecciones o simplemente en mantenimientos. El agua
también fluye desde la base de la torre de lavado para ayudar a dispersar los sólidos.
Dentro de la torre, el gas sube a través de una corriente de agua que está
bajando.
Para obtener el máximo contacto entre el gas y el agua se pueden utilizar los
siguientes sistemas:
Varias duchas
Placas perforadas de impacto
Toberas y ranuras
Estantes de piedra o trozos de plástico prensados
A este respecto, pondremos de manifiesto las ventajas e inconvenientes de
utilizar los estantes de piedra o plásticos prensados ó las placas de impacto perforadas.
-Estantes de piedra o trozos de plástico prensados; El gas inerte entra por su
parte inferior a través de un tubo que se sumerge en una zona cubierta de agua y fluye a
través de ella hacia arriba. En su flujo hacia arriba atraviesa una serie de bandejas que
están cubiertas de agua. Esta agua que fluye hacia abajo mantiene un nivel regulado. El
gas inerte atraviesa, burbujeando, estas láminas de agua de las bandejas y abandona la
torre pasando previamente por el deshumidificador que elimina el agua arrastrada. Las
partículas sólidas y el hollín se depositan en las bandejas y fluyen hacia abajo mezcladas
con el agua.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
43
-Placas de impacto perforadas; Estas unidades tienen sección rectangular o
circular realizada en varias secciones horizontales. El gas entra por el fondo teniendo la
boca de acceso sumergida y con pre-enfriadores. Los tubos pasan por “venturis”
aglomerantes tocando contra unas placas de choque. Las torres van provistas de varias
etapas de este tipo. El agua de mar se descarga y va descendiendo por las placas,
arrastrando partículas y gases y evacuando después.
De esto tipos las prensadas son las que consiguen un rendimiento mayor, esto es,
una mayor eliminación del dióxido de azufre, entre un 90% y un 99%. Pero por el
contrario provocan una caída de presión mayor, y por tanto, una mayor resistencia al
flujo de gas. Este tipo se suele utilizar cuando el barco lleva productos sofisticados. Por
otro lado, las de pulverización son más simples, por tanto más fáciles de mantener y
eliminan mayor dióxido de azufre pero por el contrario arrastran mayor cantidad de gas.
Este segundo tipo se utiliza más con productos más brutos. La eliminación del dióxido
de azufre en el gas parece depender de la cantidad del agua mientras que la eliminación
de sólidos se ve más afectada por la caída de presión que cuando es alta ralentiza el
flujo y da más tiempo a los sólidos para precipitar.
A modo de ejemplo puede decirse que considerando un sistema de gas inerte de
20000 m3/h con una torre de lavado de una eficiencia del 98%, los residuos sólidos que
puede arrastrar el gas suponiendo que trabaja unas doscientas horas al año pueden ser
alrededor de 40 kilos. Estos sólidos pueden ocasionar varios problemas:
-Que se adhieran a los asientos de las válvulas
-Que se depositen sobre las palas de los ventiladores provocando su
desequilibrio y posible daño al ventilador o los cojinetes de su motor.
-Depósitos en las tuberías que causan un incremento de la resistencia.
-Depósitos en los tanques de carga que hagan más difícil el lavado de éstos.
En la parte alta de la torre de lavado o “Scrubber”, o montados después de la
misma, las gotitas de agua que el gas pueda llevar en suspensión, se eliminan en los
deshumidificadores, como pueden ser colchones de polipropileno. El des-humificador
está formado por tres secciones que están sujetas entre dos anillos que están soldados al
interior de la envuelta de la torre. Una sección del anillo superior, que está junto a la
tapa de registro, está fijada por pernos, por lo que para montar o desmontar el des-
humificador habría que desmontar esta sección.
A-1 Consideraciones del proyecto de la torre de lavado o “Scrubber”
El proyecto de la torre debe tener en cuenta el tipo de petrolero, de las cargas y
del equipo de control de combustión de la fuente de gas inerte. La torre debe ser capaz
de tratar la cantidad de gas inerte que exige la regla 62 del S.O.L.A.S., al que más tarde
haremos referencia, y a la presión diferencial del sistema.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
44
El rendimiento de la torre para el máximo flujo de gas debe ser tal que
elimine al menos el 90 ó 95 % del dióxido de azufre y que elimine eficazmente los
sólidos. En el caso de transportes de productos, pueden necesitarse condiciones mucho
más estrictas debido a que hay que garantizar una calidad determinada del producto.
En el apartado estructural diremos que el interior de la torre debe construirse con
materiales muy resistentes a la corrosión, ya que los gases son muy corrosivos. Así
podemos encontrar torres forradas interiormente por goma, resina epoxi de fibra de
vidrio o de otro material equivalente, aunque normalmente se usa ebonita o
polipropileno contra el efecto corrosivo del agua de mar y el Dióxido de Azufre.
Así mismo la carcasa de la torre debe tener mirillas y registros para la limpieza e
inspección. Los cristales de las mirillas deben ser resistentes al calor y a los golpes con
lo que en algunas ocasiones se colocan cristales dobles.
La situación de la torre con respecto a la línea de flotación en carga debe ser tal
que la descarga al mar de la misma no sea dificultosa cuando el buque se encuentre a
plena carga.
El proyecto debe ser tal que en condiciones normales (de asiento y escora del
barco) la eficacia de la torre no disminuya en más del 3%, ni la temperatura de salida de
los gases exceda en más de 2 –3 º C a la del proyecto, es decir, que la temperatura de
salida del gas no es superior en más de 2º C a la del agua de refrigeración.
El funcionamiento y tipos de la torre de lavado quedan reflejados en las figuras
10, 11 y 12 que mostramos a continuación:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
45
1. Campana de succión.
2. Entrada de gases.
3. Ventilador centrífugo.
4. Motor del ventilador.
5. Bomba de circulación.
6. Boquillas para el líquido.
7. El flujo de aire-líquido.
8. Filtro esférico.
9. Zona de condensación
10. Salida de aire filtrado.
FIGURA 10. TORRE DE LAVADO O “SCRUBBER”

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
46
FIGURA 11. FUNCIONAMIENTO DE LA TORRE DE LAVADO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
47
FIGURA 12. ESQUEMAS DE FUNCIONAMIENTO DE VARIOS TIPOS DE TORRES DE LAVADO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
48
B) Ventiladores de gas inerte
Aspiran los gases procedentes de la combustión de las calderas que, pasando por
la torre de lavado, son impulsados a los tanques de carga a través del sello de cubierta.
Los ventiladores son de accionamiento eléctrico, de corriente alterna, estando el
eje del motor descansando sobre dos cojinetes situados a cada banda, proporcionando al
conjunto la máxima robustez. Suelen ser ventiladores centrífugos de una sola etapa y
movidos por motores eléctricos. Éstos tendrán una potencia suficiente para evitar toda
sobrecarga en cualquier condición de funcionamiento posible del ventilador. Deben
estar provistos de calefacción para mantener los devanados secos durante periodos de
inactividad.
La regla 62 del S.O.L.A.S. apartado 7.1, exige que haya al menos dos
ventiladores que, juntos, puedan suministrar a los tanques de carga gas inerte a razón de
por lo menos un 125 % de la capacidad máxima del régimen de las bombas de carga
expresado en volumen.
En la práctica, las instalaciones pueden variar desde las que tienen un ventilador
grande y otro pequeño, cuya capacidad combinada responde a la regla 62 anteriormente
citada, a aquellas en que cada ventilador satisface la anterior condición. La ventaja de la
primera solución es que para rellenar en la mar la presión de los tanques de carga no es
necesario el colocar un ventilador de gran capacidad, sino que podremos poner uno de
capacidad más pequeña. La segunda solución tiene la ventaja que si se avería uno de los
ventiladores, el que queda disponible puede mantener la presión del gas inerte en los
tanques, sin que la descarga dure más tiempo.
*En nuestro caso concreto, utilizaremos la segunda solución calculando la
capacidad que tiene que tener cada uno para satisfacer el sistema y las correspondientes
reglas. (Apartado 25)

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
49
B-1 Consideraciones del proyecto de los ventiladores de gas inerte.
Los impulsores deben estar hechos con materiales resistentes a la corrosión y no
productores de chispa, normalmente de acero inoxidable o titanio. Así mismo,
todos los impulsores deben probarse a una velocidad superior en un 20 % a la
del proyecto o superior en un 10 % a aquella en que se dispara el seguro de
exceso de velocidad de la turbina según sea aplicable. Suelen ser del tipo de
paletas curvadas “hacia atrás y por consiguiente con una curva Potencia-Caudal
más estabilizada que los de paletas curvadas “hacia delante”.
Su carcasa debe estar construida de material resistente a la corrosión, o en todo
caso de acero dulce, pero en este caso debe estar forrada de goma o de “epoxi”,
o de otro material equivalente anticorrosivo al gas para protegerlas de los efectos
corrosivos del gas inerte. Además la carcasa debe ser del tipo “partida” para
facilitar la extracción del rotor sin necesidad de desmontar las tuberías de
aspiración y descarga.
Los obturadores tienen como misión evitar fugas de gas inerte a través de los
orificios practicados en la carcasa para el paso del eje del rotor. Suelen estar
constituidos por anillos provistos de empaquetaduras de carbón (divididos en
segmentos).
La bancada tiene como misión la de servir de estructura de anclaje del ventilador
al polín. En ocasiones, tratando de escatimar materia la bancada tiene una altura,
y por consiguiente una rigidez, insuficiente. Este defecto en la rigidez puede dar
lugar a vibraciones y desalineaciones de los rotores.
Además la carcasa debe tener purgas de dimensiones adecuadas, provistas de
sellos de agua para evitar averías como consecuencia de un exceso de agua.
Por otra parte, la carcasa debe contar con refuerzos longitudinales exteriores y
debe estar construida de modo que sea posible extraer el rotor sin tener que tocar
las conexiones de entrada y salida del gas. Debe haber en la carcasa suficientes
aperturas para facilitar la inspección y la limpieza.
Deben preverse sistemas adecuados, como el lavado con agua dulce, para
eliminar los depósitos acumulados durante el funcionamiento y que pueden
producir vibraciones y el desequilibrado del rotor. Se recomienda un dispositivo
que inmediatamente después de la desconexión del motor eléctrico,
automáticamente lance agua pulverizada.
Si la unidad motriz y el ventilador tienen diferentes ejes, han de estar unidos por
un acoplamiento flexible.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
50
Si se decide emplear cojinetes de bola o de rodillos, es necesario estudiar el
método de lubricación, ya sea mediante aceite o grasa debiendo estar de acuerdo
con la velocidad y diámetro del eje. Cuando se utilizan cojinetes de bolas o
rodillos la conexión entre el motor y el rotor se efectúa mediante un
acoplamiento flexible. En este caso se disponen juntas de expansión ( tipo
“fuelle”) en las tuberías de aspiración y descarga del ventilador.
Las características de presión y volumen de los ventiladores deben adaptarse a
las máximas necesidades del sistema debiendo ser estas tales que en el caso de
descarga de cualquier combinación de tanques de carga, se pueda mantener una
presión mínima de columna de agua, descontando las pérdidas por:
- la torre de lavado y el des-humificador
- las tuberías que transportan el gas caliente a la torre
- las tuberías posteriores a la torre
- el sello de agua de cubierta
- la longitud y el diámetro que tenga el sistema de distribución del gas
En el caso que los dos ventiladores sean diferentes en cuanto a capacidades, las
características de presión y volumen deben ser tales que sean capaces de
desarrollar toda su salida de proyecto. La disposición debe ser tal que impida
que el ventilador en carga arrastre al parado.
Si la unidad motriz o de potencia es un motor eléctrico, este debe tener la
potencia suficiente para que no sea sobrecargado en ninguna condición de
funcionamiento del ventilador.
Las necesidades de potencia del motor deben estar basadas en unas condiciones
de entrada en el ventilador de -5º C a –400 mm. de columna de agua y en unas
condiciones de salida de 0º C a la presión atmosférica.
Si resulta necesario pueden colocarse medios adecuados para mantener secos los
arrollamientos del motor durante periodos de inactividad.
El eje normalmente es de acero inoxidable.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
51
En la figura 13 podemos observar la distribución general de los ventiladores. En
la carcasa existen tapas de inspección que dan acceso al impulsor sin la necesidad de
desconectar tuberías. También debe llevar instalada una purga para poder eliminar el
agua que pueda haberse acumulado.
FIGURA 13. VENTILADOR DE GAS INERTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
52
C) El sello de agua de cubierta
El sello de agua de cubierta y la válvula mecánica de retención, de la que más
tarde se hablará, constituyen entre las dos el sistema por el que se impide el retorno de
los gases de los tanques de carga a los espacios de máquinas o a otras zonas seguras en
las que está situada la planta de gas inerte.
El sello de cubierta es la barrera principal. Este sello de agua permite el paso del
gas hacia el colector de cubierta, pero impide el retroceso del gas, aunque la planta no se
encuentre en funcionamiento.
Resulta vital que se mantenga en todo momento el suministro de agua, prestando
especial interés cuando la planta está parada. Además, las purgas deben descargar
directamente al costado, sin atravesar los espacios de máquinas.
El sello de cubierta, en general, consiste en un cuerpo cilíndrico montado en un
tanque de desagüe. De esta forma, el gas inerte se introduce en el sello por un conducto
de entrada en su parte alta hacia abajo por el centro del sello, de forma que su extremo
inferior está sumergido en agua. El nivel de agua se mantiene constante mediante
cisternas y la bomba de sellado.
Cuando entra el flujo de gas, este atraviesa el agua, va hacia la salida del gas y
luego al colector de cubierta. Cuando este flujo para, el agua obtura la boca del
conducto de entrada, de forma que ante una contrapresión del colector, ésta actuaría
sobre el agua, haciéndola subir por el conducto impidiendo así el flujo en sentido
contrario.
Este tubo de entrada de gas inerte tiene una altura generalmente de 2,4 metros.
Cuando la columna de agua alcanza esta altura pueden ocurrir dos cosas.
Primeramente debería haberse abierto la válvula de presión y vacío antes de
llegar a esa altura, pero si por cualquier razón está obstruida, el rompedor de presión y
vacío abrirá entonces liberando gases de hidrocarburos y por lo tanto bajando la presión.
Por este motivo es tan importante el suministro de agua al sello, lo cual se consigue
duplicando las bombas que lo surten y además disponiendo serpentines de calefacción
que eviten que se congele en determinadas condiciones atmosféricas.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
53
Existen tres tipos principales de sellos de cubierta, que son:
Sello de cubierta tipo húmedo
Es el más sencillo. Cuando la planta de gas inerte está en funcionamiento, el gas
atraviesa en forma de burbujas el agua del sello, saliendo por la tubería
sumergida de entrada de gas. Pero si la presión del tanque es superior a la que
hay en la tubería de entrada de gas inerte, el agua sube por el tubo de entrada de
gas, impidiendo así el paso hacia atrás del gas.
El único inconveniente de este sistema es que el gas puede arrastrar gotitas de
agua, lo cual, aunque no perjudica la calidad del gas inerte, puede producir una
salida del sello de agua.
En la figura 14 podemos observar un esquema de un sello de este tipo:
FIGURA 14. SELLO DE AGUA DE CUBIERTA TIPO HUMEDO
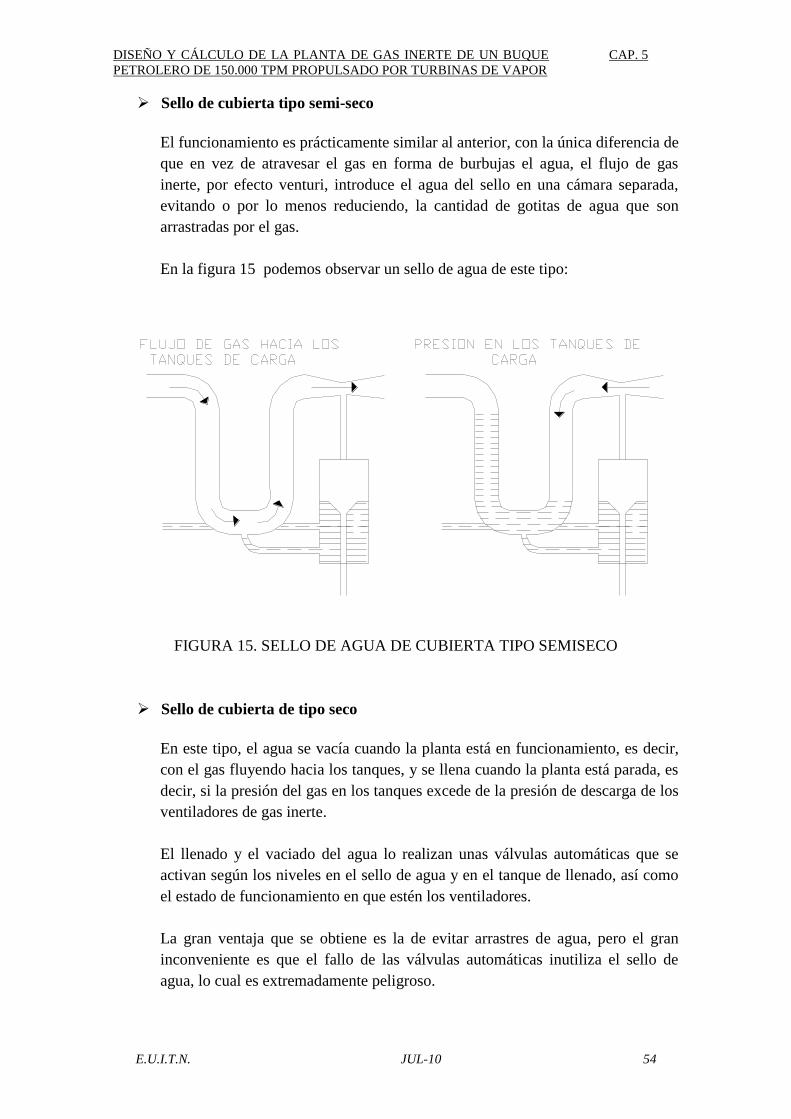
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
54
Sello de cubierta tipo semi-seco
El funcionamiento es prácticamente similar al anterior, con la única diferencia de
que en vez de atravesar el gas en forma de burbujas el agua, el flujo de gas
inerte, por efecto venturi, introduce el agua del sello en una cámara separada,
evitando o por lo menos reduciendo, la cantidad de gotitas de agua que son
arrastradas por el gas.
En la figura 15 podemos observar un sello de agua de este tipo:
FIGURA 15. SELLO DE AGUA DE CUBIERTA TIPO SEMISECO
Sello de cubierta de tipo seco
En este tipo, el agua se vacía cuando la planta está en funcionamiento, es decir,
con el gas fluyendo hacia los tanques, y se llena cuando la planta está parada, es
decir, si la presión del gas en los tanques excede de la presión de descarga de los
ventiladores de gas inerte.
El llenado y el vaciado del agua lo realizan unas válvulas automáticas que se
activan según los niveles en el sello de agua y en el tanque de llenado, así como
el estado de funcionamiento en que estén los ventiladores.
La gran ventaja que se obtiene es la de evitar arrastres de agua, pero el gran
inconveniente es que el fallo de las válvulas automáticas inutiliza el sello de
agua, lo cual es extremadamente peligroso.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
55
En la figura 16 podemos observar un sello de este tipo:
FIGURA 16. SELLO DE AGUA DE CUBIERTA TIPO SECO
Como resumen diremos, que el objeto que tenía el sello de cubierta es impedir
que los gases de hidrocarburos puedan retroceder desde los tanques a la planta de
tratamiento en la zona de seguridad, ofreciendo al mismo tiempo la menor resistencia
posible al flujo normal del gas inerte hacia la tubería de cubierta.
El sello es mucho más eficaz de lo que podría ser cualquier válvula mecánica y
resiste contrapresiones de hasta 3.500 mm. de columna de agua.
Podemos observar su funcionamiento en las figuras 17 y 18 que se muestran a
continuación:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
56
FIGURA 17. SELLO DE AGUA DE CUBIERTA

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
57
EL FLUJO NORMAL DE GAS DEPRIME
LA SUPERFICIE DEL AGUA DE
MANERA QUE EL ARRASTRE DE
AGUA ES MINIMO.
LA INVERSION DE LA PRESION
ELEVA EL NIVEL EN EL INTERI0R
DEL TUBO ASEGURANDO UNA
OBTURACION ABSOLUTA.
CUANDO NO HAY FLUJO
EL AGUA OBTURA EL TUBO.
FIGURA 18. OPERACIÓN CIERRE HIDRÁULICO EN CUBIERTA
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
58
C-1 Consideraciones de proyecto del sello de agua de cubierta.
El material empleado en su construcción debe ser resistente al fuego y
anticorrosivo a los ataques de los ácidos del gas. Puede usarse acero con bajo
contenido de carbono protegido con una capa de goma o “epoxi”, o material
equivalente.
Debe haber un flujo continuo de agua limpia que renueve el agua del depósito
del sello de agua de cubierta.
El sello de cubierta debe tener una resistencia al retroceso de los gases que no
sea inferior a la presión a la que están ajustados los rompedores de presión o
vacío del sistema de distribución de gas inerte (de los que posteriormente
hablaremos) y debe estar diseñado de forma que impida el retorno de gases en
cualquier condición de funcionamiento.
El sello de agua debe tener mirillas y registros de inspección para poder
controlar el nivel del agua durante la operación. Los cristales de las mirillas
deben estar reforzados para poder soportar impactos.
C-2 Tuberías de desagüe y de purga de la torre y del sello respectivamente
La tubería de desagüe de la torre y la de purga del sello de agua, cuando la haya,
debe ser de material resistente a la corrosión, o de acero al carbono convenientemente
protegida interiormente contra la naturaleza corrosiva del líquido.
Estas tuberías no deben ir a un colector de purgas o desagües, y la purga del
sello de cubierta no debe atravesar la cámara de máquinas o ningún otro espacio seguro
libre de gas.
El diámetro de las tuberías de desagüe y purga debe ser el adecuado para sus
funciones y la disposición de las tuberías debe ser tal que se vacíen por sí mismas.
A continuación, en la figura 19, se muestra una disposición adecuada para la
tubería de desagüe de la torre de lavado:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
59
FIGURA 19. TUBERÍA DE DESAGÜE DE LA TORRE DE LAVADO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
60
D) Válvulas
D-1 Válvulas mecánicas de retención
Estas válvulas proporcionan una seguridad adicional contra el retroceso de los
gases, de la carga a la zona de seguridad, o incluso del líquido que pueda entrar
en el colector de gas inerte si rebosasen los tanques de carga.
Cuando el ventilador está en marcha, la presión es suficiente para abrir la válvula
y permitir que el gas inerte pase a los tanques de carga.
Si se parase el ventilador, caería la presión y un muelle cerraría la válvula de
modo que, cualquier contrapresión existente apretaría más firmemente la válvula
contra su asiento.
Alternativamente en lugar de este dispositivo de cierre puede instalarse una
válvula de aislamiento independiente colocada “por delante” de la válvula de no
retorno. Esta válvula de aislamiento independiente ofrece la ventaja de permitir
la realización de trabajos de mantenimiento en la válvula de no retorno.
Esta válvula debe abrirse al para la planta de gas inerte, para evitar que cualquier
pérdida de los aparatos de retención sea causa de una acumulación de presión en
la tubería entre la válvula de regulación de presión de gas y estos aparatos de
retención.
La regla 62 del S.O.L.A.S. apartado 9.2 exige la colocación de una válvula
mecánica de retención o equivalente, a proa del sello de cubierta y que además
esta deberá funcionar automáticamente en todo momento.
FIGURA 20. VÁLVULA DE RETENCIÓN

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
61
D-2 Válvula de exhaustación de gas inerte
Esta válvula debe abrirse cuando la planta de gas inerte sea parada, para evitar
que cualquier pérdida en los elementos de retención, sea causa de una
acumulación de presión en la tubería, entre la válvula de regulación de presión
de gas y estos elementos de retención.
D-3 Válvulas automáticas
D-3.1 Válvulas de aspiración y descarga de los ventiladores
En las tomas de gases de las calderas se suelen emplear válvulas de mariposa de
750 mm. de diámetro y de asiento metálico para resistir altas temperaturas de los
gases. Debido a la alta temperatura de los gases de las calderas, los asientos de
las válvulas son de metal, y permitirán, por lo tanto, ligeros escapes aún cuando
estén cerradas.
Estas válvulas están controladas por pulsadores situados en el panel principal de
control, y se cerrarán automáticamente al ocurrir un fallo en el ventilador o
cuando el sistema se utilice para suministrar aire fresco.
Las válvulas de toma de calderas no pueden abrirse si está funcionando el
soplador de hollín, al igual que al contrario.
Tienen como misiones principales las siguientes:
- Aislar los ventiladores imposibilitando el arrastre del ventilador parado por
el que se encuentra en funcionamiento.
- Posibilitar la instalación de un “enclavamiento” que impida el arranque de un
ventilador cuando la válvula de descarga del otro no se encuentra totalmente
cerrada.
- Amortiguar las fuertes intensidades de arranque de los ventiladores

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
62
FIGURA 21. VÁLVULA DE MARIPOSA CON SU ACCIONADOR
Suelen ser de "Mariposa" y su accionamiento puede ser tanto manual como a
distancia.
También se suelen aislar los ventiladores mediante válvulas de mariposa de 600
mm y de asientos de goma, situadas en la aspiración y en la descarga. Tienen el
asiento de goma e impiden la circulación de gas inerte a través del ventilador
que no esté en marcha.
Durante el funcionamiento del sistema de gas inerte sólo deben estar abiertas las
válvulas correspondientes al ventilador que esté funcionando y nunca las del de
reserva. A través de interruptores límites en el panel principal de control, se
encienden los pilotos de abertura o cierre de dichas válvulas.
Estas dos válvulas anteriores se caracterizan por que solo pueden estar o abiertas
o cerradas, es decir, que no pueden estar en posiciones intermedias. Se abren y
se cierran por medio de cilindros neumáticos, gobernados por válvulas de aire
mandadas por solenoides.
La válvula principal de control y la de recirculación son normalmente de
mariposa, de 600 mm la primera y de 300 mm la segunda. El control de las
válvulas es totalmente neumático.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
63
D-4 Válvula de cierre en cubierta
Es una válvula de mariposa manual que se utiliza para aislar el sistema de
distribución de gas, de la planta de tratamiento. Cuando se pare el sistema de gas
inerte se debe cerrar la válvula.
D-5 Válvula de recirculación
Es de tipo y funcionamiento similar a la reguladora de presión tiene como
misión la de derivar hacía la torre de lavado parte del gas inerte descargado por
el ventilador, para evitar el calentamiento de dicho ventilador. La recirculación
se hace necesaria cuando el caudal de gas inerte hacía los tanques es pequeño o
nulo. Esto sucede cuando la contrapresión en la descarga del ventilador es
grande, lo cual sucede cuando la válvula de control de presión o la válvula de
aislamiento se encuentran cerradas o estranguladas; o cuando la presión en los
tanques de carga es alta, como sucede al final de la operación de relleno
(“topping-up”)
D-6 Válvula mecánica de presión (o vacío)
Esta válvula permite obtener una exhaustación automática de la tubería
principal, en el caso en que en esta se produjese una presión demasiada alta o un
vacío demasiado bajo.
Es necesario instalar sistemas de control de presión para cumplir dos funciones:
-Impedir automáticamente el retorno de gas en caso de fallo en el sistema de gas
inerte, o cuando el sistema de gas inerte está correctamente pero fallan el sello
de agua de cubierta y la válvula de retención, y además, la presión de gas en el
tanque sobrepasa a la de descarga del ventilador.
-Regular el flujo de gas inerte al colector de cubierta. La válvula recibe una señal
neumática procedente del controlador de presión y mueve la válvula para ajustar
el flujo de gas inerte al colector para que en este se mantenga presión constante.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
64
Una disposición típica para conseguir lo citado anteriormente puede ser la
reflejada en la figura 22:
FIGURA 22. SISTEMA TIPICO DE CONTROL DE PRESION
Es un sistema con control automático de presión y tubería de recirculación de
gas, el cual permite el control de la presión del gas inerte sin tocar la velocidad del
ventilador. El gas que no se necesita en los tanques se devuelve a la torre de lavado o
Scrubber, o se evacua a la atmósfera. En el colector y en la tubería de recirculación se
instalan válvulas de presión de gas.
Normalmente las dos están controladas por un transmisor de presión y un
regulador. Estas válvulas responden a una señal neumática del controlador de presión y
mueve la válvula en oposición a la principal de control. Así se obtiene una recirculación
de gas, e impide el recalentamiento del ventilador ante una demanda baja. Este
transmisor de presión está colocado a proa de la válvula de incomunicación de cubierta,
lo cual permite mantener una presión positiva en los tanques durante la descarga,
aunque así la torre puede sobrecargarse en operaciones de inertizado y purga.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
65
D-7 Válvulas de los ramales a tanques
La tubería de gas de cubierta y los ramales, llevan el gas inerte a los tanques de
carga. Estas tuberías poseen sus purgas, de modo que se extrae periódicamente
el agua que se haya acumulado en ellas.
Cada uno de los ramales cuenta con una válvula manual de tipo mariposa, las
cuales siempre permanecerán abiertas cuando los tanques estén en situación
inerte. Si una válvula de este tipo se cierra, se impedirá la entrada de gas inerte
al tanque, por lo que la presión en el tanque será diferente de la del resto de
tanques de carga. Por tanto cuando cerremos la válvula debemos proporcionar al
tanque un medio de exhaustación, por medio de otras aberturas, y se considerará
el tanque como no inerte. Entonces, tan pronto como sea posible se abre el ramal
y se suministra al tanque gas inerte.
FIGURA 23. PIEZAS DE UNA VÁLVULA DE MARIPOSA
E) Dispositivos de venteo.
El venteo consiste en la expulsión de aire, gas inerte u otros gases o
combinaciones de estos del interior de los tanques en los buques de transporte de crudo,
productos derivados del petróleo, productos químicos o gas licuado, e incluye también
los procesos de purga y desgasificación. Este sistema debe estar provisto, además, de
dispositivos que permitan la entrada de aire, gas inerte u otros gases al interior de los
tanques cuando en ellos aparece un vacío excesivo, de forma que esta situación se
corrija.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
66
El sistema de venteo está diseñado para proporcionar dos tipos de servicio bien
distintos:
a) Liberar o absorber pequeñas cantidades de aire, gas inerte o mezclas durante la
travesía para compensar las pequeñas variaciones de presión en el interior de los
tanques que pueden surgir durante la misma. Esta labor es desempeñada por las
válvulas de Presión/Vacío que se describirán posteriormente.
b) Liberar grandes volúmenes de aire, gas inerte o mezclas durante las operaciones
de carga y desgasificación. Esta tarea es realizada por las válvulas de alta
velocidad, que también se describirán mas tarde.
E-1 (a) Válvula de exhaustación de gases, presión y vacío.
Para tratar de evitar la presencia de gases tóxicos e inflamables en cubierta,
durante las operaciones de carga de buques petroleros, la práctica tradicional era
la instalación de tuberías de ventilación en los tanques, que evacuaban los gases
a un colector vertical situado en el mástil principal.
Era una instalación costosa, y los gases, por mayor densidad descendían al nivel
de cubierta en estado peligroso. Además, la interconexión de tuberías hacía que
el riesgo por ignición en un tanque, se hiciera general. Por otra parte, el
mantenimiento era difícil y costoso.
Con el aumento del tamaño de los petroleros, hubo que adoptar tubos
individuales de ventilación para cada tanque, que, aunque resultaba más
económico, dejaba sin resolver el problema de los gases a nivel de cubierta.
Por todo ello, la condición fundamental para un sistema de ventilación de
tanques que transporten líquidos combustibles e inflamables, es la eyección de
los gases tóxicos e inflamables lo más alto posible sobre el nivel de cubierta, es
decir, que exhaustan a la atmósfera donde son diluidos y dispersos. La válvula
de presión y vacío cumple esta condición.
La válvula de presión y vacío cuenta con una válvula de apertura variable, que
abre automáticamente cuando la presión en el tanque alcanza un valor de 0,014
kg / cm2 y lanza el gas verticalmente a una velocidad mínima de 30,5 m / s, en
la operación de apretado de tanques y hasta de 75 m / s en la carga al máximo
régimen, llevándolo a gran altura a efectuar su dispersión en la atmósfera.
Con la velocidad de 30,5 m / s resulta casi imposible un retroceso de llama hacia
el tanque, caso que la hubiera, pues ésta es superior a la velocidad de un frente
de llama. De todas formas, por seguridad esta válvula lleva una pantalla contra
llamas.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
67
FIGURA 24. VALVULA DE EXHAUSTACIÓN DE GASES, PRESIÓN / VACÍO
Perno
Tapa del pasante
Carcasa del muelle
Tapa
Disco de presión
Puente
Tapa Tornillo de ajuste
Tuerca de fijación
Arandela del muelle
superior
Muelle
Vástago
Arandela del muelle
inferior Tapón de
rosca
Junta
Disco de vacío
Asiento de acero
inoxidable de presión
Asiento de acero
inoxidable de vacío
Composición especial
de anillo insertado
Composición especial
de anillo insertado
Cuerpo de Aluminio
fundido
Pantalla de presión
Guía de vástago de
acero inoxidable
Pantalla de vacío
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
68
La figura 24 anterior, muestra esquemáticamente la disposición y el
funcionamiento de la válvula, una vez abierta por la presión del tanque, manteniéndose
la velocidad del gas durante toda la operación de carga y acomodándose la sección de
salida, por la presión del tanque, a los distintos regímenes de carga.
Como se observa, sobre el mismo tronco y en situación lateral, el sistema
incorpora dos válvulas, una de presión y otra de vacío automáticas, que regulan
cualquier condición de presión o vacío que pueda producirse en un tanque durante un
viaje cargado o lastrado.
El sistema está dotado también de un dispositivo de seguridad adicional, que es
la válvula de seguridad de vacío de emergencia, que cubre inesperadas condiciones de
vacío que pueden presentarse inadvertidamente durante ciertas operaciones de carga y
lastrado.
La válvula de presión y vacío está lista para actuar tan pronto como se abre la
tapa para la operación de carga o lastrado.
Algunas otras ventajas son las siguientes:
-Es de construcción metálica robusta, libre de corrosión, cuya apertura y cierre
se controla automáticamente por simples contrapesos.
-Es fácilmente adaptable, no sólo en nuevas construcciones sino en buques en,
mediante un tronco a la escotilla del tanque.
-Lugares de trabajo en cubierta, totalmente libres de gas, aun cuando se opere
con hidrocarburos volátiles.
Todas las válvulas de gas inerte serán operadas manualmente y localmente, a
excepción de aquellas que requieren control remoto y automático según las Sociedades
de Clasificación.
Enclavamientos:
-Enclavamiento del soplador de hollín; Cuando se está soplando el hollín no se
pueden abrir las válvulas de toma de calderas y el sistema no podrá emplearse.
-Enclavamiento de los ventiladores; Si se quieren arrancar, la válvula de toma de
gas de cubierta debe estar abierta. Además no se pueden utilizar los dos
ventiladores a la vez.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
69
F) Bombas
Existen normalmente dos tipos de bombas en una instalación de gas inerte:
F-1 Bomba de agua de refrigeración
Esta bomba va montada verticalmente y normalmente puede suministrar hasta
280 Tn/h.
La carcasa está diseñada de modo que se tenga acceso a las partes giratorias sin
necesidad de desconectar tuberías. La envuelta es de acero al carbono.
En el libro del fabricante se pueden encontrar los detalles al completo.
F-2 Bomba de agua de sellado
Puede dar normalmente un caudal máximo de aproximadamente 15 Tn/h,
aunque como en el anterior caso, los detalles pueden encontrarse en el libro del
fabricante.
G) Tuberías
Las tuberías son, casi sin excepción, de acero estirado. Las juntas de expansión
tipo “Dresser”, en este caso uniones “Straub” y bridas serán usadas en la tubería de
distribución principal de gas inerte para conexionar los distintos tramos.
Dado que por dichas tuberías circulan fluidos muy agresivos (en ocasiones con
un PH<3) las tuberías deben estar provistas de un tratamiento anticorrosivo adecuado,
en función del mayor o menor índice de agresividad.
Además, como ya sabemos, el fluido que por ellas circula además de corrosivo
es tóxico, y por tanto hay que evitar que los conductos pasen por espacios de
acomodación y todos los dispositivos tienen que estar proyectados teniendo en cuenta
esta cualidad del gas inerte.
Los tratamientos que se le dan a estas tuberías pueden ir desde galvanizado,
resina epoxídica, epoxy-alquitrán e incluso a tuberías de acero inoxidable en algunos
casos.
Todas las líneas deben ser adecuadamente soportadas y estibadas, de tal manera
que se eviten daños durante la operación, se facilite el mantenimiento y no aparezcan
esfuerzos adicionales.
H) Rompedores de presión / vacío
Es un mecanismo adicional de seguridad que protege los tanques de carga contra
una presión o vacío excesivos. Normalmente está construido de acero al carbono.
Funciona a una presión mayor (o a un vacío más bajo) que la válvula mecánica de
presión / vacío. Está ajustado para que funcione en caso de que fallen las válvulas de
presión / vacío de los tanques.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
70
Consiste en dos tubos, uno dentro del otro, que contienen una mezcla de agua
dulce y anticongelante (normalmente glicol) que llega hasta la mitad de cada tubo,
cuando este sistema está a la presión atmosférica. Las presiones superiores hacen que
suba el nivel en el tubo interior, y el vacío hace que suba el nivel en el anillo exterior.
Un exceso de presión expulsa el líquido de la cámara exterior, sube por el tubo
central y rebosa a la cubierta, permitiendo el flujo del gas a través del mismo. Si se
produce un vacío, el líquido es absorbido por la tubería principal a través del anillo
exterior, permitiendo así que se igualen las presiones.
En la figura 25 y 26 podemos observar cómo se calculan los límites de presión y
vacío para un rompedor determinado:
FIGURA 25. ROMPEDOR PRESIÓN - VACÍO
FIGURA 25. ROMPEDOR PRESIÓN - VACÍO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
71
Ai = Area del tubo interiorAo = Area del anillo exteriorVi = Volumen del liquido sobre el fondo del tubo interior
MAXIMOCON VACIO
Ao
Ai
ATMOSFERICAA LA PRESION
MAXIMACON PRESION
FIGURA 26. FUNCIONAMIENTO DEL ROMPEDOR
-Como calcular los límites de presión y volumen
Sea,
V1 · densidad
Ai = Área del tubo interior P máx =
A0 = Área del anillo exterior A0
V1 = Volumen del líquido sobre el fondo
del tubo interior V1 · densidad
P min =
Ai
Como resumen diremos que han de instalarse uno o más rompedores de presión /
vacío llenos de líquido, a menos que se cuente con válvulas de presión / vacío con
capacidad suficiente para impedir los excesos de presión o de vacío.
Estos aparatos necesitan poco mantenimiento, pero solo funcionarán a la presión
requerida si están llenos hasta el nivel adecuado con líquido de la densidad correcta.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
72
Además de tener en cuenta la congelación del líquido en tiempo frío, hay que
corregir los efectos de la evaporación, de la entrada de agua de mar, de la condensación
y de la corrosión. En mal tiempo, el aumento súbito de presión causado por los
movimientos del líquido en los tanques puede producir la expulsión del líquido.
Pueden aguantar sobre 2100 mm. c. a. de presión y -700 mm. c. a. de vacío,
aunque la capacidad requerida depende de la estimación de carga o descarga que puede
esperarse.
En la siguiente figura 27, podemos observar los principios de funcionamiento de
los rompedores de presión / vacío llenos de líquido:
FIGURA 27. PRINCIPIOS DE LOS ROMPEDORES DE PRESION / VACIO
LLENOS DE LIQUIDO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
73
Normalmente los ruptores están tarados para entrar en funcionamiento cuando,
estando 1os demás sistemas de venteo fuera de servicio, en los tanques se alcance una
presión positiva superior a 0,24 kg/cm2 por encima de la presión atmosférica o una
presión negativa superior a 700 mm. de columna de agua por debajo de la presión
atmosférica. De todas formas, si los venteos fallan estando el tanque lleno, los efectos
del vacío son inmediatos, sin embargo, si este fallo se produce cuando el tanque no está
totalmente lleno, los efectos del vacío tardan algún tiempo en ser detectados.
En cuanto a su localización, los ruptores deben instalarse a no menos de 10 m de
las tomas de aire, alojamientos o cualquier fuente de ignición. Hay que señalar que a la
altura a la que debe estar la abertura del tubo vertical del ruptor no ha de ser inferior a 2
m sobre la cubierta.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
74
5.3- DISPOSITIVOS PARA PROTEGER DE LAS LLAMAS.
Los dispositivos empleados con este objeto son los siguientes:
Rejillas cortafuegos.
Están constituidas por una malla de alambre muy tupida, con la cual se pretende
dificultar lo más posible el paso de la llama, impidiendo, de esta forma, que pueda
entrar del exterior a los tanques, o bien salir al exterior.
Retardadores de llama.
Son muy utilizados en náutica. El modelo más difundido está constituido por una
cinta metálica ondulada enrollada alrededor de un núcleo formando una especie de
panal. Con esta disposición se consigue, además de dificultar el paso de la llama
reduciendo su velocidad y favoreciendo su enfriamiento, disminuir la cantidad de
oxígeno de forma que la llama quede extinguida.
Válvulas de alta velocidad.
Se trata de válvulas mecánicas cuya apertura, como ya se ha explicado, está
ajustada de forma que salga de ellas a una velocidad no inferior a 30 m/s.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP. 5
E.U.I.T.N. JUL-10
75
5.4- MATERIALES EMPLEADOS EN EL SISTEMA DE GAS INERTE.
A continuación citaremos los materiales usados en los principales elementos que
constituyen un sistema de gas inerte:
Tubería de descarga al mar de la torre de lavado y tubería del sello;
Puede ser de:
-Acero serie reforzada y forrada interiormente con 3 mm. de ebonita.
-Tubería de “fiber-glass” serie reforzada resistente al ácido sulfúrico.
1) Tuberías de agua salada;
-Acero galvanizado en caliente o “cuni”- 90 / 10.
2) Tubería de gas inerte;
-Tubería de schedule 20 (aunque puede ser soldada) y protegida interiormente
con 250 micras de “epoxy”.
Tuberías de control;
-Todas las tuberías de control serán de acero inoxidable de diámetro 10 mm. x 1
mm. de espesor.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.6
E.U.I.T.N. JUL-10
76
6.- SISTEMA DE DISTRIBUCIÓN DE GAS INERTE;
El gas inerte, o el aire fresco, va desde la planta de tratamiento de gas inerte
hasta cada tanque de carga a través de los ramales que salen de la tubería de cubierta.
El sistema de distribución de gas inerte, junto con el sistema de ventilación a
tanques, debe proporcionar:
-medios adecuados para suministrar gas a los tanques durante las operaciones de
deslastre, descarga y limpieza de los mismos.
-medios adecuados para exhaustar gases durante la carga y el lastrado, a la
atmósfera.
-medios para proteger los tanques contra sobrepresiones o excesos de vacío.
-puntos adicionales de entrada y salida para inertizar, desgasificar o purgar.
-medios adecuados para aislar los tanques del colector de gas inerte, cuando
realicemos una desgasificación.
Para que el sistema cumpla con todos estos requisitos, existe una gran variedad
de proyectos y procedimientos de funcionamiento. Más adelante veremos algunos de
ellos, por supuesto, los más importantes y las consecuencias en el funcionamiento.
Pero antes observemos el siguiente esquema de una distribución de cubierta
bastante común, en la figura 28:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.6
E.U.I.T.N. JUL-10
77
FIGURA 28. DISTRIBUCION DE LA CUBIERTA

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.6
E.U.I.T.N. JUL-10
78
Consideraciones de proyecto de válvulas y tuberías del sistema de
distribución, del sistema de gas inerte.
Ahora sí hablaremos algunos de los proyectos más importantes y sus
consecuencias en el funcionamiento de los mismos:
-Los materiales usados para la construcción de las válvulas de incomunicación
de gases de la chimenea, deben tener en cuenta la temperatura que adquiere el gas en la
toma. De esta forma, para temperaturas inferiores de 220 º C suele usarse hierro
fundido, y para temperaturas superiores a 220º C deben ser de un material que resista
además de la esta temperatura, la acción de los gases cuando se depositan sobre ellas.
-La tubería entre las válvulas de incomunicación de gas de la chimenea y la torre
debe ser de acero grueso, resistente a la corrosión, y dispuesta de forma que evite la
acumulación de hollín.
-Las tuberías de salida de gas de la torre a los ventiladores y las de recirculación
deben estar hechas de acero con un forro interior adecuado.
-Las tuberías de cubierta deben ser de acero, deben colocarse de manera que se
purguen automáticamente y bien sujetas a la estructura del barco, para poder soportar
esfuerzos debidos al mal tiempo, dinámicos y expansiones térmicas.
-El punto de toma de gases debe ser determinado de manera que el gas no esté
muy caliente dadas las características de la torre de lavado, ni forme depósitos duros en
la válvula de incomunicación de gases en la chimenea. Así mismo, no debe situarse
cerca del extremo de la chimenea, para evitar la entrada de aire al sistema.
-Las válvulas de incomunicación de los gases de la chimenea deben dotarse de
sistemas que mantengan sus asientos limpios de hollín, a menos que las propias válvulas
al cerrarse limpien su asiento (auto-limpiables). Deben poseer además sistemas de
sellado de aire.
-La tubería de entrada a la torre debe instalarse de forma que permita una
incomunicación de la torre de lavado, antes de la desgasificación, por motivos de
mantenimiento. Puede hacerse de dos formas:
Desmontando un trozo de tubería y sustituyéndolo por una brida ciega.
Colocando un sello de agua que impida la entrada de gas cuando se cierre dicha
válvula de incomunicación, y se abra la torre para limpieza o inspección.
En el caso de que necesitemos limpiar el sello de agua, recurriremos a insertar
bridas como en el caso anterior.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.6
E.U.I.T.N. JUL-10
79
-Deben existir medios de incomunicación adecuados, en la entrada y salida de
cada ventilador, para que se pueda inspeccionar o limpiar uno, mientras que el otro se
utiliza para el sistema de gas inerte.
-La válvula reguladora, exigida por la regla 62 del S.O.L.A.S. apartado 9.1, debe
poseer algún medio que indique si está cerrada o abierta. Si esta válvula se usa para
controlar el flujo de gas inerte debe estar controlada por la presión del gas, entre la
válvula de incomunicación y los tanques.
-El diámetro del colector de gas inerte, de las válvulas y de los ramales, deben
considerarse teniendo en cuenta las exigencias del sistema. Para evitar una excesiva
caída de presión, la velocidad del gas inerte en cualquier punto del sistema no debe
pasar de 40 m/s funcionando a su máxima capacidad. Es recomendable utilizar
velocidades de 20 a 25 m/s.
-Todas las aberturas de exhaustación de presión / vacío deben estar provistas de
pantallas de llamas, de fácil acceso por cuestiones de limpieza e inspección. Las
pantallas deben tener tal construcción que soporten la máxima presión del gas y deben
situarse en las entradas y salidas de todos los medios de exhaustación.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
80
7.- SISTEMAS DE MEDICIÓN, ALARMAS, REGULACIÓN Y CONTROL;
7.1- MEDICIONES DEL CONTENIDO DE OXÍGENO.
Es de vital importancia que el contenido de oxígeno del gas que se suministra a
los tanques, se mantenga en valores muy bajos, tales como por debajo del 8 % en
volumen. El analizador de oxígeno y el registrador de oxígeno, que forman parte del
sistema de gas inerte, tienen la función de medir el contenido de los gases que salen de
las calderas o de los que se pasan a la tubería de cubierta, y dar la alarma si este
contenido excede de un valor crítico.
-El analizador de oxígeno fijo está diseñado para monitorizar continuamente el
contenido de oxígeno en la muestra de gas.
Este dispositivo tiene una alta exactitud, analiza la respuesta rápidamente y no
necesita mantenimiento.
El sistema de muestreo está diseñado para suministrar un flujo de caudal y
presión conveniente.
El analizador fijo está formado entre otros, por:
-Unidad de control.
El analizador posee una unidad de control que alberga los circuitos
electrónicos necesarios para controlar la temperatura del sensor y producir la
salida de la señal al display.
Un medidor analógico indica el nivel de oxígeno en una escala logarítmica de
0,25% a 25%.
Una señal de salida de 0V a 1V proporcional a la medida de oxígeno es
producida también por la unidad de control.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
81
FIGURA 29. UNIDAD DE CONTROL
-Transmisor de presión
El transmisor de presión convierte una entrada de presión de gas de 0-
1500 mm de columna de agua a una señal de salida correspondiente de 3-15 psi.
Hacerlo requiere un suministro de aire de control de 20 psi. Las tres conexiones
externas están marcadas claramente sobre el cuerpo del transmisor.
FIGURA 30. TRANSMISOR DE PRESIÓN

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
82
-El analizador portátil de oxígeno permite medir el contenido de oxígeno de
los gases que hay en el tanque o de los que salen de los mismos, para averiguar si son
correctos los tratamientos del tanque con gas inerte o la desgasificación.
El principio general de estos aparatos se basa en que el oxigeno es fuertemente
paramagnético, es decir, tiene una fuerte tendencia natural a extenderse normalmente a
las líneas de fuerza de un campo magnético. En el analizador se emplea esta tendencia
para aplicar un par a un galvanómetro de reflexión con suspensión por hilo. El desvío
resultante, medido fotoeléctricamente, es proporcional a la concentración de oxígeno en
el gas de muestra. La señal resultante se aplica, después de amplificada, a un aparato de
medida en el que se lee la concentración de O2.
Así diremos que el tratamiento de los tanques con gas inerte es correcto, cuando
su contenido de oxígeno, medido por el analizador portátil, difiere en menos del 1 % de
la lectura del analizador del registrador tomada en la tubería de cubierta. Cuando el
contenido de oxígeno de los gases que salen del tanque alcanza este valor, es necesario
tomar lecturas en los lugares y profundidades necesarias, para averiguar si la
distribución del gas en el tanque ha sido uniforme.
Esto implica abrir ciertas aberturas de limpieza de tanques, a través de las cuales
se hace necesario impedir la entrada de aire.
Los resultados de todas estas mediciones han de registrarse.
Teóricamente, el tiempo necesario para un cambio de atmósfera completo viene
dado según la siguiente fórmula:
Volumen de los tanques tratados simultáneamente
T =
Descarga del ventilador
Sin embargo para afirmar que el tanque está correctamente tratado, es imposible
averiguar el número de cambios necesarios.
Para una desgasificación adecuada, el contenido de oxígeno de la atmósfera del tanque
debe ser del 21 % medido con el analizador portátil.
No resulta necesario medir el oxígeno en tanques durante el viaje en carga o en
lastre, durante la descarga o la limpieza de tanques, pero las lecturas del registrador de
oxígeno deben registrarse cada hora en el panel principal de control.
-Registrador de Oxígeno;
Está montado en el panel principal de control y proporciona lectura directa y
registro gráfico del contenido de Oxígeno en el colector de gas inerte.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
83
7.2- CLASES DE ALARMA Y MEDIDAS DE EMERGENCIA.
En cuanto a alarmas, podemos encontrar tres clases de alarmas
fundamentalmente que son las siguientes:
A) Alarmas que producen una indicación visible y sonora solamente, es decir,
sin afectar automáticamente el funcionamiento de la planta de gas inerte.
B) Alarmas que además de producir la indicación visible y sonora, tienen un
efecto automático limitado, por lo que se puede llegar a condiciones
posteriores que paren el sistema de gas inerte.
C) Alarmas que paran directamente la planta de gas inerte, deteniendo
directamente el ventilador, o a través de las interconexiones existentes entre
las válvulas y los ventiladores.
En los dos primeros casos, el operador tiene tiempo para tomar una acción
correctiva inmediata, siempre y cuando siga las precauciones de seguridad.
Sin embargo, las alarmas de la tercera clase, pueden estar producidas por otras averías o
incluso ser efectos secundarios de las mismas. En el supuesto que sea este el caso, lo
más importante a tener en cuenta es fijarse en la primera alarma pues ayudará a localizar
la avería.
El sistema está basado en señales recibidas en los fines de carrera de
determinadas válvulas, del analizador de oxígeno y de los sensores de presión, flujo y
temperatura en contacto con el proceso. Todos los fallos que puedan ocasionar un
peligro inmediato pararán directamente las bombas de carga y los ventiladores y la
parada del ventilador automáticamente cerrará la válvula de paso principal. La falta de
aire de control también provocará la parada del sistema que obtendrá el aire necesario
para cerrar las válvulas de las botellas de reserva.
Las siguientes alarmas deberán estar disponibles en la cámara central de control
y en los paneles de control local del sistema de gas inerte:
1) Alto contenido de oxígeno en el analizador de gas inerte (mayor o igual que
el 8 %).
2) Baja presión de gas inerte (200 mm. c. a.).
3) Muy baja presión de gas inerte (100 mm. c. a.).
4) Alta presión de gas inerte (1200 mm. c. a.).
5) Alto nivel de agua salada en el sello de cubierta.
6) Bajo nivel de agua salada en el sello de cubierta.
7) Poco flujo de agua salada en el sello de cubierta.
8) Fallo en el suministro de potencia.
9) Fallo de los ventiladores de gas inerte.
10) Alta temperatura en la tubería principal de gas inerte.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
84
Cuando se produzca una alarma hay que realizar inmediatamente los siguientes
pasos:
1) Apretar el botón de pruebas de las lámparas, por si existe alguna otra alarma que
esté oculta debido a un fallo de alguna lámpara ( que se haya fundido etc...).
2) Leer en el manual la parte correspondiente a la localización de averías y la
acción a tomar.
De esta forma, para el funcionamiento seguro y eficaz del sistema de gas inerte
se precisan de ciertos instrumentos fijos y portátiles. Debe tratarse de que todos estos
instrumentos estén graduados en el mismo sistema de unidades.
Según la regla 62 del S.O.L.A.S., deben existir instrucciones claras para el
funcionamiento, la calibración y la prueba de todos los instrumentos y alarmas. Deben
existir sistemas de calibración adecuados.
Todos los instrumentos y alarmas exigidos por la regla 62, deben estar
proyectados para soportar los cambios de tensión de alimentación, los cambios de
temperatura ambiente, las vibraciones, la humedad, los choques, impactos y corrosiones
que normalmente se encuentran a bordo de los barcos. A continuación veremos lo
exigido para cada constituyente del sistema de gas inerte:
-La disposición de la instrumentación y alarmas de la torre de lavado deben
ser como sigue:
1. El flujo de agua a la torre debe estar vigilado por un fluxímetro o por
medidores de presión. Debe dispararse una alarma en el momento en que el
debajo del flujo necesario en una determinada cantidad, y los ventiladores de gas
inerte deben pararse automáticamente si el flujo se reduce todavía más. Los
límites precisos de la alarma y de la parada deben fijarse teniendo en cuenta el
proyecto de la torre y los materiales de que está construida.
2. El nivel de agua en la torre debe estar vigilado por una alarma de nivel alto, la
cual debe disparase cuando el nivel llegue a límites predeterminados, y la bomba
de agua de la torre debe pararse cuando el nivel suba por encima de límites
fijados. Estos niveles deben escogerse teniendo en cuenta el proyecto de la torre
y la posible inundación de los tubos de entrada de gas en la torre.
3. Debe vigilarse automáticamente la temperatura del gas inerte a la salida de los
ventiladores. Debe disparase una alarma al llegar a la temperatura de 65º C y
deben parase automáticamente los ventiladores al llegar a una temperatura de
75º C.
4. Si es necesario un pre-enfriador en la entrada de la torre para proteger los
materiales que la forran, las alarmas citadas en el párrafo anterior deben referirse
a la temperatura de salida del pre-enfriador.
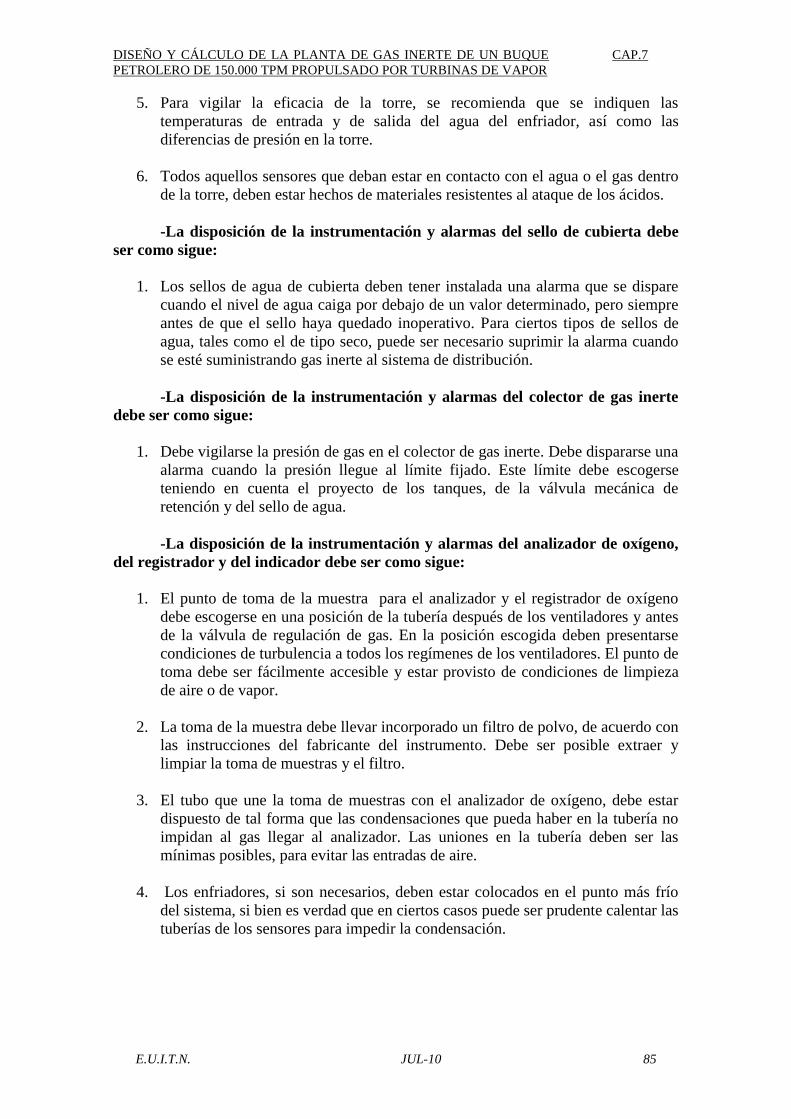
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
85
5. Para vigilar la eficacia de la torre, se recomienda que se indiquen las
temperaturas de entrada y de salida del agua del enfriador, así como las
diferencias de presión en la torre.
6. Todos aquellos sensores que deban estar en contacto con el agua o el gas dentro
de la torre, deben estar hechos de materiales resistentes al ataque de los ácidos.
-La disposición de la instrumentación y alarmas del sello de cubierta debe
ser como sigue:
1. Los sellos de agua de cubierta deben tener instalada una alarma que se dispare
cuando el nivel de agua caiga por debajo de un valor determinado, pero siempre
antes de que el sello haya quedado inoperativo. Para ciertos tipos de sellos de
agua, tales como el de tipo seco, puede ser necesario suprimir la alarma cuando
se esté suministrando gas inerte al sistema de distribución.
-La disposición de la instrumentación y alarmas del colector de gas inerte
debe ser como sigue:
1. Debe vigilarse la presión de gas en el colector de gas inerte. Debe dispararse una
alarma cuando la presión llegue al límite fijado. Este límite debe escogerse
teniendo en cuenta el proyecto de los tanques, de la válvula mecánica de
retención y del sello de agua.
-La disposición de la instrumentación y alarmas del analizador de oxígeno,
del registrador y del indicador debe ser como sigue:
1. El punto de toma de la muestra para el analizador y el registrador de oxígeno
debe escogerse en una posición de la tubería después de los ventiladores y antes
de la válvula de regulación de gas. En la posición escogida deben presentarse
condiciones de turbulencia a todos los regímenes de los ventiladores. El punto de
toma debe ser fácilmente accesible y estar provisto de condiciones de limpieza
de aire o de vapor.
2. La toma de la muestra debe llevar incorporado un filtro de polvo, de acuerdo con
las instrucciones del fabricante del instrumento. Debe ser posible extraer y
limpiar la toma de muestras y el filtro.
3. El tubo que une la toma de muestras con el analizador de oxígeno, debe estar
dispuesto de tal forma que las condensaciones que pueda haber en la tubería no
impidan al gas llegar al analizador. Las uniones en la tubería deben ser las
mínimas posibles, para evitar las entradas de aire.
4. Los enfriadores, si son necesarios, deben estar colocados en el punto más frío
del sistema, si bien es verdad que en ciertos casos puede ser prudente calentar las
tuberías de los sensores para impedir la condensación.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
86
5. La posición del analizador debe escogerse de forma que esté protegido del calor
y de las condiciones ambientales adversas, debiendo estar colocado lo más cerca
posible del punto de toma de muestra, para reducir el tiempo transcurrido entre
la extracción de la muestra y su análisis.
6. Para la colocación del registrador y del repetidor exigidos por la regla 62 del
S.O.L.A.S., debe procurarse evitar las posiciones sujetas a vibraciones excesivas
y al calor.
7. La resistencia de los cables entre el analizador y el registrador debe estar de
acuerdo con las instrucciones del fabricante.
8. El analizador de oxígeno debe tener una exactitud de + 1% del total de la escala
del indicador.
9. Dependiendo del tipo de medición, debe haber sistema de calibración del cero y
/ o de escala en las proximidades del analizador de oxígeno provisto de tomas
adecuadas para analizadores portátiles.
10. Debe haber un punto de toma de muestras, para usarlo con instrumentos
portátiles, entre el sello de agua de cubierta y la válvula reguladora de presión de
gas.
-La disposición de la instrumentación y alarmas de los dispositivos de presión debe
ser como sigue:
1. El sensor y registrador de presión de gas inerte deben obtener la señal de un
punto del colector de gas inerte situado entre la válvula de incomunicación de
cubierta o válvula de retención y los tanques de carga.
2. Cuando la presión en el colector de gas a proa de los aparatos de retención cae
por debajo de los 50 mm. c. a. Debe haber procedimientos que den una alarma
sonora o que paren automáticamente las bombas de carga.
-Otras consideraciones:
1. Las alarmas exigidas por la regla 62, a la que antes nos referimos, deben sonar
en el puente de navegación y en el espacio de máquinas.
2. De acuerdo con la regla 62, debe haber instrumentos portátiles para medir
concentraciones de oxígeno y de vapores inflamables. Con respecto al medidor
de vapores de hidrocarburos, debe tenerse en cuenta que los que funcionan por el
procedimiento de filamento catalítico no son adecuados para medir
concentraciones de hidrocarburos en atmósferas con deficiencia de oxígeno. Lo
que es más, los medidores que emplean ese principio no pueden medir
concentraciones de vapores de hidrocarburos por encima del límite inferior de
inflamabilidad. Por lo tanto es aconsejable utilizar medidores que no se vean
afectados por la deficiencia de oxígeno y que sean capaces de medir
concentraciones de hidrocarburos en, y por encima del margen de
inflamabilidad. Para medir por debajo del límite inflamable inferior, y siempre

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
87
que haya suficiente oxígeno, los medidores de filamento catalíticos son
suficientes.
3. Todas las partes metálicas de instrumentos portátiles y tubos de toma de
muestras que haya que introducir dentro de tanques, deben estar conectados a la
tierra de la estructura del barco, mientras que se emplean dichos instrumentos y
tomas de muestras. Estos instrumentos portátiles deben ser de un tipo
intrínsecamente seguro.
4. Debe usarse suficiente tubería, para asegurarse que la muestra que se toma de la
atmósfera de un tanque es lo suficientemente representativa.
5. Todos los tanques de carga deben tener las aberturas suficientes para asegurarse
de que las muestras que se toman son representativas de la atmósfera del tanque.
Si los tanques están divididos por mamparos totales o parciales, debe haber
aberturas adicionales para cada subdivisión.
A continuación nos referiremos a los procedimientos de emergencia que se
toman en los casos que se dan más asiduamente:
En el caso de fallo total del sistema de gas inerte, de forma que deje de
proporcionar la cantidad y calidad de gas inerte necesario para mantener la
presión positiva dentro de los tanques de carga, deben tomarse las medidas
necesarias para impedir que el aire entre en los tanques. Se deben suspender
cualquier operación con la carga, cerrar la válvula de incomunicación de la
tubería de cubierta y debe abrirse la válvula de exhaustación.
Si se llega a la conclusión de que es totalmente impráctico realizar una
reparación para conseguir que el sistema de gas inerte suministre el gas
adecuado para mantener la presión positiva en los tanques, solamente se podrá
reanudar la descarga o el deslastre si se toman las siguientes precauciones:
1) Comprobar que las rejillas antillamas se encuentran en buen estado.
2) Abrir las válvulas de exhaustación.
3) No se permite la caída libre de agua o residuos.
4) No se introducirán en los tanques equipos de toma de muestras, sondas o otros
tipos, a menos que resulte esencial para la seguridad de la operación. Si por
cualquier razón es necesario introducir algún equipo, debe hacerse como mínimo
después de esperar un mínimo de 30 minutos después de la inyección del gas
inerte. Todos los componentes de metal del equipo que se introduce deben darse
a tierra cuidadosamente, como mínimo durante un periodo de tiempo de 5 horas
después de la inyección gas inerte.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
88
Si resulta que es esencial limpiar los tanques, después del fallo del sistema de
gas inerte y no es posible mantener las condiciones inertes adecuadas, hacen
falta una serie de precauciones adicionales que citamos a continuación:
1) El lavado de los tanques ha de realizarse de uno en uno.
2) El tanque que va a ser lavado ha de aislarse de los demás tanques, del sistema de
ventilación común y del colector de gas inerte. La máxima salida del sistema de
ventilación a este tanque, tiene lugar tanto antes como durante el proceso de
lavado. Esta ventilación debe proporcionar un flujo libre de aire desde un
extremo del tanque al otro extremo del mismo.
3) El lavado nunca se empezará hasta que se hayan tomado pruebas a niveles para
establecer que el contenido de vapores del tanque en cualquiera de estos
niveles es inferior al 10 % del límite inferior de inflamabilidad.
4) Las pruebas de la atmósfera del tanque deben continuar durante todo el proceso
de lavado, para no correr ningún riesgo. En el caso que el de vapores suba hasta
el 50 % del límite inferior de inflamabilidad, el lavado será suspendido hasta que
el anterior nivel haya bajado al 20 % o menos.
5) En el caso que se vayan a emplear máquinas de lavado cuya capacidad sea
de más de 60 m3 / h cada una, únicamente se empleará una de ellas, ya que no
deben funcionar las dos simultáneamente. Si por el contrario van a utilizarse
máquinas portátiles, hay que asegurarse que están bien apretadas las conexiones
de las mangueras y que los cables de conexión están en buen estado, antes de
meterlas en los tanques. Las portátiles no deben desconectarse antes de sacar las
mangueras del tanque.
6) Debe lavarse el fondo del tanque con agua, y luego achicar el agua con el
sistema de agotamiento. Igualmente hay que lavar con agua el sistema de
tuberías, tuberías de interconexión, tuberías de descarga e incluso las bombas de
carga.
7) Es necesario mantener el tanque vacío durante el periodo de lavado. Si se
acumula agua en el fondo, hay que parar el lavado y achicar el agua para
continuar.
8) En el proceso de lavado, solamente se podrá emplear agua limpia y fría, evitando
siempre los aditivos químicos. Además ha de evitarse los sistemas de
recirculación.
9) Todas las aberturas de cubierta estarán cerradas excepto las necesarias para los
procesos de lavado y exhaustación.
10) Durante operaciones en puerto, podemos encontrarnos que las reglas de las
autoridades portuarias son más rígidas que estas de emergencia. En este caso
debemos dar preferencia a las reglas más rígidas.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
89
7.3- SISTEMA DE CONTROL.
El sistema de control debe poder realizar las siguientes funciones:
1) deberá proporcionar los medios adecuados para permitir arrancar o parar el
sistema de gas inerte desde el panel de control.
2) deberá permitir la apertura y el cierre de las válvulas principales del sistema
desde la cabina de control.
3) deberá mantener la presión de gas inerte en el nivel fijado por el operador.
4) parará automáticamente el sistema en caso de que:
-se produzca una alta temperatura del gas.
-el gas tenga una baja presión.
-exista un fallo en un ventilador.
-exista una baja presión del agua de refrigeración.
-exista un alto nivel de agua en la torre.
5) producirá alarma óptico-acústica tanto si se producen los casos anteriores,
como en los siguientes:
-alto contenido de oxígeno.
-bajo nivel de agua en la torre de lavado.
-baja presión del gas inerte.
-falta de alimentación principal.
-fallo de aire o automatismo.
-válvula de descarga al costado de la torre de lavado cerrada.
-válvula de toma de aire fresco abierta.
6) deberá incluir los equipos e instrumentos necesarios para seguir y controlar el
funcionamiento del sistema. El sistema de suministro de gas a los tanques será
del tipo de presión constante, realizándose la regulación de la presión, a través
de un controlador neumático que envía la señal adecuada a los actuadores de las
válvulas de regulación y recirculación.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
90
7.4- DISPOSITIVOS DE REGULACIÓN Y CONTROL.
Para la vigilancia, regulación y control se disponen varios paneles provistos de
un conjunto de indicadores, alarmas, enclavamientos y pulsadores de mando.
Generalmente, se instala un panel en cada uno de los espacios siguientes:
Cámara de Control de Máquinas
Cámara de Control de Carga
Puente de Navegación
La instrumentación varía, en lo que a detalles se refiere, según los fabricantes y
los organismos reguladores. Sin embargo, deben instalarse, como mínimo, los exigidos
por el Convenio Internacional para la Seguridad de la Vida Humana en el Mar. Dicho
reglamento requiere:
Indicadores.
- Presión en la descarga de los ventiladores.
- Temperatura en la descarga de los ventiladores.
- Presión en el colector de G.I.(tras la válvula de no-retorno)
- Contenido de Oxígeno en el colector de G.I. en el lado de descarga de los
ventiladores.
Registradores.
- Presión en el colector de G.I. (tras la válvula de no-retorno)
- Contenido de Oxígeno en el colector de G.I. en el lado de descarga de los
ventiladores.
FIGURA 31. ELEMENTOS DE CONTROL DEL SISTEMA DE GAS INERTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
91
Alarmas audiovisuales.
Como ya indicamos en el apartado anterior se producen alarmas en los
siguientes casos:
- Baja presión o bajo caudal del agua de entrada a la torre de lavado.
- Alto nivel del agua de la torre de lavado.
- Alta temperatura del G.I. en la descarga de los ventiladores.
- Fallo de los ventiladores de gas inerte.
- Alto contenido de Oxígeno en el colector de gas en la descarga de los
ventiladores.
- Fallo en el suministro de energía para el accionamiento de la válvula de control
de presión y para los indicadores-registradores de presión y de contenido de
oxígeno.
- Bajo nivel en el sello de cubierta.
- Presión en el colector de G.I. (después de la válvula de no-retorno) inferior a 100
mm. de c. a.
- Alta presión en el colector de G.I. (después de la válvula de no-retorno)
- Baja presión o caudal de agua de suministro al sello de cubierta.
Enclavamientos.
- De los SOPLADORES DE HOLLÍN de las calderas impidiendo el
funcionamiento de éstos cuando la planta de G.I. está funcionando y viceversa.
- De la VÁLVULA DE TOMA DE AIRE (para desgasificación), que impide la
apertura de las válvulas de toma de gas cuando la de aire está abierta y
viceversa.
FIGURA 32. PANEL ANALIZADOR DE OXÍGENO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
92
7.5- CONTROLES Y PANELES DE CONTROL.
Mediante estos equipos, podemos averiguar si algo no está funcionando
correctamente o si se produce una situación a tener en cuenta. Los paneles de control
informan de la presión del gas, del contenido de oxígeno, de la operación que está
realizando el sistema, indicadores de selección, si saltan las alarmas de las bombas, si lo
hacen las de bajo nivel en los tanques etc. Además poseen mandos de pruebas de
lámparas y pulsadores relativos a alarmas, como pueden ser el de silenciado o el de la
cancelación de las mismas.
Haremos referencia a distintos dispositivos y al tipo de control que necesitan:
-Los ventiladores han de tener control remoto desde el control central y deberán
apagarse automáticamente en las siguientes condiciones:
1. Sobrecarga en el motor eléctrico
2. Baja presión del agua de circulación en el sello de cubierta
3. Baja presión de aire de control.
-Las bombas de agua de refrigeración serán controladas por control remoto
desde la cámara de control de carga y serán automáticamente apagadas cuando
los niveles de agua que tengamos sean excesivamente grandes.
-Las bombas de agua salada del sello de cubierta serán apagadas
automáticamente en el caso de que haya un gran nivel de agua dentro del sello.
Estas bombas deberán ser controladas desde la cámara de control de carga.
En la cámara central de control debe estar disponible la siguiente
instrumentación:
a) Un indicador de contenido de oxígeno y de presión de gas inerte en la tubería
principal de distribución de gas inerte.
b) Un indicador de temperatura de gas inerte antes de la válvula de regulación de
gas inerte.
c) Un indicador de “abierto / cerrado” de la válvula de regulación de gas inerte
(control de presión).
d) Un amperímetro para el motor eléctrico de cada ventilador.
e) Un indicador de oxígeno de un analizador fijo sobre la tubería principal de
distribución de gas inerte.
f) Un indicador de “encendido” de la bomba de agua salada del sello de cubierta.
g) Un indicador de “encendido” de los ventiladores de gas inerte.
h) Un indicador de presión de gas inerte en la tubería principal de distribución.
El panel de control principal, está situado en el panel de la cámara de máquinas
y contiene circuitos, interruptores y pulsadores, estos últimos empleados para manejar
ventiladores, válvulas a distancia y las bombas de sellado y recirculación.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
93
FIGURA 33. DISPOSICIÓN PANEL PRINCIPAL DE CONTROL

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
94
En las figuras 34 y 35, podemos observar dos de los paneles mencionados:
-Este panel cuenta con instrumentos que indican la presión del gas en el colector
de cubierta y la baja presión del gas.
FIGURA 34. PANEL DE CONTROL DEL PUENTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
95
FIGURA 35. PANEL DE CONTROL DE LA CAMARA DE CARGA
El panel de la cámara de carga contiene equipo neumático de control para
válvulas principales de control, válvulas de recirculación, pulsadores, indicadores, ect...
Todas las alarmas, indicadores y controles que hay en este panel están
relacionados con la descarga de gas inerte.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
96
7.6.- SISTEMA DE CONTROL NEUMÁTICO.
Este sistema se encarga de realizar las siguientes funciones:
-Hacer posible el control remoto de las válvulas de toma de calderas.
-Hacer posible el control remoto de la válvula principal de control y la de
recirculación.
-Dar una indicación de la presión del colector.
-Iniciar la alarma de baja presión de gas.
-Suministrar aire comprimido a los equipos que lo necesiten.
Además se suministra el aire regulado a los equipos que funcionan a distintas
presiones;
- Válvulas de toma de calderas.......................................... 7 Kg / cm2
- Válvulas principales de control y recirculación............... 7 Kg / cm2
- Válvulas de incomunicación de ventiladores................... 7 Kg / cm2
- Transmisor de presión..................................................... 1,5 Kg / cm2
- Controlador de presión.................................................... 1,5 Kg / cm2
Control remoto de válvulas de toma de calderas.
Cada una de las válvulas de toma de calderas está provista de un cilindro
neumático de doble acción. La acción del aire contenido sobre la banda del cilindro,
hace mover el pistón y por lo tanto la válvula.
En estas válvulas de toma de calderas hay interruptores de fin de carrera que
encienden lámparas indicadoras “abierto / cerrado” en el panel principal de control.
Control en la válvula principal de control y de recirculación.
Estas válvulas pueden ocupar posiciones intermedias.
Funcionan enclavadas, unas con otras, o sea que mientras una se abre, la otra se
cierra.
Así, podemos regular la cantidad de gas inerte que pasa al colector sin que afecte
el flujo de la torre de lavado y del ventilador.
La cantidad de gas inerte que debe pasar por la válvula principal de control, la
determina el controlador de presión. Una señal neumática de este, se aplica a los
posicionadores de la válvula principal de control y de la válvula de recirculación, según
la demanda de gas inerte.
Si se presenta un fallo en el suministro de aire, la válvula principal de control se
cerrará y la de recirculación se quedará abierta.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.7
E.U.I.T.N. JUL-10
97
Controlador de presión.
Este controlador determina la cantidad de gas inerte que debe pasar por la
válvula principal de control. Lo que hace, es comparar la señal neumática procedente
del transmisor de presión instalado en el colector de gas inerte, con un “valor
seleccionado” que es una señal, que representa el valor de presión que queremos en el
colector.
Si estas dos señales no coinciden se produce una señal de salida del controlador
de presión que mueven las válvulas de recirculación y principal de control según sea
conveniente para proporcionar más o menos gas inerte al colector.
Este valor puede seleccionarse en el panel de cámara de control de carga.
Por ejemplo, en el colector de gas inerte es necesario situar un transmisor que
indique la presión en el mismo, a proa de la válvula de incomunicación, en el colector.
A este transmisor le llega el aire regulado a 1,5 Kg / cm2 y de acuerdo con la
presión del colector, produce una señal de salida neumática que va al controlador de
presión y a los dos paneles de control.
Estos indicadores aceptan la señal procedente del transmisor de presión y activa
la alarma de baja presión de gas, si ésta baja de 200 mm. de columna de agua.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
98
8.- MODOS DE OPERACIÓN CON EL SISTEMA DE GAS INERTE;
8.1.- INERTIZADO DE TANQUES.
Disposición para inertizar, purgar o desgasificar.
Tanto si queremos inertizar, como si queremos purgar o desgasificar, son
posibles varias disposiciones. La característica común a estas disposiciones es que los
puntos de entrada y salida deben colocarse de manera que sea posible reemplazar
eficazmente el gas en todo el tanque.
De esta forma podemos distinguir tres disposiciones principales que pueden
usarse para inertizar, purgar o desgasificar, que resumimos en la siguiente tabla:
Disposición
Entrada
Salida
Principio
I
Arriba
Arriba
Dilución
II
Fondo
Arriba
Dilución
III Arriba Fondo Desplazamiento o dilución
Disposición I
Esta disposición es la más sencilla. Los gases se introducen y exhaustan por la
parte alta del tanque. El gas se reemplaza por el método de dilución al que ya
nos referimos anteriormente en el apartado 3.
El gas que entra en cada tanque, debe hacerlo de manera que consiga además de
la máxima penetración, una mezcla completa y homogénea en todo el tanque.
Los gases son exhaustados a través del tubo de exhaustación para cada tanque o
a través de un colector de exhaustación.
Todo esto queda reflejado en la figura 36:
FIGURA 36. DISPOSICIÓN I (DILUCIÓN)

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
99
Disposición II
En esta otra disposición, el gas se introduce por el fondo del tanque y se evacua
por la parte alta. Al igual que en la disposición anterior, el gas se reemplaza por
dilución. Aquí, el gas es introducido a través de una conexión entre el colector
de gas inerte de cubierta y las tuberías de carga que van por el fondo del barco.
Los gases de exhaustación pueden evacuarse a través de tuberías individuales de
exhaustación. Puede instalarse además un ventilador fijo para la desgasificación.
Esta disposición queda indicada en la figura 37 siguiente:
FIGURA 37. DISPOSICIÓN II (DILUCIÓN)
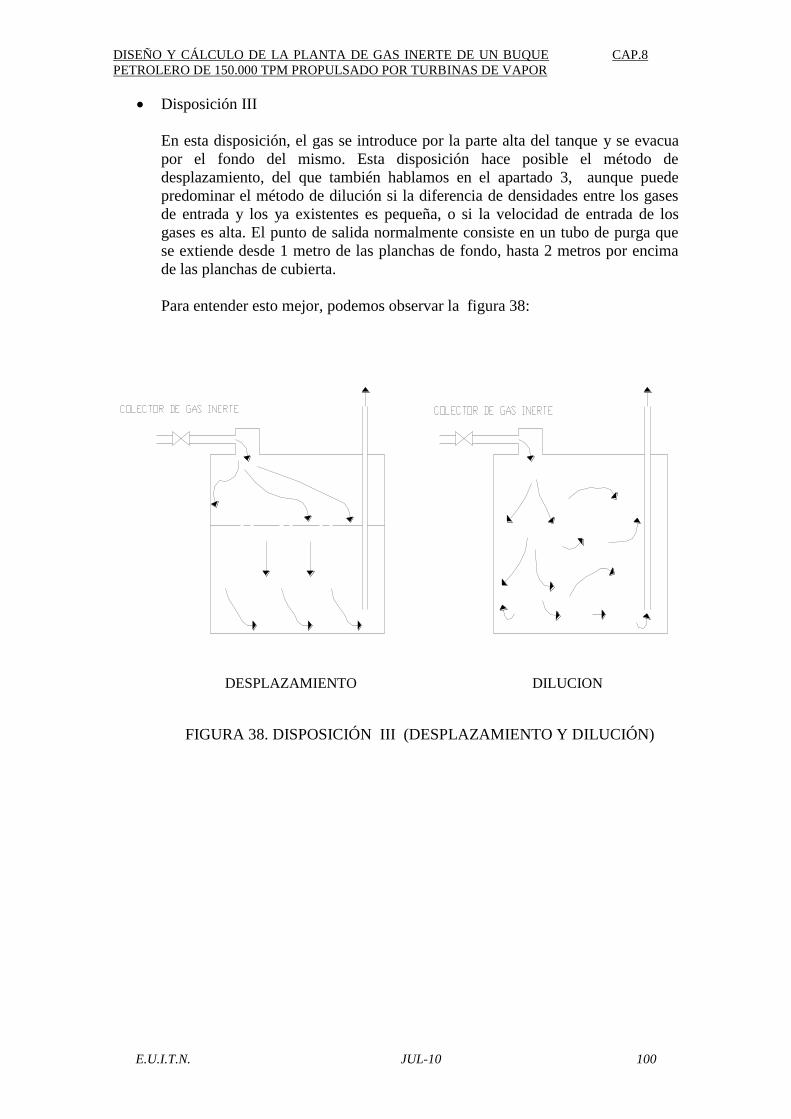
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
100
Disposición III
En esta disposición, el gas se introduce por la parte alta del tanque y se evacua
por el fondo del mismo. Esta disposición hace posible el método de
desplazamiento, del que también hablamos en el apartado 3, aunque puede
predominar el método de dilución si la diferencia de densidades entre los gases
de entrada y los ya existentes es pequeña, o si la velocidad de entrada de los
gases es alta. El punto de salida normalmente consiste en un tubo de purga que
se extiende desde 1 metro de las planchas de fondo, hasta 2 metros por encima
de las planchas de cubierta.
Para entender esto mejor, podemos observar la figura 38:
DESPLAZAMIENTO DILUCION
FIGURA 38. DISPOSICIÓN III (DESPLAZAMIENTO Y DILUCIÓN)

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
101
Inertizado de tanques vacíos.
Los tanques vacíos deberán ser inertizados después de una desgasificación, de
una limpieza de tanques o después de la descarga.
Así, en el primer caso, los tanques contendrán aire fresco y en los otros dos, una mezcla
de hidrocarburos y gas inerte. Se deben realizar los siguientes pasos:
-La primera operación será el poner en funcionamiento las calderas, bombas de
carga y maquinillas para conseguir por lo menos el 70% de consumo de vapor
para disponer de gas inerte de buena calidad (contenido de oxígeno 4%).
-Verificar la disponibilidad de alimentación eléctrica para el sistema de gas
inerte.
-Verificar la normalidad de funcionamiento del sistema de aire comprimido de
instrumentación.
-Verificar la normalidad de funcionamiento del sistema hidráulico para el
control de las válvulas.
-Verificar que todas las válvulas del sistema de gas inerte controladas
remotamente están cerradas.
-Verificar que las válvulas de gas inerte de entradas a los tanques que van a ser
inertizados están abiertas.
-Abrir las válvulas manuales de aspiración y descarga de la bomba de agua
salada para el gas inerte.
-Verificar que las válvulas manuales para la alimentación de agua salada del
sello hidráulico de cubierta están abiertas.
-Verificar que las válvulas manuales de drenaje de la torre de lavado están
abiertas.
-Verificar que el nivel del sello hidráulico de cubierta está normal.
-Abrir las válvulas que sean necesarias para la operación que se vaya a realizar.
-Comprobar que el sistema de gas inerte está listo para suministrar gas, y que la
válvula de incomunicación de la tubería de cubierta y los ramales de los tanques
que no se van a inertizar están cerrados.
-Abrir las tapas de las válvulas de presión y vacío, y asegurarse que estas
válvulas están en posición de servicio.
-Poner la planta de gas inerte en modo automático.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
102
-Con el analizador portátil, tomar lecturas periódicas del contenido de oxígeno
de los tanques.
-Abrir los tubos de purga o las exhaustaciones a la atmósfera y continuar con el
suministro de gas hasta que el contenido de oxígeno dentro del tanque haya
caído por debajo del 8 %, debiéndose cerrar entonces los tubos de purga y
presurizarse el tanque con gas inerte.
-Durante la inertización de un tanque que siga una avería o reparación del
sistema de gas inerte, deben inertizarse los tanques que no estén desgasificados o
inertizados. Durante esta inertización, no debe introducirse en el tanque ningún
equipo de medición o de toma de muestras, hasta que se haya comprobado que
el tanque está inertizado. Esto se determina comprobando que el gas de salida
del tanque tiene un contenido de oxígeno inferior al 8 % en volumen. Es
necesario hacerlo en un periodo de tiempo tal, que las pruebas anteriores de
inertización, demuestren que los gases de salida representan la atmósfera real del
tanque.
Así tomando lecturas en profundidades y lugares especificados, y comprobando
que todas están dentro del límite del 8%, podremos decir que el tanque es inerte.
-Cuando se hayan inertizado todos los tanques, deben comunicarse todos con el
colector de gas inerte y deben mantenerse a una presión positiva superior a 100
mm. de columna de agua, durante todo el resto del ciclo de operaciones del
petrolero.
A continuación, un esquema correspondiente a la inertización de un tanque, en la
figura 39:
FIGURA 39. INERTIZACION DE UN TANQUE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
103
8.2.- GAS INERTE CON CARGA O LASTRE.
Las operaciones a realizar con la carga, pueden dividirse en carga, viaje con el
barco cargado y descarga. El tratamiento de gas inerte durante estas fases es un proceso
continuo.
El selector del registrador de oxígeno debe estar en posición “tubería de
cubierta“, debiéndose anotar todas sus lecturas en el libro de registros e identificar el
proceso que se lleva a cabo. No se usará el analizador portátil.
Carga.
El aumento del volumen del crudo en los tanques al ser cargado, es suficiente
para mantener en ellos la presión correcta. La exhaustación de vapores se realiza a
través de la válvula denominada válvula de presión y vacío.
Una vez hemos conseguido la presión correcta en los tanques, la planta de gas
inerte debe estar lista pero sin realizar suministro.
Antes de comenzar la carga, es necesario que todos los tanques estén tratados
con gas inerte. Una vez realizada la carga se realizarán los siguientes pasos:
1) Comprobar que la válvula de incomunicación de la tubería principal de
cubierta está cerrada. La planta de gas inerte puede pararse, a menos que
haya otros espacios de carga que haya que inertizar al mismo tiempo.
2) Abrir todas las válvulas de los ramales, para que se igualen las presiones
en los tanques y para que la presión medida en la tubería principal de
cubierta, corresponda a la de los tanques.
3) Todas las aberturas a los tanques de carga deben tenerse cerradas para
reducir al mínimo los vapores inflamables en cubierta, a excepción de las
exhaustaciones, así que es necesario abrir las tapas de las válvulas de
presión y vacío, y comprobar que están en posición de servicio.
Así mismo, antes de comenzar la carga deben inspeccionarse las rejillas
anti-llamas en las exhaustaciones
4) Comenzar la carga a un régimen tal que la velocidad de entrada en cada
tanque no pase de 1 m/ s.
5) Una vez cubiertos los refuerzos estructurales del fondo, se puede
aumentar la velocidad del líquido hasta un máximo de 10 m/s.
6) No introducir nada que sea conductor dentro de los tanques hasta pasado
por lo menos 30 minutos desde el momento de parar la entrada de
líquido.
7) Si se dispone de tubos de sonda, se pueden tomar medidas sin esperar
estos 30 minutos.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
104
Este proceso de carga se pone de manifiesto en la figura 40:
FIGURA 40. PROCESO DE CARGA

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
105
Viaje con el barco cargado o en lastre.
Durante el viaje, el sistema de gas inerte solo se necesita para compensar las
pérdidas de presión de gas debido a las condiciones climatológicas o a fugas que puedan
ocurrir debido a frisas defectuosas en las tapas de escotilla, válvulas o aberturas de
inspección y limpieza.
Con el sistema de gas inerte en funcionamiento, la presión se mantendrá
automáticamente en el valor deseado, por la acción de dos válvulas a la vez; la principal
de control y la de recirculación.
Durante la travesía en carga, se debe mantener en los tanques una presión
positiva de gas inerte de al menos 100 mm. de columna de agua, siendo necesario
rellenar la presión de vez en cuando.
Se procurará mantener la presión dentro de los tanques en el valor de 200 mm de
columna de agua.
Antes de introducir gas inerte en cualquier tanque de carga para mantener la
presión en su valor correcto, es necesario comprobar que el gas inerte no contiene más
del 5 % de oxígeno en volumen.
Por tanto, la planta no tiene que estar funcionando todo el viaje, sino que puede
ser parada, rellenando de gas solamente cuando sea necesario. Consideración importante
es que si se para la planta, debe dejarse conectada la alimentación eléctrica del panel
principal de control, para que puedan funcionar las alarmas de oxígeno y de presión.
Cuando sea necesario rellenar debemos:
1) Preparar la planta para suministrar gas inerte.
2) Abrir la válvula de cubierta y las válvulas de los ramales.
3) Continuar el tratamiento hasta un punto en el que la presión se haya
estabilizado en el valor deseado y el contenido de oxígeno sea inferior al
8 %.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
106
A continuación podemos observar un esquema correspondiente al caso del barco
cargado o en lastre, en el que se utiliza el relleno (figura 41):
FIGURA 41. RELLENO DE GAS INERTE DE UN TANQUE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
107
Descarga de crudo o lastre.
El sistema de gas inerte se necesita durante la descarga, ya sea de crudo o de
lastre, para mantener una presión aceptable en los tanques conforme se reduce el nivel
de líquido en los mismos, para evitar que el aire entre en contacto con los gases de
hidrocarburo.
No se debe empezar la descarga hasta que se hayan comprobado todas las
circunstancias y haberse asegurado de que se encuentran en perfectas condiciones.
Durante la descarga de crudo o durante el deslastre, es necesario llevar un
registro continuo del contenido de oxígeno y de la presión en el colector de gas inerte.
Si resulta necesario abrir cualquier abertura de los tanques durante la descarga,
como pueden ser aberturas para la inspección, hay que reducir la presión de la tubería de
cubierta a 15 mm. de columna de agua, cerrando la válvula de incomunicación de la
tubería y abriendo la válvula de presión / vacío.
También es necesario silenciar las alarmas. A continuación cerrar la abertura
anterior y llevar la presión a su valor original.
Si existiera una reducción de presión de forma deliberada o accidental por
debajo de 200 mm. de columna de agua, esto sería causa de que saltase la alarma de
baja presión. Si disminuye hasta el valor de 100 mm. de columna de agua, se moderarán
o pararán las bombas de carga. Se procurará que la presión dentro de los tanques sea de
300 mm de columna de agua.
En la mayoría de los casos, no debe continuarse la descarga hasta que se haya
corregido la causa de la alarma. Si por alguna razón es necesario continuar la descarga,
debe permitirse la entrada de aire en el tanque y tratarse los tanques con gas inerte en
cuanto haya finalizado la operación en cuestión.
Dicho esto, la descarga podemos resumirla en estos pasos:
1) Abrir la válvula de incomunicación de cubierta y la del ramal
correspondiente.
2) Abrir las válvulas de descarga de los tanques, de acuerdo con el programa de
descarga.
3) Descargar el crudo o el lastre.
4) Cerrar las válvulas de descarga.
5) Cuando se haya terminado el proceso de descarga, comprobar que el
contenido de oxígeno en la atmósfera del tanque es inferior al 8 %. Si este
contenido es superior, es necesario volver a tratar el tanque con gas inerte.
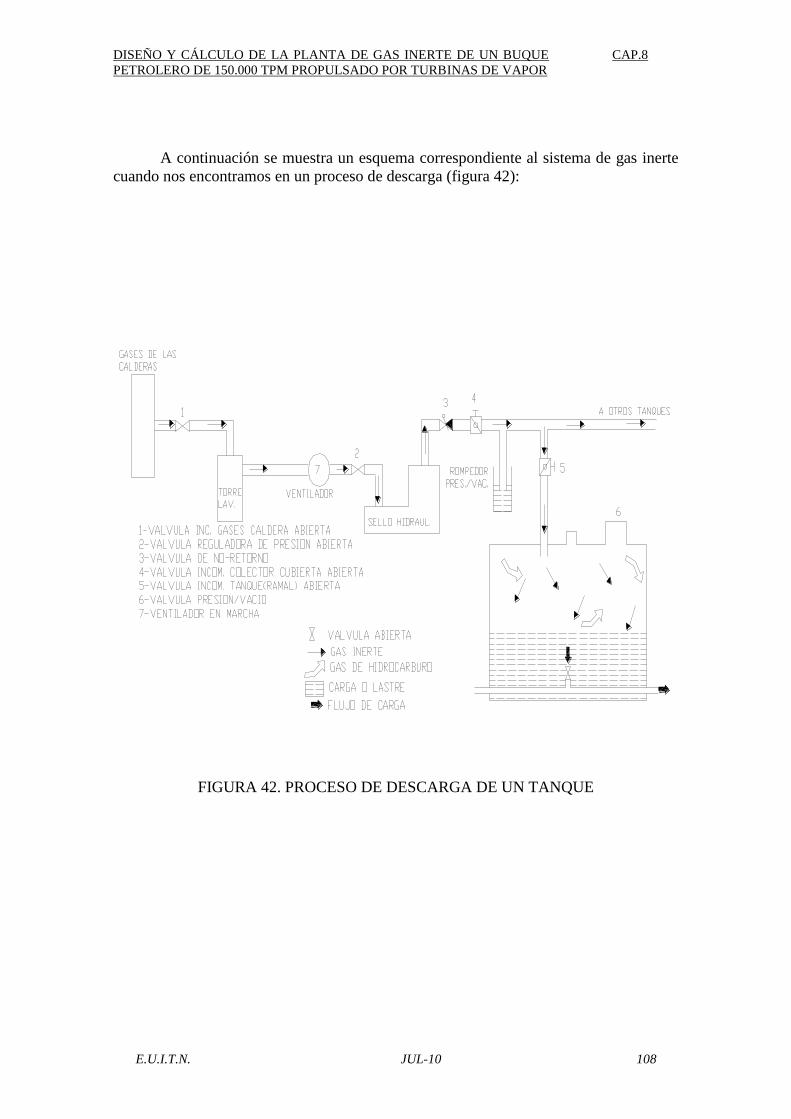
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
108
A continuación se muestra un esquema correspondiente al sistema de gas inerte
cuando nos encontramos en un proceso de descarga (figura 42):
FIGURA 42. PROCESO DE DESCARGA DE UN TANQUE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
109
8.3- LIMPIEZA DE TANQUES.
Las posibles descargas electrostáticas, debidas a los chorros de limpieza, en
presencia de los gases hidrocarburos que desprenden rápidamente los residuos del
tanque, hacen que la limpieza de los tanques sea extremadamente peligrosa.
Es conveniente recordar que antes de destapar cualquier abertura de un tanque,
hay que cerrar la válvula de incomunicación de la tubería de cubierta, abrir la válvula de
presión / vacío y dejar que la presión descienda hasta 15 mm. de columna de agua. A
continuación hay que poner la válvula presión / vacío a su posición original y podremos
destapar la abertura. Luego volver a tapar las aberturas y llevar la presión a su valor.
Durante el periodo de muy baja presión sonará una alarma en cada cuadro de control
por lo que se recomienda silenciar estas alarmas.
Los tanques deben lavarse cuando estén inertizados y a una presión positiva.
El proceso que se debe seguir para lavar con agua los tanques es similar para el caso del
crudo, que a continuación explicaremos.
Los pasos a seguir para realizar una limpieza de tanques, ya sea con agua o
crudo, son los siguientes:
1) Comprobar con el analizador portátil que el contenido de oxígeno en el
tanque es inferior al 8 %. En el caso que sea superior habría que tratar el
tanque. Por tanto, antes de limpiar con agua o crudo un tanque, debemos
medir el contenido de oxígeno en un punto situado a 1 metro por debajo de
cubierta y en el punto medio del espacio que queda vacío, de tal forma que
ninguna de estas medidas exceda del límite del 8 % en volumen. Debe
registrarse continuamente tanto el contenido de oxígeno como la presión de
gas suministrado durante el proceso de lavado.
2) Abrir la válvula de incomunicación del colector de cubierta y la válvula de
ramal correspondiente.
3) Cerrar las válvulas de descarga.
4) Suministrar agua o crudo a las máquinas de limpieza.
5) Si durante la limpieza resulta que el contenido de oxígeno del gas que se
suministra es superior al 8 % en volumen, ó, si la presión de la atmósfera
dentro del tanque no es superior a la atmosférica, debe suspenderse el lavado
mientras se restablecen las condiciones normales.
6) Al final de todo el proceso, volver a realizar una comprobación del contenido
de oxígeno y del gas de hidrocarburos de la atmósfera del tanque, y si es
necesario tratar dicho tanque. La planta de tratamiento de gas inerte puede
pararse una vez han quedado limpios los tanques, si no se necesita para otras
operaciones.
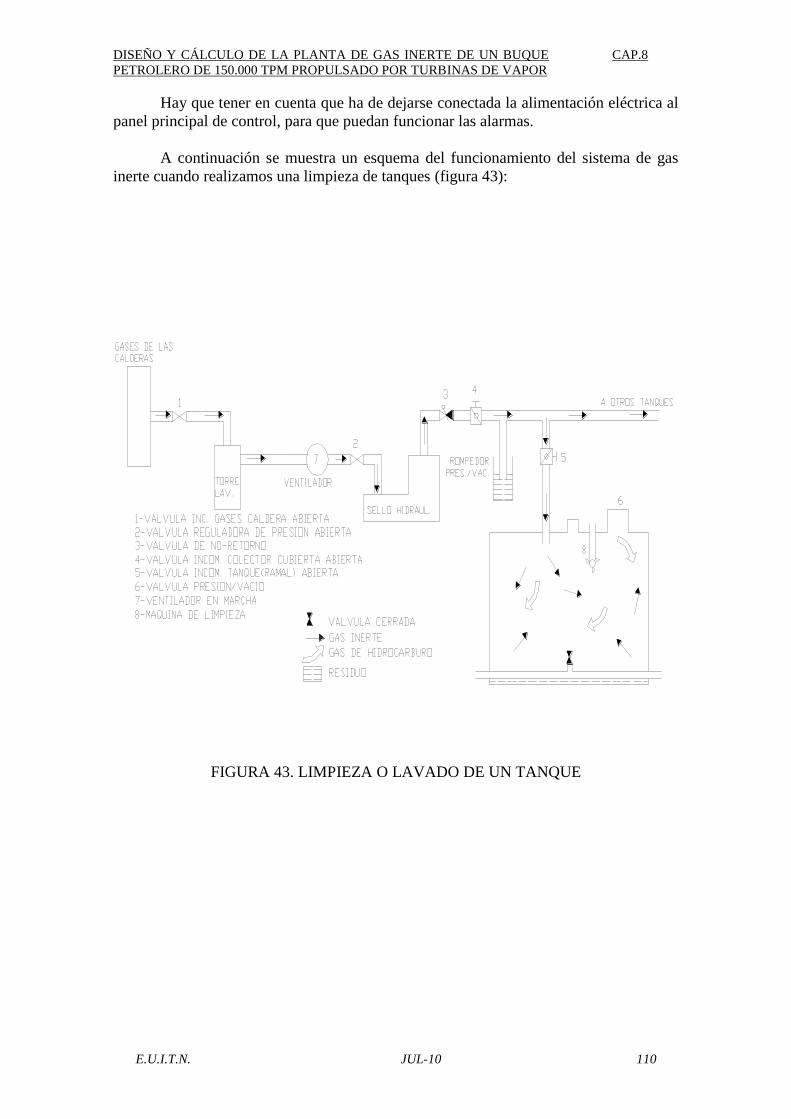
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
110
Hay que tener en cuenta que ha de dejarse conectada la alimentación eléctrica al
panel principal de control, para que puedan funcionar las alarmas.
A continuación se muestra un esquema del funcionamiento del sistema de gas
inerte cuando realizamos una limpieza de tanques (figura 43):
FIGURA 43. LIMPIEZA O LAVADO DE UN TANQUE
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
111
8.4.- DESGASIFICACIÓN DE TANQUES.
Solo se deben desgasificar los tanques cuando sea imprescindible entrar en ellos,
por ejemplo en el caso de reparaciones esenciales. La desgasificación solo se llevará a
cabo en tanques limpios que hayan sido tratados con gas inerte y nunca en presencia de
gases de hidrocarburos sin diluir.
Por tanto, no debe iniciarse la desgasificación hasta que se haya demostrado que
no se producirá una atmósfera inflamable dentro del tanque debido al proceso de
desgasificación. Es necesario purgar los gases de hidrocarburos del tanque.
Para realizar esta purga del tanque con gas inerte(después de ser lavado), para
reducir la concentración de vapores de hidrocarburos, se deben abrir a la atmósfera los
tubos de purga o exhaustaciones y se debe introducir gas inerte hasta que esta
concentración de vapores de hidrocarburos, medida en la salida de gases del tanque, se
haya reducido hasta un 2 % en volumen y hasta que haya transcurrido un tiempo
determinado por pruebas previas en los tanques de carga según las cuales pueda
confiarse en las mediciones, estas se hayan estabilizado, y sean representativas de la
atmósfera que hay dentro del tanque.
Las desgasificaciones pueden realizarse por medio de equipos movidos por
vapor, neumáticamente o hidráulicamente, así como por equipos fijos. En cualquier caso
es necesario aislar los tanques del colector de gas inerte, para evitar la contaminación.
Para llevar a cabo el proceso de desgasificación de un tanque, es necesario
realizar al menos 3 renovaciones o cambios completos de atmósfera aproximadamente.
El tiempo necesario para un cambio completo de atmósfera viene dado por la siguiente
expresión:
Capacidad de los tanques a desgasificar simultáneamente
T =
Caudal del ventilador
Por tanto, una vez hemos realizado todos los requisitos anteriores, podemos
resumir el proceso de desgasificación en los siguientes pasos:
1) Comprobar que el sistema de gas inerte está preparado para suministrar aire.
Para ello, se deben realizar las siguientes pautas:
-Comprobar que el sistema está preparado y que se han silenciado todas las
alarmas.
-Cerrar la válvula de incomunicación de la tubería de cubierta.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
112
-Comprobar en el panel principal de control, que si el selector de entrada al
analizador está en la posición “tubería de cubierta” aparecerá una alarma de
alto contenido de oxígeno en cuanto entre aire en ella.
-Colocar el selector “aire / inerte “ en “ aire “.
-Observar si el analizador de oxígeno y el termómetro están conectados, ya
que si no es así se presentarán alarmas.
-Comprobar que las admisiones de las dos calderas están cerradas.
-Abrir la válvula de entrada de aire y su brida ciega.
-Abrir las válvulas de incomunicación del ventilador que se vaya a emplear.
-Arrancar el ventilador que se vaya a emplear.
-Poner las válvulas del sistema de distribución para desgasificar.
2) Comprobar que todos los tanques que se van a desgasificar, están limpios y
tratados con el gas inerte.
3) Cerrar todas las válvulas del ramal de los tanques que no van a ser
desgasificados.
4) Volver a comprobar que la válvula de incomunicación de la tubería de
cubierta está cerrada.
5) Volver a colocar la válvula de presión / vacío en su posición de servicio.
6) Asegurarse de que la presión de descarga se ha regulado a 1000 mm. de
columna de agua.
7) Abrir en este momento, la válvula de incomunicación de la tubería de
cubierta.
8) Tomar lecturas con el analizador portátil hasta que se obtengan lecturas de
exactamente 21 % de oxígeno.
9) Tener en cuenta los requisitos para la entrada en tanques en el caso de que
sea necesario realizar alguna operación dentro de ellos.
10) Una vez concluido el trabajo inertizar de nuevo el sistema.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
113
En la figura 44, podemos observar un esquema del sistema de gas inerte para el caso en
que realicemos una desgasificación de tanques:
FIGURA 44. DESGASIFICACION DE UN TANQUE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
114
Entrada en tanques después de la desgasificación.
Como ya dijimos la entrada del personal en los tanques sólo debe tener lugar
bajo la estrecha supervisión de un Oficial del barco, que será el responsable de la
misma. Entre las precauciones prácticas para hacer frente a estos peligros, están las
siguientes:
1) Cerrar cualquier tubería de purga que entre en el tanque procedente del
colector de gas inerte.
2) Trincar las válvulas de los ramales de gas inerte y las válvulas de las tuberías
de carga que influyan. Además se deben colocar las bridas ciegas pertinentes
e incomunicar la torre de lavado de los gases de la chimenea.
3) Mantener el resto del sistema de tanques de carga con una presión de gas
inerte en cubierta con un valor bajo, como 200 mm. de columna de agua.
Con ello, reducimos al mínimo el peligro de la entrada de gases de
hidrocarburos o inertes procedentes de otros tanques a través de posibles
grietas en mamparos, válvulas y tuberías.
4) Colocar tuberías de toma de pruebas bien limpias a las zonas más bajas del
tanque, como mínimo en dos lugares. Estos lugares deben ser tales que estén
alejados de las aberturas de entrada y salida usadas en la desgasificación.
5) Una vez nos hayamos cerciorado de que las muestras tomadas en el fondo
del tanque son reales, comprobar que se encuentran en los valores permitidos
21 % en analizadores portátiles de oxígeno).
6) Usar aparatos respiratorios en el momento en que se dude que el tanque esté
desgasificado, por ejemplo en lugares de difícil acceso del tanque en los que
no es posible realizar la toma de muestras de la atmósfera. Es necesario usar
estos aparatos hasta que se hayan comprobado todas las zonas del tanque.
7) Siempre tener en cuenta las reglas y especificaciones para la entrada en los
tanques.
8) Cuando haya personal dentro del tanque es necesario una ventilación
continua con aire fresco y realizar toma de muestras periódicas de la
atmósfera del tanque.
Re-inertización después de la entrada en un tanque.
En el momento en que todo el personal haya abandonado el tanque y se haya
sacado todo el equipo, ha de quitarse la brida ciega del ramal, cerrarse la escotilla del
tanque y abrir la válvula reguladora de presión de gas en el momento adecuado. Con
esto se evitarán daños estructurales cuando luego se maneje el petróleo.
Cuando un tanque desgasificado se vuelva a conectar al colector de gas inerte,
hay que volver a inertizarlo, para evitar que el aire pase a otros tanques.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.8
E.U.I.T.N. JUL-10
115
8.5.- AISLAMIENTO DEL SISTEMA DE GAS INERTE.
El sistema estará aislado cuando por cualquier razón no sea necesario
suministrar gas inerte a la tubería de cubierta. De este modo el sistema continúa en
funcionamiento pero la descarga se cierra por la tubería de retorno a través de la válvula
de recirculación.
Podemos realizar esta operación de dos formas:
Cerrando automáticamente la válvula principal de control ó realizando la
recirculación del gas.
Cerrando manualmente la válvula de incomunicación de la tubería de cubierta.
Aislamiento de los tanques de carga del colector de gas inerte de
cubierta.
A efectos de desgasificación y entrada en los tanques, se instalarán siempre
válvulas o medios de obturación para aislar los distintos tanques de carga del colector de
gas inerte de cubierta.
Al elegir un medio apropiado se tendrán en cuenta los siguientes factores:
1- Protección contra fugas de gas o funcionamiento defectuoso durante la
entrada en el tanque.
2- Sencillez y seguridad de utilización.
3- Facilidad para utilizar el colector de gas inerte en las operaciones habituales
de desgasificación.
4- Facilidad para aislar los tanques durante breve tiempo a fines de regulación
de presiones y comprobación manual del espacio vacío dejado en ellos.
5- Protección contra daños estructurales debidos a operaciones de bombas de
carga y lastrado cuando un tanque de carga queda inadvertidamente aislado
del colector de gas inerte.
El medio adoptado en ningún caso habrá de impedir la debida respiración del
tanque.
Algunos de estos medios de obturación suelen ser obturadores de brazo largo,
válvulas sencillas ó válvulas tridireccionales.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.9
E.U.I.T.N. JUL-10
116
9.- MANTENIMIENTO Y PRUEBAS;
9.1- MANTENIMIENTO, PRUEBAS Y COMPROBACIONES.
Es necesario que haya que dedicar una especial atención durante todas las
inspecciones a los sistemas de seguridad, ya que estos son parte integrante del sistema
de gas inerte. En este apartado se indican los programas de inspecciones para algunos de
los componentes más importantes:
Torre de lavado.
La inspección se suele realizar a través de los registros. Hay que observar si hay
atascos, daños o corrosiones en los siguientes elementos:
-Carcasa de la torre.
-Fondo de la torre.
-Tuberías de agua de enfriamiento y duchas de agua.
-Interruptores de flotador.
-Sensores de temperatura.
-Otras partes internas (filtros, placas...).
Igualmente, hay que comprobar si las partes no metálicas han sufrido daño.
Estas pueden ser:
-El forro interior.
-Los des-humificadores.
-Los techos de los estantes.
Tubería de descarga de la torre.
Resulta imposible inspeccionar el interior de la tubería de descarga de la torre
excepto cuando el barco esté en el dique. En este caso deberán inspeccionarse todos los
elementos incluyendo la válvula de descarga al costado. Todo esto, hay que hacerlo en
cada varada del barco.
Sello de agua de cubierta.
Este sistema requiere especial cuidado, ya que desempeña una función muy
importante, por lo que ha de mantenerse en buen estado. Son corrientes las averías en
las válvulas mandadas por flotador, las corrosiones en la tubería de entrada, y los fallos
en la tubería de descarga al costado y en su conexión. Normalmente, la inspección del
sello de agua se realiza mediante una serie de acciones, que son las siguientes:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.9
E.U.I.T.N. JUL-10
117
1- Hay que abrirlo para una inspección interna observando si:
b) Hay corrosión en las tuberías de entrada.
c) Hay corrosión en el serpentín de calefacción.
d) Hay corrosión o atascamiento en los flotadores de las válvulas (de suministro de
agua, de desagüe de agua, o de nivel).
2- Hay que realizarle algunas pruebas de funcionamiento, como pueden ser:
a) Abrir las purgas del colector, para ver si sale agua que haya podido ser arrastrada
durante el funcionamiento del aparato.
b) Comprobar con un medidor de nivel si se realiza correctamente el llenado y el
desagüe automático.
Válvula de retención.
Para inspeccionar esta válvula, debe abrirse, para comprobar si existe corrosión.
Además se comprobará el estado de su asiento y su correcto funcionamiento en general.
Prueba de otras unidades y alarmas.
Debe existir algún procedimiento para poder comprobar que todas las unidades
del sistema, así como las alarmas, funcionan correctamente. Además, ha de ser posible
simular ciertas condiciones de funcionamiento.Este procedimiento debe incluir la
comprobación de los siguientes elementos:
1) Todas las alarmas.
2) Todos los elementos de seguridad.
3) El funcionamiento de la válvula de retención y del sello de agua.
4) El funcionamiento de las válvulas de incomunicación de gases.
5) La cantidad de vibraciones en los ventiladores.
6) La cantidad de pérdidas que se tienen, ya que los sistemas hay que examinarlos
cuando su edad es de más de 4 años.
7) El estado de los equipos de medición de oxígeno (portátil y fijo), para
comprobar sus exactitudes.
-A continuación indicamos mediante una tabla, un programa de mantenimiento
preventivo aconsejado, con el que podemos reducir el número y la gravedad de las
averías de una manera considerable:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.9
E.U.I.T.N. JUL-10
118
COMPONENTE MANTENIMIENTO PREVENTIVO ACONSEJADO INTERVALO
Torre de lavado. Enjuagar con agua.
Limpieza del deshumidificador.
Abrirla para inspección interna.
Desarmar los reguladores de nivel y sensores de
temperatura para inspección.
Después de usarla.
Cada tres meses.
En el dique.
Cada 6 meses.
Tubería de descarga de la torre y válvulas de la
torre.
Desarmar la válvula, e inspeccionar tuberías y la
conexión al costado.
Purgar durante 1 hora.
En dique o cuando
se repare.
Después del uso.
Sello de agua de cubierta. Abrir e inspeccionar.
Inspeccionar válvulas automáticas.
Desarmar reguladores de nivel, válvulas de
flotación.
Cada año.
Cada año.
Cada seis meses.
Ventiladores de gas inerte. Enjuague con agua.
Comprobar vibraciones.
Inspección interior por las escotillas.
Desarme, apretado de ejes, etc...
Después del uso.
Mientras funcione.
Cada 6 meses.
Cada 2 años.
Válvula de retención mecánica. Moverla y lubricarla.
Abrirla para inspección interior.
Antes de arrancar.
Cada año.
Válvula de incomunicación de gases. Moverlas.
Limpieza con aire comprimido o vapor.
Desarme para inspección y limpieza.
Antes de arrancar.
Antes de operarla.
Después del uso.
Válvulas de presión / vacío. Moverlas y lubricarlas.
Abrirlas para inspección.
Cada 6 meses.
Cada año.
Válvula de incomunicación de cubierta. Abrirla para inspección. Cada año.
Sistema de regulación de la presión del gas. Eliminación de la condensación.
Abrir válvulas de regulación de presión de gas.
Antes de arrancar.
Cuando proceda.
Rompedor de presión /vacío. Comprobar el nivel de líquido. Cada 6 meses.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.9
E.U.I.T.N. JUL-10
119
9.2.- PRINCIPALES AVERÍAS DEL SISTEMA.
Torre de lavado.
Avería del forro e interiores
Estas se han producido con pequeñas excepciones, tanto en los tipos revestidos
como sin revestir. Estas averías se deben normalmente al ataque de corrosión, pero a
veces surgen de errores de fabricación o por funcionar la instalación fuera del criterio
del proyecto. Sin embargo estas últimas son bastante raras, siendo más importantes las
averías debidas a la corrosión.
En la actualidad, únicamente el Titanio ha demostrado ser capaz de resistir los
efectos corrosivos del efluente del lavador y de los gases calientes en condiciones de
funcionamiento hasta de 500ºC, con resistencia absoluta. Todos los demás metales y los
derivados del acero inoxidable, están sujetos a la corrosión bajo tensión, especialmente
en condiciones de inactividad cuando la instalación está parada.
El empleo de estos materiales, por tanto, aumenta el peligro de avería, y
solamente el Titanio puede recomendarse sin reservas.
Averías en el bloque y corrosión de las toberas de lavado.
Todo el equipo instalado en las tuberías entre los conductos de gases de escape
de admisión del lavador y la sección sumergida está sujeto a depósitos de hollín y al
ataque corrosivo de los ácidos sulfurosos cuando la instalación de gas inerte está parada.
La temperatura en la línea cae por debajo del punto de rocío produciéndose la
condensación de los gases. Los lavadores provistos de una sección de enfriamiento
previo requieren sumo cuidado para evitar el deterioro de las toberas de lavado y de las
tuberías durante ese periodo.
Los rociadores del distribuidor del agua de refrigeración del lavador principal
tienen que tener un área de abertura adecuada para evitar el bloqueo por los residuos
arrastrados por la línea de suministro.(600 mm2 min.).
Des-humificadores.
Muchos modelos antiguos utilizaban propileno o almohadillas de monel en la
salida del lavador y en el sello de cubierta. Los problemas principales experimentados
en estos es que tienen que limpiarse con frecuencia, inundarse regularmente con agua
limpia, y posiblemente ser reemplazados a los tres o cuatro años.
En algunos casos se ha tenido noticias de que las unidades de polipropileno han
desaparecido por completo.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.9
E.U.I.T.N. JUL-10
120
Ventiladores y soplantes.
Como máquinas de alta velocidad de rotación y “corazones de un sistema de gas
inerte”, es evidente que estos aparatos requieren un cuidado especial durante la
instalación y funcionamiento, con el fin de asegurar que éste esté libre de
perturbaciones.
Las principales averías que se dan en estas máquinas son las siguientes:
-Avería del cojinete
-Roce del cono y el impulsor
-Fractura del eje o del impulsor
-Desequilibrio
Sello de cubierta.
La fiabilidad de este dispositivo es absolutamente esencial para evitar que los
gases de hidrocarburos se escapen de nuevo a la zona sin peligro cuando los
ventiladores están parados.
A continuación se indican algunos de los problemas que pueden surgir:
-Avería del conducto de admisión debido a error de fabricación o de un proceso
de corrosión, que permitirían a los gases burlar esta unidad.
-Pérdida de sellado por balance del buque.
-Averías en los forros debidos a quemaduras en el revestimiento, por soldaduras.
-Avería en los controles
Válvulas.
Normalmente la principal avería que en ellas se produce es el agarrotamiento de
las mismas debido a acumulaciones de hollín en una determinada zona.
Tuberías.
Los principales problemas que nos surgen son problemas de funcionamiento y
de corrosión, como consecuencia de una incorrecta instalación de las mismas, donde
pueden acumularse bolsas de agua.
Instrumentos y controles.
Las averías frecuentes son los fallos propios de estos elementos o una mala
elección del equipo adecuado necesario.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
121
10.- MANEJO DE LA PLANTA, SEGURIDAD, FORMACIÓN Y
MANUALES;
10.1.- PRINCIPIOS BÁSICOS DE FUNCIONAMIENTO.
En este apartado, nos ocuparemos de los principios generales del funcionamiento
eficaz de un sistema de gas inerte.
Cuando es necesario utilizar este sistema, debe arrancarse la planta de
tratamiento y realizar un ajuste al sistema de distribución, del que seguidamente
hablaremos, según la operación que vayamos a realizar (limpieza de tanques,
desgasificación, etc...).
Conforme a esto, se descargará gas inerte por aire fresco, a través de la tubería
de cubierta a los tanques de carga, en condiciones perfectamente controladas.
En el caso que se produzca un fallo, lo detectará el sistema de alarma, que,
dependiendo de qué tipo sea, parará el sistema automáticamente o dará un tiempo para
tomar las acciones correctoras oportunas.
Estudiaremos ahora los principios básicos del funcionamiento de una planta de
gas inerte, que son:
a) arranque del sistema de gas inerte
b) parada del sistema de gas inerte
c) comprobaciones de seguridad cuando paramos la planta
a) Para realizar un adecuado arranque deben realizarse los siguientes pasos:
1- En el panel de control, poner el selector “aire / inerte “en posición “inerte”.
2- Conectar el analizador de oxígeno, el registrador y el termómetro.
3- Apretar el botón del analizador correspondiente a la caldera que queramos.
4- Asegurarse de que la caldera está produciendo gas con un contenido de oxígeno
del 5 % en volumen o menos, aunque lo ideal sería conseguir el 2 %. El nivel de
alarma es el 8 % en volumen. Si la lectura del analizador, sobrepasa esta última
cifra, será necesario ajustar las calderas hasta que la lectura se acerque lo más
posible a la ideal. Las calderas deben operarse asegurando una máxima
eficiencia en la combustión, independiente de la carga de las mismas para
suministrar un gas inerte de la composición adecuada. El exceso de aire
suministrado a los quemadores debe ser mantenido alrededor del 10%. Debemos
obtener un contenido de CO2 de 14,5 % para grandes cargas de la caldera y de
13% para pequeñas cargas, siempre manteniendo el contenido de Oxígeno en un
5% o menos.
5- En el panel de control, apretar el botón de “abierto” correspondiente a la
admisión de la caldera que se vaya a emplear.
6- Asegurarse de que existe la alimentación necesaria para todas las operaciones de
control, alarma y parada automática.
7- Asegurarse de que las bombas suministran la cantidad de agua necesaria a la
torre de lavado y al sello de agua.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
122
8- Comprobar que no hay errores en el sistema de alarma y parada automática, los
cuales dependen del agua de la torre de lavado y del sello.
9- Asegurarse de que las entradas de aire fresco, cuando queremos desgasificar,
están cerradas y tienen instaladas las correspondientes bridas ciegas.
10- Cortar el suministro de aire, al sistema de cerrado por aire de la válvula de
incomunicación de gases, si es que posee este sistema.
11- Abrir la válvula de incomunicación de gas.
12- En el panel de control, abrir la válvula de admisión del ventilador que se va a
emplear. Asegurarse además de que la aspiración y la descarga del otro
ventilador están cerradas, a menos que se pretendan usar los dos a la vez.
13- Arrancar el ventilador apretando el botón correspondiente.
14- Apretar el botón de cerrado, de la válvula principal de control.
15- Comprobar la alarma del “fallo” del ventilador.
16- Abrir la válvula de descarga del ventilador.
17- Abrir la válvula correspondiente a la recirculación, para que el sistema se
estabilice.
18- Abrir la válvula reguladora de gas.
19- Asegurarse de que el contenido de oxígeno es del 5 % en volumen o menos y
después cerrar la exhaustación a la atmósfera.
20- Con estos pasos el sistema de gas inerte está preparado para proporcionar gas
inerte.
Otras consideraciones a tener en cuenta en el periodo de arranque son:
-Es necesario poner en marcha la exhaustación de la cámara de ventiladores y
esperar 30 minutos antes de seguir con las operaciones a realizar en el panel de
control principal. Así mismo nunca se abrirán las válvulas de toma a menos que
esté en marcha la exhaustación de la cámara de ventiladores.
-Los paneles de control indicarán alarmas durante el arranque. Es necesario, por
lo tanto, silenciar las alarmas sonoras de cada panel hasta que el sistema se
estabilice.
-Cualquier fallo de la planta dará lugar antes o después, a la parada automática,
por medio de los circuitos de alarma o de las interconexiones de seguridad. Si el
fallo es importante el efecto es inmediato. En otros casos puede haber tiempo de
corregir el fallo antes de que se pare el sistema.
-Las interconexiones de seguridad hace que la planta pueda arrancarse solo en el
orden correcto y hace imposible el arranque de un ventilador mientras el otro
está en marcha.
Estos son los principios generales necesarios para realizar el arranque del
sistema. A continuación veremos los principios individuales de cada elemento para
constituir este mismo arranque:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
123
-Analizador de oxígeno.
Es necesario suministrar agua de refrigeración continuamente al analizador,
aunque la planta de gas inerte esté parada. Así mismo, el analizador debe estar
funcionando dos horas, por lo menos, antes de que se necesiten sus mediciones.
-Torre de lavado.
Se deben realizar los siguientes pasos:
-Cerrar la válvula de purga de la torre y comprobar que está colocada la
correspondiente brida ciega.
-Abrir la válvula de descarga al costado.
-Abrir las válvulas de los surtidores de humificación.
-Abrir la válvula de surtido de pre-enfriamiento.
-Abrir las válvulas de agua de refrigeración.
-Abrir la válvula de entrada de agua de sellado.
- Sello de cubierta.
Se deben realizar los siguientes pasos:
-Cerrar la válvula de purga del sello y comprobar que la correspondiente brida
ciega está colocada.
-Abrir la válvula de descarga al costado.
-Abrir la válvula de entrada de agua de sellado.
-Si estamos inmersos en climas muy fríos, deberemos darle vapor, al serpentín
de calefacción que lleva instalado el sello.
-Suministro de agua.
Es conveniente realizar los siguientes pasos:
-Abrir las válvulas de descarga y admisión de las bombas de agua de
refrigeración y sellado.
-Arrancar la bomba de agua de sellado. Hay que recordar que la alimentación de
agua de sellado a la torre o al sello de cubierta, siempre debe mantenerse,
aunque esté parado el sistema de gas inerte. Por esta razón, la bomba de agua de
sellado no debe pararse nunca, excepto cuando sea necesario trabajar en ella, en
cuyo caso debe conectarse un sistema de reserva.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
124
-Arrancar la bomba de agua de refrigeración.
-Sistema neumático de control.
Es necesario abrir la válvula principal de incomunicación de aire y ajustar los
reguladores de presión para obtener los valores predeterminados.
-Control automático de presión.
Es conveniente realizar dos pasos:
-Poner el selector del regulador de carga del panel de la cámara de carga en
“automático”.
-Ajustar el control de presión hasta obtener en el indicador de presión la
necesaria para la operación a realizar.
La presión anterior corresponde a la tubería de cubierta. Cuando esté ajustado el
sistema de distribución de cubierta, la presión seleccionada se mantendrá
automáticamente.
-Control manual de presión.
El control manual de presión se empleará cuando falle el equipo de control
automático de presión. Cuando esto ocurre debemos seguir los siguientes pasos:
-Colocar la válvula del regulador de presión en la posición de “manual”.
-Girar el botón del regulador de presión en dirección contraria a las agujas del
reloj, hasta que el manómetro manual de carga marque cero.
-Cuando el sistema esté conectado a la tubería de cubierta, seleccionar la presión
mediante un botón en el regulador.
b) Los procedimientos de parada deben cumplir los siguientes requisitos:
1-Comprobar que las bombas de carga y de drenaje en los procesos de descarga
o limpieza están paradas.
2-Si hemos comprobado la atmósfera de todos los tanques y hemos obtenido un
contenido de no más de un 8 % y una presión adecuada, habrá que cerrar la
válvula de incomunicación / retención.
3-Abrir la ventilación a la atmósfera.
4-Cerrar la válvula reguladora de presión de gas.
5-Parar el ventilador de gas inerte.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
125
6-Cerrar las válvulas de aspiración y descarga del ventilador y comprobar que
las purgas están libres. Realizar una pequeña limpieza al ventilador sin corriente,
ya sea con agua u otra cosa.
7-Cerrar la válvula de incomunicación de gases.
8-Mantener el suministro de agua a la torre continuamente, por lo que la bomba
de sellado debe trabajar continuamente. Por otro lado, la bomba de agua de
refrigeración debe dejarse en marcha por lo menos 15 minutos después de haber
parado el ventilador, para enfriar la torre de lavado. Luego parar la bomba y
cancelar la alarma de baja presión.
9-Comprobar que el suministro de agua al sello es adecuado y que los sistemas
de alarma funcionan correctamente.
c) Las comprobaciones de seguridad cuando paramos la planta, deben ser las
siguientes:
1-Debe comprobarse el adecuado suministro y nivel de agua en el sello, a
intervalos regulares de al menos una vez al día, según sean las condiciones de
tiempo.
2-Cuando el tiempo sea frío, comprobar que los aparatos y sistemas encargados
de evitar la congelación del agua en los distintos elementos (sello, rompedor...),
funcionan correctamente.
3-Comprobar el nivel de agua en los lazos de agua, instalados en las tuberías
para los distintos transductores de presión, agua o gas, que impiden el retorno de
gases a espacios seguros.
4-Es necesario rellenar la presión dentro de los tanques de carga, antes de que
esta llegue a 100 mm. de columna de agua (en los tanques de carga).
Los fallos más comunes que se pueden producir en el sistema de gas inerte son
los siguientes:
*Obtener un alto contenido de oxígeno, que puede ser causado por las siguientes
condiciones:
-Realizar un mal control de la combustión de la caldera, sobre todo cuando
trabajamos con cargas bajas.
-Aspirar el aire exterior por la chimenea, debido a que la demanda de gas es
superior al que puede dar la caldera.
-Entrada de aire en el colector a través de las válvulas de presión / vacío.
-Entrada de aire entre el ventilador y la toma de la caldera.
-Mal funcionamiento o calibración incorrecta del analizador de oxígeno.
-La planta de gas inerte funciona en recirculación.
*En el caso de que la planta de gas inerte esté dando gas inerte con un contenido
de oxígeno superior al 8 %, deben investigarse las causas y repararse la avería.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
126
Por otra parte la regla 62 del S.O.L.A.S. apartado 19. 5 exige que se tomen
medidas inmediatas para mejorar la calidad del gas, de tal manera que, si la
calidad del gas no mejora, se suspendan todas las operaciones relacionadas con
los tanques de carga, a fin de evitar que penetre aire en los tanques, y se cerrará
la válvula instalada con fines de aislamiento.
*Incapacidad de mantener una presión positiva durante las operaciones de
deslastre o descarga, que puede ser debido por:
-Funcionamiento erróneo del sistema automático del control de presión.
-Presión no adecuada en el ventilador.
-Velocidad de descarga superior al suministro del ventilador.
-Cierre de las válvulas de gas inerte.
*Tanto la descarga como el deslastre deben pararse en el caso que no sea posible
mantener una presión positiva en los tanques, para reparar una avería en caso
que la hubiera.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
127
10.2- SEGURIDAD.
Las instrucciones de seguridad que se indican a continuación, son un
complemento de las precauciones de seguridad que fijaría una empresa determinada.
El gas inerte es venenoso y contiene muy poca cantidad de oxígeno, por lo que el
personal no debe entrar en tanques que contengan gas inerte, ni situarse a sotavento de
escotillas de las que pueda escaparse este gas.
Las fuentes de ignición más características.
Con independencia del funcionamiento de la planta de gas inerte, deben
observarse todas las precauciones de seguridad, tanto las generales, como las fijadas
por la empresa en todo momento.
Solo se permitirá fumar bajo control, en los momentos y lugares especificados
por el capitán. El personal que se halle a bordo, intentará no llevar ni cerillas, ni ningún
tipo de mechero. Un concepto que se ha de tener claro, es que nunca se levantará la
regla de no fumar por que el barco haya sido tratado con gas inerte.
Ciertos materiales, cuando están húmedos o empapados en aceite, pueden arder
por ignición espontánea debido al calor que se genera en la oxidación. Debido a esto, el
material que sea absorbente nunca deberá estibarse junto a aceites o pinturas. Si estos
materiales se humedecen, es necesario su secado para estibarlo, sin embargo si se
empapan en aceite, lo más práctico es su destrucción.
No debe picarse o rascarse ninguna plancha, hasta que la zona haya sido
declarada libre de gases por el primer oficial.
No es recomendable el empleo de herramientas que no produzcan chispas,
puesto que por medio de pruebas se ha comprobado que no reducen el riesgo de
ignición, así que deben usarse las herramientas normales.
Se ha de evitar que cualquier pieza de aluminio roce una cubierta de acero, ya
que la mancha que se produciría en el contacto, podría producir chispas si fuera
golpeada.
Antes de iniciarse cualquier “trabajo caliente”, el primer oficial debe comprobar
que:
El compartimento en el que se va a trabajar y los adyacentes, están libres de gas
o desgasificados.
El compartimento en el que se va a trabajar y los adyacentes, no contienen
ningún material inflamable o que pueda desprender gas.
Que existen equipos contraincendios apropiados y listos para su empleo.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
128
Seguridad en cubierta
Aunque la presión en los tanques es baja, el área de las escotillas es
suficientemente grande para que soporten una fuerza considerable, por lo que se tendrá
especial cuidado en comprobar que la presión dentro del tanque es cero, antes de abrir la
escotilla.
Si es necesario desplazar piezas sobre cubierta, por seguridad deberán estar los
tanques inertizados.
Todas las aberturas de los tanques deben estar bien cerradas siempre, excepto
cuando se especifique otra cosa.
No se debe abrir ninguna abertura de un tanque de carga hasta que su presión se
haya reducido y estabilizado en 15 mm. de columna de agua.
No se debe aplicar un exceso de presión o vacío a los tanques de carga, debido a
razones estructurales. De este modo, todas las válvulas de presión / vacío deben
encontrarse en buen estado de funcionamiento y ajustadas.
Las situaciones más peligrosas se producen cuando se bombea líquido a o de un
tanque incomunicado y sellado.
Las válvulas de incomunicación de tanques deberán estar siempre abiertas,
excepto cuando el tanque tenga una atmósfera no inerte.
Cuando se incomunican unos tanques determinados cerrando las válvulas del
ramal, deben protegerse los tanques abriendo la escotilla, pero hemos de considerar el
tanque como no inerte. Las válvulas del ramal de tanques no inertes deben abrirse antes
de comenzar el tratamiento de gas inerte.
El personal no debe acercarse en ningún momento a las aberturas de los tanques,
a menos que sea necesario, en cuyo caso se deben tomar precauciones.
Cuando sea necesario abrir una tapa de escotilla de un tanque, el personal se
colocará en situación diametralmente opuesta a la bisagra, y nunca se asomará al
tanque.
El personal no debe colocarse a sotavento de una escotilla de un tanque que esté
abierta, debido a que el viento puede arrastrar la atmósfera del tanque abierto.
Cuando estemos purgando o desgasificando, será necesario colocar avisos cerca
de las aberturas de las escotillas que estén abiertas, para advertir del peligro de los
gases.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
129
Seguridad con respecto a la entrada en tanques.
Lo primero que se debe tener en cuenta antes de entrar en un tanque, es
que hay que tener permiso del primer oficial.
Una vez hemos conseguido el permiso del primer oficial, antes de la entrada
debemos de:
1- Parar la potencia hidráulica del sistema de carga. Cortar la alimentación a la
consola de control del sistema de carga y colocar un aviso en la consola.
2- Tomar medidas para que el tanque tenga una ventilación de aire fresco durante
todo el periodo de trabajo, ya sea empleando el sistema de gas inerte como para
desgasificar, o cualquier otro método.
3- Cerciorarse de que el tanque en el cual se va a entrar, ha sido limpiado, purgado
mediante gas inerte, desgasificado, y no tiene presión ninguna.
4- Si vamos a emplear el sistema de gas inerte para proporcionar aire fresco, es
necesario comprobar que las válvulas de ramal de los otros tanques están
cerradas (ya que los demás tanques no van a recibir aire).
Sin embargo, si el sistema de gas inerte se va a utilizar para dar gas a otros
tanques, comprobar que las válvulas del ramal de los tanques desgasificados
están cerradas, y que no penetra gas inerte en los tanques donde haya personal
trabajando.
5- Colocar en cada válvula importante un aviso, de forma bien visible, donde se
indique que para moverla hace falta el permiso del primer oficial.
6- Abrir la escotilla del tanque, manteniendo las precauciones oportunas.
7- Colocar una persona responsable vigilando la escotilla, ya que esta no debe
quedarse sin vigilancia en ningún momento durante el trabajo en el tanque.
8- Poseer un sistema de comunicaciones, que se oiga bien aún teniendo en cuenta
cualquier ruido que pueda haber.
9- Mediante el analizador portátil de oxígeno y el explosímetro, analizar y
comprobar que la atmósfera del tanque contiene el 21 %de oxígeno y está libre
de hidrocarburos. En dicha prueba, el aparato debe estar en cubierta, mientras
que una persona cualificada dotada de un aparato respiratorio y de una tubería
para la toma de muestras, es bajada al tanque sujeto de un cabo salvavidas. Esta
persona coloca la anterior tubería en las zonas críticas del tanque. Esta prueba
debe repetirse a intervalos regulares mientras dure el trabajo en ese tanque y
siempre que se entre de nuevo después de que nadie hubiese entrado durante un
periodo de tiempo. De esta prueba es responsable el primer oficial.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
130
Seguridad con respecto a trabajos en la cámara de bombas.
Lo primero que hace falta antes de iniciar cualquier operación de reparación o
mantenimiento en la cámara de bombas, es obtener el permiso del primer oficial.
De esta manera el primer oficial deberá comprobar personalmente que:
1-Todas las válvulas de mamparo están cerradas.
2-La potencia hidráulica del sistema de carga está desconectada, así como la
alimentación del panel de control. Además debe colocarse el cartel de aviso en el
panel de control en cámara de bombas.
3-Mientras haya gente trabajando aquí, los ventiladores de la cámara de bombas
están funcionando.
4-El aparato respiratorio está ubicado en una posición accesible, y los cabos
salvavidas listos para su uso.
Seguridad con respecto a la inspección y la entrada en la torre de
lavado.
En algunas ocasiones el interior de la torre de lavado necesita una inspección.
Muy importante es saber que para realizar esta inspección es necesario mantener el
nivel de agua de su base, pues si no fuera así podrían aparecer fugas de gas, aunque las
válvulas de toma de las calderas estén cerradas.
Si por casualidad, hay que trabajar en la base de la torre, por lo que se hace
necesario vaciar el agua del sello de la torre, el personal no debe entrar en ella hasta que
se haya colocado una brida ciega o se apaguen las calderas.
Debido a que la torre está forrada interiormente de goma, si queremos soldar su
envuelta produciremos serios daños.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
131
10.3.- FORMACIÓN DEL USUARIO.
La instalación de gas inerte es parte importante del sistema de seguridad de un
petrolero, por lo que resulta esencial la formación en su empleo.
Las prescripciones relativas a la formación dependen de las normas previstas por
la compañía y por las autoridades del país en el que está registrado el buque, por lo que
este apartado no trata más que dar una serie de alternativas que pueden adoptarse.
Personal que necesita formación.
La formación práctica solo puede impartirse si quienes se encargan y son
responsables de atender a la seguridad del barco, están totalmente familiarizados con la
instalación, así como de los peligros que pueden derivarse de su uso.
Es recomendable que la formación del personal de máquinas y de cubierta esté
coordinada, para asegurar una comprensión común de los procedimientos a seguir.
Las administraciones deben asegurarse de que los barcos cuentan con los
necesarios manuales y libros de instrucciones que describan las operaciones que se
deben llevar a cabo.
Lugar para llevar a cabo la formación.
La formación o adiestramiento puede llevarse a cabo a bordo o en tierra. Si se
realiza en tierra, se debe familiarizar totalmente al personal con el equipo que van a
encontrar a bordo.
Algunos métodos de formación.
Actualmente se utilizan tres métodos de formación. Las compañías pueden
adoptar uno de ellos o una combinación de varios. Los métodos se resumen en los
siguientes:
a) Formación impartida a bordo por personal de la compañía.
Puede ser llevada a cabo por un miembro de categoría adecuada de la tripulación
del barco, a quien se ha hecho responsable del programa de formación, o por un
especialista que embarca durante una parte del viaje.
El programa de formación puede apoyarse en películas o en otras ayudas
audiovisuales, si se dispone de ellas. En estas circunstancias pueden tratarse los
aspectos teóricos y los prácticos de la formación.
b) Formación en tierra por especialistas.
Esta puede ser impartida por las escuelas náuticas en consulta con las compañías
navieras o con los fabricantes.
Como dato de interés diremos que se ha comprobado que un cursillo de una
semana, es suficiente para tratar adecuadamente el asunto.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
132
c) Formación impartida en tierra por personal de la compañía naviera.
Esta formación puede tener lugar bien como parte de un curso sobre operaciones
de carga organizado por la compañía, o por ejemplo, como parte de un seminario
oficial de categoría superior cuando pueda dedicarse tiempo a la discusión de los
problemas relacionados con los sistemas de gas inerte y con su utilización.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
133
10.4.- MANUALES DE INSTRUCCIÓN.
Los manuales de instrucción, cuya presencia a bordo exige la regla 62, apartado
21, deben contener los siguientes documentos:
1) Un diagrama del sistema de gas inerte mostrando las posiciones de las tuberías
de gas desde la caldera hasta cada tanque de carga y que incluya; torre de
lavado, bomba de refrigeración de la torre y su tubería desde la bomba hasta la
descarga al costado, ventiladores con sus válvulas de aspiración y descarga, el de
recirculación, entradas de aire, válvula automática de regulación de presión,
sello de agua de cubierta, válvula de retención de cubierta, exhaustación,
desagües, sensores, sistema de incomunicación de tanques de carga, tuberías de
purga, válvulas de presión / vacío en los tanques, rompedor de presión / vacío en
el colector, registradores e instrumentos con sus puntos de toma, procedimientos
para usar los portátiles, controles manuales y remotos etc...
-Podemos observar un diagrama de este tipo en el apartado 29, en el que se habla
detenidamente del proceso del gas inerte.
2) Una descripción del sistema y una lista de los procedimientos para comprobar
que cada pieza del equipo está funcionando bien durante todo el ciclo de
funcionamiento del petrolero. Esto incluye una lista de los parámetros que haya
que vigilar, tales como presión del colector de gas inerte, concentración de
oxígeno en el colector, temperatura de salida de la torre y en la salida de los
ventiladores, potencia de la bomba de la torre, potencia del ventilador en
funcionamiento, nivel en el sello de cubierta durante la máxima descarga de los
tanques y sin descarga, concentración de oxígeno en los tanques etc...
3) Instrucciones detalladas para realizar las operaciones de inertizado, purgado,
desgasificado etc...
Es necesario incluir los tiempos que se tarda en inertizar, purgar y desgasificar
cada tanque, así como la secuencia y numero de tanques que hay que inertizar,
purgar o desgasificar. Además se suele incluir la secuencia y el número de tubos
de exhaustación que hay que abrir o cerrar en cada operación.
4) Peligros que puede suponer un exceso o un defecto de presión en los tanques de
carga durante las distintas etapas del ciclo de operación del petrolero, y
precauciones para impedir que se presenten estas circunstancias, particularizadas
al barco y al equipo.
5) Peligros que suponen las fugas de gas inerte o de vapores de hidrocarburos, y
precauciones que hay que adoptar para impedir esas fugas, particularizadas al
barco, basándose en los detalles de su construcción y de sus equipos.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
134
10.5.- ALGUNAS CONSIDERACIONES ADICIONALES DE SEGURIDAD.
Peligros para la salud.
Existen fundamentalmente tres peligros para la salud que podemos resumirlos
en:
-Deficiencia de oxígeno.
La exposición a una atmósfera con una baja concentración de oxígeno no
produce necesariamente síntomas reconocibles, antes de que se presente la
inconsciencia, a partir de la que pueden producirse daños al cerebro y la muerte
en cosa de minutos. Si la deficiencia no es suficiente para producir la
inconsciencia, la mente puede hacerse apática y incluso en el caso que se
reconozcan los síntomas y se intente escapar, el esfuerzo físico agravaría la
debilidad de la mente y el cuerpo humano.
Por tanto resulta necesario ventilar los compartimentos hasta que estos tengan un
21 % de oxígeno.
-Toxicidad de los vapores de hidrocarburos.
Hay que decir que el gas inerte no influye en esta toxicidad. Debido a la
posibilidad de bolsas de gases y a la regeneración, debe continuarse la
desgasificación hasta que las lecturas en el indicador de gas combustible sean
cero en todo el compartimento, o esas lecturas sean del 1 % del límite inferior de
inflamabilidad.
-Toxicidad de los gases provenientes de las calderas.
La presencia de gases tóxicos, tales como el dióxido de azufre, los óxidos del
nitrógeno, o el monóxido de carbono, pueden presentar graves problemas de
salud. Esto solo puede determinarse a través de mediciones.
Retroceso de gases de la carga.
Para impedir el retroceso de gases de la carga desde los tanques a los espacios de
máquinas, resulta imprescindible la existencia de una barrera efectiva entre estas dos
áreas. Además de una válvula de retención, debe haber un sello de agua y una
exhaustación en el colector. Lo más importante es que dichos aparatos funcionen
siempre correctamente.
Peligro debido a la presión del tanque.
Cuando se está manteniendo un tanque inertizado a una presión positiva, el
personal debe tener en cuenta los peligros que resultan de esta presión. Antes de abrir
las escotillas de los tanques de carga, las aberturas para la toma de muestras, o las
convenientes para el lavado, es necesario reducir esta presión hasta un valor que
convenga.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.10
E.U.I.T.N. JUL-10
135
Peligros electrostáticos.
Las pequeñas partículas sólidas que hay en los gases pueden estar cargadas
electrostáticamente. Normalmente el nivel de esta carga es pequeño, aunque se pueden
encontrar niveles bastante superiores, por ejemplo en las nieblas de agua que se forman
en los tanques durante los procesos de lavado.
Como los tanques de carga están normalmente inertizados, solo habrá que
considerar la posibilidad de ignición electrostática si el contenido de oxígeno de la
atmósfera del tanque sube debido a la entrada de aire, o si es necesario inertizar un
tanque que ya tenía una atmósfera inflamable.
Peligro debido a reparaciones de la planta de gas inerte.
En el caso que sea necesario realizar cualquier reparación, el trabajador debe
tener especial cuidado, sobre todo cuando trabaje en la planta, pues el gas es asfixiante.
Además, aunque el trabajador se encuentre al aire libre, una fuga de gas inerte
procedente de dicha planta puede hacer perder el sentido en muy poco tiempo. Por ello,
antes de abrir cualquier parte del sistema, se recomienda desgasificar toda la planta.
Si hay que inspeccionar interiormente cualquier unidad del sistema de gas inerte,
se deben seguir las precauciones para entrar en espacios cerrados.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
136
11.- CÁLCULO DE LA PLANTA DE GAS INERTE PARA UN
PETROLERO DE 150.000 TPM;
Para obtener un valor aproximado de 150.000 Tn. de peso muerto requerido para
nuestro buque, se ha efectuado un estudio estadístico de las dimensiones o
características principales de buques petroleros de pesos muertos iguales o próximos al
deseado, dentro de las dimensiones que se puedan considerar como óptimas para un
petrolero de reciente construcción, resultando un buque definido por las siguientes
características:
Eslora total: 272,20 mts.
Eslora entre perpendiculares: 260,00 mts.
Manga de trazado: 47,00 mts.
Puntal de trazado: 24,40 mts.
Calado de trazado: 16,80 mts.
T.P.M.: 150.000
Capacidad total de los tanques: 170.900 m3
Número de bombas de carga: 3
Capacidad de cada bomba de carga: 3.500 m3 / h
Número de tanques: 20
A continuación se adjuntan planos de disposición general del buque, que dan
idea de la disposición de todos los tanques de carga y tanques slop:

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
137
FIGURA 45. DISPOSICION DE TANQUES
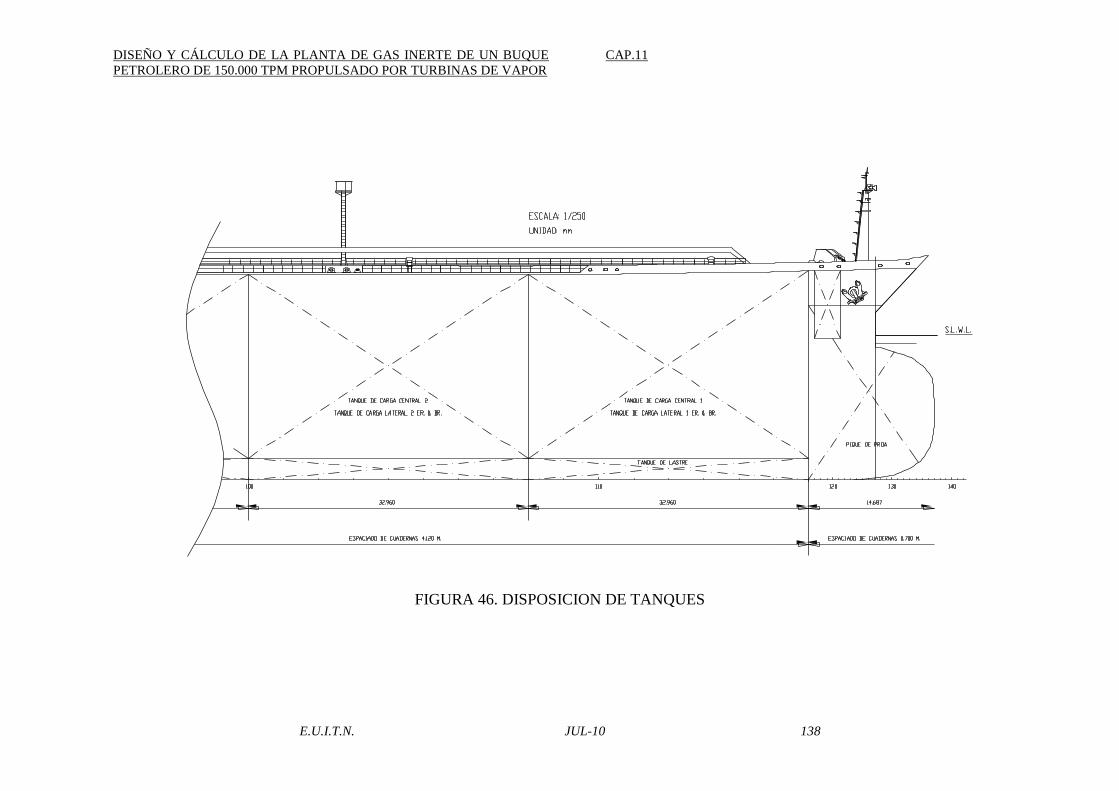
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
138
FIGURA 46. DISPOSICION DE TANQUES

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
139
FIGURA 47. DISPOSICION DE TANQUES

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
140
FIGURA 48. DISPOSICION DE TANQUES
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
141
11.1.- CRITERIOS DE OPERACIÓN Y PARÁMETROS DE DISEÑO.
Tubería de carga. Caudales descargando.
La tubería de carga en el fondo de los tanques (colectores de fondo y ramales a
tanques) que se utiliza para aspiración de los tanques y distribución durante la carga se
dimensiona en función de:
El caudal nominal de la bombas: 3 x 3500 m3/h
El criterio de distribución del caudal aspirado por cada bomba:
- Cada bomba aspira por un colector simultáneamente de los tres tanques
de una “rebanada” (1 central y 2 laterales): 3500 m3/h
- Una hipótesis simplificada para establecer el caudal que una bomba
aspira de cada tanque de una rebanada es repartirlo proporcionalmente al
volumen de cada tanque (Así el nivel se mantiene aproximadamente
igual en los tres tanques durante su descarga). Considerando la rebanada
más a proa, se obtienen unos caudales de:
Tanque central: 1800 m3/h
Tanques laterales: cada uno 850 m3/h
La velocidad máxima admisible en aspiración: 3,5 m/s
Con estos criterios se selecciona la siguiente tubería:
Colector de fondo DN 700 (711 x 12,5)
Ramales aspiración/llenado tanques centrales: DN 450 (457,2 x 12,5)
Ramales aspiración/llenado tanques laterales: DN 300 (323,9 x 10)
Caudales cargando.
Velocidad máxima admisible en carga normal: 4,5 m/s
Con esta velocidad y los diámetros seleccionados según el apartado anterior para
los colectores de fondo, se obtiene un régimen de carga:
Tanques centrales: 2377 m3/h
Tanques laterales: 1175 m3/h
Colector de fondo: 2377 + 2 x 1175 ~ 5000 m3/h
Se fija la capacidad total nominal de carga en: 3 x 5000 = 15000 m3/h
Los caudales así establecidos serán los de transferencia de carga líquida a
considerar para el cálculo del sistema de control de vapores.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
142
Dimensionamiento de la tubería de Gas Inerte.
Colector G.I. a tanques:
- Capacidad total del sistema: 3 x 3500 x 1,25 m3/h = 13125 m
3/h
- Ramales a tanques: Para diseño se consideran los caudales máximos,
correspondientes a la operación de cambio de atmósfera de los tanques.
Para disponer de un caudal adecuado a esta condición, se alimenta el
caudal total del sistema a tres tanques. Todos los ramales se dimensionan
para el mismo caudal, que será: 13125 / 3 = 4375 m3/h
- Velocidad máxima admisible para el gas inerte: 35 m/s
Dimensionamiento de las válvulas de presión/vacío y alta velocidad.
Como dispositivos de seguridad primaria de cada tanque, se dimensionan para la
peor situación de carga o descarga, considerando incluso el fallo humano y de
acuerdo con los criterios de presión y vacio establecidos por USCG.
Presión – Alta Velocidad:
La válvula de presión será capaz de evacuar a alta velocidad el caudal
correspondiente al régimen total de llenado por colector (como si por fallo de
operación se llenara solo un tanque por su colector): 5000 m3/h de líquido
Presión de apertura: 1400 mmca
Máxima presión de diseño de tanques: 2400 mmca
Vacío:
La válvula de vacío será capaz de admitir el caudal correspondiente al régimen
nominal de aspiración por su colector: 3500 m3/h de líquido
Vacio de apertura: -350 mmca
Máximo vacio de diseño de tanques: -700 mmca

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
143
11.2.- CAPACIDAD DEL GAS INERTE, DIÁMETRO DE LAS TUBERÍAS Y
VÁLVULAS.
Capacidad del gas inerte.
Según casos prácticos, S.O.L.A.S., establece que la capacidad del gas inerte ha
de ser al menos el 125 % de la máxima capacidad de descarga que tenga el barco.
En nuestro caso, un buque de 150.000 TN, dispone de 3 bombas de carga de
3.500 m3 / h cada una. La máxima capacidad de descarga del buque será
3x3.500=10.500 m3 / h, y conforme a esto la capacidad del gas inerte sería:
125
Capacidad Gas Inerte = 3 · 3500 · = 13125 m 3/ h
100
Elección de la fuente productora de gas.
La posterior decisión a tomar será elegir de las posibles fuentes de gas inerte la
más adecuada según la capacidad que ha de tener el sistema y las circunstancias del
barco.
En nuestro caso, obtendremos el gas inerte de los gases de escape de las calderas
productoras de vapor, las cuales nos pueden dar sin ningún problema el volumen
exigido.
Elección del método de reemplazo de gas.
Se ha de decidir el método a utilizar para reemplazar el gas porque este influirá
en las dimensiones de la tubería a la entrada de los tanques, ya que son distintas las
velocidades con las que el gas ha de entrar en el tanque dependiendo de que se efectúe
el reemplazo por dilución o desplazamiento. La fórmula que determina la velocidad
crítica con la que el gas debe entrar en el tanque para que el reemplazo se efectúe
mediante dilución es la siguiente:
a
ab
d
ddghV
1
2
0 2
Donde h1 es el puntal del tanque en el que vayamos a introducir el gas inerte y db
y da son las densidades de la mezcla de gases en el interior del tanque y del gas inerte
respectivamente. Con un puntal en el tanque de aproximadamente 22 metros, y una
densidad de gases en el interior del mismo y de gas inerte de 1,44 y 1,35
respectivamente obtendremos una velocidad crítica de 5,36 m/s para que el proceso se
realice mediante dilución; si el gas entra a una velocidad menor el cambio se realizará
por desplazamiento del gas.
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
144
Esta fórmula se ha realizado despreciando la pérdida de energía del gas entrante
debida a la resistencia viscosa de difusión de los dos gases. No se tiene en cuenta
tampoco la estructura del tanque.
Si en el tanque no existiera ningún obstáculo estructural para el libre
movimiento de los gases y no hubiera otra pérdida de velocidad que la supuesta por la
flotabilidad, se produciría en el tanque una dilución perfecta, siempre que la velocidad
de entrada fuera mayor que la deducida de la ecuación haciendo h igual al puntal del
tanque. La posición de salida no influye en el proceso.
Cuando la dirección de entrada del gas es del mismo sentido que la flotabilidad
entre los dos gases, no existe una velocidad crítica y en teoría se producirá siempre una
dilución. Es decir, cuando el gas entrante es de menor densidad y se introduce por
cubierta, no puede conseguirse un barrido por desplazamiento.
Ahora, para saber el diámetro máximo de tubería a disponer para que el barrido
se produzca por dilución, dado que el caudal es igual a la sección por la velocidad, se
tendrá que:
0
0V
CaudalSV
S
Caudal
Con la velocidad crítica, esta fórmula y el caudal que estamos mandando en un
momento determinado a un tanque podremos decir si estamos efectuando el barrido
mediante desplazamiento o dilución.
Capacidades de los ventiladores.
El sistema llevará dos ventiladores centrífugos de desplazamiento positivo
accionados por su correspondiente motor eléctrico, cada uno de los cuales será capaz de
mover un determinado caudal que ahora calcularemos.
Las normas obligan a que los ventiladores suministren a los tanques de carga gas
inerte a razón de por lo menos un 125% de la capacidad máxima del régimen de las
bombas de carga expresado en volumen. Como se ha visto previamente y en función de
la capacidad nominal de las bombas de descarga del buque, se decide disponer dos
ventiladores, cada uno capaz de proporcionar el 100% del caudal necesario, uno de
servicio y otro de reserva, es decir:
-Ventilador nº 1; 13.125 m3 / h de capacidad nominal y de 1.800 mm. de
columna de agua de presión de descarga.
-Ventilador nº 2; 13.125 m3 / h de capacidad nominal y de 1.800 mm. de
columna de agua de presión de descarga.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
145
Esto, si bien es más de lo exigido por las normas, es útil, ya que permite
utilizar la planta a pleno rendimiento, aunque tengamos uno de los ventiladores
averiado, lo cual es muy frecuente, pero también tiene el inconveniente de que
tendremos que tener en funcionamiento uno de ellos durante la navegación,
cuando el caudal exigido es muy bajo y por lo tanto estará trabajando muy por
debajo de su régimen de máximo rendimiento.
Teniendo en cuenta que las pérdidas de carga a través del sistema (en
tuberías, válvulas, accesorios, torre de lavado y sello de cubierta), que se trata de
mantener una presión en los tanques de aproximadamente 600 mm de columna
de agua y que cuando se están vaciando los tanques se crea una depresión que
hay que contrarrestar, los ventiladores suministran este caudal de gas inerte a
una presión aproximada de 1.800 mm de columna de agua por encima de la
atmosférica. (Ver figura 49)
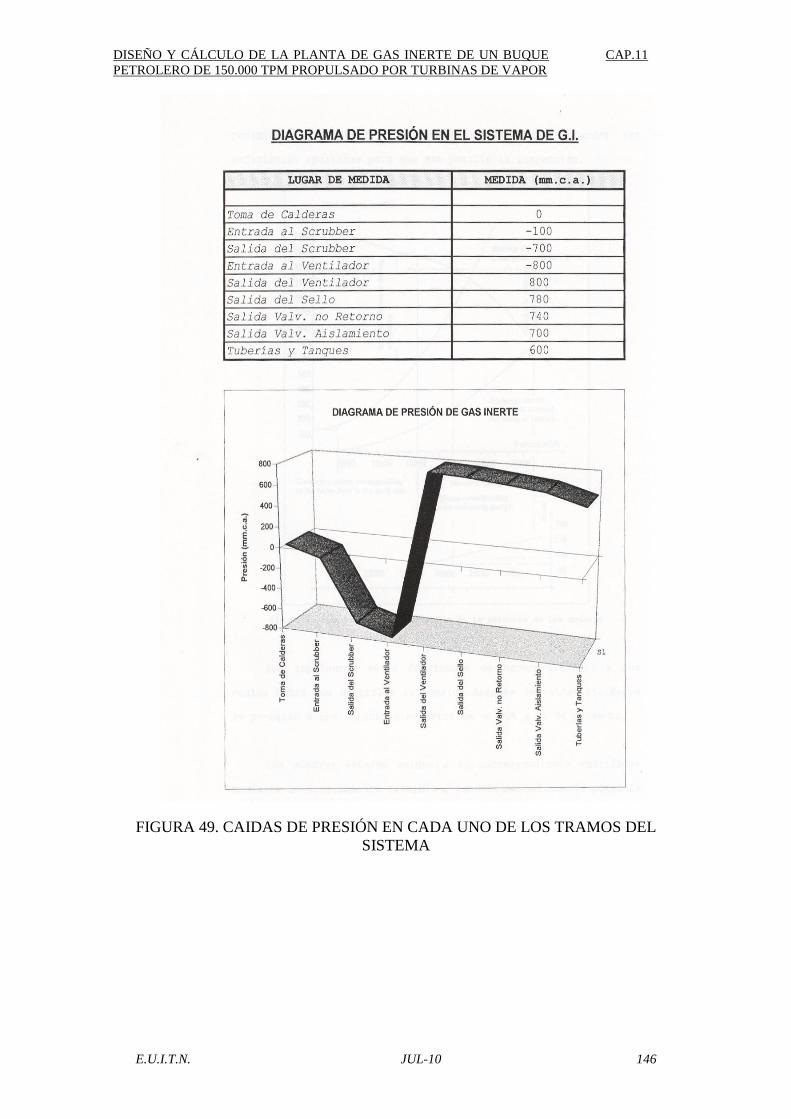
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
146
FIGURA 49. CAIDAS DE PRESIÓN EN CADA UNO DE LOS TRAMOS DEL
SISTEMA

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
147
Diámetro de la tubería del colector de gas inerte.
Los factores que hay que tener en cuenta a la hora de calcular las dimensiones y
materiales de construcción de las tuberías varían dependiendo de qué tramo se trate:
El primer tramo es el que va desde las calderas a la torre de lavado. En este
tramo el fluido se caracteriza por; la baja presión en el interior, las partículas en
suspensión, componentes corrosivos y altas temperaturas. Tendremos que tener en
cuenta todos estos factores además del caudal a transportar. El diámetro de la tubería en
este tramo dependerá del caudal, como es obvio, pero también de las partículas en
suspensión en el gas y el espesor de la tubería será función de los componentes
corrosivos que se transporten y de la presión del gas. Para evitar en parte la acción
corrosiva del ácido se puede ventilar la tubería aprovechando el ventilador cuando esté
fuera de funcionamiento. La tubería llevará aislantes térmicos ya que el fluido que
pasará por ella estará a una temperatura muy alta.
El otro tramo a considerar será el que va desde la unidad torre de lavado hasta
los tanques. En esta parte del sistema ya no existen tantas dificultades ya que las
temperaturas son bajas y existen muy pocas partículas en suspensión y componentes
corrosivos. Las uniones entre bridas se harán según la norma DIN y a partir del sello
podremos utilizar acoplamientos flexibles tipo “Straub”. También habrá que disponer
los apoyos necesarios para la tubería y su amarre.
Las tuberías en su gran mayoría serán de acero estirado con diferentes
tratamientos según sea su servicio (galvanizado, resina epoxí reforzada con fibra de
vidrio, epoxy-alquitrán, etc.), aunque también se podrá utilizar, como en la descarga de
agua de la torre de lavado, el acero inoxidable ya que en este caso este agua es
altamente corrosiva.
Para calcular el diámetro de la tubería a utilizar desde la salida de la unidad torre
de lavado hasta el colector, incluido éste, lo haremos mediante el teorema de
continuidad de los fluidos ya que aunque si bien el gas es compresible no se da la
circunstancia de que se comprima en el circuito de gas inerte. Precisamente para
mantener una presión aproximadamente constante el sistema está dotado de dispositivos
de regulación de presión y por tanto la podemos considerar igual en cualquier punto
(excepto pérdidas de carga). Por tanto el caudal que pasa por la tubería ha de ser igual a
la velocidad del fluido por la sección. En cuanto a la velocidad máxima del fluido se
limita, en base a la experiencia, en unos 35 m/s ya que a velocidades mayores las
pérdidas de carga en las tuberías empiezan a ser muy grandes.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
148
Conociendo el caudal de gas inerte que circula por el interior de cada tramo y la
velocidad máxima admisible se establece el diámetro interior mínimo de la tubería de
cada tramo y se selecciona el tubo de diámetro nominal y espesor adecuado (en base a
las condiciones de funcionamiento):
Teniendo que;
Q = S · V
donde;
Q = caudal de gas inerte.
S = sección de la tubería.
V = velocidad en la sección. (Por razones de pérdidas de carga, la velocidad máxima
admisible utilizada en los cálculos es de 35 m / s).
Se puede calcular entonces la sección de la tubería principal (colectores) y su diámetro
Q (m3 / s) 13125 / 3600
S = = = 0,1042 m2
V (m / s) 35
D2 4 · S
S = · ; D = = 0,364 m = 364 mm.
4
Para el diámetro de tubería elegiremos uno por lo menos un 20% mayor que el
resultado del cálculo para poder cubrir las pérdidas de velocidad ocasionadas por el
régimen turbulento del gas dentro de la tubería, además de que lo que hemos calculado
es la sección eficaz que necesitamos. Por lo tanto, se dispone una tubería para el
colector de cubierta de 450 mm. de diámetro (18 pulgadas) y 14 mm. de espesor ya
que aunque la tubería no va a transportar gas a alta presión, el gas es sumamente
agresivo y ocasionará corrosión en el material de la tubería.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
149
Diámetro de los ramales a tanques.
Para el dimensionamiento de los ramales de tanque, se considera la situación de
cambio de la atmósfera de y en ella que se podrá descargar el caudal total de gas inerte o
aire atmosférico a 3 tanques a la vez, por lo que el caudal a cada uno de ellos será:
capac. gas inerte 13125 m3 / h
Q = = = 4375 m3 / h
3 3
Del mismo modo que el procedimiento anterior, podemos calcular la sección y
por consiguiente su diámetro:
Q 4375 / 3600 m3 / s
S = = = 0,0347222 m2
V 35 m / s
4 · 0,0347222
d = = 0,210264 m 210,2 mm.
Se elige un tubo estándar, cuyo diámetro interior esté por encima del mínimo
calculado, en este caso DN250 (10 pulgadas) y de 8.8 mm de espesor.
Para el caso del ramal del tanque central hay que tener en cuenta que pasa
también el volumen correspondiente a un tanque lateral con lo que el volumen es el
doble al correspondiente a uno de los tanques laterales. Semejante al procedimiento
anterior se obtiene:
Q = 4375 x 2 = 8750 m3 / h
Q 4 · 8750
S = d = = 0,2974 m 297,4 mm.
V · 3600 · 35
Se elige un tubo estándar, cuyo diámetro interior esté por encima del mínimo
calculado, en este caso DN300 (12 pulgadas) y de 10.0 mm de espesor.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
150
Diámetro de la tubería que va desde las tomas de calderas hasta la
torre de lavado.
-Para la tubería que va desde las tomas de calderas hasta la torre de lavado se ha
de tener en cuenta que el caudal que va a pasar por ella será aproximadamente el doble
que por el resto ya que en este tramo el gas está más caliente (300ºC) y por lo tanto
ocupa más volumen (en relación de las temperaturas absolutas del gas caliente y frío).
18ºC = 291K Vesp= 863 l/Kg
300ºC = 573K Vesp= 1700 l/Kg
Si el volumen de gas a 18ºC circulando por unidad de tiempo es 13.125 m3/h, su
masa será:
Q 13.125x103
l / h
Q= m Vesp m = = = 15.208 Kg / h
Vesp 863 l / kg
Como el flujo másico es constante podemos obtener el volumen de gas que
deberemos tomar de las calderas. En este punto del circuito la temperatura del gas es de
unos 300ºC. Con el volumen específico a esta temperatura tendremos.
Q= m x Vesp = 15.208 Kg/h x 1.700 l/Kg = 25.853 m3/h
Tenemos entonces que para una velocidad de 35 m/s del fluido de gas inerte
corresponde un diámetro igual.
Q 25853 / 3600 m3 / s
S = = = 0,2051825 m2
V 35 m / s
4 · 0,2051825
d = = 0,51112 m 511,12 mm.
- Se elige un tubo estándar, cuyo diámetro interior esté por encima del mínimo
calculado, en este caso DN600 mm (24 pulgadas) y de 14,2 mm de espesor.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
151
Válvulas.
Válvula de toma de calderas.
Las válvulas de toma de calderas serán de mariposa de 600 mm. de diámetro con
asientos metálicos diseñados para resistir la temperatura de los gases. Estas válvulas
serán abiertas y cerradas a distancia mediante cilindros neumáticos gobernados por
solenoides. No tendrán posición intermedia entre “abierta” y “cerrada” y estarán
provistas de un sistema de soplado en su asiento mediante aire comprimido para evitar
que se depositen partículas de hollín.
Válvula de aspiración y descarga de los ventiladores.
Estas válvulas serán también de 450 mm. de diámetro y de “mariposa”. Tendrán
sus asientos con capa de goma tanto en la aspiración como en la descarga. Estas
válvulas al igual que las anteriores también serán movidas por cilindros neumáticos
gobernados por solenoides y no tendrán posición intermedia entre “abierta” y “cerrada”.
Válvula reguladora de presión.
Esta válvula será de 450 mm. y de mariposa" y estará operada por un diafragma
neumático y un posicionador. El control será totalmente neumático y sujeto al arranque
por los botones de "Gas a Cubierta" y "Gas a la Atmósfera" en el panel de control de la
sala de Carga.
Válvula de recirculación.
Esta válvula será similar a la anterior solo que de menor tamaño 300 mm, y su
funcionamiento será el opuesto a la reguladora de presión; abrirá cuando la otra cierra, o
viceversa.
Válvula de no-retorno.
El sistema llevará pasado el sello de cubierta una válvula de retención de doble
clapeta de 450 mm. de diámetro y cuerpo de acero inoxidable para soportar mejor la
corrosión.
Válvula de incomunicación de cubierta.
La válvula de incomunicación del colector de cubierta estará situada tras la
válvula de no-retorno y antes de que salga del colector ningún ramal. Será de
“mariposa” y de 450 mm. de diámetro, operada manualmente.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
152
Válvulas de los ramales a tanques.
Las válvulas de los ramales de cada tanque serán de 250 mm. de diámetro, de
"mariposa" y operadas manualmente. Habrá que poner especial atención en que no se
olvide ninguna válvula cerrada por error cuando queramos inertizar los tanques.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
153
11.3.- CÁLCULO DEL SISTEMA DE CONTROL DE VAPORES.
Se procede a determinar el régimen máximo de transferencia de líquido de un
petrolero combustible usando un sistema de control de vapores (VCS) mientras trasvasa
una carga líquida inflamable o combustible, el cual se limita por uno de los siguientes
factores:
La capacidad del sistema de ventilación de tanques de carga.
La capacidad de alivio de las válvulas de derrame o los discos de seguridad.
El punto de ajuste de la alarma de reboses.
La presión interna del tanque con relación a la presión en la conexión al sistema
de recogida y la caída de presión en la tubería del sistema de control de vapores.
Para el dimensionamiento de la conexión a tierra, se considera optar por dos
ramales por lo que el caudal a cada uno de ellos será la mitad necesaria, se ha de tener
en cuenta que el caudal que va a pasar por ambos ramales será el correspondiente al
régimen máximo de carga por el coeficiente establecido para el gas inerte de 1,25:
M.C.R. x 1,25 15000 x 1,25
Q = = = 9375 m3 / h
2 ramales 2
Del mismo modo que el procedimiento anterior, podemos calcular la sección y
por consiguiente su diámetro para cada ramal:
Q 9375 / 3600 m3 / s
S = = = 0,074404 m2
V 35 m / s
donde ;
Q = caudal de gas inerte.
S = sección de la tubería.
V = velocidad en la sección. Por razones de pérdidas de carga, la velocidad utilizada en
los cálculos es de 35 m / s.
por lo que;
4 · 0,074404
d = = 0,30778 m 307,7 mm.
- Se elige un tubo estándar, cuyo diámetro interior esté por encima del mínimo
calculado, en este caso DN350 mm (14 pulgadas) y de 10,0 mm de espesor.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
154
Desglose de la capacidad de los tanques y tiempo disponible entre puntos de alarmas y rebose.
Volumen Total
Volumen al 95%
Volumen 98%
Diferencia Total-98%
Diferencia Total-95%
Diferencia 98%-95%
Máximo régimen de
carga
Tiempo de 95%-98%
Tiempo de 98%-Total
Tiempo de 95%-Total
TANQUE [m3] [m3] [m3] [m3] [m3] [m3] [m3/min.] [min.] [min.] [min.]
Nº 1 BR. 4896,0 4651,17 4798,05 97,92 244,80 146,88 19,58 7,5 5,0 12,5
Nº 1 C. 10366,3 9847,98 10158,97 207,33 518,31 310,99 39,61 7,9 5,2 13,1
Nº 1 ER. 4896,0 4651,17 4798,05 97,92 244,80 146,88 19,58 7,5 5,0 12,5
Nº 2 BR. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 2 C. 13637,1 12955,28 13364,40 272,74 681,86 409,11 39,61 10,3 6,9 17,2
Nº 2 ER. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 3 BR. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 3 C. 13637,1 12955,28 13364,40 272,74 681,86 409,11 39,61 10,3 6,9 17,2
Nº 3 ER. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 4 BR. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 4 C. 13637,1 12955,28 13364,40 272,74 681,86 409,11 39,61 10,3 6,9 17,2
Nº 4 ER. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 5 BR. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 5 C. 13637,1 12955,28 13364,40 272,74 681,86 409,11 39,61 10,3 6,9 17,2
Nº 5 ER. 8619,6 8188,63 8447,22 172,39 430,98 258,59 19,58 13,2 8,8 22,0
Nº 6 BR. 4975,6 4726,83 4876,09 99,51 248,78 149,27 19,58 7,6 5,1 12,7
Nº 6 C. 12997,2 12347,36 12737,28 259,94 649,86 389,92 39,61 9,8 6,6 16,4
Nº 6 ER. 4975,6 4726,83 4876,09 99,51 248,78 149,27 19,58 7,6 5,1 12,7
Nº 7 BR. 2143,9 2036,74 2101,06 42,88 107,20 64,32 19,58 3,3 2,2 5,5
Nº 7 ER. 2143,9 2036,74 2101,06 42,88 107,20 64,32 19,58 3,3 2,2 5,5
TOTAL 170.900

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
155
A continuación se muestra la caída de presión en la tubería del sistema de
control de vapores considerando el tramo más alejado, tanque Nº1 BR.
C/
Servicio/service:
Volumen específico / specific volume
0,78 m3/kgf
Peso específico / weight density 1,283 kgf/m3
Viscosidad dinámica / dynamic viscosity 1,850E-05 kgf/m· s
Viscosidad cinemática / kinematic viscosity
1,442E-05 m2/s
Temperatura / temperature 46 °C
Rugosidad absoluta / absolute roughness 0,050 mm 0,050 mm 0,050 mm 0,050 mm 0,050 mm
Caudal / flow 2.971 m3/h 4.440 m
3/h 6.250 m
3/h 12.500 m
3/h 10.938 m
3/h
Diámetro Exterior / external diameter 273,00 mm 323,90 mm 457,00 mm 457,00 mm 355,60 mm
Espesor / thickness 8,80 mm 10,00 mm 12,50 mm 12,50 mm 10,00 mm
Diámetro interior / internal diameter 255,40 mm 303,90 mm 432,00 mm 432,00 mm 335,60 mm
Area / cross sectional area 0,05123 m2
0,07253 m2
0,14657 m2
0,14657 m2
0,08846 m2
Velocidad / mean velocity 16,11 m/s 17,00 m/s 11,84 m/s 23,69 m/s 34,35 m/s
Nº de Reynolds / Reynolds number
Rugosidad relativa / relative roughness 0,000196 0,000165 0,000116 0,000116 0,000149
Coeficiente de fricción, régimen laminar / friction factor, laminar flow
Coeficiente de fricción, régimen turbulento / friction factor, turbulent flow 0,01702 0,01634 0,01579 0,01480 0,01513
16 m 13 m 36 m 47 m 20 m
De radio corto (1,5 veces DN) / short radius (1,5 ND)
Curvas de 30°/ 30° bends
Curvas de 45°/ 45° bends
Curvas de 60°/ 60° bends
Curvas de 90°/ 90° bends
De radio largo (3 veces DN) / long radius (3 ND)
Curvas de 30°/ 30° bends
Curvas de 45°/ 45° bends
Curvas de 60°/ 60° bends
Curvas de 90°/ 90° bends
Comercial / commercial
Curvas de 45°/ 45° bends
Curvas de 90°/ 90° bends 2
De compuerta / gate
Abierta / fully open
Abierta 3/4 partes / 3/4 open
Semiabierta / 1/2 open
Abierta 1/4 parte / 1/4 open
De asiento cierre y paso recto / conventional globe or stop
Asiento plano abierta / flat seat, fully open
Asiento con disco guia, abierta / with guide disc, fully open
Con vastago inclinado 45°, abierta/ Y-pattern, 45° stem flat seat, fully open
De asiento cierre y paso angular / angle
Asiento plano abierta / flat seat, fully open
Asiento con disco guia, abierta / with guide disc, fully open
De mariposa / butterfly >= DN 200
Abierta / fully open 1 1
De clapeta / check
Oscilante convencional / conventional swing
7,99E+05
TRAMO 1 TRAMO 2 TRAMO 3 TRAMO 4 TRAMO 5
2,85E+05 3,58E+05 3,55E+05 7,10E+05
CARACTERISTICAS DEL SISTEMA / SYSTEM FEATURES
PROPIEDADES FISICAS / PHYSICAL PROPERTIES
LONGITUD DE TUBERIA / LENGHT OF PIPE
CURVAS / BENDS
PERDIDA DE CARGA EN TUBERIAS / PIPING PRESSURE DROP
VALVULAS / VALVES

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
156
Flujo a lo largo del colector / with flow through run 1 1
Flujo a través del injerto / with flow through branch
Tipo / type 1 1 1
Diámetro mayor / large diameter 324 457 457
Diámetro menor / small diameter 273,0 324,0 355,6
Tipo / type 2
Diámetro mayor / large diameter
Diámetro menor / small diameter
Tipo / type 3
Diámetro mayor / large diameter
Diámetro menor / small diameter
Borde afilado / sharp edge
Borde redondeado / slightly rounded 1
Borde proyeccion interior / inward projecting pipe
Borde afilado / sharp edge
Borde redondeado / slightly rounded
Borde proyeccion interior / inward projecting pipe
Con bridas / flanged 2 1 1
0,0535 m.c.a. 0,0153 m.c.a. 0,0150 m.c.a. 0,0696 m.c.a. 0,1209 m.c.a.
0,2743 m.c.a.
INJERTOS / BRANCHES
REDUCCIONES / CONTRACTIONS
PERDIDA DE CARGA EN EQUIPOS / PRESSURE DROP IN EQUIPMENTS
PERDIDA DE CARGA EN TRAMO / PRESSURE DROP IN SECTION
PERDIDA DE CARGA ACUMULADA / SUMMARY PRESSURE DROP
AMPLIACIONES / ENLARGEMENTS
ENTRADAS / ENTRANCES
SALIDAS / EXITS
ACOPLAMIENTOS / COUPLING
Tabla resumen de pérdidas de carga.
Tramo /
Section
Régimen de descarga / Discharge
rate
Caudal /
Flow
Diámetro /
Diameter
Velocidad /
Velocity
Pérdida de
carga / Pressure
drop1
Del tanque 1BR hasta conexión con
tanque 1 central2971 m
3/h DN250 16,11 m/s 53,5 mm.c.a.
2Del tanque 1 central hasta la
conexión con el colector principal4400 m
3/h DN300 17,00 m/s 15,3 mm.c.a.
3Zona del colector principal entre
tanques 1 y tanques 26250 m
3/h DN450 11,84 m/s 15,0 mm.c.a.
4Zona del colector principal entre
tanques 2 y colector de descarga12500 m
3/h DN450 23,69 m/s 69,6 mm.c.a.
5 Colector transversal de descarga 10937 m3/h DN350 34,35 m/s 120,9 mm.c.a.
274,3 mm.c.a.PERDIDA DE CARGA TOTAL / TOTAL PRESSURE DROP
Si se conoce la caída de presión entre la conexión de vapores y el sensor de
presión de tierra, debería añadirse a la caída de presión a lo largo de ese recorrido para
asegurar que la caída de presión total no excede del 80% de la presión de tarado de la
válvula de P/V.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
157
11.4.- CÁLCULO DEL SISTEMA DE VENTILACIÓN.
-El sistema de ventilación de este petrolero está dotado de válvulas de
presión/vacío en todos los tanques, taradas a una presión de 1400 mm.c.a. y un vacío de
350 mm.c.a. por encima y debajo de la presión atmosférica respectivamente.
-Se colocará también en el colector de cubierta un rompedor de presión y
vacío, conectado al colector de gas inerte para evitar que en caso de mal funcionamiento
de las válvulas de alta velocidad se produzcan sobrepresiones o vacíos que puedan
colapsar los tanques. (Ver figura 50)
Opera para limitar la presión a 2100 mm columna de agua y el vacío a 700 mm
de columna de agua. El ruptor de presión/vacío consta esencialmente de dos tubos
concéntricos, en los que el agua es desplazada en uno u otro por presión o el vacío en el
sistema.
El ruptor está relleno con agua dulce, aunque en aguas frías, el 20% del agua se
sustituye por glycol (CH2OH) u otro aditivo anticongelante.
Para el diseño y las dimensiones del ruptor usaremos las fórmulas siguientes:
0A
DensidadVVacío
iA
DensidadVP
máx
Donde V es el volumen de mezcla sobre el nivel inferior del tubo inetrior, A0 es
el área del anillo exterior y Ai es el área del tubo interior.
Vacío
DensidadVA
0
Densidad
APV i máx
Por lo tanto si tomamos como densidad de la mezcla 800 g/l y tomamos el tubo
interior de tamaño algo mayor que el colector de cubierta (600 mm) podemos deducir
con la ecuación de la presión máxima el volumen de líquido que necesitamos:
Pmax x Ai 210 g/cm2 x 2827 cm
2
V = = = 742 l
Densidad 0,8 g/cm3

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
158
Ahora que ya sabemos la cantidad de líquido que hemos de meter en el ruptor
podremos obtener el diámetro exterior de éste deduciéndole de la fórmula para hallar el
vacío:
Vol x Densidad 742000 cm3 x 0,8 g/cm
3
A0 = = = 8480 cm2
Vacío 70 g/cm2
A0 (R2 – r
2)= 8480 (R
2 – 30
2) = 8480 R= 60 cm ó 600 mm. Ø = 1200 mm
Entonces ya sabemos que los diámetros internos de los tubos interior y exterior
serán 600 y 1.200 mm respectivamente. Para saber la altura mínima del tubo interior
sobre su borde inferior, hemos de tener en cuenta que cuando se produce la máxima
presión, el volumen de líquido calculado ha de contenerse dentro del tubo interior.
Luego este ha de tener un volumen como mínimo de 742 litros:
742000 cm3
V= x r2 x h h = = 262 cm ó 2,62 metros.
x (300)2 x10
-2 cm
2
Por tanto esta será la altura mínima del tubo interior sobre su borde inferior, que
es igual a:
Densidad
PH máx
i
La altura del borde bajo de la conexión al colector, ha de ser tal que no se pierda
líquido por ella a una presión mayor que el vacio de tarado, o sea:
Densidad
VH máx
e
Es decir,
cm
cmg
cmg
H e 5,87
8,0
70
3
2
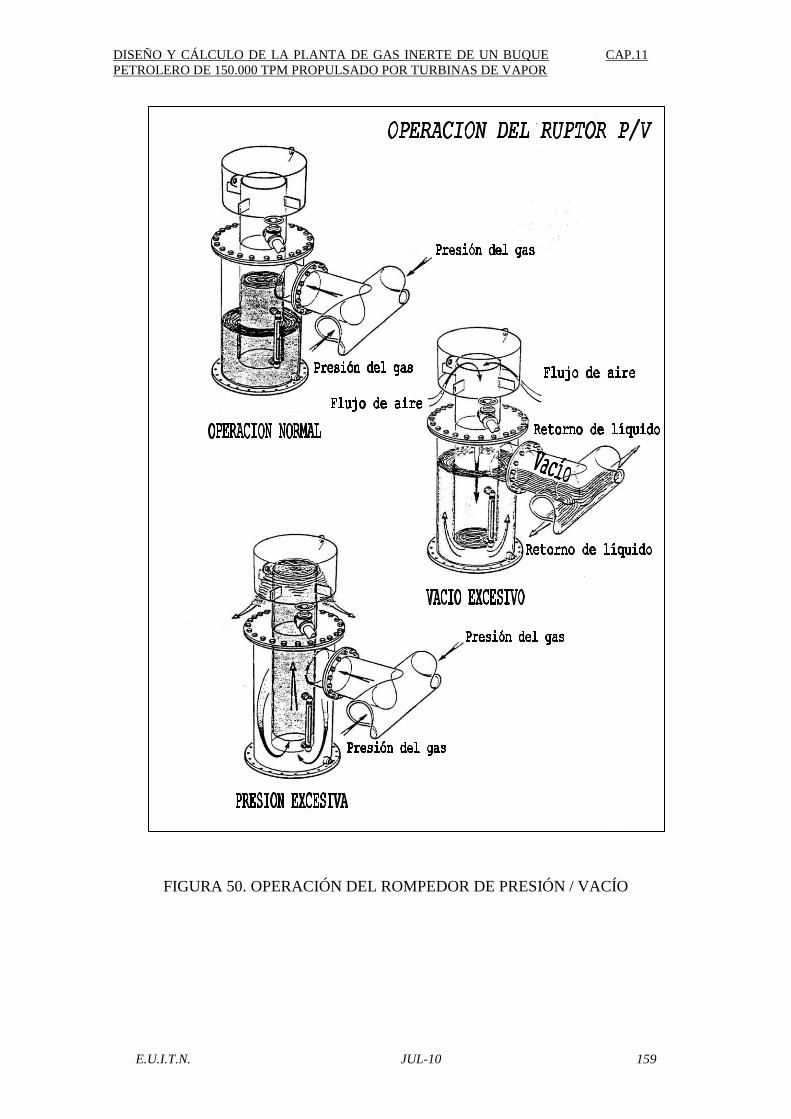
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
159
FIGURA 50. OPERACIÓN DEL ROMPEDOR DE PRESIÓN / VACÍO

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
160
11.5.- CÁLCULO DEL AGUA NECESARIA PARA LA TORRE DE LAVADO Y
PARA EL SELLO DE CUBIERTA.
Agua necesaria para la torre de lavado.
Para calcular la cantidad de agua que necesitarnos para enfriar el gas
tendremos que calcular la cantidad de gas que llega a la torre, como masa por unidad de
tiempo. Sabemos el caudal en volumen de gas que necesitamos a la temperatura de
distribución, aproximadamente l8ºC, pero lo que necesitamos es el peso que este
representa ya que el volumen no es constante en este proceso; sino que se reduce al
enfriarse. Como las propiedades de la mezcla son muy variables y difíciles de calcular
se supone que el gas es en su totalidad Nitrógeno y se utilizarán las propiedades.
18ºC = 291K Vesp= 863 l/Kg
300ºC = 573K Vesp= 1700 l/Kg
Si el volumen de gas a 18ºC circulando por unidad de tiempo es 13.125 m3/h, su
masa será:
Q 13.125x103
l / h
Q= m Vesp m = = = 15.208 Kg / h
Vesp 863 l / kg
Como el flujo másico es constante podemos obtener el volumen de gas que
deberemos tomar de las calderas. En este punto del circuito la temperatura del gas es de
unos 300ºC. Con el volumen específico a esta temperatura tendremos.
Q= m x Vesp = 15.208 Kg/h x 1.700 l/Kg = 25.853 m3/h

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
161
Para hallar la cantidad de agua que necesitamos introducir en la torre de lavado
para enfriar esta cantidad de gas, se iguala la cantidad de calor perdido por el gas inerte
y la cantidad de calor ganado por el agua.
Q Perdido por el G.I = Q Ganado por el agua
OHOHOHGGG TmCTmC222
Considerando un salto térmico de 3 ºK en el agua de refrigeración, tenemos un
caudal:
cg x mg x tg 740 J/Kg ºK x 15208 Kg/h x 282 ºK
mh2o= = = 252,8 Tm/h
ch2o X th2o 4184 J/Kg ºK x 3 ºK
donde,
cg calor específico del gas (J/kg ºK)
mg caudal másico de gas (kg/h)
tg disminución de temperatura del gas (ºK)
mH2O caudal másico de agua (kg/h)
cg calor específico del agua (J/kg ºK)
ta incremento de temperatura del agua (ºK)

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
162
FIGURA 51. RENDIMIENTO EN FUNCIÓN DEL CAUDAL DE GAS
TRATADO.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
163
Agua necesaria para el sello de cubierta.
El sello de cubierta, principal sistema de retención del equipo de gas inerte, será
del tipo húmedo y estará construido de un material resistente al fuego y a los ataques
corrosivos de los ácidos del gas. Aunque el material ideal y totalmente eficaz sería el
Titanio, se utilizará en su construcción acero de bajo contenido en carbono, protegido
interiormente con un forro de goma, una capa de resina de epoxy, fibra de vidrio o un
material equivalente que nos resulte más económico.
El sello de cubierta está proyectado para resistir contrapresiones de hasta 3.500
mm de columna de agua, mayor que la más alta posible en el sistema, ya que ha de
prevenir cualquier retorno del flujo en todas las condiciones de funcionamiento posible.
Esto simplemente lo conseguiremos, según la hidrostática, disponiendo el tubo de
entrada de los gases al sello sumergido en el agua con una longitud vertical de 3,5
metros sobre la superficie de ésta con lo que podrá subir hasta esa altura y evitar el
contraflujo del gas hasta la presión antes mencionada.
El sello está alimentado por un flujo continuo de agua limpia que renueva la del
depósito. En el sello de cubierta el agua circulante sirve para mantener el nivel del sello
de tal forma que la sobrante es expulsada hacia fuera a través de una descarga.
En base a la experiencia de los proveedores de sistemas de G. I., el agua
necesaria para el sello de cubierta en este buque de 150.000 Toneladas, es de unos 15
metros cúbicos por hora.
Como también hay que suministrar agua de sellado a la torre de lavado para
mantener el nivel en el fondo de ésta, y para extraer los sólidos procedentes del flujo de
gas, se utilizará una bomba con un caudal máximo de 40 m3/h.
Para ese caudal, tubería de acero y agua salada, según normas internacionales,
basadas en la experiencia, las velocidades admisibles son del orden de 1,5 m / s para la
aspiración, y de 2,5 m / s para la descarga.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
164
11.6- SUMINISTRO DE VAPOR, AIRE Y AGUA.
Suministro de vapor.
El sello de cubierta lleva un serpentín de vapor para evitar que se congele el
agua de sellado. No se necesita ningún suministro de vapor adicional en ningún otro
punto del sistema.
Suministro de aire.
Con la excepción de la válvula de control principal y la de recirculación, todas
las válvulas automáticas son operadas neumáticamente por la aplicación de aire de
control a través de las acciones directas de solenoides eléctricas.
La válvula principal y la de recirculación funcionan bajo control proporcional
mediante un diafragma y un posicionador, una abre lo que otra cierra y viceversa. Su
funcionamiento se basa en la comparación de una señal de presión derivada desde el
puente con un valor preestablecido.
El aire de señal en el sistema será de 1,5 Kg/cm2 y el aire de trabajo de las
válvulas será de 7 Kg/cm2.
Suministro de agua.
El sello de la torre y el sello de cubierta no son efectivos si el nivel de agua baja
de un determinado punto. En los dos casos se monta un interruptor para alarma de bajo
nivel de agua. También se monta un interruptor alto de nivel para proteger contra la
subida del nivel de agua por problemas en la descarga de agua de la torre o sello. En el
caso de alto nivel de agua, este interruptor para la bomba u opera un circuito de
seguridad.
Suministro de agua a la torre de lavado.
Lo proporciona una bomba de agua de refrigeración. El agua salada va a la torre
de lavado, a los difusores de humidificación y a los de pre-enfriamiento.
En las tuberías se colocan manómetros, de forma que si cae la presión del agua
de circulación, se activará una alarma que parará el ventilador de gas inerte, cerrará la
válvula principal de control y la de toma de caldera.
Los dos interruptores de flotadores de nivel existentes en la torre activarán las
alarmas de bajo y alto nivel de la torre.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
165
La alarma de bajo nivel indica que se debe corregir el flujo del agua, y la del alto
nivel, para automáticamente la bomba de agua de refrigeración y en general el sistema.
El suministro auxiliar de agua de sellado a la torre nunca debe cesar, aunque no
funcione el sistema de gas inerte para impedir fugas de gases.
Suministro de agua al cierre hidráulico de cubierta.
La bomba de agua de sellado proporciona agua tanto a la torre como al sello de
cubierta.
En la tubería de descarga de esta bomba hay un interruptor de flujo y otro de
presión que activan la alarma de bajo flujo de agua de sellado.
A continuación se muestra un esquema explicativo del suministro necesario de
agua en el sistema de gas inerte. (Ver figura 52)
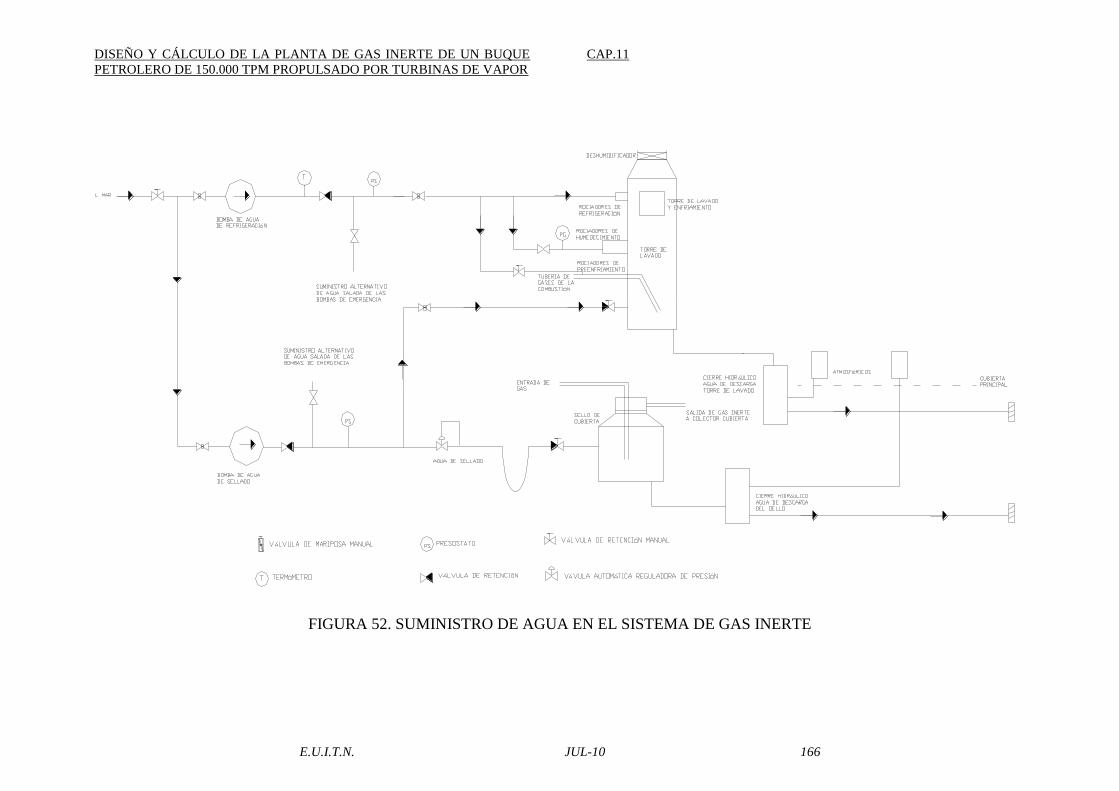
DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.11
E.U.I.T.N. JUL-10
166
FIGURA 52. SUMINISTRO DE AGUA EN EL SISTEMA DE GAS INERTE

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.12
E.U.I.T.N. JUL-10
167
12.- BIBLIOGRAFÍA;
Wilson Walton International, Curso de Gas Inerte. ICSOCIMF. 1978,
1997.
SOLAS 2000, Convenio Internacional para la Seguridad de la vida
humana en el mar. OMI.
Gonzales Linares, Rafael. Documentación de Equipos y Servicios, Gas
Inerte.
Sánchez del Ojo, Cristóbal. Documentación para el cálculo pérdida de
carga en tuberías y el sistema de control de vapores. (VCS)
Navantia Puerto Real, Documentación sobre estándares corporativos de
Izar, (ECIs).
www.imo.org ; SOLAS, Safety of Life at Sea, regulaciones
correspondientes al Sistema de Gas Inerte.
www.uscg.mil ; United States Coast Guard, normativa y reglamentación,
Guía para determinar el régimen máximo de transferencia de líquido de
un petrolero usando un sistema de control de vapores (VCS).
www.marpol.net ; Convenio Internacional para prevenir la
contaminación por los buques, normativa correspondiente a Gas Inerte.
www.press-vac.com ; Proveedor mundial más grande de válvulas de alta
presión y vacío, con una red de alto nivel profesional, agentes y
distribuidores con experiencia en todos los sectores de la construcción
naval.

DISEÑO Y CÁLCULO DE LA PLANTA DE GAS INERTE DE UN BUQUE
PETROLERO DE 150.000 TPM PROPULSADO POR TURBINAS DE VAPOR
CAP.13
E.U.I.T.N. JUL-10
168
13.- ANEXO;
Se adjunta plano de disposición del Sistema de Gas Inerte y CD con la
copia del proyecto y el plano en soporte informático.