Analysis of Mechanical Properties of EN 24 Steel after Austempering and Martempering
8
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 1 Journal of Experimental & Applied Mechanics ISSN: 2230-9845 (online), ISSN: 2321-516X (print) Volume 5, Issue 3 www.stmjournals.com Analysis of Mechanical Properties of EN 24 Steel after Austempering and Martempering Tridib Kumar Mahata* Manipal Institute of technology, Manipal, Karnataka-576104 Abstract The mechanical properties of steel decide its applicability for a particular condition. Heat treatment processes are commonly used to enhance the required properties of steel. The present work aims at experimentally investigating the effects of normalizing, austempering and timed quenching on AISI 4340 steel. The material was machined to ASTM standards and then different tests like microstructure analysis, hardness test, impact test, and were carried out after the heat treatment processes. All the tests were carried out in the mechanical workshops and laboratories under the supervision of their respective faculty, at the MIT campus, Manipal. It was found that normalized steel was least hard and while timed quenched steel was hardest. The ASTM grain size affirmed these results by displaying a similar trend. An increase in brittleness was observed with the increase in hardness, with the timed quenched specimen displaying the least impact strength. Heat treatment is necessary to obtain the required mechanical and physical properties for a material to make it suitable for fabrication. For this reason, the knowledge of heat treatment is necessary to suitably condition the material for the subsequent stages of manufacture, or in the case of semi-finished component to impart the desired mechanical and physical properties such as increased strength, toughness and wear resistance. Heat treatment is also resorted to relieve internal stresses and to soften hard metals in order to improve machinability. The outstanding advantage of steel as an engineering material is due to its versatility. Its properties can be controlled and changed at will by the heat treatment. Thus, if steel is to be formed into some intricate shape, it can be made very soft and ductile by the heat treatment, if, on the other hand, it is to resist water, it can be heat treated to a very hard, wear-resisting condition. Keywords: Austempering, martempering, tensile, steel *Author for Correspondence E-mail: INTRODUCTION Heat treatment is a combination of heating and cooling operations carried out on a metal or alloy in the solid state so as to produce a particular microstructure and hence the desired properties. The objective of heat treatment is to improve the mechanical properties like tensile strength, impact strength, to improve machinability, to improve Hardness, to modify magnetic and electrical properties, to refine the grains, to produce hard surfaces and soft interiors, to relieve internal stresses and residual stress, to overcome the effects of strain hardening and restore ductile properties. Applications on EN24 Steel: is used in components subject to high stress and with a large cross section. AISI 4340 alloy steel is mainly used in power transmission gears and shafts, aircraft landing gear and other structural parts. It is also used in heavy-duty axles, spindles, pins, studs, collets, bolts, couplings, sprockets, torsion bars, connecting rods, crow bars, conveyor parts etc. EN24 steel is a high tensile alloy steel renowned for its wear resistance properties and also where high strength properties are required. EN 24 Equivalents BS970: 1955 EN24 BS970/PD970: 1970 onwards 817M40 European 34CrNiMo6 Werkstoff No. 1.6582 US SAE (AISI) 4340
-
Upload
manipaluniversity -
Category
Documents
-
view
1 -
download
0
Transcript of Analysis of Mechanical Properties of EN 24 Steel after Austempering and Martempering

JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 1
Journal of Experimental & Applied Mechanics ISSN: 2230-9845 (online), ISSN: 2321-516X (print)
Volume 5, Issue 3
www.stmjournals.com
Analysis of Mechanical Properties of EN 24 Steel after
Austempering and Martempering
Tridib Kumar Mahata* Manipal Institute of technology, Manipal, Karnataka-576104
Abstract The mechanical properties of steel decide its applicability for a particular condition.
Heat treatment processes are commonly used to enhance the required properties of steel.
The present work aims at experimentally investigating the effects of normalizing, austempering and timed quenching on AISI 4340 steel. The material was machined to
ASTM standards and then different tests like microstructure analysis, hardness test,
impact test, and were carried out after the heat treatment processes. All the tests were carried out in the mechanical workshops and laboratories under the supervision of their
respective faculty, at the MIT campus, Manipal. It was found that normalized steel was least hard and while timed quenched steel was hardest. The ASTM grain size affirmed
these results by displaying a similar trend. An increase in brittleness was observed with
the increase in hardness, with the timed quenched specimen displaying the least impact strength. Heat treatment is necessary to obtain the required mechanical and physical
properties for a material to make it suitable for fabrication. For this reason, the knowledge of heat treatment is necessary to suitably condition the material for the
subsequent stages of manufacture, or in the case of semi-finished component to impart the
desired mechanical and physical properties such as increased strength, toughness and wear resistance. Heat treatment is also resorted to relieve internal stresses and to soften
hard metals in order to improve machinability. The outstanding advantage of steel as an
engineering material is due to its versatility. Its properties can be controlled and changed at will by the heat treatment. Thus, if steel is to be formed into some intricate shape, it
can be made very soft and ductile by the heat treatment, if, on the other hand, it is to resist water, it can be heat treated to a very hard, wear-resisting condition.
Keywords: Austempering, martempering, tensile, steel
*Author for Correspondence E-mail:
INTRODUCTION Heat treatment is a combination of heating and
cooling operations carried out on a metal or
alloy in the solid state so as to produce a
particular microstructure and hence the desired
properties. The objective of heat treatment is
to improve the mechanical properties like
tensile strength, impact strength, to improve
machinability, to improve Hardness, to modify
magnetic and electrical properties, to refine the
grains, to produce hard surfaces and soft
interiors, to relieve internal stresses and
residual stress, to overcome the effects of
strain hardening and restore ductile properties.
Applications on EN24 Steel: is used in
components subject to high stress and with a
large cross section. AISI 4340 alloy steel is
mainly used in power transmission gears and
shafts, aircraft landing gear and other
structural parts. It is also used in heavy-duty
axles, spindles, pins, studs, collets, bolts,
couplings, sprockets, torsion bars, connecting
rods, crow bars, conveyor parts etc. EN24 steel
is a high tensile alloy steel renowned for its
wear resistance properties and also where high
strength properties are required.
EN 24 Equivalents
BS970: 1955 EN24
BS970/PD970: 1970 onwards 817M40
European 34CrNiMo6
Werkstoff No. 1.6582
US SAE (AISI) 4340
Mechanical properties of EN 24 Steel Tridib Kumar Mahata
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 2
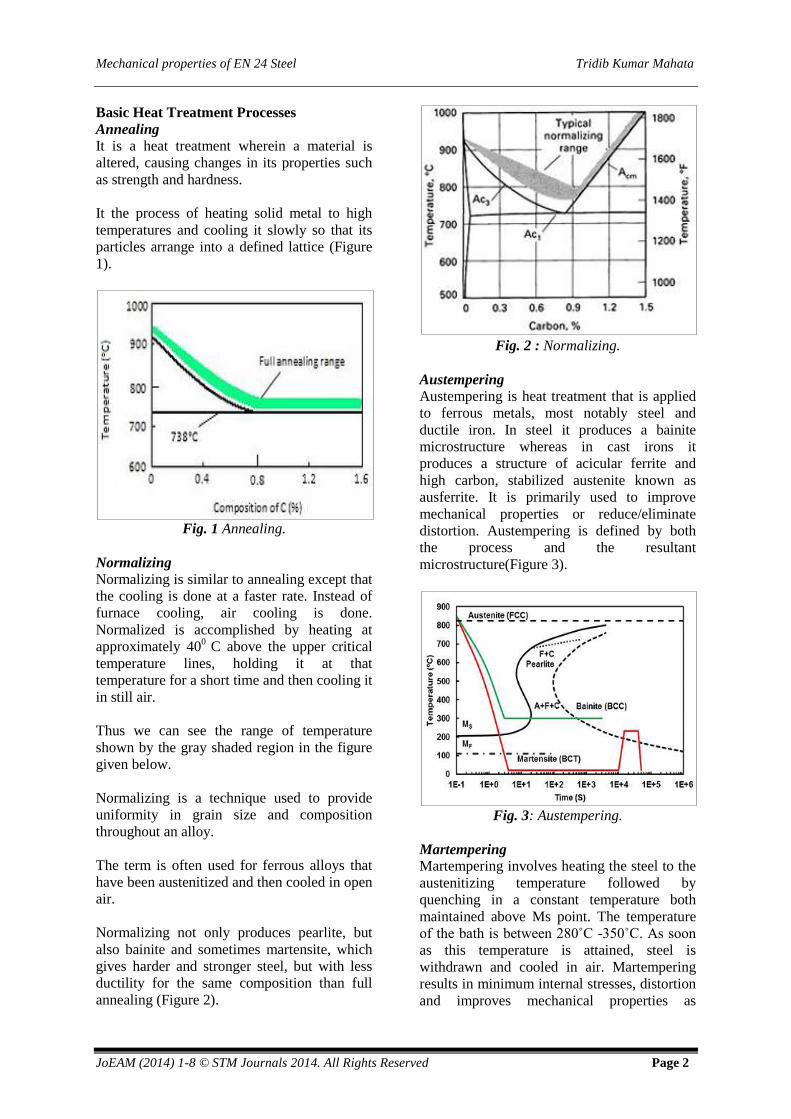
Basic Heat Treatment Processes
Annealing
It is a heat treatment wherein a material is
altered, causing changes in its properties such
as strength and hardness.
It the process of heating solid metal to high
temperatures and cooling it slowly so that its
particles arrange into a defined lattice (Figure
1).
Fig. 1 Annealing.
Normalizing
Normalizing is similar to annealing except that
the cooling is done at a faster rate. Instead of
furnace cooling, air cooling is done.
Normalized is accomplished by heating at
approximately 400
C above the upper critical
temperature lines, holding it at that
temperature for a short time and then cooling it
in still air.
Thus we can see the range of temperature
shown by the gray shaded region in the figure
given below.
Normalizing is a technique used to provide
uniformity in grain size and composition
throughout an alloy.
The term is often used for ferrous alloys that
have been austenitized and then cooled in open
air.
Normalizing not only produces pearlite, but
also bainite and sometimes martensite, which
gives harder and stronger steel, but with less
ductility for the same composition than full
annealing (Figure 2).
Fig. 2 : Normalizing.
Austempering
Austempering is heat treatment that is applied
to ferrous metals, most notably steel and
ductile iron. In steel it produces a bainite
microstructure whereas in cast irons it
produces a structure of acicular ferrite and
high carbon, stabilized austenite known as
ausferrite. It is primarily used to improve
mechanical properties or reduce/eliminate
distortion. Austempering is defined by both
the process and the resultant
microstructure(Figure 3).
Fig. 3: Austempering.
Martempering
Martempering involves heating the steel to the
austenitizing temperature followed by
quenching in a constant temperature both
maintained above Ms point. The temperature
of the bath is between 280˚C -350˚C. As soon
as this temperature is attained, steel is
withdrawn and cooled in air. Martempering
results in minimum internal stresses, distortion
and improves mechanical properties as
Journal of Experimental & Applied Mechanics
Volume 5, Issue 3
ISSN: 2230-9845 (online), ISSN: 2321-516X (print)
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 3
compared to conventional quenching and
tempering [1–15]. The resultant microstructure
of Martempered steel is martensite(Figure 4).
Fig. 4: Martempering.
METHODOLOGY Tests To Be Conducted
Ultimate tensile strength (UTS), often
shortened to tensile strength (TS) or ultimate
strength, is the maximum stress that a material
can withstand while being stretched or pulled
before failing or breaking. Tensile strength is
the opposite of compressive strength and the
values can be quite different. Hardness is the
parameter to measure of how resistant solid
matter is to various kinds of permanent shape
change when a force is applied.
Impact test: A test designed to give
information on how a specimen of a known
material will respond to a suddenly applied
stress, e.g. shock. The test ascertains whether
the material is tough or brittle. A notched test
piece is normally employed and the two
methods in general use are either the Izod or
Izod test [9–15].
Microstructure Analysis: (pre and post heat
treatment): analysing the structure of a
prepared surface or thin foil of material as
revealed by a microscope above 200×
magnification.
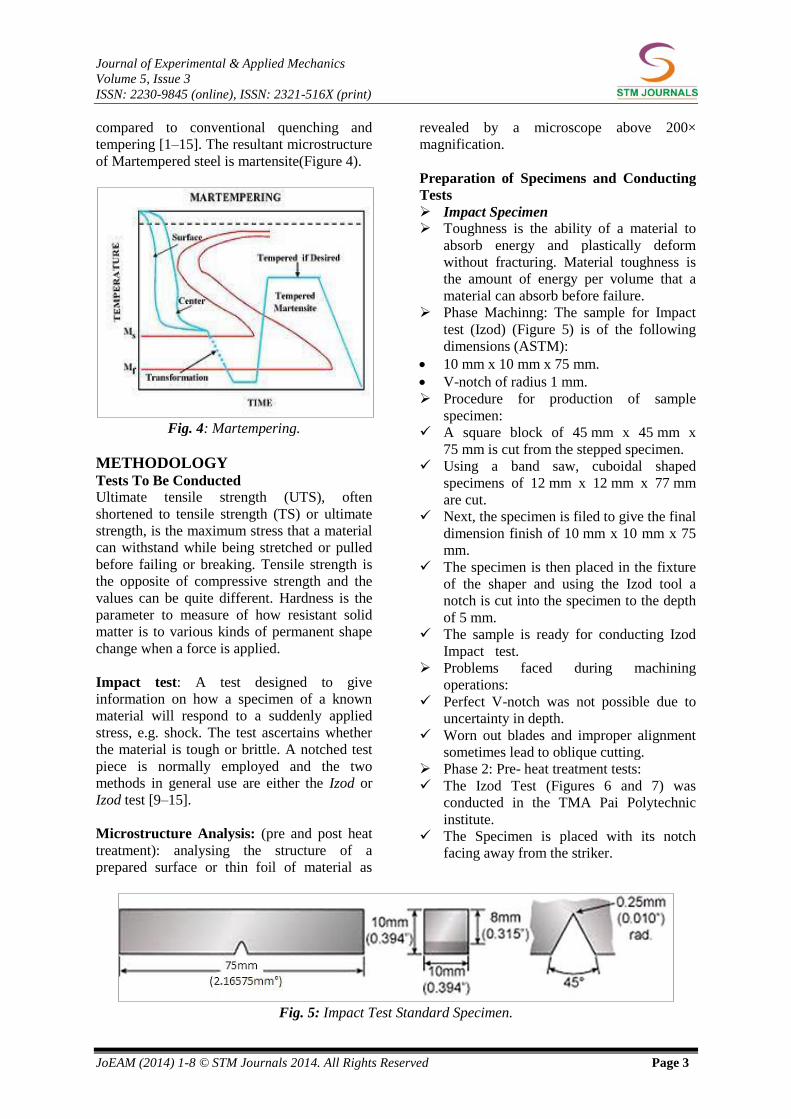
Preparation of Specimens and Conducting
Tests
Impact Specimen
Toughness is the ability of a material to
absorb energy and plastically deform
without fracturing. Material toughness is
the amount of energy per volume that a
material can absorb before failure.
Phase Machinng: The sample for Impact
test (Izod) (Figure 5) is of the following
dimensions (ASTM):
10 mm x 10 mm x 75 mm.
V-notch of radius 1 mm.
Procedure for production of sample
specimen:
A square block of 45 mm x 45 mm x
75 mm is cut from the stepped specimen.
Using a band saw, cuboidal shaped
specimens of 12 mm x 12 mm x 77 mm
are cut.
Next, the specimen is filed to give the final
dimension finish of 10 mm x 10 mm x 75
mm.
The specimen is then placed in the fixture
of the shaper and using the Izod tool a
notch is cut into the specimen to the depth
of 5 mm.
The sample is ready for conducting Izod
Impact test.
Problems faced during machining
operations:
Perfect V-notch was not possible due to
uncertainty in depth.
Worn out blades and improper alignment
sometimes lead to oblique cutting.
Phase 2: Pre- heat treatment tests:
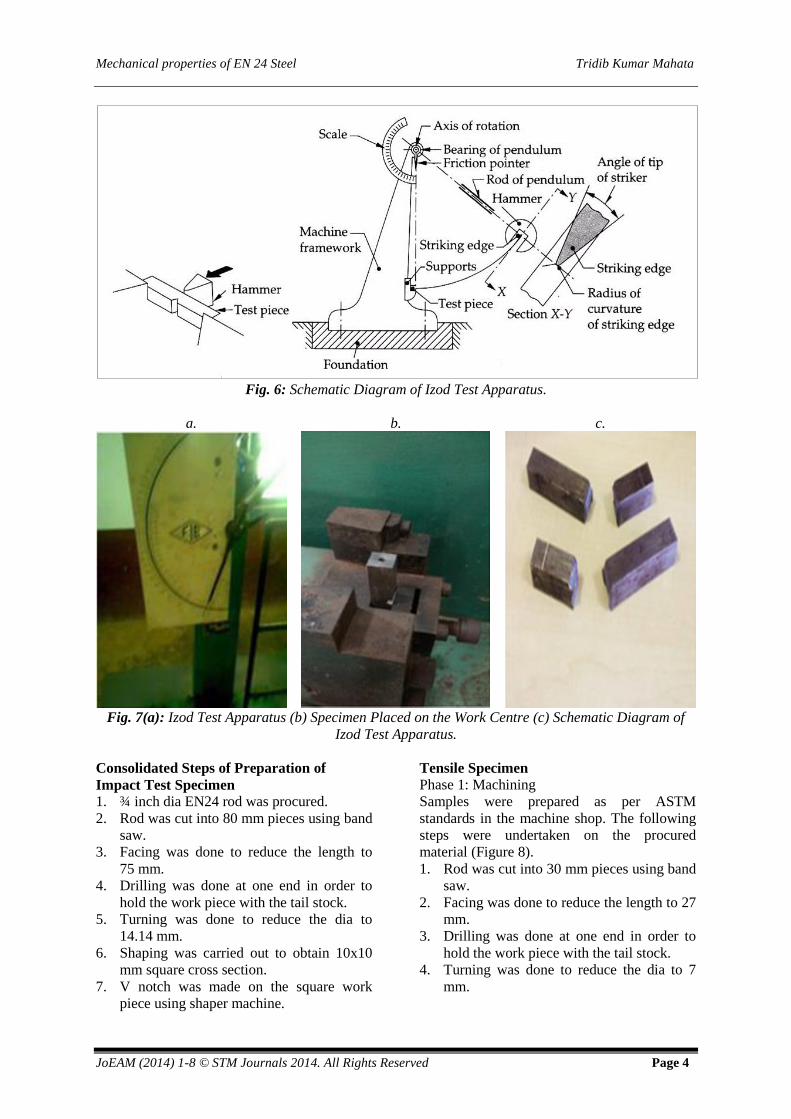
The Izod Test (Figures 6 and 7) was
conducted in the TMA Pai Polytechnic
institute.
The Specimen is placed with its notch
facing away from the striker.
Fig. 5: Impact Test Standard Specimen.
Mechanical properties of EN 24 Steel Tridib Kumar Mahata
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 4
Fig. 6: Schematic Diagram of Izod Test Apparatus.
a.
b.
c.
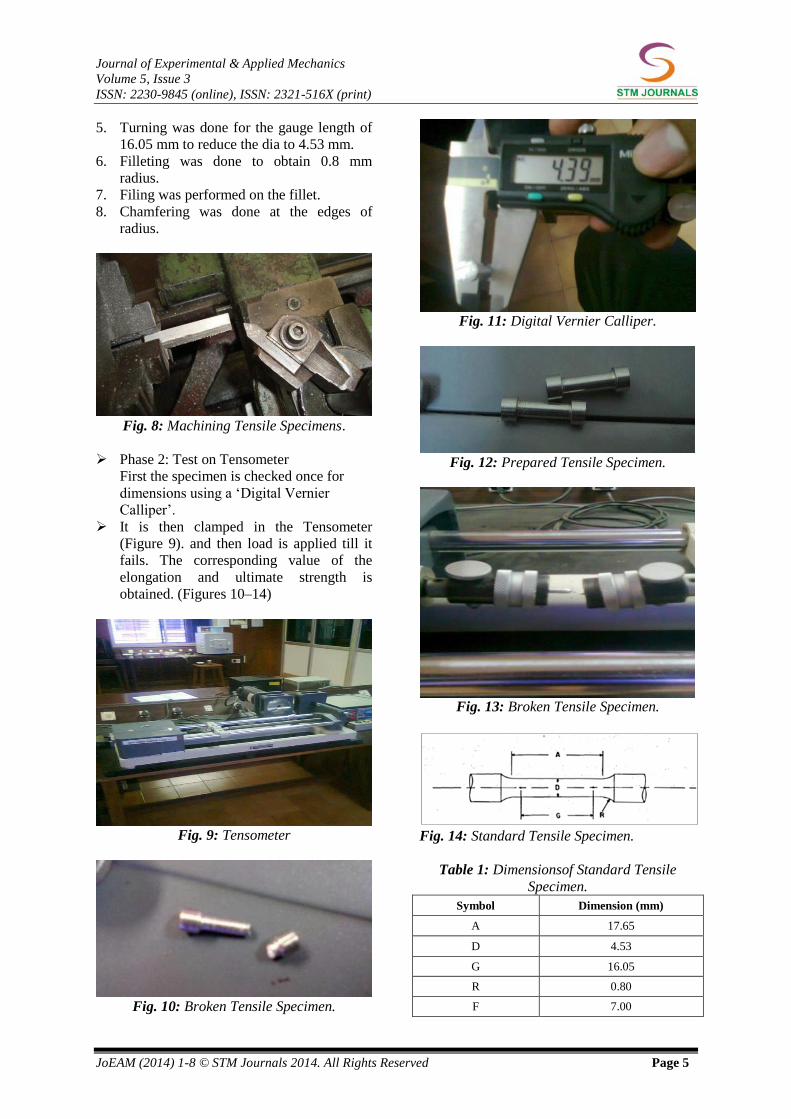
Fig. 7(a): Izod Test Apparatus (b) Specimen Placed on the Work Centre (c) Schematic Diagram of
Izod Test Apparatus.
Consolidated Steps of Preparation of
Impact Test Specimen
1. ¾ inch dia EN24 rod was procured.
2. Rod was cut into 80 mm pieces using band
saw.
3. Facing was done to reduce the length to
75 mm.
4. Drilling was done at one end in order to
hold the work piece with the tail stock.
5. Turning was done to reduce the dia to
14.14 mm.
6. Shaping was carried out to obtain 10x10
mm square cross section.
7. V notch was made on the square work
piece using shaper machine.
Tensile Specimen Phase 1: Machining
Samples were prepared as per ASTM
standards in the machine shop. The following
steps were undertaken on the procured
material (Figure 8).
1. Rod was cut into 30 mm pieces using band
saw.
2. Facing was done to reduce the length to 27
mm.
3. Drilling was done at one end in order to
hold the work piece with the tail stock.
4. Turning was done to reduce the dia to 7
mm.
Journal of Experimental & Applied Mechanics
Volume 5, Issue 3
ISSN: 2230-9845 (online), ISSN: 2321-516X (print)
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 5
5. Turning was done for the gauge length of
16.05 mm to reduce the dia to 4.53 mm.
6. Filleting was done to obtain 0.8 mm
radius.
7. Filing was performed on the fillet.
8. Chamfering was done at the edges of
radius.
Fig. 8: Machining Tensile Specimens.
Phase 2: Test on Tensometer
First the specimen is checked once for
dimensions using a ‘Digital Vernier
Calliper’.
It is then clamped in the Tensometer
(Figure 9). and then load is applied till it
fails. The corresponding value of the
elongation and ultimate strength is
obtained. (Figures 10–14)
Fig. 9: Tensometer
Fig. 10: Broken Tensile Specimen.
Fig. 11: Digital Vernier Calliper.
Fig. 12: Prepared Tensile Specimen.
Fig. 13: Broken Tensile Specimen.
Fig. 14: Standard Tensile Specimen.
Table 1: Dimensionsof Standard Tensile
Specimen.
Symbol Dimension (mm)
A 17.65
D 4.53
G 16.05
R 0.80
F 7.00
Mechanical properties of EN 24 Steel Tridib Kumar Mahata
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 6
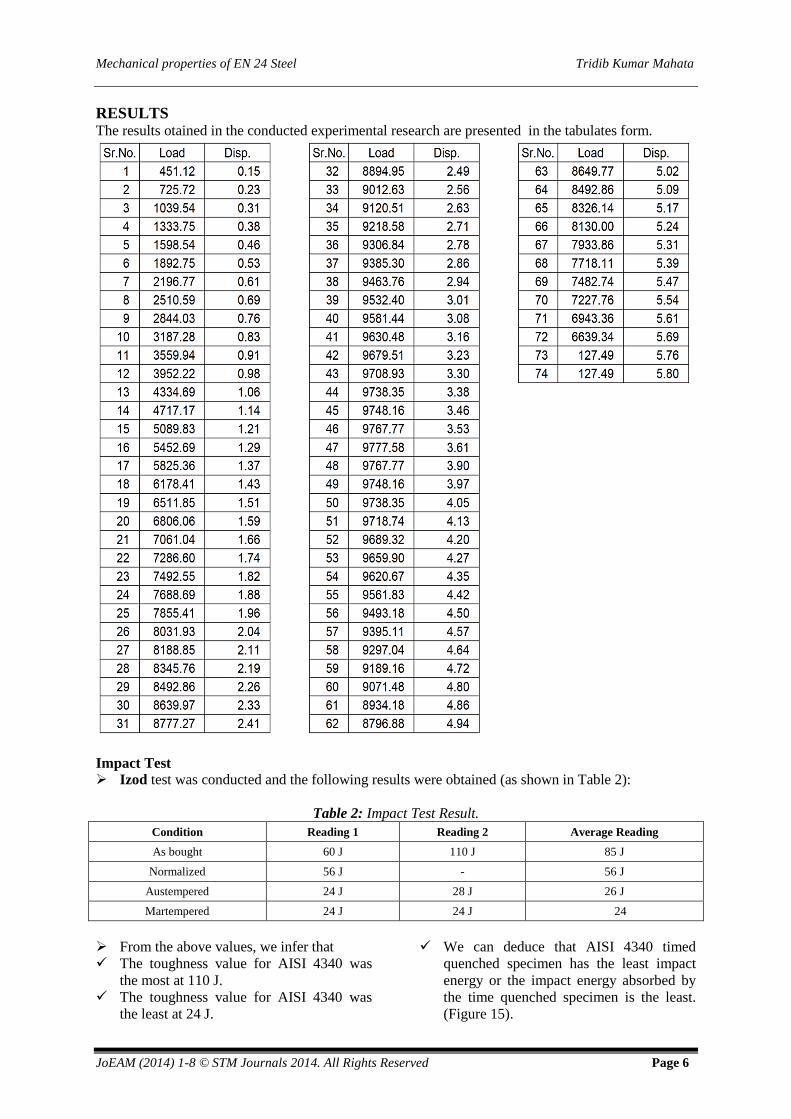
RESULTS The results otained in the conducted experimental research are presented in the tabulates form.
Impact Test Izod test was conducted and the following results were obtained (as shown in Table 2):
Table 2: Impact Test Result.
Condition Reading 1 Reading 2 Average Reading
As bought 60 J 110 J 85 J
Normalized 56 J - 56 J
Austempered 24 J 28 J 26 J
Martempered 24 J 24 J 24
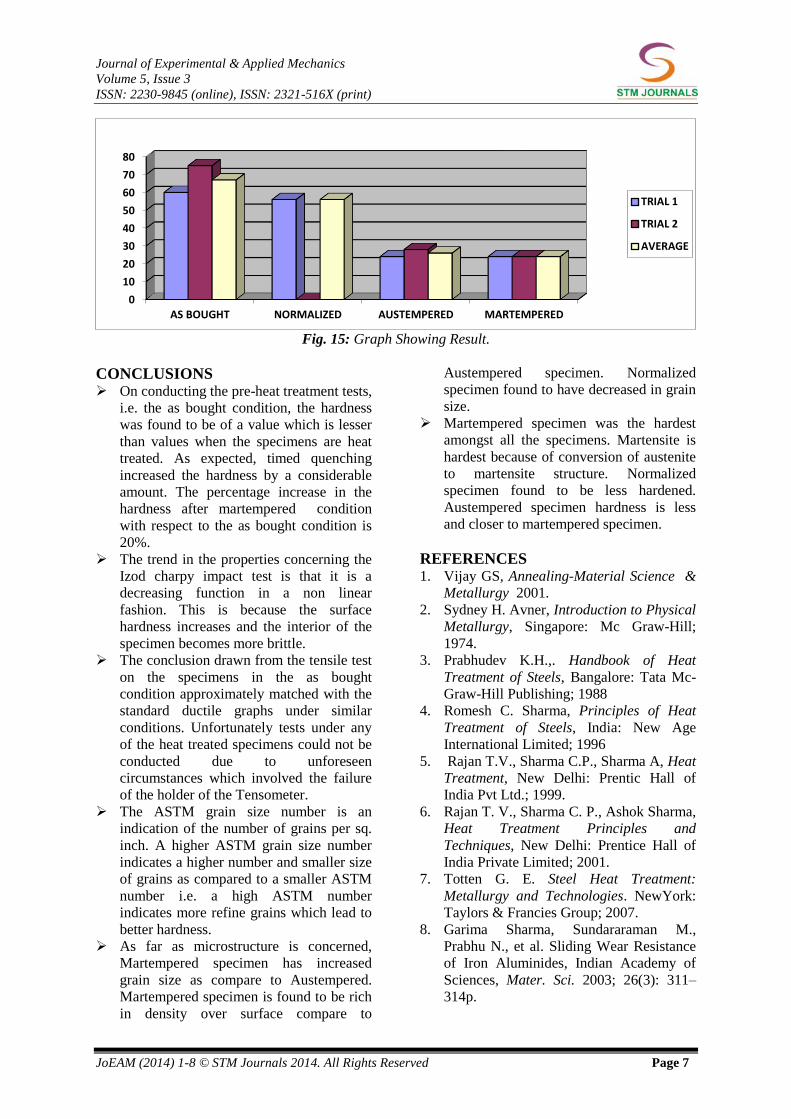
From the above values, we infer that
The toughness value for AISI 4340 was
the most at 110 J.
The toughness value for AISI 4340 was
the least at 24 J.
We can deduce that AISI 4340 timed
quenched specimen has the least impact
energy or the impact energy absorbed by
the time quenched specimen is the least.
(Figure 15).
Journal of Experimental & Applied Mechanics
Volume 5, Issue 3
ISSN: 2230-9845 (online), ISSN: 2321-516X (print)
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 7
Fig. 15: Graph Showing Result.
CONCLUSIONS On conducting the pre-heat treatment tests,
i.e. the as bought condition, the hardness
was found to be of a value which is lesser
than values when the specimens are heat
treated. As expected, timed quenching
increased the hardness by a considerable
amount. The percentage increase in the
hardness after martempered condition
with respect to the as bought condition is
20%.
The trend in the properties concerning the
Izod charpy impact test is that it is a
decreasing function in a non linear
fashion. This is because the surface
hardness increases and the interior of the
specimen becomes more brittle.
The conclusion drawn from the tensile test
on the specimens in the as bought
condition approximately matched with the
standard ductile graphs under similar
conditions. Unfortunately tests under any
of the heat treated specimens could not be
conducted due to unforeseen
circumstances which involved the failure
of the holder of the Tensometer.
The ASTM grain size number is an
indication of the number of grains per sq.
inch. A higher ASTM grain size number
indicates a higher number and smaller size
of grains as compared to a smaller ASTM
number i.e. a high ASTM number
indicates more refine grains which lead to
better hardness.
As far as microstructure is concerned,
Martempered specimen has increased
grain size as compare to Austempered.
Martempered specimen is found to be rich
in density over surface compare to
Austempered specimen. Normalized
specimen found to have decreased in grain
size.
Martempered specimen was the hardest
amongst all the specimens. Martensite is
hardest because of conversion of austenite
to martensite structure. Normalized
specimen found to be less hardened.
Austempered specimen hardness is less
and closer to martempered specimen.
REFERENCES 1. Vijay GS, Annealing-Material Science &
Metallurgy 2001.
2. Sydney H. Avner, Introduction to Physical
Metallurgy, Singapore: Mc Graw-Hill;
1974.
3. Prabhudev K.H.,. Handbook of Heat
Treatment of Steels, Bangalore: Tata Mc-
Graw-Hill Publishing; 1988
4. Romesh C. Sharma, Principles of Heat
Treatment of Steels, India: New Age
International Limited; 1996
5. Rajan T.V., Sharma C.P., Sharma A, Heat
Treatment, New Delhi: Prentic Hall of
India Pvt Ltd.; 1999.
6. Rajan T. V., Sharma C. P., Ashok Sharma,
Heat Treatment Principles and
Techniques, New Delhi: Prentice Hall of
India Private Limited; 2001.
7. Totten G. E. Steel Heat Treatment:
Metallurgy and Technologies. NewYork:
Taylors & Francies Group; 2007.
8. Garima Sharma, Sundararaman M.,
Prabhu N., et al. Sliding Wear Resistance
of Iron Aluminides, Indian Academy of
Sciences, Mater. Sci. 2003; 26(3): 311–
314p.
0
10
20
30
40
50
60
70
80
AS BOUGHT NORMALIZED AUSTEMPERED MARTEMPERED
TRIAL 1
TRIAL 2
AVERAGE
Mechanical properties of EN 24 Steel Tridib Kumar Mahata
JoEAM (2014) 1-8 © STM Journals 2014. All Rights Reserved Page 8
9. Nga D.H.L., Cho a K.S., Wong a M.L., et
al. Study of Microstructure, Mechanical
Properties and Magnetization Process in
Low Carbon Steel Bars. Materials
Science and Engineering. 2003; A358:
186–198p.
10. Mitra P.K., Paul S., Chatterjee S.,
Treatment, Structure, Corrosion,
Correlation of AISI 8640 Steel” , IE (I)
Journal MM. 2004; 85.
11. Ashassi-Sorkhabi H, Seifzadeh D, The
inhibition of steel corrosion in
hydrochloric acid solution by juice of
Prunus cerasus, International Journal of
Electrochemical Science. 2006; 1:92–98p.
12. Ayo Samuel Afolabi, Corrosion and Stress
Corrosion Behaviors of Low and Medium
Carbon Steels in Agro-Fluid Media,
Leonardo Electronic Journal of Practices
and Technologies. 2007; 10: 55–66p.
13. Shanbhag A.V, Venkatesha T.V, Prabhu
R. A., et al. Corrosion inhibition of mild
steel in acidic medium using hydrazide
derivatives, J Appl Electrochem . 2008;
38:279–287p.
14. Rainer Menig, Volker Schulze, Otmar
Vohringer, Effect of Short-Time Annealing
on Fatigue Strength of Shot Peened AISI
4140 in a Quenched and Tempered
Material State, Institutfür Werkstoffkunde
I, Universität Karlsruhe (TH), Karlsruhe,
Germany
15. Qamar S.Z., Effect of heat treatment on
mechanical properties of H11 tool Steel,
Journal of Achievements in Materials and
Manufacturing Engineering. 2009. 35(2).