
Aluminium alloy for a piston and method of manufacturing a ...
12
(19) J (12) EuroPais™amt iiiiii ii iiiiiiiiiiii urn urn European Patent Office Office europeen des brevets (11) EP 0 892 075 A1 EUROPEAN PATENT APPLICATION (43) Date of publication: (51) int. CI.6: C22C 1/05, C22C 1/10, 20.01.1999 Bulletin 1999/03 C22C 21/02 C22C 21/04 (21) Application number: 98113417.4 C22C 32/00, F02F 3/00 (22) Date of filing: 17.07.1998 (84) Designated Contracting States: (72) Inventors: AT BE CH CY DE DK ES Fl FR GB GR IE IT LI LU • Koike, Toshikatsu MC NL PT SE Iwata-Shi, Shizuoka-ken (JP) Designated Extension States: • Tsuchida, Naoki AL LT LV MK RO SI Iwata-Shi, Shizuoka-ken (JP) (30) Priority: 17.07.1997 JP 192191/97 (74) Representative: Grunecker, Kinkeldey, (71) Applicant: Stockmair & Schwanhausser YAMAHA HATSUDOKI KABUSHIKI KAISHA Anwaltssozietat Iwata-shi Shizuoka-ken, 438 (JP) Maximilianstrasse 58 80538 Munchen (DE) LO o CM <7> CO o Q_ LU (54) Aluminium alloy for a piston and method of manufacturing a piston (57) An aluminium alloy for pistons contains Si + SiC by an amount in the range of 6% to 35% by mass, and SiC by an amount of 1% or more by mass. An ingot containing the above-described aluminum alloy is melted, sprayed in the state of mist, rapidly cooled and solidified into rapidly cooled powder. The rapidly cooled powder is heated and solidified into a workpiece for the piston having the size corresponding to the piston. The FIG. 1 workpiece for the piston is forged, heat-treated, and machined into the piston piece. This enables casting without sacrificing the ease of casting, restricting defor- mation and melting at high temperatures. Moreover, resistance to fatigue and wear caused by high speed sliding movement will be improved. 180 170 160 9 E. »o CO CD S 140 "S B 130 120 110 100 Alloy _ » 1 Alloy 1( osi+; siq ■ . ■ "JIS.J JISAC8A(2Si) 10 11 12 13 M 13 16 17 IS IS 20 Si+SiC(mus%) Printed byXerox (UK) Business Services 2.16.7/3.6
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Aluminium alloy for a piston and method of manufacturing a ...

(19) J
(12)
E u r o P a i s ™ a m t i i i i i i ii i i i i i i i i i i i i urn u r n European Patent Office
Office europeen des brevets (11) E P 0 8 9 2 0 7 5 A 1
EUROPEAN PATENT A P P L I C A T I O N
(43) Date of publication: (51) int. CI.6: C22C 1/05, C22C 1/10, 20.01.1999 Bulletin 1999/03 C22C 21/02 C22C 2 1 / 0 4
(21) Application number: 98113417.4 C22C 32/00, F02F 3 / 0 0
(22) Date of filing: 17.07.1998
(84) Designated Contracting States: (72) Inventors: AT BE CH CY DE DK ES Fl FR GB GR IE IT LI LU • Koike, Toshikatsu MC NL PT SE Iwata-Shi, Shizuoka-ken (JP) Designated Extension States: • Tsuchida, Naoki AL LT LV MK RO SI Iwata-Shi, Shizuoka-ken (JP)
(30) Priority: 17.07.1997 JP 192191/97 (74) Representative: Grunecker, Kinkeldey,
(71) Applicant: Stockmair & Schwanhausser YAMAHA HATSUDOKI KABUSHIKI KAISHA Anwaltssozietat Iwata-shi Shizuoka-ken, 438 (JP) Maximilianstrasse 58
80538 Munchen (DE)
LO
o CM <7> CO o Q_ LU
(54) Aluminium alloy for a piston and method of manufacturing a piston
(57) An aluminium alloy for pistons contains Si + SiC by an amount in the range of 6% to 35% by mass, and SiC by an amount of 1% or more by mass. An ingot containing the above-described aluminum alloy is melted, sprayed in the state of mist, rapidly cooled and solidified into rapidly cooled powder. The rapidly cooled powder is heated and solidified into a workpiece for the piston having the size corresponding to the piston. The
FIG. 1
workpiece for the piston is forged, heat-treated, and machined into the piston piece. This enables casting without sacrificing the ease of casting, restricting defor- mation and melting at high temperatures. Moreover, resistance to fatigue and wear caused by high speed sliding movement will be improved.
180
170
160 9 E. »o CO CD S 140 "S B 130
120
110
100
Alloy _ » 1
Alloy 1( osi+; siq ■ . ■
"JIS.J
JISAC8A(2Si)
10 11 12 13 M 13 16 17 IS IS 20
Si+SiC(mus%)
Printed by Xerox (UK) Business Services 2.16.7/3.6
EP 0 892 075 A1
Description
This invention relates to an aluminum alloy for an internal combustion engine piston and to a method of manufac- turing the piston using the alloy.
5 A piston subject to high temperatures and high pressures during its reciprocation in a cylinder of an internal com- bustion engine is required to have a high strength and a high resistance against wear and to be lightweight. As a mate- rial for such a piston, an Al (aluminium) alloy containing Si (silicon) is widely used. The main reasons for adding Si here is to (1) improve casting property by lowering the melting point and by facilitating the flow of molten metal, (2) restrict deformation at high temperatures by lowering the coefficient of thermal expansion, and (3) improve resistance against
10 wear and fatigue due to high speed sliding movement. Concerning the lowering of the coefficient of thermal expansion (2) and the improvement of the resistance against
wear (3), the effect is greater in proportion to the amount of Si contained in the alloy. Therefore, the higher the output of an engine and thermal load on the piston, the more the amount of Si added.
However, since Si has a considerably lower thermal conductivity than Al, the aluminium alloy containing a large 15 amount of Si has inevitably a low thermal conductivity. As a result, heat cannot be appropriately dissipated, or the heat
dissipating action is poor. Therefore, the piston head area in particular is likely to overheat and liable to suffer melting damage.
The object of the invention made in view of the disadvantages above is to provide an aluminium alloy that may be cast without lowering the casting property and may restrict deformation or melting at high temperatures and deteriora-
20 tion in fatigue or wear property due to high speed sliding movement, and provide a method of manufacturing the piston using such aluminium alloy.
Further, the invention aims at providing a method of making a piston for an internal combustion machine from said alloy.
To accomplish the object, the invention provides an aluminum alloy for a piston of an internal combustion engine, 25 said alloy comprising Si, wherein said alloy contains Si + SiC in a range from 6% to 35% by mass and contains 1% or
more SiC by mass. The aluminum alloy of such a composition increases the thermal conductivity without increasing the coefficient of
thermal expansion, improves resistance against wear, and improves the fatigue strength of the piston reciprocating under conditions of high temperature and high speed.
30 In a preferred embodiment, the average grain diameters of Si and/or SiC contained in the above-described alumin- ium alloy is 20 urn or less. Preferably, the diameter of said Si and SiC grains falls within the range of 1 to 20 pm.
With such a constitution, in the case the piston is formed by forging or the like, Si and SiC grains do not break or produce cracks when the workpiece is extended, and the Si and SiC grains are uniformly distributed among the alumin- ium alloy grains to provide a high fatigue strength.
35 The aluminium alloy containing Si and SiC as described above, when cast according to a generally employed method, is less easy to form an intended piston due to poor casting property. According to the invention, however, the piston may be formed by casting or forging by preparing rapidly cooled powder as described below.
The above object of making a piston is achieved by a method as follows. An ingot containing the above-described aluminium alloy is melted, then atomized and rapidly cooled to produce
40 solidified powder, the solidified powder is heated and solidified into a workpiece for a piston in a size approximately cor- responding to the size of the piston, and the workpiece for the piston is formed and machined to produce the piston.
[0012]
45 With the method of the embodiment, the aluminium alloy of the invention having a good thermal conductivity, a high strength, high resistance against wear, and a limited amount of deformation at high temperatures may be used to form an engine piston.
Further advantageous embodiments are laid down in the subclaims and, moreover, will become apparent from the following description of examples of the invention and the appended drawings. In the drawings
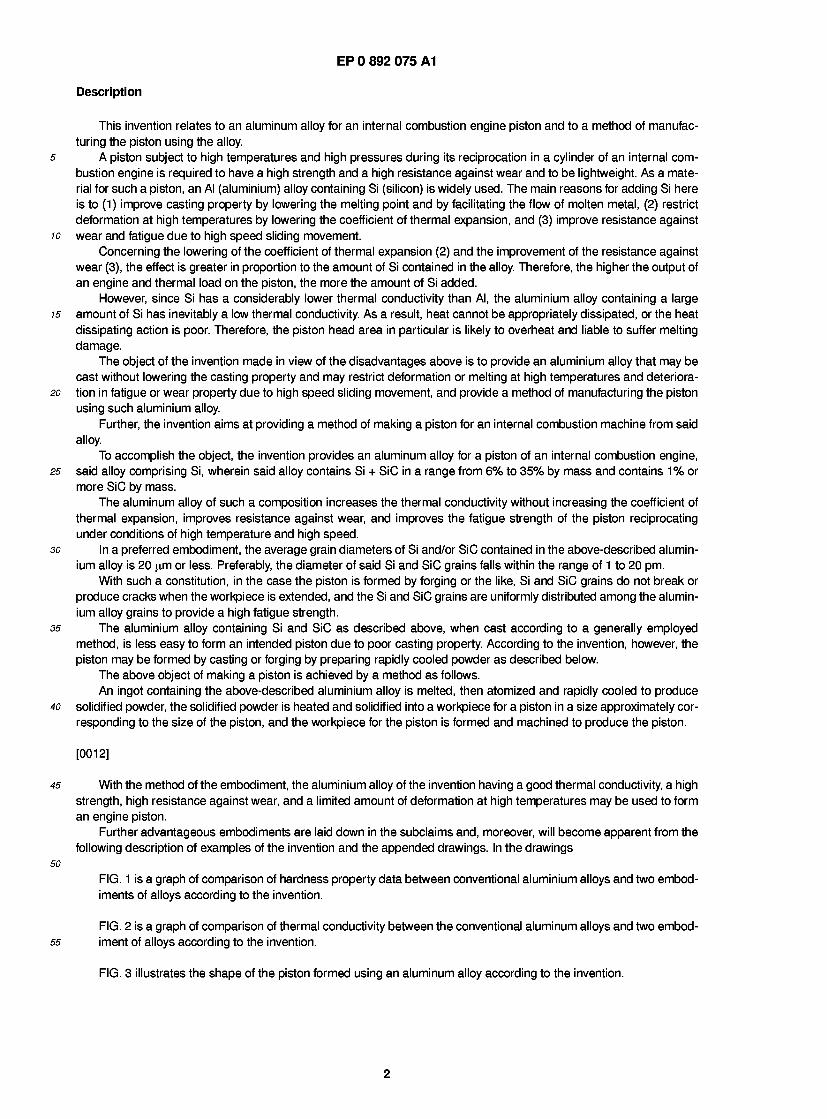
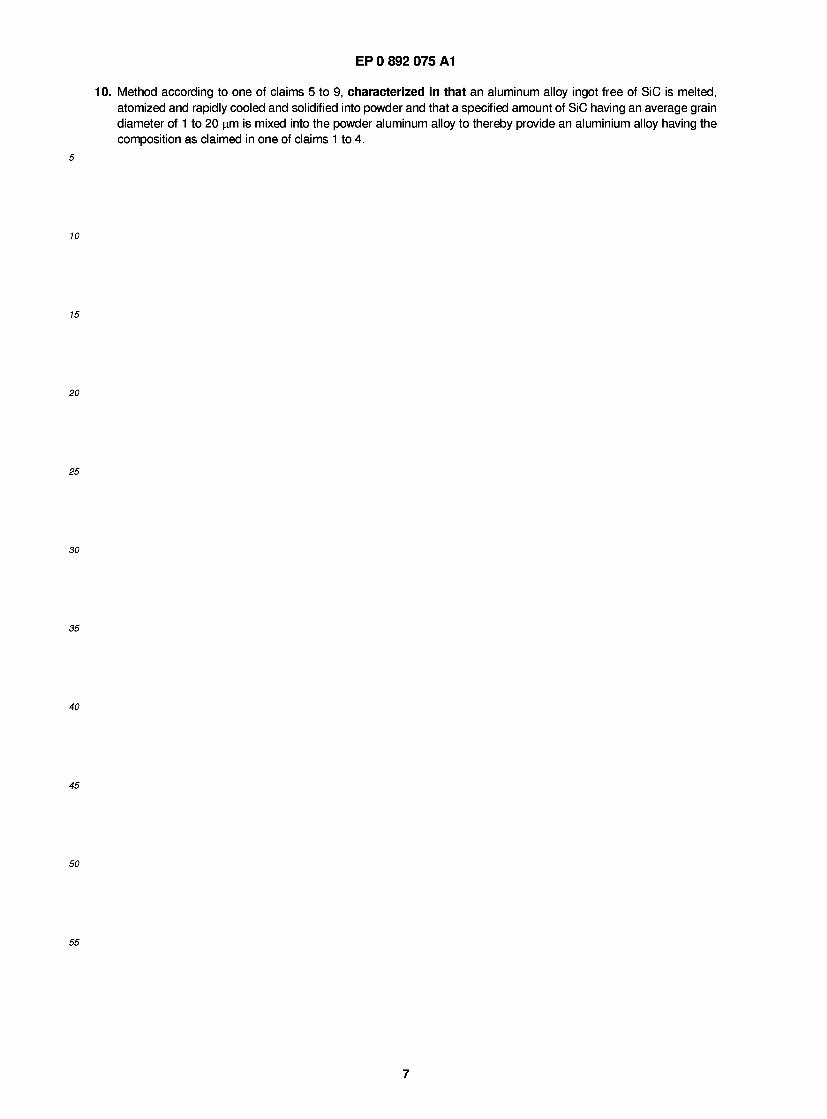
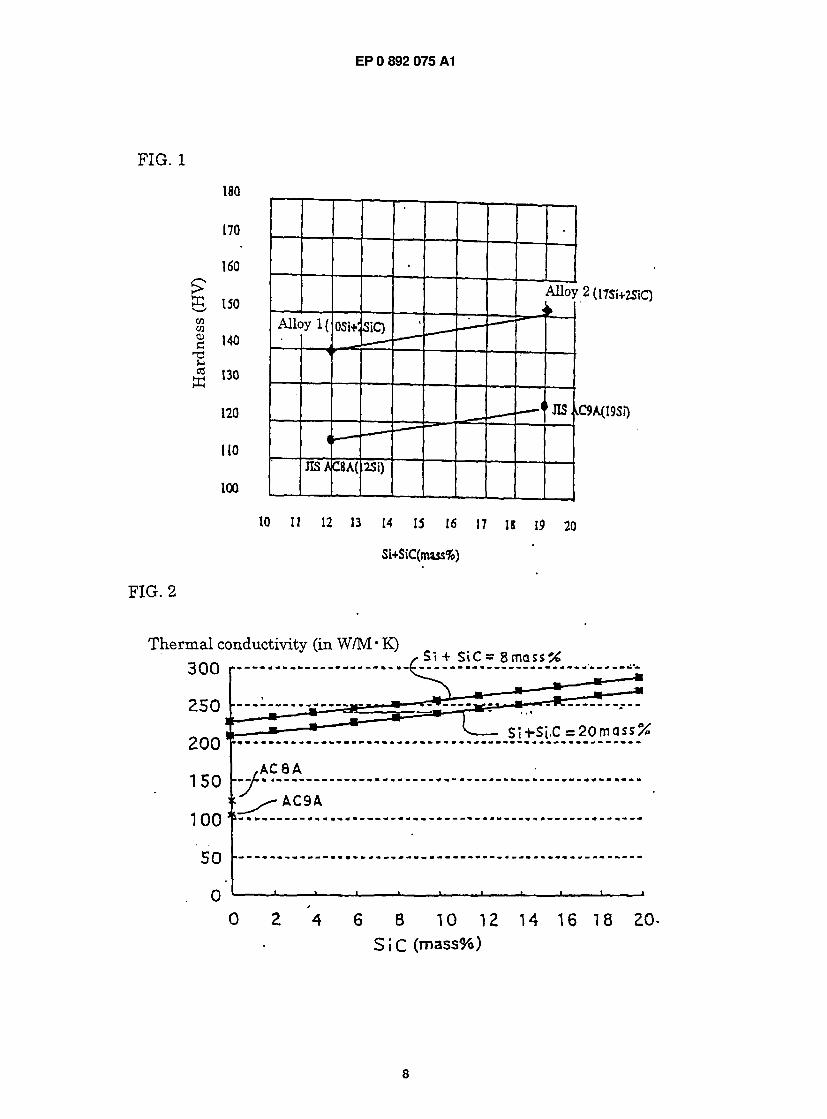
50 FIG. 1 is a graph of comparison of hardness property data between conventional aluminium alloys and two embod- iments of alloys according to the invention.
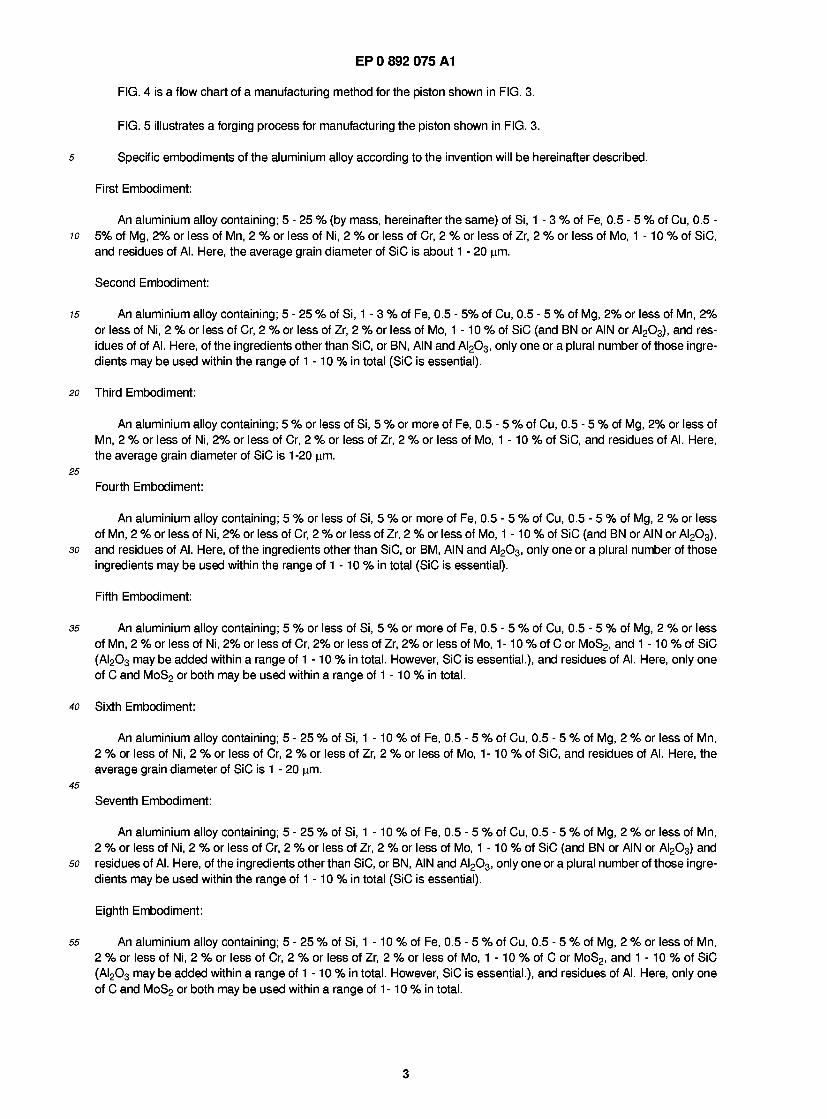
FIG. 2 is a graph of comparison of thermal conductivity between the conventional aluminum alloys and two embod- 55 iment of alloys according to the invention.
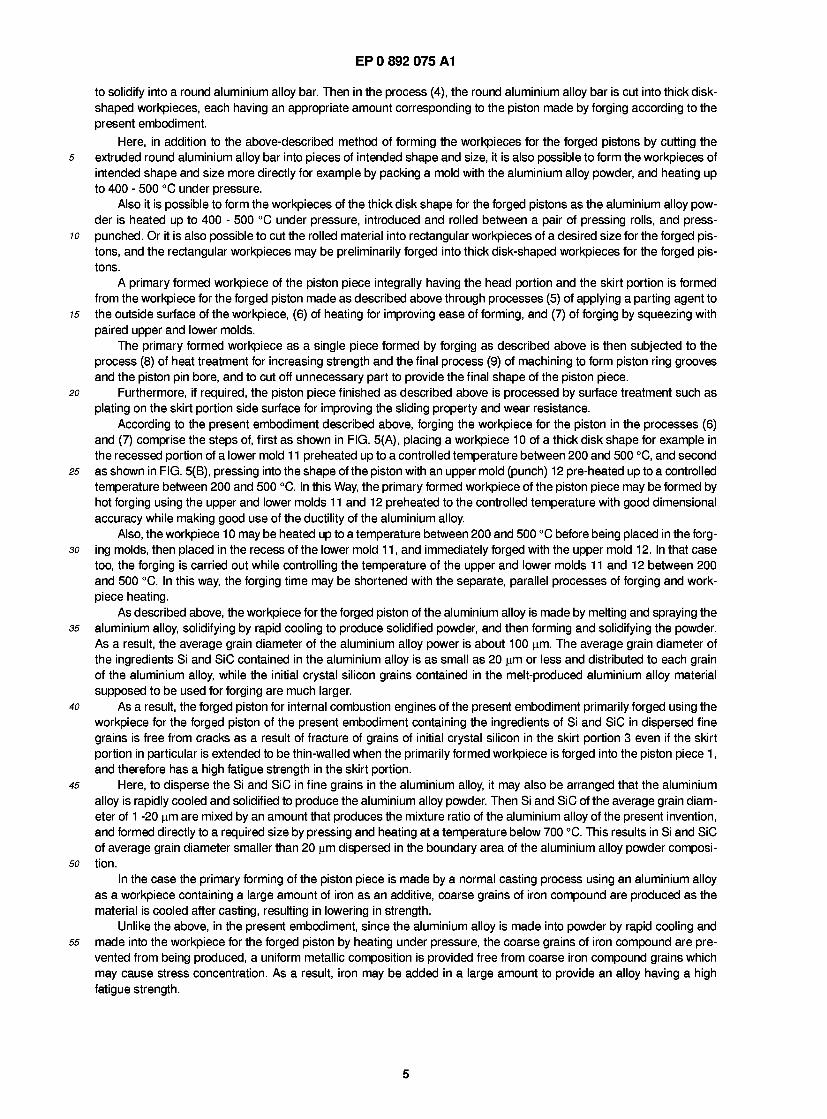
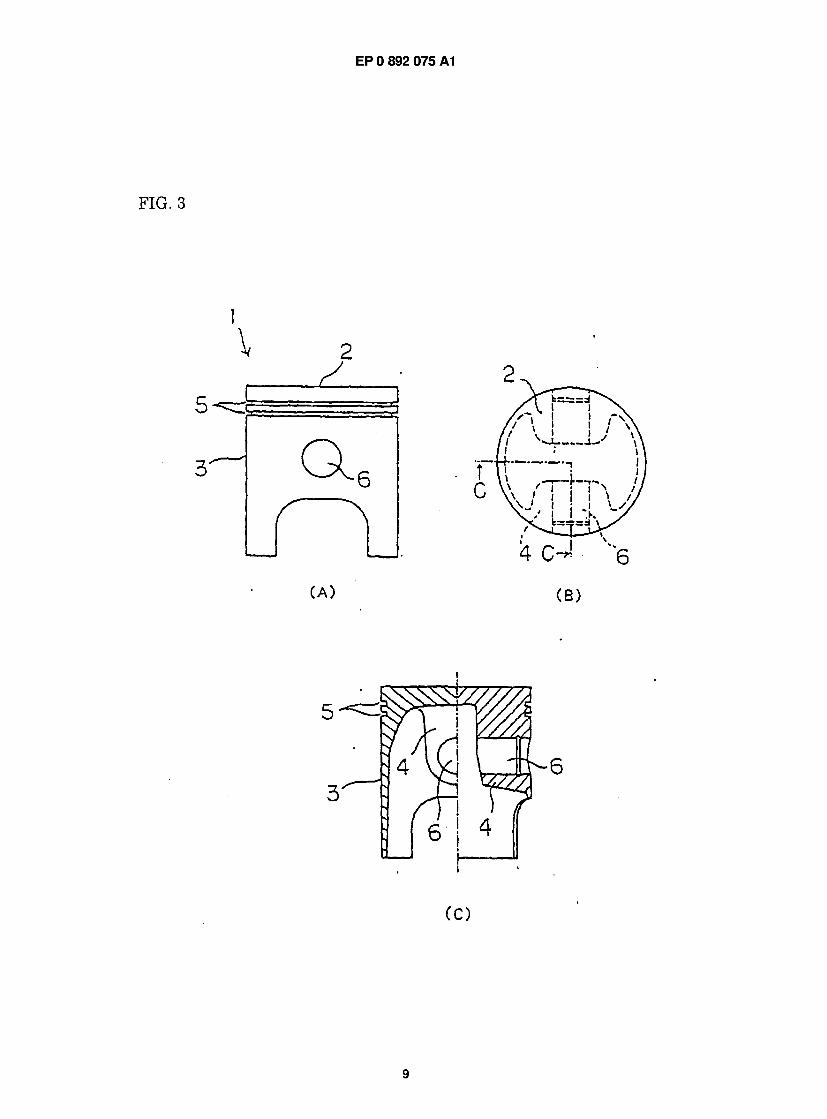
FIG. 3 illustrates the shape of the piston formed using an aluminum alloy according to the invention.
2
EP 0 892 075 A1
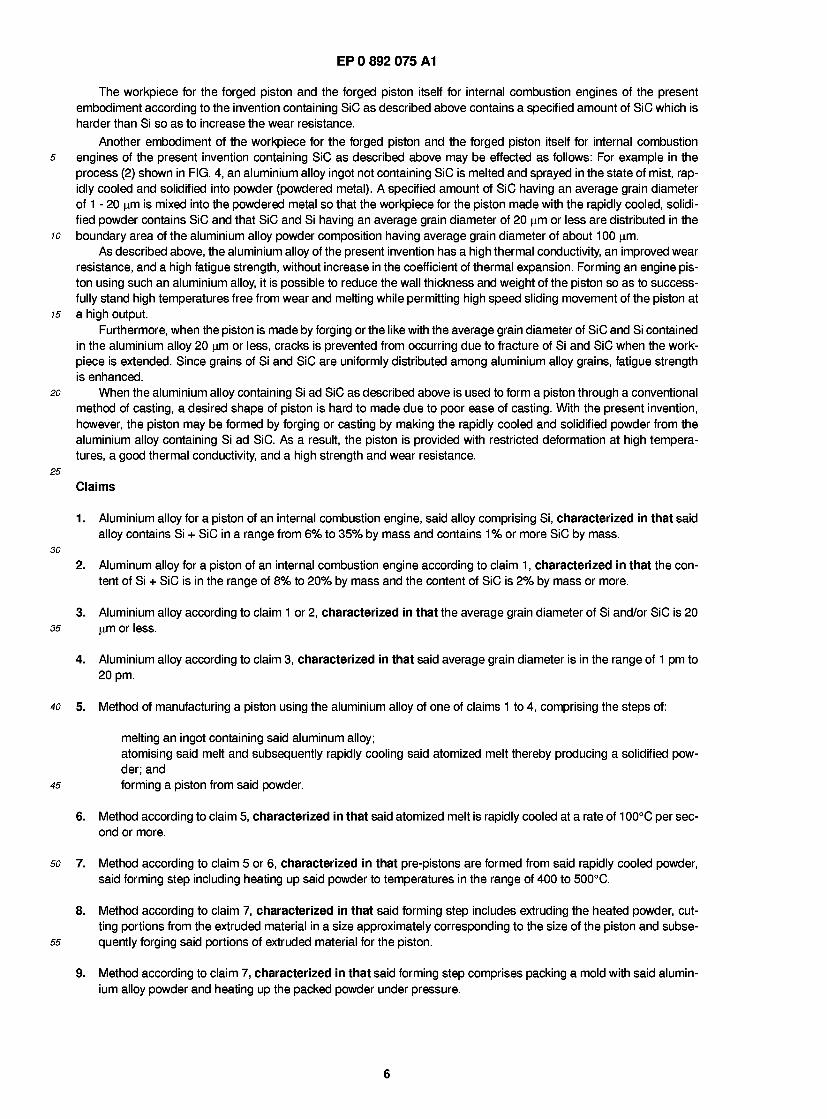
FIG. 4 is a flow chart of a manufacturing method for the piston shown in FIG. 3.
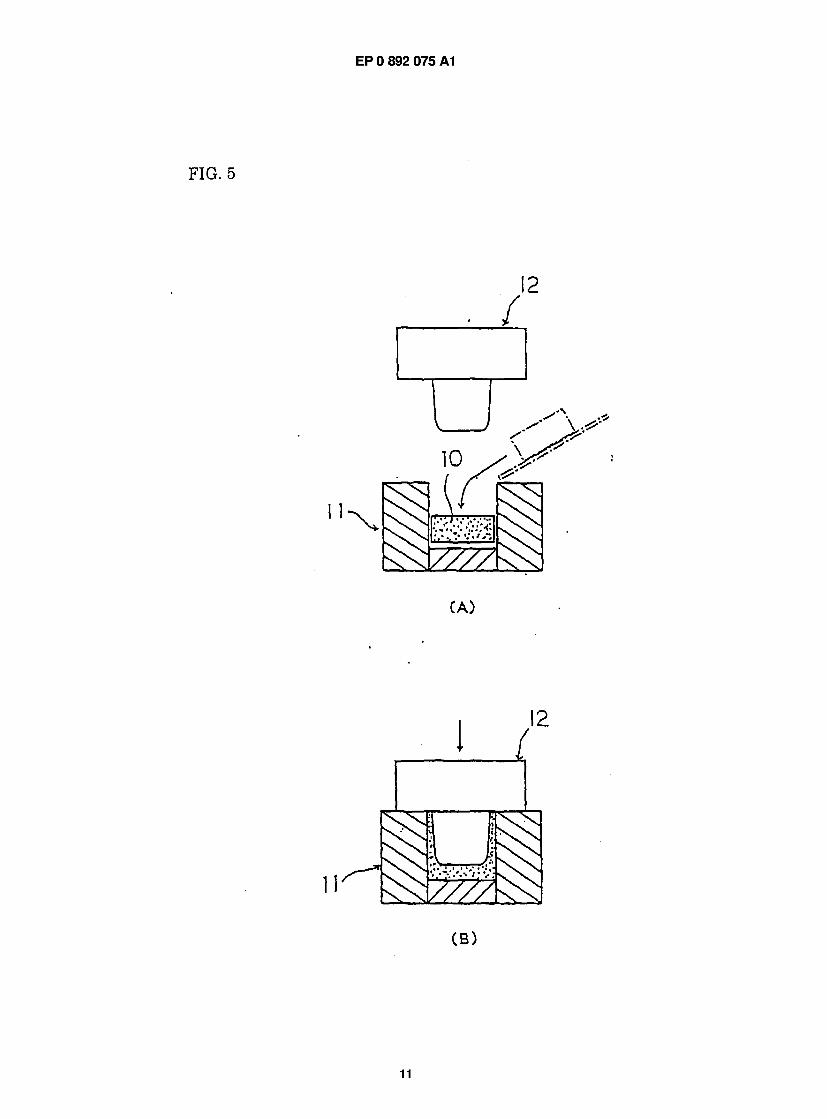
FIG. 5 illustrates a forging process for manufacturing the piston shown in FIG. 3.
5 Specific embodiments of the aluminium alloy according to the invention will be hereinafter described.
First Embodiment:
An aluminium alloy containing; 5 - 25 % (by mass, hereinafter the same) of Si, 1 - 3 % of Fe, 0.5 - 5 % of Cu, 0.5 - 10 5% of Mg, 2% or less of Mn, 2 % or less of Ni, 2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 10 % of SiC,
and residues of Al. Here, the average grain diameter of SiC is about 1 - 20 urn.
Second Embodiment:
15 An aluminium alloy containing; 5 - 25 % of Si, 1 - 3 % of Fe, 0.5 - 5% of Cu, 0.5 - 5 % of Mg, 2% or less of Mn, 2% or less of Ni, 2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 10 % of SiC (and BN or AIN or Al203), and res- idues of of Al. Here, of the ingredients other than SiC, or BN, AIN and Al203, only one or a plural number of those ingre- dients may be used within the range of 1 - 10 % in total (SiC is essential).
20 Third Embodiment:
An aluminium alloy containing; 5 % or less of Si, 5 % or more of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2% or less of Mn, 2 % or less of Ni, 2% or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 10 % of SiC, and residues of Al. Here, the average grain diameter of SiC is 1 -20 urn.
25 Fourth Embodiment:
An aluminium alloy containing; 5 % or less of Si, 5 % or more of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni, 2% or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 1 0 % of SiC (and BN or AIN or Al203),
30 and residues of Al. Here, of the ingredients other than SiC, or BM, AIN and Al203, only one or a plural number of those ingredients may be used within the range of 1 - 10 % in total (SiC is essential).
Fifth Embodiment:
35 An aluminium alloy containing; 5 % or less of Si, 5 % or more of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni, 2% or less of Cr, 2% or less of Zr, 2% or less of Mo, 1 - 1 0 % of C or MoS2, and 1 - 1 0 % of SiC (Al203 may be added within a range of 1 - 10 % in total. However, SiC is essential.), and residues of Al. Here, only one of C and MoS2 or both may be used within a range of 1 - 10 % in total.
40 Sixth Embodiment:
An aluminium alloy containing; 5 - 25 % of Si, 1 - 10 % of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni, 2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1- 10 % of SiC, and residues of Al. Here, the average grain diameter of SiC is 1 - 20 urn.
45 Seventh Embodiment:
An aluminium alloy containing; 5 - 25 % of Si, 1 - 10 % of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni, 2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 10 % of SiC (and BN or AIN or Al203) and
so residues of Al. Here, of the ingredients other than SiC, or BN, AIN and Al203, only one or a plural number of those ingre- dients may be used within the range of 1 - 10 % in total (SiC is essential).
Eighth Embodiment:
55 An aluminium alloy containing; 5 - 25 % of Si, 1 - 10 % of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni, 2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 10 % of C or MoS2, and 1 - 10 % of SiC (Al203 may be added within a range of 1 - 10 % in total. However, SiC is essential.), and residues of Al. Here, only one of C and MoS2 or both may be used within a range of 1 - 1 0 % in total.
3

EP 0 892 075 A1
Ninth Embodiment:
An aluminium alloy containing; 5 - 25% of Si, 1 % or less of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni, 2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 5 % or less of SiC (and BN or AIN or Al203),
5 and residues of Al. Here, of the ingredients other than SiC, or BN, AIN and Al203, only one or a plural number of ingre- dients may be used within the range of 1 - 10 % in total (SiC is essential).
Tenth Embodiment:
10 An aluminium alloy containing; 5 - 25 % of Si, 1 % or less of Fe, 0.5 - 5 % of Cu, 0.5 - 5 % of Mg, 2 % or less of Mn, 2 % or less of Ni ,2 % or less of Cr, 2 % or less of Zr, 2 % or less of Mo, 1 - 1 0 % of C or MoS2, and 5 % or less of SiC (Al203 may be added within a range of 1 - 10 % in total. However, SiC is essential.), and residues of Al. Here, only one of C and MoS2 or both may be used within a range of 1 - 10 % in total.
In the above-described embodiments, the ingredient C or MoS2 is for improving the sliding movement property. The 15 ingredient Si is added to improve wear resistance and heat resistance by producing hard crystal silicon grains of initial
or eutectic crystals in the metallic composition. The ingredient Fe (iron) is added to produce a dispersed metallic com- position so as to provide a high strength at temperatures over 200 °c. The ingredients Cu (copper) and Mg (magnesium) are added to increase strength at temperatures under 200 °c . The intended resistance against wear and seizure, and the necessary strength at high temperatures are not attained outside the ranges of the above-described embodiments.
20 Table 1 shows the ingredients of aluminium alloys AC8A and AC9B specified in J IS and conventionally used for pis- tons, and the ingredients of the Alloy 1 and Alloy 2 as aluminium alloy examples of the present invention.
Table 1 (in % by m a s s )
25 Si Cu Mg Ni Fe SiC S i + S i C
J I S A C 8 A 12 1 1 1 12
J I S A C 9 B 19 1 1 1 19
30 Alloy 1 10 1 0.5 - 5 2 12
Alloy 2 17 1 0.5 - 5 2 19
35 FIG. 1 shows comparison of hardness property data between conventional aluminium alloys AC8A, AC9B, and the
alloys 1 , 2 of the invention. As seen from the figure, the hardness properties of the alloys 1 and 2 of the invention are superior to those of the alloys AC8A and AC9B.
FIG. 2 shows the comparison of thermal conductivity (in watt per meter per Kelvin) between the aluminium alloys 40 of the invention respectively containing 8 % and 20 % of Si + SiC by mass, and the above-mentioned alloys AC8A and
AC9B. As seen from the figure, the alloys of the invention are higher in thermal conductivity than the alloys AC8A and AC9B which do not contain SiC. Therefore, the alloys of the invention, when used for pistons, improve heat dissipation property, and enable the use under conditions of high output at high temperatures.
Now the method of manufacturing the piston using the aluminium alloys of the invention will be described. 45 FIG. 3 shows an embodiment of an internal combustion engine piston piece made by forging according to the
invention; (A) showing a side view as seen in the piston pin bore axis direction, (B) showing a top view as seen from above the piston, and (C) showing a vertical cross-sectional view as seen along the line C-C in FIG. 3(B).
The piston piece 1 is a finished, final product made by machining a primary workpiece formed by forging a thick cylindrical workpiece to form piston ring grooves 5 and a piston pin bore 6 and to cut off unnecessary part, and further
so processed with surface treatment such as plating, and having integrally a head portion 2 exposed to the combustion chamber and a skirt portion 3 which is thicker in the area around the piston pin boss 4 and gradually thinner downward away from the piston pin boss.
FIG. 4 shows an example of the method of manufacturing a piston piece 1 as an embodiment of the invention. First in the process (1), an aluminium alloy ingot is prepared in which a mother material of aluminium (Al) contains silicon
55 (Si), iron (Fe), and other ingredients. Next in the process (2), one or several kinds of ingots are melted at a temperature of 700 °C or higher, atomized in the mist state, and rapidly cooled at a rate of 100 °C per second to solidify into rapidly cooled powdered metal of aluminium alloy.
In the process (3), the rapidly cooled powdered metal of aluminium alloy is heated up to 400 - 500 °C, and extruded
4
EP 0 892 075 A1
to solidify into a round aluminium alloy bar. Then in the process (4), the round aluminium alloy bar is cut into thick disk- shaped workpieces, each having an appropriate amount corresponding to the piston made by forging according to the present embodiment.
Here, in addition to the above-described method of forming the workpieces for the forged pistons by cutting the 5 extruded round aluminium alloy bar into pieces of intended shape and size, it is also possible to form the workpieces of
intended shape and size more directly for example by packing a mold with the aluminium alloy powder, and heating up to 400 - 500 °C under pressure.
Also it is possible to form the workpieces of the thick disk shape for the forged pistons as the aluminium alloy pow- der is heated up to 400 - 500 °C under pressure, introduced and rolled between a pair of pressing rolls, and press-
10 punched. Or it is also possible to cut the rolled material into rectangular workpieces of a desired size for the forged pis- tons, and the rectangular workpieces may be preliminarily forged into thick disk-shaped workpieces for the forged pis- tons.
A primary formed workpiece of the piston piece integrally having the head portion and the skirt portion is formed from the workpiece for the forged piston made as described above through processes (5) of applying a parting agent to
15 the outside surface of the workpiece, (6) of heating for improving ease of forming, and (7) of forging by squeezing with paired upper and lower molds.
The primary formed workpiece as a single piece formed by forging as described above is then subjected to the process (8) of heat treatment for increasing strength and the final process (9) of machining to form piston ring grooves and the piston pin bore, and to cut off unnecessary part to provide the final shape of the piston piece.
20 Furthermore, if required, the piston piece finished as described above is processed by surface treatment such as plating on the skirt portion side surface for improving the sliding property and wear resistance.
According to the present embodiment described above, forging the workpiece for the piston in the processes (6) and (7) comprise the steps of, first as shown in FIG. 5(A), placing a workpiece 10 of a thick disk shape for example in the recessed portion of a lower mold 1 1 preheated up to a controlled temperature between 200 and 500 °C, and second
25 as shown in FIG. 5(B), pressing into the shape of the piston with an upper mold (punch) 12 pre-heated up to a controlled temperature between 200 and 500 °C. In this Way, the primary formed workpiece of the piston piece may be formed by hot forging using the upper and lower molds 1 1 and 12 preheated to the controlled temperature with good dimensional accuracy while making good use of the ductility of the aluminium alloy.
Also, the workpiece 1 0 may be heated up to a temperature between 200 and 500 °C before being placed in the forg- 30 ing molds, then placed in the recess of the lower mold 1 1 , and immediately forged with the upper mold 12. In that case
too, the forging is carried out while controlling the temperature of the upper and lower molds 1 1 and 12 between 200 and 500 °C. In this way, the forging time may be shortened with the separate, parallel processes of forging and work- piece heating.
As described above, the workpiece for the forged piston of the aluminium alloy is made by melting and spraying the 35 aluminium alloy, solidifying by rapid cooling to produce solidified powder, and then forming and solidifying the powder.
As a result, the average grain diameter of the aluminium alloy power is about 100 urn. The average grain diameter of the ingredients Si and SiC contained in the aluminium alloy is as small as 20 urn or less and distributed to each grain of the aluminium alloy, while the initial crystal silicon grains contained in the melt-produced aluminium alloy material supposed to be used for forging are much larger.
40 As a result, the forged piston for internal combustion engines of the present embodiment primarily forged using the workpiece for the forged piston of the present embodiment containing the ingredients of Si and SiC in dispersed fine grains is free from cracks as a result of fracture of grains of initial crystal silicon in the skirt portion 3 even if the skirt portion in particular is extended to be thin-walled when the primarily formed workpiece is forged into the piston piece 1 , and therefore has a high fatigue strength in the skirt portion.
45 Here, to disperse the Si and SiC in fine grains in the aluminium alloy, it may also be arranged that the aluminium alloy is rapidly cooled and solidified to produce the aluminium alloy powder. Then Si and SiC of the average grain diam- eter of 1 -20 urn are mixed by an amount that produces the mixture ratio of the aluminium alloy of the present invention, and formed directly to a required size by pressing and heating at a temperature below 700 °C. This results in Si and SiC of average grain diameter smaller than 20 urn dispersed in the boundary area of the aluminium alloy powder composi-
50 tion. In the case the primary forming of the piston piece is made by a normal casting process using an aluminium alloy
as a workpiece containing a large amount of iron as an additive, coarse grains of iron compound are produced as the material is cooled after casting, resulting in lowering in strength.
Unlike the above, in the present embodiment, since the aluminium alloy is made into powder by rapid cooling and 55 made into the workpiece for the forged piston by heating under pressure, the coarse grains of iron compound are pre-
vented from being produced, a uniform metallic composition is provided free from coarse iron compound grains which may cause stress concentration. As a result, iron may be added in a large amount to provide an alloy having a high fatigue strength.
5
EP 0 892 075 A1
The workpiece for the forged piston and the forged piston itself for internal combustion engines of the present embodiment according to the invention containing SiC as described above contains a specified amount of SiC which is harder than Si so as to increase the wear resistance.
Another embodiment of the workpiece for the forged piston and the forged piston itself for internal combustion 5 engines of the present invention containing SiC as described above may be effected as follows: For example in the
process (2) shown in FIG. 4, an aluminium alloy ingot not containing SiC is melted and sprayed in the state of mist, rap- idly cooled and solidified into powder (powdered metal). A specified amount of SiC having an average grain diameter of 1 - 20 urn is mixed into the powdered metal so that the workpiece for the piston made with the rapidly cooled, solidi- fied powder contains SiC and that SiC and Si having an average grain diameter of 20 urn or less are distributed in the
10 boundary area of the aluminium alloy powder composition having average grain diameter of about 1 00 urn. As described above, the aluminium alloy of the present invention has a high thermal conductivity, an improved wear
resistance, and a high fatigue strength, without increase in the coefficient of thermal expansion. Forming an engine pis- ton using such an aluminium alloy, it is possible to reduce the wall thickness and weight of the piston so as to success- fully stand high temperatures free from wear and melting while permitting high speed sliding movement of the piston at
15 a high output. Furthermore, when the piston is made by forging or the like with the average grain diameter of SiC and Si contained
in the aluminium alloy 20 urn or less, cracks is prevented from occurring due to fracture of Si and SiC when the work- piece is extended. Since grains of Si and SiC are uniformly distributed among aluminium alloy grains, fatigue strength is enhanced.
20 When the aluminium alloy containing Si ad SiC as described above is used to form a piston through a conventional method of casting, a desired shape of piston is hard to made due to poor ease of casting. With the present invention, however, the piston may be formed by forging or casting by making the rapidly cooled and solidified powder from the aluminium alloy containing Si ad SiC. As a result, the piston is provided with restricted deformation at high tempera- tures, a good thermal conductivity, and a high strength and wear resistance.
25 Claims
1 . Aluminium alloy for a piston of an internal combustion engine, said alloy comprising Si, characterized in that said alloy contains Si + SiC in a range from 6% to 35% by mass and contains 1% or more SiC by mass.
30 2. Aluminum alloy for a piston of an internal combustion engine according to claim 1 , characterized in that the con-
tent of Si + SiC is in the range of 8% to 20% by mass and the content of SiC is 2% by mass or more.
3. Aluminium alloy according to claim 1 or 2, characterized in that the average grain diameter of Si and/or SiC is 20 35 urn or less.
4. Aluminium alloy according to claim 3, characterized in that said average grain diameter is in the range of 1 pm to 20 pm.
40 5. Method of manufacturing a piston using the aluminium alloy of one of claims 1 to 4, comprising the steps of:
melting an ingot containing said aluminum alloy; atomising said melt and subsequently rapidly cooling said atomized melt thereby producing a solidified pow- der; and
45 forming a piston from said powder.
6. Method according to claim 5, characterized in that said atomized melt is rapidly cooled at a rate of 1 00°C per sec- ond or more.
so 7. Method according to claim 5 or 6, characterized in that pre-pistons are formed from said rapidly cooled powder, said forming step including heating up said powder to temperatures in the range of 400 to 500°C.
8. Method according to claim 7, characterized in that said forming step includes extruding the heated powder, cut- ting portions from the extruded material in a size approximately corresponding to the size of the piston and subse-
55 quently forging said portions of extruded material for the piston.
9. Method according to claim 7, characterized in that said forming step comprises packing a mold with said alumin- ium alloy powder and heating up the packed powder under pressure.
6
EP 0 892 075 A1
10. Method according to one of claims 5 to 9, characterized in that an aluminum alloy ingot free of SiC is melted, atomized and rapidly cooled and solidified into powder and that a specified amount of SiC having an average grain diameter of 1 to 20 urn is mixed into the powder aluminum alloy to thereby provide an aluminium alloy having the composition as claimed in one of claims 1 to 4.
EP 0 892 075 A1
JjICj. 1
180
170
160
en CO
a 130
120
n o
100 113 2Si)
Alloy 2(i7Si+2s;c)
t JIS XC9A(19Si)
10 11 12 13 14 15 16 17 18 19 20
Si+SiC(mass«&)
FIG. 2
T h e r m a l conduc t iv i ty (in W/M* K) 51 -t SiC = 8 m a s s ^
2 4 6 B 10 12 14 16 18 2 0 -
S i C ( m a s s % )
EP 0 892 075 A1
FIG. 3
9

EP 0 892 075 A1
FIG. 4-
(1) Ingot
Y
r n m § ,
(2) Melting and rapidly cooled solidification
(3) Heating and extrusion
m m m w (4) Cut t ing
(5) Parting agent application
T
(6) Hea t ing
Y (7) Forging
(8) Heat t r ea tmen t
(9) Machining
Surface t r ea tmen t
10
EP 0 892 075 A1
FIG. 5
! 2
11
EP 0 892 075 A1
curopean riwm Office EUROPEAN SEARCH REPORT Application Number
EP 98 11 3417
UUUUMENTS CONSIDERED TO BE RELEVANT oration or Document witn indication, wnere appropriate, of relevant passages
Heievarrt to claim CLASSIFICATION OF THE APPLICATION (lnt.CI.6)
tP 0 809 050 A ( YAMAHA MOTOR CO LTD) 26 November 1997 * page 10 - page 14; claims 1-36; figure 4
EP 0 539 172 A (T0Y0 ALUMINIUM KK ; TOYOTA MOTOR CO LTD (OP)) 28 April 1993 * page 4; tables 1,2 *
3B 2 273 967 A (BRUEHL ALUMI NI UMTECHN IK ) 6 July 1994 •< page 6, paragraph 1; claims 1-10 *
3E 23 39 844 A (MAHLE GMBH) 27 February 1975 ► page 2 *
'ATENT ABSTRACTS OF JAPAN /ol. 013, no. 487 (C-649), 6 November 1989 1 JP 01 191759 A (TOYOTA MOTOR :0RP;0THERS: 02), 1 August 1989, k abstract; table 1 *
'ATENT ABSTRACTS OF JAPAN /ol. 013, no. 380 (M-863), 23 August 1989 I JP 01 131374 A (SHOWA DENK0 KK), 24 May 1989, * abstract; table 1 *
1 1 is piasBni searcn repon nas Deen drawn up for all claims
1-10
1-10
1- 4
5-10
L
2- 10
L-10
-4
C22C1/05 C22C1/10 C22C21/02 C22C21/04 C22C32/00 F02F3/00
TECHNICAL FIELDS SEARCHED (lntCI.6) :22C :02F 322F
nUN.lL.r1 jmo oi complexion oi rno seoreri 18 September 1998
Examiner Jadcock, G
\jn i uvjwn t ur Kit i kAflsUlvlcn I o < : particularly relevant if taken atone < : particularly relevant if combined with another document of the same category \ : technological background D : non-written disclosure 3 : intermediate document
f . theoiy or principle underlying the invention E . earlier patent document, but published on, or after the filing date □ : document cited in the application _ . document cited for other reasons Si : member of the same patent family, corresponding document
2




















