
Al, Si, and Al–Si Coatings to Improve the High-Temperature Oxidation Resistance of AISI 304...
12
ORIGINAL PAPER Al, Si, and Al–Si Coatings to Improve the High-Temperature Oxidation Resistance of AISI 304 Stainless Steel Morteza Zandrahimi • Javad Vatandoost • Hadi Ebrahimifar Received: 25 February 2011 / Revised: 17 May 2011 / Published online: 15 June 2011 Ó Springer Science+Business Media, LLC 2011 Abstract Oxidation resistance of chromium steels is due to the formation of Cr 2 O 3 on the surface. However, this surface layer destabilizes above 1,000 °C and does not protect the metal. In this study, three types of coatings were applied to AISI 304 stainless steel (SS), and the microstructure and oxidation resistance of the coatings were investigated. Aluminum coating, silicon coating, and the codeposition of Al and Si were deposited on an SS substrate by the pack cementation method. The microstructure of the samples was then examined by SEM and EDS, and phases were identified by XRD. The oxidation resistance of these samples was studied in air at 1,050 °C. The results showed that the best resistance to oxidation was obtained, in order, from the codeposition of Al–Si, Al coating, and Si coating. Keywords AISI 304 stainless steel Á Pack cementation Á Aluminum Á Silicon Á Codeposition of Al–Si Á Oxidation resistance Introduction Besides various other applications, stainless steels (SSs) are widely used in exhaust pipes to improve the service life of their components, especially the upstream part of the exhaust line (manifold, down-pipe, converter shell), where temperatures can reach 1,100 °C[1]. Due to their ability to thermally grow a protective Cr-rich a-(Cr x Fe 1-x ) 2 O 3 scale, ferritic (body-centered cubic) or austenitic (face-centered cubic) layer, SSs exhibit good oxidation resistance in dry oxidizing atmospheres at high temperatures [1, 2]. However, this layer is destabilized at temperatures above 1,000 °C and no longer protects the metal [3]. Pack aluminizing has been widely applied to steels and M. Zandrahimi (&) Á J. Vatandoost Á H. Ebrahimifar Department of Metallurgy and Materials Science, Faculty of Engineering, Shahid Bahonar University of Kerman, Jomhoori Eslami Blvd., Kerman, Iran e-mail: [email protected] 123 Oxid Met (2011) 76:347–358 DOI 10.1007/s11085-011-9259-1
Transcript of Al, Si, and Al–Si Coatings to Improve the High-Temperature Oxidation Resistance of AISI 304...

ORI GIN AL PA PER
Al, Si, and Al–Si Coatings to Improve theHigh-Temperature Oxidation Resistance of AISI 304Stainless Steel
Morteza Zandrahimi • Javad Vatandoost •
Hadi Ebrahimifar
Received: 25 February 2011 / Revised: 17 May 2011 / Published online: 15 June 2011
� Springer Science+Business Media, LLC 2011
Abstract Oxidation resistance of chromium steels is due to the formation of
Cr2O3 on the surface. However, this surface layer destabilizes above 1,000 �C and
does not protect the metal. In this study, three types of coatings were applied to AISI
304 stainless steel (SS), and the microstructure and oxidation resistance of the
coatings were investigated. Aluminum coating, silicon coating, and the codeposition
of Al and Si were deposited on an SS substrate by the pack cementation method.
The microstructure of the samples was then examined by SEM and EDS, and phases
were identified by XRD. The oxidation resistance of these samples was studied in
air at 1,050 �C. The results showed that the best resistance to oxidation was
obtained, in order, from the codeposition of Al–Si, Al coating, and Si coating.
Keywords AISI 304 stainless steel � Pack cementation � Aluminum � Silicon �Codeposition of Al–Si � Oxidation resistance
Introduction
Besides various other applications, stainless steels (SSs) are widely used in exhaust pipes
to improve the service life of their components, especially the upstream part of the
exhaust line (manifold, down-pipe, converter shell), where temperatures can reach
1,100 �C [1]. Due to their ability to thermally grow a protective Cr-rich a-(CrxFe1-x)2O3
scale, ferritic (body-centered cubic) or austenitic (face-centered cubic) layer, SSs
exhibit good oxidation resistance in dry oxidizing atmospheres at high temperatures
[1, 2]. However, this layer is destabilized at temperatures above 1,000 �C and no
longer protects the metal [3]. Pack aluminizing has been widely applied to steels and
M. Zandrahimi (&) � J. Vatandoost � H. Ebrahimifar
Department of Metallurgy and Materials Science, Faculty of Engineering, Shahid Bahonar
University of Kerman, Jomhoori Eslami Blvd., Kerman, Iran
e-mail: [email protected]
123
Oxid Met (2011) 76:347–358
DOI 10.1007/s11085-011-9259-1

superalloys to improve their hot temperature oxidation and sulfidation resistance [4].
The coating can form Al2O3, which is highly resistant to oxidation and hot corrosion at
elevated temperatures and in hostile environments [3, 5, 6].
The aluminization of steels has been performed by many methods, including
pack cementation, hot dip, thermal spray, and vapor deposition [5]. The pack-
cementation method is cheap and reliable, and it is widely used in the coating
industries [5, 7].
It has been previously reported that the addition of Si to SSs could improve their
high-temperature oxidation resistance. The beneficial effects of Si on the high-
temperature oxidation resistance of SSs are twofold. First, with sufficient
concentration, Si can form a continuous vitreous silica layer between the metal
and scale interface. This silica layer has a low concentration of defects, allowing it
to become a good diffusion barrier and provide excellent oxidation resistance.
Second, the preferentially formed silica acts as the nucleation site for the subsequent
formation of chromia, which provides oxidation protection [8, 9].
The pack powder mixtures for codepositing Al and Si on metal substrates are
normally expected to consist of Al–Si master alloy powders as a depositing source.
Master alloy powders are used because they are considered to allow for the
adjustment of the pack activity of deposition elements to generate vapor phase
conditions favorable for codeposition [10–12].
In this study, mixtures of elemental Al and Si powders were evaluated as a
depositing source, rather than their alloys, as using these powders was not only more
economical, but also technically advantageous, providing an easy way to adjust
pack compositions and hence their depositing properties [10].
The effects of Al, Si, and Al–Si coatings on the oxidation resistance of AISI 304
SS has been investigated less than on other alloys. As such, the high-temperature
oxidation behavior of AISI 304 SS with and without coating was investigated in this
study.
Experimental Procedures
In this investigation, coatings of Al, Si, and the codeposition of Al and Si were
carried out on AISI 304 SS. The chemical composition of this steel is shown in
Table 1. Specimens measuring 10 9 10 9 5 mm were cut from a square bar. These
Table 1 Chemical composition
of SS AISI 304 in wt%Element Concentration (wt%)
Fe Bal
C 0.08
Cr 19.1
Mn 1.6
Si 1
P 0.045
Ni 8.2
348 Oxid Met (2011) 76:347–358
123

Table 2 The pack compositions used and the holding temperature/time
Number Powder composition Temp. (�C) Time (h)
1 Al10% ? NH4Cl5% ? Al2O385% 1,050 6
2 Si10% ? NH4Cl5% ? Al2O385% 900 5
3 Al10% ? Si10% ? NH4Cl5% ? Al2O375% 1,050 6
Fig. 1 SEM cross-section micrograph of aluminized sample (a) and EDS results showing theconcentration variations of Fe, Cr, Ni, and Al elements near the surface of the aluminized 304 SS (b)
Oxid Met (2011) 76:347–358 349
123

coupons were ground through 800-grit SiC paper, cleaned, and dried. Pack powder
mixtures were prepared by weighing out and mixing appropriate amounts of
powders of Al2O3, Al, Si, and NH4Cl. The particle sizes of the Al2O3, Al, and Si
powders were less than 50, 75, and 20 lm, respectively. The substrate samples and
pack materials were placed in an aluminide crucible, which was closed with an
aluminide lid using an aluminide-based cement. The crucible was placed into an
electric tube furnace, which was heated to 250 �C and held at this temperature for
1.5 h to remove moisture from the pack. The furnace was circulated with argon, and
the temperature was raised to a final coating depositing temperature and held there
for the required time. The furnace was then cooled to room temperature at its natural
rate by switching off the power supply while maintaining the argon gas flow. The
pack compositions and the holding temperature are shown in Table 2. After pack
cementation, the samples were removed from the pack and ultrasonically cleaned in
ethanol to remove any embedded pack material.
The microstructure and chemical composition of cross-sections of the coated
specimens were analyzed using scanning electron microscopy (SEM) (CamScan
Fig. 2 XRD analysis of aluminized sample (a) for first layer and (b) for second layer
350 Oxid Met (2011) 76:347–358
123

MV320) with energy dispersive spectroscopy (EDS). The different phases of the
surface layers were determined with an X-ray diffraction (XRD) technique using
Cu-Ka radiation at 40 kV and 30 mA (Phillips X’Pert). For the oxidation tests, two
groups of samples were used: bare steels and coatings. These samples were exposed
to air at 1,050 �C for the evaluation of oxidation resistance. The weight gains of the
specimens were determined by measuring specimen weight before and after
oxidation.
Fig. 3 SEM cross-section micrograph of siliconized sample (a) and EDS results showing theconcentration variations of Fe, Cr, Ni, and Si elements near the surface of the aluminized 304 SS (b)
Oxid Met (2011) 76:347–358 351
123

Results and Discussion
Aluminizing
The coating formed on the surface of SSs by the aluminizing process consisted of
two layers. A cross-section micrograph of the aluminized sample is shown in
Fig. 1a. As can be seen, the total thickness of the coating was about 450 lm. The
concentration profiles of Al, Cr, Fe, and Ni are presented in Fig. 1b. This figure
shows that the quantity of Al at the edge of the second layer was about 42% at.
Figure 2a shows the X-ray diffraction pattern of the first layer of the aluminized
sample. The diffraction pattern indicates the formation of AlFe, Al0.4Fe0.6, AlNi,
and AlCr3.
The results of X-ray diffraction of the second layer of the coating are shown in
Fig. 2b. As illustrated, peaks of AlFe, AlFe3, Al78Fe24, and AlCr2 were identified in
the coating. There were fewer phases observed than in the Fe–Al equilibrium phase
diagram, which might be due to problems with nucleation and growth in most of the
phases [3]. Intermetallics such as Fe3Al and FeAl are unique materials for structural
applications because of their excellent high-temperature oxidation and corrosion
properties [13, 14]. For 304 SS, a pack of low Al such as 35 wt% produces
intermetallic phases such as FeAl, which are favorable for corrosion protection [15].
Therefore, the existence of the FeAl and Fe3Al phases shows that the outward
diffusion of substrate elements has occurred.
Siliconizing
An SEM cross-section micrograph of the siliconized samples is shown in Fig. 3a. It
can be seen that the total thickness of the coating is about 100 lm. The
concentration profiles of Si, Cr, Fe, and Ni are illustrated in Fig. 3b. This figure
shows that the amount of Si at the edge of the coated layer is about 63 at.%. As can
be seen, the Si concentrations vary steadily across the depth of this layer to the
Fig. 4 XRD analysis of siliconized sample
352 Oxid Met (2011) 76:347–358
123

surface. Figure 4 shows the X-ray diffraction pattern of the layer of the siliconized
sample, exhibiting the presence of Fe3Si, Fe2Si, Cr3Si, and Ni2SiO4. Although the
substrate was austenitic SS, its characteristic peaks were small, indicating that a
rather thick siliconized layer was formed.
Codeposition of Al and Si
With adequate control of the pack powder composition, it was found that
codeposition of Al and Si could also be achieved at 1,050 �C for 6 h (see Table 2).
Fig. 5 SEM Cross-section micrograph of Al–Si coating (a) and EDS results showing the concentrationvariations of Fe, Cr, Ni, Al and Si elements near the surface of the aluminized 304 SS (b)
Oxid Met (2011) 76:347–358 353
123
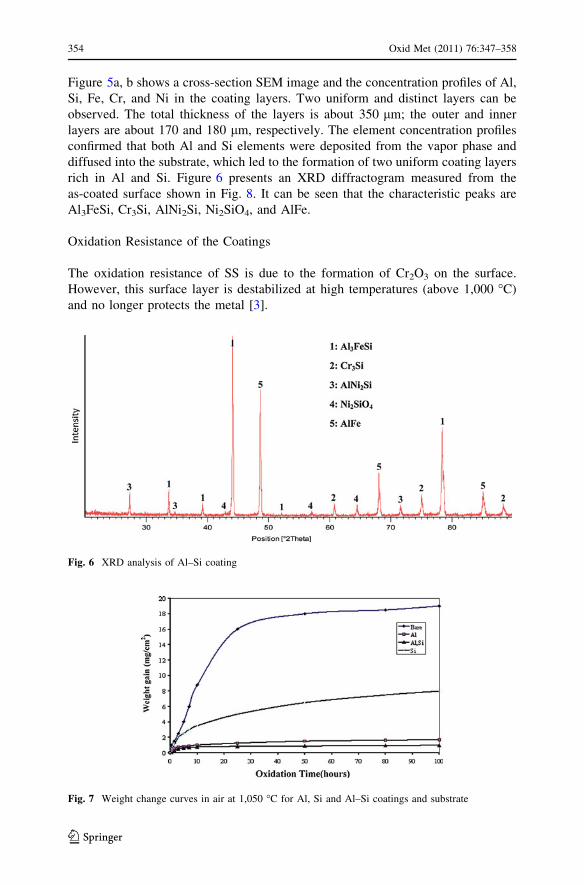
Figure 5a, b shows a cross-section SEM image and the concentration profiles of Al,
Si, Fe, Cr, and Ni in the coating layers. Two uniform and distinct layers can be
observed. The total thickness of the layers is about 350 lm; the outer and inner
layers are about 170 and 180 lm, respectively. The element concentration profiles
confirmed that both Al and Si elements were deposited from the vapor phase and
diffused into the substrate, which led to the formation of two uniform coating layers
rich in Al and Si. Figure 6 presents an XRD diffractogram measured from the
as-coated surface shown in Fig. 8. It can be seen that the characteristic peaks are
Al3FeSi, Cr3Si, AlNi2Si, Ni2SiO4, and AlFe.
Oxidation Resistance of the Coatings
The oxidation resistance of SS is due to the formation of Cr2O3 on the surface.
However, this surface layer is destabilized at high temperatures (above 1,000 �C)
and no longer protects the metal [3].
Fig. 6 XRD analysis of Al–Si coating
Fig. 7 Weight change curves in air at 1,050 �C for Al, Si and Al–Si coatings and substrate
354 Oxid Met (2011) 76:347–358
123

Figure 7 shows the weight change of bare and coated samples oxidized in air at
1,050 �C for 100 h. The oxidation curve of the coatings shows two stages. In the
first stage, there is a sharp increase in oxidation, which is due to nucleation and the
formation of the oxide layer. However, as the oxidation progresses, the protected
oxide thickens; therefore, the oxidation rate decreases in this stage and, as a result,
the shape of the curve becomes parabolic. As seen in this figure, all three coatings
enhanced the oxidation resistance of the steel. The codeposited sample coated with
Al and Si had the lowest weight gain, which means that it exhibited the best
oxidation resistance among the coatings.
Scanning electron microscopy cross-sectional images of coated samples after
100 h of oxidation at 1,050 �C are shown in Fig. 8. As can be seen, there is some
spallation in the siliconized specimen (Fig. 8b), while the aluminized and
Fig. 8 SEM cross section image of the oxidized aluminized (a) siliconized (b) and aluminized–siliconized (c) samples after 100 h isothermal oxidation at 1,050 �C
Oxid Met (2011) 76:347–358 355
123

codeposited samples exhibited good resistance against spallation and cracking
(Figs. 8a, c) after 100 h of isothermal oxidation. Oxide-scale spallation is a common
problem in materials exposed to high temperatures. Stress generated during
oxidation can delaminate the oxide from the metal because the oxide scales and the
underlying coating invariably have different thermal expansion coefficients [10].
Figure 9 shows an XRD analysis of the surface of the uncoated steels oxidized at
1,050 �C for 100 h. The surface of the bare steel is covered by iron oxides (Fe2O3
and Fe3O4). The low oxidation resistance of the bare steel (Fig. 7) depends on Cr for
the formation of Cr2O3, but Cr2O3 destabilizes at high temperatures (above
1,000 �C) and converts to volatile oxide (CrO3). Therefore, Fe is oxidized rapidly
due to the lack of a protective layer on the surface. Figure 10 shows an XRD
analysis of the surface of the aluminized specimen protected by aluminum oxide
Fig. 9 XRD analysis of bare substrate after 100 h oxidation at 1,050 �C
Fig. 10 XRD analysis of Al coating after 100 h oxidation at 1,050 �C
356 Oxid Met (2011) 76:347–358
123

(Al2O3), indicating that the good oxidation resistance of the aluminized sample
(Fig. 7) is due to the formation of Al2O3 in the coating. Figure 11 shows the X-ray
diffraction pattern of the siliconized sample oxidized at a temperature of 1,050 �C
for 100 h. As shown, the phases formed after oxidation were FeSiO3, Fe2SiO4,
Ni2SiO4, Cr2SiO4, SiO2, and Fe2O3. This shows that the Si coating did not
completely protect the substrate from high-temperature (1,050 �C) oxidation after
100 h. The XRD results for the pack-treated sample codeposited with Al and Si
after 100 h oxidation at 1,050 �C show the presence of Al2SiO5, Al2O3, Cr2SiO4,
Ni2SiO4, and AlFeO3 (Fig. 12). This coating had the lowest weight gain and
therefore exhibited better high-temperature oxidation resistance (Fig. 7), due to the
presence of Si (or SiO2), which blocked the rapid diffusion of oxygen through the
aluminide layer and thus retarded the oxidation of the substrate [16].
Fig. 11 XRD analysis of Si coating after 100 h oxidation at 1,050 �C
Fig. 12 XRD analysis of Al–Si coating after 100 h oxidation at 1,050 �C
Oxid Met (2011) 76:347–358 357
123

Conclusions
The coating obtained by aluminizing the AISI 304 SS consisted of two layers. The
total thickness of the layers was about 450 lm. The outer layer consisted of the
AlFe, AlFe3, Al78Fe24, and AlCr2 phases, and the first layer consisted of the AlFe,
Al0.4Fe0.6, AlNi, and AlCr3 phases.
The coating obtained by siliconizing the AISI 304 SS consisted of one layer. The
thickness of the layer was about 100 lm and consisted of the Fe3Si, Fe2Si, Cr3Si,
and Ni2SiO4 phases.
The coating obtained by the codeposition of Al–Si on the AISI 304 SS consisted
of two layers. The total thickness of the layers was about 350 lm, and the coating
consisted of the Al3FeSi, Cr3Si, AlNi2Si, Ni2SiO4, and AlFe phases.
The oxidation resistance of the AISI 430 steel increased with all the coatings, but
the weight gain of the codeposited Al–Si sample was lower than that of the other
coatings, indicating that it provided the highest corrosion resistance among the three
coatings.
References
1. A. M. Huntz, A. Reckmanna, C. Haut, C. Severac, M. Herbst, F. C. T. Resende, and A. C. S. Sabioni,
Materials Science and Engineering A 447, 266 (2007).
2. X. Peng, J. Yan, Y. Zhou, and F. Wang, Acta Materialia 53, 5079 (2005).
3. S. Sharafi and M. R. Farhang, Surface and Coatings Technology 200, 5048 (2006).
4. M. T. Kim, N. H. Heo, J. H. Shin, and C. Y. Kim, Surface and Coatings Technology 123, 227 (2000).
5. T. L. Hu, H. L. Huang, D. Gan, and T. Y. Lee, Surface and Coatings Technology 201, 3502 (2006).
6. C. H. Koou and T. H. Yu, Surface and Coatings Technology 126, 171 (2000).
7. F. Ustel and S. Zeytin, Vacuum 81, 360 (2006).
8. H. W. Hsu and W. T. Tsai, Materials Chemistry and Physics 64, 147 (2000).
9. F. S. Chen and K. L. Wang, Surface and Coatings Technology 115, 239 (1999).
10. Z. D. Xiang, S. R. Rose, and P. K. Datta, Materials, Chemistry and Physics 80, 482 (2003).
11. Z. D. Xiang and P. K. Datta, Acta Materialia 54, 4453 (2006).
12. Z. D. Xiang and P. K. Datta, Materials Science and Engineering A 356, 136 (2003).
13. J. L. Jordan and S. C. Deevi, Intermetallics 11, 507 (2003).
14. I. S. Golovin, H. Neuhauser, A. Riviere, and A. Strahl, Intermetallics 12, 125 (2004).
15. A. Bahadur, T. L. Sharma, N. Parida, A. N. Mukherjee, and O. N. Mohanty, Journal of MaterialsScience 28, 5375 (1993).
16. M. T. Kim and J. S. Jung, Surface and Coatings Technology 161, 218 (2002).
358 Oxid Met (2011) 76:347–358
123




















