Al Malzemelerin AL Saplamalar Ile Saplama Kaynak Yontemi Ile Birlestirilmesi
9
ALÜMİNYUM MALZEMELERİN SAPLAMA KAYNAĞINDA KAYNAK GERİLİMİNİN KAYNAK BİRLEŞME BÖLGESİNE ETKİLERİ Emine GÜNDOĞDU*, Adem KURT** *Gedik Üniversitesi, Gedik Meslek Yüksekokulu, Pendik, İstanbul **Gazi üniversitesi Teknoloji Fakültesi, Metalürji ve Malzeme Müh. Bölümü, Ankara ÖZET Bu çalışmada saplama kaynak yöntemi ile 5 mm kalınlığındaki Al levhalara 3 mm Ø Al saplamaların kondansatör boşaltmalı saplama kaynak makinesi kullanılarak 100 V, 130 V, 150 V, 180 V, 200 V kaynak değerlerinde kaynak yapılarak kaynak bölgesinin metalurjik ve mekanik özellikleri araştırılmıştır. Kaynak sonrası kaynak bölgesi optik mikroskopla incelenerek kaynak parametrelerinin etkilerini temsil eden bölgelerden mikro yapı fotoğrafları alınarak değerlendirilmiştir. Ayrıca her bir parametrede kaynak yapılan saplamalara sertlik, eğme ve çekme testi uygulanarak kaynak parametrelerinin mekanik özelliklere etkisi belirlenmiştir. I.GİRİŞ Günümüzde kaynaklı birleştirmeler oldukça sıklıkla kullanılmaya başlanmıştır. Ancak her metalin kaynağı aynı şekilde başarılı olamamaktadır. Kaynaklı birleştirmeler aynı kimyasal özelliklere sahip olan metallerin yine kimyasal özellikleri bunlara yakın olan başka bir metal ile birleştirilmesidir. Teknolojini ilerlemesi ile farklı kimyasal özelliklere sahip olan metallerin kaynağı da mümkündür. Ancak hala Al gibi bazı metallerin ergitmeli yöntemlerle kaynağında problemler yaşanmaktadır. Al metalinin kullanım kolaylığı, korozyona karşı dirençli olması ve yüzey parlaklığı bu metalin saplama kaynak yöntemi ile kaynaklanabilirliğini araştırmaya yöneltmiştir. Bu çalışmada da Al levhalara Al saplamaların saplama kaynak yöntemi ile kaynaklanabilirliği araştırılmıştır. Dıştan dişli ve içten dişli bağlantı ekipmanlarının sacların üzerine tutturulması çok zor bir iştir. Daha önceden saplamalar ufak
Transcript of Al Malzemelerin AL Saplamalar Ile Saplama Kaynak Yontemi Ile Birlestirilmesi
ALÜMİNYUM MALZEMELERİN SAPLAMA KAYNAĞINDA KAYNAK GERİLİMİNİNKAYNAK BİRLEŞME BÖLGESİNE ETKİLERİ
Emine GÜNDOĞDU*, Adem KURT**
*Gedik Üniversitesi, Gedik Meslek Yüksekokulu, Pendik, İstanbul
**Gazi üniversitesi Teknoloji Fakültesi, Metalürji ve Malzeme Müh.Bölümü, Ankara
ÖZET
Bu çalışmada saplama kaynak yöntemi ile 5 mm kalınlığındaki Allevhalara 3 mm Ø Al saplamaların kondansatör boşaltmalı saplamakaynak makinesi kullanılarak 100 V, 130 V, 150 V, 180 V, 200 Vkaynak değerlerinde kaynak yapılarak kaynak bölgesininmetalurjik ve mekanik özellikleri araştırılmıştır. Kaynaksonrası kaynak bölgesi optik mikroskopla incelenerek kaynakparametrelerinin etkilerini temsil eden bölgelerden mikro yapıfotoğrafları alınarak değerlendirilmiştir. Ayrıca her birparametrede kaynak yapılan saplamalara sertlik, eğme ve çekmetesti uygulanarak kaynak parametrelerinin mekanik özelliklereetkisi belirlenmiştir.
I.GİRİŞ
Günümüzde kaynaklı birleştirmeler oldukça sıklıkla kullanılmayabaşlanmıştır. Ancak her metalin kaynağı aynı şekilde başarılıolamamaktadır. Kaynaklı birleştirmeler aynı kimyasal özellikleresahip olan metallerin yine kimyasal özellikleri bunlara yakın olanbaşka bir metal ile birleştirilmesidir. Teknolojini ilerlemesi ilefarklı kimyasal özelliklere sahip olan metallerin kaynağı damümkündür. Ancak hala Al gibi bazı metallerin ergitmeli yöntemlerlekaynağında problemler yaşanmaktadır. Al metalinin kullanımkolaylığı, korozyona karşı dirençli olması ve yüzey parlaklığı bumetalin saplama kaynak yöntemi ile kaynaklanabilirliğini araştırmayayöneltmiştir. Bu çalışmada da Al levhalara Al saplamaların saplamakaynak yöntemi ile kaynaklanabilirliği araştırılmıştır.
Dıştan dişli ve içten dişli bağlantı ekipmanlarının sacların üzerinetutturulması çok zor bir iştir. Daha önceden saplamalar ufak

boylarda kesilip metale kaynak edilerek kullanılırdı. Bu işleminzorluğu saplama kaynak yöntemini geliştirmiştir [1].
Saplama kaynağı seramik halkalı ve kondansatör boşaltmalı olmaküzere iki farklı şekilde uygulanır. Bu yöntem de diğer ark kaynakyöntemlerinde olduğu gibi elektriksel, mekaniksel ve metalürjikesasları içermektedir[2].
Saplama kaynağında güç kaynağı ve saplama kaynağı kontrol sistemi,ark esnasındaki zamanı ve akım şiddetini kontrol etmek içinyerleştirilir. Tetik devresine sahip olan kaynak tabancası kaynağınbaşlatılmasını, saplama tutucunun esas metalden geri çekilmesini vekaynak arkının başlatılmasını sağlar[2].
Kaynak tabancası aktif hale getirildiğinde özel hazırlanmış kaynakucu kaynak cihazındaki kapasitörlerdeki enerji sayesinde kontrollübir elektrik arkı başlatarak, saplamanın ucu ile iş parçasının birbölümünün erimesini sağlar. Saplama erimiş metal katılaşana veyüksek kaliteli bir eritme kaynağı oluşana kadar yerinde sabittutulur [3].
Kaynak işlemi bittikten sonra uygun görülürse eğme testine tabitutulurlar. Al saplamalar test esnasında çekiç darbeleriyleeğilmemelidir. Saplama ucuna geçirilmiş bir boru yardımıylasaplamalar kırılmadan kendi ekseni doğrultusunda 10o’den 15o’ye kadareğilirse kaynak işleminin başarılı olduğu düşünülür[4].
II. Deneysel Sonuçlar ve Tartışma
Bu çalışmada aşağıda kimyasal analizi verilen Al malzemeden 5 mm
kalınlıktaki levhaların üzerine 3 mm çaplarındaki Al saplamalar
saplama kaynak yöntemi ile 100,130,150,180,200 voltaj değerlerinde
kondansatör boşaltmalı saplama kaynak makinesi ile atmosfer
korumasız ortamda kaynak edilmişlerdir. Kaynaklı numunelerin makro
muayenesi gözle ve elle yapıldıktan sonra bu testleri geçen
numuneler mikro incelemeler için hazırlanmışlardır. Deneylerde
kullanılan Al levhanın kimyasal içeriği Çizelge 1 de verilmiştir.
Çizelge 1. Al levha malzemenin kimyasal içeriği

Al% Fe Cu Mn Mg Zn Ti Cr Ni Pb Sn
Avg 99,370
4
0,3784
2
0,0196
4
0,0134
8
0,0216
4
0,0251
2
0,0184
4
0,0048
0
0,0029
4
0,0019
7
0,0007
4
Na Ca B Zr V Be Sr Ga P Li Si
Avg 0,0002
6
0,0011
2
0,0014
9
0,0023
8
0,0083
8
0,0000
1
0,0001
6
0,0132
6
0,0003
9
0,0003
4
0.1145
3
- 100V Kaynak geriliminde yapılan birleştirmeler
100 V yapılan kaynaklı birleştirmelerde kaynak işlemi esnasındaŞekil den görüldüğü gibi kaynaklı bölgede kaynak metali esasmetal arasında homojen bir birleşme olduğu gözlenmekte vekaynak merkezi ile saplama kenarlarında olan kaynak metalitabaka kalınlığı arasında oldukça açık bir fark vardır. Kaynakmetali kalınlığının kenar bölgelerde daha az olmasının nedenide kaynak esnasında oluşan patlamadan dolayı kaynak metalininhızlı soğumasıyla merkezde birikme oluşmuştur. Kaynak metalisaplama kenarlarına gidene kadar soğuma olmuş ve bulunduğuyerde katılaşmıştır. Saplama kenarlarında bulunan kaynakedilmemiş bölgelerde yine patlama esnasında ergimiş metalikaynak bölgesini terk ederken saplama kenarlarında kaynakedilmemiş bölge oluşmasına neden olduğu düşünülmektedir.
Şekil 2.1 100V kaynak gerilimindeki kaynak bölgesi
- 130 V Kaynak geriliminde yapılan birleştirmeler
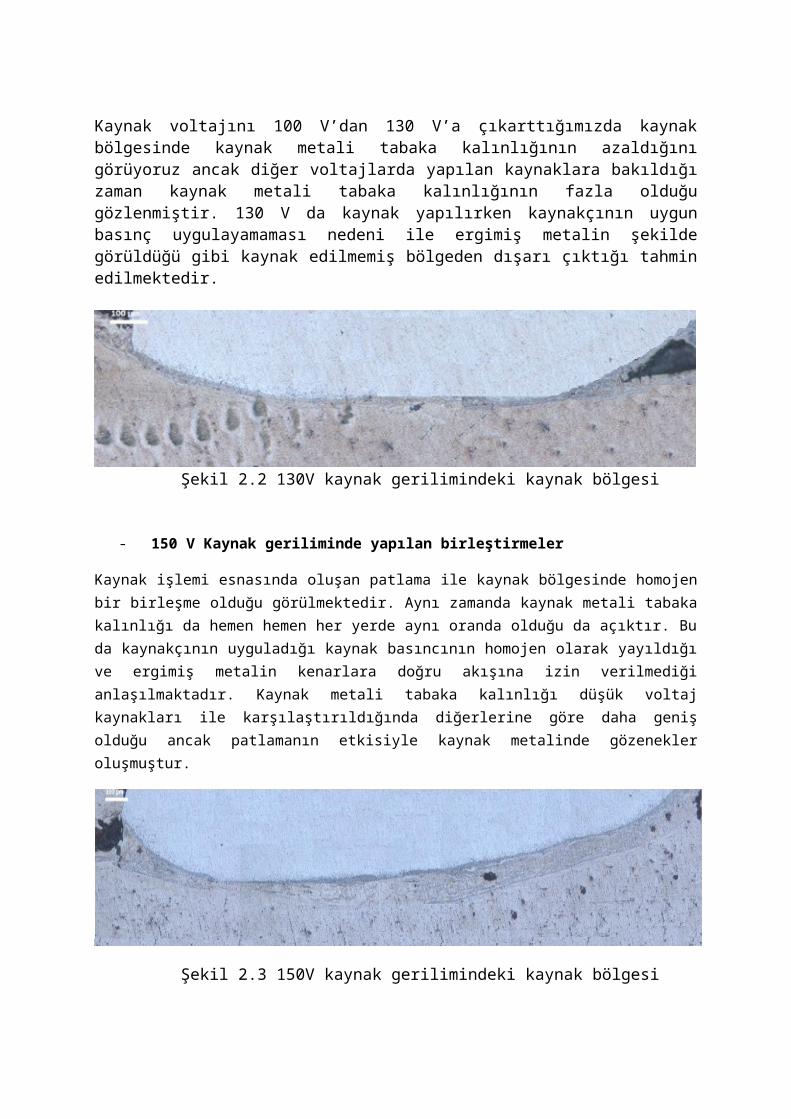
Kaynak voltajını 100 V’dan 130 V’a çıkarttığımızda kaynakbölgesinde kaynak metali tabaka kalınlığının azaldığınıgörüyoruz ancak diğer voltajlarda yapılan kaynaklara bakıldığızaman kaynak metali tabaka kalınlığının fazla olduğugözlenmiştir. 130 V da kaynak yapılırken kaynakçının uygunbasınç uygulayamaması nedeni ile ergimiş metalin şekildegörüldüğü gibi kaynak edilmemiş bölgeden dışarı çıktığı tahminedilmektedir.
Şekil 2.2 130V kaynak gerilimindeki kaynak bölgesi
- 150 V Kaynak geriliminde yapılan birleştirmeler
Kaynak işlemi esnasında oluşan patlama ile kaynak bölgesinde homojenbir birleşme olduğu görülmektedir. Aynı zamanda kaynak metali tabakakalınlığı da hemen hemen her yerde aynı oranda olduğu da açıktır. Buda kaynakçının uyguladığı kaynak basıncının homojen olarak yayıldığıve ergimiş metalin kenarlara doğru akışına izin verilmediğianlaşılmaktadır. Kaynak metali tabaka kalınlığı düşük voltajkaynakları ile karşılaştırıldığında diğerlerine göre daha genişolduğu ancak patlamanın etkisiyle kaynak metalinde gözenekleroluşmuştur.
Şekil 2.3 150V kaynak gerilimindeki kaynak bölgesi
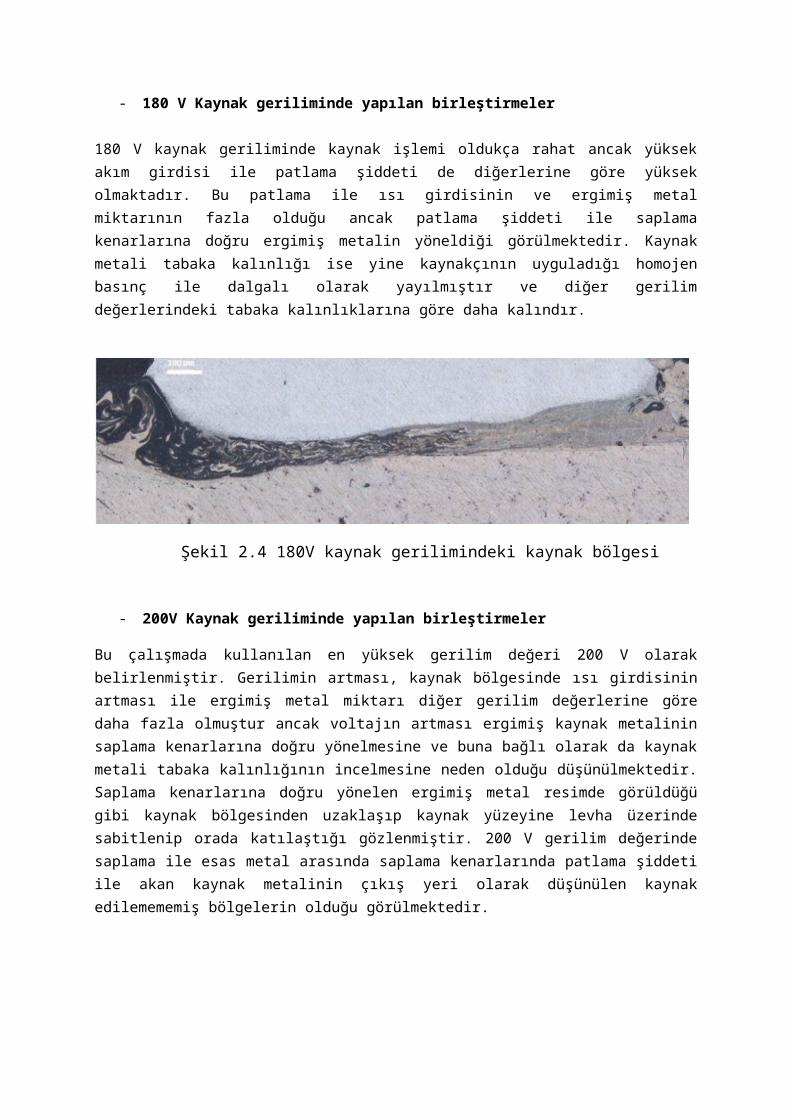
- 180 V Kaynak geriliminde yapılan birleştirmeler
180 V kaynak geriliminde kaynak işlemi oldukça rahat ancak yüksekakım girdisi ile patlama şiddeti de diğerlerine göre yüksekolmaktadır. Bu patlama ile ısı girdisinin ve ergimiş metalmiktarının fazla olduğu ancak patlama şiddeti ile saplamakenarlarına doğru ergimiş metalin yöneldiği görülmektedir. Kaynakmetali tabaka kalınlığı ise yine kaynakçının uyguladığı homojenbasınç ile dalgalı olarak yayılmıştır ve diğer gerilimdeğerlerindeki tabaka kalınlıklarına göre daha kalındır.
Şekil 2.4 180V kaynak gerilimindeki kaynak bölgesi
- 200V Kaynak geriliminde yapılan birleştirmeler
Bu çalışmada kullanılan en yüksek gerilim değeri 200 V olarakbelirlenmiştir. Gerilimin artması, kaynak bölgesinde ısı girdisininartması ile ergimiş metal miktarı diğer gerilim değerlerine göredaha fazla olmuştur ancak voltajın artması ergimiş kaynak metalininsaplama kenarlarına doğru yönelmesine ve buna bağlı olarak da kaynakmetali tabaka kalınlığının incelmesine neden olduğu düşünülmektedir.Saplama kenarlarına doğru yönelen ergimiş metal resimde görüldüğügibi kaynak bölgesinden uzaklaşıp kaynak yüzeyine levha üzerindesabitlenip orada katılaştığı gözlenmiştir. 200 V gerilim değerindesaplama ile esas metal arasında saplama kenarlarında patlama şiddetiile akan kaynak metalinin çıkış yeri olarak düşünülen kaynakedilemememiş bölgelerin olduğu görülmektedir.
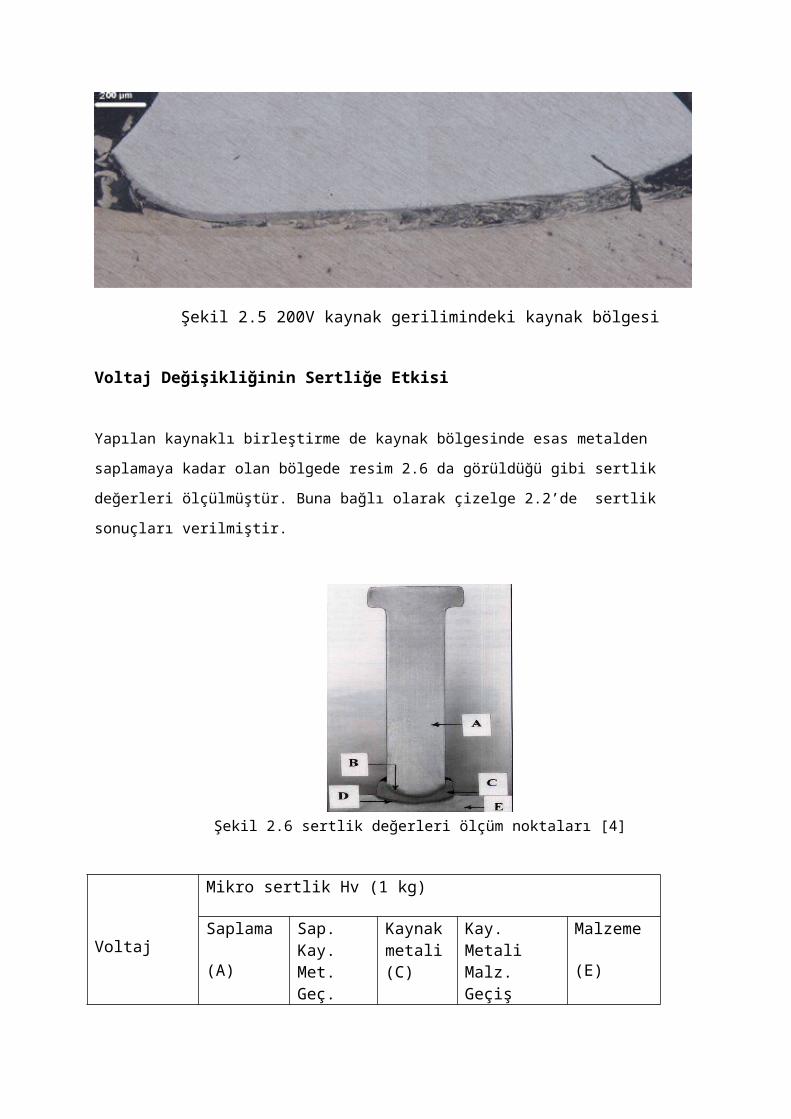
Şekil 2.5 200V kaynak gerilimindeki kaynak bölgesi
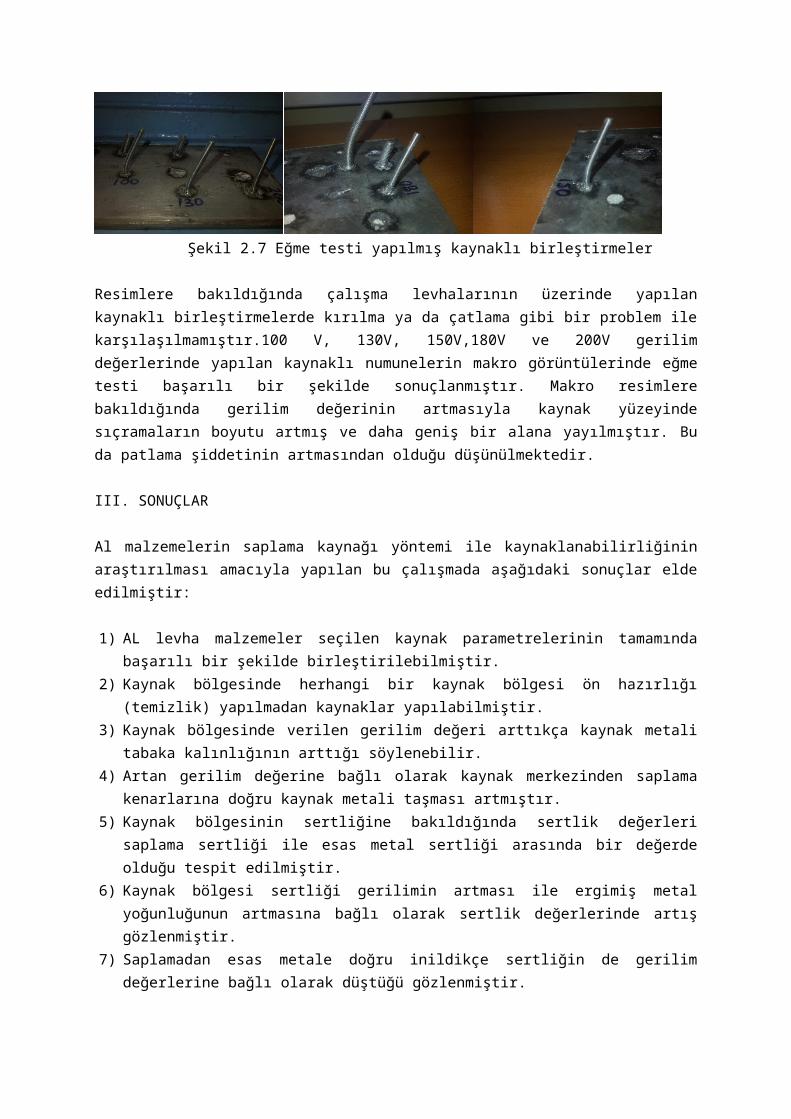
Voltaj Değişikliğinin Sertliğe Etkisi
Yapılan kaynaklı birleştirme de kaynak bölgesinde esas metalden
saplamaya kadar olan bölgede resim 2.6 da görüldüğü gibi sertlik
değerleri ölçülmüştür. Buna bağlı olarak çizelge 2.2’de sertlik
sonuçları verilmiştir.
Şekil 2.6 sertlik değerleri ölçüm noktaları [4]
Voltaj
Mikro sertlik Hv (1 kg)
Saplama
(A)
Sap.Kay.Met.Geç.
Kaynakmetali(C)
Kay.MetaliMalz.Geçiş
Malzeme
(E)

(B) (D)100 79,8 61,3 52,2 42,0 40,2130 87,3 66,9 54,0 53,2 44,0150 88,9 76,2 55,5 41,5 43,5180 84,1 77,0 56,8 48,5 42,6200 79,5 72.8 62,4 48,9 43,8
Çizelgede saplama sertlikleri farklı gerilim değerlerinde yaklaşıkolarak 79,5 Hv ile 88,9 Hv arasında olduğu ancak esas metalinsertlikleri ise yine farklı gerilim değerlerinde 40,2 ile 44,0 Hvarasında değişmektedir. Kaynak bölgesinin sertlik değerlerinebakıldığında ise gerilim değişmesi ile kaynak metali sertliğinin debuna bağlı olarak arttığı gözlenmiştir. Bunu nedenini 100 V daergimiş ergimiş metal miktarının az olması hem kaynak bölgesinin azolmasına hem de ergimiş saplama ile esas metal miktarının azolduğunu bunun için ergiyen bölgenin daha çok esas metalden olduğuiçin sertlik esas metal daha yakın bir değerde olduğu düşünülebilir.Gerilim değeri arttıkça sertliğin de artması kaynak bölgesindeki ısıgirdisinin fazla olması ile ve patlamanın şiddeti ile saplamanın daergimişlik oranının artması kaynak bölgesindeki sertliğin artmasınaneden olduğu düşünülmektedir.
- Gerilim değişikliğinin eğme testine etkisiKaynaklı numunelerin mikro yapı ve sertlik kontrollerinden sonrabirde eğme testine tabi tutulmuştur. Eğme sonuçlarına bakıldığındanumunelerde herhangi bir problem olmadığı hepsinde kaynaklı bölgeeğilmeye maruz kaldığında kırılmamıştır.
Eğme testi yapılırken saplamaların yaklaşık olarak 15o ile 30o
arasında bir açı ile kaynak bölgesine yakın bir mesafeden eğilmesigerekmektedir. Bu eğme işleminde kaynak bölgesinde herhangi birçatlama ya da kırılma gibi bir hasar oluşmadığı takdirde yapılankaynakların başarılı olduğu söylenebilir. Aşağıda verilen gerilimdeğerlerinde yapılmış olan kaynaklı numunelerin eğme testi sonuçlarıresimlendirilmiştir.
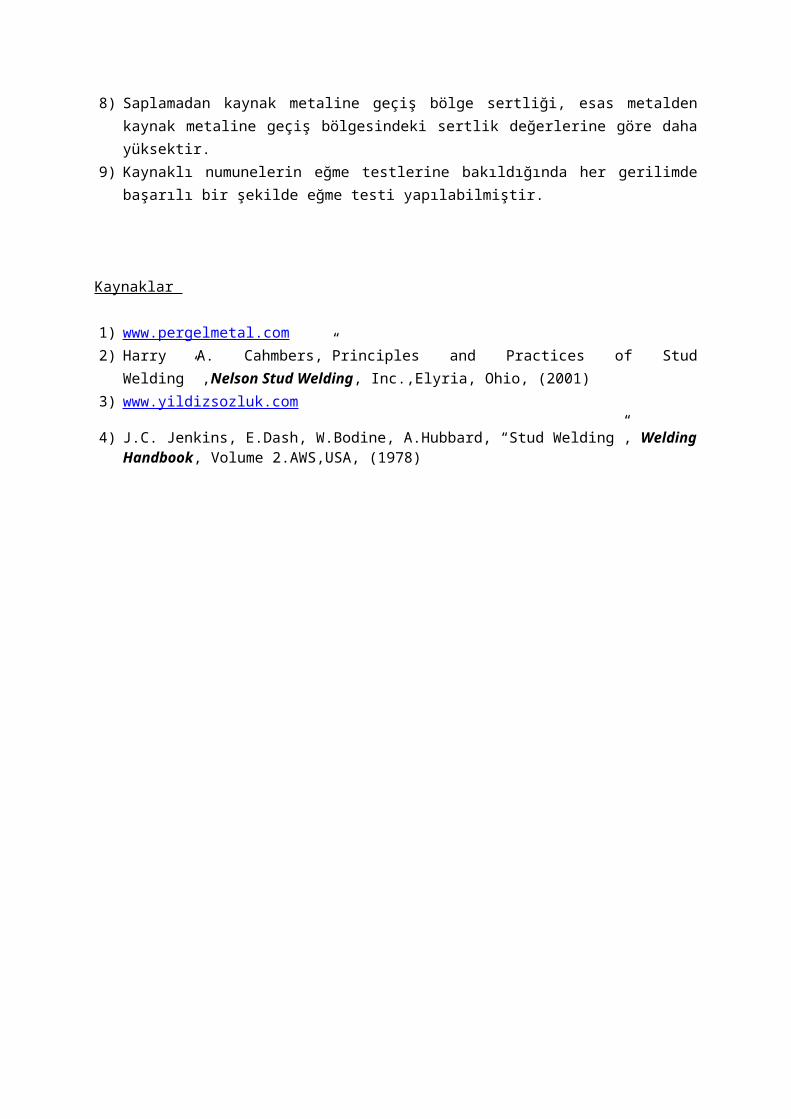
Şekil 2.7 Eğme testi yapılmış kaynaklı birleştirmeler
Resimlere bakıldığında çalışma levhalarının üzerinde yapılankaynaklı birleştirmelerde kırılma ya da çatlama gibi bir problem ilekarşılaşılmamıştır.100 V, 130V, 150V,180V ve 200V gerilimdeğerlerinde yapılan kaynaklı numunelerin makro görüntülerinde eğmetesti başarılı bir şekilde sonuçlanmıştır. Makro resimlerebakıldığında gerilim değerinin artmasıyla kaynak yüzeyindesıçramaların boyutu artmış ve daha geniş bir alana yayılmıştır. Buda patlama şiddetinin artmasından olduğu düşünülmektedir.
III. SONUÇLAR
Al malzemelerin saplama kaynağı yöntemi ile kaynaklanabilirliğininaraştırılması amacıyla yapılan bu çalışmada aşağıdaki sonuçlar eldeedilmiştir:
1) AL levha malzemeler seçilen kaynak parametrelerinin tamamındabaşarılı bir şekilde birleştirilebilmiştir.
2) Kaynak bölgesinde herhangi bir kaynak bölgesi ön hazırlığı(temizlik) yapılmadan kaynaklar yapılabilmiştir.
3) Kaynak bölgesinde verilen gerilim değeri arttıkça kaynak metalitabaka kalınlığının arttığı söylenebilir.
4) Artan gerilim değerine bağlı olarak kaynak merkezinden saplamakenarlarına doğru kaynak metali taşması artmıştır.
5) Kaynak bölgesinin sertliğine bakıldığında sertlik değerlerisaplama sertliği ile esas metal sertliği arasında bir değerdeolduğu tespit edilmiştir.
6) Kaynak bölgesi sertliği gerilimin artması ile ergimiş metalyoğunluğunun artmasına bağlı olarak sertlik değerlerinde artışgözlenmiştir.
7) Saplamadan esas metale doğru inildikçe sertliğin de gerilimdeğerlerine bağlı olarak düştüğü gözlenmiştir.
8) Saplamadan kaynak metaline geçiş bölge sertliği, esas metaldenkaynak metaline geçiş bölgesindeki sertlik değerlerine göre dahayüksektir.
9) Kaynaklı numunelerin eğme testlerine bakıldığında her gerilimdebaşarılı bir şekilde eğme testi yapılabilmiştir.
Kaynaklar
1) www.pergelmetal.com 2) Harry A. Cahmbers,”Principles and Practices of Stud
Welding” ,Nelson Stud Welding, Inc.,Elyria, Ohio, (2001)3) www.yildizsozluk.com
4) J.C. Jenkins, E.Dash, W.Bodine, A.Hubbard, “Stud Welding”, WeldingHandbook, Volume 2.AWS,USA, (1978)