A relational database approach to a linear programming-based decision support system for production...
14
A relational database approach to a linear programming-based decision support system for production planning in secondary wood product manufacturing Ross R. Farrell a, * , Thomas C. Maness b a WoodFlow Systems Corp., Burnaby, BC, Canada V5A 1R2 b Faculty of Forestry, University of British Columbia, 2424 Main Mall, Vancouver, BC, Canada V6T 1Z4 Received 5 September 2003; received in revised form 5 September 2003; accepted 3 February 2004 Available online 30 April 2004 Abstract Secondary manufacturers in the forest products industry face a complex production planning process. Linear programming (LP)-based applications have addressed this production planning issue. However, most models have been developed for a specific plant configuration and cannot readily be applied to others. A relational database approach was used to create an integrated linear programming-based decision support system that can be used to analyze production planning issues in a wide variety of secondary wood product manufacturers. The flexibility of the resultant system indicated the potential to analyze production strategies in the highly dynamic environment characteristic of secondary manufacturers. D 2004 Elsevier B.V. All rights reserved. Keywords: Decision support system; Linear programming; Flexibility; Relational database; Production planning; Secondary wood product manufacturing 1. Introduction The expansion of the secondary manufacturing industry is a common interest for the major timber producing, importing and exporting regions of the world [19]. Governments recognize the potential of the secondary industry to stimulate economic devel- opment through job creation and economic diversifi- cation in forest dependent economies [6,20,21]. Furthermore, rationalization in the primary manufac- turing sector has resulted in fewer but larger more efficient sawmills in the ECE region (Europe, North America and the CIS) [19]. This has resulted in downward pressure on employment in the primary manufacturing industry and may exacerbate the need for increased activity in the secondary industry to support these economies. Secondary manufacturers are typified by a wide variety of raw materials, manufacturing processes and potential products. Consequently, the production plan- ning process can be highly complex. This complexity is further increased by the dynamic nature of the market environment [16]. A limited number of linear programming (LP)- based applications have addressed this complex 0167-9236/$ - see front matter D 2004 Elsevier B.V. All rights reserved. doi:10.1016/j.dss.2004.02.001 * Corresponding author. Tel.: +1-604 822-86-39; fax: +1-604- 822-91-04. E-mail addresses: [email protected] (R.R. Farrell), [email protected] (T.C. Maness). www.elsevier.com/locate/dsw Decision Support Systems 40 (2005) 183 – 196
Transcript of A relational database approach to a linear programming-based decision support system for production...
www.elsevier.com/locate/dsw
Decision Support Systems 40 (2005) 183–196
A relational database approach to a linear programming-based
decision support system for production planning in
secondary wood product manufacturing
Ross R. Farrella,*, Thomas C. Manessb
aWoodFlow Systems Corp., Burnaby, BC, Canada V5A 1R2bFaculty of Forestry, University of British Columbia, 2424 Main Mall, Vancouver, BC, Canada V6T 1Z4
Received 5 September 2003; received in revised form 5 September 2003; accepted 3 February 2004
Available online 30 April 2004
Abstract
Secondary manufacturers in the forest products industry face a complex production planning process. Linear programming
(LP)-based applications have addressed this production planning issue. However, most models have been developed for a
specific plant configuration and cannot readily be applied to others. A relational database approach was used to create an
integrated linear programming-based decision support system that can be used to analyze production planning issues in a wide
variety of secondary wood product manufacturers. The flexibility of the resultant system indicated the potential to analyze
production strategies in the highly dynamic environment characteristic of secondary manufacturers.
D 2004 Elsevier B.V. All rights reserved.
Keywords: Decision support system; Linear programming; Flexibility; Relational database; Production planning; Secondary wood product
manufacturing
1. Introduction turing sector has resulted in fewer but larger more
The expansion of the secondary manufacturing
industry is a common interest for the major timber
producing, importing and exporting regions of the
world [19]. Governments recognize the potential of
the secondary industry to stimulate economic devel-
opment through job creation and economic diversifi-
cation in forest dependent economies [6,20,21].
Furthermore, rationalization in the primary manufac-
0167-9236/$ - see front matter D 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.dss.2004.02.001
* Corresponding author. Tel.: +1-604 822-86-39; fax: +1-604-
822-91-04.
E-mail addresses: [email protected] (R.R. Farrell),
[email protected] (T.C. Maness).
efficient sawmills in the ECE region (Europe, North
America and the CIS) [19]. This has resulted in
downward pressure on employment in the primary
manufacturing industry and may exacerbate the need
for increased activity in the secondary industry to
support these economies.
Secondary manufacturers are typified by a wide
variety of raw materials, manufacturing processes and
potential products. Consequently, the production plan-
ning process can be highly complex. This complexity
is further increased by the dynamic nature of the
market environment [16].
A limited number of linear programming (LP)-
based applications have addressed this complex

R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196184
production planning issue in secondary manufactur-
ing. However, most models have been developed for
a specific application domain and cannot readily be
applied to others [2,3,5,12,15]. This may help ex-
plain an observation made by Carino and Willis [4]
regarding the lack of optimization modeling appli-
cations in small and medium forest products com-
panies. Srinivasan and Sundaram [18], and Muhanna
and Pick [11] convey the importance of flexible
approaches to model design, in order to broaden the
scope of potential applications. Furthermore, Olh-
ager and Rapp [14] suggest that specific operations
research applications may have a short life span due
to the highly dynamic nature of the manufacturing
environment.
The research objective was thus to develop a generic
linear programming-based modeling application that
will provide a flexible DSS for production planning in a
wide variety of secondary manufacturing plants. The
DSS was implemented and validated in a secondary
manufacturing operation in British Columbia, Canada
and is currently being used for production planning
purposes at this operation. This paper presents the
architecture of the resultant DSS and the mathematical
formulation to the underlying LP.
Examples of generic operations research models
that incorporate a high degree of application flexibility
can be found in a variety of manufacturing environ-
ments. Metaxiotis et al. [10] present an object oriented
approach to an advanced DSS that is integrated with a
Management Information System. The software pack-
age was integrated with a management information
system in a customized industrial environment in
Greece, and uses dynamic simulation techniques to
provide production planning and scheduling on a
daily basis. Fourer [7] implemented a generic linear
programming model via a database system for pro-
duction planning in the American steel industry. The
design of the database is closely related to the struc-
ture of the mathematical formulation. Gazmuri and
Arrate [8] discuss the development of a system to
build optimization models for a variety of applica-
tions. They employed a number of software tools from
a prototype of a modeling system, and implement a
general production-planning model in an appliance
manufacturer in Chile.
Zhang [22] provides the only example found by the
authors in the secondary manufacturing sector of the
forest products industry by developing a multi-period
model for furniture manufacturing. Flexibility is pro-
vided by viewing the manufacturing operation as a
number of processing stages that possess generic
attributes, rather than focusing on the specific attrib-
utes of each. The model incorporates a user interface
programmed in Fortran that generates the linear
programming model from user inputs and creates an
optimal solution report.
The work presented in this research is similar to
that carried out by Zhang in that the manufacturing
process is considered in general terms. However, a
relational database approach is employed to utilize the
data management and manipulation capability offered
by modern database systems [9,13].
2. DSS structure
The architecture of the DSS is shown in Fig. 1.
The foundation of the DSS is the database manage-
ment software, Microsoft (MS) Access. The rationale
for this was based on the popularity of MS Office
that includes Access as a standard component. The
MS Access components are linked to the LP opti-
mizer (XA) by an external program named XAEZ.
XAEZ instantiates and transfers the model from the
database to the optimizer for solving. XAEZ is also
responsible for transferring the LP results back to the
database. The external programs are shaded grey in
Fig. 1. Each component of the DSS is described in
the following sections.
2.1. Relational database
The relational database is responsible for storing and
managing all model data. The design of the relational
database adheres to the principles of normalization [17]
focusing on data handling efficiency and flexibility.
This contrasts with the work carried out by Fourer [7]
who designs a database system that is directly related to
the structure of the mathematical model (in terms of
variables, constraints and coefficients).
Our database design relates both to the data re-
quired to build the LP and the way in which we define
the structure of a secondary manufacturing plant. Any
plant may be represented as a system of machine
centers, with linkages that facilitate the transfer of
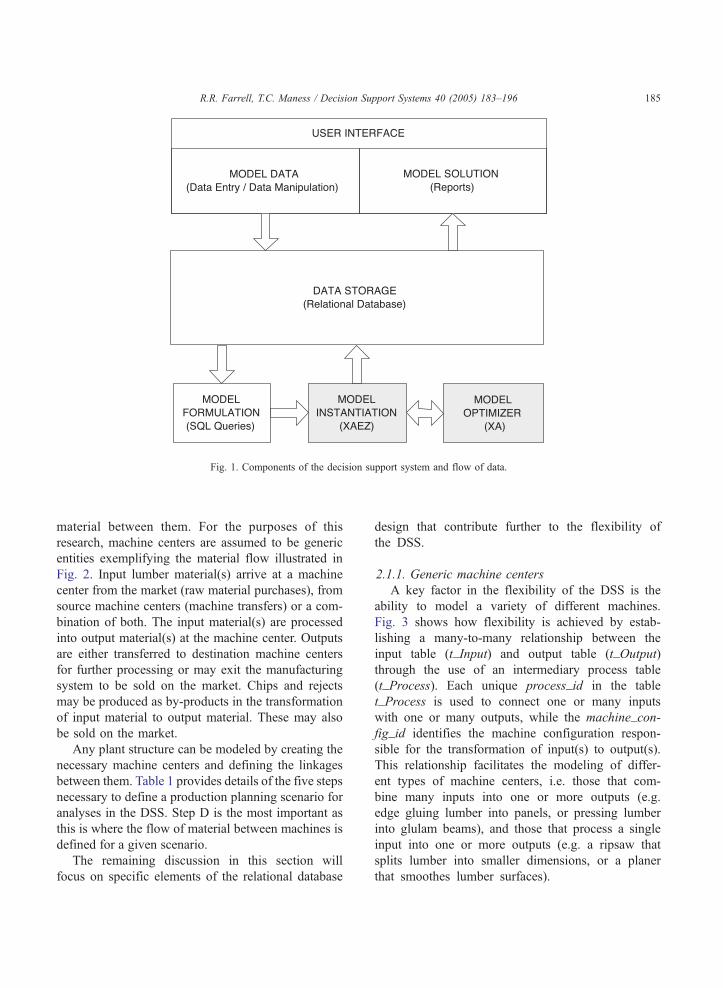
Fig. 1. Components of the decision support system and flow of data.
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196 185
material between them. For the purposes of this
research, machine centers are assumed to be generic
entities exemplifying the material flow illustrated in
Fig. 2. Input lumber material(s) arrive at a machine
center from the market (raw material purchases), from
source machine centers (machine transfers) or a com-
bination of both. The input material(s) are processed
into output material(s) at the machine center. Outputs
are either transferred to destination machine centers
for further processing or may exit the manufacturing
system to be sold on the market. Chips and rejects
may be produced as by-products in the transformation
of input material to output material. These may also
be sold on the market.
Any plant structure can be modeled by creating the
necessary machine centers and defining the linkages
between them. Table 1 provides details of the five steps
necessary to define a production planning scenario for
analyses in the DSS. Step D is the most important as
this is where the flow of material between machines is
defined for a given scenario.
The remaining discussion in this section will
focus on specific elements of the relational database
design that contribute further to the flexibility of
the DSS.
2.1.1. Generic machine centers
A key factor in the flexibility of the DSS is the
ability to model a variety of different machines.
Fig. 3 shows how flexibility is achieved by estab-
lishing a many-to-many relationship between the
input table (t_Input) and output table (t_Output)
through the use of an intermediary process table
(t_Process). Each unique process_id in the table
t_Process is used to connect one or many inputs
with one or many outputs, while the machine_con-
fig_id identifies the machine configuration respon-
sible for the transformation of input(s) to output(s).
This relationship facilitates the modeling of differ-
ent types of machine centers, i.e. those that com-
bine many inputs into one or more outputs (e.g.
edge gluing lumber into panels, or pressing lumber
into glulam beams), and those that process a single
input into one or more outputs (e.g. a ripsaw that
splits lumber into smaller dimensions, or a planer
that smoothes lumber surfaces).

includes spare parts and labor.
Fig. 2. Material flow for a generic machine center.
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196186
All machine centers have the same generic attrib-
utes. However, kilns are recognized as a special type
of machine center because material is processed
(dried) in batches referred to as charges. Additional
parameters are provided for machines identified as
kilns in order to compose input materials into charges.
2.1.2. Machine costs
A machine center may be configured in a variety of
ways for different processing functions, and may thus
incur different processing costs based on the machine
set-up and labor requirements. An example of a
versatile machine having different processing func-
tions would be a moulder. This machine can be used
for moulding, grooving or splitting lumber. Each
processing function may incur different processing
costs. The machine configuration attribute permits
the user to apply a different processing cost based
on the specific machine configuration utilized. Further
flexibility for modeling machine costs is provided by
subdividing the costs into groups and allowing these
costs to be applied on a volume or hourly basis.
Costs can be subdivided into:
n OSE: operating supplies and expenses—includes
glue and packaging.
n MSE: maintenance supplies and expenses—
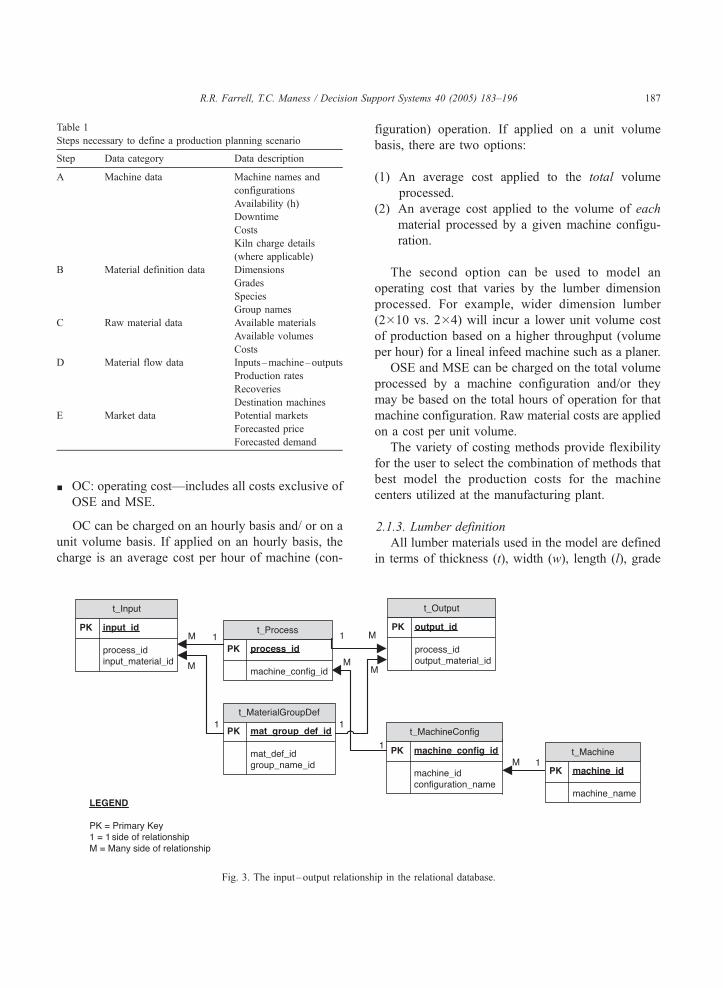
Table 1
Steps necessary to define a production planning scenario
Step Data category Data description
A Machine data Machine names and
configurations
Availability (h)
Downtime
Costs
Kiln charge details
(where applicable)
B Material definition data Dimensions
Grades
Species
Group names
C Raw material data Available materials
Available volumes
Costs
D Material flow data Inputs–machine–outputs
Production rates
Recoveries
Destination machines
E Market data Potential markets
Forecasted price
Forecasted demand
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196 187
n OC: operating cost—includes all costs exclusive of
OSE and MSE.
OC can be charged on an hourly basis and/ or on a
unit volume basis. If applied on an hourly basis, the
charge is an average cost per hour of machine (con-
Fig. 3. The input–output relationsh
figuration) operation. If applied on a unit volume
basis, there are two options:
(1) An average cost applied to the total volume
processed.
(2) An average cost applied to the volume of each
material processed by a given machine configu-
ration.
The second option can be used to model an
operating cost that varies by the lumber dimension
processed. For example, wider dimension lumber
(2�10 vs. 2�4) will incur a lower unit volume cost
of production based on a higher throughput (volume
per hour) for a lineal infeed machine such as a planer.
OSE and MSE can be charged on the total volume
processed by a machine configuration and/or they
may be based on the total hours of operation for that
machine configuration. Raw material costs are applied
on a cost per unit volume.
The variety of costing methods provide flexibility
for the user to select the combination of methods that
best model the production costs for the machine
centers utilized at the manufacturing plant.
2.1.3. Lumber definition
All lumber materials used in the model are defined
in terms of thickness (t), width (w), length (l), grade
ip in the relational database.

R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196188
( g), species (s) and material group name (n). The
dimension, species and grade attributes of a material
are obvious. However, the group name requires fur-
ther explanation. The group name allows one to group
associated materials together. For example, materials
of the same dimension, grade and species can be given
different group names in order to distinguish between
different raw material sources.
Another example is the use of group names to
identify different types of business. For example, a
secondary manufacturer may be involved in custom
processing (processing of customer’s wood) and mar-
ket processing (processing of purchased raw materials
into products for market sale). It can be useful to
Fig. 4. Defining materials in
differentiate between these two types of business
during the production planning process (i.e. quantify-
ing custom processing business and market processing
business). Lumber group names can be used for this
purpose. Fig. 4 illustrates how materials are defined in
the relational database.
2.1.4. Market demand
Three demand groups are provided to model the
sale of each output material (lumber products) on the
market. A demand group for each material is defined
by a market price and a volume capacity. Demand
groups are filled in ascending order (i.e. demand
group 1 before demand group 2) until their volume
the relational database.

R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196 189
capacity is attained. The three demand groups provide
modeling flexibility in that it is possible to define a
more realistic price–volume relationship for an output
material than would be possible if each product was
assigned a fixed price (i.e. a price fixed independently
of sale volume).
2.1.5. Units
The database has been designed to incorporate
different unit measurements. A unit table in the
database defines all the units that may be used in
the DSS. In addition, a unit conversion table stores
conversion factors that enable conversion between
different units. This is important as it facilitates the
modeling of products destined for different interna-
tional markets. For example, products destined for the
North American market are defined in imperial units,
while those destined for Europe or Japan are defined
in metric units.
2.2. User interface—data entry/manipulation
MS Access forms are developed to provide a user
interface that facilitates data entry and manipulation.
The forms allow the user to enter or modify data from
a number of tables on a single form. In this way, the
DSS is easier to use as one need only be concerned
with a small number of forms (to view or enter data)
rather than navigate the plethora of individual data
tables that make up the database. In addition, forms
allow the data requirements to be presented to the user
in an intuitive manner. The forms also provide fea-
tures that help minimize data entry error. For example,
filters are used on combo-boxes to ensure that the
species of an output material matches that of the input
material.
2.3. Model formulation
The model developed in this research is a single
period planning model. Such a model is appropriate
for short term production planning ranging from a
weekly to quarterly time period. The model is
formulated as a MILP. The kiln charge variables
(CHRGnimf) were modeled as integers as kiln mate-
rial can only be dried in full charges, i.e. it is not
economically viable to load a kiln below charge
volume capacity. Furthermore, a number of binary
(0,1) indicator variables are used to compose market
material into the demand groups.
2.3.1. Objective function
The objective function (terms 1 to 8) maximizes
the profit (total revenue minus total cost) for the
secondary manufacturing operation over one future
time period. Costs are incurred via raw material
purchases (term 1) and machine operation through
operating costs (terms 2 and 3), maintenance supplies
and expenses (term 4), and operating supplies and
expenses (term 5). Revenue is derived from the sale of
lumber products (term 6), reject lumber (term 7) and
chips (term 8).
Maximize:
�XNn¼1
XIi¼1
XLl¼1
cRAW MPnil � RAW MPnil ð1Þ
�XMm¼1
XFf¼1
"ðcOC TFVOLmf � TFVOLmf Þ
þ ðcOC TFHRSmf � TFHRSmf Þ
þXNn¼1
XIi¼1
XLl¼1
cOC MATVOLnilmf
�MATVOLnilmf
!#ð2Þ
�XNn¼1
XIi¼1
XMm¼1
XFf¼1
cKVOLnimf � KVOLnimf ð3Þ
�XMm¼1
XFf¼1
½ðcMSE TFVOLmf � TFVOLmf Þ
þ ðcMSE TFHRSmf � TFHRSmf Þ� ð4Þ
�XMm¼1
XFf¼1
½ðcOSE TFVOLmf � TFVOLmf Þ
þ ðcOSE TFHRSmf � TFHRSmf Þ� ð5Þ
þXIi¼1
XLl¼1
½ðrTMKT DG1il � TMKT DG1ilÞ
þ ðrTMKT DG2il � TMKT DG2ilÞ
þ ðrTMKT DG3il � TMKT DG3ilÞ� ð6Þ
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196190
þXIi¼1
XLl¼1
rREJil � TREJil ð7Þ
þrCHIP BDU� CHIP BDU ð8Þ
subject to Section 2.3.2.
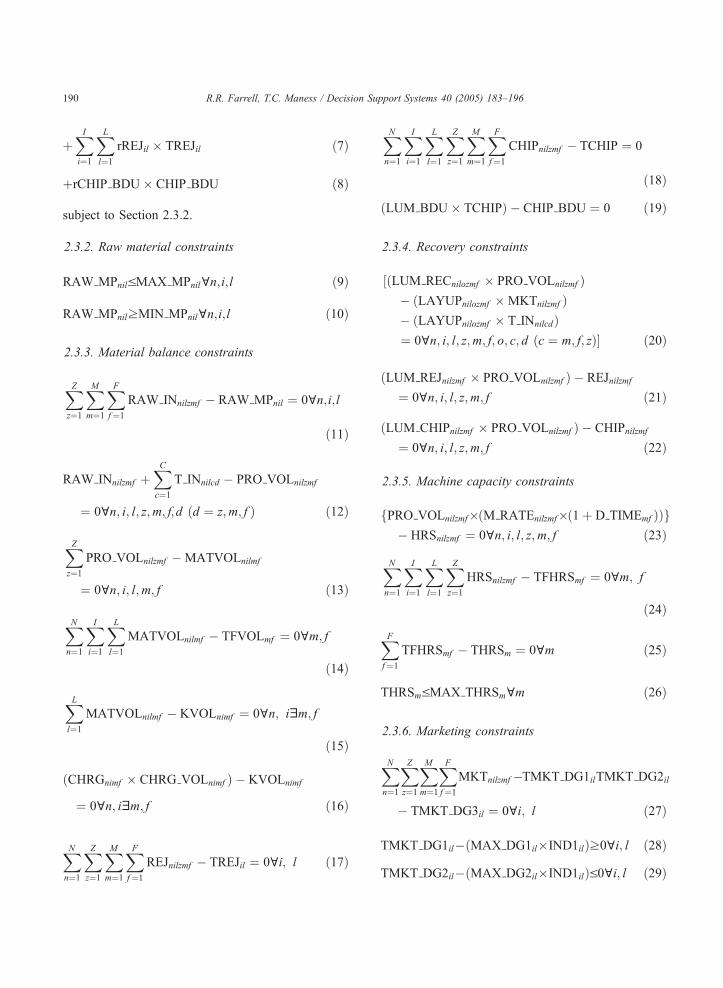
2.3.2. Raw material constraints
RAW MPnilVMAX MPnilbn;i;l ð9Þ
RAW MPnilzMIN MPnilbn;i;l ð10Þ
2.3.3. Material balance constraints
XZz¼1
XMm¼1
XFf¼1
RAW INnilzmf � RAW MPnil ¼ 0bn;i;l
ð11Þ
RAW INnilzmf þXCc¼1
T INnilcd � PRO VOLnilzmf
¼ 0bn; i; l; z;m; f;d ðd ¼ z;m; f Þ ð12Þ
XZz¼1
PRO VOLnilzmf �MATVOLnilmf
¼ 0bn; i; l;m; f ð13Þ
XNn¼1
XIi¼1
XLl¼1
MATVOLnilmf � TFVOLmf ¼ 0bm; f
ð14Þ
XLl¼1
MATVOLnilmf � KVOLnimf ¼ 0bn; iam; f
ð15Þ
ðCHRGnimf � CHRG VOLnimf Þ � KVOLnimf
¼ 0bn; iam; f ð16Þ
XNn¼1
XZz¼1
XMm¼1
XFf¼1
REJnilzmf � TREJil ¼ 0bi; l ð17Þ
XNn¼1
XIi¼1
XLl¼1
XZz¼1
XMm¼1
XFf¼1
CHIPnilzmf � TCHIP ¼ 0
ð18Þ
ðLUM BDU � TCHIPÞ � CHIP BDU ¼ 0 ð19Þ
2.3.4. Recovery constraints
½ðLUM RECnilozmf � PRO VOLnilzmf Þ� ðLAYUPnilozmf �MKTnilzmf Þ� ðLAYUPnilozmf � T INnilcdÞ¼ 0bn; i; l; z;m; f; o; c; d ðc ¼ m; f; zÞ� ð20Þ
ðLUM REJnilzmf � PRO VOLnilzmf Þ � REJnilzmf
¼ 0bn; i; l; z;m; f ð21Þ
ðLUM CHIPnilzmf � PRO VOLnilzmf Þ � CHIPnilzmf
¼ 0bn; i; l; z;m; f ð22Þ
2.3.5. Machine capacity constraints
fPRO VOLnilzmf�ðM RATEnilzmf�ð1þ D TIMEmf ÞÞg� HRSnilzmf ¼ 0bn; i; l; z;m; f ð23Þ
XNn¼1
XIi¼1
XLl¼1
XZz¼1
HRSnilzmf � TFHRSmf ¼ 0bm; f
ð24Þ
XFf¼1
TFHRSmf � THRSm ¼ 0bm ð25Þ
THRSmVMAX THRSmbm ð26Þ
2.3.6. Marketing constraints
XNn¼1
XZz¼1
XMm¼1
XFf¼1
MKTnilzmf �TMKT DG1ilTMKT DG2il
� TMKT DG3il ¼ 0bi; l ð27Þ
TMKT DG1il�ðMAX DG1il�IND1ilÞz0bi; l ð28Þ
TMKT DG2il�ðMAX DG2il�IND1ilÞV0bi; l ð29Þ

CHIPnilzmf Volume of chips produced processing
material (n,i,l) via manufacturing option
(z) at machine (m) configuration ( f).
CHIP_BDU Bone dry units (BDU) of chips produced.
One BDU is equal to the chip quantity
that would weigh 2400 lb at 0% moisture
content.
CHRGnimf Number of charges of material (n,i) into
kiln (m) configuration ( f).
HRSnilzmf Hours utilized processing material (n,i,l)
via manufacturing option (z) by machine
(m) configuration ( f).
IND1il Binary (0,1) indicator variable for
demand group 1.
IND2il Binary (0,1) indicator variable for
demand group 2.
KVOLnimf Volume of material (n,i) to be dried at
kiln (m) configuration ( f).
MATVOLnilmf Total volume of material (n,i,l)
processed by machine (m)
configuration ( f).
MKTnilzmf Volume of output material (n,i,l)
produced via manufacturing option
(z) at machine (m) configuration ( f)
for market sale.
PRO_VOLnilzmf Volume of material (n,i,l) processed via
manufacturing option (z) at machine (m)
configuration ( f).
RAW_INnilzmf Volume of raw material (n,i,l) processed
via manufacturing option (z) at machine
(m) configuration ( f).
RAW_MPnil Total volume of raw material (n,i,l)
purchased.
REJnilzmf Volume of material (n,i,l) rejected via
manufacturing option (z) at machine (m)
configuration ( f).
TCHIP Total volume of chips produced.
TFHRSmf Total hours utilized by machine (m)
configuration ( f).
TFVOLmf Total volume of material processed at
machine (m) configuration ( f).
THRSm Total hours utilized by machine (m).
T_INnilcd Volume of output material (n,i,l)
produced at source (c) transferred
to destination (d)
for further processing.
TMKT_DG1il Total volume of material (i,l) sold in
market demand group 1.
TMKT_DG2il Total volume of material (i,l) sold in
market demand group 2.
TMKT_DG3il Total volume of material (i,l) sold in
market demand group 3.
TREJil Total volume of reject material (i,l).
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196 191
TMKT DG2il�ðMAX DG2il�IND2ilÞz0bi; l ð30Þ
TMKT DG3il�ðMAX DG3il� 0bi; l ð31Þ
TMKT DG1ilVMAX DG1ilbi; l ð32Þ
TMKT DG1ilzMIN DG1ilbi; l ð33Þ
IND1ilV1 ð34Þ
IND2ilV1 ð35Þ
IND1il ¼ AIntegerA ð36Þ
IND2il ¼ AIntegerA ð37Þ
CHRGnimf ¼ AIntegerA ð38Þ
All variables z0.
2.4. Definitions
2.4.1. Subscripts
The (c) and (d) subscripts are used in the T_INnilcd
variables to transfer material between machine con-
figurations.
(c)=specifies source machine (m) configuration ( f )
manufacturing option (z) that transforms input
material (n,i,l) into output material (n,i,l).
(d)=specifies the destination machine (m) config-
uration ( f ) that will process material transferred
from all sources (c) via manufacturing option (z).
( f )=different configurations (machine set-up, work
force and processing functions) available for
machine center (m).
(i)=material defined by thickness (t), width (w),
grade ( g) and species (s).
(l)=material length.
(m)=machine center.
(n)=combines materials (i,l) into a material group
(n).
(o)=denotes output material (n,i,l) produced from
input material (n,i,l) via manufacturing option
(z).
(z)=manufacturing option where input material
(n,i,l) is processed into output material (n,i,l) via
machine (m) configuration ( f). The inputs and
outputs may be singular or multiple, depending on
the type of machine.
2.4.2. Variables

LUM_CHIPnilzmf Percentage of input material (n,i,l)
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196192
2.4.3. Cost coefficients
cKVOLnimf Cost per unit volume for drying
material (n,i) at kiln (m)
configuration ( f).
cMSE_TFHRSmf Average cost of maintenance supplies
and expenses, per hour of operation of
machine (m) configuration ( f).
cMSE_TFVOLmf Average cost of maintenance supplies
and expenses, per unit volume
processed at machine (m)
configuration ( f).
cOC_MATVOLnilmf Operating cost per unit volume, for
processing input material (n,i,l) by
machine (m) configuration ( f).
cOC_TFHRSmf Average operating cost, per hour of
operation for processing material at
machine (m) configuration ( f).
cOC_TFVOLmf Average operating cost, per unit
volume for processing material at
machine (m) configuration ( f).
cOSE_TFHRSmf Average cost of operating supplies
and expenses, per hour of operation
at machine (m) configuration ( f).
cOSE_TFVOLmf Average cost of operating supplies
and expenses, per unit volume
processed at machine (m)
configuration ( f).
cRAW_MPnil Cost per unit volume for purchasing
raw material (n,i,l).
rCHIP_BDU Revenue per bone dry unit,
for selling chips.
rTMKT_DG1il Revenue per unit volume, for selling
material (i,l) in demand group 1.
rTMKT_DG2il Revenue per unit volume, for selling
material (i,l) in demand group 2.
rTMKT_DG3il Revenue per unit volume, for selling
material (i,l) in demand group 3.
rTREJil Revenue per unit volume, for selling
reject material (i,l).
chipped via manufacturing option (z)
at machine (m) configuration ( f).
LUM_RECnilozmf Percentage of input material (n,i,l)
recovered as output material (o) via
manufacturing option (z) at machine
(m) configuration ( f).
LUM_REJnilzmf Percentage of input material (n,i,l)
rejected via manufacturing option (z)
at machine (m) configuration ( f).
MAX_DG1il Maximum volume of material (i,l) that
can be sold in demand group 1.
MAX_DG2il Maximum volume of material (i,l) that
can be sold in demand group 2.
MAX_DG3il Maximum volume of material (i,l) that
can be sold in demand group 3.
MAX_MPnil Maximum volume of raw material
(n,i,l) available for purchase.
MAX_THRSm Maximum operating hours available
for machine (m).
MIN_DG1il Minimum sale requirements for material
(i,l) in demand group 1. Used to
model orders.
MIN_MPnil Minimum permissible purchase volume
for raw material (n,i,l).
M_RATEnilzmf Machine hours utilized per unit
volume of input material (n,i,l) processed
via manufacturing option (z) at machine
(m) configuration ( f).
2.4.4. Other coefficients
CHRGnimf Kiln charge volume capacity for
material group (n,i) kiln (m)
configuration ( f).
D_TIMEmf Percentage downtime for machine (m)
configuration ( f).
LAYUPnilozmf Percentage of input material (n,i,l)
required in output material (o) according
to manufacturing option (z) at machine
(m) configuration ( f).
LUM_BDU Coefficient used to convert volume of
wood chips produced to BDU.
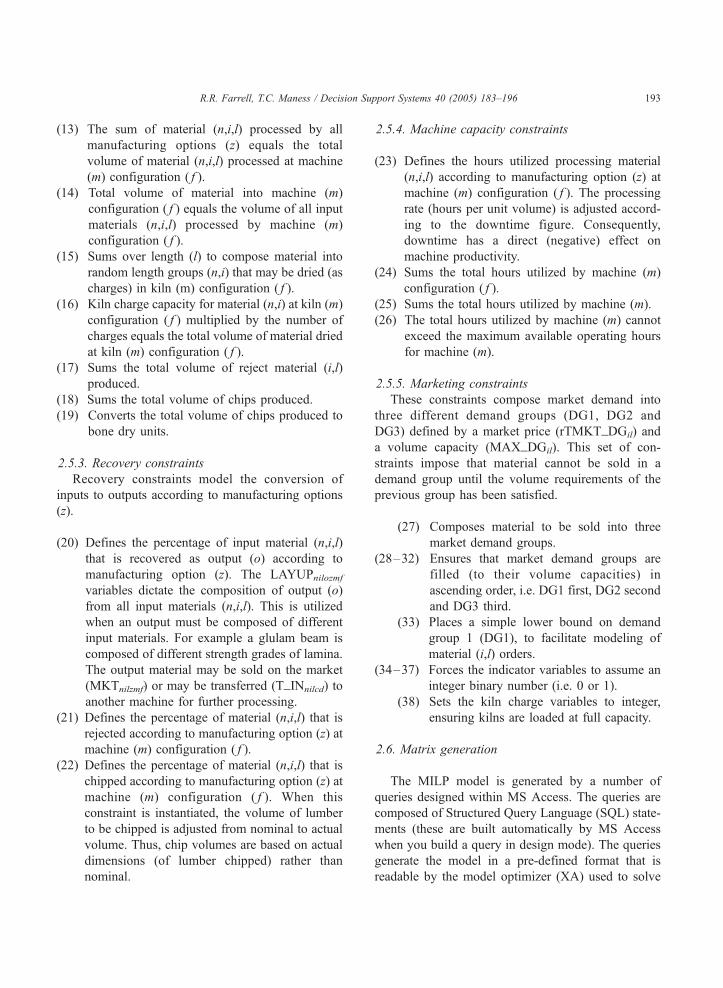
2.5. Constraints
2.5.1. Raw material constraints
(9) Raw material purchase volume cannot exceed
the available volume for each raw material.
(10) Applies a minimum permissible purchase
volume to applicable raw materials.
2.5.2. Material balance constraints
These constraints ensure that total inputs equal
total outputs.
(11) Total volume of raw material (n,i,l) input to all
manufacturing options (z) must equal the
volume of raw material (n,i,l) purchased.
(12) The sum of raw material (n,i,l) purchases and
material (n,i,l) transfers from all sources (c)
equals the total volume of material (n,i,l)
processed by manufacturing option (z) at
machine (m) configuration ( f).
R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196 193
(13) The sum of material (n,i,l) processed by all
manufacturing options (z) equals the total
volume of material (n,i,l) processed at machine
(m) configuration ( f ).
(14) Total volume of material into machine (m)
configuration ( f ) equals the volume of all input
materials (n,i,l) processed by machine (m)
configuration ( f ).
(15) Sums over length (l) to compose material into
random length groups (n,i) that may be dried (as
charges) in kiln (m) configuration ( f ).
(16) Kiln charge capacity for material (n,i) at kiln (m)
configuration ( f ) multiplied by the number of
charges equals the total volume of material dried
at kiln (m) configuration ( f ).
(17) Sums the total volume of reject material (i,l)
produced.
(18) Sums the total volume of chips produced.
(19) Converts the total volume of chips produced to
bone dry units.
2.5.3. Recovery constraints
Recovery constraints model the conversion of
inputs to outputs according to manufacturing options
(z).
(20) Defines the percentage of input material (n,i,l)
that is recovered as output (o) according to
manufacturing option (z). The LAYUPnilozmfvariables dictate the composition of output (o)
from all input materials (n,i,l). This is utilized
when an output must be composed of different
input materials. For example a glulam beam is
composed of different strength grades of lamina.
The output material may be sold on the market
(MKTnilzmf) or may be transferred (T_INnilcd) to
another machine for further processing.
(21) Defines the percentage of material (n,i,l) that is
rejected according to manufacturing option (z) at
machine (m) configuration ( f ).
(22) Defines the percentage of material (n,i,l) that is
chipped according to manufacturing option (z) at
machine (m) configuration ( f ). When this
constraint is instantiated, the volume of lumber
to be chipped is adjusted from nominal to actual
volume. Thus, chip volumes are based on actual
dimensions (of lumber chipped) rather than
nominal.
2.5.4. Machine capacity constraints
(23) Defines the hours utilized processing material
(n,i,l) according to manufacturing option (z) at
machine (m) configuration ( f ). The processing
rate (hours per unit volume) is adjusted accord-
ing to the downtime figure. Consequently,
downtime has a direct (negative) effect on
machine productivity.
(24) Sums the total hours utilized by machine (m)
configuration ( f ).
(25) Sums the total hours utilized by machine (m).
(26) The total hours utilized by machine (m) cannot
exceed the maximum available operating hours
for machine (m).
2.5.5. Marketing constraints
These constraints compose market demand into
three different demand groups (DG1, DG2 and
DG3) defined by a market price (rTMKT_DGil) and
a volume capacity (MAX_DGil). This set of con-
straints impose that material cannot be sold in a
demand group until the volume requirements of the
previous group has been satisfied.
(27) Composes material to be sold into three
market demand groups.
(28–32) Ensures that market demand groups are
filled (to their volume capacities) in
ascending order, i.e. DG1 first, DG2 second
and DG3 third.
(33) Places a simple lower bound on demand
group 1 (DG1), to facilitate modeling of
material (i,l) orders.
(34–37) Forces the indicator variables to assume an
integer binary number (i.e. 0 or 1).
(38) Sets the kiln charge variables to integer,
ensuring kilns are loaded at full capacity.
2.6. Matrix generation
The MILP model is generated by a number of
queries designed within MS Access. The queries are
composed of Structured Query Language (SQL) state-
ments (these are built automatically by MS Access
when you build a query in design mode). The queries
generate the model in a pre-defined format that is
readable by the model optimizer (XA) used to solve

R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196194
the LP. A row, column, coefficient (RCC) format is
used to present the coefficient matrix in triplet arrays,
consisting of a row (or constraint) index, a column (or
variable) index and a coefficient. It should be noted
that queries could also be employed to present the
MILP in the commonly used MPS format.
Each query is constructed to define a specific
component of a particular constraint. For example
constraint (11)�PZ
z¼1
PMm¼1
PFf¼1 RAW INnilzmf �
RAW MPnil ¼ 0bn; i;�is generated by three different
queries. One query generates the�PZ
z¼1
PMm¼1
PFf¼1
RAWINnilzmf � coefficients, returning N�I�L�Z�M�F records, another generates [�RAW_MPnil]
returning N�I�L records, and the third generates
the right hand side [=0] returning N�I�L records. In
this way, each query produces a triplet array repre-
senting a particular component of the mathematical
model.
In any LP application, it is fundamental that
variable and constraint names or indexes are unique.
A feature of relational database theory whereby every
record in a data table must have a unique identifier
(referred to as a primary key) facilitates the develop-
ment of such a naming convention. Furthermore, by
utilizing the primary key succinct names can be
created. For example, the subscript (i)=material de-
fined by thickness (t), width (w), grade ( g) and
species (s), rather than explicitly recording each in
the variable or constraint name, one can use the
primary key or index number that relates to that
specific material. Thus, the material is entirely repre-
sented by just one index number (i).
The names of all the queries that need to be
executed to build the MILP are stored in a designated
table t_LPmodel.
2.7. XAEZ (model instantiation)
A production planning scenario is instantiated by
executing the queries that define the mathematical
model. XAEZ executes all the queries listed in the
designated table t_LPmodel. The queries retrieve
data from the database and generate the MILP
model instance in the prescribed (RCC) format.
The RCC data from each query is stored in
memory and passed to the optimizer XA for
solving. Each model instance is based on the data
records currently stored in the database (i.e. ma-
chine centers, raw materials, material transfers and
market products currently defined). A number of
related scenarios can be compared by creating
duplicates of the database and modifying specific
production parameters in each.
2.8. XA (solving the model)
The model is solved by XA, and the solution
written back to pre-defined tables in the database.
XAEZ facilitates the transfer of the MILP model
between the database and the optimizer.
2.9. User interface—reports
Using MS Access’s reporting features a number of
reports are developed to convey key information
provided in the model solution back to the user.
Before meaningful reports can be developed, the
constraint and variable names must be decoded.
Another set of queries are constructed to perform this
task. The reports are based on these queries and are
activated when the reports are initialized.
Key reports provided include:
(1) Financial summary
(2) Optimal lumber purchasing strategy
(3) Machine utilization
(4) Selected manufacturing options
(5) Lumber sales
(6) Reject sales
(7) Chip sales
All data-entry forms and reports are accessed via
the central switchboard form to help the user navigate
through the DSS and facilitate data management.
3. Conclusion
Production planning in the secondary manufactur-
ing sector is a complex task. The interactions of raw
materials, with process and marketing factors produce
complex interrelationships that require simultaneous
analysis in order to find the optimal operating strategy.
An examination of the literature on operations re-
search techniques for production planning in second-
ary manufacturing revealed the specificity of existing

R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196 195
applications. Most models have been designed for
specific secondary manufacturing plants or focus on
solving specific problems. The decision support sys-
tem developed in this research has the flexibility to
model a wide variety of secondary manufacturing
plants and can be used to address a range of short-
term production planning issues.
The widely available relational database manage-
ment tool MS Access provided an appropriate design
environment for building the DSS. The relational
database provides an efficient data management tool
for handling potentially large data sets. Model data
can be easily updated through the appropriate forms
and re-use of common data is facilitated by their
storage in the database. Model-data independence is
provided by a database that manages all model data,
and SQL queries that define the mathematical model.
As noted by other authors [1,9,11] model-data inde-
pendence facilitates data manipulation, reuse of the
same mathematical model in different specific mod-
eling applications, and provides greater design robust-
ness and clarity.
The DSS has a broad application domain, and can
be used to provide insight on decisions concerned
with product mix, raw material sourcing, production
strategies, pricing strategies, resource valuation and
capital appropriations requests. Furthermore, the life
span of the resultant DSS should be increased through
the flexible design that allows one to model a wide
variety of machine centers and the ability to customize
the process flow to model specific production plan-
ning scenarios. This flexibility is a major advantage in
a manufacturing sector characterized by a highly
dynamic operating environment.
Acknowledgements
The authors would like to thank Mr. Andre Schuetz
for his assistance in the development of the DSS
discussed in this paper.
References
[1] A. Atamturk, E.L. Johnson, J.T. Linderoth, M.W.P. Savels-
bergh, A relational modeling system for linear and integer
programming, Operations Research 48 (6) (2000) 846–857.
[2] H.F. Carino, S.U. Foronda, A model for minimizing blank
costs in hardwood furniture manufacturing, Forest Products
Journal 40 (5) (1990) 10–19.
[3] H.F. Carino, C.H. Lenoir, Optimizing wood procurement in
cabinet manufacturing, Interfaces 18 (2) (1988) 21–26.
[4] H.F. Carino, D.B. Willis, Enhancing the profitability of a ver-
tically integrated wood products production system: Part 1. A
multistage modeling approach, Forest Products Journal 51 (4)
(2001) 37–44.
[5] W.S. Donald, Production Planning for Value Added Lumber
Manufacturing, M.Sc. Thesis, Department of Wood Science,
University of British Columbia, Vancouver, B.C., Canada,
1996.
[6] Forum Consulting Group, Jurisdictional Review: Policies and
Incentives to Promote Investment in Secondary Wood Manu-
facturing, Forest Enterprise Branch, Victoria, BC, 1999, Pre-
pared for Ministry of Forests.
[7] R. Fourer, Database structures for mathematical programming
models, Decision Support Systems 20 (1997) 317–344.
[8] P. Gazmuri, I. Arrate, Modeling and visualization for a pro-
duction planning decision support system, International Trans-
actions in Operational Research 2 (3) (1995) 249–258.
[9] A.M. Geoffrion, An introduction to structured modeling,
Management Science 33 (5) 547–588.
[10] K. Metaxiotis, D. Askounis, J. Psarras, An object oriented
analysis and design of a model for production planning and
control in industry, The International Journal of Advanced
Manufacturing Technology 18 (9) (2001) 657–664.
[11] W.A. Muhanna, R.A. Pick, Meta-modeling concepts and tools
for model management: a systems approach, Management
Science 40 (9) (1994) 1093–1123.
[12] W.P. Mundie, Linear Programming for a Lumber Remanufac-
turing Plant, B.Sc. Thesis, Faculty of Forestry, University of
British Columbia, Vancouver, B.C., Canada, 1977.
[13] F.H. Murphy, E.A. Stohr, A. Asthana, Representation schemes
for linear programming models, Management Science 38 (7)
964–991.
[14] J. Olhager, B. Rapp, Operations research techniques in man-
ufacturing planning and control systems, International Trans-
actions in Operational Research 2 (1) (1995) 29–43.
[15] E.B. Penick, A linear programming application to machine
loading in a furniture plant, Forest Products Journal 2
(1968) 21–26.
[16] Price Waterhouse, Performance of the Value-added Wood
Products Industry in British Columbia, FRDA Report 193.
Available through: Forestry Canada, Pacific Forestry Cen-
tre, Victoria, BC or Ministry of Forests, Victoria, BC.,
1992.
[17] R.M. Riordan, Designing Relational Database Systems,
Microsoft Press, 1999. ISBN 0-7356-0634-X
[18] A. Srinivasan, D. Sundaram, An object relational approach for
the design of decision support systems, European Journal of
Operational Research (127) (2000) 594–610.
[19] UN/ECE Timber Committee, Forest products annual market
review 1998–1999, Timber Bulletin LII (1999) (ECE/TIM/
BULL/52/3). http://www.unece.org/trade/timber/docs/
rev-99/rev99.htm.

R.R. Farrell, T.C. Maness / Decision Support Systems 40 (2005) 183–196196
[20] R.P. Vlosky, N.P. Chance, An analysis of state-level economic
development programs targeting the wood products industry,
Forest Products Journal 46 (9) (1996) 23–30.
[21] R.P. Vlosky, N.P. Chance, P.A. Monroe, D.W. Hughes, L.B.
Blalock, An integrated market-based methodology for val-
ue-added solid wood products, Forest Products Journal 48
(11) (1998) 29–35.
[22] T. Zhang, A linear programming formulation and user-friendly
computer interface for furniture manufacturing analysis, M.Sc.
Thesis, North Carolina State University, 1990.
Ross Farrell is an Operations Research Analyst with WoodFlow
Systems Corp. Vancouver, BC, Canada. His research interests relate
to the development of DSSs for the forest industry. He received an
MSc. in Wood Products Processing from the University of British
Columbia in 2002. He also holds a BSc. in Forest Management
from the University of Aberdeen.