
A NEI'J FLAME I
88
A NEI'J FLAME I<ETARJJA:JT SYSTEM FOP. COTiON ArTO POLYESTER COTTON' BLEN-DS A TFJISIS Presented to The Faculty of the Division of Graduate Studies and Research By Felix Serret In Partial Fulfillment cf the Requirements for the Degree Master of Science in the School of Textile En{?,iaeering Georgia Institute of Technology December, 1971 ( HT-
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of A NEI'J FLAME I

A NEI'J FLAME I<ETARJJA:JT SYSTEM FOP. COTiON
ArTO POLYESTER COTTON' BLEN-DS
A TFJISIS
Presented to
The Faculty of the Division of Graduate
Studies and Research
By
Felix Serret
In Partial Fulfillment
cf the Requirements for the Degree
Master of Science in the School of Textile En{?,iaeering
Georgia Institute of Technology
December, 1971
( HT-

A NEW FLAME RETARDANT SYSTEM FOR COTTON
AND POLYESTER COTTON BLENDS
Approved:
Chairman /
Date approved by Chairman:_

ii
ACKI^OWLEDGMENTS
I would like to express ray sincere appreciation to my thesis
advisor, Dr. Wayne Tincher, for his enthusiastic and valuable
guidance in this thesis research work.
Appreciation is also expressed to Dr. Walter C. Carter and
Dr. Wolfgang Wulff for their service on the reading coiiimittee.

Ill
TABLE OF CONTENTS
Page
ACKNOIVLEDGMEMTS ii
LIST OF TABLES v
LIST OF ILLUSTRATIONS vi
SUMMARY viii
CHAPTER
I. INTRODUCTION I
Role of the Textile Materials in Burn Injuries and Deaths History of Legislation Need for Further Research
II. CURRENT STATUS OF FLAME RETARDANCY OF TEXTILE MATERIALS .. 5
Mechanisms of Thermal Degradation of Cotton and Polyester Fibers
Approaches to Improvement of Flame Retardancy of Cellulose Materials in Common Use as Flame Retardants Requirements for Flame Retardants for Textile Material Present Status of Flame Retardant Treatments for Cotton
and Cotton Blend Fabrics Phosphorous Nitrogen Compounds Treatments Based on Tetrakis (Hydroxyroethyl) Phosphonium
Chloride and Its Derivatives Treatments Based on Phosphorous-Halogen Compositions Problems With Current Treatments The Approach Taken in the Current Work
III. EXPERII^NTAL PROCEDURES 34
Materials Selected for Study Formulation of the Flame Retardant Emulsion Application of the Flame Retardant System Reference Samples Testing
Flammability Tester Durability Color Hand Tensile Strength Wrinkle Recovery Test

IV
TABLE OF CONTENTS (Cont'd)
Page
CHAPTER
IV. RESULTS AND DISCUSSION 44
Results of Flammability Tests Results of Color Measurements Evaluation of Fabric Hand Fabric Tensile Strength Wrinkle Recovery Results Conclusion and Recoiranendation
APPENDIX 53
BIBLIOGRAPHY' 73

LIST OF TABLES
Table Page
1. Pyrolysis of Cellulose in a Vacuum 8
2. The Gaseous Products of Decomposition of Polyester at Low Temperatures (280°C to 320°C) 10
3. Minimum Addition of Inorganic Halides Required to Reduce Char Length Below 10 Inches in the Test in Which the Sample Kept the Vertical Position 15
4. Inorganic Halides with Suggested Fire Retardant Applications 16
5. Some Organo-Bromo-Chloro Compounds Which Have Been Investigated as Flamc-Retardants 18
6. Ion Exchange Reactions of Cellulose-Phosphace Treatment and Their Effect on Flc.mci Resistance 21
7. Amount of Phosphorous Material to Render Cellulose Nonflammable 24
8. The Effect of Ammonium Dihydrogen Phosphate Retardant System on the Amount of Dry Gas Produced During the Pyrolysis of Cotton Fabrics 26
9. Chemical and Physical Characteristics of the Tris(2,3-Dibromopropyl) Phosphate 35
10. Properties of Triton X-45 and X-100 Emulsifying Agents with Non-Ionic Character 36
11. Chem.ical and Physical Characteristics of Seycorez C-13 and Acryloid B-82 38
12. Comparative Flaminability Results With the Different Formulations 48
13. Comparative Color Results (Yellowness Index) with the Different Formulations 49
14. Comparative Hand Results with Different Formulations . 50
15. Comparative Strength of Treated and Control Samples: Results in Per Cent Strength Retention 51

vi
LIST OF TABLES (Cont'd)
Table Page
16. Comparative Wrinkle Recovery in Degrees with Different Treatments 52

vii
LIST OF ILLUSTRATIONS
Figure Page
1. Flammability Test on Cotton Samples Treated with Formulation Based on Phosphoric Acid 64
2. Flammability Test on Cotton Twill Samples Treated with Formulation Based on Di-Ammonium Phosphate, Urea and Boric Acid 65
3. Flammability Test on Cotton Twill Samples Treated with Formulation Based on THPC 66
4. Flammability Test on 65/35 Polyester/Cotton Blend Treated with Formulation Based on THPC 67
5. Flammability Test on Polyester/Cotton Blend Samples Treated with Formulation Based on Tris-2,3 DBP 68
6. Flamraability Test on Cotton Ti ill Samples Treated with Formulation Based on Tris-2,3 DBP with Acrylics 69
7. Flammability Test on 65/35 Polyester/Cotton Blend Samples Treated with Formulation Based on Tris-2,3 DBP with Acrylics 70

viii
SUMMARY
The textile industry faces severe problems in meeting new
requirements for flame retardancy of textile materials. All durable
flame retardancy treatments available at the present time rely on
reaction of the active component with the cellulose in cotton or
cotton blend fabrics. These reactions have undesirable side effects
in that they significantly reduce fabric strength and increase fabric
stiffness.
A new flame retardancy treatment has been developed which is
durable through 10 launderings and which is not reactive with the
cellulose substrate. The active ingredient in this formulation is
tris(2,3 dibromopropyl)phosphate. A standard fabric finish based
on poly(acrylic acid) polymers is used to entrap the active ingre
dient and improve the durability of the flam.e retardancy treatment.
This new formulation can be prepared as a water based emulsion and
can be applied to fabric on standard commercial fabric treatment
machinery. The cost of this new flame retardancy treatment is in
the range commercially acceptable for fabric treatment processes.
Comparison of the properties of fabrics treated in this way
with fabrics treated by conventional flame retardancy processes
shows that treatm.ents based on tris (2,3-dibromopropyl)phosphate
give significantly improved tensile strength and wrinkle recovery
to the treated fabric. Other physical properties are comparable
with those resulting from the various treatment systems.

IX
Improvements in the hand and color of fabrics treated with
tris(2,3-dibromppropyl)phosphate should make available to the textile
industry a new flame retardancy treatment which can be applied to a
broad range of textile products and, thus, contribute significantly
to reduction in burn injuries and deaths that result from the flamma-
bility of textile materials.

CHAPTER I
INTRODUCTION
Role of Textile Materials in Burn Injiiries and Deaths
Approximately two million burn accidents occur in the United
States each year. Of the people involved in these accidents about
75,000 require hospitalization and 9,000 ultimately die as a result
of burn injuries. These statistics place burn accidents as the third
largest cause of accidental deaths in the United States (1). Statistics
compiled by the Department of Health, Education, and Welfare suggest
that 3,000 to 5,000 of these deaths result from burns associated with
flammable fabrics. Flammable fabrics are also responsible for approxi
mately 200,000 non-fatal injuries and a financial loss exceeding a
quarter of a billion dollars annually (2). A recent study by McDonald
(3) reported that textile products were the primary agent involved in
33 percent of the burn cases investigated. Of the textile related
fires, 71 percent involved household textile products and 29 percent
apparel textile products. Similar results were obtained in a recent
study of 4,900 burn cases by the National Bureau of Standards.
Approximately 1,200 of the cases investigated were caused by fabric
ignition. An in depth study of 359 of the fabric related burn cases
revealed that 239 resulted from the burning of sheets, blankets and
bedspreads. The remaining 320 burn injuries were related to apparel
fabrics with nightwear and underwear responsible for the majority of
the burn injuries (4).

These statistics clearly indicate the need both for more
information on the role of textile materials in injuries and deaths
resulting from burn accidents and on means for reducing the hazards
associated with these materials. A recognition of these needs by
governmental agencies has led to increasing interest on the part of
government in controlling the manufacture and sale of hazardous
textile products (5).
History of Legislation
The first federal legislation relating to the burning of
textile materials was the Flammable Fabric Act of 1953. This legis
lation was enacted as a result of several deaths from the burning of
sweaters and negligees constructed of a highly flammable cellulosic
material. The law prohibits the marketing of highly flammable
textile materials and sets standards to be applied in the testing
of textiles for flammability (2). This act was intended to prohibit
marketing of only the most hazardous materials. It does not apply
to blankets, bedspreads, toys, or household textiles (5).
Due to the limitations of the Flammable Fabric Act of 1953,
Congress amended this act in December of 1967 to give the Department
of Commerce the authority to revise and strengthen the current
standards and to set new standards where they were needed. The new
law not only covers textile materials but also paper, plastics,
rubber, foam, and interior furnishings as well as hats, gloves,
and interlining fabrics (2). The first action taken by the Secre
tary of Commerce under the amended Flammable Fabric Act has been the
establishment of flammability standards for children's sleepwear.

This initial action was followed by new standards for rugs and carpets
Standards for many other textile materials will undoubtedly follow
in the next few years (2).
Need for Further Research
Following the notice that there may be a need for new or
amended standards for the flammability of wearing apparel, consi
derable effort by mills, schools, and laboratories has been given to
evaluation of existing test methods and to the development of new
tests for establishing the flammability of textile products. At
the same time, many chemical producers are investigating new ways
to treat fabrics to improve flame retardancy characteristics.
Fabric flammability is undoubtedly the most important area of
research currently under investigation in the textile industry.
The major emphasis of research work at the present time is
on development of chemical treatments to improve the flame retardancy
of cotton and cotton blend fabrics. The synthetic fibers are flam
mable (6) buc the burning characteristics can be greatly modified
by the fiber manufacturer through changes in the chemical structure
of the polymer (7) or by incorporation of flame retardants in the
fiber during manufacture. The flammability of cotton, on the other
hand, can only be altered by treatments applied to the fiber or to
fabrics. The current work, therefore, has been directed tov7ard
treatments which can be applied to cotton or cotton-polyester blend
fabrics.
Previously developed chemical treatments for improving the
flame retardancy of textile materials containing cotton all -rely on

chemical reaction of the flame retardant materials with the cellulose
substrate to achieve durability. Loss of tensile strength of the
fabric and reduction in desirable aesthetic properties has inevitably
resulted (8). In view of the increased importance of flame retardancy
and the limitations of current flame retardant treatments, the present
work was undertaken to determine if a durable flame retardant system
could be developed which does not have the disadvantages of present
systems.

CHAPTER II
CURRENT STATUS OF FLAME RETARDANCY OF TEXTILE MATERIALS
Mechanism of Thermal Degradation of Cotton and Polyester Fibers
Cotton is a naturally occurring fiber composed primarily of
cellulose, (C^H^-O^) , a polysaccharide of beta-glucose units linked o lU 3 n
together through the 1 and 4 positions by formation of acetal groups
cK^^oH
1/" oH H / M
CH
oH
r
cHj^O+i
iO«
The three hydroxyl groups in each repeating unit provide opportunity
for strong hydrogen bonds between the cellulose chains. These pendant
hydroxyl groups are also responsible for many of the chemical reactions
of cellulose. The acetal linkages are subject to chemical attack and
scission of these linkages results in lowering of the molecular weight
and loss of fiber tensile strength. Cellulose burns freely in air
with a luminous, smokeless flame similar to that of other alkanes (9-12)
The burning of organic materials is a complex process involving
a large number of successive steps of disintegration and oxidation.
The final products lend little information about the intermediate
states or mechanisms of the chemical reactions leading to the final
products CO^ and H2O (13).

For the purposes of the present discussion, the mechanism of
burning of textile materials may be divided into four stages - initial
heating, pyrolysis, gas phase reactions, and char formation. Each of
these stages is discussed below (14).
(1). Initial Keating: An external heat source supplies heat
to the fabric causing an increase in temperature. The increase in
thermal energy of the system depends on the size and temperature of
the heat source and on the physical properties (heat capacity, con
ductance, etc.) of the fabric. Fabric construction can have a signi
ficant influence on this stage. During this stage thermoplastic fibers
soften, melt, and begin to flow. In general this is the simplest
stage of the burning process.
(2). Pyrolysis: During this stage chemical decomposition of
fibers occurs with elimination of volatile gases and polymer fragments.
The rate of decomposition depends on the thermal stability of the
polymer. These decomposition reactions are very complex and not v/ell
understood (15).
(3). Gas Phase Reactions: The volatile gases resulting from
pyrolysis react with oxygen in the air and, under the appropriate
conditions, burn with emission of heat and light. If the oxidation
of the gases is sufficiently vigorous, enough heat is liberated to
carry out the pyrolysis of stage two and the external heat source is
no longer necessary to continue the process. Under these conditions
the flame is self propagating. If decomposition of the fabric requires
more heat than is supplied by burning of the gaseous products, a
continuous, propagating flame will not be obtained. •

(4). Char Formation: Non-volatile fragments resulting from
the pyrolysis step also undergo reaction in the tarry or solid residue.
These reactions in some cases produce a carbonaceous char which can
coat the surface of the fabric and insulate the remainder of the
flammable composition from the heat source. The residue may in this
way prevent flame propagation. The char itself can also undergo
oxidation even after the flame is extinguished and this reaction
is responsible for the phenomenena known as "after glow."
The mechanism of the thermal degradation of cellulose has been
investigated by a large number of workers. Although there is no
consensus as to the degradation mechanism two reactions are generally
considered to be important in the degradation. The first of these
is the dehydration reaction of hydroxyl groups and leads to cross-
linking of the cellulose structure. This cross-linking reaction
gives a high yield of char and probably retards the formation of
gaseous products. The second important reaction is the scission of
carbon-oxygen bonds in the backbone of the cellulose chain. If the
C-0 bond of the glucose ring is ruptured, complete breakdown of the
molecule results giving CO^, CO, and H^O. This reaction leads to
formation of large quantities of volatile products. An analysis
of the volatile products from degradation of cellulose has been
carried out by Madorsky (16) and is shown in Table 1. Scission
of the other carbon oxygen bond, the C-0 link between the glucose
units, leads to levoglucosan which appears to be stable thermally.
Mass spectrom.eter analysis of the tars from cellulose degradation
suggest that levoglucosan is a principal component of the tarry

6 =1 D O oj >
0)
o
TO • H CO
iH O M
oj H
Trl o Q; CTV-^ N — t o
•ri l O r H *— • H > 4-J cd
r H O
> r H cd i J o . ^ o 0 0 CN + j ex l O
0) u m i j > ^ o w e^
o « m
:y]
C •• o i j L O z - N •ri u CN O i-) cd o g
u CL > ;=:J cd - M
m Q;
T H
• H • u M . ^ cd >^ >
ex cd
QJ
& 1 > d • H
«> c i J
d d Cd
o CJ T H
• H •U d cd o N i j
• H i j r H o • H u 4.J cd ex.
T H M 0)
o O 4-»
> p>4 CO
a 1 > • H D • H
e e 4-» 3 Cd
«> U t H
d o
• H 4-1 cd a >-l u <u d o 4->
Q UA cn
4J a rC E GO cd w )
• H en E <U
: 2 «+-( o
ex, E o (U O
H
00 a> o CN
r^ v t CN —(
00 CO r^
i—( CN r-H
o in o <t • r^ • m 0-) CN
CN o ^ in • ^r • LO V t ^
(T> r~. • — ( vO • vO • ON CN LO
CO o i n
o rn CN
• ro • CN
• • — (
• CN CO CN
CN CN
r o a> C7 00
»vO r o m r o • O CN CO i n vo • r^
O LO CT> r^ vTJ vo
r^ r o r o v t o - ) - — t c o > s O O - « d -
CN r O O O N L ' - ^ L O — l O N C N - — I < — i ^ H O - ) < r v O v X > C N C T »
r^ o o O ' - H O N C O r ^ o o o ^ r
CN r o r ^ C 7 v u - i ( ^ o r ^ c g . — I ^H ^H CN CT»
O 0 0 v O c 7 ^ a ^ v D ' ^ I — t C T i C T v O f o a N < r < r c ^ ! O v o m CO —( CN CO m v o •—I
O o o o o f O O r ^ O L O a N C T i O c o m m o r ^ c x ^ L O m r O ^H ^H r—I I—I
.—1 f O f O c O c O C O f O f O L O O O
0\ r o c o c o c o c O c o c o c T v c o <3- O O O O O O O O C O C O C O C O ' — f
O O O O O O O O — t r ^ LO c x ) o o c x ) o o c o o o c o c N c r i CN c N C N c N C N c N C N c N r o r o

residue. Thus, materials which promote either dehydration or forma
tion of levoglucosan should improve the flame retardancy of cellulose
The structure of polyethelene terephthalate, the other fiber
forming polymer of interest in the current work, is shown below:
f C H x < ^ H z O C O — / \ _ ^ C O O - ^
In an attempt to elucidate the thermal degradation mechanism
of polyet-.helene terephthalate Goodings and Richey (17) have studied
decomposition of model compounds such as ethelene dibensoate. The
investigations show that the major reaction is ester decomposition
which leads to rupture of the polymer backbone with production of
carboxyl and vinyl end groups.
vyv/ Cc H4 COO-CM2,-CH2.- O C O C ^ ^^ ^^y^ - ^
'v^Cft H4—COOK -+ CH;2_=^ CH-OCOQH4^—^
The gaseous products- produced by low temperature (280 to 320 C)
pyrolysis of polyesters are given in Table 2 (18). As can be seen,
acetaldehyde is the major product of the low temperature decomposition,
The nongaseous products of the low temperature decomposition are
terephthalic acid and a substance of much more complex structure.
Decomposition of polyesters at higher temperature (340 - 475 C)
yields different products. Acetophenone and p-acetyl benzorie acid

10
Table 2. The Gaseous Products of Decomposition of Polyester at Low Temperatures (280°C to 320°C) (18)
Product Mole Fraction
CO 8.0
CO2 8.7
H2O 0.8
CH3CHO 80.0
C2H^ 2.0
2-Methyl Dioxolan 0.4
CH/. 0.4
Co»6 O'"

IL
are prominent among the gaseous products of this high temperature
decomposition (19). Thus, a quite different mechanism is apparently
active at the higher temperature.
Marshall and Todd (20) have measured the activation energy
for polyethelene terephthalate decomposition and report a value of
32 kilocalories/mole.
Considerably more research is needed on the thermal degrada
tion of polymeric materials, particularly in the presence of limited
amounts of oxygen. Such information would be extremely valuable in
attempts to find better flame retardant treatments for textile fabrics.
Approaches to Improvement of Flame Retardancy of Cellulose
The theory of fire retardancy in general is in a primitive
stage of development. Because of the complexity of the burning pro-
cesc, most of the theories are empirical. The nature of the polymer,
impurities or foreign material present in the polymer, melting
behavior of fibers or fabrics, soluble or insoluble additives present
in the system, are only a few of the many variables that must be
considered (21). However, based on the burning mechanism discussed
above and the information available on decomposition of cellulose
and polyester, it is possible to suggest certain approaches to
improving flame retardancy of textiles containing these materials.
(1). Cross-linking of Fiber Substrates: One important means
of improving the flame retardancy of cellulosic materials is to reduce
the quantity of volatile gases formed during pyrolysis. This can be
achieved by cross-linking of the cellulose substrate. Strong
dehydrating agents are useful in promoting reaction between hydroxyl

12
groups to give interchain bonding. Sulphates, phosphates, sulfamates
and other chemical groups are capable of forming interchain links in
cellulosic materials (22). With a high degree of cross-linking,
thermally induced chain scission leads to production of higher
molecular weight fragments which are retained in the solid state
even at high temperature. The ideal situation would be to retain
all of the carbon in the solid state leaving no oxidizable fragments
in the gaseous phase.
(2). Alteration of Gas Phase Reactions: Gas phase reactions
may be altered in two ways. First the textile material can be
treated with a flame retardant which will decompose at high
temperature with the production of nonoxidizable gases. These
gases dilute or exclude oxygen from the environment and prevent
the exothermic oxidizing reactions necessary for propagation of
the flame. Gases which may act in this way are CO2, NH^, HCl, H2O,
SO/j} Br«, and CI. Materials which might be added to textile products
to produce such gases would include sodium carbonate, sodium bicar
bonate, ammonium halides, and highly hydrated salts such as aluminum
sulphate (23).
The gas phase reactions may also be altered by the addition of
materials which readily generate free radicals on heating. These
radicals can react with radicals from the textile materials in the
flame and thus terminate the chain reactions responsible for much
of the heat generated by the flame. Thus, the energy source is
eliminated and the pyrolysis reactions necessary for maintaining
the burning cannot occur. It has been suggested that halogen

containing compounds improve the flame retardancy of polymeric
materials.
(3). Energy Absorption: Materials can be added to the
substrate which absorb energy by fusion, sublimation, or decompo
sition. These endothermic chemical and physical changes rob the
substrate of the energy necessary for pyrolysis and volatilization
of the products needed to maintain combustion. It has been shovm
that a 1:1 mixture of borax and boric acid can lower the temperature
of a burning fabric enough to prevent further flame propagation.
A similar effect can be achieved by altering the reaction
mechanism. For example, the production of one mole of CO^ yields
94.4 kilocalories of heat. Combustion of the same quantity of
carbon to produce carbon monoxide yields only 26.4 kilocalories.
Thus a significant reduction in the available thermal energy can
be achieved if the ratio of CO to C0« produced is increased. It
is believed that certain glow-proofing agents may act in this way (24)
(4). Substrate Coating: Many inorganic salts which improve
flame retardancy of textile materials fuse on heating to give a
glassy surface or film on the substrate. This barrier retards
flame propagation by two mechanisms. First it reduces the transfer
of thermal energy from the flame to the substrate and thus reduces
the pyrolysis reactions. It also prevents the release of volatile
fragments from the fabric surface and robs the flame of needed fuel.
The formation of a heavy char layer quite probably acts in the same
way in reducing flammability (25).

14
Materials in Common Use as Flame Retardants
The chemistry of fire retardance is centered around six
elements - phosphorus, antimony, chlorine, bromine, boron, and
nitrogen. Of the six, phosphorus and the halogens have achieved
the widest use in flame retardant treatments of textile materials.
Compounds of the above elements are often used in combination in
order to achieve the desired level of flame retardancy.
(a). The Halogens
The relative effectiveness of the halogens in imparting flame
retardancy to cotton twills is shown in Table 3. These data suggest
that iodine is most effective in improving flam.e resistance charac
teristics of textile materials with bromine second and chlorine
third. Fluorine in the form of inorganic halide is not very
effective in this application (26). Despite its effectiveness,
iodine is not widely used in flame retardant treatments, primarily
because of its high cost and low chemical stability. Both organic
and inorganic compounds of chlorine and bromine have been used in
many formulations for imparting flame retardancy to materials.
Some typical inorganic halides with suggested fire retardant
applications are given in Table 4 (27). Chlorine and bromine
containing compounds have long been used in flame retardant treat
ments for textile materials. Chlorinated paraffin, for example, was
used for many years in the preparation of heavy cotton fabrics for
tentage applications. Vinyl chloride and to some extent vinyl bromide
are co-polymerized v;ith other monomers in the preparation of flame
retardant plastics and textile fabrics. A partial list of the chlorine

15
Table 3. Minimum Addition of Inorganic Halides Required to Reduce Char Length Below 10 Inches in the Test in Which the Sample Kept the Vertical Position (26).
Addition Required % of Fabric Weight
Compound F CI Br
NH4"
L i +
Mg2 +
Zn2 +
24 5-6 4-7
30 6-7 5-6 4-5
40 7-9 3-4 5-7
14-17 5-6 7-8

Table 4. Inorganic Halides with Suggested Fire Retardant Applications (27)
16
Compound A p p l i c a t i o n
ZnCl,
MgCl,
MgBr,
B r " , BrOo" t o g e t h e r
ZnBr
T iOCl^ T i C i ^
NK^Br
Wood T r e a t i n g
C e l l u l o s i c D e r i v a t i v e s
T e x t i l e s
Polystyrene

17
and bromine containing compounds used as fire retardants in the
textile field is given in Table 5 (28, 29).
Chlorine and bromine apparently act in the gas phase to reduce
the flammability of materials. The inorganic or organic additive at
combustion temperatures decomposes to give chlorine and bromine vapors
which dilute the oxygen in the atmosphere adjacent to the combustible
material. The dissociated atoms also serve as free radical scavengers
to terminate the chain reaction mechanisms involved in the combustion
phase.
(b). Antimony Compounds
Antimony is very effective as a flam.e retardant when used in
conjunction with halogen containing ccmpounds (30). The discovery
of the antimony-halogen synergisim in reducing flammability has led
to much research on this system and a very extensive patent lite.ra-
ture (31). A formulation containing antimony oxide and chlorinated
hydrocarbons is the only presently acceptable method for producing
military fabrics (such as tentage, tarpaulins, etc.) with the
required durability to washing and weather (32). The synergistism
between antimony oxide and chlorine containing hydrocarbons is
undoubtedly due to the ability of the oxide to react with HCl to
give antimony SbOCl which on heating can yield antimony trichloride
Sb^O^ + HCl — ^ SbOCl — > SbCl^ (33).
Both the antimony and antimony trichloride are relatively volatile
compounds and probably increase the activity of the halogen atoms
in the gas phase reactions.

18
Table 5 . Some Organo-Bromo-Chloro Compounds IiHiich Have Been I n v e s t i g a t e d as Flame-Retardants (28 ,29) .
Bromocycloalkanes Tetrabromododecene Brominated P e n t a e r y t h r i t o l 2 ,2 Bis (bromomethyl ) - l ,3 Propanediol Dib*:omosuccinic Acid Broiaophynyl Vinyl Ether Bromophenol Tetrabromophthalic Acid Bromophthalimide
Polyvinyl Chloride Chloroethylenes Vinyl Chloride Chloroadipic Acid Vinyl Chloroacetate Chlorophenols Chlorinated 1, 4-bis-hydroKytnethyl Benzene
Chlorophenyl Isocyanate Chlorobiphenyls and Chloropolyphenols Chlorinated Naphthalenes Tetrachlorophthalic Acid

19
(c). Boron Compound
The element boron itself is not a good flame retardant but
many of its compounds such as borax and boric acid are good flame
retardants. These boron containing compounds are especially
effective when used in combination with inorganic m.aterials such
as sodium phosphate or organic compounds like glycerine (34). In
general, the retardants in this group consist of salts or mixtures
of salts V7hich when heated, melt at low temperature and then
resolidify in trie form of a solid foam. The solid foam is very
theriTially stable and probably consists of mixed compounds of
B 0„ with sodium and potassium oxide. These materials have melting
points approaching 1,000 C. They coat the surface of the burning
material to prevent further gasification of the pyrolysis products
and to serve as an insulation barrier to transfer of heat from the
flame to the substrate (35).
(d). Phosphorus Compounds
Phosphorus compounds are among the most effective and the
most widely used materials for improving flame retardancy of textiles
Both organic and inorganic phosphorus compounds are used and probably
act by cross-linking the cellulose structure as indicated in the
reaction below:

•20
no I CH
HO-C
H~C
-^ W3PO.
-oM H C~cHjpH
cH t
HO ( CH
MO-CZ-H
M-t. -OH H c-cH3_opoU ^M^o 2.^2.
crt (
Alr.hough this reaction with H^PO, yields a product which is not
flammable, it is of no use in practical work because of the severe
loss in mechanical strength of the cellulose structure. Careful
selection of the phosphorous compound is therefore extremely
important in producing the right properties in the finished
product (36, 3 7 ) . The addition of nitrogen containing compounds
which can essentially co-polymerize with the phosphorous compcunds
in forming the cross-links to yield longer chains between the
cellulose molecules are capable of reducing the brittleness and
therefore improving mechanical properties of flame retardant
treated textile materials.
One further disadvantage of phosphorous containing fire
retardants is that their effectiveness is reduced by normal washing
of textile materials, particularly if hard water is used. This
effect has been attributed by some workers (38, 39) to "ion exchange
reactions" of cellulose phosphate units in which calcium ions are
picked up from the wash water. The loss in effectiveness of the
calcium containing compounds has been demonstrated by Ward and is
shown in Table 6. It has been suggested that the calcium salts do
not decompose on heating to yield H_PO,, the active species in

21
Table 6. Ion Exchange Reactions of Cellulose-Phosphate Treatment and Their Effect on Flame Resistance (38).
Structure Reagent Product
Seconds After Flamming
45° Angle Test
Cell-OH None Cellulose 40
Cell-0^ Oli-NHo, ^ " \. ^P C = 0 0 ^0H-NK2^
Urea, Urea cellulose phosphoric phosphate acid
Cell-0 0 )? Ca
(f' \' CaCl, Calcium cellulose phosphate 25
Cell-0 ^OH"NH2
A 0 ^0H-NH2
NH^Cl
Diamonomium cellulose phosphate
Cell-0, 0 /P Ca
0 ^ \ CaCl. Calcium cellulose phosphate 32
Cell-0 OH
A 0 OH
CH^COOH Cellulose acid phosphate 3

22
in preventing thermal breakdown of cellulose. Despite these limita
tions, phosphorous compounds are among the most effective flame
retardants for textile materials and are therefore among the more
interesting materials for further research.
Requirements for Flame Retardants for Textile Material
Improving the flame retardancy of textile materials provides
an extremely challenging problem due to the great diversity of these
materials. Fabrics are constructed from a brjad range of fiber
types including cotton, wool, polyester, acrylics, nylon, poly-
olefins, etc. used both alone and in blends. These fibers of differing
chemical structure are assembled in many ways to produce fabrics
with a wide range of weights and styles. It is very unlikely,
therefore, that any one treatment will be applicable to all textile
materials. Some general requirements for "ideal" treatments for
flame retardancy of textiles have been suggested (40) and are
listed below:
First, the ideal flame retardant for fabric treatment should
cause the fabric to have the following characteristics:
1. Will not support combustion, i.e., is self extinguishing.
2. No minimum change in flammability with use, laundering,
or cleaning.
3. Does not differ in appearance or performance properties
of fabrics end use.
4. Be free of toxic, allergenic, or irritating effects.
5. Moderate cost increase when compared to fabrics accepted
for this specific end use.

23
Secondly, the ideal process of applying the flame retardant
should have the following characteristics:
1. Formulated from efficient and economical chemicals,
readily available on the market today.
2. Applied in commercial equipment without unusual requirements
in processing.
3. Be applicable to a broad spectrumi of fiber substrates.
4. No effect on other [rocessing seeps, for example, dyeing
and finishing operations.
5. Durable under all conditions encountered in use.
These are, of course, ideal characteristics and have not been
met by any flame retardant treatment currently practiced in the textile
industry.
Present Status of Flame Retardant Treatments for Cotton and Cotton Blend Fabrics
1. Treatments Based on Simple Phosphorous Compounds
The addition of water soluble inorganic phosphates to the
product is the simplest and least expensive method for improving
the flame retardancy of cotton fabrics. These Inorganic phosphates
differ significantly in their ability to reduce fabric flammability
as can be seen from Table 7 (41). The relatively higher effective
ness of ammonium phosphate has led to the rather wide spread use
of diammonium hydrogen phosphate in treatm.ent of low cost cotton
textile products. This material probably reacts with hydroxyl
groups of the cotton substrate as indicated belov;:

24
Table 7. Amount of Phosphorous Material to Render Cellulose Ncnf lanunable (41).
Parts/100 Parts Substance of cellulose
Ammoniura phosphate 4.5
Sodium phosphate 30.0
Aluminum phosphate 30.0
Calcium phosphate 30.0
Magnesium phosphate 30.0

25
C^l.i--o^ +C^'H4X^P^4 > HO-
<^u_o OM-K/H3
During combustion, the phosphate groups are very effective
in promoting cross-linking of the substrate cotton. The addition
of 5 percent diammonium phosphate will reduce the tarry distillates
from 55 percent to 5 percent of the weight of the original cotton (42)
Thus, a significant increase in the char yield is obtained v/hen
this material is added to cotton. The greater effectiveness of
the ammonia containing phosphates is probably due to the quantities
of gases produced by heating of these materials. The dry gas
produced during pyrolysis of cotton treated with ammonium dihydrogen
phosphate is shown in Table 8. The large quantities of ammonia
undoubtedly serve to dilute the oxygen present and therefore reduce
the amount of energy available from oxidation of the gaseous decom
position products (43).
In some commercial formulations, urea is added with ammonium
phosphate in the flame retardant treatment (44). In these systems
the urea probably acts to increase the quantity of gaseous products
(by giving ammonia and CO^) during combustion.

26
Table 8. The Effect of Aramoniura Dihydrogen Phosphate Retardant System on the Amount of Dry Gas Produced During the Pyrolysis of Cotton Fabrics (43).
Quantity or Gas Loss %
Addition By Weight
0 1.8
0.5 6.0
1.3 6.1
3.1 6.4
6.6 17.6
17.2 14.5
mgs/cm Chemical Addition By Weight Fabric
Ammonium 0 1.8 0.46
dihydrogen 0.5 6.0 1.52
phosphate 1.3 6.1 1.56
1.63
4.45
3.19
2

27
Unfortunately, the inorganic halides all suffer from a common
problem -- they are water soluble and the flame retardancy effects
persist only if the material is not exposed to water. These treat
ments, therefore, show little resistance to normal laundering
conditions and for this reason are not generally acceptable under new
government regulations.
Phosphorous Nitrogen Compounds
Some of the most successful flame retardant treatments aevelopeJ
for cotton are based on use of phosphorous-nitrogen compounds, a
combination showing a large synergistic effect. The compound which
has received the major attention at the present time is tris(l-azi-
ridinyl)phosphine oxide, commonly called APO. The structure of this
compound is shown below:
CHa. O rtai. V J /t
K II /I - P - .
c^.
CW z::::^cH.
APO can react with the hydroxyl groups of cellulose by a ring opening
mechanism as shown below (45).
M O yP "
L ^f^ \ ^ CELL-0-CH,CH2.-Vl-P-H
ct\y^ oM-

oo i^U
Further reaction of the two remaining aziridinyl rings can also
occur producing a tightly cross-linked structure.
A typical formulation based on APO for application to cotton
fabrics is given below:
APO 20.0 7o Thiourea 13.0 % Wetting agent 0.5 % Polyethylene emulsion (307o solid) 3.5 % V/ater 63.0 %
A wet pick-up of approximately 70 percent is typical for treatment
of an 8 oz. per square yard cotton fabric.
The thiourea present in the formulation is also capable of
reacting with the aziridinyl ring. The function of the thiourea
is probably to increase the chain length between cross-]ink points
and thus reduce the brittleness which is imparted to the cotton
fabric. The patent literature contains many references (46) to
formulations based on APO. A number of references suggest use
of ethylenediamine, phosphorous isocyanates, and pentaerythritol
based phosphate esters among other compounds with APO in treatment
of cotton fabrics.
Treatments Rased on Tetrakis (Hydrcxymethyl) Phosphonium Chloride and Its Derivatives
The most widely used treatments for improving flame retardancy
of cotton and cotton blend fabrics is based on tetrakis hydroxymethyl
phosphonium chloride. The chemical structure of this compound is
sho\7n below:

29
HO \
CHa
1 +
H O — CH_ — p CHx-oH
CH iz. I H O
CI
y
Like APO, THPC is capable of reacting with hydroxyl groups on the
cellulose backbone. THPC is always added in the presence of urea,
ammonia, methylol melarnine, or other nitrogen containing compounds
with which it is capable of reacting to form a polymeric structure.
The polyiTierization of the nitrogen and phosphorous compounds is
carried out at elevated temperatures (of the order of 140 C)
usually in the presence of a catalyst. The mechanism of p.ction
of THPC - amine compounds is probably very similar to that
previously discussed for APO-amine type flame retardance.
A typical formulation used in treatment of either cotton
or cotton blend fabrics is given below:
THPC Trimethylolmelamine Urea Triethanolamine Wetting agent Water
15.0% 10.0% 10.0% 2.5% 0.5% 62.0%
(47). After padding on the fabric at the appropriate concentration,
the material is dried for 4-1/2 minutes at 140 C. Some more recent
formulations have suggested use of approximately a 1:1 mixture of
APO and THPC. This formulation is reported to have high efficiency
at a low addition and to provide very good flame resistance.

30
TreaLments Based on Phosphorous-Halogen Compositions
A fev7 workers have suggested flame retardant systems based
on phosphate esters in combination with halogen compounds. One
process which has received considerable attention was developed
by the Southern Regional Research Laboratory of the United States
Department of Agriculture (48). The suggested formulation is
shown below:
(CH2 = CKCH^O)^PO 18.97o
CHBr
(-Cli -CHOH-),
NaHCO„
K^S^Og
13.2%
0.6%
2 .4%
0.6%
64.3%
This formulation is padded on cotton fabrics of 8-9 ounces per
square yard from a water emulsion with a dry addition of approxi
mately 22 percent. Polymerization of the allyl groups is initiated
by the potassium persulphate to give the following structure:
Q-r^Q c«o~-cH
CM. I O 1
C
M
This flame r e t a r d a n t system i s not be l ieved to be r e a c t i v e wi th the
c e l l u l o s e s t r u c t u r e but to simply provide a polymeric s u r f a c e coa t ing (49

31'
A formulation based on tris (2,3-dibromopropyl)phosphate has
been suggested as a flame retardant for military fabrics. This
compound is very insoluble in water and must be added to the fabric
from an organic solvent such as perchloroethylene (50). A dry
solids addition of 25 to 35 percent gave fabrics with fair to good
flame resistance with no after glow.
A number of formulations have been described based on phos
phorous, nitrogen, and halogen compositions of the general form
(PNX^) . These formulations are in a very preliminary stage of
development and have not achieved wide usage on a commercial
scale (51).
Problems V7ith Current Treatments
Ail of the flam.e retardant treatments described above have
deficiencies which prevent their wide spread use on cotcon and
cotton blend fabrics. The halogen compounds tend to give a
yellowing of the fabric which necessitates a further treatment
to produce an acceptably white material. Halogens in combination
with antomony oxide produce excellent flame retardancy with good
durability. Application has been limited to military fabrics
primarily because of the high cost of this system. The fiber
reactive systems based on THPC and APO all have one problem in
common. These treatments can reduce fabric tensile strength by
as much as 20 to 30 percent (52) and produce fabrics with a rough
hand. In addition, APO has undesirable toxicological properties
and catalysts used for some polymer cure steps can give undesirable
fabric color.
Thus, none of the current flame retardant treatments can be
considered ideal for a broad range of textile materials. As a result,
only a few military and institutional applications use fabrics that
are treated with durable flame retardants (53). The present work
was therefore undertaken in an attempt to develop a flame retardant
formulation capable of giving acceptable flame retardancy charac
teristics to cotton and cotton blend fabrics and which would be
reasonably durable under typical laundering conditions. A further
requirement was that this sysceni must be capable of being applied
in commercial fabric treatment machinery from a water based system.
A treatment procedure wa;^ selected which was expected to give
only minimum changes in hand, color, mechanical properties and
aesthetic appearance of treated fabrics. It was also required
that the treatment produce a reasonably priced fabric under
current market conditions. These rather stringent goals for
the flame retardant treatment were established since treatments which
do not meet these criteria are unlikely to gain sufficiently broad
use to contribute to reduction of burn deaths and injuries in the
United States.
The Approach Taken in the Current Work
Many of the undesirable properties of flame retardant treat
ments such as poor hand and loss in tensile strength are undoubtedly
related to the fact that these systems cross-link the cellulose in
the cotton fabric. This work, therefore, attempted to find a flame
retardant treatment which does not depend on reaction with the fiber
to achieve durability. This requirement necessitated the selection

3:
of non water soluble materials for the flame retardancy treatment
since water soluble compounds would be readily removed from the
fabric by V7ashing. Tris (2,3-dibromopropyl)phosphate is a compound
which has these requirements and which in previous work had shown
good flame retardant properties when applied to 100 percent poly
ester fabrics. A major problem with this material was a need for
discovering methods for applying the compound from a water based
system.
The work with tris (2,3-dibromopropyl)phosphate on 100 percent
polyester fabrics suggested that desirable flame retardancy pro
perties could be achieved at 25 percent addition (54). This
required level at the cost-per-pound for tris(2,3-dibromopropyl)
phosphate is consistant v;ith the cost requirements for a comjnercial
process (55).
In an attempt to improve the durability of the flame
retardancy treatment, some formulations west investigated which
included a polymeric binder to entrap the tris(2,3-dibromopropyl)
phosphate on the fiber substrate. A polyacrylic acid-methacrylic
acid emulsion which is in common use in textile processing (56) was
selected for this purpose.
This new, non-reactive flame retardant system both with and
without a polymeric binder was compared with several standard flame
retardant treatments both as to its effectiveness in reducing
flammability and in the relative effects on fabric properties.

34
CHAPTER III
EXPERIMENTAL PROCEDURES
Materials Selected for Study
Both cotton and cotton-polyester blend fabrics were selected
as substrates for testing flame retardant treatments. The cotton
sample was an unfinished twill fabric of 8.5 ounces per square yard,
which is an average weight for general applications. This particular
fabric v/as selected because much of the earler work on flame retar-
dants was done using very similar type samples. The blend sample
was a 65/36 polyester-cctton fabric with an average weight of
three ounces per square yard. Fabric of this construction is
widely used in shirts, blouses, and many other apparel applica
tions. Similar samples have also been used in evaluation of flame
retardant treatments (57).
The basic component of the flame retardant formulation,
tris(2,3-dibromopropyl)phosphate, was obtained from Michigan
Chemical Corporation and was used without further purification.
The chemical and physical properties of this material are shown
in Table 9.
After a number of screening studies, two surface active
agents were selected for the flame retardant formulation. These
surfactants were Triton X-45, which is a nonionic surfactant based
on octylphenoxyethanol, and Triton X-100. Both of these materials
are produced by Rohm and Haas Company and their properties are given
in Table 10.

3:
Table 9. Chemical and Physical Characteristics of the Tris (2,3-Dibromopropyl) Phosphate
Chemical Name
Structure
General Description
Molecular Weight
Density
Viscosity, C3 at 25 C
Color (APIIA)
Solubility
Tris(2,3 Dibromopropyl) Phospha
r H H H H-C - C - t - 0
i t •
Br Br
0
y
Very viscous liquid with light yellow color
697.7
2.2 to 2.3 g/cc or 18.4 to 18.6 5) /gallon
3900 to 4200
25-125
Insoluble in water, miscible with CCl , CHCl^CH^Cl^

J (
Table 10. Properties of Triton X--45 and X-100 Etnulsi: fying Agents with Non-Ionic Character
X-45 X-100
Appearance Clear liquid Clear liqu
Active Ingredient 100% 1007o
Chemical Constitution Alkyl aryl polyethoxy ethanol
Alky aryl polyethoxy ethanol
Specific gravity at 25 /25 C 1.032 to 1.042
Viscosity in Centistokes at 100 F
120.90 Viscosity in Centistokes at 100 F
Solubility Insoluble In Completely water above Soluble in most organic solvents
.2% soluble in' water
Average Chain lengths of the Polyoxyethylene 5 8-10

37
The basic binder material selected for the formulation was
Seycorez C-13, a commercially available emulsion of poly(acrylic
acid) and ester derivatives of poly(acrylic acid) and poly(methacrylic
acid). This emulsion was supplemented by addition of Acryloid B-82
a poly(acrylic acid) produced by Rohm and Haas Company (58). Pro
perties of the binder com.ponent are given in Table 11.
Formulation of the Flame Retardant Emulsion
The principal component of the flame retardant formulation,
tris (2,3-dibromopropyl)phosphate is not soluble in water. Since one
of the objectives of the current work was to prepare a formulation
that could be applied from a v/ater based system, the first major
problem v/as to discover means for dispersing the tris(2,3-dibromo-
propyl)phosphate in a water phase. The tris(2,3-dibronopropyi)
phosphate, being a high molecular weight compound, requires a
surfactant for dispersion similar to those used in solubilizing
high molecular V7eight oils. After screening a large number of
surfactants, it was found that two per cent of Triton X-45 based
on final formulation gave a good dispersion of the flame retardant
in v/ater. However, this emulsion was not stable when other compo
nents of the flame retardant formulation were added. Further
experimentation revealed that a second surfactant, Triton X-100,
was necessary to give a stable emulsion. The final form.ulation
used in flaue retardancy testing was compounded as follows:
1. The flame retardant tris(2,3-dibromopropyl)phosphate
was thoroughly mixed with two per cent Triton X-45 and added to
water with vigorous agitation.

38
Table 11. Chemical and and Acryloid
Physical Characteristics of B-82
Seycorez C-13
C-13 B-82
Appearance Milky emulsion Solids
Solids 46% 1007o
Specific Gravity 1.06 1.16
Viscosity 1.000 cps at room temperature
300-600 cps at 25°C
Chemical Constitution Acrylic polymer emulsion with non-ionic characteristics
ester derivatives of acrylic and methacrylic acids
Solubility Dispersed in water Toluene

39 \
2. IVo per cent Triton X-100 was dissolved in water with
continuous agitation.
3. The retardant solution was mixed slowly with the X-100
water soli'tion with vigorous agitation.
4. The poly (acrylic acid) solution, Seycorez C-13, is added
to the above solution.
5. P'inally the Acryioid B-82 which had been previously
dissolved in toluene was added LO the e/.iulsion system.
Hie composition of the final Lornulation is given below:
Tris (2, 3-dibroiriopropyl) phosphate 32.5%
Triton X-45 2.0%
Triton X-100 2.0%
Seycorez C-13 30.0% -
Acryioid B-82 2.0%
Toluene 19.0%
Water 12.5%
100%
The procedure described above gave an excellent emulsion with
no settling or break-up on standing for periods of several v/eeks.
As much as 65 per cent of the flame retardant compound could be
included in the formulation without reduction in stability of the
emulsion. However, in the present work only 32.5 per cent of the
tris(2,3-dibromopropyl)phGsphate v/as used in order to keep the price
of the formulation in a reasonable, comr.iercially acceptable range.
Application of the Flame Retardant System
The flame retardant system described in this work, %as well

40
as the control systems described below, were applied to 8" x 15"
rectangles of the 100 per cent cotton twill and 65/35 polyester-
cotton blend fabrics . Retardants were added to the fabric by a
padding operation on a H. W. Butterworth & Sons Co. machine with
three rubber pressure cylinders adjusted for 20 pounds pressure.
Each sample was padded twice. After padding, the samples were
placed on aluminum frames and placed in a Part low oven for drying
at 250 F for seven minutes. Samples that required curing were
placed in an oven at 325 F for tv/o minutes.
Reference Samples
In addition to the samples treated with tris(2,3-dibromopropyl)
phosphate both with and without a poly (acrylic acid) binder, several
control samples were prepared using standard flame retardanL treat
ments for comparison with the formulation under investigation in
this work. Details of the treatments of these control samples are
given in Appendix A. Samples 1 and 2 are cotton and polyester-cotton
fabrics, respectively, used as controls to evaluate changes in the
fabrics resulting from various flame retardant treatments. Samples 3
and 4 are cotton fabrics treated with phosphoric acid or inorganic
phosphate salts. These samples are representative of low-cost flame
retardant treatm.ents currently used in the textile industry. Samples
5 and 6 are cotton and cotton-polyester blend fabrics treated with a
flame retardant formulation based on TKPC. These samples are repre
sentative of the better flame retardant treatments in use at the
present time. Samples 7 and 8 are cotton and cotton-polyester
blend fabrics treated with a formulation containing

41
tris (2 ,3-dibromopropyl)phosphat;e without an acrylic binder. Samples
9 and 10 are cotton and polyester-cotton blend fabrics treated with
tris(2,3-dibromopropyl)phosphate and a poly(acrylic acid) binder to
improve the durability of the flame retardant treatment.
Testing
Flammability Tester
The flammability of all fabrics V7as determined by a procedure
essentially identical to the American Association of Textile Chemists
and Colorists Test Method 33-1962. Samples 2" x 6" were tested
after laundering for one, five, and ten times in order to determine
the durability of the flam.e retardant treatment (59). In the AATCC
test method, samples are inclined at an angle of 45 degrees and a
flame is applied to the surface near the bottom edge. The time
required for the flame to burn upward along the sample a distance
of five inches is recorded. This test was designed to identify
fabrics which ignite easily or which burn with sufficient intensity
to be hazardous when used in apparel. The length of char, the
burning time, and the existence of after glow are all important
aspects which can be determined from this test. Apparel fabrics
are usually dividedwith regard to flammability into the following
classifications:
Class 1: Normal flammability with no unusual burning
characteristics.
Class 2: Intermediate flammability.
Class 3; Rapid and intense burning. Fabrics in this classifi
cation are considered dangerous for v/earing apparel.

42
Durability
Because of the chemical action of calcium in water and the
solubility of some components of flame retardant finishes, the
durability of a flame retardant treatment is an important charac
teristic. The most common test of durability is a measurement of the
change in flammability characteristics after laundering. All samples
in the current work were submitted to the following laundering process.
Samples were placed in a Kenmore automatic washer set on the normal
cylce. Agitator speed was 70 cycles per minute, washing time was
12 minutes, with a rinse temperature of 40 C. Regular Tide deter
gent (200 grams per batch) was used. After the washing the samples
were dried in a Kenmore Model 600 automatic dryer with exhaust
temperature ret at 60-70 C and a drying time of 40-45 minutes.
Flammability of the samples was determined after one, five and
ten washes (60).
Color
Change in color of textile fabrics as a result of flame
retardancy treatments is an important characteristic. Yellov/ing
often occurs and is very undesirable. A yellowness index of all
samples was therefore determined before and after treatment.
These measurements were made on a Photovolt Reflectometer Type 670.
The yellowness of a fabric can be determined using this
instrument by measuring the reflectance of light from the sample
in the Red (amber), Blue, and Green regions of the visible spectrum.
The yellov;ness index is defined by the following expression:

43
Yelio Tness Index = R(ambcr reading) >^ R(blue readin,g)_ R(green reading)
On the yellowness index scale a value of 0 is associated with a perfect,
white sample. High values represent increasing degrees of yellowness.
Hand
Hand is a characteristic of textile fabrics which describes the
"feel" of the fabric \-7hen touched by the fingers. There is no quanta-
tivc measurement of hand but terms such as soft, rough, stiff, smooth,
etc. are generally used to describe the hand of a fabric. The hand of
the fabrics before and after treatments to improve flame retardancy
were evaluated (61).
Tensile Strength
An extremely important property of any fabric treatment is its
effect on the fabric tear strength. Tear strength of the cotton and
polyester/cotton fabrics used in this work were tested untreated and
treated by the Elmendorf method. Because it depends on gravity for
its operation, this technique gives consistant tearing strength
results (62). The instrument used in this work V7as a Model NBS of
3200 grams capacity. Tearing strength measurements were made along
the warp and along the filling directions on 2-1/2" x 4" samples.
VJrinkle Recovery Test
Crease recovery is also a very important characteristic of
textile fabrics. Crease recovery is defined as the speed with which
a fabric recovers from creases. The effect of flame retardant treat
ments on the crease recovery of the cotton and cotton/polyester blend
fabrics was determined with the Monsanto wrinkle recovery method (63).
The figures reported in this work are the averages of the crease recovery
in the warp and filling directions.

A4
CHAPTER IV
RESULTS AND DISCUSSION
A suiTimary of the results of tests on the original reference
sample and sair.ples given the five flame retardancy treatments are
shown in Tables 12-16. A more complete description of results and
pictures of samples following the flammability test are given in
Appendix A.
Results of Flammability Tests
As indicated in Table 12 fabric samples of both cot.ton and
55/35 polyeste-r-cotton blends burn completely in a few seconds in
Lhe flammability test. Considerable improvement can be made using
simple flame rctardant treatments based on phosphoric acid and
diainmoniura phosphate. However, the improvement in flammability
is not durable. Samples after five Tvashes burn completely as
quickly as for untreated samples. The samples treated with tris(2,3-
dibromopropyl)phosphate without an acrylic binder show little
durability of the flame retardancy treatment on the cotton sample.
The tris(2,3-dibromopropyl)phosphate is apparently much more sub
stantive to the hydrophobic polyester fiber even withoiit a binder.
However, this treatment would not be acceptable on 100 per cent
cotton samples. The tris (2,3-dibromopropyl)phosphates with an
acrylic binder gave results very comparable to the treatment based
on THPC. More extensive durability testing would be necessary to
distinguish betweeen these two treatments. The tris(2,3-dibromopropyl)

'4^
phosphate treatment with the acrylic binder shows remarkable durability
in view of the fact that this is a non-reactive treatment.
Results of Color Measurements
The flame retardancy treatments investigated in this study had
very little effect on color of the fabrics with the exception of the
treatment based on tris (2,3-dibrcmopropyl)phosphate with ths acrylic
emulsion. The reason for the increase in yellowness due to this
treatment is not clear. The tris (2 ,3-dibromopropyl)phospiia te is
a light straw yellow compound but this apparently is not the reason
for the color change since the sample without the acrylic emulsion
shovzs little change from the original reference sample. Apparently
the acrylic emulsion is responsible for the color change. This
aspect of the treatment suggested in this work will require further
investigation if the treatment is to become comruercialiy acceptable.
The yellov/ness index measurements on all the polyester/cotton blend
samples are considerably higher than expected based on visual
observation of the samples. This discrepancy is undoubtedly due
to the fact that polyester is optically brightened by the manufacturer
and this characteristic is not adequately accounted for in the Photo-
volt Refleetometer.
Evaluation of Fabric Hand
Only the treatment based on THPC and on tris(2,3-dibromopro-
pyl)phosphate with an acrylic emulsion significantly influence fabric
hand. Both of these treatments caused an increase in the stiffness
of the fabric. The tris (2,3-dibromopropyl)phosphate formulation
might be improved by the addition of a suitable softener in the

46
formulation. Such a softener is a part of the formulation based on
THPC. It would be expected that less change in hand should result
from the tris(2,3-dibromopropyl)phosphate treatment since this
material is not expected to cross-link the cellulose structure.
Some improvements in hand might therefore be achieved with slight
change in the formulation.
Fabric Tensile Strength
As can be seen in Table 15, treatments based on THPC,
diammonium phosphate, and phosphoric acid all significantly reduce
fabric tensile strength. The formulations suggested in this study,
however, show little reduction in fabric strength. Thus, the non-
reactive flaiao. retardant treatments have a significant advantage
in this important fabric property.
Wrinkle Rocovery Results
The flame retardancy treatment based on tris(2,3-dibromopro-
pyl)phosphate v/ith the acrylic emulsion gave the best wrinkle recovery
results of any of the samples tested. The treatment based on TKPC
also gives very good results in the wrinkle recovery test.
Conclusion and Recommendation
This work has demonstrated that semi-durable flame retardancy
can be imparted to cotton and cotton/polyester blend fabrics by use
of a non-reactive treatment system. Cotton fabrics do require
inclusion of a polyacrylic acid binder in order to achieve this
durability. Such non-reactive systems have advantages both in
sim.plicity of application and in retention of physical properties
of treated fabrics. The flame retardancy formulcition can be applied

4 7
from a water base system on equipment that is standard for treatment
of textile fabrics.
There are certain deficiencies in this flame retardant treatment.
First, the increase in yellovmiiss of treated fabrics should be inves
tigated. This phenomenon cou]d have been a resu]t of the particular
polyacrylic acid emulsion batch used in this study or it could be a
fundamental problem with this particular system. The increased
stiffness of the fabric after treatment with this formulation is
also problematical. This aspect of the flame retardancy treatment
might be improved by inclusion in the formulation of a suitable
fabric softener.
Attempts were made during the course of this work to obtain
differential thermal analyses curves for samples given the various
flame retardancy treatments. However, the instrument available at
the A. French Textile School was not sufficiently sensitive to
permit recording of acceptable DTA curves for these samples. An
investigation of differential thermal analysis and thermogravimetric
analysis should reveal information about the mechanisms of flame
retardancy of these formulations.

A3
4J
c u 0)
M-l M-l
1)
IS
OT
3 OT ( U
pc:
Xi CO
i—l Pt4
0} 0) C
> o •r^ ^ 4-1 - p to ca >-l r - l CO 3
B tl o o
CN4
rO CO
H
m M u u CO CO
J:: CO
x : CO
x : m cj s: o x : o x : v>0 4J
= W)
4_)
= W) 4-1
= 6 0 CO cvj d CN d 0 0 C (U •~-- 0) • ^ oj •~-- 0)
C/5 r-( r - l r - l , -^ m r - l
CO : 2 c i n
• CO CO O C 3 cu 'O a , 13 r-* o X> • S d E d
4-1 »» CX, CO o o o o 4-1 a, E -3 G <J o o O 4 j O C 0) <u o .H O 0
d ^ W) S^ <
d CO v-i 3 O
d w >-i
3 o M 3 CO u:^ <+ PQ i n
m CO
4J
>-i
CO
J : :
M CO
x ; m o <u o x: o x ; vO d -w
•r-l U
- 60 4-1
r tJD CO T? d •<^ d 00 C (1> •r-l t o •^-- 0) •~-- oi
X : , P -r-l r n i-H en ' - I CO
ca S
• W • CO • CO i n c D, 13 a , ^3 CL, ^ 3 u
o E d e c c d CO 4-» o o o o 4-1 o o x : 4-> o o CJ O O (U U CJ U -C o 0) a; d 4J OJ ->-i
o d CO d CO TW d v) = 6 0 v-i ^1 -^ d • < CM d 3 en 3 i n • H (JO J ^n •~-- <L»
M en « <n .Cl -r^ rt v + r-; r - l
m
• CO
a, 'O e d CO o o 4-1 + j 4J
•~~ o o O <U o a> O 0) m 0) d -M d -u d 4-1 v>0 d CO •.-I •r - l •H
>- 'O d • J d •x> d 3 m •r-l bO •H t o •H t o
x : PQ r - l Q -H a •r^ P 'r-i
CO CO
^ r - l • CO 73 CO
c O, 13 v-i >-i OJ 13 o E d CO CO F g 4J O O s: x i 4J >-i O • u 4-> o u u j : : o x i o <u 3 O O QJ O 0) 4-1 + j d 4J PQ (U d -u O d CO : 60 = CO •r-l CO •r^
u CM d <}• d 13 d 5 ^ - 3 C 3 CO •~-- 0) ---~ 0) T-l W) O CO •r^ t o
CO i n .—1 r^ m r - ( Q -r^ r-- i n Q -r^
X ) d d -r^ d <u 1 2
CJ o o o
< o •5 "
d X) U ^3 T3 0) <U QJ <U O (U CO x : -a x : ' ^ J-( (0 4J CO T ^ CO 0 ) •u d •u d <1) CO CO CO ^1 CO M •r^ 3 •r-l 3
UH XI :s rd O ^ r3 3 o ? c (U m a . a , >-< d - d d - d B d E
o <c T4 W
O " O ffi o o 0 0 "TD
o <c T4 W • H CO •r^ O •r^ O •r^ 0
1) ^ « 4_l 0) 4-1 CO 4-1 4-1 4-) CO CO U CD S CO 0) "^ ^ u CO i-H " ,-H J3 r-H •-H d "^ ^ u <U 3 -<f 3 U r-f •» 3 -r^ 3 -r^ ^
fi 0 2 u G O
C P-i S »N d ) e o e E
3 -r^ ^
fi 0 2 4-) G O C P-i ft CL, 4-) fi QA >- o
3 -r^ ^
fi 0 2 d o m O < cv; o o i
P4 H O ^4 0 V4 ^
fo X> - ^ ^ 1 fo ffi p4 « : s o o i P4 H PM ^
0 V4 ^ fo X> - ^

49
OJ
• H
> f^^ X OJ
X ! C
M
w CO
<u c & 0
1—f
t-H aj
?H ^ w '
w •M H 3 CO W c (U n Pi • H
4-> M CO O r H
i H r> O R
O M o (U 1^
> •H 4J 4-» c c« (1)
M M CO a; C X i W y <4H
o • H
o Q
00
rQ CO H
to 0)
^rj CD cd :s o i-H
m en
LA v D
CO
CN
1 1 1
1 1 f
CSJ
-cf
0 0
CM
-cf
rs . to 0)
^rj CD cd :s o i-H
C!
o 4J 4J O
u
CO
1—(
OS
»—( CJN
»—1
CO
T-i
CO
r—1
O
0 0
c« (1)
m o-i
LA v D
CO
fNj
1 1 1
1 1 1
O
i n
CO
CM
-cf
Ul
: 3
m r:;
O 4J 4J o o
CO
r—1
CO
r—1
<~o CO
r - l
CO
t—t
O
w cd
uo f O
-. i n >x>
\ 0
1 i 1
1 1 1
i n
CT\
0 0
vO
oc
C7\
r—1 o 4-» XJ O
o C>J
c><
CO
m
CM
«n
<r>4
»n
CM
X I <U
• H I - ( a. a, <:
c o
• H XJ CO
r H
)
o Pl<
(U
o C! (U »-t OJ
<4-J <U
u X I (U A J
CO 0 1 M XJ C
:=)
< W Q
<i-O
en :ii
c o
X I (U C/5 CO
r Q
O • H 4J CO
. H
D >-i S QJ U -U O CO Pk IS 1
CO a; u
Cl
C )-( O V
u X > CO 0) :s U) CO X >
r Q C CO
O X> • H - H •U O CO <
i-H D O S - H G ^1
o o
o CO
O P M
:ii H d o
X ) <u w CO
r Q
O • H XJ CO
. H
S d j >-i (y O M
P4 ; :3
d)
•H 6 o M
ri3
<i) r C XJ
r d XJ • H :5
c o
• H 4J X > CO C
r-i r) D O g B-»-< e o o
PM O
(U
• H
e o u
rQ
'^rS XJ
•t!^ ^ - d a ^ o «
• H 4J t S CO d
^^ 0 0 O
E §• o o
PM U

50
Table 14. Comparative Hand Results v/ith Different
Formulations
Formulation Applied
1 Wash 5 Wa shes
Formulation Applied
1 Cotton 65/35 Cotton 1 65/35
itreated reference Soft Soft Soft 1 Soft
• rmulation based on H^PO, , ;A, Water Soft Soft
trrriulation based on Di\P, Urea, •ric Acid and Water Soft Soft
•rraulation based on THPC, NaOH, ea Stiff Stiff Soft Stiff
irnulation with the bromine impound
Soft Soft Soft i Soft
irniulation with the bromine •mpound and binder Stiff
. j
Stiff Stiff Stiff

Table 15. Comparative Strength of Treated and Control San^ples: Results in Per Cent Strength Retention
51
1 Wash
Formulation Applied Cot :on 65 /35
•
F \v F W
Untreated reference 100 100 100 100
Formulation based on b'-iPO , DEA, Water •J i^
72 73 _.. —
Forinulaticn based on DAP, Urea, Boric Acid and Water
76 94 __
Formulation based on THPC, NaOH, Urea 64 96 97 76
Formulation with the bromine compound 88 93 100 88
Formulation with the bromine compound and binder
81 100 55 45

rC i J • H
• >
»-• W o o >-l W) <u
o d
• H
> >-. 0)
> o o a c^ .
w <U u
r H C ;!«i e) U e •i-i 4J U ca :s (1)
U <i> H > • K 4J 4J c td <u »-i u cJ CJ Cu u^ 6 ^4-1
o •r-J
u Q
rC)
H
to OJ
[2
OT td
LO
LO
o 4-1
o CJ
in ro
LT) vO
o • M
o u
P4
P4
in 1 I ^-t- f 1 ^•J I 1
—1 1 1
rsl ON
O CO
rsl
CO
ON
o
m ON
m r
r
in en
oi
00 CJs
o Ol
o • v j -
o
o oo
o o
<3-
o
i n
o in
o en
o •n
in in
i n
< w 03 o X ) Q 0) cd o; u z 0) (U
• H #v 1 3 d c t H •<r M ' H • H Ci. O #k u e g P.
< Pu m S P-J o G
M w W Q H ^ r Q
o d) C a ;-i C (1)
•5 i • H o o o a; o X •5 i 4-t c U + j •5 i c« <u ' O ' O nj •T3
^.5 r H >-i <u <u IS d) , a ^.5 3 a; w w CO +-I
^.5 s ^4-1 cd CO X ) cd • H
^.5 u o .o
d
r Q cd
r-l
^ - o
•X} o o X ) O o
^ - o
0) • H • H • H • H • H • H 4-t U •M O 4-t U T J 4-J X )
« cd CO < CO Cd C Cd rt d) r - l t - l .- r H :3 r-i d >-l a V4 ri o g a o rJ o u 0) e • H s cd E ex 6 cu c >-l 4-t M >-i > - l <u fi e ^ e ;=) o CtJ o o o >-i O o o o
PM IS p cq i^ ;=) PM a ^ o

53
APPENDIX

54
Sample 1
A. Flame retardant formulation None
B. Material used Cotton twill
C.
D.
E. Drying at 250 F 7 minutes
F. Flammability test after: 1 wash Burns completely
in 33 seconds.
G. Color after: 1 wash 2 .5 5 washes 1.3 6 hours at IOO°C 1.3
H. Hand after: 1 wash Fine, soft 5 washes Fine, sof<:
I. Tear strength, in the filling direction 2650 g in the warp direction 3094 g
J. Wrinkle recovery, in the filling direction 81 in the warp direction 97
After 10 washes, in the filling direction 80 in the warp direction 92

Sample 2
55
A. Flame Retardant Formulation
B. Material used
C.
D.
E. Drying a t 250°F
F. Flamraability t e s t a f t e r : 1 wash
5 washes
None
65/35, polyester/cotton
7 minutes
Burns quickly in 15 seconds. Substrate completely charred and volatilized. Burns completely In 15 seconds. Black smoking.
G. Color after:
H. Hand after
1 wash 5 washes 6 hours at 100°C
1 wash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery, in the filling direction in the warp direction
After 10 washes, in the filling direction in the warp direction
6.7 2.8 2.8
Fine, , soft Fine, , soft
992 g 1376 8
141' 142'
145' 144'

56
Sample 3
A. Flame Retardant Formulation 75% HoPO, 58% Di-EtiHanol- .
amine 39 Water 3
B. Material used Cotton twill
C. Wet pick up 81%
D. Weight i n c r e a s e 20%
E. Drying at 250 F 7 minutes
F. Flammabili ty t e s t a f t e r : 1 wash 1/2" char length.
No after glow. No smoking.
5 washes Burns completely in 33 seconds. No aft'ir glow.
G. Color after: 1 wash 3.2 5 washes 1.3 6 hours at 10C°C 1.9
H. Hand after: 1 wash Fine, soft 5 washes Fine, soft
I. Tearing strength, in the filling direction 1920 g in the warp direction 2272 g
J. Wrinkle recovery, in the filling direction 95^ in the warp direction 69

Sample 4
57
Flame Retardant Formulation
B. Material used
C. Wet pick up
D. Weight increase
E. Drying at 250°F
F. Flaminability test after: 1 wash
5 washes
G. Color after 1 wash 5 washes 6 hours at 100°C
Water 67% Diammonium phosphate 20%
Urea 6.5 Boric Acid 6.5
Cotton twill
100%
20%
7 minutes
3/4'' char length No after glow Burns complC'iGly in 35 seconds. N'o after glow.
2.5 1.3 1.9
H. Hand after: 1 wash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery, in the filling direction in the warp direction
Fine, soft Fine, soft
2016 g 2496 g
74° 75°

Sample 5
53
A. Flame Retardant Formulation
B. Material used
C. Wet pick up
D. Weight i n c r e a s e
E. Drying a t 250°F and cured at 325 F
THPC 72.37o NaOH 7.2% P.E. emulsion 5.8% Non-ionic surfactant 0.3%
Urea 14.4%
Cotton tvrill
80%
65%
7 minutes 2 minutes
F. Flammability test after: 1 wash 5 washes 10 washes
Did not ignite Did not ignite Ignited in 45 seconds
G. Color afrer: 1 wash 5 washes 6 hours at 100°C
2.5 1.3 1.3
H. Hand after: 1 wash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery, in the filling direction in the v/arp direction
Stiff Soft
1696 g 2560 g
120° 98°

Sample 6
59
A. Flame Retardant Formulation
B. Material used
C. Wet pick up
D. Weight increase
E. Drying at P.SO' F and cured at 325'^F
F. FlanuT.ability test after: 1 wash 5 washes 10 washes
cO,
TIIPC NaOH PE. emulsion Non-ionic
surfactant Urea
72, 7. 5.
0, 14,
.3%
.2% ,8%
,3% ,4%
65/35, polyeG ;ter/cotton
80%
65%
7 minutes 2 minutes
Did not ignite Did not ignite Only '>y i.ich of char length.
G. Color after: 1 wash 5 washes 6 hours at 100 C
9.5 5.0 4.2
H. Hand after: 1 wash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery, in the filling direction in the warp direction
Stiff Stiff
960 g 1056 g
124° 135 ^

Sample 7
60
A. Flame Retardant Formulation
B. Material used
C. Wet pick up
D. VJeight i n c r e a s e
E. Drying a t 250°F
F. Flammabil i ty t e s t a f t e r : 1 wash
5 washes
10 washes
T-2,3-DBP 45.0% Triton X-45 5.0% Triton X-100 6.0% Water 44.0%
Cotton twill
100%
47%
7 minutes
Ignited in 58 seconds. No intense burning. No after glow. Burns completely in 46 seconds. Burns completely in 40 seconds.
G. Color after: 1 wash 5 washes 6 hours at 100°C
2.5 1.3 1.3
H. Hand after: 1 vzash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery, in the filling direction in the warp direction
After 10 washes, in the filling direction in the warp direction
Fine, soft Fine, soft
2336 g 2880 g
104° 79°
100° 80°

Sample 8
61
A. Flame Retardant Formulat ion
B. Material used
C. Wet pick up
D. Weight increase
E. Drying at 250°F
F. Flan TnabiJity tost after: 1 wash 5 v/ashes
10 washes
G. Color after: 1 wash 5 washes 6 hours at lOO C
T-2,3-DBP 45.0% Triton X-45 5.0% Triton X-100 6.0% Water 44.0%
65/35, polyester/cotton
100%
47%
7 minutes
Did not iguite 3/4 inch char length Flame self exting. 1/2 inch char length. Flame self exting.
6.8 2.8 2.8
H. Hand after: 1 wash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery,' in the filling direction in the warp direction
After 10 washes, in the filling direction in the warp direction
Fine, soft Fine, soft
1056 g 1216 g
145° 141°
140° 140°


Sample 9
62
k. Flame Retardant Formulation
Material used
Wet pick up
Weight increase
Drying at 250°F
Flaminability test after: 1 wash 5 washes 10 washes
Acrylic B~82 2.0% Toluene 19.0% Triton X-45 2.0% T-2,3-DBP 32.5% Triton X-100 2.0% Water 12.5% Acrylic emulsion C-13 30.0%
Cotton twill
90%
47%
7 minutes
Did not ignite 1/2 inch length char Burns completely in 50 seconds.
Color after: 1 wash 5 washes 6 hours at 100°C
6,7 4.0 8.0
1. Hand after: 1 wash 5 washes
Tear strength, in the filling direction in the warp direction
f. Wrinkle recovery, in the filling direction in the warp direction
After 10 washes, in the filling direction in the warp direction
Stiff Stiff
2144 g 3104 g
134° 115°
130° 111°
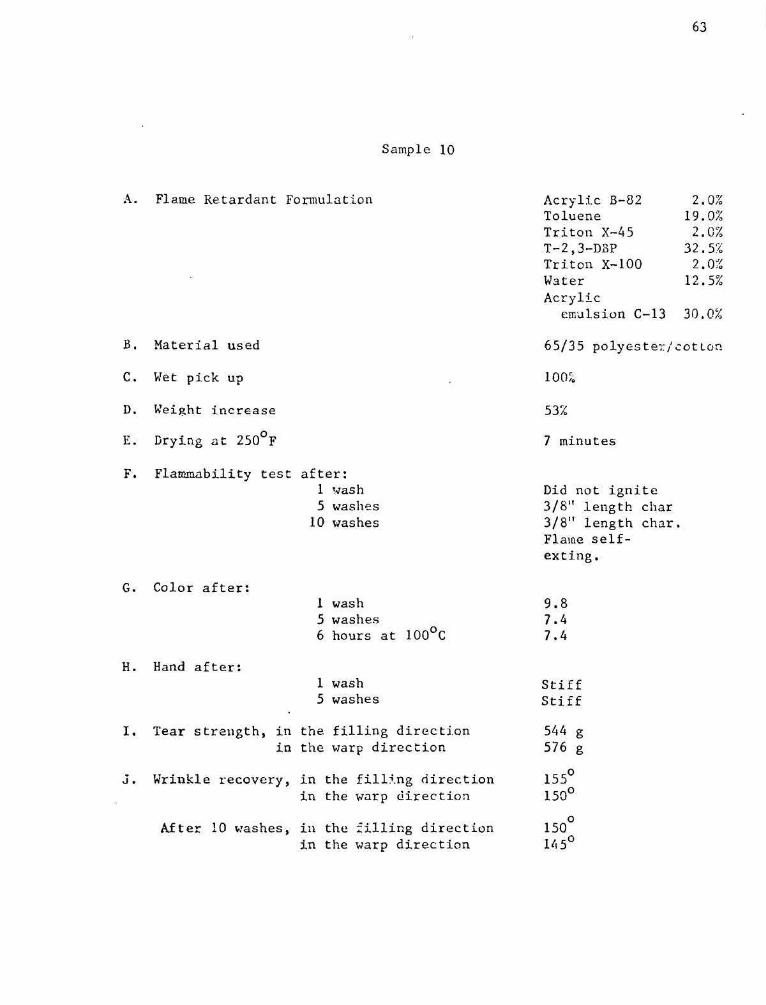
Sample 10
63
A. Flame Retardant Formulation
B. Ma te r i a l used
C. V/et p i c k up
D. Weight increase
E. Drying at 250°F
F. Flammability test after: 1 wash 5 washes 10 washes
G. Color after: 1 wash 5 washes 6 hours at 100°C
Acrylic B-82 2.0% Toluene 19.0% Triton X-45 2.0% T-2,3-D3P 32.5% Triton X~100 2.0% Water 12.5% Acrylic
emulsion C-13 30.0%
65/35 polyester/cotLon
100%
53%
7 minutes
Did not ignite 3/8" length char 3/8" length char Flame self-exting.
9.8 7.4 7.4
H. Hand after: 1 wash 5 washes
I. Tear strength, in the filling direction in the warp direction
J. Wrinkle recovery, in the filling direction in the warp direction
After 10 V7ashes, in the filling direction in the warp direction
Stiff Stiff
544 g 576 g
155° 150°
150° 14 5°

64
r^- :. -t V -v* ,p^f:^^-'jf^^
After 1 Wash After 5 Washes sample completely burned
Figure 1. Flammability Test on Cotton Samples Treated with Formulation Based on Phosphoric Acid.

65
After 1 Wash After 5 Washes sample completely burned
Figure 2. Flammability Test on Cotton Twill Samples Treated with Formulation Based on Di-Ammonium Phosphate, Urea and Boric Acid.

66
I r
%
* 5
fr
After 1 Wash After 5 Washes After 10 Washes sample completely burned
Figure 3. Flammability Test on Cotton Twill Samples Treated with Formulation Based on TMPC.

67
.T{
1
>
k
After 1 Wash After 5 Washes After 10 Washes
Figure 4. Flammability Test on 65/35 Polyester/Cotton Blend Treated with Formulation Based on TMPC.

68
k -*<•»
^
After 1 Wash After 5 Washes After 10 Washes
Figure 5. Flaramability Test on Polyester/Cotton Blend Samples Treated with Formulation Based on Tris-2,3 DBP.

69
«L •'• \ ^
xl . -"^'^ :/-
\
After 1 Wash After 5 Washes After 10 Washes sample completely burned
Figure 6. Flammability Test on Cotton Twill Samples Treated with Formulation Based on Tris-2,3 DBF with Acrylics.

70
y*
A * . >A. After 1 Wash After 5 Washes After 10 Washes
Figure 7. Flainmability Test on 65/35 Polyester/Cotton Blend Samples Treated with Formulation Based on Tris-2,3 DBP with Acrylics

71
• i ^ - Glossary of Terms and Definitions Used in Relation to Flame Retardants
Add-on Weight increase of fabric due to absorbed chemical agents in solution. Finished agent might contain the flame-retardant chemical.
After-flarae T- time in seconds which the fabric flames after the source of flame has been extinguished.
After-glow T- in seconds which the fabric glows after all flaming has ceased.
Char area The blackened area resulting after all flaming and glowing have ceased.
Char length This is the furthest distance of the burned damage as measured from the originating poinc of Lhe flame. This may be the lower e.ige of the fabric strip, in the vertical flame test.
Combustion Chemical decomposition caused by a combinacion ol the substances with 0«, given evolution of light and heat in a burning reaction.
Fabric weight May be expressed in onzes/s.y.
Flame retardant, Flame proofing Degree of resistance to ignition and burning;
any chemical substance which gives resistance to flame to a textile material.
Flame test Standard procedures. Flammability test methods in accord with Federal I,aw for Clothing Textiles.
Oxygen index test 0. I. test based on the m.ole fraction of oxygen
just needed to maintain the combustion, or the mole fraction of oxygen in a oxygen/nitrogen atmosphere
0^
(O2 + N2)

72
Pyrolysis Chemical degradation caused by heat; may be accompanied by combustion if carried out in presence of air.
Self-extinguishing is one which ignites and burns when exposed to. a
flame source but goes out immediately or in a short time after the flame is removed; self-extinguishing materials are thus flame-retardant but not all flame-retardant materials are self-extinguishing.
Tenderin action post action of any chemical agent used in the treatment of textile, material which will result In loss of fabric strength.

73
BIBLIOGRAPHY

/4
LITERATURE CITED
1. Information Council on Fabric Flammability, Proceedings of Third Annual Meeting, New York City, 1969, 56-59.
2. Drake, G. L.,"Fire Retardancy: Its Status Today," American Dyestuff Reporter, 60 , 43-47, (1971).
3. McDonald, K. , R. Dardis, F. B. Smith, "Accidental Burn Injuries: A Review," Journal of the American Association of Textile Chemists and Colorists, 3_> 33-37, (1971).
4. Howry, A. K. , "We Don't Know Much About Fabric Flammability," Modern Textiles,50, 56-60, (1969).
5. Weinstein, R., "Current Legislation Requirc-.ments and Test Methods for Flame Retardancy," J. of Atner . Assoc, of Textile Chem. and Col., 3, 55-57, (1971).
6. Dipietro, J., H. Barda, H. Stepniczka, "Burning Characteristics of Cotton, Polyester and Nylon Fabrics," J. of AATCC, 3_> 45-53, (1971).
7. Lyons, W. J., The Chemistry and Uses of Fire Retardants, 24-26, First Edition, Wiley-Interscience, John Wiley and Sons, Inc., New York, (1970).
8. Miles, D. T., and C. A. Delasanta, "Durable Non-Reactive Flame Retardant Finished for Cotton," Textile Research Journal, 38 , 273, (1968).
9. Siu, R. G. H., Microbial Decomposition of Cellulose, 3-13, Reinhold Publishing Corporation, New York, (1951).
10. Conant, B. J.j and H, A. Blatt, The Chemistry of Organic Compounds, 289-293, Fourth Edition, The MacMillan Company, (1957).
11. Morrison, T. R. and N. R. Boyd, Organic Chemistry, 1022-1023, Allyn and Bacon, Boston, Second Edition, (1966).
12. Trotman, E. R., Dyeing and Chemist Technology of Textile Fibers, 44-48, Fourth Edition, Charles Griffin Company Limited, London, (1970).
13. Little, W. R., Flame Proofing Textile Fabric, 46-47, Reinhold Publishing Corp., New York (1947).

75
14. Article on "Fire Retardancy," Encyclopedia of Polymer Science and Technology, Vol. 7, 9-11 and 39-43, Interscience Publishers, a division of John Wiley and Sons, New York, (1967).
#^ 15. ChaCterjee, K. P., "Chain Reaction Mechanism of Cellulose,"
J. of Applied Polymer Science, 12^, 1859, (1968).
16. Madorsky, L. S., "Chapter XII," Therm.al Degradation of Organic Polymer, Interscience Publishers, John Wiley and Sons, New York, (1964).
17. Goodings, E. D., "Thermal Degradation of Polymers," Soc. Chem. Ind., Monograph No. 13, pp. 106, 211, (1961).
18. Goodings, E. D., pp. 106, 211.
19. Goodings, E. D., pp. 214.
20. Marchall, I. and A. Todd, Trans. Faraday Soc. , ^9, 67, (1953).
21. "Fire Retardancy," Enc. of Polyin. Sci . and Tech., 7. 9-11
and 39-43 (1967).
22. Little, W. R., "Flame Proofing Textile Fabric," 7S-S9.
23. Little, W. R., 82-84.
24. Little, W. R., 88.
25. Little, W. R., 80-81.
26. "Fire Retardancy," 16-17.
27. Lyons, W. J., The Chemistry and Uses of Fire Retardants , 24-26.
28. Kirk-Othmer, "Chlorine", Enc. of Chemical Technology, 5_, 1-6, Interscience Publishers, (1954).
29. Lyons, W. J.," 98-101.
30. "Fire Retardancy," 17-18.
31. Lyons, W. J., 210-213.
32. Lyons, W. J., 216-217.
33. Read, J. N., and G. E. Heighway Bury, Flame Proofing of Textile Fabrics, 74, 823-828 (1958).
34. Lyons, W. J., 84-88.

7C
35. Kirk-Othmer, "Boron Compounds," Enc. of Chem. Techn, 3, 609-623, Intsrscience Publishers, (1964).
36. Trotman, R. E. 294-298.
37. Little, W. R., 179-184.
38. Ward, J. K. , Chemistry and Chemical Technology of. Cotton, 443-461, Interscience Publishers, (1955).
39. Drake, L. G., 43-47.
40. Drake, L. G., 43-47.
41. Lyons, W. J., 165-167.
42. Little, W. R., 43-57.
43. Little, W. R., 73-75.
44. Davis, V. F., J. Findlay and E. Rogers, "The Urea-Phosphoric Acid Method of Flameproofing Textiles," J. of TextiJa Institute, 40 , T839 (1949).
45. Leblanc, B. R., "A Durable flame Retardant Finish with APO," Textile Research J. , 35 , 341-346 (1965).
46. Lyons, W. J., 175.
47. Lyons, W. J., 196-203.
48. Prick, G. J, W. J. Weaver, and D. J. Reid, "Flame Resistant Cotton Fabrics: An Emulsion Treatment Using an Organic Phosphorous Bromine Polymer," Tex. Res. J., 25, 100-105 (1955).
49. McQuade, A. J., "Flam.e Resistant of Military Textiles," Amer. Dyestuff Reporter, 44 , 749, (1955).
50. Miles, T. D., A. C. Delasanta, "Durable Non-Reactive Flame Retardant Finishes for Cotton," Tex. Res. J., 38, 273-278, (1968).
51. Lyons, W. J., 184.
52. Drake, G. L., 43-47.
53. Sanderson, W. A., W. A. Mueller, and R. Swidler, "Phos-phonate Finishes for Fire-Retardant, Durable-Press Cotton," Tex. Res. J., 217-222, (1970).

77
f
54. Dipietro, et. al, 45-53.
55. "A Study of Fire Retardancy of Polyester/Cotton Sheeting," Pj-edmont Section, Southern Regional Research Laboratory, Proceedings of the AATCC, 57_, 40-44, (1968).
56. mies, T. D. and A. C. Delasanta, 273-278.
57. Proceedings of AATCC, 57., 40-44, (1968).
58. Rohm and Haas, "Resin Review," XV, Mo. 1, 26-31, (1965) and "Resin Review, XIX, No. 1, 14-15 (1969).
59. Technical Manual of the AATCC, Method 33-1962 (1969).
60. Technical Manual of the AATCC, Method 124-1967.
61. Lundgren, H. P., "New Concepts in Evaluating Fabric Hand," J. of Tex. Chem. and Colorists, 1_, 35-45 (1969).
62. American Association Testing Materials, ASTK, D-1424-63.
63. Technical Manual of the AATCC, Test Method 66-1968.




















