78th Virtual Annual Convention - Home About us Activities ...
265
78th Virtual Annual Convention th st 20 - 21 October 2020 New Delhi THE SUGAR TECHNOLOGISTS’ ASSOCIATION OF INDIA Plot No. 15, 301 Aggarwal Okhla Plaza, Community Centre, Behind Hotel Crowne Plaza, Okhla Phase - I, New Delhi-110020 Tel: 011-45960930, 31, 32 • E-mail: offi[email protected] Website: www.staionline.org 78th Virtual Annual Convention
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of 78th Virtual Annual Convention - Home About us Activities ...

78th Virtual Annual Conventionth st20 - 21 October 2020
New Delhi
THE SUGAR TECHNOLOGISTS’ ASSOCIATION OF INDIAPlot No. 15, 301 Aggarwal Okhla Plaza, Community Centre,
Behind Hotel Crowne Plaza, Okhla Phase - I, New Delhi-110020 Tel: 011-45960930, 31, 32 • E-mail: [email protected]
Website: www.staionline.org
78th Virtual Annual Convention

(i)
The Sugar Technologists’ Association of India (STAI) is the national level apex association of professionals associated with the sugar industry and allied fields. It is a non-government not for profit organization, founded in the year 1925 and is headquartered at New Delhi. Presently it has nearly 3000 members working with various sugar mills, refineries, distilleries, research institutes, technology providers and other professionals from sugarcane agriculture, sugarcane biology, sugar technology, factory engineering and co-products. The association, headed by the President, is managed by an elected council comprising of 30 professionals representing different regions of India. The council, elected every three years by STAI members, is assisted by the Standing Committees on Research and Investigation, Advisory Committee on Publications and the Indian National Committee of ICUMSA.
KEY OBJECTIVES OF THE ASSOCIATION
To provide opportunities for the acquisition and dissemination of information, exchange of knowledge amongst the members and to provide facilities for presentation of papers and delivery of lectures on subjects connected with and useful to the profession.
To promote schemes of research relating to the sugar industry and allied fields.
To establish and maintain a library and to publish and circulate papers, books, journals, magazines, newsletters and other scientific literature connected with the profession.
INTERNATIONAL AFFILIATIONSSTAI is the sole representative from India on the council of the International Society of Sugar Cane
Technologists (ISSCT), a global association of scientists, technologists, managers, institutions and companies/corporations concerned with the technical advancement of the cane sugar industry and its co-products. The ISSCT has been in existence for over 95 years during which it has organized 30 Congresses, usually at 3-year intervals.
Following STAI office bearers/senior members are presently serving on various committees of ISSCT
• Mr Sanjay Awasthi, President-STAI, as an elected member of the ISSCT Executive Committee for the term 2016-2022.
• Prof. Narendra Mohan, Director, NSI, Kanpur & Vice President, STAI (Ex-Officio) as a member of the Factory Processing Committee for the term 2019-2022.
• Dr. M.S. Sundaram, MD, JPMA, Pune and Senior Member STAI as a member of the Factory Engineering Committee for the term 2019-2022.
• Mr. R.L. Tamak Executive Director & CEO – Sugar Business, DCM Shriram Limited and Senior Member, STAI as a member of Co-products Commission for the term 2019-2022.
THE SUGAR TECHNOLOGISTS’ ASSOCIATION OF INDIA (Registered under Indian Societies Act XXI of 1860)

(ii)
STAI is the sole representative from India on the Committee of International Commission for Uniform Methods of Sugar Analysis (ICUMSA). Dr (Mrs.) V.S. Keskar is the Convenor of the Indian National Committee on ICUMSA and is also the referee for the Subject GS9 – Plantation White Sugar.
STAI is also a member of International Association of Professionals in Sugar and Integrated Technologies (IAPSIT)
INTERNATIONAL EVENTS STAI has successfully hosted the IX ISSCT Congress in 1956 at New Delhi, the XXIII ISSCT Congress in 1999 at New Delhi, ISSCT combined Factory Engineering & Processing workshop in 1994 at Pune and ISSCT Factory Processing Workshop in 2003 at Goa.
The XXXI ISSCT Congress has been awarded to STAI to be held in Hyderabad from 5-8 December 2022. STAI also successfully hosted the 23rd session of ICUMSA in 2002 at Pune and the 4th Session of IAPSIT in 2011 at New Delhi.
NATIONAL EVENTSSTAI has so far successfully organized 77 Annual Conventions and 11 Joint Conventions in collaboration with affiliated associations. The association organizes 4-5 one day seminars every year in association with affiliated associations, research institutions and various other stakeholders. The Annual Convention held by rotation in different cities, is spread over three days that includes memorial lectures, plenary sessions and technical sessions on different disciplines for presentation of research papers. International Sugar Expo is also held concurrently with the convention on various products and services.
TECHNICAL SERVICESResearch & Investigation Activities - STAI has a pool of experts and a cumulative store house of knowledge. It is instrumental in developing & promoting vital process technologies & state of the art equipment for sugar and allied industry applications. Mr. D.K. Goel is the Convenor of the STAI’s Standing Committee on Research and Investigation that takes up R&I projects in following areas, with active involvement of various stakeholders:
• Sustainable Sugarcane Agriculture
• Factory Engineering and Energy Efficiency
• Sugarcane Processing Technologies and Sugar Quality
• Zero Liquid Discharge in Distilleries
• Recycling of Sugarcane/Sugar Factory Wastes
• Co-Products : Cogeneration, Ethanol, Downstream Chemicals
AWARDSSTAI recognises the contribution of industry professionals by presenting various awards in different fields of science and technology. The aim of these awards is to recognize the contribution of its members to the sustainable growth of the industry and to inculcate the habit of contributing research papers which must be of direct value to the Industry.
The following awards are presented during the annual convention :
a. Awards for Contribution to the Sustainable Growth of Sugar & Allied Industry
• Life Time Achievement Award – This is presented to industry veterans for their outstanding life-time contribution to the development and growth of the Sugar & Allied Industry.
• Industry Excellence Award – This is presented to sugar factories/entrepreneurs for their significant contribution to the technological advancement of Sugar & Allied Industry.

(iii)
• Isgec Gold Model for “Engineering for Excellence” – Process Technology & Process Engineering.
• J.P. Mukherji Gold Medal for the “Best Engineer of the Year”.
• Dr. P.J. Manohar Rao Gold Medal for “Excellence in Co-Products”.
b. Awards for Research Papers Presented during the Annual Convention
The research papers may contain results of original research work done by the authors or the results of adaptation of known processes/equipments/material of construction to the Indian conditions.
• Dr. Bansi Dhar Gold Medal for the best research paper related to “Innovation in the area of Energy Efficiency & Conservation in Sugar Industry”.
• Noel Deerr Gold Medal for the best research paper in the areas of – Sugarcane Agriculture, Factory Engineering, Factory Processing and Co-products.
• STAI Silver Medals for second best research paper in the areas of – Sugarcane Agriculture, Factory Engineering, Factory Processing and Co-products.
RECOGNITIONS• STAI is recognized by the Department of Science and Technology, Govt. of India as a Scientific
and Industrial Research Organization.
• President-STAI, is as an expert member on the Advisory Board of the National Sugar Institute, Kanpur and also on NSI’s Standing Advisory Committee on Sugar Standards.
• President-STAI, is as an expert member on the Sugar Industry Sectional Committee (FAD2) of the Bureau of Indian Standards.
• President-STAI, is a special invitee on the Sub-Committee under the Sugar Development Fund, Dept. of Food and Public Distribution, Govt. of India.
ANNUAL PUBLICATIONS• Directory of Cane Sugar Factories and Refineries (India and other SAARC countries) and Distilleries
(India, Nepal and Bhutan)
• Annual Convention Proceedings and Souvenir
• Year Book and Technical Data Directory of Indian Sugar Factories
CATEGORIES OF STAI MEMBERSHIPPatron Member Companion Member Life Member Fellow MemberAffiliated Association SME Member Associate Member Student Member
For membership forms, eligibility criteria and fees structure, please log on to our website – www.staionline.org or contact us at:
Plot No. 15, 301, Aggarwal Okhla Plaza, Behind Hotel Crowne Plaza, Okhla Phase-I, New Delhi-110020
Tel. : 011-45960930, 31, 32 • E-mail : [email protected] Website : www.staionline.org

(iv)
THE SUGAR TECHNOLOGISTS’ ASSOCIATION OF INDIAHONORARY FELLOWS
Dr. OSCAR ALMAZAN
SHRI RANJIT PURI
SHRI S.C. SHARMA
PAST PRESIDENTS
1925-1936 Late Noel Deerr 1982-1984 Late Vasantrao Dada Patil
1936-1938 Late K.S. Majithia 1984-1986 Late Daya Prasad Tiwari
1938-1942 Late Desraj Narang 1986-1988 Late Indubhai C. Patel
1942-1944 Late Lalchand Hirachand 1988-1991 Shri Dhruv M. Sawhney
1944-1946 Late R.C. Srivastava 1991-1993 Shri Ram V. Tyagarajan
1946-1963 Late Desraj Narang 1993-1996 Late Shivajirao G. Patil
1963-1965 Late D.D. Puri 1996-1999 Shri V.K. Goel
1965-1968 Late Dr. S.K. Somaiya 1999-2002 Dr. M. Manickam
1968-1972 Late S.N. Gundu Rao 2002-2004 Shri Manharlal M. Patel
1972-1975 Late Lala Bansi Dhar 2004-2006 Late Mangal Singh
1975-1976 Late Dr. S.K. Somaiya 2006-2009 Shri J.J. Bhagat
1976-1980 Late Dr. B.B. Ramaiah 2009-2015 Dr. G.S.C. Rao
1980-1982 Shri Ranjit Puri

(v)
1. Seth Radhakrishnan Ramnarain Ruia 2. Shri V.D. Jhunjhunwala 3. Shri M. Linghiah 4. Shri D.P. Agarwala 5. Shri A.K. Jain 6. Kr. Ram Nath 7. Shri V.K. Goel 8. Shri Kailash Chandra Kesardeo Seksaria 9. Shri B.M. Thapar 10. Ms. V. Kiran Rao 11. Shri K.N. Saraogi 12. Smt. P. Rajeshwari Ramakrishnan 13. Shri V.M. Naik Nimbalkar 14. Shri Ranjit Puri 15. Shri O.P. Dhanuka 16. Shri Anil Kumar Ruia 17. Shri Shishir Bajaj 18. Shri N.S. Parthasarathy 19. Shri Mayur M. Madhavani 20. Shri Balkrishnalal N. Pittie 21. Shri E.V. Alias Balasaheb Vikhe Patil 22. Shri S.K. Sethu 23. Shri D.M. Sawhney 24. Shri S.L. Singh 25. Shri G.M.S. Mann 26. Shri Ram V. Tyagarajan 27. Shri Rajendra Morarka 28. Shri Radhakrishna E. Vikhe Patil 29. Shri Man Mohan 30. Shri N.C. Brahma 31. Shri Mahesh Chaturvedi 32. Ms. Rajshree Pathy 33. Shri Altaf M. Saleem 34. Shri Ashok Oswal 35. Shri Gautam Goel 36. Shri Vipul Agarwal 37. Shri Ashok Kumar 38. Shri M.V.S. Ramireddi, I.A.S. 39. Shri Gaurav Goel 40. Shri C.B. Patodia 41. Shri Gautam Dalmia 42. Shri Sidharth Prasad 43. Shri Y.H. Dalmia 44. Shri P. Ramababu 45. Shri R.V. Shirgaokar
PATRON MEMBERS OF STAI 46. Shri S.V. Balasubramanian 47. Shri I.D. Mittal 48. Dr. M. Manickam 49. Shri G.R. Morarka 50. Shri Shailendra Mohan 51. Shri Prakash Naik Navare 52. Shri M. Srinivasan 53. Rana Ranjit Singh 54. Dr. Samir S. Somaiya 55. Shri Ajit Shriram 56. Shri Rajesh K. Kedia 57. Shri Narendra Murkumbi 58. Shri Vivek M. Pittie 59. Shri Rajat Lal 60. Shri S.N. Chaturvedi 61. Shri Manharlal M. Patel 62. Shri Vivek Saraogi 63. Shri Vinay Kumar 64. Shri S.L. Jain 65. Shri Prabhakar B. Kore 66. Shri Chandrashekhar M. Patil 67. Dr. M.R. Desai 68. Shri Sadashivrao D. Mandlik 69. Shri Jayprakash Dandegaonkar 70. Shri Mahendrabhai G. Upadhyay 71. Shri Dilipbhai Bhikhabhai Bhakta 72. Shri R. Sudhakar Choudary 73. Shri Siddharth Morarka 74. Shri Jagdish S. Gudagunti 75. Shri G.C. Singh 76. Shri S.C. Sharma 77. Shri Y.K. Jhunjhunwala 78. Shri Sabya Sachi Mishra 79. Shri Ashok Kumar Jain 80. Shri Aleem Saifi 81. Shri V.M. Kulkarni 82. Shri Ajay S. Shriram 83. Shri N. Gopalaratnam 84. Shri S. Jayaram Chowdary 85. Shri S.B. Bhad 86. Shri Subodh V. Joshi 87. Shri A.N. Chicker 88. Shri V.P. Rane 89. Shri L.K. Jhunjhunwala 90. Shri Basavraj Madhavrao Patil
91. Shri Raj Kumar Adlakha 92. Shri Dhavalsinh Pratapsinh Mohite Patil 93. Shri K.N. Nibe 94. Shri Prashant Paricharak 95. Shri Kallappa Baburao Awade 96. Dr. Indrajeet Y. Mohite 97. Shri A.M. Patil 98. Shri K. Ramakoteswara Rao 99. Shri R.D. Gupta 100. Shri S.S. Kanoria 101. Shri S.R. Patil 102. Shri Jayantilal B. Patel 103. Shri G.D. Agarwal 104. Shri V. P. Singh 105. Shri Gurpal Singh 106. Dr. G.S.C. Rao 107. Shri J. S. Kalsi 108. Shri Ganesh D. Patil 109. Shri M.N. Agarwal 110 Smt. I. Velagapudi M. Rao 111. Shri Ranjeet Babanrao Shinde 112. Shri Vijendra Singh 113. Shri Ashok Kumar Gupta 114. Shri M.G. Joshi 115. Shri Hanmantrao R. Gaikwad 116. Shri Sudalagunta K. Kalyan Kumar 117. Shri Ramesh Patel 118. Shri V.M. Tiwari 119. Shri Susheel Chandra 120. Shri Zakariaha Mathew 121. Shri Ashwin Kumar P. Gholve 122. Dr. M.K. Shrivastava 123. Shri Murugesh R. Nirani 124. Shri Hasan M. Mushrif 125. Shri C.N. Deshpande 126. Shri Jayantilal G. Patel 127. Shri Sangamesh R. Nirani 128. Shri P.S. Srivastava 129. Shri Amrut Lal Hirabhai Patel 130. Ms. T. Saritha Reddy 131. Mr. Kaushik Chhotalal Pabari 132. Mr. Ranjeet Sharad Borawake 133. Mr. Datta Balbhim Shinde

(vi)
THE SUGAR TECHNOLOGISTS’ ASSOCIATION OF INDIACOUNCIL MEMBERS
2018 – 2023
President
Sanjay Awasthi
Vice Presidents (Elected)
G. Venkateswara Rao Anup Kesarwani A.K. Malik P.K. Belsare
Vice Presidents (Ex-Officio)
Narendra Mohan A.C. Patil S.S. Gangavati Director, NSI President, SISSTA President, DSTA
Hon. Editor Hon. Treasurer Secretary General
D.K. Goel Anup Kesarwani Amit Khatter
Council Members (Elected)
Dr. Bakshi Ram B.R. Jadhav B.S. Hooda
Yogesh Malik Dr. V.P. Sidnale Anurag Goyal
R.V. Vatnal A.H. Patel A.K. Awasthi
D.M. Raskar Pradeep Tyagi E. Muthuvelappan
Alok Saxena Kuldeep Kumar S. Krishna Kalyan Kumar
S.K. Ohri S.K. Srivastava
Council Members (Co-opted)
Dr. S. Solomon G.V. Chaturvedi
Special Invitees
Subodh Kumar Singh Dr. Bakshi Ram Shivajirao Deshmukh
Abinash Verma Dr. A.D. Pathak Prakash Naiknavare

(vii)
Sanjay Awasthi D.K. Goel Aup Kesarwani President-STAI Convenor & Hon. Treasurer & Hon. Editor-STAI Vice President-STAI
Narendra Mohan S.S. Gangavati A.C. PATIL Ex-officio, Ex-officio, Ex-officio, Vice President Vice President President – SISSTA & Director, NSI & President – DSTA
Dr. G.P. Rao P.S. Srivastava G. Venkateswara Rao Life Member – STAI Life Member – STAI COO, KCP Sugar
SUGARCANE AGRICULTURE FACTORY PROCESSING Dr. S. Solomon Dr. V.P. Sidnale Dr. G.P. Rao A.H. Patel Dr. J.P. Singh Anurag Goyal FACTORY ENGINEERING CO-PRODUCTS D.K. Goel Sanjay Desai A.R. Patil D.M. Raskar P.S. Srivastava Ajay Kumar Awasthi
STAI SECRETARIAT TEAM FOR PUBLICATIONS Amit Khatter Ashish Vikram Hanu Mehrotra Secretary General Sr. Executive Officer Sr. Executive Officer
STAI ADVISORY COMMITTEE ON PUBLICATIONS 2018-2023
MEMBERS
STAI PANEL OF REFEREES TO ADJUDICATE RESEARCH PAPERS FOR THE ANNUAL CONVENTION
2018-2023

D.K. Goel Dr. A.D. Pathak Pramod Kumar Belsare Convenor & Director, MD, Hon. Editor, STAI ICAR-IISR Indiana Sucrotech
D.M. Raskar Dr. (Mrs.) V.S. Keskar D. Swain CEO, Shreenath Managing Director Prof. Sugar Mhaskoba SK Ltd. Maarc Lab. Engineering, NSI
Dr. V.P. Sidnale A.K. Srivastava Dr. G.P. Rao Sr. Sugar Technologist, Consultant-Distillery, Secy, Society for VSI NFCSF Research & Promotion
Dr. Priyanka Singh Anurag Goyal Jatinder Singh Sahil Sc. Officer, UPCSR, AGM, CEO, Sugar N Power Shahjahanpur ISGEC Heavy Engg.
S.S. Gangavati A.C. Patil C.N. Deshpande President – DSTA President – SISSTA President – Jaywant Sugars
G. Venkateswara Rao Dr. M.S. Sundaram P.S. Srivastava COO, KCP Sugars MD – JPMA MD – Enmill Technologies
Dr. Mrs. V.S. Keskar Sanjay Awasthi Narendra Mohan Convenor & President- STAI Ex-officio, Vice President MD, Maarc Lab. & Director, NSI
Dr. Rajendra N Bhosale Dr. S.S. Nimbalkar Dr. V.P. Srivastava Technical Advisor - Sugar, Consultant & Analytical Asst. Prof. - Technology & Quality Services, Maarc Lab. Organic Chemistry Manager, VSI NSI
Rajesh Singh J.C. Chauhan S.K. Ohri AGM – Quality Manager GM – Projects Triveni Engineering Daurala Sugar Works UP Coop. SFFL
Dr. Kaman Singh Gowrishankar Sivasubramanian G. Manikandaraman Professor, Babasaheb Head – QA Manager – QA Bhimrao Ambedkar University EID Parry India Ltd. EID Parry India Ltd.
S. Prakash Dr. V.P. Sidnale Sudha D. Ghodke Microbiologist Sr. Sugar Technologist, VSI Scientific Officer, VSI EID Parry India Ltd.
STAI RESEARCH & INVESTIGATION COMMITTEE 2018-2023MEMBERS
INDIAN NATIONAL COMMITTEE OF ICUMSA 2018-2023
(viii)

(ix)

(x)

(xi)

(xii)

(xiii)

(xiv)

(xv)

(xvi)

(xvii)

(xviii)

(xix)

(xx)

(xxi)
CONTENTSPage No.
CO-PRODUCTS1. Bio-Ethanol from Sugar Industry - How to Push? 3-10
– by Narendra Mohan
2 Development & Testing of Bio-Enzyme for Distillery Spent Wash 11-15 Evaporator Condensate Treatment – by D.M. Raskar, R.S. Shewale & A.P. Chavan
3. Vinasse Incineration with Bagasse as a Supporting Fuel 16-25 – by Niranjan Shastry
4. An Integrated Approach - MEPA for Air Pollution Control in 26-33 Spent Wash Fired Incineration Boilers - A Case Study from Daurala Sugar Works – by Rajesh Verma & Prakhar
5. Treatment of Sulphate in Double Sulphitation Sugar Industry 34-41 Effluent by Physico-Chemical Process – by Akhilesh Kumar Gupta, Ram Mohan Chauhan, Virendra Prasad Sinha & Dharmendra Kumar Verma
6. Stepping Towards Zero Ground Water Abstraction in Sugar - 42-55 Cogeneration Plant with Massive Reduction in Discharge by Condensate treatments – by S.C. Aggarwal, Arvind Kumar Mishra & Manoj Giri
7. Natural, Value-Added Product Mix from Indian Sugar Industry - 56-61 A Step towards Changing Tomorrow – by Narendra Mohan
8. Valorization of Sugarcane Bagasse Cellulose to Methyl Levulinate 62-71 with in a Biorefinery Approach by Direct Alcoholysis – by Narendra Mohan, Vishnu Prabhakar Srivastava, Chitra Yadav & Tushar Mishra
COMBINED FACTORY ENGINEERING & PROCESSING1. Smart Sugar Complex for a Smart City - A Concept 75-85
– by Sanjay Awasthi, Anurag Goyal & Deepti Mishra
2. Continuous Ion Exchange System for Raw Sugar Melt Decolourisation 86-99 – by Anup Kesarwani & R.K. Moharana
3. Innovative Mathematical Method to Read Mill Brix Curve 100-116 – by K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwal
4. Innovative Ways to Achieve Energy Efficiency in Sugar Plant 117-123 – by Pankaj Singh, Atul Srivasatava, Surya Kumar Sachan & Ram Mohan Chauhan
5. Design Modification to Enhance the Performance of 124-132 Rotary Vacuum Filter – by Sushil Kumar, Amrish Yadav & Abhay Kumar

(xxii)
6. Troughs and Chutes in Sugar Industry - Advantages of Stainless 133-142 Steel Plates vs Cladding of Mild Steel Plates – by Rajeev Gupta, Nimish Goel, D Kamila
7. New Technology for Production of Refined Quality Sugar Directly 143-149 from Cane Juice – by S.K. Bhojraj & V.M. Kulkarni
8. Tulsipur Unit - Journey Towards Upgradation (2.0) 150-154 – by Yogesh Kumar Singh, Pradeep Kumar Mishra & Yogendra Singh Bisht
9. Case Study - Impact of high Imbibition % Cane (50 % +) on 155-164 Sugar Recovery and Steam Consumption – by M.B. Londhe, K.B. Kale, A.K. Dixit & Sarad Raj Khan
SUGARCANE AGRICULTURE1. Co 0238 – Its Impact, Management and What’s next? 167-175
– by Bakshi Ram
2. Co 12009 (Sankalp) - New Midlate Variety for Peninsular Zone 176-180 – by S Alarmelu, G Hemaprabha & Bakshi Ram
3. Comparative Analysis of Recycled Sugar Mill Waste and Inorganic 181-192 Fertilizer Application on Growth, Yield and Quality Components of Sugarcane at Farmer’s Field –by Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singh
4. Sugarcane Varieties suitable for five Agroclimatic Zones of Tamil Nadu 193-200 Identified through Institute-Industry Collaborative Programme – by C. Appunu, G. Hemaprabha & Bakshi Ram
5. Case Study on Mechanized Harvesting of Cane in Coastal Region 201-210 – by G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, P. Venkateswara Rao & K. Rajamohan
6. Techno-Economic Feasibility of Drip Fertigation in Sugarcane 211-216 – by P.P. Shinde
7. Increased application of KCP IRMA Bio-Wonderon Sugarcane Quality 217-228 and Yield by G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, P. Venkateswara Rao & K. Rajamohan
8. Genetic Improvement for Sugar Yield Traits of Co Canes Evolved 229-233 during a Century of Breeding at ICAR Sugarcane Breeding Institute – by G. Hemaprabha, K. Mohanraj, S. Alarmelu & Bakshi Ram
9. Efforts for Sustainable Sugarcane Production in Catchment area 234-240 of DCM Shriram Ltd. – by Raja Srivastava, Balbir Singh & N.P. Gangwar
List of Advertisers 241

CO-PRODUCTS


CO-PRODUCTS—3
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
BIO-ETHANOL FROM SUGAR INDUSTRY- HOW TO PUSH?
Narendra Mohan*
ABSTRACT
With government impetus on pushing the ethanol blending programme and many policy interventions been made to encourage ethanol production, the Indian Sugar Industry as it appears is trying to take advantage of it for its economic sustainability. Even with the introduction of monthly sugar release mechanism and minimum selling price by the Government of India, at times, due to various internal and external reasons, the price of sugar doesn’t remain comfortable enough to attain economic sustainability. Under these conditions, bio-energy from sugar industry and bio-ethanol in particular, has provided the breathing space to the Indian Sugar Industry and the blending levels of about 5% have been attained. However, still there are grey areas in bio-ethanol production and to cope up with the requirement for ethanol blending programme, at present and for future, they are discussed in the present article.
Key words: bio-ethanol, bio-energy, sustainability, environment.
INTRODUCTION
Sugar industry in India has at-least now realized the importance of value addition and diversification for sustainability. There is a growing concept for having “Integrated Energy Complexes” comprising sugar, power & ethanol units rather than having only standalone sugar factories. The bagasse based co-generation is not all that lucrative due to issues related to signing of power purchase agreements and lower power tariffs offered by state government’s. The power tariffs from bagasse based co-generation are facing stiff challenges from tariffs offered for power from non-conventional energy resources, which are much lower. Thus, for many reasons the bio-ethanol production in sugar factories in limelight from last few years: 1. As a tool for balancing sugar demand-supply scenario by sacrificing sugar through various
routes.2. Value addition and economic sustainability for the sugar factories. 3. Providing a better environment through clean and green form of energy in place of fossil
fuels.4. For providing energy security and reducing drain of foreign exchange5. Development of feed stocks to cope up with the growing requirement of ethanol for EBP10
programme.6. Growing environment concerns due to liquid waste generated from the molasses based
distilleries and requirement of achieving “Zero Liquid Discharge” as per CPCB/SPCB norms. Also to convert waste to resource by developing innovative technologies.
*Director, National Sugar Institute, Kanpur, E-mail: [email protected]

Bio-ethanol from sugar industry - how to push?e-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
CO-PRODUCTS—4
There is an effort to increase the supply of ethanol to more than 200 crore litre during the current Ethanol Supply Year (ESY) 2019-20, to more than 320 crore litre during ESY 2020-21 and more than 425 crore litre during ESY 2021-22.
Thus, a holistic approach is required to address the issue which will impact the economic and environmental sustainability of the sugar industry. With the differential pricing policy for ethanol based on type of feed stock used, considering the relative economics of bio-ethanol : sugar production, the diversion of intermediate process stream from the sugar factory may be chosen. It is essential to keep larger interest in mind as any sacrifice of sugar will facilitate balancing the demand-supply position of sugar and hence stable and higher price of sugar. Further, it would be essential to identify the potential feed stocks which can be used for bio-ethanol production considering ever rising demand. Environmental sustainability of the Indian Sugar Industry as described by Mohan & Patil1 is to remain high on agenda.
BIOETHANOL - A TOOL FOR VALUE ADDITION AND ECONOMIC SUSTAINABILITY :As far as value addition and sustainability is concerned, the sugar industry has to see the difference in the revenue generation in the two cases, when the by-products are sold as primary by-products and in case their sale is made as secondary by product, in the instant case, primary and secondary by-products being molasses and ethanol respectively. (Fig.1)
Figure 1 – Revenue generation components
It is important to ascertain out of the total revenue generation, how much is being obtained from sugar and from other streams. Once the revenue generation from other streams is enhanced, dependency on sugar revenues decreases and the sugar industry is better placed to withstand the fluctuations in the prices of the sugar. Further, sacrifice of sugar through various routes in a sugar factory for ethanol production may facilitate balancing the demand-supply position of sugar and hence stable and higher price of sugar.
BIOETHANOL & ENVIRONMENTAL SUSTAINABILITY:Increasing energy demand, depleting natural resources and the need to reduce carbon dioxide emission has greatly increased interest for the use of biomass as alternative energy source.

CO-PRODUCTS—5
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
Bio-ethanol is most abundant bio-fuel for automobile transportation. The table no. 1 given below speaks for growing population of vehicles ben added in the country over the years and hence the possible increase in emission.
Category 2013-14 2014-15 2015-16 2016-17 2017-18 2018-19
Passenger Vehicles 25,03,509 26,01,236 27,89,208 30,47,582 32,88,581 33,77,436
Commercial Vehicles 6,32,851 6,14,948 6,85,704 7,14,082 8,56,916 10,07,319
Three Wheelers 4,80,085 5,32,626 5,38,208 5,11,879 6,35,698 7,01,011
Two Wheelers 1,48,06,778 1,59,75,561 1,64,55,851 1,75,89,738 2,02,00,117 2,11,81,390
Quadricycle# 0 0 0 627
Grand Total 1,84,23,223 1,97,24,371 2,04,68,971 2,18,63,281 2,49,81,312 2,62,67,783
Table 1 – Automobile domestic sales trends
#Only Aug. 18 - March 2019 data is available for 2018-19
Although there are many factors which contribute to air pollution, but the quantum of vehicular emission cannot be ignored or underestimated. Unfortunately, out of the 50 most polluted cities of the world, 25 cities are in India as reflected from their poor air quality index (AQI)
The fig no. 2 gives an almost horrible picture of the environmental status in these cities and all out efforts required for reducing the emissions and improving the air quality index. Bio-ethanol, being a clean and green fuel can play a dominant role in pursuit of reducing emission levels providing a relatively cleaner environment. Example of Brazil is before us which speak for drastic improvement in the air quality after adoption of the EBP 27 programme. An idea about the vehicular pollution could be observed during the lock downs recently when due to lower vehicular population on the roads, clear sky and better AQI’s were observed.
Figure 2 – Air quality index in various cities

Bio-ethanol from sugar industry - how to push?e-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
CO-PRODUCTS—6
BIOETHANOL & ENERGY SECURITY
The present requirement of ethanol (2020-21) for EBP 10 is estimated to be about 3800 million litres Fuel Ethanol per annum (Table no. 2) which is expected to grow further and further due to increase in vehicular population in the country as seen in earlier table no. 1.
Year Petrol demand Ethanol blending requirements Million litres Million litres (M.L) (M.L) 5 % 10 % 15% 20 %2015-16 30061 1353 2706 4059 54122019-20 39707 1787 3574 5361 71482021-22 43361 1951 3902 5853 78042024-25 49482 2227 4454 6681 89082029-30 60203 2709 5418 8127 10836
Table 2 – Ethanol requirement
In-spite of consistent efforts being made to achieve the blending targets the same has not been possible till now. With the available fuel ethanol production, Ethanol blending was achieved only 0.67% in 2012-13, 1.53% in 2013-14, 2.33% in 2014-15, 3.51% in 2015-16 and 4.22% in 2017-18. On the other hand, there is an official estimate for the demand of petroleum products for current and future period in the country.
The Indian government’s fuel import bill continues to rise as can be seen from the table no. 3, resulting 83 per cent of its crude oil requirement being imported (Fig 3) and significant amount of foreign exchange being drained. With the political and other uncertainties looming large on oil producing countries on and off, it not only creates apprehension not only about the quantities of crude oil which can be imported but also about the procurement price.
Figure 3 – Indian crude oil imports

CO-PRODUCTS—7
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
Table 3 – Crude oil bill of India
Financial Year Crude oil import (Million Tonne) Crude oil import bill (Rs. crore)FY 6 99.40 1,71,702FY 7 111.50 2,19,029FY 8 121.67 2,72,699FY 9 132.77 3,48,304FY 10 159.25 3,75,277FY 11 163.59 4,55,276FY 12 171.72 6,72,220FY 13 184.79 7,84,652FY 14 189.23 8,64,875FY 15 189.43 6,87,416FY 16 202.85 4,16,579FY 17 213.93 4,70,251FY 18 220.4 5,66,450FY 19* 228.6* 8,81,282*
Source : PNG Statistics *Provisional
Under these circumstances, following the Brazilian Model adopted by them in 1970’s, the Indian Sugar Industry is required to follow a model suiting to Indian conditions in their own and nation’s interest.
BIOETHANOL & FEED STOCKSThere is greater need to convert the conventional distilleries in “SMART DISTILLERIES” working on multiple feed stocks and thus the potential of using other feed stocks is to be harnessed to have required quantities of bioethanol not only to provide clean and green form of energy replacing fossil fuels but to reduce dependency on imported crude and also preserve foreign exchange. It would not be out of place to mention that balancing of sugar production as per the domestic need may be articulated by sacrificing sugar and producing ethanol instead. It will do two good, first it would balance the demand – supply position of the sugar in the country thus stabilizing sugar prices and second it will help in boosting ethanol production in the country. Diversion of different streams e.g. cane juice, syrup, sugar or B-heavy molasses shall however be possible only if the relative economics of diversion is favourable. While this shall require careful study in various states keeping in view the sugarcane price fixation mechanism and other controls, it shall also require reasonably long term policy assurance in cane juice diversion, in particular. At present, most of the sugar factories have chosen B heavy molasses diversion as the most preferred route for sacrificing sugar for producing ethanol. Mohit Kumar et al2 have reported an overview of such diversion with results on ethanol yield and other advantages. Sugar industry thus has to work on different business models of sacrificing sugar through different routes and adopt the best one under given conditions.
It would also be advisable to develop and utilize various other potential feed stocks for production of ethanol depending upon their cultivation in various agro-climatic zones. Few such feed stocks may be :
1. SUGAR BEET : Now, the cultivation of sugar beet as intercrop with sugarcane is being aimed to enhance bioethanol production as the country is already surplus in sugar. (Refer Fig 4).

Bio-ethanol from sugar industry - how to push?e-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
CO-PRODUCTS—8
Figure 4 – Sugar beet & bioethanol
Although there are many advantages in favour of the sugar beet crop over sugar cane viz. short duration, less water requirement and potential for intercropping, yet issues of available of seed of indigenous varieties, harvesting techniques, postharvest management and price fixation mechanism shall have to be addressed. Trials conducted with various sugar beet varieties show promise with respect to yield and sugar content with possible bio-ethanol yield of 90-100 liter per ton of beet root.
2. SWEET SORGHUM: Sweet sorghum is like any ordinary sorghum but with a high content of sweet juice in its stalks. While the juice can be used to produce bioethanol, the grains can be used as food or feed. Sweet sorghum, a 90-110 days crop which can also be intercropped enjoys several advantages over sugarcane or maize as feedstock for biofuel production (Refer Fig. 5). It requires only one half of the water needed to grow maize and just one-seventh of that needed for a sugarcane crop. Preliminary trials indicate possible yield of bioethanol @ 45-50 liters per ton of sweet sorghum stalks.
Figure 5 – Possible utilization sweet sorghum

CO-PRODUCTS—9
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
However, the trials are still on to ascertain the varieties ideally suited for various agro-climatic zones and challenges in juice fermentation because of presence of simple sugar as well as starch.
3. GRAINS: Production of bio-ethanol from grains not fit for human consumption finds place in the National Bio-fuel Policy of the country. During the last alcohol year, hardly 80 million liters of grain based bioethanol had been supplied for blending which is insignificant considering the potential. The country has sizable amount of surplus grains, rice in particular, which may be utilized for production of bio-ethanol without addressing the food vs fuel debate. It may again require some policy interventions, particularly, distribution of sound grain and price of bio-ethanol made of it. Maize/Corn is another crop which has potential to be used as feed stock for production of ethanol, particularly in the tropical region of the country.
There may be thus an urge to set up “Dual Feed Stock based” or “SMART” distilleries working on molasses and other feed stock(s). It is not out of place to mention that capacity utilization of existing molasses or grain based distilleries is wanting and an area of concern.
BIOETHANOL & WASTE MANAGEMENTDistillation Industry of the country has seen significant technological up-gradation over the years in fermentation and distillation technologies. This has helped not only to enhance the yield of alcohol per unit molasses but also reduction in spent wash generation and requirement of utilities i.e. steam and power. Treatment of spent wash and other effluents from the molasses based distilleries has assumed greater significance keeping in view the necessity of “Zero Liquid Discharge”. The industry has seen advent of “Multiple Effect Evaporators” having falling film and forced circulation type bodies, the system being “Integral” or “Standalone”. The two routes for ZLD, i.e. bio-composting and Incineration are to be followed in letter and spirit as per the directions of CPCB/SPCB. For concentrated spent wash (20 to 30 % solids), the filler material (PMC) to spent wash ratio prescribed is now prescribed as 1: 1.6 for 60 days cycle. It is essential to work on and develop other innovative and cost effective technologies e.g. spray drying etc. Installation of Incineration boilers, on the other hand, may have higher capital cost yet provides another avenue besides ZLD i.e. harnessing the potential of fuel value of slop. This has led to export of power from the distilleries when the slop is used in a certain proportion with other support fuel e.g. bagasse or other bio-mass. Recovery of potash from spent wash is assuming great significance and production of potash rich fertilizer is gaining favour.
Last but not the least, now we have guidelines at place and the distilleries are well aware also, the spent wash generation has to be brought down to a realistic level of 8 liters/liter of alcohol produced after adopting the proven and effect technologies at various unit operations. Similarly, due attention is required to be paid towards drawl of fresh water from natural resources and the same is also required to be brought down by maximizing re-circulation of condensates and other streams after due treatment . The system is required to be upgraded by installing Condensate Polishing Units and having a closed loop system.
CONCLUSION
The production of bioethanol has been a saviour of the Indian Sugar Industry under depressed sugar price regime. The production of bio-ethanol is not only in the interest of the sugar industry but the country as whole. There is greater need for developing various business models for operating the distilleries with different feed stocks keeping in view the availability

Bio-ethanol from sugar industry - how to push?e-Proceedings of 78th Annual Convention of STAI: 03 – 10 2020
CO-PRODUCTS—10
of feed stock, bioethanol potential i.e. yield and economics of production. Waste management to remain high on the agenda.
REFERENCES
1. Narendra Mohan & Abhijeet Patil: Environmental Sustainability for Indian Sugar Industry, International Journal of Scientific Research & Development, Vol. 8, Issue 4, 2020.
2. Mohan et al: An Overview of B heavy molasses diversion for ethanol production, Indian Sugar, July 2020.

CO-PRODUCTS—11
D.M. Raskar, R.S. Shewale & A.P. Chavane-Proceedings of 78th Annual Convention of STAI: 11 – 15 2020
DEVELOPMENT & TESTING OF BIO-ENZYME FOR DISTILLERY SPENT WASH EVAPORATOR CONDENSATE TREATMENT
D.M. Raskar1, R.S. Shewale2 & A.P. Chavan3
ABSTRACT
Water is playing important role in production of Alcohol. Distillery process required water approximately 8 to 10 liters per ton of molasses. Distillery evaporator condensate, if treated properly, may be the major source of water in distillery. The BMSW (Bio-methanated Spent Wash) condensate from MEE having high COD & high pH can be utilised effectively in distillery process. This high COD water can be utilised at fermentation process & feed at fermenter or cooling towers.
We at Shreenath Mhaskoba Sakhar Karkhana Ltd., Dist. Pune Maharashtra are using Bio enzymes successfully without changing any process parameters for our distillery Spent wash Evaporator condensate treatment. Ours is a 45 KLPD molasses based distillery having Bio-digester for spent wash treatment followed by Multiple Effect Evaporator (MEE) for its concentration. The concentrated spent wash is sent for composting with press mud.
Key words: MEE Condensate, COD, Fermentation, Bio-Enzymes.
INTRODUCTION
Enzyme is a dry free flowing powder which is a concentrated source of strains of natural bacteria that are genetically capable of carrying out the chemical change without being changed itself. In waste water treatment system, under aerobic and non aerobic condition it is used for reducing BOD & COD levels as well as odour. Enzymes are biomolecules that catalyse chemical reactions. Almost all enzymes are proteins. In enzymatic reaction the molecules at the beginning of the process are called substrates and enzyme converts them into different molecules.
Distillery condensate is generated during multiple effect evaporation of spent wash as waste water. The product bio-Enzyme needs to be used along with water in fermentation system. The product has capability to control contamination and also enhances process speed effectively in spite of high COD. The bio additive reduces contamination and also control the negative impact on the product. The fermentation will be normal and efficiency is achieved with high COD condensate water compared to normal water in process. The product is performing with high COD condensate water.
Some analytical data of molasses feed stock and MEE condensate is given in Table No. 1 & 2 respectively.
1CEO; 2Distillery Manager; 3Sr. Distillery Chemist Shreenath Mhaskoba Sakhar Karkhana Ltd., Dist. Pune Maharashtra E-mail: [email protected]

Development & testing of bio-enzyme for distillery spent wash evaporator....e-Proceedings of 78th Annual Convention of STAI: 11 – 15 2020
CO-PRODUCTS—12
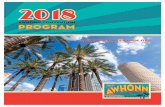
Approximately 200 – 250 KL/day process condensate is generated from MEE plant. High temperature condensate water is pumped to an open tank. A conventional spraying system is provided to reduce temperature as shown in figure No. 1. Detailed analysis is conducted to know the characteristic of water as given in Table 2 above.
METHODFed batch fermentation process adopted in the unit consisting four fermenter, in each fermenter prepared wash approximately 2.3 to 2.5 Lac Liters. By monitoring all parameters to gain more yield with series of studies we achieved 40 to 45% saving in fresh water consumption in process.
We have given task to different enzyme manufacturer to formulate different combination suitable for condensate treatment still the trails for raw condensate treatment are to be taken at our plant.
We are also using some quantity this MEE process condensate at cooling towers. Evaporator condensate generated during evaporation of Bio-methaneted spent wash, there are several methods for the treatment of condensate in which we have adopted (addition of Bio-Enzymes in cooling tower @ 3kg/day) that condensate shall be used in cooling tower as a makeup water.
EXPERIMENTAL PROCEDURE Fermentation was conducted utilizing molasses and process condensate water. Molasses and water dilution ratio maintained in the range of 1:2.8 for fermentation process.
Table 1 – B and C heavy molasses analysis
Table 2 – Condensate analysis
Sr. No. Parameters C Heavy B Heavy1 Appearance Dark brown viscous Dark brown viscous2 pH 5.4 5.453 Brix 86.0 85.24 Temp. 24 deg.c 24 deg.c5 TRS 50.0% 56.0%6 Fermentable Sugar 46.0% 52.0%7 UFS 4.50% 4.66%8 Sludge 9-12% 9.88%9 V.A in PPM 5000 5000
Sr. No. Parameters MEE Condensate when MEE Condensate when using Bio-methanated using raw spent wash spent wash1 pH 8-9.5 3-42 BOD Mg/L 1000-1500 1500-25003 COD Mg/L 1500-2000 3500-60004 VFA Mg/L < 500 2000-35005 TSS Mg/L < 1 < 16 Ammonia 1000-4000 -

CO-PRODUCTS—13
D.M. Raskar, R.S. Shewale & A.P. Chavane-Proceedings of 78th Annual Convention of STAI: 11 – 15 2020
Experiment conducted for fermentation by using raw water and condensate water to compare product efficiency before and after use of enzymes.
1. Sample Quantity for each fermenter/per fermenter : 2.3 Lac Liter
2. Yeast cell :PF 40 KL
3. Fermenter feeding time :10 -12 Hrs.
4. Fermenter setup to final time :12 Hrs.
5. Fermenter temperature : 32 – 35 deg.C.
The summary of fermenter wash analysis is given in table no. 3. The analysis of fermenter wash for individual fermenter with and without addition of MEE condensate along with enzyme dosing is given in table no. 4.
Table 3 – Summary of wash analysis
Table 4 – Individual fermenter wash analysis
Sr. No Parameters Fermentation Wash1 Appearance Brown Liquid2 pH 4.53 Specific Gravity 1.0754 Final Specific Gravity 1.0355 RS (%) 1.42%6 V.A in PPM 1500 – 20007 AL (%) 11.40%
Sr. Fermenter SP Gravity SP Gravity RS Alcohol Remark No Number (Initial) (Final) % % 1 F-2 1.075 1.032 1.53 11.20 Bio-Enzyme Added2 F-3 1.070 1.035 1.34 11.14 Bio-Enzyme Not Added3 F-4 1.078 1.030 1.34 10.14 Bio-Enzyme Not Added4 F-1 1.072 1.035 1.46 11.19 Bio-Enzyme Added5 F-2 1.085 1.032 1.57 10.68 Bio-Enzyme Added6 F-3 1.068 1.035 1.22 10.62 Bio-Enzyme Added7 F-1 1.078 1.034 1.16 12.25 Bio-Enzyme Added8 F-2 1.076 1.035 1.28 11.70 Bio-Enzyme Added9 F-3 1.083 1.030 1.70 12.09 Bio-Enzyme Not Added10 F-2 1.075 1.035 1.02 11.40 Bio-Enzyme Added
Above fermenter analysis was carried out during 29 Dec. 2019 to 21 Feb. 2020, 7 PPM dose given of Bio-enzyme to fermenter.
After completing the fermentation process pH, Volatile acidity, gravity, R.S and Alcohol was determined and found that there is no any change in parameters as compare with the parameters found while using raw water. That means the parameters remain almost same.

Development & testing of bio-enzyme for distillery spent wash evaporator....e-Proceedings of 78th Annual Convention of STAI: 11 – 15 2020
CO-PRODUCTS—14
ADVANTAGES
We have observed the following parameters during our trial.
1. Faster reduction in gravity fall in fermenter during process.
2. Control and less volatile acidity.
3. Good reaction during retention.
4. Healthy yeast growth.
5. Reduction in residual sugar.
6. Stable alcohol percentage.
7. No pH correction required.
8. No capital cost and additional space required.
9. Reduction in odour.
10. No adverse effect in performance.
12. Suitable for gardening.
11. Reduce scale and corrosion in cooling tower and condenser tubes.
CONCLUSIONThe above plant results exhibit the fact that addition of 07 - 10 PPM
Bio-Enzyme is the most effective solution out of different dose and different type of enzymes tried for treatment of MEE Bio-Methanated condensate for the fermentation process. This has been achieved without major capital investment and without additional space. The cost of Bio-Enzymes per liter of condensate is about 6 Paise only.
By successfully utilizing the MEE Bio-Methanated condensate we can conserve fresh water requirement as well as load on ETP can be minimized.
We have successfully achieved the reduction of 40% process water in fermentation.
ACKNOWLEDGEMENTAuthors are very much thankful to Hon. Chairman & M.D. Shri. P. A. Raut for giving the permission to publish this paper. Authors are also thankful to factory technical staff for their support during the evaluation of this study.
This study has been approved as a Research and Investigation Project by the Council of The Sugar Technologists’ Association of India (STAI) for which authors are thankful to STAI President Shri Sanjay Awasthi and STAI Hon. Editor cum, Convener, R & I committee Shri D.K. Goel, for their valuable guidance.

CO-PRODUCTS—15
D.M. Raskar, R.S. Shewale & A.P. Chavane-Proceedings of 78th Annual Convention of STAI: 11 – 15 2020
Figure 1 – MEE condensate aeration and cooling system for recycling of condensate at Shreenath Mhaskoba Sakhar Karkhana Ltd.,
(distillery division) dist. Pune, Mahrashtra

Vinasse incineration with bagasse as a supporting fuele-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
CO-PRODUCTS—16
VINASSE INCINERATION WITH BAGASSE AS A SUPPORTING FUEL
Niranjan Shastry*
ABSTRACT
Effluent from molasses-based distilleries called vinasse, spent wash or slop is highly toxic in nature. It has very high BOD, COD and a low pH. Indian industries have handled this vinasse through bio-composting or bio-methanation, but it still discharges a large quantity of effluent. To minimize effluent discharge and at the same time to effectively utilize the heat potential in vinasse, an alternative is to incinerate it. Incineration can contribute to the steam and power production of the factory. Vinasse has a calorific value but not enough to sustain combustion by itself. Hence, for incineration it requires support fuel to enable sustainable combustion and meet reasonable plant efficiency. Vinasse incineration technology has now reached a maturity level. Incineration boilers used earlier were typically designed with coal as the supporting fuel. Biomass such as bagasse is a better choice as supporting fuel because many molasses-based distilleries are part of sugar complexes and so, bagasse is a much cheaper and easily available support fuel. At the early stage, doubts were raised as to whether incineration of vinasse was possible with biomass, especially with bagasse. The successful development of such boilers with bagasse as the support fuel is outlined.
Key words: Molasses, vinasse, incineration, effluent, sustainable, support fuel.
INTRODUCTION
Liquid effluent from distilleries is known as vinasse, spent wash or slop. It has properties that pollutes the river or ground water where discharged (Table 1).
*Isgec Heavy Engineering Limited, A-4, Sector-24, Noida 201301, India. E-mail: [email protected]
Table 1 – Typical characteristics of vinasse from Indian distilleries
Characteristic EffectAcid pH 4-4.5 • Acidic • Corrodes the surroundings and contaminates the soilBOD 10,000-60,000 mg/kg • Will pollute rivers and ground waterCOD 110,000-135,000 mg/kg • Water will become unfit for human consumption and for general useHigh moisture 9-20% w/w depending on • Difficult to handle and store. solid content plant configuration • Requires large area to store and then removal of settled solids and its disposal is of concern.Odour Pungent • Unbearable

CO-PRODUCTS—17
Niranjan Shastrye-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
Table 2 – Comparison of vinasse and bagasse (Spectro Analytical Labs)
Table 3 – Comparison of ash from bagasse and vinasse (Spectro Analytical Labs)
Component Vinasse (at 60% total solids) BagasseCarbon % 22.22 23.50Hydrogen % 2.15 3.25Nitrogen % 1.85 0.00Oxygen % 14.50 21.75Moisture % 40.00 50.00Sulphur % 0.62 0.00Ash % 18.66 1.50GCV kJ/kg 7,788 9,514
Vinasse, after concentration to 60% total solids, has a relatively low calorific value, but is not dry enough to sustain self-combustion; hence, a support fuel is required. Typical characteristics of vinasse and bagasse are compared in Table 2. Ash from vinasse has higher alkali and chlorine content (Table 3), thus creating post-combustion issues such as fouling and corrosion. To concentrate the vinasse to 60% total solids, a separate evaporator is required where steam is used. The condensate from the evaporators is used in the boiler DM plant and process after installing a condensate polishing unit.
In India, initially many designs of incinerators for vinasse have been developed, such as spraying the vinasse on fuel outside the incinerator, twin furnace design, and varying the layouts and pressure part arrangements like the steam drum, water drum, superheater, boiler bank, evaporator, economizer etc. However, due to the high fouling nature of the ash, heating surfaces of evaporators, superheater coils, economizer coils and air preheaters were getting covered with ash and flue-gas paths were getting blocked. Incinerators had to be stopped for cleaning each 8-10 days. New addition, these incinerators were operating on coal as supporting fuel and were using atmospheric fluidized bed combustion technology for the incineration of vinasse.
The cost of supporting fuel has always been a key consideration in the development of these incineration boilers. Coal, apart from being a non-regenerative fuel which adds to a carbon emission, has a high cost of operation as it is always bought fuel. Incineration boilers are installed in distilleries normally located in or near to sugar plants that supply the raw materials
Component Vinasse (at 60% total solids) BagasseSilica SiO2 % 2.50 69.88Iron Oxide Fe2O3 % 2.0 6.49Calcium oxide CaO % 14.0 4.75Magnesium oxide MgO % 6.5 2.83Sulphate SO3 % 16.5 0.08Phosphate P2O5 % 10.0 2.01Potassium oxide K2O % 47.0 2.79Sodium oxide Na2O % 0.5 1.22Chlorides % 1.0 -Aluminium oxide AI2O3 % - 9.10

Vinasse incineration with bagasse as a supporting fuele-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
CO-PRODUCTS—18
for them. Bagasse being a byproduct of the sugar manufacturing process is easily available and comparatively low cost.
For burning of any fuel, apart from the calorific value, volatile matter is an important constituent. Table 4 compares different fuels. Although bagasse has a relatively low calorific value compared to coal, it has very high volatile matter in it and thus rapid combustion of bagasse is never in doubt, and many bagasse-fired boilers are in operation all across the world using different grate technologies. With different combinations of vinasse, bagasse and coal, volatile matter remains high and enough heat is available to sustain combustion (Table 5). This led us to design a vinasse incinerator with bagasse as the support fuel.
Table 4 – Volatile matter and minimum heat requirement for different fuels to sustain combustion
Table 5 – Volatile matter and minimum heat requirement for different combinations of vinasse, sub-bituminous coal and bagasse
Fuel Volatile matter Minimum NCV to sustain (% Dry and ash free basis) combustion kJ/kgBlast furnace gas 99-100 2261-2303Biomass 77-85 3768-5025Municipal solid waste 65-75 5025-5445Sub bituminous/bituminous coal 35-40 5445-6281Anthracite coal < 10 7327-7537Petroleum coke < 5 16747-25121Bagasse 85-87 3768-4181Vinasse 75 5025-5862
Fuel Volatile matter Minimum NCV to sustain (% Dry and ash free basis) combustion kJ/kgBagasse + Vinasse (30:70) 78-80 5066Coal + Vinasse (30:70) 64-65 6028Bagasse + Coal + Vinasse (15:15:70) 71-72 5526
MAJOR CHALLENGES IN FIRING VINASSE IN BOILERThe existing technology for incineration of vinasse has its own drawbacks such as:• Unstable combustion.• Scaling of heat exchange surfaces of the boiler. • Handling variations of solids in vinasse concentrations. • Requirement of addition of evaporator for concentration of vinasse, requiring steam. • Potassium salts sublimate during the combustion process, depositing on boiler tubes and
reacting with refractory materials. • Clinker formation and shut down of boiler for cleaning.• High down time. • Evacuation and handling of high temperature ash.
After extensive study of existing installations, we determined that traveling-grate technology is the most appropriate for vinasse incineration with bagasse. This is because many supporting

CO-PRODUCTS—19
Niranjan Shastrye-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
fuels such as coal, bagasse, rice husks, wood and other biomass can be burnt. While selecting this technology the following objectives were kept in mind:
• Ability to fire a variety of biomass and/or coal for combustion support as well as for 100% steam generation when vinasse is not available.
• Sustained boiler operation with varying vinasse concentration and fuel moisture
• Reliable and effective on load cleaning of heat transfer sections
• Reliable ash handling system to ensure positive and continuous ash discharge.
• Minimum operating cost
An incineration boiler has been designed using bagasse as the supporting fuel for Balrampur Chini Mill in northern India, a 160 kL/day capacity distillery. To meet the process steam and power demand, the factory selected a 40 t/h boiler for incinerator with bagasse as support fuel and a condensing turbo-generator of 6 MW which was connected to the grid for power export.
For the concentration of vinasse, the factory installed a multiple effect evaporator set (by others) with both falling film and forced flow evaporators and spare bodies for on-line cleaning.
After a first incineration boiler was installed in 2011 by ISGEC, several improvements were incorporated into this boiler (Figure 1).
Figure 1 – The 40 t/h bagasse-based incineration boiler at Balrampur Chini Mills
Specific design features of the incinerator were:
1. A major challenge in the incineration of vinasse is the low fusion temperature of ash. Therefore, the furnace temperatures are required to be controlled well below the ash fusion temperature. To ensure a low flue gas temperature at the inlet of the convective section and avoid the possibility of slag formation and fouling, a three-pass design was selected. All three passes are water-cooled membrane-wall constructions. No heat-transfer surfaces are provided in the first and second pass of the boiler (superheater/economizer coils). This is to ensure that gas entering the superheater section remains below 600°C.
2. A tall furnace was selected to achieve a low flue-gas temperature at the inlet to the superheater, ensuring that no fouling takes place due to alkalis in the ash (Na2O, K2O) and corrosion of the superheater due to chlorides in the ash is avoided.
3. Specially designed pressure-jet vinasse nozzles at strategic locations with flexibility to adjust the angle of flow. These vinasse nozzles were an in-house design and were developed after conducting a number of trials. Critical parameters for designing the nozzles were

Vinasse incineration with bagasse as a supporting fuele-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
CO-PRODUCTS—20
vinasse spray angle, total length of spray, pressure drop across nozzle and capacity of vinasse flow. These aspects allowed us to locate these vinasse nozzles on the wall of the incinerator so that spray should not hit the side or rear wall of the incinerator. A total of four vinasse nozzles were installed on the front wall of the incinerator with one nozzle as a standby.
4. Wide opening for transfer of gases to the second pass avoiding screen tubes. This ensured that gases from the furnace to the second pass do not encounter any pressure parts (screen tubes), thus minimising any chance of fouling.
5. Wide pitching of the superheater assembly to avoid fouling. This was a critical factor for this type of incinerator boiler. Pitching of coils and the velocity of gases in the superheater section were selected for optimum heat transfer as well as to minimize fouling potential due to settling of ash because of low velocity.
6. Separate steam coil air heater (SCAPH) to preheat combustion air and to avoid back-end corrosion of the air heater tubes. Ash from vinasse have corrosive elements thus damages to air preheater (APH) tubes were inevitable, if the air was allowed to enter in APH at ambient temperature due to dew point corrosion SCAPH ensured that air entering in APH was kept above 70°C. Furthermore, the APH was designed with air through its tubes and flue gas flow outside. This eliminated choking of the tubes and cold end block of the air heater was provided with corrosion resistant corton steel tubes
7. An electrostatic precipitator that ensured suspended particulate matter limits under 50 mg/Nm3. The electrostatic precipitator designed for this specific application had shorter collecting and emitting electrodes, wide pitching, bottom rapping through specifically designed hammers, higher ratings of transformer-rectifier.
8. Optimized number and strategic location of secondary air nozzles and vinasse guns to provide proper turbulence for complete combustion of vinasse. Two levels of secondary air nozzles provided on the side walls were kept above the vinasse nozzles to give a suppressing effect. Vinasse was sprayed and atomized inside the furnace through nozzles installed on the front wall at a pressure of 980 to 1300 kPa which was generated from high pressure slop pumps
9. On-load cleaning with steam soot blowers for all convective surfaces such as superheaters, evaporators and economizer and air heater. For effective cleaning, long retractable soot blowers were used in the superheaters and in the evaporators, economizers and air heaters, short retractable soot blowers were selected as they have a wider area of cleaning than conventional rotary soot blowers. In addition to the soot blowers, for effective and continuous ash discharge from the hoppers, electromagnetic vibrators were installed.
10. Primary dust collection systems (pre dust collector) were installed before the economizer to reduce the dust load on the economizer, air-preheater and electrostatic precipitator. This has helped to avoid fouling on economizer and APH tubes.
11. The economizer and APH were made in a vertical pass to reduce dust setting on the tubes. This layout was selected based on the feedback of high fouling in previous designs where the economizer and APH were a horizontal pass design.
12. Hoppers handling high ash temperatures (second pass and superheater) were of stainless-steel construction for smooth discharge of ash. Previous incineration boilers had mild steel hoppers with refractory lining on inner surfaces. Rough refractory lined surfaces were a source of ash accumulation inside the hoppers leading to poor emptying of the hoppers.

CO-PRODUCTS—21
Niranjan Shastrye-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
Thus, to clear the hoppers, the boiler needed to stop. To avoid a rough refractory lining, stainless steel metallurgy was selected to provide a smooth inner surface.
13. Mechanical ash handling for high temperature ash and pneumatic ash handling system for low temperature ash. In previous installation, dense phase ash handing systems were adopted for high temperature ash. These systems were found to be ineffective due to frequent damage of the seals in the system and also the accumulation of ash limps in vessels. Ash lumps were seen in previous incinerators, hence, to ensure positive discharge, a screw cooler was installed below the high temperature hopper. The outlet of the screw cooler was taken in the front of the submerged ash system. A conventional pneumatic ash handling system was incorporated for low temperature ash below the mechanical dust collector, economizer, APH and electrostatic precipitator.
OPERATING EXPERIENCE AT BALRAMPUR CHINI MILLS
The boiler was recommissioned in December 2015 and has been working satisfactorily since with many cycles of 90 days continuous operation and a maximum of 140 days, using vinasse with a wide variation in total solids. A summary of the boiler performance is provided in Table 6.
Table 6 – Boiler performance during the performance test
Parameter Designed AchievedSteam flow at MCR t/h) 40 39-42Steam pressure at MSSV outlet kPa 42 42-44Steam temperature at MSSV outlet °C 400 395-402Feed water temp. at economizer inlet °C 140 135-140Fuel fired (Vinasse + Bagasse) 100% 100%Fuel parameters Vinasse quantity fired (55-60% TS) t/h 13.00 15.0-16.0Bagasse fired t/h 8.0 6.0-7.0Power consumption for auxiliaries kW 600 418Dust concentration at the ESP outlet mg/Nm3 Less than 50 25-30
Although the boiler was designed to burn 13 t/h of vinasse, it has processed vinasse continually at 16-17 t/h for several days. The customer had excess vinasse of 4 to 5 t/h available, as their distillery and evaporator set had the capacity to concentrate more vinasse. The excess vinasse was fired from the spare slop gun installed on the front wall (Singh 2018). The use of excess vinasse helped the mill to reduce bagasse consumption substantially, with the saved bagasse available for sale or for use in other boilers in their sugar complex.
Bagasse feed to the boiler was controlled by reducing the speed of three drag type bagasse feeders. In addition, unburnt levels of ash remained at minimum levels in both the bottom and fly ash (Table 7).

Vinasse incineration with bagasse as a supporting fuele-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
CO-PRODUCTS—22
To sustain the continuous firing of 18 t/h vinasse, the following modifications were done in the boiler.• An additional vinasse nozzle was added to the front wall.• An additional vinasse pump of similar capacity was installed to provide flexibility.• The openings of the ash hoppers were increased to 450 mm X 450 mm to discharge the
additional ash being generated.• To have flexibility to control the gas temperature entering the superheater sections, wall
blowers were installed on the furnace and second pass surfaces.
After modification of the installation the boiler was put back in operation in September 2017 and has since worked satisfactorily with a continuous 18 t/h vinasse firing rate (Table 8). This has further reduced the need of supplementary fuel.
Table 7 – Analysis of bottom and fly ash of the incinerator (Specro Analytical Labs)
Constituent % by mass Bottom ash Fly ashSilica (as SiO2) 4.84 3.26Alumina (as Al2O3) 0.11 0.04Iron oxide (as Fe2O3) 0.62 0.39Chloride (as Cl) 4.11 4.18Calcium oxide (as CaO) 19.42 12.35Magnesium oxide (as MgO) 12.45 5.12Sodium oxide (as Na2O) 0.25 0.05Potassium oxide (as K2O) 21.75 42.48Sulphate (as SO3) 14.77 27.4Strontium oxide (as SrO) 0.07 0.08Phosphate as (P2O5) 1.16 0.84Zinc oxide (as ZnO) 0.04 0.05LOI + Moisture 20.41 3.76
Table 8 – Boiler performance post vinasse capacity augmentation
Parameter Designed AchievedSteam flow at MCR t/h) 40 40-42Steam pressure at MSSV outlet kPa 42 42-44Steam temperature at MSSV outlet °C 400 398-403Feed water temp. at economizer inlet °C 140 136-140Fuel fired (Vinasse + Bagasse) 100% 100%Fuel parameters Vinasse quantity fired (55-60% TS) t/h 18.00 18.0-19.0Bagasse fired t/h 6.0 4.0-5.0Power consumption for auxiliaries kW 600 430Dust concentration at the ESP outlet mg/Nm3 Less than 50 30-42

CO-PRODUCTS—23
Niranjan Shastrye-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
RECENT INSTALLATION AT DSCL, AJBAPUR UNIT (U.P.)Having commissioned number of slop boilers with Bagasse as support fuel, incineration technology has now established to operate on continuous basis for longer duration. Distilleries are now able to meet Zero Effluent Discharge by using these incinerators. Adverse effects of spent wash has been suitably taken care in our new design.
Isgec being pioneer in this incineration technology took the challenge of designing world’s Largest Capacity Spent wash fired boiler with highest and entire quantity of slop firing generated from 220 KLPD distillery at DCM Shriram group’s Ajbapur sugar plant.
Since December 2019, this boiler has been successfully operating with Slop and Bagasse as supporting fuel. Refer Figure 3. The specifications of the boiler are given in Table 9
Figure 2 – K ash generated from fly ash
Figure 3

Vinasse incineration with bagasse as a supporting fuele-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
CO-PRODUCTS—24
Table 9 – Specifications of the slop fired boiler at DSCL, Ajbapur Unit
Boiler capacity at MCR (Kg/hr) 80,000Steam Pressure at Main Steam Stop Valve outlet Kg/cm² (g) 45Steam temperature at Boiler MSSV outlet (Deg. C) 400±5Feed water temperature at De-aerator outlet 150 0CDesigned Fuel Spent Wash, Bagasse, Rice Husk, Indian CoalSpent Wash Quantity to be fired (TPH) 33.9
The fly ash generated from the incinerator has been processed in a granulation plant to convert fly ash into K ash, which is rich in potash and is sold as fertilizer to generate additional revenue (Figure 2).
Traveling grate technology is selected for this boiler too as it offers huge merits over other combustion technologies. ISGEC customized traveling grate boiler to meet combustion requirements and eliminate problems associated with spent wash firing.
Highlights of Slop Boiler at DSCL Ajbapur
Boiler configuration with 3 passes:- To ensure low flue gas temperature at inlet of convective section and avoid possibility of slag formation/ fouling, three Pass design was selected. All 3 passes are water cooled membrane wall construction. No heat transfer surfaces are provided in first and second pass of boiler (super heater / economizer). First and second pass water walls are provided with Wall Blowers.
Tall furnace was selected to achieve low flue gas temperature at inlet of super heater thus ensuring that no fouling takes place due to alkalies in ash (Na2O+ k2O) and avoids corrosion of superheater due to chlorides in ash.
Especially Designed Pressure jet SLOP Nozzles at strategic locations with Flexibility to adjust the angle of flow.
Wide opening for transfer of Gases to second pass avoiding Screen tubes.
Longitudinal and transvers pitching of super heater assembly are selected based on previous experience to avoid fouling.
Steam coil air heater (SCAPH) coupled with multi tubular air pre heater (APH) to preheat combustion air for better and efficient combustion.
Optimized number and strategic location of SA nozzles & spent wash guns were selected to provide proper turbulence for complete combustion of spent wash.
Primary Dust Collection system in form of Channel Separator to reduce dust load in Economizer, Air Preheater and Bag Filter.
Super heater hoppers in Stainless Steel configuration to have smooth flow of hot ash from hoppers.
Combination of Mechanical & pneumatic ash handling system for better ash evacuation.
Actual Operating Experience of Slop Boiler at DSCL Ajbapur
• All the Spent wash generated from distillery has been incinerated in boiler.
• Minimum Unburnt Levels in front and Fly ash.

CO-PRODUCTS—25
Niranjan Shastrye-Proceedings of 78th Annual Convention of STAI: 16 – 25 2020
• Auxiliary Power Consumption and emission levels are well within limits
CONCLUSION
• Bagasse based spent wash fired boiler at DSCL, Ajbapur has yet again proved the success of firing bagasse as support fuel in such boiler and utilizing all the slop generated from distillery making it compliant to zero liquid discharge (ZLD)
• This success also establishes superiority of a Traveling grate technology for combustion of spent wash with fuels such as Bagasse, Rice Husk, wood chips and coal (Indian / Imported) for support.
• The specific design features adopted for spent wash firing ensured high availability and reliability of the boiler.
• The additional power generated at low operating cost is a source of additional revenue for the distillery.
ACKNOWLEDGEMENTS
• We are grateful to the management and technical teams of the Balrampur Chini Mills Ltd., U.P. and DSCL, Ajbapur U.P. for their support and co-operation during project implementation and data collection.
REFRENCES
Ganpathy V. 1994. Steam Plant Calculation Manual. Second Edition. Marcel Dekker, New York.
Singh KP. 2018. Incineration – only solution to ZLD. Proceedings of 76th Annual Convention of The Sugar Technologist’s Association of India (STAI), Indore, India pp. 469-474.
Subramanian AK, Singla R. 2016. Development of an efficient slop fired boiler. Proceedings of the International Society of Sugar Cane Technologists 1551-1556.

An integrated approach > MEPA for air pollution control in spent wash fired....e-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
CO-PRODUCTS—26
AN INTEGRATED APPROACH > MEPA FOR AIR POLLUTION CONTROL IN SPENT WASH FIRED INCINERATION BOILERS
……A CASE STUDY FROM DAURALA SUGAR WORKS
Rajesh Verma1 & Prakhar2
ABSTRACTFollowing the inception of “Spent Wash fired Incineration Boilers” to reduce the water pollution, as part of “Zero Liquid Discharge” policy enforced by CPCB for molasses based distilleries, the Industry has been facing severe issues on “Air Pollution Control” on such installation.
Due to complex nature of dust generated from the combustion of concentrated spent wash, the coventional APC devices have not been able to satisfy the end users on most fronts i.e Results, Operatability & Maintenance.
The authors, being on the forefront of doveloping & bringing new technologies in this field, recongnised the limitations of conventional technologies on this particular application and started looking for an economically viable solution. After extensive research, an integrated model was concluded in the form of MEPA and the first installation of its own kind on spent wash fired Incineration Boiler was succefully installed & commissioined at Daurala Sugar Works in Oct 2019.
MEPA is an integration of DESP with a highly efficient polishing filter known as EGB Precipitator.
Abbreviations : MEPA- Maximum Efficiency Particulate Abatement, DESP-Dry Electrostatic Precipitator, EGB-Electrified Gravel Bed, BF-Bag Filter, WS-Wet Scrubber, WESP-Wet Electrostatic Precipitator, MCR-Maximum continuous rating,TPH-Tons per hour, EFB-Empty Fruit Bunch, WFGD-Wet Flue gas Desulphurization, DSW-Daurala Sugar Works, EEPL-Enviropol Engineers Pvt. Ltd.
Keywords: MEPA, EGB, DESP, WESP, BF, WFGD
INTRODUCTIONMEPA is designed for two stage separation (Fig-1). The primary cleaning is achieved using conventional dry ESP. The final stage sepraration is done using EGB to achieve fairly uniform results with no possibility of rapper re-entrainment. The EGB can be designed to achive outlet emissions of even below 10 mg/Nm3
Why MEPA The fly ash from spent wash incineration boilers contain high percentage (+ 40 %) of potassium and sodium salts, which are
1Director; 2Project Engineer; Enviropol Engineers Pvt. Ltd., A-50, Sector-65, Noida, India E-mail: [email protected], [email protected] Website: www.enviropolengineers.in
Figure 1 – MEPA

CO-PRODUCTS—27
Rajesh Verma & Prakhare-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
sticky and hygroscopic in nature. Besides, the particle size distribution of this ash reflects a very high percentage of ultra fines (about 40 % below 10 microns).
The presence of such complex dust in high quantity (about 30 gm/Nm3) is always a challenge for any standalone equipment like Dry ESP or BF. Wet Technologies like WS or WESP are not considered viable on this application as the same will re-produce liquid effluent.
The prevailing technologies like Dry ESP and BF deployed on this application do still have the following concerns :
Dry ESP1. Inconsistent results due to rapping rentrainment and escaping unltra fines2. Sticky nature of fine dust causing higher build up & less effective rapping 3. Varying dust resistivity due to combination firing
Bag Filters1. Restricted operating range due to varying flue gas temperature2. Limited life of costly bags- high recurring cost3. Fire hazard
Theses limitations on prevailing technologies led the authors to come out with a two stage solution in the form of MEPA under technology tie-up with an US company.
MEPA - How it WorksMEPA is an integrated system where the primary cleaning is done using conventional DESP of 2/3 fields. The fields are designed with multi-stage rapping allowing the ultra-fines to escape to the polishing filter called EGB.
SALIENT FEATURES OF EGBThe EGB is another form of high performing dry precipitator. The EGB is used as the final stage separation to remove sub-micron particulates with other left out impurities from process and flue gases. This technology is best suited for all such complex situations like spent wash, municipal solid waste, black liquor, EFB, palm shell & fiber besides other bio-mass.
This technology has also been used successfully to upgrade existing ESP installations to meet most stringent emission norms in power & cement on coal and lignite fired applications.
How EGB Operates
The Ionizer Electrode; The particulate in the gas is negatively charged in ionizing section. It normally runs at 20-40 kV. The highly effective process electrically charges the particulates to near saturation point. The polarity is negative. If the EGB is placed at the downstream of DESP as part of MEPA, the ionizer can be avoided.
The Bed electrode; The gas is forced through the gravel bed (Fig-2). The gravels are polarized by means of embedded electrodes. It normally runs at 10-20 kV.
The negatively charged dust adheres to the positive side of polarized gravel surface.
Figure 2 – Polarized gravel bed

An integrated approach > MEPA for air pollution control in spent wash fired....e-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
CO-PRODUCTS—28
System Description
The gases (1) entering the filter body (2), passes through an ionizing chamber (3) Down into the filter body (4). In the ionizer the particulates are negatively charged. If necessary the ionizer is cleaned periodically by a suitable automatic brush system. The gases are transported by the fan (5). The gases, distribute equally, and passes through the polarized filtering bed (Ref- Fig 3)
The gravel bed is a cylindrical ring contained internally by a series of taper-shaped steel rings (louvers), installed in such a way that the gravel cannot spill through them and that the fumes can enter freely. Inside the gravel bed there is installed an electrodes cage. The positive electrical potential is 10÷20 kV. The particulate in the gases, previously negatively charged, is attracted by the gravel and sticks to it.
The gravel moves slowly downwards. In the bottom the dirty gravel flows through the manifold to a bucket elevator (6). The gravel flows through a wind-sieve (8) before the cleaned gravel is entering into the surge bin (11).
Also the gravel can be dumped separately from any single unit in case of maintenance without stopping the filter (Ref- Fig 4).
The particulate released from the surface of the gravel is separated and transported by the fan (10), settled in the cyclone (9). The transport gravel re-enters the flue-gases upstream the ionizer.
Collection Efficiency
Collection efficiency of the filter, in function of the particulate dimensions and of the bed electrodes voltage is shown (Ref Fig-5 )
It can be noticed that, even in absence of high voltage field, a good collection of particulate with dimensions above 2.0 µm is achieved
Figure 3 – EGB system
Figure 4 – Pea sized gravels
Figure 5 – Efficiency curve
Particle Size (mm)

CO-PRODUCTS—29
Rajesh Verma & Prakhare-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
Major Advantages of EGB as Compared to other Technologies
• No Slip Stream and even Gas distribution The gases are evenly distributed over the entire precipitation surface. All the gases have
to pass through the bed and the precipitation zone.
• Energy Saving The EGB filter is equipped with few electrical devices; all of them have low power except the
ID-fan. The power need for the both High Voltage fields are extremely low. The power consumption to clean a gas flow of 100.000 m3/h to lower than < 10 mg/Nm3 can be as low as 1 kW.
• Excellent for high Resistivity dust The EGB concept operates the opposite way as the conventional DESP. It favors a high
voltage in the gravel bed. The higher potential difference between the dust and the gravel lead to better precipitation. The conventional ESP, on the other hand, favors high current. The higher current intensity leads to better migration velocity & precipitation.
CASE STUDY – DAURALA SUGAR WORKS (DSW)In the middle of year 2018, DSW started exploring the installation of spent wash incineration boiler for their distillery plant. Acccordingly, they started building up the project specifications in consultation with original equipment manufacturers. Having frozen for the boiler specifications (34 TPH), team DSW was not comfortable with either of the technologies ( ESP & BF) deployed till then for Air Pollution Control on this application.
Phase-I : Study & Decision MakingTeam DSW visited various installations of incineration boilers and found issues with both the prevailing technologies at most places. With ESP, the outlet emissions were reported to be fluctuating as the days progress after periodic boiler cleaning & during rapping cycles. While on Bag filter installations, even though the emissions were not an issue, end users were not found satisfied on its restricted operating range (180-2100 C), need for highly vigilent operation, threat of fire and limited life of costly bags.
Viewing this, team DSW contacted the authors, who were already working an alternative technolgy to resolve these concerns. This is how the MEPA came in to the discussions on this application.
The team visited Sweden to see a working installation of EGB ( Fig-6) on a wood fired application. The data collected from this site revealed that the EGB installation has been running for last 15 years on 30 TPH wood fired boiler and consistently producing results of below 10 mg/Nm3. On the maintenance front, it was reported that only the electrode cage was replaced after 14 years.
After detailed analysis, team DSW concluded in favor of MEPA.
Figure 6 – EGB in Sweden

An integrated approach > MEPA for air pollution control in spent wash fired....e-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
CO-PRODUCTS—30
Phase-II : Manufacturing & InstallationThe Boiler GA drawings were re-drawn to accommodate the new APC system - MEPA as shown in Fig 7 below. This economised overall length of boiler by about 10 m as compared to conventional technologies.
Figure 7 – Elevation-incineration boiler with MEPA
Figure 8 – Actual MEPA installation at DSW
The order for complete APC & Ash handling system was awarded to Enviropol under collaboration with US partner for design, manufacturing, supply,installation and commissioing of enitre packge as sub-package to the on going boiler project.

CO-PRODUCTS—31
Rajesh Verma & Prakhare-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
The complete package was manufactured with in 5 months and commissioined with the boiler during October-2019 (Fig -8).
Phase-III : Commissioing & AdjustmentsThe MEPA system was put in operation and shown exemplery results on emission control. The initial figures recorded were 20-27 mg/Nm3 at 60% MCR loading.
However, after 2 weeks of operation, current fluctuations were noticed in the second field of DESP beyond 6 TPH of spent wash firing. It followed with increased pressure drop across EGB.
Data analysis for over a period of next 2 months of boiler operation, under varying load conditions, provided a clear direction to improve the working & run the system at Boiler MCR conditions maintaining the desired pressure drop.
Accordingly, an improvement plan was drawn and executed in phases during planned shutdowns over a period of next 6 months.
On ESP front, the rapping mechanism was strengthened while improving the gas distribution in both fields. The EGB was also up-graded to deal with extra dust load from ESP by increasing the gravel speed.
This pro-active approach led MEPA to perform consistently even at Boiler MCR conditions (i.e spent wash incineration @ 11 TPH ) with bagasse/rice husk as supporting fuel for the last 4-5 months. The outlet emissions are with in 50 mg/Nm3 @ 135-150 mmwc pressure drop.
Phase-IV : Operation and TestingThe boiler has been operating for almost a year. This being the first installation in the world on this application, series of tests were conducted to capture real time data to validate the design calculations and create a feedback mechanism for the next installation.
The complete MEPA & Mechanized Ash Disposal System is controlled and monitored through a dedicated control desk as shown in Fig-9 below.
Figure 9 – Control panel – MEPA screen
The fly ash from all boiler streams is collected in a common Ash silo and directly loaded in trucks. This ash, being rich in potash, is usually sold @ Rs. 300-350/ ton generating a revenue

An integrated approach > MEPA for air pollution control in spent wash fired....e-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
CO-PRODUCTS—32
of about Rs.90-100 lakhs on annual basis. Further opportunity also exists to generate more revenue by producing salebale Gypsum using WFGD at the down stream of EGB.
EGB has recetly been tested for SOx reduction using hydrated lime as sorbent and the initial findings are encouraging. Team Enviropol, is on way to conduct few more tests to validate its use as “Multi-Pollutant Removal System” across varying applications.
Maintenance Almost an year of operating experience on this particular application and past data available from over 90 installations of EGB by the technolgy provider, it reveals that there is no special maintennace needed for this equipment. It is quite a sturdy and stable device requiring only the replenishment of gravels @ 8-10 % per month.
The integrated DESP follows its standard maintenance shedules already estlablised on this applications.
OTHER FACTSEGB, as stand alone APC device, can also be used directly with low ash fuels as Multi-Pollutant Removal device. Opportunity also exist for those who are due to upgrade their old ESP for lower emissions but unable to do so due to space constraint or are suseptible to achieve the desired emissions even after adding extra fields due to remaining dust being very fine (all below 5 microns).
The existing ESP can be upgraded adding EGB in the down stream as shown in Fig-10 below.
Applications..
• CPP - Coal /Lignite fired Boilers
• Paper - Black Liquor Recovery Boilers
• Cement - Kilns & Clinker Coolers
• Sugar - Bagasse fired Boilers
• Distilleries - Spent wash Incinerators
• Chemical - Other Incinerators
• WTE - MSW Incinerators
• Palm Mills - EFB, Palm shell & Fibre
• Cogen - Mustard, Trash, Rice husk etc.
CONCLUSION MEPA/EGB Technology is best suited to achieve very low emissions on difficult applications such as spent wash, EFB, Palm, black liquor & MSW etc. where the dust resistivity is high or unknown with sticky nature of dust. This has compact foot prints and low power consumption as compared to other conventional technologies. MEPA can be further upgraded to remove other pollutants.
This Technology can also be used to retrofit old ESPs to meet most stringent emission norms. EGB, being very compact, can be fitted easily within the limited space.
Figure 10 – ESP upgrade

CO-PRODUCTS—33
Rajesh Verma & Prakhare-Proceedings of 78th Annual Convention of STAI: 26 – 33 2020
ACKNOWLEDGEMENT The Authors are grateful to the Management of DSW for providing this opportunity and taking another commendable initiative (after putting up the first of its own kind Hybrid Dryer in 2018), to opt for installation of first MEPA on their new spent wash fired incineration boiler.
Further, Authors would also like to thank their Swedish & US Technology partners for their active co-operation during the course of development of this concept and successful execution.
REFERENCES
Ph.D. thesis -1978 @ MIT by Dr. Alexander, Data analysis & Literature published -1995 by J.I & Env.AB

Treatment of sulphate in double sulphitation sugar industry effluent.....e-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
CO-PRODUCTS—34
TREATMENT OF SULPHATE IN DOUBLE SULPHITATION SUGAR INDUSTRY EFFLUENT BY PHYSICO-CHEMICAL PROCESS
Akhilesh Kumar Gupta1, Ram Mohan Chauhan2, Virendra Prasad Sinha3 & Dharmendra Kumar Verma4
ABSTRACT
The world demand for sugar is the primary driver for Sugar Industry. In many developing countries, especially in Asia & South America, Sugar industry is one of the most prevalent agricultural industries. India is agricultural dependent economy and contributes 18% of total economy of country.
The sugar industry in India has a vital role in economic and rural development. However, effluent generated from this has a high pollution load and thus the sugar industry in India has been kept in the ‘Red Category’. As per the latest legislation laid down by the pollution control authorities in India, the maximum treated effluent discharge limit is 200 litres/ton of cane. Waste water generated in Sulphitation sugar factories, particularly; spray pond, overflow/process, cooling tower & blow down contains sulphate of approximately 800-1200 ppm, which imposes difficulties in treatment of effluent by Activated Sludge Process. The presence of sulphate suppresses/deactivates the activity of bacteria, thus making it a challenge to achieve the desired parameters of treated effluent. A new physicochemical technology has been developed and successfully implemented in sugar plant Loni. It has excellent results in reducing the sulphate content by 40-50% and finally the quality of treated effluent is maintained.
Key words: BOD, COD, double sulphitation, spray pond, sulphate, Tube settler and activated sludge process.
INTRODUCTION
Water is essential part for all living organisms. Fresh water is available in limited quantity & in that also entry of pollutants has been significantly increased from industries and domestic establishments. In this scenario the conservation strategies of the fresh water bodies as well as water quality management need to improve by scientific and technical methods. Significant quantities of freshwater are consumed in the production process that is followed by the sugar industry and this process having result in generation of higher effluent. Sugarcane is a valuable crop in view of bio-products as it produces sugar, bagasse, molasses and press mud which provides energy production, production of alcohol and bio fertilizer respectively.
1GM Process - Head, E-mail: [email protected] 2AGM Process, E-mail: [email protected] 3R&D Head, E-mail: [email protected] 4Environment Officer, E-mail: [email protected] DCM Shriram Limited, Sugar Unit - Loni, Hardoi, U.P.

CO-PRODUCTS—35
Akhilesh Kumar Gupta, Ram Mohan Chauhan, Virendra Prasad Sinha & Dharmendra Kumar Vermae-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
Sugar is produced in approximately 115 countries of the world, out of which 67 countries produce sugar from sugarcane & 39 from sugar beet and 09 countries from both sources (Ref. Poddar and Sahu, 2017). Major countries of the world that produce sugar from cane are Brazil, India, Thailand, Australia, China and South Africa. About 70% sugar is produced from sugarcane worldwide and India is the second largest producer of sugar. Indian sugar factories produced 28-32 million tons of sugar by crushing 193.43 million tons of sugarcane at an average recovery of 10.48%.
Effluent generated by factories using the raw-refined route can be easily treated and made suitable for surface discharge in water bodies as per the norms enforced by Central pollution control board in India. However, this is not the case with effluent generated by double Sulphitation factories. A major factor for this is the presence of sulphate in large quantities in generated effluent which cause the difficulties in the treatment process. High concentration of the sulphate in waste water affect the aeration tank, such as slow down the bacterial activity, stop the bacterial activity and changes the aeration tank water colour to black. Most of the double sulphitation sugar factories use an Activated Sludge Process (ASP) for treatment of effluent, which works on the activity of aerobic bacteria. The presence of sulphate in huge quantities suppresses or even stops the activity of the bacteria, resulting in poor working of effluent treatment plants (ETP) and making it difficult to maintain the desired parameters of finally treated effluent as per norms directions by central pollution control board (CPCB). Due to this most of the double-sulphitation factories are not treating the spray pond and cooling tower overflow. This study proposes to adopt a sustainable economic treatment by physicochemical process of double sulphitation sugar industry effluent.
S. No Particulars UOM Parameters1 Plant capacity TCD 75002 Effluent generation Lit/ton of cane 1603 Spray influent M3/day 8004 Sulphate in inlet water Mg/ltr 800-1200
The process is based on separate treatment of spray pond overflow and then mixing the treated overflow with other effluents for further treatment by conventional ASP.
The details of the plant and process, and other parameters are given below:
MATERIAL AND METHODMaterialsChemical used such as Lime (CaO), Commercial PAC (Poly Aluminium Chloride) and Flocculent (Magna flocculent).
These are major chemicals which is used for the precipitation of the sulphate content in the spray pond overflow/cooling tower, because sulphate concentration in waste water is 1000-1200 ppm.
Treatment ProcedureThe present study is carried out to investigate the capability of biological process for the treatment of Sugar industry effluent. The experimental work is carried out to reduce the parameters like pH, TSS, BOD, COD, Sulphates, Chlorides and Oil & Grease in final outlet.
Excess spray water over flow is being collected in feed tank through pump. A controlled quantity is continuously transferred to drive fitted reaction tank (36m3). Milk of lime is mixed

Treatment of sulphate in double sulphitation sugar industry effluent.....e-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
CO-PRODUCTS—36
in reaction tank to maintain pH 10.30 - 11.00 with retention time of 40 minutes. Overflow of reaction tank is collected in Flocculation tank (15m3) which has retention time of 14 minutes. Flocculent (0.83 ppm) and PAC (33 ppm) are added in this tank by mixing with drive, after which flocculation tank over flow is collected in 2 nos. parallel tube settler (refer Figure 1 & 2) with retention time of 1.25 hrs.
Tube settler supernatant water is sent to treated water collection tank which is pumped to IC (Internal Circulation anaerobic reactor) buffer tank. Sludge settles down at the bottom and collects in storage pit which is filtered using press filters. Dry sludge & clear water is separated, of which dry sludge is collected in dumping area (sludge drying bed) & clear water is send into the spray pond (refer Figure 3, 4 & 5).
The treated spray water after buffer tank is fed to IC reactor where following process occurs:
In Anaerobic treatment decomposition of the organic matter in the absence of oxygen. In this process the sludge is converted biologically into a variety of end products including methane & CO2.
• Biogas production is the last stage in the anaerobic decomposition process.
• After the anaerobic reactor COD will be removed by 70% to 80 %.
• In the next step activated sludge (aerobic) process, the microbial population is thoroughly mixed with coming waste water in a suspended form.
RESULTS AND DISCUSSIONWaste Water CharacteristicsThe effluent has variable pH, high BOD (300-2000mg/L), high COD (600-4500 mg/L), high dissolved carbonaceous matter, obnoxious odour and suspended solids (refer Table 1 & Graph 1).
CONCLUSION
The study indicates that efficiency of ETP can be improved to a large extent by separately treating the spray pond overflow/cooling tower overflow water using Lime, magna flocculent and PAC for sulphate removal.
Selection of pre-treatment methods and process parameters to be maintained will depend on the characteristics of the spray pond /cooling tower overflow. This will ensure and help in the better working of the effluent treatment plant and achieving the norms consistently as per pollution control authorities for finally treated waste water.
The results show that precipitation of sulphates with calcium ion magna floc and PAC is good enough to achieve the required standards for wastewater discharge (refer Table 2 & Graph 2).
ACKNOWLEDGEMENTS
The authors would like to thank the employees of DCM Shriram Ltd. Sugar Unit- Loni Hardoi (UP) for supporting, namely, Mr.Pankaj Singh (Unit Head), Mr. A.K.Gupta (Process Head), Mr. V.P.Sinha (R&D Head), Mr.RMS Chauhan (AGM Process), and Mr. Sanjeev Tripathi (Sr Mgr Process). Special thanks to all process team.

CO-PRODUCTS—37
Akhilesh Kumar Gupta, Ram Mohan Chauhan, Virendra Prasad Sinha & Dharmendra Kumar Vermae-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
REFERENCES
Ahmad, S. and Mahmoud, T.A. (1982), Wastewater from a sugar refining industry. Water Research 16:345-355.
APHA-AWWA-WEF (2005). Standard Methods for the examination of water and waste water, 21st ed. American public Health Association, American Water Works Association and Water environmental federation, Washington, DC, USA.
Prasad, M.P.D., Sridevi, V., Swathi, A., Lakshmi, P.K. (2015). Treatment of Pharmaceutical Industrial Effluent by Microbial Fuel Cell (MFC). International Journal for Innovative Research in Science and Technology 2(1): 241-247.
Figure 1 – Tube settler cross sectional view and setup plant

Treatment of sulphate in double sulphitation sugar industry effluent.....e-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
CO-PRODUCTS—38
Figure 2 – Flow diagram of the Sulphate reduction process through the tube settler technique
Figure 3 – ETP Overview-I

CO-PRODUCTS—39
Akhilesh Kumar Gupta, Ram Mohan Chauhan, Virendra Prasad Sinha & Dharmendra Kumar Vermae-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
Figure 4 – ETP Overview-II
Figure 5 – ETP flow diagram

Treatment of sulphate in double sulphitation sugar industry effluent.....e-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
CO-PRODUCTS—40
Table 1 – Performance parameters of spray treatment plant
Graph 1 – Performance graph of spray treatment plant
S. No. Parameter UOM Inlet Outlet % Removal1. pH 7.53 11.45 -2. BOD mg/l 345.08 304.54 11.753. COD mg/l 1395.66 911.44 34.694. TSS mg/l 189.33 61.20 67.685. TDS mg/l 2115.59 3269.83 -6. SO4 mg/l 891.84 487.32 45.39

CO-PRODUCTS—41
Akhilesh Kumar Gupta, Ram Mohan Chauhan, Virendra Prasad Sinha & Dharmendra Kumar Vermae-Proceedings of 78th Annual Convention of STAI: 34 – 41 2020
Table 2 – Performance parameters of effluent treatment plant
S. No. Parameter UOM Inlet Outlet % Removal Standard1. pH 6.98 7.49 – 5.5.852. BOD mg/l 320 15.22 95.24 <303. COD mg/l 1494 76.86 94.86 <2504. TSS mg/l 200 10.78 94.61 <305. TDS mg/l 1762 1415 19.69 <2100
Graph 2 – Performance graph of effluent treatment plant

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—42
STEPPING TOWARDS ZERO GROUND WATER ABSTRACTION IN SUGAR - COGENERATION PLANT WITH MASSIVE REDUCTION
IN DISCHARGE BY CONDENSATE TREATMENTS
S.C. Aggarwal1, Arvind Kumar Mishra2 & Manoj Giri3
ABSTRACT
In a Sugar Plant average effluent is 20% on Cane. This is a huge quantity to treat and utilize for irrigation, especially in winters. We, at K. M. Sugar Mills Ltd, tried to reduce the quantity of ground Water abstraction for Co-generation and quantity of treated water for irrigation. Since 5 years we have not been using ground water for Sugar Plant in season except Co-generation. We are using treated common condensate as a make-up Water for Cogen cooling tower & Boiler Feed. It became possible by utilizing the excess condensate after treating it in 3 Phase Condensate Polishing Unit. Probably we are the first to use treated common condensate as a High Pressure Boiler feed water make-up. Ultimately the quantum of treated Water for irrigation reduced to 12.5% in place of 20% on Cane. Abstraction of ground water also reduced to 1.7% (shown in Table-05) in-place of 7.1% on Cane.
Key words: Condensate polishing unit,Ultra filtration,Reverse Osmosis,Trans Membrane Pressure.
INTRODUCTION
Before installing a Condensate Polishing Unit, excess condensate quantity and Water balance of a factory must be known. We have flow meters at various places to know the quantities of water used in Process, Mills, Cogen and effluent inlets & outlet. Water used in imbibition, processing of sugar manufacturing and in equipment’s cooling purposes is in close loop. But for Water balance of a Sugar Plant the flow-meters are must at excess hot condensate, Spray pond blow down, ETP inlet, ETP outlet, Cogen cooling tower blow down, inside plant Bore wells, CPU condensate inlet/outlet, condensate over flow to Spray pond & Press cake wash water. Excess condensate quantity is 13% on Cane as shown in Table 1.
WATER BALANCE AT A GLANCECOMPOSITION OF SUGARCANE (AVG.) Solids in Sugar -- 13.38%Solids in Non-Sugar -- 03.21%Fibre -- 14.80%Water -- 68.61%Total -- 100.00%
1Executive Director; 2G.M. Production, K.M. Sugar Mills Ltd., Ayodhya, U.P, 3Integrated Envirotech, Delhi, E-mail: [email protected]

CO-PRODUCTS—43
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
WATER PERCENTAGE OF CANE PLACES OF CANE WATER LOSS AND USAGE 14% Lost in Bagasse 3% Lost in Press Cake 0.6% Lost in Final Molasses 36% Evaporates from Pans and Evaporators last bodies and goes
to Spray Pond through condensers where 85% evaporation takes place and rest15 % goes to Sulphate Removal Plant for treatment then to farmers field for irrigation
2.0% Loss in flashing etc.[1] 13% Excess Cooled Condensate Out of which 42% (5.5% on cane) used in process for
Tube cleanings, Evaporator Hydraulic testing, Gland Cooling of pumps and makeup of leakages of Mills bearing cooling water etc. Which ultimately goes to E.T.P. Remaining 58% (7.5% on cane) used for treatment through CPU-1& CPU-2 to utilise it at Cogen cooling tower and Boiler feed water make-up (prior to this it was mixed in spray pond)
0.4% Evaporator chemical boiled water which goes to spray pond
69.0% Total
Table 1 – Bifurcation of sugarcane water
PROCESS FOR CONDENSATE POLISHING UNIT
CONDENSATE POLISHING UNIT CONSISTS THREE PHASES
Phase 1 – Hybrid Biological Treatment
Phase 2 – Pre-treatment of Phase 1 outlet for Phase3
Phase 3 – De-Salination
Phase1 is CPU-1 and Phase 2&3 is CPU-2 (Refer actual site photograph in the last two pages of this paper showing the equipments installed at our sugar factory).
Recycling efficiency of CPU 1st is 95% and CPU 2nd is 85% on full capacity
Schematic Diagram -03 shows flow diagram of all the three phases.
PHASE: 01 HYBRID BIOLOGICAL TREATMENT:Condensate polishing unit Using hybrid treatment process to reduce /removal of volatile & another organic compound which cannot be simply treated /removed from condensate. With this process water recycling is almost 95%. Specialized process and equipment with specific bacterial culture is required to effectively treat impurities from condensate.
Condensate water from sugar process is collected into collection tank for storage, cooling purpose and pH correction. From storage tank at fixed pH & metered feed pump is used at fixed flow to feed condensate into anoxic system. Anoxic processes used for the removal of rich Ammonical nitrogen from condensate. In anoxic system condensate rich in nitrogen exposed to an environment with less oxygen. Organisms in this anoxic system use the nitrate as an electron acceptor and release nitrogen in the form of nitrogen gas or nitrogen oxides. Specialized synthetic bacteria are used to enhance /optimize process of anoxic system.

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—44
At 2nd stage outlet from anoxic system through gravity is fed to aerobic treatment with the help of root blower & membrane type fine air diffuser. The process used for this stage of activated sludge process to remove BOD & COD. Using Specialized bacteria in this process require proper biomass concentrations (mixed liquor suspended solids [MLSS]), specific environmental conditions (temperature, pH, alkalinity, etc.), enough residence time in the treatment process, and more air required to reduce the biochemical oxygen demand (BOD). Plain settler is used for separation of biomass from aeration system which recycled back to anoxic system while clear water is transfer through gravity into 3rd stage MBBR process.
At 3rd stage MBBRs process, which include plastic media, suspended in the condensate in separate basins with screens to keep the media in the basin. MBBRs are typically constructed aeration basins for BOD removal and are designed specifically for biological nitrification. Tube settler is used to separate out settled sludge and recycle back the sludge to MBBR units for maintenance of Biomass. Clear water from tube settler goes to Chlorination tank.
Chlorination Tank Treated condensate from tube settler collected here. Sodium hypochlorite & alkali is used for disinfection purpose and precipitation of Iron to avoid any further fouling in advance process.
Tertiary treatment: Filter feed pump is used to pump biologically treated water from chlorination tank for further filtration of suspended solid, precipitated iron & absorption of free chorine through Multi-grade sand filter and activated carbon filter. Treated water is collected into UF feed tank for filtration through Ultra Filtration
PHASE: -02. PRE-TREATMENT (ULTRA FILTRATION SYSTEM)
Ultra-Filtration system is used to protect RO membrane and removal of suspended & colloidal particles.
Basket StrainerThis unit having 100 µ pore size to ensure the removal of sharp edge particle from the CPU 1st treated condensate otherwise it could damage membrane after basket filter. The water is passed through a UF system for the removal of fine suspended impurities. System is based on IN-OUT configuration and operated on open end mode. UF system is completely automated.
UF Operation modes
• Filtration
• Flushing
• Air Scouring
• Back-washing (BW)
• Chemical Enhanced Backwashing (CEB)
• Chemical cleaning
Treated condensate collected in the UF feed tank .During filtration, UF feed pumps utilized to feed this water from UF feed tank to UF system. Automatic backwash strainers used to prevent the entry of particulate/harmful matter. Membrane filtration is carried out IN-OUT mode.

CO-PRODUCTS—45
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
The UF membranes are regularly backwashed with permeate water to bring the Trans Membrane Pressure (TMP) down and enhance the recovery. The backwash mode occurs automatically and include an air scour, backwash through the top drain, backwash through the bottom drain, and a forward flush. The air scour step, when included, is used to loosen particulates deposited on the outside of the membrane surface. Air is introduced on the outside of the filters and displaced feed flow/concentrate is allowed to discharge through the top of the module for disposal. Chemical Backwash also conducted on regular intervals as after certain interval backwash with permeate only is not effective to bring down the TMP. These processes ensure minimum operating cost and best quality permeate water. Backwash and CEB waste goes to CPU-1st equalization tank for further treatment.
CEB is generally carried out with generic chemicals such as NaOCl, NaOH & HCl, however, some time specialty chemicals used in case plant performance need some improvement which is not possible with regular backwash and CEB. Backwash waste being sent to CPU-1st and CIP/CEB goes to Sugar E.T.P
PHASE: -03. DESALINATION (REVERSE OSMOSIS SYSTEM)Treated water from UF taken into UF permeate storage tank. From here water pumped into RO for TDS removal.
Cartridge Filter: -Cartridge filtration is the final step before the water enters RO system. The cartridge filter acts as a back-up safeguard system to prevent silt and sediment from entering RO membranes. The filter cartridge will be replaced when they become dirty and clogged, as evidenced by high-pressure drop or reduced flow.
Anti-Scalant is dosed into the RO feed water before the five-micron cartridge filter to avoid scaling issues on RO membrane surface. Scaling on the RO system will affect the system performance.
Reverse Osmosis System: -Pre-treated feed water is pumped to the reverse osmosis system for the removal of dissolved solids and ions. The RO system consists of following equipment:• Acid Dosing System• Anti-Scalant/Chemical dosing system• Micron cartridge filtration system• High pressure pump (HPP)• RO Membranes & Pressure Vessels mounted on support skid• Proper electrical, controls & instrumentation• CIP Tank & Cartridge
The high-pressure pump pressurizes the feed water to a required pressure. The pressurized feed water is passed through the RO units. The flow of the feed water to the RO unit is controlled by flow control valve. Reject control valve is provided in reject line for this purpose. RO Membranes reduces dissolve solids or ions up to 98% and thus give very low conductivity water.
Chemical Cleaning System shall be used for cleaning of RO membrane at regular interval for removal of any inorganic salts, which may deposit on the membrane surface due to saturation of the same.

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—46
R.O Permeate Storage Tank: - Water after treatment is collected into RO product water tank which further treated though existing D.M. plant and supplied to Boiler Feed water make up. Recovery from R.O is 85%.R.O. Reject goes Cogen cooling tower makeup.
K M SUGAR MILLS PLANT PARTICULARS AND TREATMENT PLANTS AVAILABLE/PROCESSThe K M Sugars Mills plant particulars is furnished in Table 2 and Treatment Plants available is furnished in Table 3.
PARTICULARS DATA SUGAR PLANT CAPACITY 8200 AVERAGE CRUSH RATE 7500 STEAM CONSUMPTION ON CANE 43% IMBIBITION % CANE 45% BOILER WORKING PRESSURE 67 Kg/cm2
NO. OF BOILERS 100 tons & 50 tons
TREATMENT STREAM TYPE CAPACITY EFFLUENT TREATMENT PLANT. ACTIVATED SLUDGE PROCESS 1100 KLD SULPHATE REMOVAL SYSTEM PHYSIO CHEMICAL + AERATION 1000 KLD CONDENSATE POLISHING UNIT 1st ANOXIC + ACTIVATED SLUDGE PROCESS + MBBR 800 KLD CONDENSATE POLISHING UNIT 2nd UF + R.O + D.M 500 KLD
Table 2 – KM sugar mills plant particulars
Table 3 – Treatment plants available at our mills
We do not use Bore well water for our Sugar Plant since 5 years in season. Table-04 details average Water% of Sugarcane for treatment to various streams in season. In Winters the Spray Pond blow-down increases up-to 9% on Cane, as only on 60% efficiency of Spray Pond we gets the desired Injection inlet water temperature. This increases effluent quantity to 220 Litres/ton of Cane (22% on cane) and in the month of April the Spray Pond efficiency remains at peak and wind jointly affects to reduce the Spray Pond blow down up-to 3.5% on Cane (35 Litres/ton of Cane).
TREATMENT STREAM PERCENT ON CANE LTRS/TON OF CANE EFFLUENT TREATMENT PLANT. 5.1 51 SULPHATE REMOVAL SYSTEM 7.4 74 CONDENSATE POLISHING UNIT 1st & 2nd 7.5 75 TOTAL 20 200 WATER AVAILABLE FOR IRRIGATION 12.5 125
Table 4 – Approx. water % of sugarcane available for treatment to various streams
After commissioning of Flow-Meter in Feb 2020, in excess cooled condensate line, the data of Average Excess Condensate, Effluent and Borewell Water Quantity is detailed in Table 5. All above flow data are actual and measured through flow meters. It is to be noted that no make-up water was used for Spray Pond however approx.0.7% excess cooled condensate was used for Misc. use like fire-fighting etc.

CO-PRODUCTS—47
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
MONTH AVG. REC FIBRE EXCESS EXCESS EFFLUENT SPRAY TOTAL BOREWELL CRUSH % % CONDENSATE COND. FROM POND TREATED WATER RATE M3/DAY TREATED COGEN C.T, BLOW EFFLUENT EXTRACTION TCD THROUGH MILLS & DOWN FOR FOR COGEN CPU B.H TO M3/DAY IRRIGATION PLANT M3/DAY ETP M3/DAY M3/DAY M3/DAYFEB 20 7777 11.80 14.66 1011(13.0%) 552(7.1%) 397(5.1%) 605(7.8%) 982 (12.6%) 110(1.4%)
MAR 20 7131 12.02 14.94 927 (13.0%) 528(7.4%) 362(5.0%) 541(7.6%) 885 (12.4%) 100(1.4%)
APR20 7149 11.30 15.90 849 (11.9%) 444(6.2%) 370(5.1%) 252(3.5%) 603 (8.40%) 160(2.2%)
AVG. 7346 11.71 15.16 929(12.6%) 508(6.9%) 376(5.1%) 466(6.3%) 823(11.2%) 123(1.7%)
(% means % on cane)
Table 5 – Average excess condensate, effluent and borewell water quantity
BORE WELL WATER CONSUMPTION AT OUR MILLS BEFORE COMMISSIONING OF CPU1st & CPU 2nd
(A) REQUIREMENT OF BORE WELL WATER FOR COGEN COOLING TOWER MAKE UP
1. Evaporation loss from Cogen cooling tower = 302 m3/day
2. Cogen cooling tower blow down = 65 m3/day
3. Return of Boiler blow down to Cogen cooling tower=25 m3/day
So requirement of make- up water at Cogen cooling tower is (302+65-25) =342 m3/day
(B) REQUIREMENT OF BORE WELL WATER FOR BOILER FEED WATER MAKE UP
LOSS OF BOILER FEED WATER =5.16%
Average crush rate =7500 TCD
Steam Consumption =43% on cane =3225 tons per day
Total condensate loss per day= 166 tons per day
Water required for chemical cleaning of D. M. plant=45m3/day
Net ground water required for boiler= (166+24) =190m3/day
TOTAL BORE WELL WATER REQUIRED /DAY FOR COGEN & BOILER = (A+B) = (342+190) = 532 M3/DAY
i.e. 7.1% on Cane.

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—48
Table 6 – Results against designed data of CPU 1st
Table 7 – Results against designed data of CPU 2ND
S. Particulars Designed Existing Designed Result of CPU No. parameter condensate Parameter of 1st outlet of condensate quality CPU 1st (for water quality cooling water make up) 1. pH 7.0-8.0 7.5-8.5 7.0 – 9.0 7.8-8.02. Conductivity <156 µs/cm <180 µs/cm <200 µ/cm <141 µs/cm3. TSS <100 PPM < 93 PPM <5 PPM <7 PPM4. TDS <105 PPM <110 PPM <120 PPM <100 PPM5. T.H. <04 PPM <18 PPM < 10 PPM <20 PPM6. Alkalinity <18 PPM <45 PPM <20 PPM <20 PPM7. Chloride <1.5 PPM <10 PPM < 20 PPM <9 PPM8. SiO2 <2PPM <1.5PPM < 3 PPM <1.5 PPM9. Iron <0.3 PPM <0.2 PPM <0.3 PPM <0.2 PPM10. COD 350-400 PPM <160 PPM < 30 PPM <25 PPM11. BOD <150 PPM <50 PPM < 10 PPM <5 PPM12. Oil & grease NIL NIL NIL NIL13. Sulphate <50 PPM <40 PPM <50 PPM <25 PPM
S. Particulars Designed Result of UF Designed Result of CPU No. parameter of Product for Parameter of 2nd R.O. UF Product for CPU 2nd CPU 2nd R.O. Product CPU 2nd R.O. R.O. feed product feed 1. pH 7.0-8.0 7.8 7.2 – 7.6 6.42. Conductivity <200 µs/cm <200 µs/cm <50 µs/cm <9 µs/cm3. TDS <120 PPM <100 PPM <30 PPM <6 PPM4. TSS NIL NIL NIL NIL5. T.H. <10PPM <20 PPM < 5 PPM BDL6. Alkalinity <20 PPM <24 PPM <15 PPM BDL7. Chloride <20 PPM <10 PPM < 10 PPM BDL8. SiO2 <1.5PPM <1.5PPM <0.02 PPM <0.03 PPM9. Iron BDL <0.3 PPM BDL <0.01PPM10. COD <30 PPM <15 PPM <10 PPM <7 PPM11. BOD <10 PPM <4 PPM <1 PPM <1 PPM12. Oil & grease NIL NIL NIL NIL13. Sulphate <50 PPM <25PPM <10 PPM <2 PPM14. Turbidity < 1 NTU <0.5 NTU

CO-PRODUCTS—49
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
Table 8 – Various reject parameters comparing ground water
S. Particulars CPU 2nd CPU 2nd Bore well water No. UF Reject R.O Reject analysis1. pH 8.0 7.1 7.42. Conductivity <220 µs/cm <530 µs/cm <740µs/cm3. TDS <118 PPM <300 PPM <486 PPM4. TSS <12 PPM NIL NIL5. T.H. <30 PPM <110 PPM <420 PPM6. M Alkalinity <26PPM <80 PPM <375 PPM7. Calcium Hardness <18PPM <75 PPM <250PPM8. Magnesium Hardness <12PPM <35 PPM <170PPM9. Chloride <10 PPM <29 PPM <26 PPM10. SiO2 <1.5 PPM <4.2 PPM <28PPM11. Iron <0.3 PPM <0.65 PPM <0.01PPM12. COD <29 PPM <17 PPM <6 PPM13. BOD <5 PPM <5 PPM <2 PPM
S. No. Particulars D.M. Plant outlet or Boiler feed water 1. pH 6.6 2. Conductivity <0.13 µs/cm 3. TDS ND 4. T.H. ND 5. Chloride ND 6. SiO2 <0.01 PPM 7. Iron <0.01PPM
S. No. TREATMENT STREAM CHEMICAL COST POWER COST COST Rs./M3 Rs./M3 (with GST) Rs./M3 1 CPU 1 st 1.54 3.50 05.04 2 CPU 2 nd 10.22 3.60 13.82
Table 9 – Boiler feed water parameters received with treated condensate
Table 10 – Running cost of condensate treatment plants
PROBLEM- 1) On increase of ambient temperature above 380C sludge volume increases in CPU1st so
chances of sludge carry over in treated condensate is there.
2) When Sugar Plant Capacity utilisation falls below 90% the availability of condensate reduces.
SOLUTION-1) More sludge withdrawal required from CPU1st Clarifier and Settler. Use of Magnets [2]
before CPU1st inlet, use of Bag filters and Iron filter before Cooling Tower and UF.

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—50
2) More recycling of cooled condensate will help.
ACKNOWLEDGEMENTAuthors are thankful to hon’ble Managing Director for his continuous encouragement to fabricate a fool proof process to use all the excess condensate to reduce the ground Water abstraction and treated water quantity for irrigation up to zero, step by step.
CONCLUSIONNow treatment of excess common condensate to use in Cooling tower and Boiler feed water make-up is possible. After getting the desired results from both Condensate polishing units as shown in (Table-06, 07, 08 & 09) we used the treated excess common condensate as make-up water for Cogen cooling tower and Boiler feed. The conservation of excess condensate should be encouraged up-to maximum extent to reduce the abstraction of ground water to zero by re-cycling more water from boiling house to UGR. Schematic Diagram no-1&2 shows our water recycling arrangements for water conservation, reduction of effluent load and reduction to ground water abstraction, at our sugar factory. Even some points are there for further recycling of water in our factory. Sugar plants without Cogen can treat their excess condensate with CPU 1st for irrigation purposes, as its running cost is less (as detailed in Table-10).
REFERENCE
1) STAI Proceeding 73rd Annual convention, R.N. Yadav, Water Calculation for 2500 TCD Sugar Factory (A case study of Shreenath Mhaskoba S.K. Ltd.)
2) STAI Proceeding 75th Annual convention, Rajeev Mishra, S.K. Sachdeva & K.K. Kapoor, Treatment of Sugar Factory Vapour Condensate using foul resistant (R.O) membranes, making the permeate suitable for direct use as boiler feed water.

CO-PRODUCTS—51
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
Schematic Diagram No. 01COOLED CONDENSATE RECYCLING CIRCUIT FROM UGR TO BOILING HOUSE & MILLS

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—52
Schematic Diagram No. 02COGEN COOLING TOWER WATER RECYCLING CIRCUIT

CO-PRODUCTS—53
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
Schematic Diagram No. 03CONDENSATE POLISHING UNIT FLOW SHEET OF CPU 1ST&2ND ON FULL CAPACITY

Stepping towards zero ground water abstraction in sugar - cogeneration.....e-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
CO-PRODUCTS—54
PHASE-1, CPU 1ST
PHASE-1, CPU 1ST

CO-PRODUCTS—55
S.C. Aggarwal, Arvind Kumar Mishra & Manoj Girie-Proceedings of 78th Annual Convention of STAI: 42 – 55 2020
PHASE-2, CPU 2ND ULTRA FILTRATION PLANT
PHASE-3, CPU 2ND R.O. PLANT

Natural, value-added product mix from Indian sugar industry – a step towards....e-Proceedings of 78th Annual Convention of STAI: 56 – 61 2020
CO-PRODUCTS—56
NATURAL, VALUE-ADDED PRODUCT MIX FROM INDIAN SUGAR INDUSTRY – A STEP TOWARDS CHANGING TOMORROW
Narendra Mohan*
ABSTRACT
Now India is a sugar surplus country and is likely to continue the same trend in years to come. Imbalances in demand – supply, tougher exports, changing consumer preferences and consumption due to pandemic and otherwise also all is impacting the Indian sugar industry as well. There is greater need for flexi-process which can offer sugar required for export market, bulk consumers & common consumers as well. Healthier and safe food is going to dominate the consumer market and thus Indian sugar industry may eye on producing healthier sugar and other sweeteners as discussed in the paper.
Key words: Imbalances, natural cane sugar, fortified jaggery, safe food.
INTRODUCTION
In the era where there is a need to constantly improve and innovate, Indian sugar industry is amongst few industries that have significantly contributed towards rural sector. This is achieved by commercially utilizing the rural resources to meet the large domestic demand for sugar and also by generating surplus energy to meet the increasing energy requirement of the country. About seventy-five per cent of the global sugarcane produce is consumed by the food manufacturing sector and the remaining balance is used in biofuel production. Sugarcane cultivation and processing at present supports livelihoods for about 100 million people across the world. Looking at the country level, the sugarcane industry employs over 1 million people in Brazil, nearly 25 per cent of its rural workforce. The Thai sugarcane supply chain employs 1.5 million people, including 107,000 smallholders, and around 0.5 million people depend on the sugarcane industry for their livelihoods in South Africa. India is one of the largest agricultural countries, which makes it an ideal market to expand due to the growing consumption of sugar in the country. With new regulatory policies and amendments in the older ones, there is a greater chance for farmers and millers to increase their efforts toward cane sugar production and processing. The sugar industry supports an estimated 12% of the rural population in the nine states of the country, namely, Punjab, Uttar Pradesh, Maharashtra, Andhra Pradesh, Bihar, Gujarat, Haryana, Karnataka, and Tamil Nadu, through direct or indirect employment.
India’s sugar sector is protected through a combination of domestic price support, and export subsidies, and financial assistance in various forums. High mandated cane prices reduce the normal planting response to low world prices, which exacerbates global price volatility. As it is such a large domestic producer and consumer and because its average supply/demand
*Director - National Sugar Institute, Kanpur, India, E-mail: [email protected]

CO-PRODUCTS—57
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 56 – 61 2020
balance is close to neutral, India oscillates between being a net sugar importer and exporter; depending on prevailing sugar policy, subsidy arrangements and crop output. This makes India one of the most influential ‘swing suppliers’ to the world sugar market, which contributes to its volatility (OECD/FAO 2018).
India’s domestic sugar market is in the doldrums, as the international market price of sugar has been falling on and off. The government has taken several measures by implementing various policies to help sugar mills and cane producers. Measures such as increasing exports and finding alternate markets. However, both options are complex in nature, as increasing sugar exports may not easy when world prices are sluggish. Diverting a significant portion of current sugar stocks to the production of renewable fuels, mainly ethanol, also has its own challenges, including ethanol capacities, weak financials of sugar units and many others. In addition, per capita sugar consumption is stable or slightly declining globally, and other technologically advanced major sugar producing countries, including Brazil and Thailand, are formidable competitors, so Indian sugar exporters face serious tougher times in the world market (AB Sugar 2019).
RAW SUGAR – A TOOL FOR SUSTENANCEIn wake of covid-19 pandemic, several industries including Indian sugar industry are facing issues of economic viability, sustainability, stability and growth. But as it is said every cloud has a silver lining, this pandemic too has transformed the way in which everyone does their business. Wellness has become more of a lifestyle focus with consumers seeking foods and beverages that offer added functional benefits, including immunity-boosters. As a result of this pandemic, the media highlights and the new normal trend has significantly driven consumer focus on their health and well-being regarding what they purchase, how well they plan their diet and also drink healthier. From a consumer perspective, this means topics such as immune health, staying fit and healthy are all front of mind at present. As we are aware that there are many lobbies mouthing against sugar and its heath effect but on the contrary there is a dire need for a change of perspective and also clarity between facts and fiction. A detailed study conducted by International Sugar organization however debunked the myths of such ill highlights about sugar but often it takes time to change ones’ perception. In this regard, while sugar industry is facing challenges w.r.t. cane payments, sugar stocks, sugar demand supply imbalances, domestic as well as international market situations, this pandemic could be a blessing in disguise for the industry (Anderson GH 1997).
As Dean Kamen once said “Every once in a while, a new technology, an old problem and a big idea turns into an innovation”, similarly, one area of the sugar market which undoubtedly continue to grow is sustainable sugar. While on one hand the consumers are extremely conscious on what they have in their shopping basket, it has lead several industries to have ‘out of the box’ thinking and attitude to deal with the present situation, offering its consumers natural healthy options. This not only promotes better understanding between the consumer and its industry but also helps the industry to have a secured consumer base and stable stand in the anticipated market. Sugar industry being second largest agro-based industry is no exception and hence the industry must act upon changing the way they look at the market and thereby promote healthier product mix in the market shelves for its customers for overall productivity and enhancement of the industry as a whole. In conjunction with the above mentioned phrase by Kamen, one such promising option for the sugar industry to expand and excel is sustainable raw sugar processing.
Looking to the present pandemic situations, sugar export may be an attractive strategy for many countries including India as well. The top export destinations for Indian sugar are

Natural, value-added product mix from Indian sugar industry – a step towards....e-Proceedings of 78th Annual Convention of STAI: 56 – 61 2020
CO-PRODUCTS—58
Iran, Somalia, Malaysia, Bangladesh and Sri Lanka. The COVID-19 situations have resulted in a reduced pace of working at port operations owing to low container traffic, limited labour availability, absence of courier services and public transport and with minimum customs operation during the crisis. According to All India Sugar Trade Association, by far, sugar mills in India have inked export deals for nearly 5.6 million tonnes and 5.2-5.3 million tonnes has already been shipped out of the country as against MAEQ (Maximum Admissible Export Quantity) target of 6.0 million tonnes (Preeti Bhagat 2020).
But all is not lost for India in the export scenario. Even though exports might not be very attractive at a global level, Indonesian sugar markets are a safe option, especially with Thailand, a major sugar exporter to Indonesia recording a reduction in sugar production to the tune of 6.5 million tonnes, which is expected to decline further during the next year. The recent decision of Indonesian Government to allow 600 ICUMSA sugar at a concessional import duty from India, Australia and Thailand, gives an additional opportunity for India to export large quantities of sugar to Indonesia. In addition, Indonesian Government has issued an additional import quota to its refineries. This might be an opportunity for the Indian sugar industry and therefore this country can be a major export market for India in times to come.
India has the potential to export to major Indian Ocean markets, due to freight competitiveness with respect to key competitors, Brazil and Thailand. With EU exports reducing by 4.5 million MT, world prices per MT of sugar are expected to 10 increase in the range of USD 50 to USD 100. This could potentially make exports more viable for India. However, due to the increasing emergence of destination refineries, key markets are importing greater share of raw sugar, and India’s competitiveness for raw exports is relatively lower as of today. Currently, India’s competitiveness is higher in markets, where share of white sugar imports as percentage of cumulative imports is higher (International Sugar News 2020).
In a step towards moving forward, India must look into capacity building to produce raw sugar and refined sugar of international quality standards, in order to leverage the export opportunity. Upgradation in the techniques of processing raw sugar, hygienic processing and packaging as well as aggressive marketing for raw sugar is the need of hour. While people sometimes perceive food commodities on the basis of how they look on the outside, but all that glitters is not gold, awareness about the healthfulness and wellbeing of the natural raw sugar is required. Raw sugar contains natural ingredients viz. minerals and vitamins obtained from cane which often get lost during white sugar processing, certain modifications in the existing process so as to make a product that is globally competitive would fetch huge market both nationally as well as internationally. Apart from export of raw sugar, a portion of this sugar could be diverted to processing of refined sugar which would also add to value-added options in the basket of the sugar industry. Consumer demand for increased visibility of the ingredients in their food and the packaging the food comes in has prompted a shift in the procurement patterns of industrial buyers of sugar. For instance, huge beverage industries such as Coca-Cola, PepsiCo etc. demand for sugar which has lower ICUMSA colour value, and negative to floc test. Often sugar industries fail to meet the industry’s requirement. With a little bit upgradation and process improvement, the sugar sector could benefit in a long run. Not only the quantity of the produce but the quality of the product obtained from the industry is important. In a recent survey, studies suggested that people often are apprehensive towards sugar as they have a sense that sugar industries might not have proper food safety regulations in order. Therefore, apart from process innovation and adjustment, proper certification such as GMP, HACCP etc. must also be in place so that the consumers are satisfied and filled with content that the sugar industry too has food safety practices in place. This results in strong and secured market for the industry to flourish (Market Research Report 2017).

CO-PRODUCTS—59
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 56 – 61 2020
NATURAL CANE SUGAR – A HEALTHIER OPTIONAccounting to the adoption of healthy lifestyle habits, companies are focused on introducing newer products that will help them establish a stronghold in the market. Consumers are highly influenced by natural, herbal products ranging from cosmetics to food. Sugar being the basic commodity available at every household shelf, makes it a promising product to be made in a more natural, hygienic manner with minimal process input. The conventional process of the white sugar production involves use of large number of clarificants & decolorizing agent so as achieve best possible sucrose % in commercial sugar with lowest color values. On the other hand, natural cane sugar can be prepared using the comparable method as adopted for raw sugar production thus requiring minimum input of process chemicals. Such sugar may not be white and lustrous as compared to white sugar but will have more minerals and other nutrients available originally in cane juice and thus may be considered as more nutritious.
Demand for natural/organic cane sugar is increasing as the consumers are interested in healthy and natural products. This provides particularly interesting opportunities for the manufacturers of natural, organic and ethically produced products. In comparison to overly process and highly refined white cane sugar, natural/organic cane sugar contain some nutritional properties (ET 2018).
Natural/organic cane sugar has witnessed a rise in exports and imports in India. Despite the criticism of the overall sugar consumption, natural/organic sugar offers key attributes that are driving consumer demand. These attributes include availability, texture, cost, eco-friendliness, nutritional benefits, and rich sugarcane flavour over regular, conventional cane sugar. As natural/organic cane sugar retains all of the nutrients found in its original state, it has an aroma of special molasses that attracts the consumers. In the United States, there is no significant source of natural or organic cane sugar than can support domestic demand, and the estimated consumption of the total sugar in the country was approximately 200,000 metric tonne in 2019. Therefore, most organic cane sugar marketed in the country (both in retail and as an ingredient) is imported.
Apart from nutritional benefits of such natural product, other advantages viz-a-viz minimum changes involved in the processing and infrastructural facilities of the factory, minimum use of process chemicals, no use of sulphur thereby producing sugar by environment friendly process. Also since in double sulphitation for sugar processing it results in low pH and thereby leading inversion losses. Therefore, with minimum process changes the sugar industry could offer its consumers a better, much healthier product.
The process for producing such sugars shall be flexi in nature where in common consumer will get healthier sugar at affordable prices. Bulk consumers on the other hand would desire superior sugar which the same process shall offer thereby increasing the quality profile of their product. Being of superior quality, refined sugar is the first choice of shopping malls in the metropolitan cities and consumers desirous of having such supreme quality could procure refined sugar produced during the second stage of raw sugar processing for which they are even paying ready for paying premium price.
Also it is pertinent to mention that often we are apprehensive about the keeping quality of such sugars which are not so lustrous or white as discussed here. Informative, eco and consumer friendly packing is a way in which a consumer is made aware of the product. It also helps in giving the consumers a sense of satisfaction that the said product is processed under hygienic conditions and conforms to the predetermined quality parameters. Therefore, sustainable packaging could be a boon for value-addition and enhancement of the keeping quality of such sugars.

Natural, value-added product mix from Indian sugar industry – a step towards....e-Proceedings of 78th Annual Convention of STAI: 56 – 61 2020
CO-PRODUCTS—60
VALUE-ADDED JAGGERY – ANOTHER FRUIT IN THE BASKETThe never ending demand of high quality, green & clean labelled, organic, nutritious food products amongst the diet conscious people has influenced the food processing sector to innovate and add value to the existing product line with a view to provide health and wellness to its consumers. Looking to its present nutritional status and mind-set of people for natural products, jaggery has immense growth potential market both in national & international market due to its high nutritional & medicinal value. Jaggery is known as a healthier sweetener and a good replacer of sugar and other artificial sweeteners in many applications. It is also known as ‘medicinal sugar’ rich in vitamins and minerals, finding its use in Ayurvedic medicine as a blood purifier and also used for curing infections. Traditionally jaggery is used in sweets and savory food products, now-a-days with the advancement in processing, storage & packaging technologies of jaggery, it may be used as sweetening agent in manufacturing various beverages, as base material for various syrups. Jaggery may also find its application in confectionery products such as hard boiled sweets, biscuits, breads, pastries etc., besides using jaggery for direct consumption (India Sugar Annual GAIN Report 2018).
Also looking to the present pandemic situation, hygienically processed jaggery manufactured with the adoption of advanced processing techniques and using natural clarificants thereby giving superior quality jaggery fortified with immunity boosters such as turmeric, ginger, flax seeds etc. is ideal for a strong market (FAO (2007). The fortified jaggery so processed may be packed in sustainable consumer friendly packaging in hygienic and environment friendly way that suits the demand of its consumer base. In a nutshell, jaggery, one of the natural products of sugar industry has immense potential and therefore jaggery manufacturing should be taken up on a larger scale with advance technologies so as to obtain improved quality of the final product. Also value-addition and packaging of jaggery and jaggery based products with the use of modern technology is a direction the industry may work so as to have assured market for their products and a stable consumer base for such value-added products.
CONCLUSIONThe never ending demand for food has been greatly influenced and steered up by emergent trends in food processing sector, particularly with the growing focus on health and wellness of the consumers. Modernization in food technology that not only cater to the substantial increase in the demand for nutritious food but also that brings in novelty products, processes and packaging to the existing culture of manufacturing in the industry is the need of the hour. Approaches like the ones mentioned in the paper would give a tremendous boost to the sugar industry towards a significant drive to their profits. With trends such as elimination of synthetic and artificial ingredients, replacing them with organic, naturally occurring ingredients may pave way for the companies to offer more transparency in the nutritional aspect of their product and also elaborating their product line using prevalent food habits thereby making themselves competitively more strong than the other players in the anticipated market, also capturing huge health conscious consumer base.
REFERENCES1. AB Sugar 2019, ‘An introduction to the global sugar markets’ issue (3)
2. Anderson GH. 1997, Sugars and health: a review. Nutr. Res. 17:1485-1498.
3. ET, Apr 17, 2018 ‘Global Organic Sugar Market Research Report- Forecast to 2022.’
4. FAO (2007) The Panela Agro-industry in Colombia: An Alternative for Diversifying Income for Small Scale Rural Producers. Food and Agricultural Organization of United Nations.

CO-PRODUCTS—61
Narendra Mohane-Proceedings of 78th Annual Convention of STAI: 56 – 61 2020
5. Rural Infrastructure and Agro-Industries Division, Agricultural and Consumer Protection Department (AG) database, Rome.
6. India Sugar Annual GAIN Report (report no. IN8047), April 2018 pp 1-12.
7. International Sugar News, 2020; https://www.chinimandi.com/iso-expects-white-sugar-export-availability-in-global-sugar-market-to-decline-amid-increasing-exports-from-india/
8. Market Research Report February 2017, “Industrial Sugar Market by Type (White, Brown & Liquid), Form (Granulated, Powdered & Syrup), Application (Dairy, Bakery, Confectionery, Beverage, Canned & Frozen Foods, Other Food Items & Pharmaceuticals), Source (Cane Sugar, Beet Sugar), and Region - Global Forecast to 2022”.
9. OECD/FAO 2018, ‘OECD FAO Agricultural Outlook 2018 2027– Sugar’
10. Preeti Bhagat 2020, ‘Sugar exports may hit record high on new strategy – Cogencis’; http://www.cogencis.com/newssection/chome/new-strategy-may-lead-record-sugar-exports-2019-20/

Valorization of sugarcane bagasse cellulose to methyl levulinate within....e-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
CO-PRODUCTS—62
VALORIZATION OF SUGARCANE BAGASSE CELLULOSE TO METHYL LEVULINATE WITHIN A BIOREFINERY
APPROACH BY DIRECT ALCOHOLYSIS
Narendra Mohan1, Vishnu Prabhakar Srivastava2, Chitra Yadav & Tushar Mishra
ABSTRACT
Alkyl levulinates are biobased chemicals having a strong potential to be used in various applications, substituting current chemicals produced from Petro-chemical routes. Methyl Levulinate, a class of alkyl levulinates, is valuable chemical and intermediate with numerous potential industrial applications either as additives in diesel and biodiesel transportation fuels or medical, agriculture, flavoring and fragrance industry. It is obtained in high yields and selectivities from simple biomass-derived products like Levulinic acid, hydroxymethyl furfural or furfuryl alcohol. It is also obtained directly from real biomass with generally limited yields. The Indian Sugar Industry crushes annually about 240-270 Mt of sugarcane thereby generating 80-90 Mt sugarcane bagasse (SB) having average 16-20 Mt cellulose apart from hemicellulose and lignin. The SB cellulose is majorly used in paper and pulp industries and the development of viable biorefinery routes for its valorization into usable products & platform chemicals remains a challenge. In this context, two stage pretreatment strategy was implemented on SB to obtain SB cellulose, which was subsequently employed as a cheap cellulose-rich feedstock in the direct alcoholysis to give methyl levulinate (ML), adopting methanol as reagent/reaction medium, very dilute sulfuric acid as a homogeneous catalyst. The reaction conditions were broadly investigated. The synthesized compound was characterized by 1H/13C NMR, Mass, FT-IR spectroscopy & GC-FID techniques. Another feature of this process is the separation of xylose syrup and lignin, which is readily available for developing other value-added products. Thus, the present investigation represents a concrete example of complete valorization of SB, in the framework of the circular economy.
Key words: Methyl Levulinate, Cellulose, Sugarcane bagasse, pretreatment, biorefineries.
INTRODUCTIONIn recent years, there has been growing interest in the utilization of renewable resources to produce energy or chemicals to meet the demand of human society. One of the attracting routes, for chemical industry, is to convert biomass (e.g. lignocellulose) to platform molecules that can serve as starting materials for the production of other value-added chemicals or liquid fuels. Of all the components of the lignocellulose, cellulose attracts considerable attentions due to its widely available, large annual production and highly repetitive structural units that may generate simple depolymerized products. Unlike the general surface modification of cellulose to prepare materials, chemical conversions of cellulose to valued-added compounds require the hydrolysis of the glucosidic bonds of cellulose to release glucose units before the
1Director, National Sugar Institute, Kanpur, Uttar Pradesh, 208017, [email protected] [email protected]

CO-PRODUCTS—63
Narendra Mohan, Vishnu Prabhakar Srivastava, Chitra Yadav & Tushar Mishrae-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
subsequent downstream conversions. However, the highly crystallinity and three-dimensional hydrogen-binding networks of cellulose make it reluctant to be hydrolyzed, and thereby leaving it a challenging substrate for chemical conversion. Albeit that, tremendous efforts have been devoted to the conversions of cellulose to glucose and further to a variety of useful chemicals such as furanics acids, esters, polyols and alkanes which greatly broaden the cellulosic compound family. One particular interest concerns the catalytic conversion of cellulose to alkyl levulinates such as methyl levulinate.
Methyl Levulinate (ML), a class of alkyl levulinates, is valuable chemical and intermediate with numerous potential industrial applications. While having anti-freezing properties, at high altitude or very cold climatic conditions it is used as fuel additive in bio-diesel, its reactive ester and carbonyl groups enable it to be used as food flavouring agent in food industry, insecticide, herbicide, plant growth regulator in agriculture, localizing agent & photodynamic therapy in cancer and as plasticizing agent in many other applications. Thus, the development of new preparation routes and applications of alkyl levulinates are contributing to future greener and sustainable processes. According to the literatures both levulinic acid and hydroxymethyl furfural or furfuryl alcohol are the most reported substrates (Lange et al, 2009; Zhang et al, 2010), which undergo the esterification and alcoholysis reaction, respectively, to provide the alkyl levulinates products. However, these two substrates are also the intermediates of lignocellulose, which require extra reaction steps (e.g. hydrolysis, hydrogenation) to be prepared from lignocellulose. These processes obviously add complexity to the whole reaction route and reduce the whole economy. Besides, the associated separation and purify process are also costly. Therefore, the establishment of new methods to produce alkyl levulinates directly from easily available and cheaper lignocellulosic biomass natural biopolymer cellulose is academically and economically more attractive.
Sugarcane industries worldwide look forward to continue to service the domestic demand, while also aiming to explore the concept of an integrated bio-refinery approach, in which sugar cane is viewed as a source of biomass that can be processed to produce multiple, value-added chemical and energy products. The Indian Sugar Industry crushes annually about 240-270 Mt of sugar cane thereby generating nearly ~30% of lignocellulosic biomass residue i.e. 80-90 Mt sugar cane bagasse (SB) (Mohan et al 2017). The SB is one of the highest potential lignocellulosic residues from agro-industry in India. It is used mostly as fuel in boilers, but has high feasibility for use as a precursor for biofuels and bio-based materials and chemicals. Celluloses are abundant polysaccharides in SB (comprises 35-45%) and is majorly used in paper and pulp industries and the development of viable biorefinery routes for its valorization into usable products & platform chemicals remains a challenge (Farzad et al, 2017), which basically requires the suitable pretreatment technology as a critical step for its efficient valorization. In the last years, many researchers have been trying to develop a cost-effective pretreatment technology that leads to access valuable platform chemicals from cellulose component of SB, with minimum inhibitors production and energy input, low demand of post-pretreatment processes and low costs for reactors, water and chemicals. Recently, it has been demonstrated the use of SB to access ethyl levulinate in the context of Brazilian sugar market following traditional pathways i.e. by the production of levulinic acid and its subsequent esterification. However, to best of our knowledge, literature records no reports on direct synthesis of alkyl levulinates from SB implementing biorefinery pathway. Therefore, the objective of this study was to investigate the feasibility of ML production from SB derived cellulose (Scheme 1). Moreover, the conversion of ML from SB was investigated in a biorefinery concept and dilute acid pretreatment and sodium hydroxide pretreatment was conducted to fractionate the hemicellulose and lignin fraction of SB yielding diversified products (Scheme 2). This study provided a practical approach for the high value-added utilization of SB.

Valorization of sugarcane bagasse cellulose to methyl levulinate within....e-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
CO-PRODUCTS—64
Scheme 1 – Traditional routes to access ML and our approach
Scheme 2 – Our implemented strategy for synthesizing ML from SB in a biorefinery concept
EXPERIMENTAL
Materials and Methods
The raw material used in the study was SB, which was obtained from Experimental Sugar Factory, National Sugar Institute, Kanpur. SB was washed three times with distilled water at 50oC and then dried at 45oC for 48 hours in a forced hot air oven and left for 48 hours at room temperature in a desiccator. The dried SB was grounded and screened using mesh with pore size ranging in between 600 and 212 µm and put into plastic bags and kept in a freezer until used. The dry matter content of the SB after being dried was 95%. The chemical composition of SB was determined by the TAPPI (Technical Association of Pulp and Paper Industries-Pentosans in wood and pulp, Test Method T 223 cm-10) and NREL (National Renewable Energy Laboratory-Determination of Structural Carbohydrates and Lignin in Biomass, NREL/TP-510-42618) procedures. All of the chemicals used throughout this study were used ‘‘as is’’ without any further purification.

CO-PRODUCTS—65
Narendra Mohan, Vishnu Prabhakar Srivastava, Chitra Yadav & Tushar Mishrae-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
First stage pretreatment processThe first stage treatment was conducted as per our previous works (Mohan et al., 2019). In a Laboratory Autoclave, SB was mixed with concentrated H2SO4 (98% purity), as a catalyst at 100 mg acid per gram of dry matter having solid to liquid ratio of 1:10. The hydrolysis reaction was carried out at 121° C for 20 minutes with maximum pressure reaching up to 28.45 psi. The mixture was cooled and was vacuum filtered to obtain hydrolysate liquor as filtrate and solid residue which comprised of cellulose and lignin fractions. The hydrolysate liquor was concentrated to give xylose syrup. The solid residue was washed with distilled water till neutral pH and dried in oven and was subjected to second stage pretreatment.
Second stage pretreatment processLignin was extracted from solid residue obtained from the first stage pretreatment process. The procedure was as follows: the solid and 3 wt% NaOH aqueous solution were added into a three-necked flask equipped with a glass condenser tube, and the mass ratio of solid to liquid 1:16. Then the mixture was kept at 85° C for 3h in a water bath with stirring. After that, the mixture was cooled to room temperature and filtered. The obtained residue was rinsed with distilled water to neutral and dried in oven and was used further as a raw material for ML production. Lignin was precipitated from filtrate by adjusting pH to 1.5 with 6M HCl and recovered by centrifugation.
Direct synthesis of ML from SB cellulose by alcoholysis ML production was conducted in a 1L Autoclave reactor, in which 2.7g SB cellulose as obtained from second stage pretreatment process was mixed with methanol and 0.04M H2SO4 having solid to liquid ratio of 1:10. After sealing the reactor, nitrogen was purged into the system and the reactor was heated to 215° C by external electric heating for 5hr at 200 rpm with pressure reaching up to 850 psi. After completion of the reaction as monitored by GC-FID, the reactor was cooled down to room temperature to terminate the reaction and mixture was filtered with 0.45µm syringe filter for GC analysis.
CHARACTERIZATION OF THE SYNTHESIZED METHYL LEVULINATE (ML)
The structure of the synthesized compound was confirmed by the following techniques:
1. ML in filtered mixture as obtained from alcoholysis step was quantitively analyzed by gas chromatography (GC) using flame ionization detector (FID). The ML was separated on a capillary column (30m X 0.25um X 0.320mm) with programmed temperature range of 45-270oC using nitrogen as carrier gas. The internal standard was n-octanol. The products were identified by matching retention time and quantitated by interpolation from calibration curves. The corresponding ML and n-octanol peak area reflected the content ratio according to the standard curve (y= 0.00447438 x+0.0000), coefficient of correlation (R2) = 0.997968. The yields of the product on a molar base were calculated as follows:
where m0, mi, M0, and Mi are the initial mass of cellulose in the sample, weight of reaction product, molecular weight of C6H10O5 unit in the sample and molecular weight of product, respectively.

Valorization of sugarcane bagasse cellulose to methyl levulinate within....e-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
CO-PRODUCTS—66
2. 1H NMR (Proton Nuclear Magnetic Resonance) (400 MHz) spectra of synthesized compounds recorded on a BRUKER AVANCE NEO NMR SPECTROPHOTOMETER in CDCl3 using TMS as an internal reference with chemical shift values reported in ppm.
3. 13C NMR (Carbon-13 Nuclear Magnetic Resonance) (500 MHz) spectra of synthesized compounds recorded on a BRUKER AVANCE NEO NMR SPECTROPHOTOMETER in CDCl3 using TMS as an internal reference with chemical shift values reported in ppm.
4. Mass spectrometry recorded on ESI-MS (Electron Spray Ionization Mass Spectrometry) equipped with hybrid Q-TOF detector.
5. Attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectra obtained on a Bruker ALPHA-T FT-IR spectrometer.
RESULTS AND DISCUSSIONA two-stage pretreatment of SB was conducted in the study in order to fractionate it into its three components. In the first stage, the dilute acid pretreatment on SB was performed. It has been reported that dilute acid pretreatment can be used as an efficient pretreatment step and offers more potential for valorization of whole part of the lignocellulosic biomass (Santucci et al 2015). The process yields xylose syrup as e result of acid hydrolysis of hemicellulose fraction of SB. After the dilute acid pretreatment, the remaining material mainly containing cellulose and lignin can be preserved as potential feedstock for lignin and ML production. The pretreated SB was expected to be used as a good raw material for ML production. In a biorefinery concept, xylose syrup and lignin of SB can be converted into value added products through two stage pretreatments. On the basis, the stage pretreatment was carried out to extract lignin and sodium hydroxide was utilized to dissolve the lignin caused by the breakdown of ether linkages (Srilekha Yadav et al, 2011). To recover the dissolved lignin in the alkali solution, pH of the solution was adjusted to 1.5 using 6M HCl, and the precipitated lignin was collected by centrifugation. After the two-stage pretreatment, residue obtained had a cellulose concentration of ≈65%, which has been used as a raw material for direct synthesis of ML by executing alcoholysis reaction. In order to establish the optimum conditions to access ML from Sb cellulose by alcoholysis recation, several experiments were conducted at different temperature and reaction time. The efficacy of homogeneous catalysts such as HCl & H2SO4 as well as heterogenous metal catalysts like Copper Sulphate, Titanium Dioxide, Zinc Sulphate, Ferric Chloride, Aluminum Sulphate or in combination of them has been tested. The optimum yield of ML was observed by the use H2SO4 in a very low concentration as catalyst at around 215oC in 5h reaction period (Figure 1). The plausible reaction pathway for ML production from SB is depicted in Scheme 3. The structure of the synthesized ML was characterized by 1H/13C NMR, Mass, FT-IR spectroscopy & GC-FID techniques and these characterization results are shown in Figure 2-6. These spectrums exhibit the desired characteristic signals for ML and are consistent with the literature values.

CO-PRODUCTS—67
Narendra Mohan, Vishnu Prabhakar Srivastava, Chitra Yadav & Tushar Mishrae-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
Figure 1 – The influence of various catalyst on ML yield. Reaction conditions: SB cellulose 2.7g, metal salt 0.33g, methanol 27 ml, 215oC, 5hr. A: Time=8hr;
B: Time=2hr; C: Temp= 180oC; D: Temp 225oC
Scheme 3 – Proposed reaction pathway for the acid-catalyzed alcoholysis of cellulose to methyl levulinate (ROH= MEOH)

Valorization of sugarcane bagasse cellulose to methyl levulinate within....e-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
CO-PRODUCTS—68
Figure 2 – FT-IR spectrum of Methyl Levulinate synthesized from SB cellulose
Figure 3 – Mass spectroscopy data of Methyl Levulinate synthesized from SB cellulose

CO-PRODUCTS—69
Narendra Mohan, Vishnu Prabhakar Srivastava, Chitra Yadav & Tushar Mishrae-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
Figure 4 – 1H NMR spectroscopy data of Methyl Levulinate synthesized from SB cellulose in CDCl3
Figure 5 – 13C NMR spectroscopy data of Methyl Levulinate synthesized from SB cellulose in CDCl3

Valorization of sugarcane bagasse cellulose to methyl levulinate within....e-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
CO-PRODUCTS—70
Figure 6 – The GC for Methyl Levulinate synthesized from SB cellulose. The Methyl Levulinate content was calculated using the internal standard method
by comparison with an authentic n-Octanol
CONCLUSION Indian Sugar Industry, every year produces about 80-90 Mt of sugarcane bagasse (SB) which is used mostly as fuel in boilers. For making sugar industry economically sustainable, there is greater need for reducing dependency on income from sugar and to increase income from other sources particularly through exploring the feasibility of by-products valorization and biomass chain development in a Bio-refinery concept. Thus, SB (primarily composed of cellulose, hemicellulose and lignin) is one of the highest potential biomass from agro-industry in India with high feasibility for use as a precursor for biofuels and bio-based materials and chemicals. However, the suitable pretreatment technology is a critical step in efficient valorization of its strongly interlinked components. Pretreatment processes are mainly involved in effective separation of these interlinked fractions and increase the accessibility of each individual component, thereby becoming an essential step in valorization of SB. The work presented in this study describes the implementation of two stage pretreatment processes of SB to convert it into biofuel candidate-methyl levulinate within a biorefinery approach. In the first-stage process, the hemicellulose component in SB can be converted into xylose syrup at the mild conditions, and the lignin component can be extracted as another value-added by-product in the second stage. On the basis, the pretreated SB was used as raw material for methyl levulinate production, and a yield of 22.2 wt% can be obtained under the optimum reaction conditions. The strategy implemented here to access the target compound does not use of toxic chemicals, and multiple protection and deprotection steps. So, scale-up and commercialization studies can be performed by simple and easily available designed instruments. The chemical composition and structural of methyl levulinate was characterized by 1H/13CNMR, Mass, FT-IR & GC-FID techniques. This pathway is efficient, environmentally benign and economical for the production of pure levulinate esters from cellulose. In view

CO-PRODUCTS—71
Narendra Mohan, Vishnu Prabhakar Srivastava, Chitra Yadav & Tushar Mishrae-Proceedings of 78th Annual Convention of STAI: 62 – 71 2020
of the growing importance of molecules based on renewable resources in fuel industry, this approach may offer a new avenue for the production of such class of fuel additives and it not only fetches sugar industry additional revenue but also paves way for survival in the current scenario of volatility in sugar prices. Scale up and further studies are required to validate the economics of production.
ACKNOWLEDGEMENTSAuthors are grateful to The Ministry of Consumer Affairs, Food and Public Distribution, Department of Food and Public Distribution, Govt. of India for providing financial support for procuring instruments for synthesis and concentration and characterization of the products. We also heartily thank S.A.I.F Punjab University for providing Mass and NMR Spectra of the synthesized products.
REFERENCES1. Lange, J., van de Graaf, W. and Haan, R., 2009. Conversion of Furfuryl Alcohol into Ethyl
Levulinate using Solid Acid Catalysts. ChemSusChem, 2(5), pp.437-441
2. Zhang, B., Ren, J., Liu, X., Guo, Y., Guo, Y., Lu, G. and Wang, Y., 2010. Novel sulfonated carbonaceous materials from p-toluenesulfonic acid/glucose as a high-performance solid-acid catalyst. Catalysis Communications, 11(7), pp.629-632
3. Mohan N, Srivastava VP, Agarwal A. (2017). ‘Use of sugarcane bagasse as potential renewable feedstock for production of a bio-surfactant.’ Proceedings of 75th Annual Convention of Sugar Technologists’ Association of India: 695-706
4. Farzad, S, Ali Mandegari, M. and Görgens, J. (2017). Economic and environmental assessment of cellulosic ethanol production scenarios annexed to a typical sugar mill. Bioresource Technology, 224, pp.314-326
5. Mohan N, Srivastava VP, Mishra T. (2019). ‘Valorization of sugarcane bagasse hydrolysate as a potential feedstock to access cosmetic ingredients.’ Proceedings of 77th Annual Convention of Sugar Technologists’ Association of India: 565-574.
6. Santucci, B., Maziero, P., Rabelo, S., Curvelo, A. and Pimenta, M., 2015. Autohydrolysis of Hemicelluloses from Sugarcane Bagasse During Hydrothermal Pretreatment: a Kinetic Assessment. BioEnergy Research, 8(4), pp.1778-1787.
7. Srilekha Yadav, K., Naseeruddin, S., Sai Prashanthi, G., Sateesh, L. and Venkateswar Rao, L., 2020. Bioethanol fermentation of concentrated rice straw hydrolysate using co-culture of Saccharomyces cerevisiae and Pichia stipitis.


COMBINED FACTORY ENGINEERING &
PROCESSING


COMBINED FACTORY ENGINEERING & PROCESSING—75
Sanjay Awasthi, Anurag Goyal & Deepti Mishrae-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
SMART SUGAR COMPLEX FOR A SMART CITY-A CONCEPT
Sanjay Awasthi1, Anurag Goyal2 & Deepti Mishra3
ABSTRACT
SMART CITY is an initiative of Government of India to promote cities that provide a decent quality of life to its citizens, a clean and sustainable environment by application of ‘Smart’ Solutions. The focus is on sustainable and inclusive development and the idea is to look at compact areas, create a replicable model which will act like model SMART SUGAR COMPLEX to other aspiring entrepreneurs.
SUGAR COMPLEX has entered in to new generation technologies to produce not only crystal sugar but also derivatives of it’s by product which not only give extra revenues to the plant owner but also provide a clean environment to the society.
This paper is concept to implement different technologies in a sugar complex to generate revenues by producing environment friendly power, sulphurfree sugar, eco-friendly bio-ethanol, bio-gas (cooking gas) without use of any non-renewable resources.
Keywords: SMART City, sustainable sugar complex, power export, solar & wind hybrid system
CONCEPTSugar complex for a Smart city shall contribute in improving the human living style by providing sulphur free sugar, green renewable power without harmful emission, eco-friendly bioethanol for sustainable transportation with reduced emission level, clean environment by an efficient effluent management, cooking gas along with bio-fertilizers for agriculture and utilization of exhaust CO2 (from distillery) to save environment.
CORE INFRASTRUCTURE ELEMENTS OF A SMART SUGAR COMPLEX The core infrastructure elements in a smart sugar complex would include: i. Safe Sulphur free sugar productionii. Facility to produce its own electricity using Bagasse as fuel, iii. Utilization of field trash biomass for enhancing power generationiv. Usage of renewable energy such as solar & wind hybrid systemv. Facility to produce fuel ethanol (green fuel) for road transport, vi. Facility to produce sanitizer for safe & healthy lifestyle.vii. Capacity to generate its own water requirement by recovering water from sugarcaneviii. Zero effluent & zero solid waste generation
1&2 Isgec Heavy Engineering Ltd., A-4, Sec-24, Noida 2E-mail: [email protected]

Smart sugar complex for a smart city - a concepte-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
COMBINED FACTORY ENGINEERING & PROCESSING—76
ix. Sustainable environment,x. E-Governance and digitalization of data of citizens, andxi. Health and education.
Model of a SMART sugar complex i. Sugar plant cane crushing capacity - 3500TCD ii. Process steam consumption - Less than 30 % on caneiii. Utilization of Cane for Sugar Production - 2700TCD @ 11% recovery for Sugar Production iv. Utilization of Cane for Distillery - 800 TCD @ 50% brix syrupv. Cogeneration power plant capacity - 20 MW during crushing season vi. Distillery plant capacity - 60 KLPD (feedstock syrup & B heavy)vii. Filter cake production - 123 TPD @3.5% on caneviii. Fresh water consumption - Nilix. Wind & Solar hybrid System - 1.8 MWh for 24hrs per dayx. Sanitizer bottling plant - 1 KLPDxi. Biogas plant - 4.1 T/day
PRODUCTS FROM 3500 TCD SUGAR PLANT: 297 TPD good quality refined sugar production for human consumption without sulphur
123 TPD filter cake to produce 4.1 TPD cooking purpose biogas and 37 TPD bio-fertilizer for fields.
1043 TPD bagasse production to produce 444 MWh per day electrical energy.
81TPD trash from fields to burn along with bagasse in Cogen boiler to produce additional 44 MWh per day electrical energy.
176TPD B heavy molasses to produce 60KLPD ethanol during off crop.
32 MWh per day electrical energy utilizing available roof area of plant by installation of solar & wind hybrid turbines.
110-120 kWh electrical energy export per ton of cane during season.
630 TPD Slop generation from distillery to generate power for distillery’s own consumption
CO2 bottling plant for 24 TPD Exhausted CO2 from distillery to give benefits to beverage industry, fire fighting or other chemical industry.
Sulphur free Sugar plant Most sugar processing units use sulphur to remove impurities from sugar crystals. As a result, some quantities of sulphur are retained in the sugar crystals, which when consumed over a period of time, could lead to health hazards (sulphur when converted to sulphur dioxide in the body is harmful). That’s where sulphurless sugar steps in. Sulphurless sugar retains the sweetness of sugar but does away with the side-effects of sulphur.
Manufacturing Sulphurfree sugar in smart sugar complex will not only the extra revenue to the plant but also will protect the citizen by sulphur’ harmful effect. sulphur content varies in between 20-70 ppm or sometimes more in sugar produced by double sulphitation process.
This will also restrict the emission which generates during Sulphur melting or SO2 preparation.

COMBINED FACTORY ENGINEERING & PROCESSING—77
Sanjay Awasthi, Anurag Goyal & Deepti Mishrae-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
Distillery Plant
Looking on to the existing bio-ethanol demand of society the Distillery plant shall be installed to run during crop season on syrup by diverting 50% solids concentrated sugar syrup from sugar process house and during off crop B heavy will be the feedstock for distillery. Source of B heavy shall be of course sugar process house.
176 TPD B Molasses produced from sugar processing plant will be used as feedstock for ethanol production during off crop. CO2 and spent wash will be generated as byproducts of distillery. Following will be the products of Distillery:
60 KLPD ethanol, to use as fuel for vehicles
24 TPD CO2, to use in carbonated beverages, chemical preparation, fire extinguisher, dry ice, refrigerant.
147 TPD slop/vinasse (@ 60% concentration) to fire as fuel in low pressure slop fired incineration boiler with bagasse as supporting fuel.
1 KLPD Sanitizer production or as per city demand
Ethanol based Environment friendly Bus
Bio-Ethanol is renewable fuel and can have substantial effect on cutting of green house gas emission due to transportation. This bioethanol have below high & low blend options to use as transportation fuel (see fig.1). High blend requires dedicated vehicles whereas low blend do not so. High blends of bioethanol have lower emission levels than low blends. Around 4-79% GHG (green house gases) emission saving is possible compared with petrol (see fig 2).
Brazil and other many countries are using vehicles to support E85 blend i.e. 85% bioethanol & 15% petrol, petrol for cold start & ignition, which are consuming 8.57 to 14.7 litre fuel per 100km and 75% saving on GHG emission is achieving.
Figure 1 – Variety of bioethanol fuel blends

Smart sugar complex for a smart city - a concepte-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
COMBINED FACTORY ENGINEERING & PROCESSING—78
Figure 2 – CO2 cycle for bioethanol
Figure 3 – Ethanol based eco-friendly buses
By following the above model,
Ethanol production - 59 KLPD
Fuel consumption per bus - 20 LPD(@160km per day running with 8km/ltr )
Total no. of buses /vehicles - 2950 Nos. can run on ethanol
Power generation by Slop Fired Incineration Boiler Slop generated from distillery will be of 10-12% concentration which will be concentrated in multiple effect evaporators to bring its concentration upto 60%. This slop of 60% concentration will be used as fuel in combination with Bagasse (as supporting fuel)

COMBINED FACTORY ENGINEERING & PROCESSING—79
Sanjay Awasthi, Anurag Goyal & Deepti Mishrae-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
Figure 4 – General arrangement of slop fired incineration boiler
in 18 TPH, 45 ata, 400degC low pressure slop fired incineration boiler (refer figure 4). The steam generated will be used to produce 1.8MW power generation.
The steam and power generated in distillery shall be self sufficient to fulfil demand of distillery.
Sanitizer for safe and healthy lifestyleLooking on the present situation and upcoming years, Sanitizers are need of every human being for a safe and healthy life. Since sanitizers contain 75-80% of ethanol so it is big opportunity for distillery plants for sanitizer production without any major investment. The production of sanitizers will not make a business but also will help society.
Sanitizer Production 1 KLPDEthanol requirement 0.75 KLPDPer house average sanitizer consumption 8 Ml/dayNo. of houses to get benefit 1,25,000 Nos.
Co-generation Plant of the Sugar Complex Steam generation plant of capacity 100 TPH, having high pressure of 125ata, 540degC will be installed to generate the steam from Bagasse and field biomass. This steam will be used for power generation and will fulfil process steam requirement of sugar plant. The utilization of bagasse is as follows:
Cane Crushing Capacity 3500 TPDBagasse % on cane 30 % Baggasse qty available for cogen 1043 TPDBagasse to slop fired boiler 236 TPDAvailable bagasse for high pressure Co-gen boiler 807 TPDSteam generation by high pressure boiler with available bagasse during season 2140 TPD

Smart sugar complex for a smart city - a concepte-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
COMBINED FACTORY ENGINEERING & PROCESSING—80
Field trash for augmenting power generation:India is an annual gross crop residue producer of 371 million tons (mt), of which paddy and wheat residues constitutes 51– 57% and 27–36% respectively. Agricultural crop residue burning contribute towards the emission of greenhouse gases (CO2, N2O, CH4), air pollutants (CO, NH3, NOx, SO2, NMHC, volatile organic compounds), particulates matter and smoke thereby posing threat to human health.
Haryana, UP, Punjab all are facing high air pollution due to crop residue like paddy straw, stubble burning.
The major impact of crop residue burning are:
(a) Emission of green house gases and soot particles
(b) loss of plant nutrients and biodiversity
(c) mortality of active beneficial soil bacteria
(d) loss of soil nutrients and fertility
(e) loss of flora and fauna
(f) soil hardening and erosion due to no cover.
Emissions from Crop Residues Open BurningThe estimated quantity of various pollutants emitted into the atmosphere due to burning of crop residue is given in Table 1.
Table 1 – Emission due to crop residue
Name of Pollutant EF (g/kgdm)CO2 1.515CH4 2.70N2O 0.07CO 92.00NMHC 7.00NOx 3.38SO2 0.40Total particulate matter (TPM) 13.00Fine particulate matter (PM2.5) 3.90
Gg-Giga gram, g/kgdm = gram per kg of dry matters
The above impact can be overcome upto some extent by burning this crop residue in boilers as these residues have high calorific value even more than bagasse. Biomass from the farm land will be burned at the rate of 10% of Bagasse quantity in high pressure boiler then 81 tons/day of field trash will be utilized. This system will not only consume crop residue for power generation but also will help to reduce such emission level of the city.

COMBINED FACTORY ENGINEERING & PROCESSING—81
Sanjay Awasthi, Anurag Goyal & Deepti Mishrae-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
Biomass fired along with bagasse 81 TPD
Steam generation by Waste/Trash 214 TPD
Total steam generation from high pressure boiler 2354 TPD
Additional Electrical energy generation from 488 MWh units /day cogen plantEvery year, large amounts of rice straw are burned on open fields in northern India, sending harmful air pollution to nearby New Delhi.
Isgec Heavy Engineering Limited entered in to new generation of boiler, which is designed to burn leftover straw from the region’s rice production, which is traditionally burned in the open to prepare fields for next year’s crop. Burning the straw on open fields contributes to crippling smog conditions and releases microparticles that affect the health of tens of millions of people living in New Delhi and the surrounding area.
The installation of such design boiler in Sugar complex will help to overcome the problem of air pollution due to stubble burning as well as will be helpful to provide sufficient power to the city.
The emission level from power generation plant will be maintained 50 mg/Nm3.
There is also a municipal solid waste fired boiler for waste to energy which can help to minimize the city’s waste and utilize it for power generation.
Wind & Solar Hybrid System
The hybrid concept of the Solar Mill is unique, seamlessly utilizing wind and solar energy generation in one unit.
In winter months with typical reductions in solar irradiance (shorter days) bring an increased power in potential wind energy. This relationship extends to the daily cycle as well.
During the mid-day, wind speeds are typically lower, but the solar potential is high. Conversely, at night winds are more typical, but there is no power available to the P.V. elements in the system. P.V. (photo voltic) is operational only during daylight hours, which limits the overall production of a system.
A hybrid approach provides a more secure and even supply of energy, and provides an energy floor in the event that a location has seasonal weaknesses in the wind resources available.
In this system solar panels and the helical turbines shall be placed on the roof of sugar plant building (See fig.5). That means no separate area is required for its installation.
This system is capable of producing as much as 30Watt power per sq.ft area. 3500TCD plant having roof & other area of 188,300 sq.ft and considering 1kWh/100sqft can generate 1.8 MWh electrical energy per day.

Smart sugar complex for a smart city - a concepte-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
COMBINED FACTORY ENGINEERING & PROCESSING—82
Benefits
Hybrid Power Plant generates 24/7 & 365 days a year
Very high reliability, Long term Sustainability
Higher power density per square foot, 30W/sqft
Occupies less space
Low maintenance cost
No pollution, Clean and pure energy
Provides un-interrupted power supply to the houses/ plant
The system can be designed for both off-grid and on grid application
Efficient and easy installation, Unit life expectancy 25 years on all components,
Potable design.
Generates electricity even during Heavy Rains/Cloudy weather, if there is minimum Wind Speed of 2.5 m/s
Easy to mount on any roof top. No complicated masts, guy wires, or towers
Simple ballasted installation that avoids roof penetration.
Visually engaging design complementing building facade.
Environment friendly, silent operation, no vibrations
POWER BALANCE OF COMPLEX
Electric Energy Consumption of Sugar Complex
Consumption of sugar mill & biogas plant 90 MWh/day
Consumption of Cogen plant 39 MWh/day
Total Captive Consumption of the Complex 129 MWh / day
Figure 5 – Actual view of solar wind hybrid system

COMBINED FACTORY ENGINEERING & PROCESSING—83
Sanjay Awasthi, Anurag Goyal & Deepti Mishrae-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
Figure 6 – Sector wise electricity consumption
Total Electric Energy Export PotentialTotal captive electric energy demand of the sugar complex 129 MWh/day
Available from solar & hybrid system (24hrs/ day) 43 MWh/day
Net demand of the sugar complex 86 MWh/dayTotal generation from sugar complex 488 MWh/day
Net surplus electric energy available for export 402 MWh/day
GREEN RENEWABLE POWER UTILIZATION TO SMART CITY
The electricity consumption in industry sector and domestic sector has increased at a much faster pace compared to other sectors during 2009-10 to 2018-19 with CAGRs of 7.4% and 6.7% respectively. As per worlddata.info India’s Energy consumption per capita is 832 kWh /year.
Surplus Power available for export form smart sugar complex - 402,000 kWh/day
Assumed Avg. Power Consumption Per house - 10 kWhUnits/day
No. of houses to consume Green Renewable Power - 40,200 Nos from sugar complex in Smart city
BIO-GAS PLANT
Sugar factories produce filter cake @ 3.5-4.0 % on cane per year. The current practice is to sell press mud or for bio-composting with spent wash. It contains appreciable proportion of biodegradable organic matter, hence, it can be a potential feed stock for the production of biogas. The properties of Biogas is given in Table 2.
Due to good calorific value and a green energy source, this biogas will be used for domestic cooking purpose. This use of biogas can help us to reduce reliance on fossil fuels which is required for LPG production.

Smart sugar complex for a smart city - a concepte-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
COMBINED FACTORY ENGINEERING & PROCESSING—84
Advantage of Bio-gas: Clean & Renewable Energy Source Reduces reliance on fossil fuels Generates organic fertilizers Low cost technology Healthy cooking alternative for developing areas
Filter cake [email protected]% on cane TPD 123
no. of days for biogas plant operation 160.00
Biogas production @ 30 Kg FC / Kg Biogas kg per day 4083.3
Manure production tons per day 36.8
Biogas consumption per day per house Kg/day 0.37
So no. of houses that can use biogas 11,132
WATER & WASTE WATER MANAGEMENTBeing a water generator due to it’s 70-75% sugarcane water content Sugar plants doesn’t require any water for it’s normal operation. Even after it’s captive consumption it has surplus water which is used after treatment to fulfil distillery plant water requirement.
The effluent generation which remains around 150-200 litr/ton of cane is treated in such a smart way that it can be recycled for complex internal uses.
This makes a sugar complex a self water sufficient complex as well as zero liquid discharge complex. In this way industry effluent can not harm the society by releasing it’s pollutants.
CONCLUSION
A smart sugar complex can contribute to a smart city or town area where such complex is situated in following aspects:
Green renewable power supply to 40,200 nos. Houses at the rate of 10 units/day per house.
Table 2 – Biogas properties
Parameters BiogasMethane (v/v) 55 - 65 %CO2 (v/v) 35 - 45 %H2S (ppm) 500 - 30,000Other Impurities PresentCalorific Value (CV) 35000 kJ/Kg

COMBINED FACTORY ENGINEERING & PROCESSING—85
Sanjay Awasthi, Anurag Goyal & Deepti Mishrae-Proceedings of 78th Annual Convention of STAI: 75 – 85 2020
Environment friendly fuel- ethanol utilized for 2950 buses. So saving of 59 KLPD petrol / diesel.
11,132 houses can take benefits from eco friendly biogas production as cooking gas and it can save 2600 kg/day LPG
No fresh water requirement for sugar complex operation.
24 TPD CO2 gas available for service industries, chemical industries and many more.
37 TPD manure can benefits to farmers for fertilization
Environment saving by using 81TPD trash of cane fields for power generation. Avoiding of burning of cane trash in fields.
100% Stubble (Parali) fired boiler will help to reduce the city’s air pollution with providing electrical energy.
Zero liquid discharge complex i.e. no pollutant to the city.
Lowest 50 mg/Nm3 emission from power plant, non-hazardous for the city.
No sulphur use to make healthy environment for it’s personnel
No sulphur content is sugar for a healthy life.
1,25,000 families can avail the benefits from sanitizer produced in complex.
In this way, a SMART SUGAR COMPLEX not only makes a city SMART but also will give a great revenues generation to the sugar complex owner.
A MAGICAL SUGAR CANE STICK has so much potential and can generate so many products which are helpful to our society.
REFERENCES
1. STAI, Annual Conv. 2019 - A WAY FORWARD TO ACHIEVE MORE REVENUES FROM SUGAR PLANT ‘CONCEPT OF BIO-REFINERY’ - Author: Sanjay Awasthi, Anurag Goyal, Deepti Mishra.
2. STAI, Annual Conv. 2019 – Bio Energy from Filter cake - Author: Sanjay Awasthi, Prof. Narendra mohan, Seema Paroha

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—86
CONTINUOUS ION EXCHANGE SYSTEM FOR RAW SUGAR MELT DECOLOURISATION
Anup Kesarwani & R.K. Moharana
ABSTRACT
To produce International standard refined sugar of EU-I & EU-II grade, we need low color fine liquor with minimum variation which is obtained in two steps. First is primary decolorization by melt phospho-flotation/carbonation and second is secondary decolorization by ion exchange. Secondary decolorization may be conventional type or may be continuous type. Continuous type melt decolorization is most advantageous than the conventional type. Continuous Ion Exchange will reduce the wide fluctuation of color in fine liquor, reduce the chemical consumption, reduce the water consumption and effluent generation.
Continuous Ion Exchange is a process where all the intermediate steps are running simultaneously. It is controlled by a central feed valve called ION-IX Valve, also called Multiport Valve which is facilitating all the required feed like melt/brine/acid/water to the ion exchange columns. This valve is rotated by one or two small motors which is controlled by a VFD and rotated from one port to another by a given step time. Continuous ion exchange is counter current type of ion exchange. All these facilities improve the efficiency of melt decolorization.
The process followed is DMP + MBF + Conti IE + BRS + RWRS.
DMP – Defco-melt phospho-floatation
MBF – Multibed Filtration
Conti IE – Continuous ion exchange
BRS – Brine Recovery System
RWRS – Rinse Water Recovery System
Keywords: Multiport valve, Ion Exchange Column, Continuous, Effluent
INTRODUCTIONThere are two type of continuous ion exchange. One is Fixed Column and another one is Rotated Column. Fixed Columns are operated by Multiport Valve as shown in Figure 1. Rotated Columns are operated by rotating the ion exchange columns as shown in Figure 2.
Advantages of the continuous ion exchange:
• Quantity of resin is much less in comparative with conventional type ion exchange.
Chemical Systems Technologies (I) Pvt. Ltd., New Delhi, India, E-mail : [email protected]

COMBINED FACTORY ENGINEERING & PROCESSING—87
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
• Due to continuous entry of regenerated column to the decolorize section, the variation in fine liquor color is minimized.
• Due to less quantity of resin, the usage of chemicals is reduced much more comparative to conventional type of ion exchange.
• Due to less quantity of resin and chemicals, there is less effluent generation.
• Due to RWRS, the water consumption is minimized. This also results in lower quantity of effluent generation.
• Acid cleaning can be done without any stoppages of the plant.
Figure 1 – Fixed column continuous ion exchange
Figure 2 – Rotated column continuous ion exchange

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—88
PROCESS DESCRIPTION OF FIXED COLUMN CONTINUOUS ION EXCHANGE SYSTEM
Picture 1 and 2 below show actual photographs of 50-60 m³/h fixed column continuous countercurrent ion exchange systems installed at EID Parry Sugar, Haliyal, Karnataka with BRS & RWRS.
Picture 1 - 50-60 m³/h fixed column continuous ion exchange system
Picture 2 - 50-60 m³/h fixed column continuous ion exchange system

COMBINED FACTORY ENGINEERING & PROCESSING—89
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
Process Flow Chart
The Process Flow Chart for the above installation is given in Figure 3 below:
Figure 3 – Flow chart of fixed column continuous ion exchange
Design of Continuous Ion Exchange SystemThis is designed by Chemical Systems Technologies (I) Pvt. Ltd., New Delhi. This is based on packed bed counter current flow technology. The liquor moves from bottom to top and others like Brine, water are moved from top to bottom. It is designed in such way that all the essential feed materials are fed to the ion exchange column centrally through a multiport valve. All the ion exchange columns are connected to the multiport valve. All the feed materials are distributed to the different zones by the multiport valves. There are 24 columns in the ion exchange systems. Each column having 750ltrs of resin for a 50-60m3/hr melt flow rate. All columns are in operation with different duties.
Distribution of Ion Exchange ColumnsIon exchange columns are designed in such way that there shall not be any dead zone. It may be SS316 or MSRL. There are six intermediate steps to complete the decolorization. That is

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—90
Figure 4 – Distribution of ion exchange column
Picture 3 – Multiport valve
called Zone. Different zones and number of columns allotted are given below. The schematic distribution of the same is shown in Figure 4 below.1. Sweeten Off zone – 22. Acid Cleaning – along with sweeten off3. Regeneration zone - 34. Rinsing zone - 35. Sweeten On zone - 16. Decolorization (Adsorption) zone – 15
Multi Port Valve
This is designed to distribute and feed the materials to the ion exchange columns as well as take out the materials from the ion exchange columns. There are different channels made inside the body in the inlet and outlet section. All channels are connected to the different port with respect to process zones. There are 24 numbers of ports which are connected to ion exchange columns. According to the zones and number of columns the ports are also distributed accordingly. The internals of the multiport valves rotate by drive to change one port to another to change the process zones. Materials are fed to the multiport valves and goes to different channels then to ion exchange columns through the port. The ports are changing with a preset programmed time. Actual Photograph of the multiport valve is given in Picture 3 below.

COMBINED FACTORY ENGINEERING & PROCESSING—91
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
Resin Generally Strong base anionic type of resin are used for the melt decolorization. These are Acrylic and Styrene type of resin. Due to more fouling when used the acrylic, now a day’s persons are preferring the Styrene type resin. The color removal capacity of the styrene resin is about 60-65%.
For this system polystyrene resin Lewatit S 6368 A was selected and a total volume of 18000 liters has been used for a treatment of melt flow of 50-60 m³/hr with an input colour of <400 IU. We set the time of changing port as 30 min so in 15 columns where de-colorization is taking place, new column get exhausted after 15 step means in 7.5 hrs and then de-sweetening starts. After this regeneration with brine takes care of removal of the color component from the beads. Last step is Rinsing of Brine from Resin Column and by this time column is fresh to start the de-colorization. The total process of De-colorization / De-sweetening /Regeneration /Rinsing takes place in 12 hrs. and it is all continuous. So each column takes two rounds every day. This timing of 30 minutes gets changed automatically with feed colour. If lower colour than design then it gets increased and if feed colour is high then timing gets lesser to maintain desired final output color of fine liquor.
Continuous Ion Exchange Process
Figure 5 – Process inlet and outlet diagram
Filtered melt, hot water, brine, hydrochloric acid is continuously fed to the stationary ion exchange columns with a controlled flow as shown in Figure 5 above. All the feed materials are to be filtered before entering to the multiport valve. All the 24 columns are active during process. The process goes forwards in a clock wise manner and changes its position as per the set time. All the process like decolorization, sweeten off, acid cleaning, regeneration, rinsing is continuously running. Filter melt is fed from the bottom of the multiport valve and it will pass from the bottom of the ion exchange columns. The outlet of fine liquor is taken from the top of the multiport valve. Others like water, brine, acid is fed from the top of the multiport valve and it will pass from the top of ion exchange columns. The outlet of the spent acid, spent brine, sweet water, rinse water is taken out from the bottom of multiport valve. One column from each process zone goes to next process zone after a fixed time automatically. This is the reason we called this is a continuous decolorization process.

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—92
Figure 6 – Process movement direction diagram
Figure 7 – Color transfer profile
Process Zone Description
Automatically one ion exchange column is coming out to move other zone after a stipulated time. The movement is in clockwise direction as shown in Figure No. 6 below.
Decolorisation Zone (Adsorption)
In this zone decolorisation of melt takes place as shown in Color transfer profile given in Figure 7 below.

COMBINED FACTORY ENGINEERING & PROCESSING—93
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
This is the reason more ion exchange columns are allotted to this zone. Filtered melt pumped to the multiport valve with a controlled flow and distributed into 15 no. ion exchange column. The flow direction is from bottom to top. All the columns are operating in a parallel manner. Picture Number 4 below shows the decolorized melt on the right hand side.
Picture 4 – De-colorization of melt
Figure 8 – De-sweetening line diagram
Sweetenen Off Zone
Figure 8 gives the de-sweetening line diagram. During melt decolorisation process, the resins exchange the ion and adsorb the color components from melt. There is a limit to adsorb the color in the resin beads after that resin will pass the coloring materials forwards which increase the fine liquor color. To get the resin bead active we need its regeneration. Before regeneration we have to wash the resin and remove all the sugar from vessel as well as from the resin beads. This will be done by hot water. The sweet water can be used in the Cane Milling as imbibition water or in the raw sugar melting. To reduce the water consumption this can be operated in series as well as inn parallel. Generally, 4BV of hot water is required to wash the sugar from columns.
Acid cleaning can be done in a weekly manner or in everyday if require. Hydrochloric acid is used to clean the organic and inorganic matters from resin bead surface. It is done only after sweeten off the column. Generally, 1BV of 2-4% of hydrochloric acid is require to complete this step followed with 1BV of hot water for acid rinsing. Picture No. 5 gives the acid cleaning of IEC colour profile.

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—94
Picture 5 – Acid cleaning of IEC color profile
Figure 9 – Regeneration line diagram
Regeneration Zone
Figure 9 gives the regeneration line diagram. This is the process to recharge the resin beads by salt solution called Brine with caustic. In this process the adsorbed color components will come out with brine solution and the resin become active to exchange ion in the decolorization phase. This is also operating in series. There 3 columns allotted to use the brine more efficiently. Final column is fed fresh brine continuously to complete the regeneration process. Generally, 2.5BV of brine is used in this process. The conductivity of brine solution is about 100000 - 125000µs. The flow direction is from the top. Whatever the spent brine come out goes to Brine Recovery System for the recycle of brine.
Rinsing Zone
Figure 10 gives the rinsing line diagram. Before taking the active resin column to decolorization zone the brine is to be washed. This washing of brine is called rinsing. It is done with the hot water. This is also operating in series. There 3 columns allotted to reduce the water consumption and better rinsing. Generally, 4BV hot water is require for rinsing. The rinse water is sent to Rinse Water Recovery System to recycle the water. Picture Number 6 gives the rinsing of the IEC colour profile.

COMBINED FACTORY ENGINEERING & PROCESSING—95
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
Sweeten On
Figure 11 gives the sweetening online diagram. After rinsing, the column is full of hot water. It may decrease the brix of the liquor. So, it is to be replaced before entering to the decolorization zone. The liquor is transferred from the sweeten off zone to this zone during sweeten off. This is called sweeten on. The water shall be used in the raw sugar melting or in imbibition.
Figure 10 – Rinsing line diagram
Picture 6 – Rinsing of IEC color profile
Figure 11 – Sweetening on line diagram

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—96
PROCESS OPTIMIZATION AND WORKING DATATo get a good result, so many colour profile is to made during operation in all zones. This is depending upon the feed color. If feed color is varying continuously then it is not possible to co-relate all things in one line. We have to make the feed color as well feed flow constant for better efficiency of the continuous ion exchange. We have to fix the feeding time called step time by 30-45 min. If the flow rate is lower with lower color the step time may increase and all other feeds are to reduced. If color is high then reduce the step time and increase other feed materials. We can optimize the process as early as possible when the color and flow is constant.
Process Parameters1. Feed liquor colour – 400 IU max.2. Color Removal – 55-65%3. Feed Liquor Brix – 58-604. Feed liquor turbidity – 50 NTU max.5. Feed liquor temperature – 75-800C6. Water temperature - 75-800C7. Water turbidity – NIL8. TSS in water – NIL9. pH of water – 7.0-7.510. Conductivity of water - 200µs max.11. Conductivity of Brine – 100000-125000 µs
Working Data The above Fixed Column Continuous Ion Exchange System with BRS and RWRS was installed by Chemical Systems Technologies (I) Ltd. at EID Parry Sugar, Haliyal Unit (6500 TCD Crushing capacity ) in Karnataka and was commissioned in the year 2018-19. The working data of the plant during December 2019-January 2020 is given in Table Nos. 1, 2, 3 & 4 below
Table 1 – Color removal of melt
Table 2 – Analysis of Sweet water
Date Flow Rate Brix Inlet IU Temp Outlet IU Removal % Fine liq. pH10.12.2019 58 m3/hr 58 550 77 0C 220 60% 7.2515.12.2019 45 m3/hr 60 588 75 0C 174 70% 7.5620.12.2019 52 m3/hr 61 642 79 0C 201 68% 6.8925.12.2019 50 m3/hr 57 477 81 0C 177 63% 7.3505.01.2020 55 m3/hr 60 450 76 0C 158 65% 7.00
Date Flow Rate Brix IU Temp10.12.2019 5.8 m3/hr 10 220 82 0C15.12.2019 6.0 m3/hr 6.0 354 81 0C20.12.2019 4.9 m3/hr 2.5 289 80 0C25.12.2019 5.0 m3/hr 8.2 395 81 0C05.01.2020 6.2 m3/hr 5.9 265 80 0C

COMBINED FACTORY ENGINEERING & PROCESSING—97
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
Table 3 – Analysis of brine/spent brine
Date Flow Rate Inlet Cond Feed Temp Feed pH Outlet Cond Outlet pH10.12.2019 2.1 m3/hr 125000 µs 62 0C 11.5 85000 µs 11.215.12.2019 2.5 m3/hr 120000 µs 57 0C 12.2 65000 µs 11.320.12.2019 2.0 m3/hr 110000 µs 72 0C 11.2 77000 µs 11.525.12.2019 1.8 m3/hr 105000 µs 55 0C 11.6 68000 µs 10.805.01.2020 2.1 m3/hr 115000 µs 57 0C 10.9 82000 µs 10.5
Table 4 – Analysis of rinse water
Picture 7 – Process SCADA screenshot
Date Flow Rate Inlet Cond Feed Temp Feed pH Outlet Cond Outlet pH10.12.2019 3.8 m3/hr 200 µs 84 0C 7.92 5000 µs 9.5015.12.2019 3.5 m3/hr 200 µs 85 0C 7.81 4500 µs 8.9620.12.2019 3.6 m3/hr 200 µs 85 0C 7.25 4800 µs 9.5725.12.2019 3.6 m3/hr 200 µs 84 0C 7.58 5500 µs 9.8805.01.2020 3.5 m3/hr 200 µs 84 0C 7.90 6000 µs 8.55
INSTRUMENTATION All feed materials are measured and data is fed on-line to a SCADA system installed for monitoring and control of the process. Screenshots are shown in Pictures 7 & 8. This is a fully automatic plant where only few persons are required to maintain the parameter and tank level.

Continuous ion exchange system for raw sugar melt decolourisatione-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
COMBINED FACTORY ENGINEERING & PROCESSING—98
COMPARISON OF CONTINUOUS vs CONVENTIONAL BATCH TYPE ION EXCHANGE SYSTEMThe comparison between Continuous Ion Exchange system at EID Parry, Haliyal, Karnataka and Conventional Ion Exchange Batch Systems at PTPNS, Indonesia is given in Table 5 below
Picture 8 – Process SCADA screenshot
Table 5 – Comparison of continuous vs batch process
CONTI Ion Exchange Conventional Batch Remarks (EID Parry, Haliyal, Type IE (PTPNS, India) Indonesia) Sugar melt flow 50-60 m³/h 40 m³/h Color loading 400 IN – 165 OUT 400 IN – 180 to 300 OUT (Average +/-5%) (240 Average) No of IX vessels 24 3 Switch next IX vessel 30MIN 16HRS Resin volume 24 x 750 = 3 x 13000 Liter = More than 50% 18000 Liter 39000 L resin quantity decreasesSweeten off 6000 L/h 3 x 2 BV x 13000 = 78000 L = 3250 L/h Back wash NIL 3 x 2 BV x 13000 = 78000 L = 3250 L/h Regeneration 10% 1875 L/h 3 x 2 BV x 13000 = 50% Salt NaCl & 1% NaOH 78000 L = 3250 L/h consumption decreasesRinse water 3000 L/h 3 x 9 BV x 13000 = 80% water 351000 L = 14625 L/h consumption decreases

COMBINED FACTORY ENGINEERING & PROCESSING—99
Anup Kesarwani & R.K. Moharanae-Proceedings of 78th Annual Convention of STAI: 86 – 99 2020
HCL cross regen 5% 750 L/h 1 x 1 BV x 13000 = – 13000 L /15 = 866 L/h HCL rinse water nil 1 x 10 BV x 13000 = – 130000 L /15 = 8666 L/h Effluent generation 1500 L/h 3000 L/h 50% effluent generation decreases
CONCLUSION
The Continuous IER System requires 40% of less space and less structure, 50% less Resin and still gives much better color reduction of Sugar melt with least variation of 5%. This results in consistent sugar color production.
The new design of de-colorization generates 50% less waste with less chemical consumption, less power consumption as well as less water consumption. This design is operator friendly.
ACKNOWLEDGEMENT
We thank Mr. S. Suresh, MD; Mr Madhusudan, Vice President – Operation; Mr T. Kanan, Vice President and Mr Venkat Rao, Unit Head and his team at EID Parry Ltd., Unit Haliyal Sugars, Karnataka for accepting this new technology viz. continuous counter current IX System first time in the world. Thanks are also due to Mr Filip of Puritech, Belgium who is inventor of this unique multiport valve. We also thank to Mr Sunil Singhal, President, Chemical Systems Technologies I Pvt. Ltd. for his guidance and support.
REFERENCES
1. Installation of ISEP, Calgon at Shri Renuka Sugar at Haldia, India
2. Synder, C.R. Senevratne, Syrupdecolourization options with an ISEP- Symposium on Advance technology for raw sugar and beet refined sugar production
3. Kwok, R. Ultrafiltration/softening of clarified sugar cane juice using the NAP Process, April 18-19, 1990, New Orleans, LA, USA
4. Vender Pool, P.W. e.a - Sugar Technology Handbook, Bartens 1998
5. Kesarwani, Anup & Moharana, RK, paper published in the proceedings of ISSCT Congress, Thailand held in the year 2016, “A New Design Of Cost Effective And More Efficient Continuous Ion Exchange System For Raw Sugar Melt Decolourisation”

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—100
INNOVATIVE MATHEMATICAL METHOD TO READ MILL BRIX CURVE
K.B. Kale1, M.B. Londhe2, Sandeep Sharma3 & Charu Koharwal4
ABSTRACT
Brix curve are used for understanding mill working performance. Present method of brix curve assessment does not give reckonable analysis of mill working when there is thin difference in brix curves. New innovative mathematical method is developed based on brix curve graph area to read brix curve i.e. graph area difference ideal / feed / discharge. The graphical area based method helps to give quantitative estimation of mill working. The logic for admixing, method of area calculations, consecutive standard mill brix ratios, brix curve area norms to read Mill-brix curve for weighing whether mill, imbibition system or both to readjust etc. are discussed in detail. Study reveals that difference in brix graph area varies with imbibition % fibre. Various formulae’s are proposed for calculating area of ideal/feed/discharge at variable imbibition % fibre.
Key words: Brix curve, Brix ratio D/F and F/C, Feed extraction % , Area difference- actual to ideal, Area difference- Feed & Discharge, assessment methods for brix curves, “juice-bagasse” admixture effectivity, effect of imbibition on brix curve.
INTRODUCTIONMill brix curve is widely used to judge working of mill tandem. Mill rollers are re-set according to mill brix curve to produce smooth parallel curves of feed, discharge and common with ideal curve to get upgraded milling performance. At present mill brix curve as well as individual mill extraction concepts are normally used to judge the milling tandem performance. Brix curve shall be very smooth and it is also expected - no sharp kink (twist or upward slope) in the brix curve. However only from this, it is difficult to judge the milling tandem performance. The genuine problem for reading mill brix curve when imbibition quantity and temperature is high, or when upward high kink at any mill then that mill or previous mill not working well, or when ideal & actual curve have gap then admixing is poor or discharge rollers are not working well, or whether to adjust feed or discharge or when basically sampling is correct or not etc. Like many thin underlined cases don’t suggest concrete action, then this new mathematical method come into help.
S.N. Gundurao (1969) have done basic works regarding mill brix curve and various types based on imbibition % fibre. S. N. Gundurao also stated the limitations of Deer method for ideal brix curve. KB Kale & MB Londhe (2004) reported that use of brix curve and RME values are not sufficient for pointing out the faults in mill units. The method of Individual mill extraction (pol & brix) & Unit mill extraction of individual mill (pol & brix) along with the brix curves is useful for identifying the poor working of particular mill in the milling tandem.
1 & 2Rahi Techno Services, Pune, E-mail : [email protected]; 3 & 4DSM Sugar Mills, Mansurpur, E-mail: [email protected]

COMBINED FACTORY ENGINEERING & PROCESSING—101
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
EXPERIMENTAL METHODSThe following sampling techniques / strategies are used during the study.
Brix curve sampling method
Following method is used for milling tandem samples collecting
– Before starting sampling, availability of cane in the yard is assured. The mill variables such as crush rate, imbibition %, average carrier speed and other auto-controlled parameter are decided by concern milling staff and tried to maintain it till sampling complete.
– During sampling period, physical cleaning of mills by hot water is totally avoided.
– If any stoppage due to unseen problems faced during sampling, then the samples discarded and new samples collected after starting normal working.
– The normal mill juice sample period is kept 45 minutes.
– All sample buckets are well labelled and arranged cover on it for avoiding evaporation.
– Total three runs of sampling is done for minimizing errors in sampling.
– The first run of sampling started from 1st mill; all samples related to 1st mill are collected at a time – Feed juice / Discharge juice / Common juice / Primary bagasse. For Feed and discharge juice collection, efforts are made to sample juice throughout length of roller as well as juice coming out from lotus outlets. This sampling time is normally 3-4 minutes.
– After collecting first mill samples, total team is shifted to 2nd mill and sampling done as per above procedure.
– Similarly, the samples of 3rd mill/ 4th mill /5th mill is collected. The total process is completed with is 15-20 minutes time.
– After completing 1st run samples, the sampling team is shifted to 1st mill for 2nd run sampling started similarly as first run. Similarly 3rd run sample is also collected. Total sampling time for 3 runs is normally kept 45-50 minutes.
– The composite sample of three runs is collected and sent to laboratory for further analysis.
– In case of final bagasse, sampling is done with in interval of 10 minutes and efforts made to collect sample throughout carrier width – almost 2.0 Kg sample per sampling. Total samplings for bagasse are 4-5 nos. After completion of sampling, total bagasse bucket sample is poured on a cloth and mixed well by adopting standard sub sampling technique.
– Bagasse analysis is given priority (within 10 minutes from completion of sample) as there are chances for deterioration / evaporation of moisture to atmosphere.
– Juice samples primarily screened trough 100 mesh screen and further used analysis of hydrometer brix % and apparent purity.
– For analysis of Primary bagasse/ final bagasse /Preparatory Index/ All juice samples standard methods as per “systems of technical control for cane sugar factories in India” by N. C. Varma is adopted.
– For collection of bagasse sample a special jaw is designed so as allow to collect bagasse just after emerging from top roller and before the addition of water / diluted juice on bagasse blanket.

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—102
Feed & Discharge sample for two roller mills: In case of two roller mill, as there is no feed roller and trash plate, there is problem to designate feed roller juice. By definition, discharge juice is a juice extracted by discharge roller. Considering this, the last roller juice of two roller mill is considered as discharge juice of mill. For feed side juice, TRF bottom roller is considered as feed roller juice.
Mills equipped with GRPF type pressure feeder: Many mills equipped with GRPF and it has extracting good amount of juice. In this case feed side juice consideration is a difficult. In this case we recommend to sample juice from GRPF roller as well as Feed roller.
Estimation of ideal brix for Feed & Discharge: It is routine practice to draw separate brix curve for Feed side (ideal & actual) & for Discharge side (ideal & actual). The ideal brix finding procedure is same except to take feed or discharge side 1st mill juice. Brix difference in both this brix is hardly 0.30 units and both ideal brix curves are 98 % matches with each other. As per our views, it is not essential to have two different ideal brix curves. For this article, common ideal brix curve for feed juice as well as discharge juice is used and is based on common sample of first mill juice.
Details of mill station set up at DSM Sugar Mansurpur
– Cane Preparatory equipments – Chopper, 1st cutter, 2nd cutter, Shredder. Normal preparatory Index – 86+
– Mill no 1 to 4: Conventional 3 Roller Mill size 38”x78” with TRPF; Separate drive to Mill & TRPF
– Mill no. 5 : Two roller mill size 40” x 80” with TRF – 3 no rollers; Separate drive to top roller, discharge roller and feeding TRF
– Normal primary extraction :75-76%
– Mill 1 to 4 : Centre to Centre distance= 20 m
– Mill 4 to 5: Centre to Centre distance= 16 m
– Use of box type juice distribution box for recirculated juice
– Rotary screen for raw juice screening
– Normal Imbibition water temperature :76-780c +
– Normal crush rate :7500-8000 TCD
RESULTS & OBSERVATIONS : MILL BRIX CURVE BY CONVENTIONAL METHOD
Mill working data For the present study of mill brix curve assessment, an exhaustive data of mill brix curve requirement is collected from 29th April 20 to 14th May 20. During this period, total 5 sets of brix curves are tried. Imbibition % cane is varied from 43.0 % to 55.5 % for assessing the effect of imbibition on mill brix curve. Following table no. 1 gives details of mill brix curve data (conventional method) for all five sets

COMBINED FACTORY ENGINEERING & PROCESSING—103
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
Table 1 – Mill brix curve data at variable imbibition % cane, at DSM Sugar Mansurpur, UP
Parameter Imbibition % cane Set I – Set II – Set III – Set IV – Set V – 43.0 47.0 48.0 52.5 55.5 Date 1.05.20 14.05.20 30.04.20 29.04.20 6.05.20Time 10.15 am 10.45 am 10.15 am 11.00 am 11.00 amAdded water % pol in cane 304.53 353.38 340.18 368.84 402.17Added water % fibre 288.40 313.96 318.51 353.23 370.74Fibre % cane 14.91 14.97 15.07 14.88 14.97Pol % cane 14.12 13.30 14.11 14.25 13.80Pol % bagasse 1.89 1.71 1.72 1.66 1.62Imbibition % cane 43.00 47.00 48.00 52.56 55.50Feed Juice Brix % Mill 1 20.58 18.88 20.24 20.88 20.21 Mill 2 9.04 9.26 7.80 7.88 7.64 Mill 3 4.55 4.11 3.82 3.67 3.77 Mill 4 2.57 1.91 2.34 2.01 1.97 Mill 5 1.37 0.97 0.87 0.77 0.55Discharge Juice Brix % Mill 1 20.08 18.78 19.58 20.38 20.01 Mill 2 10.04 9.84 8.96 8.36 9.24 Mill 3 5.55 4.61 5.05 3.91 4.57 Mill 4 3.41 2.41 2.64 2.11 2.14 Mill 5 1.47 1.07 1.37 1.17 0.87Composite Juice Brix % Mill 1 20.31 18.83 19.91 20.68 20.14 Mill 2 9.48 9.68 8.01 8.12 8.43 Mill 3 5.07 4.37 4.45 3.81 4.17 Mill 4 2.91 2.17 2.44 2.07 2.04 Mill 5 1.41 1.01 1.12 0.97 0.70Feed extraction % Mill 1 46.00 50.00 50.00 60.00 65.00 Mill 2 56.00 27.59 81.90 50.00 50.63 Mill 3 48.00 48.00 48.78 41.67 50.00 Mill 4 59.52 48.00 66.67 40.00 58.82 Mill 5 60.00 60.00 50.00 50.00 53.13
Brix curve by conventional method: Based on table 1 data and as explained in methodology, conventional brix curve –feed / discharge /ideal is computed by using excel sheets and given in following figures 1 to 5.

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—104

COMBINED FACTORY ENGINEERING & PROCESSING—105
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
Following are the observations from the graph 1 to 5
– At lower imbibition %, the gap/space between Ideal & Feed graph lines is higher and as imbibition increases this gap lowers down and also normally visible but cannot be quantified.
– As the imbibition quantity – either on % cane or % fibre increases, ideal graphs become more concave in nature and occupies lower area.
– With increase in imbibition, the gap between ideal & discharge lines comes closer.
– In all cases, there is no kink noticed at any stage and curves are becoming uniformly concave indicating good milling tandem performance.
Limitations of conventional brix curve method: Conventional brix curve method had many limitations as follows,
– Brix curve is indicative but quantification is not possible
– With increase in imbibition, brix curve graphs becomes flat and difficult to judge performance of mill based on brix curve.
– Sampling accuracy plays a vital role and there is no method to judge sampling accuracy.
– Effect of juice/imbibition admixture cannot be judged by mill brix curve
Polynomial equation for mill brix curveThe brix curve can be expressed in the form of polynomial equations. Figure no. 6 gives polynomial trendline with equation for discharge brix curves at imbibition % 43.0 & 52.5. The equations are as follows, For imbibition % cane – 43.0, y = 37.302e -0.631x
& For imbibition % Cane – 52.5, y = 36.915e -0.709x
Where x= Imbibition % cane
Polynomial equation indicates that brix curve nature is affected by imbibition quantity. However effect of imbibition cannot be quantified in conventional brix curve method.
Proposed criteria for sampling accuracyDuring assessment of brix curve, sampling system accuracy needs to be precise and some common assumptions shall be fulfilled in sampling system. For assessing correctness of samples, we suggest to compute “Feed extraction” for all mills from the brix data of brix curve experiment. Feed extraction is to be calculated by following formula % Feed Extraction = = (Discharge Bx % - Common Bx %) * 100 / (Discharge Bx % - Feed Bx %) Abnormal feed extraction value i.e. >80 or <20 indicates errors either in sample collection system or analysis system. If calculated feed extraction is >80 or <20 for any mill in milling tandem, total sampling for brix curve shall be repeated. Feed Extraction for all brix curve study cases are given in table no. 1.
Computation method to judge efficiency of bagasse & imbibition water / maceration juice mixing system Imbibition and juice maceration plays important role in achieving better mill extraction. Imbibition water dilutes the juice in the bagasse and reduces its viscosity/ density. Mill

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—106
extraction is the direct function of extractable juice % fibre in the feed and extraction continues with increase in imbibition, till juice drainage reached to its final.
The mill brix curves are used to compare mill performance and efficiency. The degree to which the values obtained in the mills approach the theoretical curve indicates how well each mill is doing its work. To establish these brix curves, the brix of feed, discharge roller juice and combine of both are generally taken and brix curve is plotted for actual feed against ideal theoretical feed brix and discharge juices.
Mill brix curve shall be smooth concave curve having the same slope as the basic ideal curve and tending towards the brix of the last mill juice. Both the curves – ideal & feed or ideal & discharge brix shall be as close as possible and this expected closeness is depends on the “imbibition water_baggase” or “recycled juice_bagasse” admixture efficiency. As per Deer theory, this shall be 100 % but Gundurao (1969) had already stated that “The conditions for obtaining ideal curve such as complete admixture of imbibition water / juice with residual juice, fibre % bagasse 50%, ideal cane do not get in actual practice. Admixture between the “added water” Or “returned dilute juice” in bagasse can never be complete and varies with conditions of bagasse, percentage of imbibition, method and place of imbibition. It is always less than 100.” However, there is no method to define or quantify the effectivity of admixture.
Author had studied following three ratios- Feed brix / Discharge Brix- Feed Brix / Composite Brix- Discharge Brix / Composite brix
The table no. 2, gave the values obtained at DSM Sugar Mansurpur during April & May 2020. As per author observations, admixture of imbibition water / residual juice with bagasse leaving the secondary mills is Good /Excellent category
Table 2 – Details of various ratios of feed/discharge/composite juice brix % in DSM Sugar Mansurpur at variable imbibition %
Parameter Imbibition % cane Set I – Set II – Set III – Set IV – Set V – 43.0 47.0 48.0 52.5 55.5 Brix ratio - Feed / DischargeMill 1 1.02 1.01 1.03 1.02 1.01Mill 2 0.90 0.94 0.87 0.94 0.83Mill 3 0.82 0.89 0.76 0.94 0.82Mill 4 0.75 0.79 0.89 0.95 0.92Mill 5 0.93 0.91 0.64 0.66 0.63Brix ratio -Feed / CompositeMill 1 1.01 1.00 1.02 1.01 1.00Mill 2 0.95 0.96 0.97 0.97 0.91Mill 3 0.90 0.94 0.86 0.96 0.90Mill 4 0.88 0.88 0.96 0.97 0.97Mill 5 0.97 0.96 0.78 0.79 0.79

COMBINED FACTORY ENGINEERING & PROCESSING—107
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
Brix ratio -Discharge / CompositeMill 1 0.99 1.00 0.98 0.99 0.99Mill 2 1.06 1.02 1.12 1.03 1.10Mill 3 1.09 1.05 1.13 1.03 1.10Mill 4 1.17 1.11 1.08 1.02 1.05Mill 5 1.04 1.06 1.22 1.21 1.24
Let us consider a small fibrous bundle of sphere shape and is being showered by imbibition water or recirculated juice. If the imbibition water / juice penetrates in fibrous bundle up to the centre of bundle, it shall dissolve the last traces of soluble solids present there. The brix on upper layer of sphere and centre of sphere shall reach to equality. During crushing surface side juice shall extract first followed by sphere centre juice. If admixture is 100 % perfect, feed brix shall be as high as possible and shall be near to discharge brix. Considering this concept, the feed / discharge juice brix ratio shall be a very good indicator of admixture efficiency. In case of first mill, all soluble solids are almost uniformly distributed throughout cross section of sugar cane stalk i.e. in prepared cane. Due to this ideal admixture 1st mill feed and discharge brix are almost same and hardly there is difference of 0.20-0.30 brix. Normally for 1st mill the ratio of feed brix to discharge brix is in 1.00-1.02. This means if perfect admixture achieves, then both feed and discharge brix shall be nearly equal. In other words, better the admixture efficiency, feed brix shall reach near to discharge brix.
The range of variations in ratios of “Feed/ Discharge”, “Feed / Common” & “Discharge / Common” for all five sets are given in table no. 3.
Admixing efficiency of imbibition water & 4th mill bagasse at DSM Sugar Mansurpur is excellent – imbibition water application from top of bagasse layer with pressure, imbibition and application point is appropriate, good imbibition water spraying film across the total width of carrier, No dry sides of bagasse, High temperature of imbibition, good auto imbibition control based on 4th mill load etc. Similarly juice imbibition before – 2nd / 3rd/4th mill is also excellent – Use of box type imbibition trays, fine tuning of level of imbibition tray outlet edge resulting in consistent film of recirculation juice just like a uniform water fall, continuity of juice flow, appropriate point of falling juice- at bagasse transfer point to rake elevator, good length of rake carrier (16.0 m +) etc. All above facts are helping good admixture of bagasse with imbibition water / recirculation juice. As per our view, industrial level possible admixture is achieved to almost 90+ % level.
Table 3 – Variations in various ratios of feed/discharge/ common juice brix % in DSM Sugar, Mansurpur
Brix ratio - Feed / Brix ratio - Feed / Brix ratio – Discharge / Discharge Common Common Mill 1 1.01-1.03 (0.02) 1.00-1.02 (0.02) 0.98-0.99 (0.01) Mill 2 0.83-0.94 (0.11) 0.91 -0.95 (0.04) 1.03-1.12 (0.09) Mill 3 0.76-0.94 (0.18) 0.86-0.96 (0.10) 1.03-1.10 (0.07) Mill 4 0.75-0.95 (0.20) 0.88-0.97 (0.09) 1.02-1.17 (0.15) Mill 5 0.63-0.93 (0.30) 0.78-0.97 (0.19) 1.04-1.24 (0.20)

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—108
FindingsConsidering this and from table no. 3, our findings are as follows,
– Variations in Brix ratio – Discharge/Common is higher for same set up. These variations are observed for all secondary mills and it is especially for last mill also. In case of last two mills variations are higher. This may be due to some errors in sampling due to very high flashing vapours and at discharge side it is little more difficult to maintain uniform sampling at all time.
– Variations in Brix ratio – Feed / Discharge is slightly lower than Brix ratio – Discharge/Common for same set up. The trend of variations is almost same as the Brix ratio – Discharge/Common i.e. in later mills, higher variations and in 2nd /3rd mills, lower variations. We think this is due to practical errors in sampling due to very high flashing vapours at discharge side.
– Variations in Brix ratio – Feed/common is very low than other two ratios. The trend of variations is almost same as other two ratios i.e. for later mills (4th & 5th), higher variations and in 2nd /3rd mills, lower variations. We think this is due to less practical errors in sampling for composite juice.
– Scientifically Feed / Discharge brix ratio as better indicator of admixing efficiency and shall be used as measure of admixture efficiency.
– But in practice, if higher variation Feed / Discharge brix ratio is observed for same set up, then it is predicted that this may be due to errors in discharge juice sampling. One of the reasons of sampling error is heavy flashing of vapours after adopting imbibition temperature - 700c -850c. In such case, we recommend to use “Feed / Common brix ratio” for judging efficiency of admixture of bagasse with imbibition water / recirculation juice. Author recommended norms for deciding admixture of imbibition water/imbibition juice with bagasse are given in table 4.
Table 4 – Proposed brix ratio – feed /common & feed/discharge juice for various conditions
Admixture status Brix ratio - Feed / CommonExcellent admixture Above 0.85Good admixture 0.75 - 0.85Satisfactory admixture 0.65 - 0.75Poor admixture Less than 0.65
WAY FORWARD – BRIX CURVE ASSESMENT BY GRAPH AREA1. Method for Mill brix curve area calculations: For quantitative assessment, MB Londhe
& KB Kale had developed brix curve area measurement technique. Area between two mills brix curve points is calculated by considering part area as rectangular and part area as trigonometric. Sum of rectangle and triangle area gives area between two mills. Similarly area for other mills is to be worked out. This process is repeated for all curves- ideal / feed/ discharge. A new mill brix curve assessment method based on the area ratios / area difference of brix curves is proposed.
The mill-brix curves are drawn in excel sheet on computer. The area calculations of actual feed, actual discharge and ideal curves is calculated by method of uneven area calculations in excel sheet. The Y-axis are taken as usual brix % as that much units on Y axis. On X axis as mill numbers from 1 to 5 and 10 units as distance between one mill to other and Mill no 1 at distance of 10 units origin. The triangular area & rectangular areas are shown in figure 1.

COMBINED FACTORY ENGINEERING & PROCESSING—109
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
Table 5 – Area of graphs – ideal/feed/discharge curves at variable imbibition % by area method at DSM Sugar, Mansurpur
Graph area - Ideal Imbibition % canebrix graph Set I – Set II – Set III – Set IV – Set V – 43.0 47.0 48.0 52.5 55.5 Mill 1 & 2 136.43 123.93 130.60 132.54 127.76Mill 2 & 3 46.64 39.05 40.58 37.25 34.25Mill 3 & 4 15.50 12.02 12.32 10.28 9.03Mill 4 & 5 4.71 3.41 3.45 2.64 2.22Total 203.27 178.40 186.95 182.71 173.26
Example: area under curve of Ideal feed Mill 1 to mill 2 is calculated as equal to area of triangle and rectangle,
Graph area (M1 to M2) = ½*Triangle height * base + Length*Width
= ½ *(20.0-8.0)*10+10*8.0 =140 sq. units
2. Brix graph area: Good brix curve yardsticks – No kink/twist in upward directions, Smooth concave nature of brix curve, lower difference between feed and discharge brix curve lines. However, in all above yardsticks, it is not possible to quantify the positive or negative impact. It’s difficult to decide better brix curves if two are in very near vicinity.
MB Londhe & KB Kale had developed the method for estimation of graph area of brix curves (ideal brix curve, Feed juice brix curve and discharge juice brix curve) and is given in methodology. As stated earlier, we had followed single ideal juice brix curves for feed side as well as discharge side. All these brix curves are given in figure 2 to 6. From these graphs, we had worked out the area of various graphs and is given in table no. 5.

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—110
Area_Mill_2 to 5 66.85 54.47 56.36 50.17 45.50Ratio “imbibition % cane to 1.55 1.16 1.17 0.95 0.82 Secondary mills ideal brix graph area” Graph area - Feed brix graphMill 1 & 2 148.10 140.70 140.20 143.80 139.25Mill 2 & 3 67.95 66.85 58.10 57.75 57.05Mill 3 & 4 35.60 30.10 30.80 28.40 28.70Mill 4 & 5 19.70 14.40 16.05 13.90 12.60Total 271.35 252.05 245.15 243.85 237.60Area_Mill_2 to 5 123.25 111.35 104.95 100.05 98.35Ratio “imbibition % cane to 2.87 2.37 2.19 1.90 1.77 Secondary mills feed brix graph area” Graph area Ratio - Feed to Ideal Mill 1 & 2 1.09 1.14 1.07 1.08 1.09Mill 2 & 3 1.46 1.71 1.43 1.55 1.67Mill 3 & 4 2.30 2.51 2.50 2.76 3.18Mill 4 & 5 4.19 4.23 4.65 5.27 5.66Total 1.33 1.41 1.31 1.33 1.37Graph area Difference - Feed to Ideal Mill 1 & 2 11.67 16.77 9.60 11.26 11.49Mill 2 & 3 21.31 27.80 17.52 20.50 22.80Mill 3 & 4 20.10 18.08 18.48 18.12 19.67Mill 4 & 5 14.99 10.99 12.60 11.26 10.38Total 68.08 73.65 58.20 61.14 64.34Area_Mill_2 to 5 56.40 56.88 48.59 49.88 52.85Ratio “imbibition % cane 1.31 1.21 1.01 0.95 0.95 to Secondary mills Feed to Ideal graph area difference” Graph area - Discharge brix graphMill 1 & 2 150.60 143.10 142.70 143.70 146.25Mill 2 & 3 77.95 72.25 70.05 61.35 69.05Mill 3 & 4 44.80 35.10 38.45 30.10 33.55Mill 4 & 5 24.40 17.40 20.05 16.40 15.05Total 297.75 267.85 271.25 251.55 263.90Area_Mill_2 to 5 147.15 124.75 128.55 107.85 117.65Ratio “imbibition % cane to 3.42 2.65 2.68 2.05 2.12 Secondary mills discharge brix graph area”

COMBINED FACTORY ENGINEERING & PROCESSING—111
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
Graph area Ratio -Discharge to Ideal Mill 1 & 2 1.10 1.15 1.09 1.08 1.14Mill 2 & 3 1.67 1.85 1.73 1.65 2.02Mill 3 & 4 2.89 2.92 3.12 2.93 3.72Mill 4 & 5 5.18 5.11 5.81 6.21 6.76Total 1.46 1.50 1.45 1.38 1.52Graph area Difference -Discharge to Ideal Mill 1 & 2 14.17 19.17 12.10 11.16 18.49Mill 2 & 3 31.31 33.20 29.47 24.10 34.80Mill 3 & 4 29.30 23.08 26.13 19.82 24.52Mill 4 & 5 19.69 13.99 16.60 13.76 12.83Total 94.48 89.45 84.30 68.84 90.64Area_Mill_2 to 5 80.30 70.28 72.19 57.68 72.15Ratio “imbibition % cane to 1.87 1.50 1.50 1.10 1.30 Secondary mills Discharge to Ideal graph area difference” Graph area difference - 26.40 15.80 26.10 7.70 26.30 (Disch - Feed) Area Graph area difference - 1.30 0.84 1.31 0.37 1.31 (Disch - Feed) Area per unit 1st mill feed juice brix %
3. Formation of formulae’s for calculating area of ideal/feed/discharge for variable imbibition % fibre: Following are the process of findings from ideal/Feed/discharge graph area, which are listed in table 5.
i. Ideal brix graph area
– In case of ideal brix graph, the area for M1 to M2 is almost remains constant and insignificant effect (123.93-136.43) on graph area
– Further for total secondary mills, graph area reduces as imbibition increases. The graphical correlation is shown in following graph 8 & 9.

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—112
The total area of ideal brix graph for Mill 2 to Mill 5 with variable imbibition % fibre can be given by the formula
y = -0.2324x + 131.14
Where x= Imbibition % fibre
If we use imbibition % fibre, then also graph nature remains same and slope of graph almost same. The total area of ideal brix graph for Mill 2 to Mill 5 with variable imbibition % cane can be given by the formula
y = -1.5734x + 132.1,
Where x= Imbibition % cane
ii. Feed brix graph area
– In case of feed brix graph, the area for M1 to M2 is almost remains constant and resulting insignificant effect (139.25-148.10) on graph area.
– Further for total secondary mills, Feed brix graph area reduces as imbibition increases, similar trend as ideal graph. The graphical correlation is shown in following graph 10 & 11
The total area of feed brix graph for Mill 2 to Mill 5 with variable imbibition % fibre can be given by the formula
y = -0.2803x + 199.66
Where x= Imbibition % fibre
If we use imbibition % fibre, then also graph nature remains same and slope of graph almost same. The total area of ideal brix graph for Mill 2 to Mill 5 with variable imbibition % cane can be given by the formula
y = -1.9052x + 201.21
Where x= Imbibition % cane

COMBINED FACTORY ENGINEERING & PROCESSING—113
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
iii. Discharge brix graph area
– Similar to ideal brix & feed brix graph, the area for M1 to M2 is almost remains constant and resulting insignificant effect (142.7-150.6) on graph area. \
– Further for total secondary mills, Discharge brix graph area reduces as imbibition % cane or imbibition % fibre increases, similar trend as ideal brix & feed brix graph. The graphical correlation is shown in following graph 12 & 13
The total area of feed brix graph for Mill 2 to Mill 5 with variable imbibition % fibre can be given by the formula
y = -0.3837x + 251.41
Where x= Imbibition % fibre
If we use imbibition % fibre, then also graph nature remains same and slope of graph almost same. The total area of ideal brix graph for Mill 2 to Mill 5 with variable imbibition % cane can be given by the formula
y = -2.5597x + 251.13
Where x= Imbibition % cane
Calculated area of graphs at variable imbibition % cane for secondary mills
Based on above formulae, we have worked out expected standard graph area and difference for the other mills. The following table no.6, 7, 8 & 9 indicate these calculated values

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—114
Table 6 – Calculated area of graphs – Ideal/feed/discharge curves at variable imbibition % cane for secondary mills (M2 to M5)
Imbibition Ideal brix Feed brix Discharge brix Difference in area of brix % cane graph area graph area graph area graph for y = -1.5734x y = -1.9052x y = -2.5597x + 132.1 + 201.21 + 251.13 Feed - Discharge - Discharge- Ideal Ideal Feed25 92.77 153.58 187.14 60.82 94.37 33.5630 84.90 144.05 174.34 59.16 89.44 30.2935 77.03 134.53 161.54 57.50 84.51 27.0140 69.16 125.00 148.74 55.84 79.58 23.7445 61.30 115.48 135.94 54.18 74.65 20.4750 53.43 105.95 123.15 52.52 69.72 17.2055 45.56 96.42 110.35 50.86 64.78 13.9260 37.70 86.90 97.55 49.20 59.85 10.65
Table 7 – Calculated area of graphs – ideal/feed/discharge curves at variable imbibition % fibre for secondary mills (M2 to M5)
Imbibition Ideal brix Feed brix Discharge brix Difference in area of brix % cane graph area graph area graph area graph for y = -0.2324x y = 0.2803x y = -0.3837x + 131.14 + 199.66 + 251.41 Feed - Discharge - Discharge- Ideal Ideal Feed200 84.66 143.60 174.67 58.94 90.01 31.07225 78.85 136.59 165.08 57.74 86.23 28.49250 73.04 129.59 155.49 56.55 82.45 25.90275 67.23 122.58 145.89 55.35 78.66 23.32300 61.42 115.57 136.30 54.15 74.88 20.73325 55.61 108.56 126.71 52.95 71.10 18.15350 49.80 101.56 117.12 51.76 67.32 15.56375 43.99 94.55 107.52 50.56 63.53 12.98400 38.18 87.54 97.93 49.36 59.75 10.39425 32.37 80.53 88.34 48.16 55.97 7.81
Considering above table values, it is clear that the brix graph area is varies with imbibition % cane or imbibition % fibre but the difference in (Feed brix graph area – Ideal brix graph area) or (Discharge brix graph area – Ideal brix graph area) or (Discharge brix graph area – feed brix graph area) are changed a little and can be used for precisely for mill brix curve assessment.

COMBINED FACTORY ENGINEERING & PROCESSING—115
K.B. Kale, M.B. Londhe, Sandeep Sharma & Charu Koharwale-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
Table 8 – Recommended graph area difference – ideal/feed/discharge curves at variable imbibition % cane for secondary mills (M2 to M5)
Table 9 – Recommended graph area difference – ideal/feed/discharge curves at variable imbibition % fibre for secondary mills (M2 to M5)
Imbibition % Proposed working (Feed – Ideal) (Discharge – Ideal) (Discharge– feed) cane range status brix graph area brix graph area brix graph area25.0±5.0 Good working ≤70 ≤100 ≤35 Satisfactory working 70 to 80 100 to 110 35 to 4035.0±5.0 Good working ≤65 ≤90 ≤30 Satisfactory working 65 to 75 90 to 100 30 to 3545.0±5.0 Good working ≤60 ≤80 ≤25 Satisfactory working 60 to 70 80 to 90 25 to 30
Imbibition % Proposed working (Feed – Ideal) (Discharge – Ideal) (Discharge – feed) fibre range status brix graph area brix graph area brix graph area200±25.0 Good working ≤62 ≤94 ≤35 Satisfactory working 62 to 67 94 to 102 35 to 40250±25.0 Good working ≤59 ≤86 ≤30 Satisfactory working 59 to 64 86 to 91 30 to 35300±25.0 Good working ≤56 ≤78 ≤25 Satisfactory working 56 to 61 78 to 83 25 to 30350±25.0 Good working ≤53 ≤70 ≤20 Satisfactory working 53 to 58 70 to 73 20 to 25400±25.0 Good working ≤50 ≤65 ≤15 Satisfactory working 50 to 55 65 to 70 15 to 20
CONCLUSION1. Proposed method of secondary mills “brix graph area difference” was found a useful tool
for judging milling tandem performance.
2. For drawing brix curve, use of composite 1st mill brix shall be done for ideal graph computation and it is suggested to use single ideal graph for feed as well as discharge brix. All three graphs shall be drawn in single sheet for ease of comparison.
3. Feed extraction % shall be considered as one of the yardsticks for assessing errors in brix curve sampling and analysis. The value of % feed extraction above 80.0 % and below 20.0 % indicates errors in sampling / analysis / working / imbibition sequence etc.
4. Brix ratio - Feed / Common juice is recommended for judging admixing efficiency of imbibition/recirculated juice with bagasse. This shall be 0.65+.
5. For precise and quantitative assessment of brix curves, author recommends to use secondary mills brix graph difference norms based on quantity of imbibition. For 300 % imbibition on fibre, area difference for secondary mills (Feed – Ideal ) brix graph area & (Discharge – Ideal) brix graph area shall be ≤56 units and ≤78 units respectively.
We suggest following values,

Innovative mathematical method to read Mill Brix curve....e-Proceedings of 78th Annual Convention of STAI: 100 – 116 2020
COMBINED FACTORY ENGINEERING & PROCESSING—116
ACKNOWLEDGEMENTAuthors are extremely grateful to Vijay Kumar Goelji, Chairman and Mr. Gautam Goelji, Managing Director of DSM Sugar Mansurpur for their continuous encouragement and support during the above work & permission to publish this paper. Authors are also thankful to Mr. A.K. Dixit, Unit Head; Mr. Sarad Raj Khan, Quality head; Mr. Mukesh Giri, Chief Engineer: Quality control staff and mill station staff of DSM sugar, Mansurpur for their help in collecting the precise data and analysis.
REFERENCES
1. S.N. Gundurao (1969), Brix Curves and Milling Control, Annual Convention of STAI, 1969, p: C1-24
2. H.N. Gupta (2001); Milling investigation-Part I, 63rd Annual convention of STAI, 2001, p: E49-E56
3. K.B. Kale and M.B. Londhe (2004); Brix Curve, Individual Extraction and Improvement in Milling Performance at DSTA 53rd Annual Convention, Pune,
4. Peter Rein (2007); Cane Sugar Engineering, p: 129-134

COMBINED FACTORY ENGINEERING & PROCESSING—117
Pankaj Singh, Atul Srivasatava, Surya Kumar Sachan & Ram Mohan Chauhane-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
INNOVATIVE WAYS TO ACHIEVE ENERGY EFFICIENCY IN SUGAR PLANT
Pankaj Singh1, Atul Srivasatava2, Surya Kumar Sachan3 & Ram Mohan Chauhan4
ABSTRACT
Indian Sugar is cyclic in nature due to various controllable & incontrollable factors like plant efficiency; Recovery, domestic & global nature of production, consumption pattern, climatic conditions and govt. policies.
The energy management is a major part of plant efficiencies. The increase in global energy demand and environmental concerns is calling for a shift towards using renewable energy sources. In Indian sugar industry steam/energy conservation plays a vital role as steam saving will be converted in a saving of bagasse and energy saving for more power export which are beneficial to the industry.
Conservation means the adoption of advanced technologies in the existing unit operations and managing efficiently.
Key words: Energy Conservation, Steam% cane, Increase of throughput and reduction of operation and maintenance cost.
INTRODUCTIONEnergy management is an important area in plant operations . Any saving or extra generation affects the throughput, consistency of operation, power export and bagasse saving.
WORK DONE AT DCM SHRIRAM LTD., SUGAR UNIT – LONI:Sugar Unit – Loni operating at 7000 TCD crushing capacity in the state of UP, crushed 116 lac Qtls cane during season 2019-20 and has recorded lowest Power Consumption/Ton of cane & Steam Consumption % on cane with the help of innovative technologies as mentioned below:
1. Installation of Variable Frequency Drives at Cane Unloader hoisting operation: We had conventional starter for hoisting operations. Last season we faced frequent problems
during continuous operation in peak crush/high ambient temperature and many times crushing also got affected. To overcome this problem, we had replaced the DOL starter with VFD Drive in all four cane unloaders in last off season. This resulted in reduction of Power Consumption/Ton of cane. as shown in Table 1 below
1Additional Vice President, Email: [email protected]; 2DGM Engineering, E-mail: [email protected]; 3DGM Electrical, E-mail: [email protected]; 4AGM Process, Email: [email protected]; DCM Shriram Ltd., Sugar Unit: Loni, Anjhi Shahabad, Hardoi-241124 (UP)

Innovative ways to achieve energy efficiency in sugar plante-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
COMBINED FACTORY ENGINEERING & PROCESSING—118
It is clear from the above table that the overall power consumption in Mill Auxiliary was reduced by 0.17 kWH units /ton of cane during Season 2019-20 as compared to 2018-19. Apart from the above there was reduction in maintenance cost. The total financial benefit is summarized below : • Cost of the project – Rs. 10.00 lacs • Saving on Power – Rs. 5.50 lacs • Saving on Motor burning – Rs. 2.00 lacs • Saving on Maintenance cost – Rs. 2.00 lacs • ROI – Within one season (95%)
2. Application of Thermal Imager (On line tracking of heat dissipation) Thermal imagers thus translate wavelengths from the infrared spectrum into wavelengths
which are visible to the human that depict the spatial distribution of temperature differences in a scene viewed and can be felt as heat if the intensity is high enough.
What: Thermal Imagers detects the infrared energy. The infrared energy emitted, transmitted or reflected by all materials and converts the energy factor into a temperature reading or thermogram.
Why: In applications where conventional sensors cannot be employed. Specifically, in cases dealing with moving objects (i.e., rollers, moving machinery, or a conveyor belt), or where non-contact measurements are required because of contamination or hazardous reasons (such as high voltage), where distances are too great, or where the temperatures to be measured are too high for thermocouples or other contact sensors. (Refer, Figure 1 and Table 2 below)
TABLE 1 – POWER REDUCTION IN MILL AUXILIARY PER TON OF CANE
FIGURE 1 – PHOTOS OF ON LINE TRACKING, REAL IMAGE AND THERMAL IMAGE OF BUS BAR
S. Month Aux Consumption Aux Consumption / Reduction No kWH/Ton of cane 2019-20 kWH/Ton of cane 2018-19 kWH1 November 1.71 1.89 0.182 December 1.70 1.92 0.223 January 1.75 1.82 0.074 February 1.73 1.86 0.135 March 1.72 1.89 0.176 April 1.74 1.97 0.23

COMBINED FACTORY ENGINEERING & PROCESSING—119
Pankaj Singh, Atul Srivasatava, Surya Kumar Sachan & Ram Mohan Chauhane-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
TABLE 2 – THERMAL IMAGER: TEMPERATURE DATASHEET
Temperature measurement Pt0 Min:86.11°C Max: 86.11°C Avg:86.11 °C Emissivity:0.85 Env. T°:25.00 °C Pt1 Min:67.75°C Max: 67.75°C Avg:67.75 °C Emissivity:0.85 Env. T°:25.00 °C Pt2 Min:72.71°C Max: 72.71°C Avg:72.71 °C Emissivity:0.85 Env. T°:25.00 °C Pt3 Min:58.39°C Max: 58.39°C Avg:58.39 °C Emissivity:0.85 Env. T°:25.00 °C Pt4 Min:69.83°C Max: 69.83°C Avg:69.83 °C Emissivity:0.85 Env. T°:25.00 °C Pt5 Min:38.39°C Max: 38.39°C Avg:38.39 °C Emissivity:0.85 Env. T°:25.00 °C E0 Min:37.48°C Max: 96.49°C Avg:59.09 °C Emissivity:0.85 Env. T°:25.00 °C
Changes Implemented
• Procured a new Thermal Imager and on line heat tracking of Starter Panels, Bus bars, Cables etc started.
• Before and after photos are captured and analyzed the particular object and temperature etc.
Conclusion
• Energy Saving in term of I2R losses.
• This activity helped a lot in decisive actionable towards maintenance and operational practices.
3. InstallationofAIbased IntelligentEnergyEfficientsystem
We have installed the energy efficient system based on IIOT platform to maintain the real time data for continuous monitoring through web based interface – ‘Orion’. The main features are as below:
1. Energy consumption recording of all load centers.
2. Utilizing the production data for analysis of energy efficiency & optimization.
3. Deriving insights by incorporating event or lag data for advanced analysis steps to implement IEES & improve efficiency
4. Identification of energy leakages, non-productive (idle) consumption and over consumption etc. using advanced algorithm.
5. Established indicator and monitoring system in real time (Control & monitoring with Orion).
6. Some other activities monitoring also as below:
a) Comparison of power consumption with PLF of individual equipments.
b) Automation of reports generation.

Innovative ways to achieve energy efficiency in sugar plante-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
COMBINED FACTORY ENGINEERING & PROCESSING—120
c) Analyze phase-wise voltage-&-current distortions.
d) Capture harmonics which cause un-expected plant breakdowns / shut-downs.
e) Identify additional losses (due to heating) in induction motors.
f) Over loading of neutral line & over heating of supply transformers.
g) Perform power-factor profiling for complete plant.
h) Monitoring of all essential parameters like as power factor, frequency, KVAR, KVA, Voltages, harmonics, Current, Power etc.
i) Study of KVAR as equipment-wise to reduce the system losses.
j) Option of alert during any deviation in voltages and current.
k) Taking the further action on the basis of monitored parameters on which capacitor banks can be added to improve the individual equipment performances.
A sample data sheet generated for one of the transformers using the above system is given in figure 2 below
FIGURE 2 – THE DETAIL OBSERVATION OF ONE OF THE TRANSFORMER
BenefitsAchieved
• Energy saving after monitoring and improvement of power factor.
• Energy saving after optimization of loading pattern at various locations.
4. AuditofpumpingEfficiency Audit of critical pumping application for the calculations of efficiencies were done through
non contact type ultrasonic flow meter as shown in figure 3 below. The analysis was done for Rated Vs actual flow rate. This activity has helped in decisive actionable towards maintenance and loading of the pumps as shown in Table 3 below.
(kWh/unit)

COMBINED FACTORY ENGINEERING & PROCESSING—121
Pankaj Singh, Atul Srivasatava, Surya Kumar Sachan & Ram Mohan Chauhane-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
FIGURE 3 – ACTUAL FLOW MEASUREMENT THROUGH NON CONTACT TYPE ULTRASONIC FLOW METER
TABLE 3 – ACTUAL FLOW AND RUNNING LOAD IN INJECTION PUMP

Innovative ways to achieve energy efficiency in sugar plante-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
COMBINED FACTORY ENGINEERING & PROCESSING—122
RESULT AND DISCUSSION • Mill auxillary power consumption compared on monthly basis from previous year,
shown in table-1. This explains the lower energy consumption in current year after replacing the conventional starter to VFDs application.
• Thermal imaging system improves the maintenance and operational practices and saving of energy in form of heat losses.
• Intelligent energy efficiency system analyzes phase-wise voltage-&-current distortions; identify reactive losses which create heating in induction motors, over loading of neutral line & heating of transformers. Saving of energy due to improvement of power factor and operational optimization at some locations.
• Audit of pumping efficiencies improves the maintenance practices and saving of energy by optimization. Data shown in table-3
Overall energy savings achieved as compared with previous year after adopting the new concepts of technologies. (Refer figure 4 & 5 below)
FIGURE 4 – POWER CONSUMPTION KWH UNITS PER TON OF CANE
FIGURE 5 – STEAM CONSUMPTION % CANE

COMBINED FACTORY ENGINEERING & PROCESSING—123
Pankaj Singh, Atul Srivasatava, Surya Kumar Sachan & Ram Mohan Chauhane-Proceedings of 78th Annual Convention of STAI: 117 – 123 2020
CONCLUSION
By implementing above new initiatives, we have achieved steam % cane 39.00 in so many days, however average steam % cane for the season 2019-20 is 42.77 in comparison to LY 43.00 and Average Power Consumption per ton of cane achieved 30.55 kWH units (lowest as compared to last five year figure) in spite of many others motors added as per system requirements. Energy efficient industry is a step towards the direction of environment protection and sustainable living.
Energy saved is energy produced. Therefore, substantial energy savings can be achieved through energy conservation measures. This will also help in reduction of environ¬mental pollution along with improved cash flow.
Further ScopeWe can implement self learning feeding algorithm for all batch type C/F Machine by using AI and KVAR losses can be also reduced after correction of power factor nearer to unity.
ACKNOWLEDGEMENTThe authors express their sincere gratitude to our management for their encouragement and valuable guidance for adoption of modern technology concept in improving efficiencies and quality of product. We are also generously thankful to the team of Sugar Unit: Loni for providing and compiling all the technical aspects.

Design modification to enhance the performance of rotary drum vacuum filtere-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
COMBINED FACTORY ENGINEERING & PROCESSING—124
DESIGN MODIFICATION TO ENHANCE THE PERFORMANCE OF ROTARY DRUM VACUUM FILTER
Sushil Kumar1, Amrish Yadav2 & Abhay Kumar3
ABSTRACT
The authors have tried to improve the efficiency of rotary vacuum filter for reduction in the mud losses by adopting some few innovative updation in design. The main focus is to reduce the moisture content of the discharged filter cake and reduce the sugar losses of the filter cake by development or modifications in existing design. In fact, the rotary drum vacuum filter is considered to be the workhorse of the chemical process industry. In our paper we are going to discuss the steps to bring down the sugar loss through press cake up to a certain level and to reduce the moisture level of slurries that is taken as feed into the rotary vacuum drum filter. This will help in getting more cake formation in a single run and thus the cost of handling also becomes less and it also adds to the economy of the process.
Keywords: RVF, Filtration, Drum Filters, Juice withdrawal junction boxes.
INTRODUCTIONFor a good efficiency of a rotary vacuum filter, following concepts should be kept in mind:
Solid liquid separation is the separation of two phases, solid and liquid, from a suspension. The technology for carrying out this process is often referred to as `Mechanical Separation’ because the separation is accomplished by purely physical means. This does not preclude chemical or thermal pretreatment which is increasingly used to enhance the separation that follows. Although some slurries separate perfectly well without chemical or physical conditioning, most slurries and pulps of a widely varying nature can benefit from pretreatment, whether the separation is by sedimentation (gravity or centrifugal), filtration or flotation. A conditioning effect can be obtained using several processes such as coagulation and flocculation, addition of inert filter aids, crystallization, freezing, temperature or pH adjustment, thermal treatment and ageing. The moisture of the filter cake may be reduced by increasing the vacuum and better spray of water showers/spray/mist of hot water on the filter drum.
SALIENT FEATURES OF ROTARY DRUM VACUUM FILTERS The Rotary Drum Vacuum Filter belongs to the bottom feed group and is one of the oldest filters applied to the chemical process industry. The Figure 1 shows the basic structure of the rotary drum vacuum filters and also its components and their working parameters. A valve with a bridge setting which controls the sequence of the cycle so that each sector is subjected to vacuum, blow and a dead zone. When a sector enters submergence, vacuum commences and continues through washing, if required, to a point that it is cut-off and blow takes place
1GM Production; 2Adl. Manager-P; 3Adl Manager-P; Uttam Sugar Mills Ltd.,Khaikheri, U.P. E-mail: [email protected]

COMBINED FACTORY ENGINEERING & PROCESSING—125
Sushil Kumar, Amrish Yadav & Abhay Kumare-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
Figure 1 – Rotary drum vacuum filter with scraper discharge
to assist in discharging the cake. The valve on certain filters has adjustable blocks and on others fixed bridge rings. Adjustable bridge blocks enable the optimization of form to dry ratio within the filtration cycle as well as the “effective submergence” of the drum when the slurry level in the tank is at the maximum. The majority of drum filters in the sugar industry have a valve with three bridge blocks and a single row pipe plate as shown below in Figure 1 and 2. The duty of the bridges is:
a) Vacuum and blow zones separating bridge: This Bridge cuts off the vacuum so it is slightly wider than the internal pipe port.
b) Dead Zone Bridge: This Bridge opens to vacuum once a compartment submerges.
c) Start-up assists bridge. At start-up the upper vacuum zone is open to atmosphere and a cake may be formed only when closing the valve that controls this zone.
Once the cake starts to emerge from the tank, the valve is gradually opened and fully opened when the entire drum face is wrapped with the cake. Since in continuous operation both lower and upper zones are under vacuum, this bridge is slightly narrower than the internal pipe port so that the vacuum is continuous and the cake is held onto the drum (see Figure 2). The rotary drum vacuum filter is a very versatile liquid/solid separation device that is used where a continuous separation is desired of a solid from a liquid stream. It can be used in process applications where the solid is the product or where the liquid is the product (and sometimes when both phases are the product). In wastewater applications, it can be used to dewater a variety of sludge or to clarify wastewater.

Design modification to enhance the performance of rotary drum vacuum filtere-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
COMBINED FACTORY ENGINEERING & PROCESSING—126
Figure 2 – General arrangement zone wise
Cake washing is used when a given cake purity is required. It is also used to improve extraction of liquid products or dissolved materials from the filter cake. Pilot testing is adopted to determine the effectiveness and efficiency of cake washing on a rotary vacuum drum Filter.
PROBLEMS FACED & MODIFICATIONS DONE AT UTTAM SUGARS, KHAIKHERI UNIT Some problems were observed in Rotary Drum Vacuum Filter of size 14 x 36 feet during previous years at USML- Khaikheri Unit .The details are given below: 1. Ovality in main drum size 14 x 36 feet2. Juice comes along with filter cake at the mud discharge point 3. Fluctuation in vacuum 4. Problem in maintaining mud level in the mud trough of RVF5. More gaps between small scrappers design6. Setting of drip pipes7. Filter cake loss on higher side8. Moisture in mud higher side9. More mud recirculation 10. Thin layer of cake on filter drum
Details of modification done in RVF in Off Season 2019a) Juice Drainage Area: Juice was coming along with filter cake at the mud discharge point- After study of some
sugar journals and technical literatures & latest update, we observed that the cross sectional area of juice withdrawal from each segment was at lower side due to which the complete juice of segments could not be sucked by vacuum resulting excess muddy juice

COMBINED FACTORY ENGINEERING & PROCESSING—127
Sushil Kumar, Amrish Yadav & Abhay Kumare-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
going along with filter cake during mud discharge location of zero vacuum zone. Initially juice withdrawal Connections SS pipe from segment was of 15 mm diameter which were having 4 (Four) connections in one segments as shown in Figure 3.
RVF size -14x36 feet
Filtering Area - 147 sq. meter
Total no of row - 24 Nos
No of segments in one row - 4 in one row
Total segment - 24x 4= 96 no’s
Calculation of Drainage Area before Modifications
Area of one SS pipe with diameter 15 mm = 176.625 sq.mm
Area of 4 no’s SS pipes with diameter 15 mm
(in One segment) = 176.625 x 4 sq.mm
= 706.5 sq. mm
Area of the One segment = length x width
= 2800 mm x 600 mm
= 1680000 sq mm
Drainage Area Ratio = Area of 4 no’s SS pipes with diameter 15 mm /Area of One Segment
Drainage Area Ratio (Before Modifications) = (706.625/1680000)*100
= .042 %
Figure 3 – Initial decking plate juice withdrawal pipe holes dia and locations

Design modification to enhance the performance of rotary drum vacuum filtere-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
COMBINED FACTORY ENGINEERING & PROCESSING—128
Figure 4 – After modification in decking plate juice withdrawal pipes holes
Calculation of Area after Modifications:- After modification in decking plate juice withdrawal pipes holes dia increased from 15
mm to 45 mm as shown in Figure 4:
Drainage Area Modified = Area of 3 no’s holes with diameter 45 mm (in One segment) / Area of One Segment
= 4768.875/1680000
= 0.284 %
Increase in Drainage Area in One Segment = 0.284- 0.042
= 0.242 %
Overall juice withdrawal area increased in one segments
= 4768.875 - 706.5
= 4062 sq. mm
Percentage Area increased = 4062/706.5
= 5.75 times in One segment
Due to which the driving force has been improved resulting increase in suction velocity & reduction in the hindrance of juice withdrawal.
b) Modifications in Junction Box and Design of Suction Pipes - During off- season 2019 we had cut a junction box to check out from inside, we observed heavy scale that was obstructing free flow of juice. We therefore decided to modify the arrangement by eliminating the junction boxes as shown in Figure 5 below.

COMBINED FACTORY ENGINEERING & PROCESSING—129
Sushil Kumar, Amrish Yadav & Abhay Kumare-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
Initially, the suction pipes were straight attached from the junction box due to which some part of juice was having the chances to go back by gravity due to zero vacuum zone towards the scrapers sides. To overcome the above problem we removed the existing installed SS pipes & provided a straight horizontal pipe header along with drum shell and connection made approx one foot height for suction of the muddy juice from the segments in the reverse direction of the drum rotation which helps to hold the few quantity of juice which remains during zero vacuum zone as shown in Figure 6.
Figure 5 – Pictures before and after removal of Junction boxes
Figure 6 – Modification in the arrangement of Suction Pipes
Before modification in junction boxes After modification in junction boxes
c) Modifications in design of scrapers- initially the existing scrapers was designed of size 225 mm width & total no of pieces in scraper was 46 nos. which fails to scrape all the cake from the drum uniformly throughout the drum shell at mud discharge point of zero vacuum. The scraper was modified in higher width of size 1280 mm (4 feet) and total in 9 nos, as given below in figure 7.

Design modification to enhance the performance of rotary drum vacuum filtere-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
COMBINED FACTORY ENGINEERING & PROCESSING—130
Figure 7 – Scrapers design before & after modification
d) Automatic Control Valve for Mud feed level in RVF trough
Initially there was no mud control & the mud comes from clarifier through liquidation valve and an overflow cutout was given in the mud trough to control the level of mud slurry in trough. And there was a problem observed many times that sometimes mud trough level increases and sometimes decreases which directly affected the vacuum of RVF i.e, some times higher and sometimes lower vaccum. To avoid the fluctuation in the vacuum due to mud slurry level difference, we installed an automatic control valve in the feed line of mud slurry and a level sensor in mud trough of RVF to obtain mud constant level thus eliminating the vacuum variations in the RVF. The tunion valve was re-matched again with proper machining work.

COMBINED FACTORY ENGINEERING & PROCESSING—131
Sushil Kumar, Amrish Yadav & Abhay Kumare-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
e) Cake Washing and Drying After emerging from submergence, the drying portion of the cycle commences and for
non-wash applications continues to about 2 to 3 feets then mud washing part started & that portion was wetted by spray nozzles to wash the higher pol of mud slurry. If, further reduction is required then again wash the mud slurry with the help of drip pipes to replace the high pol muddy juice with water that part is around 3 to 4 feets after that mud slurry left for self drying through high vacuum that part is
In cake washing, the wash will be manifolds located from about 10.30 to 11.30 hrs of clock directions, the 01.30 hrs to 3.30 hrs of clock direction is the portion allocated to final cake drying and the remaining time to vacuum cut-off at 3.30 hrs of clock direction
f) Speed of the drum The rotary vacuum drum filter is essentially a hands-off machine that requires very little
operator attention. Also, it runs at a very slow speed (typically one round between 4 minute to 6 minute) with the help of VFD.
By changing or adjusting the speed of the drum, the drum rotates much slower and the cake adheres to the surface in large amount. Thus by doing, this the surface area of the cake formation will suck out the cake rotating on the drum which increase the suction of muddy juice resulting decrease filter- cake pol.
CHALLENGES FACED BEFORE MODIFICATION1. Chances of Mud re circulation arising due to poorer scraping.
2. Due to in-efficient scraping of Mud higher probability of more mud losses.
3. Previously human intervention of 2 to 3 labourers used for removing mud from drum.
4. Operation major time lost in mud scraping and adjustment of small scrapers.
ADVANTAGES ACHIEVED AFTER MODIFICATION 1. The losses in Filter cake was 0.09 % on cane in season 2018-19 & it has been lowered
down to 0.06 % on cane in this season 2019-20 as shown in table no.1.
2. It helped in achieving consistency in the mud scraping phenomenon.
3. It helped us in reducing the mud losses and making the process more operators friendly.
4. It gave the employee a new inspiration and pride in being associated with the ease of operation.
5. It reduces mud recirculation
6. Improve overall efficiency of RVF of size 14 x 36 ft.
S. No. Particulars Season 2018-19 Season 2019-201 Mud % Cane 3.36 3.192 Mud Pol 2.59 1.833 Mud losses 0.09 0.06
Table 1 – Comparison of Working results of RVF

Design modification to enhance the performance of rotary drum vacuum filtere-Proceedings of 78th Annual Convention of STAI: 124 – 132 2020
COMBINED FACTORY ENGINEERING & PROCESSING—132
CONCLUSIONThe efficiency of Rotary vacuum filter 14 x36 ft was improved after change in design and implementation of above said modifications due to which the re-circulations of press mud solids reduced and hence decrease in the mud solid load in juice clarifier. In previous seasons mud solids were re-circulated more because of bad scrapping of mud from filter drum. We have finally found that by adjusting some of the variable parameters in the setup and controlling of mud level in mud trough of rotary vacuum filter through control valve, we succeeded in lowering the moisture content of press mud and eliminating the chances of vacuum fluctuations and entrainment chances.
The losses in Filter cake was 0.09 % on cane in season 2018-19 & it has been brought down to 0.06 % on cane in this current season 2019-20.
ACKNOWLEDGEMENTThe Authors are grateful to the Sh. S.L. Sharma COO, Sh. J.N. Sharma ji (GM Corporate), Sh Pushkar Mishra Vice President Khaikheri Unit for their encouragement & support and also thankful to other colleague Engineers & Chemists of Uttam Sugar Mills Ltd. for their inspiration, encouragement, open hearted cooperation extended and valuable helps during work execution period.
REFERENCES Handbook of Chemical Engineering by Perry
Handbook of cane Sugar Engineering by E. Hugot
The rotary drum filter application and design’, Filtration & Separation by E. P. Austin.
Modification of Compression dewatering and the application to filter design, I’, Chem. Eng. Symp. On Solid/Liquids Separation Practice and the Influence of New Techniques, Paper 3, pp. 32- 41, Institute of Chemical Engineers, Yorkshire Branch by G. Baluais, S.Rebouillat, D. Laclerc and J.A Dodds.

COMBINED FACTORY ENGINEERING & PROCESSING—133
Rajeev Gupta, Nimish Goel & D. Kamilae-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
TROUGHS & CHUTES IN SUGAR INDUSTRY-ADVANTAGES OF STAINLESS STEEL PLATES VS CLADDING OF MILD STEEL PLATES
Rajeev Gupta1, Nimish Goel2 & D. Kamila3
ABSTRACT
Corrosion is a major issue in Sugar Industry and frequent maintenance is required to repair the equipments and conveyors. Use of stainless steel has increased tremendously in Sugar Industry as a solution to this problem in last 15 years. Many types of equipment, pipes are now being made in stainless steel in sugar industry for improved performance & mitigation of corrosion.
Sugar Industry has also adopted the process of cladding of stainless steel over mild steel plates in carrier troughs and chutes application to reduce the abrasion and corrosion. This has helped in increasing the life of equipment to some extent.. During last few years, following concerns have been expressed by various users in the Industry i.e. pitting & galvanic corrosion, failures at weld joints and higher abrasion on cladded plates.
Frequent repair and maintenance is required to replace the cladded sheets or patch repairs are done to remove the affected area. Sometimes, it has to be done during the season and it results in loss of productivity during the season.
In this paper, a technical study has been done to find out benefits of using single plate of stainless steel in place of current industrial practice. Objective of this exercise is to-
1. Reduce maintenance
2. Improve life of equipment
3. Address fabrication concerns in terms of welding and finishing.
4. Find out economical solution in terms of life cycle cost.
Keywords: Stainless Steel; Cladded Plate; Troughs & Carriers; Sugar Industry; Dissimilar Material Welding; Galvanic Corrosion
INTRODUCTIONStainless Steel usage in Sugar Industry has increased tremendously in last one decade and is being used for all applications i.e. from juice extraction to power generation in conveyors, pipes, containers & vessels. Stainless Steel addresses the primary concerns related to maintenance issues which are due to corrosion and abrasion of pipes and sheets used in equipments. Acidic nature (Variable pH values) of sugar juice and sugar cane is the main reason that
1Business Development, E-mail: [email protected]; 2Business Development, E-mail: [email protected]; 3R&D, E-mail: [email protected]; Jindal Stainless Corporate Management Services Pvt. Ltd.

Troughs & chutes in sugar industry-advantages of stainless steel platese-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
COMBINED FACTORY ENGINEERING & PROCESSING—134
results in corrosion of equipments. Due to heavy movement of cane, bagasse, and other by- products, abrasion is the other common problem in the equipments e.g. troughs and chutes.
Stainless Steel on account of 10.5% chromium adds external layer of Chrome Oxide which makes it corrosion resistant. Further with addition of Nickel, Moly, Mn , it helps in adding abrasion resistance, weldability, strength to the material & ease of fabrication. Various Austentic & Ferritic grades of stainless steel i.e. 304, 316L, 204 Cu, J4, JT , 409M; 439; 444 are finding its usage in the Industry as per the applications requirement.
Cladding of Stainless Steel over other materials is sometimes adopted in the Industry and it provides the benefits of abrasion and corrosion resistance and leads to the reduction of cost. However, this increased the in-house maintenance cost and also sometimes results in unscheduled breakdown during operation which arises mainly due to dissimilar material welding which requires extra precautions and skills.
In this paper, a solution of using single SS plate is being suggested in place of cladding of SS over MS, which can give good results by addressing above mentioned concerns and in increasing the life of equipment thereby reducing life cycle cost.
Secondly emphasis is being given on use of ferritic grades 400 series which is available in lesser costs as compared to austenitic grades 300 series to reduce initial investments.
Usage of ferritic single plate stainless steel is being explored and benefits of using the same are illustrated in this paper as a good & economical techno-commercial solution.
MATERIALS
Stainless Steel Ferritic Grade 409 M is considered for carrier troughs and chute application. Characteristics and properties of this grade is given below-
Grade 409M
The physical and mechanical properties are given in Annexure 1.
One of the most commonly used grade in the segment is 409M in the sugar industry. Grade 409M is effective in many applications where carbon steel, galvanized, aluminized or painted steel give unsatisfactory life. The atmospheric corrosion testing of this grade has given corrosion rates as low as 0.0015 – 0.003 mmpy in moderate marine environments. (Refer table 1) Due to its significantly higher corrosion resistance, corrosion allowances can be reduced considerably.
Table 1 – % weight loss in 21 days for samples placed in tanks
Corrosive Media 409M MSWeighed juice - 1.29 %Clear juice 0.07 % 4.63 %
Source: Corrosion problem and usage of steel in sugar industry, S. P Jain, 57th Annual convocation STAI
Wear Resistance:
Grade 409M (EN1. 4003 – European equivalent) is known for its high wear resistance. (Refer Table 2)Under the sliding wear test condition, grade 409M shows 1.6 times better resistance than HSLA steel and 4.7 times higher resistance than normal mild steel.

COMBINED FACTORY ENGINEERING & PROCESSING—135
Rajeev Gupta, Nimish Goel & D. Kamilae-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
Low Maintenance:Since in stainless steel no coating or protective painting is required, the recurring expense in the form of maintenance cost can be avoided.
Higher Strength:Since this grade is stronger than MS, it is possible to reduce the plate thickness by 20 – 30 % without compromising on the structural strength.
Superior Hygiene:Since the corrosion resistance of 409M is significantly higher compared to MS, and unlike MS the scaling is almost nil for this grade, issues such as rust entering into the product can be avoided. Also, due to the smoother surface compared to MS in the absence of corrosion products, chance for microbial growth can be avoided.
Other advantages for its use in sugar industry are given in Annexure 2.
Higher Cost – Benefit Ratio:Comparison of various factors between MS and SS 409 M is given in Table 3.This grade was developed to offer lower life cycle costs than coated carbon steels where service conditions involve corrosion and/or abrasion. As compared to coated carbon steels, stainless steel can help in elimination of protective coatings and corrosion allowances. Further stainless steel offers reduced maintenance and significantly longer life. Since this grade does not contain costly elements such as Ni or Mo, ferritic grades are more economical as compared to austenitic 300 series i.e. 304L, 316L etc. Ferritic grades are being used extensively in sugar industry in Brazil and also is being used in many other Industries e.g. Railway Coaches; Automotive exhaust applications. An estimated cost-benefit ratio is provided in Annexure 3 for the use of 409M SS in cane carrier, rake type elevator, inter carrier and Donnelley chute applications.
Table 2 – Comparison wear rate 409M (EN 1.4003) with HSLA and mild steel

Troughs & chutes in sugar industry-advantages of stainless steel platese-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
COMBINED FACTORY ENGINEERING & PROCESSING—136
Table 3 – Comparison of various factors between Mild Steel and SS 409M (EN 1.4003)
Factor Mild Steel Stainless Steel 409MMaterial price Low High (almost twice)Weight of material used High Low (20 – 30%)Fabrication and installation cost Low Marginally highMaintenance cost (periodic) High LowReplacement frequency High LowCost of lost production High LowScrap value Low High
Applications & Procedure
Use of Stainless Steel Plate in Ferritic Grade in place of cladded plates of SS & MS-
Stainless Steel offers following benefits as a material over other materials.
Excellent corrosion and oxidation resistance
Very high abrasion resistance (hence longer life and no metallic ion migration to the product)
Favourable cost-benefit ratio compared to other conventional materials
Higher strength of the material; hence material weight saving
No need for corrosion allowance on material thickness
Less frequent maintenance and lower downtimes
No influence on colour and other characteristics of sugar
For use of Single plate in comparison to cladded plate, following applications have been considered-
1. Cane carriers: The cane carrier is the moving apron which conveys the cane into the factory and feeds the cane to the mills. The width is app. 2040 mm and horizontal loading length is of app. 40 m. The cane carrier and its structure are built in mild steel of 8 mm thickness. The continuous movement of sugarcane along with some spillage of juice from the harvested cane causing abrasion and corrosion. Periodic maintenance is required to ensure suitable life.
2. Rake type elevators and inter carriers: The rake type carrier is used to transport prepared cane or bagasse from one milling unit to the next. The bagasse which is saturated with juice is dragged against a fixed bottom trough plates. Analysis of mill stoppages shows that intermediate carriers are responsible for maximum downtime on most mills and has high failure rates when crushing rates are high. The bottom troughs are often fabricated of 8 mm MS plates with SS cladding. The liner which is welded to bottom plate does little to avoid corrosive juice to reach in between the gaps and result in failure of troughs. The poorly welded or uneven liners also sometimes shows wear and fatigue signs. Periodic maintenance is required to ensure suitable life. It is proposed to fabricate the complete bottom trough out of stainless steels sheet with thickness of 6 mm.

COMBINED FACTORY ENGINEERING & PROCESSING—137
Rajeev Gupta, Nimish Goel & D. Kamilae-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
3. Donnelley chutes: are generally constructed of MS plates of 8 mm thickness. Their surface is completely exposed to shredded cane or bagasse, and is prone to wear due to continuous friction of cane against its surface. The corrosive cane juice additionally affects the plates adversely. In the recent years, a line of SS is fixed on chutes to reduce the wear effect. However, the welding has to be done inside the Chutes which lead to uneven surface and hence considerable reduction in life. Instead, the industry can use the equipment made 4mm SS Plate with the life expectancy upto 8 years.
Besides, there are number of applications in sugar industry in which the cladding can be replaced with SS Plated equipments. It will enhance the life of the equipment and will help in reduction of wastages, seepage of juices and damage to the equipments due to challenges in fabrication.
Concerns of the Welding and Fabrication of SS Plate Cladding over MS Plate
Below are some of the concerns faced while using cladded plates-
1. Galvanic Corrosion: Galvanic corrosion occurs when two dissimilar metals are immersed in a conductive solution and are electrically connected. One metal (the cathode) is protected, whilst the other (the anode) is corroded. The rate of attack on the anode is accelerated, compared to the rate when the metal is uncoupled. Hence, there will be a tendency of SS getting corroded when it has been welded with MS.
2. Uneven Surface Tolerance between 2 Plates: When SS plate is welded over MS plate, there is a tendency of uneven gap created in between the plates during the welding due to uneven tolerances of two materials. Sugarcane Juice, mud and water can be getting seeped between the plates. This will lead to Localized Corrosion and Pitting holes. Corrosion rate in such kind of environment will be more than 10 times and lead to SS Plate getting corroded in short period of time.
3. Pitting Corrosion: In few of the cases, pitting corrosion is also observed due to heavier loads. It can result in failure of joints & pitting in sheets during the season.
4. Higher Welding Costs: For cladding stainless sheets over MS welded sheets.
5. Welding Joints: Due to non availability of proper jigs and fixtures at the site, it can result in improper welding and can lead to uneven gap in the plates.
6. Heat Affected Zone: Due to difficult working condition, the welding conditions are impacted. This can lead to creation of higher Heat Affected Zone. It is characterized by grain boundary liquation, which may result in liquation cracking. These cracks, which are found in the grain boundaries one or two grains below the fusion line, have been identified as potential initiation sites for hydrogen-promoted under-bead cracking.
Some of the photographs taken in various sugar factories in India are given as Image 1,2 & 3. These illustrate the concerns mentioned above

Troughs & chutes in sugar industry-advantages of stainless steel platese-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
COMBINED FACTORY ENGINEERING & PROCESSING—138
Image 1 – Pitting corrosion
Image 2 – Galvanic corrosion
Image 3 – Weldment design constraint

COMBINED FACTORY ENGINEERING & PROCESSING—139
Rajeev Gupta, Nimish Goel & D. Kamilae-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
ProcedureIn current practice, SS plates are welded over MS plates and it can give extra life from 25-100% against thick MS plates. Rubbing of Flakes also damages the surface and can widely affect the total life expected in this application. It results in uneven surface and can further deteriorate the smooth functioning of equipment.
While using cladded plate, full contact with the trough is not ensured & the continuous rubbing at weld joint and the bulging of the liner is always a challenge. Thickness presently used is 6mm (MS) +2 mm (SS). 2 mm liner is also prone to mechanical damage rather than erosion and corrosion damage. This leads to the restricted usage and needs to be discarded if 0.5 mm thickness is left.
For using 6 mm thick stainless steel, proper back side bracing support is required to be used to ensure that the fitment is proper. Allowances to be given in the corners for proper movement of conveyors and in providing space for periodic maintenance or for doing repair work.
Using a through thickness of SS bottom in place of SS + MS will give better life, even with occasional mechanical wear of rakes & can offer following benefits-
1. No more change of liner plate.
2. The full thickness base is able to take the wear owing to rake touching.
3. Full SS ensures no more rusting in between liner and base plate, sandwiched area, where some juice could have been escaped and corrode the base plate rapidly during off season.
CONCLUSIONUse of single plate of ferritic stainless steel can provide multiple techno commercial advantages. Right from benefits of ease in fabrication and long life of equipment, use of single plate can help in taking care of repetitive maintenance year over year. Further, as per estimations, it can result in savings of 37% in life cycle costs for Cane Carrier and 50% for Rake Type elevator.
ACKNOWLEDGEMENTSWe acknowledge the contribution of many persons from OEMs, users, consultants of Sugar Industry, who have helped us in understanding the concerns in sugar Industry and provided us technical and commercial details for this application.
REFERENCES1. Stainless steel- A wonder metal: To combat corrosion and optimizing life time value of
equipment for sugar industry – Joint Study of J.P. Mukherji & Jindal Stainless, 2018 – Presented in STAI 76th Annual Convention
2. Application of ferritic and chrome-manganese austenitic stainless steels for cost-effective equipment design and lower life cycle cost in manufacture of cane sugar- Proceedings of 73rd Annual Convention, STAI- Dr. L. K Singhal, Nandini Rai and Prashant Poojary
3. Applications of ferritic stainless steel in sugar mills, Proceedings of 68th Annual Convention- STAI- By Balsamo P., Lima F., Annechini D., Carbo H. M., Andrade J. R
4. Stainless steel in sugar industry- Proceedings of 67th Annual Convention STAI- Technical Paper by Mr. R. K Goyal, Rajesh Khosla, Pravin Goel, Jindal Stainless Limited, 2006

Troughs & chutes in sugar industry-advantages of stainless steel platese-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
COMBINED FACTORY ENGINEERING & PROCESSING—140
5. Corrosion Problems and usage of different steels in Sugar Industry – Proceedings of 57th Annual Conference of STAI- By Mr. S.P.Jain, Daurala Sugar Works, Daurala
6. Assessment of sensitization resistance of AISI 409M grade ferritic stainless steel joints using Modified Strauss test. - A.K. Lakshminarayanan, V. Balasubramanian, Material & Design 39 (2012) 175-185
7. Dissimilar Material Welding. – Noel F Herbst; Presented to the Welding Technology Institute of Australia, Victoria Branch, Feb 4th, 1998
8. Basic Understanding of Weld Corrosion – ASM International, Corrosion of Weldaments - #05182G

COMBINED FACTORY ENGINEERING & PROCESSING—141
Rajeev Gupta, Nimish Goel & D. Kamilae-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
Annexure 1 – Physical & mechanical properties of SS 409M grade
Annexure 2 – Advantages of ferritic SS in Sugar industryIn Sugar mills, the wear and corrosion attacks are very high within the mills. This result in high maintenance costs, reduce the quality of sugar and affect productivity due to more frequent downtimes for cleaning and maintenance.
The success use of Ferritic series like 409M, 439, 441, 44 in sugar mills in Brazil has spread to other countries which have aggressively adopted these materials in their mills.
Stainless Steels, due to their combinations of mechanical and corrosion resistance, are the pre-ferred materials to be applied in the Industry.
The main advantage of Ferritic Stainless Steels is:-
1) Economical stainless steel due to low alloy content. Low Ni and Low Mo.
2) Good resistance to mildly corrosive environments – esp. useful in wet abrasion or wear ap-plication.
3) Readily fabricated by bending, plasma cutting and conventional electric welding processes.
4) Low thermal expansion coefficient results in reduced distortion in welding and in high tem-perature applications.
5) Good scaling resistance to over 6000C, and useful strength at these elevated temperatures.

Troughs & chutes in sugar industry-advantages of stainless steel platese-Proceedings of 78th Annual Convention of STAI: 133 – 142 2020
COMBINED FACTORY ENGINEERING & PROCESSING—142
Annexure 3 – Estimated cost benefit ratio

COMBINED FACTORY ENGINEERING & PROCESSING—143
S.K. Bhojraj & V.M. Kulkarnie-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
NEW TECHNOLOGY FOR PRODUCTION OF REFINED QUALITY SUGAR DIRECTLY FROM CANE JUICE
S.K. Bhojraj1 & V.M. Kulkarni2
ABSTRACT
We are aware that sugar is not “manufactured” in sugar factory and is produced by the sugarcane (or sugar beet) in the farms. We, in sugar industry separate sucrose from the juice extracted from sugarcane. Thus, sugar industry is necessarily a separating or purification and separation industry wherein sugar (sucrose) is bagged in pure form. While doing so we use different technologies to concentrate and purify sucrose for separating it as pure crystals in the bag. It is obvious that not all sucrose will be separated as crystals and some sucrose along with other impurities will be separated as molasses.
In India, we try to produce reasonably white sugar by double sulphitation process where we treat juice with sulfur dioxide for clarification (1ststep) and later treat syrup for bleaching (2nd step), for white sugar production. However, some sulfur remains in the sugar and sugar do have certain impurities and such “impure” sugar is not accepted, as fit for human consumption in most of the countries.
Use of new technology or “out of box” processing can create ground to access market with premium by improving sugar quality.
The quality improvement can be in raw sugar and also in producing better quality Refined sugar in single step.
Keywords: FFE, JH, H.S.A, Pr. (Pressure), Temp.(Temperature), ∆T(Temp. difference).
INTRODUCTIONIn the present day context of producing quality sugar at lesser cost, by involving out of box thinking,such as reducing the Juice temperature before going to the Clarifier & employing minimum retention time to reduce inversion losses & replacing the conventional rotary vacuum filter with Gravity Belt Filters ,using Falling film Evaporators of tubular/plate type & Vertical Continuous pans to achieve very good quality in Sugar as well as economy in steam & power consumption.
This paper gives details of a new revolutionary process to produce direct refined quality sugar with suitable modification in operating conditions & through redesigning of Clarifier & Filtration equipment etc. The key features of the process are:-
– Sugarcane in and sugar out in minimum time, using lowest possible temperature without changing pH harshly!
1E-mail: [email protected] 2E-mail: [email protected]

New technology for production of refined quality sugar directly from cane juicee-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
COMBINED FACTORY ENGINEERING & PROCESSING—144
Figure 1 – Process flow diagram including Short Retention Clarifier & Belt Gravity Filter
– Using appropriate Biocides at various stages to eliminate the microbial growth & use effective chemicals in various stages to increase the efficiency of clarification.
– Avoiding impurity addition and formation
– Not using sulfur
– Filtration, using gravity against conventional rotary vacuum filters to increase efficiency & avoid usage of Bagacillo.
REFINED SUGAR DIRECTLY FROM SUGARCANE JUICE
The process flow diagram of the New Technology is shown in Figure 1.This process is suitable for producing refined sugar directly from sugarcane juice thus eliminating the conventional raw-refined route.
Note: Red star indicate the elimination of certain units of Juice heaters for 3 stage heating of Raw juice & another red star indicate elimination of Juice sulphiter.
Time, temperature and pH are three main important factors as far as sugar recovery and quality are concerned. Conventional clarification process is on negative side for all these 3 factors! Very high temperature is not essential for clarification and efficiency of clarification can be well over 90% even at moderate temperature. Similarly there are various flocculating agents – cationic, anionic and non-ionic along with accelerators of flocculation like alum, ferric alum, aluminum chlorides etc. that can efficiently clarify any liquid within few minutes. It is a matter of choosing right combination to suite particular liquid with suitable environment. Since organic matter in cane juice is significant, it would be easy to form flocks at temperature above 700C and addition of suitable combination of agents, these flocks can be settled in clarifier within few minutes.

COMBINED FACTORY ENGINEERING & PROCESSING—145
S.K. Bhojraj & V.M. Kulkarnie-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
We have selected such combination of 3 agents that can effectively clarify the sugarcane juice within 30 minutes at 75 – 80 deg 0C. Adjustment of pH is not necessary; however, to reduce the dose of flocculent and to avoid inversion sugar losses; some amount of lime may be added to adjust pH near neutral. We can add some amount of activated carbon to absorb colouring matter during clarification.
To overcome the difficulty in taking out the vent gases out of factory due to less temperature that could create disturbance in settling in the clarifier, we have decided to select 90 deg C (Sucessfully tried in two factories in down south) for heating treated juice before sending it to the clarifier.
The overflow of the clarifier i.e. clear juice is passed through polishing filter to avoid any chances of carryover of flock or carbon particles. The mud is then filtered thru vacuum belt gravity filtration system. This is totally gravity based filtration system with washing mud to recover sugar using little vacuum finally. Such belt filters do not require addition of bagacillo and are very efficient. The quality of this filtrate juice can be too good to be recycled back, thus it can be added to clear juice or may be sent for fermentation with proper antimicrobial treatment. Choice depends on the economics of the process.
Thus the proposed new process fulfils the main norms of sugar technology, viz., time, temperature and pH as the process of juice clarification is carried at lower temperature (250 less), in a short time of just 30 minutes in place of conventional 3.0 hours and at natural/ neutral pH as addition of lime may be eliminated. Thus there is no addition of impurities and minimal formation of impurities that will enhance sugar recovery. In this process juice sulphitation is eliminated totally.
Normally Color transfer index for raw sugar is 100 : 1, i.e. 10000 IU color clear juice will produce about 100 IU sugar, whereas this color transfer index is reduced by great extent in secondary operation in sugar refinery where we require melt of 250 IU to produce sugar of 25 IU i.e. index of just 10 : 1.
This may be possible as the color having strong affinity towards sucrose crystals remains in the sugar and further color increases due to heat or caramelization which may have stronger affinity towards sucrose. We have observed that when we use Chemical -Sucrolor, this color transfer index becomes 130 / 160 : 1 and thus gives us chance to produce sugar of less than 25 IU color when clear juice color is about 3500 IU& turbidity below 10 units.
Control of microbial growth at various sections of the plantIt is essential to control microbial growth as microbes do influence clarification and filtration. Hence proper microbial control is the key to this technology & at least two stage treatment is suggested: (Patent no.US 8,394,202 B2 dated 12.03.2013)* Biocide 01 fast action ( patented),for cane sanitization :Sprayed on prepared cane entering
fiberizor. It consists of various salts of methyl & ethyl dithio-carbomates, organo sulphur based activator & penetrating agents, has an active ingredient concentration of 40 %.This Kills upto 90% microbes killed in just 1 minute recommended at a dosage of 2-5 ppm.
* Biocide 10 for mill sanitation .It is a chemical formulation of various salts of methyl & ethyl dithio –carbomates, organo sulphur based activator & penetrating agents, has an active ingredient concentration of 40 %, at a dosage of 10 ppm, kills about 90 % microbes in 10 minutes.
* Specially developed cationic polymer of coco – di-metyl amine for reducing the affinity of impurities & improving clarification @ a dose of 10 ppm in clear juice receiving tank & syrup tank.

New technology for production of refined quality sugar directly from cane juicee-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
COMBINED FACTORY ENGINEERING & PROCESSING—146
* For better crystal development, effective removal of molasses film & reduction of viscocity –special formulation of various glycols, oleates, acetates with surfactants is used in syrup @ 2-5 ppm.It also improves crystallization & crystal washing efficiency.
New Clarification System
• Juice treated for microbial control is heated to 750 C, neutralized with necessary amount of lime.
• For proper flocculation, polyelectrolyte, strong cationic and strong anionic flocculants are added in proper sequence with time.
• Juice is retained for 30 minutes in a short retention clarifier. There are several designs of short retention clarifiers available in the market. Figure 2 shows once such design.
Figure 2 – A sectional view of short retention clarifier
• To overcome the difficulty in taking out vent gases out of the factory due to less temperature that can create disturbance in settling in the Clarifier, hence it is decided to select 90 deg C temperature to which treated juice is heated before entering clarifier. (Successfully tried at two Sugar factories in South.)
• Overflow clear juice is filtered thru specially designed polishing filters
• Mud is filtered through special gravity type belt filters (refer Figure 3 showing flow diagram), which eliminates bagacillo otherwise used as filter aid in conventional rotary vacuum filters.

COMBINED FACTORY ENGINEERING & PROCESSING—147
S.K. Bhojraj & V.M. Kulkarnie-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
• The filtrate of gravity belt filters is of very good quality & hence can be sent to clear juice receiver.
• Clear juice will have color less than 3500 IU and turbidity below 10 units, making it suitable to produce refined sugar EC II grade below 45 IU
• Less temperature, less lime and very short retention time will result in reduction of sugar loss at clarification & evaporator besides reducing loss in molasses and no scaling.
Proposed system for Evaporator Station The clear juice after addition of filtrate will be of 20 Brix & can be sent to Clear juice pre heaters for heating up to boiling point for subsequent evaporation. Refer process flow diagram in Figure 1.
• Quintuple system of Falling Film Tubular type evaporators, with massecuite boiling by 3rd vapours, for better steam economy.
• Alternate method is to use Falling Film Plate type evaporators as 1st& 2nd effect of Quintuple set & last three bodies as Falling Film Tubular evaporators.
This is to take advantage of very less ΔT in Plate type evaporators & less ΔT in regular falling film tubular type evaporators, to facilitate 4th body vapours for A & B massecuite boiling & 3rd body vapours for C massecuite boiling, to get better steam economy.
Adoption of the above configuration at evaporator section shall result in following benefits:
a) Expected recovery rise by 0.5% on cane due to adoption of short retention clarifier as per comparative statement given in Table 1.
b) Better quality sugar & molasses
Figure 3 – Gravity Vaccum Belt Filtration System

New technology for production of refined quality sugar directly from cane juicee-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
COMBINED FACTORY ENGINEERING & PROCESSING—148
c) Because lowering of juice heating to 90 degC, instead of 100 +, there will be saving in steam consumption.
d) Lower inversion losses at the evaporator station.
ECONOMICSa) The chemical cost of conventional double sulphitation process is about Rs 20-35 per MT
cane. Normally, 110 kg of sugar is produced per MT Cane.
b) For new process, chemical cost would be Rs 55 per MT cane but it would produce about 120 kg of refined sugar per MT cane due to lower inversion and other sugar losses in the process.
c) Thus by “investing” about Rupees 5 Crore in equipment (for 2500 TCD factory) including addition of stage wise chemicals, New design of clarifier with accessories & Gravity based filtration system, using less vacuum in second phase, and spending about Rs 25 more per MT cane on chemicals, the benefit is more than Rs 200 per MT cane considering same sugar price.
d) Price premium in bulk for refined sugar fluctuates. Assuming it to be Rs 5 per kg, the benefit will be about Rs 600 per MT of cane, assuming sugar recovery of 12% cane.
Thus, for factory crushing 5 lakh MT cane, the net benefit will be Rs 7.8-8.75 Cr for the same sugar price. Thus payback on capital investment is within ½ season.
CONCLUSION
Thus by following above steps, we will be able to eliminate conventional Raw Sugar manufacture followed by Refining process .And straight away produce better quality sugar,by reducing the production cost & compatible price in present day situation. This is out of box thinking, when compared to conventional process.
REFERENCES
1) Gaudet, C, Kochergin, V (2013), Design & Industrial application of Lousiana Low Turbulance Clarifier (LLT): International Sugar Journal, 115(1377): 628-632.
2) Bhojaraj, S.K., Inversion studies in Evaporator station of various configurations & role of Falling film evaporators in reducing the losses part I, in the 43rd Annual convention of SISSTA, held in Vishakapatnam 2014, Part II & full paper in the Joint Convention of STAI & DSTA, held in Goa 2015.
3) Kulkarni, V.M. (2007),Improving Sugar quality and reducing process difficulties by emphasizing impurities rather than purity: Minimizing soluble polysaccharides by use of biocides. In: Proc. Int. Soc. Sugar Cane Technol., Vol 26, 1707-1712, Presented at Durban, South Africa.
4) Kulkarni V. M. (2010), Modified single sulfitation process for producing better quality Plantation White Sugar. In Proc. Int. Soc. Sugar Cane Technol., Vol 27, 1-8 Veracruz, Mexico.

COMBINED FACTORY ENGINEERING & PROCESSING—149
S.K. Bhojraj & V.M. Kulkarnie-Proceedings of 78th Annual Convention of STAI: 143 – 149 2020
Table 1 – Comparison of Inversion losses of short retention clarifier vs regular clarifier
Basis Considered: 2500 TCD /105 TCH. Cl. juice % cane 100 %, pol % Cl.juice 10.5 ,purity 80, Ph 7.0Operating Conditions : DORR 444 : Retention time 2 & half hours (150 mts). Temp.100 deg C Clarifier retention time 30 mts .Temp.90 deg C% inversion base values from Table 32.11 of Chapter 32 of HugotInversion rates from Table 32.10 of chapter 32 of Hugot
Type (Short retention ) DORR -444Details Retention time 30 mts Retention time 2 & half hrs (150 mts)% Sucrose inverted @ 100 deg C – 0.034% Sucrose inverted @ 90 deg C 0.014 – Inversion rate @ 100 degC – 100Relative velocity – 1.00Inversion rate @ 90 degC 41.5 –Relative velocity 0.415 – % Inversion 0.014 x 0.415 x 30/60 = 0.034 x 1.0 x 150/60 = 0.002905 0.085Quantity of clear juice 105 T/hr 105 T/hr entering the Clarifier Quantity of sugar entering 2500 x 0.105 = 262.5 T/day 262.5 T/day Quantity of sugar inverted 262.5 x 0.002905 x 24/100 = 262.5 x 0.085 x 24/100 = 0.18305 T/day 5.355 T/dayDifference when compared 5.17195 T/day – to DORR 444 Gain in recovery 0.21 % cane –Remarks This is the gain –Overall gain in recovery 0.21 + gain in F.C 0.025 +0.3 gain in F.M = 0.535

Tulsipur unit: journey towards upgradation & transformation (2.0)e-Proceedings of 78th Annual Convention of STAI: 150 – 154 2020
COMBINED FACTORY ENGINEERING & PROCESSING—150
TULSIPUR UNIT: JOURNEY TOWARDS UPGRADATION & TRANSFORMATION (2.0)
Yogesh Kumar Singh*, Pradeep Kumar Mishra** & Yogendra Singh Bisht***
ABSTRACT
Authors have shared their experience about the recent transformation of BCML-Tulsipur unit, which was established by Britishers with capacity of 500 TCD in the year 1936. This was a conventional sulphitation plant. For the last 2 years, the unit has speeded up the journey of upgradation, modernization & transformation through modification at milling, power house, various drives and process conversion. The unit has been transformed to produce refined sugar during the season 2019-20. Presently 3 MW incidental cogeneration facility is under installation that will be commissioned during 2020-21 season.
INTRODUCTIONThe plant was taken over by BCML in the year 1998 and started the journey of continuous improvement towards performance, technology up-gradation and capacity enhancement. Details were already presented by Tulsipur Unit in STAI Annual Convention-2019 titled “Tulsipur unit - Journey towards upgradation (1.0)”. Some of the important measures taken during off-season 2019 for its journey towards up gradation (2.0) & the results obtained have been described in this paper.
MODIFICATION IN MILLING SECTION DURING OFF SEASON 2019:a) Cane Carrier The feeding length of cane carrier at Tulsipur unit is only 38 mtrs & without any auxiliary
carrier.
We have modified the cane carrier to facilitate the unloading of cane by tippling thetrolley. This encouraged the growers to increase the use of tippler trolley. Now 25% of total cane is brought through tippler trolley & hence cane unloaders are not required for this quantity. This has reduced power consumption, maintenance of unloaders and increased feeding capacity. The consistency in milling operations was improved and cut-to-crush time of cane was also minimized. The power consumption was reduced by 0.04 KW/Ton of cane.
b) Unloader We have also installed VFD on hoist motor of all 04 unloaders in place of DOL starters.
We have not observed burning of even single unloader motor against 15-18 nos during earlier years. This has saved power @ 0.13 KW/Ton of cane & maintenance cost.
*Unit Head; ** Production Head; ***Engineering Head; Balrampur Chini Mills Ltd., Unit – Tulsipur, Distt. – Balrampur, (U.P.), E-mail: [email protected], [email protected]

COMBINED FACTORY ENGINEERING & PROCESSING—151
Yogesh Kumar Singh, Pradeep Kumar Mishra & Yogendra Singh Bishte-Proceedings of 78th Annual Convention of STAI: 150 – 154 2020
Table 1 – Details of Fibrizor before and after the modifications in off season 2019
S. No Particulars Before After 1 Installed power Turbine 3000 BHP Turbine 3000 BHP2 Swing dia (mm) 2000 22003 Tip speed (mtr/sec) 78.5 86.354 No of row 6 85 No of hammers 120 1606 Weight of rotor (Ton) 18.4 24.67 Anvil plate pocket size (mm) 200 (60%) 180 (40%) 150 (40%) 140 (40%) 125 (20%)
c) Chopper Wewere facing problem of frequent overloading at chopper and formation of cane fiber
dust was also higher. Chopper was having 48 nos of knives with swing dia of 1600 mm.
During off-season 2019, we havemodified the chopper as swing dia increased to 1800mm, knives reduced to 32, thickness of hub increased to 52 mm from 40. Accordingly, the tip speed was increased to 55 m/sec from 48.
Thismodificationhas improved consistency in cane feedingas overloadingproblemwaseliminated. The cane dust formation was also minimized.
d) Fibrizor Tulsipur unit is having turbine driven milling tandem having four mills with preparation
devices – Fibrizor, cutter& chopper. The average fibre% is 17.57. This is very high as70% of total cane area of Tulsipur is rain fed only.
If we observe previous 2 year results of milling at Tulsipur unit as mentioned in Table 2, it is clear that there was scope of improvement.
Afterbrainstorming,wedecided tomodify thefibrizorasdetailed inTable1below:
The kinetic energy was increased by 1.9 times & resulted into better P.I. with almost similar power consumption.
We observed drastic improvement in mill performance and results were better than our expectation as shown in Table 2. The bagasse pol of 1.56 was historically lowest in Tulsipur unit.
Table 2 – Woking results of the Milling Tandem for season 2019-20 as compared to previous two years
Season Cane Avg. Avg. Avg. Avg. Avg. Avg. Avg. Crushing P.I. P.E. Fibre% Bagasse Bagasse M.E. R.M.E TCD Cane Pol Moisture 2017-18 5700 85.86 65.69 17.68 1.62 49.70 95.14 96.772018-19 6200 85.91 65.47 17.57 1.63 49.49 95.36 96.892019-20 6000 88.48 66.45 17.21 1.56 48.54 95.84 97.14

Tulsipur unit: journey towards upgradation & transformation (2.0)e-Proceedings of 78th Annual Convention of STAI: 150 – 154 2020
COMBINED FACTORY ENGINEERING & PROCESSING—152
ThecalculationsforthereturnofinvestmentofthemodificationaregiveninAnnexure-1.It can be observed from this annexure that ROI is less than one season.
e) Replacement of Magnetic Separator Owingtovariousmodifications,plantcapacitywasincreasedby5000qtls/day&hencethe
thickness of prepared cane blanket at belt conveyor before mill no 1 was also increased. Theeffectivegaussstrengthofmagneticseparatorwasnotsufficienttotraptheironpiecesdue to ageing factor & higher thickness of cane blanket. This would have damaged the mill roller & scrappers. We decided to replace the electromagnetic separator of 5 KW by 7.5 KW having strength of 850 gauss at 350 mm distance
This was very helpful & approx 800 kg of iron pieces were trapped during last season, which came along with cane in spite of our continuous efforts to aware growers/transporter to supply cane free from foreign materials.
After the crushing season 2019-20, the condition of rollers teeth was very good & we have also not faced the problem of failure of any scrapper due to foreign material.
MODIFICATION IN POWER HOUSE DURING OFF SEASON 2019 Being a conventional plant, all 4 mills & fibrizor are turbine driven. We have 80 ton/perhour steam generation capacity @ 32 Kg/cm² pressure & 40 ton/per hour steam generation capacity @ 21 Kg/cm² pressure for the crushing capacity of 6000 TCD. It was a challenge to balance thepower& steamof different pressure as per energy requirement of refinery thatwas added during off season 2019. The power turbine of 3 MW 32 Kg/cm² was modifiedto run on 21 Kg/cm² pressure with reduced specific steam consumption & with increasedloading up to 2700 KW. The details are given in Table 3 below:
Table 3 – Details of power house turbines before and after modification in off season 2019
Sl. No. Power Before modification After modification Turbines Design Operating Output Design Operating Output Pressure pressure (KW) Pressure pressure (KW) (Kg/cm²) (Kg/cm²) (Kg/cm²) (Kg/cm²) 1 3 MW 32 32 Kg/cm² 2700 32 32 26002 3 MW 32 21 Kg/cm² 1700 21 21 24503 2 MW 21 21 Kg/cm² 400 21 21 Surplus now
The total steam consumption of the power house turbines at the operating load was reduced by3TPHafterabovemodification in thepowerhouse.
INSTALLATION OF VFDWe have installed 42 Nos of VFD at major energy consuming units. This has also facilitated us to operate boilers in auto fuel firing mode and to maintain energy balance of refineryincluding other various process automation. The saving due to VFDs was estimated to be 1 Kw/Ton of cane.
INSTALLATION OF PLANETARY DRIVESTominimize the impact of higher energy demand of refinery process, we have installed 32nosplanetary gearboxes inboilinghouse to replace inefficient gears. The estimated savingof power due to planetary drives is 0.9 KW/Ton of cane.

COMBINED FACTORY ENGINEERING & PROCESSING—153
Yogesh Kumar Singh, Pradeep Kumar Mishra & Yogendra Singh Bishte-Proceedings of 78th Annual Convention of STAI: 150 – 154 2020
PROCESS CONVERSION DURING OFF SEASON 2019 The sulphitation process was changed to Defeco-remelt phosphoflotation (DRP) during offseason 2019. We have not installed ION Exchange column to minimize the capital cost & pollutants load. The project was successfully commissioned & produced sugar @ 40-45 I.U. fromveryfirstdayof theseason2019-20.
The chemical consumption/ton of cane remained almost same as per sulphitation process.
Due to installation of VFD & planetary drives simultaneously with the process conversion to DRP, the net power consumption was increased only by 1 KW/Ton of cane during the season 2019-20 as compared to previous season operating with sulphitation process.
We have brought discarded evaporator body from our sister concern to balance the evaporator as per increased vapour demand of refinery. The massecuite % was 74 against 52.5 ofsulphitation. Steam consumption was increased by 3% and same will be brought to earlier levels by furthermodification in vapour bleeding arrangements& converting an evaporatorbody into melt concentrator.
The luster of the sugar is remarkable and it hasmade significant presence in themarketwithapremiumofRs45-50/qtl. TheROIof therefineryproject isapprox.3years.
SUMMARY OF ACHIEVEMENT OF SEASON 2019-201. Lowestbagassepolof1.56inhistoryofTulsipurunitaftermodificationinfibrizor/chopper.
Recovery 11.11% was also highest ever in Tulsipur.
2. Productionof refinedsugarof40-45 I.U.
3. Average power consumption increased only by 1.0 kw/ton of cane after process conversion to refinery.
4. Aftermodificationof3MWturbine,achieveddesiredenergybalanceonly through2nospower turbines. The third turbine of 2 MW stopped & now declared as surplus.
PROJECT TO BE COMMISSIONED IN 2020-21:Byupgradation,modification&efficientoperationsofTulsipurunit,wecouldplanincidentalcogen also. We have signed power purchase agreement (PPA) with M/s UPPCL (Uttar Pradesh Power Corporation Limited) @ Rs. 4.53/unit in Sept-20.
Again,weareusingadiscarded3MWturbine fromoursister concernaftermodification itfor 21 kg/cm² steam. This power turbine would also act as stand by turbine in case of any emergency/problem in existing 3 MW turbines.
The power project is being installed for exporting power upto 3 MW. The same project will be commissioned by Dec-20.
FUTURE PLANNING FOR SEASON 2021-22 Wewouldbe installing5thmill in themilling tandemfor furtherenhancing theefficiency.
CONCLUSIONNow the Tulsipur unit has been upgraded& transformed into a refined sugar factory withincidental cogen facility. The Tulsipur team has utilized the discarded equipment’s like evaporator bodies, turbines, FBD etc. from our sister units to achieve low cost solutions for

Tulsipur unit: journey towards upgradation & transformation (2.0)e-Proceedings of 78th Annual Convention of STAI: 150 – 154 2020
COMBINED FACTORY ENGINEERING & PROCESSING—154
the above up gradation. Many historical achievements in operations have been achieved during the last 2-3 years along with enhancement in crushing capacity from 5500 TCD to 6000 TCD.
This journey will also be continued in the forthcoming seasons.
ACKNOWLEDGEMENTThe authors express sincere gratitude to Shri Vivek Saraogi, Managing Director of Balrampur Chini Mills Ltd. for motivating and permitting to publish this paper. We are thankful to TULSIPURTEAM&CTTforsuccessfulimplementationoftheProjectandothermodifications.
Annexure 1 – ROI for fibrizor modification
Cane Crushed in 2019-20 : 8,76,857 Tons
Bagasse % Cane : 34.90%
Bagasse Pol 2019-20 : 1.56
Bagasse Pol 2018-19 : 1.63
Saving of Sugar %Cane : (0.07 x 34.90 ) / 100 = 0. 02443
Total Gain of Sugar : (8,76,854 x 0.02443) / 100 = 214.21 Tons
Cost of Sugar Saved : 214.21 tons x Rs. 31000/- = Rs. 66.40 Lacs
Cost of Fibrizor : = Rs. 35.0 Lacs
ROI (In years) : 35/66.4 = 0.52 year

FACTORY ENGINEERING—155
M.B. Londhe, K.B. Kale, A.K. Dixit & Sarad Raj Khane-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
CASE STUDY - IMPACT OF HIGH IMBIBITION % CANE (50 % +) ON SUGAR RECOVERY AND STEAM CONSUMPTION
M.B. Londhe1, K.B. Kale2, A.K. Dixit3 & Sarad Raj Khan4
ABSTRACT
In Indian sugar industry, practice of using high imbibition % cane – above 45 % is increasing, Authors studied techno commercial benefits of using higher imbibition % cane (above 45 %). Various formulae’s were proposed to estimated expected increase in mill extraction & sugar loss in bagasse at different imbibition % cane.
Key words: Comparative study of higher imbibition use, effect of imbibition on purity drop, Effect of imbibition on mill extraction, exhaust steam costing, guidelines for managing 40% + imbibition % cane at mills.
INTRODUCTIONWater used in milling tandem for extraction of sugar from bagasse is called as imbibition water. This is also called as added water or maceration water. The imbibition water quantity normally expressed in terms of % cane or % fibre. Before 2000, imbibition % cane used in Indian sugar industries was limited to 30-35 % on cane or 200 % on fibre. Now the technology progressed and various techniques are developed for controlling moisture % bagasse even with 50-55 imbibition % cane. At the same time, revolution at evaporator and pan station for reducing steam consumption, vanishes the constraints for using imbibition % cane of the order of 50-55 % on cane. Now number of sugar mills especially in North India are using imbibition % cane of the order of 50 % +. Use of very high imbibition % cane is definitely useful for decreasing sugar loss in bagasse and helped to increase sugar recovery. However mixed juice brix % is decreases and normal evaporator may not able to handle this low brix clear juice. The increased juice % and low brix % increases steam consumption. In DSM sugar Mansurpur, efforts are made to quantify the advantages and disadvantages of high imbibition % cane.
EXPERIMENTAL METHODS Normal imbibition adopted in DSM Mansurpur is in the range of 40-45 % on cane. In view of assessment of effect of imbibition on performance improvement as well as reduction in sugar loss in bagasse is studied. Following is the experimental method adopted for the study
– Before starting sampling availability of cane in the yard is assured. The mill variables such as crush rate, imbibition %, average carrier speed and other auto-controlled parameter are decided by concern milling staff and tried to maintain it till sampling complete.
1&2Rahi Techno Services, Pune, 1E-mail: [email protected], 3&4DSM Sugar Mills, Mansurpur, UP; 3E-mail: [email protected],

Case study - impact of high imbibition % Cane (50 % +) on sugar recovery....e-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
FACTORY ENGINEERING—156
– During sampling period, physical cleaning of mills by hot water is totally avoided.
– If any stoppage due to unseen problems faced during sampling, then the samples discarded and new samples collected after starting normal working.
– Various juice samples required for brix curves and sugar loss assessment collected as per the norms for brix curve sampling. The normal mill juice sample period is to be kept 45 minutes. All sample buckets shall be well labelled and arranged cover on it for avoiding evaporation. Total three runs of sampling is done for minimizing errors in sampling. The composite sample of three runs is collected and sent to laboratory for further analysis.
– In case of final bagasse, sampling is done with in interval of 10 minutes and efforts made to collect sample throughout carrier width – almost 2.0 Kg sample per sampling. Total samplings for bagasse are 4-5 nos. All samples are collected in one plastic bucket with cover. After completion of sampling, total bagasse bucket sample is poured on a cloth and mixed well by adopting standard sub sampling technique.
– Bagasse analysis is given priority as there are chances for deterioration / evaporation of moisture to atmosphere. Bagasse analysis is started within short time (less than 10 minutes) as sampling overs.
– All juice samples are primarily screened trough 100 mesh screen for separation of bagacillo in juice. Screened samples are further used analysis of hydrometer brix % and apparent purity.
– For analysis of Primary bagasse/ final bagasse /Preparatory Index/ All juice samples standard methods as per “Systems of technical control for cane sugar factories in India” by N. C. Varma is adopted.
– For collection of bagasse sample a special jaw is designed so as allow to collect bagasse just after emerging from top roller and before the addition of water / diluted juice on bagasse blanket.
– Total 5 sets collected for varying imbibition % cane from 43.0 to 55.5
DETAILS OF MILL STATION SET UP AT DSM SUGAR MANSURPUR:
– Cane Preparatory equipment’s – Chopper, 1st cutter, 2nd cutter, Shredder. Normal preparatory Index – 86+
– Mill no 1 to 4: Conventional 3 Roller Mill size 38”x78” with TRPF;Separate drive to Mill & TRPF
– Mill no. 5 : Two roller mill size 40” x 80” with TRF – 3 no rollers; Separate drive to top roller, discharge roller and feeding TRF
– Normal primary extraction :75-76%
– Mill 1 to 4 : Centre to Centre distance= 20 m
– Mill 4 to 5: Centre to Centre distance= 16 m
– Use of box type juice distribution box for recirculated juice
– Rotary screen for raw juice screening
– Normal Imbibition water temperature :76-78 deg C +
– Normal crush rate :7500-8000 TCD

FACTORY ENGINEERING—157
M.B. Londhe, K.B. Kale, A.K. Dixit & Sarad Raj Khane-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
TABLE 1 – ANALYTICAL DATA OF MILL TESTS FOR DIFFERENT IMBIBITION % CANE
Particulars Case 1 Case 2 Case 3 Case 4 Case 5Date of sampling 1.05.20 14.05.20 30.04.20 29.04.20 6.05.20Imbibition % cane 43.00 47.00 48.00 52.56 55.50Pol % cane 14.12 13.30 14.11 14.25 13.80Pol % bagasse 1.89 1.71 1.72 1.66 1.62Fibre % cane 14.91 14.97 15.07 14.88 14.97Primary juice, Bx % 20.31 18.78 19.91 20.68 20.142nd Mill Juice, Bx % 9.48 8.48 8.01 8.12 8.035th Mill Juice, Bx % 1.41 1.01 1.12 0.97 0.70Brix difference – PJ to SJ 10.83 9.10 11.80 12.56 11.71Brix ratio – SJ/ PJ 0.466 0.451 0.402 0.392 0.398Primary juice, Pty 83.90 82.20 84.13 84.04 83.712nd Mill Juice, Pty 81.10 79.34 81.12 81.01 80.505th Mill Juice, Pty 71.92 70.09 71.43 70.80 70.13Purity difference – PJ to SJ 2.80 2.86 3.01 3.03 3.21Purity difference – PJ to LMJ 11.98 12.11 12.70 13.24 13.58
(SJ – 2nd mill juice, LMJ – Last Mill Juice)
RESULTS & DISCUSSIONS
Effect of higher imbibition on purity drop & brix %:
Following table no. 1 gives the various data collected for 5 mill tests.
With increase in imbibition, it is expected to increase non sugar extraction. Non sugar extraction decreases the purity of later extracted juice. Fig 1 & 2 indicates effect of imbibition % cane on “purity drop from Primary juice to 2nd mill juice” and “purity drop from Primary juice to Last mill juice”.

Case study - impact of high imbibition % Cane (50 % +) on sugar recovery....e-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
FACTORY ENGINEERING—158
The relationship between imbibition % cane and purity drop can be estimated by a trend line equation. Following are the trend line equations
• Puritydrop fromprimary juice tosecondary juice y = 0.0.0309x + 1.4594 Where x= Imbibition % cane
• Puritydrop fromprimary juice to lastmill juice y = 0.1371x + 5.9757 Where x= Imbibition % cane
Based on above trendline equations, table 2 gives calculated yard sticks for “Purity drop - PJ to SJ” & “Purity drop - PJ to LMJ” at different imbibition % cane.
TABLE 2 – PROPOSED YARD STICKS “PURITY DROP - PJ TO SJ” & PURITY DROP - PJ TO LMJ” AT VARIABLE IMBIBITION % CANE
Imbibition%cane Puritydrop -PJtoSJ, Puritydrop -PJtoLMJ y=0.0309x+1.4594 y=0.1371x+5.9757 25 2.23 9.4030 2.39 10.0935 2.54 10.7740 2.70 11.4645 2.85 12.1550 3.00 12.8355 3.16 13.5260 3.31 14.20
Effectofhigher imbibitiononpol%bagasse&millextractionUse of imbibition for reducing sugar loss in bagasse is essential. Before 2-3 decades, as vapour bleeding system was a constraint, the imbibition % fibre was limited to 200-250 % on fibre. With improvement in evaporator station performance and modern alternatives for reducing steam consumption, now sugar mills can handle juice % of the order of 115-120 % effectively. At mill station, by using modern technique to reduce mill slippage, the imbibition % fibre at mill station is increased considerably to the level of 325 % on fibre and it was helpful to reduce sugar loss in bagasse from 0.90 to 0.50. This has contributed increase in sugar recovery of the order of 0.40 units. The efforts for increasing imbibition % fibre are further continued and some sugar mills trying to use imbibition % fibre in the range of 375-400. This will definitely helpful to reduce sugar loss in bagasse below 0.40 unit. In present study, we had studied impact of higher imbibition on increasing mill extraction and reducing sugar loss in bagasse. The details of findings are tabulated in Table 3.
The data indicate that by increasing 10 % imbibition % fibre, there is rise in sugar recovery of the order of 0.020 unit for 47 % imbibition and 0.017 unit for 48 % imbibition. However for further increasing imbibition % fibre, this gain in sugar recovery per 10 % increase in imbibition % fibre is decreased to the level

FACTORY ENGINEERING—159
M.B. Londhe, K.B. Kale, A.K. Dixit & Sarad Raj Khane-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
of 0.009-0.010. This indicates all possible sugar extraction from residual juice in bagasse is reached to optimum level. Further increase in imbibition % fibre may result in lower recovery gain.
TABLE3–EFFECTOFHIGHIMBIBITION%CANEONMILLEXTRACTION,SUGARLOSS INBAGASSE & ADDITIONAL SUGAR REVENUE
Particulars Case 1 Case 2 Case 3 Case 4 Case 5Imbibition % cane 43.00 47.00 48.00 52.56 55.50Pol % cane 14.12 13.30 14.11 14.25 13.80Pol % bagasse 1.89 1.71 1.72 1.66 1.62Fibre % cane 14.91 14.97 15.07 14.88 14.97Added water % fibre 288.40 313.96 318.51 353.23 370.74Moisture % bagasse - last mill 49.50 49.50 49.00 50.00 49.50Bagasse % cane 31.170 31.122 31.013 31.249 31.028Pol in bagasse % cane 0.589 0.532 0.533 0.519 0.503Total ME 95.828 95.999 96.219 96.361 96.353Decreasedsugar loss inbagasse 0.000 0.057 0.056 0.071 0.086Increase in imbibition % cane 0.000 4.000 5.000 9.560 12.500Increase in sugar extraction per 0 0.014 0.011 0.007 0.007 unit increase in imbibition % Expected increase insugar 0 0.051 0.050 0.064 0.077 recovery%cane@BHR=90Increase insugar recovery 0 0.020 0.017 0.010 0.009 per increaseof imbibition% fibreby10.0Quintals increase in sugar in 0 40.985 40.088 50.781 64.163 MJ per day @ 8000 TCD Additional revenuethrough 0 1.352 1.322 1.675 2.117 increasesugarprice @Rs.3300perquintal, Rs.Lacs/day
Figures 3 & 4 indicate effect of imbibition % fibre on mill extraction and sugar loss in bagasse
Based on trendline of mill extraction graph, the relation of mill extraction with reference to imbibition % fibre can be given by the formula
y=0.0067x+93.944
Wherex= Imbibition%fibre
Similarly based on trendline of sugar loss in bagasse graph, the relation of sugar loss in bagasse with reference to imbibition % fibre can be given by the formula
y= -0.0012x+0.92
Wherex= Imbibition%fibre

Case study - impact of high imbibition % Cane (50 % +) on sugar recovery....e-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
FACTORY ENGINEERING—160
Based on above formulae, we had worked out expected mill extraction and sugar loss in bagasse with reference to imbibition % fibre. The following table no. 4 indicates these calculated values,
TABLE 4 – EFFECT OF IMBIBITION % FIBRE ON MILL EXTRACTION & SUGAR LOSS IN BAGASSE
Imbibition%fibre MillExtraction Sugar loss inbagasse y=0.0067x+93.944 y= -0.0012x+0.92200 95.28 0.68225 95.45 0.65250 95.62 0.62275 95.79 0.59300 95.95 0.56325 96.12 0.53350 96.29 0.50375 96.46 0.47400 96.62 0.44425 96.79 0.41
From the above data following are findings• By increasing imbibition % fibre by 10 %, one can achieve higher mill extraction
of the order of 0.067 unit• Similarly by increasing imbibition % fibre by 10 %, one can reduce sugar loss in
bagasse of the order of 0.012 unit
EstimationofexhauststeamcostNow a days exhaust steam is made available by producing power, so that the total expenses for bagasse burned for steam production, shall not be considered for required exhaust steam. We had calculated exhaust steam cost as follows,

FACTORY ENGINEERING—161
M.B. Londhe, K.B. Kale, A.K. Dixit & Sarad Raj Khane-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
– Boiler pressure = 64 kg/cm2(g), no. of boilers = 2
– Seam temperature = 4900C
– Steam to bagasse ratio = 2.26
– Bagasse selling price = Rs. 2000/- per ton
– Steam turbine =27MW, BP type and exhaust generation of 1.50 Kg/cm2 pressure
– Specific steam consumption = 5.80 Kg/kwh
– Power selling rate = Rs 2.95 per unit
– Onetonsteamofaboveparameters :
o Power generation (KWH) from 1ton steam =1000/5.8 =172.41 (KWH)
o Revenue from power selling =172.41*2.95 = Rs. 508.61
– Bagasse required for 1ton steam (64 Kg/cm2 & 490 0C) = 1000/2.26 = 442.47 Kg
– Bagasse cost for 1 MT steam = 442.47 * 2.0 = Rs. 884.95
Similarly the operating cost of steam production is worked considering present expenses in sugar mill and are as follows,
– Salary & wedges charges for production of 1.0 MT steam = Rs. 40.0
– Maintenance charges for production of 1.0 MT steam = Rs. 15.0
– Interest on capital investment (boiler & TG set) for production of 1.0 MT steam = Rs. 80.0
– Total cost of production of 1.0 MT live Steam = 884.95 + 40.0 + 15.0 + 80.0 = Rs.1019.95
– Net Cost of 1 MT exhaust steam = Rs. 1019.95 - Rs. 508.61 = Rs. 511.34 per MT of exhaust steam
Economicsofuseofhigher imbibitionsUse of higher imbibition, results in increased juice % and lowering mixed juice brix %. Both these figures results in increasing steam consumption. We had calculated expected steam consumption considering present vapour bleeding scheme. For study purpose no any changes considered in vapour bleeding scheme and assuming initial MJ brix % 14.50 and syrup brix % -64.0. Following table no. 5 gives the comparative statement for the various imbibition % cane cases.

Case study - impact of high imbibition % Cane (50 % +) on sugar recovery....e-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
FACTORY ENGINEERING—162
TABLE 5 – ECONOMICS OF USING HIGHER IMBIBITION % CANE
Particulars Case 1 Case 2 Case 3 Case 4 Case 5Imbibition % cane 43.00 47.00 48.00 52.56 55.50Expected raw juice % cane 111.83 115.88 116.99 121.31 124.47Increase in juice % cane 0 4.05 5.16 9.48 12.64MJ Brix % (calculated) 14.50 13.99 13.86 13.37 13.03Expected steam consumption 45.92 47.08 47.40 48.65 49.56 % cane Increase in steam consumption, 0 1.16 1.48 2.73 3.64 % cane Required additional exhaust, MT/day 0 92.8 118.4 218.4 291.2Cost of exhaust steam, Rs./ MT 511.34 511.34 511.34 511.34 511.34Expected cost of increased steam, 0 47452 60542 111676 148902 Rs. per day Additional revenue through increase 0 135250 132289 167579 211737 sugar production @ Rs. 3300 per quintal, Rs. per day (from Table 3) Net additional saving, Rs. per day 0 87798 71747 55903 62835Expectedadditional revenue, 0 10.97 8.97 6.99 7.85 Rs./MTofcane
Figure no.5 indicates the effect of increased imbibition % cane on increase in steam consumption for sugar process. Fig no. 6 shows the comparative status – increased cost due to increased steam consumption and expected revenue generation by increased sugar extraction with reference to variable imbibition % cane.
Guidelines forpracticinghigher imbibitionatmill stationPracticing 40 % imbibition water % Cane & higher imbibition temperature (80 deg C +) on mill is difficult and may face problems such as mill slippage and increase in moisture % bagasse. To avoid these troubles and to achieve better results while increasing imbibition quantity following changes has to be adopted;

FACTORY ENGINEERING—163
M.B. Londhe, K.B. Kale, A.K. Dixit & Sarad Raj Khane-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
Feeding devices: Use of feeding devices like TRPF/GRPF help to increase juice drainage and form compact bagasse blanket & fed to mill and also, it increases grip on bagasse to avoid slippage
Lotus Rollers: To improve juice drainage adopts 3 nozzle type lotus rollers to top and discharge and adopt deep maceration grooves to feed roller. However, to reduce re-circulation of top roller juice further on bagasse and last mill, all top roller scrappers need to modify and re-adjust at 10 - 15 degree above horizontal line of roller so that no juice return on delivery side of mill bagasse.
Trashplateheelclearance: Back grooving of trash plate shall be avoided completely and increase heel clearance to 45-60 mm as per available space between trash heel and OD of discharge roller. Moisture reduction in last bagasse is achieved if moisture in earlier mills shall be achieved lower and effective mixing of imbibition with bagasse by rotary macerator.
Rollergroovepitchandangle: The sequence of mill pitch, differential groove angles and feeding devices are to be judiciously selected as per mill size and capacity. The bagasse in the mill groove generate radial pressure on roller surface according to hydraulic load. The bagasse cannot penetrate to bottom of groove due to its woven fibrous nature. And at the height of 1/3 from bottom of groove, the radial pressure is almost very low, therefore, differential angles as for bottom rollers use acute angles 35 – 45 degree and 50-55 degree to top rollers must be adopted.
Adopt low speed milling: Adopt low mill speed as low as 6-10m/min. This increases co-efficient of friction and grip on bagasse increases. Also, it helps to give more time for juice drainage.
Stepstoavoidbagasseslippageinmilling: To adopt high quantity & temperature imbibition water and low mill speed, following groundwork in milling is essential to increase grip on bagasse;
– Mill roller roughening: Mill roller roughening up to 1/2 groove depth to be done
– On the groove landing, Tear Drop welding (spigot welding) shall be done
– Chevron on top, feed and UFR are very much effective to run mills at lower RPM. Even, roughening reduces during passage of season or long season duration, chevron grooves are helpful to grip bagasse. Also, it is helpful to maintain grip on bagasse at when imbibition temperature increased to 85-90 deg. C
– Heighted Donnelly chutes are preferred for compacting prepared cane feeding to four roller mill
– When mills operated at low speed, the speed & load on mill regulation has to be done by AC VFD drive
– Donnelly chute must have bagasse height of ½ -1 m in it to create positive feeding, hence good quality mill automation is essential to maintain it

Case study - impact of high imbibition % Cane (50 % +) on sugar recovery....e-Proceedings of 78th Annual Convention of STAI: 155 – 164 2020
FACTORY ENGINEERING—164
CONCLUSION
1. Use of high imbibition is necessary to recover remnant sugar in bagasse. Cost economics indicate that use of 47-48 % imbibition % cane (320 % on fibre) is techno commercially profitable than very high imbibition % cane (50 % +).
2. Higher imbibition increases purity drop from PJ to SJ and the relation can be expressed as y=0.0.0309x+1.4594, where x= Imbibition % cane
3. Higher imbibition increases purity drop from PJ to LMJ and the relation can be expressed as y=0.1371x+5.9757, where x= Imbibition % cane
4. Higher imbibition increases Mill Extraction and the relation can be expressed as y=0.0067x+93.944, where x= Imbibition % fibre
ACKNOWLEDGEMENTAuthors are extremely grateful to Vijay Kumar Goel Ji, Chairman and Mr. Gautam Goel Ji, Managing Director of DSM Sugar Mansurpur for their continuous encouragement and support during the above work & permission to publish this paper. Authors are also thankful to Mr. Sandeep Sharmaji, Mr. Charu Koharwal & Mr. Mukesh Giri and mill station staff of DSM sugar, Mansurpur for their help in above study.
REFERENCES
1. W.E. Smith (1929), “Analysis of Milling Conditions’, Association of Hawaiian Sugar Technologist, 1969
2. H.N. Gupta (2001), “Milling investigation - Part I”, 63rd Annual convention of STAI, 2001, p: E49-E56
3. K.B. Kale and M.B. Londhe (2004) “Brix Curve, Individual Extraction and Improvement in Milling Performance” at DSTA 53rd Annual Convention, Pune.

SUGARCANE AGRICULTURE


SUGARCANE AGRICULTURE—167
Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
CO 0238 – ITS IMPACT, MANAGEMENT AND WHAT’S NEXT ?
Bakshi Ram1
INTRODUCTIONSugarcane varieties serve as the pivot of sugarcane agriculture and ICAR Sugarcane Breeding Institute is the major agency that caters to the varietals needs of India. The varieties of this 108 years old Institute have transformed the country from sugar importer to a country with surplus sugar production right from the early years of establishing a breeding facility at Coimbatore. Way back in 1918, the first commercial variety in the form of Co 205 was released. This variety not only revolutionized sugarcane cultivation, but also paved way for a breeding strategy that benefited India as well as the entire world. Since then over 3500 Co canes or Coimbatore canes have been bred at the institute, of which more than 150 have become commercially successful. About 32 Sugarcane Research Stations are engaged in sugarcane research and varietal improvement.
However, during 2019, Co varieties alone cover 77 percent of sugarcane area in the country. Of these, two varieties are the major players of sugarcane agriculture: Co 0238 of Subtropical India covering 25.88 lakhs hectares in five subtropical states and Co 86032 occupying 8.44 lakh hectares in tropical India.
Since 2015, a total of 51 sugarcane varieties were released and notified in India. Some of them are:- BO 154, Co 0212, Co 06022, Co 06034 (Karan 11), Co 09004 (Amrita), Co 09022 (Karan 12), CoA 05323, CoA 08323, CoA 11321, CoC (SC) 25, CoLk 09204 (Ikshu 3), CoLk 11203 (Ikshu 5), CoLk 11206 (Ikshu 4), CoM 12082, CoN 03131 (Gujarat Sugarcane 4), CoN 04131 (Gujarat Sugarcane 7), CoN 05071 (Gujarat Sugarcane 5), CoN 05072 (Gujarat Sugarcane 6), CoN 07072 (GNS 8 ), CoN 09072 (GNS 9), CoN 13073 (GNS 10), CoOr 10346, CoP 09437 (CoP 154), CoP 11437 (CoP 112), CoPb 08212 (CoPb 92), CoPb 08217 (CoPb 93), CoPb 10181 (CoPb 94), CoS 08276, CoSe 01421 (Imratha), CoSe 08452, CoSe 11453, CoSnk 15104, CoVC 14061 (VCF 0517 Bahubali), CoVSI 03102, MS 10001 (Phule 10001), PI 00-1110 (PI 07131?), UP 09453 and VSI 12121 (VSI 08005), Co 10026 (Upahar), Co 12029 (Karan 13), CoG 6, CoLk 12207 (Ikshu 6), CoLk 12209 (Ikshu 7), CoM 12085 (CoM 09057), CoP 16437 (Rajendra Ganna 1), CoSnk 15102, CoV 15356 (Ranga), Co 11015, Co 12009, Co 13035, CoC 13339, CoS 12232 (Sahaj 3).
Various trials conducted under the All India Coordinated Research Programme on Sugarcane has shown that the newly evolved varieties showing cane yield improvement in the range of 10.31 to 12.50% over the existing standards and quality improvement in the range of 1.56-1.82% sucrose in comparison to the respective group local standards. Therefore these varieties have to be promoted for commercial cultivation in the respective zone. Important varieties in different states are given in Table 1.
1ICAR-Sugarcane Breeding Institute, Coimbatore 641 007 (TN), E-mail: [email protected],

Co 0238 – its impact, management and what’s next ?e-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
SUGARCANE AGRICULTURE—168
VARIETIES FOR SUBTROPICAL INDIAIn the recent years, ICAR SBI Regional Centre, Karnal has released several new varieties, which have about 84.95 per cent of the total area under sugarcane in 5 major sugarcane growing states (Table 3). Among these, Co 0238 is the game changer for subtropical India, which has covered 79.15% sugarcane area in subtropical states (Punjab, Haryana, Uttarakhand, UP and Bihar). The share of Co 0238 in the total sugarcane area in the country was 53.18 per cent during 2019-20.
Co 0238 (Karan 4) (CoLk 8102 x Co 775) is the new wonder cane of subtropical India which occupied 25.88 lakh ha in the subtropical India after its release for North West Zone during 2009. This was identified as a substitute for CoJ 64 by virtue of its superiority for cane yield and juice quality. It is non-lodging and gives good yield when harvested during winter and performs better than the standard even under water stress and waterlogging conditions. It was moderately resistant to red rot and resistant to wilt and smut.
Salient Features of Co 0238• Co 0238 has high average cane yield of 81 t/ha against 68 t/ha of the zonal check variety
CoJ 64. Its high yield potential has been demonstrated to be 329.6 t/ha reported in the farmer’s field (Shri Achal Mishra S/o Shri Udhav Mishra, Village - Neraipurva, Distt. – Lakhimpukheri, Uttar Pradesh in the State Competition Plot, 2017-18).
TABLE 1 – IMPORTANT VARIETIES FOR DIFFERENT STATES
S. No. State Important varieties 1. Gujarat Co 86032, Co 86002, Co 86249 , Co 0238, Co 6806, Co 8338, CoN 05071, Co 75272. Karnataka Co 86032, Co 91010, CoC 671, Co 3001-15, Co 02001-13, Co 62175, Co 80113. Tamil Nadu Co 86032, CoV 09356, CoC 24, Si 6, PI 1110, Co 0212, Co 110154. Punjab Co 0238, Co 89003 , CoS 8436, CoJ 67, CoJ 83, CoJ 845. Maharashtra Co 86032, Co 92005, Co 94012 , CoM 0265, Co 99004, CoM 88121, CoC 6716. MP Co 86032, Co 94012, Co 0118, Co 0238 , CoJn 861417. Haryana Co 0238, Co 89003, Co 0118, CoH 128, CoPant 84212, CoS 767, CoS 8436 8. AP Co 62175, Co 8014, Co 86032, Co 6907, Co 7219, Co 7805, 81V48, CoA 92081, CoV 92102, CoV 09356, 9. UP Co 0238, Co 98014, CoLk 94184, CoS 767, CoS 8436, BO 91, CoPant 97222, UP 953010. Bihar Co 0238, Co 98014, BO 91, BO 99, BO 120, CoP 9302, CoS 767, Co 8726311. Uttarakhand Co 0238, Co 0118, CoS 8436, CoSe 92423, Co CoSe 95422, CoPant 97222, CoS 96435, CoPant 84212, CoPant 9022312 Assam Doayang, CoBln 9101, CoBln 9102, CoBln 9103, CoBln 94063, CoJaw 113 Orissa Co 87044, Co 6907, Co 7508, Co 7805, Co 6304, CoOr 05131, Co 023814 West Bengal CoS 767, BO 91

SUGARCANE AGRICULTURE—169
Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
• This variety has 18 per cent sucrose in juice at 300 days crop age that steadily increases to more than 20 per cent during March-April as against 17.9 per cent sucrose in CoJ 64. On peak maturity Co 0238 has given as high as 14.01 per cent sugar recovery at M/s Bajaj Hindustan Ltd., Bilai (UP) on April 3, 2019.
• Inspite of an early maturing variety (10 month), Co 0238 maintains its higher sucrose content during very late in the crushing season as M/s Uttam Sugar Mills, Barkarpur recorded 11.2% sugar recovery on June 4, 2020.
• The variety was moderately resistant to red rot and smut diseases; tolerant to low temperature, water deficit, water logging and saline conditions making it widely adaptable to all prevailing situations and suitable for all planting seasons viz. autumn, spring and summer of the sub-tropical region. Tolerance to low temperature further makes it durable for raising a second ratoon crop.
• The thick canes, to match the tallness of the crop, have favoured Co 0238 for wider row planting, which is a pre-requisite for mechanical harvesting.
Impact on cane yield and sugar recovery
i. Sub-tropical region
The impact of Co 0238 on cane yield and sugar recovery per cent in sub-tropical states was assessed during 2014-15 to 2018-19 with 2013-14 as base year. Area under this variety increased from 9.84 per cent (2.72 lakh ha) in 2014-15 to 66.13 per cent (23.04 lakh ha) in 2018-19 (Fig. 1). Improvement in cane yield varied from 11.2 t/ha in Haryana to 18.9 t/ha in UP (Fig. 1), whereas improvement in sugar recovery varied from 1.01 units in Punjab to 2.28 units in UP.
FIGURE 1 – IMPACT OF CO 0238 ON CANE YIELD AND SUGAR RECOVERY IN FIVE STATES OF SUBTROPICAL INDIA
ii. National
Impact of the increase in area of Co 0238 (from 2.70 lakh ha in 2014-15 to 23.04 lakh ha in 2018-19) was observed not only in individual states but also at the national level. There was linear impact of increasing area under the variety on national average sugar recovery

Co 0238 – its impact, management and what’s next ?e-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
SUGARCANE AGRICULTURE—170
(Fig. 2). Slight reduction in sugar recovery was observed during 2016-17 in comparison with previous year, which might be due to drastic reduction in sugar recovery of tropical states (Karnataka, Maharashtra and Gujarat). Similarly, country’s cane productivity also increased with the increase in area of Co 0238 from 2012-13 onwards, except the declining trend observed during 2015-16 and 2016-17. It is worth mentioning here that the Maharashtra and Karnataka states experienced unprecedented drought during 2015-16 and 2016-17 seasons, which appreciably reduced the cane yield, particularly during 2015-16 in Maharashtra (74.7 t/ha) and 2016-17 in Karnataka (69 t/ha). Similarly, drought situation in Tamil Nadu during 2016-17 resulted in reduction in cane yield to 87.1 t/ha. Hence, it is evident that the spread of Co 0238 in sub-tropical states not only compensated the reduction in cane yield and sugar recovery in tropical states, but also led to overall improvement at national level.
FIGURE 2 – AVERAGE CANE YIELD AND SUGAR RECOVERY IN INDIA
Economic impact of Co 0238 was assessed based on its area covered in five subtropical states (Uttar Pradesh, Punjab, Haryana, Bihar and Uttarakhand) from 2014-15 to 2018-19. During this period, 4,583.2 lakh tonnes cane of value ` 1,45,690 crores and 526.0 lakh tonnes sugar worth ` 1,85,283 crores were produced from Co 0238. This variety also produced 595.8 lakh tonnes fodder fetching ` 3,062.9 crores, 206.2 lakh tonnes molasses of value ` 10,197.4 crores, 1,375.0 lakh tonnes bagasse of value ` 27,802.2 crores and 13.75 lakh tonnes and pressmud of value ` 27.8 crores. The cumulative gross value of Co 0238 from sugar and additional quantity of its by-products is estimated to be ` 1,93,058 crores during the five years of its cultivation.
Due to increased cane yield, Co 0238 has produced additional 862.44 lakh tonnes sugarcane of worth ` 27,454 crores during 2014-15 to 2018-19. Similarly, higher sugar recovery of Co 0238 led to production of an additional 107.6 lakh tonnes sugar worth ` 38,285 crores. Co 0238 yielded an additional return of ` 46,060 crores in five years (2014-15 to 2018-19) from sugar and by-products (112.1 lakh tonnes of fodder worth about ` 579.0 crores, 258.8 lakh tonnes of bagasse worth ` 5,241.0 crores, 38.8 lakh tonnes of molasses worth ` 1,949.7 crores and 2.58 lakh tonnes of pressmud worth about ` 5.3 crores). Hence, the total additional benefit from sugar and by-products was estimated to be ` 9,212 crores per year. During this period, Co 0238 has fetched an additional return of ` 28,033 crores to the farmers (from sugarcane and fodder) in Uttar Pradesh, Punjab, Haryana, Bihar and Uttarakhand. As a result, the profit of farmers increased by about

SUGARCANE AGRICULTURE—171
Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
` 51,239 per hectare. The additional benefit to the sugar industry was ` 18,027 crores due to more sugar and by-product production as a result of higher sugar recovery of Co 0238.
At National level, sugarcane productivity in the country was 70.0, 70.5 and 78.3 t/ha at the time of release of Co 0238 during 2009-10, when it starts gaining area (the base year) during 2013-14 and 2018-19, respectively (Table 2). Similarly, the sugar recovery in the country was 10.03, 10.03 and 10.73 % during above corresponding years. The average cane yields of Brazil (80.3 during 2009-10 and 75 t/ha during 2013-14) and the World (70.7 during 2009-10 and 70.8 t/ha during 2013-14) were higher than the country. The adoption of Co 0238 has led to higher cane productivity in the country (79.7 t/ha during 2018-19) than the cane yields of Brazil (74 t/ha) and the World (72.6 t/ha). The annual growth rate for sugarcane productivity in the country is also higher (18.9%) in comparison to Brazil (-4.05%) and the World (4.13%).
TABLE 2 – CANE YIELD (T/HA) OF SUGARCANE
Year World Brazil India Sub-tropical India UP2009-10 70.0 80.3 70.0 59.5 59.32013-14 70.5 75.0 70.5 60.0 60.52018-19 78.3 74.0 79.7 79.6 80.5
MANAGEMENT OF Co 0238
Any variety with large area coverage is expected to succumb to diseases like red rot. The duration will vary with the proportion of any variety, i.e. higher the proportion (>60%) lesser will be the life of the variety. For a variety like Co 0238, which is occupying >80% of area, replacement of variety will take a longer time. As already there are reports of incidence of red rot in Co 0238, immediate measures need to be taken to reduce its area. The well proved suitable substitutes are Co 0118, Co 98014, Co 08272, Co 08279, CoLk 94184 etc. The cane department may concentrate on seed production and supply to the different mill areas starting with the mills where red rot disease has been reported in Co 0238. It may take 3 – 4 year to replace Co 0238. In the meantime following measures may be taken to sustain the cultivation of Co 0238:
1. If the cut ends of seed setts are red, do not use such seed setts for planting.
2. Treat the sugarcane seed setts before planting in Thiophanate Methyl (0.1%) for 12 hours or with same fungicide for 20 minutes in Sett Treatment Device.
3. Close inspection of nursery plots/crop on regular basis from May onwards to monitor the crop for its freedom from diseases and varietal mixtures.
4. Sugarcane fields need to be inspected regularly during summer months to search for red rot infected plants with symptoms (Rudraksha/pearl like spots) on the lower side of midrib. Such plants must be dugout and destroyed by burning, apply 10-15g bleaching powder and cover the spot with the soil
5. Rogueing of red rot infected clumps to avoid secondary spread of the disease during monsoon and post monsoon period.
6. Avoid taking ratoon if incidence of red rot in plant crop is >10%.
7. Ratoon crops with higher incidence of red rot (>20%) need to be harvested on priority.
8. Don’t use seed for planting from red rot infected fields.

Co 0238 – its impact, management and what’s next ?e-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
SUGARCANE AGRICULTURE—172
9. Crop rotation (paddy) may be followed for one year in red rot affected plots.
10. All other red rot susceptible varieties grown in the command area should be removed from cultivation to reduce the source of pathogen inoculum in the area.
11. Follow healthy seed nursery programme as below:
• Production of nucleus/basic seed from tissue culture / MHAT at research stations. ICAR-SBI, Regional Centre is getting tissue culture plantlets from ICAR-SBI, Coimbatore for multiplication at the Centre. The seed produced from tissue culture plantlets is being supplied to registered farmers for further multiplication. Entire seed production of Co 0238 has been brought under this system.
• Regular monitoring of seed nursery plots and rogueing of infected clumps as and when seen followed by application of 10-15 g bleaching powder and covering with soil.
• The produce to be used as seed for three years.
• Such type of seed nursery plan may be followed in each zone of the mill area in such a way that entire area is covered in three years.
WHAT’S NEXT?
Evolution of sugarcane varieties is a continuous process. Since 2009 (the release year of Co 0238) a number of varieties have been released from different sugarcane research stations. The important ones are given below. These varieties may be tried by the sugar industry in their respective areas to identify the most suitable one.
Co 0118: (Karan 2) (Co 8347 x Co 86011) is identified as a substitute for CoJ 64 by virtue of a combination of high cane yield (15.70% improvement) and better sucrose (3.07% improvement) over CoJ 64. The variety recorded a mean cane yield of 78.2 t/ha, CCS yield of 9.88 t/ha and sucrose of 18.45% at 300 days and performed well under water stress conditions. Evaluation at over 20 sugar mills in Punjab, Haryana, UP, Uttarakhand showed a better performance of the variety and is commercially grown as an early variety. The variety was under cultivation over 90,000 ha area during 2019-20 in subtropical India. Care need to be taken to restrict the soil cover on setts less than 2” at the time of planting avoid earthing up upto completion of tillering phase and management of root borer during monsoon period.
Co 0237 (Karan 8) is an early variety with 8.73 % improvement for CCS , 5.53 % for cane yield and 4.92 % for sucrose over the quality check CoJ 64. During 2019-20, this variety occupied 520 ha in five subtropical states. This variety need to be tried under waterlogging conditions.
Co 05011 (Karan 9) (CoS 8436 x Co 89003) is a midlate maturing variety with 10.24 t/ha CCS, 82.47 t/ha cane yield and 18% sucrose at 12 month crop age. It is a non-lodging and non-flowering clone and performs better than standards when harvested during winter. The variety is spreading and during 2019-20, it was in 4,161 ha.

SUGARCANE AGRICULTURE—173
Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
TABLE 3 – AREA IN HA UNDER SUGARCANE AND CO VARIETIES IN SUBTROPICAL INDIA DURING 2019-20
Variety Punjab Haryana UP Uttarakhand Bihar TotalCo 0238 78,306 83,937 22,02,385 64,303 1,59,198 25,88,129 (66.10)* (60.20) (82.21) (75.71) (64.12) (79.15)Co 0239 – 12,399 19,392 1,026 44 32,861 (8.89) (0.72) (1.2) (1.00)Co 0118 19,361 4,873 57,590 2,047 6,315 90,186 (16.34) (3.50) (2.15) (2.41) (2.54) (2.76)Co 98014 – – 39,923 1,636 1,590 43,149 (1.49) (1.92) (0.64) (1.32)Co 0124 – – 5 – – 5Co 05011 – 674 3,288 76 123 4,161 (0.48) (0.12) (0.08) (0.13)Co 0237 – 0.8 519 – – 520 (0.02)Co 05009 – – 36 – – 36Co 89003 7,074 11,537 – – – 18,611 (5.97) (8.27) (0.57)Total area 1,04,741 1,13,421 23,23,138 69,088 1,67,270 27,77,658 under Co (88.41) (81.35) (86.72) (81.35) (67.37) (84.95) varietiesTotal 1,18,472 1,39,421 26,78,826 84,930 2,48,284 32,69,933 sugarcane area *Figures in parenthesis are of area in percentage
Co 06034 (Karan 11) (Co 8371 x Co 8347) is a mid-late clone evolved at ICAR-Sugarcane Breeding Institute, Regional Centre, Karnal. The average CCS yield of Co 06034 in NWZ is 9.59 t/ha with 11.25% improvement over the standard CoS 767 and CoS 8436, respectively. The average cane yield of Co 06034 was 75.41 t/ha accounting 4.90% improvement over the standard CoS 767. The average sucrose% of Co 06034 is 18.45% and is resistant to red rot.
Co 12029 (Karan 13) is a recent release developed from Co 0118 GC. This is a midlate maturing sugarcane variety with Commercial cane sugar yield of 12.07 t/ ha and cane yield of 95.58t /ha, sucrose of 18.10% and pol % canes of 14.17 at harvest. This is suitable for water stress anf waterlogging conditions.
CoLk 94184 (Birendra) has been released for commercial cultivation in North Central Zone of the country. This is an early maturing variety with good ratooning ability. CoLk 94184 variety can withstand both moisture stress and waterlogging. On an average, farmers can harvest 76 tonnes of cane per hectare.
Co 15023 (Karan 15) (Co 0241 x Co 8347) is an early maturing clone, selected from the seedling progenies (Seedling No. K07-540) of bi-parental cross Co 0241 x Co 8347 planted at ICAR-Sugarcane Breeding Institute, Regional Centre, Karnal (Haryana). The mean CCS yield (commercial cane sugar yield) of Co 15023 in NWZ was 12.72 t/ha which expressed 18.79, 3.08 and 15.76 per cent improvement over the zonal standards CoJ 64, Co 0238 and Co 05009 respectively. The mean cane yield of Co 15023 in the zone was 93.3 t/ha. It exhibited 10.65, -4.88 and 5.12 per cent improvement in AICRP trials over the standards

Co 0238 – its impact, management and what’s next ?e-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
SUGARCANE AGRICULTURE—174
CoJ 64, Co 0238 and Co 05009 respectively. The average sucrose % of Co 15023 in AICRP trials was 19.40 which depicted a huge improvement of 6.16, 6.73 and 8.60 percent over the standards CoJ 64, Co 0238 and Co 05009 respectively. In factory trials (mean of two crop and one ratoon crop at six locations), the mean performance of Co 15023 for CCS yield, cane yield and sucrose% was 15.14 t/ha, 109.94 t/ha and 20.01% respectively and it showed an improvement of 15.10%, 6.97% and 7.69% over Co 0238 for CCS yield, cane yield and sucrose% respectively. Co 15023 is a good ratooner, it produced an average of 13.66 t/ha CCS yield, 100.16 t/ha cane yield, 13.97% CCS, 20.05% juice sucrose and 15.18% pol in cane. The improvement in comparison to Co 0238 for CCS (t/ha), Cane yield (t/ha), CCS%, sucrose (%) and pol (%) in cane was 16.54%, 8.2%, 9.83%, 9.69% and 9.81% respectively. In plug method of inoculation Co 15023 showed R and MR reactions against CF08, CF09 pathotypes of red rot pathogen in 2 and 9 out of 11 trials / locations, respectively. In cotton swab method, it showed R reaction all the trials/location. On the basis of natural incidence, Co 15023 rated as R/ MR for YLD and R/MR for Smut. Co 15023 is an extra ordinary variety combines high cane yield and extremely high sugar content. It is extra early maturing clone (8 months) matures during first fortnight of October, irrespective of season of planting (autumn or spring), can initiate the functioning of the sugar industries one month earlier. It may be a good substitute for Co 0238, the leading cane variety which started showing incidences of red-rot disease, to the farmers of North West Zone of India.
Co 11015 (Atulya) (CoC 671 x Co 86011) has been notified for cultivation in Tamil Nadu as a short duration variety during 2020 and is the first short duration variety released for commercial cultivation from ICAR-Sugarcane Breeding Institute, Coimbatore. The variety is released for Tamil Nadu and is showing promising in the Peninsular zone under AICRP trials.
The variety was tested in ten locations (6 zones) of Tamil Nadu during 2017-2019 for two plant and one ratoon crops along with 19 other entries and standards and emerged as the best entry combining high yield and juice quality. Overall mean performance of the clone was 142.72 t ha-1 of cane yield, 20.22 % of sucrose and 20.16 t ha-1 of sugar yield. The per cent increase over the standard Co 86032 for cane yield, sucrose % and sugar yield were 10.23, 9.66 and 20.13 respectively.
CONCLUSIONSugar production in India reached a record high of 33.2 million tonnes during 2018-19 crushing season. It is the highest in the World. In the context of the Government of India’s priority of doubling the income of farmers, Co 0238 has made a significant contribution. Mere cultivation of Co 0238 brings ` 51,239 per hectare additional income and with the adoption of more crop husbandry packages including intercropping and wide row spacing, Co 0238 has the potential of multi-fold increase in income of farmers as has already been demonstrated by 12 farmers associated with ICAR-SBI, Regional Centre, Karnal.
Co 0238 has greatly contributed towards achieving the 32.1 million tonnes sugar production (about 7 million tonnes in excess than the consumption) in the country during 2017-18, that in turn led to a Governments’ Policy decision on permitting direct conversion of sugarcane juice into ethanol. A record sugar production of 33.2 million tonnes was reported during the 2018-19 season.
Aforesaid analysis illustrates how a single technology could bring about tremendous impact at national level. Co 0238 thus has brought in a Sweet Revolution benefitting lakhs of farmers and for the sugar industry which has been in the doldrums, this variety is bringing fresh cheer and hope. Crossing the zonal boundaries, this wonder variety continues to swing its magic wand to produce more and elevate the living conditions of lakhs of Indian sugarcane farmers.

SUGARCANE AGRICULTURE—175
Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 167 – 175 2020
Co 0238 thus stands as a quotable example of the power of plant breeding to bring about drastic surge in agricultural production and farmers’ economic condition, thereby improving the national economy. A technology easily acceptable, and cheaply adoptable, variety like Co 0238 reinforces the need for investments in plant breeding research to reap multi-fold benefits to agrarian countries like India.
RELATED REFERENCES
Bakshi Ram, 2011. Overview of varietal position in Uttar Pradesh. Indian Sugar, LXI (October 2011): 42-48.
Alarmelu, S., G. Hemaprabha, C. Appunu, A. Anna Durai and Bakshi Ram, 2016. Co 0212 – A high yielding, high sugar midlate variety for Tamil Nadu. Proc. Ann. Convn. Sugarcane Technol. Assoc. India., 74: 136-146.
Bakshi Ram, 2019. Sugarcane varieties suitable for different states and impact of the extraordinary variety Co 0238 in subtropical India. Cooperative Sugar 50(8):37-42.
Hemaprabha, G., A. Anna Durai, M.N. Premachandaran, C. Appunu, R. M. Shanthi, S. Alarmelu, P. Govindraj and Bakshi Ram, 2019. Co 11015 (Atulya): A recently notified sugarcane variety for Tamil Nadu. J. Sugarcane Res., 9(2): 193-195.
Bakshi Ram, R. Karuppaiyan, M.R. Meena, R. Kumar, N. Kulshreshtha and G. Hemaprabha, 2019. Co 12029 (Karan 13): A new midlate sugarcane variety released for commercial cultivation for North West Zone of India. J. Sugarcane Res., 9(2): 197-198.
Bakshi Ram and R. Karuppaiyan, 2019. Current status of sugarcane agriculture and sugar industry. In: (Eds.) Rajula Shanthy, T., Bakshi Ram, 2019. Recent Advances in Sugarcane Cultivation for Increased Productivity. ICAR-Sugarcane Breeding Institute, Coimbatore. pp. 1-14.
Bakshi Ram, 2019. Sugarcane Cultivation in Southern India – Problems and Prospects. Gundurao Memorial Lecture delivered in the 65th Annual Convention of DSTA in Pune on 1.10.2019.
Bakshi Ram and G. Hemaprabha, 2020. The sugarcane variety Co 0238 – a reward to farmers and elixir to India’s sugar sector. Current Science, 118(11):1643-1646.
Bakshi Ram, 2020. Latest advancements in sugarcane varieties. Presented in: Green Sugar Summit 2020 on Making Indian Sugar Sector World Class in Green held during 6 & 7 August 2020 (Online).
Bakshi Ram, 2020. Co 0238 – A wonder sugarcane variety: Benefitted Millions by Reaping Billions. Extension Publication No. SBI-294 (2020). (An ICAR Publication).

Co 12009 (sankalp) – new midlate variety for peninsular zonee-Proceedings of 78th Annual Convention of STAI: 176 – 180 2020
SUGARCANE AGRICULTURE—176
CO 12009 (SANKALP) – NEW MIDLATE VARIETY FOR PENINSULAR ZONE
S. Alarmelu*, G. Hemaprabha & Bakshi Ram
ABSTRACTCo 12009 is a high yielding and midlate maturing variety identified through hybridization of [{(Co 7201 x (Co 62174 x SES 91)} x Co 88037)}] x Co 62198 of which SES 91 clone is a genetic base involving S. spontaneum. This is a third back cross of F1 hybrid involving Co 62174 and SES 91 and back crossed with three commercial hybrids viz., Co 7201, Co 88037 and Co 62198 at three stages of nobilisation .This clone showed improved vigour and high sucrose in the different clonal stages. The entry performed well in AICRP trials conducted across the States of Peninsular zone for cane yield, sugar yield, sucrose % and pol % cane with an overall mean of 119.65 t/ha of cane yield, 17.31 t/ha of commercial Cane Sugar, 19.91 % of juice sucrose and 15.47 % of Pol in cane at 360 days of harvest in comparison with three zonal checks viz., Co 86032 (Midlate), CoC 671 (Early) and CoSnk 05103 (Early). The variety registered an overall improvement of 10.40 %, 18.08 % and 15.32 % over the best midlate standard Co 86032 and early standards viz., CoC 671 and CoSnk 05103 respectively for sugar yield. This high yielding variety recorded an improvement of 9.03 %, 7.92 %, and 23.42 % in comparison with the standards Co 86032 (109.73 t/ha), CoSnk 05103 (110.85 t/ha), and CoC 671 (96.93 t/ha) respectively. Co 12009 recorded 19.91 sucrose % which was 1.80 and 6.99 percent increase over the midlate standard Co 86032 and early standard CoSnk 05103 respectively.Co 12009 showed 1.97 per cent improvement in Pol % in cane over the other qualifying variety CoM 12085 (15.17 %). It is an excellent ratooner with an improvement of 13.70 % and 10.43 % for sugar and cane yield respectively over the midlate standard Co 86032. The variety combines resistance to red rot and wide adaptability in varied environments.
Key Words: Co 12009, Midlate variety, Cane yield, sugar yield
INTRODUCTION Sugarcane varieties play an important role in sugarcane production and its sustainability. Cane yield is an important character and new improved varieties will have to be developed combining different industrial attributes. Hence the work of developing new varieties is a continuous process and newer varieties are introduced for cultivation in different seasons and locations. Varietal differences exist among early and midlate maturing varieties. Hence selection of high yielding varieties with high sucrose content suited for different maturity phases is an essential objective for sugarcane breeder. Decline in cane yield and vigor in sugarcane varieties is expected to occur after a considerable period of cultivation (Humbert, 1959). The varietal improvement programme at the ICAR-Sugarcane Breeding Institute,
Division of Crop Improvement, ICAR-Sugarcane Breeding Institute, Coimbatore – India *Email: [email protected]

SUGARCANE AGRICULTURE—177
S. Alarmelu, G. Hemaprabha & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 176 – 180 2020
Coimbatore, is focused in developing superior varieties with the potential to increase sugar yields and combining high cane yield, sucrose content and resistance to pests and diseases. Sugarcane varietal development programmes are time consuming, hence it is important to periodically assess the clones to select competitive genotypes for yield components and provide genetic gains (Dumont et al 2019). Efforts are continuously being made to identify alternate sugarcane varieties that combines diverse background, high yield, and varied adaptability with wide performance to the changing climatic / ecological conditions through multilocation testing (AICRP) to improve the productivity in tropical India. The midlate maturing sugarcane variety Co 12009, is a variety with a new genetic base of SES 91 (S. spontaneum) identified through multilocation testing in tropical zone of India that combines high yield and quality in comparison with Co 86032 at twelve months of age indicating its potential as a high yielding variety with wide adaptability under varied environments and red rot resistance. The paper deals with the performance and potential of the midlate variety Co 12009 in Peninsular Zone.
MATERIALS AND METHODSCo 12009 was evolved through hybridization of [{(Co 7201 x (Co 62174 x SES 91)} x Co 88037)}] x Co 62198 of which SES 91 clone is a new genetic base involving S. spontaneum. It is the nobilized third back cross product of F1 hybrid involving Co 62174 and SES 91 and back crossed with three commercial hybrids viz., Co 7201, Co 88037 and Co 62198 at three stages of nobilisation. It is a midlate maturing clone, identified as Co cane during the year 2012 from ICAR-Sugarcane Breeding Institute, Coimbatore. The clone was evaluated during early generation of selection at SBI, RC, Agali and in subsequent clonal stages at ICAR- SBI, Coimbatore for yield and quality parameters during the period of 2004-2012. The clone was tested in IVT (2015-16) under All India Coordinated Research Project on Sugarcane [AICRP(S)] in 14 centres of Peninsular and due to its superior performance for cane yield and juice quality, it was promoted to Advanced varietal (multilocation) testing (2017-2019) in major tropical belt of sugarcane (Coimbatore, Akola, Basmathnagar, Kolhapur, Mandya, Navsari, Padegaon, Perumalapalle, Powerkheda, Pravaranagar, Pugalur, Pune, Sameerwadi, Sankeshwar and Thiruvalla centres) .The trials were laid out in randomized block design (RBD) replicated thrice with a plot size of eight rows of 6m length spaced 90 cm apart. Standard sugarcane cultivation practices were followed (Sundara,1998). Plant protection measures were carried out to raise a healthy crop. Observations were recorded at harvest (360 days) on number of millable canes (‘000/ha), cane thickness (cm), cane height (cm), single cane weight (kg),CCS (t/ha) and cane yield (t/ha). Quality parameters (Brix %, Sucrose% and CCS %) were recorded at 300 and 360 days. Red rot reaction of this clone was evaluated under natural and artificial conditions with predominant red rot causing pathotype in Peninsular region. Statistical analysis was carried out using standard procedure (Singh and Chaudhary, 1985).
RESULTS AND DISCUSSIONThe clone Co 12009 was evaluated under AICRP(S) during 2015-2016 (IVT) and 2017-2019 (in AVT trials) in the States of Andhra Pradesh, Chhattisgarh, Gujarat, Karnataka, Kerala, Maharashtra, Madhya Pradesh, Tamil Nadu and Telengana of Peninsular Zone and based on its superiority was promoted for Advanced Varietal testing.
Overall Mean Performance of Co 12009 in Advanced Varietal Trials across the ZoneAVT (two plant and one ratoon crops) were conducted in 14 centres during 2017-2019. The entry recorded superior performance in comparison with three checks viz., Co 86032 (Midlate), CoC 671 (Early) and CoSnk 05103 (Early) for cane yield and sugar yield. (Table 1). Co 12009 recorded 119.65 t/ha of cane yield, 17.31 t/ha of commercial Cane Sugar, 19.91 % of juice sucrose and 15.47 % of Pol in cane at 360 days of harvest and topped in 18 and 21 trials

Co 12009 (sankalp) – new midlate variety for peninsular zonee-Proceedings of 78th Annual Convention of STAI: 176 – 180 2020
SUGARCANE AGRICULTURE—178
compared to all the standards for cane yield (t/ha) and sugar yield (t/ha) and respectively. Out of 33 locations tested, Co 12009 topped in 10 centres for juice sucrose % and 15 locations for Pol % cane. The entry performed well across the zone for cane yield, sugar yield, sucrose % and pol % cane.
Co 12009 recorded an average CCS yield of 17.31 t/ha from three crops (2P+1R) with an overall improvement of 10.40 %, 18.08 % and 15.32 % for sugar yield over the best midlate standard Co 86032 ( ) and early standards viz., CoC 671 ( )and CoSnk 05103 ( ) from 21 trials. Co 12009 with an overall mean cane yield of 119.65 t/ha showed an improvement of 9.03 %, 7.92 %, and 23.42 % in comparison with the standards Co 86032 (109.73 t/ha), CoSnk 05103 (110.85 t/ha), and CoC 671 (96.93 t/ha) respectively. Co 12009 recorded 19.91 sucrose % which was 1.80 and 6.99 percent improvement over the midlate standard Co 86032 and early standard CoSnk 05103 respectively. In both plant and ratoon crops the clone showed improvement over both the standards.
The mean Pol% in cane in Co 12009 was 15.47 % which was 2.25 and 6.84 per cent improvement over the zonal standards Co 86032 and CoSnk 05103 respectively. Co 12009 showed 1.97 per cent improvement in Pol % in cane over the qualifying variety CoM 12085 (15.17 %). The clone recorded a mean CCS % of 14.10 across the zone with an overall improvement of 2.28 % over Co 86032.
Co 12009 is an excellent ratooner with an improvement of 13.70 % and 10.43 % for sugar yield and cane yield respectively over the midlate standard Co 86032. It recorded 30.11 % and 34.19 % improvement for sugar yield and cane yield respectively over the early standard CoC 671.
Co 12009 recorded juice sucrose of 17.46 % at 300 days in comparison with Co 86032 (17.35 %) and with an improvement of 0.61 % and 6.86 % over the other check CoSnk 05103 (16.34 %). It recorded an overall improvement (2P+1R) of 3.67 %, 3.10 %, 5.30 %, 8.16 %, and 13.28 % over Co 86032 in Kolhapur,Mandya, Padegaon,Sameerwadi and Sankeshwar centres respectively. The clone performed well under 125 % RDF (recommended dose of fertilizer) condition for cane yield and it was superior to all the three standards viz., CoC 671, Co 86032 and CoSnk 05103 with an improvement of 11.50 %, 4.50 % and 5.76 % respectively. Under wide row spacing of 120 cm, Co 12009 recorded cane yield of 158.83 t/ha with an improvement of 16.24 %, 11.61 % and 10.41 % over CoC 671, Co 86032 and CoSnk 05103 respectively.
Identification and release of variety with resistance to new pathological or entomological stresses, and improved adaptation to abiotic stresses like drought have a great impact on productivity. This variety with resistance to red rot and adaptation to varied environments is a boon for Peninsular zone. Co 12009 was MS-MR (Plug) at Coimbatore, Navasari and Thiruvalla centres and resistant (Nodal) to red rot in all centres and smut in all centres except Pune. However, no natural incidence of smut was observed during the evaluation period. Co 12009 is less susceptible to top borer in Mandya. It was less susceptible to moderately susceptible for early shoot borer, internode borer, mealy bug (except in Padegaon) and scale insect.
Special characters of Co 12009Co 12009 is a high yielding, high quality, midlate variety and combines red rot resistance. This variety performed well at Coimbatore, Akola, Kolhapur, Mandya, Navsari Padegaon, Pravaranagar, Rudrur and Sankeshwar centers of Peninsular Zone showing its wide adaptability to varying environments. The variety has a new genetic base involving S. spontaneum clone SES 91. It possesses good field stand, excellent field habits like early vigorous growth, high

SUGARCANE AGRICULTURE—179
S. Alarmelu, G. Hemaprabha & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 176 – 180 2020
single cane weight, dark green foliage and tall canes with long internodes. It has excellent ratoon potential and also performed well under 125 % RDF (recommended dose of fertilizer) condition and wide row spacing for cane yield and it was superior to all the three standards viz., CoC 671, Co 86032 and CoSnk 05103. Co 12009 is viewed as a potential midlate variety and is expected to produce higher cane and sugar yield in the states of Peninsular Zone. The variety is characterized by greenish wax coated canes with zigzag, cylindrical to bobbin shaped long internodes, and prominent bud groove.
Performance in locationsIn Coimbatore, Co 12009 recorded a cane yield of 119.60 t/ha with an improvement of 21.60 % against Co 86032 (98.36 t/ha). It recorded sugar yield of 17.05 t/ha in comparison with standards Co 86032 (13.78 t/ha), CoC 671 (13.80 t/ha) and CoSnk 05103 (14.74 t/ha) and showed an increase of 23.68 %, 23.56 % and 15.65 % for sugar yield. The clone performed well in Padegaon, Pravaranagar, Pune, Kolhapur and Sameerwadi centres for cane and sugar yield.
CONCLUSION A cafeteria of varieties should be identified and cultivated to ensure continuous and quality cane supply for entire crushing season. Co 12009 possess high and stable yield and better quality characteristics in plant and ratoon crops across the 14 centres of Peninsular zone in comparison with the popular variety Co 86032. It combines red rot resistance and would certainly suit for cultivation in Peninsular zone.
ACKNOWLEDGEMENTThe continuous support and facilities provided by Director, ICAR- Sugarcane Breeding Institute and Dr. G. Hemaprabha Head, Division of Crop Improvement is gratefully acknowledged. Grateful appreciations are extended to the Technical staff ,ICAR- SBI in conduct of the trials.
REFERENCES
Humbert, R.P (1959). The growing of sugarcanes. Elsevier publishing Company, pp 2-6.
Dumont, T, Chane, A.T, Barau. L, Siegmund, B and Hoarau, J.Y (2019). Genetic Variabilities and Genetic Gains for Yield Components in Regional Sugarcane Breeding Programmes on Re’union Island. Sugar Tech https://doi.org/10.1007/s12355-019-00718-9
Singh, R.K and Chaudhary, B.D. (1985) Biometrical Method in quantitative Genetics Analysis. Kalyani Publishers, New Delhi.
Sundara B (1998) Sugarcane cultivation. Vikash Publishing House Pvt. Ltd., New Delhi, p.1-292

Co 12009 (sankalp) – new midlate variety for peninsular zonee-Proceedings of 78th Annual Convention of STAI: 176 – 180 2020
SUGARCANE AGRICULTURE—180
TABLE 1 – Overall mean performance of Co 12009 for yield and quality parameters AICRP : Advanced Varietal Trials (2017-2019) at 360 days
Character No. of Co 12009 Co 86032 CoC 671 CoSnk topped (Standard) Standard 05103 trials/ (Standard) locations CCS t/ha 18/33 17.31 15.68 14.66 15.04% improvement I Plant 16.57 13.15 24.15over the standards II Plant 4.02 14.80 12.06 Ratoon 13.70 30.12 10.20 Mean 10.40 18.08 15.32Cane yield (t/ha) 21/33 119.65 109.73 96.93 110.85% improvement I Plant 12.32 19.02 15.41over the standards II Plant 5.56 20.20 7.74 Ratoon 10.43 34.19 0.69 Mean 9.03 23.42 7.92 Sucrose % 10/33 19.91 19.55 20.81 18.61% improvement I Plant 3.26 -4.87 6.57over the standards II Plant 0.30 -4.20 6.49 Ratoon 2.52 -3.85 8.07 Mean 1.80 -4.30 6.99Pol % cane 15/33 15.47 15.13 16.20 14.48% improvement I Plant 5.50 -5.70 9.13over the standards II Plant -1.35 -4.13 4.86 Ratoon 3.46 -3.53 8.81 Mean 2.25 -4.51 6.84
Source : Principal Investigators’ Report, AICRP on Sugarcane, Varietal Improvement (2017-2019)

SUGARCANE AGRICULTURE—181
Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singhe-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
COMPARATIVE ANALYSIS OF RECYCLED SUGAR MILL WASTE AND INORGANIC FERTILIZER APPLICATION ON GROWTH, YIELD AND
QUALITY COMPONENTS OF SUGARCANE AT FARMER’S FIELD
Priyanka Singh1, M.M.Singh1, Kuldeep Kumar2, Sanjay Awasthi3 & J.Singh1
ABSTRACTThe by-products of sugar industry viz; bagasse, molasses, pressmud, bagacillo, fly ash, and waste water need continuous proper disposal and careful handling in eco- friendly manner. However, they are rich source of several chemicals and they can increase the organic carbon content and the availability of nutrients to the plant and in the soils.
Considering this in view, a study at farmers field is conducted with sugarcane variety, Co 0118 (early maturing) to explore the impact of recycled sugar mill waste and inorganic fertilizer application on growth, yield and quality attributes of sugarcane. The experiment comprised of ten treatments including two inorganic chemical (T1 & T2), two integrated (T3 & T4) and six organic (sugar industry by products and wastes, T5-T10).
The preliminary data shows significant variations among the treatments, highest rate of germination was observed under the treatment of T6 ( PMC @ 20t/ha + biofertilizers ,Azotobactor & PSB @ 10 kg/ha each + irrigation through sugar industry waste water, treated) followed by T8 (PMC + sugarcane tops + trash + bagasse + molasses + fly ash @ 10t/ha + biofertilizers, Azotobactor & PSB @ 10 kg/ha each + irrigation through sugar industry waste water treated). Similarly, highest number of millable cane was observed in T6 followed by T4 (PMC @ 10t/ha + 50% NPK through inorganic + biofertilizers, Azotobactor & PSB @ 10 kg/ha each + irrigation through treated sugar industry waste water) treatment in six months old crop.
Findings obtained till date shows that application of sugarcane industries by-products may not only lead to its proper disposal but it may also reduce the recommended dose of inorganic chemical fertilizers up to a significant level leading to sustainable sugarcane cropping and improving soil health condition.
Keywords: Sugar industry waste, PMC, Fly -ash, K-ash, Tillers, NMC
ABBREVIATIONSDAP – Days after plantingHR – Hand refractometerNMC – Number of millable canePMC – Press mud cake
1U.P. Council of Sugarcane Research, Shahjahanpur, U.P., India; 2Dalmia Bharat Sugar & Industries Limited, Sugar Unit - Nigohi Shahjahanpur, U.P., India; 3The Sugar Technologists’ Association of India, New Delhi, India; Email: [email protected]

Comparative analysis of recycled sugar mill waste and inorganic fertilizer application....e-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
SUGARCANE AGRICULTURE—182
PSB – Phosphorous soluble bacteria
RBD – Randomized block design
RDF – Recommended dose of fertilizer
SPMC - Sulphitation press mud cake
INTRODUCTIONLand productivity has decreased because of constant use of chemical fertilizers. Sugarcane is extensively grown on more than 5 M ha land in India. Normal cultivation practice for sugarcane involves large amounts of chemical fertilizer, herbicide and insecticide to control weeds and pests. Nutrient requirement for sugarcane is generally considered in terms of nitrogen, phosphorus and potassium. Continuous use of primary nutrients usually depletes the soil organic matter resulting into inherent loss of organic carbon, soil nitrogen, available phosphorous, potassium and sulphur (Singh et al. 2008). The main by-products of sugarcane and sugar industry are green tops, trash, bagasse, molasses, filter press mud, beside these; the fly ash and spent wash are also produced by the sugar industry. These intermediary products are usually considered as process wastes. The primary wastes produced at field level, constitute enormous quantities of trash, stubbles as well as residues of intercrops/ companion crops dried leaves etc. These primary wastes and residues could be easily handled and processed for producing organic rich biomass which would be less polluting in nature and effectively recycled for enriching the soil (Dotaniya et al, 2016).
The secondary residues or the main by-products of sugar industry are bagasse, molasses, pressmud, bagacillo, fly ash, and waste water which need continuous proper disposal and careful handling in eco-friendly manner. In India, on an average processing of 100 tonnes of sugarcane in a factory yields approximately 12 tonnes of sugar, 28-30 tonnes of bagasse, 4.46 tonnes of molasses, 3 tonnes of press mud and 100 m3 of waste water (Singh and Solomon, 1995). The by-products are rich source of several chemicals and they can increase the organic carbon content and the availability of N, P, K, S, Zn and Mn in the soils (Elaiya and Elango, 2017).
The solid and liquid wastes produced during crushing, clarification and crystallization process are rich in cellulose and micro-nutrients and could be profitably utilized for meeting fertilizer demands in sugarcane cultivation and thereby improving the economic status of the sugar processing units. Research work carried out under different agro-climatic conditions revealed that sugarcane and sugar mill wastes have tremendous potential to improve cane productivity and sugar recovery (Singh et al, 2019). Studies carried out by Singh et al (2007) revealed that, sulphitation press mud cake (SPMC), a by-product of sugar factory,contains macro and micro nutrients which increases sugarcane yield and maintain soil fertility. The integrated use of SPMC and nitrogen fertilizer increased the nitrogen use efficiency by 4-8 percent.
Exploring these bio-based by-products, will not only convert the agricultural and factory waste residues into useful bio-products but, also have great potential in generating employment opportunity, especially in rural areas and making sugarcane cultivation more profitable and sustainable. Keeping this in view, an experiment at farmer’s field is conducted with an objective to find out potential of recycled sugar mill waste and by products in replacing the recommended dose of chemical fertilizers. The comparative analysis of application of inorganic chemical, integrated (inorganic + organic) and organic ( sugar industry by products and wastes) fertilizers is carried out with respect to growth, yield, quality attributes of sugarcane, and soil health. The potential of organic sugar industry waste against chemical fertilizer will also be evaluated for sustainable sugarcane production and in minimizing cost of cultivation.

SUGARCANE AGRICULTURE—183
Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singhe-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
MATERIAL & METHODSExperimental site, layout and time of planting: The on-farm experiment is laid out on March, 20, 2020 at farmer’s field of Parajarsa gram, Nigohi, district Shahjahanpur. The experiment is in randomized block design (RBD) with three replications and the plot size is 1.8m × 10.0m (2 rows of 10 meter length) approximately.
Sugarcane Variety and Treatments: The variety used for this study is an early maturing sugarcane variety, Co 0118. Ten treatments, inorganic chemical, organic (sugar industry by products and wastes) and integrated fertilizers used for the study is given in Table 1.
Table 1 – Different inorganic chemical, organic (sugar industry by products and wastes) and integrated fertilizer treatments applied in the experiment
Treatment Constituents T1 Application of nutrients on soil test basis through chemical fertilizer (100% NPK of
RDF) + normal irrigation water T2 Application of nutrients on soil test basis through chemical fertilizer (100% NPK of
RDF) + irrigation through sugar industry waste water (treated) T3 Application of PMC @ 10t/ha + 50% NPK of RDF through inorganic + biofertilizers
(Azotobactor + PSB) @ 10 kg/ha each + normal irrigation water T4 Application of PMC @ 10t/ha + 50% NPK of RDF through inorganic + biofertilizers
(Azotobactor + PSB) @ 10 kg/ha each + irrigation through sugar industry waste water (treated)
T5 Application of PMC @ 20t/ha + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + normal irrigation water
T6 Application of PMC @ 20t/ha + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + irrigation through sugar industry waste water (treated)
T7 Application of biocompost (PMC + sugarcane tops + trash + bagasse + molasses + fly ash) @ 10t/ha + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + normal irrigation water
T8 Application of biocompost (PMC + sugarcane tops + trash + bagasse + molasses + fly ash) @ 10t/ha + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + irrigation through sugar industry waste water (treated)
T9 Application of biocompost (PMC + sugarcane tops + trash + bagasse + molasses + K- ash) @ 10t/ha + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + normal irrigation water
T10 Application of biocompost (PMC + sugarcane tops + trash + bagasse + molasses + K- ash) @ 10t/ha + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + irrigation through sugar industry waste water (treated)
The recommended dose of fertilizer (RDF) includes 180 kg nitrogen, 80 kg phosphorous, 60 kg potassium and 25 kg zinc sulphate per hectare which was applied by the sources given in Table 2.

Comparative analysis of recycled sugar mill waste and inorganic fertilizer application....e-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
SUGARCANE AGRICULTURE—184
Table 2 – Sources of recommended dose (RDF) of chemical fertilizer utilized in treatment T1-T4
Sources of chemical RDF/ha Percentage availability of chemical nutrients in fertilizer different sources Nitrogen Phosphorous Potash Sulphur (N) (P) (K) (S)Urea for nitrogen (N) 150 kg 42-46% – – –Single super phosphate 500 kg 16% – 12% for phosphorous (P) Muriate of potash 100 kg – – 60% – for potassium (K) Zinc sulphate for 25 kg – – – 15-20% sulphur (S)
The press mud cake (PMC), biocompost enriched with fly ash and K-ash applied in treatment T4 – T10 were provided by Dalmia Bharat Sugar & Industries Ltd (Unit Nigohi), Nigohi, District Shahjahanpur, Azotobactor and PSB were provided by UPCSR, Shahjahanpur. The nutrient content and microbial population of these organic and biofertilizers are given in Table 3-6.
Table 3 – Composition of press mud cake (PMC) applied in treatment T3-T6
S. No. Parameters Amount1. pH 6.752. Electrical conductivity (dsm-1) 5.013. Moisture % by weight (%) 42.04. Total organic carbon (%) 36.435. Total nitrogen as N (%) 2.176. Total phosphorous as P2O5 (%) 1.787. Total potash as K2O (%) 1.329. C:N ratio 16.7810. Copper as Cu (mg/kg) 18711. Zinc as Zn (mg/kg) 26512. Iron as Fe (mg/kg) 56013. Manganese as Mn (mg/kg) 41714. Microbial population (cfu/g) 1.13×108/g

SUGARCANE AGRICULTURE—185
Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singhe-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
Table 4 – Composition of Biocompost (PMC + sugarcane tops + trash + bagasse + molasses + fly ash) applied in treatment T7 & T8
Table 5 – Composition of biocompost (PMC + sugarcane tops + trash + bagasse + molasses + K-ash) applied in treatment T9 & T10
Table 6 – Microbial count of Azotobacter and PSB utilized
S. No. Parameters Amount1. pH 7.082. Electrical conductivity (dsm-1) 3.883. Moisture % by weight (%) 23.054. Total organic carbon (%) 44.105. Total nitrogen as N (%) 2.456. Total phosphorous as P2O5 (%) 2.157. Total potash as K2O (%) 1.628. NPK nutrients total N, P2O5 and K2O (%) 8.69. C:N ratio 11.510. Copper as Cu (mg/kg) 188.011. Zinc as Zn (mg/kg) 348.012. Nickel as Ni (mg/kg) 24.1013. Mercury as Hg (mg/kg) 0.1114. Chromium as Cr (mg/kg) 17.215. Cadmium as Cd (mg/kg) 2.64
S.No. Parameters Amount1. Moisture % by weight (%) 12.22. Total nitrogen as N (%) 0.83. Total phosphorous as P2O5 (%) 1.44. Total potash as K2O (%) 20.2
Name of Strain of microbe Microbial Moisture microbe utilized population (cfu/g) (%)Azotobacter Azotobacter croccoum 2×106/g 8-10Phosphorous soluble Pseudomonas striata 2×106/g 8-10 bacteria (PSB)
Planting of the experiment and cultural operationsThe two budded cane setts were soaked in carbendazim (T1 & T2/biofertilizer (T3-T10) cultures as per the treatments by dipping in the containers for ten minutes before planting. In well prepared field after collecting soil samples deep furrows were made at 90 cm row spacing. Ten treatments (T1 to T10) as given below were prepared and applied in the furrows. In conventional method (T1 & T2) nitrogen (1/3rd of recommended dose), phosphorous, potassium and zinc sulphate was applied, in T3 & T4, 50% of nitrogen (1/3rd of recommended dose) phosphorous and potassium along with prees mud cake (10 t/ha) and biofertilizer (Azotobactor + PSB, 10 kg/ha) were

Comparative analysis of recycled sugar mill waste and inorganic fertilizer application....e-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
SUGARCANE AGRICULTURE—186
applied. The remaining 2/3rd nitrogen dose of these treatments were applied as top dressing in two equal splits before the onset of monsoon ie., after 90 and 120 DAP. Treatments T5 to T10 were prepared as given in table 1 and were applied in the deep furrow made at the spacing of 90 cm. Approximately 5-6 (two budded) cane setts ie., 10-12 buds were planted in one meter length of deep furrow at the spacing of 90 cm in paired row after application of the treatments.
All the cultural operations according to the crop recommendations were performed. Cultural and mechanical control measures were done for insect, pests and disease management as and when required. Light irrigation was done in furrows soon after planting. However, supplementary irrigation was carried out as per treatment ie., normal (T1, T3, T5, T7 & T9) and sugar mill treated waste water (T2, T4, T6, T8 & T10) during dry period, grand growth phase and whenever required. To protect the cane from lodging, earthing-up, and propping of sugarcane were done at 120 and 150 days after planting (Fig 1 A to F).
Figure 1 – Preparation of different treatments (A,B) and planting of the experiment (C, D, E &F)

SUGARCANE AGRICULTURE—187
Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singhe-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
Observations recorded
Soil samples were collected from farmers field before the planting of the experiment and its physio-chemical property was recorded by AAS method. The germination percent was calculated after fifty days of planting. The number of tillers, shoots and number of millable cane (NMC) are recorded from June to September,2020. The HR Brix0 was analysed by hand refractometer in six months old crop ie; in September, 2020.
RESULTS & DISCUSSION1. Studies on soil physio-chemical properties The soil samples were collected from the prepared field before the opening of the
furrows for the planting and treatment application. The soil was sandy loamy in texture having 7.5 pH. It was high in available iron manganese, zinc, medium in available carbon, potassium, copper and low in available phosphorous content (Table 7).
Table 7 – Initial soil analysis of the plot (before planting)
pH C P K Zn Fe Mn Cu g/kg kg / ha kg / ha ppm ppm ppm ppm7.5 6.2 8.2 141.12 2.20 17.81 4.6 0.692
2. Growth Parameters: (i) Germination% The data indicates significant variations among the treatments. The highest
rate of germination was observed under the treatment of T6 (PMC @ 20t/ha + biofertilizers, Azotobactor + PSB @ 10 kg/ha each + trash mulching + irrigation through sugar industry waste water ,treated) i.e., 57.73 percent followed by T8 (PMC + sugarcane tops + trash + bagasse + molasses + fly ash) @ 10t/ha + biofertilizers, Azotobactor + PSB @ 10 kg/ha each + trash mulching + irrigation through sugar industry waste water treated) and T4 ( PMC @ 10t/ha + 50% NPK through inorganic + biofertilizers (Azotobactor + PSB) @ 10 kg/ha each + irrigation through sugar industry waste water (treated) with 54.76 and 53.79 percent respectively (Table 8). It was also revealed from the data that germination percent was considerably higher in sugar industry waste water treatments (Table 8). Moisture influences germination to a greater extent by affecting aeration and soil temperature (Singh et al, 2018). PMC has 42 percent moisture content (Table 3) and it has been found that soil moisture plays the role of keeping the buds moist and this helps in sprouting and also keeping the young sprouts well supplied with water. The percentage of the germination increases with an increase in the soil moisture (Moreira and Victor,1998). The higher germination percent in the organic fertilizer treatments may be due to proper soil moisture and aeration (Fig 2).

Comparative analysis of recycled sugar mill waste and inorganic fertilizer application....e-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
SUGARCANE AGRICULTURE—188
Table 8 – Effect of different treatments on growth and yield parameters of sugarcane (Variety Co 0118)
S.No Treatment Germi- Tillers/ Shoot/NMC population/ha nation % May June July August September1 T1 42.46 1,32,781 1,09,447 91,113 81,4842 T2 42.26 1,23,151 1,15,744 92,780 91,4833 T3 44.24 1,34,077 1,13,892 97,595 81,6684 T4 53.79 III 1,42,596 I 1,34,818 I 97,780 II 95,187 II5 T5 43.05 1,35,374 1,33,521 97,040 94,8176 T6 57.73 I 1,39,633 II 1,34,077 II 1,02,225 I 1,00,743 I7 T7 43.45 1,18,336 1,12,225 84,817 77,5948 T8 54.76 II 1,33,707 1,28,151 94,262 92,399 T9 25.60 1,07,225 92,410 82,410 78,70510 T10 31.94 1,09,447 99,262 89,076 88,891
(ii) Number of Tillers and shoots/ha Tillers and shoots counting have been carried out from the month of June
to August. The highest number of tillers in June and July was observed in treatment T4 followed by T6 however, in August the maximum number of shoots were found in T6 followed by T4 treatments.
The late tillers in sugarcane results in low percentage of surviving tillers and they also cause competition for nutrients due to overcrowding on the other. However, after giving scope for early produced tillers, tillering needs to be suppressed for which earthing up of cane rows is essential. The highest mortality rate was seen in T3 (39.08%) followed by T1 (38.63%), however the mortality was lowest in T10 (18.78%) and T9 (26.59%) from June to September (3 months). The mortality of shoots were maximum in T7 (30.86%) and lowest in T10 (10%) from July to September (2 months) (Table 8, Fig 3).
Figure 2 – Performance of germination and tillers under different treatments

SUGARCANE AGRICULTURE—189
Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singhe-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
Figure 3 – Top dressing of fertilizer and tiller evaluation in different treatments
Figure 4 – Counting of NMC under different treatments
(iii) Number of millable canes (NMC/ha) The data shows that the number of millable cane in six month old crop was
maximum in T6 ( PMC @ 20t/ha + biofertilizers, Azotobactor + PSB @ 10 kg/ha each + irrigation through treated sugar industry waste water) i.e., 1,00,743/ha followed by T4 (PMC @ 10t/ha + 50% NPK through inorganic + biofertilizers , Azotobactor & PSB @ 10 kg/ha each + irrigation through treated sugar industry waste water) i.e., 95,187/ha (Table 8, Fig 4).
Earlier studies by Yadav, 2004 show that the integrated use of PMC and nitrogen fertilizer increased the nitrogen use efficiency by 4-8 percent. It has been also reported that addition of Azotobacter, PSB, Azospirillium, Acetobacter and Bacillus has reduced the use of nitrogen fertilizer by more than 25 percent of its quantity which is applied to sugarcane. Therefore, press mud along with biofertilizers play a crucial role in economizing the use of nitrogen in sugarcane farming (Yadav, 2004). It has further been suggested that there should be an integrated nutrient management to utilize all the possible sources of organic, inorganic and bio-fertilizers in a judicious and synchronous way to sustain the soil fertility and productivity.

Comparative analysis of recycled sugar mill waste and inorganic fertilizer application....e-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
SUGARCANE AGRICULTURE—190
3. Juice quality parameter (i) HR Brix0
The HR Brix was observed in six month old crop and it was found that the maximum Brix was recorded in treatment T8 (15.47) followed by T3 ( 15.2). However, the crop is still in a maturing phase and there is not a significant difference between the treatments (Table 9, Fig 5). The bulky organic manures from the sugar industry waste containing almost all the macro and micro nutrients (Table 4) improve the physical properties of the soil and creates ideal rhizopheric environment. This in turn provides congenial soil-water relations for better nutrient release and availability (Singh et al, 2018). The use of press mud benefits the growth and yield of crops through direct, residual and cumulative effects in normal as well as in problem soils. Integrated use of press mud with fertilizer N increases the crop recovery of fertilizer N, besides its beneficial effects on physical, chemical and biological properties of soils. The content of organic carbon, available N, P, K, Zn and Mn increases with increasing rate of application of PMC. Sulphitation press mud has been found to increase the population, length and girth of millable cane and also, improves sucrose content in cane juice in comparison to inorganic fertilizers (Abhishek et al, 2020).
Table 9 – HR brix of different treatments in September (22.09.2020)
S. No Treatment HR Brix0
1 T1 14.952 T2 15.073 T3 15.2 II4 T4 13.25 T5 12.936 T6 14.47 T7 14.068 T8 15.47 I9 T9 14.210 T10 14.93
CONCLUSIONThe data of the present study so far reveals that the germination percent, number of tillers, shoot count and number of millable cane were significantly better in treatment T6 ( Sugar industry by products and treated waste water) followed by treatment T4 ( integrated use of chemical and organic fertilizer).
However, chemical fertilizers could be replaced by the sugar industry by-products and waste materials that are rich in macro as well as micro nutrients. This will lead to
Figure 5 – Evaluation of HR Brix0 of different treatments in standing cane (Sep., 2020)

SUGARCANE AGRICULTURE—191
Priyanka Singh, M.M. Singh, Kuldeep Kumar, Sanjay Awasthi & J. Singhe-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
proper handling and management of sugar industry by-products as it is a huge task, and requires a lot of space for storage. Utilization of these by products may not only increase soil chemical, physical, and biological properties but may also enhance the crop quality and yield thereby cutting down the chemical fertilizer requirement.
However, the crop is still in maturing stage and more detailed information about cane growth, yield and juice quality parameters only after maturity will determine the comparative potential of chemical, integrated and recycled sugar mill waste fertilizer application on sustainable sugarcane production, details of which shall be presented next year.
ACKNOWLEDGMENTS The principle author is grateful to STAI, New Delhi for funding of this collaborative study which will continue till March 2022. The principle author thanks Dalmia Bharat Sugar & Industries Limited, Sugar Unit –Nigohi and the Director, UPCSR, Shahjahanpur for providing all the technical support and facilities.
REFERENCES1. Abhishek Ranjan, C.K. Jha and Navnit Kumar. (2020). A Review on Effect of INM on
Sugarcane Growth, Yield and Quality. International Journal of Current Microbiology and Applied Sciences 9(1):2597-2605. DOI: 10.20546/ijcmas.2020.901.294
2. Dotaniya, M. L., S.C. Datta, D.R. Biswas, C.K. Dotaniya, B.L. Meena, S. Rajendiran, K.L. Regar & Manju Lata. (2016). Use of sugarcane industrial by-products for improving sugarcane productivity and soil health. International Journal of Recycling of Organic Waste in Agriculture. volume 5, pages185–194.
3. Elaiya Raja and Elango. R .Studies on the composting and recycling of sugar industrial waste. Int. J. Curr. Res. Biol. Med. (2017). 2(1): 1-13
4. Moreira, D.R. and Victor Jose Mendes Cardoso. (1998). Effect of soil moisture content and the irrigation frequency on the sugarcane germination. Pesquisa Agropecuária Brasileira 33(5):721-729
5. Singh Aneg, Srivastava RN, Gupta AK and Sharma ML (2008) Effect of sulphur and iron nutrition on the yield and juice quality of sugarcane. Indian Journal of Agriculture Sciences. 78(10);897-99.
6. Singh K.P., Suman Archana, Singh P.N. and Lal Menhi (2007) Yield and soil nutrient balance of a sugarcane plant-ratoon system with conventional and organic nutrient management in sub-tropical India. Nutrient cycling in Agroecosystems. 79 (3). 209-219.
7. Singh, G.B. and Solomon, S. (1995). Sugarcane: Agro-industrial alternatives. Oxford, IBH Publishing Co. pp.556.
8. Singh, Priyanka, S.N. Singh, Ajay K. Tiwari, Sanjeev Kumar Pathak, Anil K. Singh, Sangeeta Srivastava & Narendra Mohan. (2019). Integration of sugarcane production technologies for enhanced cane and sugar productivity targeting to

Comparative analysis of recycled sugar mill waste and inorganic fertilizer application....e-Proceedings of 78th Annual Convention of STAI: 181 – 192 2020
SUGARCANE AGRICULTURE—192
increase farmers’ income:strategies and prospects.3Biotech, 9:1-15. https://doi.org/10.1007/s13205-019-1568-0.
9. Singh, A.K., Lal, M. and Singh, Ekta. (2018). Headways in agro-techniques for heightened yield of sugarcane; Indian perspective. Sustainable sugarcane production eds; Priyanka Singh and A.K. Tiwari, ISBN: 13:978-1-77188-702-1, pp 17-75.
10. Yadav RL (2004) Tillering and shoot density for yield maximization, factors associated and agro-techniques to sustain it. Proc. Programme and resume of lectures intensive training of cane production technology, July 19-24,2004, Biswan, Sitapur (U.P.).

SUGARCANE AGRICULTURE—193
C. Appunu, G. Hemaprabha & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
SUGARCANE VARIETIES SUITABLE FOR FIVE AGROCLIMATIC ZONES OF TAMIL NADU IDENTIFIED
THROUGH INSTITUTE-INDUSTRY COLLABORATIVE PROGRAMME
C. Appunu*, G. Hemaprabha & Bakshi Ram
ABSTRACTIdentification of location specific variety is major factor in sugarcane development program for improving the cane and sugar productivity for betterment of farmers and sugar industry. Under changing climatic conditions and unpredictable nature of monsoon, identification of location specific different maturity category of sugarcane variety would help to improve sugar and sugarcane productivity. In this study the performance of twenty genotypes representing different genetic background with varying maturity duration were evaluated in five different agro-eco climatic regions (North western, North eastern, Western, Delta, and Southern) of Tamil Nadu in collaboration with sugar factories of SISMA TN, Chennai. Two plant and one ratoon trials were conducted in replicated randomized design with plot size of 6m x 1.2m x 6 rows during 2017-19 seasons. Region wise performance of clones is presented in the paper. Among the five genotypes (Co 11015, Co 06031, Co 13014, Co 13018, Co 14016) identified, Co 11015 was found to be superior over the standard Co 86032 in all five regions as early maturing variety (300 days) and registered 10.23%, 20.13% and 9.66% improvement for cane yield (t/ha), CCS (t/ha) and sucrose (%) over Co 86032,respectively. The midlate maturing clone Co 14016 exhibited better performance for cane yield and CCS yield with sucrose (%) content on par to Co 86032 in all regions at harvest (360 days). Other clones Co 06031, Co 13014 and Co 13018 recorded higher cane yield and on par sucrose content compared to standard in atleast three regions in Tamil Nadu. Hence, combinations these clones would help in improving the cane productivity and sugar recovery in Tamil Nadu.
Keywords: Sugarcane, Location Specific Varieties, Tamil Nadu, Sugar Productivity
INTRODUCTION The development of improved sugarcane varieties has been a major factor in sustaining sugarcane industries in India. Already a significant progress has been made in improving sugarcane varieties, particularly with regard to high sucrose content and higher cane yield. Annually around 350 million tonnes (mt) of cane are produced and crushed for production of sugar jaggery / khandsari in India. Major sugarcane growing states in peninsular India are Maharashtra, Karnataka, Tamil Nadu, Andhra Pradesh, Gujarat, Telangana and Madhya Pradesh. Sugarcane is one of the important crops in Tamil Nadu. The sugarcane productivity in Tamil Nadu has not improved for more than a decade with around 100 tonnes/ha (Cooperative Sugar, February 2020).
*E-mail: [email protected], ICAR - Sugarcane Breeding Institute, Coimbatore 641007

Sugarcane varieties suitable for five agroclimatic zones of Tamil Nadu....e-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
SUGARCANE AGRICULTURE—194
Area under sugarcane in Tamil Nadu declined 52.31% from 3,46,000 ha (2011-12) to 1,65,000 ha (2018-19), production dipped 57.98 % from 385 lakh tonnes (2011-12) to 162 lakh tonnes (2018-19) and declined productivity of 11.89% from 111.5 t/ha to 98.24 t/ha (Cooperative Sugar, 2020. Currently, Co 86032 is the single predominant sugarcane variety widely cultivated in the state. Though, many sugarcane varieties were released for cultivation through central or state varietal release committee, their adaptability was not enough to replace Co 86032. Co 0212 also occupies sizable area in Tamil Nadu owing to its high drought tolerant and high yielding nature. One of the possible reasons for stagnant productivity of sugarcane is lack of replacement of varieties better than the existing varieties.
This necessitates identification of location-specific varieties with high yield and quality potential for improving the productivity of sugarcane and sugar in the state. The potential clones must combine high yield and quality, besides tolerance to biotic and abiotic stresses and other desirable traits including multiple ratooning potential. In order to evolve location specific varieties SISMA-TN, Chennai and ICAR- Sugarcane Breeding Institute (SBI), Coimbatore launched a joint programme, christened as “Sweet Bloom” of testing a large number of best materials bred at the institute, with diverse maturity groups and characters at selected factory locations.
MATERIALS AND METHODS EXPERIMENTAL MATERIALA total of twenty advanced selections as Co canes from ICAR-Sugarcane Breeding Institute, Coimbatore were pooled and identified for testing in nine sugar factory locations of Tamil Nadu under ICAR-SBI, Coimbatore and SISMA-TN, Chennai collaborative trial. These selections were Co 0238 (CoLk 8102 x Co 775), Co 0240 (Co 86002 x Co 8347), Co 06031 (BGC2 5021 x Co 88037), Co 09004 (CoC 671 x CoT 8201), Co 11015 (CoC 671 x Co 86011), Co 13001 (Co 740 x CoT 8201), Co 13003 (Co 86011 x CoT 8201), Co 13006 (CoSnk 03-61 x Co 62174), Co 13014 (Co 86032 x Co 94008), Co 13018 (Co 8371 x Co 86011), Co 13020 (Co 7704 x Co 8209), Co 13021 (Co 92024 GC), Co 14008 (Co 99006 x Co 94008), Co 14016 (Co 86032 x Co 86011), Co 14026 (Co 98010 x Co 94008), Co 15005 [(Co 8371 x ISH 69) x (Co 86032 x Co 99006)], Co 15007 (ISH 100 x Co 0209), Co 15021 (Co 86032 x Co 86011), Co 16001 (CoSnk 03-044 x Co 86002) and Co 16002 (CoC 671 x Co 86011).
EXPERIMENT SITESPerformance of clones was evaluated in nine locations during 2017-2019. The test locations were across different agro-eco climatic of zones of Tamil Nadu namely Western region (Bannari Amman Sugars Ltd., Alathukombai, Sathyamangalam and Dhanalakshmi Srinivasan Sugars Ltd., Perambalur), North Western region (Ponni Sugars Ltd., Odapalli, Namakal), North Eastern Region (Dharani Sugars and Chemicals Ltd, Polur, Thiruvannamalai and Rajshree Sugars and Chemicals, Mundiampakkam, Villupuram), Cauvery Delta region (Kothari Sugars Ltd, Sathamangalam, E.I.D. Parry (India), Nellikuppam and Thiru Arooran Sugars Ltd, Thirumandankudi, Kumbakonam), and Southern region (Sakthi Sugars Ltd, Sivagangai).

SUGARCANE AGRICULTURE—195
C. Appunu, G. Hemaprabha & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
EXPERIMENTAL DESIGN AND CULTURAL PRACTICESThe experiments were conducted during 2017-2019 in nine locations with two plant and one ratoon crops. Trials were laid out in a plot size of six rows of 6m length and 1.20m apart under randomised block design (RBD) with three replications. Standard sugarcane cultivation practices were followed (Sundara, 1998). Commercial cane sugar (CCS) yield was calculated from cane yield and CCS %. The cane yield recorded in test plots were estimated into quantity per hectare (t/ha). Juice quality analysis and cane yield parameters were recorded at 240, 300 and 360 days after planting. Cane yield at harvest (360 days in plant crop and 330 days in ratoon crop) were recorded and CCS yield estimated. The data of the two plant and one ratoon crops over nine different locations of five different regions were pooled and analysed. The analysis of variance (ANOVA) for cane yield and juice quality parameter traits was worked out using OPSTAT, 14.139.232.166/opstat/ default.asp).
RESULTS AND DISCUSSIONIn this study, twenty clones evolved from different genetic background and representing different maturity group with resistance to red rot were evaluated in collaboration with sugar factories of SISMA-TN at five various agro-eco climatic regions of Tamil Nadu. The clones largely were grouped under early and midlate maturing category. Results of the trial in region wise were analysed to identify suitable clones for specific regions. The region wise results are presented in Table 1-7.
PERFORMANCE OF ENTRIES IN NORTH EASTERN REGIONAmong 20 entries tested, eight entries (Co 14016, Co 13014, Co 06031, Co 11015, Co 0240, Co 13003, Co 15021 and Co 14008) recorded higher cane yield over Co 86032 based on mean of two plant crops at 360 days (Table 1).
Co 11015 recorded 11.72 and 2.02 per cent improvement over standard Co 86032 for cane yield and sucrose content at 360 days respectively. Other clones viz., Co 14016 (18.09%), Co 13014 (12.73%), Co 06031 (11.72%), Co 0240 (8.85%) and Co 13003 (6.13%) showed more than 5% improvement for cane yield over the standard. These clones were also recorded more than 5% improvement of CCS yield over standard. Co 11015 combined better cane yield and sucrose content which resulted in 13.53% improvement in sugar yield (CCS t/ha). The clones Co 11015 is promising with increased cane yield, sugar yield and sucrose % at 360 days for North Eastern region.
PERFORMANCE OF ENTRIES IN NORTH WESTERN REGIONWhile the mean sucrose of Co 86032 was 18.98%, thee entries Co 11015, Co 16002, Co 09004 registered better sucrose values at harvest. Co 11015 (20.15%) registered 6.16% improvement in sucrose over Co 86032 with on par performance for CCS yield (Table 2). Co 14016 recorded more than 10% improvement for cane yield and CCS yield over the standard.
PERFORMANCE OF ENTRIES IN WESTERN REGIONThree entries viz., Co 11015 (5.08%), Co 13018 (0.27%) and Co 14016 (0.11%) recorded improvement for sucrose content over the standard Co 86032. Co 11015 ranked as

Sugarcane varieties suitable for five agroclimatic zones of Tamil Nadu....e-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
SUGARCANE AGRICULTURE—196
first in the region with more than 5% improvement in sucrose content which resulted in higher sugar yield improvement of 9.26% over the ruling variety Co 86032 in the Western region (Table 3).
Entries Co 11015, Co 13018 and Co 14016 performed better than Co 86032 for sucrose (%), cane yield and sugar yield in the region. Of the three entries, the performance of Co 11015 and Co 14016 was excellent with 9.26% and 9.09% improvement for CCS yield respectively. Co 14016 registered on par performance compared to Co 86032 for sucrose content with around 10% improvement for cane yield and sugar yield over the ruling variety Co 86032 in the Western region.
PERFORMANCE OF ENTRIES IN DELTA REGIONSix entries viz., Co 13014 (14.65%), Co 14016 (14.16%), Co 13018 (7.86%), Co 06031 (4.64%), Co 11015 (4.06%) and Co 15007 (3.81%) recorded higher cane yield per cent than the standard Co 86032 (120.8t/ha) (Table 4). Co 11015 was the only clone that registered per cent improvement of 4.06, 6.71 and 2.23 for cane yield, sugar yield and sucrose respectively over the standard Co 86032 in the Delta region. This result is remarkable and encouraging for the delta regions of Tamil Nadu as the performance of Co 86032 was not appreciable under this conditions.
PERFORMANCE OF ENTRIES IN SOUTHERN REGIONSix entries viz., Co 14016, Co 11015, Co 06031, Co 13014, Co 13018, Co 14026, Co 14008, Co 15021, Co 14008 and Co 16001 recorded higher cane yield and sugar yield than that of Co 86032. Per cent improvement was maximum in Co 14016 (19.44%) followed by 16.65% in Co 11015 for cane yield while the per cent improvement was maximum in Co 11015 (25.97%) followed by 14.96% in Co 14016 for sugar yield (Table 5).
Co 86032 is the most prominent variety in the region. Co 11015 was remarkable with 16.65%, 25.97% and 5.46% improvement for cane yield, sugar yield and sucrose content over the standard Co 86032%. Southern region is known for water deficit stress. This result showed high suitability of this variety to Southern region of Tamil Nadu.
MEAN PERFORMANCE OF ENTRIES IN THE STATE Pooled data analysis was performed based on data of two plant and one ratoon crops (2017-2019). Overall, Co 13014, Co 11015, Co 13018, Co 14016 and Co 06031 performed better than Co 86032 for yield and sugar yield at harvest (Table 6). Of these, Co 11015 recorded 10.23%, 20.13% and 9.66% improvement over Co 86032 for cane yield, sugar yield and sucrose content across Tamil Nadu. Hence, it was identified as best performing variety combining yield and quality. ICAR-SBI Institute Research Committee and SISMA TN committee members recommended Co 11015 for release in Tamil Nadu for the benefit of sugar factories and farming community. Based on the recommendation, Co 11015 (Atulya) was proposed and released as short duration sugarcane variety for commercial cultivation in Tamil Nadu.The early maturing clones with higher improvement for quantitative and qualitative parameters over standard

SUGARCANE AGRICULTURE—197
C. Appunu, G. Hemaprabha & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
variety was identified for Tamil Nadu and Puducherry (Appunu et al., 2013; 2017). Appunu et al. (2014) also made similar observation for the clone Co 0212 among a group of midlate maturing promising clones tested in Tamil Nadu. Similarly, many midlate clones were identified after on-farm testing at state level (Shanmuganathan et al. 2017). Factory wise location specific varieties identified from this study are listed in Table 7.
ACKNOWLEDGEMENTS Authors thank to SISMA-TN, Chennai for financial support to collaborative programme and to the personnel from all the participating sugar factories. Special thanks to all the scientists who conducted the trials at different factory locations in Tamil Nadu.
REFERENCES Sundara B (1998) Sugarcane Cultivation. Vikash Publishing House Pvt Ltd., New
Delhi, p.1-292.
Appunu C, Anna Durai A, Ravinder Kumar, Hemaprabha G, Alarmelu S, Premachandran MN, Mahadevaiah C, Parasuraman P, Jayachandran M, Pannerselvam S, Rajendran B (2014) Co 0212 - A promising midlate maturing sugarcane clone suitable for different agro-climatic regions of Tamil Nadu. Journal of Sugarcane Research 7:87-90
Appunu C, Anna Durai A, Ravinder Kumar, Premachandran MN (2013) Co 99006 - An early maturing sugarcane variety suitable for Tamil Nadu. SBI News 33(2):1-2
Appunu C, Mohanraj K, Hemaprabha G, Anna Durai A, Mahadevaiah C, Vijayan Nair N and Bakshi Ram. Co 06022 - A sugarcane early maturing and drought tolerant variety suitable for Tamil Nadu and Pondicherry. Journal of Sugarcane Research (2017) 7 (2) : 83 – 92
Shanmuganathan M, Baskaran V, Chandrasekaran R (2017) Evaluation of mid-late sugarcane clones for their yield and quality characters in advanced selection stage in plant and ratoon crops. Electronic Journal of Plant Breeding 8(3): 992-997

Sugarcane varieties suitable for five agroclimatic zones of Tamil Nadu....e-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
SUGARCANE AGRICULTURE—198
Table 1 – The best performing entries in north eastern region, Tamil Nadu
Table 2 – The best performing entries in north western region, Tamil Nadu
Table 3 – The best performing entries in western region, Tamil Nadu
Best Cane % CCS % Sucrose % % entries yield Improve- yield Improve- Improve- (t/ha) ment (t/ha) ment 240 D 300 D 360 D mentCo 14016 152.1 18.09 18.76 8.44 10.61 14.89 17.57 -6.69Co 13014 145.2 12.73 18.89 9.19 10.37 13.52 18.31 -2.76Co 06031 144.8 12.42 18.65 7.80 11.43 14.77 18.15 -3.61Co 11015 143.9 11.72 19.64 13.53 12.78 16.70 19.21 2.02Co 0240 140.2 8.85 17.95 3.76 10.72 14.85 17.89 -4.99Co 13003 136.7 6.13 18.17 5.03 11.13 15.59 18.68 -0.80Co 15021 134.6 4.50 16.30 -5.78 9.49 12.77 17.25 -8.39Co 14008 132.9 3.18 15.57 -10.00 10.22 13.87 16.63 -11.68Co 86032 128.8 17.30 13.26 16.57 18.83
Best Cane % CCS % Sucrose % % entries yield Improve- yield Improve- Improve- (t/ha) ment (t/ha) ment 240 D 300 D 360 D mentCo 14016 175.53 12.26 22.86 11.24 13.93 16.10 18.62 -1.90Co 11015 127.75 -18.30 20.15 -1.95 17.38 18.11 20.15 6.16Co 16002 111.29 -28.82 19.70 -4.14 16.49 17.37 19.70 3.79Co 09004 104.58 -33.12 19.51 -5.06 17.23 17.57 19.51 2.79Co 86032 156.36 20.55 16.28 16.84 18.98
Best Cane % CCS % Sucrose % % entries yield Improve- yield Improve- Improve- (t/ha) ment (t/ha) ment 240 D 300 D 360 D mentCo 14016 153.73 9.67 19.80 9.09 13.60 16.49 18.31 0.11Co 13014 151.53 8.10 19.16 5.56 13.60 15.52 18.00 -1.59Co 11015 146.26 4.34 19.83 9.26 15.75 17.75 19.22 5.08Co 13018 144.48 3.07 18.44 1.60 13.57 16.24 18.34 0.27Co 15021 143.15 2.13 17.57 -3.20 12.94 15.46 17.74 -3.01Co 13006 142.30 1.52 17.88 -1.49 13.86 16.61 18.17 -0.66Co 86032 140.17 18.15 14.39 16.90 18.29

SUGARCANE AGRICULTURE—199
C. Appunu, G. Hemaprabha & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
Table 4 – The best performing entries in delta region, Tamil Nadu
Table 5 – The best performing entries in southern region, Tamil Nadu
Table 6 – Performance of sugarcane clones across Tamil Nadu
Best Cane % CCS % Sucrose % % entries yield Improve- yield Improve- Improve- (t/ha) ment (t/ha) ment 240 D 300 D 360 D mentCo 13014 138.5 14.65 16.65 7.35 13.02 14.85 17.45 -5.62Co 14016 137.9 14.16 17.57 13.28 12.41 15.77 18.29 -1.08Co 13018 130.3 7.86 16.03 3.35 12.91 16.07 17.90 -3.19Co 06031 126.4 4.64 15.06 -2.90 13.50 15.15 17.95 -2.92Co 11015 125.7 4.06 16.55 6.71 15.33 16.98 18.92 2.33Co 15007 125.4 3.81 15.80 1.87 12.73 15.72 18.27 -1.19Co 86032 120.8 15.51 15.26 17.24 18.49
Best Cane % CCS % Sucrose % % entries yield Improve- yield Improve- Improve- (t/ha) ment (t/ha) ment 240 D 300 D 360 D mentCo 14016 148.7 19.44 17.44 14.96 12.03 15.03 16.97 -4.39Co 11015 145.6 16.95 19.11 25.97 15.16 18.28 18.72 5.46Co 06031 135.8 9.08 16.60 9.43 11.84 14.96 17.70 -0.28Co 13014 134.4 7.95 15.66 3.23 10.51 13.43 16.92 -4.68Co 13018 133.2 6.99 16.10 6.13 10.37 16.12 17.76 0.06Co 14026 132.0 6.02 15.95 5.14 11.68 14.05 15.49 -12.73Co 15021 131.5 5.62 16.34 7.71 10.14 14.11 16.66 -6.14Co 14008 124.8 0.24 16.80 10.74 11.78 14.22 14.73 -17.01Co 16001 124.7 0.16 15.69 3.43 13.15 16.91 18.60 4.79Co 86032 124.5 15.17 15.08 16.73 17.75
Clone Cane yield t/ha Clones & Sucrose % 300 days 360 daysCo 14016 155.75 Co 13001 (19.49) Co 15007 (20.62)Co 13014 148.15 Co 09004 (19.13) Co 11015 (20.50)Co 11015 147.13 Co 11015 (19.64) Co 13001 (20.19)Co 06031 139.40 Co 16001 (19.60) Co 16001 (20.02)Co 13018 138.73 Co 16002 (18.64) Co 09004 (19.92)Co 86032 133.43 Co 86032 (17.39) Co 13003 (19.26) Co 06031 (19.16) Co 86032 (18.72)

Sugarcane varieties suitable for five agroclimatic zones of Tamil Nadu....e-Proceedings of 78th Annual Convention of STAI: 193 – 200 2020
SUGARCANE AGRICULTURE—200
Table 7 – Factory wise suitable varieties for higher sugar recovery and sugar production
S. No Sugar factory Suitable variety1 Bannari Amman Sugars, Sathy Co 11015, Co 13018, Co 15007, Co 060312 Dharani Sugars, Polur Co 13014, Co 13001, Co 16001, Co 140163 EID Parry (India), Nellikuppam Co 16001, Co 13018, Co 11015, Co 140164 Kothari Sugars, Sathamangalam Co 09004, Co 14016, Co 130145 Ponni Sugars, Erode Co 11015, Co 15007, Co 15005, Co 140166 Rajshree Sugars, Mundiampakkam Co 11015, Co 15007, Co 13003, Co 090047 Sakthi Sugars, Sivaganga Co 11015, Co 13018, Co 16001, Co 140168 Thiru Arooran Sugars, Thirumandankudi Co 15007, Co 09004, Co 11015, Co 140169 Dhanalakshmi Sugars, Perambalur Co 14016, Co 13018, Co 11015, Co 13014

SUGARCANE AGRICULTURE—201
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al.e-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
CASE STUDY ON MECHANIZED HARVESTING OF CANE IN COSTAL REGION
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, P. Venkateswara Rao & K. Rajamohan
ABSTRACT
Sugarcane cultivation is highly arduous to farmer now a day’s especially due to high cost incurred in harvesting and transport of the cane. The availability of agricultural workers for Sugarcane harvesting started declining during 2006 - 07 and increased cane harvesting charges attained peak phase during 2007 – 08 and continued to increase year after year. As a result, farmers started shifting to the other commercial crops. At this juncture, sugar factories opined and realized the significance of mechanization in cane harvesting to convince their growers and bring them back to cane cultivation. KCP Sugars have taken necessary steps to check the suitability of globally available harvesters depending on the nature of cane, soil and Agro climatic conditions. Accordingly, four mechanical harvesters viz., Bunmei Thailand make chopper cane harvester, LCT Hansen Chinese make whole cane harvester, John Deere-3520W 7000 series U.S make chopper cane harvester and Case New Holland-4000 series Australian make chopper cane harvesters have been evaluated to check their performance and suitability in coastal regions of Andhra Pradesh. The merits, demerits, suitability and implications of these exotic machines and also future course of action are briefly documented in this review paper.
Keywords : Sugarcane harvesting, mechanical harvesters, performance, suitability
INTRODUCTIONSugarcane industry is the second largest Agro based industry in India next to cotton contributing nearly 1.80 per cent to GDP and is responsible for socio-economic growth of our country, especially in rural India. In India sugarcane is being cultivated in an area of 5.2 million hectares encompassing nearly 4.50 crore farmers as sugarcane growers. India’s contribution to world sugar production is 15.75 per cent.
In India an estimate of sugar production for the season 2020-21 is 320.13 lakh tones from 52.28 lakh hectares as against peak cane production of 366.80 lakh tones and 53.05 lakh hectares during the season 2014 -15. The estimated statistics for the season 2020-21 regarding Andhra Pradesh sugar production is around 31.107 lakh tons from 1.036 lakh acres as against peak cane production of 186.99 lakh tons and 6.233 lakh acres during 2006-07.
For the crushing season 2020 – 21, four sugar mills in co-operative sector and six sugar mills in private sector have initiated their crushing operations as against 28 (10+18) sugar mills (cooperative + private) in Andhra Pradesh due to non-availability of sugarcane.
KCP Sugar and Industries Corporation Ltd., Vuyyuru, Krishna district, Andhra Pradesh Email: [email protected]

Case study on mechanized harvesting of cane in costal regione-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
SUGARCANE AGRICULTURE—202
Figure 1 – Sugarcane labour requirement per acre (No’s.)
Figure 2 – Human energy requirement in sugarcane cultivation (man hours/acre)
The labour requirement and human resources requirement in sugarcane cultivation are depicted in Fig. 1 & Fig. 2, respectively.
EXPERIMENTAL TRIALS CONDUCTED AT K.C.P SUGARS
1. K.C.P Sugars visualized the hardship being faced by the cane growers on the labour shortage and its cascading affect on the cost of cultivation for sugarcane crop and realized the significance of mechanization and opined that introduction of mechanization particularly mechanical harvesters are the only solution to come out of the crisis.

SUGARCANE AGRICULTURE—203
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al.e-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
2. Before conducting the demonstrations with different machines in the zone area, KCP Sugars has conducted trial on various planting methods like 4’ X 2’ paired row, 5’ single row, 4’ single row and 4.5’ X 1’ paired row to modify cane agronomy so as to suit to the machinery for harvesting without hurdles in the place of traditional 32” – 36” furrow spacing. The results inferred that, among various planting methods studied 4.5’ X 1’ paired row was the best method of cultivation to ensemble machines without losing quantity and quality of sugarcane in the costal belt where sugarcane tillering and girth is poor and cane length is more. We have also identified some varieties that suits for wider spacing plantations viz., with high tillering and non-lodging nature.
Farrows spacing 4’ X 1’
Earthing up in Plant Crop
After Germination
Spaced plantation with seedlings
3. Accordingly, the company have organized demonstration of four models of harvesters to evaluate their performance and suitability to the coastal area cropping conditions and the observations were elucidated hereunder.

Case study on mechanized harvesting of cane in costal regione-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
SUGARCANE AGRICULTURE—204
(i) Bunmei, Thailand make chopper cane harvester (2009-10)
• Chopper type cane harvester with rubber track system and billets are loaded into jumbo bags. The jumbo bags are unloaded into lorries with the help of crane.
• Base cutting of cane is not proper, some of the clumps are uprooted while cutting, un-cut cane bottom left on the ground is up to 4-5 inches. This resulted in 4-5 tons yield loss.
• Not self-loading type, every ton of cane harvested must be collected in the jumbo bags and reloaded into trucks by using a loading crane, taking more time for these operations.
• Soil compaction and germination failure in ratoon crops is noticed due to the usage of more number of equipment’s like harvester, crane and lorries.
• Due to chain track system of harvester more time is required for shifting of the harvester from one plot to the other plot, resulted in more idle hours of the harvester and also travel difficulties are noticed in undulated pathways at the fields.
• The trials are conducted at different locations in the K.C.P Sugars command area and the results are debated among the farmers and factory agriculture department and felt this harvester is not suitable to our command area.
• Harvester performance: Diesel Consumption - 10 litres/hour, Harvesting rate – 8 tons/hour, Diesel consumption per ton of cane – 1.25 litres.
Cane harvester Cane loader

SUGARCANE AGRICULTURE—205
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al.e-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
(ii) LCT Hansen Chinese make whole cane harvester (2010-11).
• Whole cane harvester, small in size, machine parts are delicate in nature, no self-loading mechanism, cane bundling and loading has to be handled separately by using labour which becomes an extra task in this labour dearth condition.
• Base cutting of the cane was not to up the mark. The machine harvests standing cane only, that too, below two meters high, it cannot harvest lodged cane.
• Harvested canes are getting into fibrous pieces and often the cane pieces are enmeshed in the machine.
• The machine is not evenly balanced, overweight in front portion, wheels are small, resulting in frequently stuck in between the cane rows caused lot of inconvenience while harvesting.
• The demonstration results inferred that for coastal fields this machine is not fit and due to its poor performance.
• Harvester performance: Diesel Consumption - 12 litres/hour, Harvesting rate – 8 tons/hour, Diesel consumption per ton of cane – 1.50 litres.

Case study on mechanized harvesting of cane in costal regione-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
SUGARCANE AGRICULTURE—206
(iii) John Deere-3520W 7000 series U.S make chopper cane harvester (2011-12).
Harvester & Infielder Infielder loading to truck
• The spillage of chopped cane and blown out cane billets along with trash due to higher RPM of the blower is seen which leads to yield loss.
• Top-soil gets disturbed at row ends, Soil lumps are coming along with chopped cane billets.
• Heavy weight of 17 tones is the limitation, does not permit cane harvesting in the early part of the season, Suits to harvest after Sankranthi.
• Soil compaction in the field and cane clumps damage at row ends while taking turns is seen due to heavy weight of the machine.
• It requires wider rows spacing of 5’ or 1.5’ x 5’ which results lodging of cane, more weed problem and reduces yield up to 9 tons due to costal climate i. e. poor tillering and lanky cane.
• Performance of the machine i. e. Harvesting speed, clean cane, lodged cane harvesting, base cutting quality and loading are satisfactory.
• Harvester performance: Diesel Consumption - 35 litres/hour, Harvesting rate – 23 tons/hour, Diesel consumption per ton of cane – 1.52 litres.
• This machine is suitable for upland areas like Telangana, Karnataka and Maharashtra. The machine maneuvers easily in large plots of more than 6 acres. Best suits for heavy crop i.e. yield of more than 50 tones per acre.

SUGARCANE AGRICULTURE—207
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al.e-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
Harvester & Infielder Base cutting quality
(iv) Case New Holland-4000 series Australian make chopper cane harvester (2012-13)
• The weight of the machine is 7.5 tons, comfortably maneuvering in 2 – 3 acres sized plots and clay soils of delta area. Base cutting of the cane is satisfactory.
• Able to harvest lodged cane and plots of up to 40 - 45 tons yield per acre. Separation of trash from harvested cane is good and spillage is minimum.
• Cane growers responded positively as it can be operated at 1’ X 4’ (or) 4’ row spacing and the yield loss due to space will be minimum.
• This machine is suitable for all types of wet land soils particularly in delta areas.
• Harvester performance: Diesel Consumption - 13 litres/hour, Harvesting rate – 11.50 tons/hour, Diesel consumption per ton of cane – 1.13 litres
After conducting demonstrations we feel that the “Case New Holland-4000 series “ is partially suitable and compatible with local heavy soils in our area due to its less weight comparatively. KCP Sugars purchased the machine to motivate farmers towards mechanization but still we are enable to use its full capacity due to more moisture in soils till December and also farmers are not coming forward to adopt wider row spacing.
Our research work is shared & discussed at a length with STAI Council Members, Dr. Bakshi Ram, Director Sugarcane Breeding Institute, Coimbatore and his team to get more inputs from the eminent people in & around Indian Sugar Industry to locally develop the best cost effective harvester. In this regard K.C.P Sugars also sought help from The Sugar Technologists’ Association of India, New Delhi.
Hurdle’s in usage of existing harvester models in K.C.P Sugars command area
1. Tillering is not enough to achieve the desired yields in wider row spacing which is required for the harvester.
2. Due to more spacing between row to row weed growth is high, more herbicides and more labour are to be used for weed management which again add cost to the cultivation.

Case study on mechanized harvesting of cane in costal regione-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
SUGARCANE AGRICULTURE—208
3. Suitable earthing up operations needs either a mechanical implement or men which adds to the cost of cultivation.
4. Yields in ratoons are low due to soil compaction.
5. Uprooting of clumps while harvesting leads to more gap filling in ratoon management.
6. Harvester needs dry condition of the soil that means the farmers have to stop the irrigation in heavy soils at least 30-45 days in advance. Wherein the farmers have an apprehension that they may lose yield.
7. Physical loss of cane pieces along with trash is noticed even at various blower speeds which means yield loss soil, trash, green tops, water shoots and dead cane going along with billet cane to the mill at about 12% to 20% which leads to cane payment for no cane, recovery loss and impact on quality.
8. Present harvester needs larger extent of area for better efficiency. But now farmers are still not acquainted for removal of bunds between one plot to other and work like a corporate farming
9. Creepers growth due to improper weed management in ratoon plots makes the harvester job difficult.
10. Any small rain during the sugarcane harvesting operations will make the mechanical harvester stand still.
More Trash (12-20% )

SUGARCANE AGRICULTURE—209
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al.e-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
Uncut Cane Bottoms
R&D Requirement for future needs:
1. It is the need of the hour to collaborate and coordinate premium institutions like IIT’s , NIT’s, and National level Agri. engineering institutions under one umbrella and conduct collaborative research to design and development the indigenous light weight Tractor drawn whole cane harvester at the national level by augmenting old techniques with new ideas. This will enable every sugarcane grower to have his own cane harvester.
2. Apart from mechanized cane harvesting, it is crucial to invent multi-tasking farm machinery that increases input use efficiency, facilitates timely operations, cost saving by reduced input usage, simple to operate and finally the machinery that should make cane cultivation easy and cheap from planting to harvesting.
At this juncture, KCP Sugars has started developing Tractor drawn whole cane harvester for their command area in collaboration with Acharya N.G. Ranga Agricultural University, Andhra Pradesh. The proposed machine is a tractor mounted whole cane harvester and can be maneuvered in Indian fragmented fields at any furrow spacing. The harvester is a detachable unit and in free time’s tractor can be used for other works; thereby prime mover utility is 100 percent unlike presently available foreign machines. The main components of the machine include base cutter, crop dividers, crop conveying rollers, leaf stripping unit, cane collecting and bundling unit.
After conceptualization base cutter design, hydraulic system design is over and fabrication work is under progress. Design drawings for cane conveying and de-trashing will be ready by the end of September 2020.

Case study on mechanized harvesting of cane in costal regione-Proceedings of 78th Annual Convention of STAI: 201 – 210 2020
SUGARCANE AGRICULTURE—210
CONCLUSIONLabour shortage started gradually in India from the year 2000 and reached peak in South India and became acute in Andhra Pradesh resulting in the unusual closure of sugar factories in South India in a sequential manner one after the other and it is expected that this problem would aggravate in certain parts of North India due to the changes that might occur in the attitude and life styles of the people across the country. It is an established fact that the essential factors such as weather, soil, varieties and cultivation practices bound to vary from location to location across the country. Under these circumstances there is every need and also inevitable for the Industry and Research stations to work in collaboration with lot of dedication and devotion in developing and establishing suitable harvesters to meet the present challenges and hardships experienced by the farmers that might help the Industry to overcome from the ongoing crisis that would help in stabilization.
ACKNOWLEDGEMENTThe authors are highly privileged to express their sincere gratitude to Shri Vinodh R Sethi, Chairman, Smt. Irmgard Velagapudi Maruthi Rao, Managing Director and Smt. Kiran Rao Velagapudi, Executive Director of KCP Sugar and Industries Corporation Ltd. Chennai for their unstinted encouragement and necessary support for successful conduct of the trials. Our special thanks to Mr. D.K. Goel, Honorary Editor of STAI for his valuable inputs to our experiments.

SUGARCANE AGRICULTURE—211
P.P. Shindee-Proceedings of 78th Annual Convention of STAI: 211 – 216 2020
TECHNO-ECONOMIC FEASIBILITY OF DRIP FERTIGATION IN SUGARCANE
P.P. Shinde*
ABSTRACTWater for agricultural irrigation is becoming increasingly limited and therefore must be used as efficiently as possible. Sugarcane is a high biomass crop with high water requirements. Sustained sugarcane production depends upon efficient water and fertilizer management throughout the crop growth period. Large variations in cane yields are noticed from year to year and place to place due to untimely availability of irrigation water and fertilizers as per the need of the crop. Drip irrigation has an advantage over surface irrigation as higher water and fertilizer use efficiencies can be attained. The experiments conducted at Vasantdada Sugar Institute, Pune for six years revealed that the application of N, P and K fertilizers in the form of urea, phosporic acid and muriate of potash respectively resulted in saving of fertilizers up to 40% along with 49% water saving, 35 % increase in cane yield and 2.6 times more water use efficiency as compared to surface method of irrigation with recommended dose of fertilizers for sugarcane crop.
Keywords: Drip irrigation, Surface irrigation, Fertigation, Sugarcane, Water use efficiency
INTRODUCTION The sugarcane is major cash crop in Maharashtra state and plays a dominant role in socio economic transformation. There is increasing trend for adoption of drip irrigation in sugarcane crop in the state. This technique not only improves cane productivity but also increase the water and fertilizer use efficiency. This technique provides flexibility of fertilization, which enables to specific nutritional requirements of the crop to be met at different stages of its growth. The selection of fertilizers is important for crop response and prevention of detrimental impact on drip irrigation systems. Fertilizers selected should be water-soluble. Normally the dissolved fertilizer solution has a pH value less than 7 (an acidic solution), which help the system in dissolving many water-soluble salts. Fertilizer use and application efficiency are higher, plant behavior is better and the quality & quantity of the produce is better with fertigation. The operational aspects of drip irrigation systems need monitoring from time to time for higher uniformity of water application. Combining fertilizer with irrigation implies the forcing of fertilizer solution into a water line operating under pressure by selecting appropriate equipments. The injection of fertilizers through drip irrigation gives better crop response than banded or broadcast application of fertilizers under surface method of irrigation. Looking at the importance of drip irrigation and fertigation in sugarcane crop, the studies were undertaken at Vasantdada Sugar Institute, Pune.
*Head – Agril. Engg., Vasantdada Sugar Institute, Pune E-mail: [email protected]

Techno-economic feasibility of drip fertigation in sugarcanee-Proceedings of 78th Annual Convention of STAI: 211 – 216 2020
SUGARCANE AGRICULTURE—212
MATERIALS AND METHODDrip irrigation has advantage of increasing the productivity along with saving of water and fertilizers in sugarcane crop, therefore the studies to optimize the dose of N, P and K fertilizers application through drip irrigation for sugarcane crop were under taken at Vasantdada Sugar Institute, Pune from 2009-10 to 2014-15. The different levels of N, P and K fertilizers in the form of urea, phosporic acid and muriate of potash respectively were applied in equal splits and also as per crop growth stages at an interval of 15 days and the results were compared with the surface method of irrigation with recommended dose of fertilizers application for sugarcane crop.
Experiment no. 1: The experiment on ferigation in equal split was conducted for two plantcane and one ratoon crop during 2009-10 to 2012-13 for three crop seasons with the following treatment details in randimized block design with three replications with variety CoVSI 9805.
T1- 100% P2O5 + 100% N + 100 % K2O through drip
T2- 100% P2O5 + 70% N + 70 % K2O through drip
T3- 70 % P2O5 + 100% N + 100 % K2O through drip
T4- 70 % P2O5 + 70% N + 70 % K2O through drip
T5- 40 % P2O5 + 100% N + 100 % K2O through drip
T6- 40 % P2O5 + 70% N + 70 % K2O through drip
T7- 100 % P2O5 Soil application +70% N & 70 % K2O through drip
T8- 100 % RDF under surface irrigation
In treatments T1 to T6 P2O5 was applied through Phosphoric acid. The fertilizers through drip were applied in thirteen equal splits and RDF was applied as per recommended practice.
Experiment no. 2: The experiment on fertigation thrpugh drip as per sugarcane crop growth stages was under taken at Vasantdada Sugar Institute, Pune during 2011-12 to 2014-15 for one plantcane and two ratoon crops with the following treatment details in split plot design with three replications and sugarcane variety CoVSI 9805.
Main Treatments: M1: 100% NPK through drip irrigation M2: 80% NPK through drip irrigation M3: 60% NPK through drip irrigation
Sub treatments:S1: Fertigation in 13 splitsS2: Fertigation in 15 splitsS3: Fertigation in 17 splitsS4: Fertigation in 19 splits
Control: CT1. 100% NPK through soil up to 4.5 months under drip irrigationCT2. 100% NPK through soil up to 4.5 months under surface irrigation.

SUGARCANE AGRICULTURE—213
P.P. Shindee-Proceedings of 78th Annual Convention of STAI: 211 – 216 2020
RESULTS AND DISCUSSIONExperiment no. 1: Fertigation in equal splitsSugarcane yieldThe pooled data of two plant cane and ratoon crop presented in Table 1 revealed that the cane yield obtained in treatments T1, T2, T3 and T4 was significantly higher over control treatments T7 and T8. The results shows that application of 70% P in the form of phosphoric acid, along with 70% N in the form of urea and 70% K in the form of white muriate of potash through drip irrigation recorded 121.66 t/ha cane yield, which was 6.98 % more than T7 (113.72 t/ha) and 25.52% more than T8 (96.92 t/ha). The yield recorded with application of 40% P in the form of phosphoric acid to along with both 70% each N and K and 100% each N and K was non significant as compared to 70% N and K each application through drip in 13 equal splits up to 6 months along with 100% P in the form of single super phosphate as a soil application in two splits ( At planting and at earthing up) which is a recommendation fertigation practice under drip irrigation for sugarcane (T7). The results indicated that 70% P in the form of phosphoric acid, along with 70% N in the form of urea and 70% K in the form of white muriate of potash application through drip irrigation in 13 equal splits up to 6 months of crop age is appropriate dose of NPK fertilizers for sugarcane under drip irrigation.
Water saving and Water -use-efficiency The quantity of water applied in drip irrigation plot was 131.68 ha- cm while in control it was 257.96 ha-cm (Table 1). The saving of irrigation water in drip irrigation was 48.95 % as compared to surface irrigation.
The water-use-efficiency in treatments of water application through drip irrigation (T1 to T7) was in the range of 0.86 to 0.95 t/ha-cm as against 0.37 t/ha-cm in surface irrigation. The water-use-efficiency was 2.6 times more in drip irrigation as compared to surface irrigation.
Experiment no. 2: Fertigation as crop growth stages Sugarcane yieldBased on the pooled data of plant cane and two ratoon crops, significant variation in cane yield was observed in different treatments of fertilizer levels. The highest cane yield of 126.68 t/ha was recorded under 80% NPK through drip irrigation followed by 123.32 t/ha under 60% NPK drip irrigation treatment. The yield obtained with 80% and 60% NPK was statistically significant as compared to 100% NPK through drip irrigation (119.97 t/ha). The increased in cane yield with 80% NPK through drip irrigation and 60% NPK through drip irrigation was 35.32% and 29.71% respectively as compared to 100% NPK through soil under surface irrigation (93.61 t/ha).
Among the different fertigation splits the significant differences in cane yield were observed. The highest cane yield of 129.96 t/ha was observed in 19 fertigation splits followed by 124.87 in 17 fertigation splits. The cane yield of 118.48 t/ha was observed with 13 fertigation splits under drip irrigation (Table 2).
The interaction of fertilizer levels and fertigation splits did not show significant variation in cane yield.
Water saving and water – use-efficiencyThe quantities of water applied under surface and drip irrigation was 260.92 ha-cm and 133.36 ha-cm respectively. The water saving of 48.49 % was observed under drip irrigation as compared to surface irrigation. The highest water use efficiency of 0.95 t/ha-cm was

Techno-economic feasibility of drip fertigation in sugarcanee-Proceedings of 78th Annual Convention of STAI: 211 – 216 2020
SUGARCANE AGRICULTURE—214
observed with 80% NPK through drip irrigation, which was 2.64 times as compared to 100% NPK through soil under surface irrigation. The water use efficiencies of 0.90, 0.92 and 0.79 t/ha-cm were observed in the treatments 100% NPK through drip irrigation, 60% NPK through drip irrigation and 100% NPK through soil under drip irrigation respectively (Table 3).
CONCLUSIONS
1. The results of fertigation in equal splits concluded that concluded that 70 % NPK fertilizers in the form of urea, phosphoric acid and muriate of potash in 13 equal splits at an interval of 15 days up to 6 months of crop age is a economically viable chemical fertilizer dose for application through drip irrigation for achieving higher cane yield. Based on the results the following fertilizer schedule is recommended
Particulars Urea, Kg/ha Phosphoric acid, Muriate of Potash, Kg/ha Kg/haPre-seasonal 40 15 15Ratoon 30 10 10
Weeks after Nitrogen (N) Phosphorus (P2O5) Potassium (K2O) planting % Kg/ha % Kg/ha % Kg/ha Planting 1 1.5 1 0.7 1 0.7 2 2 3.0 2 1.4 2 1.4 4 2 3.0 2 1.4 2 1.4 6 4 6.0 4 2.8 2 1.4 8 6 9.0 6 4.2 3 2.1 10 6 9.0 6 4.2 4 2.8 12 8 12.0 8 5.6 5 3.5 14 8 12.0 8 5.6 6 4.2 16 8 12.0 8 5.6 7 4.9 18 9 13.5 9 6.3 5 3.5 20 9 13.5 9 6.3 5 3.5 22 10 15.0 10 7.0 8 5.6 24 9 13.5 9 6.3 9 6.3 26 6 9.0 6 4.2 8 5.6 28 4 6.0 4 2.8 7 4.9 30 3 4.5 3 2.1 7 4.9 32 2 3.0 2 1.4 7 4.9 34 2 3.0 2 1.4 6 4.2 36 1 1.5 1 0.7 6 4.2 Total 100 150 100 70 100 70
2. The results of fertigation as per crop growth stages concluded that 60% NPK fertilizers in the form of urea, phosphoric acid and muriate of potash in 19 fertigation splits as per the nutrient requirements at different growth stages of sugarcane at an interval of 15 days up to 9 months of crop age through drip irrigation for sugarcane is beneficial for achieving higher cane yield. Based on the results the following fertilizer schedule is recommended

SUGARCANE AGRICULTURE—215
P.P. Shindee-Proceedings of 78th Annual Convention of STAI: 211 – 216 2020
REFERENCES Deshmukh A.S., Shinde P.P., Katake S.S, Phonde D.B. and Mali V.S.(2008) Fertigation in
sugarcane to increase cane and sugar productivity. Proccedings of 69th Annual Convention of STAI held at Aurangabad during August 20-23. PP. Agriculture 90-91.
Shinde,S.H., Deshpande,A.B and Atre,A.A. (2005). Fertigation in sugarcane. Proceedings of National seminar on Relevance of micro irrigation for sugarcane held at VSI, Pune pp. 140-153.
Shrivastava S.K., Rai Bashishtha and Kumar Sushil (2012). Role of micro irrigation in improving food productivity. Proceedings of India water week 2012- Water, Energy and Food security: call for solutions held at New Delhi, India during 10-14 April 2012. pp 65.
TABLE 1 – Water quantity applied, Cane yield and water-use-efficiency (Pooled data of two plant cane and ratoon crop)
Particulars of Treatment Quantity of water Cane yield Water- use- applied, ha-cm t/ha Efficiency t/ha-cmT1- 100% P2O5 + 100% N + 100 % 131.68 124.57* 0.95 K2O through drip T2- 100% P2O5 + 70% N + 70 % 131.68 123.93* 0.94 K2O through drip T3- 70 % P2O5 + 100% N + 100 % 131.68 123.90* 0.94 K2O through drip T4- 70 % P2O5 + 70% N + 70 % 131.68 121.66* 0.92 K2O through drip T5- 40 % P2O5 + 100% N + 100 % 131.68 116.82 0.89 K2O through drip T6- 40 % P2O5 + 70% N + 70 % 131.68 116.96 0.89 K2O through drip T7- 100 % P2O5 Soil application + 131.68 113.72 0.86 70% N & 70 % K2O through drip (Control 1) T8- 100 % RDF under surface 257.96 96.92 0.37 irrigation (Control 2) S.E. ± -- 1.49 --CD at 5% -- 4.52 --

Techno-economic feasibility of drip fertigation in sugarcanee-Proceedings of 78th Annual Convention of STAI: 211 – 216 2020
SUGARCANE AGRICULTURE—216
TABLE 2 – Cane and sugar yield contributing characters (Pooled data of One plant cane and Two ratoon crops)
Treatments Cane Yield t/ha Increase in Yield %Fertilizer Levels M1: 100% NPK through drip irrigation 119.97 28.15M2: 80% NPK through drip irrigation 126.68* 35.32M3: 60% NPK through drip irrigation 123.32* 29.71S. E ±C.D. at 5% 0.39 --- 1.55 ---Fertigation SplitsS1: Fertigation in 13 splits 118.48 26.56S2: Fertigation in 15 splits 119.98 28.17S3: Fertigation in 17 splits 124.87* 33.39S4: Fertigation in 19 splits 129.96* 38.83S. E ± 1.25 --- C.D. at 5% 3.74 ---Interaction N.S. ---Control 1: 100% NPK through soil up to 105.49 12.69 4.5 months under drip irrigation Control 2: 100% NPK through soil up to 93.61 --- 4.5 months under surface irrigation
TABLE 3 – Water saving and water use efficiency (Pooled data of plant cane and Two ratoon crops)
Treatments Quantity of Cane yield Water use water applied t/ha efficiency ha-cm t/ha-cmM1: 100% NPK through drip irrigation 133.36 119.97 0.90M2: 80% NPK through drip irrigation 133.36 126.68 0.95M3: 60% NPK through drip irrigation 133.36 123.32 0.92Control 1: 100% NPK through soil up 133.36 105.49 0.79 to 4.5 months under drip irrigation Control 2: 100% NPK through soil up 260.92 93.61 0.36 to 4.5 months under surface irrigation

SUGARCANE AGRICULTURE—217
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al....e-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
INCREASED APPLICATION OF KCP IRMA BIO-WONDER ON SUGARCANE QUALITY AND YIELD
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, P. Venkateswara Rao & K. Rajamohan
ABSTRACTA field experiment was conducted at Liaison farm of KCP Sugar and Industries corporation Ltd., Vuyyuru unit, Krishna district, Andhra Pradesh during 2019 – 20 on increasing the dose of “IRMA Bio-wonder “from 200 Kgs per acre to 300 Kgs per acre and evaluate its efficacy on quality and quantity parameters on Sugarcane. The trial was conducted with the technical assistance of Sugarcane Research Station, Vuyyuru, A.N.G.R.A.U., Andhra Pradesh. The soil of the experiment plots was clay loam. Seedlings of sugarcane variety 2003V46 was planted at 80 cm’s inter row spacing and 60 cm’s intra row spacing. Quantitative parameters like tillers, millable cane and yield at recommended interval and qualitative parameters like Brix, Polarity, Purity and expected recovery were recorded at the time of harvest.
Present socio economic conditions of rural India does not allowing application of “ Farm Yard Manure“ to fields crops due to mechanised farm operations(No plough cattle ) and centralized milk production (Large scale Dairies for milk production). The alternate organic manure available is Filter press mud cake under Sugar factories command areas. To reduce ill effects of higher COD & BOD levels, wax %, handling charges (70 % volume reduction) and to make environment friendly, the filter press mud cake was further processed scientifically to prepare IRMA Bio-wonder. The IRMA Bio-wonder is extensively used by farmers for Sugarcane and other commercial crops like Turmeric, Elephant foot yam, Chilli, Banana and food crops like Paddy in command area of sugar factories.
The IRMA Bio-wonder is recommended to blend with Trichoderma viridi (2Kgs), Azospirillum (6 Kgs.), Phospho bacteria (6 Kgs.), and Vascular arbuscular Mycorrhiza (5 Kgs.) at farmer fields before application to soil, at last plough (or) in plough furrows before planting depending on crops proposed with the present dose of 200 kgs per acre.
The present study targets on increasing IRMA Bio-wonder dose to 300 Kgs per acre from 200 kgs per acre along with reduction in application of chemical fertilizers and its effect on qualitative and quantitative parameters of Sugarcane.
Keywords: Sugarcane, Filter press mud cake, IRMA Bio-wonder, Reduction in R.D.F., Sugarcane yield and quality.
INTRODUCTION Before 1990 disposal of Filter press mud cake was a big task to sugar mills due to its foul
KCP Sugar and Industries Corporation Ltd., Vuyyuru, Krishna district, Andhra Pradesh E-mail: [email protected]; Mobile No: 9908166688

Increased application of kcp irma bio-wonder on sugarcane quality and yielde-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
SUGARCANE AGRICULTURE—218
smell and viscosity because of wax content. Sugar Mills used to burn or give free of cost to the Sugarcane growers by force. from this situation Filter press mud cake become black gold (Trade name: Godavari Gold / Black gold) for both Sugar mills and farmers after invention of de-composting technology by using decomposing culture, aero tilling and digested distillery spent wash. The process not only helped in reducing the volume of Filter press mud cake up to 70 % but also minimized wax content and COD & BOD levels. Its fertility levels have gone up after treating with distillery spent wash. The bio-wonder has become an important recommendation for indoor plants due to its fertility levels and water holding capacity and is the main source of organic fertilizers for commercial crops like Banana, Turmeric, Yam and Chilli in the present condition of non-availability of Farm yard manure.
Soil Organic carbon (SOC) % bio-fertilizers like Azospirillum, Phospho bacteria, vesicular arbuscular mycorrhiza (VAM) and bio-agent like Trichoderma viridi has their own impact on crop yield and quality as reported in many previous studies. To give that advantage in single module KCP S. & I.C. Ltd. is supplying IRMA Bio-wonder to the growers of its command area, to reduce the adverse effects of chemical fertilizers and give advantages of bio-agents to farming community. The study aimed at reducing the chemicals fertilizers by increasing Bio-wonder dose from 200 Kgs to 300 Kgs per acre and increasing dose impact on qualitative parameters.
INFRASTRUCTURE, MATERIALS, MANPOWER AND METHODSInfrastructureFor a 24000 MT’s Filter press mud cake unit (8 lakh MT cane crush and 40 K.L.P.D. distillery units) it is necessary to have 25 acres of yard with raised concrete floor, drainage canals and pipeline system all around to sprinkle distillery spent wash daily on Filter press mud cake windrows.
Machinery :
1) F.P.M. Cake loaders with different bucket size to make windrows and mixing : 05 No.’s, 2) Aero tillers for aero tilling the F.P.M. Cake windrows daily : 03 No.’s, 3) Tripper lorries for internal shifting of the F.P.M. Cake : 03 No.’s, 4) Conveyor belt equipment : 05 No.’s, 5) Grading machine (To grade the final product in to 4 m.m.) : 02 No.’s, 6) Bagging machines : 03 No.’s.
Manpower: Staff at different cadre and drivers : 50 No.’s.
Method of Irma Bio-wonder preparation:
The Filter press mud cake was spread in to windrows of 100 to 150 meters long, 1.5 meter width and 1.0 meter height with a gap of 1.5 meter from windrow to windrow and allowed for sun drying for one week. The windrows are then sprayed with anaerobically digested distillery spent wash up to 50% saturation and then aero tilled. This process of sprinkling and aero tilling continues daily till the Filter press mud cake looses its viscosity, foul smell, wax content and volume (Final product is 30% of its initial volume ) under open sky. Trichoderma viridi solution is sprayed at 15 days interval on the windrows along with distillery spent wash. The process takes 90 – 100 days after forming windrows. The material after satisfactory conversion passes through 4 mm IS sieve grader before bagging. Different products available under this category are 1) Bio-compost dry (Without bio-agents), 2) Irma Bio-wonder – Paddy special, 3) Irma Bio-wonder – Sugarcane special, 4) Irma Bio-wonder – Turmeric special, 5) Irma Bio-wonder – Aqua choice, 6) Irma Bio-wonder – Nursery special. with different proportions and combinations of bio-agents specific to that crop.

SUGARCANE AGRICULTURE—219
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al....e-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
Production flow chart of irma bio wonder
Windrows Formation with Dozers

Increased application of kcp irma bio-wonder on sugarcane quality and yielde-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
SUGARCANE AGRICULTURE—220
Windrows
Grader
Spent wash spraying
Aero tilling
Bio wonder after grading

SUGARCANE AGRICULTURE—221
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al....e-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
Manual weighing & bagging Auto weighing & bagging
TREATMENT DETAILS :The experiment was arranged Random Block Design in three replications. The size of the plot was 35 x 100 Mt’s and 0.87 acre. The variety was 2003V46 and single eye bud seedlings of 30 days age. The various treatments applied were as mentioned here under.
(P.- As basal, as per treatments %, K. - 50% at basal and 50% at 90 D.A.P. as per treatments %, N - 50% at 45 D.A.P. and 50% at 90 D.A.P as per treatments %)
T – 1 : Irma bio-wonder - 200 Kgs / acre + 100 % R.D.F.
T – 2 : Irma bio-wonder - 200 Kgs / acre + 75 % R.D.F.
T – 3 : Irma bio-wonder - 200 Kgs / acre + 50 % R.D.F.
T – 4 : Irma bio-wonder - 200 Kgs / acre + 25 % R.D.F.
T – 5 : Irma bio-wonder - 200 Kgs / acre + 0 % R.D.F
T – 6 : Irma bio-wonder - 300 Kgs / acre + 100 % R.D.F.
T – 7 : Irma bio-wonder - 300 Kgs / acre + 75 % R.D.F.
T – 8 : Irma bio-wonder - 300 Kgs / acre + 50 % R.D.F.
T – 9 : Irma bio-wonder - 300 Kgs / acre + 25 % R.D.F.
T – 10 : Irma bio-wonder - 300 Kgs / acre + 0 % R.D.F.
TECHNIQUES :
Variety : 2003 V 46. DESIGN : R.B.D. REPLICATIONS : 3.
Plot size : 2.0 Cents (10 Mt’s. x 10 ROWS x 0.8 Mt’s. = 80 Sq. Mt’s.)
Spacing : Row to Row : 80 Cm’s. Seedling to Seedling : 60 cm’s.
SUGARCANE CROP HUSBANDRY AND GROWTH CONDITIONS:Sugarcane seedlings ( of popular commercial cultivar 2003V46 ) derived from single node eye buds, were raised at the nursery of the sugarcane growers association, Vuyyuru, Krishna district, Andhra Pradesh. For this purpose individual eye buds were taken out from the

Increased application of kcp irma bio-wonder on sugarcane quality and yielde-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
SUGARCANE AGRICULTURE—222
cane stalk using power operated node cutter and pre-treated with fungicides and pesticides as per recommended package of practices. The seedlings were grown under ideal conditions under sky which is latest technology for more success rate of establishment. At the age of 30 days, healthy, uniformly grown plants were transplanted in field. The various treatments were imposed as described earlier. The tiller count was recorded at 45, 90, 120, 180 and 210 days age of the seedlings. (data published elsewhere) The recommended agronomic practices of weeding and irrigations were followed. The cane was harvested at 12 months age. At the time of harvest three canes from single clump of each plot were randomly taken at harvest and the data were recorded to evaluate growth characteristics like cane height, (cm)cane circumference (cm), number of internodes, weight of single cane (Kg.). The juice analysis was carried out to find out its effect on sugar content. Total plots was harvested and recorded yields treatment wise.
RESULTS1. The data presented in table 1 indicated that, there was significant increase in cane yield
due to increase in Irma Bio-wonder from 200 Kgs per acre to 300 Kgs per acre in all % of RDF and combination of Chemical and Organic fertilizers showed significant increase in yield in all the combinations.
2. The data presented in table – 02A & 2B represents different components of millable cane and Filter press mud cake.
3. The data presented in table -03 represents certification details of Irma Bio-wonder – different physical and chemical properties.
4. The data presented in table - 04 represents quantitative parameters of the trial at 12th. Month.
5. The data presented in table - 05 represents qualitative parameters of the trial at 12th. Month age –There is no specific response i. e. Improvement / decrease in Brix, Polarity, Purity and Exp. recovery for dose of Irma Bio-wonder and the up and downs in values is due to heterogeneity in cane quality among canes in a field.
6. The data presented in table – 06 represents per acre population counts at different growth stages. Population increased up to 120 days after plantation and reduced gradually by 210 days after plantation.
7. The data presented in table – 07 represents Critical Difference (C.D.) and Co-efficient of Variance (C.V.) of the trial.
DISCUSSIONS1. The average yield improvement of three replications for I.B.W. 300 Kgs / acre + 100%
R.D.F. is 10.48 MT’s. / acre over Irma-Biowonder 200 Kgs / acre + 100% R.D.F.
2. The average yield improvement of three replications for I.B.W. 300 Kgs / acre + R.D.F.-75% is 12.34 MT’s. / acre over Irma-Biowonder 200 Kgs / acre + 75% R.D.F.
3. The average yield improvement of three replications for I.B.W. 300 Kgs / acre + R.D.F. - 50% is 10.89 MT’s. / acre over Irma-Biowonder 200 Kgs / acre + 50% R.D.F.
4. The average yield improvement of three replications for I.B.W. 300 Kgs / acre + R.D.F.-25% is 7.50 MT’s / acre over Irma-Biowonder 200 Kgs / acre + 25% R.D.F.
5. The average yield improvement of three replications for I.B.W. 300 Kgs / acre + R.D.F.- 0% is 6.08 MT’s / acre over Irma-Biowonder 200 Kgs / acre + 0 % R.D.F.

SUGARCANE AGRICULTURE—223
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al....e-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
The results of our study indicated that increase in quantity of IRMA Bio-wonder from 200 Kgs per acre to 300 Kgs per acre increased yield at all combinations of R.D.F. but economical yield has obtained at 300 Kgs of IRMA Bio-wonder and 75% RDF. The yield improvement with increased quantity of IRMA Bio wonder from 200 Kgs to 300 Kgs per acre at 0% R.D.F. also significant which confirms the efficacy of the product. There is no specific response that is Improvement / decrease in Brix, Polarity, Purity and Expected recovery for the increased dose of Irma Bio-wonder at all levels of R.D.F. and the up and downs in values is due to heterogeneity in cane quality among canes in a field. Apart from the tangible data of yield and quality, it has also increased drought tolerance and pest & disease resistance.
Different grades of IRMA BIO WONDER Mixing Bio fertilizers at Field
Application of IRMA BIO WONDER

Increased application of kcp irma bio-wonder on sugarcane quality and yielde-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
SUGARCANE AGRICULTURE—224
CONCLUSIONSApplication of IRMA Bio-wonder improves soil physical conditions, microbial population, with the result increase in productivity and moisture retention capacity of the soil. Also induces resistance in the plant against pest and diseases.
The results reveal that, increase in application of IRMA Bio-wonder reduces 25 % of the total quantity of inorganic fertilizers as against recommended dose. Moreover, the product IRMA Bio-wonder is purely organic, eco-friendly, long lasting effect in providing nutrients to the plant during the crop period.
ACKNOWLEDGEMENTThe authors are highly privileged to express their sincere gratitude to Sri Vinodh R Sethi, Chairman, Smt. Irmgard Velagapudi Maruthi rao, Managing Director and Smt. Kiran Rao Velagapudi, Executive Director of KCP Sugar and Industries Corporation Ltd. Chennai for their encouragement and necessary support for successful conduct of the trial. The authors are also thankful to Research team at Sugarcane Research Station, A.N.G.R.A.U., Vuyyuru, Andhra Pradesh for their kind co-operation in conducting the trial and technical support.

SUGARCANE AGRICULTURE—225
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al....e-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
TABLE 1
TABLE 2A & 2B

Increased application of kcp irma bio-wonder on sugarcane quality and yielde-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
SUGARCANE AGRICULTURE—226
TABLE 3
TABLE 4 – KCP sugar and industries corporation ltd. - Vuyyuru

SUGARCANE AGRICULTURE—227
G. Venkateswara Rao, V.V. Punna Rao, R.J. Chandra Babu, et al....e-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
TABLE 5
TABLE 6A

Increased application of kcp irma bio-wonder on sugarcane quality and yielde-Proceedings of 78th Annual Convention of STAI: 217 – 228 2020
SUGARCANE AGRICULTURE—228
TABLE 6B
TABLE 7 – Critical Difference & co-efficient of variance of the trial

SUGARCANE AGRICULTURE—229
G. Hemaprabha, K. Mohanraj, S. Alarmelu & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 229 – 233 2020
GENETIC IMPROVEMENT FOR SUGAR YIELD TRAITS OF CO CANES EVOLVED DURING A CENTURY OF BREEDING
AT ICAR SUGARCANE BREEDING INSTITUTE
G. Hemaprabha*, K. Mohanraj, S. Alarmelu & Bakshi Ram
ABSTRACTSugarcane improvement through breeding at ICAR Sugarcane Breeding Institute during the first one hundred years of its existence has led to the identification of 2156 Coimbatore canes (Co canes) of which 1454 Co canes under maintenance at its headquarters at Coimbatore have been well documented. In the present study, these Co canes were grouped based on their time of development into three groups viz. early period (1918-1967), mid period (1968-1992) and latest period (1993-2017) with 235, 677 and 539 Co canes respectively. Analysis of the data on nine sugar yield contributing traits of Co canes under each time period showed significant difference in the mean values of all the nine characters, except NMC of mid and latest periods, for which the difference was non-significant. It was clear that the latest period was superior over the preceding two periods and the mid period was superior to the early period, thus demonstrating steady improvement over time reflecting the efficiency and success of sugarcane improvement programme in vogue at ICAR SBI. The best Co canes with maximum expression for the nine characters are mentioned for the benefit of sugarcane breeders for utilization in breeding programmes aimed at varietal development or trait specific improvement. The study also highlighted the need to maintain the tempo of genetic gain and showed the need to improve NMC for better gains in cane yield.
Keywords: Sugarcane, Co canes, genetic gain, sugar yield traits
INTRODUCTION A systematic improvement of sugarcane through breeding started in 1912 from the breeding efforts by Dr. C.A. Barber and his Chief Botanical Assistant and Collaborator Dr. T. S. Venkatraman in Coimbatore. Since then sugarcane improvement world over was through interspecific hybridization followed by intercrossing and/or backcrossing (Heinz 1987). During 1917-1918 the first batch of elite selections called as Coimbatore canes (Co canes) were developed and Co 205 became a historical success to rewrite the varietal development approach in global sugarcane research. Right from Co 205, and other improved Co canes of inter-specific and tri-specific origin evolved by ICAR-SBI spread in larger areas initially in subtropical India and subsequently in tropical India and replaced low yielding traditional sugarcane clones which were in cultivation prior to 1947. Several high performing varieties occupied sizeable area in different parts of the country from time to time. The varietal impact was so spectacular that
*E-mail: [email protected]; ICAR Sugarcane Breeding Institute, Coimbatore-641007

Genetic improvement for sugar yield traits of CO canes evolved....e-Proceedings of 78th Annual Convention of STAI: 229 – 233 2020
SUGARCANE AGRICULTURE—230
India gained much from sugarcane crop to achieve a record sugar production of 33.29 MT during 2018-19 (https://indiansugar.com/Statics.aspx).
Since 1918, during a century of sugarcane improvement, 3156 Co canes were developed at the Institute. The database of Co canes developed at ICAR SBI in the first one hundred years of Co cane development (1918 to 2017) with the data on 14 characters of 1454 Co canes under maintenance at Coimbatore has been published (Hemaprabha et al 2018). The information contained in the catalogue was analysed to understand the extent of genetic improvement over years and to prioritize parental selection for better genetic gains for specific characters.
MATERIALS AND METHODSThe Co canes developed in the first one hundred years of breeding were classified into three time periods: early period representing the first 50 years (1918-1967), mid period between 51-75 years (1968-1992) and latest period between 76-100 years (1993 – 2017). The data on four component characters of cane yield viz. cane length, cane diameter, single cane weight and number of millable canes (NMC) and juice quality parameters viz. were early sucrose accumulating potential measured in terms of Hand refractometer Brix at 240 days of age and juice brix percent, sucrose percent, commercial sugar percent (CCS%) and purity percent at 360 days were obtained from the database of Co canes (Hemaprabha et al. 2018) and were statistically analysed group wise to assess the improvement realised for the nine characters of sugar yield over time. The significance of within as well as between group differences was tested by analysis of variance (ANOVA) for each variable. Means were separated by using the least significant difference test (LSD) at a probability level of 5%. Significant differences among the time periods of the nine traits were indicated by different letters (a, b and c).
RESULTS AND DISCUSSION The grouping of the Co canes based on time period showed that there were 235 Co canes under early period, 677 Co canes in mid period and 539 Co canes of the latest period. The mean data of nine characters for the three time periods are presented in Table 1. Significant within as well as between group differences were observed all characters, indicating that the Co canes differed in the economic performance over time. Mean NMC of the mid period was the highest, though differences were not significant from the latest period Co canes and both categories showed superiority over the early period. For all other characters the latest Co canes constituted the superior group, followed by the mid period, while the early group was the poorest, thus showing steady improvement in performance over time. A similar study based on decade wise improvement of commercial Co canes in cultivation also had shown improvement over time particularly for juice quality traits (Hemaprabha et al. 2012). Mean values for NMC above 100,000/ ha, single cane above one kg, cane height above 200 cm, H.R Brix at 240 days of 19.88 units, sucrose content of 19.41%, CCS of 13.62% and above 90% juice purity were indications of the Co canes bred during the latest periods.
Percent improvement for specific characters showed that maximum improvement was achieved for single cane weights than other characters. The improvement was 33.71%

SUGARCANE AGRICULTURE—231
G. Hemaprabha, K. Mohanraj, S. Alarmelu & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 229 – 233 2020
for latest period over the early period and 26.99% for mid period over early period. CCS% was also improved substantially with 20.35% (latest period over the early period). A similar trend was observed for sucrose content. The characters like NMC, cane diameter and juice purity showed improvement in lesser magnitudes. The increase in improvement needs to be sustained through following the appropriate breeding strategies. In this direction, the results of this study are significant and indicated the trends in improvement and the characters to be focussed for better gains. NMC was found to be a character that needs to be focussed for improving cane yield.
Table 1 – Mean values for cane and juice quality traits of three time periods
Table 2 – Proportion of the Co canes above the grand mean and trait specific Co canes with maximum expression for nine traits of the latest generation (1993-2017)
Time periods NMC SCWT Cane Cane H.R Brix Sucrose CCS Purity 000/ha (Kg) diameter length Brix % % % % (cm) (cm) 8m Early period 93.48a 0.89a 2.39a 178.43a 17.84a 18.48a 15.88a 10.85a 85.89a
Mid period 107.49b 1.13b 2.58b 198.50b 19.12b 19.71b 17.73b 12.38b 89.93b
Latest period 103.01b 1.34c 2.79c 222.36c 19.88c 21.33c 19.41c 13.62c 91.04c
Percent improvement Mid over early 14.98 26.99 7.78 11.25 7.17 6.62 11.66 14.16 4.70Latest over mid -4.17 18.78 8.17 12.02 3.93 8.25 9.46 9.97 1.23Latest over 9.25 33.71 14.23 19.76 10.22 13.36 18.18 20.35 5.65 early period
PROPORTION OF SUPERIOR CO CANES OF THE LATEST TIME PERIODConsidering the fact that the recent products of sugarcane improvement are more improved than the rest and that these clones were exposed to environmental stresses, particularly water deficit stress during the course of their evolution, the proportion of Co canes above the GM and best trait specific Co canes were identified (Table 2). Improvement in sucrose was again evident from the observation that 91.09 % of the co canes of the latest period showed above 18% juice sucrose. Cane height and single cane weight also showed high proportion of clones above mean values. The Co canes mentioned in Table 2 have the best expression for the nine characters and hence can serve as potential donors based on per se performance. The pedigree of these Co canes needs to be examined in order to harness their potential in sugarcane improvement programmes.
Characters with Proportion of Co Best trait specific Co canes of the latest period threshold values canes above GM NMC ≥100,000 52.32 Co 0312, Co 17004, Co 93021, Co 93027, Co 99001, Co 0321, Co 07016, Co 0101, Co 14005, Co 0403, Co 14016, Co 93017, Co 0401, Co 94005, Co 0201, Co 93001, Co 0406, Co 93013, Co 06019, Co 07001 (>140000/ha)SCWt≥1 Kg 93.51 Co 16020, Co 16018, Co 16023, Co 0325, Co 93004, 94008, Co 98005, Co 98003, Co 16026, Co 16011, Co 98010, Co 98004, Co 0114, Co 97016, Co 0310 (>1.88 Kg)

Genetic improvement for sugar yield traits of CO canes evolved....e-Proceedings of 78th Annual Convention of STAI: 229 – 233 2020
SUGARCANE AGRICULTURE—232
C. diameter ≥3 cm 25.05 Co 0208, Co 2000-08, Co 10021, Co 10020, Co 97014, Co 11007, Co 10019, Co 17008, Co 07005, Co 0305, Co 98004, Co 98010, Co 95007, Co 0203, Co 16011, Co 0407 (>3.30 cm)C. height ≥200 cm 83.86 Co 93013, Co 10018, Co 16018, Co 0222, Co 10022, Co 16006, Co 10017, Co 99009, Co 10010 (300 cm)HR Brix 240 days ≥20% 60.30 Co 17008, Co 11015, Co 15007, Co 14025, Co 14007, Co 16001, Co 15014, Co 12025, Co 09007, Co 09015, Co 17005, Co 13016, Co 14002, Co 08016, Co 16002, Co 16007, Co 14032, Co 14027, Co 15017, Co 14001 (>22.0%)Brix ≥ 20% 86.46 Co 15017, Co 14011, Co 12025, Co 14025, Co 11015, Co 14027, Co 17005, Co 16001, Co 11021, Co 14007, Co 16002, Co 94012 (>24.00%)Sucrose % ≥18.0% 91.09 Co 11015, Co 14007, Co 15017, Co 17005, Co 12025, Co 15007, Co 17003, Co 94012, Co 15008, Co 96002, Co 14030 (>22.00%)CCS%≥13.00% 77.18 Co 15007, Co 12025, Co 17005, Co 17003, Co 15017, Co 96002, Co 94012, Co 15008, Co 10003, Co 13009, Co 13020, Co 17008, Co 15014, Co 10005, Co 11015, Co 14007, Co 13016, Co 14011, Co 14031, Co 14030 (>15.40)%Purity% ≥90.0% 67.90 Co 09006, Co 0315, Co 11001, Co 10003, Co 95002, Co 13016, Co 11004, Co 0222, Co 08016, Co 10002, Co 07029, Co 95011, Co 98007, Co 08003, Co 99003 (>94.0%)
The results of the study gave encouraging indications of the role of systematic sugarcane improvement adopted at ICAR SBI and sugarcane area in the country occupied by Co varieties varied from over 60 % to 77 % at any point of time and the Institute released new varieties from time to time for the benefit of sugarcane cultivation in the country. The prominent varieties which made substantial contribution over time were Co 205, Co 285, Co 312, Co 419, Co 740, Co 1148, Co 6304, Co 6806, CoC 671 and Co 89003 and Co 86032 and Co 0238 of the recent time. In this study, not only varieties which became commercially successful, but also elite selections of commercial status are evaluated, so as to use the results for planning an efficient crossing programme for better gains through breeding and demonstrated the advantage of the latest varieties for each character.
A general observation is that quantifying the available variability and grouping clones based on diversity to intercross clones from different groups could derive heterotic types (Bhagyalakshmi et al. 1986, Singh et al. 2004, Ram and Hemaprabha, 2005). Similarly it has been demonstrated that genetic gain would be possible even for negatively associated characters like cane yield and sucrose content as the negative association was not absolute, and even high negative correlation of -0.80 between cane yield and sucrose % meant 36 % (1 – r2) independent variability enabling simultaneous improvement of these traits (Ram, 2005) and hence would hold good for other combinations of traits having negative association. The results of the study are hence relevant for future breeding programmes aimed for developing new varieties as well as for trait specific genetic stocks.

SUGARCANE AGRICULTURE—233
G. Hemaprabha, K. Mohanraj, S. Alarmelu & Bakshi Rame-Proceedings of 78th Annual Convention of STAI: 229 – 233 2020
It is clear that the potential for selecting better sugar yielding Co canes has increased over years of sugarcane breeding. Evolution of improved Co canes clearly showed that the genetic potential of the working germplasm has not been exhausted. Gene pools for desirable traits for incorporation and pyramiding are available within the germplasm used in commercial cane breeding activities. This would lead to improvements in cane yield and sugar yield of future cane varieties. Further advances would be possible with the use of a broadened gene pool and a breeding strategy that integrates genomic approaches to ensure efficient selection, and a final evaluation and selection with Institute- Sugar industry participation.
REFERENCES
1. Bhagyalakshmi, K.V., Nagarajan R, and Natarajan B.V. 1986. Heterosis in some divergent sugarcane clones. Indian Journal of Agricultural Sciences 56(1): 15-19
2. Heinz DJ. 1987. Sugarcane Improvement through breeding. Academic Press, Elsevier.P1/ 599.
3. Hemaprabha G, S. Alarmelu and R.M. Shanthi. 2012. Relative Performance of Co canes developed at Sugarcane Breeding Institute for sucrose content. In Proc Intern Symposium on New Paradigms in sugarcane research, held at Coimbatore from October 15-18,103-105.
4. Hemaprabha G., S. Alarmelu, R.M. Shanthi & Bakshi Ram. 2018. Database of Coimbatore canes(1918-2017). ICAR Sugarcane breeding Institute, Coimbatore, India. P123.ISBN: 978-93-85267-08-6.
5. Ram, B. 2005. Estimation of genetic parameters in different environments and their implications in sugarcane breeding. Indian Journal of Genetics and Plant Breeding 65(3): 219-220.
6. Ram, B., and G. Hemaprabha. 2005. Genetic divergence of sugar yield and its components in flowering type of Saccharum officinarum (L.). Agricultural Science Digest 25(2): 118-120
7. Singh PK, Kumar S, Singh J. Genetic divergence in Saccharum spp. germplasm under sub tropics. Indian Sugar. 2004; 53(11): 903-906.

Efforts for sustainable sugarcane production in catchment area....e-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
SUGARCANE AGRICULTURE—234
EFFORTS FOR SUSTAINABLE SUGARCANE PRODUCTION IN CATCHMENT AREA OF DCM SHRIRAM LTD.
Raja Srivastava*, Balbir Singh & N.P. Gangwar
ABSTRACTGreatest challenge sugarcane Industry facing today is sustaining the sugarcane farming by maintaining sugarcane area while putting the productivity on enhanced growth trajectory. These twin challenges could be addressed to a great extent by turning the tide against soil degradation and adopting water conservation measures by creating awareness among farmers and rural communities at large for these efforts to fruition. At DCM Shriram Sugar, we envisaged soil and environmental challenges lying ahead and established state of the art facility in Rupapur unit for Bio- agents production (Trichoderma, PSB, Azotobactor, Metarhizium, Trichograma and Tetrasticus) in order to actively promote, Integrated Crop Management Measures for sustainability of Sugarcane Cultivation. Lab Capacities were systematically enhanced over the years and currently covers over 56096 ha area in all 4 sugar units located in Hardoi and Lakhimpur District of UP. These efforts further supplemented by Soil Lab located in each unit to promote Balanced Fertilization by distributing soil health card to about 32500 farmers. We are also encouraging farmers to utilize mechanization services through custom hire services to save cost, make green manuring integral part of sugarcane farming and use Press mud for soil Health Improvement. Water being a most scarce and precious resource, and sugarcane as a water exhaustive crop, we consciously undertook water conservation initiatives such as maximizing trench planting ,trash management, laser leveling of fields etc which helped save 275.39 billion litres of water from catchment area from 2016-19 period, a study validated by IISR, Lucknow. Adoption of these pragmatic efforts at large scale helped improve soil health, crop Yield by 25-30% in last 3-4 years besides enhancing farming income and sustainability of sugarcane cultivation.
Cooperation & partnership with International Finance Corporation, and Solidaridad under Meeth Sona Project and Sugarcane digitization helped building farmer’s capacities to adopt these measures in wholehearted way.
Keywords: Sustainability, Soil Health, Water Conservation, Balanced Fertilization, Capacity Building, Partnerships
INTRODUCTION DCM Shriram Ltd, entered the sugar business in 1997 with its first sugar manufacturing unit at Ajbapur in Lakhimpur Kheri District, followed by other manufacturing units at Rupapur, Hariawan and Loni, in Hardoi District of Uttar Pradesh. Today, we work with approximately 2 lakh farmers and have an installed capacity of 38,000 TCD, crushing around 6 million tons of cane from four manufacturing units. It is also supported by a total 350 KLD distillery
*Joint Vice President, DCM Shriram Ltd.- Sugar Business, 3rd Floor, Worldmark-2 Aerocity, New Delhi- 110037; E.mail: [email protected]

SUGARCANE AGRICULTURE—235
Raja Srivastava, Balbir Singh & N.P. Gangware-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
capacity at Ajbapur and Hariawan units. Our production facilities have co-generation power plants, with an installed co-generation capacity of 163 MW; each of these units has invested in state-of-the-art technology that gives us one of the best manufacturing efficiencies in the country. We have put in place rigorous quality systems that have won us ISO Certification for Quality (ISO 9000), Environment (ISO 14000), and Health & Safety (OHSAS 18000).
At DCM Shriram, we lay major emphasis on providing best services to farmers for the development of cane productivity and quality with equal emphasis on protecting natural resources like soil and water for the sustainability of sugarcane farming in our cane command area. We have roped in 7 subject matter specialists to train farmers and extension workers of sugar units with sole purpose of improving productivity and protect crop environment.
Our efforts have been recognized with 10th Global Agriculture Leadership Award 2017 for CSR Leadership by Indian Council of Food and Agriculture, CII National Award for Excellence in Water Management 2018 in “Beyond the Fence” category, Bonsucro Inspire Award 2019 for Inspiring Sustainability Partnerships, Special Recognition award at the CII National Competition and Summit on Lean in 2020, and Bonsucro Inspire Award 2020 for increase in Productivity and saving 275.39 billion liters of water.
The Indian sugar sector is very important in the rural economy. About 50 million sugarcane grower families are dependent on sugarcane cultivation and the country produces approximately 30-33 million tonne sugar annually. However, the sector faces significant challenges with respect to productivity stagnation in certain parts of the country, deterioration in soil health and degradation of water resources. Hence, sugar Industry, Research Institutes and government need to gear up to ensure the viability and robustness of the sugar sector.
1. Soil Health Improvement Initiatives Soil analysis (2013-2019) from all 4 units indicated that soils in DCM Sugar Catchment
area are categorized as 70% poor, 24% Medium and 6% high in soil organic carbon status. Phosphorus and Potassium status ranges between low to medium category in 72% and 87% of the soils respectively (refer figure 1). Majority of soils (67%) are low in Sulphur content. Among micro-nutrients 63% of soils fall in poor Zn status category.
Figure 1 – Soil organic carbon and nutrient status
More than 32500 Soil Health card issued to farmers with recommendation of fertilization specific to soil nutrient status, varietal needs and season etc. combined with suggestions for organic/green manuring. Farmers are trained for Composting and over 17150 pits are made across catchment area in an effort to increase share of organics use to rejuvenate soil and to prevent soil degradation further.

Efforts for sustainable sugarcane production in catchment area....e-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
SUGARCANE AGRICULTURE—236
Figure 2 – Bio-agent’s per cent area coverage unit-wise
Table 1 – Year-wise coverage progress of bio-agents
Table 2 – Year-wise coverage progress of bio-agents
Major Boost in soil health improvement has been brought by producing Approx 515880 kg of Bio-agents with area coverage in about 56096 Ha (refer figure 2, table 1 & 2).
2. Water Conservation Initiatives
Irrigation water management in sugarcane through water conservation Practices was implemented in four units (Ajbapur, Rupapur, Hariawan and Loni) of DCM Shriram Sugar in collaboration with IISR, Luck now during 2017-18 and 2018-19 to economize water use.
As per assessment, in the last three years the company has managed to save a staggering 275.39 billion litre of water in its command area through adopting trench planting, laser leveling of fields, trash mulching, press mud application through increasing water use

SUGARCANE AGRICULTURE—237
Raja Srivastava, Balbir Singh & N.P. Gangware-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
efficiencies and avoiding flood irrigation in field. These simple measures created a big impact with outreach spans over 2250 villages, 2 lakh farmers and more than 150000 ha area (refer table 3).
Table 3 – Water conservation techniques and water savings
Table 4 – Mechanization status in catchment area
3. Farm Mechanization Initiatives
The Indian Machine designers have been making continuous efforts to develop various machines, implements & tools for cultivation of sugarcane crop. However, purchase of such machines by individual farmers is very difficult. Hence development of Custom Hire Service Providers (ATSPs) for Agricultural Machinery use could be the only answer. We are working with EM3 through their Samadhan Kendra to help provide mechanization services to farmers on custom hire basis which has helped develop many farmers into entrepreneurs too (refer table 4).
4. Farmers Capacity Enhancement Initiatives Meetha Sona Project Productivity is at the center of everything. Increasing productivity leads to better capacity
utilization of the factories and for farmers it means better income. “Under Meetha Sona

Efforts for sustainable sugarcane production in catchment area....e-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
SUGARCANE AGRICULTURE—238
project, we have prepared a programme for the capacity building of the farmers with 7 subject matter specialist deployed for this task to cover all aspects of sugarcane cultivation including Balanced fertilization, water conservation, weed & Pest Management.
Entire model of ‘Meetha Sona’, which has been rolled out with support from IFC & Solidaridad, has been modified so that it can be implemented on the ground at scale and in a simplistic manner along with an enabling ecosystem. The project that started on pilot basis is now covering about 2,00,000 farmers and 1,50,000 hectare of land in the company’s command area of four sugar factories.
IFC has trained the company’s extension workers, who further helped the farmers in seed management, soil improvement, water usage, planting techniques, monitoring, and reporting.
Digitization of Sugarcane
Objectives of Digitization
Wide coverage, quick and easy dissemination of improved techniques/ information
Round the clock knowledge platform & query resolution
Saving on account of time & money (reduced travel)
Most relevant in pandemic situation:
– Minimal physical movement of staff
– Social distancing maintained
– Physical exchanging of documents avoided
A. Virtual Connect with Farmers: Tele calling
– Tele conferencing by Subject Matter Experts on Good Agronomic Practices with 100 + farmers per day
B. Digitizing Farmer Connect through WhatsApp
– Weekly Advisory on relevant topics are circulated in Hindi
C. Digitizing Farmer Connect: eLearning App (Meetha Sona Pariyojana)
– Mobile based e-learning app was developed in collaboration with IFC (International Finance Corporation - a subsidiary of World Bank)
– The app features content for sugarcane crop across 6 modules
i. Good Planting Techniques iv. Integrated Pest Management
ii. Improved Soil Health v. Ratoon Management
iii. Water Use Efficiency Practices vi. Mechanization
D. Digitizing Farmer Connect – Call Center (Being roll out)
– For farmers having Smart phones, Feature phones or land line.
– Ease of access to information regarding cane cultivation & supplies
– Saving on account of time & money (reduced travel)

SUGARCANE AGRICULTURE—239
Raja Srivastava, Balbir Singh & N.P. Gangware-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
Other Development Activities Big Kisan Gosthies (700-800 Farmers/event), Mobile Van Theatres, Nukkad Nataks,
Contacting School Children and Mechanization Melas ( Approx 1000 Farmers from all Units) on regular intervals are proving to be very successful events in training and capacity building of farmers.
5. Yield improvements in DCM Catchment Area Yield Information’s from Annual Crop Cutting Survey done by Govt. from 2014-15 to 2019-
20 period indicates that yield increased to tune of about 30% in Hardoi and lakhimpur district, despite of low indicators of soil organic carbon and nutrient status (refer figure 3). Sugar recovery also witnessed marked improvement from 9.9 to 12.09 per cent from 2014 to 2018 season (refer figure 4). This was possible only with all the combined efforts put in by the company and farmers to make sugarcane cultivation more attractive considering traditionally non-sugarcane belt. The figure 5 depicts combined cane crush pattern over the years by all units of DCM Shriram Sugar.
Figure 3 – Yield pattern over the years in Hardoi and Lakhimpur districts of UP
Figure 4 – Sugar recovery pattern over the years in DCM Shriram Sugar (*2019-20- B Heavy)

Efforts for sustainable sugarcane production in catchment area....e-Proceedings of 78th Annual Convention of STAI: 234 – 240 2020
SUGARCANE AGRICULTURE—240
Figure 5 – Cane crush pattern over the years in DCM Shriram Sugar
CONCLUSION “Sustainability is in the core of our business and as far as these initiatives are concerned, we have improved our capacities, partnerships with farmers and as a result our sugar productivity has also gone up with visible cultural change in our area.”
With over 8000 Lead Farmers and 40000 sub-lead farmers trained on good agricultural practices regarding all aspects of sugarcane cultivation with special focus on soil health, water conservation, mechanization and capacity building, we have come a long way with more than 32500 soil health cards distributed, 17150 compost pits dugged, almost 50% area coverage by Bio-agents and approximately 275.39 billion litre of water use saved in last 3 years. Impact is visible with more than 25-30% yield increase from 2015-2019 periods.
Need of the hour is to sustain these efforts and spread these simple yet very effective tools for sustainability of the sugarcane farming.

LIST OF ADVERTISERS
Page No.
1. Enviropol Engineers Pvt. Ltd.________________________________________________________xx
2. Excel Engineers & Consultants ______________________________________________________ xi
3. Isgec Heavy Engineering Ltd. ________________________________________________________xii
4. Jaywant Sugars Ltd. _______________________________________________________________ xiii
5. Jindal Stainless Corporate Management Services Pvt. Ltd. _________________________ xix
6. Premier Tech Systems and Automation ____________________________________________ xviii
7. Regianna Riduttori _________________________________________________________________xvii
8. S.S. Engineers ______________________________________________________________________ ix
9. Shri Gurudatt Sugar Ltd. ___________________________________________________________ xv
10. SMB Engineers Private Limited _____________________________________________________ xvi
11. Sugar Tech _________________________________________________________________________ xiv
12. Ulka Industries Pvt. Ltd. _____________________________________________________________ x
241

NOTES