
2007 Explosion Protection Solutions
125
Fike Explosion Protection Seminar Presented by Jeff Mycroft B.Sc Ontario Regional Sales Manager
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of 2007 Explosion Protection Solutions

Fike Explosion Protection
Seminar
Presented by
Jeff Mycroft B.Sc
Ontario Regional Sales Manager

Welcome to our growing list of seminar recipients
Ontario Fire Prevention
Officers Seminar
BC Ministry of Mines Cold Springs Farm Inc
Hexion Inc
Tiger Drylac
Geomatrix Consultants
Mallot Creek Associates Inc
Global Risk Consultants
Magellan Engineering
Consultants
Greater Toronto Airports
Authority
LCI Engineering Inc
SNC Lavalin Toronto
Iogen Corporation
Amec Engineering
Baking Association of
Canada
Hamilton Fire Services
Simcoe County Fire
Prevention Officers Assoc.
St. Marys Cement
Toronto Fire Services
SNC Lavalin Halifax
JNE Consulting Limited
Colt Engineering Toronto
Quadro Engineering
Geomatrix Consultants Inc
Industrial Accident Prevention Assoc.
DustControl Inc
ICI Explosifs
Genpharm Inc
Ontario Ministry of Labour
Neill & Gunter Limited
Sandwell Engineering
Canadian Fire Safety Association
Hite Engineering
Smith & Anderson Architects
Patheon Labs
Tate & Lyle, (Redpath Sugars)
U.S. Filter, Asdor Products
Leber Rubes
Atlantic Air Cleaning Specialists
Mississauga Fire & Emergency Services
Stone & Webster Canada
Ontario Industrial Fire Protection Assoc.
Bregman & Hamann Architects
Stantec Engineering
JNE Pharmaceutical Division
Colt Engineering Sarnia
Durham Region Mutual Aid Fire Fighters
Assoc.
Apotex Inc.
3M Perth
Fire Marshall’s College of Ontario
Nederman Canada
Office of the Fire Marshall of Ontario
Air Separation Technologies
Toronto Fire Services
O’Hara Technologies
Society of Fire Protection Engineers
Toronto Transit Commission
Mohawk College
UMA Industrial Group
Markham Fire & Emergency Services
Sheridan College
Halton Hills Fire Protection & Prevention
Services
Canadian Fire Safety
Association

Explosion Suppression
Explosion Protection Solutions
Practical Guide on:
Open air cornstarch deflagration
Explosion Venting
Explosion Isolation
Explosion
Fundamentals

Between 1980 and June 2005 there have been 197 reported Dust Explosion incidents in the United States, causing 109 fatalities and 592 injuries
US Chemical Safety Board
These numbers EXCLUDE grain and coal mining incidents
Almost 8 dust explosions / yr or
~ one every SIX WEEKS

Explosions by Industry
33%
20%
10% 8%
8%
6%
Other
Wood Processing
Food Product Mfg
Furniture Mfg
Non-Ferrous Metal
Electric Generating
Paper / Pulp Mfg
Machinery Mfg
Plastic Processing
Non-Ferrous Metal Mfg
Ore Concentration
Misc Mineral Mine
Iron/Steel Mfg
Factory Mutual Data Sheet 7-76

Explosions by Industry
24%
15%
12% 8%
8%
8%
7%
7%
7% 4%
Food Products
Wood Products
Chemical Mfg
Primary Metal Ind
Plastic/ Rubber
Electric Services
Other
Fabricated Metal
Equip Mfg
Furniture
US Chemical Safety Board Investigation Report “Combustible Dust Hazard Study” Nov 2006

Explosions by Material
US Chemical Safety Board: Investigation Report “Combustible Hazard Study” Nov 2006
24%
23%
20% 14%
8%
7%
4%
Food
Wood
Metal
Plastic
Coal
Other
Inorganic

Explosions by Equipment Type
53%
15% 7%
7%
6%
4%
4% 4%
Dust Collector
Pulverizer / Mill
Dryer/Oven
Conveyor/Elevator
Silo/Bin
Sander
Electro Precipitator
Grinder
Factory Mutual Data Sheet 7-76
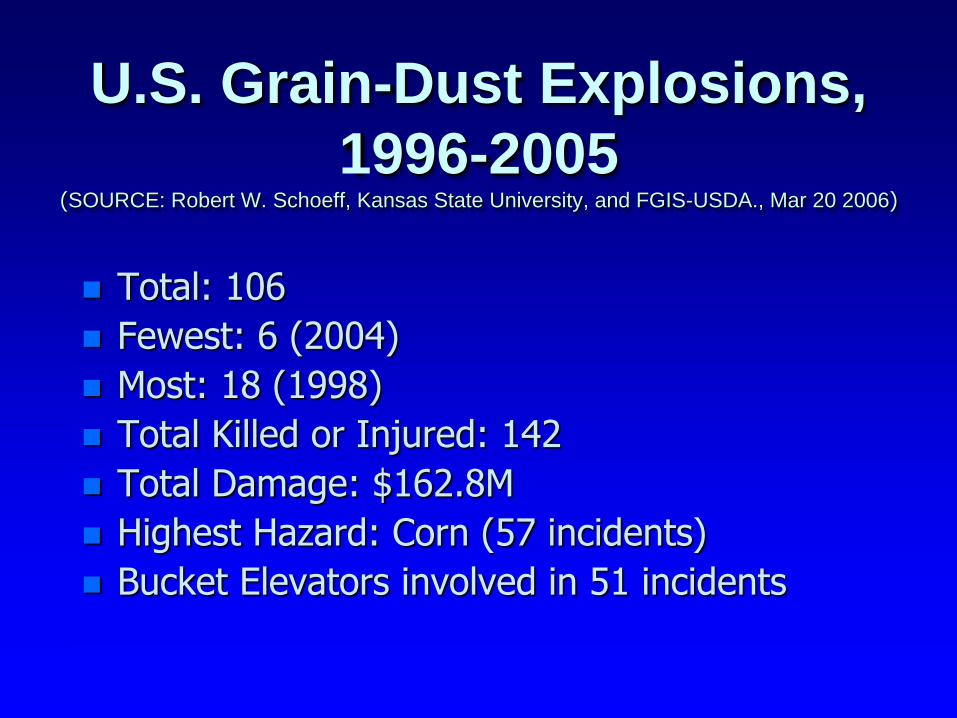
U.S. Grain-Dust Explosions,
1996-2005 (SOURCE: Robert W. Schoeff, Kansas State University, and FGIS-USDA., Mar 20 2006)
Total: 106
Fewest: 6 (2004)
Most: 18 (1998)
Total Killed or Injured: 142
Total Damage: $162.8M
Highest Hazard: Corn (57 incidents)
Bucket Elevators involved in 51 incidents


12
Brief History of Major Events
5 elevator explosions in the United States in December 1977, resulting in 59 deaths and 48 injuries prompted a committee to be formed by the National
Academy of Sciences (NAS )
From 1979 to 1981, the (NAS) Panel on Causes and Prevention of Grain Elevator Explosions
investigated 14 grain elevator explosions in USA.
of the 14 primary explosions…
were followed by secondary explosions - which generally caused most of the resulting damage.
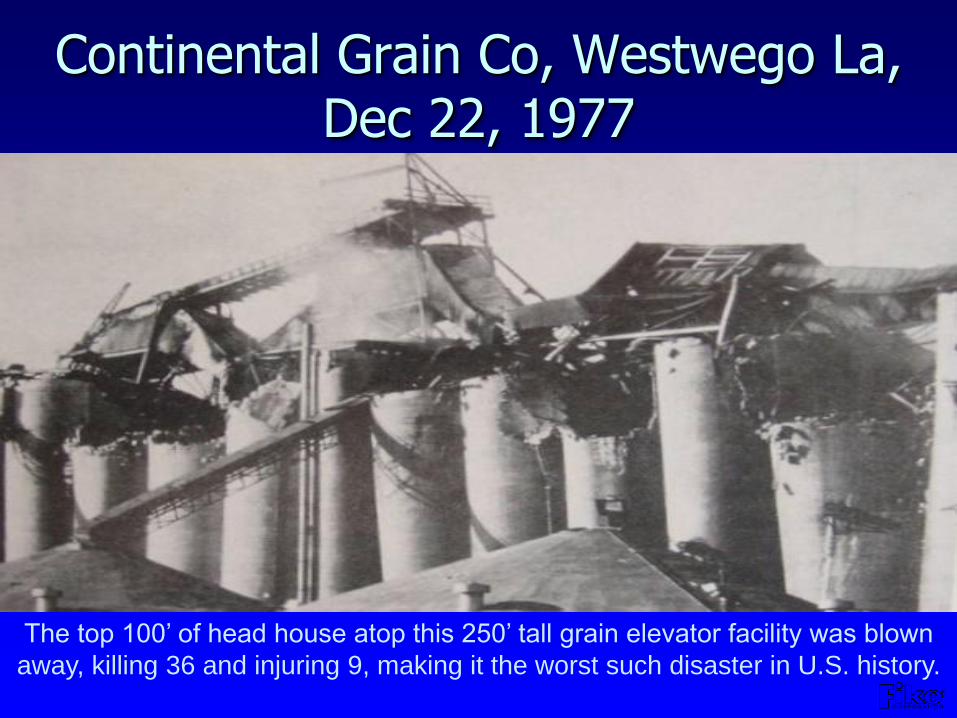
Continental Grain Co, Westwego La, Dec 22, 1977
The top 100’ of head house atop this 250’ tall grain elevator facility was blown
away, killing 36 and injuring 9, making it the worst such disaster in U.S. history.

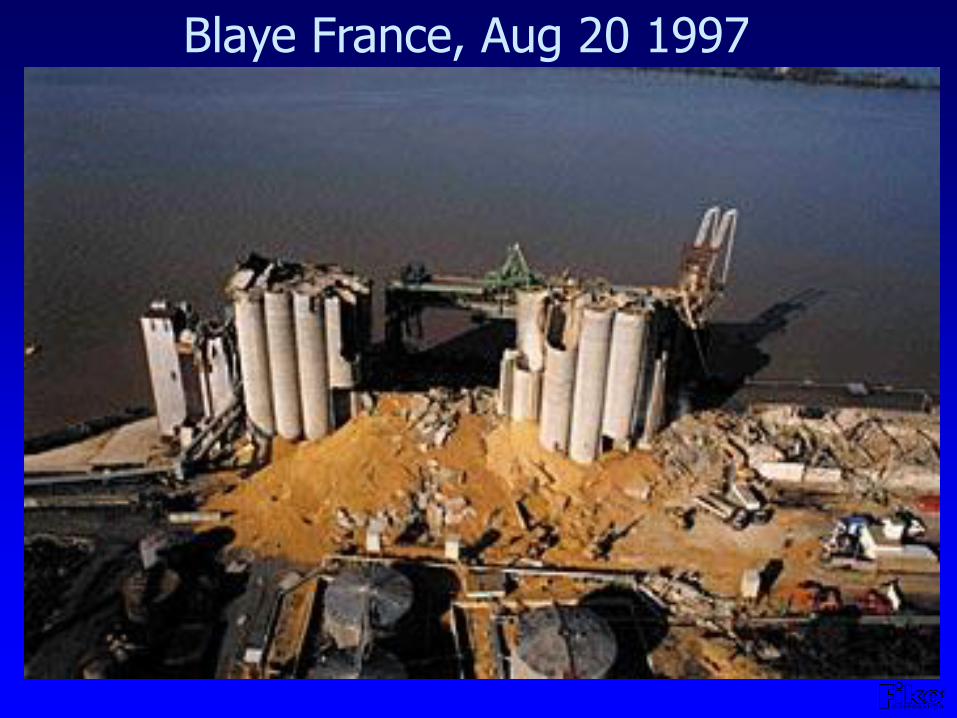
Blaye France, Aug 20 1997
Corn Wheat & Barley stored in 72 silos, 20’ dia x 120’ tall
22 silos remained standing after event, although all were damaged.
Ignition due to fan or auto-ignition
11 people killed, 6 in offices under outflow
Blaye France, Aug 20 1997
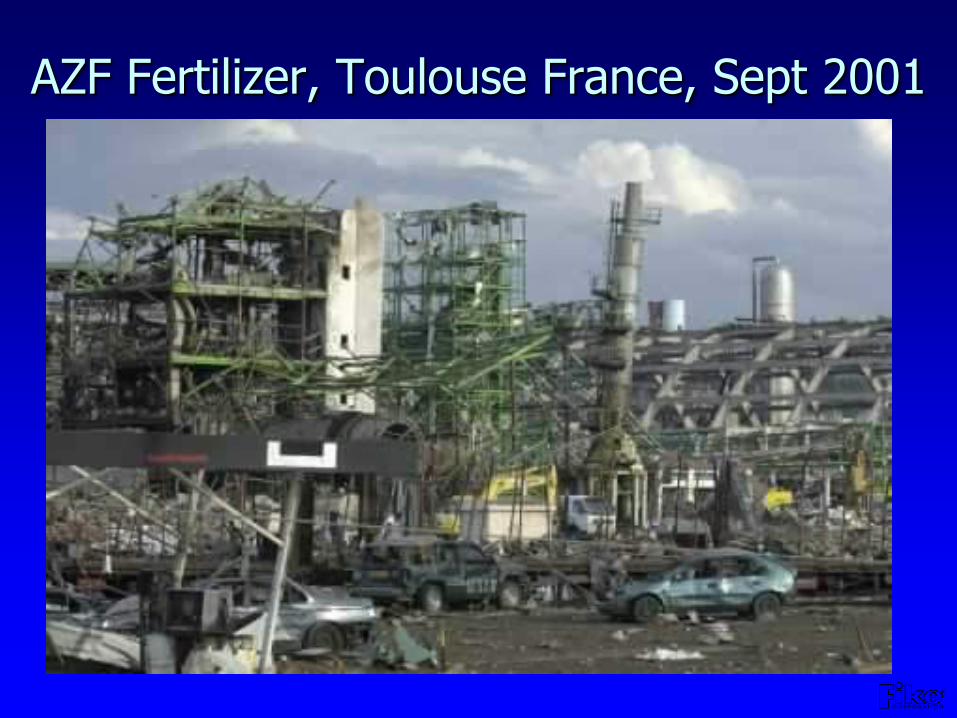
AZF Fertilizer, Toulouse France, Sept 2001
Silo holding 300 tons of Ammonium Nitrate.
29 killed, 441 hospitalized.
3000 homes and apartments damaged or destroyed.

West Pharma, Kinston N.C., Jan 2003
Kinston N.C.
Rubber & Plastic Dust.
4 killed, 15 hospitalized, 10 critical. Damage est $150 million.
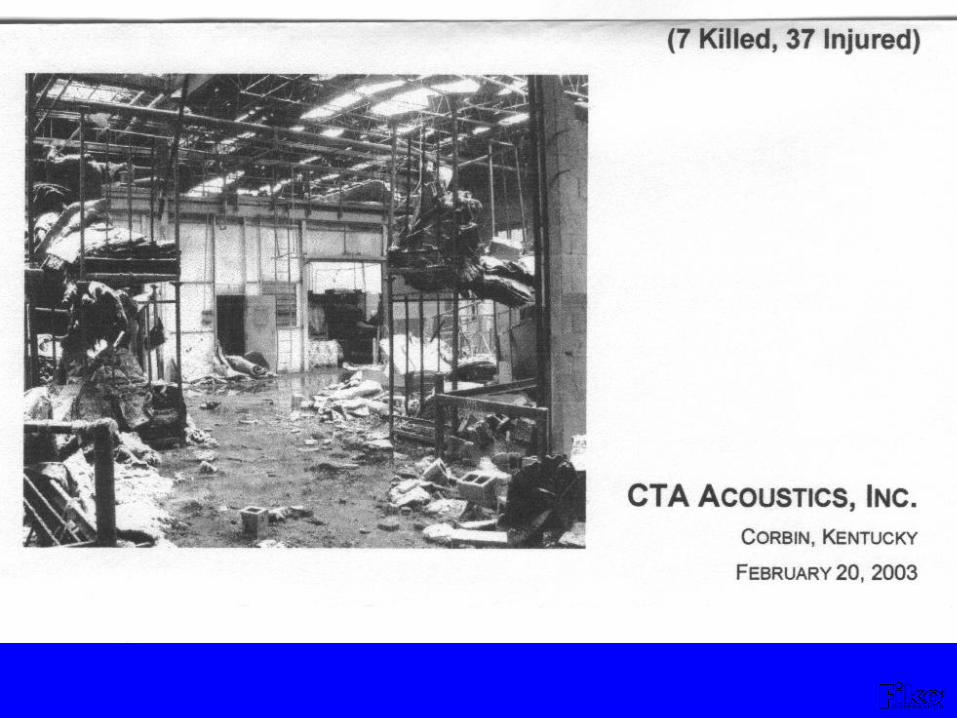
CTA Acoustics, Corbin Kentucky Feb 20 2003
Phenolic Resin Dust Kst 165
7 Killed, 37 injured
Dust lifted during cleaning operations ignited by fire in open oven
3 identified explosions destroyed manufacturing area
Most fatalities did not occur at explosion locations


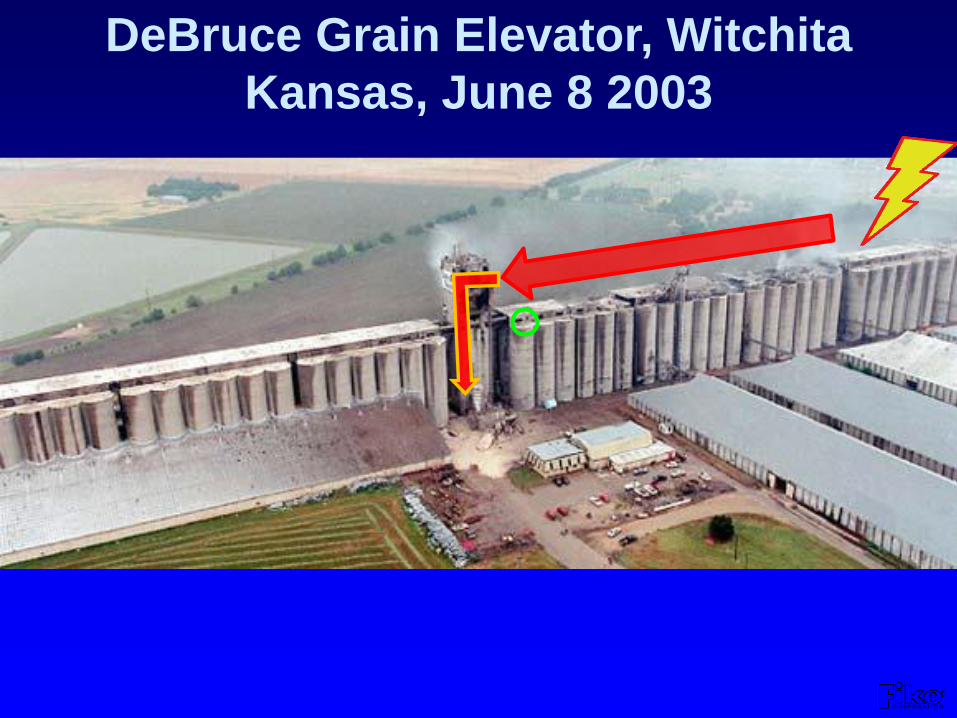
World’s largest grain elevator (by capacity), including 246 circular grain silos, 30' dia x 120' tall, 3 silos abreast.
164 star-shaped interstice silos (spaces between the circular silos) also used for grain storage.
Total 310 grain storage silos.
7 killed, 10 injured
DeBruce Grain Elevator, Witchita
Kansas, June 8 2003
DeBruce Grain Elevator, Witchita
Kansas, June 8 2003

DeBruce Grain Elevator, Witchita
Kansas, June 8 2003

DeBruce Grain Elevator, Witchita
Kansas, June 8 2003

Halifax Grain, Halifax N.S. Aug 7 2003
365 Silos, most 108’ tall x 16’ dia
Some up to 32’ dia
No injuries, 400 people evacuated

Halifax Grain, Halifax N.S. Aug 7 2003

Halifax Grain, Halifax N.S. Aug 7 2003
16’ dia 32’ dia
Lots
more
Gallery!

Halifax Grain, Halifax N.S. Aug 7 2003

New Neighborhood built 1990

Tafisa Canada, Lac-Megantic, Quebec Apr 17 2006
• Largest particleboard Manufacturing facility in the WORLD.
• Quebec’s largest industrial accident ever
• Built in 1990
• 325 employees
• Wood flour

Tafisa Canada, Lac-Megantic, Quebec Apr 17 2006
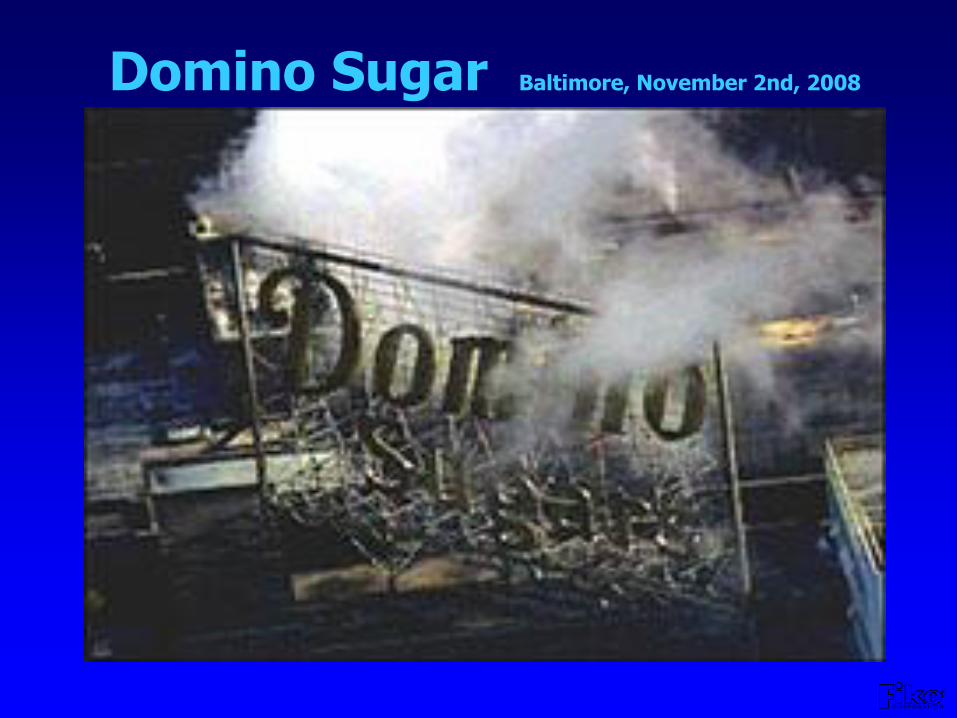
Domino Sugar Baltimore, November 2nd, 2008








Explosion at Ind. furniture plant injures 10
Fri Jan 9, 2009 5:19 pm ET JASPER, Ind. – An explosion at a southern Indiana wood laminate plant Friday sent 10 workers to a
hospital with injuries, collapsed walls and set dust on fire, authorities said. The injuries were not considered life-threatening, and all 10 workers were released after treatment, said
Rita Howell, a spokeswoman for Jasper Memorial Hospital and Health Care Center. The explosion at the Indiana Laminate plant occurred when a board became stuck inside a machine,
caused a spark and triggered the explosion, Fire Chief Kenny Hochgesang said. "We have several walls that have collapsed," Hochgesang said.
The explosion also caused a fire in a dust-collection system outside the plant, but it was extinguished in 40 minutes, Hochgesang said.
At least six of those hurt were working in the immediate area of the explosion, Hochgesang said. The plant employs about 60 people, but not all were believed to be there at the time.
The explosion occurred about 7:15 a.m. Workers built dikes to contain the water runoff to mitigate any environmental threats, Hochgesang said.
Officials of Indiana Furniture Industries, which owns the plant, did not immediately return messages. Jasper is about 50 miles northeast of Evansville.

What is an Explosion?

Industry Definitions
Explosion
“Rupture of an enclosure due to the internal pressure from a deflagration.”
Deflagration
“Propagation of a combustion zone at a velocity that is LESS than the speed of sound.”
Detonation
“Propagation of a combustion zone at a velocity that is GREATER than the speed of sound.”

Explosion Ingredients
Fuel – Dust or Gas, or Both. Dust
must be IN SUSPENSION.
Oxygen – Usually Air, but
sometimes a process ingredient,
and sometimes a product of
combustion.
Containment
The “Mystery” Ingredient….
…an Ignition Source

Top identified Explosion Ignition Sources
“Other” 21 %
Process Friction 10 %
Electricity 9.3 %
Unknown 8.7 %
Mechanical Spark 7.3 %
Cutting / Welding 6.6 %
Per FM 7-76 2006
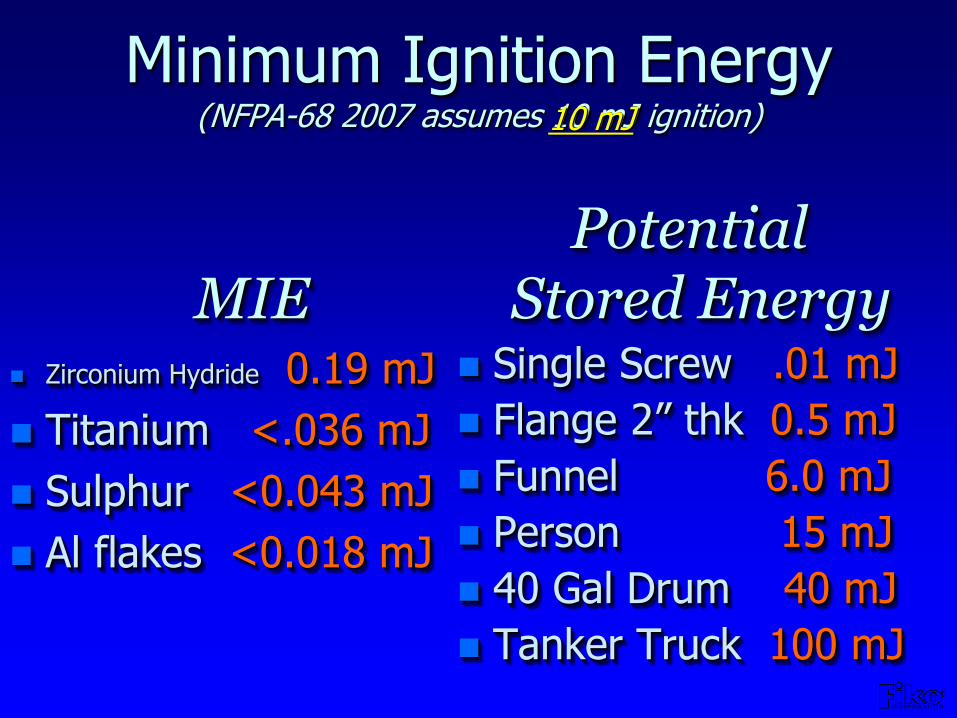
Minimum Ignition Energy (NFPA-68 2007 assumes 10 mJ ignition)
Potential MIE Stored Energy
Single Screw .01 mJ
Flange 2” thk 0.5 mJ
Funnel 6.0 mJ
Person 15 mJ
40 Gal Drum 40 mJ
Tanker Truck 100 mJ
Zirconium Hydride 0.19 mJ
Titanium <.036 mJ
Sulphur <0.043 mJ
Al flakes <0.018 mJ
10 mJ
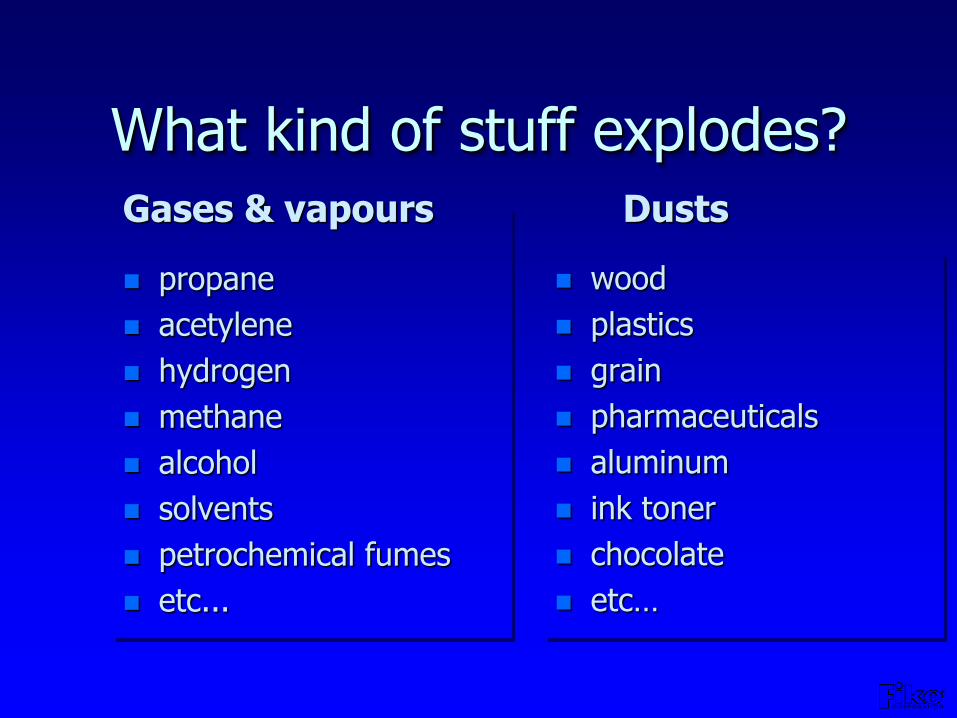
What kind of stuff explodes?
propane
acetylene
hydrogen
methane
alcohol
solvents
petrochemical fumes
etc...
wood
plastics
grain
pharmaceuticals
aluminum
ink toner
chocolate
etc…
Gases & vapours Dusts
Explosibility Rule of Thumb
“If it will burn as a solid,
it can deflagrate or detonate
as a dust in suspension.”
Explosion Characteristics
Flame and Pressure Waves (2 Components)

PR
ES
SU
RE
(B
AR
A)
TIME
Explosion
KSt
[dp/dt]max
Explosion Pressure Curve
10
0 Normal pressure
Pmax

Explosibility Index
KSt (bar-m/sec) = (dp/dt)maxV1/3
Kst
200
201-300
300
Hazard Class
St-1
St-2
St-3
Pmax
10
10
12

MATERIAL Particle Size
Microns (μ)
PMAX
bar
KSt
bar-m/sec
Hazard
Class
COAL
(Bituminous) 24 9.2 129 1
SUGAR 30 8.5 138 1
POLYETHYLENE <10 8 156 1
CORNSTARCH 7 10.3 202 2
ALUMINUM 29 12.4 415 3
Explosibility Data
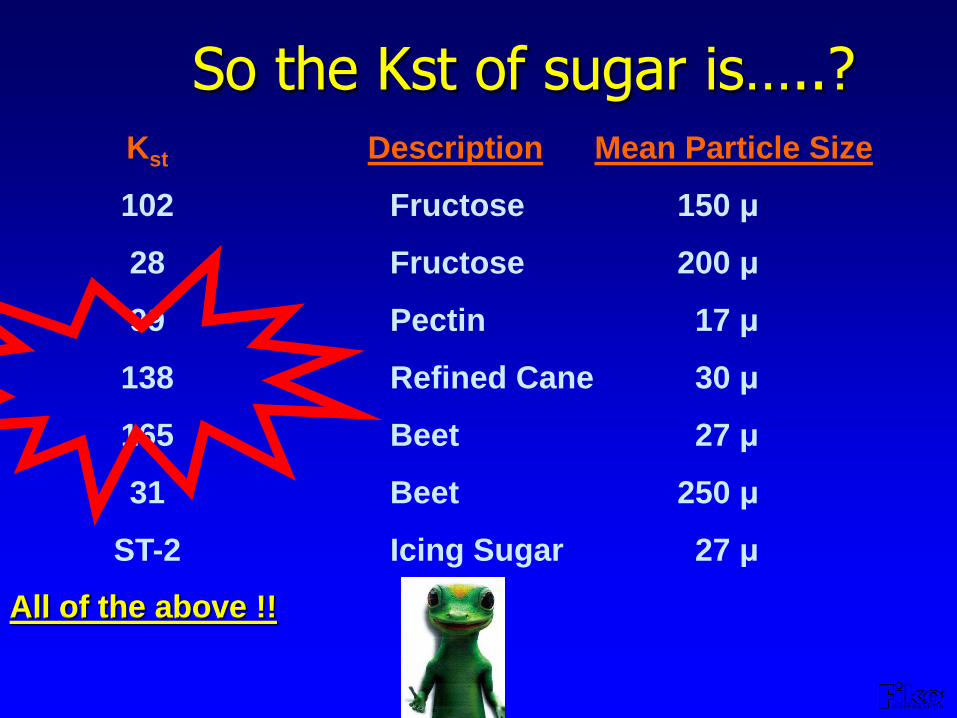
So the Kst of sugar is…..? Kst
102
28
99
138
165
31
ST-2
All of the above
Description Mean Particle Size
Fructose 150 μ
Fructose 200 μ
Pectin 17 μ
Refined Cane 30 μ
Beet 27 μ
Beet 250 μ
Icing Sugar 27 μ
All of the above !!

…And the Kst of Aluminum is?
NFPA-68 2007 Table F.1(d)
Aluminum, median 29 micron
diameter.
Kst 415 bar-m/sec.
Canadian Centre for Occupational Health & Safety, “Working Safely with Aluminum Powder”
Aluminum, Atomized and Flake
Maximum Rate of Pressure Rise:
Greater than 20000 psi/sec,
or 1380 bar/sec

Kst explained
Generally, max pressure generated (Pmax) will
typically be 8-10 barg (116 to 145 psig)
…and that pressure will be generated at:
Max barg per sec=
50
200
300
450
If Kst in 1m3 vessel =
50
200
300
450
Max psig per sec=
725
2900
4350
6525

So how much time do I have…?
50 50 725 0.20
200 200 2900 0.05
300 300 4350 0.033
450 450 6525 0.022
Assuming a fictional scenario involving a constant rate of pressure rise to 10 barg (145 psig) in a 1m3 vessel:
Kst bar/sec psi/sec Time
Average duration of an eye blink, is 0.250 seconds
Average duration of an eye blink, is 0.250 seconds
Average duration of an eye blink, is 0.250 seconds
Average duration of an eye blink, is 0.250 seconds Average duration of an eye blink, is 0.250 seconds

NFPA-68 2007 edition
Para 6.1.2
“For Dusts, Kst & Pmax values shall be determined
…per ASTM E 1226 or ISO 6184/1”
Para 8.1.2.2
When the actual material is available, the Kst shall be verified by test”
Appendix F.2:
“The user is cautioned that test data on the flammability characteristics of dusts are sample specific.”
Governing Documents
Current NFPA Documents
NFPA-68 2007 Standard on Explosion Protection by Deflagration Venting
NFPA-69 2008 Standard on Explosion Prevention Systems

Current NFPA Documents
NFPA-654 2006 Standard for the Prevention of Fire & Dust Explosions from the Manufacturing, Processing & Handling of Combustible Particulate Solids
NFPA-61 2008 Standard for the Prevention of Fires and Dust Explosions in the Agricultural and Food Processing Industries
NFPA-664 2007 Prevention of Fires and Explosions in Wood Processing and Woodworking Industries
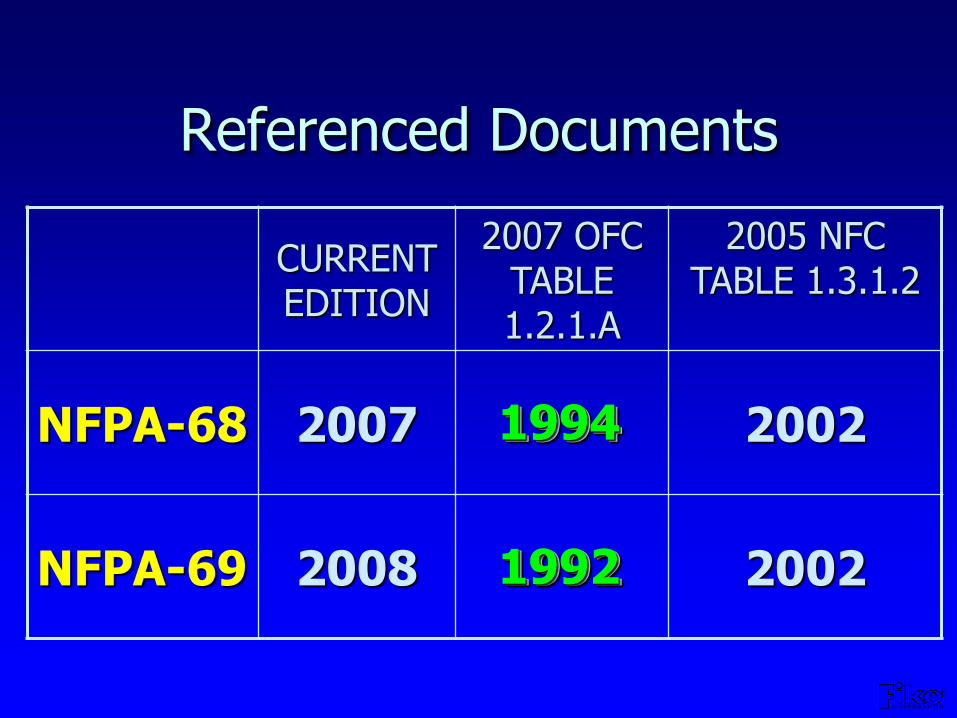
Referenced Documents
CURRENT EDITION
2007 OFC TABLE 1.2.1.A
2005 NFC TABLE 1.3.1.2
NFPA-68 2007 1994 2002
NFPA-69 2008 1992 2002 1992
1994
2005 National Fire Code 5.3.1.4
Collectors > 0.5 m3 shall be located outside and equipped with Explosion Vents, or
Indoors equipped with venting ducted to outside, or
Equipped with an Explosion Prevention System.

2005 National Fire Code 5.3.1.6
Vents are to be applied to dust producing processes per NFPA-68 2002 edition
2005 National Fire Code 5.3.1.7
Where conditions exist that prevent adequate Explosion Venting, an Explosion Prevention System shall be provided,….as described in NFPA-69 (2002 edition) Explosion Prevention Systems.
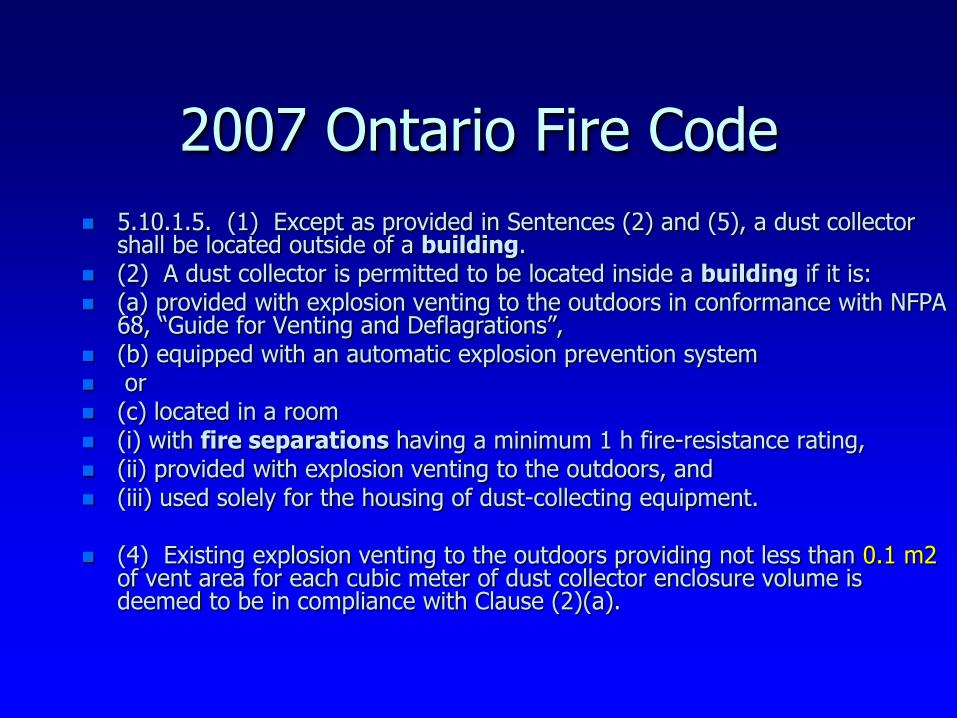
2007 Ontario Fire Code
5.10.1.5. (1) Except as provided in Sentences (2) and (5), a dust collector shall be located outside of a building.
(2) A dust collector is permitted to be located inside a building if it is: (a) provided with explosion venting to the outdoors in conformance with NFPA
68, “Guide for Venting and Deflagrations”, (b) equipped with an automatic explosion prevention system or (c) located in a room (i) with fire separations having a minimum 1 h fire-resistance rating, (ii) provided with explosion venting to the outdoors, and (iii) used solely for the housing of dust-collecting equipment.
(4) Existing explosion venting to the outdoors providing not less than 0.1 m2
of vent area for each cubic meter of dust collector enclosure volume is deemed to be in compliance with Clause (2)(a).

Comparison of NFPA-68 editions

Section 1 Questions
1. What is Kst of Wood?
2. What is minimum Kst value which constitutes an “Explosion Hazard”?
BREAK !
1. Define The Hazard
2. Choose The Protection Method
Explosion Protection 2 Easy Steps

Step 1 Defining the Hazard –
Equipment at Risk
Dust Collectors
Filter Receivers
Spray Dryers
Fluid Beds
Cyclones
Silos
Vibrating Screens
Pulverizers
Pneumatic Grinders
Thermal Oxidizers
Ovens
Dryers
Conveyors
Bucket Elevators
Etc…etc…etc…

Step 2 Choose the Protection Method
Preventative Approach
Or
Responsive Approach

Preventative / Responsive
Limit Oxygen
Control Fuel Concentration
Eliminate Ignition Sources
Detect and respond to sparks
Eliminate Human Error
Containment
Flame Venting
Flameless Venting
Isolation
Suppression
RUN !!
.

Explosion Containment
Containment per NFPA-69 Explosion Prevention Systems, Chapter 10
Vessel designed to withstand max pressure generated (typ 10 -12 barg)
Vessel must be isolated to prevent flame and pressure propagation
Can be extremely expensive – vessels must be constructed in accordance with ASME VIII Pressure Vessel Code.
.

Explosion Venting

Venting Concept
A predetermined area Av releases pressure at a given level Pstat resulting in a reduced pressure Pred.
Explosion flame, pressure and unburned mixture are vented to a safe area. (the most widely used method)

PR
ES
SU
RE
TIME
Explosion
KSt
[dp/dt]max
Explosion Pressure Curve
Pmax
Normal pressure

PR
ES
SU
RE
TIME
Vented Explosion
Pmax
Pstat
Pred
Venting
Efficiency
Normal pressure
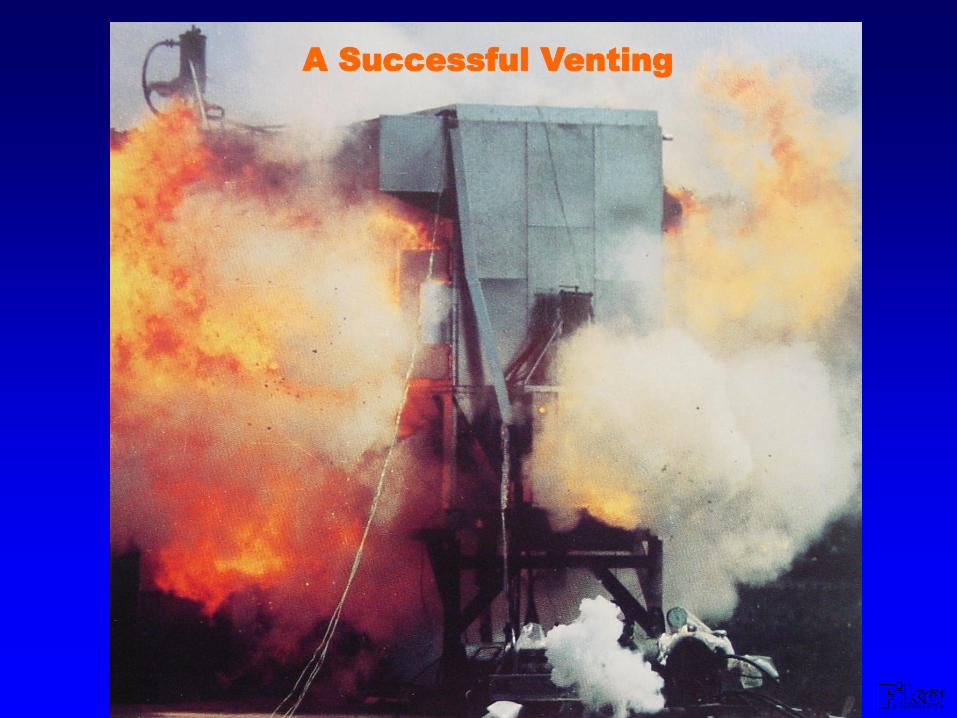
A Successful Venting

Expect a serious fire after venting

NFPA-68 2007 Chapter 8 Venting of Deflagrations of Dusts & Hybrid
Mixtures Av is the total of SEVEN separate calculations:
1. Min area
2. L/D > 2 compensation
3. Tangential flow exceeding 20 m/sec compensation
4. Vent Panel mass compensation
5. Partial volume effects
6. Initially elevated Pressure (>0.2 barg)
7. Discharge Duct compensation

Equation 8.2.2. Minimum Required Vent Area:
Av0=1x10-4(1+1.54Pstat4/3) x Kst x V0.75 x √(Pmax/Pred)-1
Equation 8.2.3 if L/D > 2 then:
Av1 = Av0 x [1+0.6 x (L/D-2)0.75 x exp (-0.95xPred2)]
Equation 8.2.6.8. If Axial or Tangential Air Velocity exceeds 20/m/sec then:
Av2=[1+(max(Vaxial,Vtan)-20/36) x0.7] x Av1
Equation 8.2.8 If Vent mass exceeds threshold mass then:
Av3 = [1+(0.0075).M0.6 x (Kst0.5/n0.3) x V x Pred
0.2] x Av2
Equation 8.3.1 If Partial Volume effects apply then:
Av4=Av3 x Xr-1/3 x √[(Xr-(Pred/Pmax))/1-(Pred/Pmax)]
Equation 8.4.1 If Initially Elevated Pressure (>0.2 barg) then:
Avep=Av1/Av0x10-4[1+1.54X(Pstat-Pinit/1+Peff)4/3]xKst.V
.75x√(1/II eff)-1
Equation 8.5.1a Effects of Vent Ducts if applicable:
Avf=Av4x(1+1.18xE10.8xE2
0.4)x√K/K0
Dust Collector Vent Location
Vents should ideally be completely below bags. Use Vol below tube sheet.
Partially below bags, with retention devices is acceptable, use dirty vol.
In the middle of the bags, with retention devices and bags removed is also acceptable – use Full Vol.

Flame discharge length (Assuming 1 vent, agricultural dust)
D=K x (V/n)1/3 1 m3 vessel = 8 m (26 ft)
2 m3 vessel = 10 m (33 ft)
5 m3 vessel = 13.68 m (45 ft)
25 m3 vessel = 23.36 m (76 ft)
Where ‘K’ = 10 for metal dusts, and 8 for chemical or
agricultural dusts, and ‘n’ = number of evenly distributed
Explosion Vents.
D is limited to 60 m max.

outdoors
Yes
Location Indoors
Discharge
Duct
Discharge Ducts

Available in many sizes and shapes
Diversity of materials & designs process (compatibility)
Low cost, long life expectancy
Must vent to a safe location (outdoors)
Explosion Vents Highest efficiency
Low unit mass < 2.5 lb./ft²
Certified burst pressures
Full predictable opening
Non-Fragmenting
Low maintenance requirements





Dusts
(Rolling Fireball)
Gases (Straight lines)


VENTING SUMMARY
ADVANTAGES Relatively inexpensive
Easy to install or replace
Low or no maintenance
Passive system
CONSIDERATIONS Releasing pressure does not put out the flame. Flame,
pressure and unburned products will exit through the vent and may cause further damage or injury.
Toxic products may be dispersed into the atmosphere.
Flame and Pressure propagation through connecting lines should be expected
A serious fire afterwards should be expected

Venting Examples

Bucket Elevators
EXAMPLES

Coal Dust Collector

Flameless Venting
Flameless Concept
Release pressure, without releasing flame.
Same venting approach as flame venting – with addition of a “muffler” or Flame Quench.
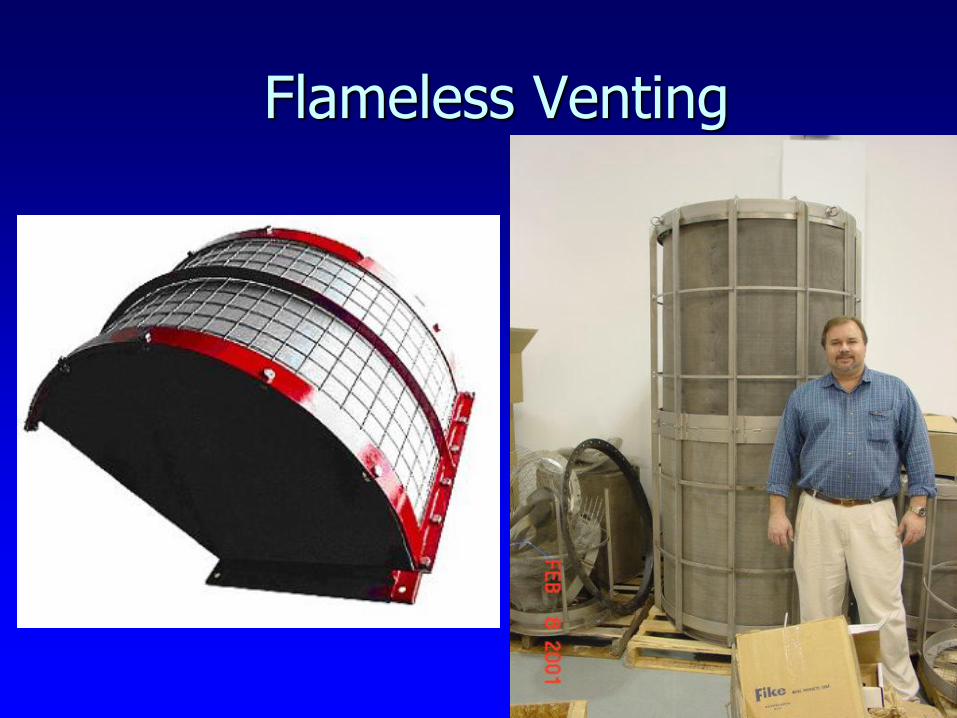
Flameless Venting


Elevex, Bucket Elevator Flameless Vents


Advantages / Considerations
No flame
Allows indoor venting
Does not address flame propagation.
Expensive
Large areas needed
Radiant heat and room pressurization
Explosion Isolation

Reminder ………
From 1979 to 1981, the (NAS) Panel on Causes and Prevention of Grain Elevator Explosions
investigated 14 grain elevator explosions in USA.
of the 14 primary explosions… 12 were followed by secondary explosions - which generally caused most of the resulting damage.

NFPA-68 2007 Annex A.8.10
“Interconnections between separate pieces of equipment present a special hazard….the effects can be significant…isolation devices should be considered… Without successful isolation or venting of the interconnection, vent areas calculated…can be inadequate. Equations 8.2 and 8.2.3 can give insufficient vent area if a dust deflagration propagates from one vessel to another…”

NFPA-69 2002 Para 9-1.1
9-1.1) The technique for deflagration isolation shall be permitted for interruption or mitigation of flame, deflagration pressures, pressure piling, and flame jet ignition between equipment interconnected by pipes or ducts.
Explosion pressure and flame will propagate through process interconnections to other plant equipment or personnel occupied areas.
Explosions in connected vessels (secondary explosions) tend to be of higher severity than explosions occurring in single unconnected vessels because of precompression and flame-jet ignition.
St-2 & 3 deflagrations can accelerate to detonation velocities while traveling through pipelines.
Is Isolation really necessary?

Fike High Speed Isolation Valve Closes in 3 milliseconds
per inch diameter
Average duration of an eye blink,
is 250 milliseconds
A 24” Valve will be
fully closed in
72 milliseconds,
or less than a 1/3
of a blink

Ventex Explosion Isolation Valves

Valve Normally Open
Valve Closed by pressure wave

Chemical Isolation
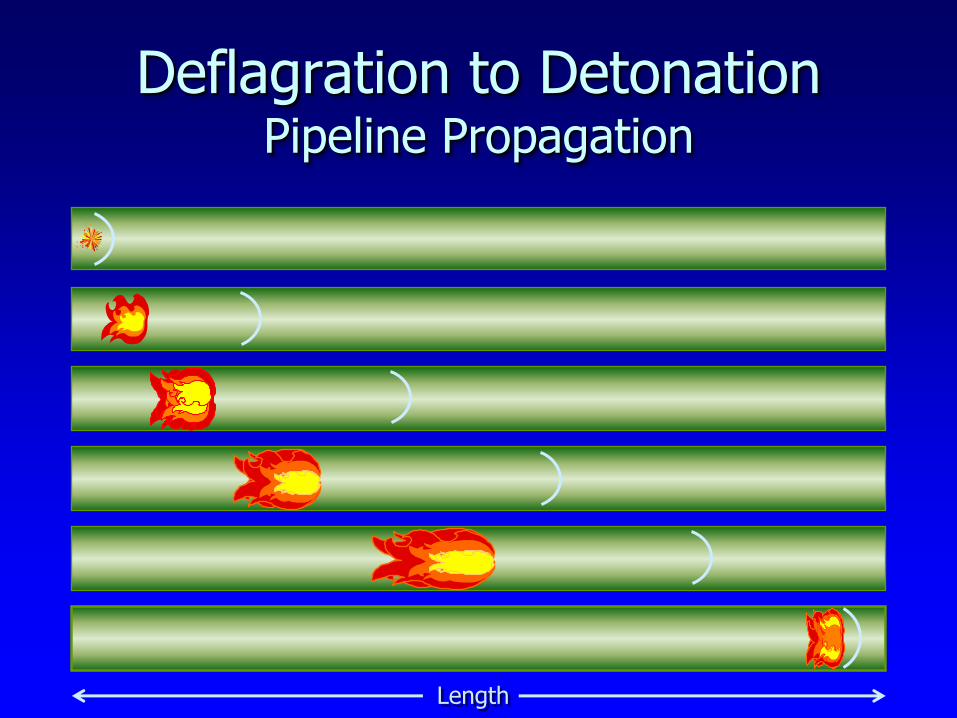
Deflagration to Detonation Pipeline Propagation
Length

Propagation
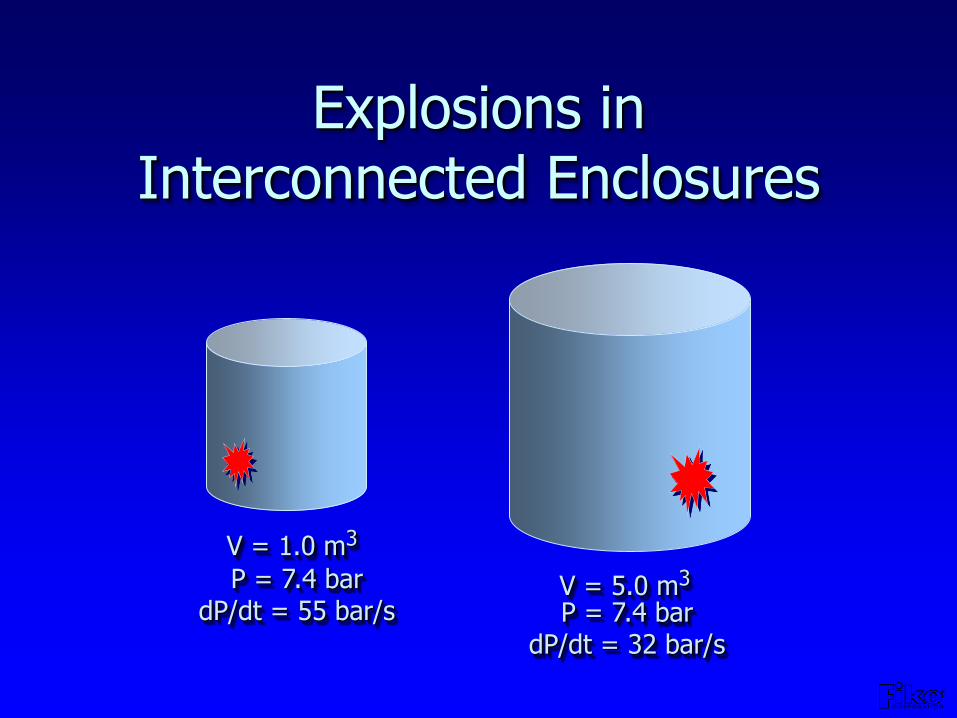
Explosions in Interconnected Enclosures
P = 7.4 bar dP/dt = 32 bar/s
P = 7.4 bar dP/dt = 55 bar/s
V = 1.0 m3
V = 5.0 m3
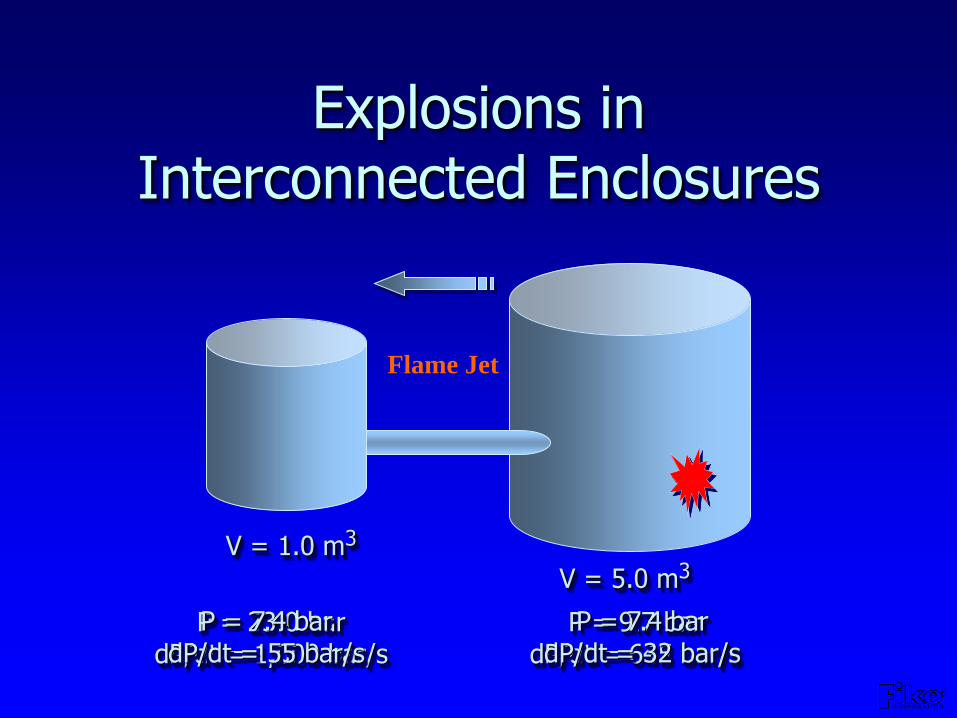
P = 9.7 bar dP/dt = 645 bar/s
P = 23.0 bar dP/dt = 1,000 bar/s
V = 1.0 m3 V = 5.0 m3
Explosions in Interconnected Enclosures
Precompression
Flame Jet
P = 7.4 bar dP/dt = 55 bar/s
P = 7.4 bar dP/dt = 32 bar/s

1ft. min 10 dia. max
Xmax
Xmin
Explosion Isolation
Fike

Explosion Isolation
Prevents flame and/or pressure propagation
Prevents secondary explosions
Allows vents to perform as designed
Allows containment to perform as designed
Schedule 40 piping / 150# ANSI flanges required
Active system requires maintenance
Advantages Considerations

….But what if I CAN’T apply venting cuz……
My vessel isn’t close to an outside wall
My room cannot tolerate radiant pressurization
My vessel won’t withstand the min design pressure if I duct a vent
My process is toxic or a controlled substance
Building modifications are too expensive
Flames flying out of my factory are not good for my Public Relations

Explosion Suppression
INSTEAD OF Venting… INSTEAD OF

Deflagration Suppression Discharge Cloud Profile
20 Millseconds
40 Milliseconds
60 Milliseconds
Distance (Feet)
12
10
4
8
0
6
2
12
10
4
8
0
6
2
8 6 4 2 0 2 4 6 8

Injection Suppression agent released through dispersion nozzle.
Fike

Suppression Container continues to release agent. Explosion is suppressed.
Response time is measured in Milliseconds
Fike
Suppression Concept
The heat of combustion develops pressure.
Upon pressure detection, sufficient suppressant agent is dispersed into the protected volume.
Flame is quenched which prevents any further pressure increase.
Flame, pressure and unburned mixture are contained inside the vessel

Fike Patented High Rate Discharge Design
Removable Gas Cartridge
Actuator
900 psig Nitrogen and Suppressant
Zero Restriction Nozzle
Forward Acting Non-Fragmenting Rupture Disc
Incorporated Elbow and Piping

PR
ES
SU
RE
Pmax
TIME
Suppressed Explosion
Normal pressure
TSP
Pdesign
Pdetect
System
Performance
Definition of “TSP” (Total Suppressed Pressure)
1) Detector set pressure. Typically 0.5 - 1.5 psig
2) Propellant expansion
3) Products of combustion
TSP is the sum of:
Most Fike Suppression Systems
involve TSP’s of about 3.0 psig 3.0

Explosion Suppression
ADVANTAGES
Process media is contained
Chemical Isolation prevents secondary explosions
Can be used inside buildings - near personnel -
Almost eliminates possibility of ensuing fire (after initial deflagration)
Can provide automatic process shutdown
CONSIDERATIONS
Active system
Requires regular maintenance