· Web viewPENGARUH KECEPATAN SPINDLE DAN FEEDING TERHADAP KEKASARAN PERMUKAAN BAJA ST-42 PADA...
51
PENGARUH KECEPATAN SPINDLE DAN FEEDING TERHADAP KEKASARAN PERMUKAAN BAJA ST-42 PADA BUBUT KONVENSIONAL (STUDI OBSERVASI PADA PT. CAKRA PERKASA JAYAMULIA, BANJARMASIN, KALIMANTAN SELATAN, INDONESIA) PROPOSAL METODE PENELITIAN (HMKK 538) NAMA : MUHAMMAD FIKRI NIM : H1F114042 i
Transcript of · Web viewPENGARUH KECEPATAN SPINDLE DAN FEEDING TERHADAP KEKASARAN PERMUKAAN BAJA ST-42 PADA...

PENGARUH KECEPATAN SPINDLE DAN FEEDING TERHADAP
KEKASARAN PERMUKAAN BAJA ST-42 PADA BUBUT KONVENSIONAL
(STUDI OBSERVASI PADA PT. CAKRA PERKASA JAYAMULIA,
BANJARMASIN, KALIMANTAN SELATAN, INDONESIA)
PROPOSAL METODE PENELITIAN
(HMKK 538)
NAMA : MUHAMMAD FIKRI
NIM : H1F114042
PROGRAM STUDI S-1 TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LALMBUNG MANGKURAT
BANJARBARU
2016
i

TERIMAKASIH KEPADA
ii
Rektor Universitas Lambung Mangkurat
Prof. Dr. H. Sutarto Hadi, M.Si., M.Sc
Wakil Rektor Bidang Perencanaan, Kerjasama dan Humas
Prof. Dr. Ir. H. Yudi Firmanul
Kepala Prodi Teknik Mesin
Achmad Kusairi S, ST,. MT., MM.
Mahasiswa
Muhammad Fikri
Wakil Rektor Bidang Akademik
Dr. Ahmad Alim Bachri, SE., M.Si
Wakil Rektor Bidang Kemahasiswaan dan Alumni
Dr. Ir. Abrani Sulaiman, M,Sc
Wakil Rektor Bidang Umum dan Keuangan
Dr. Hj Aslamiah, M.Pd., Ph.d
Dosen Pengampuh
Prof. Dr. Qomariyatus Sholihah Amd. Hyp, ST, M.Kes.
Dekan Fakultas Teknik
Dr. Ing. Yulian Firmana Arifin, ST., MT

HALAMAN PERUNTUKKAN
Bismillahirrohmanirrohim
Alhamdulillahirobbil’lamin wabihi nasta’in wa’ala umuriddunya waddin,
asholatuwassala mu’ala asyrofil ambiyai wal mursalin, sayyidina wamaulana
muhammadin wa’ala ‘alihi wasohbihi ajma’in. Puji dan syukur saya ucapkan ke
hadirat Allah Subhanahu Wata’ala karena berkat limpahan rahmat dan karunia
dari-Nya jualah saya dapat menyelesaikan karya ilmiah ini, shalawat serta
saslam tak lupa pula saya haturkan kepada junjungan saya nabi besar
Muhammad SAW beserta para sahabat, kerabat dan keluarga Beliau hingga
akhir zaman.
Karya ilmiah ini saya persembahkan untuk orang yang sangat saya cintai,
Ayahanda Fauzi Nurhendra, Ibunda Marlida, Adik Nurul Wafi’ah, dan yang saya
cintai Usti Nabila Fathin Habibah yang selalu memberikan semangat dalam
pengerjaan karya ilmiah ini, dan keluarga besar yang tidak bisa saya sebutkan
satu-persatu serta sahabat seperjuangan Teknik Mesin angkatan 2014 yang
telah memberikan dukungan dan semangat.
iii

RIWAYAT HIDUP
Muhammad Fikri, lahir pada tanggal 1 Juni 1996 di Banjarmasin,
Kalimantan Selatan. Anak sulung dari pasangan Fauzi Nurhendra dan Marlida.
Selama masa kanak-kanak sampai sekolah dasar bermukim di Banjarmasin, dan
setelah lulus sekolah dasar pindah ke desa Benua Lawas, Kecamatan Takisung,
Kabupaten Tanah Laut, Kalimantan Selatan. Sewaktu kecil menempuh
pendidikan di TK AR-Raudhah Banjarmasin dan melanjutkan sekolah dasar di
SDN Teluk Tiram 1 Banjarmasin, melanjutkan pendidikan sekolah menengah
pertama di MTs AL-Irsyad Gunung Makmur, kemudian melanjutkan pendidikan
ke SMKN 1 Takisung Jurusan Teknik Kendaraan Ringan dan lulus tahun 2014,
selama di bangku SMK aktif dalam beberapa organisasi sekolah, OSIS
(Organisasi Siswa Intra Sekolah) sebagai wakil ketua, dan PMR (Palang Merah
Remaja) SMKN 1 Takisung sebagai koordinator humas. Selama masa SMK juga
aktif mengikuti perkumpulan grup mulid habsyi At-Taufiq yang sering
mendapatkaan undangan untuk mengisi acara di dalam kota maupun luar kota.
Masuk perguruan tinggi tahun 2014, Program Studi Teknik Mesin Fakultas
Teknik Universitas Lambung Mangkurat, lewat jalur undangan atau SNMPTN,
selama di banggku kuliah aktif dalam organisasi kampus, FKI Ash-Shirath FT
Unlam (Forum Komunikasi Islam Ash-Shirath Fakultas Teknik Universitas
Lambung Mangkurat) sebagai koordinator biro musholla selama 2 periode
kepengurusan, dan di kepengurusan 2017 menjabat sebagai sekretris jendral
FKI Ash-Shirath.
Banjarbaru, 25 Oktober 2016
Penulis,
iv

Muhamad Fikri
KATA PENGANTAR
Puji dan syukur saya sampaikan ke hadirat Allah SWT yang telah
melimpahkan rahmat dan hidayah-Nya sehingga saya dapat menyelesaikan
Proposal Metode Penelitian ini, serta Shalawat dan Salam tak lupa pula saya
curahkan kepada junjungan kita Nabi Muhammad SAW, beserta sahabat,
kerabat, serta pengikut beliau hingga akhir zaman.
Proposal Metode Penelitian ini berjudul Pengaruh Kecepatan Spindle
Dan Feeding Terhadap Kekasaran Permukaan Baja ST 42 Pada Bubut
Konvensional (Studi Observasi Pada PT. Cakra Perkasa Jayamulia,
Banjarmasin, Kalimantan Selatan, Indonesia). Karya ilmiah ini adalah salah
satu tugas mata kuliah Metode Penelitian. Ucapan terimakasih yang sebesar-
besarnya saya haturkan kepada :
1. Ayah dan Ibu saya, Fauzi Nurhendra dan Marlida yang mana telah
meberikan dukungan baik berupa dana maupun ucapan semangat,
sehingga saya dapat mengerjakan proposal ini dengan lancar.
2. Istri saya, Usti Nabila Fathin Habibah, yang mana telah memberikan
dukungan dan semangat yang sangat besar dikaala saya mengalami
permasalahan dalam penulisan proposal ini.
3. Bapak Ach. Kusairi S., ST., MT., MM., selaku Ketua Program Studi Teknik
Mesin Fakultas Teknik Universitas Lambung Mangkurat.
4. Ibu Prof. Dr. Qomariyatus Sholihah, Amd.hyp., ST., M.Kes., Selaku dosen
mata kuliah Metode Penelitian.
v

Proposal ini disusun untuk memenuhi persyaratan kelulusan mata kuliah
Metode Penelitian (HMKK 538) dan bisa menjadi pengetahuan serta pengenalan
bagi mahasiswa tentang dunia Manufaktur.
Saya menyadari bahwa dalam penyusunan proposal ini masih banyak
terdapat kekurangan, maka dari itu saya mengharapkan masukan dan saran
yang sifatnya membangun pada proposal ini sebagai bahan pertimbangan dalam
penyusunan proposal selanjutnya. Akhir kata, saya berharap semoga karya
ilmiah ini berguna bagi pengembangan ilmu dan teknologi khususnya bidang
teknik mesin dalam hal Manufaktur.
Banjarbaru, 25 Oktober
2016
Penulis
vi

DAFTAR ISI
Halaman
COVER...................................................................................................... i
UCAPAN TERIMAKASIH......................................................................... ii
HALAMAN PERUNTUKKAN.................................................................... iii
RIWAYAT HIDUP...................................................................................... iv
KATA PENGANTAR................................................................................. v
DAFTAR ISI.............................................................................................. vii
DAFTAR GAMBAR................................................................................... ix
BAB I PENDAHULUAN............................................................................ 1
1.1 Latar Belakang.......................................................................... 1
1.2 Rumusan Msalah...................................................................... 3
1.3 Batasan Masalah...................................................................... 4
1.4 Tujuan Penelitian...................................................................... 4
1.5 Manfaat Penelitian.................................................................... 4
BAB II DASAR TEORI.............................................................................. 6
2.1 Penelitian Terdahulu................................................................. 6
2.2 Definisi Permesinan.................................................................. 11
2.3 Mesin Bubut.............................................................................. 11
2.4 Parameter Yang Dapat Diatur Pada Mesin Bubut.................... 12
2.5 Pahat Bubut.............................................................................. 15
2.6 Baja........................................................................................... 16
2.7 Toleransi Dalam Proses Pembubutan...................................... 17
vii

2.8 Pengukuran Proses Kekasaran................................................ 18
BAB III METODE PENELITIAN................................................................ 19
3.1 Objek Penelitian........................................................................ 19
3.2 Alat Dan Bahan Penelitian........................................................ 19
3.3 Teknik Pengumpulan Data........................................................ 20
3.4 Jadwal Pelaksanaan Penelitian................................................ 24
DAFTAR PUSTAKA................................................................................. 25
viii

DAFTAR GAMBAR
Halaman
1. Panjang permukaan benda kerja yang dilalui pahat setiap putaran.... 13
2. Gerak makan (f) dan kedalaman potong (a)........................................ 14
3. Proses permesinan yang dapat dilakukan pada Mesin Bubut : (a)
pembubutan pinggul (chamfering), (b) pembubutan alur (parting-off), (c)
pembubutan ulir (threading), (d) pembubutan lubang (boring), (e) pembuatan
lubang (drilling), dan (f) pembuatan kartel (knurling)........................... 14
4. Diagram Alir Penelitian........................................................................ 20
ix

BAB I
PENDAHULUAN
1.1 Latar Belakang
Industri manufaktur terus meningkat sejalan dengan
perkembangan ilmu pengetahuan dan teknologi, hal tersebut dapat dilihat
dari peningkatan hasil produksi. Peningkatan hasil produksi harus
diimbangi dengan peningkatan kualitas hasil produksi. Ditemukannya
mesin-mesin produksi sangat membantu dalam peningkatan kualitas
tersebut terutama dalam pembuatan komponen-komponen mesin. Salah
satu hal penting dalam pembuatan komponen-komponen mesin adalah
pengerjaan logam atau metal work. Keberadaan mesin perkakas
produksi, menjadikan pengerjaan logam akan semakin efisien serta
dengan ketelitian yang tinggi. Dalam pengerjaan logam, mesin bubut
konvensional telah dikenal fungsi dan perannya untuk membuat suatu
komponen atau suku cadang (Indra Lesmono dan Yunus, 2013).
Mesin bubut konvensional merupakan mesin yang banyak
digunakan untuk proses permesinan, selain itu juga ada mesin frais,
skrup, grinding dan lain-lain, dan hamper mempunyai fungsi yang sama,
yaitu untuk memproduksi benda kerja yang outputnya haru rata dan
halus. Dari mesin-mesin konvensional diatas nantinya akan menghasilkan
suatu produk untuk menghasilkan produk. Mesin-mesin diatas diciptakan
untuk memproduksi suatu barang multiguna yang nantinya akan
digunakan lagi untuk memproduksi atau menghasilkan suatu barang yang
sering dikonsumsi atau digunakan masyarakat. Mesin bubut saat ini
1

semakin canggih sehingga semakin teliti barang yang dihasilkan (Gusti
Arifal Rachman dan Arya Mahendra Sakti, 2014).
Pada proses pembubutan terdapat bebrapa parameter seperti
kecepatan pemakanan, kecepatan pemotongan, kedalaman pemotongan,
geometri pahat dan rasio L/D. semua parameter tersebut brpengaruh
pada hasil akhir produk seperti kekasaran permukaan dan juga
kesilindrisan pada suatu poros. Kualitas hasil produk komponen dapat
dicapai dengan merubah kecepatan pemotongan dan rasio L/D yang
merupakan parameter di dalam proses permesinan bidang manufaktur.
Kemampuan mencapai kesilindrisan pada suatu produk, merupakan
tujuan utama pada proses pembubutan (Wahyu Dwi Anggoro, 2013).
Faktor-faktor yang mempengaruhi kualitas kekasaran permukaan
suatu benda kerja pada proses permesinan diantaranya adalah pisau
potong dalam proses pembuatannya, kecepatan penyayatan, posisi
senter yang tidak tepat, getaran mesin, perlakuan panas yang kurang
baik dan sebagainya. Pendingin juga tidak dapat lepas dari proses
permesinan, selain sebagai pendingin dan kesetabilan suhu benda kerja
maupun pahat, pendingin ini pula berpengaruh pada kualitas kekasaran
permukaan benda kerja (Andrias Maylana Pratama, 2016).
Pengaruh kecepatan spindle dan kedalaman pemakanan terhadap
kekasaran benda kerja terbaik adalah kombinasi antara kecepatan
pemotongan yang paling tinggi dan tingkat kedalaman pemakanan yang
paling rendah. Jadi, selain kecepatan pemotongan yang tinggi,
kedalaman pemakanan juga berpengaruh terhadap hasil kekasaran
benda kerja. Karena semakin rendah kedalaman pemakanan maka
semakin rendah tingkat kekasaran permukaan benda kerja (Faizal Abda’u
dan Arya Mahendra Sakti, 2014).
2

Penelitian ini melakukan proses bubut rata muka pada baja ST 42
dengan kedalaman pemakanan 0.1, 0.2 dan 0.3 mm dengan jenis pahat
yang digunakan adalah HSS Prohex. Kecepatan spindel mesin bubut
pada penelitian ini menggunakan variasi kecepatan yaitu 500 rpm, 800
rpm dan 1200 rpm.
PT.Cakra Perkasa Jayamulia adalah salah satu industry
manufaktur yang ada di Banjarmasin. Perusahaan ini merupakan salah
satu perusahaan yang masih menggunakan mesin bubut konvensional
sebagai alat produksi utama pada perusahaannya. Pada tahun 2013,
sekitar 5% dari 1630 pelanggan mengeluh tentang kekasaran permukaan
yang tidak sesuai dengan permintaan.
Banyaknya keluhan pelanggan tentang kekasaran permukaan yang
tidak sesuai dengan keinginan, maka perlu diadakan penelitian yang
berhubungan dengan tingkat kekasaran hasil proses pembubutan,
dengan mengambil judul “Pengaruh Kecepatan Spindle Dan Feeding
Terhadap Kekasaran Permukaan Baja St-42 Pada Bubut
Konvensional (Studi Observasi Pada Pt. Cakra Perkasa Jayamulia,
Banjarmasin, Kalimantan Selatan, Indonesia)”.
1.2 Rumusan Masalah
Dari latar belakang di atas, maka dapat di ambil rimusan masalah
sebagai berikut :
a. Bagaimanakah pengaruh kecepatan spindel dan kedalaman
pemakanan terhadap kekasaran permukaan baja ST-42 pada proses
bubut konvensional.
3

b. Berapa besar perbandingan variabel kecepatan spindel dan
kedalaman pemakanan untuk mendapatkan hasil terbaik
1.3 Batasan Masalah
Agar dalam penyusunan penelitian ini lebih mengarah ke tujuan
penelitian, maka penelitian ini akan dibatasi pada pokok permasalahan
sebagai berikut :
a. Kecepatan spindel yang digunakan yaitu 500 rpm, 800 rpm dan 1200
rpm.
b. Kedalaman pemakanan yang digunakan yaitu 0.1, 0.2 dan 0.3 mm.
c. Penelitian ini melakukan proses bubut rata muka pada baja ST-42
dengan jenis pahat HSS Prohex.
1.4 Tujuan Penelitian
Tujuan dari penelitian ini adalah sebagai berikut :
a. Untuk mengetahui pengaruh kecepatan spindel dan kedalaman
pemakanan terhadap kekasaran permukaan baja ST-42 pada proses
bubut konvensional.
b. Untuk mengetahui besar perbandingan variabel kecepatan spindel
dan kedalaman pemakanan untuk mendapatkan hasil terbaik.
1.5 Manfaat Penelitian
Penelitian ini memiliki manfaat bagi beberapa pihak yang terkait di
dalamnya, yaitu sebagai berikut :
a. Hasil penelitian ini digunakan untuk memperkaya bahan bacaan di
perpustakaan dalam meningkatkan pengetahuan dan sebagai bahan
studi perbandingan maupun acuan bagi peneliti lain yang
4

berkepentingan untuk mengkaji lebih lanjut tentang permasalahan
yang ada dan sejenis.
b. Bagi penelilti yaitu, mendapatkan kombinasi yang tepat antara
kecepatan spindel dan kedalaman pemakanan untuk mendapat hasil
pembubutan yang optimum dan dapat membandinkan besar variabel
kecepatan spindel dan kedalaman pemakanan untuk mendapatkan
hasil terbaik.
c. Bagi Universitas Lambung Mangkurat yaitu, sebagai bahan referensi
tambahan bagi yang ingin melakukan penelitian selanjutnya.
d. Bagi PT. Cakra Perkasa Jayamulia yaitu, sebagai salah satu informasi
atau masukan sehingga mampu menghasilkan pembubutan
menggunakan mesin bubut konvensional sebaik mungkin.
5

BAB II
DASAR TEORI
2.1 Penelitian Terdahulu
Penelitian ini merujuk pada beberapa penelitian yang telah dilkukan
sebelumnya, yaitu oleh :
Wahyu Dwi Anggoro, Endi Sutikno dkk dari Jurusan Teknik Mesin
Fakultas Teknik Universitas Brawijaya pada tahun 2013 dengan judul
PENGARUH RATIO L/D DAN CUTTING SPEED TERHADAP
KESILINDRISAN BENDA KERJA HASIL FINISHING PADA PROSES
PEMBUBUTAN TIRUS DIVERGEN DENGAN BAHAN ALUMUNIUM
6061, didapatkan hasil sebagai berikut :
a. Cutting speed berpengaruh terhadap kesilindrisan permukaan benda
kerja hasil finishing pada proses pembubutan tirus pada Alumunium
6061. Rasio L/D berpengaruh terhadap kesilindrisan permukaan
benda kerja hasil finishing pada proses pembubutan tirus pada
Alumunium 6061.
b. Interaksi antara cutting speed dan rasio L/D berpengaruh secara
nyata terhadap kesilindrisan permukaan benda kerja hasil finishing
pada proses pembubutan tirus pada Alumunium 6061. Pada cutting
speed yang rendah, yaitu pada variasi cutting speed 87.92 mm/min
dan rasio L/D 3.37 sebesar 0.0106 mm. Sedangkan nilai kesilindrisan
tertinggi didapat pada variasi cutting speed 125.6 mm/min dan rasio
L/D 4.37 sebesar 0.0576 mm.
Indra lesmono dan Yunus dari Jurusan Teknik Mesin Produksi
Fakultas Teknik Universitas Negeri Surabaya pada tahun 2013 dengan
6

judul PENGARUH JENIS PAHAT, KECEPATAN SPINDEL, DAN
KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN DAN
KEKERASAN PERMUKAAN BAJA ST.42 PADA PROSES BUBUT
KONVENSIONAL, didapatkan hasil sebagai berikut :
a. Jenis pahat terbaik adalah pahat bohler, karena menghasilkan
kekasaran permukaan paling rendah (3,28 μm), sedangkan pahat Jck
menghasilkan kekerasan permukaan paling tinggi (51,5 Kg/mm2).
b. Kekasaran permukaan terbaik atau paling rendah diperoleh dengan
kecepatan spindel 750 rpm, sedangkan kekerasan permukaan terbaik
atau paling tinggi diperoleh dengan kecepatan spindel 300 rpm.
c. Kedalaman pemakanan terbaik addalah 0,4 mm, karena
menghasilkan kekasaran permukaan paling rendah (3,28 μm), dan
kedalaman 0,8 mm karena menghasilkan kekerasan permukaan
paling tinggi (51,5 Kg/mm2).
d. Kekasaran permukaan terbaik diperoleh dengan jenis pahat paling
keras, kecepatan spindel paling tinggi, dan kedalaman pemakanan
paling rendah. Sedangkan kekerasan permukaan terbaik diperoleh
dari jenis pahat paling keras, kecepatan spindel paling rendah, dan
kedalaman pemakanan paling tinggi.
Gusti Arifal Rachman dan Arya Mahendra Sakti dari Jurusan
Teknik Mesin Produksi Fakultas Teknik Universitas Negeri Surabaya
pada tahun 2014 dengan judul PENGARUH KEDALAMAN PEMAKANAN,
JENIS PENDINGINAN DAN KECEPATAN SPINDEL TERHADAP
KERATAAN DAN KEKASARAN PERMUKAAN BAJA ST 42 PADA
PROSES BUBUT KONVENSIONAL, didapatkan hasil sebagai berikut :
7

a. Kedalaman pemakanan terbaik adalah 0.1 mm. karena menghasilkan
kerataan dan kekasaran paling baik dengan nilai kerataan terkecil
66.7 μm dan nilai kekasaran terendah 2.11 μm.
b. Jenis pendinginan terbaik adalah menggunakan coolant. Karena
menghasilkan kerataan dan kekasaran paling baik dengan nilai
kerataan terkecil 66.7 μm dan nilai kekasaran terendah 2.11 μm.
c. Kecepatan spindel terbaik untuk kerataan adalah kecepatan spindel
412 Rpm menghasilkan kerataan terbaik dengan nilai terkecil 66.7 μm
dan kekasaran dengan kecepatan spindle 668 Rpm menghasilkan
nilai kakasaran terendah 2.11 μm.
d. Hasil pengujian menggunakan SPSS 20 menyatakan signifikan
dengan α = 0.05 menghasilkan P value 0.000. Pengujian kerataan
permukaan terbaik atau terendah adalah (66.7 μm) yang diperoleh
dari kedalaman pemakanan terkecil 0.1 mm, jenis pendinginan
menggunakan coolant dan kecepatan spindle terendah 412 Rpm.
Sedangkan kekasaran terbaik atau terkecil adalah (2,11 μm) yang
diperoleh dari kedalaman pemakanan terkecil 0.1 mm, jenis
pendinginan menggunakan coolant dan kecepatan spindle tertinggi
668 Rpm.
Faizal Abda’u dan Arya Mahendra Sakti dari Jurusan Teknik Mesin
Produksi pada tahun 2014 dengan judul PENGARUH JENIS PAHAT,
JENIS PENDINGINAN DAN KEDALAMAN PEMAKANAN TERHADAP
KERATAAN DAN KEKASARAN PERMUKAAN BAJA ST 42 PADA
PROSES BUBUT RATA MUKA, didapatkan hasil sebagai berikut :
a. Jenis pahat terbaik untuk kerataan adalah jenis pahat HSS Probex.
Karena menghasilkan kerataan paling baik dengan nilai kerataan
terkecil 16.7 μm dan nilai kekasaran terendah 3.14 μm. Hasil
8

pengujian menggunakan SPSS 20 dan Minitab 16 menyatakan
signifikan dengan ɑ = 0.05 menghasilkan P value 0.000.
b. Jenis pendinginan terbaik adalah menggunakan coolant. Karena
menghasilkan kerataan dan kekasaran paling baik dengan nilai
kerataan terkecil 16.7 μm dan nilai kekasaran terendah 3.14 μm. Hasil
pengujian menggunakan SPSS 20 dan Minitab 16 menyatakan
signifikan dengan ɑ = 0.05 menghasilkan P value 0.000.
c. Kedalaman pemakanan terbaik adalah 0.1 mm. karena menghasilkan
kerataan dengan kekasran paling baik dengan nilai kerataan terkeci
16.7 μm dan nilai kekasaran terendah 3.14 μm. Hasil pengujian
menggunakan SPSS 20 dan Minitab 16 menyatakan signifikan
dengan ɑ = 0.05 menghasilkan P value 0.000.
d. Pengujian kerataan permukaan terbaik atau terendah adalah (16.7
μm) yang diperoleh dari kedalaman pemakanan terkecil 0.1 mm, jenis
pendinginan menggunakan coolant dan jenis pahat HSS Prohex.
Sedangkan kekasaran terbaik atau terkecil adalah (3.14 μm) yang
diperoleh dari kedalaman pemakanan terkecl 0.1 mm, jenis
pendinginan menggunakan coolant dan jenis pahat HSS Prohex.
Hasil pengujian menggunakan SPSS 20 dan Minitab 16 menyatakan
signifikan dengan ɑ = 0.05 menghasilkan P value 0.000.
Andrias Maylana Pratama dari Jurusan Teknik Mesin FAkultas
Teknik Universitas Persatuan Guru Republik Indonesia Kediri pada tahun
2016 dengan judul PENGARUH KADAR CAMPURAN PENDINGIN DAN
VARIASI KECEPATAN PENYAYATAN BAJA ST 37 PADA MESIN
BUBUT KONVENSIONAL TERHADAP KEKASARAN BENDA KERJA,
didapatkan hasil sebagai berikut :
9

a. Dari hasil penelitian yang diperoleh bawasanya kecepatan potong
berpengaruh terhadap hasil kualitas permukaan benda kerja. Ada
perbedaan tingkat kekasaran permukaan hasil pembubutan terhadap
variasi kecepatan potong. Semakin tinggi kecepatan potong yang
digunakan maka hasil kualitas semakin baik. Kecepatan potong yang
tinggi mengakibatkan menurunya gaya potong dan luas penampang
bidang geser. Pada saat putaran spindel tinggi maka kecepatan
potong akan sejalan dan mengakibatkan luas penampang semakin
sempit, penyempitan luas penampang yang dihasilkan akan
berpengaruh semakin baik pada hasil kualitas permukaan. Terbukti
bahwa pada putaran 720 Rpm menghasilkan kualitas kekasaran
terbaik yaitu 1,541 μm, 2,166 μm dan 2,258 μm.
b. Pada hasil pencampuran media pendingin yang digunakan ada
perbedaan tingkat kekasaran permukaan, semakin pekat campuran
media pendingin maka kualitas benda kerja akan semakin baik pula.
Cairan pendingin juga mampu menurunkan gaya potong dan
memperhalus permukaan benda kerja yang dibubut. Selain itu, cairan
pendingin juga mampu sebagai pembersih beram dan melumasi
material supaya terlindung dai korosi. Terbukti pada campuran
soulube oil (1:2) menghasilkan kualitas permukaan terbaik yaitu
2,611 μm, 2,448 μm dan 1,541 μm.
c. Dalam gabungan antara kecepatan potong dan media pendingin
ditemukan bahwa hasil kekasaran yang paling baik adalah kecepatan
putar 720 rpm dan perbandingan media pendingin 1:2 yaitu 1,541 μm.
Dari hasil pengukuran didapatkan dengan menggunakan kecepatan
potong yang rendah menghasilkan kualitas permukaan yang kurang
baik karena mengakibatkan gaya pemotongan yang semakin tinggi.
10

Semakin tinggi kecepatan putar, kecepatan potong dan perbandingan
media pendinginnya lebih pekat maka nilai hasil kekasaran yang
dihasilkan akan semakin rendah.
2.2 Definisi Proses Permesinan
Proses permesinan adalah proses pembentukan geram (chips)
akibat perkakas (tools), yang dipasangkan pada mesin perkakas
(machine tools), bergerak relative terhadap benda kerja (work piece) yang
dicekam pada daerah kerja mesin perkakas (Rochim Taufiq, 2007;1).
Proses permesinan termasuk dalam klasifikasi proses pemotongan logam
merupakan suatu proses yang digunakan untuk mengubah bentuk suatu
produk dari logam (komponen mesin) dengan cara memotong,
mengupas, atau memisah.
Marsyahyo (2003), menyatakan bahwa proses pemesinan
merupakan suatu proses untuk menciptakan produk melalui tahapan-
tahapan dari bahan baku untuk diubah atau diproses dengan cara-cara
tertentu secara urut dan sistematis agar menghaslkan suatu produk yang
berfungsi.
2.3 Mesin Bubut
Mesin bubut (turning machine) adalah suatu jenis mesin perkakas
yang dalam proses kerjanya bererak memutar benda kerja dan
menggunakan mata potong pahat (tools) sebagai alat untuk menyayat
benda kerja tersebut. Mesin bubut merupakan salah satu mesin proses
produksi yang dipakai untuk membentuk benda kerja yang berrbentuk
silindris. Dikatakan konvensional karena untuk membedakan dengan
11

mesin-mesin yang dikkontrol dengan computer (Computer Numerically
Controlled) ataupun control numeric (Numerical Control) dan karena jenis
mesin konvensional mutlak diperlukan keterampilan manual dari
operatornya.
Fungsi utama mesin bubut konvensional adalah untuk
membuat/memproduksi benda-benda berpenampang silindris, misalnya
poros lurus, poros bertingkat (step shaft), poros tirus (cone shaft), poros
beralur (groove shaft), poros berulir (screw shaft), dan berbagai bentuk
permukaan silindris lainnya, misalnya anak buah catur (raja, ratu, pion
dan lain-lain). Dilihat dari segi dimensinya, mesin bubut konvensional
dibagi dalam beberapa kategori, yaitu : mesin bubut ringan, mesin bubut
sedang, mesin bubut standar, dan mesin bubut berat. Mesin bubut berat
digunakan untuk pembuatan benda kerja yang berdimensi besar, terbagi
atas mesin bubut beralas panjang, mesin bubut lantai, mesin bubut tegak
(Wirawan Sumbodo, 2008)
2.4 Parameter Yang Dapat Diatur Pada Mesin Bubut
Tiga parameter utama pada setip proses bubut adalah kecepatan
putar spindel (speed), gerak makan (feed) dan kedalaman potong (depth
of cut). Faktor yangn lain seperti bahan benda kerja dan jenis pahat
sebenarnya juga memiliki pengaruh yang cukup besar, tetapi tiga
parameter di atas adalah bagian yang bisa diatur oleh operator langsung
pada mesin bubut.
Kecepatan putar, n (speed), selalu dihubungkan dengan sumbu
utama (spindel) dan benda kerja. Kecepatan putar dinotasikan sebagai
putaran per menit (rotations per minute, rpm). Akan tetapi yang
diutamakan dalam proses bubut adalah kecepatan potong (cutting speed
atau v) atau kecepatan benda kerja dilalui oleh pahat/keliling benda kerja.
12

Secara sederhana kecepatan potong dapat digambarkan sebagai keliling
benda kerja dikalikan dengan kecepatan putar atau :
v= πdn1000…………………………………………………………….(2.1)
Di mana :
v = kecepatan potong (m/menit)
d = diameter benda kerja (mm)
n = putaran benda kerja (putaran/menit)
Gambar 2.1. Panjang permukaan benda kerja yang dilalui pahat setiap putaran
(Sumber : Teknik Pemesinan, Widarto, 2008)
Dengan demikian kecepatan potong ditentukan oleh diameter
benda kerja. Selain kecepatan potong direntukan oleh diameter benda
kerja faktor bahan benda kerja dan bahan pahat sangat menentukan
harga kecepatan potong. Pada dasarnya pada waktu proses bubut
kecepatan potong ditentukan berdasarkan bahan benda kerja dan pahat.
Harga kecepatan potong sudah tertentu, misalnya untuk benda kerja Mild
Steel dengan pahat dari HSS, kecepatan potongnya antara 20 sampai 30
m/menit.
Gerak makan, f (feed), adalah jarak yang ditempuh oleh pahat
setiap benda kerja berputar satu kali, sehingga satuan f adalah
mm/putaran. Gerak makan ditentukan berdasarkan kekuatan mesin,
material benda kerja, material pahat, bentuk pahat, dan terutama
13

kehalusan permukaan yang diinginkan. Gerak makan biasanya ditentukan
dalam hubungannya dengan kedalaman potong a. Gerak makan tersebut
berharga sekitar 1/3 sampai 1/20 a, atau sesuai dengan kehalusan
permukaan yang dikehendaki.
Gambar 2.2. Gerak makan (f) dan kedalaman potong (a)(Sumber : Teknik Pemesinan, Widarto, 2008)
Kedalaman potong a (depth of cut), adalah tebal bagian benda
kerja yang dibuang dari benda kerja, atau jarak antara permukaan yang
dipotong terhadap permukaan yang belum terpotong. Ketika pahat
memotong sedalam a, maka diameter benda kerja akan berkurang 2a,
karena bagian permukaan benda kerja yang dipotong ada di dua sisi,
akibat dari benda kerja yang berputar.
Pada mesin bubut dapat juga dilakukan proses permesinan yang
lain, yaitu bubut dalam (internal turning), proses pembuatan lubang
dengan mata bor (drilling), proses memperbesar lubang (boring),
pembuatan ulir (thread cutting), dan pembuatan alur (grooving/parting-
off). Proses tersebut dilakukan di Mesin Bubut dengan bantuan/tambahan
peralatan lain agar proses permesinan bisa dilakukan.
14

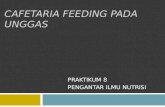
Gambar 2.3. Proses permesinan yang dapat dilakukan pada Mesin Bubut : (a) pembubutan pinggul (chamfering), (b) pembubutan alur (parting-off), (c) pembubutan ulir (threading), (d) pembubutan lubang (boring), (e) pembuatan lubang (drilling), dan (f) pembuatan kartel (knurling).(Sumber : Teknik Pemesinan, Widarto, 2008)
2.5 Pahat Bubut
Pahat bubut merupakan salah satu alat potong yang sangat
diperlukan pada proses pembubutan, karena pahat bubut dengan
berbagaai jenisnya dapat membuat benda kerja dengan berbagai bentuk
sesuai tuntutan pekerjaan misalnya, dapat digunakan untuk membubut
permukaan / facing, rata, bertingkat, alur, champer, tirus, memperbesar
lubang, ulir dan memotong. Kemampuan / performa pahat bubut dalam
melakukan pemotongan sangat dipengaruhi oleh beberapa faktor
diantaranya, jenis bahan / material yang digunakan, geometris pahat
bubut, sudut potong pahat bubut dan bagaimana apakah teknik
penggunaanya sudah sesuai petunjuk dalam katalog. Apabila beberapa
faktor tersebut di atas dapat terpenuhi berdasarkan standar yang telah
ditentukan, maka pahat bubut akan maksimal kemampuannya /
performanya. Setiap pabrik pembuat pahat bubut biasanya pada buku
katalognya selalu mencantumkan spesifikasi dan klasifikasi produk
buatannya, diantaranya mencantumkan kode standar yang digunakan
misalnya dengan standar ISO 513 (gurupujaz.wordpress.com)
Macam-macam pahat bubut dilihat dari jenis material / bahan yang
digunakan meliputi : Baja karbon, Baja kecepatan tinggi / Hgh Speed
Steels (HSS), Paduan cor nonferro (cast nonferrous alloys; cast
carbides), Karbida (cemented carbides; hardmetals), Keramik (ceramics),
15

CBN (cubic boron nitrides), dan Intan (sintered diamonds & natural
diamond).
Baja kecepatan tinggi / High Speed Steel (HSS) ditemukan sekitar
tahun 1898, dengan unsur paduan Crome (Cr) dan Tungsten / wolfram
dengan melalui proses penuangan (molten metallurgy) selanjutnya
dilakukan pengerolan atau penempaan dibentuk menjadi batang segi
empat atau silinder. Pada kondisi masih bahan (raw material), baja
tersebut diproses secara permesinan menjadi berbagai bentuk pahat
bubut. Setelah proses perlakuan panas dilaksanakan, kekerasannya akan
menjadi cukup tinggi sehingga dapat digunakan untuk kecepatan potong
yang tinggi yaitu sampai dengan tiga kali kecepatan potong pahat CTS.
Baja kecepatan tinggi (High Speed Steel - HSS) apabila dilihat dari
komposisinya dapat dibagi menjadi dua, yaitu Baja kecepatan tinggi (High
Speed Steel - HSS) Konvensional dan Baja kecepatan tinggi (High
Speed Steel – HSS) Spesial.
HSS Konvensional terbagi menjadi dua, yaitu :
a. Molibdenum HSS
b. Tungsten HSS
HSS Spesial terbagi menjadi enam, yaitu :
a. Cobalt Added HSS
b. High Vanadium HSS
c. High Hardess Co HSS
d. Cast HSS
e. Powdered HSS
f. Coated HSS
2.6 Baja
16

Baja adalah logam paduan, logam besi sebagai unsur dasar
dengan beberapa elemen lainnya, termasuk karbon. Kandungan unsur
karbon dalam baja berkisar antara 0,2% hingga 2,1% berat sesuai grade-
nya. Elemen berikut ini selalu ada dalam baja, yaitu : karbon, mangan,
fosfor, sulfur, silikon, dan sebagian kecil oksigen, nitrogen dan aluminium.
Selain itu, ada elemen lain yang ditambahkan untuk membedakan
karakteristik antara beberapa jenis baja, diantaranya : mangan, nikel,
krom, molybdenum, boron, titanium, vanadium dan niobium. Dengan
memvariasikan kandungan karbon dan unsur paduan lainnya, berbagai
jenis kualitas baja bisa didapatkan. Fungsi karbon dalam baja adalah
sebagai unsur pengeras dengan mencegah dislokasi bergeser pada sisi
Kristal (crystal lattice) atom besi. Baja karbon ini dikenal sebagai baja
hitam karena berwarna hitam, banyak digunakan untuk peralatan
pertanian misalnya sabit dan cangkul.
2.7 Toleransi Dalam Proses Pembubutan
Toleransi adalah dua batas penyimpangan ukuran yang diijinkan.
Toleransi pada dasarnya dibedakan menjadi tiga macam, yakni toleransi
ukuran, toleransi geometrik dan konfigurasi kekasaran permukaan.
Toleransi memegang peranan yang vital pada proses produksi
dikarenakan sangat sulitnya membuat suatu alat atau benda sesuai
dengan ukuran yang tepat, karena menyangkut ketelitian dalam proses
pengerjaannya. Besarnya toleransi ditentukan oleh ISO / R286 (system
ISO untuk limit dan suaian) agar sesuai dengan persyaratan fungsional
dan untuk keseragaman.
ISO menetapkan 18 toleransi standar, yakni mulai dari IT 01, IT 0,
IT 1, IT 2, sampai dengan IT 16. Secara garis besar, gambaran secara
17

umum dari hubungan antara pengelompokkan kualitas toleransi ini
dengan proses pengerjaannya adalah sebagai berikut :
a. Kualitas 1 - 4 adalah untuk pengerjaan yang sangat teliti. Misalnya
pembuatan alat ukur, instrument optik dan lain-lain.
b. Kualitas 5 - 11 adalah untuk proses permsinan biasa, termasu untuk
komponen-komponen yang mampu tukar.
c. Kualitas 12 - 16 adalah untuk proses pengerjaan yang kasar, seperti
pengecoran, penempaan, pengerolan dan sebagainya.
2.8 Pengukuran Proses Kekasaran
Pengukuran adalah suatu proses mengukur atau menilai kualitas
seesuatu yang belum diketahui dengan cara membandingkan, dengan
acuan standar atau menguji dengan suatu alat. Pada dasarnya ada dua
metode pokok pengukuran yaitu pengukuran langsung dan pengukuran
tidak langsung.
Pengukuran langsung adalah pengukuran yang dilakukan secara
langsung dengan membandingkan sesuatu atau benda dengan besaran
atau ukuran standar. Pada pengukuran langsung hasil pengukurannya
dapat dibaca langsung pada alat ukur yang digunakan, beberapa alat
ukur tersebut adalah surface tester dab dial indicator. Pengukuran tidak
langsung adalah pengukuran yang menggunakan sistem kalibrasi dimana
tidak digunakan standar ukuran secara langsung namun melibatkan
beberapa komponen pengukuran yang merupakan satu system
pengukuran.
18

BAB III
METODE PENELITIAN
c.1 Objek Penelitian
Penelitian ini dilaksanakan pada bulan Oktober 2016 – Desember
2016. Penelitian dilakukan di dua tempat, yaitu pengerjaan benda uji di
PT. Cakra Perkasa Jayamulia, Banjarmasin, Kalimantan Selatan,
Indonesia, sedangkan pengujian kekasaran permukaan dilaksanakan di
Lab. Manufaktur Program Studi Teknik Mesin Fakultas Teknik Universitas
Lambung Mangkurat.
c.2 Alat dan Bahan Penelitian
Adapun alat dan bahan yang digunakan pada penelitian ini adalah
sebagai berikut :
a. Alat
Alat yang digunakan dalam peneliltian ini terdiri dari :
1. Mesin Bubut KRISBOW KW 15-486
2. Alat ukur kekasaran permukaan benda (surface roughness tester)
3. Jangka sorong
4. Gergaji besi
5. Penggaris besi
6. Pahat bubut
19

b. Bahan
Pada penelitian ini bahan yang digunakan adalah Baja ST 42
dengan diameter awal 50 mm dan panjang 150 mm.
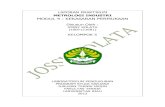
c.3 Teknik Pengumpulan Data
Teknik pengumpulan data dalam penelitian ini dapat digambarkan
dengan bagan aliran proses eksperimen sebagai berikut :
20
Mulai
Persiapan Bahan
Uji Kekasaran
Data Kekasaran
Analisa Data
Kesimpulan
Selesai
Putaran Spindel
Kedalaman Feeding
500 rpm 800 rpm 1200 rpm 0.1 mm 0.3 mm0.2 mm

Gambar 3.1. Diagram Alir Penelitian(Sumber : Dokumentasi Pribadi)
Adapun proses pengumpulan data dari penelitian ini akan di
uraikan dalam tahapan-tahapan di bawah ini :
a. Tahap 1 pembubutan menggunakan kecepatan putaran spindel 500
rpm dan kedalaman feeding 0.1 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel
sebesar 500 rpm dan kedalaman feeding 0.1 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
b. Tahap 2 pembubutan menggunakan kecepatan putaran spindel 500
rpm dan kedalaman feeding 0.2 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel 500
rpm dan kedalaman feeding 0.2 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
21

c. Tahap 3 pembubutan menggunakan kecepatan putaran spindel 500
rpm dan kedalaman feeding 0.3 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel 500
rpm dan kedalaman feeding 0.3 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
d. Tahap 4 pembubutan menggunakan kecepatan putaran spindel 800
rpm dan kedalaman feeding 0.1 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel 800
rpm dan kedalaman feeding 0.1 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
e. Tahap 5 pembubutan menggunakan kecepatan putaran spindel 800
rpm dan kedalaman feeding 0.2 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
22

4) Matikan mesin bubut dan setting kecepatan putaran spindel 800
rpm dan kedalaman feeding 0.2 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
f. Tahap 6 pembubutan menggunakan kecepatan putaran spindel 800
rpm dan kedalaman feeding 0.3 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel 800
rpm dan kedalaman feeding 0.3 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
g. Tahap 7 pembubutan mengggunakan kecepatan putaran spindel
1200 rpm dan kedalaman feeding 0.1 mm.
1) Persiapkan bahan yang akan digunakan dalam dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel 1200
rpm dan kedalaman feeding 0.1 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
h. Tahap 8 pembubutan menggunakan kecepatan putaran spindel 1200
rpm dan kedalaman feeding 0.2 mm.
23

1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putaran spindel 1200
rpm dan kedaalaman feeding 0.2 mm.
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
i. Tahap 9 pembubutan menggunakan kecepatan putaran spindel 1200
rpm dan kedalaman feeding 0.3 mm.
1) Persiapkan bahan yang akan digunakan dalam proses
pembubutan.
2) Pasang bahan pada kepala tetap mesin bubut.
3) Hidupkan mesin bubut dan senterkan bahan yang berada pada
kepala tetap mesin bubut.
4) Matikan mesin bubut dan setting kecepatan putarn spindel 1200
rpm dan kedalaman feeding 0.3 mm
5) Hidupkan mesin bubut dan mulai pengerjaan bahan.
c.4 Jadwal Pelaksanaan Penelitian
Adapun pelaksanaan penelitian ini dilaksanakan seperti pada tabel
berikut ini :
Jadwal September Oktobe
r
November Desembe
r
Januari Februari
Persiapan
Observasi
24

Studi
Literatur
Pembuatan ProposalPengerjaan penelitianLaporan penelitian
DAFTAR PUSTAKA
Abda’u Faizal dan Mahendra S. Arya, 2014, Pengaruh Jenis Pahat, Jenis Pendinginan dan Kedalaman Pemakanan Terhadap Kerataan dan Kekasaran Permukaan Baja ST 42 Pada Proses Bubut Rata Muka, JTM, Volume 03, Universitas Negeri Surabaya.
Arifal R. Gusti dan Mahendra S. Arya, 2014, Pengaruh Kedalaman Pemakanan, Jenis Pendinginan dan Kecepatan Spindel Terhadap Kerataan dan Kekasaran Permukaan Baja ST 42 Pada Proses Bubut Konvensional, JTM, Volume 02, Universitas Negeri Surabaya.
Arikunto, Suharsimi, 2006, Prosedur Penelitian Suatu Pendekatan Praktik, Jakarta : Rineka Cipta.
Callister D. William, 2000, Fundamental Of Material Science And Engineering.
Crayonpedia, 2007, Teknik Permesinan, http://id.crayonpedia.org/wiki/Teknik Permesinan, Diakses pada tanggal 15 November 2016.
Dwi A. Wahyu, 2013, Pengaruh Cutting Speed dan Rasio L/D Terhadap Kesilindrisan Benda Kerja Hasil Finishing Pada Proses Pembubutan Tirus Divergen Dengan Aluminium 6061, Jurnal Konsentrasi Teknik Produksi, Universitas Brawijaya.
Effendi, Hoiri, Mesin Bubut Konvensional SMK PGRI 1 Ngawi, www.grisamesin.wordpress.com, Diakses pada tanggal 15 November 2016.
Effendi, 2000, Pengaruuh Perlakuan Panas Terhadap Perubahan Kekerasan dan Struktur Mikro Material Ni – Hard IV, UNAND, Padang.
Gerling, 1965, All About Machine Tools, New Delhi : Willey Eastern.
Kalpakjian, Serope, 1984, Manufacturing Processes For Engineering Material, 1985, Canada : Addison-Wesley.
25

Lesmono Indra dan Yunus, 2013, Pengaruh Jenis Pahat, Kecepatan Spindel, dan Kedalaman Pemakanan Terhadap Tingkat Kekasaran dan Kekerasan Permukaan Baja ST 42 Pada Proses Bubut Konvensional, JTM, Volume 01, Universitas Negeri Surabaya.
Marsyahyo, Eko, 2003, Mesin Perkakas Pemotongan Logam, Malang : Toga Mas.
Maylana P. Andrias, 2016, Pengaruh Kadar Campuran Prndingin dan Variasi Kecepatan Penyayatan Baja ST 37 Pada Mesin Bubut Konvensional Terhadap Kekasaran Benda Kerja, Artikel Skripsi, Universitas Nusantara PGRI Kediri.
Mubarok, Fahmi, 2008, Metallurgy Laboratory Mechanical Engineering, Dept ITS, Surabaya.
Muin, Syamsir, 1986, Dasar-Dasar Perencanaan dan Mesin-Mesin Perkakas, CV. Rajawali Press, Jakarta-Indonesia
Munadi, Sujudi, 1998, Dasar Dasar Metrologi, Jakarta.
Narbuko, Cholid dan Achmadi Abu, 2005, Metodologi Penelitian, Jakarta : Bumi Aksara.
PN. Rao, 2000, Manufacturing Technology Metal Cutting and Mahine Tool, International Edition, Mac Graw-Hill, Singapore.
Terheidjen C.van, Harun, 1996, Alat-Alat Perkakas. Bandung : Bina Cipta.
Rochim Taufiq, 1993, Teori Dan Teknologi Proses Pemesinan, Jakarta.
Sumbodo Wirawan, dkk, 2008, Teknik Poduksi Mesin Industri Jilid 2, Jakarta : Direktorat Pembinaan sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional.
Surdia T. Dan Saito S., 2000, Pengetahuan Bahan Teknik, Jakarta : PT. Pradnya Paramitha
Supardi, dkk, 2010, Panduan Penulisan Skripsi Program S1, Surabaya : Jurusan Pendidikan Teknik Mesin Fakultas Teknik Universitas Negeri Surabaya.
Syamsir, 1986, Dasar-dasar Perencanaan Perkakas, Jakarta : Rajawali Mas.
Widarto, 2008, Teknik Pemesinan Jilid 1, Jakarta : Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional.
26

LAMPIRAN
27