USULAN PERBAIKAN SISTEM PRODUKSIDIVISI FINISHING … · yang harus dilakukan serta menentukan...
27
TESIS – MM2403 USULAN PERBAIKAN SISTEM PRODUKSI DIVISI FINISHING PADA INDUSTRI SANDAL JEPIT DENGAN MENGGUNAKAN PENDEKATAN LEAN MANUFACTURING ALIFIA MAYA YUNIARTI 9107 201 304 DOSEN PEMBIMBING Prof. Ir. MOSES L SINGGIH, MSc., MRegSc., PhD PROGRAM MAGISTER MANAJEMEN TEKNOLOGI BIDANG KEAHLIAN MANAJEMEN INDUSTRI PROGRAM PASCASARJANA INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2010
Transcript of USULAN PERBAIKAN SISTEM PRODUKSIDIVISI FINISHING … · yang harus dilakukan serta menentukan...

TESIS – MM2403
USULAN PERBAIKAN SISTEM PRODUKSI DIVISI FINISHING
PADA INDUSTRI SANDAL JEPIT DENGAN MENGGUNAKAN
PENDEKATAN LEAN MANUFACTURING
ALIFIA MAYA YUNIARTI
9107 201 304
DOSEN PEMBIMBING
Prof. Ir. MOSES L SINGGIH, MSc., MRegSc., PhD
PROGRAM MAGISTER MANAJEMEN TEKNOLOGI
BIDANG KEAHLIAN MANAJEMEN INDUSTRI
PROGRAM PASCASARJANA
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
2010
BAB 1
PENDAHULUAN� Latar Belakang Masalah
Perusahaan ingin melakukan semaksimal mungkin usahanya sehingga dapat
menghasilkan produk finished good dengan jumlah yang cukup dan diharapkan dapat
merebut pasar dominan dalam industri Sandal Jepit
Sebagai suatu industri manufaktur yang lebih menekankan pada kegiatan operasi produksi
yakni analisa terhadap produk yang dihasilkan, proses perakitan/ assembling, fasilitas yang
digunakan, tatacara dan standar, perencanaan kerja dan pengendalian proses produksi
Maka perusahaan dapat melakukan peningkatan kinerja dengan cara melakukan perbaikan
sistem produksi yang menggunakan analisa nilai proses dengan pendekatan Lean
manufacturing yang ada pada setiap kegiatan proses produksi di Divisi Finishing.
Studi ini menyangkut identifikasi waste (pemborosan) yang terjadi dalam proses produksi.
Hal penting yang perlu diketahui dalam mempelajari sistem produksi tersebut adalah
bagaimana aliran proses produksinya, apa saja yang menjadi sumber pemborosan dan
bagaimana cara menghilangkan atau meminimalkan pemborosan yang terjadi serta
mempelajari kemungkinan dilakukannya perbaikan dalam sistem produksi sehingga
diharapkan memberikan masukan yang tepat agar sistem berlangsung lebih baik.

� Perumusan MasalahMenemukan cara, metode atau alternatif perbaikan sistem operasi produksi dengan pengelolaan sumber daya yang ada secara efisien dan efektif di Divisi Finishingyang nantinya dapat digunakan untuk meningkatkan kinerja sistem produksi dalam rangka memenuhi kapasitas target pencapaian hasil yang diinginkan dalam rangka memenuhi order marketing.
Mencari cara untuk meningkatkan kondisi yang ada sekarang dengan pendekatan lean manufacturing serta analisa nilai proses demi perbaikan sistem proses produksi
Memberikan kontribusi penting bagi perusahaan dalam mengidentifikasi sumber
pemborosan yang terjadi pada sistem produksinya serta dapat diperoleh cara
perbaikan lead time proses produksi yang sedang berlangsung pada saat ini
sehingga bisa memberi masukan bagi perusahaan dalam mengambil action plan
yang harus dilakukan serta menentukan kebijakan strategi operasional kerja di Divisi
Finishing
� Manfaat Penelitian
� Tujuan Penelitian

� Pengamatan dan penelitian hanya pada produk Sandal Jepit artikel tertentu
yakni “Jaya 101” karena artikel inilah yang menjadi produk andalan perusahaan
dan juga mendominasi jumlah order marketing yang diberikan ke Divisi Finishing
� Pengumpulan data kondisi sekarang yang digunakan adalah rekapan/catatan
data yang ada selama kurun waktu September 2008 – Desember 2009
� Usulan perbaikan yang dilakukan adalah fokus pada langkah-langkah untuk
mengeliminasi atau mereduksi waste yang muncul dalam sistem operasi produksi
yang berlangsung di Divisi Finishing
� Batasan Masalah
� Asumsi Yang Digunakan
�Mesin dan alat yang digunakan sesuai kondisi sekarang dan dalam keadaan
normal / tidak mengalami kerusakan
�Penggunaan SDM yang ada sesuai dengan kebutuhan normal per proses.

BAB 2
KAJIAN PUSTAKA DAN DASAR TEORI
� PVA (Process Value Analysis)
PVA (Process Value Analysis) adalah suatu prosedur analisa kualitatif yang bisa secara
cepat dan secara signifikan bisa memperbaiki proses yang ada
Cara pemetaan diatas selalu mempertimbangkan aktivitas-aktivitas yang berlangsung
dalam suatu proses produksi, pada dasarnya dapat dikelompokkan menjadi 3 jenis,
yaitu:
NVA (Non Value Added) adalah semua aktivitas yang tidak memberikan nilai tambah
atau tidak berguna dan memang tidak diperlukan (pure waste) � perlu
dieliminasi/dihilangkan
NNVA (Necessary Non Value Added), mungkin tampak tidak berguna (wasteful) namun
tidak bisa dihilangkan dari proses produksi karena diperlukan sebagai prasarana
terjadinya aktivitas-aktivitas VA � bisa di-reduce/ dikurangi
VA (Value Added) adalah semua aktivitas yang memberikan nilai tambah, yakni
aktivitas-aktivitas yang melibatkan proses pengubahan bahan baku atau bahan
setengah jadi menjadi produk jadi � Aktivitas inilah yang secara nyata diperlukan dan
memberi kontribusi nilai atas produk.

� VSM (Value Stream Mapping)
Pada suatu VSM, maka harus mempunyai komponen Currect state map, Future state
map dan rencana implementasi.
VSM adalah gambaran visual aliran material dan informasi dalam seluruh rangkaian
proses produksi mulai dari awal sampai dengan akhir. Mapping ini juga menunjukkan
keterkaitan antara aliran material dan aliran informasi untuk suatu produk
VSM didasarkan pada konsep dasar Lean Manufacturing, yakni identifikasikan
wastenya lalu hilangkan wastenya, maksudnya suatu aktivitas atau aksi yang tidak
memberikan nilai tambah serta merupakan sesuatu yang pelanggan tidak mau
membayarnya adalah suatu bentuk dari pemborosan dan harus dieliminasi atau
diminimalisasi.
VSM adalah suatu alat perencana yang penting untuk mengidentifikasi perbaikan yang
kritis yang dapat memberi kontribusi dan berpengaruh terhadap bisnis secara signifikan
dengan cara mengusahakan perusahaan untuk mengidentifikasi pemborosan dan
sumbernya untuk memberi nilai suatu aliran proses

� Waste (pemborosan)
• Overproduction = faster than necessary pace (produksi berlebihan)
• Waiting (menunggu)
• Transporting = conveyance = Unnecessary Transport (transportasi = pemindahan
barang yang tidak perlu)
• Inappropriate processing = Complicated process = Over processing (proses yang tidak
tepat = proses yang tidak efisien)
• Unnecessary inventory = excess stock = High stock WIP (persediaan yang tidak perlu =
inventori yang berlebihan)
• Unnecessary/Excess Motion = Human Operator Movement (pergerakan berlebihan =
gerakan yang tidak perlu)
• Defect = correction of mistakes = work error , Re- ..... (cacat produk)
• Underutilization of Employees (meng-under-utilisasi karyawan)
• Information Error = Knowledge Disconnection (informasi yang terputus)
Waste tersebut merupakan non-value adding activities yang harus dieliminasi atau direduksi
agar sistem operasi industri dapat berjalan secara efisien
Awalnya ada Tujuh Tipe Pemborosan (Waste) yang berasal dari Jepang, dikenal dengan
istilah “muda” . Namun pada edisi terakhir dari Lean Manufacturing Classic Lean Thinking,
ada tipe ke-8, sehingga secara umum tipe waste antara lain :

BAB 3
METODA PENELITIAN
� Tempat Penelitian
� Alur Penelitian
PT. Mulia Sentosa, sebuah industri alas kaki dengan produk jadi sandal jepit brand
“Jaya” yang berada di wilayah Waru Gunung-Surabaya
Studi Lapangan Pendahuluan
Perumusan Masalah
Menentukan Tujuan Penelitian
Studi Pustaka/Litelatur
Menentukan Metode Penelitian Yang Digunakan
Studi Lapangan
Pengolahan Data dan Analisa Data Hasil Pengamatan
Kesimpulan dan Usulan Perbaikan
BAB 4
HASIL DAN PEMBAHASAN
� Sejarah Singkat Perusahaan
PT. Mulia Sentosa yang merupakan suatu perusahaan yang didirikan untuk
memenuhi kebutuhan dasar manusia akan alas kaki di seluruh dunia. Sejak berdiri
pada tahun 1970 perusahaan dengan brand ”Jaya” mempunyai komitmen untuk
menjadi brand terbaik dengan metode pengembangan tradisional maupun dengan
proses manufaktur yang modern
Prinsip dasar PAKAI SANDAL , yakni:
P D C A ; Aku Konsisten ; Komunikasi Efektif ; Aku Peduli ; Inovasi ;
Semangat ; Aku Handal ; No Reject ; Disiplin ; Aku Bisa (Yes, We Can) ; Leadership
3 Prioritas Perusahaan, 1. Antisipasi Kebakaran
2. Memaximalkan profit, Meminimalkan loosing
3. Jaya dimana saja

� Visi dan Misi Perusahaan
Visi
”Jaya Di Mana Saja ”
maksudnya brand perusahaan ini harus benar-benar berada dimana-mana,
digunakan oleh siapa saja, kapan saja dan artinya menjadi top leader
dalam bisnis alas kaki (sandal jepit)
Misi
Perusahaan ingin memproduksi sandal yang mempunyai kualitas
yang dapat diterima dalam kuantitas yang cukup untuk dapat
didistribusikan
ke seluruh pelosok Indonesia bahkan seluruh dunia yang dapat dibeli
dan digunakan oleh semua orang.
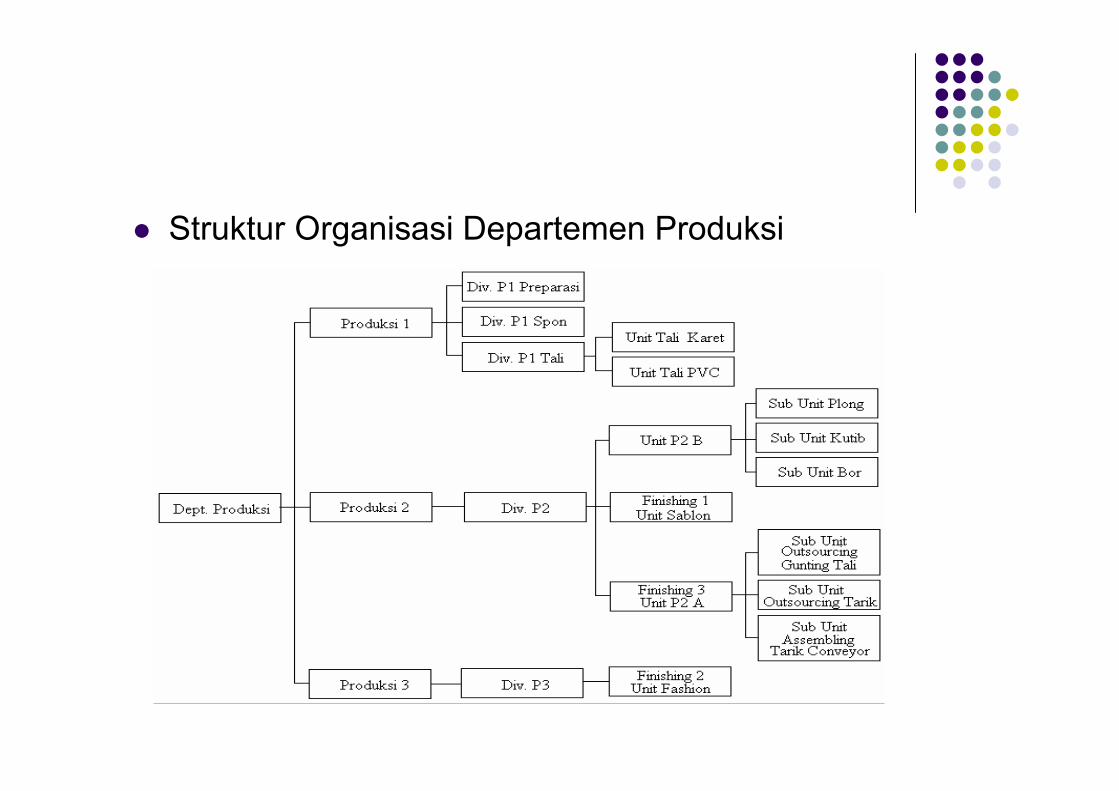
� Struktur Organisasi Departemen Produksi

� Kondisi Kerja dan Produk Yang Dihasilkan
Sandal pada intinya terdiri dari 2 bagian, yakni tapak dan tali yang dirakit dalam satu
kesatuan di bagian assembling divisi finishing
Yang dimaksud dengan tapak adalah suatu bentukan menyerupai telapak/tapak kaki
yang merupakan alas sandal yang dipijak oleh kaki
Yang dimaksud dengan tali adalah suatu bentukan menyerupai tali berbentuk seperti
huruf V dengan leher dan pentol kepala serta 2 kaki kanan kiri (right-left) dan pentol kaki
R-Lnya yang nantinya dapat menghubungkan diantara tapaknya
Perusahaan sebagai industri manufaktur yang bergerak di bidang alas kaki
menghasilkan beberapa jenis produk yakni:
1. Sol & Spon (yang dijual berupa produk setengah jadi)
2. Sandal Fashion (yang dijual berupa produk jadi dengan kemasan)
3. Sandal Basic (yang dijual berupa produk jadi dengan kemasan)

� Data Penelitian
Data penelitian ini diperoleh melalui proses observasi/pengamatan langsung pada
proses produksi pembuatan sandal jepit di PT. Mulia Sentosa
Data yang didapatkan pada saat observasi adalah sbb:
1. Jenis aktivitas yang ada pada proses pembuatan sandal jepit
2. Urutan aktivitas proses pembuatan sandal jepit
3. Waktu pengerjaan tiap-tiap aktivitas proses pembuatan sandal
4. Waktu dan jumlah produksi sandal jepit per hari
Penelitian ini dilakukan di departemen produksi yaitu mulai dari pembuatan spon,
pembuatan tali, pembuatan tapak, proses sablon, proses gerinda, bor, sampai proses
assembling yakni tarik dan conveyor
Penelitian ini dilakukan pada pembuatan produk sandal artikel “Jaya 101”. dalam hal
ini produk yang diteliti adalah melalui proses kompleks dalam sebuah pembuatan sandal
basic sablonan. Maka dilakukan review detail proses persiapan tapak dan tali, serta
proses perakitan sampai pengiriman ke gudangnya.

� Pengumpulan Data
Aliran InformasiPesanan (order) pertama kali diterima oleh Departement PPIC dari Departement
Marketing dalam suatu meeting order setiap periode waktu tertentu � Pihak PPIC akan
membuatkan rencana jatah kerja untuk unit/divisi lain yang ditarik mundur prosesnya,
dalam hal ini dilihat breakdown process by process untuk penyesuaian terhadap jumlah
WIP yang ada sehingga bisa dilakukan adjustment quantity request terhadap unit yang
bersangkutan untuk dapatnya dihasilkan jumlah tertentu yang dibutuhkan untuk
memenuhi kebutuhan assembly line.
Aliran Fisik Dimulai dari pengebonan pihak PPIC terhadap barang tertentu ke gudang untuk
kemudian dikirimkan ke pihak produksi. Atau juga dengan pembuatan rencana jatah
per unit kerja sebelumnya untuk memenuhi kebutuhan unit kerja sesudahnya. Untuk
membuat produk sandal artikel “Jaya 101” maka yang diperlukan adalah
pengechekan terhadap jumlah barang berupa tapak dan tali nya serta plastik lipatan
satuan dan plastik packing ½ lusinan juga karungnya. Apabila pada saat dirunut per
prosesnya ditemukan jumlah tertentu akan dilakukan penjatahan rencana kerja di
unit tersebut yang jumlahnya disesuaikan dengan WIP yang ada di masing-masing
unit agar dapat memenuhi kebutuhan.

� Hasil Pengumpulan Data Penelitian (Alur Proses)
uraian proses pembuatan produk sandal artikel “Jaya 101”

1. Urutan prosesnya untuk persiapan tapak meliputi :
Pembuatan lembaran spon � proses plong � proses kutib � proses sablon
tapak � proses gerinda tapak � siap dilakukan proses perakitan.

2. Urutan prosesnya untuk persiapan tali meliputi :
Pembuatan lembaran tali karet � proses sablon tali � proses gunting tali � siap
dilakukan proses perakitan

3. Urutan prosesnya untuk pembuatan finish good (sandal jadi) meliputi :
Proses perakitan antara tapak dan tali � proses tarik � proses conveyor
� proses kirim gudang
Proses di conveyor ini terdiri dari:
Proses Sortir � Bungkus satuan � Seri � Bungkus
½ lusinan � Jepret � Isi Karung

� Hasil Pengumpulan Data Penelitian (Waktu Proses)
Time Study (Pengukuran Waktu)Total waktu dari pembuatan produk sandal artikel “Jaya 101” = 5 hari 5 jam 58 detik
Waktu terbesar ada pada 3 proses yakni
1 hari = mendinginkan spon agar tidak menyusut saat di plong
1 hari = mendiamkan hasil sablonan agar tidak mengelupas saat proses perakitan
3 hari = mengerjakan proses gunting tali di pihak outsourcing
Selain dari pada itu adalah proses produksi di divisi finishing.
Motion Study dan Current State Mapping
pada proses Finishing
proses sablon tapak
proses gerinda tapak
proses perakitan tapak + tali (Proses Tarik)
proses packing & packaging (Proses Conveyor)
proses Kirim Gudang

� Kuestioner Pemborosan
Kuisioner pemborosan diberikan kepada pelaku produksi yang terkait dalam pembuatan
produk sandal artikel “Jaya 101” untuk mengidentifikasi pemborosan (waste) dengan
pemberian skor pada masing-masing pemborosan (waste) yang terjadi.
Sebelumnya, diberikan penjelasan tentang
7 tipe umum waste yang dimaksudkan
dalam penelitian ini.

� PembahasanAnalisa Identifikasi Seven Waste dan Rootcause Pemborosan
Langkah awal dalam penelitian ini adalah melakukan identifikasi adanya
pemborosan (waste) yang terdapat dalam sistem operasi perusahaan.
Selain melakukan serangkaian interview dengan personel personel perusahaan
yang terkait langsung dengan sistem operasi perusahaan, identifikasi juga dilakukan melalui
pengamatan langsung pada lantai produksi.
Parameter yang menjadi ukuran dalam melakukan identifikasi adanya waste
adalah lead time proses produksi.
Berdasarkan hasil kuisioner pemborosan seven waste yang telah diberikan pada
pihak yang terkait proses produksi dengan ketentuan skor maksimum 10 (paling sering
terjadi) dan minimum 0 (tidak pernah terjadi)
Sehingga didapatkan 3 skor rata rata tertinggi yaitu
unappropriate processing (proses yang tidak tepat) dengan skor 7,9 atau 22,57%
defect (cacat produk) dengan skor 6,7 atau 19,14%
transporting (transportasi) dengan skor 5,9 atau 16,86%

� Usulan Perbaikan Sistem Produksi
Permasalahan pemborosan yang terjadi pada pembuatan produksi sandal artikel “Jaya 101”
ini dapat dilakukan usulan perbaikan dengan cara pendekatan Lean Manufacturing, yakni
suatu sistem aktivitas tindakan nyata yang secara berkesinambungan mencari dan
mengeliminasi waste pada keseluruhan proses dan juga rantai nilai dalam perusahaan
Beberapa tools dengan pendekatan Lean Manufacturing ini antara lain:
• SOP (Standar Operation Procedure)
• Production paced by take time
• Analisa root cause activity dengan 6M (Man, Machine, Material, Measurement, Method, Mother
Nature)
• RFT (Right of the First Time)
• Mistake proofing, (poka-yoke)
• VAR (Value Added Ratio)
• Pull production sistem (Sistem produksi tarik)
• Kaizen process
• Sistem 5R 1 = Ringkas/Seiri /Sort/Clear Out ; 2 = Rapi/Seiton/Set in Order/Classify ; 3 = Resik/Seiso/Shine/Cleaning
4 = Rawat/Seiketsu/Standarize/Conformity ; 5 = Rajin/Shitsuke/Sustain/Custom

1. Proses Pendinginan Spon yang memakan waktu 1 hari setelah menjadi hasil produksi
berupa lembaran spon ini baru bisa dilakukan proses plong. Pengurangan waktunya
dilakukan dengan cara memodifikasi cara pendinginan (non alami) ; testing penemuan
formulasi kimia baru. Waktu proses ini dapat berkurang 1 shift saja (8 jam)
� Sehingga dari 24 jam menjadi 16 jam.
3. Proses gunting tali diluar (outsourcing) yang memakan waktu 3 hari setelah diproduksi
oleh P1 Tali Karet dan dikirim ke pihak eksternal. Proses gunting tali diluar ini dibuatkan
suatu training khusus cara menggunting yang cepat dan baik, dibuatkan program kontrol
ke pihak eksternal, dibuatkan penjadwalan pengiriman ke lokasi penggunting
berdasarkan tingkat urgensi tali tersebut.dan penerapan jatuh tempo
� Sehingga waktu proses ini bisa berkurang menjadi 2 hari
Hal yang lebih perlu diperhatikan adalah pada proses yang memakan waktu
lebih lama dari pada aktivitas proses di Finishing itu sendiri. Yakni:
2. Proses Pendiaman Hasil Sablon yang memakan waktu 1 hari setelah hasil produksi
berupa tapak sablonan ini baru bisa dilakukan proses berikutnya. Pengurangan waktunya
dilakukan dengan cara dilakukan testing penemuan formulasi kimia baru pada tapak,
perekat cat serta catnya itu sendiri ; modifikasi pada saat proses primering dengan mesin
roll primering ; Ada kipas angin disetiap point tertentu dalam 1 meja sablon
� Waktu proses ini bisa berkurang 1 shift saja (8 jam) sehingga dari 24 jam jadi 16 jam.

Didapatkan penghematan waktu dari keseluruhan proses finishing berupa
pengurangan waktu sortir ulang disetiap titik proses
dengan melakukan proses sortir mandiri (self quality checking) pada setiap
saat prosesnya
pengurangan waktu karena adanya re-work
pengurangan waktu langsir (memindahkan tapak dari 1 tempat ke tempat
yang lain)
maka waktu lain-lain dalam pengerjaan proses ini bisa dipakai untuk proses
intinya sehingga bisa menghasilkan lusin yang lebih banyak dalam suatu
waktu jam kerja tersedia yang sama.
Future State Mapping pada proses Finishing
proses sablon tapak
proses gerinda tapak
proses perakitan tapak + tali (Proses Tarik)
proses packing & packaging (Proses Conveyor)
proses Kirim Gudang

BAB 5
KESIMPULAN
� Total kebutuhan waktu alur proses pembuatan produk sandal artikel “Jaya 101” adalah 5 hari 5 jam
� Karena adanya waktu terlama, yakni pendinginan spon, pendiaman hasil sablon, proses outsourcing gunting tali, serta waktu lain di dalam proses yang NVA dan NVAN
� Hal tersebut merupakan waste yang harus diminimalisasi dan dieliminasi
� Ada 3 waste tertinggi antara lain :� Unappropriate processing / proses yang tidak tepat � Skor 7,9 (22,57 %)
� Defect / cacat produk � Skor 6,7 (19,14 %)
� Transporting / transportasi � Skor 5,9 (16,86 %)
� Setelah diketahui akar penyebab terjadinya pemborosan, maka dilakukan pengajuan usulan perbaikannya.
� Dengan melakukan perbaikan proses pada pendinginan spon, pendiaman hasil sablon, proses gunting tali di luar, maka waktu yang mendominasi bisa dikurangi
� Serta di proses finishing, yakni :� pengurangan waktu sortir ulang � penerapan self quality checking pada
saat proses kerja berlangsung
� pengurangan waktu langsir � melakukan aktivitas transportasi hanya pada saat loading dan unloading per proses
� Maka total kebutuhan waktu alur proses pembuatan produk sandal artikel “Jaya 101” menjadi adalah 3 hari 14 jam





![[FINISHING] Buku Pedoman Gratifikasi PKT](https://static.fdokumen.com/doc/165x107/61896d4dfa645b78d97a8c87/finishing-buku-pedoman-gratifikasi-pkt.jpg)