Tugas Besar UAS (Material Handling)
102
TUGAS AKHIR PERANCANGAN TATA LETAK PABRIK MENENTUKAN METODE PERPINDAHAN MATERIAL YANG OPTIMAL BERDASARKAN PERHITUNGAN OMH, & SUE RATIO PADA PT. MULYASARI BAKERY Diajukan Guna Melengkapi Sebagian Syarat Kelulusan mata kuliah Perancangan Tata Letak Pabrik Disusun Oleh : Katharina Astri Utami (41606010019) Fauzan Miftah (41606010005) Tatang Permana (41606010015) PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS MERCU BUANA JAKARTA 2010 1
-
Upload
evarcrazy89 -
Category
Documents
-
view
398 -
download
23
description
Material Handling
Transcript of Tugas Besar UAS (Material Handling)
TUGAS AKHIR PERANCANGAN TATA LETAK PABRIK
MENENTUKAN METODE PERPINDAHAN MATERIAL YANG
OPTIMAL BERDASARKAN PERHITUNGAN OMH, & SUE RATIO
PADA
PT. MULYASARI BAKERY
Diajukan Guna Melengkapi Sebagian Syarat
Kelulusan mata kuliah Perancangan Tata Letak Pabrik
Disusun Oleh :Katharina Astri Utami (41606010019)Fauzan Miftah (41606010005)Tatang Permana (41606010015)
PROGRAM STUDI TEKNIK INDUSTRIFAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANAJAKARTA
2010
KATA PENGANTAR
1
Puji dan syukur kehadirat Allah SWT, karena dengan rahmat dan karunia
Nya penulis dapat menyelesaikan Tugas Akhir PTLP sebagai salah satu syarat untuk
memenuhi nilai Tugas Akhir PTLP. Judul yang dipilih oleh penulis dalam Laporan
ini adalah ”MENENTUKAN ALIRAN BAHAN YANG OPTIMAL
BERDASARKAN PERHITUNGAN OMH, MCE, SUE & EU RATIO PADA PT.
MULYASARI BAKERY”.
Di dalam menyelesaikan Tugas Akhir PTLP ini, penulis banyak mendapatkan
dukungan, bimbingan dan bantuan dari berbagai pihak yang sangat berarti dan
berguna sehingga dapat berjalan dengan lancar. Pada kesempatan ini, penulis ingin
menyampaikan terima kasih yang sebesarnya kepada :
1. Kepada bpk. Amin Syukron selaku dosen mata kuliah Perancangn Tata
Letak Pabrik serta pembimbing dalam penulisan Tugas Akhir PTLP.
2. Kepada PT. MULYASARY BAKERY yang telah bersedia dalam
pemgambilan data atau observasi lapangan.
3. Kepada Iyus Yuswandi yang telah memberikan ijin dalam pengambilan
data di PT. MULYASARY BAKERY.
4. Kepada teman-teman angkatan 2006 selaku teman seperjuangan dalam
penulisan Tugas Akhir PTLP.
Kami berharap semoga Tugas Akhir PTLP ini dapat memberikan masukan
serta wawasan bagi para pembacanya. Kami juga menyadari sepenuhnya bahwa
laporan ini masih jauh dari sempurna karena keterbatasan yang dimiliki oleh kami.
Untuk itu, kami mengharapkan kritik dan saran dari para pembaca demi
kesempurnaan Laporan Tugas Akhir PTLP ini.
2
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Dalam menghadapi era pasar bebas, dimana orang-orang industri mengalami
kemajuan yang sangat pesat dan tajamnya kondisi persaingan bisnis, menuntut
pelaku bisnis saat ini untuk mengahasilkan produk yang memenuhi criteria biaya
murah, kualitas produk yang baik, pengiriman produk tepat waktu, dan produk yang
memenuhi keinginan konsumen (product customized).
PT. Mulyasari Bakery adalah suatu perusahaan yang bergerak dalam industri
makanan (food industri). Perusahaan ini awalnya mulai berdiri pada tahun 1990.
Tahun 1990 perusahaan ini merupakan hanya sebuah agen yang menampung banyak
roti dari beberapa pabrik roti yang kemudian akan dijual dan disalurkan lagi ke pihak
ketiga sampai pihak keempat. Karena adanya krisis ekonomi sebagian besar banyak
pabrik yang merugi dan akhirnya gulung tikar. Untuk mengatasi permasalah tersebut
maka pada tahun 2001 agen tersebut mencoba memulai usaha sendiri dengan mulai
membuat roti goreng dengan peralatan yang cukup sederhana dan seadanya serta
menyewa tempat untuk produksi sekaligus merekrut karyawan. Dari hasil
perkembangan produksinya maka diketahuilah bahwa jumlah permintaan roti goring
yang diproduksi semakin meningkat sehingga awalnya yang karyawannya hanya
berjumlah 53 orang sekarang sudah mencapai 123 orang serta peralatan dan mesin
yang digunakanpun juga sudah semakin maju dan mempunyai kapasitas yang
3
lumayan banyak bahkan daerah pasarannya saat ini sudah mencapai Serang, Cikupa
dan Tangerang.
Dilihat dari segi biaya (cost material handling) dan space utilization
efficiency ratio mengharuskan PT. MULYASARI BAKERY untuk memiliki
kemampuan yang flesibel, efektif dan efisien, dengan berbagai cara misalnya menata
ulang fasilitas (re-layout) untuk meminimasi ongkos produksi. Kegiatan menata
ulang fasilitas (re-layout) merupakan penempatan fasilitas-fasilitas pada lokasi-lokasi
tertentu menjadi hal yang perlu dilakukan dan frekuensinya menjadi lebih sering.
Usaha menata ulang fasilitas tersebut perlu dilakukan mengingat tata letak fasilitas
yang ada, selanjutnya disebut tata letak yang merupakan komponen pendukung
utama jalannya proses produksi secara keseluruhan dan nantinya diharapkan tata
letak dapat ikut menciptakan suatu system manufaktur atau jasa yang fleksibel
terhadap perubahan-perubahan yang muncul tersebut. Merancang ulang tata letak
yang ada merupakan keharusan dan akan menjadi lebih sering untuk mencapai
system manufaktur yang fleksibel dalam rangka menghasilkan produk seperti yang
diinginkan konsumen perusahaan.
Parameter yang dijadikan tolak ukur perencanaan tata letak fasilitas yang
dinamis adalah minimasi ongkos material handling (OMH) karena menurut
Tompkins dan White bahwa 20 – 50% dari total biaya operasi manufaktur
berasal dari ongkos material handling (OMH) dan ongkos yang berhubungan dengan
tata letak. Apabila fasilitas system manufaktur atau jasa ditata secara optimal
perusahaan dapat mengurangi ongkos produksi dan akan berdampak secara
signifikan terhadap daya saing perusahaan.
1.2 Perumusan Masalah
Pengaturan tata letak fasilitas dan sarana penunjangnya pada lantai produksi
merupakan salah satu upaya untuk meningkatkan efektivitas kerja , baik kerja
operator, lintas produksi, maupun aliran materialnya. Dengan melakukan kembali
evaluasi pada fasilitas produksi yang telah ada pada industri manufaktur ataupun jasa
akan diperoleh alternative konfiguarsi fasilitas yang akan dapat menyederhanakan
pola aliran material. Dalam penelitian ini dapat dirumuskan masalah-masalah yang
akan diselesaikan adalah sebagai berikut :
4
1. apakah rancangan tata letak fasilitas yang ada saat ini, dapat
digunakan pada masa yang akan datang dengan memperhatikan
perubahan atau volume dari demand produksi yang mungkin terjadi
pada setiap periode perencanaan sehingga dapat meminimumkan
ongkos material handling (OMH).
2. Apakah luas bangunan atau ruangan yang telah digunakan untuk
proses material handling telah effisien atau belum.
3. dapatkah layout usulan dapat merancang aliran material sehingga
produksi dapat berjalan dengan lancer, tepat waktu, efektif dan
efisien.
1.3 Tujuan Penelitian
Menyadari akan adanya perubahan-perubahan yang berkaitan dengan tata
letak yang mungkin terjadi pada setiap perencanaan maka diuaraikan tujuan dari
penelitian yang ingin dicapai sebagai berikut :
1. mengidentifikasikan tata letak dan aliran material saat ini
2. mengevaluasi atau merancang ulang tata letak (re-layout) lantai
pabrikasi di PT. Mulyasari Bakery, dengan cara melakukan suatu
perbaikan tata letak sebagai bahan perbandingan, dan memperhatikan
perubahan volume/ demand produksi yang mungkin terjadi pada
setiap periode perencanaan sehingga dapat meminimumkan ongkos
material handling (OMH).
3. membandingkan dan mengetahui apakah space utilization ratio yang
ada pada perusahaan sudah effisien atau belum.
4. memberikan saran-saran atau rekomendasi desain tata letak yang
harus disusun pada masa yang akan datang dan pada setiap periode
perencaannya, dengan memperhatikan perubahan-perubahan dalam
masalah tata letak fasilitas yang dinamis.
5
1.4 Pembatasan Masalah
Karena kompleksnya masalah yang dihadapi, maka ada baiknya dilakukan
pembatasan masalah agar pada pemecahan masalah nantinya dapat terarah dan dapat
dilakukan dengan tuntas. Adapun pembatasan masalah yang dimaksud adalah
sebagai berikut :
1. data yang diperoleh berdasarkan data primer dan sekunder yang ada di
perusahaan.
2. penelitian dilakukan pada PT. Mulyasari Bakery hanya pada lantai
produksi dan gudang di area Front of Line (FOL) dan End of Line
(EOL).
3. pengaruh section di luar lantai pabrikasi yang diteliti yaitu area Front
of Line dan End of Line dalam hal aliran material adalah di luar
penelitian ini.
4. penelitian ini dilakukan untuk mendapatkan perancangan tata letak
fasilitas pabrik berdasarkan ongkos material handling (OMH) yang
minimum ruang lantai yang pabrik yang dugunakan sebagai area
perancangan diketahui berbentuk geometris empat persegi panjang
yang terdiri atas beberapa satu satuan luas tata letak.
5. mendapatkan hasil akhir metode perbaikan apa yang lebih sesuai
untuk tata letak fasilitas pabrik tersebut
6. kerusakan mesin, peralatan dan pengaturan tenaga kerja tidak
diperhitungkan.
6
BAB II
LANDASAN TEORI
2.1 Definisi Dan Pengertian Material Handling
Terdapat banyak sekali definisi atau pengertian yang diberikan untuk material
handling. Walaupun demikian secara sederhana dapatlah dikatakan, bahwa material
handling merupakan mengangkat, mengangkut dan meletakan bahan-bahan dalam
proses di dalam pabrik, kegiatan mana dimulai dari sejak bahan-bahan masuk atau
diterima di pabrik sampai pada saat barang jadi akan dikeluarkan dari pabrik. Setiap
kegiatan-kegiatan yang meliputi mengangkat, memindahkan atau mengangkut dan
meletakan serta meninggikan atau merndahkan bahan-bahan di dalam suatu pabrik,
dapat merupakan sumber yang memungkinkan adanya perbaikan dalam Material
Handling.
Istilah material handling sebenarnya kurang tepat kalau diterjemahkan
sekedar “memindahkan bahan”. Berdasarkan perumusan yang dibuat oleh American
Material Handling Society (AMHS), pengertian mengenai material handling
dinyatakan sebagai ilmu yang meliputi penanganan (handling), pemindahan
(moving), pembungkusan atau pengepakan (packaging), penyimpanan (storing)
sekaligus pengendalian atau pengawasan (controlling) dari bahan atau material
dengan segala bentuknya. Dalam kaitannya dengan aktivitas pemindahan, maka
proses pemindahan ini akan dilaksanakan dari satu lokasi ke lokasi yang alin baik
secara vertical, horizontal maupun lintasan yang membentuk kurva. Demikian pula
7
aktivitas ini dilaksanakan dalam suatu lintasan yang tetap atau berubah-ubah.
Selanjutnya material yang dipindah bisa berbentuk gas, cairan ataupun padat. Dalam
pengertian umum khususnya dikaitkan dengan industri manufacturing aktivitas
pemindahan bahan ini lebih ditujukan untuk memindahkan material dalam bentuk
fisik dan padat (solid).
Berikut ada beberapa istilah umum dijumpai dalam pembahasan mengenai
material handling seperti halnya :
Transport
Adalah pemindahan bahan dalam satuan berat (unit load) atau containers
melalui suatu lintasan yang jaraknya lebih dari 5 feet atau sekitar 1,5 meter.
Transfer
Adalah pemindahan bahan melalui lintasan yang jaraknya kurang dari 5 feet
atau sekitar 1,5 meter.
Bulk Material
Yaitu bahan atau material yang dalam pemindahan tidak memerlukan bag,
barel, bottle, can, drum, dan lain-lain.
Packaged Material
Yaitu bahan atau material yang dalam pemindahan akan memerlukan wadah
atau tempat untuk membawanya dengan mudah seperti bag, box, drum,
bottle, dan lain-lain.
Unit Load
Menunjukkan sejumlah packaged unit tertentu yang bisa dimuat dalam skid
box, pallets, dan lain-lain.
Rehandle
Adalah aktivitas penururnan muata yang ada dalam pallets, skid box, dan
lain-lain.
Pemindahan bahan adalah bagian dari sistem industri yang memberi pengaruh
tentang hubungan dan kondisi fisik dari bahan atau material atau produk terhadap
proses produksi tanpa adanya perubahan-perubahan dan kondisi atau bentuk material
atau produk itu sendiri. Pemindahan bahan ini juga merupakan suatu seni atau ilmu
di dalam memindahkan, membungkus, atau menyimpan bahan dalam segala macam
bentuknya yang ada. Prinsip di dalam menetapkan sistem konsep “the best handling
8
is no handling at all”. Material handling adalah aliran bahan yang harus
direncanakan secermat-cermatnya sehingga material (bahan) akan bisa dipindahkan
pada saat dan menuju lokasi yang tepat.
2.2 Tujuan Material Handling
Perencanaan material handling penting sekali untuk dipelajari karena
kenyataan yang ada penunjukan biaya material handling menyerap sebagian besar
biaya produksi. Tujuan utama dari perencanaaan material handling adalah untuk
mengurangi biaya produksi. Selain itu material handling sangat berpengaruh
terhadap opersi dan perencanaan fasilitas yang diimplementasikan. Beberapa tujuan
dari sisitem material handling antara lain;
1. Menjaga atau mengembangkan kualitas produk, mengurangi kerusakan, dan
memberikan perlindungan terhadap material.
2. Meningkatkan keamanan dan mengembangkan kondisi kerja.
3. Meningkatkan produktivitas:
a. Material akan mengalir pada garis lurus
b. Material akan berpindah dengan jarak sedekat mungkin
c. Perpindahan sejumlah material pada satu kali waktu
d. Mekanisme penanganan material
e. Otomasi penaganan material
f. Menjaga atau mengembangkan rasio antara produksi dan penanganan
material
g. Meningkatkan muatan/beban dengan penggunaan peralatan material
handling otomatis
4. Meningkatkan tingkat penggunaan fasilitas
a. Meningkatkan penggunaan bangunan
b. Pengdaan peralatan sebaguna
c. Standardisasi peralatan material handling
d. Menjaga, dan menempatkan seluruh peralatan sesuai kebutuhan dan
mengembangkanprogram pemeliharaan preventif
e. Integrasi seluruh peralatan material handling dalam suatu sistem
9
5. Mengurangi bobot mati
6. Sebagai pengawasan persediaan
2.3 Jenis Peralatan Material Handling
Tulamg punggung sistem material handling adalah peralatan material
handling. Sebagian besar peralatan yang ada mempunyai karakteristik dan harga
yang berbeda. Semua peralatan material handling diklasifikasikan ke dalam tiga tipe
utama yaitu: conveyor (ban berjalan), crane (derek), dan truck (alat angkut atau
kereta).
1. Conveyor
Conveyor digunakan untuk memindahkan material secara kontinyu dengan
jalur yang tetap.
Keuntungan conveyor:
a. Kapasitas tnggi sehingga memungkinkan untuk memindahkan
material dalam jumlah besar
b. Kecepatan dapat disesuaikan
c. Penanganan dapat digabungkan dengan aktivitas lainnya seperti
proses dan inspeksi
d. Serba guna dan dapat ditaruh diatas lantai maupun diatas operator
e. Bahan dapt disimpan sementra antar stasiun kerja
f. Pengiriman/pengangkutan bahan secara otomatis dan tidak
memerlukan bantuan beberapa operator
g. Tidak memerlukan aisle (gang)
Kerugian conveyor
a. Mengikuti jalur yang tetap sehingga pengangkutan terbatas pada area
tersebut
b. Dimungkinkan terjadi botlenecks dalam sistem
c. Kerusakan pada asalah satu bagian conveyor akan menghentikan
aliran proses
d. Conveyor ada pada tempat yang tetap, sehingga akan mengganggu
gerakan peralatan bermesin lainnya
10
Didalam lingkungan industri, terdapat beberapa tipe conveyor yang
biasa dipergunakan, antara lain belt conveyor, roller conveyor, screw
conveyor, chain conveyor, overhead monorail conveyor, trolley conveyor,
dan sebagainya.
2. Cranes dan hoists
Crenes (derek) dan hoists (kerekan) adalah peralatan diatas yang digunakan
untuk memindahkan beban secara terputus-putus dengan area terbatas.
Keuntungan Cranes dan hoists:
a. Dimungkinkan untuk mengangkat dan memindahkan benda.
b. Keterkaitan dengan lantai kerja/produksi sangat kecil.
c. Lantai kerja yang berguna untuk kerja dapat dihemat dengan
memasang peralatan handling berupa cranes.
Kerugian Cranes dan hoists:
a. Membutuhkan investasi yang besar.
b. Pelayanaan yang tebatas pada area yang ada.
c. Crane hanya bergerak pada arah garis lurus dan tidak dapat dibuat
berputar/belok.
d. Pemakain tidak dapt maksimal sesuai yang diinginkan karena crane
hanya digunakan untuk periode waktu yang pendek setiap hari kerja.
Seperti halnya conveyor, terdapat beberapa tipe cranes dan hoist yang
tergantung dari kegunaannya. Tipe-tipe cranea tersebut antara lain jib crane,
bridge crane, gantry crane, tower crane, stacker crane, dan sebagainya.
3. Trucks
Trucks yang digunakan tangan atau mesin dapat memindahkan material
dengan berbagai macam jalur yang ada. Yang termasuk dalam kelompok
truck antara lain, fork lift trucks, hand trucks, fork trucks, trailer trains, auto
mated guided vehicles (AGV), dan sebgainya.
Keuntungan trucks:
11
a. Peprpindahan tidak menggunakan jalur yang tetap, oleh sebab itu
dapat digunakan di mana-mana selama ruangan dapat untuk dimasuki
trucks.
b. Mampu untuk loading, unloading dan mengangkat kecuali
memindahkan material.
c. Karena gerakannya tidak terbatas, memungkinkan untuk melayani
tempat yang berbeda, truck dapat mencapai tingkat pemakaian yang
tinggi.
Kerugian trucks:
a. Tidak mampu mengani beban yang berat.
b. Mempunyai kapasitas terbatas setiap pengangkutan.
c. Memerlukan gang.
d. Sebagian besar trucks harus dijalankan oleh operator.
e. Trucks tidak bisa melakukan tugas ganda/gabungan yaitu proses dan
inspeksi seperti peralatan lainnya.
2.4 Pertimbangan Perancangan Sistem Material Handling
System material handling pada dasarnya dilakukan guna meningakatkan
efisiensi perpimdahan material dri stu departemen ke departemen lain. Dengan aliran
material yang lebih efisien, biaya material handling akan daptditekan seminimal
mungkin. Efisiensi dapat terwujud jika proses perpindahan material tersebut
menggunakan system dan peralatan yang sesuai. Keputusan mengenai system dan
peralatan pemindah material harus didasarkan atas pertimbangan-pertimbangan yang
matang.
Pertimbangan yang harus dilakukan antara lain menyangkut:
1. Karakteristik material.
2. Tingkat aliran.
3. Tipe tata letak pabrik.
12
2.5 Karakteristik Material
Penggunaan peralatan pemindahan material yang kurang sesuai dengan
material yang ditangani akan meningkatkan biaya dan hal tersebut harus dihindari.
Karakteristik dari suatu material/barang dalam suatu pabrik mutlak untuk diketahui
terlebih dahulu. Karakteristik material antara laim dapt dikategorikan berdasarkan
hal-hal seperti berikut:
Sifat fisik : dapat berupa benda padat, cair, atau gas
Ukuran : seberapa besar volumenya, panjang, lebar, serta tinggi dari
material atau barang
Berat : per buah, per kotak, atau per unit volume.
Kondisi : berupa plat panjang, persegi, bulat dan sebagainya.
Resiko keamanan : apakah mudah meledak, beracun, mudah pecah, mudah
patah, dan sebagainya
Dengan pertimbangan sifat fisik, ukuran, berat, bentuk, dan kondisi material
atau barang yang akan dipindahkan, serta karakter lain dari material akan lebih
mudah ditentukan.
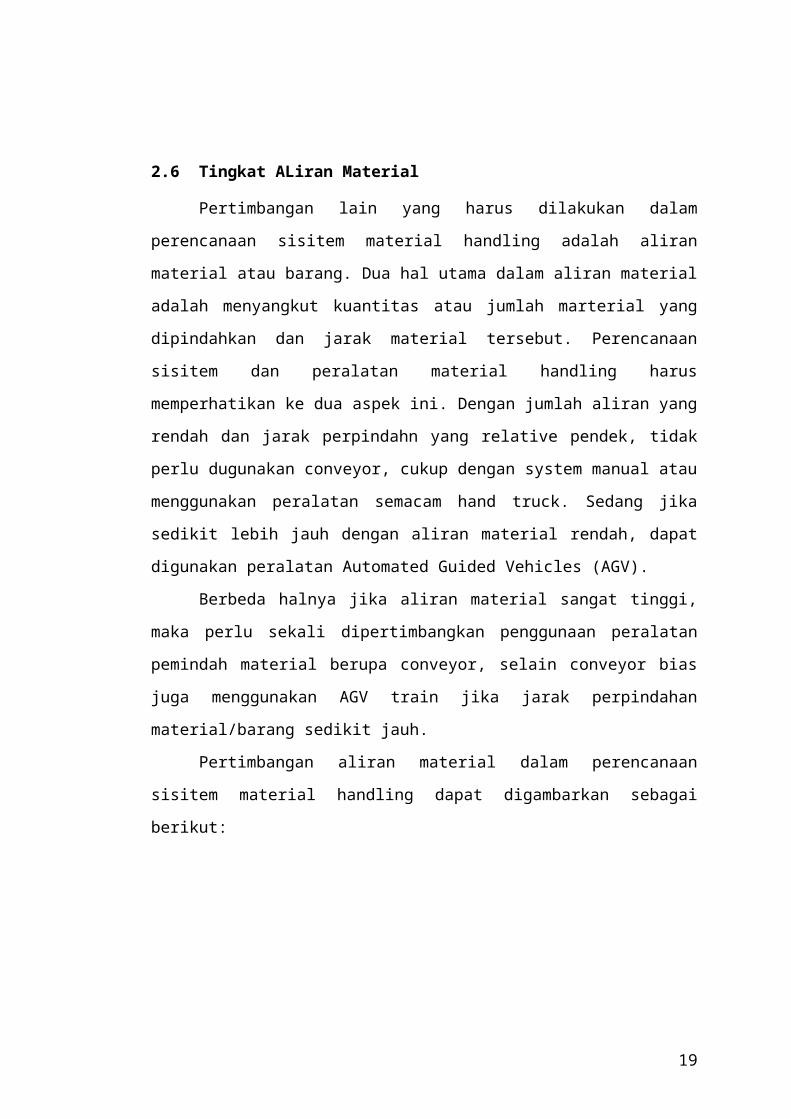
2.6 Tingkat ALiran Material
Pertimbangan lain yang harus dilakukan dalam perencanaan sisitem material
handling adalah aliran material atau barang. Dua hal utama dalam aliran material
adalah menyangkut kuantitas atau jumlah marterial yang dipindahkan dan jarak
material tersebut. Perencanaan sisitem dan peralatan material handling harus
memperhatikan ke dua aspek ini. Dengan jumlah aliran yang rendah dan jarak
perpindahn yang relative pendek, tidak perlu dugunakan conveyor, cukup dengan
system manual atau menggunakan peralatan semacam hand truck. Sedang jika sedikit
lebih jauh dengan aliran material rendah, dapat digunakan peralatan Automated
Guided Vehicles (AGV).
Berbeda halnya jika aliran material sangat tinggi, maka perlu sekali
dipertimbangkan penggunaan peralatan pemindah material berupa conveyor, selain
conveyor bias juga menggunakan AGV train jika jarak perpindahan material/barang
sedikit jauh.
13
Pertimbangan aliran material dalam perencanaan sisitem material handling
dapat digambarkan sebagai berikut:
Gambar 2. 1 Pertimbangan Aliran Material Dalam Perencanaan Sistem Material
Handling
2.7 Dasar Pemilihan Metode Dan Perlatan Pemindahan Bahan
Perencanaan dan penyelesaian masalah mengenai pemindahan bahan
memerlukan banyak data atau informasi yang berdasarkan survey pabrik antara lain :
a) Faktor –faktor bangunan pabrik (plant factors)
Disini terutama yang harus disurvei adalah kodisi dari bangunan
pabrik yang meliputi antara lain data mengenai :
Ukuran bangunan (building size)
Jarak antara masing-masing kolom penyangga bangunan pabrik yang
ada
Lebar jalan lintasan (aisle) baik yang merupakan jalan lintasan utama
ataupun jalan lntasan antar departemen
Kapasitas menahan beban dari lantai, kolom, dan lain-lain
Tinggi langit-langit, instalasi perpipaan, jaringan kabel listrik, dan
lain-lain
b) Factor-faktor metode kerja (method factors)
Di sini terutama diusahakan untuk mendapatkan beberapa data yang
antara lain mencakup :
14
Macam mesin dan peralatan yang dipergunakan untuk proses produksi
Prinsip kerja dari masing-masing mesin dan peralatan produksi
tersebut
Metode dan urutan proses pengerjaan yang berlangsung
Data yang di dapatkan ini bersama-sama dengan data yang diperoleh dari
plant factors merupakan informasi yang penting guna menentukan alternative
macam peralatan pemindahan bahan yang cocok untuk dipergunakan.
c) Produk dan bahan
Disamping kedua data tersebut diatas, maka pemilihan kapasitas
daripada pesawat pengangkat yang akan dipergunakanjuga didasarkan pada
informasi data mengenai produk atau material yang hendak dipindahkan,
yaitu meliputi data mengenai :
Dimensi ukuan material atau produk yang hendak dipindahkan
Berat material atau produk
Karakteristik khusus yang dumiliki oleh material atau produk tersebut
d) Metode pemindahan bahan yang ada
Disini survey ditujukan untuk mencari data mengenai jenis peralatan
pemindahan bahan yang sedang digunakan. Kemudian berdasarkan data ini
dilakukan evaluasi mengenai perlu tidaknya diadakan perubahan ataupun
penambahan pesawat pengangkatan. Disini bisa saja peralatan yang lama
tetap dipergunakan untuk sejumlah produk tertentu, sedangkan peralatan yang
baru terutama ditujukan untuk tipe produk yang lain lagi.
e) Metode pemindahan bahan yang diusulkan
Langkah ini adalah merupakan proses memilih, menyeleksi, ataupun
mengevaluasi berbagai macam alternative pesawat pengangkatan yang cocok
dipergunakan berdasarkan data teknis yang telah disurvei sebelumnya.
Seperti halnya dalam pemilihan mesin, langkah ini biasanya diambil dengan
memperhatikan catalog yang dikeluarkan oleh pabrik pembuatnya.
f) Data-data analisa ekonomis
Demikianlah setelah kelima langkah tersebut di atas selesai
dilaksanakan, maka langkah terakhir yang harus dilakukan adalah membuat
evaluasi dan analisa biaya yang harus dikeluarkan untuk peralatan ini.
15
Analisa ekonomis ini pada dasarnya dilakukan dengan memperhatikan
beberapa data tentang first cost, biaya depresiasi, direct labor cost, biaya
untuk perawatan, biaya untuk energi atau listrik, pajak, asuransi dan lain-lain.
Peralatan pemindahan bahan baku banyak pengaruhnya terhadap
kecepatan pemindahan bahan; biaya operasi, dan juga efisiensi total dari
seluruh unit-unit proses manufacturing. Untuk itu material handling
equipment yang dipilih seharusnya juga mempunyai sifat fleksibilitas yang
tinggi, yaitu kemampuan untuk menghadapi jenis produk atau bahan yang
bermacam-macam yang bisa disebabkan adanya perubahan jenis produk atau
bahan baku yang harus dibuat dan atau penambahan jumlah atau volume
produk dimasa mendatang. Pemilihan peralatan pemindahan bahan juga dapat
diklasifikasikan pada gerakan dasar perpindahan yang akan dilakukan oleh
peralatan tersebut. Gerakan perpindahan ini dapat dibedakan atas :
Lintasan tetap atau fleksibel
Gerakan perpindahan yang terputus-putus atau continue
Jarak lintasan perpindahan jauh dan dekat
Perpindahan bahan diselenggarakan di dalam atau di luar pabrik
Gerakan perpindahan ke arah vertical, horizontal, membentuk sudut,
ataukah merupakan kurva.
Mengenai peralatan untuk perpindahan bahan ada empat tipe dasar yang
umum diketahui yaitu :
a. Peralatan pemindahan bahan dengan lintasan tetap
Kadang-kadang peralatan tipe ini disebut pula sebagai
“gravity (powered) devides” dan umumnya digunakan untuk
memindahkan beban-beban yang uniform secara continue dari
suatu lokasi ke lokasi yang lain melalui lintasan yang tetap.
Fungsi utama peralatan tipe ini adalah membawa (convey)
bahan atau produk yang ada. Termasuk dalam kelompok
peralatn ini adalah coveyor dengan segala macam tipe/
modelnya, monorail dan railroad systems, elevator, skip hoists,
piping/duct system, dan lain-lain peralatan pemindahan bahan
16
yang secara permanent terpasang sesuai dengan lintasan yang
harus dilaluinya.
b. Peralatan pemindahan bahan untuk area terbatas
Adalah suatu “overhead devices” yang umumnya
digunakan untuk menggerakkan atau memindahkan
bermacam-macam beban secara berganti-ganti, tidak continue,
diantara beberapa lokasi dalam suatu area. Fungsi utama dari
peralatan ini adalah untuk memindahkan (transfer) benda kerja
dan biasanya lokasinya tetap ditunjang/ bergerak melintas rel
dalam area kerja yang terbatas. Termasuk dalam kelompok
peralatan ini adalah bridge dan jib cranes, cable dan boom
system, gantry cranes, dan lain-lain peralatan pemindahan
bahan yang secara fleksibel dapat beroperasi dalam area kerja
yang terbatas.
c. Peralatan pemindahan material yang bergerak bebas (mobile)
Adalah suatu “hand atau powered vehicles
(nonhighway) yang dipergunakan untuk memindahkan beban
baik yang uniform ataupun tidak secara berganti-ganti dan
tidak continue melalui berbagai lintasan. Fungsi utama dari
peralatan tipe ini adalah manuvering atau transportingbenda
kerja dan bergerak sepanjang jalan lintasan (aisle). Termasuk
dalam kelompok peralatan ini adalah fork-lift truck, skid
trucks, tractors dan trailers, pedestrian power truck, dan lain-
lain industrial vehicles yang dirancang untuk pemakaian
didalam maupun di luar pabrik.
d. Perlengkapan Bantu pemindahan atau penyimpanan bahan
Adalah peralatan yang umum dipergunakan bersama-
sama dengan peralatan dalam bahan dan dimaksudkan untuk
membuat lebih efektifnya aktivitas pemindahan bahan yang
diinginkan. Termasuk di sini jenis pesawat angkat yang
umumnya dipergunakan di dalam gudang (storage) untuk
keperluan penyimpanan atau pengambilan stock. Termasuk
17
pula dalam kelompok peralatan ini antara lain hand trucksm
hand jacks, casters, dollies, chain hoist, power pullers, dock
plates, pallets, skid boxes, scales, racks, bins, shelves, dan
lain-lain.
2.8 Beberapa Aspek Tujuan Pokok Kegiatan Pemindahan bahan
Sudah dijelaskan lebih dulu bahwa aktivitas pemindahan bahan pada
dasarnya tidaklah memberi nilai tambah apa-apa, karena disini tidak terjadi
perubahan bentuk material yang dipindahkan dalam kegiatan ini. Kegiatan material
handling merupakan kegiatan service secara penuh yang tentu saja akan
membutuhkan biaya dan ikut mempengaruhi struktur biaya operasi. Dari hal tersebut
maka aktivitas material handling ini juga merupakan salah satu area yang harus
selalu diawasi, dikontrol dan diperbaiki. Dimana system material handling dalam
suatu industri akan diperbaiki, maka hal tersebut akan menuju pada sasaran pokok
sebagi berikut :
a) Menambah kapasitas produksi
Material handling equipment akan merupakan fasilitas produksi yang
fital diperlukan sehingga selalu diusahakan pendayaguanaannya secara
efisien dan efektif guna menaikkan kapasitas kerjanya. Peningkatan
kapasitas kerja dari peralatan material handling bisa ditempuh lewat cara-
cara :
Menambah produktivitas kerja per man-hour
Meningkatkan efisiensi mesin atau peralatan material handling
dengan mereduksi down time
Menjaga kelancaran aliran kerja dalam pabrik dengan jalan tidak
membiarkan terjadinya idle atau tumpukan material
Memperbaiki control kegiatan produksi melalui penjadwalan
produksi yang terencana baik dan pengawasan ketat
b) Mengurangi limbah buangan (waste)
Factor penting yang sering terabaikan adalah mengurangi kesalahan-
kesalahan material handling yang bisa menyebabkan kerusakan-kerusakan
material yang dipindahkan sehingga akhirnya material tersebut tidak bisa
18
terpakai lagi dalam kegiatan produksi (waste). Untuk menghindari
timbulnya material terbuang (waste) dalam jumlah besar yang diakibatkan
aktivitas material handling yang tidak benar maka harus diperhatikan hal-
hal seperti :
Eliminasi kerusakan material dengan melaksanakan pemindahan
material secara hati-hati selama proses berlangsung
Fleksibilitas untuk memenuhi ketentuan-ketentuan khusus yang
disyarat untuk memindahkan material ditinjau dari sifat dan
karakternya.
c) Memperbaiki kondisi area kerja (working conditions)
Factor ini bisa mendatangkan manfaat terhadap peningkatan
produktivitas dan tentu saja membantu mengurangi biaya. Material
handling yang lebih baik akan dapat dicapai melalui usaha-usaha seperti :
Menjaga kondisi area kerja yang nyaman dan aman
Mengurangi factor kelelahan dari operator
Memperbaiki perasaan nyaman bekerja bagi operator
Memotivasi pekerja untuk mau bekerja lebih produktif lagi
d) Memperbaiki distribusi material
Kegiatan material handling juga meliputi seluruh kegiatan yang
berkaitan dengan mendistribusikan produk akhir (finished goods product)
secepatnya untuk sampai ke tangan pelanggan (customer) yang
membutuhkan yang mana hal ini tentunya akan memberi efek langsung ke
harga jual produksinya. Kegiatan material handling dalam hal ini
berkepentingan dengan sasaran untuk :
Mengurangi kerusakan dalam proses pemindahan atau pengiriman
yang harus ditempuh
Memperbaiki route pemindahan yang harus ditempuh
Memperbaiki fasilitas pergudangan dan cara pengaturannya
Menambah efisiensi kerja dalam proses shipping dan receiving
e) Mengurangi biaya
19
Pengurangan biaya disini tentu saja diartikan sebagai pengurangan
biaya secara total, tidak sekedar mengurangi biaya di satu sector tapi akan
memberi kenaikan di sector lainnya.
Menambah produktivitas kerja
Mengurangi dan mengendalikan inventories
Pemanfaatan luas area untuk hal-hal yang lebih baik lagi
Mengurangi kegiatan pemindahan dalam bentuk gerakan-gerakan
yang tidak efisien dengan cara merencanakan route pemindahan
secara lebih teliti sebelumnya
Mengatur jadwal pemnidahan material secara terprogram ketat
sehingga bias dihindariantrian-antrian maupun kekacauan di
dalam pelaksanaan pemindahan material di lapangan.
2.9 Pengaruh Pemindahan Bahan Terhadap Perencanaan Tata Letak
Pabrik
Seperti yang di definisikan maka tata letak pabrik adalah suatu aktivitas desin
yang berkaitan dengan tanggung jawab dalam pengaturan lokasi dari setiap fasilitas
manufacturing baik yang berhubungan langsung dengan fungsi layanan (service).
Desain layout akan memiliki pengaruh yang sangat kuat dalam menentukan biaya
dan tingkat efisiensi dari system material handling yang diaplikasikan dibandingkan
dengan desain lainnya. Dengan demikian pada saat perencanaan layout suatu pabrik
pada saat itu pula secara bersamaan juga dipikirkan desain fasilitas material handling
yang akan diaplikasikan. Perlu dicamkan benar-benar bahwa sekali pabrik telah
berdiri, layout fasilitas produksinya sudah ditetapkan dan mesin serta peralatan
produksi lainnya sudah terpasang, maka di saat itu pula akan tipis kemungkinannya
kita bisa memperbaiki metode material handling bahkan hampir tidak ada
kesempatan lagi untuk mengelimir operations yang sedang berlangsung.
Pertimbangan factor material handling baik metode maupun peralatan yang
akan dipakai jelas harus selalu diperhatikan pada saat kita membuat desain layout
pada saat awalnya. Sekali keliru maka seterusnya kita akan menjalankan kekeliruan
tadi sampai ada kesempatan untuk merombak sama sekali layout yang exist. Untuk
membantu mereka yang bertugas untuk mendesain layout, maka data berikut ini bisa
20
dipakai sebagai petunjuk-petunjuk secara garis besar tentang aspek-aspek material
handling :
Material handling data (jenis material yang dipindahkan, bentuk dimensi,
berat, sifat atau karakteristik dan lain-lain) harus bisa dikumpulkan secara
lengkap, karena data ini akan sangat bermanfaat pada saat merencanakan
preliminary layout.
Frekuensi gerak perpindahan material berapa kali suatu material harus
dipindahkan ke suatu tempat tertentu harus bisa diketahui. Demikian pula
jarak perpindahannya.
Kapasitas dan kemampuan dari setiap aspek yang berkaitan dengan system
material handling harus dievaluasi.
Jadwal perencanaan kerja (produksi) dan inventory harus dibuat dan
diketahui.
Aisle dan luas area untuk trucks, conveyors, cranes, elevator dan peralatan
material handling lainnya yang dibutuhkan harus dialokasikan di dalam
penetapan luas area pabrik yang diperlukan. Alokasi luasan ini tentu saja
akan didasarkan pada volume dan arah perpindahan material yang
direncanakan.
Receiving, storage, dan shipping facilities harus direncanakan secara tepat.
Disarankan untuk mampu menangani kapasitas kerja yang lebih besar dari
rata-rata yang ada.
Pengoperasian kegiatan material handling haruslah dibawah pengawasan
(supervise) dan pendayagunaan secara maksimum dari operator, mesin dan
peralatan material handling yang ada.
Ruang untuk gudang (storage) baik untuk material ataupun supplies haruslah
dialokasikan sedemikian rupa sehingga tidak menimbulkan kemacetan-
kemacetan pada saat operasi produksi berjalan. Hal ini terutama sekali
ditujukan untuk in process storage.
Semua data yang ada ini harus selalu dinikmati, dievaluasi dan dilakukan
koreksi-koreksi seperlunya bilamana suatu saat perencanaan produksi atau
inventory akan berubah.
21
Operasional kegiatan material handling hanya akan efektif dan efisien
bilamana kondisi fisik dari layout yang dirancang tadi memungkinkannya. Banyak
factor yang dapat memberi kontribusi kea rah kegiatan handling yang sia-sia, seperti
halnya dengan lebar aisle yang tidak efisien dan layak atau kapasitas storage yang
tidak memenuhi syarat, dan lain-lain. Semua itu sering terjadi begitu layout dan
bangunan pabrik telah didirikan. Material handling akan dapat membantu dan
memberi manfaat yang besar bagi perencanaan layout pabrik bilamana aturan-aturan
tersebut di bawah ini diikuti dengan seksama :
a. Perencanaan menyeluruh
Suatu survey yang menyeluruh terhadap kegiatan operasional
dalam hal ini perlu dibuat. Pengetahuan yang luas mengenai
persyaratan dan karakteristik operasional dari setiap proses yang ada
akan membentu mengatasi problem yang mungkin terjadi. Sebagai
contoh bilamana pengaruh instalasi suatu proses bisa memberi
problem handling pada operasi di tempat lain. Penambahan kegiatan
operasional secara menyeluruh juga akan menghindarkan kita dari
problem-problem bottle-neck karena ketidakseimbangan waktu kerja
diantara masing-masing proses yang ada.
b. Rencanakan route perpindahan selurus mungkin (straight line)
Konsep dasar dari tata letak pabrik yang baik adalah
mengusahakan aliran material untuk berpindah secara smooth dan
efektif. Minimalisasi jumlah (frekuensi) perpindahan dan juga jarak
tempuhnya akan merupakan factor pokok yang ingin dicapai. Disini
juga sedapat mungkin dihindari terjadinya gerakan perpindahan balik
(back tracking), gerakan saling memotong dan lain-lain gerakan
perpindahan yang tidak perlu.
c. Kombinasi kegiatan handling dengan processing bilamana dalam
prakteknya memungkinkan
Bilamana dalam prakteknya bisa dilakukan maka pada saat
perpindahan material terjadi, disaat itu pula suatu proses
dilangsungkan. Disini tentu saja harus disediakan service yang selalu
siap sewaktu-waktu aliran material harus dihentikan.
22
d. Pertimbangan factor-faktor tertentu pada saat mendesain layout untuk
area shipping dan receiving
Di sini area yang cukup, lokasi yang tepat pemilihan material
handling aquipment yang cocok akan merupakan factor pokok yang
harus dipertimbangkan pada saat kita akan merencanakan layout
untuk kegiatan shipping dan receiving. Selain itu beberapa factor lain
juga harus dievaluasi seperti : checking, weighing, receiving,
inspection, local unitizing, pengaturan distribusi, perubahan-
perubahan jadwal dari apa yang telah direncanakan dan lain-lain.
e. Pertimbangan fakor-faktor tertentu pada saat mendesain layout untuk
stoppage
Factor-faktor tersebut antara lain seperti bentuk atau batasan
bangunan yang ada, lokasi gudang relative terhadap area shipping
receiving producting area, pengaturan di dalam warehouse, rate of
stock turn over, kapasitas maksimum-minimum, FIFO atau LIFO
plan, identifikasi dan standarisasi material yang disimpan standarisasi
container, perubahan-perubahan jadwal produksi, fluktuasi kerja, dan
lain-lain.
f. Pertimbangan factor-faktor tertentu pada saat mendesain layout untuk
area produksi
Factor-faktor yang harus dipertimbangkan disini antara lain
meliputi jumlah atau frekuensi handling sekecil mungkin, aliran
material terbaik yang dimungkinkan, mengurangi working process,
kecukupan jalan pintas (aisle) untuk pelaksanaan material handling.
Ketetapan handling, standarisasi containes yang dipakai, dan lain-lain.
2.10 Metode String Diagram
Sring diagram adalah suatu alat untuk menggambarkan elemen-elemen aliran
dari suatu lay-out dengan menggunakan alat berupa tali, kawat, atau benang untuk
menunjukan lintasan perpindahan bahan dari suatu lokasi area yang lain. Dengan
memperhatikan skala yang ada, kita kemudian dapat mengukur berupa panjang tali
yang berupa lintasan yang harus ditempuh untuk memindahkan bahan tersebut.
23
Dengan menggunakan beberapa jenis aliran bahan atau komponen yang perlu
dipindahkan dalam proses pengerjaan, pada lintasan-lintasan tertentu (dimana tali
atau kawat tersebut akan saling bersilangan satu sma lain, padat atau mengumpul jadi
satu) kita dapat memperkirakan kemungkinan terjadinya kemacetan atau bottleneck
pada lokasi-lokasi tersebut.
2.11 Metode Hungarian
Dal;am pembahasan mengenai lokasi pabrik telah diaplikasikan satu metode
atau teknik analisis yang disebut dengan metode “transportation programming”.
Teknik yang sama dapat pula dipakai untuk perancangan system pemindahan bahan.
Sebagai contoh, suatu problem transportasi dapat diformulasikan untuk
mengalokasikan truck,fork lift, hand truck ataupun peralatan material handling
lainnya untuk melayani suplai atau pengiriman material ke seluruh departemen yang
ada dalam pabrik yang memerlukannya. Suatu teknik lain yang sama dengan metode
transportasi adalah metode penugasan atau “assignment method” teknik ini akan
mengalokasikan sumber-sumber yang langka seperti halnya yang dilakukan dengan
metode transportastion programming; tetapi disini hanya menangani satu menit
setiap saat tertentu. Metode penugasan ini dikembangkan sejak tahun 1955 oleh
W.H. Kuhn, dank arena dasar analisis yang dibuat mengikuti suatu teorema
matematika yang dibuat oleh dua ahli matematika kebangsaan Hungaria yaitu
Koning & Egervasy maka metode ini dikenal sebagai “metode Hungarian”.
Dalam menyelesaikan masalah yang ada berdasarkan metode Hungarian
maka langkah-langkah yang harus dilakukan adalah :
1. buat matriks persoalan yang ada biasa disebut “original matriks”. Dari matrik
tersebut dapat dikurangkan suatu langkah tertentu dari setiap elemen dalam
baris yang khusus tanpa mempengaruhi solusi itu sendiri. Angka
pengurangan dalam hal ini dipilih yang terkecil baik untuk baris maupun
kolom. Langkah pengurang dengan angka terkecil disebut dengan “reduced
matriks in row”.
2. Selanjutnya berdasarkan data baru yang diperoleh dalam reduced matriks in
row dilakukan langkah-langkah penyelasaian yang sama, hanya saja dsini
pengurangan akan dilakukan terhadap data pada kolom matriks yang biasa
disebut dengan “reduced matriks in colomn”.
24
3. Langkah selajutnya adalah membuat penugasan atau assignment yaitu dengan
mengalokasikan unit-unit pada sel matriks yang bernilai nol.
4. Untuk mengecek apakah solusi yang telah dibuat sudah optimal atau tidak,
maka hal tersebut bisa dilakukan dengan melihat jumlah angka-angka
pengurangan, baik untuk angka pengurangan dalam baris atau kolom yang
harus sama dengan angka-angka dalam original matriks diman unit-unit
penugasan tersebut dialokasikan. Kondisi ini disebut sebagai “zero cost
assignment”.
2.12 Aspek- Aspek Biaya Pemindahan Bahan (Material Handling Cost)
Secara umum biaya material handling akan terbagi atas tiga klasifikasi :
Biaya yang berkaitan dengan trasnportasi raw material dari sumber asalnya
menuju pabrik dan pengirirman finished goods product ke konsumen yang
membutuhkannya. Biaya transportasi disini merupakan fungsi yang
berkaitan langsung dengan pemilihan lokasi pabrik dengan memperhatikan
tempat dimana sumber material berada serta lokasi pada tujuannya.
In plant receiving and storage, yaitu biaya-biaya diperlukan untuk gerakan
perpindahan material dari proses satu ke proses berikutnya, warehousing
serta pengirirman produk lainnya.
Handling materials yang dilakukan operator pada mesin atau peralatan
kerjanya serta proses perakitan yang berlangsung di atas meja perakitan.
Di dalam usaha menganalisa material handling costs, maka factor-faktor berikut ini
sudah seharusnya diperhatikan benar-benar, yaitu antara lain :
a. Materials
Harga pembelian dari mesin atau peralatan
Biaya seluruh material yang dipergunakan
Maintenance costs dan repair-parts inventory
Direct power cost (kilowatt-hour), bahan baker dan lain-lain
Biaya untuk peralatan Bantu (pelengkap)
Biaya untuk oli
Biaya instalasi, termasuk disini seluruh material dan biaya
upah pekerja dan pengaturan kembali
25
b. Salary dan wages
Direct labor costs (seluruh personil yang terlibat di dalam
pengoperasian peralatan material handling)
Training costs untuk menjalankan peralatan material
handling tersebut
Indirect labor costs (staff & service departemen) dan lain-lain
c. Financial charges
Interest untuk investasi peralatan material handling
Biaya asuransi, property taxes, depresiasi, dan lain-lain
Untuk mengurangi biaya-biaya material handling maka berikut diberikan
beberapa hal yang sekiranya akan mempengaruhi biaya material handling dan untuk
itu harus dicegah atau dikoreksi sesegera mungkin :
a) Idle machine time
Machine downtime akan berarti penurunan produktivitas kerja dan
tentu saja akan berarti yang terbuang. Bilamana mesin bekerja pelan atau
berhenti sama sekali karena aliran material tidak lancer atau suplai material
terlambat, maka hal ini bisa dikatakan sebagai ketidakefisienan pemakaian
fasilitas material handling.
b) Production bottle necks
Suatu interupsi terhadap aliran produksi akibat keterlambatan material
akan dapat menghentikan seluruh proses produksi (khususnya untuk continue
industry).
c) Rehandling material
Setiap kali suatu item harus ditangani, digerakkan atau dipindahkan
maka hal ini berarti akan membutuhkan biaya. Teknik material handling
seharusnya direncanakan dengan sebaik-baiknya sehingga akan bisa
mengurangi frekuensi pemindahan material.
d) Large inventories
Inventory pada dasarnya akan membutuhkan modal dan memerlukan
fasilitas pergudanganyang sesuai. Biasanya semakin efisien perencanaan
system material handling akan semakin efisien pula kebutuhan invetorynya.
e) Poor space utilization
26
Kebutuhan ruangan akan direpresentasikan dengan uang yang
disediakan. Perencanaan material handling yang efektif akan dapat
mengoptimalkan pemanfaatan ruang yang tersedia.
f) Excessive maintenance
Biaya maintenance untuk peralatan material handling akan berarti dua
kehilangan yang kita peroleh, yaitu waktu dan material yang dipakai untuk
perawatan (corrective action) ditambah dengan waktu yang hilang dari
penggunaan peralatan itu sendiri. Aplikasi yang kurang tepat dari peralatan
material handling akan menyebabkan hal-hal seperti yang diuraikan tersebut.
g) In efficient use of labor
Pekerja atau operator bagian produksi dibayar untuk bekerja
menghasilkan produk yang dikehendaki. Setiap saat waktu yang mereka
miliki ternyata dipakai untuk kegiatan material handling, maka akan terjadi
kehilangan kesempatan untuk melakukan hal-hal yang produktif.
h) Damaged material
Kerusakan material akibat handling sering kali menimbulkan biaya
yang besar, untuk itu pemilihan metode dan peralatan material handling yang
tepat akan dapat mencegah kerusakan-kerusakan karena handling ini.
i) Demurrace
Bilamana fasilitas material handling dibiarkan saja idle untuk
beberapa lama, maka extra cost akan keluar sia-sia akibat hal tersebut.
Penggunaan peralatan material handling secara efisien akan membantu
mengatasi permasalahan ini.
j) In efficient use of equipment
Industri material handling equipment pada dasarnya membutuhkan
biaya baik untuk investasinya maupun aplikasinya (operasional). Bilamana
suatu peralatan material handling yang bernilai Rp 10.000,- per jam yang
digunakan untuk pekerjaan pemindahan material yang sesungguhnya mampu
untuk ditangani oleh peralatan senilai Rp 5.000,- per jam, maka dalam hal ini
kerugian yang dihadapi jelas nampak. Material handling equipment
seharusnya dipilih menurut efektivitas fungsional dan tingkat efisiensi yang
tinggi.
27
2.13 Keuntungan Aliran Barang Terencana
Penekanan yang terlalu besar tidak dapat diletakan pada pentingnya
penentuan perencanaan paling efisien untuk aliran barang sepanjang fasilitas.
Tepatnya pada titik inilah kebanyakan perencanaan pengilangan menemui kegagalan.
Memang, bukan hal yang tidak biasa bagi satu kelompok pimpinan untuk
merencanakan sebuah bangunan pabrik, mendirikannya, kemudian surut ke belakang.
Hanya dengan merancang satu pola aliran induk, di awal-awal tahapan perencanaan,
seseorang dapat menyakini bahwa semua usaha perencanaan berikutnya akan
terarahmenuju tujuan yang berharga. Hal ini bukan menyatakan bahwa, pola aliran
yang melengkapi tahapan awal perencanaan,tidak dapat diubah di tahap-tahap
perencanaan menuju tataletak akhir.
Sebuah pola aliran barang yang direncanakan dengan baik dan cermat
mempunyai beberapa keuntungan, dan pola aliran yang baik akan menuju pencapaian
beberapa tujuan rancangan fasilitas, bebrapa keuntungan itu adalah :
1. Menaikan efisiensi produksi, produktifitas.
2. Pemanfaatan ruangan pabrik yang lebih baik.
3. Kegiatan pemindahan yang lebih sederhana.
4. Pemanfaatan peralatan lebih baik ; mengurangi waktu menganggur.
5. Mengurangi waktu dalam proses.
6. Mengurangi persediaan dalam proses.
7. Pemanfaatan tenaga kerja lebih efisien.
8. Mengurangi kerusakan produk.
9. Kecelakaan minimal.
10. Mengurangi jarak jalan kaki.
11. Mengurangi kemacetan lalu lintas di gang.
12. Dasar bagi tataletak yang efisien.
13. Penyeliaan lebih mudah.
14. Pengendalian produksi lebih sederhana.
15. Langkah balik minimum.
28
16. Aliran produksi lancar.
17. Proses penjadwalan lebih baik.
18. Mengurangi kondisi penuh sesak.
19. Kerumah tanggan lebih baik.
20. Urutan pekerjaan logis.
Jika pemanfaatan seperti itu dapat dicapai dengan merencanakan aliran
barang, tidaklah sulit melihat kesalahan yang berkembang dalam perusahaan yang
mempunyai pola aliran tidak terencana. Dan, nyatanya, sebaiknya ada perencanaan
aliran yang berlaku sekarang, dan perencanaan aliran induk atau pola untuk
perencanaan jangka panjang.
Perlunya sebuah pola aliran induk
Tidak ada fasilitas yang berorientasiproduksi boleh hadir tanpa pola aliran induk
yang tepat untuk dipergunakan dalam perencanaan yang sedang berlangsung. Pola
aliran induk ini harus menunjukan tulang punggung proses produksi keseluruhan,
dan harus didiskusikan setiap kali ditemukan perlunya perubahan fasilitas. Dengan
menggunakan pola aliran sebagai pedoman menyeluruh akan terjamin bahwa tidak
ada peralatan atau departemen yang diletakan atau dipindahkan tanpa diberi
pertimbangan yang tepat sehubungan dengan aliran barang keseluruhan.
Bersama lintasan yang sama, kemungkinan ada pola aliran induk jangka panjang,
yang direncanakan untuk menggambarkan perluasan fasilitas yang diharapkan dalam
5 atau 10 tahun atau lebih. Kembali, tidak ada perubahan fasilitas yang dapat dibuat
tanpa acuan pola aliran jangka panjang, untuk menjaga agar semua perubahan yang
dilakukan searah dengan pola aliran barang jangka panjang dan menyeluruh. Dapat
ditunjukan bahwa dasar pemikiran berikut dapat memberikan perubahan bertahap
dari pola aliran yang ada sekarang, ke pola aliran di masa datang yang direncanakan
untuk meningkatkan kemampuan produksi keseluruhan perusahaan.
2.14 Kemungkinan-kemungkinan Aliran
Perancangan tataletak berpengalaman menyarankan sejumlah cara potensial
atau dasar bagi aliran barang menyeluru. Sementara beberapa diantaranya
menyangkut aliran barang, beberapa yang lainnya mengacu pada karakteristik
29
masalah atau proses tataletak. Alternative-alternatif itu adalah untuk
dipertimbangkan rancangan aliran, dan mengarahkan agar aliran didasarkan atas
aliran barang, produk, pegawai, atau kegiatan yang:
1. membutuhkan mesin-mesin atau peralatan serupa.
2. membutuhkan proses yang sama.
3. membutuhkan operasi yang sama.
4. mengikuti urutan operasi
5. memiliki waktu operasi yang sama
6. memiliki bentuk, ukuran, kegunaan atau rancangan yang sama
7. menuntut derajat mutu yang sama
8. terbuat dari bahan yang serupa
begitu perancang tataletak mengamati dan meninjau dokumentasi aliran sejalan
dengan senarai faktor dan patokan terdahulu, dia harus berusaha menggambarkan
kesimpulan mengenai faktor dan patokan yang mungkin cocok dengan situasi yang
dihadapinya. Akan tampak nanti bahwa beberapa metode yang dikemukakan di atas
berhubungan dengan cara tataletak proses, produk atau kelompok, yang harus
ditinjau pada kesempatan ini. Dalam seluruh kemungkinan, aliran keseluruhan untuk
produk produksi massal akan tetap didasarkan pada tuntutan aliran barang dan
komponen. Sedangkan, untuk job-shop atau yang sejenis, dan proses-proses serta
operasi-operasi penunjang, aliran dapat dipengaruhi oleh beberapa faktor di atas.
Karakteristik-karakteristikaliran masing-masing yang khas, harus dipertimbangkan
dalam pola aliran keseluruhan.
2.15 Pola Aliran Umum
Rekayasawan tataletak yang berpengalaman mengetahui bahwa kebanyakan
persoalan aliran barang sesuai dengan salah satu dari sejumlah kecil pola aliran
barang umum. Beberapa komentar akan membantu memahami pemakaian pola yang
ditunjukan:
30
1. garis lurus dapat digunakan jika proses produksi pendek, relatif sederhana,
dan hanya mengandung sedikit komponen atau beberapa peralatan produksi.
2. seperti ular atau zig-zag dapat diterapkan jika lintasan lebih panjang dari
ruangan yang dapat digunakan untuk ditempatinya, dan karena berbelok-
belok dengan sendirinya untuk memberikan lintasan aliran yang lebih
panjang dalam bangunan dengan luas, bentuk dan ukuran yang lebih
ekonomis.
3. bentuk U: dapat diterapkan jika produk jadinya mengakhiri proses pada
tempat yang relatif sama dengan awal proses – karena keadaan fasilitas
transportasi pemakaian masin bersama,
4. melingkar: dapat diterapkan jika diharapkan barang atau produk kembali ke
tempat yang tapat waktu memulai, seperti pada: (a).Bak-cetakan penuangan
(b).penerimaan dan pengiriman terletak pada satu tempat yang sama (c).
Digunakan mesin dengan rangkain yang sama untuk kedua kalinya.
5. bersudut ganjil: pola tak tentu, tetapi sangat sering ditemui (a) jikatujuan
utamanya untuk memperpendek lintasan aliran antar kelompok dari wilayah
yang berdekatan (b) jika pemindahannya mekanis (c) jika keterbatasan tidak
memberi kemungkinan pola lain, (d) jika lokasi permanen dari fasilitas yang
ada menuntut seperti itu.
Jika sebuah fasilitas mempunyai tempat penerimaan dan pengiriman, dapat dilihat
bahwa tidak banyak ragam pola aliran umum yang dapat menghubungkan kedua
tempat itu. Tentu saja sifat pola aliran akan menggambarkan jumlah komponen
dalam produk, atau proses yang sedang dilaksanakan. Akan dapat diperhatikan nanti
bahwa pola aliran tertentu menunjukan modifikasi atas pola aliran umum yang
terlihat seperti pada :
Jika sebuah fasilitas mempunyai tempat penerimaan dan pengiriman, dapat dilihat
bahwa tidak banyak ragam pola aliran umum yang dapat menghubungkan kedua
tempat itu. Tentu saja sifat pola aliran akan menggambarkan jumlah komponen
dalam produk, atau proses yang sedang dilaksanakan. Akan dapat diperhatikan nanti
31
bahwa pola aliran tertentu menunjukan modifikasi atas pola aliran umum yang
terlihat seperti pada :
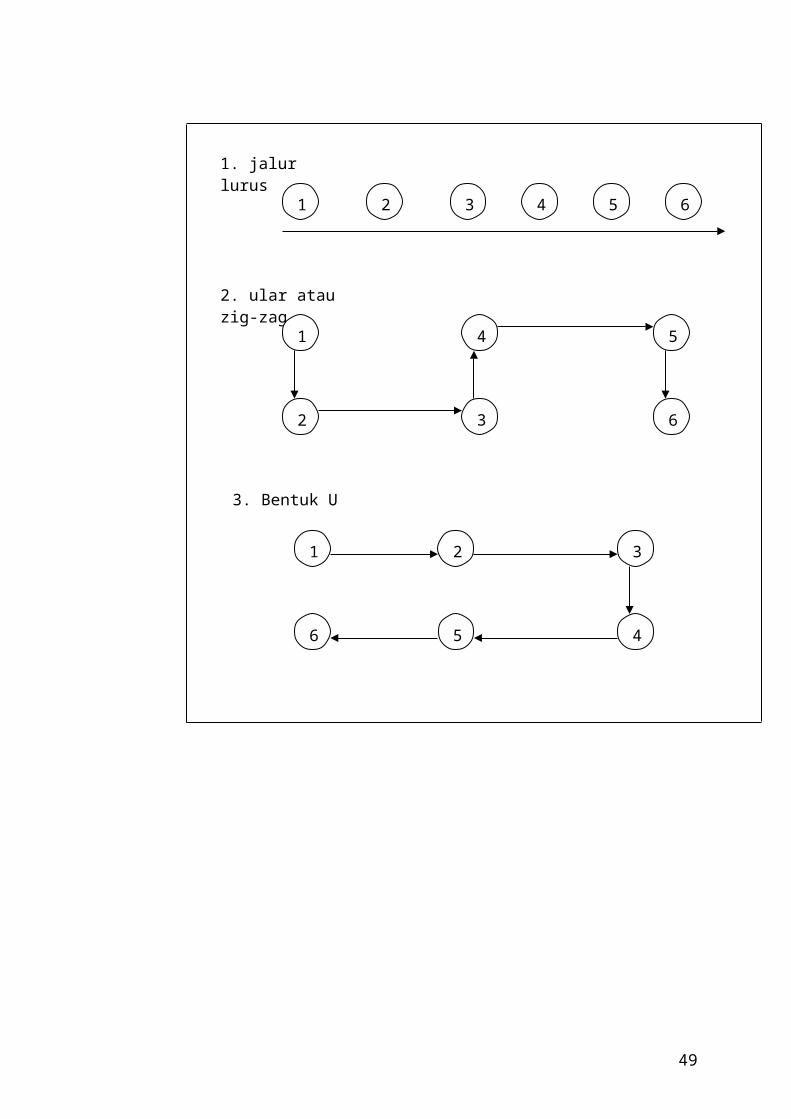
1. jalur lurus
1 2 3 4 5 6
2. ular atau zig-zag
1
2 3
4 5
6
1
6 5 4
2 3
32
3. Bentuk U
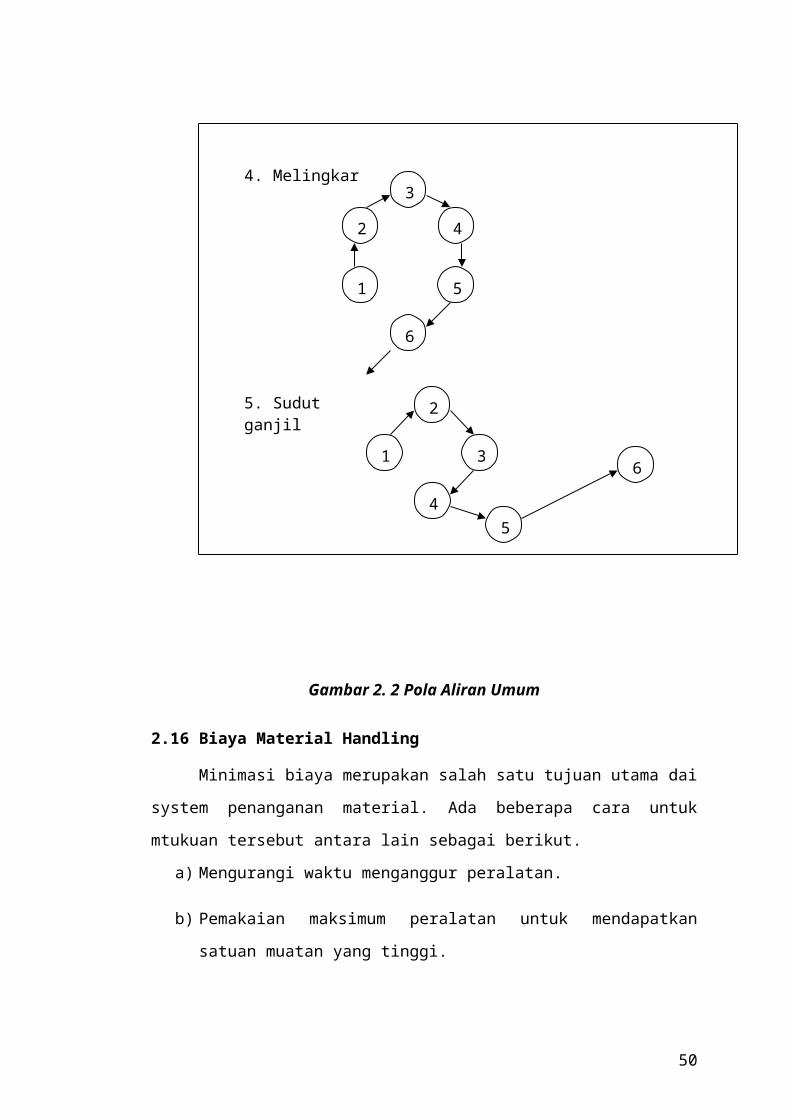
Gambar 2. 2 Pola Aliran Umum
2.16 Biaya Material Handling
Minimasi biaya merupakan salah satu tujuan utama dai system penanganan
material. Ada beberapa cara untuk mtukuan tersebut antara lain sebagai berikut.
a) Mengurangi waktu menganggur peralatan.
b) Pemakaian maksimum peralatan untuk mendapatkan satuan muatan yang
tinggi.
c) Meminimumkan perpindahan penanganan material dan mengurangi gerakan
mundur untuk mengurangi biaya operasi.
4. Melingkar
2
6
5
4
3
1
5. Sudut ganjil
1
2
3
4
5
6
33
d) Mengatur departemen-deoartemen sedekat mungkin agar perpindahan
material menjadi pendek.
e) Mencegah perbaikan yang besar dengan melakukan perencanaan aktivitas
perawatan yang lebih baik.
f) Harus menggunakan peralatan yang lebih baik untuk mengurangi kerusakan
material dan menggunakan muatan satuan yang sesuai.
g) Sedapat mungkin menggunakan prinsip gravitasi, yang dapat mengurangi
biaya operasi.
h) Menghindari pekerjaan-pekerjaan yang tidak aman bagi tenaga kerja sepeti
mengangkat beban yang terlalu berat.
i) Mengurangi keanekaragaman jenis peralatan untuk mengurangi kebutuhan
investasi dan keanakaragaman komponen/spare part.
j) Mengganti peralatan yang sudah using dengan yang baru agar lebih efisien.
Peraturan ongkos material handling dapat digunakan sebagai dasar untuk
menentukan tata letak fasilitas. Ditinjau dari segi biaya, tata letak yang lebih baik
adalah yang mempunyai total ongkos material handling kecil. Meskipun dalam hal
ini biaya bukan satu-satunya indicator untuk menyatakan bahwa tata letak itu baik
dan masih banyak factor-faktor lain yang perlu di pertimbangkan. Secara umunm
biaya yang termasuk dalam perencanaan dan operasi system penanganan material
adalah sebagai berikut.
1) Biaya investasi
Yang termasuk biaya ini adalah pembelian peralatan, harga komponen alat
bantu dan biaya instalansi.
2) Biaya operasi, yang terdiri dari:
a. Biaya perawatan.
b. Biaya bahan bakar.
c. Biaya tenaga kerja yang terdiri dari upah dan jaminan kecelakaan.
34
3) Biaya pembelian muatan, yang digolongkan dalam pembelian pallets dan
container.
4) Biaya yang menyakut maslah pengepakan dan kerusakan material.
2.17 Pemindahan Bahan Dan Upaya Peningkatan Produktivitas
Definisi umum produktivitas adalah rasio input output. Di dunia industri
pengertian mengenai produktivitas ini dinyatakan sebagai rasio dari biaya incoming
materials per biaya finished goods product yang dihasilkan. Biaya incoming
materials biasanya di sini ditentukan oleh supplier materials yang bersangkutan,
sedangkan biaya dari proses produksi akan bergantung pada desain dan kemampuan
dari mesin produksinya. Dalam kaitannya dengan aplikasi materials handling maka
pengukuran produktivitas kerja material handling ini bisa dinyatakan dalam bentuk
resiko.
Material handling labor
Direct labor handling loss
Movement atau operation
Manufacturing cycle efficiency
Space utilization efficiency
Equipment utilization
Aisle space potensial
a) Material handling labor ratio
Rasio ini merepresentasikan jumlah personil yang terlibat dan
bertanggung jawab atas kegiatan material handling dibadningkan dengan total
tenaga kerja yang ada. Secara umum material handling labor ratio ini dapat
dirumuskan sebagai berikut :
personil yang bertugas dalam kegiatan material handling
total personil yang dioperasikan dalam pabrik
rasio MHL ini akan bisa digunakan untuk menjawab persoalan
berikut:
Mengontrol pengeluaran dasar untuk kegiatan material handling
khususnya yang berkaitan dengan total labor
35
Menentukan kemungkinan perbaikan di dalam pemindahan material
menuju dan ke luar pabrik serta diantara operasi-operasi yang
berlangsung
Mengatur derajat kesuksesan dari setiap perubahan kegiatan material
handling dalam arti “labor saving”
b) Direct labor handling-loss ratio
Merupakan rasio waktu material handling yang hilang disesebakan
oleh direct labor terhadap total waktu direct labor yang dipakai untuk kerja.
Rasio dipakai untuk mengatur waktu efektif dari direct labor yang hilang
karena yang bersangkutan harus melaksanakan pekerjaan-pekerjaan handling
materials, padahal waktunya tersebut seharusnya deapat dipakai untuk hal-hal
yang lebih produktif. Direct handling rasio ditunjukkan dalam formula
sebagai berikut :
DLHL-ratio = waktu produktif hilang karena material handling
Total waktu bekerja dari direct labor tersebut
Rasio ini berguna untuk mengecek waktu produktif (yang bisa
diharapkan untuk menghasilkan produk)yang hilang pada saat operasi
berlangsung karena kegiatan material handling dan untuk itu mencoba
mencari kondisi-kondisi yang mampu memberikan metode handling yang
jauh lebih efektif dan efisien. Umumnya DLHL ratio akan konstan nilainya
untuk suatu operasi sampai kemudian dilakukan perubahan-perubahan
didalam prosedur atau metode kerjanya. Umumnya DLHL ratio akan konstan
nilainya untuk suatu operasi sampai kemudian dilakukan perubahan-
perubahan didalam prosedur atau metode kerjanya. Untuk mencari DLHL
ratio kita akan bergantung pada pengukuran-pengukuran waktu baku untuk
suatu operasi pekerjaan. Berdasarkan waktu standar yang diperoleh
khususnya dat waktu yang berkaitan dengan elemen-elemen pekerjaan maka
kita akan dapat melihat data waktu untuk pekerjaan atau operasi yang
diperlukan untuk pekerjaan atau operasi produktif dan non produktif (dalam
hal ini yang dimaksudkan adalah data waktu yang diperlukan untuk kegiatan
handling). Selanjutnya kita tinggal membandingkan atau mencari rasio antara
total waktu yang dipakai untuk kegiatan handling dan total waktu untuk
36
penyelesaian pekerjaan tersebut. Selain menggunakan data waktu standar,
maka rasio DLHL ini bisa pula dicari dengan menggunakan metode work
sampling. Dengan melakukan observasi secara acak (random) maka dengan
metode work sampling ini akan bisa diperoleh prosentase waktu yang dipakai
untuk kegiatan handling dibandingkan dengan kegiatan penyelesaian secara
keseluruhan. Dengan mengkonversikan waktu yang hilang karena kegiatan
handling (non productive works) dengan nilai uang per satuan waktunya,
maka kita akan bisa mengestimasikan berapa uang yang “hilang” karena
elemen-elemen kerja yang tidak produktif ini. Untuk itu tentu saja tindakan
korektif perlu segera dilakukan.
c) Movement operation ratio
MOR ini menunjukkan perbandingan antara gerakan-gerakan yang
perlu dilakukan dalam suatu proses terhadap jumlah operasi yang produktif
perlu dilakukan untuk membuat sebuah produk. Sebagai contoh, bilamana
disini diperlukan 25 operasi produktif untuk membuat sebuah produk dan di
dalam pelaksanaannya tadi material atau part harus bergerak pindah dari satu
proses ke proses lainnya sebanyak 125 kali maka rasio akan menjadi 125 : 25
(atau 5 : 1). Secara matermatis hal ini dapat diformulasikan sebagai berikut :
M/O ratio = jumlah gerakan perpindahan material yang terjadi
Jumlah operasi produktif yang dilaksanakan
MOR akan mengukur efisiensi relative dari suatu perencanaan
material handling.
d) Manufacturing cycle efficiency
MCE adalah rasio dari aktual produktif yang diperlukan untuk
membuat suatu produk dengan total time-nya. Dengan kata lain, MCE ini
merupakan ukuran dari waktu yang diperlukan untuk membuat suatu produk
dalam kondisi nyatanya. Rasio di sini akan mengukur efisiensi dari suatu
system produksi. Rasio MCE dapat diformulasikan sebagai berikut :
MCE ratio = jumlah waktu untuk kegiatan produksi/ operasi
Waktu yang dibutuhkan untuk membuat produk tersebut
Cara lain yang dipakai untuk menghitung rasio ini adalah dengan
memakai bilangan pembaginya (denominator) berupa total time diantara
37
kedatangan material di warehouse dan pengiriman finished goods product.
Metode ini juga harus mempertimbangkan waktu penyimpanan di gudang
untuk raw material maupun finished productnya.
e) Space utilization efficiency
Rasio SUE adalah perbandingan dari volume (m3) dari ruangan yang
terisi atau termanfaatkan dengan total ruangan yang tersedia. Rasio ini akan
mengukur efisiensi penggunaan ruang yang tersedia. SUE biasanya dipakai
untuk menganalisa pemanfaatan ruangan untuk perguadangan dan
dilaksanakan secara terus menerus (reguler). Untuk ruangan produksi biasa
tidak perlu dilakukan berulang-ulang, karena umumnya disini akan cenderung
tidak banyak berubah. Rasio ini dapat dihitung dengan formulasi sebagai
berikut :
SUE ratio = ruangan (m 3 ) yang terpakai/ termanfatkan
Ruangan (m3) yang tersedia & bisa digunakan
f) Equipment utilization ratio
EUR adalah merupakan perbandingan dari actual output yang bisa
dihasilkan dari suatu fasilitas produksi dengan total kapasitas teoritisnya.
Rasio ini akan mengukur seberapa jauh suatu fasilitas produksi benar-benar
sudah dimanfaatkan, dan dapat dihitung dengan formulasi sebagai berikut :
EU = actual output
Theoretical output
g) Aisle space potensial ratio
ASPR adalah merupakan perbandingan antara aisle floor space yang
ada dikurangi optimum aisle floor space teoritisnya dengan total aisle floor
space yang ada tersebut. Formulasi konkritnya adalah :
ASP ratio = (aisle floor space yang ada) – (aisle floor space teoritis)
Total aisle floor space yang ada
38
BAB III
METODOLOGI PENELITIAN
3.1 Kerangka Pemecahan Masalah
Untuk melakukan pemecahan masalah dan analisa pengolahan data, maka
pada bab ini dikumpulkan data-data sebagai sumber input yang dibutuhkan untuk
pembahasan selanjutnya yang berhubungan dengan kepentingan pemecahan masalah
itu sendiri yang berisikan urutan langkah kegiatan penelitian, mulai dari
perencanaan, pelaksanaan sampai dengan penyelesainnya. Kerangka pemecahan
masalah harus merupakan suatu kesatuan yang utuh menuju pada satu tujuan, yakni
memberikan jawaban atas perumusan masalah yang ada. Adapun metodologi
pemecahan masalah dapat dibagi dalam lima tahapan yaitu :
1. Penetapan topic penelitian
2. Studi pendahuluan
3. Pengumpulan dan pengolahan data
4. Analisa pembahasan masalah
5. Kesimpulan dan saran-saran dari hasil penelitian
Adapun untuk mempermudah dalam pemecahan masalah dengan
menggunakan flow chart pemecahan masalah, yang bertujuan agar urutan proses
pemecahan masalah dapat dianalisa dengan baik.
39
Gambar 3. 1 Flow Chart Pemecahan Masalah
40
3.2 Sistematika Pemecahan Masalah Dengan Flow Chart
Penelitian
Penulis melakukan penelitian langsung ke lapangan untuk mengetahui
secara langsung tentang proses yang ada dilokasi kejadian. Metode ini dapat
dikatakan lebih objektif karena hasil yang didapat teratur dan sesuai dengan
keadaan yang sedang berjalan.
Metode observasi lapangan
Wawancara
Dilakukan dengan berkomunikasi langsung dan Tanya jawab
dengan pihak yang terlibat langsung.
Identifikasi Permasalahan dan Tujuan
Identifikasi permasalahan dan tujuan disini dimaksudkan untuk
mengetahui secara detail mengenai permasalahan yang ada pada perusahaan
tersebut yaitu dari segi tata letak dengan minimum ongkos material handling
(OMH). Dari permasalahan tersebut penulis dapat menarik kesimpulan tujuan
penelitian ini adalah untuk dapat merancang suatu tata letak fasilitas yang
akan mengahasilkan ongkos material handling yang minim.
Studi Literatur
Studi Literatur merupakan pengambilan data-data yang ada dari
pustaka dan buku-buku sebagai bahan teori penunjang pada proses penelitian
ini.
Pengumpulan Data
Pada tahap ini dimulailah langkah-langkah pengumpulan data yang
dibutuhkan untuk mencapai tujuan penelitian. Data-data yang dikumpulkan
antara lain :
Gambaran umum perusahaan
Aliran proses
Layout
Biaya-biaya yang berkaitan dengan penyediaan material
sampai produk
Mesin-mesin yang digunakan
41
Menggambarkan Tata Letak Awal
Disini langkah selanjutnya yaitu menggambarkan tentang tata letak
pabrik dalam lantai produksi dam gudang dengan menggunakan visio.
Inspeksi
Dilakukan pemeriksaan/ pengecekan apakah data-data yang
dibutuhkan sudah cukup atau belum untuk kegiatan selanjutnya yaitu
pengolahan data.
Pembuatan Perbaikan Tata Letak
Disini adalah yang utama yaitu melakukan suatu usulan perbaikan tata
letak yang ada agar lebih efisien dan optimal dengan menggunakan visio.
Hasil dan Analisa
Setelah pengolahan (perbaikan tata letak) maka selanjutnya yaitu
menganalisa tata letak awal dengan usulan tata letak yang telah dirancang
sedemikian rupa dengan perbandingan ongkos material handling yang mana
yang paling minimum.
Kesimpulan dan Saran
Merupakan suatu resume dari hasil penelitian yang menjelaskan
secara singkat dan jelas mengenai Material handling dan ongkos material
handling yang terkait di dalamnya. Disamping itu juga diberikan saran-saran
rancangan untuk suatu tata letak pabrik yang menghasilkan ongkos material
handling yang minimum, efisien dan optimal.
42
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Proses Produksi
Disini telah digambarkan proses produksi roti pada PT.
MULYASARI BAKERY dengan menggunakan Diagram proses.
43
Gambar 4. 1 Diagram Proses Pembuatan Roti
Berikut adalah langkah-langkah dalam proses produksi roti pada
PT.MULYASARI BAKERY adalah sebagai berikut :
1. Tepung terigu, bahan pengempuk, pengembang, pengawet dimasukkan ke
dalam mixer, (sementara itu air, gula, garam dan telur dimasukkan ke dalam
ember dan diaduk sampai halus lalu dimasukkan ke dalam mixer dan
44
dicampur dengan terigu serta bahan obat-obatan yang tadi) dan ditambah
dengan mentega lalu diolah dalam mixer hingga menjadi adonan roti 80%.
2. setelah diolah dalam mixer lalu dimasukkan ke mesin rolling untuk dirolling
hingga menjadi adonan roti 100%.
3. setelah adonan dirolling maka langkah selanjutnya adonan tersebut ditimbang
sesuai dengan pesanan roti yang ada
4. setelah pas ditimbang barulah adonan tersebut yang telah ditimbang
dipotong-potong lalu dibentuk menjadi sebuah roti dan diberi isi dari roti
tersebut dan ditaruh di loyang.
5. setelah roti selesai terbentuk lalu roti tersebut dibiarkan selama kurang lebih
½ jam hingga mengembang
6. barulah setelah mengembang roti yang dalam loyang tersebut dimasukkan ke
dalam oven untuk dipanggang selama 15 menit.
7. roti yang telah dipanggang dibiarkan hingga dingin dan kemudian barulah
dilakukan proses packing ke dalam plastik dan langsung ditaruh dalam box
untuk dijual& di order.
4.1.2 Bahan Baku Roti
Roti yang diproduksi oleh PT. MULYASARI BAKERY sebagian besar
bahan bakunya sebagian besar di order dari pabrik lain. Bahan-bahan bakunya antara
lain yaitu :
Tepung terigu : 100 karung dalam 1 bulan (@karung = 25 kg)
Mentega : 60 kardus dalam 1 bulan (@kardus = 15 kg)
Telor : 1 peti dalam 3 hari (@peti= = 15 kg)
Gula : 15 karung dalam 1 bulan (@karung = 50 kg)
Garam : 100 plastik dalam 1 bulan
Bahan pengembang : 7 kg dalam 1 bulan
Bahan pengempuk : 10 dus dalam 1 bulan
Bahan pengawet : 7 kg dalam 1 bulan
Bahan isi : coklat, kelapa, keju &kacang hijau
45
4.1.3 Luas Bangunan
PT. MULYASARI BAKERY mempunyai struktur bangunan berbentuk
persegi empat dengan luas bengunan 1500 meter x 1500 meter dengan 4 ruangan
yang masing-masing ruangan mempunyai fungsi dan ukuran seindiri. Ukuran dan
klasifikasi dari bangunan tersebut antara lain :
1) Tempat parkir untuk parkir kendaraan karyawan dan parkir
kendaraan pengangkut bahan baku dan produk (roti) dengan
bentuknya hampir menyerupai persegi empat dengan panjang = 1000
meter dan lebarnya = 500 meter. Tempat parkir ini dekat dengan
gudang temapt menyimpan bahan baku.
2) Gudang penyimpanan bahan baku yang berbentuk persegi empat
juga dengan ukuran panjang = 500 meter dan lebar juga = 600 meter.
Gudang penyimpanan bahan baku ini bersebelahan dengan ruang
proses produksi.
3) Tempat proses produksi dengan bentuk persegi empat, panjangnya
= 900 meter dan lebar = 900 meter. Tempat proses produksi ini yang
nantinya akan sangat berpengaruh pada tata letak fasilitas pabrik
tersebut.
4) Ruang pemasaran dan administrasi sekaligus pengiriman
produk, bentuknya persegi panjang dengan ukuran panjang = 600
meter dan lebar = 700 meter. Ruang pemasaran ini letaknya
bersebelahan dengan gudang dan berdekatan dengan ruang produksi.
4.1.4 Macam-macam Fasilitas atau Mesin Dalam Produksi
Disini terdapat enam jenis mesin yang digunakan pada proses produksinya.
Spesifikasinya adalah sebagai berikut :
1. mesin mixer ; mesin yang digunakan untuk mengaduk dan mengolah
bahan-bahan baku menjadi satu dan menjadi adonan setengah jadi.
Panjangnya = 90 cm, lebar = 75 cm dan tingginya = 95 cm.
2. mesin rolling ; mesin yang digunakan untuk merolling adonan
setangah jadi yang dihasilkan oleh mesin mixer menjadi adonan utuh
46
yang diap dibentuk menjadi roti. Panjang mesin tersebut = 115 cm,
lebar = 90 cm dan tingginya = 135 cm.
3. mesin timbang ; mesin yang digunakan untuk menimbang adonan
agar ukurannya seuai dengan pesanan yang akan diproduksi. Panjang
= 100 cm, lebar = 90 cm dan tingginya = 115 cm.
4. mesin potong ; mesin untuk memotong adonan yang sudah ditimbang
untuk lebih diperkecil lagi untuk roti. Panjangnya = 55 cm, lebar = 40
cm, tingginya = 145 cm.
5. meja ; meja disini diperuntukkan untuk mempermudah dan wadah
dalam proses pembentukan roti. Panjang = 245 cm, lebar = 125 cm
dan tinggi = 95 cm.
6. oven ; untuk proses akhir dalam produksi yaitu pemanggangan.
Panjang oven tersebut = 295 cm, lebar = 240 cm dan tingginya = 260
cm.
4.1.5 Layout Pabrik
Gambar 4. 2 Layout PT. MULYASARI BAKERY
47
4.1.6 Pola Aliran Material PT MULYASARI BAKERY
Berdasarkan dari hasil penelitian maka didapatlah pola aliran material yang
terdapat di pabrik tersebut adalah pola aliran dengan bentuk melingkar dengan
gambar dan ukuran atau jarak antar lintasan yaitu :
Gambar 4. 3 Pola Aliran Material Pada PT. MULYASARI BAKERY
4.1.7 Tabel Lokasi Penugasan Truck PT. MULYASARI BAKERY
Pada pembentukan tabel lokasi penugasan truck pada PT. MULYASARI
BAKERY menggunakan alokasi dari jarak antar mesin dan fasilitas pada proses
produksi dengan departemen-departemen yang membutuhkan truck tersebut sebagai
alat bantu angkut material. Ada tiga departemen yang membutuhkan truck sebagi alat
bantu angkut material dari ruang proses produksi yaitu :
Parkir
Gudang
Pengiriman
Sedangkan sumber lokasi yang menjadi patokan dalam pengukuran penugasan truck
ada sembilan lokasi yang masing-masing lokasi mempunyai tugas atau kegiatan-
kegiatan yang berbeda, sembilan lokasi tersebut yaitu :
1. Bagian Mixer
48
2. Ruang Rolling
3. Bagian Timbang
4. Bagian Potong
5. Ruang Pembentukkan
6. Bagian Pengembangan
7. Ruang oven
8. Ruang Pendinginan
9. Ruang Packing
Tabel penugasan truck antar departemen dan lokasi tersebut adalah sebagai berikut :
49
4.2 Pengolahan Data
4.2.1 Perhitungtan Ongkos Material Handling (OMH)
Alat yang digunakan adalah hand truck dengan spesifikasi sebagai berikut :
Untuk membeli hand truck dengan harga Rp 250.000,- dengan perkiraan umur
ekonomis selama 5 tahun, biaya yang diperlukan untuk bongkar atau muat sebesar
Rp 1.000,- . Perawatan untuk hand truck itu sendiri yaitu Rp 5.000,-/hari. Rata-rata
berjalan dalam sehari 50 meter. Alat angkut beroperasi setiap tahun selama 340 hari,
upah operator yaitu Rp 25.000,-/hari. OMH = Rp 1302,88-
Ongkos Material Handling :
1. Menentukan depresiasi dengan menggunakan depresiasi garis lurus
2. Jarak pengangkutan tiap jam
3. Total biaya = biaya (maintenance+bahan bakar + depresiasi + operator)
4. Ongkos material handling (OMH/Meter)
50
4.2.2 Perhitungan Total OMH PT. MULYASARI BAKERY
Gambar 4. 4 Pola Aliran Material Pada PT. MULYASARI BAKERY
Tabel 4. 1 Rute Untuk Truck
Rute Deskripsi
Jarak
(meter) Frekuensi
1 membawa material dari gudang ke mixer 10 5
2 membawa adonan dari mixer ke rolling 2 26
3 membawa adonan dari rolling ke timbangan 2 37
4 proses pemotongan dari timbangan ke mesin pemotong/ pembagi 2 92
5 pembentukan roti dari mesin pembagi ke meja pembentukan 2 92
6 fase menunggu roti mengembang 6 69
7 (proses pembakaran) pengangkatan roti ke dalam oven 6 11
8 fase menunggu roti dingin 15 69
9 pembukusan (packing) roti ke dalam plastik dan box 5 44
51
Tabel 4. 2 From To Chart Rute Truck
0 1 2 3 4 5 6 7 8 9 10
1 0 5/10 0 0 0 0 0 0 0 0
2 0 0 26/2 0 0 0 0 0 0 0
3 0 0 0 37/2 0 0 0 0 0 0
4 0 0 0 0 92/2 0 0 0 0 0
5 0 0 0 0 0 92/2 0 0 0 0
6 0 0 0 0 0 0 69/6 0 0 0
7 0 0 0 0 0 0 0 11/6 0 0
8 0 0 0 0 0 0 0 0 69/15 0
9 0 0 0 0 0 0 0 0 0 44/5
10 0 0 0 0 0 0 0 0 0 0
Total Biaya Pemindahan Material Dengan Aliran Material Saat ini :
Rute I
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 5 x Rp 1.000,-) + ( Rp 1.302,88 x 10 )
= Rp 18.028,8
Rute II
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 26 Rp 1.000,-) + ( Rp 1.302,88 x 2)
= Rp 28.605,76
Rute III
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 37p 1.000,-) + ( Rp 1.302,88 x 2)
= Rp 39.605,76
Rute IV
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 92 x Rp 1.000,-) + ( Rp 1.302,88 x 2)
52
= Rp 94.605,76
Rute V
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 92 Rp 1.000,-) + ( Rp 1.302,88 x 2)
= Rp 94.605,76
Rute VI
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 69 Rp 1.000,-) + ( Rp 1.302,88 x 6)
= Rp 76.817,28
Rute VII
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 11 Rp 1.000,-) + ( Rp 1.302,88 x 6)
= Rp 18.817,28
Rute VIII
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 69 Rp 1.000,-) + ( Rp 1.302,88 x 15)
= Rp 88.543,2
Rute IX
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 44 x Rp 1.000,-) + ( Rp 1.302,88 x 5)
= Rp 50.514,4
Total Biaya
= (Biaya) Rute I + II + III + IV + V + VI + VII + VIII + IX
= Rp 510.144,-
53
Total Perhitungan SUE Ratio
SUE Ratio ruangan ( ) yang terpakai atau termanfaatkan :
ruangan ( ) yang tersedia dan bisa digunakan
SUE Ratio =
4.2.3 Usulan Perbaikan Material Handling Dengan Metode String Diagram
Berdasarkan dari pengamatan pola aliran yang terdapat pada pabrik kurang
tepat sehingga kami kelompok lima mengusulkan pola aliran yang tepat untuk pabrik
tersebut yaitu pola aliran U dengan jarak perpindahan material yang dibuat lebih
dekat sehingga hasilnya dapat lebih efisien dan ekonomis baik dari segi peralatan,
tenaga kerja dan ongkos yang dikeluarkan. Hal ini berdasarkan luas bangunan pabrik
yang relatif tidak terlalu besar dan ruang gerak antar operator dan fasilitas yang
digunakan serta adanya perganti-gantian operator secara acak. Gambar dan hasil
perhitungannya adalah sebagai berikut :
Gambar 4. 5 Pola Aliran Material Usulan
54
Tabel 4. 3 Deskripsi Rute Usulan Untuk Truck
Rute Deskripsi
Jarak
(meter) Frekuensi
1 membawa material dari gudang ke mixer 8 5
2 membawa adonan dari mixer ke rolling 1 26
3 membawa adonan dari rolling ke timbangan 1 37
4 proses pemotongan dari timbangan ke mesin pemotong/ pembagi 1 92
5 pembentukan roti dari mesin pembagi ke meja pembentukan 1 92
6 fase menunggu roti mengembang 3 69
7 (proses pembakaran) pengangkatan roti ke dalam oven 3 11
8 fase menunggu roti dingin 6 69
9 pembukusan (packing) roti ke dalam plastik dan box 2 44
Tabel 4. 4 From To Chart Rute Usulan Truck
0 1 2 3 4 5 6 7 8 9 10
1 0 5/8 0 0 0 0 0 0 0 0
2 0 0 26/1 0 0 0 0 0 0 0
3 0 0 0 37/1 0 0 0 0 0 0
4 0 0 0 0 92/1 0 0 0 0 0
5 0 0 0 0 0 92/1 0 0 0 0
6 0 0 0 0 0 0 69/3 0 0 0
7 0 0 0 0 0 0 0 11/3 0 0
8 0 0 0 0 0 0 0 0 69/6 0
9 0 0 0 0 0 0 0 0 0 44/2
10 0 0 0 0 0 0 0 0 0 0
Total Biaya Pemindahan Material Dengan Aliran Material Yang
Diusulkan :
o Rute I
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 5 x Rp 1.000,-) + ( Rp 1.302,88 x 8 )
= Rp 15.423,04
55
o Rute II
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 26 Rp 1.000,-) + ( Rp 1.302,88 x 1)
= Rp 27.302,88
o Rute III
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 37p 1.000,-) + ( Rp 1.302,88 x 1)
= Rp 38.302,88
o Rute IV
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 92 x Rp 1.000,-) + ( Rp 1.302,88 x 1)
= Rp 93.302,88
o Rute V
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 92 Rp 1.000,-) + ( Rp 1.302,88 x 1)
= Rp 93.302,88
o Rute VI
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 69 Rp 1.000,-) + ( Rp 1.302,88 x 3)
= Rp 72.908,64
o Rute VII
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 11 Rp 1.000,-) + ( Rp 1.302,88 x 3)
= Rp 14.908,64
56
o Rute VIII
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 69 Rp 1.000,-) + ( Rp 1.302,88 x 6)
= Rp 76.817,28
o Rute IX
= (frekuensi perpindahan x biaya bongkar/muat) + (OMH/m x
jarak perpindahan)
= ( 44 x Rp 1.000,-) + ( Rp 1.302,88 x 2)
= Rp 46.609,76
o Total Biaya
= (Biaya) Rute I + II + III + IV + V + VI + VII + VIII + IX
= Rp 478.878,88-
Total Perhitungan SUE Ratio
SUE Ratio ruangan ( ) yang terpakai atau termanfaatkan :
ruangan ( ) yang tersedia dan bisa digunakan
SUE Ratio =
4.2.4 Usulan Perbaikan Material Handling Dengan Metode Hungarian
Pada lantai produksi terdapat truck yang dapat melayani tiga departemen di
pabrik tersebut. Maka disini dilakukan pemecahan masalah bagaimana manajemen
harus mengatur penugasan (assigment) dari masing-masing truck tersebut dengan
langkah-langkah sebagai berikut :
1. membuat original matriks dengan menggunakan jarak antar
departemen dengan lokasi penggunaan truck
57
2. dari matriks diatas tersebut dikurangkan suatu angka tertentu dari
setiap elemen pada baris yang khusus tanpa mempengaruhi solusi itu
sendiri. Angka pengurangan dipilih yang terkecil untuk baris maupun
kolom.
Dilakukanlah ”reduced matriks in row” dengan mengurangkan
matriks tiap baris dengan nilai terkecil dalam tiap baris seperti di
bawah ini :
58
Setelah dilakukan reduced matriks in row maka langkah
selanjutnya melakukan ”reduced matriks in column” dengan
perhitungan sebagai berikut :
59
3. selanjutnya membuat penugasan (assigment) yaitu dengan
mengalokasikan unit-unit pada sel matriks yang bernilai nol yaitu :
penugasan truck dari lokasi : A ke K F ke L
B ke L G ke J
C ke L H ke K
D ke L I ke K
E ke L
60
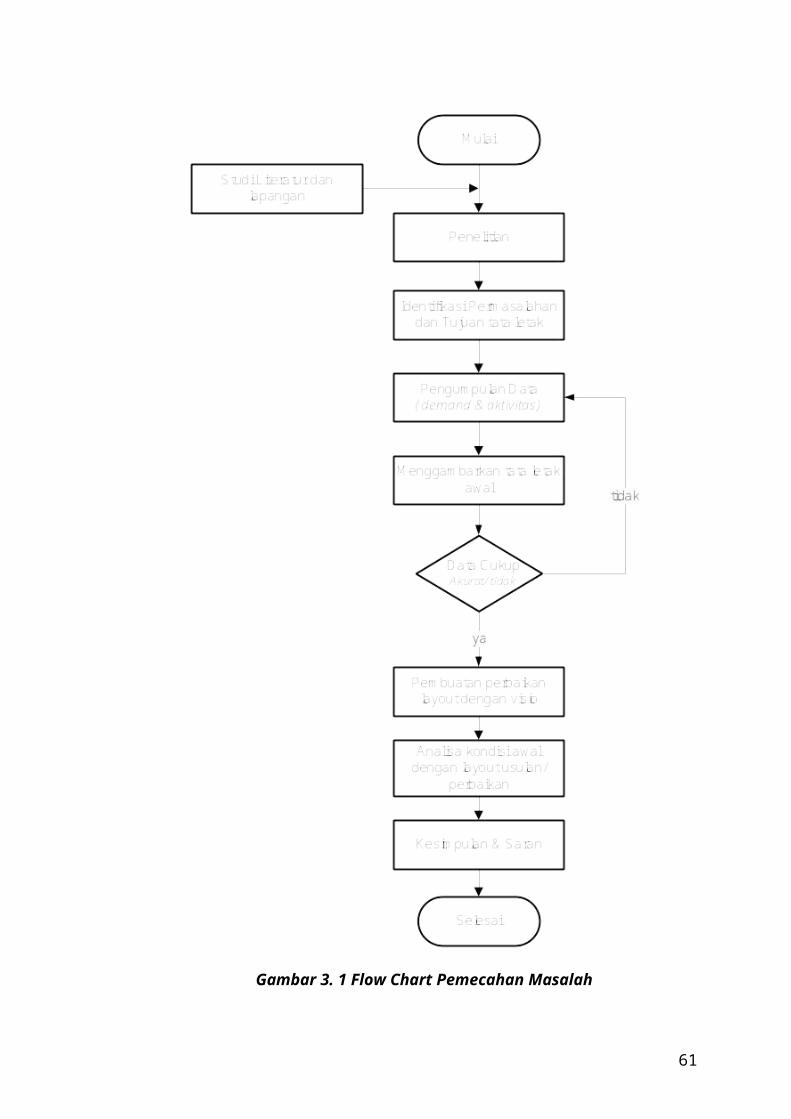
4. menghitung zero cost assigment
zero cost assignment dari jumlah angka-angka pengurangan dalam
baris dan kolom:
= (10.1302,88) + (15.1302,88) + (35.1302,88) + (72.1302,88)
+ (78.1302,88) + (70.1302,88) + (60.1302,88) + (53.1302,88)
+ (37.1302,88) + (10.1302,88) + (0.1302,88) + (0.1302,88)
= Rp 573.267,2-
zero cost assigment dari jumlah angka-angka dalam original
matriks dimana unit-unit penugasan tersebut dialokasikan :
= ((A-K).OMH) + ((B-L).OMH) + ((C-L).OMH) + ((D-
L).OMH) + ((E-L).OMH) + ((F-L).OMH) + ((G-J).OMH)
+ ((H-K).OMH) + ((I-K).OMH)
= (10.1302,88) + (15.1302,88) + (35.1302,88) + (72.1302,88)
+ (78.1302,88) + (70.1302,88) + (70.1302,88) +
(53.1302,88) + (37.1302,88)
= Rp 573.267,2-
berdasarkan perhitungan kedua zero cost assigment diatas sama maka dapat
sehingga penyelesaian matriks yang telah dikerjakan diatas sudah optimal..
Total Perhitungan SUE Ratio
SUE Ratio ruangan ( ) yang terpakai atau termanfaatkan :
ruangan ( ) yang tersedia dan bisa digunakan
SUE Ratio =
61
BAB V
ANALISA HASIL
Pada bab ini berisikan tentang analisa hasil dari pengolahan data dalam
perhitungan Material Handling yang paling optimal dan effisien dari segi space
utilization efficiency dan pengukuran effisiensi waktunya serta dari segi Ongkos
Material Handling yang telah dibahas pada bab sebelumnya.
5.1 Ongkos Material Handling
Pada perhitungan ongkos material handling di bab sebelumnya metode yang
digunakan dalam laporan ini ada dua yaitu Method String Diagram dan Method
Hungarian. Hasil akhir perhitungan ongkos material handling pada kedua metode
tersebut adalah :
Tabel 5. 1 Perbandingan OMH
MetodeTotal Ongkos Material
Handling (Rp)
String Diagram (pola aliran
U) 478.878,88-
Hungarian 560.238,4-
OMH Pabrik Saat Ini 510.144,-
62
5.2 Space Utilization Efficiency (SUE)
SUE digunakan untuk mengukur effisiensi penggunaan ruangan yang
tersedia. SUE biasanya dipakai untuk menganalisa pemanfaatan ruangan untuk
pergudangan dan dilaksanakan secara terus menerus (reguler). Hasil dari ketiga
perhitungan SUE yaitu :
Tabel 5. 2 Perbandingan SUE Ratio
Metode Total SUE
String Diagram (pola aliran
U) 0,017
Hungarian 0,29
OMH Pabrik Saat Ini 0,33
63
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil analisa pada bab sebelumnya tentang material handling
yang menyangkut Ongkos Material Handling dan SUE Ratio maka dapat
disimpulahan bahwa :
1. Hasil perhitungan Ongkos Material Handling String Diagram dengan pola
aliran melingkar, string Diagram dengan pola aliran U dan Hungarian Method
maka dapat dilihat metode yang menghasilkan ongkos material handling
paling optimum dan effisien adalah String Diagram Method dengan pola
aliran U dengan total ongkos Rp 478.878,88-
2. Hasil perhitungan SUE Ratio String Diagram dengan pola aliran melingkar,
string Diagram dengan pola aliran U dan Hungarian Method terdapatlah
String Diagram Method dengan pola aliran U yang menghasilkan rasio yang
terbaik dari perhitungan Hungarian method dan String diagram Method
dengan pola aliran melingkar.
6.2 Saran
Berikut saran yang dapat disampaikan penulis untuk menjadi masukan bagi
PT. MULYASARI BAKERY adalah :
1. PT. MULYASARI BAKERY dalam merencanakan dan membuat
aliran material sebaiknya menggunakan Metode String Diagram
64
dengan pola aliran U berdasarkan hasil perhitungan yang lebih
optimal dan effisien juga karena berdasarkan luas bangunan pabrik
yang relatif tidak terlalu besar dan ruang gerak antar operator dan
fasilitas yang digunakan serta adanya perganti-gantian operator secara
acak sehingga dapat menghasilkan waktu yang lebih effisien dan
tingkat produktivitas yang tinggi dalam menghasilkan produk (roti).
65
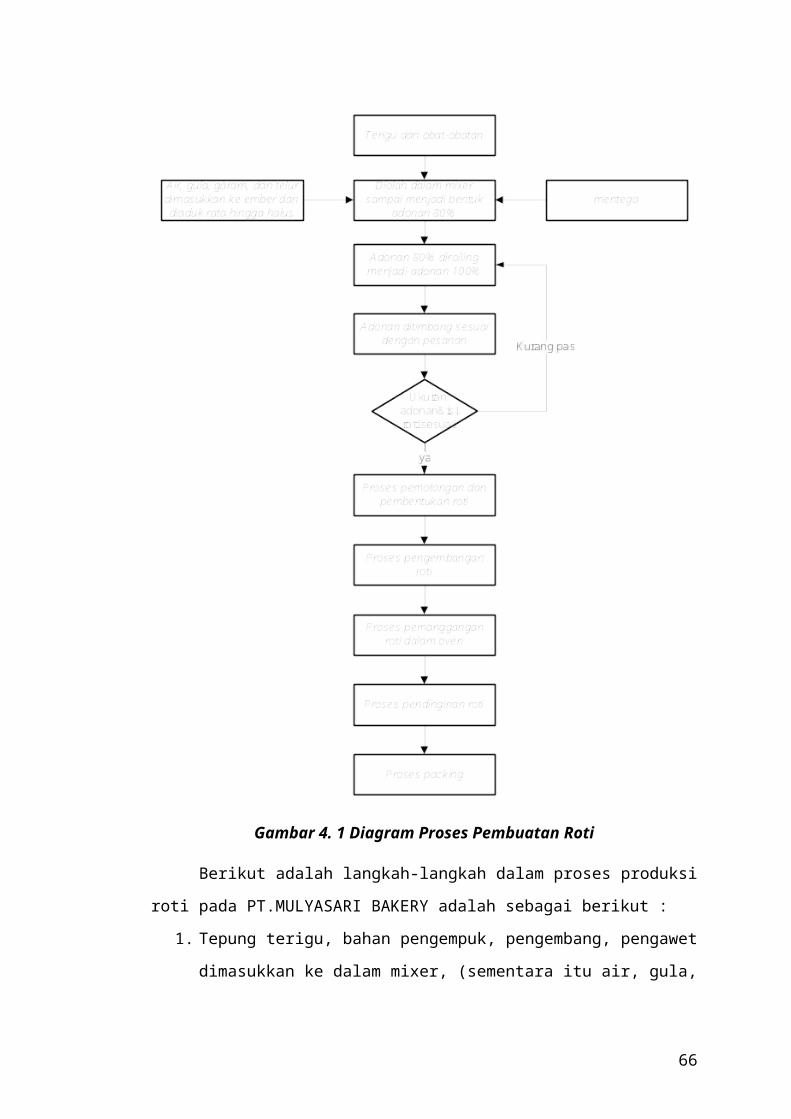
DAFTAR PUSTAKA
1. Hadiguna, Rika Ampuh (2008), Tata Letak Pabrik, Andi, Yogyakarta.
2. Purnomo, Hari (2004), Perencanaan dan Perancangan Fasilitas, Graha Ilmu,
Yogyakarta
3. Wignjosoebroto, Sritomo (2003), Tata Letak Pabrik dan Pemindahan Bahan,
Guna Widya, Jakarta.
4. Giri, Darmawan. Harits Nu’man. Indriasari. 2004. Usulan Perbaikan Tata
Letak Fasilitas Pabrik Untuk Meminimasi Ongkos Material Handling
Menggunakan Metode Simulated Annealing Computerized Relative
Allocation Of Facilities Technique. Dalam Jurnal TMI Vol.5. 1 September
2004. http://google.com/07/12/2009/material handling/, diakses pada 7
Desember 2009.
5. San, Gan Sun et al. 2000. Analisa Tata Letak Pabrik Untuk Meminimasi
Material Handling Pada Pabrik Koper. Dalam Jurnal Teknik Mesin Vol.2
No.1. April 2000. http://puslit.petra.ac.id/journals/mechanical/. Diakses
pada 7 Desember 2009
66
KATA PENGANTAR
Puji dan syukur kehadirat Allah SWT, karena dengan rahmat dan karunia
Nya penulis dapat menyelesaikan Tugas Akhir PTLP sebagai salah satu syarat untuk
memenuhi nilai Tugas Akhir PTLP. Judul yang dipilih oleh penulis dalam Laporan
ini adalah ”MENENTUKAN METODE PEMINDAHAN YANG OPTIMAL
BERDASARKAN PERHITUNGAN OMH, & SUE RATIO PADA PT.
MULYASARI BAKERY”.
Di dalam menyelesaikan Tugas Akhir PTLP ini, penulis banyak mendapatkan
dukungan, bimbingan dan bantuan dari berbagai pihak yang sangat berarti dan
berguna sehingga dapat berjalan dengan lancar. Pada kesempatan ini, penulis ingin
menyampaikan terima kasih yang sebesarnya kepada :
5. Kepada bpk. Amin Syukron selaku dosen mata kuliah Perancangn Tata
Letak Pabrik serta pembimbing dalam penulisan Tugas Akhir PTLP.
6. Kepada PT. MULYASARY BAKERY yang telah bersedia dalam
pemgambilan data atau observasi lapangan.
7. Kepada Iyus Yuswandi yang telah memberikan ijin dalam pengambilan
data di PT. MULYASARY BAKERY.
8. Kepada teman-teman angkatan 2006 selaku teman seperjuangan dalam
penulisan Tugas Akhir PTLP.
Kami berharap semoga Tugas Akhir PTLP ini dapat memberikan masukan
serta wawasan bagi para pembacanya. Kami juga menyadari sepenuhnya bahwa
laporan ini masih jauh dari sempurna karena keterbatasan yang dimiliki oleh kami.
Untuk itu, kami mengharapkan kritik dan saran dari para pembaca demi
kesempurnaan Laporan Tugas Akhir PTLP ini.
67
DAFTAR ISI
BAB I PENDAHULUAN...........................................................................................1
1.1 Latar Belakang Masalah...............................................................................1
1.2 Perumusan Masalah......................................................................................2
1.3 Tujuan Penelitian..........................................................................................3
1.4 Pembatasan Masalah.....................................................................................3
BAB II LANDASAN TEORI.....................................................................................5
2.1 Definisi Dan Pengertian Material Handling.................................................5
2.2 Tujuan Material Handling.............................................................................7
2.3 Jenis Peralatan Material Handling................................................................8
2.4 Pertimbangan Perancangan Sistem Material Handling..............................10
2.5 Karakteristik Material.................................................................................10
2.6 Tingkat ALiran Material.............................................................................11
2.7 Dasar Pemilihan Metode Dan Perlatan Pemindahan Bahan.......................12
2.8 Beberapa Aspek Tujuan Pokok Kegiatan Pemindahan bahan....................16
2.9 Pengaruh Pemindahan Bahan Terhadap Perencanaan Tata Letak Pabrik. .18
2.10 Metode String Diagram..............................................................................21
2.11 Metode Hungarian......................................................................................22
2.12 Aspek- Aspek Biaya Pemindahan Bahan (Material Handling Cost)..........23
2.13 Keuntungan Aliran Barang Terencana.......................................................26
2.14 Kemungkinan-kemungkinan Aliran...........................................................27
2.15 Pola Aliran Umum......................................................................................28
2.16 Biaya Material Handling.............................................................................31
2.17 Pemindahan Bahan Dan Upaya Peningkatan Produktivitas.......................33
BAB III METODOLOGI PENELITIAN...............................................................37
3.1 Kerangka Pemecahan Masalah...................................................................37
68
3.2 Sistematika Pemecahan Masalah Dengan Flow Chart...............................39
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA...................................41
4.1 Pengumpulan Data......................................................................................41
4.1.1 Proses Produksi...................................................................................41
4.1.2 Bahan Baku Roti.................................................................................43
4.1.3 Luas Bangunan...................................................................................44
4.1.4 Macam-macam Fasilitas atau Mesin Dalam Produksi........................44
4.1.5 Layout Pabrik......................................................................................45
4.1.6 Pola Aliran Material PT MULYASARI BAKERY............................46
4.1.7 Tabel Lokasi Penugasan Truck PT. MULYASARI BAKERY..........46
4.2 Pengolahan Data.........................................................................................48
4.2.1 Perhitungtan Ongkos Material Handling (OMH)...............................48
4.2.2 Perhitungan Total OMH PT. MULYASARI BAKERY....................49
4.2.3 Usulan Perbaikan Material Handling Dengan Metode String
Diagram...............................................................................................52
4.2.4 Usulan Perbaikan Material Handling Dengan Metode Hungarian.....55
BAB V ANALISA HASIL........................................................................................60
5.1 Ongkos Material Handling..........................................................................60
5.2 Space Utilization Efficiency (SUE)............................................................61
BAB VI KESIMPULAN DAN SARAN..................................................................62
6.1 Kesimpulan.................................................................................................62
6.2 Saran...........................................................................................................62
DAFTAR PUSTAKA................................................................................................64
DAFTAR TABEL
69
Tabel 4. 1 Rute Untuk Truck.......................................................................................49
Tabel 4. 2 From To Chart Rute Truck........................................................................50
Tabel 4. 3 Deskripsi Rute Usulan Untuk Truck..........................................................53
Tabel 4. 4 From To Chart Rute Usulan Truck............................................................53
Tabel 5. 1 Perbandingan OMH..................................................................................60
Tabel 5. 2 Perbandingan SUE Ratio..........................................................................61
DAFTAR GAMBAR
70
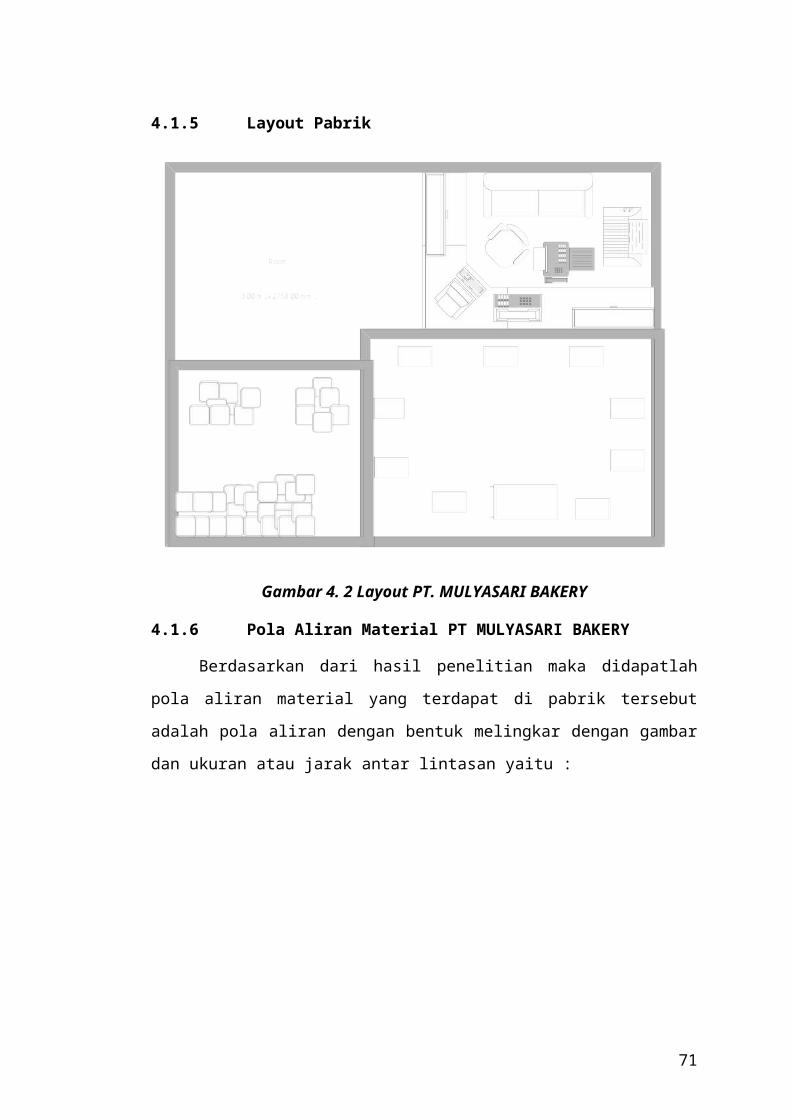
Gambar 2. 1 Pertimbangan Aliran Material Dalam Perencanaan Sistem Material
Handling.............................................................................................................12
Gambar 2. 2 Pola Aliran Umum.................................................................................31
Gambar 3. 1 Flow Chart Pemecahan Masalah..........................................................38
Gambar 4. 2 Layout PT. MULYASARI BAKERY.......................................................45
Gambar 4. 3 Pola Aliran Material Pada PT. MULYASARI BAKERY.......................46
Gambar 4. 4 Pola Aliran Material Pada PT. MULYASARI BAKERY.......................49
Gambar 4. 5 Pola Aliran Material Usulan.................................................................52
71