Tanya Jawab Mengenai LeakTest&Hydrotest
30
Leak Test and Hydrotest Pertanyaan : vaulz rekan rekan saya ingin tanya tentang leak test dan hydrotest.. apakah itu sesuatu yang berbeda..tolong di jelaskan dengan jelas..dan standar yang digunakan seperti apa?? Tanggapan 1 : Tommy Pak Vaulzan, Pada control valve, leak test adalah pengujian tingkat kebocoran yang terjadi pada saat valve berada pada kondisi tertutup rapat. Standar pengujian adalah sesuai dengan FCI 70-2/ANSI B16.104. Pada control valve terdapat enam kelas leakage class yaitu: 1. Class I - Tidak ada pengujian 2. Class II - maksimum kebocoran = 0.5% dari rated CV valve (media pengujian udara) 3. Class III - maksimum kebocoran = 0.1% dari rated CV valve (media pengujian udara) 4. Class IV - maksimum kebocoran = 0.01% dari rated CV valve Class IV ini menjadi standar dalam control valve. (media pengujian : udara) 5. Class V - maksimum kebocoran = 5.0 x 10^-4 ml/min/psi/in. diameter orifice atau 5.0x10^-12 m3/sec/bar/mm diameter orifice. (media pengujian : air) 6. Class VI - maksimum kebocoran bergantung pada diameter orifice pada valve dengan media pengujian adalah udara/nitrogen. Sedangkan kalau hydrotest adalah pengetesan kekuatan body dari control valve untuk menahan tekanan yang sesuai dengan rating dari valve tersebut (rating 150#, atau 300# dsb). Pressure rating dari control valve untuk berbagai material bisa dilihat pada ANSI B16.34. Pengujian ketahanan ini menggunakan media air.
-
Upload
almustanir903004759 -
Category
Documents
-
view
158 -
download
9
Transcript of Tanya Jawab Mengenai LeakTest&Hydrotest
Leak Test and HydrotestPertanyaan : vaulz
rekan rekan saya ingin tanya tentang leak test dan hydrotest.. apakah itu sesuatu yang berbeda..tolong di jelaskan dengan jelas..dan standar yang digunakan seperti apa??
Tanggapan 1 : Tommy
Pak Vaulzan,
Pada control valve, leak test adalah pengujian tingkat kebocoran yang terjadi pada saat valve berada pada kondisi tertutup rapat. Standar pengujian adalah sesuai dengan FCI 70-2/ANSI B16.104.
Pada control valve terdapat enam kelas leakage class yaitu:
1. Class I - Tidak ada pengujian
2. Class II - maksimum kebocoran = 0.5% dari rated CV valve (media pengujian udara)
3. Class III - maksimum kebocoran = 0.1% dari rated CV valve (media pengujian udara)
4. Class IV - maksimum kebocoran = 0.01% dari rated CV valve
Class IV ini menjadi standar dalam control valve. (media pengujian : udara)
5. Class V - maksimum kebocoran = 5.0 x 10^-4 ml/min/psi/in. diameter orifice atau 5.0x10^-12 m3/sec/bar/mm diameter orifice. (media pengujian : air)
6. Class VI - maksimum kebocoran bergantung pada diameter orifice pada valve dengan media pengujian adalah udara/nitrogen.
Sedangkan kalau hydrotest adalah pengetesan kekuatan body dari control valve untuk menahan tekanan yang sesuai dengan rating dari valve tersebut (rating 150#, atau 300# dsb). Pressure rating dari control valve untuk berbagai material bisa dilihat pada ANSI B16.34. Pengujian ketahanan ini menggunakan media air.
Demikian pengetahuan saya mengenai leak test dan hydrotest, hanya pada control valve.
Untuk jenis valve yang lain, saya kurang tahu, mungkin rekan-rekan lain bisa membantu.
Tanggapan 2 : Wibisono, Nugroho
Dear all,
Hanya menambahkan sedikit aja dari rekan Tommy (hellow Tom!). Pak Vaulzan bisa juga memakai standar API 598 (Valve Inspection and Testing) dan saya rasa

applicable untuk valve dengan tipe2: Gate, Globe, Plug, Check, Floating Ball, Butterfly and Trunnion Mounted Ball.Distandar tersebut dipaparkan prosedur Test Leakage dan Pressure Test (termasuk hydrotest) untuk macam-macam valve tsb. Selengkapnya, silahkan baca sendiri di API 598.Semoga membantu.
Tanggapan 3 : [email protected]
Tambahan informasi mudah2an membantu.
Leak Test/Pneumatic test shall be carried out according to this procedure, ASME B31.3 Code para 345.5
When hydrostatic test is judged impracticable, the substitution with pneumatic test shall be appplied.
General Criteria:
· Test shall be performed utilizing dry air or nitrogen. · Generally, for safety reasons, Pneumatic tests are only conducted during daylight. · Test pressure shall be 110% of design pressure, with following limits: § Minimum pressure 30 Kpa § Maximum pressure 701 Kpa · Test system shall be adequately supported · Pressure gauges and relief valves shall be duly calibrated · Pressure safety relief valves (PSV) shall be set to 5% above the pneumatic test pressure. · PSV shall be sized to be adequate for the system being protected. · A minimum of two Pressure gauges shall be installed on the system. · Appurtenances shall be adequate for the test. · Pressure shall be increased slowly and in stages. · Check if the relief valve is not operative because of a closed block valve.
· Temporary test pit piping shall be designed for the test pressure. · During the test, precautionary measures shall be taken to safeguard personnel. · During the test, piping temperature shall be higher than 0 degree Celcius · The circuit to be tested shall be isolated with blind flanges, caps and plugs. · All joint shall be accessible during the test. · All joint must be free from grease, primer, coating or any other foreign materials that will interface with the test. · Permanent Safety valves and rupture disk shall be excluded from testing. · Test shall be conducted in the early morning or in the evening to avoid sun heating that can affect the pressure value.
Tanggapan 4 : Arif Hotmail
Pak vaulz, Saya ada sedikit penjelasan, mungkin rekan lainnya ada yang nambahkan.
Uji hydrostatis adalah pengujian dengan media liquid (semua liquid yang tidak berbahaya dpt digunakan asalkan di bawah titik didihnya) untuk mengetahui kebocoran yang ada di ex welding, sistem sambungan ataupun kekuatan material

dari equipment, jadi sifat uji adalah destructive. Uji ini hendaknya dilakukan pada temperatur ambient.
Pelaksanaan uji hydrostatic dilakukan :1. Uji hydrostatis sebesar min. 1 1/2 x tekanan kerja maksimum (MAWP)2. Pemeriksaan visual di lakukan saat tekanan tidak kurang dari 2/3 tekanan uji.3. Semua bagian yang tidak di lakukan pengujian harus di isolisir (blind)
Untuk lebih jelasnya Bapak dapat baca di ASME sect. VIII. Div.1 UG-99 & UG-100 untuk uji pneumatis
Tanggapan 5 : [email protected]
Saya tambahkan untuk Equipment (PV, HE, Tank, etc) ya.Pls CMIIW.
Hydrotest:- Pressure Vessel dan Heat Exchanger:Pengetesan (Pressure Test)untuk mechanical integrity of equipment pada test pressure-nya (Normally 1.25 times of MAWP). Pengujian ketahanan ini menggunakan media air (water) dengan menjaga qualitiy pada % or ppm of chloride and chlorine (terutama untuk SS material). Holding time biasanya 1-2 hours. Alternative lainnya Pneumatic Test or Hydropneumatic test (combined). No body allow to stay around the equipment during pressure test. Setelah hold for test pressure, pressure diturunkan ke design pressure untuk pemeriksaan (visual) indikasi deformasi pada welding line, opening, flange joint, etc.- Atmospheric tank:biasanya at site/on foundation - filling water sampai HLL or Design Liquid level-nya or maximum level can be achieved when floating roof inside. Holding time biasanya 1 x 24 jam. Check for mechanical integrity, leakage at shell and bottom, deformation and foundation settlement. In case of tank with small internal pressure, biasanya ditambahkan pneumatic pressure at top side of tank up to design internal pressure. Water quality bisa pakai fresh water or demin water untuk stainless steel (dengan pembatasan kadar cloride maks 50ppm (Cmiiw).
Leak Test:- Biasanya ini dilakukan pada reinforcing pad of opening, menggunakan udara (air). Sometimes dicounter check dengan bubble soap. Sehingga sering disebut juga bubble test. Diaplikasikan pada semua equipments that have pads on pressure parts (PV, HE, Tank, etc).- Test ini juga dilakukan untuk pengecheckan kebocaran pada blinded flange, flange joint (shell side to tube side joint), channel cover installation, etc. Internally di pressurize pakai air (udara) - alternative lain bisamenggunakan nitrogen (N2) instead of air (udara).
- Pada tangki ada juga istilah leak test untuk roof dan bottom installation. Toolsnya disebut Vacuum Box.
Tanggapan 6 : Donny Rico
temans, jika diperuntukkan untuk recuperator and chimney, test yang harus dilakukan menggunakan apa ya? materialnya memang stainless steel. tapi untuk insulation dia
pake rock wool. maksud saya, untuk memastikan kepadatan dari insulation sendiri bagaimana? termasuk untuk material dari steel sendiri selain dengan bubble test. terima kasih udah dibantu
Tanggapan 7 : andi yan
Saya mencoba untuk menjelaskan hydrotest dan leak test pada Bejana Tekan dan Heat Exchanger :1. Hydrotest Dilakukan setelah semua NDE, final dimensi dan identifikasi material sudah selesai. Besar nya adalah 1.3 x MAWP. MAWP disini bisa diasumsikan sama dengan Design Pressure jika kita tidak melakukan perhitungan MAWP untuk masing2 komponen, jika MAWP msg2 komponen dihitung, maka MAWP yang diambil adalah MAWP terkecil dari komponen tersebut. Holding Time pada Test Pressure tidak diatur oleh ASME VIII Div 1, tetapi kalau mengacu pada peraturan Migas, minimal 2 jam, lihat di UG -99 ASME VIII Div 1 Adapun prosedur pelaksanaan harus dibuat dahulu oleh pemanufaktur dan mendapat ap- proval dari Owner dan Third Party Agency (Jika ada), yang pasti pemeriksaan Visual harus dilakukan minimal pada MAWP. Selama Tekanan pada Test Pressure, tidak diperkenankan berada di area hydrotest untuk menjaga keselamatan.Semua alat ukur harus terkalibrasi dengan baik ( Pressure Gauge, Pressure Recorder, Tem- perature gauge ).Khusus untuk Heat Exchanger yang mempunyai 2 chamber, yakni shell side dan Tube Side (Channel Side), hydrotest dilakukan 2 kali masing2 untuk shell side dan tube side. 2. Leak TestSama artinya dengan pneumatic test, yang dilakukan untuk menguji apakah ada kebocoran pada Pad atau pada Nozzle, mandatory hanya jika disyaratkan adanya penetrant test pada joint antara Pad dengan shell atau pad dengan nozzle. Besarnya Pneumatic Test Pressure tidak diatur oleh ASME Sect VIII Div 1 maupun Migas. Fluida yang dipakai adalah udara, dan di daerah las2an dilapisi busa sabun, jika terjadi gelembung, maka menunjukkan indi kasi kebocoran pada welding atau material pad.
Tanggapan 8 : [email protected]
Maaf Pak Budi... e-mail saya bouncing... mohon kiranya pertanyaan saya ini di sampaikan ke milist..thanks
wah... jadi bingung nih... emang kalo di ASME V, yang termasuk NDT adalah leak test,... hydrotest nggak termasuk... tapi gimana donk (tolong yang expert)... abis, kalau dibilang destructive, tapi nyatanya vessel ditest tapi jangan sampai rusak... beda kan kalo ama leak test... emang kalo dari batasannya, hydrostatic test lebih mengarah kepada destructive test karena dia (hydrostatic test) limitasinya di batas bawah (the vessel shall be tested at least 1.3 MAWP), sedang kalo leak test, the vessel shall be tested not exeed 25% of DP... so :apakah hydrostatic test = destructive test tetapi jangan sampai rusak (hydrostatic test adalah test yang bersifat merusak tapi test lah barang anda tapi jangan sampai rusak) atau bagaimana?
dan bisakah kita bagi destructve test itu menjadi dua, test bersifat merusak yang sampai merusak barang yang ditest dan test bersifat merusak yang jangan sampai merusak barang yang ditest.
maaf kalau bahasanya ke sana ke sini, cuma bermaksud agar pemahaman saya tidak rusak
Tanggapan 9 : [email protected]
ingin nimbrung... tolong koreksi jika salah
dari Pak Arif :Uji hydrostatis adalah pengujian dengan media liquid (semua liquid yang tidak berbahaya dpt digunakan asalkan di bawah titik didihnya) untuk mengetahui kebocoran yang ada di ex welding, sistem sambungan ataupun kekuatan material dari equipment, jadi sifat uji adalah destructive
menurut saya, pengujian ini bukan destructive, melainkan non destructive... kalau destructive, berarti diuji sampe meledak dunk...
tentang berapa pressure yang harus di pakai untuk hydrostatic test? (kalau nggak salah) masih terjadi perbedaan antara migas regulation dan ASME,... (kalau nggak salah lagi) ASME terahir sudah merevisi ke 1.3 MAWP
tentang leak test = pneumatic test, menurut saya tidak sama persis. Pneumatic test itu bisa digunakan sbagai pengganti hydrotest, hal ini terutama dipakai jika kita akan men test equipment pada posisi kerja (di site)... terutama lagi untuk tower yang tingginya bisa sampe 100 m. hal ini dipakai dengan alasan ekonomis. bisa dibayangkan jika kita mentest tower setinggi 100 m harus ditest berdiri... static pressurenya dah ketahuan lumayan gedhe, apalagi kalo lihat supportnya
leak test itu digunakan 'hanya' untuk mengetahui apakah ada bocor ato tidak.... jadi tidak seratus persen untuk kekuatannya... maka, kalau di nozzle pad, rata-rata cukup 1.5 kg/cm2... leak test juga untuk mengetahui apakah pemasangan flange pada posisinya OK ato nggak... jadi, kalau di HE kadang dipakai baik hydrotest dan leak test... dan leak test dipakai untuk memastikan bahwa flange ato tubesheet dipasangnya OK ato nggak.
Tanggapan 10 : Arif Hotmail
Pak Muhammad,Uji ini saya pikir mempunyai sifat yang merusak, hal ini apabila tekanan yang di gunakan dapat mengakibatkan deformasi di equipment, vessel misalnya. Apabila terjadi deformasi, maka harus dipertimbangkan kembali deviasi dari roundness dan ini harus di lakukan roundness test, dan umumnya jika deviasi telah mengalami 1% dari design, maka ini harus di lakukan NC (non conformance).
Untuk uji non destructive (NDT), pada umumnya adalah radiografy, ultra sonic, dye penetrant.
Untuk uji pneumatis pada intinya juga dapat di gunakan untuk mengganti uji hydrostatis, dengan pertimbangan :
1. Untuk bejana tekan yang di design dan ditopang sedemikian sehingga tidak aman untuk di isi dengan air.

2. Bejana tekan yang tidak mudah di keringkan, sedangkan dlm operasinya, apabila masih ada sedikit air sisa uji hydrosatsis tidak di perbolehkan.
Demikian menurut pendapat saya, mungkin rekan- reakan lain dapat lebih memberikan pencerahan.
Tanggapan 11 : wendy junaedi
dear all,wah saya sebagai orang awam jadi ikut bingung nih, memang sejauh ini saya belum mendapati standard/codeyg menyebutkan hydrostatic atopun pneumatic test didalam kategori NDT (kalo ada rekan2 yg tau mohon informasinya), tp disisi lain hydrostatic atopun pneumatic tes untuk piping dalam ASME B31.3 Chapter VI para 345 disebutkan bahwa tes ini diusahakan utk tidak merusak material (mis. nominal pressure test atau longitudinal stress yg dihasilkan dibawah yield strength-nya pada temperatur tes), dan lagi pula tes-nya pun dilakukan secara bertahap (tdk langsung 1,5x design presure) sehingga,mengutip istilah pak muhammad, kecil kemungkinan "meledak" , jadi?? Ah terserah ownernya ajalah.. :-)
Tanggapan 12 : [email protected]
Dear,
Sebaiknya kategory-nya disebutkan destructive test saja, karena jika terjadi kegagalan (bukan tidak mungkin lho) -equipmentnya pasti rusak! Pertimbangan lainnya karena tingkat fatalitasnya tinggi. Sekedar mengingatkan, test itu dilakukan mencapai batas allowancenya (1.3 times of MAWP) - artinya pembebanan hingga mencapai kemampuan maksimal. Siapa yang tahu kalau ternyata ada cacat kerja yang tidak terdeteksi? Akibatnya tub barang bisa meleduk! Lebih bahaya lagi pada saat pneumatic test.
Saya pernah mendapat berita dari salah satu vendor shop yang ngerjain equipment, pada waktu hydro test - temporary gasket (kalau nggak salah compressed graphite gasket) yang dipakai pecah dan dengan menggunakan tekanan fluida di dalamnya - pecahan itu terbang dengan kecepatan tinggi.Bayangkan kalau kena operatornya....untungnya nggak. Itu baru gasketnya.Maka itu sebabnya ketika pressure test, tidak diijinkan ada orang di sekitar equipment. Di salah satu pabrik exchanger di Jepang (Plate & Frame), orang yang datang witness di lokasikan sekitar 20-30an meter dari hydrotested exchanger pada saat test pressure. Itu test pressurenya Cuma 10-11 kg/cm2g doang lho.
Gitu ya - setuju nggak - destructive aja ya.
Tanggapan 13 : Indra Setiawan
Kalo boleh ikutan...
Saya belum begitu memahami mengenai standar yang diterapkan di industri migas untuk hydrotest dan leak test.
Tapi untuk memper-simple penjelasan mungkin seperti dibawah ini :
Di tempat saya yang terdahulu (UTPE dengan brand PATRIA) pernah dan masih memproduksi tanki-tanki yang akan digunakan untuk trafo (trafo tank) dengan berbagai kapasitas.
Dan salah satu persyaratan dari principal (Alstom & Powel) adalah no leak allowed. Sehingga saya memasukan leak test dan hydrotest sebagai cek point utama dalam Inspection Standard.
Leak test, dilakukan dengan udara bertekanan pada pressure yang sudah ditentukan (masing-masing Principal punya standard sendiri) dan cairan sabun. Sering juga disebut bubble test.
Bisa juga leak test dilakukan tanpa sabun. Material di inject dengan udara bertekanan dan direndam dalam tanki air untuk beberapa waktu (digunakan dalam pengetesan fuel tank untuk forklift). Ini lebih efektif dibandingkan dengan sabun.
Hydrotest, dilakukan dengan liquid (umumnya hanya dengan air biasa – ini juga request dari principal) yang diisikan kedalam tanki kemudian ditambahkan pressure (juga dengan tekanan sesuai standard dariprincipal).
Saya setuju dengan P. Muhammad :
menurut saya, pengujian ini bukan destructive, melainkan non destructive... kalau destructive, berarti diuji sampe meledak dunk...
Baik leak test ataupun hydrotest bukanlah destructive test, karena tidak sampai merusak material ataupun barang yang di test. Kalaupun sampai rusak, berarti terjadi kesalahan pada proses testnya (ex. Pernah terjadi satu tanki trafo melembung karena over pressure).
Ok deh, itu dari saya.Kalau ada yang salah mohon di koreksi.
Tanggapan 14 : production
Dear rekan, Saya memang awam juga nih masalah testing2 bertekanan ini (pressure test). Tapi kalau boleh kasih tanggapan sikit, mungkin yang perlu dilihat disini adalah batas dari nilai nilai tekanan tersebut. Mungkin ada istilah2 kita dengar, misalnya BURSTING PRESSURE, MAXIMUM ALLOWABLE WORKING PRESSURE, WORKING PRESSURE, FLOWING PRESSURE, RESIDUAL PRESSURE dan etc-etc pressure. Kalau dlihat dari nilai2 tekanan yang diterapkan pada suatu pressure test, maka kita dapat melihat resiko yang ada baik dari keselamatan lingkungan test atau juga dari deformasi materialnya, sehingga apakah itu NDT atau DT dapat kita katagorikan sendiri. Ini cumin tanggapan aja. Mohon juga pencerahannya dari rekan2 yang paham. Tksh

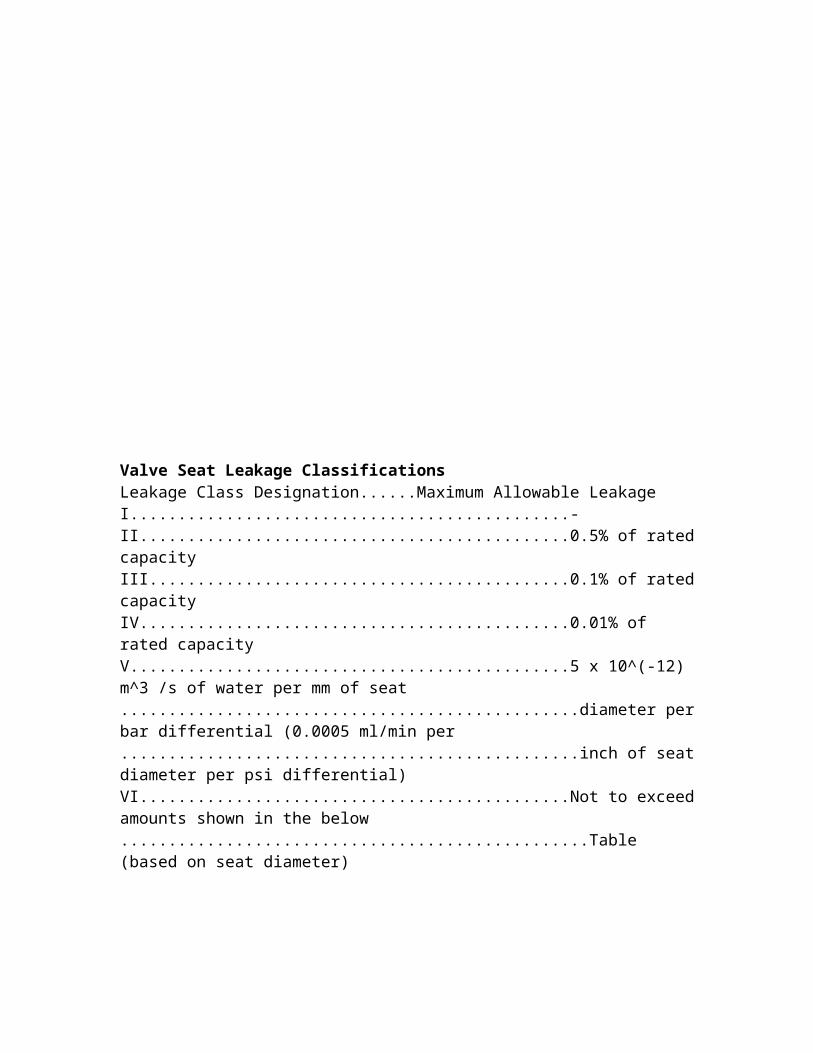
Valve Seat Leakage Classifications Leakage Class Designation......Maximum Allowable Leakage I..............................................- II.............................................0.5% of rated capacity III............................................0.1% of rated capacity IV.............................................0.01% of rated capacity V..............................................5 x 10^(-12) m^3 /s of water per mm of seat ................................................diameter per bar differential (0.0005 ml/min per ................................................inch of seat diameter per psi differential) VI.............................................Not to exceed amounts shown in the below .................................................Table (based on seat diameter)
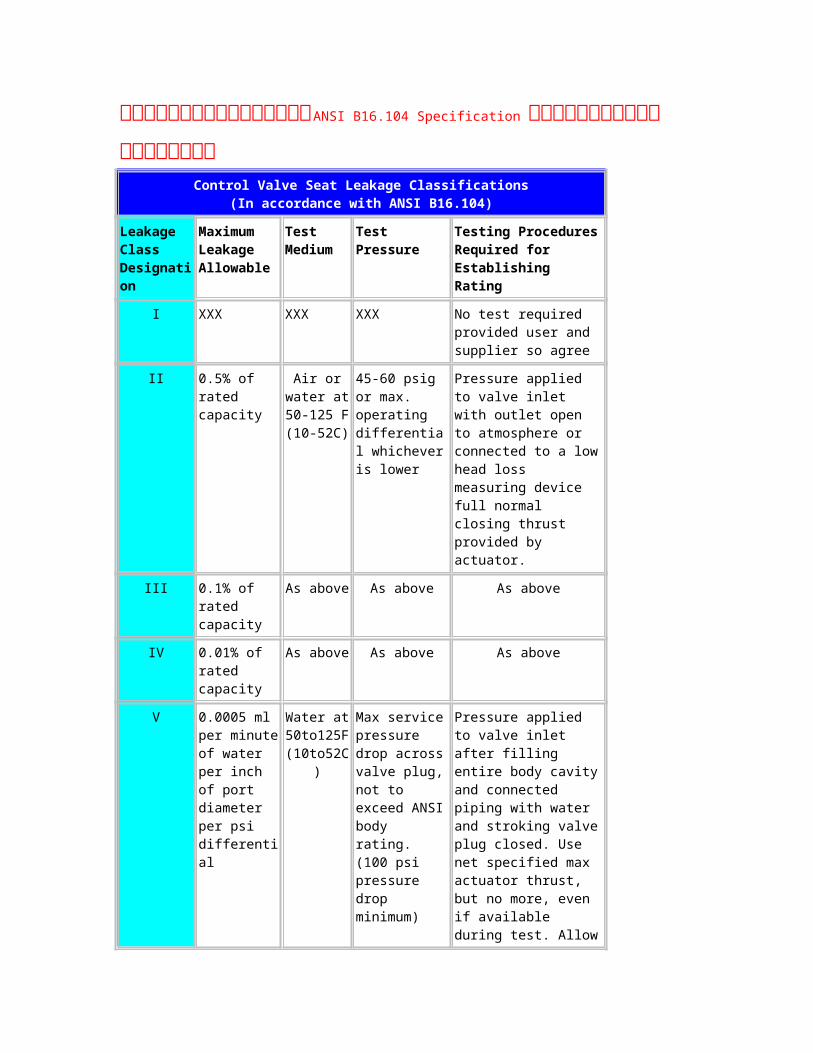
แต่ถ้าตามมาตรฐาน ANSI B16.104 Specification จะเป็นไปตามตารางน้ี Control Valve Seat Leakage Classifications
(In accordance with ANSI B16.104)
Leakage Class Designation
Maximum Leakage Allowable
Test Medium
Test Pressure Testing Procedures Required for Establishing Rating
I XXX XXX XXX No test required provided user and supplier so agree
II 0.5% of rated Air or 45-60 psig or Pressure applied to valve
capacity water at 50-125 F (10-
52C)
max. operating differential whichever is lower
inlet with outlet open to atmosphere or connected to a low head loss measuring device full normal closing thrust provided by actuator.
III 0.1% of rated capacity
As above As above As above
IV 0.01% of rated capacity
As above As above As above
V 0.0005 ml per minute of water per inch of port diameter per psi differential
Water at 50to125F (10to52C)
Max service pressure drop across valve plug, not to exceed ANSI body rating. (100 psi pressure drop minimum)
Pressure applied to valve inlet after filling entire body cavity and connected piping with water and stroking valve plug closed. Use net specified max actuator thrust, but no more, even if available during test. Allow time for leakage flow to stabilize.
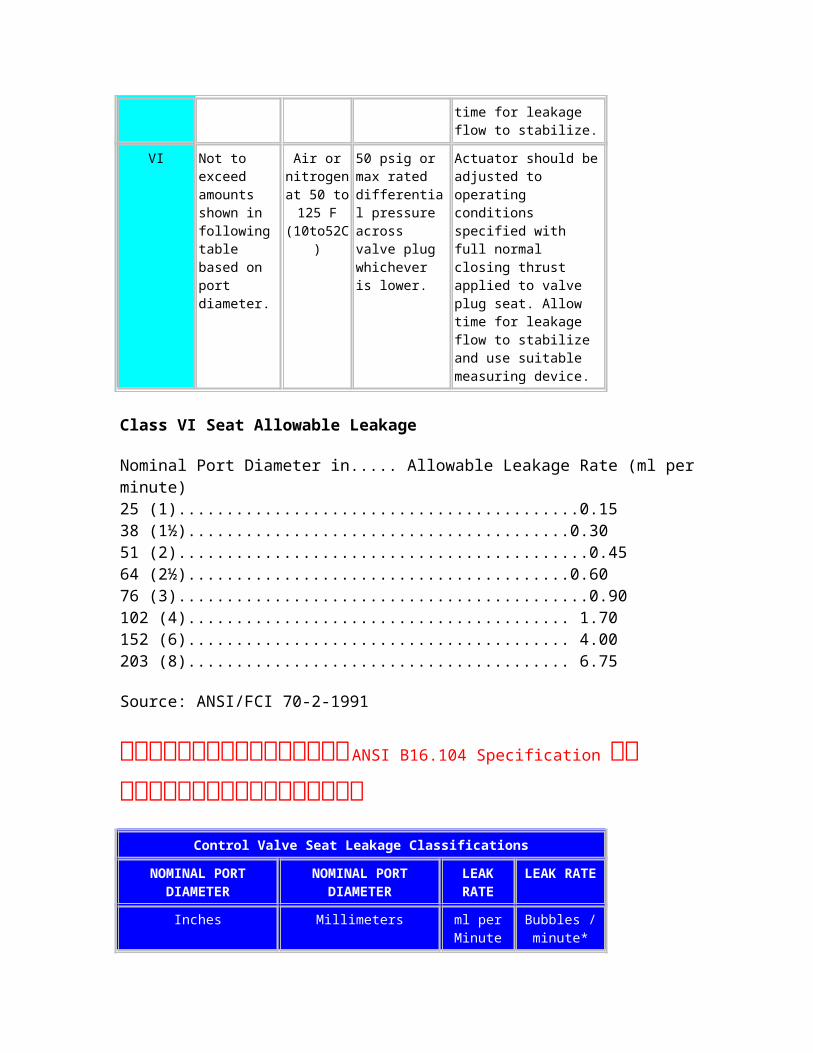
VI Not to exceed amounts shown in following table based on port diameter.
Air or nitrogen at 50 to 125 F (10to52C)
50 psig or max rated differential pressure across valve plug whichever is lower.
Actuator should be adjusted to operating conditions specified with full normal closing thrust applied to valve plug seat. Allow time for leakage flow to stabilize and use suitable measuring device.
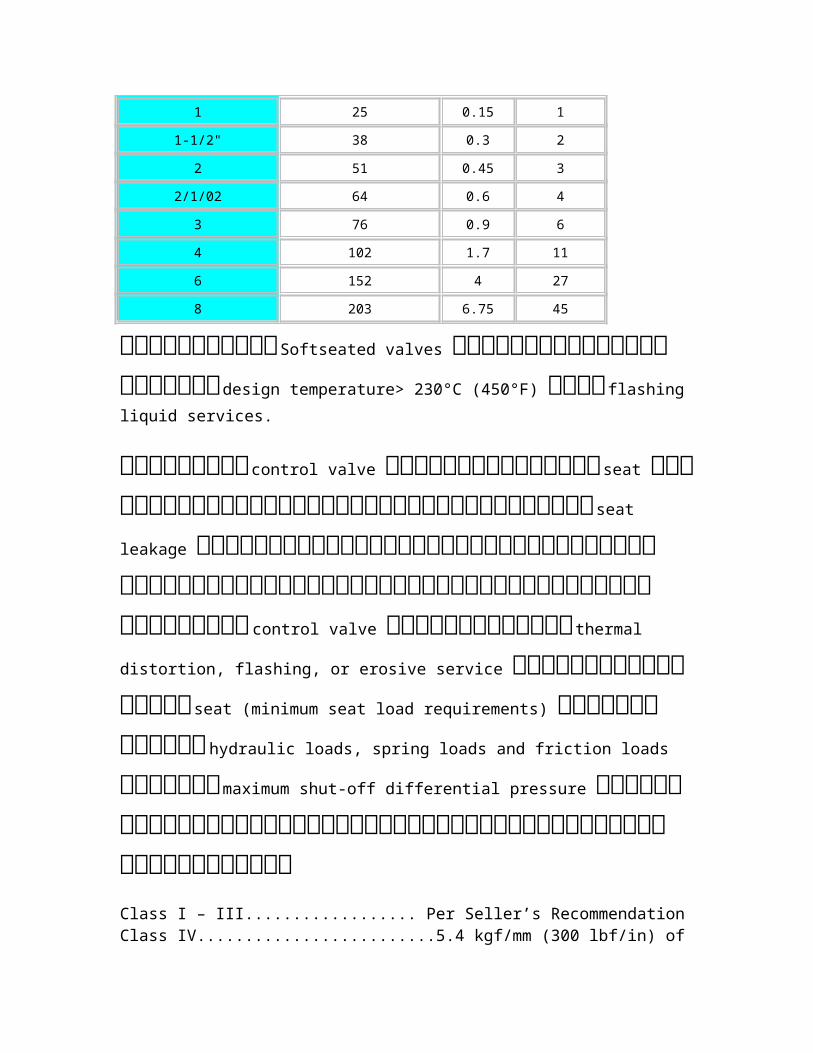
Class VI Seat Allowable Leakage
Nominal Port Diameter in..... Allowable Leakage Rate (ml per minute) 25 (1)..........................................0.15 38 (1½)........................................0.30 51 (2)...........................................0.45 64 (2½)........................................0.60 76 (3)...........................................0.90 102 (4)........................................ 1.70 152 (6)........................................ 4.00 203 (8)........................................ 6.75
Source: ANSI/FCI 70-2-1991
แต่ถ้าตามมาตรฐาน ANSI B16.104 Specification จะเป็นไปตามตารางนี้
Control Valve Seat Leakage Classifications
NOMINAL PORT DIAMETER
NOMINAL PORT DIAMETER
LEAK RATE
LEAK RATE
Inches Millimeters ml per Minute
Bubbles / minute*
1 25 0.15 1
1-1/2" 38 0.3 2
2 51 0.45 3
2/1/02 64 0.6 4
3 76 0.9 6
4 102 1.7 11
6 152 4 27
8 203 6.75 45
ขอเพิม่ครบั Softseated valves ไมค่วรใชง้านท่ีมสีภาวะ design temperature> 230°C (450°F) หรอื flashing liquid services.
ถึงแมว้า่ control valve ท่ีมแีรงกดไปท่ี seat ไมเ่พยีงพอแต่ก็ยงัสามารถผ่านการทดสอบ seat leakage นัน้แต่เมื่อนำาไปใชง้านก็อาจเกิดปัญหาการรัว่ในระหวา่งการใชง้านได้นัน้ เนื่องจาก control valve อาจจะประสบกับ thermal distortion, flashing, or erosive service ดังนัน้แรงกดไปท่ี seat (minimum seat load requirements) หลังจากได้คิด hydraulic loads, spring loads and friction loads ในสภาวะ maximum shut-off differential pressure ไปแล้วจะต้องมคี่าอยา่งน้อยจะต้องเป็นไปตามขอ้กำาหนดดังน้ี
Class I – III.................. Per Seller’s Recommendation Class IV.........................5.4 kgf/mm (300 lbf/in) of seat ring circumference Class V..........................8.9 kgf/mm (500 lbf/in) of seat ring circumference Class VI.........................Per Seller’s Recommendation MSS-SP-61.....................17.9 kgf/mm (1000 lbf/in) of seat ring circumference
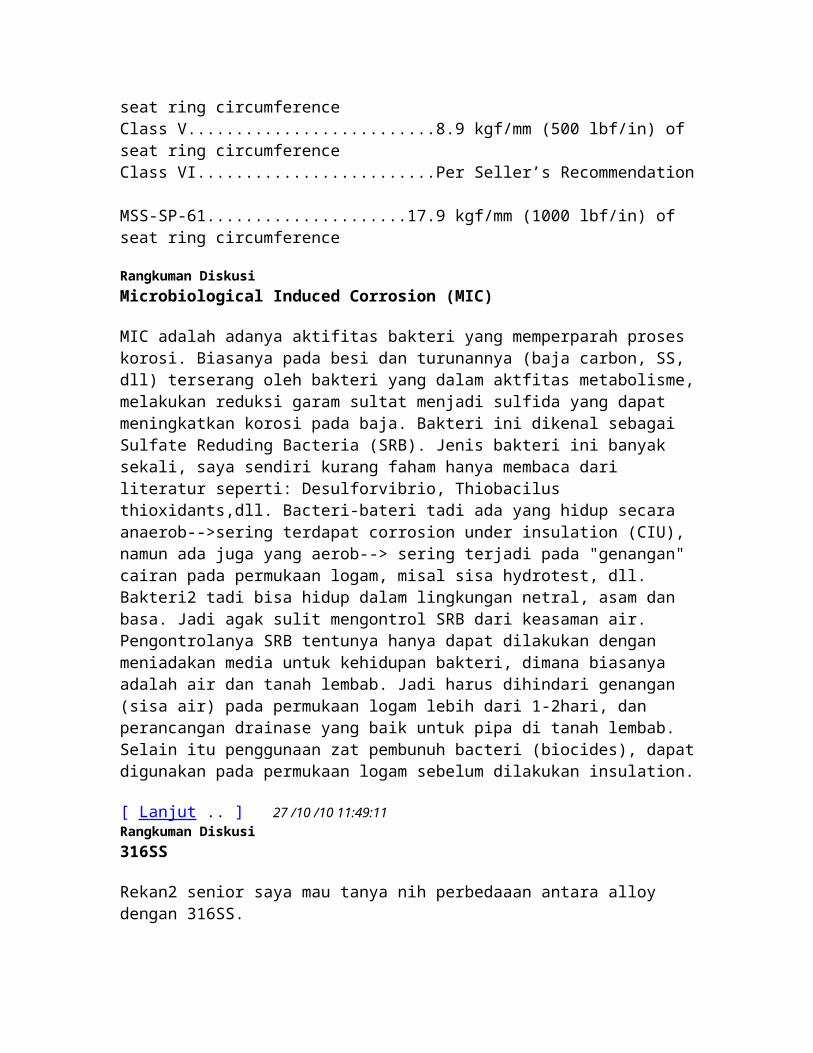
Rangkuman DiskusiMicrobiological Induced Corrosion (MIC)
MIC adalah adanya aktifitas bakteri yang memperparah proses korosi. Biasanya pada besi dan turunannya (baja carbon, SS, dll) terserang oleh bakteri yang dalam aktfitas metabolisme, melakukan reduksi garam sultat menjadi sulfida yang dapat meningkatkan korosi pada baja. Bakteri ini dikenal sebagai Sulfate Reduding Bacteria (SRB). Jenis bakteri ini banyak sekali, saya sendiri kurang faham hanya membaca dari literatur seperti: Desulforvibrio, Thiobacilus thioxidants,dll. Bacteri-bateri tadi ada yang hidup secara anaerob-->sering terdapat corrosion under insulation (CIU), namun ada juga yang aerob--> sering terjadi pada "genangan" cairan pada permukaan logam, misal sisa hydrotest, dll. Bakteri2 tadi bisa hidup dalam lingkungan netral, asam dan basa. Jadi agak sulit mengontrol SRB dari keasaman air. Pengontrolanya SRB tentunya hanya dapat dilakukan dengan meniadakan media untuk kehidupan bakteri, dimana biasanya adalah air dan tanah lembab. Jadi harus dihindari genangan (sisa air) pada permukaan logam lebih dari 1-2hari, dan perancangan drainase yang baik untuk pipa di tanah lembab. Selain itu
penggunaan zat pembunuh bacteri (biocides), dapat digunakan pada permukaan logam sebelum dilakukan insulation.
[ Lanjut .. ] 27 /10 /10 11:49:11Rangkuman Diskusi316SS
Rekan2 senior saya mau tanya nih perbedaaan antara alloy dengan 316SS.
[ Lanjut .. ] 26 /10 /10 07:19:06Rangkuman DiskusiDelivery Term FOB DDU
FOB means that the seller delivers when the goods pass the ship’s rail at the named port of shipment. Jadi scopenya seller sampai loading on vessel di Port misalnya di Hamburg Port dan ready for exsport.
[ Lanjut .. ] 26 /10 /10 07:14:56Rangkuman DiskusiWaspadalah dengan Premium yang Anda Gunakan!
Kalau Anda biasa mengisi bahan bakar mobil Anda dengan Bensin Premium, harap waspada. Karena saat ini bahan bakar produk Pertamina ini dicurigai dengan sengaja diturunkan kualitasnya, dalam rangka taktik pemerintah untuk memaksa Anda beralih ke Bensin Pertamax! Pernyatan tersebut dinyatakan oleh pihak YLKI berkiatan dengan ditemukan cukup banyak mobil yang tiba-tiba mengalami kerusakan pada fuel pump-nya, dan hal tersebut hanya terjadi pada mobil-mobil yang menggunakan Premium.
[ Lanjut .. ] 25 /10 /10 14:04:43Rangkuman DiskusiSifat Bahan Bakar
Yang namanya bahan bakar tentunya sesuatu yang memiliki nilai kalor sehingga mampu menghasilkan energi. bentuknya sendiri tentu bisa beragam. mengambil contoh yang bapak sebutkan, saya rasa untuk di Indonesia itu 2 kasus yang berbeda, bahan bakar untuk ibu2 rumah tangga dan penggunaan bioethanol/ biodiesel.
[ Lanjut .. ] 25 /10 /10 13:56:08CNOOC memulai pembangunan terminal LNG lainnya
China National Offshore Oil Corp. mengatakan awal minggu ini perusahaan memulai pembangunan terminal LNG keempatnya di China, di Zhuhai City di Provinsi Guangdong, Cina Selatan, lapor Xinhua News Agency di websitenya.
[ Lanjut .. ] 21 /10 /10 08:58:38CNOOC memulai dua lahan minyak di Teluk Bohai
CNOOC Ltd. telah memulai produksi dari dua lahan minyak di Teluk Bohai di offshore China.
[ Lanjut .. ] 20 /10 /10 11:00:14Rangkuman DiskusiMencampur grease/oli
Mencampur grease atau oil yang mereknya berbeda, walaupun grade nya sama, tidak recommended. Katanya karena base oil dan additivenya bisa jadi berbeda, yang dikhawatirkan bisa terjadi reaksi kimia yang tidak diinginkan, sehingga kemampuan pelumasannya menurun.
[ Lanjut .. ] 20 /10 /10 10:56:55Petrobras mengontrak semisub Safe Concordia
Petrobas telah menyerahkan Prosafe asebuah Letter of Intent (LoI) untuk safety dan maintenance support di offshore Brazil dengan menggunakan semisub Safe Concordia. [ Lanjut .. ]
20 /10 /10 10:55:32Jurong Shipyard memenangkan kontrak jackup Seadrill
Seadrill telah menyerahkan Jurong Shipyard kontrak untuk turnkey jackup rigs dengan option untuk empat rig jackup lainnya. Total nilai yang diperkirakan dari enam jackup rigs, meliputi empat option rig, lebih dari 1 milyar dolar.
ASME/ANSI B16.1 - 1998 - Cast Iron Pipe Flanges and Flanged Fittings
This Standard for Classes 25, 125, and 250 Cast Iron Pipe Flanges and Flanged Fittings covers:
(a) pressure-temperature ratings, (b) sizes and method of designating openings of reducing fittings, (c) marking, (d) minimum requirements for materials, (e) dimensions and tolerances, (f) bolt, nut, and gasket dimensions and (g) tests.
ASME/ANSI B16.3 - 1998 - Malleable Iron Threaded Fittings
This Standard for threaded malleable iron fittings Classes 150, and 300 provides requirements for the following:
(a) pressure-temperature ratings (b) size and method of designating openings of reducing fittings (c) marking (d) materials (e) dimensions and tolerances (f) threading (g) coatings
ASME/ANSI B16.4 - 1998 - Cast Iron Threaded Fittings
This Standard for gray iron threaded fittings, Classes 125 and 250 covers:
(a) pressure-temperature ratings (b) size and method of designating openings of reducing fittings (c) marking (d) material (e) dimensions and tolerances (f) threading, and (g) coatings
ASME/ANSI B16.5 - 1996 - Pipe Flanges and Flanged Fittings
The ASME B16.5 - 1996 Pipe Flanges and Flange Fittings standard covers pressure-temperature ratings, materials, dimensions, tolerances, marking, testing, and methods of designating openings for pipe flanges and flanged fittings.
The standard includes flanges with rating class designations 150, 300, 400, 600, 900, 1500, and 2500 in sizes NPS 1/2 through NPS 24, with requirements given in both metric and U.S units. The Standard is limited to flanges and flanged fittings made from cast or forged materials, and blind flanges and certain reducing flanges made from cast, forged, or plate materials. Also included in this Standard are requirements and recommendations regarding flange bolting, flange gaskets, and flange joints.
ASME/ANSI B16.9 - 2001 - Factory-Made Wrought Steel Buttwelding Fittings
This Standard covers overall dimensions, tolerances, ratings, testing, and markings for wrought factory-made buttwelding fittings in sizes NPS 1/2 through 48 (DN 15 through 1200).
ASME/ANSI B16.10 - 2000 - Face-to-Face and End-to-End Dimensions of Valves
This Standard covers face-to-face and end-to-end dimensions of straightway valves, and center-to face and center-to-end dimensions of angle valves. Its purpose is to assure installation interchangeability for valves of a given material, type size, rating class, and end connection
ASME/ANSI B16.11 - 2001 - Forged Steel Fittings, Socket-Welding and Threaded
This Standard covers ratings, dimensions, tolerances, marking and material requirements for forged fittings, both socket-welding and threaded.
ASME/ANSI B16.12 - 1998 - Cast Iron Threaded Drainage Fittings
This Standard for cast iron threaded drainage fittings covers:
(a) size and method of designating openings in reducing fittings (b) marking (c) materials (d) dimensions and tolerances (e) threading (f) ribs (g) coatings (h) face bevel discharge nozzles, input shafts, base plates, and foundation bolt
holes (see Tables 1 and 2).
ASME/ANSI B16.14 - 1991 - Ferrous Pipe Plugs, Bushings and Locknuts with Pipe Threads
This Standard for Ferrous Pipe Plugs, Bushings, and Locknuts with Pipe Threads covers:
(a) pressure-temperature ratings: (b) size; (c) marking; (d) materials; (e) dimensions and tolerances; (f) threading; and (g) pattern taper.
ASME/ANSI B16.15 - 1985 (R1994) - Cast Bronze Threaded Fittings
This Standard pertains primarily to cast Class 125and Class 250 bronze threaded pipe fittings. Certain requirements also pertain to wrought or cast plugs, bushings, couplings, and caps. This Standard covers:
(a) pressure-temperature ratings; (b) size and method of designating openings of reducing pipe fittings;
(c) marking; (d) minimum requirements for casting quality and materials; (e) dimensions and tolerances in U.S. customary and metric (SI) units; (f) threading.
ASME/ANSI B16.18 - 1984 (R1994) - Cast Copper Alloy Solder Joint Pressure Fittings
This Standard for cast copper alloy solder joint pressure fittings designed for use with copper water tube, establishes requirements for:
(a) Pressure-temperature ratings; (b) Abbreviations for end connections; (c) Sizes and method of designating openings of fittings; (d) Marking; (e) Material; (f) Dimensions and tolerances; and (g) Tests.
ASME/ANSI B16.20 - 1998 - Metallic Gaskets for Pipe Flanges-Ring-Joint, Spiral-Would, and Jacketed
This standard covers materials, dimensions, tolerances, and markings for metal ring-joint gaskets, spiral-wound metal gaskets, and metal jacketed gaskets and filler material. These gaskets are dimensionally suitable for used with flanges described in the reference flange standards ASME/ANSI B16.5, ASME B16.47, and API-6A. This standard covers spiral-wound metal gaskets and metal jacketed gaskets for use with raised face and flat face flanges. Replaces API-601 or API-601.
ASME/ANSI B16.21 - 1992 - Nonmetallic Flat Gaskets for Pipe Flanges
This Standard for nonmetallic flat gaskets for bolted flanged joints in piping includes:
(a) types and sizes; (b) materials; (c) dimensions and allowable tolerances.
ASME/ANSI B16.22 - 1995 - Wrought Copper and Copper Alloy Solder Joint Pressure Fittings
The Standard establishes specifications for wrought copper and wrought copper alloy, solder-joint, seamless fittings, designed for use with seamless copper tube conforming to ASTM B 88 (water and general plumbing systems), B 280 (air conditioning and refrigeration service), and B 819 (medical gas systems), as well as fittings intended to be assembled with soldering materials conforming to ASTM B 32, brazing materials
conforming to AWS A5.8, or with tapered pipe thread conforming to ASME B1.20.1. This Standard is allied with ASME B16.18, which covers cast copper alloy pressure fittings. It provides requirements for fitting ends suitable for soldering. This Standard covers:
(a) pressure temperature ratings; (b) abbreviations for end connections; (c) size and method of designating openings of fittings; (d) marking; (e) material; (f) dimension and tolerances; and (g) tests.
ASME/ANSI B16.23 - 1992 - Cast Copper Alloy Solder Joint Drainage Fittings (DWV)
The Standard establishes specifications for cast copper alloy solder joint drainage fittings, designed for use in drain, waste, and vent (DWV) systems. These fittings are designed for use with seamless copper tube conforming to ASTM B 306, Copper Drainage Tube (DWV), as well as fittings intended to be assembled with soldering materials conforming to ASTM B 32, or tapered pipe thread conforming to ASME B1.20.1. This standard is allied with ASME B16.29, Wrought Copper and Wrought Copper Alloy Solder Joint Drainage Fittings - DWV. It provides requirements for fitting ends suitable for soldering. This standard covers:
(a) description; (b) pitch (slope); (c) abbreviations for end connections; (d) sizes and methods for designing openings for reducing fittings; (e) marking; (f) material; and (g) dimensions and tolerances.
ASME/ANSI B16.24 - 1991 (R1998) - Cast Copper Alloy Pipe Flanges and Flanged Fittings
This Standard for Classes 25, 125, 250, and 800 Cast Iron Pipe Flanges and Flanged Fittings covers:
(a) pressure temperature ratings, (b) sizes and methods of designating openings for reduced fittings, (c) marking, (d) minimum requirements for materials, (e) dimensions and tolerances, (f) bolt, nut, and gasket dimensions, and (g) tests.
ASME/ANSI B16.25 - 1997 - Buttwelding Ends
The Standard covers the preparation of butt welding ends of piping components to be joined into a piping system by welding. It includes requirements for welding bevels, for external and internal shaping of heavy-wall components, and for preparation of internal ends (including dimensions and tolerances). Coverage includes preparation for joints with the following.
(a) no backing rings; (b) split or non continuous backing rings; (c) solid or continuous backing rings; (d) consumable insert rings; (e) gas tungsten are welding (GTAW) of the root pass. Details of preparation for
any backing ring must be specified in ordering the component.
ASME/ANSI B16.26 - 1988 - Cast Copper Alloy Fittings for Flared Copper Tubes
This standard for Cast Copper Alloy Fitting for Flared Copper Tubes covers:
(a) pressure rating; (b) material; (c) size; (d) threading; (e) marking.
ASME/ANSI B16.28 - 1994 - Wrought Steel Buttwelding Short Radius Elbows and Returns
This Standard covers ratings, overall dimensions, testing, tolerances, and markings for wrought carbon and alloy steel buttwelding short radius elbows and returns. The term wrought denotes fittings made of pipe, tubing, plate, or forgings.
ASME/ANSI B16.29 - 1994 - Wrought Copper and Wrought Copper Alloy Solder Joint Drainage Fittings (DWV)
The standard for wrought copper and wrought copper alloy solder joint drainage fittings, designed for use with copper drainage tube, covers:
(a) Description, (b) Pitch (slope), (c) Abbreviations for End Connections, (d) Sizes and Method of Designating Openings for Reducing Fittings, (e) Marking, (f) Material, (g) Dimensions and Tolerances.
ASME/ANSI B16.33 - 1990 - Manually Operated Metallic Gas Valves for Use in Gas Piping Systems Up to 125 psig
General This Standard covers requirements for manually operated metallic valves sizes NPS 1.2 through NPS 2, for outdoor installation as gas shut-off valves at the end of the gas service line and before the gas regulator and meter where the designated gauge pressure of the gas piping system does not exceed 125 psi (8.6 bar). The Standard applies to valves operated in a temperature environment between .20 degrees F and 150 degrees F (.29 degrees C and 66 degrees C). Design This Standard sets forth the minimum capabilities, characteristics, and properties, which a valve at the time of manufacture must possess, in order to be considered suitable for use in gas piping systems.
ASME/ANSI B16.34 - 1996 - Valves - Flanged, Threaded, and Welding End
This standard applies to new valve construction and covers pressure-temperature ratings, dimensions, tolerances, materials, nondestructive examination requirements, testing, and marking for cast, forged, and fabricated flanged, threaded, and welding end, and wafer or flangeless valves of steel, nickel-base alloys, and other alloys shown in Table 1. Wafer or flangeless valves, bolted or through-bolt types, that are installed between flanges or against a flange shall be treated as flanged end valves.
ASME/ANSI B16.36 - 1996 - Orifice Flanges
This Standard covers flanges (similar to those covered in ASME B16.5) that have orifice pressure differential connections. Coverage is limited to the following:
(a) welding neck flanges Classes 300, 400, 600, 900, 1500, and 2500 (b) slip-on and threaded Class 300
Orifice, Nozzle and Venturi Flow Rate Meters
ASME/ANSI B16.38 - 1985 (R1994) - Large Metallic Valves for Gas Distribution
The standard covers only manually operated metallic valves in nominal pipe sizes 2 1/2 through 12 having the inlet and outlet on a common center line, which are suitable for controlling the flow of gas from open to fully closed, for use in distribution and service lines where the maximum gage pressure at which such distribution piping systems may be operated in accordance with the code of federal regulations (cfr), title 49, part 192, transportation of natural and other gas by pipeline; minimum safety standard, does not exceed 125 psi (8.6 bar). Valve seats, seals and stem packing may be nonmetallic.
ASME/ANSI B16.39 - 1986 (R1998) - Malleable Iron Threaded Pipe Unions

This Standard for threaded malleable iron unions, classes 150, 250, and 300, provides requirements for the following:
(a) design (b) pressure-temperature ratings (c) size (d) marking (e) materials (f) joints and seats (g) threads (h) hydrostatic strength (i) tensile strength (j) air pressure test (k) sampling (l) coatings (m) dimensions
ASME/ANSI B16.40 - 1985 (R1994) - Manually Operated Thermoplastic Gas
The Standard covers manually operated thermoplastic valves in nominal sizes 1.2 through 6 (as shown in Table 5). These valves are suitable for use below ground in thermoplastic distribution mains and service lines. The maximum pressure at which such distribution piping systems may be operated is in accordance with the Code of Federal Regulation (CFR) Title 49, Part 192, Transportation of Natural and Other Gas by Pipeline; Minimum Safety Standards, for temperature ranges of .20 deg. F to 100 deg. F (.29 deg. C to 38 deg. C). This Standard sets qualification requirements for each nominal valve size for each valve design as a necessary condition for demonstrating conformance to this Standard. This Standard sets requirements for newly manufactured valves for use in below ground piping systems for natural gas [includes synthetic natural gas (SNG)], and liquefied petroleum (LP) gases (distributed as a vapor, with or without the admixture of air) or mixtures thereof.
ASME/ANSI B16.42 - 1998 - Ductile Iron Pipe Flanges and Flanged Fittings, Classes 150 and 300
The Standard covers minimum requirements for Class 150 and 300 cast ductile iron pipe flanges and flanged fittings. The requirements covered are as follows:
(a) pressure-temperature ratings (b) sizes and method of designating openings (c) marking (d) materials (e) dimensions and tolerances (f) blots, nuts, and gaskets (g) tests

ASME/ANSIB16.44 - 1995 - Manually Operated Metallic Gas Valves for Use in House Piping Systems
This Standard applies to new valve construction and covers quarter turn manually operated metallic valves in sizes NPS 1/2-2 which are intended for indoor installation as gas shutoff valves when installed in indoor gas piping between a gas meter outlet & the inlet connection to a gas appliance.
ASME/ANSI B16.45 - 1998 - Cast Iron Fittings for Solvent Drainage Systems
The Standard for cast iron drainage fittings used on self-aerating, one-pipe Solvent drainage systems, covers the following:
(a) description (b) sizes and methods for designating openings for reducing fittings (c) marking (d) material (e) pitch (f) design (g) dimensions and tolerances (h) tests
ASME/ANSI B16.47 - 1996 - Large Diameter Steel Flanges: NPS 26 through NPS 60
This Standard covers pressure-temperature ratings, materials, dimensions, tolerances, marking, and testing for pipe flanges in sizes NPS 26 through NPS 60 and in ratings Classes 75, 150,0300, 400, 600, and 900. Flanges may be cast, forged, or plate (for blind flanges only) materials. Requirements and recommendations regarding bolting and gaskets are also included.
ASME/ANSI B16.48 - 1997 - Steel Line Blanks
The Standard covers pressure-temperature ratings, materials, dimensions, tolerances, marking, and testing for operating line blanks in sizes NPS 1/2 through NPS 24 for installation between ASME B16. 5 flanges in the 150, 300, 600, 900, 1500, and 2500 pressure classes.
ASME/ANSI B16.49 - 2000 - Factory-Made Wrought Steel Buttwelding Induction Bends for Transportation and Distribution Systems
This Standard covers design, material, manufacturing, testing, marking, and inspection requirements for factory-made pipeline bends of carbon steel materials having controlled chemistry and mechanical properties, produced by the induction bending process, with or

without tangents. This Standard covers induction bends for transportation and distribution piping applications (e.g., ASME B31.4, B31.8, and B31.11) Process and power piping have differing requirements and materials that may not be appropriate for the restrictions and examinations described herein, and therefore are not included in this Standard
Cast Steel SHELL TIME
2" & Smaller - 15 SECONDS2 1/2" - 6" - 1 MINUTE8" - 12" - 2 MINUTES14" & LARGER - 5 MINUTES
SEAT TIME LOW OR HIGH2" & Smaller - 15 SECONDS2 1/2" - 6" - 1 MINUTE8" - 12" - 2 MINUTES14" & LARGER - 5 MINUTES
BACKSEAT TIME2" - 6" - 1 MINUTE8" - 12" - 1 MINUTE14" - LARGE - 2 MINUTES
CLASS 100 F SHELL HYDRO BACKSEAT LOW
CLOSUREHIGH CLOSURE
(125#) 200 WOG 300 PSI 220 WATER OR 80
AIR 80 AIR 220 WATER
(150#) 285 WOG 450 PSI 314 WATER OR 80
AIR 80 AIR 314 WATER
(300#) 740 WOG 1125 PSI 814 WATER OR 80
AIR 80 AIR 814 WATER
(600#) 1480 WOG 2250 PSI 1628 WATER OR 80
AIR 80 AIR 1628 WATER
(800#) 1975 WOG 2975 PSI 2173 WATER OR 80
AIR 80 AIR 2173 WATER
(900#) 2220 WOG 3350 PSI 2442 WATER OR 80
AIR 80 AIR 2442 WATER
(1500#) 3705 WOG 5575 PSI 4076 WATER OR 80
AIR 80 AIR 4076 WATER
(2500#) 2220 WOG 6170 PSI 6787 WATER OR 80
AIR 80 AIR 6787 WATER
Notes: WOG x 1.5 = SHELL & WOG x 110% = HIGH CLOSURE & BACKSEAT
ALLOWABLE LEAKAGE
VALVE
2"2 1/2" - 6"
8" - 12"14" - LARGER
LIQUID TEST DROPS PER MINUTE
0122028
GAS TEST BUBBLES PER MINUTE
072120168
* INFORMATION SOURCE: API STANDARD 598 SIXTH EDITION, SEPT 1990 .