SIMULATION OF PULTRUSION PROCESS FOR APC...
6
Simulation ofPultrusion Process for APC-2 CarbonFiber/PEEK Thermoplastic Composite (Basuki R Suratno) SIMULATION OF PULTRUSION PROCESS FOR APC-2 CARBON FIBER/PEEK THERMOPLASTIC COMPOSITE Basuki R Suratno Sentra Teknologi Polimer (STP) -BPP Teknologi Kawasan Puspiptek, Serpong, Tangerang 15314 ABSTRACT SIMULATION OF PULTRUSION PROCESS FOR APC-2 CARBON FIBER/PEEK THERMOPLASTIC COMPOSITE. One of the emerging manufacturing methods of compositematerial is pultrusion process. In general, manufacturing composite material using this method was performed using thermoset matrix such as epoxy, unsaturated polyester etc. In this study a simulation of pultrusion process was performed using thermoplastic material, namely, Poly Ether Ether Ketone (PEEK) and Carbon tiber of APC-2. The major aim of this study is to develop methods for simulating the pultrusion process parameters such as die temperature setting and pulling speed.The simulations were pertormed employing any finite element analysis (FEA) software with combination of a self-detined sub-program to calculate heat generation during crystallisation process. The results were compared with those obtained in a previous publication and a considerably agreement was achieved. Key words: Composite materials, pultrusion, thermoset matrix,thermoplastic material, FEA ABSTRAK SIMULASI PROSES PULTRUSI UNTUK SERAT KARBON (APC-2)/PEEK KOMPOSIT TERMOPLASTIK. Salah satu proses pembuatan material komposit yang saat ini sedang populer adalah proses pultrusi. Pada umumnya proses pembuatan komposit dengancara pultrusi ini dilakukan dengan menggunakanmatriks berasal dari material termoset seperti epoxy clan unsaturated polyester. Namun dalam penelitian ini digunakan matriks yang berasal daTi material termoplastik yaitu Poly Ether Ether Keton (PEEK). Dalam makalah ini dilakukan simulasi proses pultrusi untuk material komposit denganmatriks PEEK clanserat karbon APC-2. Tujuan penelitian ini adalah untuk mengembangkan metode untuk mensimulasikan parameter-parameter dalam proses pultrusi, seperti pengaturan suhu clan kecepatan tarik. Simulasi dilakukan dengan menggunakan Finite Element Analysis (FEA) dengan mengkombinasikan sub program yang didetinisikan sendiri untuk menghitung panas yang ditimbulkan saat terjadi proses kristalisasi. Hasil-hasil yang diperoleh dibandingkan dengan hasil yang diperoleh dari salah satu publikasi sebelumnya clan diperoleh kecocokan yang cukup bagus diantara keduanya. Kala kunci : Material komposit, pultrusi, matriks termoset, material termoplastik, FEA INTRODUCTION systems,one or more components may be omitted or added depending on the application. For example, if prepreged materials are used, the resin impregnation chamber is not neededand a preheating system may be added. To produce pultruded product with consistent and high quality, it is important to tailor and control the pultrusion process. To achieve a uniform degree-of- crystallinity in the cross-section of a product, the temperature profile inside the pultrusion die is an essential aspect. It is therefore important to develop mechanics models to simulate the pultrusion process, and intum to tailor the process. Thermoplastic materials were used in the pultmsion process only in recentyears due to their high performance and short manufacturing cycle time compare to thermoset resins. The high performance properties of thermoplastic materials include high corrosion resistance, high strength-to-density ratio, and high modulus-to-density ratio. Thermoplastic materials are also attractive becauseof their characteristics such as lower water absorption, superior impact toughness, long shelf life, easeof repair, and reCyclability. A schematic diagram of a general system for pultmsion of thermoplastic composite is not much different from that for the thermosetpultmsion as shown in Figure 1. This systemincludes raw material racks, a resin impregnation chamber, preheater, heating die, cooling die, pulling mechanism, and a cut -saw. In some 229
Transcript of SIMULATION OF PULTRUSION PROCESS FOR APC...

Simulation of Pultrusion Process for APC-2 Carbon Fiber/PEEK Thermoplastic Composite (Basuki R Suratno)
SIMULATION OF PULTRUSION PROCESS FOR APC-2CARBON FIBER/PEEK THERMOPLASTIC COMPOSITE
Basuki R SuratnoSentra Teknologi Polimer (STP) -BPP TeknologiKawasan Puspiptek, Serpong, Tangerang 15314
ABSTRACT
SIMULATION OF PULTRUSION PROCESS FOR APC-2 CARBON FIBER/PEEK THERMOPLASTICCOMPOSITE. One of the emerging manufacturing methods of composite material is pultrusion process. In general, manufacturingcomposite material using this method was performed using thermoset matrix such as epoxy, unsaturated polyester etc. In thisstudy a simulation of pultrusion process was performed using thermoplastic material, namely, Poly Ether Ether Ketone (PEEK)and Carbon tiber of APC-2. The major aim of this study is to develop methods for simulating the pultrusion process parameterssuch as die temperature setting and pulling speed. The simulations were pertormed employing any finite element analysis (FEA)software with combination of a self-detined sub-program to calculate heat generation during crystallisation process. The resultswere compared with those obtained in a previous publication and a considerably agreement was achieved.
Key words: Composite materials, pultrusion, thermoset matrix, thermoplastic material, FEA
ABSTRAK
SIMULASI PROSES PULTRUSI UNTUK SERAT KARBON (APC-2)/PEEK KOMPOSIT TERMOPLASTIK.Salah satu proses pembuatan material komposit yang saat ini sedang populer adalah proses pultrusi. Pada umumnya prosespembuatan komposit dengan cara pultrusi ini dilakukan dengan menggunakan matriks berasal dari material termoset seperti epoxyclan unsaturated polyester. Namun dalam penelitian ini digunakan matriks yang berasal daTi material termoplastik yaitu PolyEther Ether Keton (PEEK). Dalam makalah ini dilakukan simulasi proses pultrusi untuk material komposit dengan matriks PEEKclan serat karbon APC-2. Tujuan penelitian ini adalah untuk mengembangkan metode untuk mensimulasikan parameter-parameterdalam proses pultrusi, seperti pengaturan suhu clan kecepatan tarik. Simulasi dilakukan dengan menggunakan Finite ElementAnalysis (FEA) dengan mengkombinasikan sub program yang didetinisikan sendiri untuk menghitung panas yang ditimbulkansaat terjadi proses kristalisasi. Hasil-hasil yang diperoleh dibandingkan dengan hasil yang diperoleh dari salah satu publikasisebelumnya clan diperoleh kecocokan yang cukup bagus diantara keduanya.
Kala kunci : Material komposit, pultrusi, matriks termoset, material termoplastik, FEA
INTRODUCTION
systems, one or more components may be omitted oradded depending on the application. For example, ifprepreged materials are used, the resin impregnationchamber is not needed and a preheating system may beadded.
To produce pultruded product with consistentand high quality, it is important to tailor and control thepultrusion process. To achieve a uniform degree-of-crystallinity in the cross-section of a product, thetemperature profile inside the pultrusion die is anessential aspect. It is therefore important to developmechanics models to simulate the pultrusion process,and intum to tailor the process.
Thermoplastic materials were used in thepultmsion process only in recent years due to their highperformance and short manufacturing cycle timecompare to thermoset resins. The high performanceproperties of thermoplastic materials include highcorrosion resistance, high strength-to-density ratio, andhigh modulus-to-density ratio. Thermoplastic materialsare also attractive because of their characteristics suchas lower water absorption, superior impact toughness,long shelf life, ease of repair, and reCyclability.
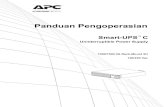
A schematic diagram of a general system forpultmsion of thermoplastic composite is not muchdifferent from that for the thermoset pultmsion as shownin Figure 1. This system includes raw material racks, aresin impregnation chamber, preheater, heating die,cooling die, pulling mechanism, and a cut -saw. In some
229

Prosiding Pertemuan Ilmiah llmu Pengetahuan dan Teknologi Bahan 2002Serpong, 22.23 Oktober 2002 ISSN 1411-2213
PROCESS DESCRIPTION
A schematic diagram of the pultrusion processfor thermoplastic composite used in this study isillustrated in Figure 1. The thermoplastic pultrusion diesystem generally consists of at least two dies, namely,heating and cooling dies. The heating die tends to bemuch shorter in length than the thermoset counterpartand its cavity is tapered over the whole portion of thedie length to create backflow of the matrix to achievedesired compaction and consolidation. In the coolingdie, the composite is shaped and consolidated to itsfinal form. The cavity of this die is usually long andstraight with a cross section symmetric with respect tothe die centerline.
Heating DieCooling Die
Cutter
'::::'Pre Heater
Figure J. Schematic diagram for thermoplastic pultrusion
process
T = temperature of the materialk = thermal conductivity of the materialc = heat capacity of the materialu = pultrusion line speedH u = ultimate heat of crystallisationm = mass fraction of matrix
mCo = degree-of-crystallinityp = density of the material
As a first order approach, it is assumed that forthe composite within the die, thermal properties areindependent of the temperature and state of thecomposite (degree-of-crystallinity). In this case, thetheffilal properties of the composite can be approximatedfrom the constituent properties using micromechanicsanalysis of fibre reinforced composite materials (Ruanand Liu, 1994),
PROCESS MODELLING
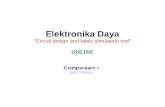
Geometry of the heating and cooling dies issymmetric about the x -z plane or axial symmetric alongthe x axis, therefore, the modelling is only conducted forthe upper half of the system, shown in Figure 2.
r (2)P = Pm"m + Pf"f
eLC f!.L!: P~mvm-(3)c=
p
kx =kjVf +kmvm (4)
(5).ky =
V f Vm-+-kf kmFigure 2. Model for pultrusion process of thermoplastic
composites.
mfE!!!.Pf
l+mf(E!!!.-l)Pr
(6)
(7)Vm = 1- v"
where subscripts m and f refer to matrix and fibre,respectively, kx,y the thermal conductivity in the x andydirections, c the heat capacity, v m the matrix volumefraction, and m the matrix mass fraction.
m
Some basic assumptions of the present simulationare as follows:1) the process is two-dimensional at a steady state;2) the matrix and fibre have the same temperature at
any point, i.e. the material is homogeneous;3) the influence of pressure on the heat of
crystallisation is neglected;4) heat transfer between the heating and cooling dies
is negligible;5) crystallisation is assumed to occur only when the
230

Simulation of Pultrusion Process for APC-2 Carbon Fiber/PEEK Thermoplastic Composite (Basuki R Suratno)
Crystallisation kinetics of semi-crystallinethennoplastics materials has been evaluated by manyresearchers. Proposed a theory that relatescrystallisation to temperature and rate of crystallinity[2].He proposed that for non isothennal crystallisation witha constant cooling rate, the relative degree-of-crystallinity (c) is defined as,
(8)l-Cr(T)=ex{ -1!J1)
where tjJ(J') is the cooling function being dependent onthe actual process, n is a constant being independent oftemperature, and a is the cooling rate. The rate-of-ctystallinity can be obtained by differentiating Equation8 as [2],
~dt =-(l-Cr)~ , (9)
The above equation is only applicable if the coolingrate is constant. Since the cooling rate during thepultrusion process is generally not constant, the kineticequation can be approximated using,
T..." "--
T --A--
I ,,:::::::::; :::::::::::: :::::",'
:::::~~~~
T_)~
T~'b 'ff
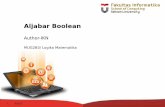
QL=oay
Figure 3. Finite element mesh and boundary conditions ofthe model.
NUMERICAL SIMULATION
For the composite inside the heating die, thegoverning equation (Equation 9.la) is solved using finiteelement analysis. However, for the composite inside thecooling die, the governing differential equation(Equation 9.lb) cannot be solved directly, since thetemperature state and degree-of-crystallinity arecoupled, and they have to be solved simultaneously. Tosolve the governing equation, it is assumed, firstly, thatthe degree-of-crystallinity is zero everywhere in thecooling die. Then the finite element analysis is perfonnedto obtain the initial state of the temperature for eachelement of pultruded composite within the cooling die.In this case, an iteration procedure is applied. Using thetemperature profile, the relative crystallinity at a node ofan element of composite, for instance node j (seeFigure 4), is calculated using Equation 10 such that itgives the following expression
BOUNDARY CONDITIONS
The boundary conditions for the modelling canbe summarized as follows:1) Initial temperature of the composite is equal to the
ambient temperature, i.e.Ti = T allbien! (12a)
2) The matrix enters the cooling die in the form ofliquid. Therefore, the initial absolute degree-of-crys-tallinity of the matrix is zero.
c = 0 """"""'."""' '."""" """'"... (12b)a
3) The temperature of the fibre impregnated matrixwhen entering the heating die is equal to the ambi-
enttemperature.T(O,y) = 25 aC (12c)
4) The heating die is heated using a heater with knowntemperature of Thot' Therefore, the surface tempera-ture of the heating die is assumed to be equal tothe heater temperature.
forT. <T<T.
231

Prosiding Pertemuan ILmiah llmu Pengetahuan dan Teknologi Bahan 2002Serpong, 22 -23 Oktober 2002 ISSN1411-2213
where j is the spatial node on a stream line, TJ is thetemperature of the first node on the stream line, and a is
I
the cooling rate at node j, defined by Ruan and Liuas [4],
dTa; = -= I ,dt ot ..
where Vi is the velocity at node i, aT/at = 0 since the
process is assumed to be at a steady state, and vI; istemperature gradient defined as [4],
aT+ W.V = \71i.~ (14)
Table 1. Dimensions of the thermoplasticcomposite pultrusion dies
Heating die length (LH) 203 mm
Cooling die length (Lc) 254 mm
Heating die tapered angle (9) 0.5.Height of the dies (D) 22.8 mrn
Height of the composite (R) 1.2 mrn
For APC-2 CF/PEEK composites, the cooling functionwas assumed to be the same as proposed by Lee andSpringer [5].
(J(T) =exp(-O.O37T + 11.3) (lSa)n = 0.8 (lSb)
and
(19)H ( dT )-L = -0.03 in -+ 0.42
Hu dt where dT/dt isin [OC/min] andHu= 130 Jig [5]
Table 2. Thermal properties of APC-2 CF/PEEK
composite [I].
dcQ Hr dcr~=H;-~ """""""""""""""""""" (17b)
This rate-of-crystallinity profile is then applied tocalculate the temperature profile for a new step ofiteration. The criterion for convergence is set such thatthe difference in temperatures at each node of the finiteelement model obtained between two consecutiveiterations is not greater than O.5°C.
Figure 4. Finite element mesh for the composite within thecooling die.
EVALUATIONS AND DISCUSSION
Simulations werepeIfonned for APC-2 CF/PEEKcomposites. The geometry of the pultrusion system(Figure 2) used by Roan and Liu [4] is adopted for theexperimental study. The dimensions used for modellingare listed in Table 1. The initial temperature of the prepregwas set to the ambient temperature, i.e. T;= 25 °C. Thetemperatures of the heater and cooler for both dies (T hot=400 °C and T cool= 100 °C) are kept constant at eachindividual section. Three different pulling speeds of25. 4,76.2 and 101 mm/min were evaluated. The thermal andmaterial properties of APC-2 CF/PEEk are presented inTables 2 and 3, respectively.
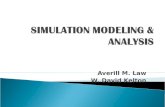
The simulated centreline temperaturedistributions are presented in Figure 5. The die walltemperature is higher than that of the centreline in theregion near the entrance of the heating die, in which thedie releases heat to the composite during the heatingprocess. The length of this zone depends on the pullingspeed; the higher the pulling speed is, the longer thiszone, shown in Figure 5. The centreline temperature ofthe composite beyond this zone is similar to that of thedie wall, due to accumulation of heat generated by theexothermic crystallization process. Figure 5 also showsverification of the current results with published resultsby Ruan and Liu [4]. The current results show a goodagreement on the heating die. However, in the coolingdie the current results predict higher temperature withthe error in the range of 9 %.
The degree-of-crystallinity of the thermoplasticcomposite within the cooling die is presented inFigure 6. As shown, the degree-of-crystallinity on thesurface of the composite is lower than that in thecentreline. This is due to the fact that at the surface thecomposite is in direct contact with the cooling die such
232

Simulation of Pultrusion Process for APC-2 Carbon FiherlPEEK Thermoplastic Composite (Basuki R Suratno)
that the cooling rate in this region is higher than in thecentre line. And according to Lee and Springer [3] thedegree-of-crystallinity of APC-2 CF/PEEK compositedepends on the cooling rate of the material, and theslower the cooling rate the higher the crystallinity. Andhence, the degree-of crystallinity on the compositesurface is lower.
-20 0 20 40 60
Distance from heating die entrance (cm)80
Figure 7. Temperature profiles along centreline of the com-posites at three different pulling speeds.
0.5
! I0.4
~2
=0.3~~".~ 0.2""
6b"(::) 0.1
':?;;;;;:;;;;;.;.;
9Figure 5. Temperature profiles along centreline and surfaceof the composite at pulling speed of 25 rom/min.
-+-lF25 mm/min--6-lF76 mm/min-'-lF1OI mm/minf
0.4 t 0
z:,2
== 0.3is~".'"E 0.2.I";, ~ Centreline"Q 0.1 -6- Surface
0 5 10 15 20
Distance from cooling die entrance (cm)
Figure 8. The degree-of-crystallinity of the matrix inside thecooling die at three different pulling speeds.
die plays an important role in determining the degree-of-crystallinity of products. Three cooling dietemperature settings were chosen, i.e. T 1 = 25 °C, 75 °C
and 100 °C, to study the effect of coolingdie temperatureon the quality of pultruded products. The simulationresults are presented in Figures 9 and 10. It can be foundthat at a low cooling die temperature the degree-of-crystallinity reaches its maximum value faster than at ahigh one. As was explained before, APC-2 CF/PEEKcomposite produces a higher degree-of-crystallinity forthe slower the cooling rate. Therefore, as shown onFigure 8, when the cooling die temperature setting ishigh (i.e. a slow cooling rate) the matrix achieves a highdegree-of -crystallinity. For a low cooling die setting (i.e.a high cooling rate), the. degree-of-crystallinity profilereaches its maximum value (shown by flat curves) fasterthan at a high temperature setting.
Based on the effect of these two operatingparameters of the pultrusion process (pulling speed andcooling die temperature setting), it can be expected thatto obtain a sufficiently crystallized product at a highpulling speed, the cooling die temperature setting hasto be increased.
0 5 10 15 20
Distance from cooling die entrance (cm)
Figure 6. Degree of crystallinity of the matrix within thecooling die at pulling speed of 25 mm/min.
Three different pulling speeds were applied insimulations using the model with the initial boundarycondition (T; = 25°C) to evaluate effects of pulling
speeds. Figures 7 and 8 show centreline temperaturedistributions and degree-of -crystallinity profiles at threedifferent pulling speeds for the same heating and coolingdie temperature setting. It can be seen that when thepulling speed is increased, the initial lag of the centrelinetemperature increases. This is caused by the fact that asthe pulling speed is raised, the time available for heat totransfer to the centreline of the composite becomesshorter, which causes the centreline temperature of thecomposite to be less than that at a low pulling speed.On the degree-of-crystallinity profiles, it can be seenthat when the pulling speed is increased, the degree-of-crystallinity at the exit decreases.
For thermoplastic composite pultrusion with asemi-crystalline matrix, the temperature of the cooling
233

Prosiding Pertemuan llmiah lbnu Pengetahuan dan Teknologi Bahan 2002Serpong, 22 -23 Oktober 2002 ISSN 1411-2213
REFERENCES400
[1].
300
;:;,"Po 200
~
~f- 100
[2].
[3J,.20 0 20 40 60 80
Distance Irom heating die entrance (cm)
Figure 9. Temperature profiles along centreline of thecomposite.~ at three different cooling die temperature settings. [4].
0.'
[5]
RUAN, Y, J. C. Lill, D. C. CHESONIS, andL. A.CARVELL "Development of a Thlo-DimensionalThermal Model for the Steady StateThermoplastic Pu1trusion Process," 3 7thInternational SAMPE Symposium, (1992)1432-1444OlA WA, T "Kinetics of Non-isothermalCrystallisation," Polymer, 12, (1971) 150-158.LEE, W. I. andG. S. SPRINGER "A Model of theManufacturing Process of Thermoplastic MatrixComposites," Journal of Composite Material, 21,(1987) 1017-1054.RUAN, Y. and J. C. Lill "A Steady State HeatTransfer Model for Fiber-Reinforced-Thermoplastic Pultrusion Processes Using FiniteElement Method." Journal of Material.\'Processing and Manufacturing Science, 3, (1994)91-113.LEE, W. I. and W. S. SPRINGER "Pultrusion ofThermoplastics -A Model." Journal ofComposite Material, 25, (1991) 1632-1652.
04?;-5'303
~"
102
gO.1
0
0 5 10 IS 20
Distance Irom cooling die entrance (cm)
Figure 10. The degree-of-crystallinity of matrix inside thecooling die at three different cooling die temperature settings.
CONCLUSION
An iterative procedure has been developed tosimulate the pultrusion process of semi-crystallinethermoplastic composites by applying the fmite elementmodel (FEM) for heat transfer coupled with the numericalapproximation for crystallization kinetics. Profiles ofcentreline temperature and degree-of-crystallinity weresimulated for pultruded APC-2 CF /PEEK composite. Theeffects of pulling speed and cooling die temperaturesetting on the pultrusion process were studied. Basedon the methodology used in this study, a procedure tosimulate profiles of temperature and degree-of-crystallinity of pultruded thermoplastics composites canbe easily adopted using a commercial finite elementsoftware. The results of this simulation were comparedwith those obtained by Ruan and Liu [4] and aconsiderably agreement was achieved.
234